a study on performance appraisal system in apollo tyres pvt. ltd, kalamassery
DESCRIPTION
A STUDY ON PERFORMANCE APPRAISAL SYSTEM IN APOLLO TYRES PVT. LTD, KALAMASSERYTRANSCRIPT
INTRODUCTION
1.1 About the Study
Performance appraisal is the process of evaluating an employee’s performance in
a given job in terms of its requirements. Effective performance appraisal system has two
basic systems operating in conjunction: an evaluation system and a feedback system. The
main aim of the evaluation system is to identify the performance gap (if any). This gap is
the shortfall that occurs when performance does not meet the standard set by the
organization as acceptable. The aim of the PA system is to inform the employee about the
quality of his or her performance. One of the best ways to appreciate the purpose of the
performance appraisal is to look at it from the different viewpoints of the main
stakeholders: the employee and the organization.
Organizations are had pressed to find good reasons why they can’t dedicate an
hour-long meeting once a year to ensure the mutual needs of the employee and
organizations are met. Performance reviews help supervisors feel more honest in their
relationship with their subordinates and feel better about themselves in their supervisor
roles. Subordinates are assured clear understanding of what’s expected from them, their
own personal strengths and areas for development and a solid sense of their relationship
with their supervisor. Avoiding performance issues ultimately decreases morale,
decreases credibility of management, decreases the organization’s overall effectiveness
and wastes more of management’s time to do what isn’t done properly.
1
Need for the Study
Performance appraisal system is a key scrutinizing in all corporate. And it is the
key component in identifying the performance, and the quadrant where the employee’s
strengths and skills have to be effectiveness, required for the performance appraisal
system.
It’s a known fact that a regular feedback results in modification of the
performance appraisal system. Thus these factors implicate need for this study. The study
on performance appraisal system will facilities the HR department to know the
satisfaction level of the employees and problem in the system, factors which facilitate the
to make system more effective, etc. employees can also improve their performance by
knowing the present status, so that continuous performance assessment should be there in
the organization.
2
OBJECTIVES OF THE STUDY
The following are the objectives of the study
To know the awareness status of the performance appraisal system in the
organization.
What are the factors responsible for improving the performance.
To find out the effectiveness of the performance appraisal system.
To know the satisfaction level of the employees about the performance appraisal
system.
To suggest ways and means for a better performance appraisal system.
3
SCOPE OF THE STUDY
The present trend is towards the development of term-with each team member
complementing rather than competing with each other. The development of work teams
allows team members to specialize in areas in which they performance appraisal
continuous to be a subject of interest and importance to human resource specialists. For
decades of performance appraisal has received considerable attention in the literature,
from both researches and parishioners alike. Many authors maintain that there is a
considerable gap between theory and practice, and that human resource specialists are not
making full use of the psychometric tools available.
Instead of simply deciding on an absolute basis about whether an employee is fit
for his job or not, appraisals are better seems as instrument used to paint a profile of an
employee’s strengths and weaknesses. More importantly, an employee is evaluated for his
continuation towards organizational, departmental. Specially related, professional and
personal goals. This evaluation serves to identify reasons accounting for the present level
of performance and to seek ways to improve future effectiveness.
Performance appraisal system acts more than an evaluative function by identifying
areas of weakness and correcting these with relevant training, appraisals serve a
motivational purpose. By setting goals, a sense of direction is instilled and job satisfaction
and motivation improved are interested in or good at. The appraisal method is
increasingly used to fill the skills gap in terms, rather than using them for general
assessment of performance.
4
LIMITATIONS OF THE STUDY
Data collected at the point of time will reflect the status of the population at the
time only.
Since this is qualitative research, complete objectivity should be viewed in a
limited sense.
The study was conducted in a very short period.
Depth analysis is not possible in certain area as it is considered as highly
confidential.
Wrong opinions expressed by the employees due to fear also affected the
genuineness of the results.
The findings of the study are only applicable to the employees of Indus motors (P)
Ltd. Hence the results of the study cannot be generalized.
5
INDUSTRY PROFILE
Growth of Tyre Industry in India
The tyre industry began to grow during 1930’s. The growth of tyre industry in
India may be divided in to 3 phases. In the first phase multinationals came in to India and
started selling tyres. The first among them was firestone, followed by either multinational
like Goodyear, Dunlop, etc.
In the second phase the multinationals started their production in India and they
become first generation tyre manufacturers in India. Among the first generation tyres,
Dunlop was the first company that started their domestic production at Calcutta.
The third phase of Indian tyre industry began when Indian companies started
producing tyres, which came to be called as second- generation tyres. The important
among them are MRF tyres, PREMIER tyres, GOODYEAR tyres, CEAT tyres, etc. They
started production in sixties. Later in the 70’s the third generation tyres started their
production.
The main third generation tyres are APOLLO, VIKRANT, JK, MODI tyres, etc.
All the tyre companies, which started their operation after 1970’s, and the tyre companies,
which are yet to start production, are classified under the fourth generation. Notable
among them are S.KUMAR, RADO, SREECHAKRA, BIRLA tyres, etc. Market leaders
in the tyre industry are MRF, JK, CEAT, APOLLO, GOODYEAR, and tyres. They are
updating their strategies in order to hold their market shares and invade others.
Indian Tyre Industry
Tyre made in India can be broadly classified as “cross ply” and” radial”. The body
of a tyre called carcass or casing is made up of layers of rubber coated nylon or rayon
fabric called “ plies”, the main difference between these two types is the direction in
which the ply cords are arranged and the type of re-inforcement medium used. In a cross
ply tyre, cords run across each other or diagonally to the outer surface of the tyre. On the
other hand in a radial tyre, the cords run radially from bead to bead at 90 degrees angle to
the rim or along the outer surface of the tyre. In a cross ply tyre, the major re-inforcing
materials used are rayon and nylon tyre cords. In a radial tyre, the reinforcing mediums
6
are polyester, nylon, fiberglass, and steel. As such there is a substantial price difference
between cross ply and radial tyres. Radial tyres are 10-15% costly compared to the cross
ply ones and naturally, in India they sell less than the cross ply ones.
The radial tyres provide certain advantages like better vehicle control, longer tyre
life, cooler running and better road holding and lower fuel consumption. They even
reduce the occurrence of flat. Even then radial tyres have not really caught on there
because road conditions are unsuitable for radial tyres. Moreover, as against radials, the
cross plies can be retread twice during the lifetime of the tyre and given the cost of a new
tyre it comes cheaper. The overloading conditions in the truck, light and heavy
commercial vehicles is one of the factors responsible for non popularity of radials in this
segment.
Radial tyres account for only 5% of the total Indian tyre production as against 60-
80% in the developed countries. The extent of radialisation is highest, at almost 40% in
the passenger car segment and lowest in the truck tyre segment, which constitutes about
75% of the total value in production. The industry is looking at radialisation as one of the
ways. To survive in these falling market conditions. They are expecting 55-60%
radialisation in the passenger car segment by the year 2003 while in the commercial
vehicles segment radialisation is expected to attain only 13-15% by that time.
The raw materials
The tyre industry is material intensive. Raw materials account for almost 70% of
the production cost. The main raw material for tyre is rubber (natural and synthetic),
carbon black, and nylon tyre cord and rubber chemicals.
The tyre segment accounts for a major chunk of total rubber consumption, and is
increasing its share, where as in developed nations, the highly radialised tyre industry
consumes more of synthetic rubber than natural rubber (the ratio is 80:20) in India it is
just opposite.
7

The important raw materials used are
Natural rubber
In a tyre, about 50% in weight terms and 40% in value terms comprise of natural
rubber. The industry uses RSS-4 grade rubber, domestic rubber production has increased
at a comp growth rate of 95 annually between 1991to 1996 from 3.3 lakh MT to 5.07 lakh
MT. between April and august of 1996, production of natural rubber grew by 12.4% over
corresponding period in 1995. But domestic consumption being higher a small amount
had to be imported.
Synthetic rubber
There are two types of synthetic rubber: Polybutadiene rubber (PBR) and Styrene
butadiene rubber (SBR).
Polybutadiene rubber (PBR)
PBR forms 40% of the synthetic rubber used in tyres. At present IPCI is the only
domestic producer of PBR, p only 44%of the tyre industry’s requirement. The rest is
imported.
Styrenebutadiene rubber (SBR)
SBR is primarily used in passenger car radials to give the grip to the tyres.
Nylon Tyre cord (NTC)
This is also an important raw material used in tyres constituting about 36% of
value of tyres. It is mainly used as a reinforcement material imparting strength and
tenacity to the tyre. It also affects the wear and tear of the tyre. The tyre cord is placed
below the tyre tread, which is in contact with the road.
Carbon black
Carbon black is also petroleum by-product. It gives the black color to the tyre
8
COMPANY PROFILE
APOLLO TYRES LIMITED, KALAMASSERY
Location : Kalamassery, Cochin, Kerala
Production capacity : 80mt/day
Year installed : 1962
Total land area : 1,17,908 sq.meters
Plant area : 38595 sq.meters
No. Of employees : 1445
Major Milestones
Bias tyre manufacturing facility installed in 1962(Premier Tyres Ltd.) Technical
collaboration with M/S UNI ROYAL INC. USA
Conversion agreement with M/S APOLLO TYRES LTD in April 1995
Obtained ISO 9001 certification in October 1997
Entered in to a productivity linked labor contract from 28-04-1999
On 17th November, 2003 ATL entered into a strategic alliance with Michelin,
France for setting up a joint venture company, “Michelin Apollo Tyres Pvt Ltd”
9
COMPANY PROFILE
Apollo Tyres Ltd. was incorporated in 1972 in technical collaboration with
general tyres International Corporation USA that was owned by m/s Continental,
Germany. The corporate head office of the company is located at Gurgaon, near New
Delhi and has its registered head office in Kochi. The company has two states of art
plants at Perambra in Thrissur, Kerala and Limda in Baroda, Gujarat. Apollo Tyres Ltd. is
a raunaq group of company. The raunaq group is also associated with the following
companies
1. Bharat Steels and Tubes Ltd.
2. Universal Steel and Alloys Ltd.
3. BST Engineering Services
4. Raunaq International Ltd.
5 Universal Garments Ltd.
The first manufacturing unit of ATL is located in Perambra, Thrissur district of
Kerala, commenced commercial production of automotive tyres, tubes and flaps in the
year 1977. The company suffered cumulative loss of Rs.27.8 crores in 1977 to 1981. It
was in 1982 that Apollo formulated and put into action a series of pragmatic profit
generating policies geared towards turn around. A dynamic and prudent new management
team under the leadership of chairman and managing director Mr.Onkar S Kanwar took
over the company affairs. The objectives were redefined with emphasis on growth
through quality products and services, aggressive market penetration and expense
containments. Through this excellent effort in the year 1984, ATL wiped out entire
accumulated loss and even posted a profit of 57 lakhs. After this there has been no
looking back for Apollo.
A second plant was established at Limda near Baroda and began production in the
year1995, 17th April.
The board of industrial and financial reconstruction handed over the Premier
Tyres Ltd. to ATL and the products are made in the Apollo brand.
10
ATL also has a tube-manufacturing unit in Pune. In addition the company has the
conversion units at TCK, Calcutta, Stallion in Hyderabad, and S.kumar in Indore.
Manufacturing locations
1. Perambra, Thrissur, Kerala- truck, LCV and farm tyres
2. Limda, Baroda, Gujarat- truck, radial tyres
3. Pune, Maharashtra- tubes and flaps
4. Kalamasserry, Cochin, Kerala- truck,, LCV, ADV, farm and rear farm tyres
ADV- animal driven vehicles
LCV- light commercial vehicle
Marketing and sales management, planning, raw materials purchases including
payment, production planning and dispatches are centralized at New Delhi and the
registered office at Cocoon.
Today Apollo tyres limited are the fastest growing profitable Tyre Company in India.
The company manufactures and sells wide range of tyres, tubes and flaps (both bias and
radials). Apollo Tyres Ltd. is the number one truck and passenger tyre manufacturer in
India.
Apollo Tyres Ltd. is the first Indian Tyre Company to get the prestigious ISO
9001 certification for a tyre manufacturing facility. It is the one of the most outstanding
profit making and fastest growing tyre companies in India and the sixth fastest growing in
the world with a seven -fold growth in turnover from Rs 190 crores in the last six years
the company is the market leader in the tyre segment.
The company is also a major manufacturer of light commercial vehicles and
tractor tyres. The company produces the top brands like AMAZOR, STAR MXTT and
MILESTAR XTT, which spread quantity and quality, which are a reflection of class to
serve the necessity of the customer. Due to this amazing growth in the field of tyre
industry, the European rubber journal, considered as an international authority, has ranked
Apollo tyres as the sixth fastest growing company in the world.
11
COMPANY VISION
To be a leader in the tyre industry and a significant global player, providing
customer delight and enhancing shareholder value.
To be the preferred supplier of products and services of outstanding value,
satisfying the basic needs of the mass market through the adoption of globally
acceptable standards and continuous innovation.
To be the preferred employer in the industries we are in, by providing a
challenging work environment and adding value to our people through exposure
and shared learning.
To be the preferred business partner of all our stake holders, by providing them
with exemplary benefits and shared growth.
COMPANY MISSION
To provide good quality goods to the present and prospective customers so that
company can prosper more.
To have continuous availability of products of Apollo so that there shall not be
any shortage of goods in the market.
To give the ‘customers delight’ that is giving more than what is expected by the
customer.
Core Values
C- Care for customers
R- Respect for associates
E - Excellence through teamwork
A - Always learning
T- Trust mutually
E - Ethical practices
12
A BRIEF HISTORY OF PREMIER TYRES LIMITED
The Kalamassery unit of Apollo Tyres was earlier Premier Tyres Ltd. Premier
Tyres Ltd. belongs to the second-generation tyre industry in India, which was
incorporated on 19th October 1959 in Kerala in Kalamassery near Kochi. The foundation
stone was laid on 18th January 1960 and was established in collaboration with UNI
ROYAL NC. USA. Factory started its commercial production in May 1962 with a
production capacity of 30 MT per day and was owned by DESAI GROUP OF
COMPANIES, Mumbai. This company was set up as a joint venture between public and
private sector. During the initial stages, the company had to face several obstacles. There
was severe competition; shortage of raw materials, labor problems, etc. but after this brief
period the company performed well in 1970’s. this situation changed in 1980’s. the
company set back from 1985 to 1989 due to financial problems and consequent losses in
production and market share. The company had to declare a lockout effective from 3 p.m.
on 24-02-1993.
Government of Kerala and the board of director’s finally implemented BIFR
scheme sanctioned under section 19(3) of sick industrial companies (special provision)
act, 1985. The sick company was taken over by the m/s Apollo Tyres Ltd. And the
company reopened on 19th December 1994 as per the, orders of BIFR on lease for a
period of 8 years. According to this agreement Apollo has to give premier, lease money
of Rs 45 and a half crores in 8 years. As of now Apollo has paid much of this amount to
premier and now only Rs 1 crore and a half crore remains to be given.
13
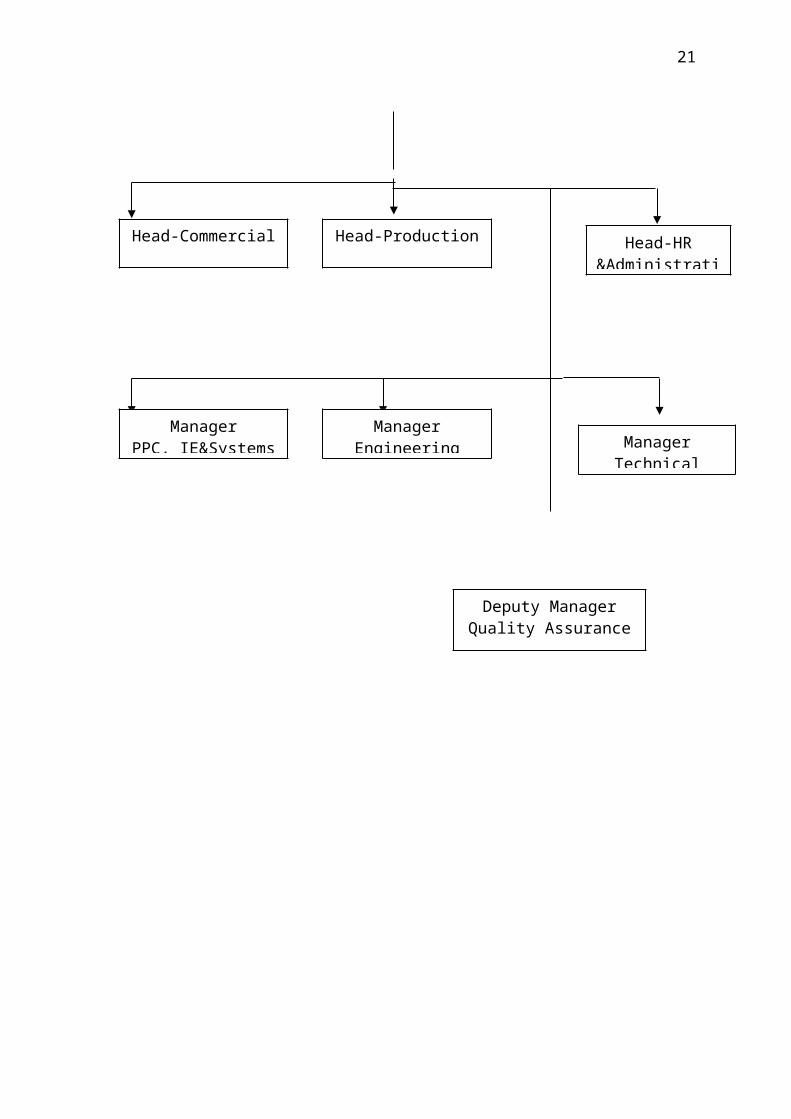
ORGANIZATION CHART
14
Head(Kalamasserry Plant)
Head – Engineering(Co-ordinator)
Head-Commercial Head-Production Head-HR &Administration
ManagerPPC, IE&Systems
ManagerEngineering Manager
Technical
Deputy ManagerQuality Assurance
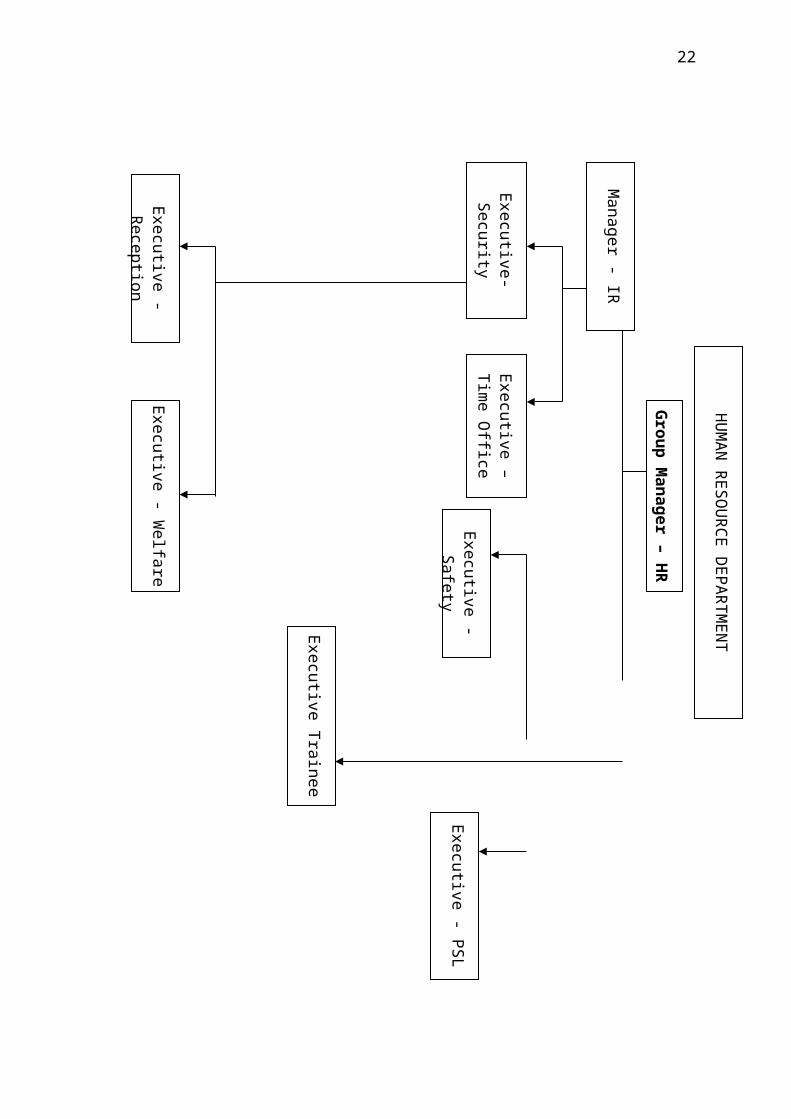
15
Grou
p M
anager – H
R
Manager - IR
Executive-S
ecurityE
xecutive –T
ime O
ffice
Executive - P
SL
Executive - S
afety
Executive T
rainee
Executive - R
eceptionE
xecutive - Welfare
HU
MA
N R
ES
OU
RC
E D
EPA
RT
ME
NT
HUMAN RESOURCE AND ADMINISTRATION DEPARTMENT
The Human Resource and Administration Department is headed by the Head HR
& Administration Department.
The company employs 1445 workers, which consist of 108 administrative staff,
801 workers, 259 badli, 137contract workers and 140 others.
The company works in 3 shifts.
The first shift starts from 7am to 3pm
The second shift starts from 3pm to 11pm
The third shift starts from 11pm to 7am
General shift starts from 9am to 5pm
The Department is mainly concerned with:
Human Resource functions
Health
Safety
Welfare
Personnel functions
Security functions
Environmental factors
Payroll
16
Human Resource Functions
The functions of Human Resource include the following:
1. Human Resource Planning
Human Resource Planning is directly linked o the long-term business plans of the
organization. The Human Resource Planning exercise is conducted annually to assess the
manpower requirements of the organization.
At the beginning of each calendar year, corporate HR interacts with each
department in each unit to collect their manpower requirements in conjunction with the
annual projected business plan.
The following factors form the basis for the manpower exercise:
o Product mix
o Optimum equipment capacities
o Existing Manpower
o Envisaged organization structure
o Comparison of actual Vs expected productivity
Keeping in mind these factors, each department is expected to make an estimation
of the human resource requirement phase wise at each location, along with the profile of
people needed and the sources from where they can be obtained. The Man Power plan
covers all levels, viz, workmen, staff, officers and managers. The total Man Power
requirement is discussed with the President/Vice-president & MD. After the form
sanction has been given, corporate HR incorporates the Manpower requirement into its
Annual Recruitment Schedule.
Job Specification
Workers: The minimum age of workers must be 18yrs and must have a minimum
educational qualification of S.S.L.C.
Executives:
o Technical- The technical staff should be a B.Tech Graduate.
o Non-technical-The non-technical staff should be CA/ICWA/MBA/MSW etc.
17
Job Description
Job description is compiled for all levels and functions in the organization once in
two years. Through this process, roles and responsibilities of various function are clearly
defined and the delegation of authority is laid down. The key result areas of personnel
are linked to the business plans of the organization and its structure. The process aims to
bring about transparent accountability at all the levels.
2. Recruitment
The recruitment function in the company is mainly done through:
Internal sources
Internal sources of recruitment includes existing or present workforce of Apollo
Tyres. When any vacancy occurs, any one within the organization is promoted,
demoted or transferred. References by the employees are also given priority. The
existing employees relatives have given priority, if they have relevant
qualifications.
External Sources
External Sources mainly includes campus selection.
According to the seniority of the existing employees they are given promotion.
3. Selection
Criterion for selection:
Workers: The workers should be physically fit and should have specified height
and weight. They are selected through interview. After a six months probation period
they are confirmed as Leave Reserves.
Technical and Non-Technical staff: For technical and non-technical staff the
selection is done through Written Test, Group Discussion and Personal Interview.
Consistency in academic performance is a must.
After selection they are appointed as Executive Trainers and after a one-year training
(with stipend) they are absorbed as officers.
18
4. Training and Development
Induction Training
New employees will be briefed about company policies, rules and regulations,
work responsibilities etc within one week of their joining. The responsibility for
imparting the induction training is with the HR department. An induction plan will be
given to all new employees and documentary evidence shall be maintained in from with
the HR department.
On the Job Training (On-going training)
On the job training is given to the regular employees of the company. The
respective Heads of the Department will identify the training needs every year for
individual employee or for a particular group of employees in their department and it
shall be communicated to HR department. Documentary Evidence shall be maintained
for management category personnel and for workmen and staff.
Training needs identification by various departments are collected and
consolidated into Annual Training Plan. The training plan will cover only those training
needs, which cannot be not at the workplace.
On the job training to employees shall be the responsibility of the Head of each
department.
With the help of Annual Training Plan, batches are formed and individuals who
are to undergo training are identified. Employees deputed for training should give a feed
back about the programme in the prescribed form.
The external persons engaged as faculty for company’s the HR department prior
to the commencement of the programme should approve training programme.
HR department shall maintain details of training undergone by each employee in
Training Card.
19
5. Performance Appraisal System
The performance appraisal system is done to
Effect promotion based on competence and performance
For improving the performance of existing managers
To assess the training and developments needs of employees
To enhance the future performance of the organization.
The company is following the principles of MBO for performance appraisal. The
appraisal is carried out using a form used for officers. The appraisal is on an annual basis
and the cycle repeats every financial year (1st April to 31st March). All permanent
employees are eligible for this review.
There are two types of Employee Development Review forms used in the
company. One is for the junior officers and above category and the other is for the staff.
The Employee Development Review form consists of :
Organizational goals
Critical attributes (planning, organizing, analyzing skills, job output, achievement
orientation, decision making etc)d
Assessment and counseling needs
Job rotation and performance.
The Employee Development review form is rated as:
Outstanding
Good
Average
Below Average
20
The rating is done by the employee himself, an appraiser and again by a reviewer.
The development review discussion is done between these three. The reviewer gives the
highest weightage for the rating and his decision is the final one.
6. Salary Administration
Salary administration is an important function HR department. The salary
structure of an employee is laid down in his appointment letter which is the most crucial
document covering all terms of his appointment in the organization.
The day an employee joins the organization, the HR department completes a
“payroll Data Sheet” for his along with the rest of his joining formalities. This data sheet
serves as advice to the account department regarding some basic details of the new
incumbents including his date of joining.
At the end of every month, the concerned HR department sends a consolidated
statement “salary advance”, giving details of new appointment, separations, transfers etc
to the accounts department, on the basis of which salary is disbursed.
Wage Period:
o Workmen - 29th to 28th of the subsequent month
o Staff - 23rd to 22nd of the subsequent month
o Supervisors and above- 01st to 31st of the month
Personnel Functions
The personnel functions include:
1. Time Office
Preparation of muster roll
Issue of punching card and monitoring the punching system.
Maintenance of leave-records
Calculations of rate of absenteeism
Over-time calculation
Preparation of Management Information System
21
2. Safety
Apollo Tyres Limited is a Major Hazardous Industry mainly because of the
storage of naphtha, LPG etc. The company has a well-defined safety policy. Company
has a full-fledged fire hydrant system within and outside the factory building.
There are 28 trained fire fighters among workers who are always available (at
least 11 per shift) and they work under the safety officer.
Fire-alarm points are provided inside every section in the factory. Automatic-
sprinkler system is provided at different locations.
Other safety aspects include:
Safety committee
Safety recommendation
Accident reporting
Onsite emergency plan
Color coding for machines in the plant
Machine guarding and proper fencing of machinery is ensured
Apollo Tyres Limited, Cochin has bagged the 2001 National Safety Council Award.
3. Security
The safety functions include the following:
Personnel security
Equipment security
Document security
Security of property
Discipline maintenance
Deployment of goods
Security against theft
General intelligence work
Liaison with police
Allotment of out pass and movement pass for workers
Allotment of visitor’s pass
22

They maintain three gateposts, namely;
1. Time office gate
2. Main gate
3. East gate
4. Welfare
Apollo Tyres Limited practices much useful labor welfare schemes, for the
benefits of its employees. All the employees have benefited very well by the schemes
followed by the organization.
Chief welfare facilities includes:
Transportation
Providing two sets of uniforms to all the employees (including stitching
allowances)
Allowances like wasting allowance, conveyance allowance, education allowances,
shift allowance, footwear allowance etc.
The workers who are engaged in the second shift get an additional of Rs.3 as shift
allowance and in the third shift get Rs.7.
Welfare department looks after the housekeeping aspects of the company.
Also looks after the welfare needs of contract workers, including canteen, loading
and unloading workers etc.
WELFARE MEASURES
1. Welfare Fund
Constitution – The fund is constituted as a Trust Ay the name of “Premier Tyres
Employees Welfare Trust”. The committee is appointed for the administration of the
fund with seven including the Chairman. The management nominates the Chairman and
two members and the remaining four members shall be elected from the employees. The
tenure of the office of the committee shall normally be a period of two years commencing
from January 1st and the members are eligible for election or re-nomination. All
permanent workers in the company are eligible to become the members of this scheme,
but officers are excluded from this scheme.
23
Contribution – All the employees contribute Rs.15 per month towards the fund and
the management contributes Rs.75 per month.
Purposes for which the fund is utilized are:
When an employee (member) retires from the company’s service on
superannuating or opts or resigns or dies while in service he/she or his/her
nominees shall be paid an ex-gratia amount from the fund.
When an employee is promoted as officer, he/she shall be paid an ex-gratia
amount from the fund.
Education awards: The committee may give award in each year two the member’s
children who secure highest marks din the examinations such as SSLC, Higher
Secondary, Plus-two etc.
In case of illness the employee who are covered by E.S.I. scheme shall not be
entitled to the benefits under this scheme. However if the committee is satisfied
that a member deserves specialized treatment, the cost of such treatment will be
reimbursed to the member from the fund on produce of a medical certificate from
the concerned medical officer and medicine bills verified by him. The committee
shall have the power to advance any amount in deserving cases for such
specialized treatment. The bills when produced before the committee shall be
scrutinized and if found genuine, the payment shall be made.
The committee shall give additional benefits to the employees suffering from
diseases requiring prolonged treatment like TB, Cancer, Leprosy, Heart diseases
etc.
2. Canteen Facility
A canteen is provided within the factory premises, which is run on a contract
basis. There are 48 workers who are employed in the canteen, They are entitled to the
wages and other allowances decided by the management.
The canteen works on all seven days and 24 hours a day.
3. Transportation Facility
The company operates bus service for the benefit of the employees working in the
2nd and 3rd shift. The company operates a bus service Thoppumpady and to Paravoor.
24
4. Insurance Scheme
Premier Tyres Employees Medical Benefit Scheme
A committee of 8 members, consisting representative from employees and
management manages the scheme. The executive welfare of the company is the secretary
of the committee.
The permanent workers and staff of the company who are not covered under ESI
scheme are covered under this scheme. A monthly contribution of Rs.32 from employees
and Rs.75 from the management is the source of this fund. Family members consist of
father, mother, spouse and children are covered under this scheme.
Employee should report to the medical section with seven days of starting
treatment and obtain claim form, should be returned with 3 months.
Mediclaim
This is an Insurance Medical Scheme of m/s New India Assurance Co. Ltd.
Employees who have opted for mediclaim are eligible for medical expenses incurred in
connection with inpatient treatment. The insured employee, spouse and children are
eligible to cover under this scheme. A premium of Rs. 167 per head is payable to become
member. For inpatient treatment, a maximum of Rs. 15000 can be reimbursed under this
scheme.
Group Personal Accident Policy
As per this policy, if any person meets with and accident inside the factory
premises, the company shall refund the whole of the medical expenses incurred by the
person including the loss of earnings suffered by him. This scheme is also a medical
scheme of m/s New India Assurance Company Ltd. All the permanent employees, not
covered under the ESI scheme are members of this scheme.
Group Savings Linked Insurance Scheme
As per this scheme, every employee contributes a certain amount during his
period of service so that at the time of retirement, a lump sum is made to him or her.
25
5. First Aid Center
Here the services of the company medical officers are available, which is as per
the statutory requirement. He usually attends to small cuts, burns, pains etc and if
workers need further medical attention, they are referred to nearby hospitals. Eleven
trained first aiders function under him and they will be available in all the three shifts.
INDUSTRIAL RELATION
The company has a standing order
It has a well-defined grievance procedure for handling grievance at the shop floor
level. It applies to employees in the unionized category.
Methods
If a workman has any grievance arising out of his employment to be redressed he
must place the same before his immediate superior as soon as possible. If no satisfactory
answer is received or no reply within 48 hours of the presentation of the complaint is
received, he must institute the formal grievance procedure as follows:
o Present a written statement to the department head through the proper channel.
The department head shall investigate the matter and give a reply in writing within
3days.
o If the worker is not satisfied with the decision of the Head of the Department or
fails to receive an answer within the stipulated time, he may submit his grievance
to the Chief Executive.
o The Chief Executive will arrange for an investigation by the officer of Personnel
Office. After receiving his report the Chief Executive will give his reply as far as
possible within seven days from the time the case is presented to him, and the
Chief Executive shall consider his decision unless the above procedure has been
carried out. No grievance that has not been presented within a week of its
occurrence will be considered.
o Matters for collective bargaining that affect group of individuals will be taken up
by Trade Unions. The representation of the Trade Unions will be replied or
grievance redressed and intimated to the union by the Personnel Department either
26
verbally or in writing depending on the cases. Register for recording grievance
redressed of employees is to be maintained by respective department heads. Files
containing representation made by unions and the reply given should be recorded
and maintained by the personnel department.
Trade Unions
Premier Tyres Workers Union (INTUC)
Premier Tyres Employees Union (CITU)
Premier Tyres Workers Association (Independent)
27
PR
OD
UC
TIO
N P
LA
NN
ING
CO
NT
RO
L &
EN
GIN
EE
RIN
G D
EPA
RT
ME
NT
Group M
anager
Executive
System
s
Executive
I E
Executive
Executive(3 nos)
Executive
Production P
lanning
Executive(4nos)
28
PRODUCTION PLANNING AND CONTROL DEPARTMENT
The production planning and control department plans and controls the production
process of the plant. The planning department plans the production schedule for a certain
time and gives it to various departments. The planning is done based on the monthly
production ticket given from corporate office. The corporate office sends the production
tickets for each type of tyre for a month. The department divides the monthly production
ticket to daily production schedule for each department and distributes it.
Duties and responsibilities of Section – in – charge
Fixing monthly production ticket
Meeting production target
Scheduling of machines
Developing subordinates
Preparation of raw materials requirements based on monthly production ticket
Communicating organizational goals down the line.
Duties and responsibilities of Shift– in – charge
Prepares, adjust and issues schedules of different operations based on programme,
inventories, progress of work and specifications.
Follow up progress of work in all section, reports relevant details and assists to
maintain steady progress of work.
Takes physical inventories of all semi-finished goods and raw materials.
Maintain records of theoretical and physical inventories.
Reports shortages, rejections and delays in operation and take corrective action.d
Collect and combines production data from various sections and prepares various
reports.
Keeps records of non-moving materials, unidentified materials, salvaged materials
and scrap generated, obtain disposal instructions and reports follow up action.
Assist to clean up materials.
Ensures that no material is left over when size change occurs.
29
INDUSTRIAL ENGINEERING
Industrial Engineering is concerned with the design, implementation and
installation of integrated system of men, material and equipments. It is concerned with
the work related to the welfare of the workers. The function of the department is to design
and estimate the pay scale for each and every laborer in the industry.
Function of the Department
Conduct work-studies, improvement studies in various equipment and
fixation of norms.
Capacity calculation in various equipment from time to time consequent to
various changes.
Design, implementation and follow-up of incentive schemes in various
zones.
Planning and assessment of manpower requirement in various departments
periodically
Studying plant layout and material handling systems and suggesting for
improvements.
Explore the possibilities of capacity expansion and prepare the project
reports.
Negotiations with unions regarding various issues like incentive schemes,
productivity, and expansion and labor issues.
Prepare budgetary planning for capital and cash flow requirement.
Prepare documents for long-term settlement/bonus settlement etc and
represent the management in the meetings with unions/labor department.
Visit other industries for getting information regarding long term
settlements, methods, practices and other new developments.
Conduct daily audit on manpower, productivity, lost time, scrap details,
absenteeism etc.
Total productive maintenance.
30
31
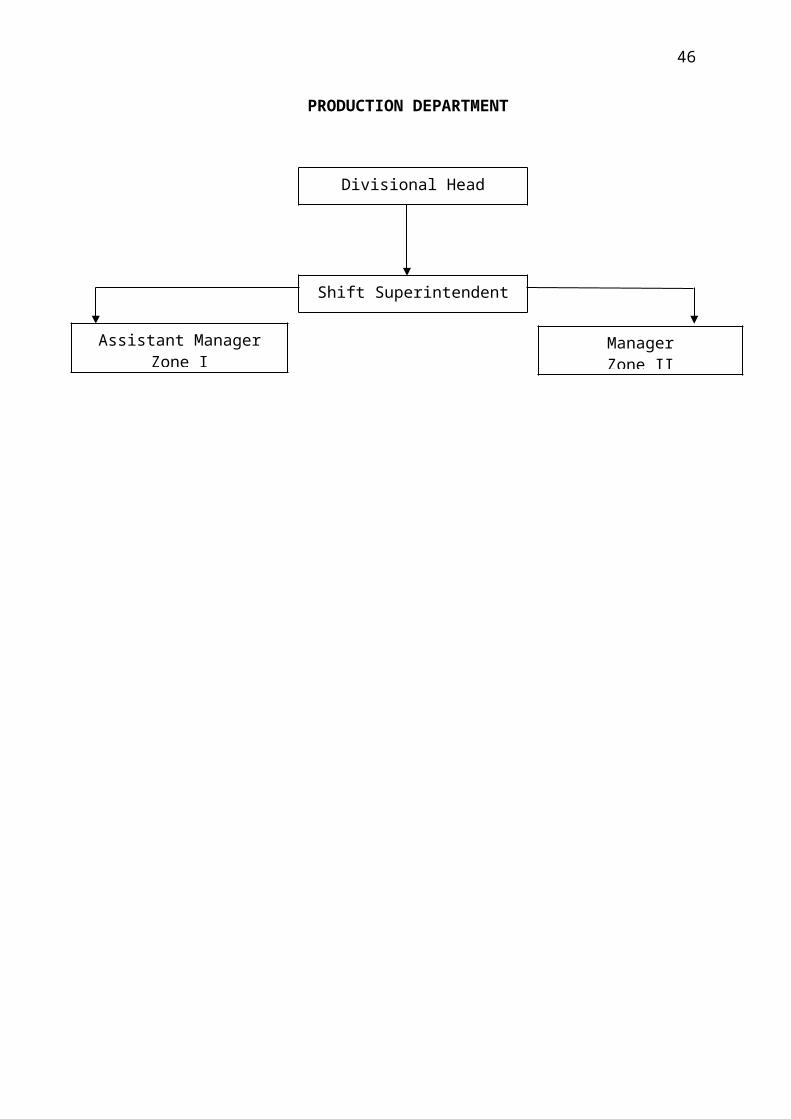
PRODUCTION DEPARTMENT
Divisional Head
Shift Superintendent
Assistant ManagerZone I
ManagerZone II
32
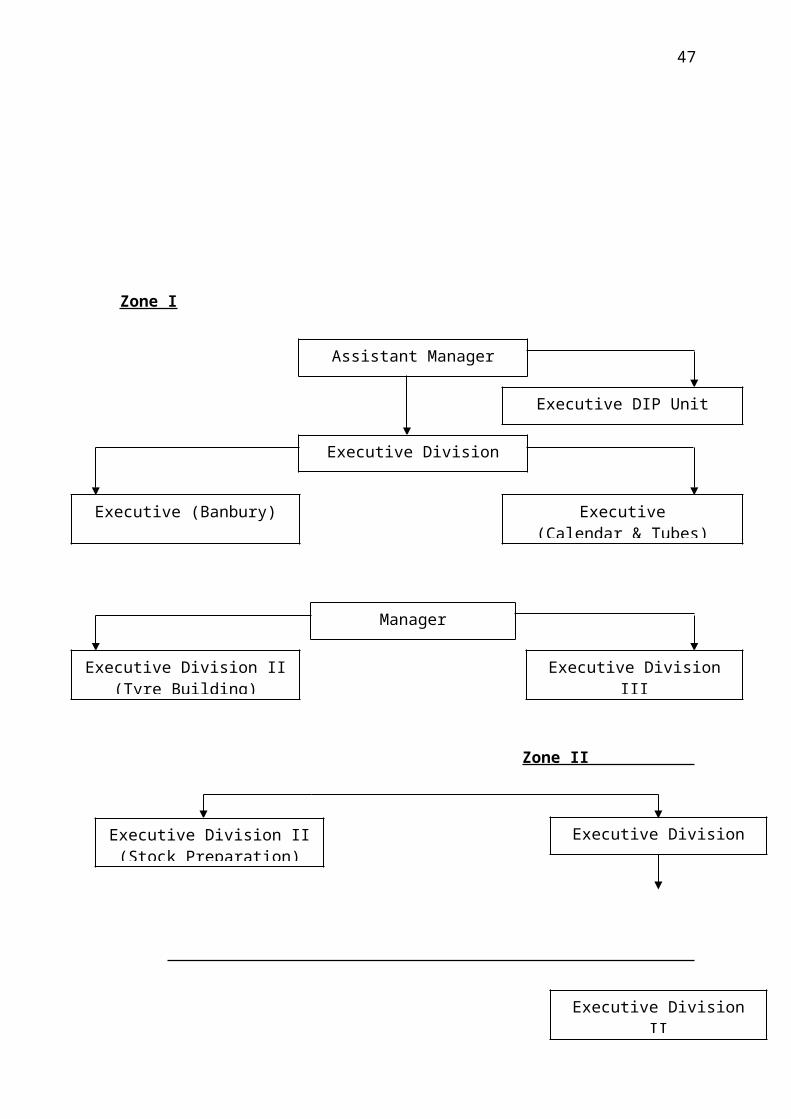
Zone I
Zone II
Assistant Manager
Executive DIP Unit
Executive Division
Executive (Banbury) Executive(Calendar & Tubes)
Manager
Executive Division II(Tyre Building)
Executive Division III(Curing/Air bag)
Executive Division IIIExecutive Division II(Stock Preparation)
Executive Division II(Tyre Building)
33
PRODUCTION DEPARTMENT
Production department in Apollo Tyres Ltd is divided into two zones. Zone 1
consists of Banbury, extruders, and ca1 dip. Zone-2 consists of stock preparation and tyre
building.
Production department is divided in to 3 shifts for workmen. The total plant
capacity is 80 mtl day. Every month end production intends are obtained from marketing
department of Apollo Tyres Ltd from Delhi stating how much tyres are to be produced
next month. Based on that tyres are produced.
Procedure for Organizing Production
1. PP Section prepares shift wise schedules.
2. Production receives shift wise schedule from PP at the beginning of the shift.
3. Areas where PP is not issuing shift wise schedule, the same will be decided by
production section offices, depending the requirement of consuming section.
4. Depending on the availability of manpower, machine and materials, the
production offices, in oral consultation with PP, shift Superintendents and
division head modifies the schedule whenever required.
5. For division I, at the beginning of the shift, the schedule is issued by P.P.C for
Banbury, Calendar, Recoat Calendar and extruder. For Banbury PPC schedule
may be modified by the concerned offices considering the processes limitation
machine condition and availability of crew.
6. In stock preparation P.P.C issues the schedule are issues the schedule for
HBC, VBC and bead coiling, these schedules are issue by the officer to the
concerned section. For lamination, band building. Bead preparation and fabric
slitter, the concerned section officer decides the schedule depending on the
requirement of the consuming section.
7. In type building, the P.P.C. issues priority schedules for all the 3 shifts. The
concerned officer deploys the workman depending upon the availability of
men, machine, and material.
8. For tyre using section, the moulds are positioned as per instruction from P.P.C.
The production is carried out depending up on the availability of green tyres.
34
9. For F.P unit, PP section issues the schedule on the previous day of production.
This schedule is followed by the production new and if there is any change, it
be intimated to PP section.
10. At the shift end, the Production section officer records all production
details,time details, crew attendance, machinery condition, quality points and
communication in the logbook.
11. The shift officer forwards a consolidated report of the whole section to
division head or superintendent.
Manufacturing Process
Compound mixing
Dipping
Fabric calendaring
Extrusion (tread/sidewalls/filler)
Stock preparation
Bead preparation
Tyre building
Tyre curing
Airbag/bladder curing
Banbury - Process Description
Approved raw materials come to the first floor of the Banbury from raw material
stores chemicals are pre-compounded before mixing in Banbury. Carbon bags available in
bags of 25-kg net weight. Oil compounding is done by oil changing system.
Polymers issued to first floor are given to the bale cuter for cutting before
weighing. They are used either for mastication or mastic batch mixing. Master batches are
used for the final batch mixing; continuous sheets of master batches are fed to the loader
and weighed in the conveyor balance before mixing in Banbury. Follow FIFO principle
for all materials. The complete routes of r/m are shown in flow chart. Banbury –processes
1. Bale cutting
35
2. Chemical compounding
3. Rubber and oil compounding
4. Carbon compounding
5. Mixing
6. Batch off and cooling
7. Stacking
8. Banbury cleaning
9. Refining of compounds
Extrusion
It is the process by which the rubber compound is given a definite continuous
shape such as the tread and sidewall. The rubber compound of suitable thickness is
prepared by using small 2- roll calendar. It is applied to the bottom side of the tread and is
called as the tread cushion. The continues profile is then cooled and cut to required
length, which is used in the assembling of the tyre at the tyre building stage. Just
changing the dies makes the different treads and sidewalls.
Fabric Dipping
The raw nylon fabric, which forms the structural backbone of the tyre, has very
adhesion to the rubber compound and has poor dimensional stability. During the dipping
process, the fabric is stretched which increases the dimensional stability. For heating
purpose LPG is burned in a chamber. An adhesive coating is also applied to the surface of
the fabric to improve adhesion. The coating is given by dipping the stretched fabric. In a
chemical mixture of caustic soda, formaldehyde, water, and resorcinol. The later is a
mixture of ammonia latex and water.
Fabric Calendaring
Fabric calendaring is the process where in dipped tyre cord fabrics and square
woven chafes fabrics are coated in both sides. With rubber compounds by skin operation.
Machines used for this purpose are 3-roll calendar and various accessories mentioned in
the flow chart.
The required rubber compound is properly warmed in break down/blender and
food mills and fed the calendar roll nips to form & smooth film on roll no.2 (middle roll).
36
To achieve a smooth film and to obtain smooth calendaring, the calendar rolls are set at
desired temperature. Once the film formation occurs on the middle roller, the dipped
fabric is passed through the nip between the middle roll and bottom roll to get the rubber
compound coated to one side of the fabric. The roll temperature, nip setting, pre and post
calendar tensions are properly mentioned to achieve specified gauge and balance of the
calendered fabric. The width and cord distribution of the calendered fabric is monitored.
The one side coated fabric coming out of the calendar is cooled by passing over the
cooling drums plant water temperature is maintained as per specification. The excess gum
on both edges of fabric coming out of the calendar is trained off with training knives.
This looked fabric is wound over the shell along with the liner. This one-coated
fabric is taken to the left off to calendar the other side of the fabric. The fabric after
coating both sides is cooled by passing over the cooling drums and wound over the
metallic skills along with the polypropylene multi filament liner.
These rolls are properly identified using identification tag and are racked on
storage racks. The liners after the rolls are cut, are properly wound on metallic shells and
then only used for further processing.
Squeegee Preparation
In addition to fabric calendaring, Squeegee preparation also can be done in the 3-
roll calendar fabric as and when required. The required compound after proper warning
up is fed in to the nip of the calendar rolls 1 and 2 and allowed to form a smooth band on
roll 3. This band is then cut and wound on liner with the help of a wind, up stand placed
at the let off side of the calendar. The width and gauge of the squeegee is adjusted
according to specification. The completed rolls are then identified using identification tag
and transferred to storage area.
37
Preparation of squeegee sidewall and bead strips.
Squeegee, the sidewalls and bead trips are calendered in the 3. roll Recoat
calendar. The required compound after proper warming up is fed to feed mill and then in
to the nip of the rolls 1 and 2 and the stock is allowed to band on roll 2 of Recoat
calendar. This band is then cut and is allowed to pass below roil 3 to he conveyor. The
required width of the product is obtained by setting the knife at the back of the calendar
and the gauge is adjusted by adjusting the nip of the calendar. The sidewall and bead
strips are calendered in pairs. Proper temperature is maintained for rolls 1 and 2 using
steam and for the bottom roll cooling water is used for cooling.
Squeegee is wound to the liner in the first conveyor and is identified using
identification tag and transferred to the storage area. Sidewall is cooled by passing
through cooling water in the cooling conveyor. After blurring off the water, the sidewall
is rolled to the liner in the booking conveyor. It is identified using identification tag and
transferred to the storage area bead strip are passed though soap solution tank. From there
it is fed to a standing conveyor after passing through a set of rollers. Strips are collected
in bins and transferred to the storage area after proper it using identification tags.
Treads and Sidewalls
The approved and specified compounds are broken down in the break down mill
and are then passed to the feed mill. From the feed mill the compound is then fed to the
extruder at specified strip width and gauge.
From the calendar, he compound comes out through the die as a continuous
extrudate in the specified contour. Then the take away conveyor carries the tread. After
that the tread passes through a shrinkage conveyor and a linear scale, which serves as a
guideline for the operator to get the correct weight at the booking. The shrinkage meter is
allowed to roll over the tread. Specified polyethylene sheet is applied to the bottom side
of the tread before it enters the linear bottom by a set of pressure discs. The tread is given
code printing for proper identification. The tread is then cooled b passing it through the
cooling conveyors filled with chilled water sprays. After cooling treads are cut to
specified length at the specified skive angle. Then the treads are measured for dimensions
and weight. The treads conforming to the specification are booked in leaf trucks.
38
The procedure for extrusion of the sidewall is similar to that of tread extrusion
with the following difference. Sidewalls are extruded as a pair except for higher width
sidewall, which is extruded in single and identified, with identification tags those
conforming to specifications.
Stock Preparation
1. Bias cutter operation
Bias cutting is the process where the calendered fabric is cut to specified width
and angle and spliced together at ends to form a continuous layer. They are then wound in
liners. Wider plies, passenger plies and break plies are cut in horizontal bias. Passenger
and break plies are also cut in vertical bias and also chafer and flip.
2. Lamination
Lamination is the process where cut plies are applied with drum squeegee of
specified gauge and width.
3. Breaker lay up
Breaker lay up is the process where breaker plies are assembled.
4. Chafer lay-up
Chafer lay-up is the process where the chafer cut plies is spliced to form a
continuous layer.
5. Flipper layer
Flipper cut plies are spliced to form a continuous layer.
6. Linear rewinding
Linear rewinding is the process where empty liners collected from different
sections are rewound properly in the rewinding machine for further usage.
39
Band building
Where different plies and squeegees are assembled in the form of a band for using
in band type tyre building machines.
Bead Building
Bead room activities consists of four operators.
1. Bead coiling/winding
Bead coiling/winding where the bead wires are formed in to flap layer having
specified number of wires, then insulated with rubber compounds and then wound to the
specified diameter and number of terms.
2. Bead painting
Bead painting is the process where coiled beads are printed.
3. Bead apexing
The apex is extruded through a die fixed on the head of an extruded the base of
the apex is applied and consolidated over the outer circumference of the coiled bead
passing through a disc roller of the apexing machine.
4. Bead flipping
Flipper is a calendered fabric of specified width and angle. This is wrapped
around the apexed bead using the flipping machine.
Tyre building
In tyre building, building components are assembled on a drum of specified width
for the respective tyre as per specification to a get a green tyre. In tyre building, the
following components are used.
1. Plies with or without squeegee
2. Bead with or without appearing/flipping
3. Breakers
4. Chafer
5. Tread
6. Sidewall
40

Tyre curing
OK green tyres shall be painted inside and outside of the tyre, serial no issued to
operators in each shift and issue details are entered in the register.
The green tyre in the storage area will be audited every monthly and the details of
the same will be entered in the format. As per finding in the audit necessary actions will
be initiated for following agency of green tyres. Any over aged green tyres will be
disposed off as per production procedure for control of non conforming products prepared
tyres shall be issued for the specified time in curing presses. After the curing cycle is
completed the nylon tyres shall be subjected to post inflation for the specified time
Air bag/bladder curing
Bladder and air bag consists of following operations
1. Bladder slug preparation
Where the bladder slugs are cut to skived and spliced and pores heated before they
are used.
2. Bladder curing
Where the prepared slug is cured in the warmed up bladder mould, for the
Specified cure time.
3. Air bag building and curing
In building operation, the extruded green airbags are cut, skived and bend to shape
and spliced as per the specification of the required bag size. In curing operation, the build
air bags after the aging time is cured in the respective moulds in the curing presses for the
specified curing time.
4. Shaping tube building & curing
In this operation, shaping tube used for shaping green air bags is built and cured.
41
Procedure for final finish operations
Trimming finished Tyres
Inspection of finished Tyres
Buffing of defective tyres
Repair of defective tyres.
Re serialing of repaired tyres
Ware housing of finished tyres
Scraping of finished tyres
42
TECHNICAL DEPARTMENT
Technical department is a virtual production department as it involves with every
aspect of tyre production. The responsibilities of this department include:
To inspect and correct, if necessary all production activities going in the plant
To ensure the properties of in process products during various processes.
To stop production if there is any unconformity found during analysis.
To make appropriate changes in production process and specification if necessary.
To manufacture test tyres.
Technical department is divided into:
Compounding department
Tyre engineering
Compounding department holds all the specification concerned with compounding
and ensures all processes as per specification.
Tyre engineering department holds the specification concerned with building and
curing. They can make any change in the specification as required. They conduct
various tests on the final production.
43
Qu
ality Assu
rance D
epartm
ent
Associate M
anager(P
rocess & finished product A
udit)
Group M
anager
Shift in charge
(6 nos)E
xecutive(F
inished product bought out)
Executive- S
tatistics
Executive
(Lab in charge)
Executive(8 nos)
44
QUALITY ASSURANCE DEPARTMENT
The function of Quality Assurance Department is to inspect all the processes in
the plant and ensure that the in process products moving from one division to another is
confirming to the specification, so that defective items will not transferred to next
process, so that the wastage of material, money, time etc can be prevented. All the raw
materials from raw material stores is issued for production only after getting clearance
from Quality Assurance. Quality Assurance have the authority to hold the in process
product, if any unconformity is obtained in tests. Various tests done in Quality Assurance
department are random rheostats test, specific gravity test, compound tensile test,
viscosity test, cord per test etc.
The Importance of Quality in the tyre manufacturing system at Apollo
Quality is seen as an approach to improve the effectiveness and flexibility of an
organization. The Apollo only through the Teamwork possible achieves this participation
and communication are the key words in the process of Quality.
To maintain good Quality product the Quality Assurance department plays an important
role. The main activities are:
Raw material check
B. Process
1. Release test (Lab)
2. Non release test
3. Plant Quality Rating
4. Held up Materials
5. Green Tyre defects and scrap
6. Cured Tyre defects and scrap
45
C. Product
1. Cut Tyre rating
2. Finished Tyre Audit
3. Reliability tests
4. Tube and flap Audit
D. Quality Engineering
1. Machine Capability
Quality System
Company’s quality management system comprises the totality of the quality
related functions of all departments that are needed to achieve the stated policies and
objectives and to acquire the confidence of the customers and is structures with emphasis
on prevention and improvement orientation.
Top management and Management Representative both at corporate and unit
level, with the involvement of all heads of department are responsible to develop,
implement and maintain the quality system that are required to assure the desired quality
of product and service.
The quality documentation follows a 5-tier setup, the quality manual being the
apex document. The quality manual is the main document stating the policies and
principles of the quality system in use. Next level is system procedures issued by
corporate M.R., which describes broad guidelines to units for ensuring uniformity in
quality system. Other supporting levels of documents that are issued from the units
include departmental procedures, work instructions/process specification/visual control
systems and records, each level becoming progressively more detailed.
46
COMMERCIAL DEPARTMENT
Commercial department is mainly concerned with financial activities and the
supply chain function. The financial functions are payroll, general account, costing etc
and the purchasing of raw materials and warehouse constitutes the supply chain functions.
All the functions are headed through group managers.
Purchasing of spare parts, production consumables and general engineering items
are obtained through the purchase request to the purchase department. The raw material
stores sends the purchase requisition to the purchase department. The re-order level for
each item is determined and whenever it reaches this level the requisition will be send to
the purchase department. The raw materials stores releases the materials on the request
from the production planning department.
47

FINANCE DEPARTMENT
Capital Structure
Capital structure of the Apollo Tyres Limited consisted of share capital,
debentures and short-term loans. The authorized share capital of Apollo Tyres is
4,80,00,000, equity share capital of Rs.10 each and 2,00,000 preference share of Rs.100
each. The issued, subscribed and paid up equity capital of the company is Rs.38.33
crores. The debenture and long term loans amounts to Rs. 262.66 crores.
as on as on
31-mar-10 31-mar-09
(Crores) (Crores)
Authorized share capital:
4,80,00,000 equity share capital of Rs.10 48.00 48.00
2,00,000 preference share of Rs.100 2.00 2.00
50.00 50.00
Issued, subscribed and paid up
383,37,977(36315477)
Equity share capital of Rs.10 each 38.33 36.31
Add: Forfeited shares .01 .01
38.34 36.32
48
Financial Performance of Apollo Tyres Limited during the year 2010-11.
as on as on
31-mar-10 31-mar-11
(Crores) (Crores)
Sales and other income 2320.34 2027.01
Profit before depreciation and tax 148.95 183.27
Less: Depreciation 43.72 33.36
Provision for tax – Current 20.40 47.07
Provision for tax – Deferred 14.41 (.56)
Profit after tax before exceptional items 70.42 103.40
Exceptional items:
Additional Excise duty written back -- (40.01)
Provision for diminution in the value of investments -- 23.39
Net Profit 70.42 120.02
Add:
Debenture redemption reserve written back 7.53 23.63
Provision for dividend on share written back 1.87 --
Surplus brought forward from previous year 90.56 46.21
Profit available for appropriation 170.38 189.86
49
The financial year ended 31st March 2004 saw sales from operation rise to an all
time high of Rs.2314.31crore as against Rs.2025.62crore during the previous year,
registering a growth of 14.25%.
Net profit after providing for interest, depreciation for current tax amounted to
Rs.70.42 crores, as against Rs.120.02 cores during the previous year.
The year also saw an increase in raw material cost, which could not be fully
absorbed by the increase in selling prices. By achieving higher production, enhanced
operating efficiencies, better working capital management, aggressive marketing policies
backed by a highly motivated sales team and overall cost reduction measures, the
company is able to maintain its performance
50
CONCLUSION
The aim of the performance appraisal system is to inform the employees about the
quality of his or her performance. At Appolo Tyres (P) Ltd., it is encouraging that the
overall attitude towards appraisal systems is positive from both employees and
management. The functioning of the performance appraisal system is found to be
effective at this organization. This can be attributed to the efforts of the organization to
create awareness and the periodical conduct of appraisal.
The employees have fairly good awareness and perceive the prevailing appraisal
system to be effective. Realizing the significance of a flawless appraisal system, to further
strengthen the present system, appraiser – appraise joint appraisal, appraisal interview,
open appraisal, periodical evaluation of appraisal systems reviewing appraisals, etc are
suggested. One of the best ways to appreciate the purpose of the performance appraisal is
to look at it from the different viewpoints of the main stakeholders: the employees and the
organization.
51
BIBLIOGRAPHY
Personal Management – Edwin B. Flippo, M.C. Graw Hill Company, 2nd
Edition, 2010.
Human Resource Management – Shashi K. Gupta, 1st Edition, 1998.
Personal Management and Industry Relation – Prof.P.C. Tripathi, All India
Publishers, 5th Edition, 2004.
Management of Human Resource – Lallan Prasad, Sterling Publisher’s
Private Limited, 2nd Edition, 2008.
WEBSITES
www.google.com
www.apollotyres.com
52