mobile enabled · workstation logistics • time spent searching for ... intermec rigid passive uhf...
TRANSCRIPT

1

Mobile Enabled Engine Repair Application
TAP Maintenance & Engineering Fernando F. Matos
2

MEERA - Problem…
3
To control over 10.000 parts, simultaneously,
at the Engine Workshop..

MEERA - major pain-points
4
Repair
• Time spent searching for parts
• Work disruption if part mislaid or lost
• No confirmation of repair stage delivery to the next workstation
Logistics
• Time spent searching for parts (too many parts)
• No confirmation of parts availability for reassembly
• Time spent correcting parts movement (e.g. emergency needs - parts borrowing )
Sub-assembly
• Need to know, in advance, if parts were available to be mounted
• Completeness check for each mini-module / module under repair
MEERA - Why RFID?
5
BETTER VISIBILITY OF ENGINE PARTS
INCREASE PROCESS EFFICIENCY
TAT REDUCTION
COST REDUCTION
INCREASED PROCESS RELIABILITY

MEERA - partnerships
6

MEERA - path
7
Jan 2007
AIRBUS MRO
Network
(Nov, 2007)
Project Start
(2008)
Proof Of
Concept
(Nov, 2010)
MEERA Live
(JAN, 2012)

8
MEERA – main benefits
Reducing parts idle
time
Reducing production disruption
Reducing manual search
Reducing cost of lost
parts

Production processes (videos) …
9
TAG ISSUING
INVENTORY
SEARCH
MINI MODULE KITTING

Executive business case (ROI)…
10
* Providing same number of engines/year
Investment
750 K€
ROI*
2.52 M€/year
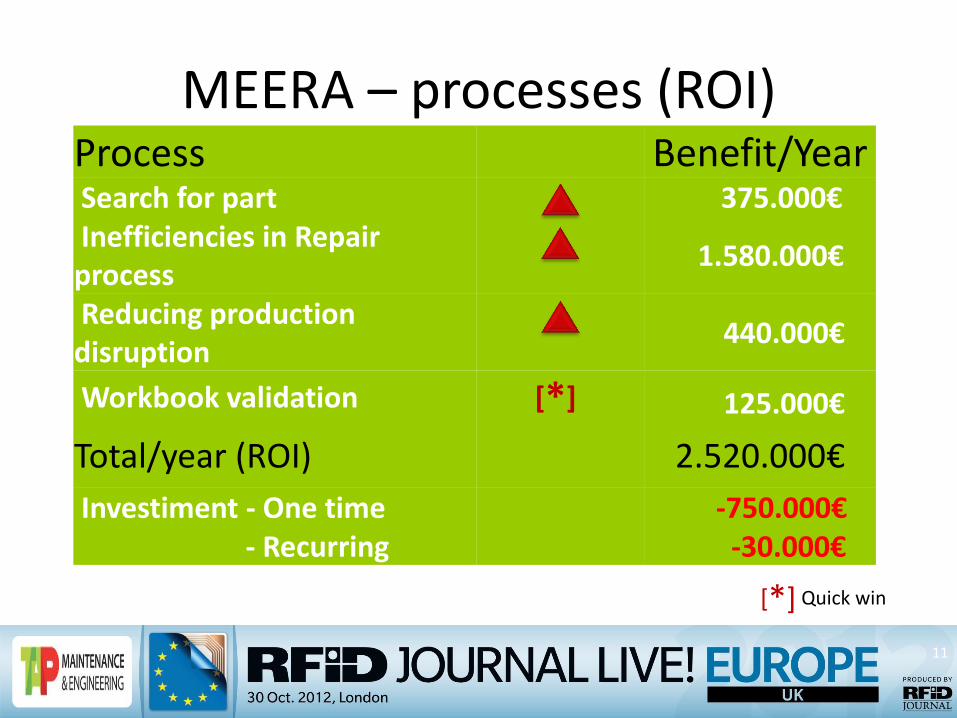
MEERA – processes (ROI)
11
[*] Quick win
Process Benefit/Year Search for part 375.000€ Inefficiencies in Repair process
1.580.000€
Reducing production disruption
440.000€
Workbook validation [*] 125.000€
Total/year (ROI) 2.520.000€
Investiment - One time -750.000€ - Recurring -30.000€

Technical data…(cont.)
12
RFID Middleware
MEERA GENESIS II
RFID TAG HW/SW
Passive UHF Raflatac Dogbone (to tag W/O) Intermec CN3 PDA
Protocol: EPC Class 1 Gen 2 Intermec IP30
antenna
Operating Frequency: Global 860-960 MHz Windows Mobile 6.1
Antenna Size: 93x23mm OAT Mobile library
Intermec rigid passive UHF tags model IT65 (to tag locations and carts)
MEERA Visual Studio
application
Rigid case: 100mm x 21mm x 7.2mm footprint with
adhesive backing
RFID Zebra RZ600
printers

13
first fully integrated operational application of RFID for aircraft engine components within an
MRO..!

RFID @ TAPME …. future
14
Tools tracking
Dec, 2012
Life-jackets and emergency
eqpmt.
Van Concept - Logistic support
to Line Maintenance
EIS
A350

MEERA
15
INTENTIONALLY LEFT IN BLANK

Technical data…
16
OAT MOBILE
• MEERA built on top of OATmobile
• Device agnostic framework that enables application portability across different mobile devices
• Device neutral application development
• Native Device function abstraction
OATxpress (contains OAT Device Manager)
• Site instance that runs device management and process automation layers
• Configuration of scenarios
• Execution of work processes
• Integration with external systems (Genesis inbound & outbound files)
RFID Middleware
MEERA GENESIS II

Technical data…(cont.)
17
Th
e O
AT
Fo
un
dat
ion
Su
ite
OATaxiom™
Analytics & Reporting
OATxpress™
Scenarios
Event Engine
OATdesigner™
OATenterprise™
E
N
T
E
R
P
R
I
S
E
S
Y
S
T
E
M
S
I
N
T
E
G
R
A
T
I
O
N
EPCIS
SOA
APIs
FTP
OATdevice manager™
Barcode Active
RF
Passive
RF UWB RTLS Wi-Fi GPS EAS Sensors
WMS
ERP
MRO
MES
POS
RFID Middleware
MEERA GENESIS II
Mic
roso
ft W
ind
ow
s Se
rver
2
00
3
Mic
roso
ft S
QL
Serv
er 2
00
5 E
E A
pac
he
Tom
cat

Technical data…(cont.)
18
RFID
Middleware MEERA GENESIS
II
Reports generated on legacy system GENESIS (with files extracted from MEERA):
• “location” of engine parts present at each specific location defined
in the system
• “moved today” - engine parts that moved /changed location during
today or given day
• “average, min. and max. time location” -understand for a given location, the
average time a part “stays” in this given location (respectively min and maximum
time)
• “expected location” - draw attention for the parts that have an actual position
different than their expected location

MEERA (Search for Part)
19
Problem statement: It is very time consuming to search for a part.
This process is timely and inefficient
Benefit statement: The use of Auto-ID on parts will enable automatic part
issue as parts move through an RFID gate portal.
This eliminates the need for check-out time.

MEERA (Ready to next sequence)
20
Problem statement: Repair workers are often not aware that a part is
ready for the next sequence in the repair process.
The elapsed time and time spent searching is wasted & inefficient.
Benefit statement: The use of Auto-ID to confirm delivery of repaired parts
between workcentres and / or roaming checks will provide insight on part availability to help avoid wasted time through unawareness

MEERA (Part Mislaid)
21
Problem statement: If a part is temporarily mislaid and can not be found, there is disruption to scheduled work
Benefit statement: Enabling enhanced visibility of parts with Auto-ID will
lessen the occurrence of re-scheduling workers work. This is cost-avoidance via improved efficiency

22
© TAP Maintenance & Engineering. All rights reserved. Confidential and proprietary document.
This document and all information contained herein is the sole property of TAP Maintenance & Engineering. This document may not be reproduced or disclosed to a third party
without the express written consent of TAP Maintenance & Engineering. This document and its content shall not be used for any purpose other than that for which it is supplied.

23