abletta d tlimpo universidad autonÓma …148.206.53.84/tesiuami/uam20821.pdf · documento del...
TRANSCRIPT

casi abletta d tlimpo
UNIVERSIDAD AUTONÓMA METROPOLITANA DIVISION DE CIENCIASBIOL~GICAS Y DE LA SALUD SECRETARiA ACAOÉMICA
A QUIEN CORRESPONDA:
Par medio de la presente se hace constar que la: Ing. ROSA MAR¡A GALlClA CABRERA
del Departamento de BlOTECNOLOGiA de la División de Ciencias Biológicas y de la Salud, asesoró el siguiente Servicio Social:
TiTULO "Estimación del tiempo de secado por atomización para el sabor piña"
ALUMNA López de Cárdenas Monterrubio María Gabriela MATR~CULA 88337000 LICENCIATURA Ingeniería de los Alimentos PERIODO Marzo 10, de 1999 a Enero 31, 2000
Se extiende la presente para los fines que a la interesada convengan, en la Ciudad de México, Distrito Federal a tres de mayo del dos mil.
A T E N T A M E N T E . "CASA ABIERTA AL TIeMPO"
SECRETARIO ACADÉMICO '
UNIDAD IZTAPALAPA Av. M W d n y 111 Puririma. Col. YiCanlina. D.F. 09340 Tel. (5) 723 83 51, Fax (5)8<2 80 83 S.nuil: adcbmx.nim.uam.mx
~~ .

Casa Abierta al tiempo
SERVICIO SOCIAL *
MARiA GABRIELA LbPEZ DE CÁRDENAS MONTERRUBIO
& h T R k U L A : 88337000 TELEFONO: 757-36- 13
r
LICENCIATURA: Ingeniería de los alimentos. UNIDAD Y DMSI~N: Iaapalapa, CBS TRIMESTRE LECTIVO: 99-1
NOMBRE DEL PROYECTO " Evaiuación de la eficiencia del proceso de deshidratación de la planta FERVIG S. A. DE
C. V. y su relación con la disminución de costos. "
NOMBRE DEL SERVICIO SOCIAL: "Estimación del tiempo de secado por atomización para el sabor piña. "
LUGAR DE REALIZACI~N: Planta Deshidratadora Fervig, S. A. de C. V.
CLAVE DE REGISTRO DE SERVICIO SOCIAL.
ASESOR INTERNO: Ing. Rosa María Gaiicia C. Profesor-Investigador Titular de tiempo completo, en el área de Alimentos del Departamento de Biotecnología.
ASESOR EXTERNO: Ing. Ricardo Elechiguerra Parra Gerente General.
FECHA DE INICIO' 10 DE MARZO DE 1999 FECHA DE TERMINACI6N 3 1 DE ENERO DEL 2000
FIRMA DEL ALUMNO Y FIRMA DE LOS ASESORES:
Ma. Gabriel as M.
Fem&S.AdeC V

casiYllad&ll&4
UNIVERSIDAD AUTONOMA METROPOLITANA
Iztapalapa, D.F., enero 31 del 2000.
DR. JOSÉ LUIS ARREDONDO F. DIRECTOR DE LA DNISIÓN DE CIENCIAS BIOLÓGICAS Y DE LA SALUD. P R E S E N T E.
Por este conducto, me permito informarle que una vez revisado el documento del informe final del Servici.0 Social "Estimación del tiempo de secado para el sabor piña", presentado por la estudiante de la carrera de Ingeniería de l o s Alimentos, María Gabriela López de Cardenas Monterrubio con matricula 88337000, comunico que su presentación y contenido técnico cubre de manera satisfactoria los objetivos planteados por el Servicio Social indicado. El estudio se inició el 10 de marzo de 1999 y se concluyó el 31 de enero del año en curso.
El servicio social se finalizó cuatro meses después debido a que se ampliaron l o s objetivos y la programación de sabores a procesar en l a planta.
Agredeciendo de antemano la atención brindada a l presente, quedo de usted.
A T E N T A M E N T E
ING. ROSA &ÍA GALICiA CABRERA PROFESOR-INVESTIGADOR TITULAR DEPTO. DE BIOTECNOLOGÍA
UNIDAD IZTAPALAPA Av. Mlchoacán y la Purísima, Col. Vicentina, 09340 México, D.F., Tel.: 724-4600, Telefax: (5) 612-0885

Dr . José Luis Arredondo Figueroa. Director de la División de Ciencias Biológicas y de la Salud. U. A. M. Iztapalapa.
Con la presente se notifica que la Srita. MARIA GABRIELA LOPEZ DE CARDENAS MONTERRUBIO, estudiante de la Licenciatura de Ingeniería de los Alimentos y con matrícula 88337000, realizó su Servicio Social en las instalaciones de esta empresa con el proyecto de '1 Estimación del tiempo de secado para el sabor piña ' l . Iniciando el 10 de marzo de 1999 y concluyendo el 31 de enero del 2000.
Se notifica también que el trabajo concluyó satisfactoriamente y que el retraso de cuatro meses en el tiempo de terminación se debió a la ampliación de los objetivos y a la programación de los sabores a procesar en la planta.
Se extiende la presente a petición de la interesada y para los fines que haya lugar a los treinta y un días del mes de enero del dos mil.
Gerente General.
Sdn Rdfac l Atlixco No. 24 Col. Lo Purísima C. P. 09340 México, D. F. Tel. 619-09-43 FSA 619-13-54
'lombre: Ma. Gabricla Lopez de Cardenas Monterrubio Matrícula: 88337000 Liceneiatura: Ingenieria de los alimentos
Titulo del proyecto. '. ESTMACIÓN DEL TIEMPO DE SECADO POR ATOMIZACIÓN PARA EL SABOR PIÑA"
Registro del Servicio Social: IA.008 Y9 Fefha de entrega: 3 I de enero del 2000.
Asesor Externo: Ing. Ricardo Elechiguerra Pm-Gerente General Planta Dwhidratdora FERVlG S. A. de C. V. Asesor interno ing. Rosa Maria Galicia Cabrera Profesor-Investigador del irea de alimentos de Biotecnologia.
, El presente resumen tiene como finalidad exponer las actividades realizadas para el cumplimiento del Servicio S d en las instalaciones de la Planta Deshidratadora FERVlG S. A. DE C V , ubicada'en San Rafael Atlixco No. 24 Coi. La Purisuna. Delegación Iaapaiapa. Mexico D F., Cuyos objetivos especifica fueron:
Cumplir con lo requerimientos establecidos por las dependencias gubernamentales (Secretaria de Salud, Secretaría del Trabajo Reconocer la línea de proceso del secado por aspersión (spray dry) Reconocer las condiciones de trabajo en la planta deshidratadora. Reconocer la importancia del lavado y sanitization del equipo dentro del proceso de secado. Reconocimiento y descripción de los puntos cnticos de control durante el proceso. Esumar el tiempo de secado en basa a cambios de pmión durante el proceso del sabor puia. Elaboración de reportes de proceso y esümacion de tiempos de secado de acuerdo a la velocidad de producción del sabor piña
Prevision Social. Secretaría del Medio Ambiente)
Las formas de medición que se tomaron para el cumplimiento de estos objetivos fueron supervisiones visuales de las actividades en la planta deshidratadora para su reconocimiento y responsabilidad de cada departamento (producción. control de calidad de materia prima y de producto terminado) y para las condiciones de higiene y sanidad. Asi como la verificación de tiempos de secado y presiones de inyección para la deshidratación del sabor piña.
Como multados se describe a la línea de proceso mediante un diagrama general operativo, un diagrama de flujo del proceso y un diagrama de bloques, as¡ como la elaboración del manual de buenas prácticas de higiene y sanidad en base a la certificación servsafe. Ademas se elaboró un diagrama de lavado y sanitización del equipo conteniendo tablas de dosificaciones y saninzantes para el lavado del equipo y irreas detrabajo; para ambos diagramas, se determinaron los puntos críticos decontrol (ppc) mediante el irbol de decisión ppc. Postenomente se realizó la tabla de diagnósuco en los puntos de control en el proceso de deshidratación del sabor pÜia y el cuadro de andisis de puntos criucos de control del mismo
Se cubrieron todos los lineamienros requeridos por las dependencias gubernamentales notificando el cumplimiento del requerimiento ante las oficinas de cada una de ellas, obteniindosc un escnto oficial con la certificación del visto bueno; para la eshmacion del tiempo de secado del sabor piña se tomaron lecturas de humedad y tamaño de particula a variaciones de presión de 2500 y 3000 Ib/in" de las cuales se reporta que la presiona 2500 Iblin' es la recomendable para el p-o concluyendose que no disminuyen los costos de operacion sino que se produce mayor volumen en menos tiempo, io que se traduce en mayor uigreso a la empresa en las mismas horas de trabajo.
De esta manera se cumplen satisfactoriamente los objetivos realizados al inicio del proyecto del Servicio Social y se da poi terminado el mismo.

UNIVERSIDAD AUTÓNOMA METROPOUTANA Unidad lzíapalapa
'MSl6N DE CIENCIAS BlOLbGlCAS Y DE LA SALUD
'"Estimación del tiempo de secado por atomización para el sabor pifia"
' JUG. b& L O S R L I C I E U t O 5
lnforme final
ASESORES:
Ing. Rosa Mana Gaiicia. Profesor Investigador Titular Departamento de Biotecnología
Ing. Ricardo Elechiguerra Parra. Gerente General Pianta Deshidratadora FERVIG S. A de C. V.
AUTOR:
'Ma. Gabriela López de Cárdenas Montembio
' México D.. F. a 27 de enero del 2000. I
ÍNDICE '
CAPÍTVLO 1 INTRODUCCIbN t.
CAPíTVLO 11 OBJETIVO GENERAL Y OBJETIVOS ESPEdFICOS
c.4PÍTuLO 111 METODOLOG¡A UTILIZADA Y ACTIVIDADES REALIZADAS
C A P h L O ZvOEJETIVOS Y METAS ALCANZADAS
CAPiTVLO V RESULTADOS M A N ü A L DE BUENAS PRACTICAS DE HIOIENE Y SANDAD REQüiSITOS DE LA SECRET.4RIA DEL TABAJO Y PREVISION SOCIAL DIAGRAMA DE FLUJO DEL PROCESO DIAGRAMA DE BLOQUES DEL PROCESO
DIAGNOSTlCO DE LOS PUNTOS DE CONTROL E S EL PROCESO DE DESHWRATACION DEL SABOR Pm'A REPORTE DEL PROCESO DE SECADO CONDICIOYES \iORMUES DE OPEIUClOl REPORTE DEL PROCESO DE SECADO PRUGBA I
REPORTE DEL PROCESO DE SECADO PRUEBA 2
P ~ T O S CRITICOS DE CONTROL EN EL PROCESO DE DESHIDRATACION DEL SABOR PIÑA
~ P ~ L O CONCLUSiONES
BIBLIOGRAFIA
CRITERIOS DE EVALUACI~N
J
7
8
12
13 13 23 29 34 31 32 35 36 37
40
41
41
CAPÍTULO I
INTRObUCC16N
En México se cuenta con industrias deshidratadoras por atomización (spray dry), siendo Industrial Deshidratadora S. A. de C. V. la que va a la vanguardia tanfo en instalaciones como en la variedad de productos a ofrecer, seguida de Altecsa S. A. de C. V., Complementos Alimenticios S. A. de C. V., FERVIG S. A. de C. V. y Alimentos Deshidratados S. A. de C. V., en cuya Última solamente se deshidrata albúmina de huevo. (sistema Empresarial Mciicano, 1998)
FERVIG S. A. DE C. V. es una empresa constituida desde 1975 que se ha dedicado al secado de productos tales como: albúmina de huevo, huevo entero, pasta de jitomate, colorantes, saborizanted aromatizantes tanto naturales como artificiales. Siendo en la actualidad estos dos últimos la base 8e sus operaciones y su variedad oscila desde los tradicionales naranja, limón y piña (entre los naturales) hasta algunos menos conocidos como el pulque, dona o rosa; mismos que son artificiales.
De acuerdo con el artículo 155 título 3 párrafo 2 de la Secretaria de Salud se permite usar como saborizanteíaromatizante a aquellas sustancias aromáticas o mezclas de ellas obtenidas por procesos fisicos o químicos de aislamiento o síntesis de tipo natural, idéntico al natural y artificial aceptados por la FAO/OMS, Unión Europea, Food and Drug Administration y FEMA (Flavor and Extractive Manufacturig Asotiation). (sm&. de S ~ U & 1999)
Además se especifica que se entiende por:
Saborizantdaromatizante natural: al producto de estructura quimica definida o al preparado saborizante de estructura química no definida, concentrada o no, que tiene características saporiferas y son obtenidas por un proceso fisico, microbiológico o enzimatico, a partir de productos de origen vegetal o animal.
Saborizantdaromatizante idéntico al naturol: a aquel producto de estructura química definida o al preparado saborizante de estructura química no definida, concentrada o no, obtenido por procesos fisicos, microbiológicos o enzimático de síntesis quimica o de aislamiento por procesos químicos cuya formulación incluye componentes idénticos a los existentes en la naturaleza.
Saborizantdaromatizante artificial: a aquel producto de estructura quimica definida o al preparado saborizante de estructura quimica no definida, concentrada o no, que en su formulación incluye; en una proporción cualquiera, componentes que no se encuentran naturalmente en productos animales o vegetales y son obtenidos por síntesis química.(sk.& salud 1999)
Los aditivos saborizantedaromatizantes y colorantes permitidos son utilizados por casi todas las industrias que elaboran bebidas, así como en la industria heladera, la de panificación, en la yogurtera y la repostera en general; esto es debido a que los saborizantes y colorantes en polvo oeecen al fabricante, la posibilidad de estandarizar sus proyectos, presentando un balance natural de sabor y de color con un refuerzo sintético y la acidez necesaria s@n el sabor a preparar.
En la industria panificadora el sabor más utilizado es el de manzana y piña, siendo éste último el que más variedad de biscochos y bocadillos ofiece a los comensales además de ofrecer menores costos de operación. (Labairaim 1999)
4

En base a la NOM-FF-28-1982 se define a la piña de variedad C’qeria lisa como la h t a cuyo color va del verde oscuro al amarillo, de sabor y olor característico, perteneciente a la familia de las Bromeliaceas del género Ananas.
Es una excelente fuente de vitamina C, y una buena fuente de tiamina, además de contener las vitaminas: A, Bs, niacina, ácido fólico y ácido pantoténico; su contenido calórico es de aproximadamente 52 caVl0Og y aporta pequeñas cantidades de todos los aminoácidos escenciales a excepción del tnptófano. Dentro de sus constituyentes inorgánicos se encuentran el calcio, el hierro, magnesio, manganeso, fósforos, silice y sodio.
Una de las ventajas de la piña es que su temporalidad se presenta prácticamente todo el año, aunque su producdón se puede clasificar en tres etapas; la de volúmenes pequeños, (marzo, abril y mayo) volúmenes moderados (julio, agosto y septiembre) y la de mayor producción (octubre, noviembre, diciembre, enero y febrero). Siendo los estados de Veracruz en la región de Villa Isla y Oaxaca, en Loma Bonita, los mayores productores de este fruto. (~m>mtny~>iabaadorcs. 1994)
Una de las técnicas con mayor tecnologia es la del secado por aspersión (spray drying), esta técnica ha sido ampliamente utilizada para secar fármacos y alimentos sensibles al calor; el fundamento de la técnica es la rápida evaporacion del solvente debido al tamaño de las gotitas, en las que el producto a deshidratar es atomizado al inicio del proceso, en una masa de aire caliente en movimiento en el interior de una cámara de deshidratación de gran volumen. (FoodScience ~us~raiia, 1%~)
Cuando el aire caliente entra en contacto con el alimento húmedo, su superficie se calienta y el calor transmitido se utiliza como calor latente de evaporación, con lo que el agua que contiene pasa a estado de vapor. El vapor de agua que atraviesa por difusión la capa de aire en contacto con el alimento es arrastrado por el aire en movimiento, generándose sobre aquel una zona de baja presión y creándose entre el aire y el alimento un gradiente de presión de vapor. (Fellows, 1 9 9 ~ )
Los saborizantes y colorantes están constituidos por compuestos volátiles, por lo cual lo más conveniente es formar un sistema coloidal o emulsión antes de someterlos a un proceso de deshidratación. Dichas emulsiones permiten atrapar el sabor e impedir que durante el proceso se arrastre el producto al extraer el aire caliente de la cámara con los ventiladores de enfriamiento. (Cheftei, 1976)
Aunque la velocidad de deshidratación generalmente se lleva a cabo entre 1 y 10 segundos depende de la superficie de contacto aire-producto y por lo tanto del tamaño de las gotitas, lo que a su vez influye sobre la velocidad a la cual se desplazan y sobre la longitud de su recomdo además de las características del alimento como contenido en agua relación volumenísupdicie, temperatura superficial y velocidad a la que el alimento pierde agua, por Último depende también de las características del secador. (F~IIOWS, 1994)
La capacidad que posee el aire para el eliminar el agua de un alimento depende de su temperatura y del agua que contiene, expresada como humedad absoluta (HA) (kilos de vapor por kilos de aire seco) o humedad relativa (m) (en porcentaje), que representa la relación existente entre la presión parcial del vapor de agua en el aire y la presión de vapor de saturación a la misma temperatura, multiplicándose por cien. (PO~IW, 19x3)

El flujo del producto a la entrada se controla de manera que la temperatura de aire a la salida sea de 90- 1 O0 "C; dicha temperatura corresponde a una temperatura de bulbo húmedo y temperatura del producto seco de 40-50 "c. (CheHel. 1976)
El producto deshidratado se recoge en el fondo del deshidratador desde donde un tomillo 'sin fin o un sistema neumático lo transporta a un ciclón separador.
Existen tantas variantes de atomizadores, cámaras de deshidratación y sistemas de calentamiento de aire y recogida del producto como la variedad en las exigencias de productos a deshidratar, algunos ejemplos son: cacao, huevo, leche, saborizantes, etc. (FOO~ Science .ustnlir 1999)
Si bien está técnica posee las ventajas de la sencillez de su manejo y mantenimiento, ei menor costo de mano de obra, la elaboración de grandes cantidades de producto en continuo y la gran velocidad de deshidratación; su elevado costo de instalaciones y la exigencia de que el alimento a deshidratar posea un elevado contenido de agua para que pueda ser bombeado hacia el atomizador lo hace un proceso energéticamente caro y que las pérdidas por este sistema sean mayores. (F~IIOWS, 1994)
Una de las principales causas de la elevación de los costos es la baja capacidad de producción, lo que implica una baja eficiencia del proceso entendiéndose por éste, fa baja eficiencia del equipo m i s la baja eficiencia del personal (mano de obra); Es por ello, que se reporta la reciente evaluación de la planta deshidratadora FERVIG S. A. DE C. V. para su valoración de la disminución de los costos de operación.
6

OBJETIVO GENERAL
Evaluar la eficiencia del proceso de la planta deshidratadora FERVIG S. A. DE C. V. y determinar su relación con la disminución de costos.
OBJETIVOS ESPECíFlCOS
1. Reconocer las condiciones de trabajo en la planta deshidratadora. 2. Reconocer la línea de proceso de secado spray dry del sabor piña en la planta. 3. Identificar cada una de las etapas y los puntos criticos de control del proceso spray dry. 4. Reconocer la importancia del el lavado y sanitización del equipo dentro del proceso de
secado 5. Obtener el tiempo desecado del sabor piña durante el proceso en la planta deshidratadora 6 . Calcular la velocidad de inyección en el cono de aspersión del sabor piña durante el proceso
de deshidratación 7. Estipular la eficiencia del proceso de la planta deshidratadora en el sabor piña base a
cambios de presión. 8. Comprobar la eficiencia real del proceso mediante la eficiencia estipulada 9. Establecer si la variable repercute directamente en la eficiencia del proceso. 10. Evaluar dicha repercusión con los costos de operación. 1 1. Elaborar reportes de proceso y estimación de tiempos de secado de acuerdo a la velocidad
12. Cumplir con los requisitos establecidos por las dependencias gubernamentales. de producción

CAPITULO r n METODOLOGiA UTILIZADA Y ACTIVIDADES REALIZADAS
El trabajo se realizó dentro de las instalaciones de la planta FERVfG S. A. DE C. V.
Las actividades programadas al inicio del Servicio Social se modificaron con forme la marcha además de que se incremeniaron, lo que se debió a las inspecciones realizadas por parte de la Secretaría de Salud. Secretaría del Trabajo y Previsión Social. Secretaría del Medio Ambiente, el Instituto Mexicano del Seguro Social y la de la Comisión del Sindicato de los Trabajadores.
Las actividades requeridas por las dependencias gubernamentales se describen en el cuadro No. 1 y tuvieron una duración de dos meses
Dependencia Gubernamental Secretaría le Salud.
Secretaría del Medio Ambiente
*DUO No. 1 .- AC~MDAI Requerimiento
Elaboración de técnicas y bitácoras de limpieza para el equipo, lavador de gases, tinacos y cisternas, almacenes, patios,
vestidores. sanitarios y
Verificación de condiciones de trabajo.
Emisiones totales de ruido y de
respirables del ambiente de trabajo.
partículas
REQUERIDASPOR LnSDl
4ntecedentes del Requerimiento ie contó con una iitácora incompleta iel lavado del :quipe, tinacos y :isternas.
Evaluaciones de misiones totales de partículas respirables del ambiente interno de la planta y de las mediciones de emisiones totales de ruido.
EYDENCUS GUBE?LVA%iE
Actividades Reaiizadns
Búsqueda de las técnicas y especificaciones para cada inciso. Elaboración de un reporte para cada
Elaboración de formatos de reporte de limpieza con requisitos establecidos por la dependencia. Notificación del cumplimiento del requerimiento mediante un escrito oficial presentado en las oficinas de la
Caso.
Secretaría. Recopilación de documentación de emisiones totales y partículas respirables del ambiente interno de la planta y de las mediciones de emisiones totales de ruido. Presentación de ambos expedientes ante las oficinas de la Secretaría.
'ALE5
Resultado
Manual de buenas prácticas de higiene de FERVIG, S. A. DE C.V
Notificación de visto bueno por parte de la Secretaría mediante la recepción de un escrito oficial.
Notificación de visto bueno por parte de la Secretaría mediante la recepción de un escrito oficial.
8
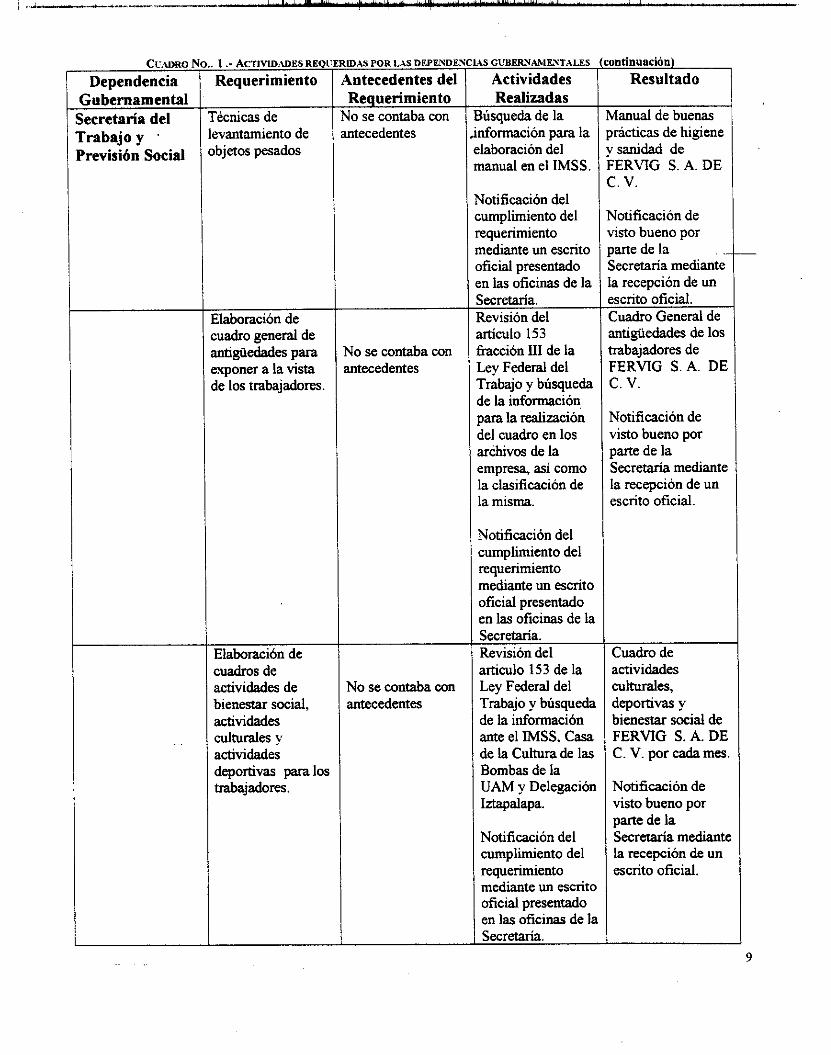
CCADRO h
Gubernamental
Trabajo y . Previsi6n Social
L
1 .- ACTIWDADXSREQI
Requerimiento
récnicas de evantamiento de ibjetos pesados
Elaboración de :uadro general de mtigüdades para xponer a la vista 3e los trabajadores.
Elaboración de cuadros de actividades de bienestar social, actividades culturales y actividades deportivas paralos trabajadores.
DAS POR LAS DEPENDEI
.ntecedentes del Requerimiento o se contaba con itecedentes
io se contaba con ntecedentes
úo se contaba con uitecedentes
AS GUUERNAhIEVTALES
Actividades Realizadas
3úsqueda de la nformación para la :laboración del nanual en el IMSS.
Votificación del :umplimiento del requerimiento mediante un escrito 3ficial presentado :n las oficinas de la Secretaría. Revisión del articulo 153 hcción IiI de la Ley Federal del Trabajo y búsqueda de la información para la realización del cuadro en los archivos de la empreq así como la clasificación de la misma.
Notificación del cumplimiento del requerimiento mediante un escntc oficial presentado en las oficinas de li Secretaría. Revisión del articulo 153 de la Ley Federal del Trabajo y búsqued; de la información ante el IMSS, Casa de la Cultura de la Bombas de la UAM y Delegaciói Iztapalapa.
Notificación del cumplimiento del requerimiento mediante un escriti oficial presentado en las oficinas de 1 Secretaría.
mtinuacion) Resultado
danual de buenas irácticas de higiene ‘sanidad de :ERVIG S. A. DE 2 . v. úotificación de risto bueno por ,arte de la kcretaría mediante a recepción de un :scrito oficial. Luadro General de intigüedades de los rabajadores de FERVIG S . A . DE c. v. Notificación de visto bueno por parte de la Secretaría mediante la recepción de un escrito oficial.
Cuadro de actividades culturales, deportivas y bienestar social de FERVIG S.A.DE C. V. por cada mes
Notificación de visto bueno por parte de la Secretaría mediant la recepción de un escrito oficial.

CCADRO
Dewndencia Gubernamental
instituto MLncmo del Segura Social
Sindicato delos Trabajadores
FERVIG S.A. DE
..1 .-AC"IlVlOu>ESREQl
Requerimiento
Ilaboración de mmdos mensuales mte la Comisión de jeguridad e Higiene le la planta.
uamalde ~roCedimientOS para :I almaCeMmient0 de uticulos de limpieza y uso de materiales peligrom. indicación de las Ntas de evacuación y zonas de seguridad de la planta en caso de sismo o incendio. Indicación de cuidadodelas uistalaciones y sedalamientos para evitar accidentes de trabap.
inqexión sindical solicitando informes de reomidos ante
actividades culturales y deporiivas. constancias de rrcepción de uniformes a los trabajadores y constancias de repalto de utilidades.
STPS, Programas de
K0l.U PON LiSOEPF.hüE
Antecedentes del Requerimiento
Se contaba con antecedentes iniciales.
I
No se contaba con la información
Se contaba con algunM seiralamimtos
No se contaba con la información.
Mommadamem ya se contaban con la mayoria de los puntos cubiertos debida a las itispecciones anteriores.
Debido a la dificultad cuaderno a manera de
AS GVBERVA\IE\TALES
Actividades RePlizadas
je dio seguimiento :oIforme.nquisitos ie inspecciones interiores y )bligaciones nensuales. Se mgramaron las Fechas de los recorridos de todo el Uio y se regisuó el iilendario ante la STPS. Búsqueda de la información ante la Secretaría de salud.
Elaboración de las seilales de evacuación y colocación de las misnias. Elaboración y colocación de @ales e indicaciones.
Se rewpiló la información y los faltantes se obtuvieron de archivo para presentar un escrito y una copia de todos los documentos solicitados.
ua encontrar informac
untinuación) Resultado
Nuevos formatos de recorridos debido al cambio de miembros de la Comisión de Seguridad e Higiene. Se realizó el cumplimiento de los recorridos conforme al dendario estipulado. además se siguió notificando cada mes.
Manual de buenas prácticas de higiene y sanidad de FERVIG. S. A. DE C. V.
El sindicato envió un emisario para m g e r documentación y envió certüicado de nsto bueno.
n se elaboró un dice de archivo desglosando el contenido por
En el Capkulo V se explicarán y expondrán los fonnatos elaborados de la columna Resultada
10

Posteriormente se realizó un reconocimiento del proceso y de la planta debido a un escaso conocimiento de la producción, así como del manejo del personal y equipos. Dicho reconocimiento se elaboró observando el trabajo diurno en la planta, identificando y analizando cómo se realiza desde la recepción de la materia prima hasta el almacenamiento del producto terminado en los dos primeros turnos. De manera que se elaboró un DIAGRAMA GENERAL OPERATIVO. (Figura 2) Reconociendo también los PUNTOS CRÍTICOS DE CONTROL (Cuadro No. 2,. Se realizó un DIAGRAMA DE FLUJO DEL PROCESO (Figura 3.) con simbología internacional, distancias y capacidades del equipo reales, es decir, se fue siguiendo al producto conforme avanzaba en el proceso en marcha y se le fueron tomando medidas y direcciones a las tuberías además de medir diámetros y alturas para calcular capacidades de tanques, reactores y cono de deshidratación.
Se comprendió la funcionalidad~de cada área del equipo y se valoró el orden de arranque del mismo en el cuarto de controles; se tuvo una introducción para el manejo de válvulas y reguladores de presión así como de toma de muestras y de lecturas; posteriormente se hizo este mismo reconocimiento con el proceso en marcha para el secado del producto de sabor piiia.
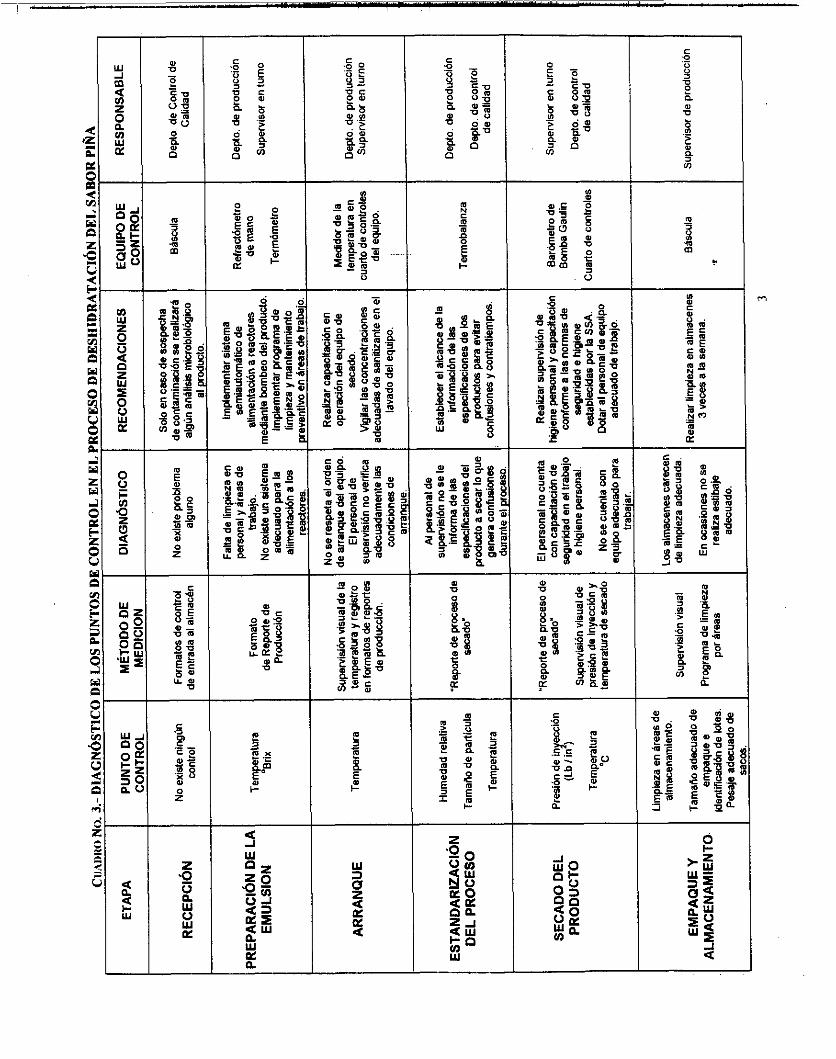
Otro punto a comprender fue el de la importancia de la eficiencia del personal (mano de obra) ya que junto con la eficiencia del equipo reflejan la eficiencia del proceso; aspecto fundamental para obtener una buena productividad. De manera que se detectó la necesidad de evaluar también el comportamiento del personal y se elaboró el cuadro de DIAGNÓSTICO DE LOS PUNTOS DE CONTROL en el proceso de deshidratación del sabor pi@ (Cuadro NO. 3) con el que se desglosan responsabilidades a fin de agilizar y respetar: el tiempo de proceso, el orden de arranque del equipo y demarcar el campo de trabajo entre los departamentos de control de calidad y de producción
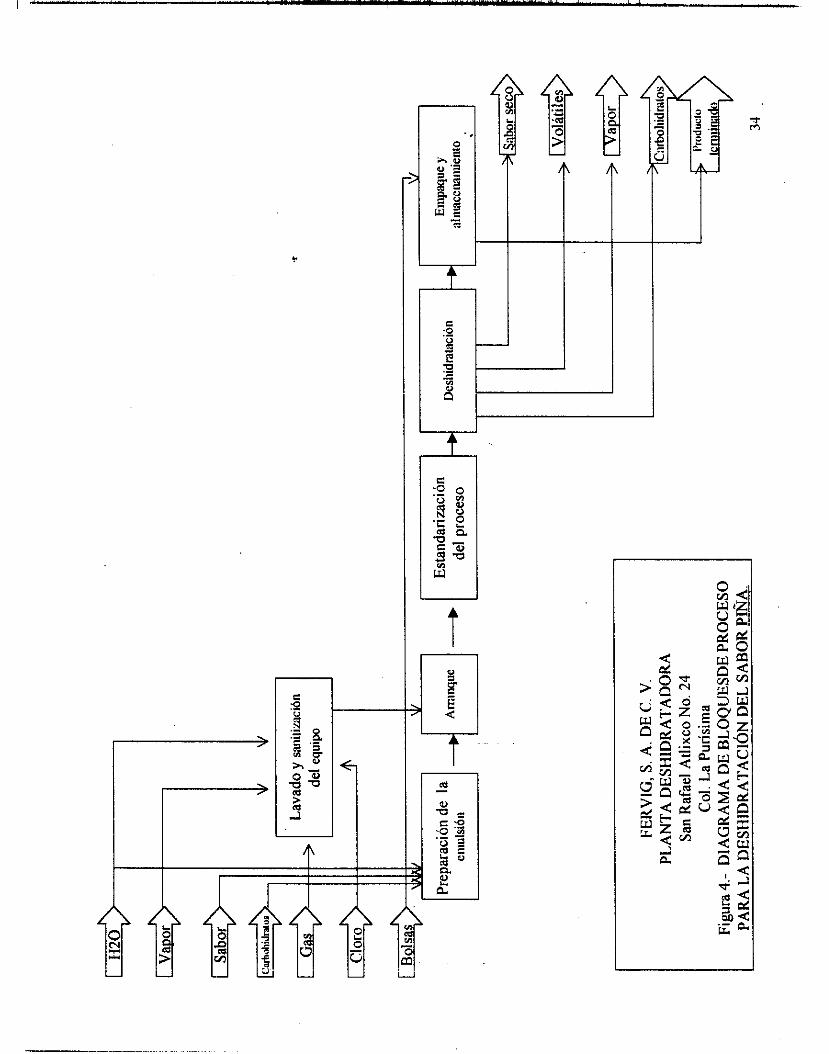
Proceso de secado.- Con el DIARAMA DE BLOQUES (Figura No. 4) puede observarse el flujo de materiales que se lleva a cabo durante el proceso y se identifica al LAVADO Y SANITIZACIÓN (Figura 1) como un proceso complementario al de secado.
La primera etapa de la evaluación se limitó a la toma de tiempos y muestras del producto durante el proceso bajo condiciones normales de operación, (presión a 2000 Ib/in2 y temperatura de 186°C) la concentración de sólidos del producto se ajustó a 40' Bx y la boquilla y el core fueron las normales de operación (información confidencial de la empresa). Las lecturas se realizaron de acuerdo al sistema que se lleva en la planta con el REPORTE DE PROCESO DE SECADO en un tiempo de 12 horas.
Para la segunda etapa se realizó UM prueba elevándose las condiciones normales de operación a UM presión de 2500 lb/in2 y una temperatura de 196-200 "C, las condiciones de ajuste de sólidos, core y boquilla se mantuvieron constantes. El tiempo de prueba fue de 3 horas con lo que se obtuvo un total de 7 lecturas. La prueba no se pudo realizar por duplicado debido a que se tenía una excesiva cantidad de productos por deshidratar y tiempos de entrega muy próximos.
E n el caso de la tercera etapa las condiciones de operación se trataron de modificar a una presión de 30001b/inz arrancando a una temperatura de 2OO0C. Sin embargo, no fue posible debido a que inmediatamente se presentó una excesiva cantidad de puntos negros en el producto terminado, lo cual no es aceptable en un producto de buena calidad.
E n el laboratorio se determinaron los valores de humedad y se realizaron todos los análisis de control de calidad de rutina, (tamaño de partícula y microbiológicos los cuales no se permiten reportar.) obteniendose valores dentro de los rangos de aceptación; posteriormente se realizaron los cálculos y se procedió a analizar los resultados para la elaboración de su reporte.
11

CLIP~TULO IV
OBJETIVOS Y METAS ALCANZADOS
Dentro de los objetivos planteados al inicio del Servicio Social, se encontraban:
J Obtener el tiempo desecado del sabor piña durante el proceso en la Planta Deshidratadora FERVIG S. A. DE C. V.
J Calcular la velocidad de inyección en el cono de aspersión del sabor piña durante el proceso de deshidratación
J Estipular la eficiencia del proceso de la planta deshidratadora FERVIG S. A. DE C. V. en el sabor piña base a cambios de presión.
J Comprobar la eficiencia real del proceso mediante la eficiencia estipulada J Establecer si la variable repercute directamente en la eficiencia del proceso. J Evaluar dicha repercusión con los costos de operación.
El único objetivo que no se cumplió como tal fue el de calcular la velocidad de inyección en el cono de aspersión, debido a que las pruebas de modificación se hicieronen base al método de prueba y error.
Cumpliéndose además objetivos específicos derivados de la marcha del servicio como fueron:
J Cumplir con los requisitos establecidos por las dependencias gubernamentales J Reconocer las líneas de proceso y las instalaciones de la Planta Deshidratadora. J Reconocer cada una de las etapas y los puntos críticos del proceso de secado J Reconocer las condiciones de trabajo en la Planta Deshidratadora.
Además se logro establecer una concientización a los operarios para mejorar sus condiciones de trabajo, motivándolos para utilizar todo el equipo de trabajo. (cubre bocas, tapa bocas, protectores de oidos, uniforme completo y limpio, etc.)
Se logró también introducir la inquieud para asistir a actividades culturales como talleres de lectura y redacción, de carpintería y de cerámica, ya que anteriormente sus únicas recreaciones eran partidos de futbol y lecturas de carencia cultural.
12

CAPÍTULO v
RESULTADOS
Uno de los resultados fue la elaboración del 4 DE FERVIG S. A. DE C. V. cuyas indicaciones están basadas en el Manual de Certificación Servsafe. (Programa de Seguridad e Higiene Alimenticia de la Fundación Educativa.) siguiendo la metodología HACCP y autorizado por la Secretaria de Salud y la Secretaría del Trabajo y Previsión Social y en la guía para la Autoverificación de las Buenas Prácticas de Higiene en su Establecimiento, editada por la Subsecretaria de Regulación y Fomento Sanitario de la Secretaría de Salud
MANUAL DE BUENAS PRÁCTICAS DE HIGIENE Y SA~IDAD.
1.- TÉCNICAS DE UMPiW Y DE DESINFECCIÓN.
1.1.- D E E L ~ U I í W
Antes de iniciar la deshidratación de cualquier equipo debe lavarse y sanitizarse el secador, quemador, Cámara, ciclones. tubo de anastre y codo a manera de evitar contaminaciones de cada prodiicto y mediante el diagrama de lavado y sanitización (Figura 3.1) se detalla la operación que se aplica.
Figura 1. .-Diagrama de Lavado y Saniüzacioa
compuerta de la compuerta del
Desconectar el Desarmar el cod0
manguera a la parte interna de la
13

~- - - - I S , Y . ,.-
\lhXUAL DE BLTSAS PRXTICW: DE HIGIESE Y SAXID .U>
1.2.- DE LOS DEPÓSITOS MAGUA
Los depósitos de agua (cisternas y tinacos) deben limpiarse cada seis meses
Procedimiento:
1. Desconectar el switch antes de entrar a la cisterna y cerrar la llave de la toma de agua para impedir que ésta siga pasando.
2. Extraer con la bomba el agua que haya quedado en el depósito. 3. Remover con una escoba el agua que se haya quedado sobre las paredes, esquinas y piso junto con
la lama impregnada. 4. Eliminar el residuo y el agua remanente. 5. Tallar con detergente en polvo (no en exceso) todo el depósito. 6 . Posteriormente enjuagar con fuerza utilizando agua limpia hasta que el depósito esté enjuagado y
completamente limpio. 7. Retirar el agua acumulada y secar la cisterna con una jerga limpia.
8. Desinfección:
?
Se puede elegir &quia de estas dos técnicas de acuerdo ai desinfectante con el que se cuente en el momento:
8.1
8.2
Con hipoclorito de sodio. Se preparan 20 L de solución de hipoclorito de sodio al 0.3 % por cada pared de la cisterna y se vierten sobre ellas. Se deja escumr y se retira el remanente son UM jerga limpia y desinfectada. Por último, se llena la cisterna para volver a condiciones de almacenamiento de agua normales.
Con sanitizante y detargente a base de yodo. En caso de contar con este sanitizante y detargente, preparar una solución que contenga 1L del sanitizante por 30 L de agua, utilizando 20 litros por pared.
Este producto es un fuerte yodóforo (compuesto a base de yodo que aumenta la solubilidad y estabilidad del yodo en sistemas acuosos).de gran poder bactericida, por lo que se puede utilizar también como detergentdsanitizante: En el caso de ser utilizado así, preparar una solución de 1L por cada 10 L de agua, se utiliza tanto en el equipo como en los almacenes, patios, es decir, puede utilizarse en toda la planta, si se combina con hipoclorito de sodio es un excelente germicida y de esta mezcla se obtiene un gran poder sinergista en el producto.
NOTA. Es un producto que no genera espuma.
15

1.3.- DE LOS PATIOS
Los patios de la empresa deben lavarse diariamente.
Procedimiento: 1. Debe estar libre de todo tipo de escombro tales como: cajas, costales, tambos,
alambres, etc. 2. Deben barrerse normalmente 3. Posteriormente deben tallarse con agua jabonosa. } 4. Enjuagar abundantemente 5. En los límites con los almacenes de producto terminado y materia prima deben
desinfectarse al con solución de hipoclorito de sodio al 0.3%.
1.4.- DELOSALMACENES
Los almacenes deben limpiarse tres veces a la semana (lunes, miércoles y viernes) siempre y cuando el volumen tanto de materias primas como de producto terminado lo permita.
El almacén de materia prima: 1. Debe barrerse. 2. Debe tallarse con detergente yodado en sentido contrario a la dirección de las
paredes y hacia la coladera 3 . Enjuagar con agua limpia y retirar el agua remanente en la misma dirección. 4. Enjuagar con abundante agua y eliminarla con un jalador de hule o una jerga limpia,
trabajando en la misma dirección en la que se talló. 5 . Dejar secar perfectamente el área y almacenar los sacos de productos y materias
primas.
1.5.- DEWCOLADWAS
La limpieza de las coladeras debe ser la última tarea del día, después de haber limpiado todo lo demás.
1. Utilizar guantes de hule duros y si es necesario zapatos o botas de hule. 2. Quitar la cubierta de la coladera y retirar los desperdicios, volver a colocar la
tapadera 3. Aplicar agua a presión con una manguera o spray en la coladera sin esparcir el agua. 4. Poner detergente de limpieza en la coladew tallar o aplicar agua con presión en la
cubierta de la coladera y enjuagar. 5. Poner solución desinfección desinfectante en la coladera.
16

1.6.- M LOS SANITARK)s Y VETlLWRrT
Los sanitarios y vestidores deben limpiarse diariamente una vez por turno. Los techos no necesitan tanta limpieza como los pisos, pero debe verificarse diariamente que no tengan mugre, telaraíias ni condensación de agua. De manera que los puntos 3,4, 5, y 6 se realizan Únicamente los lunes.
Procedimiento : ?
1. Barrer el área 2. Retirar las telarañas y posibles partículas pegadas en paredes y techos. 3 . TalIar las paredes y techo Con agua jabonosa. 4. Enjuagar con agua 5, Preparar solución desinfectante de yodo preferentemente mezclado con hipoclorito
de sodio para pasar por paredes y techos con una jerga limpia humedecida en esta agua.
6. Exprimir esta jerga y volverla a pasar a manera de evitar humedad. I . Hacer aseo de lavabos y W. C. 8. Introducir pastillas de cloro en el interior de la caja de agua. 9. Lavar los pisos de la misma manera que las paredes y techos 10. Secar perfectamente bien el piso, lavabos y escusados. 1 1. Colocar todos los implementos necesarios del sanitario (jabón, papel sanitario, papel
para secar.)
17

2.- FORMATOS DE BITACORAS
NOMBRE HORA HORADE PRODUCTO OBSERVACIONES
EQUIPO INICIO DEL DE TERMINACIÓN
,
NOMBREDEL FIRMA FECHA RESPONSABLE
I
NOMBRE HORADE HORADE FECHA OBSERVACIONES NOMBREDEL DEL INICIO TERMINACIÓN RESPONSABLE
DEPOSITO
Cisterna
FIRMA
2.4.- DE LOS WUACENES
HORADE HORADE FECHA ORSERVACIONES NOMBREDEL INICIO TERMJNACIÓN RESPONSABLE
Principal Area verde
FIRMA
Producto. terminado Materia
NOMBRE HORADE HORADE FECHA OBSERVACION&S NOmREDEL DEL INICIO TERMINACIÓN RESPONSABLE
ALMACkN
18
FIRMA

2.5.- DE LAS COLADERAS
COLADERA HORADE HORADE FECHA NO. INICIO TERMJNACI~N
OBSERVACIONES NONREDEL RESPONSABLE
2.6.- DE LOS SANITARIOS Y M L X M € S
19
\1,4NL'& DE BUESAS PRkTTICAS DE HIGIESE Y SAYIDAD.
3.- ALMACENAMIENTO DE ARTkULOS DE UMPIEZA
Los artículos de limpieza se deben limpiar y desinfectar cada vez que se guarden. Deben mantenerse en un área bien iluminada, Seca y cerrada alejada de otros químicos, comida y artículos que se utilizan para trabajar tales como herramientas. El área de almacén también necesita un fregadero localizado cerca de una coladera del piso para usarse solamente en tareas limpias.
3.1.- TÑ4pDsBK)N\SYRBRAS
Se deben guardar en un recipiente de solución desinfectante o bien dejarlos secar al aire después de lavarlos.
3.2.- CEPfuOs Y
Deben guardarse de manera que queden colgados, en lugar de colocarlos apoyados sobre sus cerdas. Almacenar los trapos de manera que queden colgados, en vez de dejarlos dentro de las cubetas.
3.3.- CUBETAS Y MIDIS
Se deben guardar con las escobas y jaladores enjuagadas y sin apilar una sobre otra. Hacerlo de preferencia en un lugar cerrado.
20

4.- USO DE MATERIALES PELIGROSOS
De acuerdo con el reglamento de la OSHA, se les debe dar a los empleados el entrenamiento y el equipo correcto para el entrenamiento y equipo correcto para el manejo de materiales peligrosos.
Además se debe: 1. Hacer inventario de todos los químicos peligrosos. 2 Asegurarse de que las sustancias que contengan químicos peligrosos sean
etiquetadas. Las etiquetas deben deciFel nombre del quimico, el tipo de peligro, el nombre y dirección del fabricante o entidad responsable.
3. Proporcionar la siguiente información a los empleados: 3. lNombre común y quimico del producto 3.2DÓnde y cuándo se utiliza el producto 3.3Peligros fisicos tales como toxicidad, incendio o imtación de la piel 3 4Peligros a la salud 3.5 Procedimientos de emergencia que deben tomar si uno es expuesto a estos
3.6Pasos de protección para derrames o fugas. quimicos peligrosos.
4. Proporcionar ropa de protección a los empleados.
Estas sustancias deben de guardarse en un lugar fresco, cerrado y no endeble.
21
1l.LVL.U DE BLZXAS PRACT1C.S DE HlGlESE <i SA.1D.W
5.- TÉCNICAS DE LEVANTAMIENTO DE OBJETOS PESADOS-
El aplicar correctamente la técnica preve accidentes.
Procedimiento: 1. 2.
3. 4.
5.
Colocarse un cinturón de seguridad antes de cargar cualquier objeto pesado. Poner lospies separados a una distancia aproximada de 30 cm. Lo que permite tener un buen equilibrio. Agacharse cerca de la carga, manteniendo la espalda en forma vertical. Tomar el objeto firmemente y levantarse haciendo fuerza con los músculos de las piernas. Mantener la carga unida al cuerpo.
lMpoRTANTE
No cargar objetos utilizando la espalda, hacer el levantamiento con los músculos de las piernas; de no ser así, se corre el riesgo de lastimarse los músculos de la espalda y columna.
Nunca cargar objetos que impidan la visibilidad.
Con las rodillas dobladas, intente levantar una esquina del objeto; si siente que es demasiado peso, lo mejor es pedir ayuda o auxiliarse del equipo especial para cargar.
Si se tiene la necesidad de girar, hacerlo con pasos cortos y gire todo el cuerpo, de lo contrario, el torcer el tórax ocisiona lastimaduras y tirones de los músculos.
22
NOMBRE DEL PUESTO CATEGOR~A - EMPLEADO
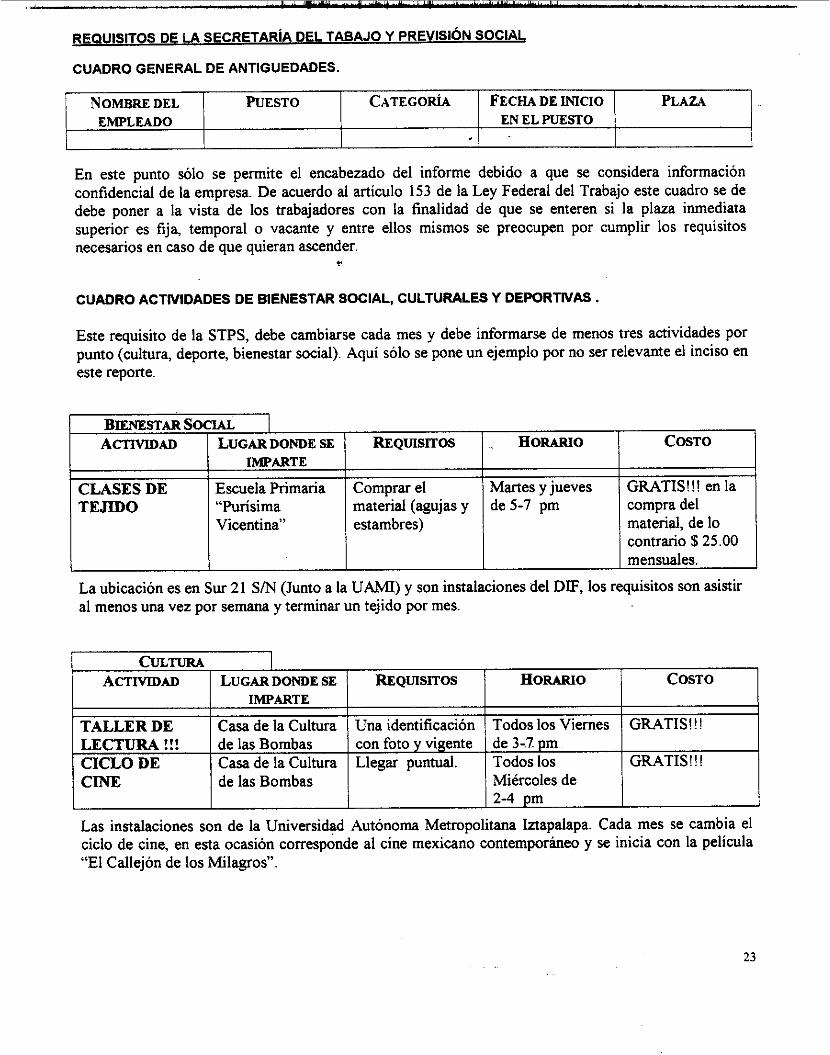
En este punto sólo se permite el encabezado del informe debido a que se considera información confidencial de la empresa. De acuerdo al artículo 153 de la Ley Federal del Trabajo este cuadro se de debe poner a la vista de los trabajadores con la finalidad de que se enteren si la plaza inmediata superior es fija, temporal o vacante y entre ellos mismos se preocupen por cumplir los requisitos necesarios en caso de que quieran ascender.
t.
FECHA DE INICIO PLAZA EN EL PUESTO
CUADRO ACTIVIDADES DE BIENESTAR SOCIAL, CULTURALES Y DEPORTWAS.
Este requisito de la STPS, debe cambiarse cada mes y debe informarse de menos tres actividades por punto (cultura, deporte, bienestar social). Aquí sólo se pone un ejemplo por no ser relevante el inciso en este reporte.
ACTIVIDAD LUGAR DONDE SE REQUISITOS HORARIO IMPARTE
CLASES DE Escuela Primaria Comprar el Martes yjueves TEJIDO “Purísima material (agujas y de 5-7 pm
Vicentina” estambres)
COSTO
GRATIS!!! en la compra del material, de lo contrario $25.00 mensuales.
ACTIVIDAD LUGAR DONDE SE REQUISITOS H o r n o IMPARTE
TALLER DE Casa de la Cultura Una identificación Todos los Viernes LECTURA !!! de las Bombas con foto y vigente de 3-2 pm CICLO DE Casa de la Cultura Llegar puntual. Todos los CINE de las Bombas Miércoles de
2-4 pm
23
COSTO
GRATIS! ! !
GRATIS!!!

Av. Eduardo Molina Esq. Av. San Juan de Aragón.
FORMA DE LLEGAR
Salir del Metro Martin Carrera, cruzar la Av. San *
Juan de Aragón y tomar camión 171, Bajar en la clínica.
HORAR~O
Sábados y Domingos 7-9 am 9-11 am 11-13 pm 13-15 pm
COSTO
$ 10.00 por dos horas por persona. Abierto al público en general.
Las instalaciones son del MSS y puedes asistir con toda tu familia, únicamente pagan las personas que hagan uso de la alberca, debes llevar TRAJE DE BAÑO COMPLETO, TOALLA, SANDALIAS DE BAÑO y las MUERES GORRA PARA EL CABELLO Se cuenta con el servicio de regaderas y vestidores. El uso del locker cuesta $5.00 más.
24

5
FORMATOS DE RECORRIDOS
Este formato debe llenarse los primeros cinco dias de cada mes para evaluar las modificaciones y procedimientos que se le hayan hecho a la planta para su mantenimiento y cuidado de sus instalaciones en el mes anterior. Se debe programar un calendario anual cop las fechas en las que se van a realizar los recorridos a manera de que las personas responsables estén enterados y así se presenten a la hora y lugar indicados sin importar si es día laboral o no.
Únicamente se permitió reportar el formato del recomdo
Las fuentes de los lineamientos de este formato son oficios de notificación a la empresa que se encuentran en el arohivo y se consideran información confidencial de la misma.
Siendo las 10 horas del día . en el local de la empresa cita en San Rafael Atlixco No. 24 Col. La Purísima en Iztapalapa 09340 D. F., se reunieron la COMISIÓN MIXTA DE SEGURIDAD E HIGIENE, con la finalidad de realizar el recorrido mensual correspondiente al mes de . como lo establece el instructivo 19 y demás relativos del Reglamento General de Seguridad e Higiene en el trabajo.
. de .de
de
Número de registro de Seguridad e Higiene iIi. fracción 201 3 .
., número de trabajadores ., clase
A continuación se expuso:
Las medidas propuestas en el mes anterior por la CMSH fueron realizadas:
Observaciones de la CMSH:
No habiendo ningún asunto más que tratar se da por terminada la sesión firmando de conformidad los que en ella intervinieron.
REPRESENTANTES PATRONALES. REPRESENTANTES OBREROS
Nombre del representante Nombre del representante
25

I--
SENALIZACIONES
Las señalizaciones elaboradas y colocadas tanto en los patios, interior de la planta, vestidores y sanitarios se debió a
1 Requerimiento de las inspecciones 2 Malos hábitos del personal en todos los lugares antes mencionados
Se observa que este último punto origina muchos conflictos entre la empresa y las dependencias gubernamentales, inclusive multas
Ruta de evacuación
1 I ZONA DE SEGURIDAD
PROHIBIDA LA ENTRADA A TODA PERSONA AJENA A LA PLANTA
PROHIBIDA LA ENTRADA SIN EL EQUIPO ESTABLECIDO
FAVOR DE CUIDAR LAS ............... . . . . . . . . .
LOS ACCESORIOS COLOCADOS EN ESTA ÁREA SON DE TODOS, ¡NO TE LOS LLEVES !
(i;.;:;.;:.. ......... .... .... I DE OBJETOS PESADOS .... . .
¡CUIDA EL AGUA! PROCURA CERRAR BIEN LAS LLAVES DE LAS REGADERAS
BEBER EN ESTA ÁREA
DEL EQUIPO, EL NO HACERLO ORIGINA UN MAL FUNCIONAMIENTO DEL MISMO Y UNA PÉRJXDA DE TIEMPO EN LA ESTANDAREACIÓN
26

Resultados del proceso de secado
FICLRA 2 .- DL~CRNA GEXERIL OPERATII o
Recepción de la matena pnma J,
t Pesada y preparación de ingredientes I J,
Llenado de los reactores para la preparación de la mezcla rir 7
Ajuste de O Bx en la emulsión 4
PCC
Llenado del tanque de balance - 1 Amnque del equipo de secado
J, [ en comies Ajuste de la temluranira
rli v I Ananque v ajuste de presión en bomba de inyección ai aspersor 1
PCC
PCC
I Veficaaón de humedad y camail0 de parlicuia uucial J,
Modificación
temperatura
: Continuaci6n del proceso de secado
Toma de muestras para cada saco
Cerrado e identificación de sacos
J,
J,
J,
4
J,
I
1 Apagar el equipo J
Estibamiento y almacenamiento del producto terminado
Lavado y sanitizaaón del equipo I PCC
21

c-- El DIAGRAMA GENERAL OPERATlVO (Figam 2) muestra ei procedimiento del proceso de secado que se sigue para cualquier sabor, siendo las especificaciones del proceso (core, boquilla, presión y temperatura de inyección) las que cambian para cada sabor en particular. Este diagrama permite además identificar de una manera rápida los puntos críticos de control (ppc) que serán detallados en el Cuadro No. 2, siendo el de lavado y sanitización el más complejo de ellos.
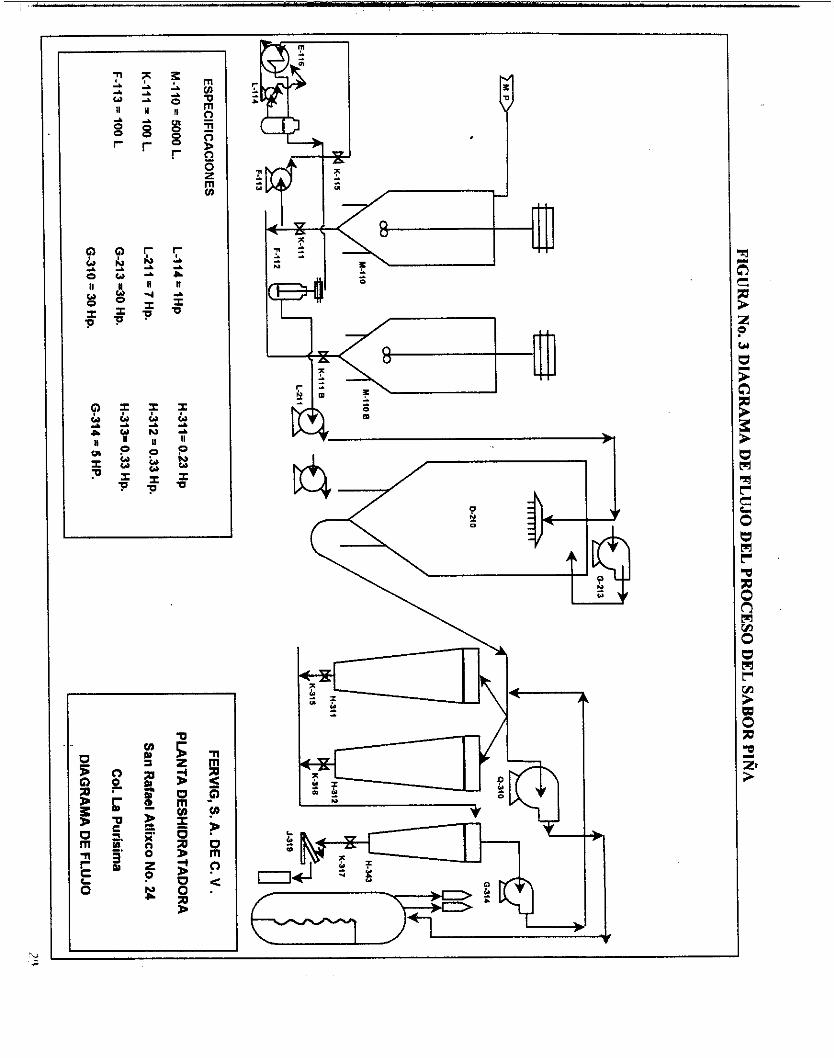
El DIAGRAMA DE FLUJO DEL PROCESO (Figurn 3)*s ‘el que permite conocer más a detalle el mismo, debido a que proporciona UM idea más global de la planta y la capacidad de las instalaciones, en éste se pueden observar que el proceso consta de tres fases:
1. FASE DEL PRODUCTO HÚMEDo: En esta fase la materia prima se encuentra en los reactores con agitación (M-110 o M-IlOB, ya que se alternan) lista para ser alimentada a la cámara de deshidratación. El producto pasa por el tanque de balance, el que permite homogeneizar aún más la mezcla, para posteriormente ser inyectado mediante la acción de la bomba Gaulin (L-2 11) a la cámara de secado.
2. FASE DE DESHIDRATACIÓN DEL PRODUCTO: Esta fase inicia cuando ei producto es atomizado por la boquilla y core en la parte superior del cono de deshidratación (D-210). En esta parte también se encuentra el quemador del secador (G-213) que provee la energia necesaria para calentar el aire que deshidrata el producto. El aire es tomado del medio ambiente del interior de la planta. Además entra en acción el ventilador principal (4-3 10) para extraer el aire caliente que se encuentra dentro de la cámara de deshidratación, y así hacer un vacío mediante el cual se logra disminuir la temperatura del punto de evaporación, es decir que acelera la deshidratación; al mismo tiempo extrae el producto ya seco y lo hace llegar a los ciclones (H-311, H-312) donde se inicia su enfriamiento y se presenta una separación del producto y el vapor de agua. Este último es expulsado hacia el lavador de gases donde se sedimentan los residuos de almidón que se utilizó para ajustar los sólidos al inicio del proceso. El vapor de agua lleva algunos compuestos volátiles aromáticos que se expulsan a la atmósfera.
3. FASE DEL PRODUCTO SECO: La fase comienza cuando inicia el enfriamiento, aquí ya no hay ninguna señal de producto húmedo y entra en acción el ventilador secundario o de enfriamiento(Q-314) para introducir aire frío al sistema, mediante el tubo de arrastre; además de recircular el posible producto que se haya escapado por la acción del ventilador principal; recuperándolo a los ciclones. Posteriormente pasa a un tercer y Último ciclón (H-343) para llegar a un tamiz (5-319) donde se homogeneiza el tamaño de partícula y al salir de éste se recibe en el empaque para su llenado, etiquetado, sellado y almacenamiento del producto terminado.
En la parte externa del secador, se encuentran colocados dos vibradores que se accionan de uno a dos minutos por cada tres minutos de reposo y asi evitar que el producto ya seco se pegue en las paredes internas de la cámara. .. ~ ~
El personal que labora en el turno, debe cuidar el ajuste de sólidos requeridos, el ajuste de la temperatura de controles, el ajuste de presión en la bomba de inyección al aspersor, las condiciones del equipo en el arranque del proceso y el pesado de los sacos para su llenado, es decir, los puntos cnticos de control del proceso. Se recomienda hacerlos bajo el cuadro de PUNTOS CRÍTICOS DE CONTROL (cuidm NO. 2) en el proceso de deshidratación del sabor piña obtenido del estudio.
Mediante el Cuadro No.3.- DIAGNÓSTICO DE LOS PUNTOS DE CONTROL DEL PROCESO se permite marcar las responsabilidades de cada miembro del personal a manera de tener mayor eficiencia y una mejor estructura de las condiciones de trabajo, estas responsabilidades se complementan con las marcadas en el cuadro No. 2. 28
I -/I

3-I
Z '
.
I c 9
8
i2 $
-8 0 al V
.-
o 3 m
I
ly V
O
Z
d L

En el DIAGRAMA DE BLOQUES DEL PROCESO (Figura 4) puede verse el flujo de materiales que se lleva a cabo durante el proceso a manera de complementar o aclarar la transición de las materias primas.
Orden adecuado de arm naue dei eauio0.- Se enciende primero el Ventilador Principal, para que ]ale el aire que se va a calentar y al mismo tiempo lo empiece a circular formando el vacío necesario para que al alcanzar las altas temperaturas no se reviente la cámara. El ventilador de enfriamiento ayuda a acelerar el flujo de aire que se requiere.
El Ventilador del Quemador y la flama se encienden UM vez que se tiene un flujo de aire para evitar que el calor generado se quede en la cámara y no origine una posible explosión de la misma. Las válvulas 1 , 2 y 3 de los ciclones deben abrirse para que el producto pueda recibirse en cuanto comience a salir, de lo contrario se quema, recircula o sale a la atmósfera como pérdida; (esto origina un prolongado tiempo de estandarización del proceso) posteriormente se ajusta la temperatura a la cual se va a trabajar y se estabilizan por cinco minutos, que es el tiempo en el que se enciende el tamiz, se coloca la boquilla con la cual se va a trabajar, (si se hace antes se pega) enseguida se abren las válvulas del tanque de balance y por último se enciende la bomba gaulin graduando la presión para que comience a inyectar el producto. La estandarización se lleva a cabo en 1 h aproximadamente.
Se deben tomar algunas otras precauciones como son el abrir la válvula que alimenta el agua de enfiiamiento de los pistones de la bomba gaulin, de no hacerlo, la bomba se sobre calienta datiándose irremediablemente.
La importancia de respetar el orden de arranque del equipo se debe a que permite mantener la seguridad de toda la planta, evitar gastos innecesarios de mantenimiento correctivo y conservar el ritmo de producción; además de prolongar la durabilidad del mismo.
El encargado de realizar el arranque es el supervisor en turno; además de hacer revisiones periódicas del estado de operación del equipo y debe anotar las condiciones en las que o recibe y entrega al turno siguiente. En el reporte de proceso de secado deben anotarse cualquier tipo de anormalidad a manera de control. Los demás operarios no están capacitados para entrar al cuarto de controles y deben mantenerse en su área de trabajo. Se observó que se necesitan tres operarios por turno, dos que preparan el siguiente lote de emulsión, uno que recibe, sella y etiqueta el producto terminado y el supervisor que debe realizar los cálculos de pesado, revisar las condiciones del equipo, las características iniciales de la materia prima, dar el visto bueno a la emulsión a inyectar y estar en relación con el departamento de control de calidad para monitorear el lote de producción a cargo.
3.
I I 1
I I
t

REPORTE DEL PROCESO DE SECADO
CONDICIONES NORMALES DE OPER.%CIO&
I PRODUCTO: SABOR PINA LOTE: 1 I I
1 EMPRESA: REPORTE DE PRODUCCION CANTIDAD: 2000 Kg.
SACO No. HORA I HUMEDAD 1 TAM. PART. I I I
MALLA 60
PRESIÓN DE INYECCI~N 2000 lb/in2.
TEMPERATURA DE SECADO 186 OC
CONCENTRACIÓN DE SÓLIDOS 40 OBx
HUMEDAD REQUERIDA 2.5 - 3 O "LO
PUNTOS NEGROS no se mesentaron durante el secado.
HORA DE INICIO: 8: 1 O AM.
HORA DE TERMINACIÓN: 18:30 P M
VELOCIDAD DE SECADO: 200 Ke/H
MUESTRE0 REALIZADO POR: Gabriela Lówz de Cárdenas. 35

REPORTE DEL PROCESO DE SECADO
PRCEBA 1 I -
PRODUCTO: SABOR PINA LOTE: u I
EMPRESA: PRUEBA DE SECADQ CANTIDAD: 800 Kg.
MALLA 60 . PRESIÓN DE INYECCIÓN 2500 lb/in2.
TEMPERATURA DE SECADO 196 - 200 OC
CONCENTRACIÓN DE SÓLIDOS 40 OBx
HUMEDAD REQUERIDA 2.5 - 3.0 %
PUNTOS NEGROS no se mesentaron durante el secado.
HORA DE INICIO: 9:20 AM.
HORA DE TERMINACIÓN: 12:15-AM.
VELOCIDAD DE SECADO: 250 Ke/H
MUESTRE0 REALIZADO POR: Gabnela LóDez de Cárdenas.

REPORTEDELPROCESODESECADO
SACO No.
PRYEBI i - I PRODUCTO: SABOR PINA LOTE:
I
HORA I HUMEDAD I TAM. PART.
t EMPRESA: PRUEBA DE SEC.4DO CANTIDAD: 2000 Kg.
1 13:05 1 .O3 0.x)
MALLA 60 . PRESIÓN DE INYECCIÓN 3000 lbhn2.5
TEMPERATURA DE SECADO 200 OC
CONCENTRACI~N DE SÓLIDOS 40 OBX
HUMEDAD REQUERIDA 2.5 - 3.0 YO
PUNTOS NEGROS se Dresentaron durante el secado en un Dorcentaie de 50.4%.
HORA DE INICIO: 13:Ol AM.
HORA DE TERMINACIÓN: 13:07 PM.
VELOCIDAD DE SECADO: NO SE PUDO DETARMINAR.
MUESTRE0 REALIZADO POR: Gabriela LóDez de Cárdenas.
OBSERVACIONES: El Dorcentaie de Duntos nemos en el secado fue de 50.4% en la recemión de 10.8 K g . Por lo aue se decidió a terminar la Drueba de inmediato .
37

El sabor piña deshidratado se recibe a la salida del secador para su empaque en sacos de plástico y papel con capacidad de 25 kg, los cuales se amarran primero y después se cosen. Se etiquetan para su identificación con nombre del producto y número de lote. Posteriormente llegan al almacén de producto terminado.
La eficiencia teórica del equipo según las especificaciones técnicas del diseño del deshidratador, oscila entre 350 y 450 kg / h.
Primera etaoa.- De acuerdo con el reporte del proceso de secado bajo condiciones normales de operación (presión 200 Lb / in2 y 186 “C) se reciben 8 sacos/ h; lo que implica una velocidad de salida promedio de 200 kg / h. (I saco/ 8 min). Dicha velocidad representa de un 44% a un 57% de
Comparando los valores de eficiencia obtenidos en esta etapa con los valores de la eficiencia teónca, se nota una clara diferencia entre ellas, siendo muy bajas a las que se opera normalmente.
SePunda etaoa- A pesar de que la prueba no se pudo realizar por duplicado, se considera como válida debido a que los resultados es esta etapa fueron más satisfactorios que en la anterior, ya que las características de calidad del producto terminado se mantuvieron constantes y se obtuvo un incremento en la velocidad del secado 250 kg / h, (1 saco / 6 min) lo que equivale a UM eficiencia real del 55% al 71%.
Tercera etaDa.- El tamaño de partícula requerida por el cliente para el producto terminado no permitió incrementar más la presión de inyección, debido a que desde el manque del proceso se presentaron puntos negros en el producto en un porcentaje del 34%
De acuerdo con Ishikawa, la productividad depende directamente de las condiciones del equipo, de la eficiencia en la mano de obra y de la técnica por la cual se trabaja. (MS. 1992) Para el caso particular de esta empresa, se puede observar que si existe mucho descontrol con el personal y es el factor que más directamente influye en la baja productividad, puesto que se presentan muchas faltas en el equipo con regularidad porque no se reportan las pequeñas fallas que tiene su área de trabajo (faltan tapas, fallan válvulas, se presenta un mal recubrimiento de las tuberías, los engranes carecen de engrasantes, etc.); además de la falta de comunicación y la escasa delimitación de las áreas de trabajo entre departamentos.
En el caso de las condiciones de operación puede observarse que la presión de inyección es una variable directamente proporcional a la velocidad del secado, puesto que en la primera etapa se obtuvo un saco por cada 8 minutos; mientras que en la segunda uno por cada 6 minutos. La tercera etapa es una etapa no-deseable en el producto debido a que aquí existe UM pérdida del producto bastante considerable e irrecuperable. Sin embargo se pueden modificar las condiciones normales de operación a las condiciones de la segunda etapa para así elevar el volumen de producción.
Al incrementar los niveles de producción, no se abaratan los costos, pero se produce mayor volumen en menos tiempo, lo que se traduce en mayor ingreso a la empresa en las mismas horas de trabajo; especialmente en este tipo de procesos, en los que la técnica y la tecnología permiten tener una mano de obra no caiificada forzosamente y el volumen de producción está dado “prácticamente ” por la eficiencia del equipo.
* eficiencia real del proceso.
38
Se observa también que la acreditación de una empresa ante las autoridades no depende directamente de la calidad de sus productos, sino de otros factores que a la larga recaen en ello, como lo es el bienestar de sus trabajadores por ejemplo. Sin embargo el presentar la serie de requisitos solicitados por éstas es un poco engorroso debido a que en muchas ocasiones los horarios de atención de las oficinas gubernamentales son demasiade restringidos.
Otro problema que se presenta en este mismo punto es que no siempre el personal que labora en la planta tiene la disposición de acatar las normas, aún proviniendo de fuentes distintas a las patronales. (Secretarías), por lo que los directivos de la empresa son los que se sienten presionados por ambos lados.
?
39

CAPÍTULO vr CONCLUSIONES
El proceso de deshidratación por spray dry, es un proceso de tecnología eficiente y a la vez es una técnica que abarata mucho la mano de obra, ya que el personal requerido no necesita ser forzosamente especializado; no obstante la tecnología requiere de una alta inversión inicial y los costos de mantenimiento también son elevados.
La presión de inyección es una variable directamente proporcional a la velocidad del secado por lo que se sugiere realizar una prueba piloto con un lote completo (2000 Kg) a la presión de 2500 Ib/in2, ya que el volumen de producción aumenta en un 25%, sin sacrificar calidad.
Las condiciones en que se encuentra el equipo es otra variable directamente proporcional a la velocidad del secado, por lo que se recomienda también, se realice el mantenimiento preventivo con la frecuencia sugerida por la Secretaría del Trabajo y Previsión Social, a manera de evitar fugas de calor, de presión, de producto, etc. Se sugiere realizar el próximo estudio modificando ambas variables.
En nuestro país, el sabor piña no es muy utilizado debido a que se prefiere consumir la piña en fresco y se cuenta con la producción de la misma, siendo su costo relativamente accesible al consumidor final. Sin embargo es un producto que se exporta principalmente a Estados Unidos, ya que este país cuenta con amplia experiencia de comercio internacional por lo que se encarga de distribuirlo a nivel mundial.
Cabe señalar que México no es su Único proveedor en cuanto a sabor piña se refiere, debido a que produce piñas de alta calidad en Hawaii, de manera que prefieren importar la mano de obra aprovechando nuestros servicios de maquila del sabor debido a los bajos costos de la mano de obra en México. Tal es el caso de FIRMENICH DE MÉxrCO, que es la única compañia interesada en la deshidratación del sabor piña dentro de las empresas con las que FERVIG S: A. DE C. V. se vincula. El resto de las empresas, MANE DE MÉXICO, ARANCIA, NESTLÉ; (por citar algunas) están más interesadas en sabores como chocolate, caramelo, naranja, crema y queso.
El volumen que se maneja en la empresa del sabor piña es variable, generalmente se seca en lotes de 2000 Kg, a 3000Kg. y se manejan de 3 a 4 lotes por mes, lo que significa que semestralmente se entregan 60 toneladas de producto seco aproximadamente, representando apenas el 17% de los ingresos totales por semestre.
40
* ' BIBi IOGRA FÍA
Armenta A. J. y colaboradores, 1996, INDUSTRIALIZACIÓN DE FRUTA CRISTALIZADA, UAMI., pp20 - 40
Cheftel, Jean-Claude, 1976, INTRODUCCIÓN A LA BIOQUÍMICA Y TECNOLOGÍA DE LOS ALIMENTOS, Edit. Acribia, Zaragoza-España, pp 203-236.
Deming, W. E., 1990, CALIDAD, PRODUCTIVIDAD Y COMPETITIVIDAD, Ediciones Dim de Santos S. A: PP 80-83.
Fellows P. , 1994, TECNOLOGIA DEL PROCESADO DE LOS ALIMENTOS, PRINCIPIOS Y PRÁCTICAS. Editorial Acnbia S. A,, Zaragoza-España, pp 287 ,3 1 1 .
http://wwwdekker.com/dno 11073 7-393 7/01 6/006/0 12/absframe=maiq, 1999, Microsoft Internet Explorer, Microencapsulation By Spray Drying
htto://wwwdfst.csiro.au/tis/tissodry htm, 1999, Microsoft Internet Explorer Food Science Australia, Spray Drying,
httD://wwwSecretanadeSalud, 1999, Microsoft Internet Explorer, Saborizantes y Colorantes
laboratoriosk2bass o-sa.com.ar. 1999, Microsoft Internet Explorer, Saborizantes y Colorantes
National Restaurant Assosiation, 1998, HIGIENE EN EL SERVICIO DE LOS ALIMENTOS, LIBRO DE CERTIFICACIÓN SERVSAFE, The Educational Fuondation; ~ ~ 3 1 - 6 0 , 113-145.
Potter, Norman N. 1973, LA CIENCIA DE LOS ALIMENTOS, Centro Regional de Ayuda Técnica, pp 749.
Sistema Empresarial Mexicano, 1998, LIBRO DE ESTADÍSTICAS, CANACINTRA, México D. F..
CRITERIOS DE EVAL UACIÓN
Se evaluó con revisiones periódicas de los objetivos programados en el momento y revisión del informe final.
41

FORMATO PARA SER LLENADO POR EL ASESOR INTERNO PARA EL PROYECTO FINIAL DE SERVICIO SOCIAL.
1.- Nombre y adscripción del asesor
Ing Rosa Maria Galicia C. Profesor-Invdgador tihilar de tiempo completo del área de Alimentos del Departamento de Grupo de Fisiologia y Tecnología de Postcosecha de Frutas y Hortalizas.
Biotecnologia
2.- La naturaiua del Proyecto del que pmeede el Servicio Social es: O a) Proyecto de Servicio Social asociado a la investigación que se realiza en las areas departamentales. r
o interno o Externo o Por convenio b) Proyecto de Servicio Social asociado a actividades disciplinarias O
realizadas por el asesor.
3.- Nombre del Proyeeto del que deriva el Servicio Social einstiíución u organimo que io aval&
“Evaluación de la eñciencia del proceso de deshidratación de la phta FERVIG S. t i DE C. V. y su relación con la disminución de los costos de operacibn.”
Planta Deshidramdora FERVIG S: A de C. V.
J.- Desgioaar las acüvidades q w desarrolló el asesor para favorecer el cumplimiento de los objetivos planteados en el Proyecto inicial Semicio Social.
Revisiones periódicas de los avances alcanzados en el momento y fechas programadas. Evaluación del reporte de la entrega ñnal
5.- i Cómo evalúa el desempeño del alumno prestador de Servicio Social? i Considera que la formación que el alumno recibe en la UAMI es adecuada y suficiente para su desempeño profesional? ipor qué?.
.Es satisfactorio el aspecto técnico aunque sería conveniente adicionar cursos de administración y /o liderazgo a la Licenciatura de ingenieria de los Alimentos
6.- Anote las f o r thas y debiüdades detectadas por usted con mpeao a la formaci6n del estudiante
En las debilidades se encuentra la falta de experiencia por lo que es conveniente establecer prácticas profesionales donde la UAM esté vinculada con la mientras que en las fortalezas se nota que los esludiantes tienen poder de decisión y saben nabajar bajo presión
7.- Nombre y firma del asesor.
In& Rosa Maria Galicia C. Profaor -Investigador del &ea de Alimentos. Biotecnologia
FORMATO PARA SER LLENADO POR EL ASESOR EXTERNO PARA EL PROYECTO FINAL DE SERVICIO SOCIAL.
1.- Nombre y adscripción del asesor
Ing Ricardo Elechiguena Pana. Gerente General de la Planta Deshidratadora FERVIG S. A. DE C. V
2.- La naturaleza del Proyecto del que procede el Senicio Sociai es: O departamentales.
a) Pieyecto de Servicio Social asociado a la investigación que se realiza en las áreas
o interno o Externo o Por convenio b) Proyecto de Servicio Social asociado a actividades disciplinarias O
realizadas por el asesor.
3.- Nombre del Proyecto dd que deriva el Servicio Social e instituei6n u organismo que lo avda.
“Evaluación de la eficiencia del p- de deshidratación de la planta FERVIG S. A. DE C. V. y su relación con la disminución de los costos de operación.
4.- Desglosar las actividades que desarro116 el asesor para favorecer el cumplimiento de los objetivos planteados en el Proyecto inieinl Servicio Social
Revisiones periódicas de los aMtlces alcanzados en el momento y fechas prognimadas. Evaluación del reporte de la enhvga ñnal
5.- i Cómo evalúa el desempeño del alumno pmtidor de Servido Social? i Considera que la formaci6n que el alumno recibe en la UAMI es adecuada y didente para su desempeao profesional? ;por qué?.
Como es de esperarse los alumnos tienen un esc~so conocimiento de la producción, así como del manejo del personal y equipos; por lo que el alumno realice visitas guiadSS a diferentes empresas es muy sano para su formación tanto académica como práctica y que tenga un contacto directo tanto con las autoridades del sector gukmamenial así como con clienics para que la realidad de prestar el SeMcio a la indusaia sea congruente.
6.- Anote las fort- y debüidades detectada8 por usted con mpecio a la formación dd estudiante
Las fortalezas que detectamos es su inter& por apruuier así como los conocimientos de infodtica que tienen ya que no les cuesia trabajo investigar pmmor a d e s así como nuevas tecnologías. Las debilidades son principalmente N bajo dominio del idioma inglés.