final shredder report - university of st....
TRANSCRIPT

Final Report Design of a manually operated food shredder for the developing world
ENGR 480 Senior Design University of St. Thomas
Sponsors: Compatible Technology International
University of St. Thomas Mr. Larry Mathews Faculty Advisor:
Dr. Camille George Team Members:
Michelle Anderson Bobby Fox Ben Rick
Adam Spah Date: 5/17/04

Abstract
The indigenous people of Haiti lack an efficient means of shredding one of their most abundant fruit, the breadfruit. During harvest time, much of the breadfruit cannot be eaten fresh and subsequently rots. In an effort to harvest the wasted produce, breadfruit can be thermally dried after it has been cut or shredded. Dried breadfruit can be easily stored for up to one year. The dried shreds can be ground into powder and used as a substitute for wheat flour in many recipes. This project seeks to find the most efficient means of mechanically shredding breadfruit to best prepare the fruit for the drying process. Through concept trade-off evaluation, the best shredding technique for this project was found to be a disc shredder. The disc shredder, after being designed and modified, has demonstrated an ability to shred various produce at approximately 200 lbs/hr at 60 - 65 rpm’s. It also has fulfilled and surpassed many of the original design requirements. It is our hope that the enclosed multi-purpose shredder can be disseminated throughout the world to help farming cooperatives establish small business enterprises.

Table of Contents I. Team member assignments
II. Background of CTI
III. Mission Statement
IV. Customer and Engineering Requirements
V. Project Management VI. Product Cost Analysis VII. Engineering Budget VIII. Concept Generation IX. Tradeoff Study X. Prototype Progression XI. Manufacturability
XII. Prototype Evaluation XIII. Testing Results XIV. Conclusions

XV. Appendices Appendix A: Gantt Chart Appendix B: Building Instructions
I. Team Member assignments Team Member Titles Bobby Fox: Team Leader/ Prototyping Michelle Anderson: Scribe/ Procurement Adam Spah: Prototyping/ Improvement Ben Rick: Prototyping/ Improvement Team Members Individual Tasks Michelle: Midterm Presentation, Testing Procedures, Design For Assembly (DFA), Final
Paper, Material Procurement
Adam: Computer Animated Design (CAD) Modeling, Testing Procedures, Prototyping,
Trade-Off Chart, Gantt Chart
Ben: Midterm Power Point, Testing Procedures, Requirements and Specifications
Comparison
Bobby: Testing Procedures, Prototyping, Bill of Material, Cost Analysis, Gantt chart
Revisions, Engineering Cost Estimation

II. Background of CTI
Compatible Technology International (CTI) is a non-profit organization whose volunteers are dedicated to helping those in need. CTI helps poor families process their harvested crops into nutritious food. The volunteers develop culture sensitive solutions to common processing challenges, from food storage to food preservation. CTI’s main goal is to establish appropriate technologies for developing countries that are safe, affordable, respectful to the environment, require little or no fuel and electricity, and are compatible with the culture. The majority of the designs and technologies are equipped for small villages, extended families, co-ops, or very small commercial users.
There are many steps involved in CTI processes. The first is to identify the developing country with a specific need. The second step is to find appropriate food processing methods in accordance with the country’s economy and culture. CTI volunteers then design and distribute the equipment, and train the local population on its use.
Countries touched by CTI over the years: India, Bangladesh, Mozambique, Zaire, Zimbabwe, Uganda, Costa Rica, Nicaragua, El Salvador, St. Lucia, Guatemala, and Haiti.
III. Mission Statement Vision for the Product: Design the best method to slice or grate food in preparation for drying. Key business goals: Simple, inexpensive, and reliable model which can be easily duplicated and utilized by the people of Haiti. Primary Market: The small co-ops of rural Haiti. Secondary Market: Commercial sales in Haiti for mass production of breakfast bars. Assumptions/constraints: Operable by one female adult of average strength. The shredder shall not present any hazards to a trained operator or to others in the area. Children under the supervision of the operator will typically play near the shredder. Stakeholders: Women of Haiti, children in school, churches investing money, CTI, University of St. Thomas, Larry Mathews, and engineers of this project.

IV. Customer and Engineering Requirements
The final product is going to Haiti, the poorest country in the western hemisphere. The product has an estimated target cost of $100 or less. Cost of materials shall not exceed $150 US for the nominally sized version.
Haiti has basic hardware stores available, but prices are high and reflect the cost of imported goods. The shredder shall be fabricated from commonly available materials and shall not use custom manufactured parts. Fabrication shall be reasonable for a typical machine shop in a large city of Haiti. Routing, cutting, bending, drilling, welding, and assembly are acceptable fabrication methods.
Assembly and installation shall be reasonable for a typical artisan or tradesman in a rural community of a developing country. Groups of Haitian women will be receiving micro-loans to purchase the shredder. The shredder must be productive enough to pay back the loan and also provide for an additional long-term source of income for the women. The dried fruit can be sold in a commercial market or to others in the local market.
There are not many environmental concerns with the shredder design. The design must withstand high moisture and salt content. Stainless steel, while expensive, will provide protection from corrosion. All parts that routinely come in contact with foods shall be made of materials. The design needs to be easily cleaned to prevent contamination and mold growth. The shredder should not be damaged by the elements, insects, or other pests.
Hands and fingers must be protected from the sharp shredding disc. Extra care must be taken to avoid hurting curious children. The blade will have a protective housing and the design will be safe for the user.
Sustainability is a major concern for the shredder. Breadfruit begins to rot and decompose in 24 hours once harvested. Therefore, the shredder must be fast, robust, and able to handle continual shredding during harvest season. The shredding disc will have a capacity of grating 25lbs per hour with one operator. The shredder will be powered by one female adult of average strength and should be designed accordingly. An optional source of power will be from a bicycle or a 1.5HP motor, but this requirement is not of high priority. The design will be powered by a crank with the possibilities of alternative forms of power.
The shredder shall accept chunks of up to 8” in diameter and 12” long and satisfy all requirements for processing breadfruit, potatoes, or cassava. The input chunks shall be reduced to a maximum dimension of 3 mm. An estimated 95% of the shredded breadfruit needs to be recovered after the shredding process is complete. This percentage does not include the core of the breadfruit. Social requirements are that the design is simple and allows the Haitians to manufacture their own shredders. The simple design will allow for quick and simple repairs if the shredder breaks down during the heavy use of the harvesting season. Also, it shall be possible for a trained operator to disassemble the shredder for cleaning without the use of tools.

Non-technical Requirements
Economic/financial: This project should have a positive impact economically and financially upon the people of Haiti. The project is designed so that it will be affordable and easily paid off through the sales of the dried breadfruit, either on the open market or to a private firm interested in using breadfruit flower for the manufacture of food. Environmental: This project will not have any toxic materials associated with it, and will not pose any environmental threat to the people or animals living in Haiti. If possible, parts should be recyclable or reusable. Health & Safety: The cutting blade used to shred the breadfruit should be protected from the user and any curious, unsupervised children from bodily injury. In addition, any materials in contact with the breadfruit cannot corrode or pollute the food in any way. Sustainability: The shredding device should be easily maintainable. It also should be very easy to repair with minimal moving parts and complexity. Social/Political: Due to the nature of the project, culturally appropriate training manuals and training aids will be supplied along with the final design to demonstrate how to use the tool in the native language of Haiti. The training material and aids will be accompanied by illustrations to show operation techniques to illiterate individuals. Also, the final design shall be forwarded to the State University of Haiti for the local students to continue optimizing its manufacture.
V. Project Management
Set objectives establish
goals Research Design Build
Prototype Testing Develop final
modular prototypes
Map project Brainstorm
Evaluate pros & cons of previous designs
Sketches
Meet requirements
(general performance)
Fine tune inequities
Gantt Chart Look at existing models
practicality/ ease of service
CAD modeling
Shred potatoes, eggplants, breadfruit
Build w/ necessary materials

Research patents Theories Buy parts
Evaluate mass flow rate of
shredded chunks Wrap up loose
ends
Talk to groups who shred (cheese, veggies)
Pick 2-3
designs to prototype
Evaluate each prototype (#s vs. #s), do we have enough $
and time to build all
prototypes
Can it be cheaper/ better?
Look at Peace
Corps documents
Design crank propulsion Assemble
crank
Research Propulsion (foot pedal, hike, motor,
crank)
Design shredder Assemble
shredder
Research pressing methods
Design collection bin Assemble
collection bin
Research moisture Design frame Assemble
frame
Blue: Column Topics Orange: Completed tasks Black: To be completed tasks
VI. Product Cost Analysis and Bill of Materials
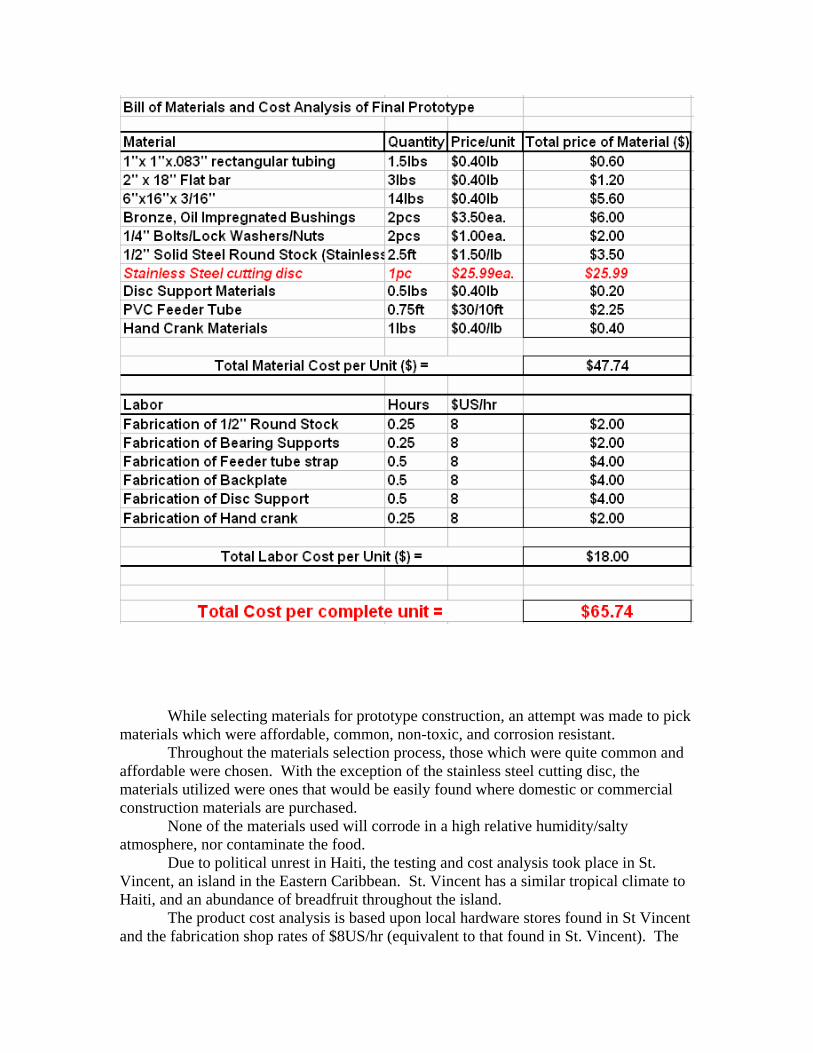
While selecting materials for prototype construction, an attempt was made to pick materials which were affordable, common, non-toxic, and corrosion resistant.
Throughout the materials selection process, those which were quite common and affordable were chosen. With the exception of the stainless steel cutting disc, the materials utilized were ones that would be easily found where domestic or commercial construction materials are purchased.
None of the materials used will corrode in a high relative humidity/salty atmosphere, nor contaminate the food.
Due to political unrest in Haiti, the testing and cost analysis took place in St. Vincent, an island in the Eastern Caribbean. St. Vincent has a similar tropical climate to Haiti, and an abundance of breadfruit throughout the island.
The product cost analysis is based upon local hardware stores found in St Vincent and the fabrication shop rates of $8US/hr (equivalent to that found in St. Vincent). The

other assumption is that the purchase of the stainless steel cutting disc will cost about $26.00. Different means of constructing the stainless steel cutting disc were researched, and it became apparent that such cutting discs will need to be imported.. The stainless steel cutting wheel accounts for over half the material costs of the breadfruit shredder. A significant decrease in this price will be quite influential upon the overall price. The shop rate will also dictate nearly a quarter the total cost per unit given the estimated rates.
During the visit in St. Vincent, the bill of materials was updated and current fabrication shop rates were obtained. Our final design costs about $65.00.
VII. Engineering Budget:
1st Semester Labor Cost Associate Engineering hours 300 $7,500.00 Consulting Engineering hours 60 $3,000.00 Materials Shredders for wheel assemble $33.50 Fabrication of wheel $50.00 Testing Medium $30.00 Shredding wheel $20.00
1st Semester Total $10,633.50
2nd Semester Costs (excludes trip) Labor Cost Associate Engineering hours 450 $11,250.00 Consulting Engineering hours 85 $4,250.00 Materials Additional Cutting discs $110.00 Materials for $20.00 Bearings $20.00 Cam Locks $15.00 Handle Material $10.00 Fasteners $10.00 Feeding Mechanism $20.00 Additional Feeder tube material $15.00 Tools for testing in St. Vincent $120.00

Testing Medium $50.00
2nd Semester Total $15,910.00
Trip Costs Labor Cost Associate Engineering hours (labor in St. Vincent) 256 $6,400.00Consulting Engineering hours (labor in St. Vincent) 64 $3,200.00Trip Planning Associate hours 50 $1,250.00Trip Planning Consulting hours 25 $1,250.00Plane Tickets, Hotels, and transportation (3 associate, 1 consulting engr.) $7,500.00Out of pocket expenses of 3 associate engineers ($250 each) $1,000.00 Total Trip Expenses $20,600.00
Accumulated Project Total: $47,143.00
The Engineering Budget Analysis consists of labor, materials, and tools for St.
Vincent. In this analysis, the three subsections are composed of 1st semester expenses, trip expenses, and spring semester expenses. The labor estimations have been based upon the hours accumulatively spent on the project as associate engineers earning a $50,000 per year salary. The labor estimations for consulting engineer hours has been based upon the time spent with Dr. George and Don Moran as engineering consultants earning a $100,000 per year salary. As a whole, the team has spent 1047 hours in researching, designing, prototyping, and putting together presentations. The team was estimated as having spent around 60 hours with consultant engineers such as Dr. George and Don Moran. Also, approximately $150 was spent on testing material, prototype material, and fabrication time. All construction time was accounted for, and prices were given to all of the University’s materials and equipment used.
The total trip expenses encompassed associate and consultant labor, airfare and hotel stay, and hours spent planning for the trip. Labor estimations were based on an eight-hour workday for seven out of the ten days in St. Vincent. The total labor covers three associate engineers in St. Vincent for ten days, and one consultant engineer in St. Vincent for ten days. Also taken into consideration was the time spent putting together tool kits and raw materials in preparation for St. Vincent. The hotel and airfare

estimations were made by accounting for half the travel budget for the whole group. $15,000 was allotted for the seven associate engineers and faculty to travel to St. Vincent for ten days. Thus, a total of $7500 was estimated for the three members of the shredder group and one faculty member. Also considered was the additional expense of $250 paid by each student traveling to St. Vincent.

Work Activity Matrix The work activity matrix presented below indicates the break down of the design
project, and the team member’s specific tasks. An X signifies a particular team member’s effort for the task listed above it. An O signifies that the team member did not put forth any effort for the specific task listed above. As evident by the matrix, some tasks were a team effort, while others were assigned and completed by one or two team members.
Map
Pro
ject
G
antt
Cha
rt B
rain
stor
m
Look
at E
xist
ing
Mod
els
Res
earc
h Pa
tent
s Ta
lk to
Gro
ups W
ho S
hred
Look
at P
eace
Cor
p D
ocum
ents
Res
earc
h Pr
opul
sion
R
esea
rch
Pres
sing
Met
hods
Ev
alua
te P
ros &
Con
s of
Prev
ious
Des
i gns
Pr
actic
ality
/ Eas
e of
Ser
vice
Theo
ries
Pick
2-3
Des
igns
to P
roto
type
Des
ign
Cra
nk P
ropu
lsio
n D
esig
n Sh
redd
er
Des
ign
Col
lect
ion
Bin
Sk
etch
es
CA
D M
odel
ing
Buy
Par
ts
Eval
uate
Eac
h Pr
otot
ype
Ass
embl
e C
rank
, Shr
edde
r, B
in
Test
ing:
Mee
t Req
uire
men
ts
Shre
d Pr
oduc
e
Eval
uate
Mas
s Flo
w R
ate
Bobby X X X X X X X X O X O X X X X O X O X X X O X O
Michelle X O X X X X X X O X X X X O O X X O X X O O X X
Adam X X X X X X X X O X O X X O X O X X X X X O X O
Ben X O X X X X X X X X X X X X O O X O X X O X X O
Engineering Specification QFD Matrix

Acce
pt c
hunk
s of
up
to 3
" in
dia
met
er, 1
2" lo
ng
Redu
ce in
put t
o 3m
m c
hunk
s
Colle
ct 9
5% o
f gra
ted
prod
uct i
n a
5 ga
llon
pail
Pow
ered
by
an a
vera
ge s
treng
th fe
mal
e
Opt
ion
to b
e po
wer
ed b
y a
1.5
HP m
otor
Gra
te 2
5lbs
/hr w
ith o
ne o
pera
tor
No c
usto
m p
arts
- on
ly u
se o
f com
mon
mat
eria
ls
Reas
onab
le fo
r a H
aitia
n m
achi
ne s
hop
Easy
to in
stal
l (w
ith h
and
tool
s)
Clea
n w
ithou
t use
of t
ools
All p
arts
in c
onta
ct w
ith fo
od c
anno
t cor
rode
Cost
is le
ss th
an $
150
US d
olla
rs
Easy
to c
lean
Relia
ble
- lon
g te
rm u
seSa
fe to
use
Customer Requirements
Efficient x x x x xEasy to use x x x xEasy to make x x x xPractical x x x x x x xRobust x x x
Customer Requirements
VIII. Concept Generation
Shredding in Haiti is currently performed using a basic hand grater and shredded
by hand or sliced with a small knife. This is very time consuming, unproductive, and labor intensive. The team considered five different designs to improve the shredding process.
Drum Shredder
The drum shredder consisted of a drum, which had grating holes upon it. It was spun inside a housing which had an opening on top of it to feed the fruit or produce. The drum would shred the food as it was fed into the grating holes and the shreds would fall out the open end of the drum. This design was found to be difficult to clean, because the drum needed to be taken out of the housing every time it was cleaned. It was also very difficult to replicate the drum itself, so this concept was eliminated.

The photo above shows an example of the drum styled shredder.
X. Disc Shredder
The disc shredder consists of a disc with grating holes on it. The disc can spin horizontally or vertically, while the produce is fed into it. The shreds will fall behind or below the disc into a collection bin. This design seemed to be the most promising and scored the highest on the tradeoff study. It was concluded that the disc shredder would be easily imitated, easy to operate and clean, and very productive. The disc shredder concept was selected for all these reasons. After the selection of the disc shredder was finalized, prototyping began immediately.

The photo above shows an example of the disc style shredder.
XI. XII. Grinder (Auger Style) Shredder
The auger style shredder is made up of an auger in a cast iron housing which
forces the food inside the housing. The food is fed through the housing along the auger and extruded through a perforated ¼” thick plate. This design was found to produce an unacceptable end product. It also required the fruit to be cut into very small pieces that could fit inside the housing. This concept scored very low on the tradeoff study.
The photo above shows an example of the grinder (auger style) shredder.
Slicer Style Processor
The slicer style shredder consisted of a blade that spun on the bottom of a container in which the fruit was placed. This concept would slice the fruit instead of shredding it. The drying team concluded that shreds were better than slices, so the decision to omit this design was made.

The photo above shows an example of the slicer style shredder.
XIII. Linear Cam Shredder The linear cam shredder consisted of a single crank shaft which was connected to
a flat shredding plate. The rotating crankshaft would force the shredding plate for and aft via the connecting rod. This concept worked similarly to a crankshaft and piston assembly found in an internal combustion engine, but a shredding plate was utilized rather than a piston. The shreds would then fall below the shredder into a collection bin. This concept would be quite expensive to produce, and require substantially accurate craftsmanship to complete. This concept was ultimately abandoned.
The photo above shows an example of the cam. IX. Tradeoff Study
Design Traits Weight (%)Drum
ShredderDisc
ShredderGrinder
(Auger Style)Slicer Style
Linear Cam Shredder
F<8 lbf to operate 15 3 3 1 1 2

Costs of Materials 2.5 2 3 1 1 1 Ease of Assembly 5 2 3 1 2 1 Consistent of 1/2" Shreds 2.5 3 3 2 2 1 Reliability 15 3 3 3 2 2 Ease of Cleaning 10 1 2 2 2 3 Corrosion Resistance 10 2 2 2 2 2 Easily Imitated 2.5 3 3 2 1 1 M>25 lbs/hour 10 3 3 0 1 2 Productivity 5 3 3 1 2 2 Safety 2.5 3 2 3 1 2 Accepts 3"- 8" BF 12.5 3 3 1 2 1 Functionality 7.5 2 3 1 2 1 Total 100 33 36 20 21 21 Weighted Score 262.5 282.5 157.5 170 182.5
The chart above shows the five different concepts considered. It evaluates each concept concerning the particular design traits specified on the left-hand side of the chart. The ratings are as follows: 3 = Excellent, 2 = Satisfactory, 1 = Inadequate and 0 = Not present. Each design trait is weighted in accordance to its importance.

X. Prototype Progression (1st-6th iterations) From the above trade-off study, the disc shredder seemed to be the best choice. It had the best scores for both weighted and un-weighted considerations. Prototype Progression: 1st Proto-type Qualities:
• Hand shredder currently used in Haiti
Problems:
• Time consuming • Low produce output
2nd Prototype Qualities:
• Vertically rotating disc shredder • Horizontally located off-set feeder tube • Vertical hand crank assembly • Shredder plates with 3/8” holes were welded on an 18” steel wheel
Problems:
• Difficult to feed fruit and turn crank at the same time • Cutter wheel worked well with potatoes, but poorly with breadfruit • Feeding fruit took too much effort • Feeder tube too small
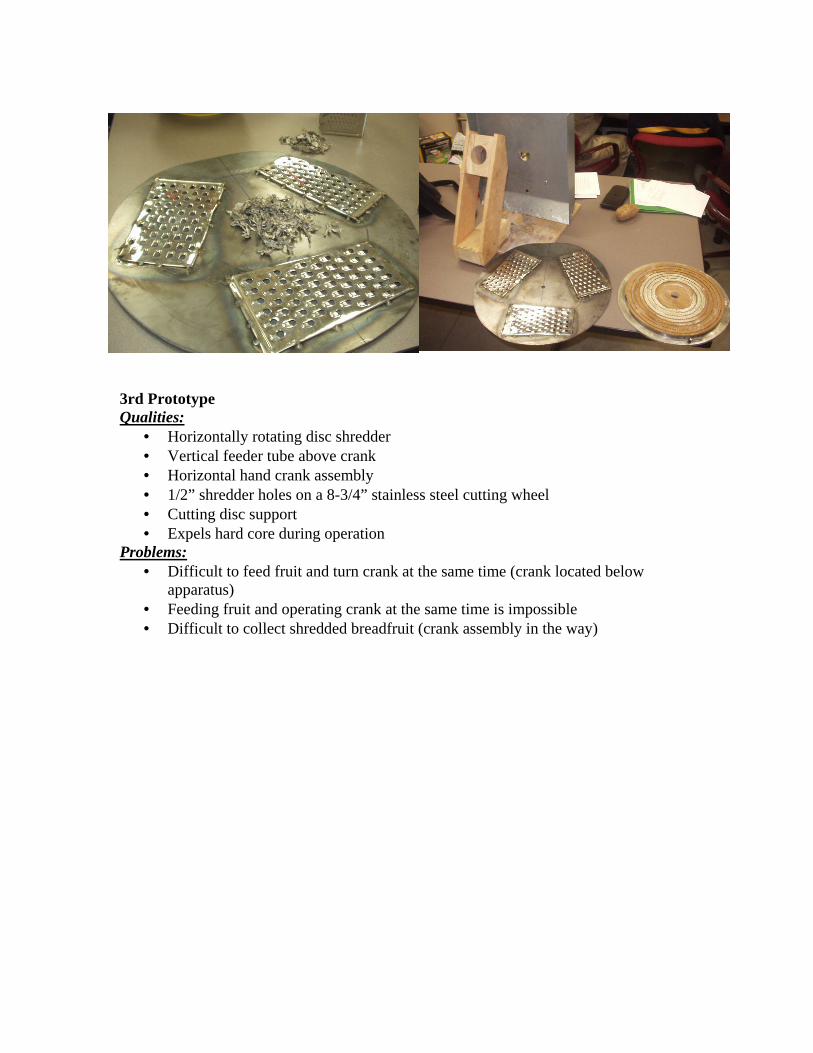
3rd Prototype Qualities:
• Horizontally rotating disc shredder • Vertical feeder tube above crank • Horizontal hand crank assembly • 1/2” shredder holes on a 8-3/4” stainless steel cutting wheel • Cutting disc support • Expels hard core during operation
Problems: • Difficult to feed fruit and turn crank at the same time (crank located below
apparatus) • Feeding fruit and operating crank at the same time is impossible • Difficult to collect shredded breadfruit (crank assembly in the way)

4th Prototype Qualities:
• Horizontally rotating disc shredder • Feeder tube below crank • 1/2” shredder holes on a 8-3/4” stainless steel cutting wheel • Tube divider holds fruit in place • Expels hard core during operation • Feeding fruit and operating crank at the same time is quite easy • Collecting shredded breadfruit is no longer a problem (crank/bearings/shaft no
longer in the way) Problems:
• Must cut breadfruit in half prior to shredding • Needs to be clamped to a table

5th Prototype Qualities:
• Durable Bearings • Easy to turn • Shreds 226lbs/hr • Robust Design
Problems: • Bearings will be difficult to import • Expensive • Heavy
The prototype pictured above is the model that was used and tested in St. Vincent.

6th Prototype Qualities:
• Much more affordable • Horizontally rotating disc shredder • Feeding fruit and operating crank at the same time is quite easy • Robust and durable design
Problems: • Still need to import Stainless Steel disc • Bushings are available, but need to be imported

XI. Manufacturability Below is a chart that provides the manufacturability for the final prototype. Handling and assembling codes are used to determine the time it takes to add each part to the final design.
A B C D E F G I Assembly
Name
part
ID
num
ber
# of
tim
es
hand
ling
code
hand
ling
time
inse
rtion
co
de
inse
rtion
tim
e op
erat
ion
time,
se
cond
s
(B) x
[(
D)+
(F)]
est.
of
theo
retic
al
min
. par
ts
x y
Part Name alpha beta Total
1 1 00 1.13 31 6 7.13 1 Shaft
0 180 180
2 2 00 1.13 32 7.5 17.26 1 Bushings
0 180 180
3 2 00 1.13 48 8.5 19.26 1 Cam lock
0 180 180
4 4 10 1.5 38 6 30 1 9/16" Nut
0 180 180
5 1 00 1.13 00 1.5 2.63 1 Solid Steel Frame
180 180 360
6 1 10 1.5 18 9 10.5 1 SS cutting disk
0 360 360
7 1 05 1.84 72 10.5 12.34 0 Disk Support
0 180 180
8 1 01 1.43 37 9 10.43 1 PVC tube
0 180 180
9 1 01 1.6 22 6.5 8.1 1 Clevis Pin
0 180 180
10 1 10 1.5 32 7.5 9 1 Retaining Clip
180 180 360
11 1 10 1.5 92 11.5 13 1 Hand Crank
180 180 360
12 1 00 1.13 60 5.5 6.63 1 Fly Nut
0 180 180
13 1 00 1.13 38 6 7.13 1 Hex Bolt
0 180 180
153.41 12
Design Efficiency
3 sec x TMNP
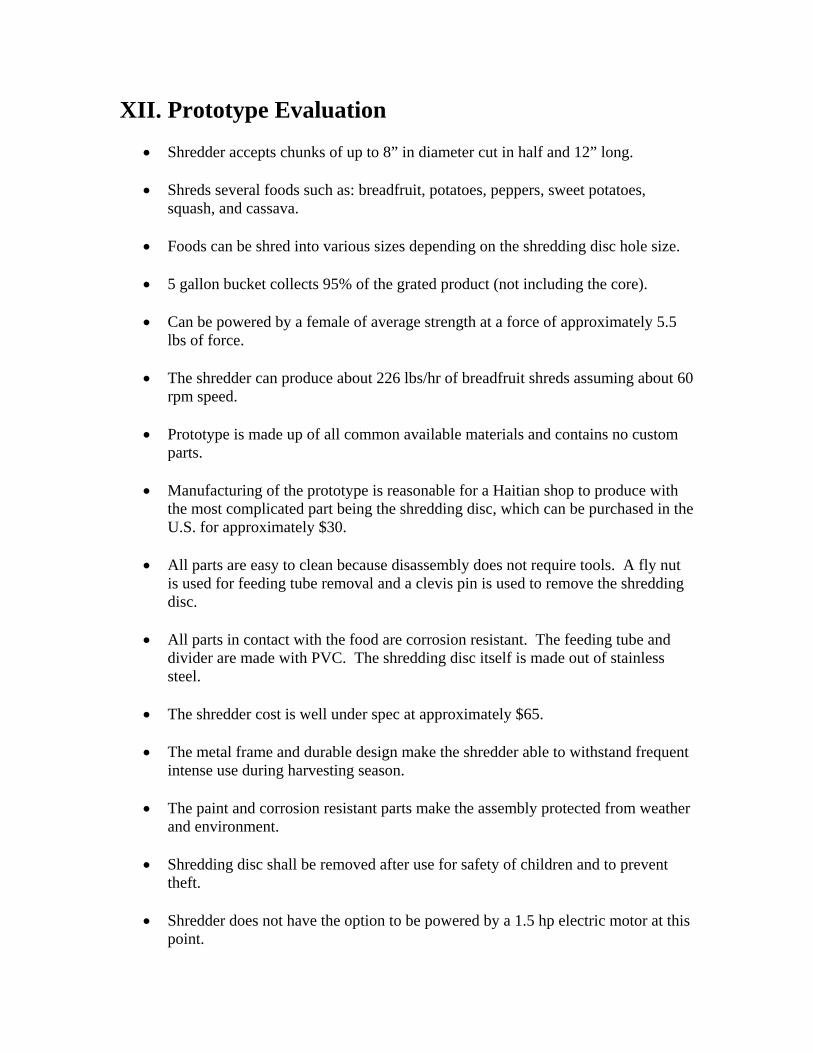
XII. Prototype Evaluation
• Shredder accepts chunks of up to 8” in diameter cut in half and 12” long. • Shreds several foods such as: breadfruit, potatoes, peppers, sweet potatoes,
squash, and cassava.
• Foods can be shred into various sizes depending on the shredding disc hole size. • 5 gallon bucket collects 95% of the grated product (not including the core). • Can be powered by a female of average strength at a force of approximately 5.5
lbs of force. • The shredder can produce about 226 lbs/hr of breadfruit shreds assuming about 60
rpm speed.
• Prototype is made up of all common available materials and contains no custom parts.
• Manufacturing of the prototype is reasonable for a Haitian shop to produce with
the most complicated part being the shredding disc, which can be purchased in the U.S. for approximately $30.
• All parts are easy to clean because disassembly does not require tools. A fly nut
is used for feeding tube removal and a clevis pin is used to remove the shredding disc.
• All parts in contact with the food are corrosion resistant. The feeding tube and
divider are made with PVC. The shredding disc itself is made out of stainless steel.
• The shredder cost is well under spec at approximately $65.
• The metal frame and durable design make the shredder able to withstand frequent
intense use during harvesting season.
• The paint and corrosion resistant parts make the assembly protected from weather and environment.
• Shredding disc shall be removed after use for safety of children and to prevent
theft.
• Shredder does not have the option to be powered by a 1.5 hp electric motor at this point.

Benefits/Features The intent of the final design was to minimize complexity while utilizing the materials to their fullest potential. First, the chassis of the shredder has been reduced so that, while smaller, it is still very robust. The chassis design also has mounting holes so that the machine can be securely mounted for ease of use. The prototype contains no custom parts and therefore can be manufactured wherever common materials and tools are available (i.e. Haiti). Fortunately, a well established company carries the complex cutter disks, and can ship them anywhere; thereby reducing the complexity of the design.
The user benefits most from this product. This product is made from steel and PVC. The steel is either stainless or painted, so it will not rust if used or stored outdoors. The cutting blade is reinforced so the blade will not warp over time with heavy use. Clean-up is very simple because it will not involve any tools. The cutting blade can be taken off and cleaned simply by removing a clevis pin at the bottom of the shaft. The PVC tube can be easily removed by hand turning a fly nut that loosens the friction collar. Both the cutting disk and the tube can simply be sprayed down with water.
The shredding disk retailer also carries a variety of disks that can fit almost any particular application. The output of this design has been tested and proven to be over 200 lbs/hr when processing cut bread fruit. Costing approximately $65, this shredder will surely pay for itself. XIII. Testing Results The objective of traveling to St. Vincent was to test the shredder under real applications and to gain real user input to implement on future designs. Also, the trip provided the group with an idea of the availability of materials and manufacturing skills in St. Vincent. While the shredder was being tested under real conditions, the native user gave immediate input on the positive aspects of the design and commented on improvements that could be made. The on-site visits also proved the durability and flexibility of the design. The design impressed the group with its versatility by adapting to many different fruits and vegetables including star fruit, red peppers, and sweet potatoes. The user input was invaluable and had a constructive impact on the team’s final design.

Test 1: Engineering Students Shredding at Erika’s Country Style
Weight of fruit before (lbs)
20 weight not cored
weight of collected shaving (lbs)
16 cored w/ bucket
Time needed to complete shredding (min) 4.08
Force needed to pull disk - grams 2500
Mass flow rate (lbs/hr) 235.29
RPMs 60 The first test in St. Vincent was conducted by the engineering students at Erika’s Country Style. We found a post to attach the shredder to and everything went well. The above chart shows the results of the test. The force needed to pull the disc was obtained by attaching a spring scale to the handle, and the force documented was the force right before the handle started moving.
Test 2: French Students Shredding at Erika’s Country Style
Weight of fruit before (lbs)
23 cored w/ bucket
weight of collected shaving (lbs)
22 w/bucket
Time needed to complete shredding (min) 7.56
Force needed to pull disk - grams 3000
Mass flow rate (lbs/hr) 174.60
RPMs 60 The French students repeated the test to establish if inexperienced users could duplicate the results. The results, above, were very similar with the exception of the time being a bit longer. Since they were not experienced with the use of the shredder, there is the assumption that the shredding time will decrease with experience.

Test 3: Charlie Keffer Shredder at Erika’s Country Style
Weight of fruit before (lbs)
32 cored w/ bucket
weight of collected shaving (lbs)
31 w/bucket
Time needed to complete shredding (min) 7.54
Force needed to pull disk - grams 3500
Mass flow rate (lbs/hr) 246.68
RPMs 60 The experiment was repeated once again by Charlie Keffer, yielding similar results. As seen above, the time needed to complete shredding was a bit longer than the engineering students, but again the shredding time will decrease with experience.
Test 4: Engineering Students at Zee’s Bakery
Weight of fruit before (lbs)
20 cored w/ bucket
weight of collected shaving (lbs)
19 w/bucket
Time needed to complete shredding (min) 4.54
Force needed to pull disk - grams 3500
Mass flow rate (lbs/hr) 251.10
RPMs 60 We visited a Zee’s Bakery in Georgetown of St. Vincent. The breadfruit was significantly larger in this area of the island. We performed the test and the results were again similar. These tests provide proof that our shredder can consistently shred and this consistency can easily be duplicated at different locations with different users and with different species of breadfruit. Our average flow rate for the four tests was 226.91 lb/hr. This is well over our required specification of 25 lbs/hr. The users also commented on the easy use of operating the shredder. These test results were a great help and prove that our prototype is, in fact, an optimum design.

XIV. Conclusions
The senior design class brought our team through the entire design process. We began with an initial concept and specifications, and worked our way through six prototype iterations to arrive at our final design. We worked through trade-off studies with all of our design concepts, and systematically arrived to the most optimal design possible. The process exhibited design flaws, helping us eliminate designs that were less desirable than others. The trade-off chart showed us the importance of establishing a worthwhile design early on to promote success. Team work is another skill that we gained from the senior design class. This skill will help us as we encounter group work in the future. Individual working styles need to be identified and utilized to achieve an optimal design. The collaboration between members brought different ideas and aspects to our design. Another important feature to our particular senior design project was cultural awareness. The trip to St. Vincent opened us up to another culture that we would have otherwise never seen. We learned that we needed to adapt our prototype to other cultures’ needs. It made us realize the importance of our project and how we can impact the lives of others. The face-to face interactions with the customer were key to the final development of the design. We were able to interact with Vincentians, and obtain their input on our design. They identified ideas that we had not thought of, and helped make our design more applicable to that cultures needs. The latter would not have been accomplished had we not traveled to the island. Keeping the customer in mind throughout each step was crucial to the design. Through the interactions with the customer, this project taught us that manufacturing costs need to be addressed throughout the design process in order to make the product affordable. If the customer does not like it or if it costs too much, they will not buy it, and therefore the design is useless. In conclusion, this course has provided each of us with valuable real life skills that can be applied not only to our future careers, but also throughout our life.
Tommie Shredder
Building Instructions

by:
Adam Spah
Ben Rick Bobby Fox
Michelle Anderson This design is to be freely distributed, May 2004

Exploded View of Shredder Assembly


Bill of Materials and Cost Analysis
Part # Material Quantity Price/unit Total price of Material ($) Contact for Material 1 1"x 1"x.083" square tubing 1.5lbs $0.40lb $0.60 Steel Supply 2 2" x 18" Flat bar 3lbs $0.40lb $1.20 Steel Supply 3 6"x16"x 3/16" Plate 14lbs $0.40lb $5.60 Steel Supply 4 Bronze, Oil Impregnated Bushings 2pcs $3.50ea. $7.00 C.E. Gobeil Co., 1-800-338-3084 5 3/8"x 2" Bolt and wing nut 1pc $1.00ea. $1.00 Hardware Store 6 1/4" Bolts/Lock Washer 2pcs $1.00ea. $1.00 Hardware Store 7 1/2" Solid Steel Round Stock (Stainless Steel) 2.5ft $1.50/lb $3.50 Steel Supply 8 Stainless Steel cutting disc 1pc $25.99ea. $25.99 www.food-equipment.com 9 Disc Support Materials 0.5lbs $0.40lb $0.20 Steel Supply
10 PVC Feeder Tube 0.75ft $30/10ft $2.25 Hardware Store 11 Hand Crank Materials 1lbs $0.40/lb $0.40 Steel Supply 12 1" O.D. PVC tubing, 3" long 1pc $0.50 $0.50 Hardware Store 13 3/8" x 5" Bolt/nut 1pc $1.00 $1.00 Hardware Store 14 1/4" x 1.5" Clevis Pin 1pc $2.00 $2.00 Hardware Store
15 Retailing Clip 1pc $0.50 $0.50 Hardware Store
The disc can be purchased through Steve Croonquist at www.food-equipment.com, 1-877-828-4616. Shredding Discs available in stainless steel in 5/64", 3/32", 3/16", 1/4", 5/16", 1/2", "shredder" hole sizes.

This is the detail drawing in standard units (inches)

The above detailed drawing is in metric units (centimeters)

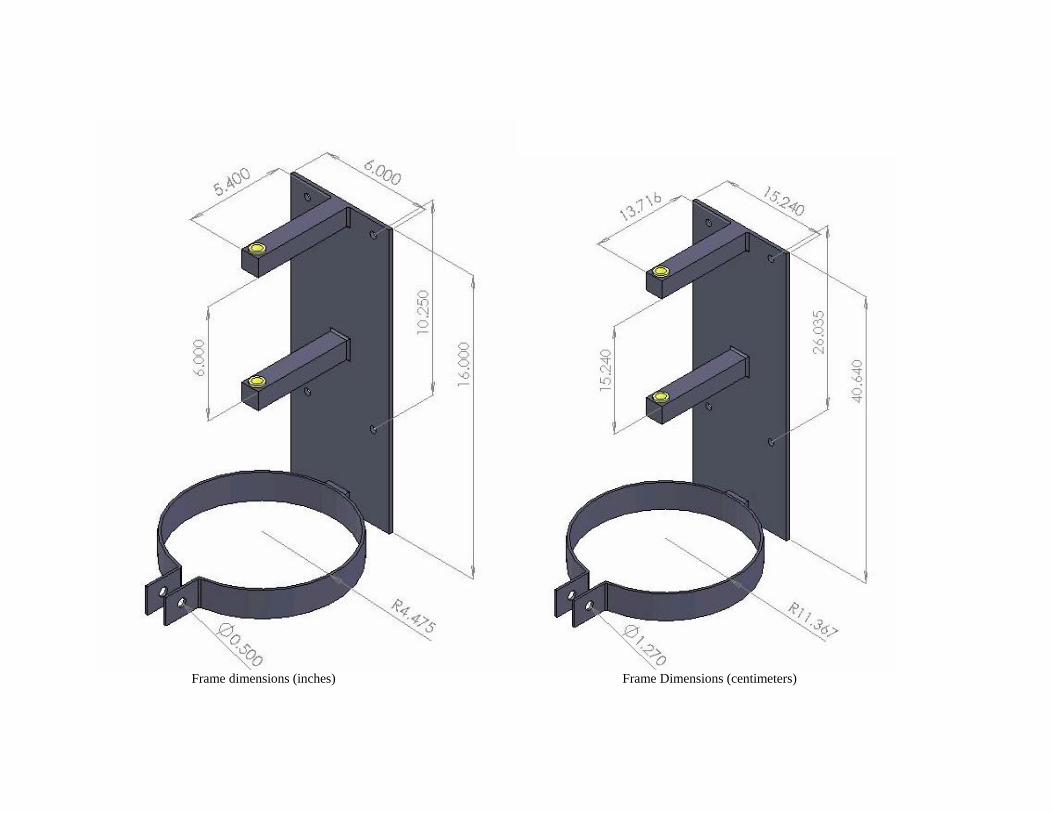
Frame dimensions (inches) Frame Dimensions (centimeters)

The above photo shows the welded areas of the force feeder and frame plate. Weight of force feeder approximately 7 lbs. and weight of frame plate is approximately 12 lbs

The above pictures show the details of the bushings and the disc support (inches).

This above detailed drawing is of the force feeder with dimensions (inches).

This above detailed drawing is of the force feeder with dimensions (centimeters).

The detailed drawing above is the handle assembly with dimensions (inches).

The detailed drawing above is the handle assembly with dimensions (centimeters).

The photo above shows the exploded view of the handle.

Insert the tube into the tube holder then fasten the tube using the bolt and fly nut.
After the tube is attached, the disc can be attached also. First, Slide the disc on the shaft just above the hole.
Next, slide the disc support lined up with the hole. Insert the pin into the hole to secure the support. Last, insert the retaining clip into the pin hole. The final attachment should look like the above figure.