orientation report latest
TRANSCRIPT

ORIENTATION REPORT
FEBRUARY 28
2014
SUBMITTED TO : IRFAN ALI ZEB (LEAD QUALITY SYSTEMS)
Dated: 1st August To 30th September
SINDHU UMUL BANINE RAJPER
ContentsNOVARTIS INTERNATIONAL.....................................................................................3
HISTORY...................................................................................................................4
CIBA-GEIGY.....................................................................................................4
SANDOZ............................................................................................................5
AFTER THE MERGER.................................................................................................6
IN PROCESS TESTING:...............................................................................................7
PHYSICAL TESTS PERFORMED:..............................................................................7
QUALITY ASSURANCE...............................................................................................8
RAW MATERIAL LAB..............................................................................................8
SEMI FINISHED LAB...............................................................................................9
PAKAGING MATERIAL LAB..................................................................................10
MICROBIOLOGICAL LAB:.....................................................................................12
STABILITY:...............................................................................................................14
RESEARCH AND DEVELOPMENT (R & D).................................................................14

WARE HOUSE.........................................................................................................16
RAW MATERIAL WARE HOUSE:...........................................................................16
PACKAGING WARE HOUSE:.................................................................................16
FINISHED GOODS WARE HOUSE:........................................................................16
SOLID/ORAL PACKAGING....................................................................................17
CaC-1000 EFFERVESCENT TABLET AREA: (equipment’s present).....................17
ACTIVITIES DONE:............................................................................................17
PACKAGING AREA:...........................................................................................17
ACTIVITIES DONE:............................................................................................18
SYRUP SECTION...................................................................................................18
SYRUP PREPARATION:.........................................................................................19
STORAGE AREA:..................................................................................................19
SOLUTION ROOM:...............................................................................................20
SYRUP PACKAGING:............................................................................................20
SEMI SOLIDS:..........................................................................................................21
ENGINEERING AND HSE.........................................................................................23
HSE.........................................................................................................................23
SOLID ORAL MANUFACTURING..............................................................................24
ACTIVITIES DONE:............................................................................................24
GRANULATION:................................................................................................24
ACTIVITIES DONE:............................................................................................24
SCHOLL MIXING...............................................................................................24
ACTIVITIES DONE:............................................................................................25
COMPRESSION:................................................................................................25
ACTIVITIES DONE:............................................................................................25
COATING AREA.................................................................................................25
ACTIVITIES DONE:............................................................................................25
PROCESS FLOW CHART.......................................................................................26
IN PROCESS TESTING:..........................................................................................28
IN PROCESS CONTROL MONITORING:.................................................................28
PROCESS FLOW OF BATCH FILE...........................................................................29
HOUSE STANDARD SAMPLES..............................................................................31
FILE AUDITIING:...................................................................................................31
CHECKLISTS FOR LIQUIDS,SEMI SOLID AND ORAL SOLID PRODUCTS INCLUDES:31
PRODUCTS RELAESE:...........................................................................................33
PHYSICAL TESTS PERFORMED:............................................................................33
NOVARTIS INTERNATIONAL
INDUSTRY PharmaceuticalsFOUNDED 1996 (from merger)HEADQUARTERS Basel, Switzerland
KEY PEOPLE Daniel Vasella (Chairman), Joseph Jimenez (CEO)
PRODUCTSPharmaceuticals, generic drugs, over-the-counter drugs, vaccines, diagnostics, contact lenses, animal health
Novartis International is a multinautiuonal pharmaceutical company based in Basel, Switzerland, ranking number two in sales among the world-wide industry in 2010.
Novartis manufactures such drugs as clozapine (Clozaril), diclofenac (Voltral), carbamazepine (Tegretol), valsartan (Diovan), imatinib mesylate and (Gleevec / Glivec). Additional agents include ciclosporin (Neoral / Sandimmun), letrozole (Femara), methylphenidate (Ritalin), terbinafine (Lamisil), and others.
Renamed to Novartis following an acquisition by Ciba-Geigy, it owns Sandoz, a large manufacturer of generic drugs. The company formerly owned the Gerber Products Company, a major infant and baby products producer, but sold it to Nestlé on 1 September 2007.
Novartis is a full member of the European Federation of Pharmaceutical Industries and Associations (EFPIA) and of the International Federation of Pharmaceutical Manufacturers and Associations (IFPMA).
HISTORY
Novartis AG headquarters in Basel
Novartis was created in 1996 from the merger of Ciba-Geigy and Sandoz Laboratories, both Swiss companies with long histories. Ciba-Geigy was formed in 1970 by the merger of J. R. Geigy Ltd (founded in Basel in 1758) and CIBA (founded in Basel in 1859). Combining the histories of the merger partners, the company's effective history spans 250 years.
In 2012, the Company cut ~2000 positions in the United States, most in sales, in response to anticipated revenue downturns from the hypertension drug Diovan, which was losing patent protection, and the realization that the anticipated successor to Diovan, Rasilez, was failing in clinical trials. The 2012 personnel reductions follow ~2000 cut positions in Switzerland and the United States in 2011, ~1400 cut positions in the United states in 2010, and a reduction of "thousands" and several site closures in previous years..
CIBA-GEIGY
Johann Rudolf Geigy-Gemuseus (1733–1793) began trading in 1758 in "materials, chemicals, dyes and drugs of all kinds" in Basel, Switzerland. Johann Rudolf Geigy-Merian (1830–1917) and Johann Muller-Pack acquired a site in Basel in 1857, where they built a dyewood mill and a dye extraction plant. Two years later, they began the production of synthetic fuchsine. In 1901,
they formed the public limited company Geigy and the name of the company was changed to J. R. Geigy Ltd in 1914.
In 1859, Alexander Clavel (1805 – 1873) took up the production of fuchsine in his factory for silk-dyeing works in Basel. In 1864, a new site for the production of synthetic dyes was constructed, and in 1873, Clavel sold his dye factory to the new company Bindschedler and Busch. In 1884, Bindschedler and Busch was transformed into a joint-stock company with the name "Gesellschaft für Chemische Industrie Basel" (Company for Chemical Industry Basel). The acronym, CIBA, was adopted as the company's name in 1945.
In 1925, J. R. Geigy Ltd. began producing textile auxiliaries, an activity which Ciba took up in 1928.
In 1939, Geigy chemist Paul Hermann Müller discovered that DDT was effective against malaria-bearing insects. He received the 1948 Nobel Prize in Medicine for this work.
CIBA and Geigy merged in 1971 to form Ciba-Geigy Ltd.
In 1996 this company merged with Sandoz, with the pharmaceutical divisions of both staying together to form Novartis, other Ciba-Geigy businesses being spun off as independent companies.
SANDOZ
The Chemiefirma Kern und Sandoz ("Kern and Sandoz Chemistry Firm") was founded in 1886 by Alfred Kern (1850–1893) and Edouard Sandoz (1853–1928). The first dyes manufactured by them were alizarine blue and auramine. After Kern's death, the partnership became the corporation Chemische Fabrik vormals Sandoz in 1895. The company began producing the fever-reducing drug antipyrin in the same year. In 1899, the company began producing the sugar substitute, saccharin. Further pharmaceutical research began in 1917 under Arthur Stoll (1887–1971), who is the founder of Sandoz's pharmaceutical department in 1917. In 1918, Arthur Stoll isolates ergotamine from ergot; the substance is eventually used to treat migraine and headeaches and is introduced under the trade name Gynergen in 1921.
Between the World Wars, Gynergen (1921) and Calcium-Sandoz (1929) were brought to market. Sandoz also produced chemicals for textiles, paper, and leather, beginning in 1929. In 1939, the company began producing agricultural chemicals.
The psychedelic effects of lysergic acid diethylamide (LSD) were discovered at the Sandoz laboratories in 1943 by Arthur Stoll and Albert Hofmann (patent by Stoll and Hofmann in USA on Mar. 23, 1948). Sandoz began clinical trials and marketed the substance, from 1947 through the mid 1960s, under the name Delysid as a psychiatric drug, thought useful for treating a wide variety of mental ailments, ranging from alcoholism to sexual deviancy. Sandoz suggested in its marketing literature that psychiatrists take LSD themselves, to gain a better subjective understanding of the schizophrenic experience, and many did exactly that and so did other
scientific researchers. For several years, the psychedelic drugs also were called "psychotomimetic" because they were thought to mimic psychosis. Later research caused this term to be abandoned, as neuroscientists gained a better understanding of psychoses, including schizophrenia. Research on LSD peaked in the 1950s and early 1960s. Sandoz withdrew the drug from the market in the mid-1960s. The drug became a cultural novelty of the 1960s after psychologist Timothy Leary at Harvard University began to promulgate its use for recreational and spiritual experiences among the general public.
Sandoz opened its first foreign offices in 1964.
In 1967, Sandoz merged with Wander AG (known for Ovomaltine and Isostar). Sandoz acquired the companies Delmark, Wasabröd (a Swedish manufacturer of crisp bread), and Gerber Products Company (a baby food company).
On 1 November 1986, a fire broke out in a production plant storage room, which led to Sandoz chemical spill and a large amount of pesticide being released into the upper Rhine river. This exposure killed many fish and other aquatic life.
In 1995, Sandoz spun off its specialty chemicals business to form Clariant. Subsequently, in 1997, Clariant merged with the specialty chemicals business that was spun off from Hoechst AG in Germany.
In 2005, Sandoz expanded significantly though the acquisition of Hexali, one of Germany's leading generic drug companies, and Eon Labs, a fast-growing United States generic pharmaceutical company.
"Sandoz" continues to be used as a Novartis generic drug brand (see below for details).
AFTER THE MERGER
Suffern, New York: one of the Novartis pharmaceutical production facilities in the United States
After the merger, Novartis reorganized its operating units and spun out its chemical activities as Ciba Specialty Chemicals (now a part of BASF).
In 2003, Novartis created a subsidiary that bundles its generic drug production, reusing the predecessor brand name of Sandoz.
The ongoing Basel Campus Project has the aim to transform the St. Johann site - Novartis headquarters in Basel - "from an industrial complex to a place of innovation, knowledge, and encounter".
On 12 October 2009, Novartis has entered into an agreement for exclusive US and Canadian rights to Fanapt (iloperidone), a new oral medication that is approved by the U.S. Food and Drug Administration (FDA) for the acute treatment of adults with schizophrenia.
From 1 st August to 7 th August
IN PROCESS TESTING:In process lab is of vital importance in a pharmaceutical firm.
OBJECTIVE: The main aim of this lab is to perform the in process checks after every 2 hours so as to ensure that production is being done under specifications and outcome will be within specifications provided.
Roles:
• Give line clearance before start of every campaign or change over batch either for manufacturing or packaging
• Perform IPC in manufacturing of solid/oral, syrup/semisolids and ampoules mainly physical testing.
• Sample collection for chemical analysis.
• Perform IPC in packaging of solids/oral, syrup/semi solids and ampoules.
PHYSICAL TESTS PERFORMED:During orientation in IPC I have performed many physical tests:
TESTS FOR SOLIDS:
Friability test. Hardness. Thickness. Weight. Diameter. Disintegration. Physical appearance.
Color.
TESTS LIQUIDS: Specific Gravity. Refractive index. pH. Color. Odor. Density. Viscosity.
TESTS FOR SEMI SOLIDS: pH. Contents uniformity.
During this period I performed many physical tests of solid, liquid and semi solid products and entered all the data in log book and maintained their work sheets . I also maintain the calibration record of all equipment’s in IPC. I also maintain the archive room as well as retention room.In addition I also perform the labeling pasting of sampled, approved, rejected and released labels on different products.
From 12 th August to 14 th August
QUALITY ASSURANCEQuality Assurance is a service providing department to production with its innovative labotoriuos facilities. This section is bound to carry out Qualitative as well as Quantitative analysis of the coming material and time to time updating the required documentations as well. The QA section is branched in various labs working at a time to upgrade the ratio of standard production scale with consistency.
RAW MATERIAL LABRaw material lab is associated with the analysis done at the raw material purchased against a purchase order generated by material management that could be active as well as excipients. The raw material is checked for its efficacy and expiry and after complete testing it is approved for production.
Equipment’s present: Melting point apparatus IR spectroscopy
Viscometer Drying oven with vacuum Karl Fischer moisture analyzer Polari meter Drying oven without vacuum Furnace Sieve analyzer Potentiometer Desiccators Stirring apparatus · Conductometer pH meter Pycnometer. Computer systems SAP (bill of material (BOM’s) are entered in this software).
Purchase samples and pre-shipment samples are sent to 1'E1W material lab for standard testing procedures and if comply with the required specifications then procurement generates a purchase order in collaboration with marketing department and bulk lots of raw material in the form of a consignment are sent to ware house from where a GIR (goods inventory report) is established which bears following:
a) GIR numberb) material namec) lot number from supplierd) quantitye) batch numberf) supplier nameg) Certificate of analysis is also provided by supplier.
Various tests are carried out on batches of raw material as per specified the major ones are as follow:-Assay compensation which is done to check the potency of several active raw materials such as, rifampicin, oxytocin, methyl ergotamine etc, and the observed potency is labeled onto the consignment.Analysis of water done on daily basis to check the DI water being produced by the two DI plants is of confirmed quality and suitable for production. Microbial testing is done on every 5 th
and 10th batch arrived at this lab.Depending upon the decision of testing analysis the labels are pasted onto the consignments as: approved (green labels) Rejected (red labels) Quarantine (white labels)

And if said approved then the raw material is shifted to approved area in the ware house from where it is sent for production.
SEMI FINISHED LABThis lab receives bulk samples (intermediate after manufacturing) which are checked that the batch is made according to specifications and the product retains the active efficacy as per the specifications and approves them for further final packing and released into the market.
Bulk samples arrive from IPC (in-process lab) after their physical testing is done and acquires further chemical analysis.
After testing the results are maintained in Quisar and SAP the work sheets are maintained which are then sent to IPC after packaging which allows the finished batch to be released into the market.
Equipments present: Analytical weighing balances LOD apparatus l Titrometer Wavelength detector Sonicator Shaker Oven Atomic spectroscopy Dissolution apparatus UV spectrophotometer HPLC
PAKAGING MATERIAL LABPackaging material is checked against specifications if comply then marked approved production. Packaging material is basically of two types:-
• Primary packaging material• Secondary packaging material
Material management raise the purchase order for packing material and sends it to approved supplier or vendor and as a response consignment arrives at ware house. After various documents are verified the material is also verified by ware house officer through comparing follow with the vendor’s records.
Product name
Lot / Batch number Establish a GIR (goods inventory report) with an individual GIR number.
GIR is sent to packaging lab and sampling is carried out randomly according to SAMPLING
PLAN which is established according to military standards (MIL-STD).
This sampling plan comprises of two levels as described below:-
a) level-l (CENERAL INSPECTION)
Includes items: printed cartons, labels, leaflets, glass ampoules.
b) level-S4 (SPECIAL INSPECTION)
Includes items: glass bottles, glass vials, poly bags, plastic spoons, plastic trays, dropper, spiral cushions, spiral plugs, pack rites, sales cartons, metal caps, and tubes for CaC 1000 and silica gel baggets.
Various packaging material is selected keeping in mind the nature of product, for instance semi solid preparations are meant to be dispensed in collapsible tubes either aluminum or plastic therefore different types of PVC is required. Another example could be packaging of liquid preparations such as syrups and injectable require different grades if glass.
Various testing procedures are designed separate for every product type discussed briefly as below:-
Leaflets: important parameters to be checked are text matter ,grammage , type of paper, general appearance colour ,cleanliness , text code for leaflets
Corrugated boxes: appearance, pasting, stapling, grammage, plies.
Labels: appearance,grammage,paper material etc
Silica gel: should have direction "do not swallow" printed on them, etc.
Cartons: text matter, grammage, paper material, registration No: , license No: , storage a dosage instructions along with directions if any.
Aluminium collapsible tube: inner lacquer layer, latex ring at the base should get sealed when applied pressure etc.
Ampoules:
porosity test, acetone test(written text should not be wipes off)
Caps: either screw cap/child proof/pilfer proof (tamper proof) or spiral plug.
Aluminum foil: checked for its two sides one which is used for sealing purpose and the other which is used for printed purpose.
Bottles: description, glass quality, dimension weight, volume, intermixture etc.
Empty gelatin capsules: description, outer packing, primary packing when the consignment arrived at ware house, cap, body, printing quality, appearance, disintegration time, size, dimension, microbial count and finally machine trial.
Equipments used to carry out testing procedures:i. Vernier calliper and ruler for taking dimensions.
ii. Balance and cutter for taking grammage.iii. Lab equipments for carrying out alkalinity test for glass bottles.
According to GIR provide test sampling is carried out and tests are performed normal testing and reduced testing. Every 5th and 10th lot is subjected to microbial testing.
Testing procedures are well categorized as 3 types:a. Physical and chemical analysis.b. Text control analysis.c. Dimensional analysis.
Results are maintained continually on work sheets and cards along with some samples are kept as reference or standard.
Final decisions are made as: Approved (approved labels are printed and pasted onto the packaging material which
allows it to be of safe use for production ) Conditionally approved. Rejected (red colored labels are printed and pasted onto the packaging material which
prohibits its use for production).As a result of approved the packing material is sent to production for usage and of rejected then information is sent to:
Procurement Ware house Accounts Material management Marketing
During the research of a entirely new product packaging lab is responsible to assign a text code to packaging material (ex:- hydragine is an existing product whose carton bears text code “5H09”)
Physician sample is allotted with addition of letter P in front of the text code(ex:- A physician sample of hydragine bears text code as “5H09P”) and this physician sample is in reduced quality and is not for sale.

MICROBIOLOGICAL LAB:This lab is associated with the analysis of material for its susceptibility prone towards micro organisms.
Various materials which acquire microbial testing could be as follow:-1) Raw material2) Packaging material3) Semi finished bulk sample prior to packaging4) Finished sample after packaging especially from stability lab.5) Water (DI water, tap water and distilled water)6) Environment
After arrival of the samples their entry is made into specific log book and media preparation is started.
Equipments present at micro lab includes:- Autoclave Incubators with variable temperatures (for aerobes and anaerobes`) Drying oven Fume hood/LAF hood Microscope Storage for cultures (refrigerators)
Most common testing includes-
Ampoule sterility testing clone under controlled area.
Water analysis
Air Hygiene etc
There is an important key point that depending upon the type of organism being analyzed into a product the media varies from organism to organism for instance look at follow:-
LB (LACTOSE BROTH) for general use
VRBDA (VIOLET RED BILE CEXTROSE AGAR) for entero bacter,salmonella,e.colli.
TSB (T RYPT ON E SOYA BROTH)/TSA (TRYPTONE SOYS AGAR)for pseudomonas and staphylococci.
The cultures are purchased from (ATCC) AMERICAN TYPE OF CULTURE COLLECTION.
Various techniques are being used for testing of water, environment and products. The time frame also varies from 5 to 7 or 14 days.
After testing procedures when the CFU (colonies found per unit) are observed and the results are maintained first in the result sheet then in QUISAR and the result sheets are sent to desired lab. If found any results out of the limit or specification then retesting is carried out or necessary measures are taken.
From 15 th August to 16 th August
STABILITY:Stability lab is provisioned with the authority to check the stability of a finished dosage form by exposing it to various grades of temperature and humidity for variable time period.stability is only and only an issue which can create a drastic fall in products efficacy so it is very important to maintain and sustain the stability of a product keeping in mind the storage conditions of product after marketed.
Three basic types of stability studies are done for the experimenting purpose:-1. FUST (follow up stability study).2. PSS (post surveillance study).3. Stress/Accelerated study.
Time frames for storage of samples at pre defined temperature and humidity tor stability test can be classified as follow:-
12months 24months 36months
Calibration and validation of all equipments present is also a vital role of stability lab.
RESEARCH AND DEVELOPMENT (R & D)It is an important experimental aspect of every multinational pharmaceutical need. This department is responsible for the generation of innovative techniques for new products or already existing products with standard stability in a new form to create a vibe of change which is necessary for evaluation and rapid growth and NOVARTIS is blessed with variegated OTC products and many other newly launched projects.

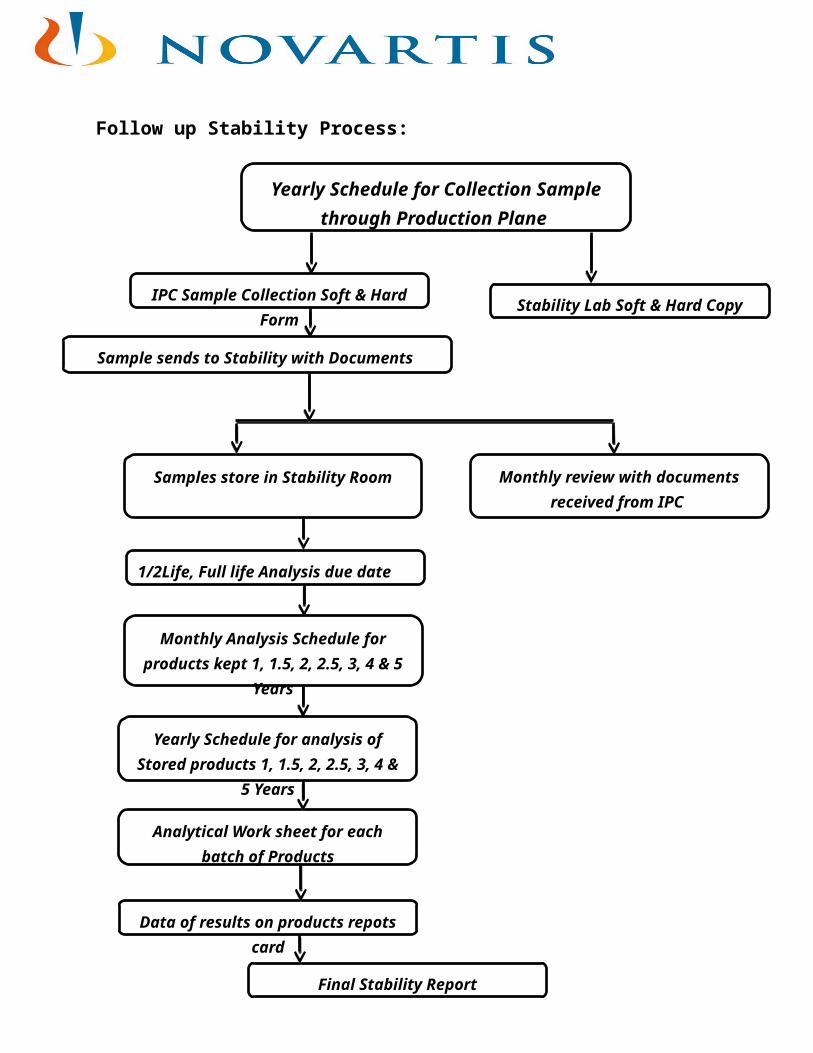
Follow up Stability Process:
Yearly Schedule for Collection Sample through
Production Plane
Sample sends to Stability with Documents
IPC Sample Collection Soft & Hard FormStability Lab Soft & Hard Copy
Monthly review with documents received from IPC
Samples store in Stability Room
1/2Life, Full life Analysis due date
Monthly Analysis Schedule for products kept 1, 1.5, 2, 2.5, 3, 4 & 5 Years
Yearly Schedule for analysis of Stored products 1, 1.5, 2, 2.5, 3, 4 & 5 Years
Analytical Work sheet for each batch of Products
Data of results on products repots card
Final Stability Report
From 20 th August to 21 st August
WARE HOUSEWare house is an area which serves to be the storage area for the starting, intermediate, and finished products which are obtained as a result of production. Ware house is composed of following areas:-
1) Raw material ware house2) Packaging ware house3) Finished goods ware house4) Ampoules cage
RAW MATERIAL WARE HOUSE:
As a result of a purchase order generated by the material management the consignment arrives at ware house in raw material storage area.
Receipt of RM is made along with entry into concerned log book
Ware house officer checks all the documents arrived along with RM (COA etc)
Material offloading on cleaned pallets with proper stacking.
Concerned documentation is carried out
GIR (goods inventory reports) are made in the system (SAP) and the nomenclature is pasted with a label bearing all information.
GIR sent to QA with sample for testing
QA test are performed status is defined (approve or reject).
With the approval the material is shifted to approve area with the material bearing QA approved label for dispensing.
PACKAGING WARE HOUSE:Same steps are followed as RM ware house but difference is the packaging material samples are sent to packaging lab for full complete testing and after the approval the labels are pasted by the concerned lab officer.All the packaging material is dispensed one two day prior to the desired packaging schedule.
FINISHED GOODS WARE HOUSE: Receipt is received from the production (stock transfer note also called as invoice)
Check the physical condition and separated defected goods.
QA clearance form is made and one copy is returned to production
After checking and verification of pallets the quantity is transferred into the respected area (ampoules into the cool storage room etc)
Approved stamp to be passed STN on QA after analysis.
Data entry in the system (SAP)
Final dispatch of the batch as per replenishment.
Computer system frequently being employed is SAP (system application database processing)
From 22 nd August to 23 rd August
SOLID/ORAL PACKAGING
CaC-1000 EFFERVESCENT TABLET AREA: (equipment’s present)
RTS-14
FETTE-17
2GD Wrapping filling Machine
Masiba filling Machine
ACTIVITIES DONE:
Under this sub-section effervescent calcium tablets are manufactured with different flavor
After scholl mixing the powders are compressed to form a solid unit dosage form (tablet) which is wrapped in an aluminum foil and packed into plastic tubes and after silica gel insertion spiral plug is fixed and final packaging is proceeded.
PACKAGING AREA: (equipment’s present)
UPS-300 with CAM cartoner
Thrive blister
NOACK Blister with Merchisni
NOACK (manual)
UPS-300 (manual)
Printing machines ( HAPA I and HAPA Il)
ACTIVITIES DONE:
Final sub-section here the bulk product is transformed into finished dosage form. Blister and strip packing is done for both capsules and tablets (coated and plain tablets) and after final packaging the batch is set on pallets ready for the transfer to the finished goods ware house.
rFom 24 th August to 26 th August
SYRUP SECTIONThis section is responsible for the production of liquid preparation called as syrup which taken orally to produce a systemic therapeutic effect.
Material management forecast the product and Generation of process order is conducted as a result of which the dispensing area will dispense the raw material (active + excipients) active is dispensed in the presence of a production pharmacist and ware house officer. The pharmacist check: - batch #, product name and expiry printed on the approved label pasted on the container, after dispensing the label bearing the qty: product name and weight taken is written on it with sign of concerned person.
Dispensed material is bought to syrup section and stored in solution room until require as the MI arrives from IPC the batch production is started.
Cleanliness is checked and records are maintained in start clean sheet which is signed by the concerned production pharmacist and IPC
Sugar is weighed according to quantity prescribed in the process order and batch production is started according to MI and preparation is started in the prep vessel.
Mixing is done in the mixing vessel which is not double jacketed and holds a stirrer with suitable rpm.
During preparation the DI water (conductivity) and various other test acquired by the product are done by the IPC department.
After the preparation the bulk sample is collected by IPC and sent to semi-finished for further necessary testing.
While the manufactured syrup is stored in the quarantine area(storage area) and the result is awaited from the IPC on approval the bulk product is considered as approved for Packaging.
After the complete cleanliness of syrup filling lines is checked the syrup is sent for filling.
SYRUP PREPARATION: Equipment’s present
Preparation vessel (2500L jacketed) Mixing vessel (4000L)
Proper pipes lines for DI water supply, steam, cold water and air are given.
Both preparation and mixing vessels bear stirrer (propellers) which rotates with a specific speed. After preparation and mixing the syrup is transferred to storage area. Preparation vessel components are:-
Vessel with a lid
Stirrer
Outlet pipe
Filter (75micron or 250 micron depending on the product requirements)
Mixing vessel also contains
Vessel with a lid and a stirrer
Out let pipe
Inlets for DI water
Inlet for vacuum
And an outlet for transfer to storage vessels
STORAGE AREA: Storage area possesses 7 storage tanks 6 of them are with 40001 capacities and one with 20001 capacities. Storage vessel number 6 and 7 bears Stirrers and are bound for the storage of suspensions or any liquid preparation which requires stirring while filling( such as, Ramictal 2% suspension, neo-intestopan etc.)
SOLUTION ROOM: The major purpose to create this room is to prepare large amount of various phases (flavor phase active phase). Which is a requirement of the product and specified in an Ml is made in solution room and with the help of a pump it is pushed into a mixing vessel.
Solution room has equipment’s Weighing balance Thyessenii kettle Stirrers. Homogenisers.
Barrels of liquid excipients and raw material are stored in solution room before they are consumed.
Steps for syrup manufacturing includes:- Generation of PO (process order) Dispensing of raw material Weighing of sugar Preparation Mixing Storage Quarantine (approved / rejected)
SYRUP PACKAGING:Areas includes-
• Bottle air blowing area• Filling through a filling reservoir which is filled through storage vessels.• Labeling• Cartoning• Final packing into packrites• Load on pallets• Sent to finished goods ware house on hold while sample is sent to QA for further testing.
Two packaging lines are working continuously to obtain maximum number pack sizes as per specified.
Bottle blowing area
Empty bottles are air blown with a air pressure of 3 bar.and sent to turn bowl
Bottle filling:
Equipment used for filling and capping
Line 1:
MAR- FILLING AND CAPPIN G MACHINE (max Speed 85 bottles / min)
Line2:
SPL-II FILLING AND CAPPING MACHINE (max speed 100 bottles /min)
SEMI SOLIDS:EQUIPMENTS USED FOR THE MANUFACTURING OF SEMI SOLIDS:
• MDLTO-MAT (1 OOKG)• THAI-HC)MOGENISER(25OKG)• GASTI IMMERSION PUMP• NORDEN TUBE FILLING MACHINE.
PRODUCTS:
VOLTRAL 1% EMULGEL. VOLTAREN 1% EMULGEI. (5gm) for export. LAMISIL 1% CREAM (3gm) for export. LAMISIL 1% CREAM.
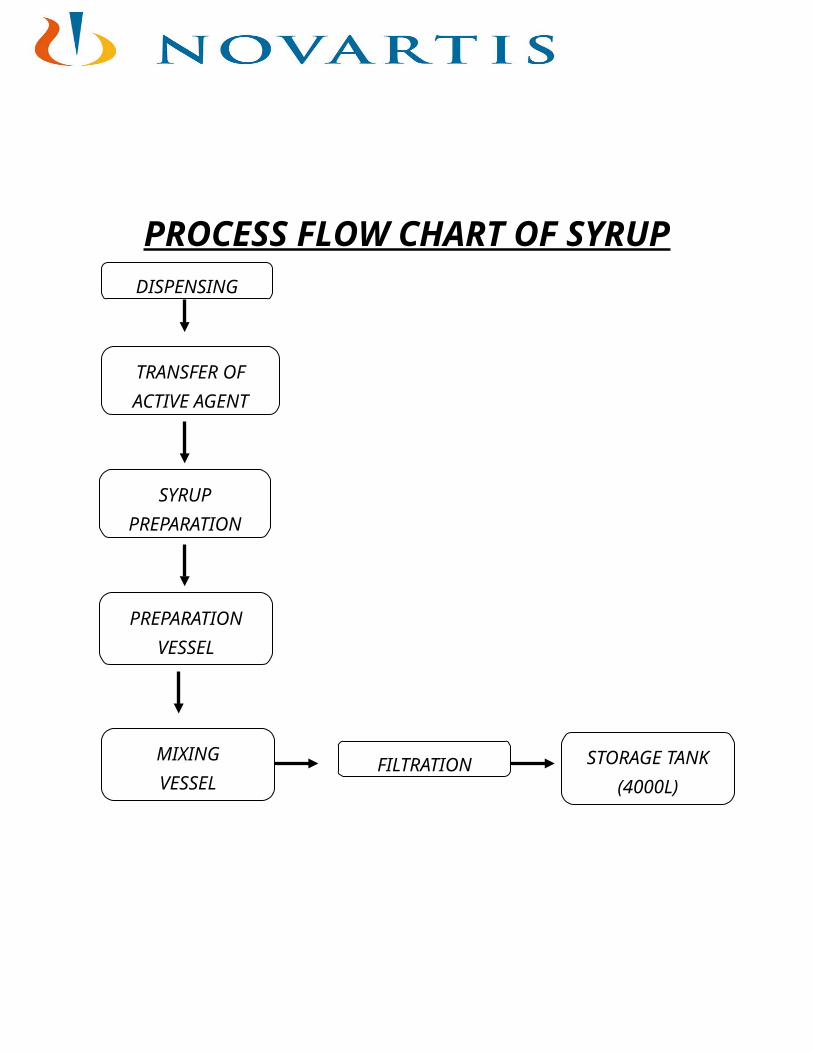
PROCESS FLOW CHART OF SYRUPDISPENSING
SYRUP PREPARATION
TRANSFER OF ACTIVE AGENT
FILTRATION
PREPARATION VESSEL
MIXINGVESSEL
STORAGE TANK (4000L)
27 th August 2013
ENGINEERING AND HSE There is an engineering department in Novartis Pharmaceutical. It has 3 sections
1. Administration Block
2. Engineering Utilities
3. Engineering Store
In the production department there is also an engineering block where engineers of different fields are available to resolve the problems of machines in the production area.
1) ADMININSTRATION BLOCK: In this section the administrating staff performs their duties. All documentation and planning’s are done here.
2) Engineering Utilities: In Engineering utilities there are:
Chillers: There are two chillers in Novartis Pharmaceuticals of 3.5 tons, made by America, named as American York.
Boilers: There are two boilers in Novartis Pharmaceuticals of6 tons, made by Germany, named as Jerman.
Generators: There are two stand by generators in Novartis Pharmaceuticals, each one of them is of 725k.v. There is also a tank reservoir for diesel having capacity of 2000 liters to store diesel for generators. Generators are of CUMMINS, worlds best generators producing company.
R.O water plant: There is a water filter plant to produce water through reverse osmosis process. In this raw water passes through the multimedia filter than through the carbon filter with pressure. In this process, about 50 % of water get pure and 50% is wastage. Than the water is stored in storage tanks, there are two tanks having capacity of 6000 liters.
HSEThe abbreviation of HSE is Health Safety and Environment. This department works on safety of peoples working in the industry. HSE monitors different aspects involve in human’s safety.

From 28 th August to 31 st August
SOLID ORAL MANUFACTURINGThis department is responsible for the production of solid oral pharmaceutical dosage forms which are manufactured according to provided BPI (Batch Production Instructions) or Ml (Manufacturing Instructions and Record).
DISPENSING: (equipment present)
• Calibrated weighing balances.
ACTIVITIES DONE:
Material management generates pr0cess 0rder according to which the material is arranged 0ne day prior to dispensing and dispensing is carried out under specified temperature and RH requirements. The dispensed material is dispensed in a tarred polyethylene bags and stored in a cage separately for every batch and material and cage are labeled properly, and sent t0 desired area of production for further manufacturing.
GRANULATION: (Equipment present)
Collette Gral Steam bath Fluidized bed dryer(Gallet) Frewitt(Granulator) Fitz mill (depend upon product requirement) Mixing drum
ACTIVITIES DONE:
This sub section transforms the raw material into granules to make compression an easier task.
SCHOLL MIXING (equipments present)
Scholl mixer
S.S bowl
Mixing drum
Frewitt
Fitz mill
ACTIVITIES DONE:Whenever, the powders are too fine to be transformed into granules they are mixed in scholl mixer and directly compressed to make tablets of variable hardness. For instance range of CaC-1000 effervescent tablets.
COMPRESSION: (equipment present)
Manesty BB4-35 Killian TX-32 Uni press Killian 20-I Manesty D3-A Killian 20-II RTS-32 BOSCH Capsulation Machine.
ACTIVITIES DONE:Compression of granules into definite solid dosage form or tablet core (which require certain coating)with specified thickness, hardness diameter.
COATING AREA: (equipment’s present)
Calibrated weighing balances Coating pan(sugar and film coating) Jacketed vessel(sugar syrup preparation) Vessel (coating solution preparation) Polishing pan with canvas cloth lining Tray drying oven Thai coater (film and enteric coating)
ACTIVITIES DONE:Various compressed tablet cores coated with various sugar coating or film coating or enteric coating depending upon their type of specifications provided.
PROCESS FLOW CHART
The process flow chart in Novartis shows the process through which any of the products is made.
The production is divided into two procedures that is manufacturing and packaging. Manufacturing side deals with the process which involves the making of tablet, capsules, core, gels, creams or syrup. While packaging side includes the filling, labeling, cartooning and packing of any of the dosage form. It is one of the major sides of the industry where all the products are made with special machinery and trained labors and technicians. As it is pharmaceutical company special measures are taken in order to stop any type of contamination in any product such as hair, nail, germs etc.
PACKAGING
From 1 st September 30 th September
EXTENDED ORIENTATION at IPC:
FLOW CHART OF IPC IN PRODUCTION
DISPENSIN I &II
COMPRESSION
SCHOLL/CONE MIXER
GRANULATION
BATCH FILE AUDIT
PACKAGING
COATING
F.G WARE HOUSE
F.G WARE HOUSE
BATCH FILE AUDITBATCH FILE AUDIT
SYRUP Pkg. SEMI SOLID Pkg.
SEMI SOLID Mfg.SYRUP Mfg.
F.G WARE HOUSE
IN PROCESS TESTING:In process lab is of vital importance in a pharmaceutical firm.
OBJECTIVE: The main aim of this lab is to perform the in process checks after every 2 hours so as to ensure that production is being done under specifications and outcome will be within specifications provided.
Roles:
• Give line clearance before start of every campaign or change over batch either for manufacturing or packaging
• Perform IPC in manufacturing of solid/oral, syrup/semisolids and ampoules mainly physical testing.
• Sample collection for chemical analysis.
• Perform IPC in packaging of solids/oral, syrup/semi solids and ampoules.
IN PROCESS CONTROL MONITORING:IPC lab is the part of Quality Assurance which performs following GMP checks during routine works:
1) GMP: In Process Control monitor checks the following parameters,i) CLEANLINESS: IPC Monitor checks the cleanliness of the area, utensils, equipment’s etc.
ii) PRESENCE OF Q.A RELEASE LABELS: IPC Monitor paste proper labels on the products before release.
iii) IPC Monitor will check the presence of batch files.
iv) IPC Monitor will also check the in process control tests performed by Production officer.
2) SAMPLING: IPC Monitor will check that all sampling containers must be clean, dry and of suitable material to preserve the integrity of the contents. Polyethylene bags o amber glass bottles/beakers and conical flask with glass stopper to be used as appropriate.
3) DOCUMENTATION CHECKS: IPC Monitor should carry out the following checks on the manufacturing and packaging documents:
i) Authorized manufacturing and packaging instructions being followed.
ii) Presence of all the required signs.
iii) Usage of recovery.
iv) Any correction or clarification should be documented.
PROCESS FLOW OF BATCH FILE
PROCESS ORDER SHEET ISSUED BY M.M
PROCESS ORDER SHEETS RECEIVED BY Q.A
BATCH FILE (M.I) RECEIVED BY DISPENSING OFFICER
BATCH FILE (M.I) ISSUED BY Q.A
DISPENSING/WAREHOUSE ISSUE MATERIAL
SEMI FINISHED MANUFACTURING
4) SPECIMEN OF QUALITY ASSURANCE LABELS FOR SEMI FINISHED BATCHES:
SAMPLED: Yellow label shows that the following material is under observation by QUALITY ASSURANCE DEPARTMENT. They have their own parameters and checking criteria. Since the material is under observation then none of the material will be used and be labeled as sampled.
APPROVED: Green label it shows that material has been checked by QUALITY ASSURANCE DEPARTMENT. All the standards criteria are matched so labeled as Approved.
SAMPLED
APPROVED
APPROVAL FOR PACKAGING BY IPC
PACKAGING
FINISHED GOODS RELAEASED BY Q.A
FILED BY Q.A
REJECTED: Red label shows that the material doesn’t match with required specifications thus rejected by QUALITY ASSURANCE department and kept in red area and soon to be destroyed as to avoid misuse.
HOUSE STANDARD SAMPLES: For comparison of physical appearance of semi-finished products, before release of next stage. IPC lab keeps house standard samples for each product. IPC Lab keeps tablets (solid oral) in the closed glass vials with desiccative agent. Properly labeled with following information:
a) Product name.b) Expiry date.c) Batch number.
Syrup samples are also stored in closed glass tubes with the above mention labeling.
FILE AUDITIING:
IPC Monitor checks all documents thoroughly. IPC Monitor checks that all signatures, dates and time is mentioned accordingly, all the readings are in limits or not. IPC Monitor also checks that all the required analytical tests are performed and the results are in limits or not. There are check lists for file audit of liquid, semi solid and solid preparations.
CHECKLISTS FOR LIQUIDS,SEMI SOLID AND ORAL SOLID PRODUCTS INCLUDES:
MANUFACTURING DOCUMENTS: It includes
1. Process Order For Manufacturing
2. Dispensing Start Control
3. Manufacturing Instructions
4. Manufacturing Start Control
5. Granulation Start Control
REJECTED
6. Scholl/Cone Mixer Start Control
7. Compression Start Control
8. Coating Start Control
9. Observation Sheet
10. Solid Oral Manufacturing Personal Record
11. Weighing Record Of Intact Materials
12. AR/CR Document
13. QC Labels For Coating
14. QC Labels For Packaging
15. Tablets Sorting instruction And Record
16. Physical Testing Report
17. Analytical Testing Report
18. Chromatograms
19. UV Readings
20. Weighing Records Of Testing
PACKAGING DOCUMENTS: It includes
1. Process Order
2. Packaging Instructions
3. Checklist Of Bottle Air Blowing
4. Packaging Start Control
5. IPC Sheets
6. Weighing Records Of Finished Goods
7. Specimen Samples For Bottles Labels/Folding Boxes/Outer Labels/Al. Foil
8. Overprinting Records For Outer Labels/Folding Boxes Along With Specimen
9. AR/CR Document

10. QA Clearance FG
11. QA Pass Label/Imprint Of Stamp For Release
OTHER DOCUMENTS: Includes
1. Deviation Investigation With Response
2. CAPA
3. Change Control
4. Validation Summary Report
5. Stability Reports
PRODUCTS RELAESE:
Standard operating procedures are followed for release of all marketed products distributed by Novartis Consumer Health OTC.
The release responsible person is responsible for the maintenance of their personal training, experience and knowledge necessary to fulfill the release responsibilities. Release responsible person who will be a Qualified Person must ensure the following activities prior to release of product:
The product is manufactured, packaged and tested in compliance with national laws, cGMP requirements and all Q.A agreements.
The batch record has been reviewed according to the local SOP for OTC product release. All required analytical (Chemical and Microbiological) testing has been performed and
passed. Physical inspection of sample product with the reference sample. Reference/retention samples of each sample has been collected and stored. The dates and signatures of those conducted release are included in the batch file record. Released label is pasted on the product prior to release.
PHYSICAL TESTS PERFORMED:
During orientation in IPC I have performed many physical tests:
TESTS FOR SOLIDS:
Friability test.
Hardness.

Thickness.
Weight.
Diameter.
Disintegration.
Physical appearance.
Color.
TESTS LIQUIDS:
Specific Gravity.
Refractive index.
pH.
Color.
Odor.
Density.
Viscosity.
TESTS FOR SEMI SOLIDS:
pH.
Contents uniformity.