little david - loveshaw · little david owners manual ld3sb2 ... side rails and head operate...
TRANSCRIPT
LITTLE DAVID
OWNERS MANUAL
LD3SB2
THE LOVESHAW CORPORATION LOVESHAW - EUROPE 2206 EASTON TURNPIKE BOX 83 UNIT 9, BRUNEL GATE SOUTH CANAAN, PA 18459 W. PORTWAY INDUSTRIAL ESTATE ANDOVER, HAMPSHIRE SP103SL TEL: (570) 937-4921 ENGLAND
FAX: (570) 937-4370 44-264-3575-11 REV. 11/11/04 M.C.R. #04-031
LOVESHAW an ITW COMPANY 1
GENERAL SAFETY PRECAUTIONS BEFORE INSTALLING, OPERATING OR SERVICING THIS EQUIPMENT, READ THE FOLLOWING
PRECAUTIONS CAREFULLY: * THIS MACHINE IS EQUIPPED WITH MOVING BELTS. DO NOT PLACE HANDS NEAR THE REAR OF THIS MACHINE WHEN BELTS ARE MOVING, AS FINGERS MAY BE PINCHED WHERE BELTS ENTER FRAME. ALWAYS USE A ROLLER TYPE EXIT CONVEYOR AND ALWAYS REMOVE THE BOXES AFTER THEY CLEAR THE EXIT END OF THE MACHINE. * OBSERVE CAUTION WHEN NEAR CARTRIDGE KNIFE OR WHEN THREADING TAPE. KNIFE IS VERY SHARP, AUTOMATICALLY OPERATED AND IS LINKED TO THE WIPE DOWN ROLLERS. * DO NOT ATTEMPT TO OPEN OR WORK ON ELECTRICAL BOX, JUNCTION BOXES, OR OTHER ELECTRICAL COMPONENTS WITHOUT FIRST DISCONNECTING POWER TO THE MACHINE. SHOCK HAZARD EXISTS IF POWER IS NOT DISCONNECTED. * DO NOT BY-PASS ANY DESIGNED -IN SAFETY FEATURES SUCH AS INTERLOCKS, GUARDS OR SHIELDS. * FULLY AUTOMATIC MACHINES ARE EQUIPPED WITH A REAR FLAP KICKER. DO NOT PLACE ANY PART OF THE BODY NEAR THIS AREA WITHOUT FIRST DISCONNECTING POWER AND AIR SUPPLY. * DO NOT PLACE HANDS OR BODY INSIDE CONFINES OF RANDOM TYPE MACHINES. THE SIDE RAILS AND HEAD OPERATE AUTOMATICALLY. * DO NOT PLACE HANDS OR BODY INSIDE CONFINES OF UNIFORM TYPE MACHINES UNLESS HEAD IS SECURELY LOCKED AND POWER AND AIR ARE DISCONNECTED. * ALWAYS DISCONNECT POWER AND AIR SUPPLY (IF APPLICABLE) BEFORE SERVICING MACHINE. * WHEN OPERATING A SEMI-AUTOMATIC MACHINE, HOLD BOX FLAPS DOWN AT THE TRAILING EDGE OF THE BOX. RELEASE HANDS AS SOON AS THE BELTS TAKE THE BOX. * DO NOT WEAR JEWELRY, LOOSE CLOTHING, SUCH AS TIES, SCARVES, ETC., AND LONG HAIR SHOULD BE PULLED BACK WHEN OPERATING THE MACHINE.
* SAFETY GLASSES SHOULD BE WORN WHEN WORKING ON OR AROUND MACHINE.
LOVESHAW an ITW COMPANY 2
ARRIVAL INSPECTION
* * * * N O T E* * * *
WHEN UNCRATING MACHINE, CHECK FOR ANY PHYSICAL DAMAGE.
IF ANY DAMAGE HAS OCCURRED, NOTIFY SHIPPING COMPANY IMMEDIATELY.
LOVESHAW an ITW COMPANY 3
TABLE OF CONTENTS SUBJECT PAGE INTRODUCTION 4 MACHINE SPECIFICATION 5 INSTALLATION 6 OPERATION 7 MACHINE OVERVIEW 8 MAIN FRAME 9 HEAD 10 TAPE CARTRIDGE 11 LUBRICATION 14 TROUBLE-SHOOTING 15 OPTIONAL EQUIPMENT 19 ILLUSTRATED REPLACEMENT PARTS 20 TABLE OF CONTENTS WARRANTY 33 TAPE CARTRIDGE MANUAL 34

LOVESHAW an ITW COMPANY 4
INTRODUCTION
THE LITTLE DAVID MODEL LD3SB/2 UNIFORM PRESSURE SENSITIVE TAPER IS DESIGNED TO TAPE THE TOP AND BOTTOM FLAPS OF A WIDE VARIETY OF BOX SIZES. AFTER MANUALLY ADJUSTING THE MACHINE FOR THE BOX SIZE, THE OPERATOR ONLY HAS TO FOLD THE FLAPS AND PUSH THE BOX INTO THE MACHINE AFTER WHICH THE MACHINE WILL TAPE THE TOP AND BOTTOM FLAPS AND DISCHARGE THE BOX. THE SIMPLE DESIGN INSURES A MINIMUM OF MAINTENANCE PROBLEMS AND THE MACHINE IS EASY TO OPERATE. DUE TO ITS SMALL SIZE AND SIMPLE PLUG-IN ELECTRICAL CONNECTION, IT CAN BE QUICKLY MOVED TO THE AREA WHERE IT IS NEEDED. IT MAY STAND ALONE OR IF DESIRED BE INCORPORATED IN A CONVEYOR SYSTEM. ALL FASTENINGS ARE METRIC. THE FINEST OF MATERIALS AND WORKMANSHIP HAVE BEEN USED IN THE FABRICATION OF YOUR LD3SB/2. IF REPAIRS DO BECOME NECESSARY, YOU WILL FIND SIMPLE INSTRUCTIONS OUTLINED IN THIS MANUAL. IF A PROBLEM OCCURS THAT IS NOT COVERED, PLEASE CONTACT OUR SERVICE DEPARTMENT AT THE ADDRESS BELOW.
IF IN THE UNITED STATES:
LOVESHAW CORPORATION BOX 83 RT. 296
SOUTH CANAAN, PA 18459 PHONE: 1-800-962-2633 / 570-937-4921
FAX: 570-937-4370
IF IN EUROPE:
LOVESHAW - EUROPE UNIT 9 BRUNEL GATE
WEST PORTWAY INDUSTRIAL ESTATE ANDOVER HAMPSHIRE SP10 3SL
ENGLAND TEL: (0264) 357511 FAX: (0264) 355964
LOVESHAW an ITW COMPANY 5
MACHINE SPECIFICATIONS
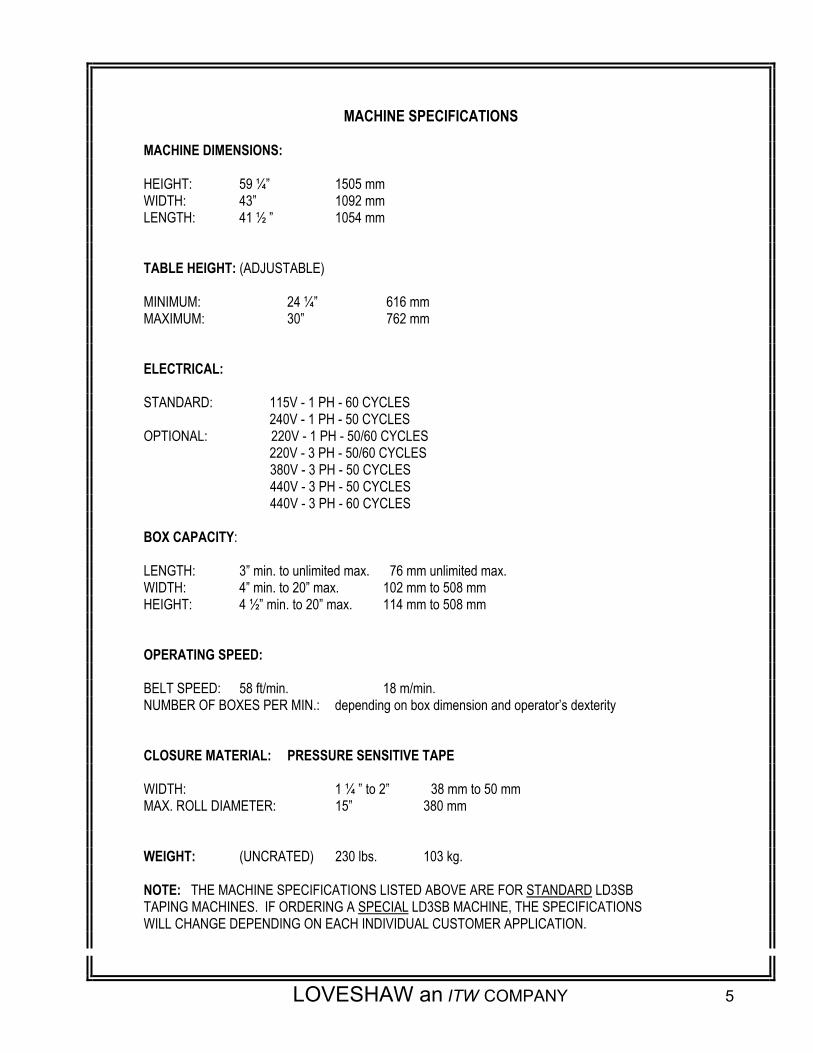
MACHINE DIMENSIONS: HEIGHT: 59 ¼” 1505 mm WIDTH: 43” 1092 mm LENGTH: 41 ½ ” 1054 mm
TABLE HEIGHT: (ADJUSTABLE) MINIMUM: 24 ¼” 616 mm MAXIMUM: 30” 762 mm
ELECTRICAL:
STANDARD: 115V - 1 PH - 60 CYCLES 240V - 1 PH - 50 CYCLES
OPTIONAL: 220V - 1 PH - 50/60 CYCLES 220V - 3 PH - 50/60 CYCLES 380V - 3 PH - 50 CYCLES 440V - 3 PH - 50 CYCLES 440V - 3 PH - 60 CYCLES BOX CAPACITY: LENGTH: 3” min. to unlimited max. 76 mm unlimited max. WIDTH: 4” min. to 20” max. 102 mm to 508 mm HEIGHT: 4 ½” min. to 20” max. 114 mm to 508 mm
OPERATING SPEED: BELT SPEED: 58 ft/min. 18 m/min. NUMBER OF BOXES PER MIN.: depending on box dimension and operator’s dexterity
CLOSURE MATERIAL: PRESSURE SENSITIVE TAPE WIDTH: 1 ¼ ” to 2” 38 mm to 50 mm MAX. ROLL DIAMETER: 15” 380 mm
WEIGHT: (UNCRATED) 230 lbs. 103 kg. NOTE: THE MACHINE SPECIFICATIONS LISTED ABOVE ARE FOR STANDARD LD3SB TAPING MACHINES. IF ORDERING A SPECIAL LD3SB MACHINE, THE SPECIFICATIONS WILL CHANGE DEPENDING ON EACH INDIVIDUAL CUSTOMER APPLICATION.
LOVESHAW an ITW COMPANY 6
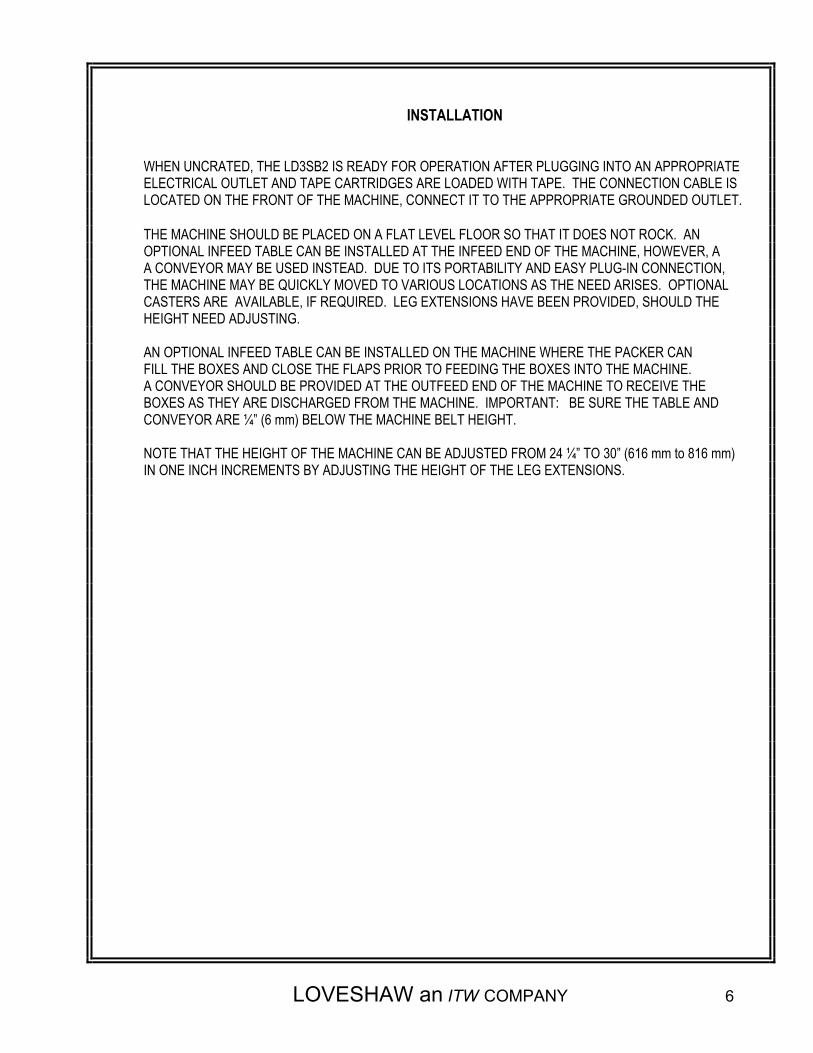
INSTALLATION WHEN UNCRATED, THE LD3SB2 IS READY FOR OPERATION AFTER PLUGGING INTO AN APPROPRIATE ELECTRICAL OUTLET AND TAPE CARTRIDGES ARE LOADED WITH TAPE. THE CONNECTION CABLE IS LOCATED ON THE FRONT OF THE MACHINE, CONNECT IT TO THE APPROPRIATE GROUNDED OUTLET. THE MACHINE SHOULD BE PLACED ON A FLAT LEVEL FLOOR SO THAT IT DOES NOT ROCK. AN OPTIONAL INFEED TABLE CAN BE INSTALLED AT THE INFEED END OF THE MACHINE, HOWEVER, A A CONVEYOR MAY BE USED INSTEAD. DUE TO ITS PORTABILITY AND EASY PLUG-IN CONNECTION, THE MACHINE MAY BE QUICKLY MOVED TO VARIOUS LOCATIONS AS THE NEED ARISES. OPTIONAL
CASTERS ARE AVAILABLE, IF REQUIRED. LEG EXTENSIONS HAVE BEEN PROVIDED, SHOULD THE HEIGHT NEED ADJUSTING. AN OPTIONAL INFEED TABLE CAN BE INSTALLED ON THE MACHINE WHERE THE PACKER CAN FILL THE BOXES AND CLOSE THE FLAPS PRIOR TO FEEDING THE BOXES INTO THE MACHINE. A CONVEYOR SHOULD BE PROVIDED AT THE OUTFEED END OF THE MACHINE TO RECEIVE THE BOXES AS THEY ARE DISCHARGED FROM THE MACHINE. IMPORTANT: BE SURE THE TABLE AND CONVEYOR ARE ¼” (6 mm) BELOW THE MACHINE BELT HEIGHT. NOTE THAT THE HEIGHT OF THE MACHINE CAN BE ADJUSTED FROM 24 ¼” TO 30” (616 mm to 816 mm) IN ONE INCH INCREMENTS BY ADJUSTING THE HEIGHT OF THE LEG EXTENSIONS.

LOVESHAW an ITW COMPANY 7
OPERATION AFTER THE TAPE CARTRIDGES ARE LOADED, THE MACHINE IS READY TO SEAL BOXES. PLACE A SAMPLE BOX OF THE SIZE TO BE SEALED ON THE INFEED TABLE FOLD THE FLAPS AND PUT JUST IN FRONT OF THE TAPE CARTRIDGE. TURN THE HANDWHEEL UNTIL THE BELTS COME IN CONTACT WITH THE BOX. RELEASE THE HEAD LOCK HANDWHEEL BY TURNING IT COUNTERCLOCKWISE. LOWER THE HEAD UNTIL IT MAKES CONTACT WITH THE BOX. LOCK THE HEAD BY TURNING THE HEAD LOCK HANDWHEEL CLOCKWISE. START MACHINE WITH START SWITCH LOCATED ON THE OPERATOR SIDE OF THE MACHINE. NOW
THE SAMPLE BOX WILL BE TAPED AND DISCHARGED. THE MACHINE IS NOW READY TO PROCESS YOUR BOXES. THE PACKER SHOULD FOLD THE BOX FLAPS IN THE NORMAL MANNER AND WHILE HOLDING THEM CLOSED ON THE REAR OF THE BOX, HE SHOULD FEED THE BOX INTO THE MACHINE UNTIL THE BELTS TAKE IT FROM HIM. THE MACHINE WILL SEAL THE TOP AND BOTTOM FLAPS AND DISCHARGE THE BOX TO THE OUTFEED CONVEYOR AUTOMATICALLY.

1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
A A
B B
C C
D D
TITLE
DWG NO SCALE
DRAWN
CHECKED
APPROVED
LOVESHAW an CompanyRT. 296, SOUTH CANAAN, PA.
ITW
MATERIAL
TOLERANCES UNLESS OTHERWISE NOTED:
INCH
METRIC
.X
.XX
.XXX
= .050= .015
= .005+
-+
+--
-.X.XX.XXX
= 1.0mm= .3mm
= .1mm
++
+
--
-
FRACTIONS 1/64+-
ANGLES 1/2~+-
-
MACH.FINISH
125
CAD FILE
PLOT DATE
DRAWN DATE
DO NOT SCALE PRINT
MAT'L
C.R.S.
ST. ST.
STD
PART #
STAINLESS : NO FINISH
THIS DRAWING AND SUBJECT MATTER THEREON IS THE EXCLUSIVE PROPERTY OF LOVESHAW-ITW AND IS TO BE TREATED BY YOU AS CONFIDENTIAL PRPRIETARYINFORMATION. THIS DRAWING OR SUBJECT MATTER THEROF SHALL NOT BEREPRODUCED OTHER THAN FOR YOUR OWN USE OR TO BE DISCLOSED TO OTHERWITHOUT THE EXPRESSED WRITTEN CONSENT OF LOVESHAW-ITW AND WILL BERETURNED TO LOVESHAW-ITW UPON REQUEST.
MAIN ASSEMBLY
amyr
11/15/2004
LOVESHAW an ITW COMPANY 9
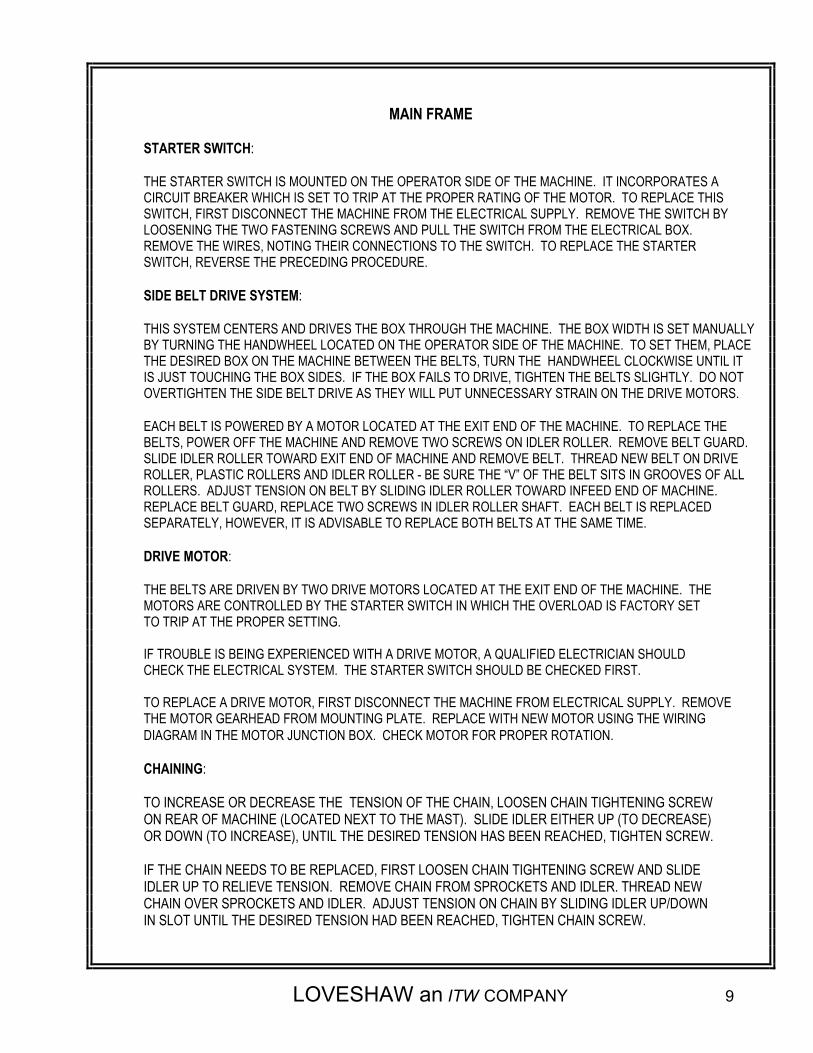
MAIN FRAME STARTER SWITCH: THE STARTER SWITCH IS MOUNTED ON THE OPERATOR SIDE OF THE MACHINE. IT INCORPORATES A
CIRCUIT BREAKER WHICH IS SET TO TRIP AT THE PROPER RATING OF THE MOTOR. TO REPLACE THIS SWITCH, FIRST DISCONNECT THE MACHINE FROM THE ELECTRICAL SUPPLY. REMOVE THE SWITCH BY LOOSENING THE TWO FASTENING SCREWS AND PULL THE SWITCH FROM THE ELECTRICAL BOX. REMOVE THE WIRES, NOTING THEIR CONNECTIONS TO THE SWITCH. TO REPLACE THE STARTER SWITCH, REVERSE THE PRECEDING PROCEDURE.
SIDE BELT DRIVE SYSTEM:
THIS SYSTEM CENTERS AND DRIVES THE BOX THROUGH THE MACHINE. THE BOX WIDTH IS SET MANUALLY BY TURNING THE HANDWHEEL LOCATED ON THE OPERATOR SIDE OF THE MACHINE. TO SET THEM, PLACE THE DESIRED BOX ON THE MACHINE BETWEEN THE BELTS, TURN THE HANDWHEEL CLOCKWISE UNTIL IT IS JUST TOUCHING THE BOX SIDES. IF THE BOX FAILS TO DRIVE, TIGHTEN THE BELTS SLIGHTLY. DO NOT OVERTIGHTEN THE SIDE BELT DRIVE AS THEY WILL PUT UNNECESSARY STRAIN ON THE DRIVE MOTORS. EACH BELT IS POWERED BY A MOTOR LOCATED AT THE EXIT END OF THE MACHINE. TO REPLACE THE BELTS, POWER OFF THE MACHINE AND REMOVE TWO SCREWS ON IDLER ROLLER. REMOVE BELT GUARD. SLIDE IDLER ROLLER TOWARD EXIT END OF MACHINE AND REMOVE BELT. THREAD NEW BELT ON DRIVE ROLLER, PLASTIC ROLLERS AND IDLER ROLLER - BE SURE THE “V” OF THE BELT SITS IN GROOVES OF ALL ROLLERS. ADJUST TENSION ON BELT BY SLIDING IDLER ROLLER TOWARD INFEED END OF MACHINE. REPLACE BELT GUARD, REPLACE TWO SCREWS IN IDLER ROLLER SHAFT. EACH BELT IS REPLACED SEPARATELY, HOWEVER, IT IS ADVISABLE TO REPLACE BOTH BELTS AT THE SAME TIME. DRIVE MOTOR: THE BELTS ARE DRIVEN BY TWO DRIVE MOTORS LOCATED AT THE EXIT END OF THE MACHINE. THE MOTORS ARE CONTROLLED BY THE STARTER SWITCH IN WHICH THE OVERLOAD IS FACTORY SET TO TRIP AT THE PROPER SETTING. IF TROUBLE IS BEING EXPERIENCED WITH A DRIVE MOTOR, A QUALIFIED ELECTRICIAN SHOULD CHECK THE ELECTRICAL SYSTEM. THE STARTER SWITCH SHOULD BE CHECKED FIRST. TO REPLACE A DRIVE MOTOR, FIRST DISCONNECT THE MACHINE FROM ELECTRICAL SUPPLY. REMOVE THE MOTOR GEARHEAD FROM MOUNTING PLATE. REPLACE WITH NEW MOTOR USING THE WIRING DIAGRAM IN THE MOTOR JUNCTION BOX. CHECK MOTOR FOR PROPER ROTATION. CHAINING:
TO INCREASE OR DECREASE THE TENSION OF THE CHAIN, LOOSEN CHAIN TIGHTENING SCREW ON REAR OF MACHINE (LOCATED NEXT TO THE MAST). SLIDE IDLER EITHER UP (TO DECREASE) OR DOWN (TO INCREASE), UNTIL THE DESIRED TENSION HAS BEEN REACHED, TIGHTEN SCREW. IF THE CHAIN NEEDS TO BE REPLACED, FIRST LOOSEN CHAIN TIGHTENING SCREW AND SLIDE IDLER UP TO RELIEVE TENSION. REMOVE CHAIN FROM SPROCKETS AND IDLER. THREAD NEW CHAIN OVER SPROCKETS AND IDLER. ADJUST TENSION ON CHAIN BY SLIDING IDLER UP/DOWN IN SLOT UNTIL THE DESIRED TENSION HAD BEEN REACHED, TIGHTEN CHAIN SCREW.
LOVESHAW an ITW COMPANY 10
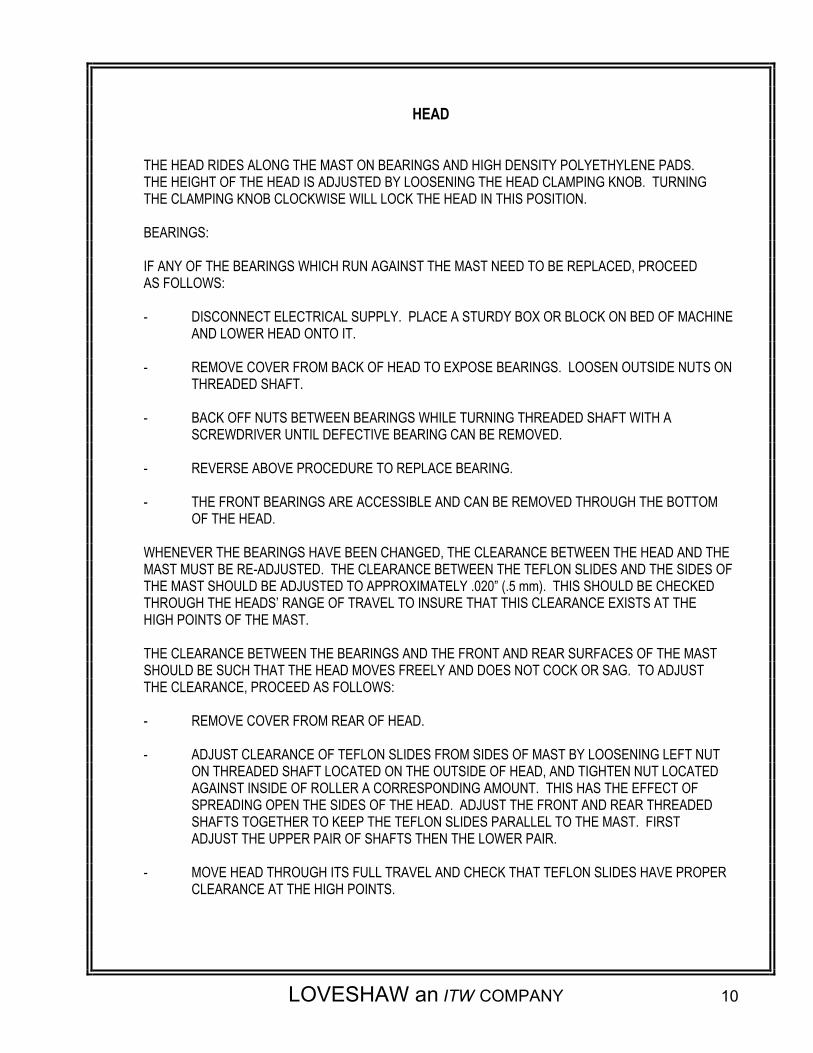
HEAD THE HEAD RIDES ALONG THE MAST ON BEARINGS AND HIGH DENSITY POLYETHYLENE PADS. THE HEIGHT OF THE HEAD IS ADJUSTED BY LOOSENING THE HEAD CLAMPING KNOB. TURNING THE CLAMPING KNOB CLOCKWISE WILL LOCK THE HEAD IN THIS POSITION. BEARINGS: IF ANY OF THE BEARINGS WHICH RUN AGAINST THE MAST NEED TO BE REPLACED, PROCEED AS FOLLOWS: - DISCONNECT ELECTRICAL SUPPLY. PLACE A STURDY BOX OR BLOCK ON BED OF MACHINE AND LOWER HEAD ONTO IT. - REMOVE COVER FROM BACK OF HEAD TO EXPOSE BEARINGS. LOOSEN OUTSIDE NUTS ON THREADED SHAFT. - BACK OFF NUTS BETWEEN BEARINGS WHILE TURNING THREADED SHAFT WITH A SCREWDRIVER UNTIL DEFECTIVE BEARING CAN BE REMOVED. - REVERSE ABOVE PROCEDURE TO REPLACE BEARING. - THE FRONT BEARINGS ARE ACCESSIBLE AND CAN BE REMOVED THROUGH THE BOTTOM OF THE HEAD. WHENEVER THE BEARINGS HAVE BEEN CHANGED, THE CLEARANCE BETWEEN THE HEAD AND THE MAST MUST BE RE-ADJUSTED. THE CLEARANCE BETWEEN THE TEFLON SLIDES AND THE SIDES OF THE MAST SHOULD BE ADJUSTED TO APPROXIMATELY .020” (.5 mm). THIS SHOULD BE CHECKED THROUGH THE HEADS’ RANGE OF TRAVEL TO INSURE THAT THIS CLEARANCE EXISTS AT THE HIGH POINTS OF THE MAST. THE CLEARANCE BETWEEN THE BEARINGS AND THE FRONT AND REAR SURFACES OF THE MAST SHOULD BE SUCH THAT THE HEAD MOVES FREELY AND DOES NOT COCK OR SAG. TO ADJUST THE CLEARANCE, PROCEED AS FOLLOWS: - REMOVE COVER FROM REAR OF HEAD. - ADJUST CLEARANCE OF TEFLON SLIDES FROM SIDES OF MAST BY LOOSENING LEFT NUT ON THREADED SHAFT LOCATED ON THE OUTSIDE OF HEAD, AND TIGHTEN NUT LOCATED AGAINST INSIDE OF ROLLER A CORRESPONDING AMOUNT. THIS HAS THE EFFECT OF SPREADING OPEN THE SIDES OF THE HEAD. ADJUST THE FRONT AND REAR THREADED SHAFTS TOGETHER TO KEEP THE TEFLON SLIDES PARALLEL TO THE MAST. FIRST ADJUST THE UPPER PAIR OF SHAFTS THEN THE LOWER PAIR. - MOVE HEAD THROUGH ITS FULL TRAVEL AND CHECK THAT TEFLON SLIDES HAVE PROPER CLEARANCE AT THE HIGH POINTS.
LOVESHAW an ITW COMPANY 11
TAPE CARTRIDGE TAPE CORE: THE ROLL OF TAPE IS RETAINED ON THE TAPE CORE BY TWO SPRINGS PRESSING AGAINST THE INSIDE OF
THE TAPE ROLL. TO ADJUST THE DRAG ON THE TAPE CORE, TURN THE ADJUSTMENT NUT. TURNING THE ADJUSTMENT NUT CLOCKWISE OR COUNTERCLOCKWISE WILL INCREASE OR DECREASE THE DRAG. THIS ADJUSTMENT SHOULD ALWAYS BE THE MINIMUM NECESSARY TO PREVENT THE TAPE FROM OVERRUNNING. TOO MUCH DRAG, ESPECIALLY WITH STRETCHY TAPE, MAY RESULT IN POOR TAPING, BAD CUTOFFS, TAPE SNAPBACKS, OR JAMS. THE WIDTH ADJUSTMENT SCREW IS USED TO CENTER THE TAPE. THIS IS THE SLOTTED SCREW LOCATED IN THE CENTER OF THE TAPE CORE. WIPE DOWN ROLLERS:
THE RUBBER WIPE DOWN ROLLERS WIPE DOWN THE TAPE AS THE BOX PASSES THROUGH THE MACHINE. THE
PRESSURE EXERTED BY THE ROLLER IS ADJUSTABLE BY CHANGING THE POSITION OF THE MAIN SPRING TO ANOTHER HOLE LOCATION ON THE CARTRIDGE TIE BAR. THE PRESSURE SHOULD BE NO MORE THAN NECESSARY TO OBTAIN A GOOD WIPE. IT SHOULD BE REDUCED FOR BOXES WITH COMPRESSIBLE CONTENTS IF THE FLAPS ARE BEING DEPRESSED EXCESSIVELY DURING WIPING.
KNIFE:
THE KNIFE IS NORMALLY SELF-CLEANING. IF IT SHOULD ACCUMULATE A DEPOSIT OF ADHESIVE, IT MAY BE CLEANED WITH AN OILY RAG. BE CAREFUL WHEN HANDLING THE KNIFE IT IS VERY SHARP.
WHEN THE KNIFE BECOMES DULL, IT SHOULD BE REPLACED OR RESHARPENED. WHEN REPLACING THE KNIFE, MOUNT THE KNIFE SO THAT THE CENTER HOLE MATCHES THE CENTER PIN ON THE KNIFE ARM. THEN FASTEN THE CLAMPING PLATE WITH THE (2) M5 X 8 FASTENING SCREWS. RESHARPEN THE KNIFE BY LIGHTLY GRINDING ACROSS THE BACK OF THE TEETH REMOVING ABOUT .010” (.3 mm) OF MATERIAL. THIS SHOULD BE DONE ONLY WITH A SURFACE GRINDER. DO NOT GRIND BELOW THE
BASE OF THE TEETH. BE CAREFUL NOT TO OVERHEAT THE KNIFE SINCE IT IS HEAT TREATED. THE KNIFE ARM SHOULD PROJECT 1 ¾” TO 1 7/8” (44 mm TO 48 mm) BELOW THE BOX LINE. THIS DIMENSION MAY BE ADJUSTED BY TURNING THE KNIFE STOP. GUIDE PLATE: THE TAPE IS GUIDED TO THE FRONT ROLLER BY THE GUIDE PLATE. THE FLAT PORTION OF THE GUIDE PLATE MUST BE TANGENT TO THE ROLLER FOR PROPER OPERATION. THIS IS ADJUSTABLE BY ROTATING THE ECCENTRIC STOP IS AN OFF-CENTER SPACER FASTENED WITH A HEX SCREW.
LOVESHAW an ITW COMPANY 12
TAPE CARTRIDGE CONT. FINGER PLATE: THE FINGER PLATE PRESSES AGAINST THE ADHESIVE SIDE OF THE TAPE AND FORCES THE TAPE TO TAKE THE SHAPE OF THE GUIDE PLATE FOR STIFFENING. IT IS IMPORTANT THAT THE FINGERS JUST MAKE CONTACT WITH THE GUIDE PLATE WHEN THERE IS NO TAPE. IF THE GUIDE PLATE IS PUSHED BACK, THE FINGER PLATE SHOULD MOVE. IF AN ADJUSTMENT IS NECESSARY, GENTLY BEND THE FINGERS NEAR POINTS. ONLY BEND A SMALL AMOUNT AT A TIME AND CHECK THE RESULT BEFORE MAKING A FURTHER ADJUSTMENT. THE TOP AND BOTTOM TAPE CARTRIDGES ARE IDENTICAL AND MAY BE INTERCHANGED. BOTH CARTRIDGES ARE REMOVABLE FROM THE MACHINE BUT ONLY THE LOWER CARTRIDGE MUST BE REMOVED TO LOAD TAPE. THE TOP CARTRIDGE MAY REMAIN IN PLACE WHEN LOADING TAPE. REMOVING BOTTOM CARTRIDGE: - RAISE HEAD TO ITS UPPER POSITION. - STANDING AT THE CONTROL SIDE OF MACHINE, GRASP CARTRIDGE AT POINTS “A” AND “B”. - LIFT CARTRIDGE CLEAR OF MACHINE RAISING LEFT END (POINT “A”) SLIGHTLY HIGHER THAN RIGHT END. REPLACING BOTTOM CARTRIDGE: - GRASP CARTRIDGE AT POINTS “A” AND “B” WITH TAPE ROLL DOWN AND LOWER IT INTO PLACE WITH RIGHT END (POINT “B”) SLIGHTLY LOWER THAN LEFT END. REMOVING TOP CARTRIDGE: - RAISE HEAD TO ITS UPPER POSITION. - STANDING AT THE CONTROL SIDE OF THE MACHINE, RELEASE THE DETENT PLATE ON HEAD WITH LEFT HAND, AND WITH RIGHT HAND SLIDE CARTRIDGE TO THE RIGHT AS FAR AS IT WILL GO WHILE PRESSING UPWARD AT POINT “B” WITH RIGHT HAND. - WHILE STILL SUPPORTING CARTRIDGE WITH RIGHT HAND, TRANSFER LEFT HAND TO POINT “A”. LOWER CARTRIDGE BY DROPPING RIGHT END (POINT “B”) SLIGHTLY LOWER THAN LEFT END UNTIL CARTRIDGE IS CLEAR OF HEAD. REPLACING TOP CARTRIDGE: - GRASP CARTRIDGE AT POINTS “A” AND “B” WITH TAPE ROLL UP. - WITH LEFT END HIGHER THAN RIGHT, RAISE CARTRIDGE UNTIL IT IS SEATED. - SLIDE CARTRIDGE AS FAR TO THE LEFT AS IT WILL GO. CHECK THAT DETENT PLATE HAS ENGAGED IN THE SLOT IN CARTRIDGE FRAME.
LOVESHAW an ITW COMPANY 13
TAPE CARTRIDGE CONT. BOTTOM CARTRIDGE MUST BE REMOVED BEFORE PERFORMING THE FOLLOWING TASKS. INITIAL LOADING OF TAPE: - PUSH TAPE ROLL ONTO TAPE CORE WITH TAPE FEEDING COUNTERCLOCKWISE. TAPE ROLL SHOULD BE PUSHED TO THE BACK OF THE TAPE CORE. IF THE TAPE ROLL WIDTH IS LESS THAN 2” (50 mm) ADJUST THE TAPE CORE. - FOLD BACK ABOUT 12” (300 mm) OF TAPE AND STICK IT TO ITSELF TO FORM A LEADER. THREAD TAPE AS SHOWN ON TAPE THREADING DIAGRAM. THERE IS ALSO A TAPE THREADING DECAL LOCATED ON THE TOP AND BOTTOM CARTRIDGE FRAMES. SPLICING PROCEDURES: - WITH A PAIR OF SCISSORS, CUT TAPE ON EXPIRING ROLL WHERE TAPE FEEDS INTO CARTRIDGE. REMOVE BUTT ROLL OF TAPE FROM TAPE CORE. - INSTALL A NEW ROLL OF TAPE ONTO TAPE CORE WITH TAPE FEEDING COUNTERCLOCKWISE. - SPLICE A ½ “ LAP TO CUT END OF TAPE. PULL TAPE THROUGH CARTRIDGE UNTIL SPLICE IS OUT OF CARTRIDGE. CUT SPLICE OFF.
LOVESHAW an ITW COMPANY 14
LUBRICATION BEARINGS USED IN THE IDLER ROLLERS ARE PERMANENTLY LUBRICATED AND SEALED. BEARING BLOCKS, CHAINS, SPROCKETS AND THREADED SHAFTS SHOULD BE GREASED REGULARLY TO ENSURE FREE MOVEMENTS. THE MAST SHOULD BE CLEANED AND SPRAYED WITH A SILICONE LUBRICANT - THIS SHOULD BE DONE ON A WEEKLY BASIS TO INSURE FREE MOVEMENT OF THE HEAD.
LOVESHAW an ITW COMPANY 15
TROUBLE SHOOTING A. TAPING DIFFICULTIES: 1. TAPE DOES NOT ADHERE WELL TO BOX: A. CHECK THAT BOX IS NOT WAXY OR OILY. B. CHECK THAT BOX IS PROPERLY CUT AND SCORED SO THAT THE FLAPS DO NOT OVERLAP. IF THE TAPE ADHERES TO THE TOP AND BOTTOM BUT NOT TO THE END PANELS, BRING IT TO THE ATTENTION OF YOUR BOX SUPPLIER. C. CHECK THE PRESSURE ON THE WIPE DOWN ROLLERS. IF NECESSARY, INCREASE THE MAIN SPRING PRESSURE. CHECK THAT THE SPRING IS NOT BROKEN.
2. TAPE END STICKS TO ITSELF OR MECHANISM: A. CHECK THAT THERE IS NOT TOO MUCH DRAG ON THE TAPE CAUSING STRETCHING AND SNAP BACK AT CUT OFF. REDUCE THE TAPE CORE DRAG SETTING. B. CHECK THE TAPE THREADING PATH. SEE TAPE THREADING DIAGRAM. C. CHECK FOR DEFECTIVE TAPE ROLL BY PULLING TAPE OFF MANUALLY. THE PULL SHOULD BE EVEN AND SHOULD NOT VARY SUDDENLY. D. CHECK TAPE GUIDE PLATE SETTING AND FREEDOM OF MOVEMENT. E. CHECK ROLLERS FOR BINDING.
3. TAPE BREAKS OR JAMS: A. CHECK THE TAPE ROLL BY PULLING TAPE OFF MANUALLY. THE PULL SHOULD BE EVEN AND SHOULD NOT VARY SUDDENLY. B. CHECK THE TAPE CORE DRAG SETTING. C. CHECK THE TAPE THREADING PATH. SEE TAPE THREADING DIAGRAM. D. CHECK FOR NICKS IN EDGE OF TAPE ROLL. PULL OFF DAMAGED TAPE. E. TAPE TENSION SET TOO HIGH.
4. TAPE WRINKLES: A. CHECK THE TAPE ROLL BY PULLING TAPE OFF MANUALLY. THE PULL SHOULD BE EVEN AND SHOULD NOT VARY SUDDENLY. B. CHECK THE PRESSURE OF THE WIPE DOWN ROLLERS. TOO MUCH / NO PRESSURE MAY CAUSE WRINKLES. PRESSURE THAT IS TOO GREAT MAY DEPRESS THE FLAPS CAUSING PROBLEMS. IF NECESSARY, RE-ADJUST THE PRESSURE.. C. CHECK THAT ALL THE ROLLERS TURN FREELY ON THEIR SHAFTS. D. CHECK THE BOX CONTENTS. PARTIALLY FULL BOXES OR VERY COMPRESSIBLE CONTENTS MAY ALLOW FLAPS TO DEPRESS EXCESSIVELY CAUSING WRINKLES. E. CHECK THE DRAG OF THE TAPE. TOO MUCH DRAG MAY CAUSE OVERRUNNING OF THE TAPE ROLL. ADJUST THE TAPE CORE SETTING.
LOVESHAW an ITW COMPANY 16
F. TAPE TENSION SET TOO HIGH. G. CHECK ROLLER STOP INSIDE CARTRIDGE. H. CHECK THAT TAPE IS PROPERLY THREADED AND THAT TAPE CORE IS PROPERLY CENTERED. I. CHECK THE PRESSURE OF THE HEAD AGAINST THE BOX. IF THE PRESSURE IS INSUFFICIENT, THE BOX MAY SLIP AGAINST THE BELTS AND HESITATE AS IT IS BEING FED THROUGH THE MACHINE. ADJUST THE HEAD HEIGHT. J. CHECK THAT THE BELTS ARE NOT SLIPPING. K. CHECK ADJUSTMENT OF THE GUIDE PLATE AND FINGER PLATE.
5. SHORT TAPE TAB ON BOX: A. CHECK TAPE TENSION. B. CHECK ROLLERS FOR BINDING. 6. TAPE NOT BEING WIPED ON BOTTOM OF BOX: A. THERE ARE LARGE ECCENTRIC STOPS THAT ARE FACTORY SET TO INSURE FRONT ROLLER ARM CANNOT BE DEPRESSED BELOW BOX HEIGHT. THEY ARE LOCATED INSIDE CARTRIDGE ON BOTH SIDES. WHEN FULLY DEPRESSED, THE FRONT WIPE ROLLER SHOULD PROTRUDE 3/32” ABOVE CARTRIDGE FRAME. IF THIS NEEDS ADJUSTING, ROTATE ECCENTRIC STOPS. USE BOTH STOPS AND MAKE SURE ROLLER ARM CONTACTS FLAT SURFACES. WHEN PROCESSING BOXES LESS THAN 5” HIGH, THE ECCENTRIC STOPS MUST BE MOVED TO THE OPPOSITE HOLE IN THE CARTRIDGE FRAME. THE FRONT ROLLER SHOULD THEN PROTRUDE TO BELT LEVEL. 7. TAPE NOT CUTTING: A. CHECK KNIFE ARM FOR MECHANICAL BINDING. B. CHECK THAT KNIFE IS NOT DULL. C. CHECK SPRINGS ON KNIFE STUDS D. CHECK BUSHINGS IN KNIFE STUDS. E. IF KNIFE STOP BLOCK IS CAUSING FRICTION ON KNIFE ARM STUDS, ROTATE UNTIL FREE. F. TAPE TENSION IS SET TOO LOW. 8. TAPE NOT CENTERED ON BOX: A. USE SCREW IN CENTER OF TAPE CORE TO RE-ALIGN.
LOVESHAW an ITW COMPANY 17
9. TAPE NOT BEING WIPED: A. CHECK MAIN SPRING. B. TAPE TENSION IS SET TOO HIGH.
10. TAPE HAS LENGTHWISE SCRAPES OR CUTS: A. CHECK KNIFE SETTING. B. BOXES JAMMING IN MACHINE:
1. JAM CLEARING PROCEDURE: A. STOP MACHINE. B. OPEN BELT DRIVE SYSTEM AND RAISE HEAD. C. REMOVE BOX. RETHREAD AND CUT TAPE FLUSH WITH END OF THE ROLLER . D. RESET THE HEAD HEIGHT AND BELT DRIVE SYSTEM TO THE SIZE OF A SAMPLE BOX.. E. PRESS “START” BUTTON. MACHINE IS NOW READY TO PROCESS NEXT BOX. 2. INCORRECT BOX SIZE OR SHAPE: A. CHECK BOXES TO MAKE SURE THE SIZE FALLS WITHIN THE MINIMUM / MAXIMUM LIMITS OF THE MACHINE. B. MACHINE WILL NOT PROCESS UNSTABLE BOXES. 3. CONTENTS BULGING THROUGH TOP OF BOX: A. CHECK TO BE SURE THAT THE BOX IS NOT OVERFILLED WITH CONTENTS. 4. BOX SLIPPING AGAINST BELTS: A. INCREASE SIDE BELT DRIVE PRESSURE. 5. BOX BEING CLAMPED BY SIDE BELTS: A. OPEN SIDE BELT DRIVE SYSTEM SLIGHTLY TO REDUCE PRESSURE ON BOX. 6. BOX BEING CRUSHED BY HEAD: A. RAISE HEAD SLIGHTLY TO REDUCE PRESSURE ON BOX.
LOVESHAW an ITW COMPANY 18
C. BELT DRIVE PROBLEMS: 1. BELTS DO NOT MOVE: A. CHECK THAT MACHINE IS CONNECTED TO A LIVE ELECTRICAL CIRCUIT. 2. BELTS SLIP: A. CHECK TENSION OF BELTS AND ADJUST IDLER ROLLERS. 3. BOX SLIPS AGAINST BELTS: A. INCREASE TENSION ON BELT DRIVE SYSTEM.
LOVESHAW an ITW COMPANY 19
OPTIONAL EQUIPMENT CASE LOCKER CARTRIDGE: DESIGNED FOR 24-HOUR PRODUCTION RUNS, THIS HEAVY DUTY CARTRIDGE REQUIRES NO TAPE TENSIONING AND ARE INTERCHANGEABLE. CONSULT FACTORY FOR FURTHER DETAILS. CASTERS: CASTERS CAN BE MOUNTED TO THE BOTTOM OF THE LEG EXTENSIONS TO MAKE MOVING THE LD3SB/3 EASY. HOLES HAVE BEEN PROVIDED ON THE LEG EXTENSIONS FOR THIS OPTION. INFEED TABLE: THE INFEED TABLE CAN BE MOUNTED TO THE INFEED AND EXIT END OF THE LD3SB/3. THIS OPTION ALLOWS THE PACKER TO FILL THE BOXES AT THE MACHINE. TOP SQUEEZERS: THE TOP SQUEEZER IS USED TO INSURE THE PROPER BUTTING OF THE TOP FLAPS OF THE BOX PRIOR TO TAPING. THREE-FLAP FOLDER: THIS OPTION FOLDS THE FRONT MINOR AND TWO MAJOR FLAPS OF THE BOX.
Little David® Warranty For: All Standard Little David® Semi-Automatic Case Sealers. All Standard LD-16 Series Fully Automatic Case Sealers.
All Special Application Case Sealers (Fully & Semi-Automatic). 2 YEAR WARRANTY ON DRIVE MOTOR 2 YEAR WARRANTY ON GEAR MOTOR 2 YEAR WARRANTY ON GEAR REDUCER 3 YEAR WARRANTY ON TAPE CARTRIDGE (EXCEPT FOR MOVING PARTS THAT ARE SUBJECT TO NORMAL
WEAR, TEAR AND REPLACEMENT, WHICH ARE WARRANTED ONLY TO BE FREE FROM DEFECTS IN MATERIAL AND WORKMANSHIP.)
1 YEAR ON PLC 1 YEAR ON SERVO DRIVE 1 YEAR ALL OTHER PARTS (EXCEPT FOR WEAR AND MOVING PARTS.) *LIMITED WARRANTY – LOVESHAW, AN ITW COMPANY (HEREIN AFTER “LOVESHAW”) WARRANTS ONLY THAT THE GOODS SOLD BY IT SHALL BE FREE FROM DEFECTS IN MATERIAL AND WORKMANSHIP, UNDER PROPER AND NORMAL USE AND MAINTENANCE, AS FOLLOWS: DRIVE MOTOR - 2 YEARS GEAR REDUCER - 2 YEARS GEAR MOTOR - 2 YEARS (THIS APPLIES TO SIDE BELTS ONLY) TAPE CARTRIDGE - 3 YEARS (EXCEPT FOR MOVING PARTS THAT ARE SUBJECT TO NORMAL
WEAR, TEAR AND REPLACEMENT, WHICH ARE WARRANTED ONLY TO BE FREE FROM DEFECTS IN MATERIAL AND WORKMANSHIP.)
PLC - 1 YEAR SERVO DRIVE - 1 YEAR ALL OTHER PARTS - 1 YEAR (EXCEPT FOR MOVING PARTS THAT ARE SUBJECT TO NORMAL
WEAR, TEAR AND REPLACEMENT, WHICH ARE WARRANTED ONLY TO BE FREE FROM DEFECTS IN MATERIAL AND WORKMANSHIP.)
THE WARRANTY PERIOD SHALL COMMENCE AS OF THE DATE OF DELIVERY TO THE PURCHASER. THE OBLIGATION OF LOVESHAW UNDER THIS WARRANTY IS STRICTLY LIMITED TO THE COST OF REPAIRING OR REPLACING, AS LOVESHAW MAY ELECT, ANY PART OR PARTS THAT PROVE IN LOVESHAW’S JUDGMENT TO HAVE BEEN DEFECTIVE IN MATERIAL OR WORKMANSHIP AT THE TIME THE GOODS WERE SHIPPED FROM LOVESHAW’S PLANT. ANY WARRANTY CLAIM NOT MADE IN WRITING TO LOVESHAW AT ITS HOME OFFICE WITHIN THE APPLICABLE WARRANTY PERIOD AND WITHIN 10 DAYS OF FAILURE WILL NOT BE VALID. THIS IS THE SOLE AND EXCLUSIVE REMEDY AVAILABLE UNDER THIS WARRANTY. UNDER NO CIRCUMSTANCES WILL LOVESHAW BE LIABLE FOR INCIDENTAL, SPECIAL OR CONSEQUENTIAL DAMAGES. IF REQUESTED BY LOVESHAW, PURCHASER SHALL RETURN ANY DEFECTIVE PART OR PARTS TO LOVESHAW’S PLANT, FREIGHT PREPAID. ALL WARRANTY PART REPLACEMENTS AND/OR REPAIRS MUST BE MADE BY LOVESHAW OR A LOVESHAW DEALER AUTHORIZED TO HANDLE THE GOODS COVERED BY THIS WARRANTY. ANY OUTSIDE WORK OR ALTERATIONS DONE WITHOUT LOVESHAW’S PRIOR WRITTEN APPROVAL WILL RENDER THIS WARRANTY VOID. LOVESHAW, AN ITW COMPANY, WILL NOT ASSUME ANY EXPENSE OR LIABILITY FOR ANY REPAIRS MADE TO ITS GOODS OUTSIDE ITS FACILITY WITHOUT PRIOR WRITTEN CONSENT. THIS WARRANTY SHALL NOT APPLY TO ANY ITEM THAT HAS NOT BEEN USED, OPERATED, AND MAINTAINED IN ACCORDANCE WITH LOVESHAW’S RECOMMENDED PROCEDURES. LOVESHAW SHALL HAVE NO LIABILITY WHATSOEVER WHERE THE GOODS HAVE BEEN ALTERED, MISUSED, ABUSED OR INVOLVED IN AN ACCIDENT. NO PERSON IS AUTHORIZED TO MAKE ANY WARRANTY OR TO CREATE ANY LIABILITY BINDING UPON LOVESHAW, WHICH IS NOT STATED IN THIS WARRANTY. THIS WARRANTY IS EXPRESSLY IN LIEU OF ALL OTHER WARRANTIES OF ANY KIND, EXPRESSED OR IMPLIED, WHICH ARE HEREBY EXCLUDED. IN PARTICULAR, THE IMPLIED WARRANTY OF MERCHANTABILITY AS WELL AS THE IMPLIED WARRANTY OF FITNESS FOR A PARTICULAR PURPOSE ARE HEREBY EXCLUDED.
LOVESHAW AN ITW COMPANY ROUTE 296, SOUTH CANAAN, PA 18459 TEL: 570.937.4921 - 800.572.3434 - FAX: 570.937.3229
LOVESHAW an ITW COMPANY 21
ILLUSTRATED REPLACEMENT PARTS TABLE OF CONTENTS
FRAME ASSEMBLY BED FRAME ASSEMBLY HEAD ASSEMBLY BELT DRIVE ASSEMBLY – LEFT BELT DRIVE ASSEMBLY – RIGHT SIDE BELT ADJUSTMENT ASSEMBLY MAST ASSEMBLY ELECTRICAL CARTRIDGE MANUAL
1
1
2
2
3
3
4
4
A A
B B
TITLE
DWG NO SCALE
DRAWN
CHECKED
APPROVED
LOVESHAW an CompanyRT. 296, SOUTH CANAAN, PA.
ITW
MATERIAL
TOLERANCES UNLESS OTHERWISE NOTED:
INCH
METRIC
.X
.XX
.XXX
= .050= .015
= .005+
-+
+--
-.X.XX.XXX
= 1.0mm= .3mm
= .1mm
++
+
--
-
FRACTIONS 1/64+-
ANGLES 1/2~+-
-
MACH.FINISH
125
CAD FILE
PLOT DATE
DRAWN DATE
DO NOT SCALE PRINT
MAT'L
C.R.S.
ST. ST.
STD
PART #
STAINLESS : NO FINISH
THIS DRAWING AND SUBJECT MATTER THEREON IS THE EXCLUSIVE PROPERTY OF LOVESHAW-ITW AND IS TO BE TREATED BY YOU AS CONFIDENTIAL PRPRIETARYINFORMATION. THIS DRAWING OR SUBJECT MATTER THEROF SHALL NOT BEREPRODUCED OTHER THAN FOR YOUR OWN USE OR TO BE DISCLOSED TO OTHERWITHOUT THE EXPRESSED WRITTEN CONSENT OF LOVESHAW-ITW AND WILL BERETURNED TO LOVESHAW-ITW UPON REQUEST.
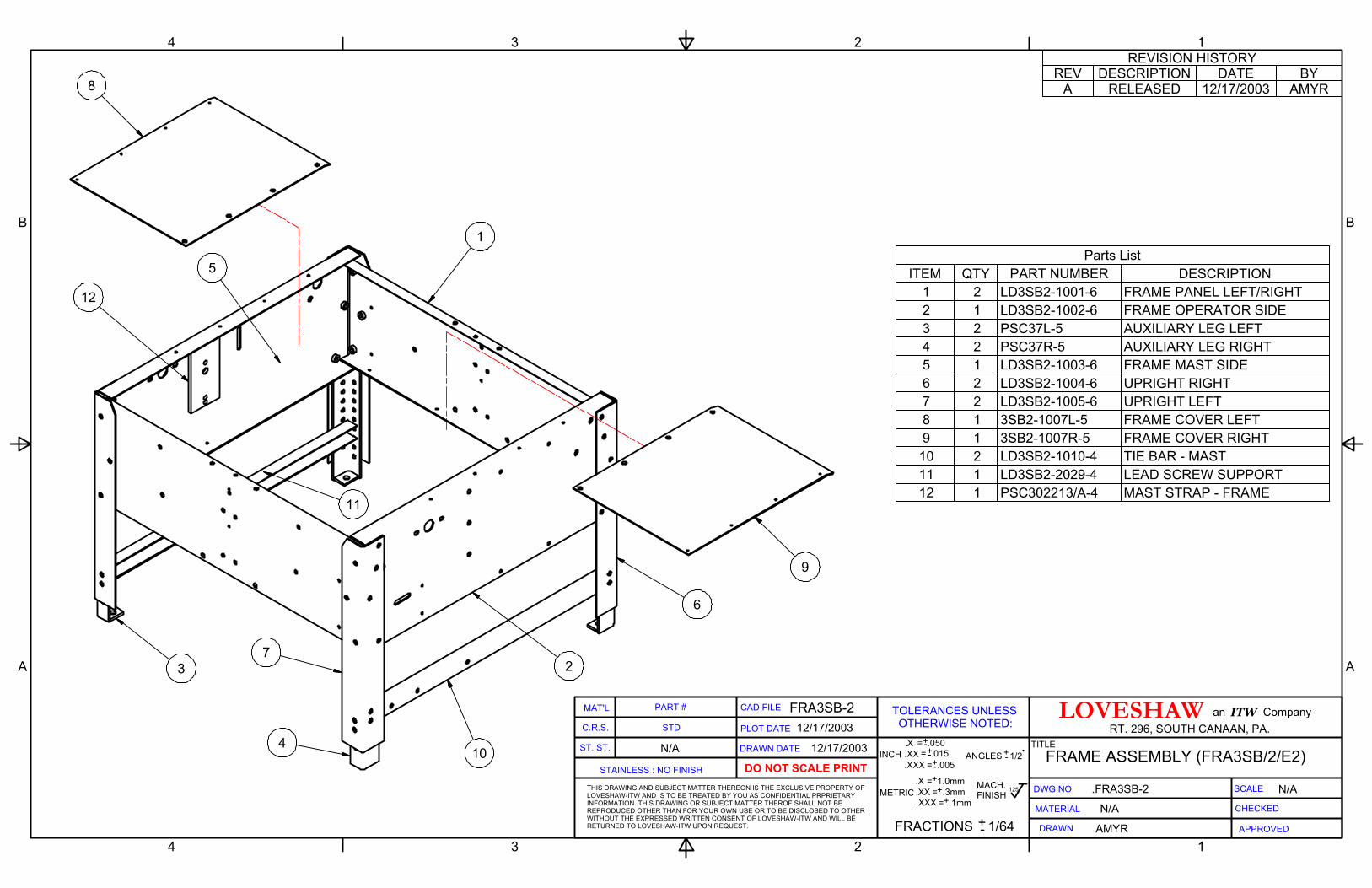
FRAME ASSEMBLY (FRA3SB/2/E2)
FRA3SB-2
AMYR
12/17/2003
N/A
N/A
12/17/2003
N/A
.FRA3SB-2
1 2 LD3SB2-1001-6 FRAME PANEL LEFT/RIGHT2 1 LD3SB2-1002-6 FRAME OPERATOR SIDE3 2 PSC37L-5 AUXILIARY LEG LEFT4 2 PSC37R-5 AUXILIARY LEG RIGHT5 1 LD3SB2-1003-6 FRAME MAST SIDE6 2 LD3SB2-1004-6 UPRIGHT RIGHT7 2 LD3SB2-1005-6 UPRIGHT LEFT8 1 3SB2-1007L-5 FRAME COVER LEFT9 1 3SB2-1007R-5 FRAME COVER RIGHT10 2 LD3SB2-1010-4 TIE BAR - MAST11 1 LD3SB2-2029-4 LEAD SCREW SUPPORT12 1 PSC302213/A-4 MAST STRAP - FRAME
Parts ListITEM QTY PART NUMBER DESCRIPTION
3
4
9
7
12
5
8
1
10
6
11
2
REVISION HISTORYREV DESCRIPTION DATE BY
A RELEASED 12/17/2003 AMYR
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
A A
B B
C C
D D
TITLE
SIZE DWG NO REV
SCALE SHEET OF
DRAWN
CHECKED
QA
MFG
APPROVED
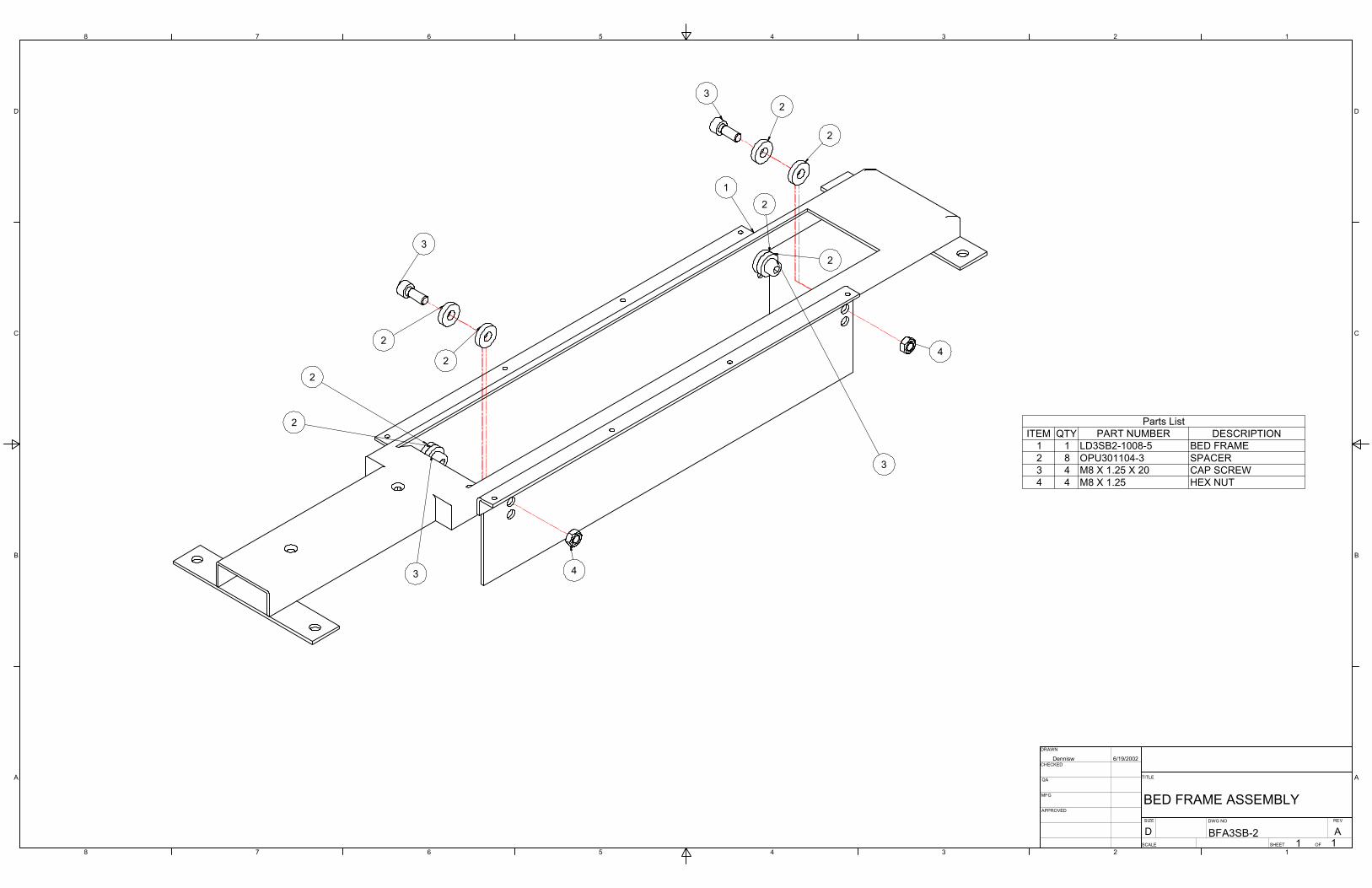
BED FRAME ASSEMBLY
BFA3SB-21 1
AD
Dennisw 6/19/2002
1 1 LD3SB2-1008-5 BED FRAME2 8 OPU301104-3 SPACER3 4 M8 X 1.25 X 20 CAP SCREW4 4 M8 X 1.25 HEX NUT
Parts ListITEM QTY PART NUMBER DESCRIPTION
4
3
2
2
2
2
1
3
3
2
22
2
3 4
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
A A
B B
C C
D D
TITLE
SIZE DWG NO REV
SCALE SHEET OF
DRAWN
CHECKED
QA
MFG
APPROVED
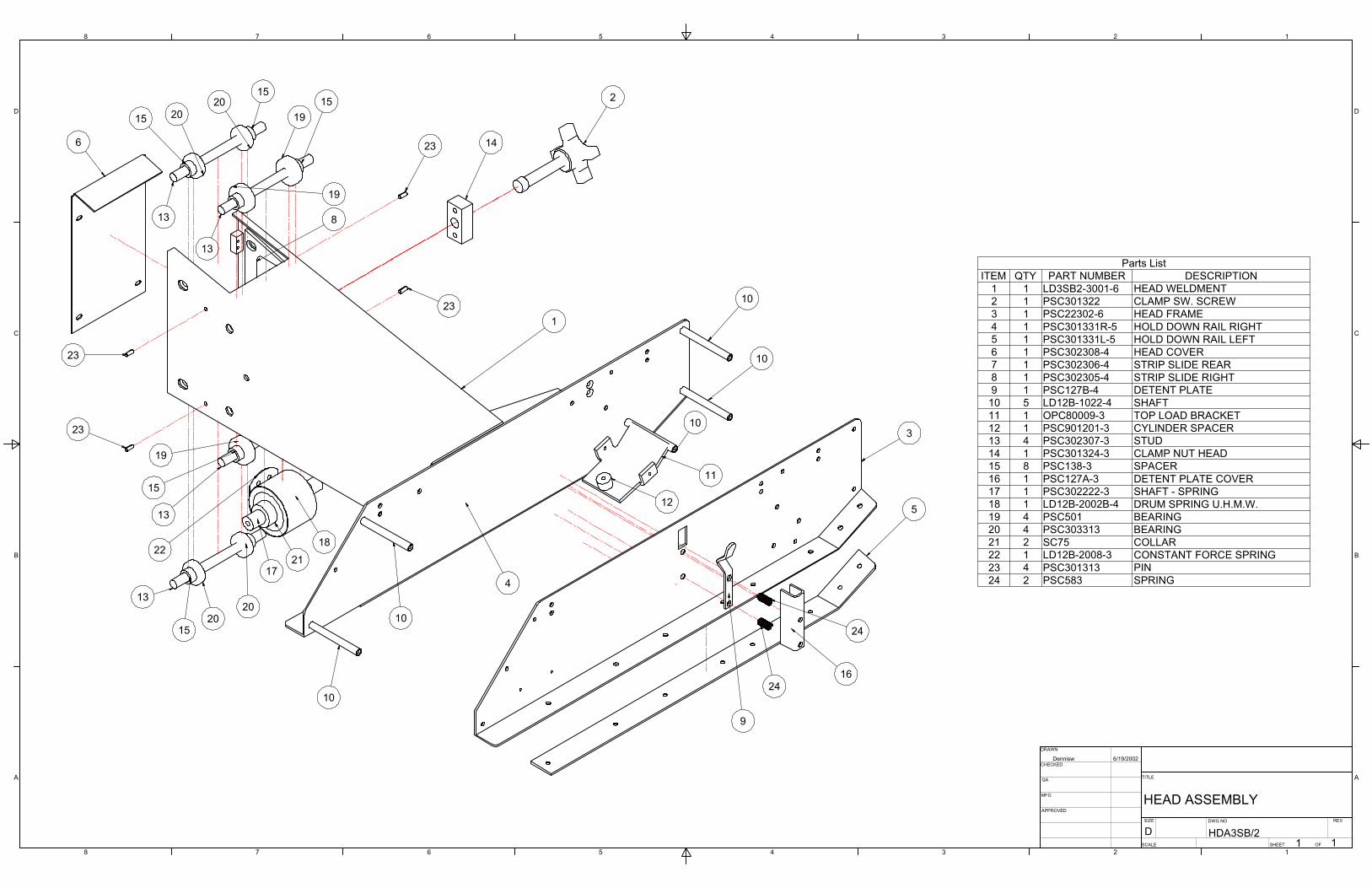
HEAD ASSEMBLY
HDA3SB/21 1
D
Dennisw 6/19/2002
1 1 LD3SB2-3001-6 HEAD WELDMENT2 1 PSC301322 CLAMP SW. SCREW3 1 PSC22302-6 HEAD FRAME4 1 PSC301331R-5 HOLD DOWN RAIL RIGHT5 1 PSC301331L-5 HOLD DOWN RAIL LEFT6 1 PSC302308-4 HEAD COVER7 1 PSC302306-4 STRIP SLIDE REAR8 1 PSC302305-4 STRIP SLIDE RIGHT9 1 PSC127B-4 DETENT PLATE10 5 LD12B-1022-4 SHAFT11 1 OPC80009-3 TOP LOAD BRACKET12 1 PSC901201-3 CYLINDER SPACER13 4 PSC302307-3 STUD14 1 PSC301324-3 CLAMP NUT HEAD15 8 PSC138-3 SPACER16 1 PSC127A-3 DETENT PLATE COVER17 1 PSC302222-3 SHAFT - SPRING18 1 LD12B-2002B-4 DRUM SPRING U.H.M.W.19 4 PSC501 BEARING20 4 PSC303313 BEARING21 2 SC75 COLLAR22 1 LD12B-2008-3 CONSTANT FORCE SPRING23 4 PSC301313 PIN24 2 PSC583 SPRING
Parts ListITEM QTY PART NUMBER DESCRIPTION
6
15 2020
15
13
13
23
1915
19
8
23
2
14
23
23
19
15
13
2218
2117
2020
15
13
1
10
10
10
11
12
10
10
4
3
5
24
16
9
24
1
1
2
2
3
3
4
4
A A
B B
TITLE
DWG NO SCALE
DRAWN
CHECKED
APPROVED
LOVESHAW an CompanyRT. 296, SOUTH CANAAN, PA.
ITW
MATERIAL
TOLERANCES UNLESS OTHERWISE NOTED:
INCH
METRIC
.X
.XX
.XXX
= .050= .015
= .005+
-+
+--
-.X.XX.XXX
= 1.0mm= .3mm
= .1mm
++
+
--
-
FRACTIONS 1/64+-
ANGLES 1/2~+-
-
MACH.FINISH
125
CAD FILE
PLOT DATE
DRAWN DATE
DO NOT SCALE PRINT
MAT'L
C.R.S.
ST. ST.
STD
PART #
STAINLESS : NO FINISH
THIS DRAWING AND SUBJECT MATTER THEREON IS THE EXCLUSIVE PROPERTY OF LOVESHAW-ITW AND IS TO BE TREATED BY YOU AS CONFIDENTIAL PRPRIETARYINFORMATION. THIS DRAWING OR SUBJECT MATTER THEROF SHALL NOT BEREPRODUCED OTHER THAN FOR YOUR OWN USE OR TO BE DISCLOSED TO OTHERWITHOUT THE EXPRESSED WRITTEN CONSENT OF LOVESHAW-ITW AND WILL BERETURNED TO LOVESHAW-ITW UPON REQUEST.
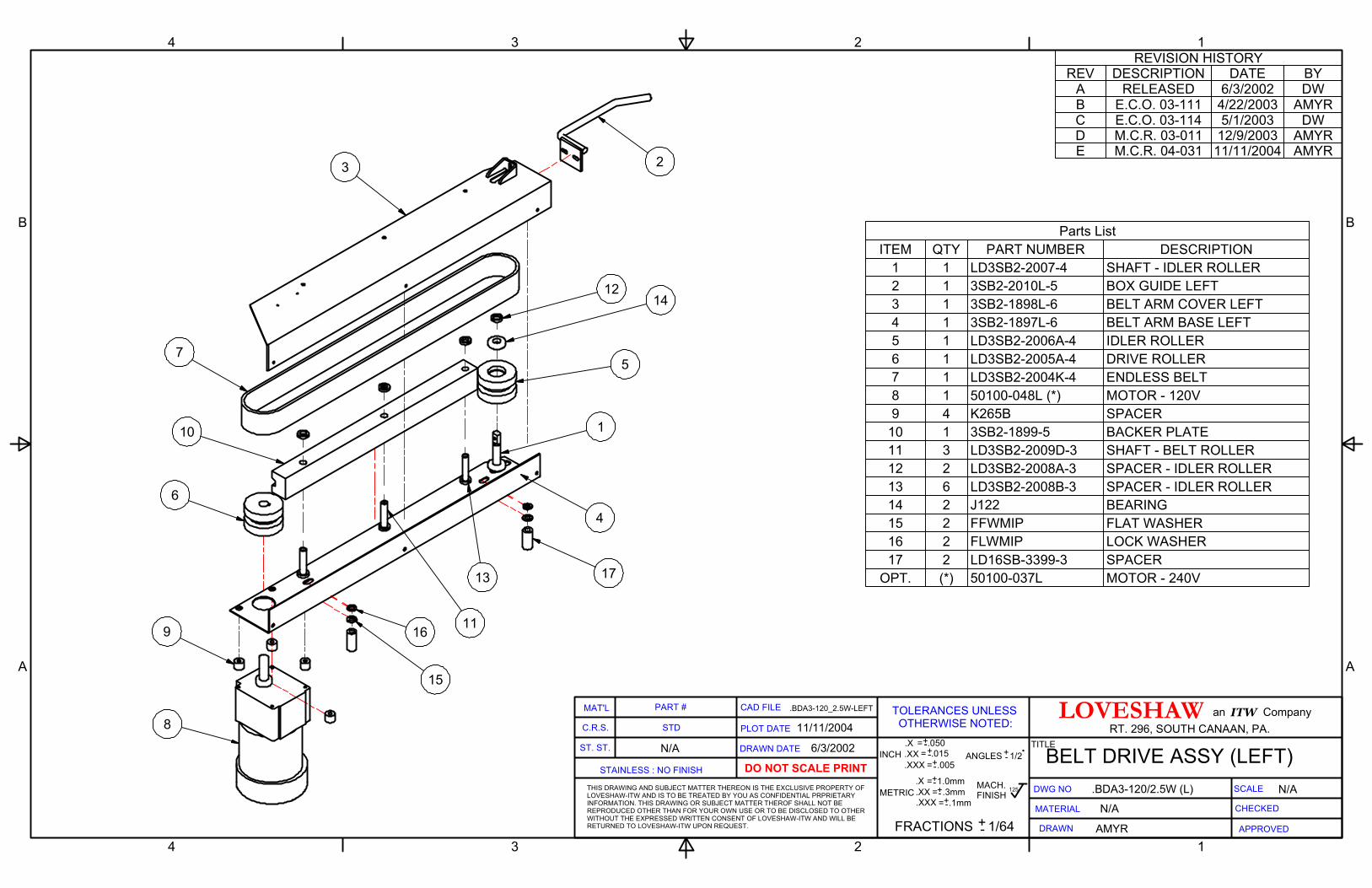
BELT DRIVE ASSY (LEFT)
.BDA3-120_2.5W-LEFT
AMYR
6/3/2002
N/A
N/A
11/11/2004
N/A
.BDA3-120/2.5W (L)
1 1 LD3SB2-2007-4 SHAFT - IDLER ROLLER2 1 3SB2-2010L-5 BOX GUIDE LEFT3 1 3SB2-1898L-6 BELT ARM COVER LEFT4 1 3SB2-1897L-6 BELT ARM BASE LEFT5 1 LD3SB2-2006A-4 IDLER ROLLER6 1 LD3SB2-2005A-4 DRIVE ROLLER7 1 LD3SB2-2004K-4 ENDLESS BELT8 1 50100-048L (*) MOTOR - 120V9 4 K265B SPACER
10 1 3SB2-1899-5 BACKER PLATE11 3 LD3SB2-2009D-3 SHAFT - BELT ROLLER12 2 LD3SB2-2008A-3 SPACER - IDLER ROLLER13 6 LD3SB2-2008B-3 SPACER - IDLER ROLLER14 2 J122 BEARING15 2 FFWMIP FLAT WASHER16 2 FLWMIP LOCK WASHER17 2 LD16SB-3399-3 SPACER
OPT. (*) 50100-037L MOTOR - 240V
Parts ListITEM QTY PART NUMBER DESCRIPTION
1
5
13
1412
23
10
6
7
11
4
16
8
9
15
REVISION HISTORYREV DESCRIPTION DATE BY
A RELEASED 6/3/2002 DWB E.C.O. 03-111 4/22/2003 AMYRC E.C.O. 03-114 5/1/2003 DWD M.C.R. 03-011 12/9/2003 AMYRE M.C.R. 04-031 11/11/2004 AMYR
17
1
1
2
2
3
3
4
4
A A
B B
TITLE
DWG NO SCALE
DRAWN
CHECKED
APPROVED
LOVESHAW an CompanyRT. 296, SOUTH CANAAN, PA.
ITW
MATERIAL
TOLERANCES UNLESS OTHERWISE NOTED:
INCH
METRIC
.X
.XX
.XXX
= .050= .015
= .005+
-+
+--
-.X.XX.XXX
= 1.0mm= .3mm
= .1mm
++
+
--
-
FRACTIONS 1/64+-
ANGLES 1/2~+-
-
MACH.FINISH
125
CAD FILE
PLOT DATE
DRAWN DATE
DO NOT SCALE PRINT
MAT'L
C.R.S.
ST. ST.
STD
PART #
STAINLESS : NO FINISH
THIS DRAWING AND SUBJECT MATTER THEREON IS THE EXCLUSIVE PROPERTY OF LOVESHAW-ITW AND IS TO BE TREATED BY YOU AS CONFIDENTIAL PRPRIETARYINFORMATION. THIS DRAWING OR SUBJECT MATTER THEROF SHALL NOT BEREPRODUCED OTHER THAN FOR YOUR OWN USE OR TO BE DISCLOSED TO OTHERWITHOUT THE EXPRESSED WRITTEN CONSENT OF LOVESHAW-ITW AND WILL BERETURNED TO LOVESHAW-ITW UPON REQUEST.
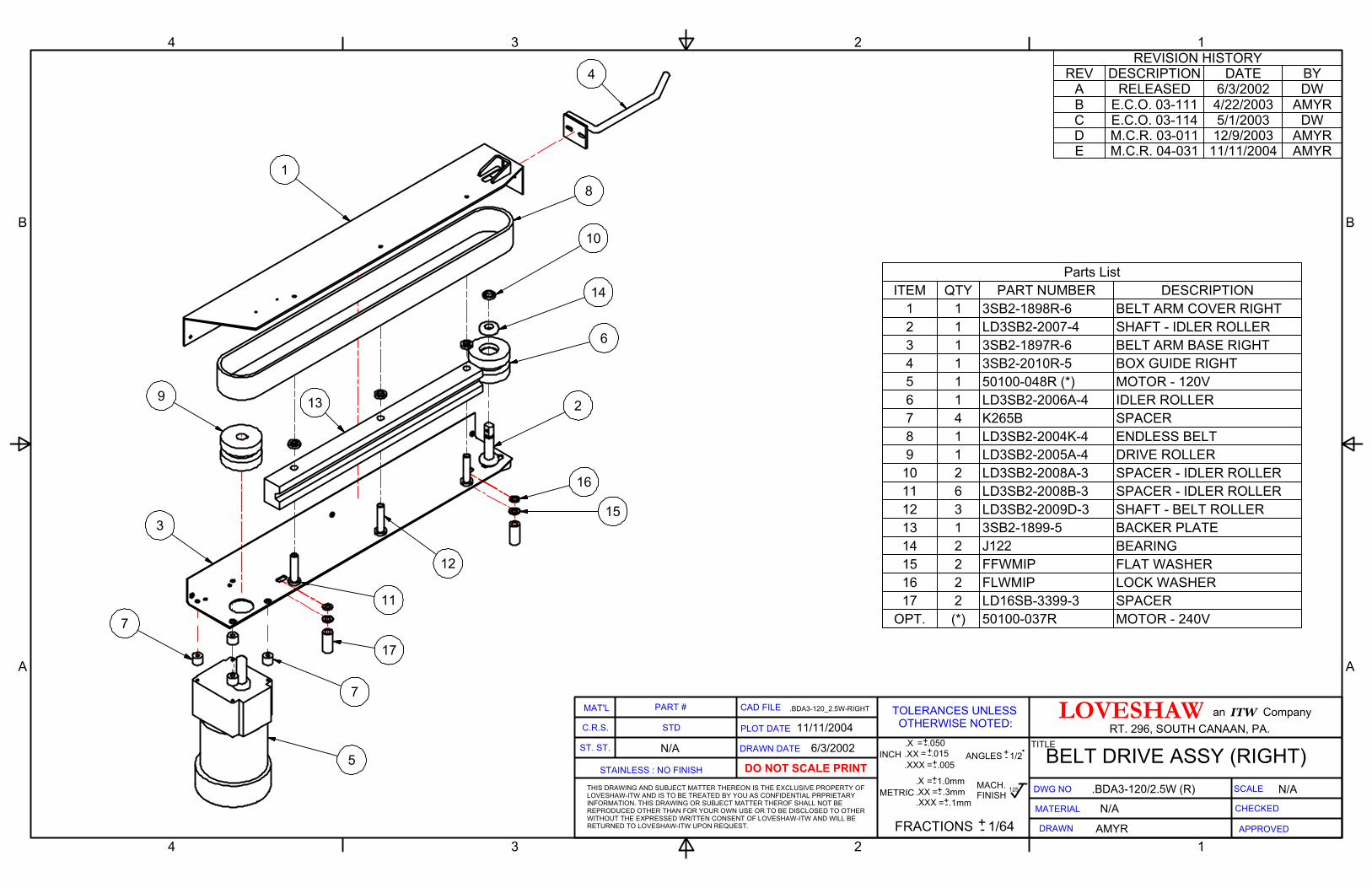
BELT DRIVE ASSY (RIGHT)
.BDA3-120_2.5W-RIGHT
AMYR
6/3/2002
N/A
N/A
11/11/2004
N/A
.BDA3-120/2.5W (R)
1 1 3SB2-1898R-6 BELT ARM COVER RIGHT2 1 LD3SB2-2007-4 SHAFT - IDLER ROLLER3 1 3SB2-1897R-6 BELT ARM BASE RIGHT4 1 3SB2-2010R-5 BOX GUIDE RIGHT5 1 50100-048R (*) MOTOR - 120V6 1 LD3SB2-2006A-4 IDLER ROLLER7 4 K265B SPACER8 1 LD3SB2-2004K-4 ENDLESS BELT9 1 LD3SB2-2005A-4 DRIVE ROLLER
10 2 LD3SB2-2008A-3 SPACER - IDLER ROLLER11 6 LD3SB2-2008B-3 SPACER - IDLER ROLLER12 3 LD3SB2-2009D-3 SHAFT - BELT ROLLER13 1 3SB2-1899-5 BACKER PLATE14 2 J122 BEARING15 2 FFWMIP FLAT WASHER16 2 FLWMIP LOCK WASHER17 2 LD16SB-3399-3 SPACER
OPT. (*) 50100-037R MOTOR - 240V
Parts ListITEM QTY PART NUMBER DESCRIPTION
15
16
10
2
6
4
8
14
11
1
9 13
12
7
5
7
REVISION HISTORYREV DESCRIPTION DATE BY
A RELEASED 6/3/2002 DWB E.C.O. 03-111 4/22/2003 AMYRC E.C.O. 03-114 5/1/2003 DWD M.C.R. 03-011 12/9/2003 AMYRE M.C.R. 04-031 11/11/2004 AMYR
3
17

1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
A A
B B
C C
D D
TITLE
SIZE DWG NO REV
SCALE SHEET OF
DRAWN
CHECKED
QA
MFG
APPROVED
SIDE BELT ADJUSTMENT
SBA3SB-2-NA1 1
AD
Dennisw 6/20/2002
1 1 LD3SB2-2024-5 WHEEL HAND KNOB2 1 PSC22248-3 SHAFT CHAIN IDLER ROLLER3 1 PSC22247-3 ROLLER CHAIN IDLER4 4 LD3SB2-2025 BEARING BLOCK5 1 LD3SB2-2021A-4 LEAD SCREW (REAR)6 1 LD3SB2-2020A-4 LEAD SCREW (FRONT)7 2 LD16SB-3397A-4 LEAD NUT RIGHT8 2 LD16SB-3398A-4 LEAD NUT LEFT9 2 LD3SB2-2026 SPROCKET
10 4FT HC101 #35 CHAIN (NOT SHOWN)11 1 HC201 #35 CHAIN MASTER LINK (NOT SHOWN)
Parts ListITEM QT PART NUMBER DESCRIPTION
6
4
8
7
94
23
4
9
7
8
4
5
1
1
1
2
2
3
3
4
4
A A
B B
C C
D D
TITLE
SIZE DWG NO REV
SCALE SHEET OF
DRAWN
CHECKED
QA
MFG
APPROVED
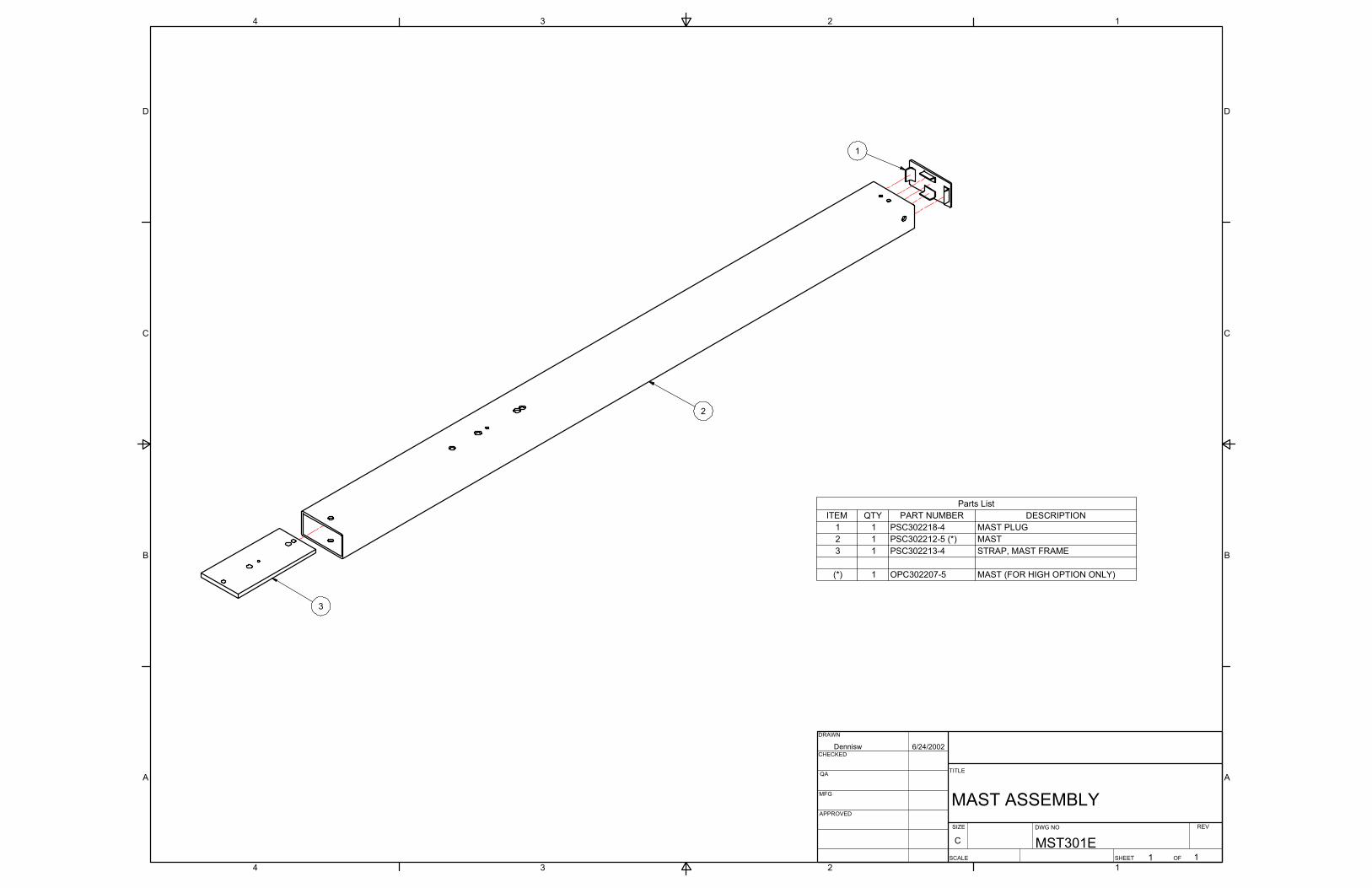
MAST ASSEMBLY
MST301E1 1
C
Dennisw 6/24/2002
1 1 PSC302218-4 MAST PLUG2 1 PSC302212-5 (*) MAST3 1 PSC302213-4 STRAP, MAST FRAME
(*) 1 OPC302207-5 MAST (FOR HIGH OPTION ONLY)
Parts ListITEM QTY PART NUMBER DESCRIPTION
3
2
1
LITTLE DAVID
TAPE CARTRIDGE MANUAL
.CAC50
THE LOVESHAW CORPORATION LOVESHAW - EUROPE
P. O. BOX 83, RT. 296 UNIT 9, BRUNEL GATE SOUTH CANAAN, PA 18459 W. PORTWAY INDUSTRIAL ESTATE ANDOVER, HAMPSHIRE SP103SL TEL: (570) 937-4921 ENGLAND
FAX: (570) 937-4370 44-264-3575-11

SCALE 1 / 4
1
1
2
2
3
3
4
4
A A
B B
TITLE
SIZE DWG NO REV
SCALESHEET OF
DRAWN
CHECKED
QA
MFG
APPROVEDMAIN ASSEMBLY
cac50 main assy1 1
B
brycef 04/01/2002
3/8:1
14
4
3
2
1
8
61111
15
15
9
15
1515
15
15
15
15
10
13
1617
12
18
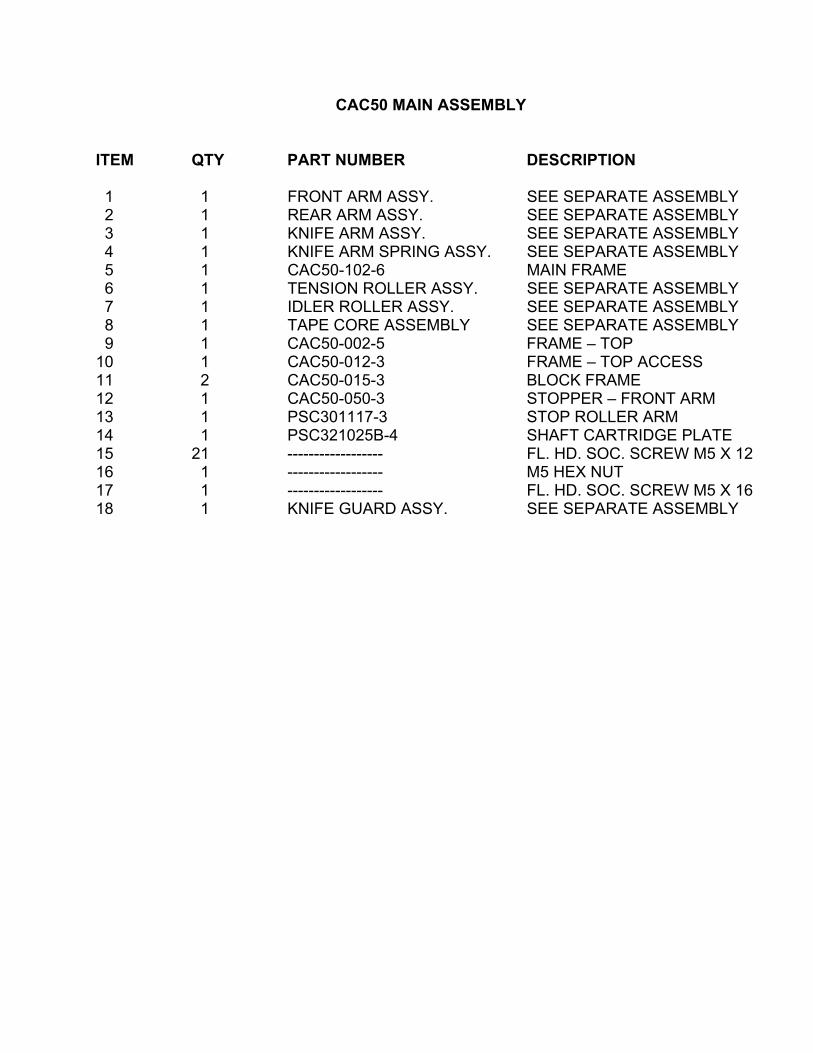
CAC50 MAIN ASSEMBLY ITEM QTY PART NUMBER DESCRIPTION 1 1 FRONT ARM ASSY. SEE SEPARATE ASSEMBLY 2 1 REAR ARM ASSY. SEE SEPARATE ASSEMBLY 3 1 KNIFE ARM ASSY. SEE SEPARATE ASSEMBLY 4 1 KNIFE ARM SPRING ASSY. SEE SEPARATE ASSEMBLY 5 1 CAC50-102-6 MAIN FRAME 6 1 TENSION ROLLER ASSY. SEE SEPARATE ASSEMBLY 7 1 IDLER ROLLER ASSY. SEE SEPARATE ASSEMBLY 8 1 TAPE CORE ASSEMBLY SEE SEPARATE ASSEMBLY 9 1 CAC50-002-5 FRAME – TOP 10 1 CAC50-012-3 FRAME – TOP ACCESS 11 2 CAC50-015-3 BLOCK FRAME 12 1 CAC50-050-3 STOPPER – FRONT ARM 13 1 PSC301117-3 STOP ROLLER ARM 14 1 PSC321025B-4 SHAFT CARTRIDGE PLATE 15 21 ------------------ FL. HD. SOC. SCREW M5 X 12 16 1 ------------------ M5 HEX NUT 17 1 ------------------ FL. HD. SOC. SCREW M5 X 16 18 1 KNIFE GUARD ASSY. SEE SEPARATE ASSEMBLY

1
1
2
2
3
3
4
4
A A
B B
TITLE
SIZE DWG NO REV
SCALESHEET OF
DRAWN
CHECKED
QA
MFG
APPROVEDFRONT ARM ASSEMBLY
FRONT ARM ASSY1 1
B
brycef 03/25/2002
3/8:1
6
7
11
21
19
20
24
21
161
2
17
18
24
21
21
16
21
24
315
10
22
13
12
4
2527 27
28
26
239
31
17
7
6
6
7
6
7
5
8
14
24
28
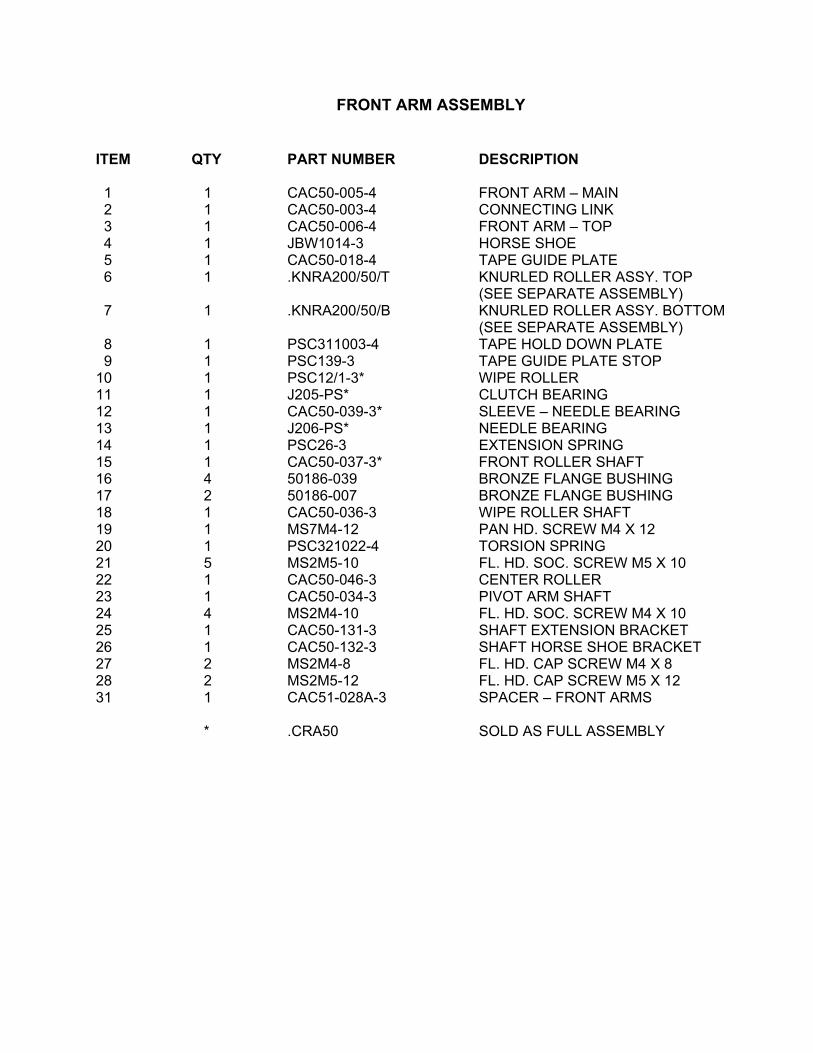
FRONT ARM ASSEMBLY ITEM QTY PART NUMBER DESCRIPTION 1 1 CAC50-005-4 FRONT ARM – MAIN 2 1 CAC50-003-4 CONNECTING LINK 3 1 CAC50-006-4 FRONT ARM – TOP 4 1 JBW1014-3 HORSE SHOE 5 1 CAC50-018-4 TAPE GUIDE PLATE 6 1 .KNRA200/50/T KNURLED ROLLER ASSY. TOP (SEE SEPARATE ASSEMBLY) 7 1 .KNRA200/50/B KNURLED ROLLER ASSY. BOTTOM (SEE SEPARATE ASSEMBLY) 8 1 PSC311003-4 TAPE HOLD DOWN PLATE 9 1 PSC139-3 TAPE GUIDE PLATE STOP 10 1 PSC12/1-3* WIPE ROLLER 11 1 J205-PS* CLUTCH BEARING 12 1 CAC50-039-3* SLEEVE – NEEDLE BEARING 13 1 J206-PS* NEEDLE BEARING 14 1 PSC26-3 EXTENSION SPRING 15 1 CAC50-037-3* FRONT ROLLER SHAFT 16 4 50186-039 BRONZE FLANGE BUSHING 17 2 50186-007 BRONZE FLANGE BUSHING 18 1 CAC50-036-3 WIPE ROLLER SHAFT 19 1 MS7M4-12 PAN HD. SCREW M4 X 12 20 1 PSC321022-4 TORSION SPRING 21 5 MS2M5-10 FL. HD. SOC. SCREW M5 X 10 22 1 CAC50-046-3 CENTER ROLLER 23 1 CAC50-034-3 PIVOT ARM SHAFT 24 4 MS2M4-10 FL. HD. SOC. SCREW M4 X 10 25 1 CAC50-131-3 SHAFT EXTENSION BRACKET 26 1 CAC50-132-3 SHAFT HORSE SHOE BRACKET 27 2 MS2M4-8 FL. HD. CAP SCREW M4 X 8 28 2 MS2M5-12 FL. HD. CAP SCREW M5 X 12 31 1 CAC51-028A-3 SPACER – FRONT ARMS * .CRA50 SOLD AS FULL ASSEMBLY
1
1
2
2
3
3
4
4
A A
B B
TITLE
SIZE DWG NO REV
SCALESHEET OF
DRAWN
CHECKED
QA
MFG
APPROVED
REAR ARM ASSEMBLY
1 1
B
brycef 03/26/2002
8
7
6
12
5
1
9
11
3
4
10
15
2
14
13
6
4
15
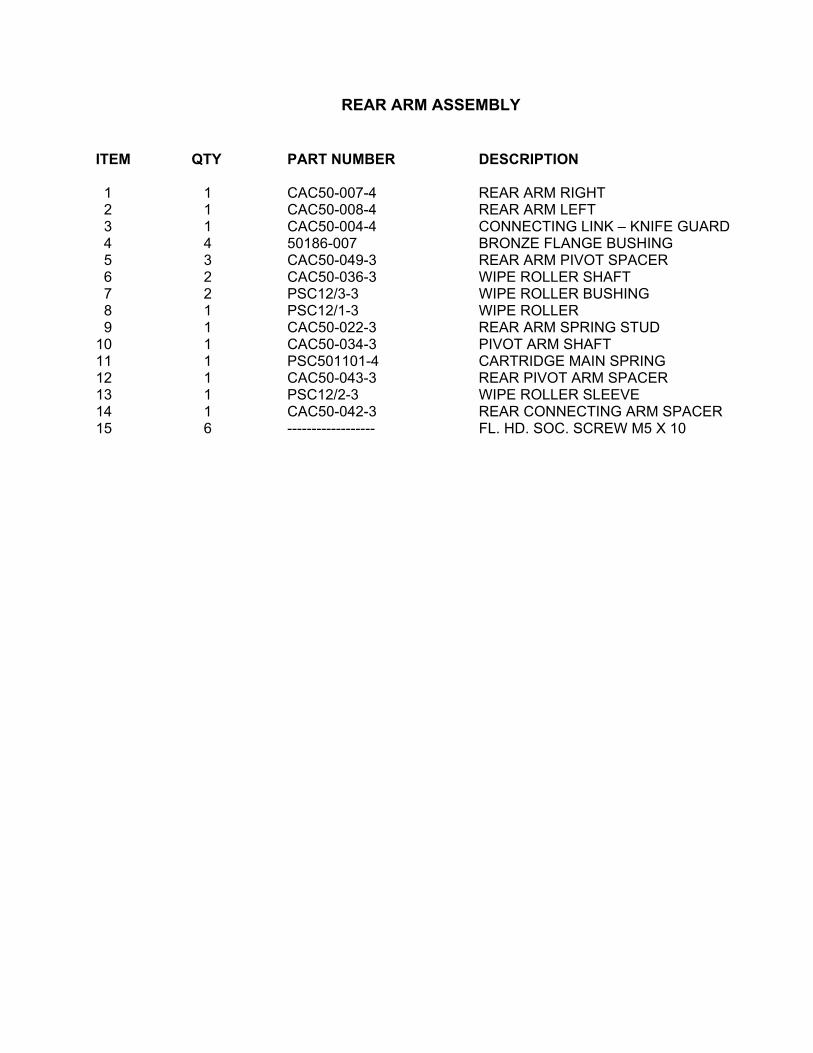
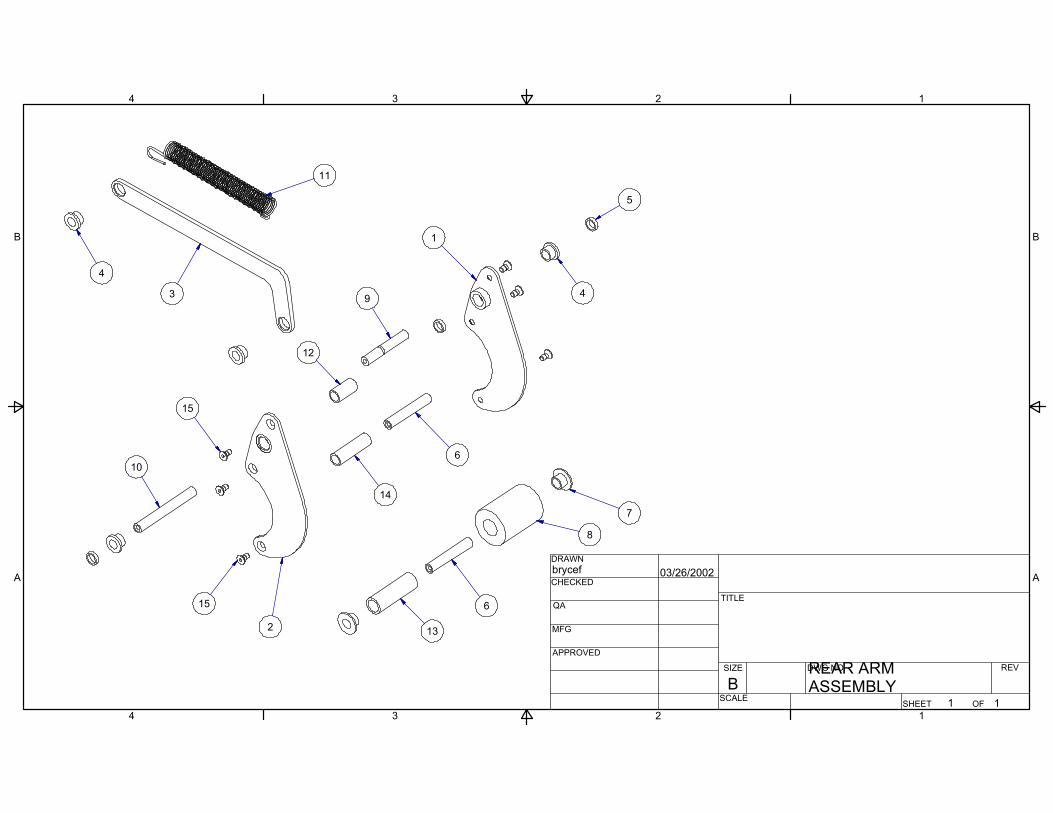
REAR ARM ASSEMBLY ITEM QTY PART NUMBER DESCRIPTION 1 1 CAC50-007-4 REAR ARM RIGHT 2 1 CAC50-008-4 REAR ARM LEFT 3 1 CAC50-004-4 CONNECTING LINK – KNIFE GUARD 4 4 50186-007 BRONZE FLANGE BUSHING 5 3 CAC50-049-3 REAR ARM PIVOT SPACER 6 2 CAC50-036-3 WIPE ROLLER SHAFT 7 2 PSC12/3-3 WIPE ROLLER BUSHING 8 1 PSC12/1-3 WIPE ROLLER 9 1 CAC50-022-3 REAR ARM SPRING STUD 10 1 CAC50-034-3 PIVOT ARM SHAFT 11 1 PSC501101-4 CARTRIDGE MAIN SPRING 12 1 CAC50-043-3 REAR PIVOT ARM SPACER 13 1 PSC12/2-3 WIPE ROLLER SLEEVE 14 1 CAC50-042-3 REAR CONNECTING ARM SPACER 15 6 ------------------ FL. HD. SOC. SCREW M5 X 10
1
1
2
2
3
3
4
4
A A
B B
TITLE
SIZE DWG NO REV
SCALESHEET OF
DRAWN
CHECKED
QA
MFG
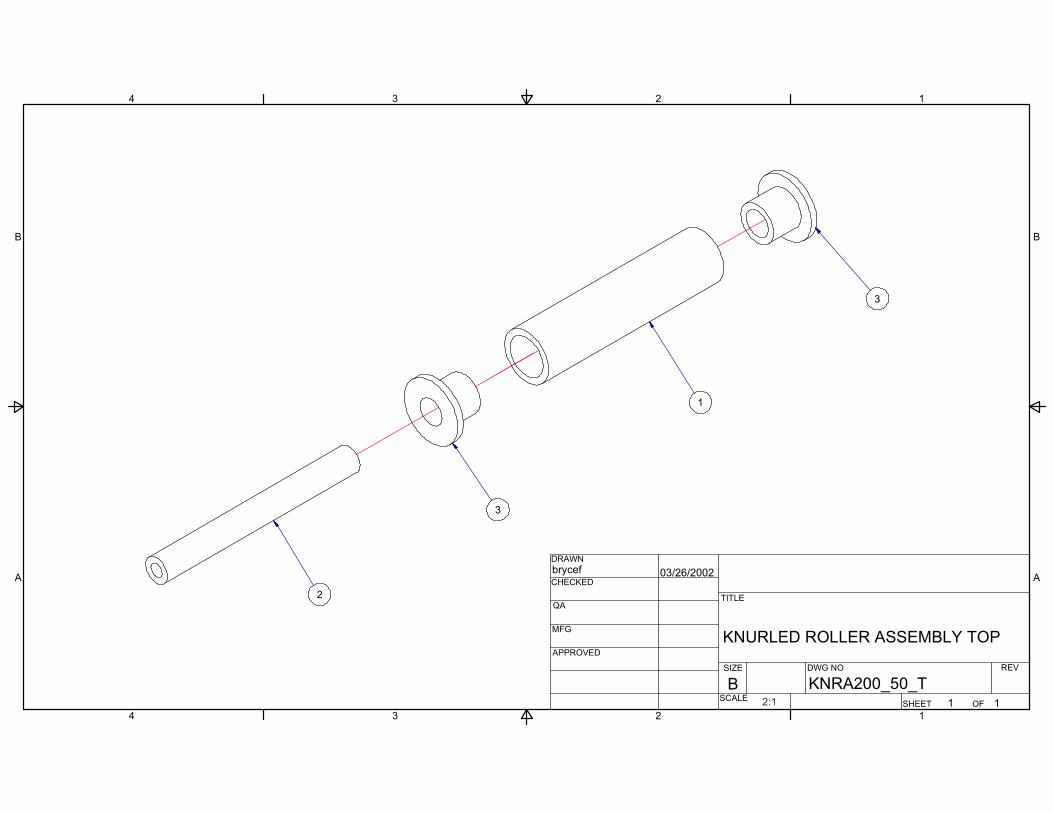
APPROVEDKNURLED ROLLER ASSEMBLY TOP
KNRA200_50_T1 1
B
brycef 03/26/2002
2:1
1
3
2
3

KNURLED ROLLER ASSEMBLY – TOP ITEM QTY PART NUMBER DESCRIPTION 1 1 CAC50-045-3 KNURLED ROLLER 2 1 CAC50-044-3 SHAFT KNURLED ROLLER 3 2 CAC50-116-3 BUSHING

1
1
2
2
3
3
4
4
A A
B B
TITLE
SIZE DWG NO REV
SCALESHEET OF
DRAWN
CHECKED
QA
MFG
APPROVEDKNURELD ROLLER ASSY. BOTTOM
KNRA200_50_B1 1
B
brycef 03/26/2002
1
3
2
3
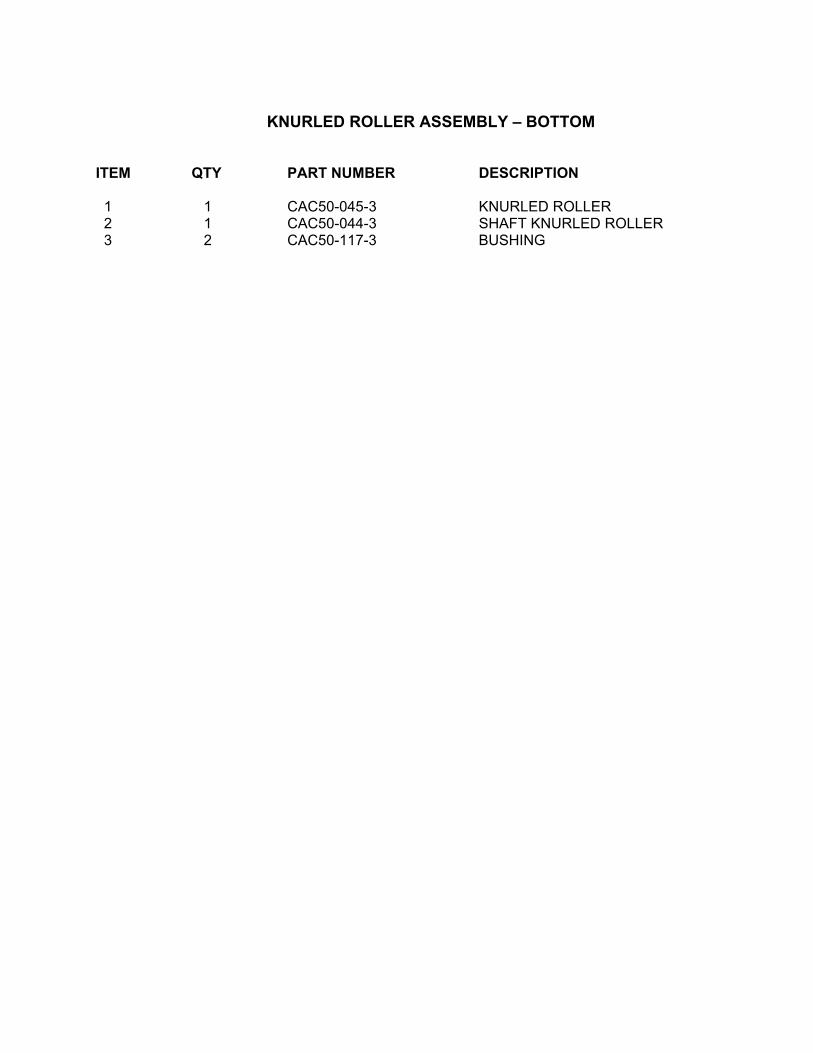
KNURLED ROLLER ASSEMBLY – BOTTOM
ITEM QTY PART NUMBER DESCRIPTION 1 1 CAC50-045-3 KNURLED ROLLER 2 1 CAC50-044-3 SHAFT KNURLED ROLLER 3 2 CAC50-117-3 BUSHING

1
1
2
2
3
3
4
4
A A
B B
TITLE
SIZE DWG NO REV
SCALESHEET OF
DRAWN
CHECKED
QA
MFG
APPROVED
KNIFE ARM ASSY1 1
B
brycef 03/25/2002
5
7
2
8
6
8
8
10
9
9
10
3
1
8
8
11
6
4
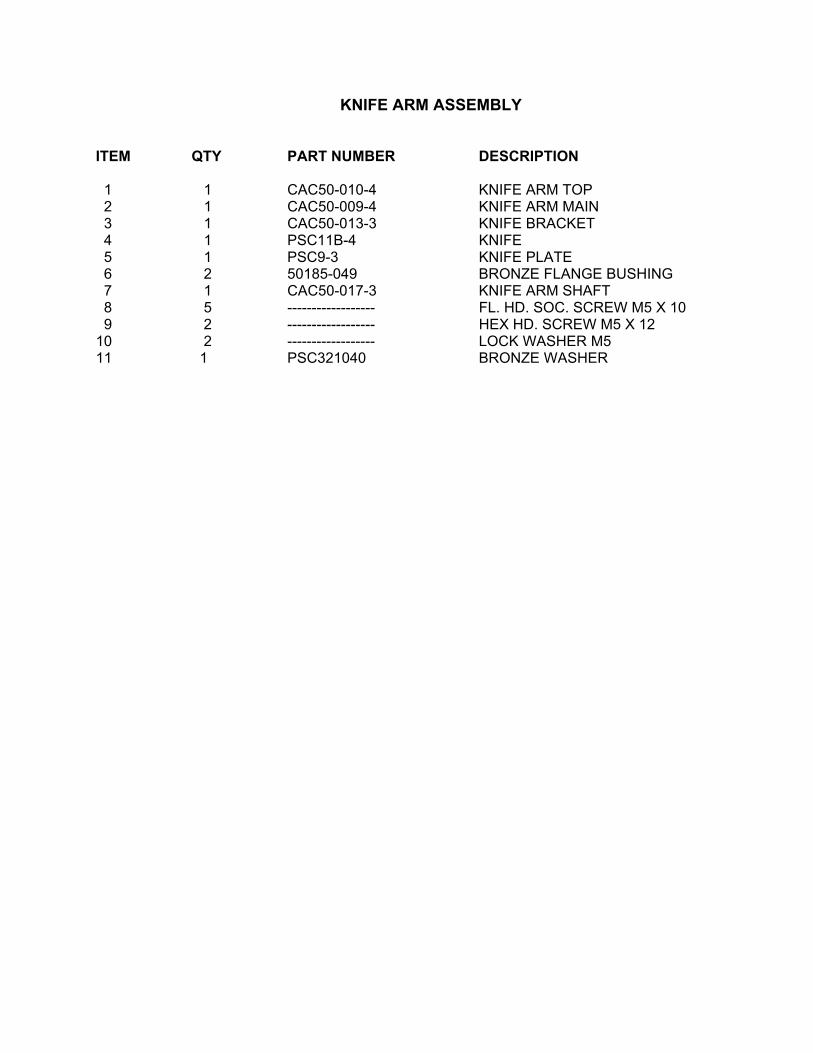
KNIFE ARM ASSEMBLY ITEM QTY PART NUMBER DESCRIPTION 1 1 CAC50-010-4 KNIFE ARM TOP 2 1 CAC50-009-4 KNIFE ARM MAIN 3 1 CAC50-013-3 KNIFE BRACKET 4 1 PSC11B-4 KNIFE 5 1 PSC9-3 KNIFE PLATE 6 2 50185-049 BRONZE FLANGE BUSHING 7 1 CAC50-017-3 KNIFE ARM SHAFT 8 5 ------------------ FL. HD. SOC. SCREW M5 X 10 9 2 ------------------ HEX HD. SCREW M5 X 12 10 2 ------------------ LOCK WASHER M5 11 1 PSC321040 BRONZE WASHER
1
1
2
2
3
3
4
4
A A
B B
TITLE
SIZE DWG NO REV
SCALESHEET OF
DRAWN
CHECKED
QA
MFG
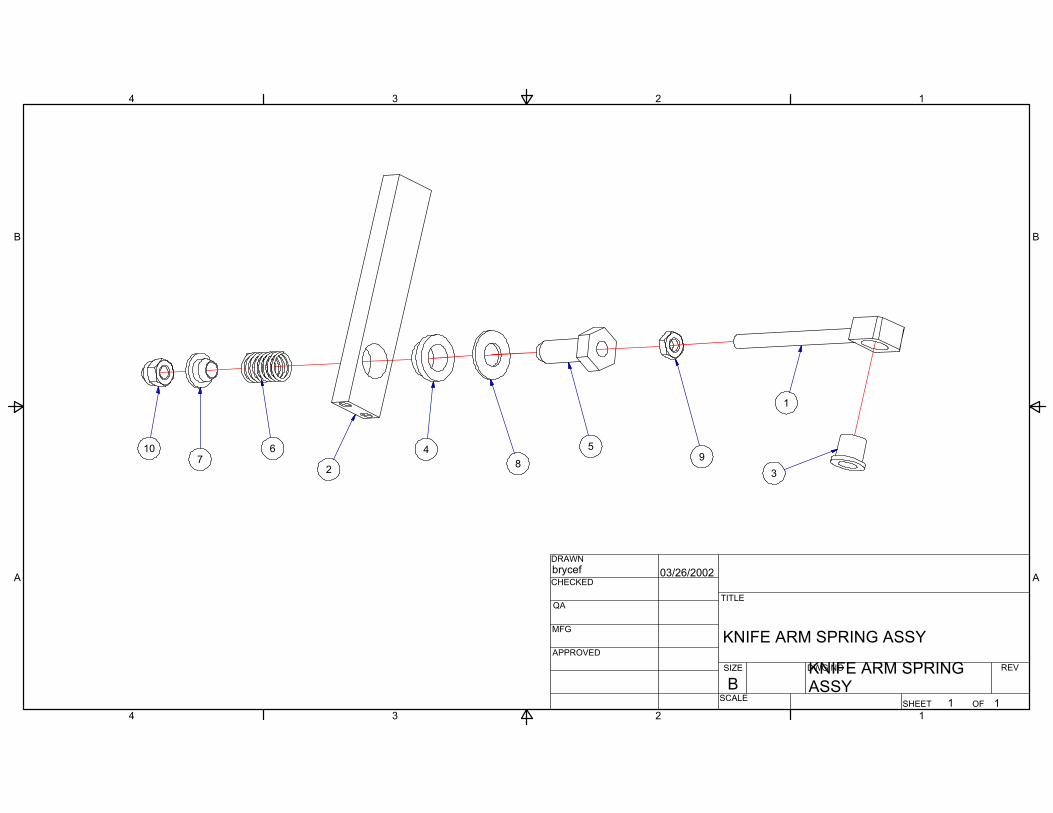
APPROVEDKNIFE ARM SPRING ASSY
KNIFE ARM SPRING ASSY
1 1
B
brycef 03/26/2002
3
59
1
710 6 4
82
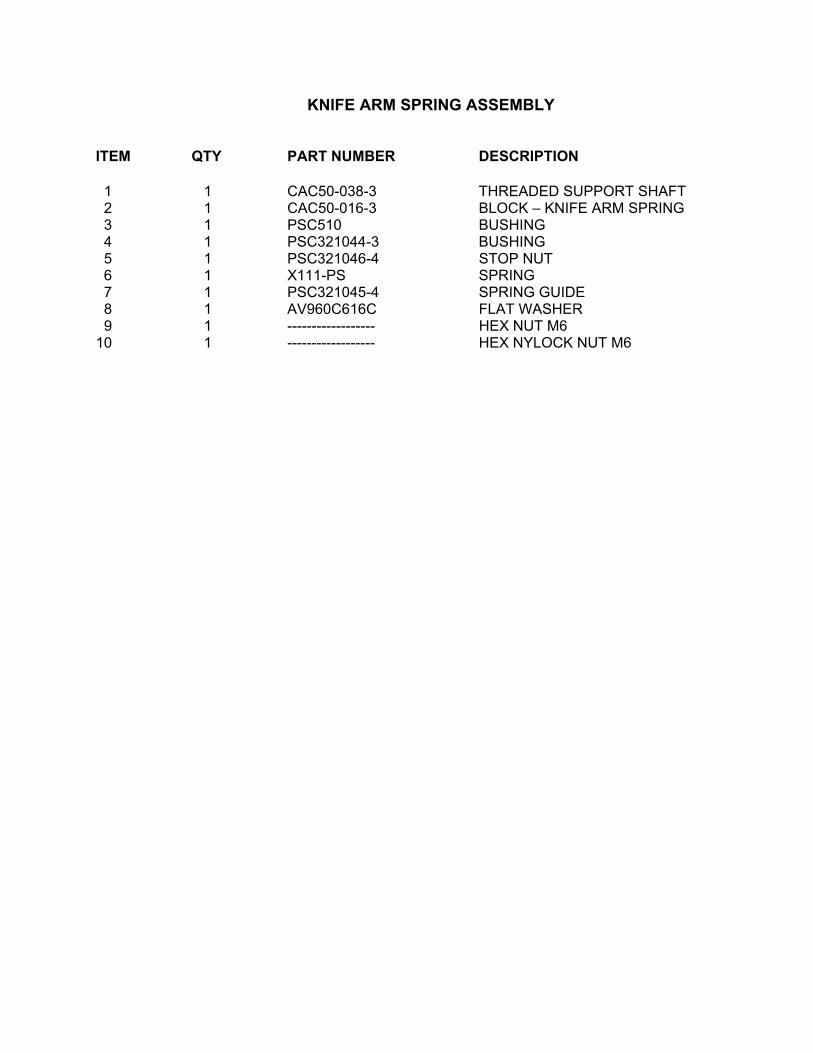
KNIFE ARM SPRING ASSEMBLY ITEM QTY PART NUMBER DESCRIPTION 1 1 CAC50-038-3 THREADED SUPPORT SHAFT 2 1 CAC50-016-3 BLOCK – KNIFE ARM SPRING 3 1 PSC510 BUSHING 4 1 PSC321044-3 BUSHING 5 1 PSC321046-4 STOP NUT 6 1 X111-PS SPRING 7 1 PSC321045-4 SPRING GUIDE 8 1 AV960C616C FLAT WASHER 9 1 ------------------ HEX NUT M6 10 1 ------------------ HEX NYLOCK NUT M6
1
1
2
2
3
3
4
4
A A
B B
TITLE
SIZE DWG NO REV
SCALESHEET OF
DRAWN
CHECKED
QA
MFG
APPROVEDKNIFE GUARD ASSY
KNIFE GUARD ASSY1 1
B
brycef 04/04/2002
1:1
3
7
2
4
1
7
5
6
5
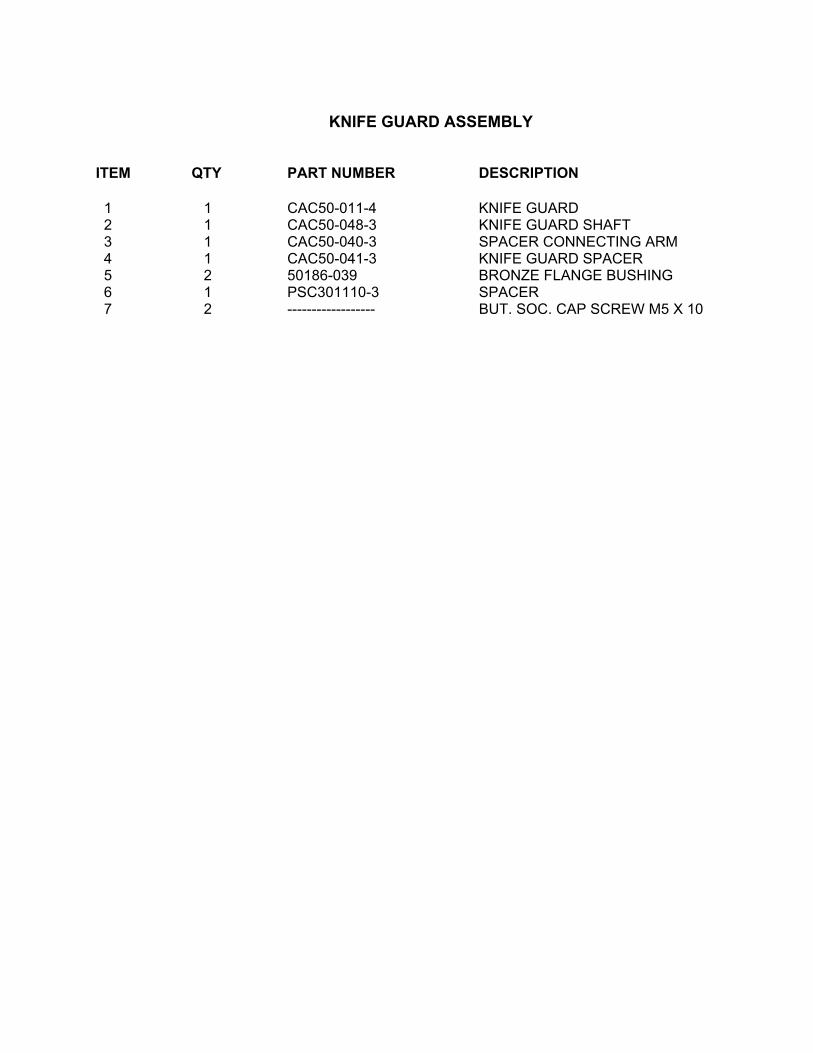
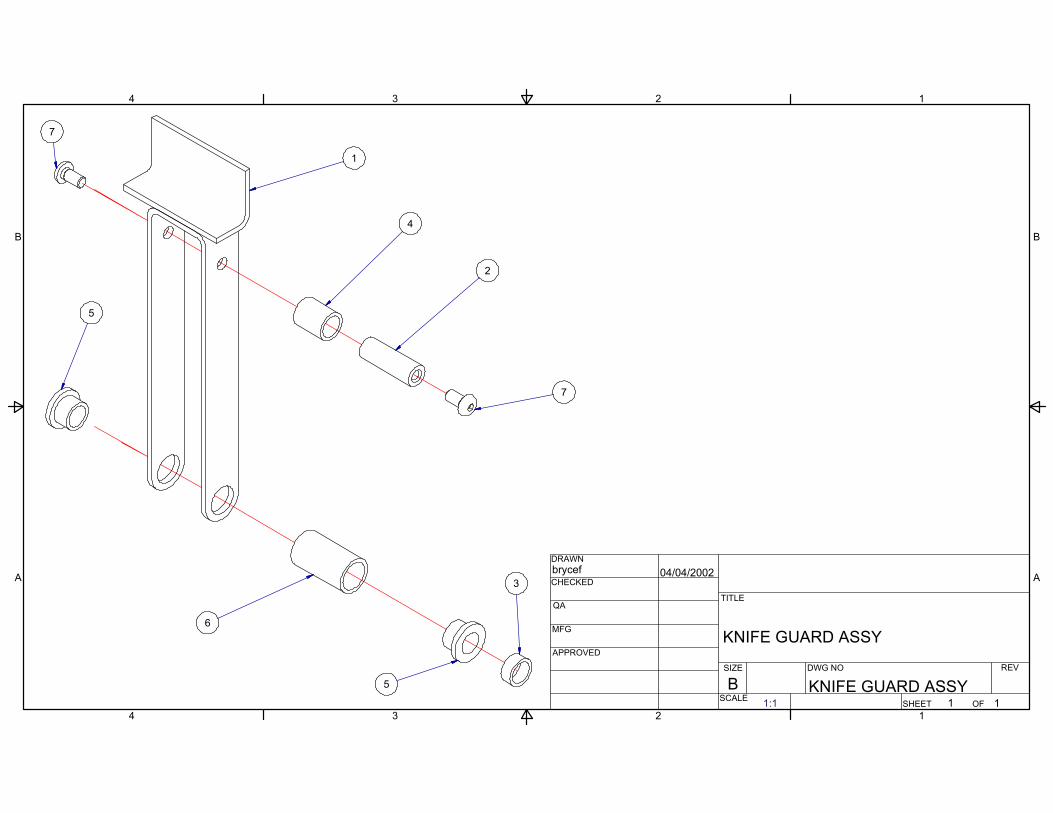
KNIFE GUARD ASSEMBLY
ITEM QTY PART NUMBER DESCRIPTION 1 1 CAC50-011-4 KNIFE GUARD 2 1 CAC50-048-3 KNIFE GUARD SHAFT 3 1 CAC50-040-3 SPACER CONNECTING ARM 4 1 CAC50-041-3 KNIFE GUARD SPACER 5 2 50186-039 BRONZE FLANGE BUSHING 6 1 PSC301110-3 SPACER 7 2 ------------------ BUT. SOC. CAP SCREW M5 X 10
1
1
2
2
3
3
4
4
A A
B B
TITLE
SIZE DWG NO REV
SCALESHEET OF
DRAWN
CHECKED
QA
MFG
APPROVEDTENSION ROLLER ASSY.
tra501 1
B
brycef 03/28/2002
3
3
1
6
2
75
5
8
5
5
4
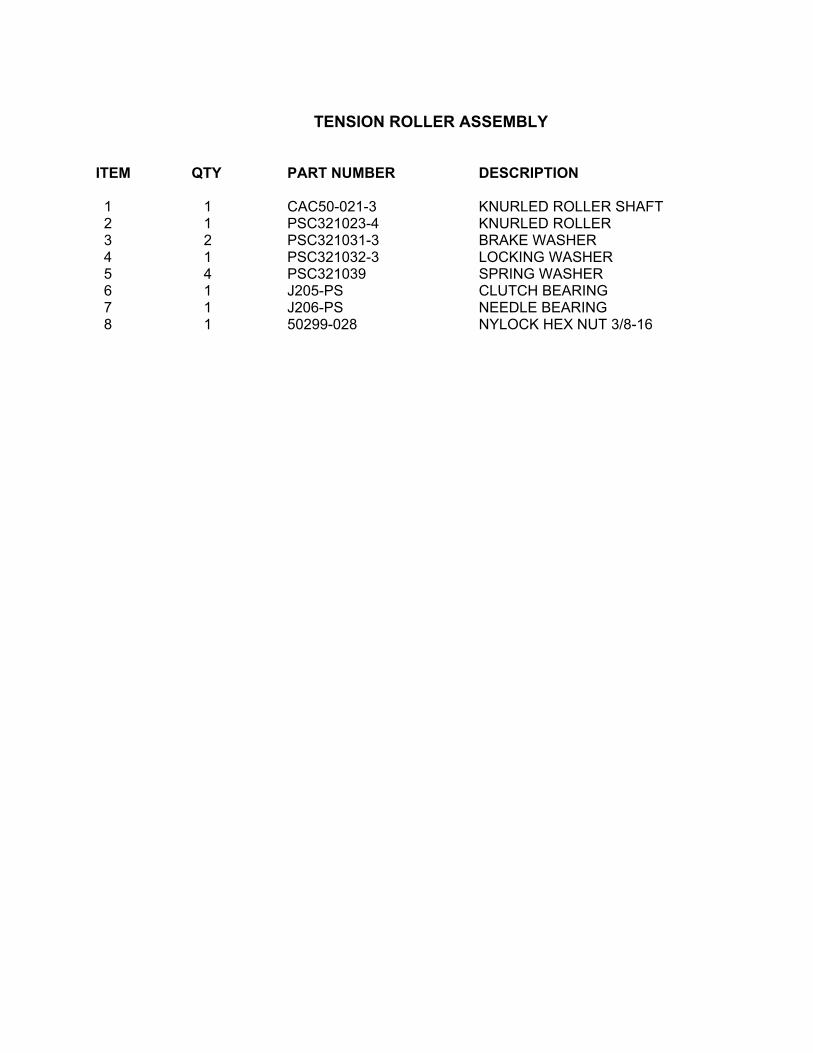
TENSION ROLLER ASSEMBLY
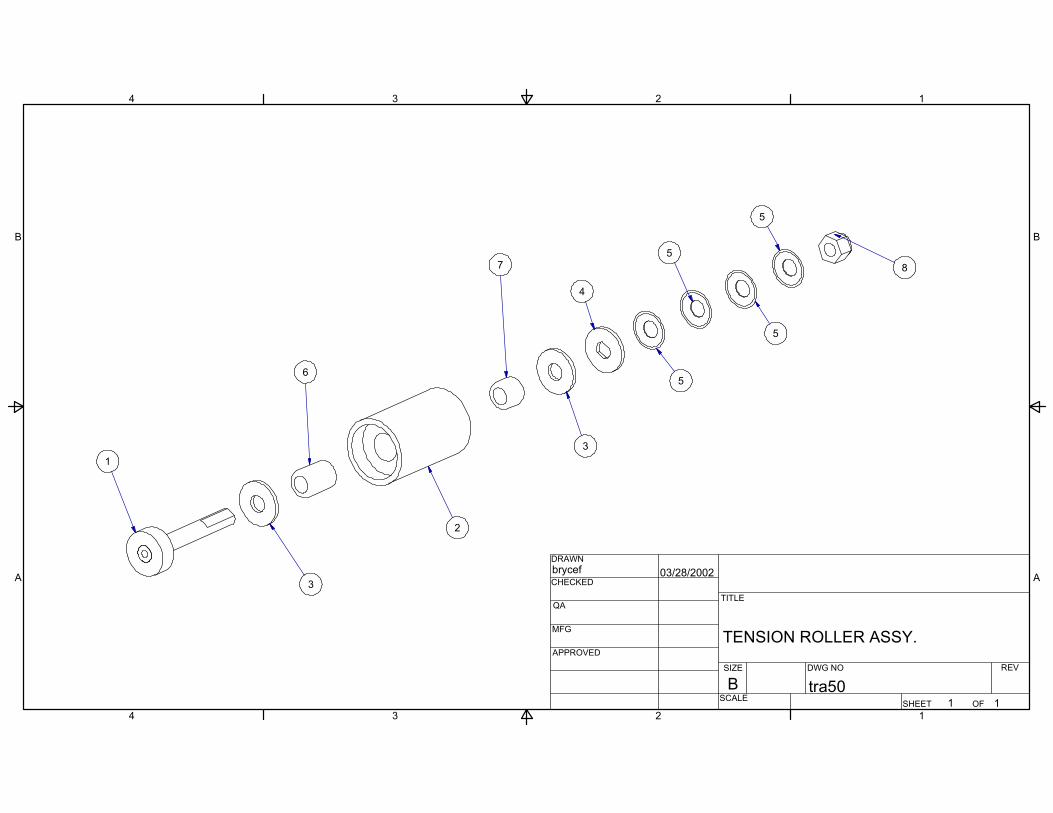
ITEM QTY PART NUMBER DESCRIPTION 1 1 CAC50-021-3 KNURLED ROLLER SHAFT 2 1 PSC321023-4 KNURLED ROLLER 3 2 PSC321031-3 BRAKE WASHER 4 1 PSC321032-3 LOCKING WASHER 5 4 PSC321039 SPRING WASHER 6 1 J205-PS CLUTCH BEARING 7 1 J206-PS NEEDLE BEARING 8 1 50299-028 NYLOCK HEX NUT 3/8-16
1
1
2
2
3
3
4
4
A A
B B
TITLE
SIZE DWG NO REV
SCALESHEET OF
DRAWN
CHECKED
QA
MFG
APPROVED
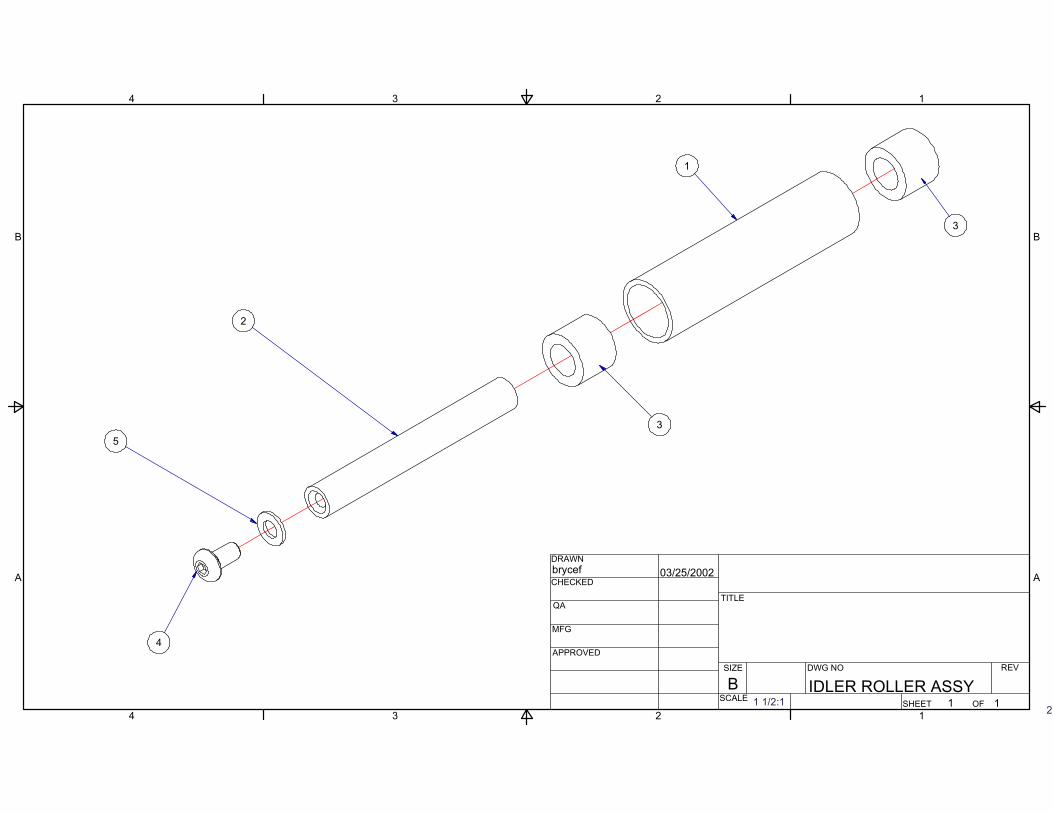
IDLER ROLLER ASSY1 1
B
brycef 03/25/2002
2:
1 1/2:1
3
3
1
2
5
4
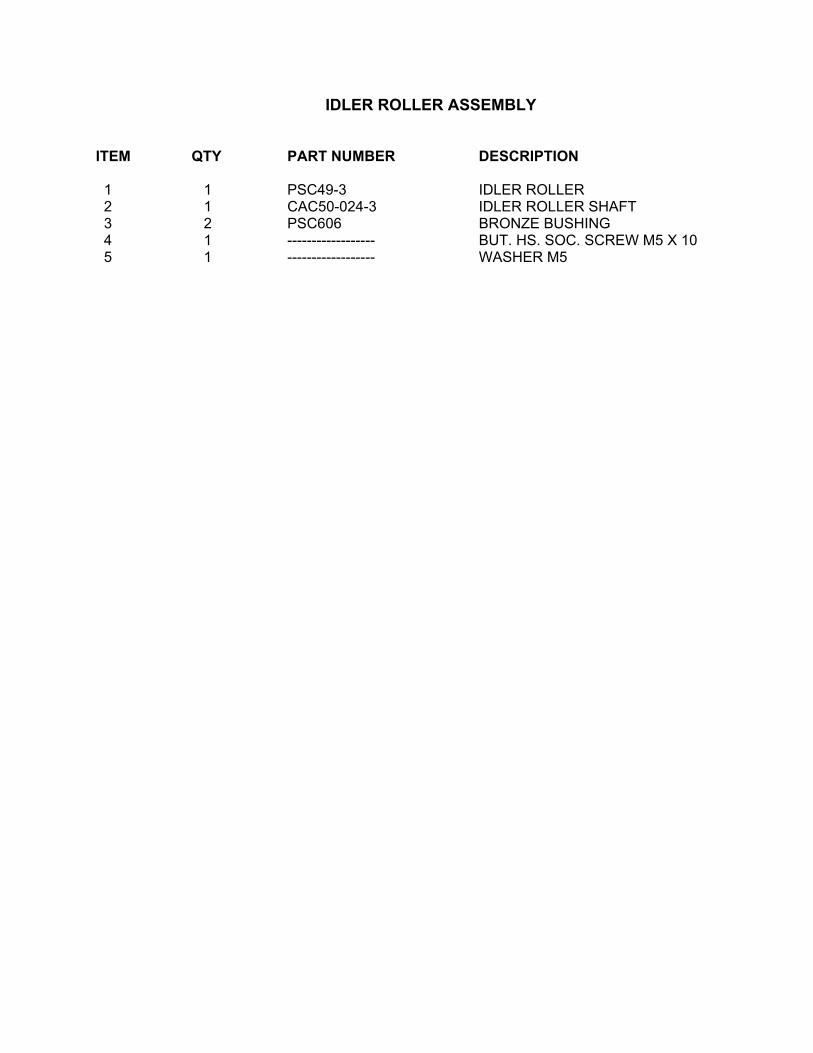
IDLER ROLLER ASSEMBLY ITEM QTY PART NUMBER DESCRIPTION 1 1 PSC49-3 IDLER ROLLER 2 1 CAC50-024-3 IDLER ROLLER SHAFT 3 2 PSC606 BRONZE BUSHING 4 1 ------------------ BUT. HS. SOC. SCREW M5 X 10 5 1 ------------------ WASHER M5
1
1
2
2
3
3
4
4
A A
B B
TITLE
SIZE DWG NO REV
SCALE SHEET OF
DRAWN
CHECKED
QA
MFG
APPROVEDTAPE CORE ASSEMBLY
.TCA3011 1
AB
AMYR 7/3/2003
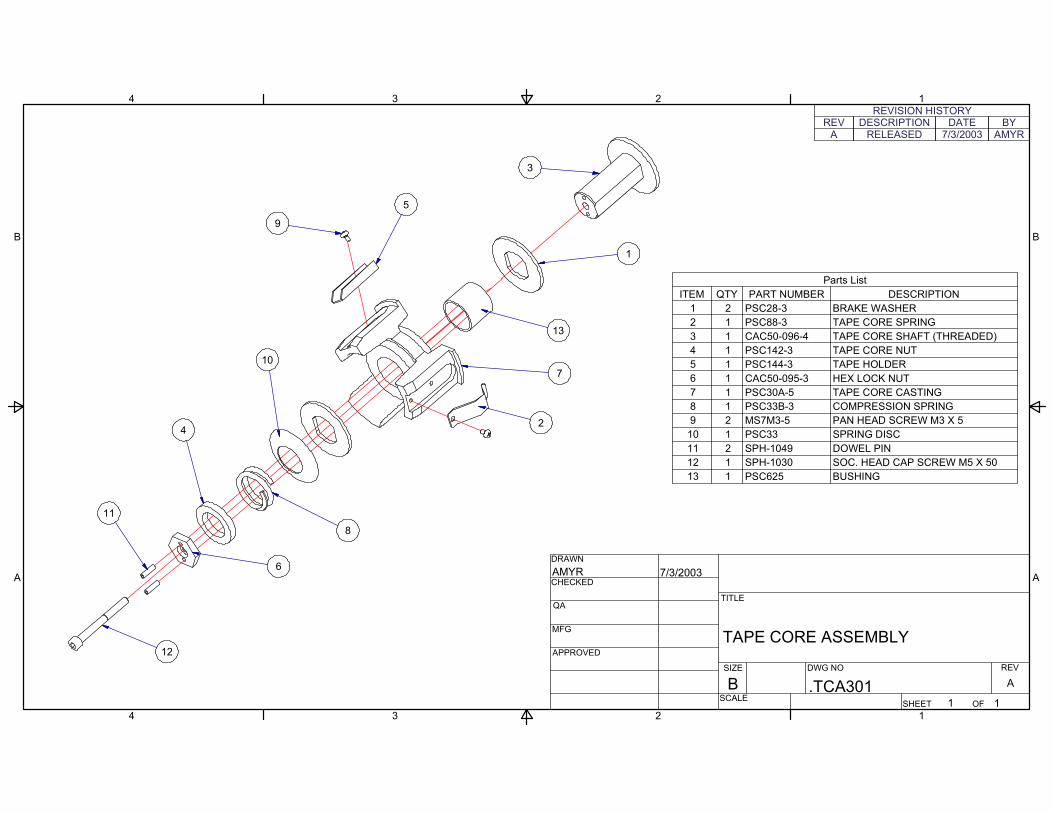
1 2 PSC28-3 BRAKE WASHER2 1 PSC88-3 TAPE CORE SPRING3 1 CAC50-096-4 TAPE CORE SHAFT (THREADED)4 1 PSC142-3 TAPE CORE NUT5 1 PSC144-3 TAPE HOLDER6 1 CAC50-095-3 HEX LOCK NUT7 1 PSC30A-5 TAPE CORE CASTING8 1 PSC33B-3 COMPRESSION SPRING9 2 MS7M3-5 PAN HEAD SCREW M3 X 510 1 PSC33 SPRING DISC11 2 SPH-1049 DOWEL PIN12 1 SPH-1030 SOC. HEAD CAP SCREW M5 X 5013 1 PSC625 BUSHING
Parts ListITEM QTY PART NUMBER DESCRIPTION
2
7
13
1
3
5
9
4
6
11
12
8
10
REVISION HISTORYREV DESCRIPTION DATE BY
A RELEASED 7/3/2003 AMYR
TAPE CORE ASSEMBLY ADJUSTMENT PROCEDURES
(.TCA201 = 3” TAPE CORE AND .TCA301 = 2” TAPE CORE) STEP 1: UNLOCKING THE TAPE CORE FOR ADJUSTMENT: THERE IS A LOCKING BOLT USED TO MAINTAIN THE HEIGHT ADJUSTMENT OF THE TAPE CORE. THIS MUST BE LOOSENED TO CHANGE THE HEIGHT OF THE TAPE CORE. THIS WILL ALLOW YOU TO ADJUST THE HEIGHT OF THE TAPE (TRACKING) THROUGH THE CARTRIDGE. USING A 3 mm HEX KEY WRENCH TURN IN A COUNTERCLOCKWISE DIRECTION TO LOOSEN THE SOCKET HEAD CAP SCREW (SPH-1030). THEN TURN THE TAPE CORE NUT LP06B-039-3 (3”) OR PSC142-3 (2”) IN A COUNTERCLOCKWISE DIRECTION TO REMOVE DRAG FROM THE DISC SPRING (PSC33). BE SURE TO LOOSEN ENOUGH TO ALLOW THE TAPE CORE INTERNAL ASSEMBLY TO SPIN FREELY AND ADJUST UP AND DOWN. STEP 2: ADJUSTING THE TAPE CORE HEIGHT: THE INTERNAL ASSEMBLY IS THREADED ON A STUD MOUNTED ON THE CARTRIDGE MILL STAND. BY HOLDING THE EXTERNAL PART OF THE TAPE CORE ASSEMBLY AND ROTATING THE HEX LOCK NUT CAC50-101-3 (3”) OR CAC50-095-3 (2”) THE INTERNAL ASSEMBLY WILL ROTATE CHANGING THE HEIGHT OF THE TAPE CORE ASSEMBLY. TURN IN A CLOCKWISE DIRECTION TO DECREASE THE HEIGHT AND IN A COUNTERCLOCKWISE DIRECTION TO INCREASE THE HEIGHT. DO NOT OVER TIGHTEN THE INTERNAL ASSEMBLY. THIS MAY CAUSE DAMAGE TO THE TAPE CORE ASSEMBLY. RUN THE TAPE THROUGH THE CARTRIDGE AND CHECK FOR PROPER TAPE POSITION. REPEAT ADJUSTMENT AS REQUIRED TO CENTER TAPE. STEP 3: ADJUSTING TAPE ROLL BACK LASH OR FREE SPIN: THERE IS A DISC SPRING (PSC33) AND A SET OF BRAKE WASHERS (PSC28-3) USED TO SLOW THE FREE SPINNING OF THE TAPE ROLL CAUSED WHEN THE TAPE IS PULLED THROUGH THE CARTRIDGE. BY ROTATING THE TAPE CORE NUT LP06B-039-3 (3”) OR PSC142-3 (2”) IN A CLOCKWISE DIRECTION THIS WILL INCREASE THE DRAG FROM THE DISC SPRING (PSC33) RESTRICTING THE AMOUNT OF FREE SPIN. THIS SHOULD BE SET WITH JUST ENOUGH DRAG TO STOP THE FREE SPINNING. TOO MUCH OR TOO LITTLE WILL AFFECT THE CARTRIDGE TAPING PERFORMANCE. RUN TAPE THROUGH THE CARTRIDGE AND CHECK FOR TAPE ROLL FREE SPIN. REPEAT ADJUSTMENT AS REQUIRED TO SET TAPE ROLL FREE SPIN. STEP 4:LOCKING THE TAPE CORE: AFTER THE TAPE IS CENTERED AND THE TAPE ROLL FREE SPIN IS PROPERLY ADJUSTED THE TAPE CORE SHOULD BE LOCKED INTO POSITION. USING A 3 mm HEX KEY WRENCH TURN IN A CLOCKWISE DIRECTION TO TIGHTEN THE SOCKET HEAD CAP SCREW (SPH-1030). THIS WILL INSURE THAT THE HEIGHT ADJUSTMENT IS MAINTAINED DURING OPERATION.