the partner foundries - wagner-sinto.de · the company was established in laasphe by georg müller...
TRANSCRIPT

THE PARTNER FOR FOUNDRIES

The company was established in Laasphe by Georg Müller
and Heinrich Wagner under the name of Müller & Wagner
as a factory for foundry machinery.
After demolition in the year 1945, the restart followed
under the name of Heinrich Wagner.
In the year 1975, the sales company for vacuum moulding
plants, Wagner Sinto, was set up. The association with
the SINTOKOGIO Group, the largest manufacturer of
foundry machinery worldwide, was realized in 1983.
Facility Amalienhütte
COMPANYHISTORY

■ Analysis, Consultancy
and Project Planning
■ Design Engineering
■ Mechanical Manufacture
■ Internal Performance Test/
Pre-Assembly
■ Installation at Customer’s Site
■ Training and After Sales Service
. . . the Partner for Foundries
hws is a member of the worldwide SINTOKOGIO Group,
Japan, and is today a leading manufacturer of moulding
machines and related products for lines manufacturing
high-quality moulds for foundries.
Our facilities are located in Bad Laasphe. Departments for
administration, development and design, assembly of
moulding machines and lines and for the associated
hydraulic and electric equipment are all distributed between
three building complexes at this location.
Our branch works “Amalienhütte”, not far from the main works,
comprises the machine shop and fabricating department.
Complex welded structures are produced and machined
using modern CNC-controlled machines. The sawing centre,
integrated into this plant, operates fully automatically.
OUR RANGE OF ACTIVITIES
The mastery of these single activities forms the basis of the excellent
reputation that our company enjoys in the foundry industry.
As a result, this means for the customer that he can rely on the
quality “Made in Germany”.
On the basis of their experience gained during decades,
hws engineers and experienced specialists in the fields of design
and installation guarantee operational reliability and steadiness
of the equipment supplied and installed.
The know-how acquired in the development,
manufacture and commissioning of meanwhile more
than 500 plants worldwide provides the guarantee
of hands-on experience and competence.
hws attaches great importance to designing and
manufacturing all subassemblies, e.g. steel structure,
hydraulic parts and cylinders, switch cabinets,
controls, in-house.
This involves that the quality remains under one
umbrella; customer-specific requirements can be
realized directly and without delay.
Our well-trained service personnel may be at
customer’s site with flexibility and a short reaction time.
In addition, our control provides the possibility of a
remote diagnosis in order to further reduce possible
waiting periods.
WIDE-RANGINGCOMPETENCE

. . . the Partner for Foundries
Since 1983, hws has been designing SEIATSU moulding machines
and plants. The SEIATSU air-flow squeeze moulding process has
constantly been developed and permits perfect moulding quality.
The range of the excellent castings as to quality reaches from the
simple component and hydraulic castings up to sophisticated
automotive products.
TECHNOLOGYFOR PERFECT CASTINGS
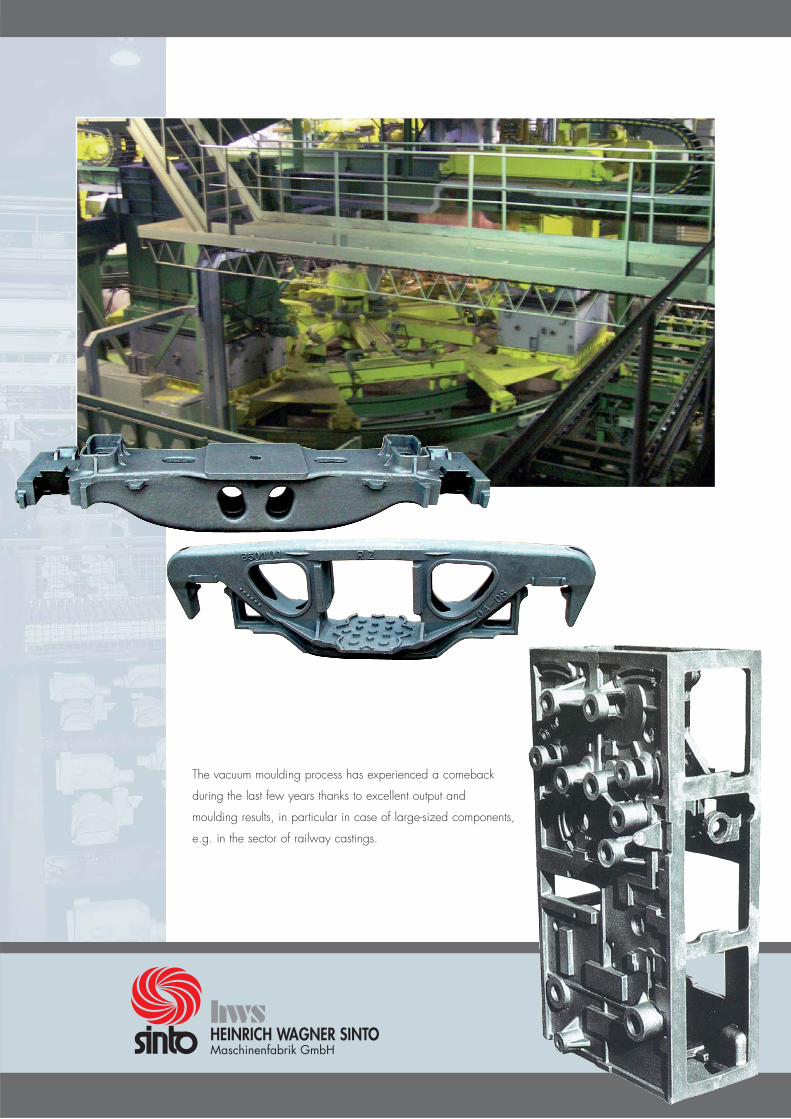
The vacuum moulding process has experienced a comeback
during the last few years thanks to excellent output and
moulding results, in particular in case of large-sized components,
e.g. in the sector of railway castings.

The flaskless moulding machine type FBO produces high-quality
castings and is -thanks to its compactness- ready for production
within a minimum period of time after installation and operators’
instructions.
For an optimum mould filling, hws has been
developing automatic pouring machines the
advantage of which is that temperature,
flow rate and quantity of melt are precisely
controllable and, most notably, repeatable.
Besides other advantages, this fact guarantees
homogeneous casting features in the batch
production.
. . . the Partner for Foundries

Type HSPPattern-draw moulding machine (pin or roller lifting)with pattern turntable for the production of cope anddrag moulds, equipped with flat squeeze plate orwater cushion. Sand filling by hopper discharge belt.Moulding box handling manually on roller conveyorsor with lifting appliance. Turnkey machine with integrated hydraulic system and electronic control. Moulding box Output approx.
Inside sizes mm complete mouldes/hr
500 x 400 40
1000 x 800 15V
V
Type HSP-DLowering moulding machine with pattern turntable forthe production of cope and drag moulds, equippedwith flat squeeze plate or water cushion. Sand filling by hopper discharge belt or batch hopper. Mouldingbox handling by hydraulic cylinder on roller conveyors.Turnkey machine with integrated hydraulic system and electronic control. Moulding box Output approx.
Inside sizes mm complete mouldes/hr
500 x 400 70
1250 x 1000 20
Type DAFM-SLowering moulding machine with pattern roller conveyorfor the production of one mould half each, equippedwith flat squeeze plate or multi-ram press. Sand fillingby hopper discharge belt or batch hopper in front of the machine with possibility of manual intervention.Moulding box handling by means of hydraulic cylinderon roller conveyors. Moulding box Output approx.
Inside sizes mm complete mouldes/hr
1000 x 800 50
2500 x 2000 10
V
V
V
V
Type DAFM-SDLowering moulding machine with pattern turntable for the production of cope and drag moulds, equippedwith flat squeeze plate, water cushion or multi-rampress. Sand filling by hopper discharge belt or batchhopper in front of the machine with possibility of manual intervention. Moulding box handling by meansof hydraulic cylinder on roller conveyors. Moulding box Output approx.
Inside sizes mm complete mouldes/hr
500 x 400 100
1250 x 1000 50V
V
SEIATSUMOULDING MACHINES
. . . the Partner for Foundries
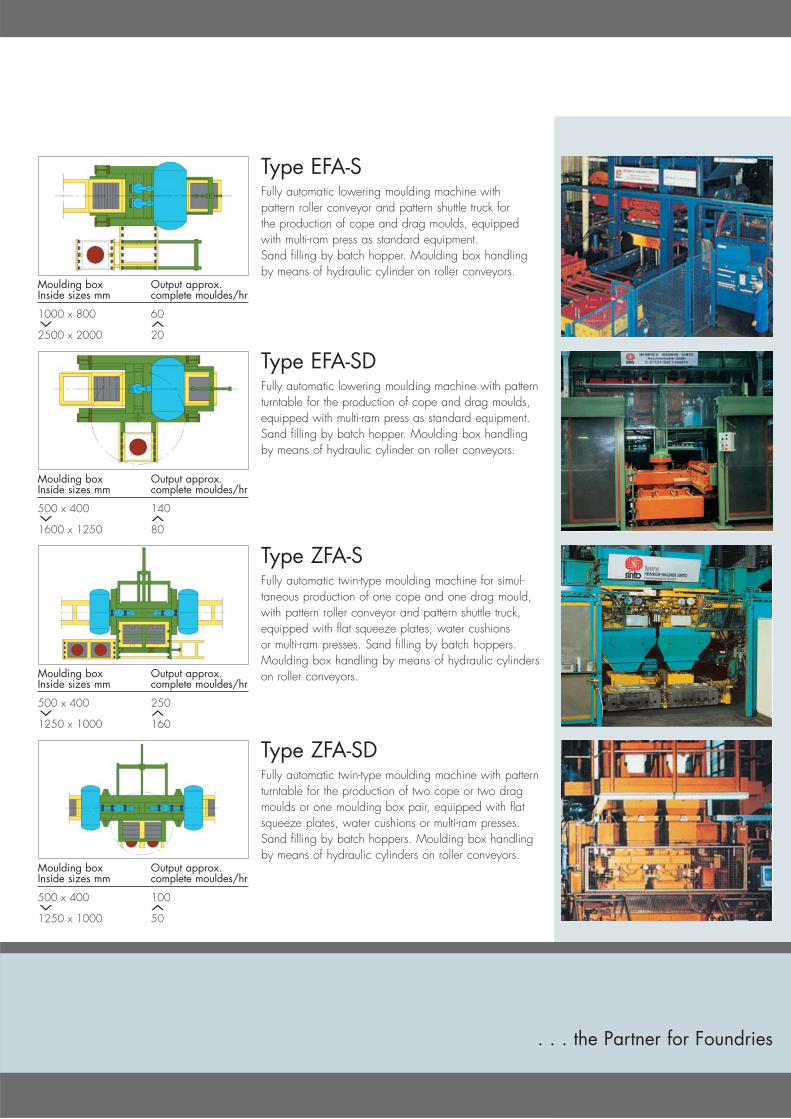
Type EFA-SFully automatic lowering moulding machine with pattern roller conveyor and pattern shuttle truck for the production of cope and drag moulds, equippedwith multi-ram press as standard equipment. Sand filling by batch hopper. Moulding box handlingby means of hydraulic cylinder on roller conveyors.
Moulding box Output approx. Inside sizes mm complete mouldes/hr
1000 x 800 60
2500 x 2000 20V
V
Type EFA-SDFully automatic lowering moulding machine with patternturntable for the production of cope and drag moulds,equipped with multi-ram press as standard equipment.Sand filling by batch hopper. Moulding box handlingby means of hydraulic cylinder on roller conveyors.
Moulding box Output approx. Inside sizes mm complete mouldes/hr
500 x 400 140
1600 x 1250 80
Type ZFA-SFully automatic twin-type moulding machine for simul-taneous production of one cope and one drag mould,with pattern roller conveyor and pattern shuttle truck,equipped with flat squeeze plates, water cushions or multi-ram presses. Sand filling by batch hoppers.Moulding box handling by means of hydraulic cylinderson roller conveyors.Moulding box Output approx.
Inside sizes mm complete mouldes/hr
500 x 400 250
1250 x 1000 160
V
V
V
V
Type ZFA-SDFully automatic twin-type moulding machine with patternturntable for the production of two cope or two dragmoulds or one moulding box pair, equipped with flatsqueeze plates, water cushions or multi-ram presses.Sand filling by batch hoppers. Moulding box handlingby means of hydraulic cylinders on roller conveyors.
Moulding box Output approx. Inside sizes mm complete mouldes/hr
500 x 400 100
1250 x 1000 50V
V
Capacity and dimensions
Type Ladle content Dimensions (mm)(kg) X Y Z
P-10 (W) 600 – 1400 2000 5700 4000P-20 (W) 1400 – 2600 2400 6200 4400P-30 (W) 2200 – 3200 2600 6500 4800Deviations depending on ladle size possible.
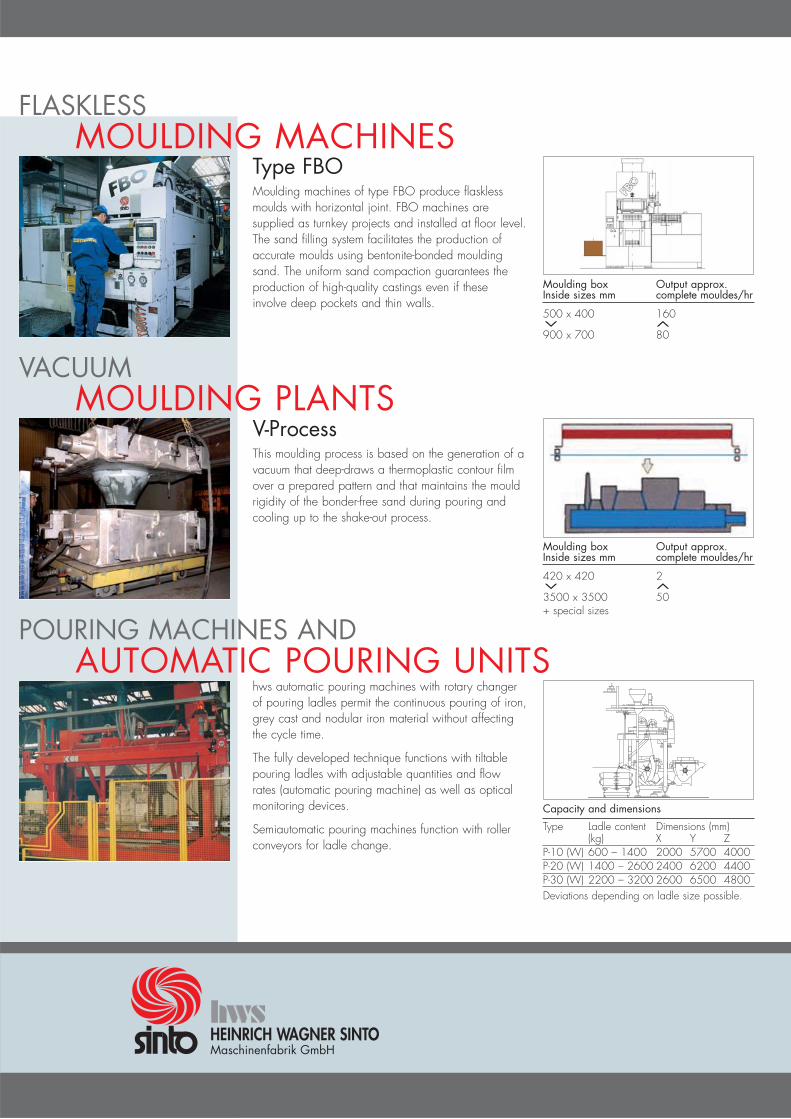
Type FBOMoulding machines of type FBO produce flasklessmoulds with horizontal joint. FBO machines are supplied as turnkey projects and installed at floor level.The sand filling system facilitates the production ofaccurate moulds using bentonite-bonded mouldingsand. The uniform sand compaction guarantees theproduction of high-quality castings even if these involve deep pockets and thin walls.
Moulding box Output approx. Inside sizes mm complete mouldes/hr
500 x 400 160
900 x 700 80V
V
V-ProcessThis moulding process is based on the generation of avacuum that deep-draws a thermoplastic contour filmover a prepared pattern and that maintains the mouldrigidity of the bonder-free sand during pouring andcooling up to the shake-out process.
Moulding box Output approx. Inside sizes mm complete mouldes/hr
420 x 420 2
3500 x 3500 50+ special sizes
V
V
hws automatic pouring machines with rotary changerof pouring ladles permit the continuous pouring of iron,grey cast and nodular iron material without affectingthe cycle time.
The fully developed technique functions with tiltablepouring ladles with adjustable quantities and flow rates (automatic pouring machine) as well as opticalmonitoring devices.
Semiautomatic pouring machines function with rollerconveyors for ladle change.
FLASKLESSMOULDING MACHINES
VACUUMMOULDING PLANTS
POURING MACHINES ANDAUTOMATIC POURING UNITS

. . . the Partner for Foundries
The Multi Pouring System permits the cost-effective production of castings of aluminium or grey cast iron in large-scale production with guaranteed processreliability. With the Multi Pouring System, the foundry-man may choose to either pour with the low-pressureprocess or with the conventional gravity process. There is a variety of possibilities to produce castingsindividually.
The hws research team provides various programs for the functional optimization and sequence control of modern moulding plants.
The Production Monitoring System A.L.S. 2010and the program P.D.C. 2010 (Plant Data Collection)have proven their worth in the foundry practice a long time ago.
C.A.S. 2010 (Cycle Time Analysis) and G.L.S. 2010 (Pouring Machine Monitoring System) are innovative new developments.A.L.S. 2010
Production Monitoring System 2010
P.D.C. 2010Plant Data Collection 2010
C.A.S. 2010Cycle Time Analysis System 2010
G.L.S. 2010Pouring Machine Monitoring System2010
MPSMULTI POURING SYSTEM
SOFTWAREFOR FOUNDRIES

Heinrich Wagner Sinto Maschinenfabrik GmbHBahnhofstraße 101 · D-57334 Bad Laasphe, GermanyPhone +49(0)27 52/9 07-0 · Fax +49(0)27 52/9 07-2 [email protected] · www.wagner-sinto.de
DIN EN ISO 9001:2000Zertifikat: 09 100 72018
LM ·
1.00
0 · 0
6/07
HEINRICH WAGNER SINTO – MEMBER OF
SINTOKOGIO GROUP