undersstanding of lean mananagement & processes course content sign
TRANSCRIPT

TITLE :UNDERSTANDING OF LEAN MANAGEMENT AND PROCESSES
DURATION: 3 DAYS
COACH: DR. TEH CHIN WENG ( WILLIAM ) COURSE OBJECTIVES So why is Lean so promising for improving all sectors? There are three reasons:
1.Lean focuses on operations. The whole point of Lean is to rethink the way we produce what we produce, to increase our capacity to provide value to those we serve. Lean recognize that inefficiency resides in our systems and our operations—the way we have designed our work. Lean is not another planning model, measurement method, or accountability system. Lean is not a pithy slogan or something you tell employees to do. Lean actually focuses on the work of the agency.
2.Lean has a measurable impact on time, capacity, and customer satisfaction. That is, it actually works. Lean projects produce amazing results, and they are completed in time.
3.Lean involves employees. Specifically, the employees who work within the process or system being improved. Lean projects involve all the key players in a system (including the “customers”) to analyze and improve the whole system.
Upon completion of this program, participants should be able to :Implement Lean to achieve success through continuous improvement, waste elimination, a stronger user focus, increased value with high quality management, and improved communications.

SYNOPSISWhile Lean originated in manufacturing, it quickly spread to the, sales & marketing, supply chain, retail, plantation, construction & service sectors and to address administrative andoffice systems including Banking Industries. Lean implementation has grown in the government and private sectors. Increasingly, Lean has provided an alternative path to navigating tough budget pressures and customer service and responsiveness demands experienced by many public agencies. Instead of focusing on hiring freezes, program cuts, travel restrictions and delayed investment, some agencies are using Lean to look closely at processes, operations, and systems—the work itself—to do more, better, with less time, resources, and hassle. Applying Lean management has transformed many industries and its implementation in all sectors has now started to show the potential benefits.
The lean approach is the only way that improvements in time, cost and quality can be made simultaneously without trade off. Lean management focuses on delivering precisely what the client and end-user want. Its application requires a fresh approach in thinking about the complete process in order to remove waste, to create ‘continuous flow’ and to radically enhance value to the customer. Lean management is one of the key approaches that could lead to great improvements in quality and efficiency.
The main principles of Lean are:• specify value from the end customer's perspective, clearly identify the process that
delivers customer values and eliminate all non value adding steps,• make the remaining value adding steps flow without interruption,• let the customer pull - don't make anything until it is needed, then make it quickly,• pursue perfection by continuous improvement.
These principles are now being applied to all sectors.
WHAT YOU WILL LEARN This instructor-led course presents the fundamentals benefits associated with implementation of lean such as improved corporate image and sustainable competitiveadvantage, improved process flow and productivity, improvement in environmental quality and increased compliance with customer's expectations.
Just-in-time, visualization tool, value analysis, daily huddle meetings and value stream mapping are the most common lean tools/techniques for enabling sustainability. The participants will be able to identify several areas of linkage between lean and sustainability such as waste reduction, environmental management, value maximization, and health and safety improvement.
WHO SHOULD ATTEND? Supervisor, Officer, Executive, Manager & CEO
METHODOLOGYThis program will be conducted with interactive lectures, PowerPoint presentation, discussions and practical exercise.

COURSE CONTENTS
Module 1 – IntroductionLean management is a set of principles and business processes which are aimed at eliminating wasteful expenditure of resources and improving efficiency. More and more companies are realizing that applying lean practices really pays and they are looking for Lean Managers to guide them toward “profitability” by improving quality, cost, and delivery.
Lean Management Training is designed to accomplish the following outcomes for your management team:
• Adoption of a Lean operational philosophy--Leaders use the Lean tool kit but more importantly use Lean thinking all the time.
• Disciplined use of process improvement—insuring every process is improving every day.
• Project management orientation—step by step detailed planning, implementation, tweaking, and then, on-going improvement.
• Lean thinking skill set:
o Eyes that see wastes (Gemba walks)
o Clear problem definitions, and
o Root cause problem solver (Fishbone).
• Value stream ownership and accountability--Sets vision / direction
• Balanced understanding of application and theory—one learns Lean through participation
• Commitment to operating a Lean management system and continuously improving processes on all fronts.
• The management team will learn the appropriate use of the organization’s support structure to solve production problems rapidly including:
o Human resources,
o Finance,
o IT,
o Quality,
o Safety,
o Materials management
o Maintenance
o Supply Chain management
Adopting A Lean Culture
To achieve Lean Culture, there must be clarity around the vision, mission and values of the organization. Moreover, goals and metrics must be transparent, aligned and interconnected, from the organization’s strategic plan down to departmental, team and individual levels. Doing so ensures that every employee – top to bottom – understands what the organization is looking to accomplish, and how their individual role contributes to the achievement of that vision.
Characteristics of Lean Culture
Customer Satisfaction
Employee Engagement

Trust and Respect
Collaboration/Teamwork
Quality
Building on these explanations of culture, leaders from organizations worked together to outline a set of guiding principles for Lean Management, with the understanding that when an organization consistently reflects these principles in their values and behaviours, a Lean Culture can be achieved.
“Respect is a principle that enables the development of people, and creates an environment for empowered [employees] to improve the processes that they own. Respect must become something that is deeply felt for and by every person in the organization. When people feel respected they give their minds and hearts. A leader’s willingness to seek input, listen carefully, and continuously learn creates an environment where [employees] feel respected and energized, and give freely of their creative abilities.” Having high levels of employee engagement is critical for achieving a Lean Culture. Lean concepts tend to be welcomed by the workforce as tools they can use to improve the effectiveness and efficiency of the work they do.
There are four specific factors have a particularly strong influence on creating more engaged employees (interestingly, all four are directly connected to leadership behavior):
1. Respect, generated by Leaders who treat members of their team with dignity and respect.
2. Empowerment, established by Leaders who are willing to listen to other people’s opinions,
and who empower the people on their team rather than control or restrict them.
3. Clarity, created by Leaders who provide a strong narrative about where the organization is heading, and how every role fits into that vision.
4. Shared Values, confirmed by Leaders who build trust with the team by aligning their daily behavior with organizational values.
Lean provides a proven suite of tools and concepts for increasing efficiency and enhancing effectiveness.
By using Lean tools, organizations can investigate and improve the effectiveness and efficiency of any process. These techniques bring proven techniques for identifying waste and uncovering the root causes of errors, quality defects and unwanted variation. Employee should be exposed to all basic concepts of Lean, and should train some employees to be “Lean experts,” capable of leading complex improvement projects. Our training course apply training techniques ensure that workshop participants come prepared to work on an actual project. Training combined with actual project work results in both a better learning experience for participants, and greater value generated for the organization and its customer.
1.1) Lean characteristics:• optimize customer service• involve problem solving activities• continuous improvement frame work

• rapid feedback real time decision making & problem solving• using system thinking
1.2) Lean methods - Many Lean methods have been successfully adapted to identify non-value added activities (waste) in administrative, transactional, sales & marketing, supply chain, retail, plantation, construction, and office processes that are common in office. Common Lean methods include:Visual Controls /Process Walk /Value Stream Mapping (VSM) /Kaizen/ 5S/ StandardWork
1.3) Creating a lean workplace• Identify waste in field operations.• Drive out waste.• Standardize the workplace.• Develop a lean culture.• Involve the client.• Continuously improve.
1.4) Benefits of lean is finished task on time and within budget• Decreased costs• Increase in productivity• Increased profits/revenue• Added flexibility/scalability• Total cost of ownership (TCO)• Payback period• Reduced headcount• Return on investment (ROI)
• Lean Process Improvement Techniques
These are the four major supported stages reflected in the Process Improvement Techniques:
1. The first is to Identify the process and its elements. Specific phases involve defining the scope of the process to be analyzed, as well as documenting and analyzing the current state.
2. Next is to Improve the process by identifying and presenting recommendations on specific trouble areas and designing a roadmap to support improvement implementation.
3. It is important to then effectively Manage the improvement implementation and subsequent process operation using a clearly defined, approved approach.
4. Finally, in order to maintain process health and recognize ongoing improvement opportunities, it is essential to Measure key elements.
Key Elements:
• Process Analysis (Value Stream Mapping) – Flowchart, Line Balancing, Poka Yoke.
• Process Control – Selection of Personnel for “Improvement Task Force Team ( Champion, Trainer, Z-Force )”
• Preparation & Implementation of SOP - Design the product/process/service “Do It Right First Time”.
• Implement KPI for Supervisory staffs
• Eliminate 7 wastes
• Address 6 losses
• Implement 5S
• Implement reward and punishment system

• Lean Audit
The course is structured as repetitive cycles of Learn-See-Do.
First we will teach a principle, then you will see how this principle is put into practice in three sectors; manufacturing, office & services, and healthcare. After that the class will participate in implementing the principle to illustrate the application of principles to a business fulfilling the "do" cycle.
We will repeat these Learn-See-Do cycles until each element is covered and then examine how the pieces work together to support a problem-solving culture typical of a mature lean organization
Module 2 – What is lean office?Lean office is about managing and improving the office process to deliver what the customer needs. Lean office include a clear set of objectives for the delivery process,aimed at maximizing performance, concurrent process to delivery to customer. Leanoffice enables companies to make real and measurable improvements to Quality, Cost and Delivery performance, and to improve partnerships with customers and suppliers.
Lean office principles:• Decentralizing decision-making, empowering task participants and making the
process transparent so any team member can see the state of the task; and• Requiring a simple, direct handoff between tasks to eliminate clogs between task
phases.
What are 8 wastes in lean office?
WASTES EXAMPLES
Inventory Backlog of work (permits, plan approvals), excess materials/info, obsolete databases/files/folders
Defects Data errors, missing info, errors in documents, confusing instructions or requirements, typos
Overproduction Unneeded reports and

copies, excess e-mail messages, doing work not requested
Complexity Unnecessary process steps, too many signature levels, unclear job descriptions
Waiting Time for approval cycles, waiting for information or decisions, waiting for people in meetings
Excess Motion Trips to printer and copier, unnecessary movement to find files or supplies, travel to meetings
Moving Items Report routing, transport of documents, document storage
Environmental Resources
Excess use of paper, energy, or water

Module 3 - 6S (5-S – Is) The Foundation Of Lean And Workplace Organization To Control Waste
5s (House Keeping Management) is an important culture that is applied in all work
environments.
The workplace is clean, neat, safe and comfortable that will produce products with high
quality, reduced cost, timely completion, guaranteed safety, high moral and secured
environment.
1. Seiri (Sort)
• Remove unnecessary items and dispose of them properly
• Make work easy by eliminating obstacles
• Provide no chance of being disturbed with unnecessary items
• Prevent accumulation of unnecessary items

2. Seiton (Systematize)
• Arrange necessary items in order so they can be easily picked for use
• Prevent loss and waste of time
• Make it easy to find and pick up necessary items
• Ensure first-come-first-serve basis
• Make work flow smooth and easy
3. Seiso (Shine)
• Clean your workplace completely
• Use cleaning as inspection
• Prevent machinery and equipment deterioration
• Keep workplace safe and easy to work
4. Seiketsu (Standardize)
• Maintain high standards of cleanliness, orderliness, housekeeping and workplace organization at all times
• Do things spontaneously without being told or ordered
• Standardize good practice
• Also translated as 'sustain', meaning to maintain the good practices.
6. Safety - This sixth "S" promotes safety by stating this value explicitly, or if a comprehensive safety program is undermined when it is relegated to a single item in an efficiency-focused business methodology.
The reasons to keep your work area clean and in order are more subtle:
1. An organized workplace reduces wasted time.
Have you ever watched a video of someone doing their job, and they disappear from the screen for several minutes? Wandering around looking for some misplaced tool, material, or supply?
More often, the worker still remains “in the picture”, but you notice their work flow getting interrupted and slowed down as they search for some... misplaced... something... that they know they “just put down”... somewhere... nearby...
2. A clean workplace reveals problems —
and problems can't be resolved until they are revealed.
In an unclean workplace, it is hard to notice things like
“When did that machine start making that noise?” or “When did that start leaking oil?”
3. Encouraging people to reveal problems is a huge culture change.
Module 4 –
ROI and Lean

Measuring the Return on Investment (ROI) of process improvement efforts (Lean) is key for convincing that what you are doing is worthwhile.
So how can process improvement efforts (Lean) are being tracked effectively? Here are a few simple steps :
Step 1 - Identifying opportunities where process improvement can be measuredStep 2 - Construct method of calculating savingsStep 3 - Turn these figures into a bottom-line ROI
Module 5 -
Lean manufacturing is a production practice that considers the expenditure of resources to target for elimination of waste and create of value for end customer. Lean manufacturing is a management philosophy derived from the Toyota Production System (TPS). TPS is renowned for its focus on reduction of the original Toyota seven wastes to improve overall customer value. The steady growth of Toyota, from a small company to the world's largest automaker, has focused attention on how it has achieved this success.
• Ford and Toyota Production System
The avoidance of waste has a long history. Many of the concepts now seen as key to lean have been discovered and rediscovered over the years by others in their search to reduce waste. Lean manufacturing builds on their experiences, including learning from their mistakes. Henry Ford (1863-1947) is credited with creating the first comprehensive lean manufacturing system. Henry Ford was an American industrialist, the founder of the Ford Motor Company, and sponsor of the development of the assembly line technique of mass production. The Toyota Production System (TPS) is based on the historic Ford System with a relentless goal of eliminating waste. Its management principles have been well summarized by Taiichi Ohno (1912-1990), who was a prominent Japanese businessman and is considered to be the father of the Toyota Production System, which became Lean Manufacturing in the U.S. He devised the seven wastes as part of this system.
20 steps that comprise a lean manufacturing road map:
1. Form team (mix of lean manufacturing and relevant business experience)2. Develop communication and feedback channel for everyone
3. Meet with everyone and explain the initiative
4. Begin to train all employees (lean overview, eight wastes, standard operations, kaizen, RCPS, PDCA)
5. Facility analysis – Determine the gap between current state and a state of “lean”
6. 5-S - It is the foundation of lean. Workplace organization is critical for any lean initiative
7. TPM – Begin Total Productive Maintenance early (used throughout lean)
8. Value Stream Mapping – Determine the waste across the entire system
9. 7 (or 8) waste identification – Use with value stream mapping to identify system waste
10. Process mapping – A more detailed map of each process
11. Takt time – Determine need to produce on all processes, equipment

12. Overall equipment effectiveness and six losses – Determine the losses on all processes and equipment
13. Line balance – Use, if necessary, with takt time and OEE
14. SMED – Push setup times down to reduce cycle time, batch quantity and lower costs
15. Pull/one-piece flow/Continuous Flow Analysis – Utilize kanban and supermarkets
16. Analyze quality at the source application – Poor quality stopped at the source
17. Implement error-proofing ideas
18. Cellular manufacturing/layout and flow improvement – Analyze facility and each process
19. Develop standardized operations – Concurrently with SMED, line balance, flow, layouts
20. Kaizen – Continue improving operations, giving priority to bottlenecks within the system
Module 6 -
Lean warehouse
Creating a lean warehouse (or distribution center) is improved customer fill rates, decreased inventory levels, decreased inventory carrying costs, improved inventory accuracy, increased asset and team member utilization are all benefits of lean warehousing.
The principles of lean applied inside the warehouse include team member training and development, standardization, visibility, quality at the source, continuous improvement, waste elimination, visual management, and problem solving thorough the Plan, Do, Check, Act Cycle.
Starting with team member training and development, we it should be clear that it is people who can identify problems and create sustainable solutions. One of the lean tools is value stream mapping. This allows to map out current processes on the floor and identify waste and see where non-value added activities can be taken out of the value stream. The value stream is simply defined as the flow of activities that add value to the customer. All other activities are considered waste and should be eliminated.
The concept of standardization is also a key lean principle for the warehouse. Creating standardization of processes is to create tasks are easily repeatable with planned zero waste. The creation of standard work allows team to understand processes from the point of view of inputs, procedures, timing and outputs..
Visibility of material flow, inbound logistics, internal warehouse flow, and outbound logistics are critical to the lean warehouse. Understand the flow of material and be able to determine the “perfect order”; the right quantity, at the right place, at the right time in the right quality are the lean concept of “visual management” allows us to understand the score of the operation so we can make decisions in real time that impact the overall flow of material to the customer. This is counterintuitive to many warehousing operations where the operation simply reacts to what trucks (or orders) show up at the facility on any given day.
Building on the fact that many warehouses have manual processes, understand the lean principle of “quality at the source” is vital. To create quality at the source, identify and isolate the key failure modes or areas of defects such as poke yokes (error proofing ideas) to eliminate the problems. Further, create a quality dashboard to ensure tracking our improvement in establishing quality at the source and be sure to continue to improve upon the past results will encourage team to continuously making improvement. Focusing on

quality at the source in a warehouse environment can be very enlightening. For example, one organization realized they needed to do something about serious errors in picking performance. Once the root cause analysis was completed in the picking area, the team was surprised at the actual root cause. While they initially believed in was a training issue, they learned the real issue to be that of picker interruptions. They learned that picking errors were being made because pickers were being interrupted by other members in the middle of their pick wave. This interruption made the picker lose track of where they were. The solution was that pickers would wear a green colored vest while picking and others were not allowed to interrupt them while they have the green vest on.
Material flow within our facility is often overlooked. Experience has shown in lean warehousing that simply putting perceived fast runners (A items) will not necessarily provide the optimal warehouse lay out, consider material flow based on stability as opposed to gross volume. In other words, what being pick frequently even though they may not be in large volumes? How the warehouse designed to facilitate this flow of stable material?
The lean warehouse is about continuous improvement. Tools such as the PDCA cycle (Plan, Do, Check, Act) help to identify and eliminate waste. What is the plan today? At the end of the day how to measure our actual performance to plan? What need to be adjusted to be better tomorrow? Answering these questions is the essence of the lean warehouse. The goal is create a warehouse where problems are visible and fix problems at the root cause every day. Accomplishing this will in fact create the lean warehouse and drive quantum business results.
Module 7 –
Eight Types Of Wastes And Six Types of Losses
Identify the Eight Types of Wastes & six types of losses
Eliminate the Eight Types of Wastes & six types of losses

• The Seven Types of Wastes + One waste
• Transport (moving products that are not actually required to perform the processing)
• Inventory (all components, work in process and finished product not being processed)
• Motion (people or equipment moving or walking more than is required to perform the processing)
• Waiting (waiting for the next production step, interruptions of production during shift change)
• Overproduction (production ahead of demand)
• Over Processing (resulting from poor tool or product design creating activity)
• Defects (the effort involved in inspecting for and fixing defects)
• Not using the full potential of employees
1) Symptoms of Transportation Wastes
Transport is one of the seven wastes of lean manufacturing. it is the movement of products
from one location to another. This could be from the machining shop to the welding shop,
This transportation adds no value to the product. Look at Toyota where the tools and
techniques behind Lean Manufacturing have been refined as part of the Toyota Production
System (TPS), many of their suppliers are located close to their plants. Products are not
shipped over huge distances at great cost with the potential for delay and damage.
Causes of the Waste of Transportation.
There are many causes that contribute to the waste of transport, the main one being the
waste of overproduction which in turn leads to the waste of inventory; inventory that then
has to be transported throughout your facility or between factories. The causes of this

overproduction can be everything from excessive setup times and the need for economic
batch sizes. In addition to overproduction is the process layouts.
How to eliminate or reduce Transportation
Layout should be changed as per the principles of lean manufacturing, create value streams and make that value flow at the pull of the customer. This requires to have production lines or cells that contain all of the value adding processes. It also means reducing the spaces between those operations. Improving factory layout through the use of value stream mapping and process mapping can give huge savings in time and money
2) Wastes of Excess Inventory
Inventory is the raw materials, work in progress (WIP) and finished goods stock that is held.
The main causes of the waste of inventory is that of the waste of overproduction, making
more than the customer wants or in advance of customer demand.
It can also be caused by poor layout and lack of balance in your workflow causing
inventory to build up before or after different processes.
• Reduction in Excess Inventory
The first thing is to work to the main principles of lean manufacturing, making value flow at the pull of the customer, the idea of Just in Time (JIT) production. This will cause to remove the main cause of inventory that of overproduction.Look at factory and cell layout and balance production processes to ensure that work in progress does not build up between processes, it is not important to run every machine as fast as it can be run, at the end of the day we only need to make things as quickly as the customer wants them, no faster; takt time, and Kanban can be used to help ensure processes balancing and prevent the build up of inventory..
3) Wastes Of Motion And Product Defects
The waste of motion in process gives rise to a number of problems that are either immediately obvious or hidden beneath the surface waiting to rise up in the future. The first and most obvious is a lowering of work efficiency, if workers are spending their times lifting, retrieving, and searching rather than actually assembling then work efficiency will be very low. The main causes of the waste of motion are with regards to cell layout, placing product at floor level on pallets, poorly arranged space, tools that are disorganized, lack of space and organization for component parts and so on. Another problem can be the design of working method.
How to eliminate or reduce the waste of Motion
The simplest and most powerful lean manufacturing tool to eliminate the waste of motion
within work cells is that of 5S; 5S challenges to review each and every step of the operation
and eliminate the symptoms of the seven wastes. 5S also starts the ball rolling with regard to
standardized operations, it should lead to develop standard operating procedures (SOP) for
processes defining the best way to conduct a specific operation. The lean tool of single
minute exchange of Die (SMED) will also remove many wasteful motions from setup process,
of work and will often reduce setups from hours to single minutes.

4) Eliminating Waiting Time And Transportation Wastes
Waiting is the act of doing nothing or working slowly whilst waiting for a previous step in the process. Such as waiting for a previous operation, a delivery of products to arrive or just slowly working so as not to highlight that they have run out of materials. Often the time spent waiting is made up later during overtime at a premium rate.
How to eliminate or reduce Waiting
Balancing of your production processes using Takt time will help ensure that the processes
are better matched with regards to cycle times. Improving machine reliability and quality
using Total Productive Maintenance (TPM) and quality tools. Implement Standard Operating
Procedures to ensure that standards and methods are clear. Use visual methods of planning
combined with daily cell meetings to ensure that everyone is clear what is required for the
day.
5) Serious Wastes of Overproduction
Overproduction is making products in too great a quantity or before it is actually needed
leading to excessive inventory.
Why do we overproduce? Production runs huge batches of material creating enormous
amounts of stock where they could easily reduce the batches and improve their flow
reducing lead times and improving customer service. We produce large batches because
of long setups on some of our machines, so we try to maximize our throughput of these
machines and use “economical batch quantities” to dictate how much material is
processed rather than what the customer wants. We also distrust our suppliers ability to
supply what we need, so we order more than we need and sooner than we need it to
ensure that we have it when we need it. We also distrust the reliability of our own processes
and plan to allow for interruptions in the flow of production, often scheduling a few days or
even weeks between successive operations just in case of issues or the need to change the
production plan. We also work to forecasts; we guess what the customer will want in the
future and invariably make mistakes and thus build product that is unwanted and don’t
build what the customers really want.
How to eliminate or reduce Overproduction
Implement the principles of lean manufacturing, identify the value stream using tools such
as value stream mapping, process mapping, and a host of analytical tools that are
available. Then make value flow by rearranging work place, creating production cells that
contain all of the required processes. Using smaller, simpler, dedicated machines rather than
“super machines” that have to handle every product in the factory. Tackle set up times on
our equipment to enable the production of smaller batches using the technique of SMED,
Single Minute Exchange of Die. Use the ideas of just in time manufacturing to enable the
production of product only when it is ordered, using techniques such as Kanban to enable
the Pull of production through our processes.

6) Eliminating Over Processing Wastes
To eliminate processing wastes, undertake the use of Standard Operating Procedures (SOP) to provide written instructions for all of your employees. These SOPs will ensure the standardization of methods across shifts and personnel, combined with on the job training they are an highly effective way to improve the quality of product. These SOPs combined with quality standards can also help to clarifying specifications and acceptance standards.Review designs with techniques such as value engineering and value analysis to identify opportunities to remove tolerances that are too tight.
7) Wastes of Product Defects
Defects are when products or service deviate from what the customer requires or the specification. Many defects are caused by incorrect method due to non-standard operations, differences in the way that processes are undertaken by different operators on different shifts. Failure to maintain our equipment, machines and fixtures allowing defects to occur.Operators are not empowered and made confident enough to highlight problems and allow them to be solved, they often continue and make the best of a poorly fitting component rather than stopping to have either the fixtures or the components corrected.Operators are not trained and asked straight in to do work and tell them to do the same as the guy stood beside them, often the one that was thrown in there the week before.Operators are rewarded with the wrong behaviors, paying for quantity rather than quality, encouraging our employees to work as fast as possible and even penalizing them if they do not make the numbers with little thought to the consequences on the quality of products or services.
How to eliminate or reduce Defects
This prevention of defects is achieved by a number of different techniques from autonomation / Jidoka (Machines with “human” intelligence that are able to detect when a non standard event has occurred) through to Poka-yoke devices that detect if a product is defective, either preventing the process from running or highlighting the defect for action.Also implement standard operations procedures (SOP) and training to ensure that the correct methods are undertaken and standards achieved.The most important factor however is the empowerment of teams to solve and prevent their own problems. By harnessing the talents of employees efficiently prevent the occurrence of defects

Addressing the Six Big LossesNow that we know what the Six Big Losses are and some of the events that contribute to these losses, we can focus on ways to monitor and correct them. Categorizing data makes loss analysis much easier, and a key goal should be fast and efficient data collection, with data put to use throughout the day and in real-time.
BreakdownsEliminating unplanned Down Time is critical to improving Overall Equipment Efficiency (OEE). Other OEE Factors cannot be addressed if the process is down. It is not only important to know how much Down Time your process is experiencing (and when) but also to be able to attribute the lost time to the specific source or reason for the loss (tabulated through Reason Codes). With Down Time and Reason Code data tabulated, Root Cause Analysis is applied starting with the most severe loss categories.
Setup and AdjustmentsSetup and Adjustment time is generally measured as the time between the last good part produced before Setup to the first consistent good parts produced after Setup. This often includes substantial adjustment and/or warm-up time in order to consistently produce parts that meet quality standards.
Tracking Setup Time is critical to reducing this loss, together with an active program to reduce this time (such as an SMED - Single Minute Exchange of Dies program).
Many companies use creative methods of reducing Setup Time including assembling changeover carts with all tools and supplies necessary for the changeover in one place, pinned or marked settings so that coarse adjustments are no longer necessary, and use of prefabricated setup gauges.
Small Stops and Reduced SpeedSmall Stops and Reduced Speed are the most difficult of the Six Big Losses to monitor and record. Cycle Time Analysis should be utilized to pinpoint these loss types. In most processes recording data for Cycle Time Analysis needs to be automated since cycles are quick and repetitive events that do not leave adequate time for manual data-logging.
By comparing all completed cycles to the Ideal Cycle Time and filtering the data through a Small Stop Threshold and Reduced Speed Threshold the errant cycles can be automatically categorized for analysis. The reason for analyzing Small Stops separately from

Reduced Speed is that the root causes are typically very different, as can be seen from the Event Examples in the previous table.
Startup Rejects and Production RejectsStartup Rejects and Production Rejects are differentiated, since often the root causes are different between startup and steady-state production. Parts that require rework of any kind should be considered rejects. Tracking when rejects occur during a shift and/or job run can help pinpoint potential causes, and in many cases patterns will be discovered
Module 5 - Eliminating Processing And Inventory Wastes
Process Layout Improvement/Reduce Processing Wastes
Warehouse Layout Improvement/Reduce Warehouse Inventory Wastes
Lean Management Strategy to eliminate waste
Lean Process Improvement Techniques to eliminate waste
• Processing Wastes are caused by:
1. starting more than can be completed
2. unclear or constantly changing requirements
3. slow or ineffective communication
4. partially done work
5. defects and quality issues
6. task switching
7. starting more than can be completed
8. unclear or constantly changing requirements
9. slow or ineffective communication
10. partially done work
• Eliminating Processing Wastes
To eliminate processing wastes, undertake the use of Standard Operating Procedures (SOP) to provide written instructions for all of your employees. These SOPs will ensure the standardization of methods across shifts and personnel, combined with on the job training are an highly effective way to improve the quality of product. These SOPs combined with quality standards can also help to clarifying specifications and acceptance standards.
• Wastes of Excess Inventory
Inventory is the raw materials, work in progress (WIP) and finished goods stock that is held.
The main causes of the waste of inventory is that of the waste of overproduction, making
more than the customer wants or in advance of customer demand. It can also be caused

by poor layout and lack of balance in your workflow causing inventory to build up before or
after different processes.
• Reduction in Excess Inventory
The first thing is to work to the main principles of lean manufacturing, making value flow at the pull of the customer, the idea of Just in Time (JIT) production. This will cause to remove the main cause of inventory that of overproduction.Look at factory and cell layout and balance production processes to ensure that work in progress does not build up between processes, it is not important to run every machine as fast as it can be run, at the end of the day we only need to make things as quickly as the customer wants them, no faster; takt time, and Kanban can be used to help ensure processes balancing and prevent the build up of inventory..
• Kanban Pull System
Kanban maintain inventory levels; a signal is sent to produce and deliver a new shipment as material is consumed. These signals are tracked through the replenishment cycle and bring extraordinary visibility to suppliers and buyers. The supply or production is determined according to the actual demand of the customers. Kanban cards are a key component of kanban and signal the need to move materials within a manufacturing or production facility or move materials from an outside supplier in to the production facility. The kanban card is, in effect, a message that signals that there is a depletion of product, parts, or inventory that, when received, the kanban will trigger the replenishment of that product, part, or inventory. Consumption therefore drives demand for more production, and demand for more product is signaled by the kanban card. Kanban cards therefore help create a demand-driven system.
To be effective, kanban must follow strict six simple rules of use.
Six Rules of Kanban Lean Manufacturing
• Later process picks up the number of items indicated by the kanban at the earlier process.
• Earlier process produces items in the quantity and sequence indicated by the kanban.
• No items are made or transported without a kanban.
• Always attach a kanban to the goods.
• Defective products are not sent on to the subsequent process. The result is 100% defect-free goods.
• Reducing the number of kanban increases the sensitivity.
• Lean Process Improvement Techniques
These are the four major supported stages reflected in the Process Improvement Techniques:
5. The first is to Identify the process and its elements. Specific phases involve defining the scope of the process to be analyzed, as well as documenting and analyzing the current state.

6. Next is to Improve the process by identifying and presenting recommendations on specific trouble areas and designing a roadmap to support improvement implementation.
7. It is important to then effectively Manage the improvement implementation and subsequent process operation using a clearly defined, approved approach.
8. Finally, in order to maintain process health and recognize ongoing improvement opportunities, it is essential to Measure key elements.
Key Elements:
• Process Analysis (Value Stream Mapping) – Flowchart, Line Balancing, Poka Yoke.
• Process Control – Selection of Personnel for “Improvement Task Force Team ( Champion, Trainer, Z-Force )”
• Preparation & Implementation of SOP - Design the product/process/service “Do It Right First Time”.
• Implement KPI for Supervisory staffs
• Eliminate 7 wastes
• Address 6 losses
• Implement 5S
• Implement reward and punishment system
• Lean Audit
• Process Layout Improvement
• Cellular Manufacturing
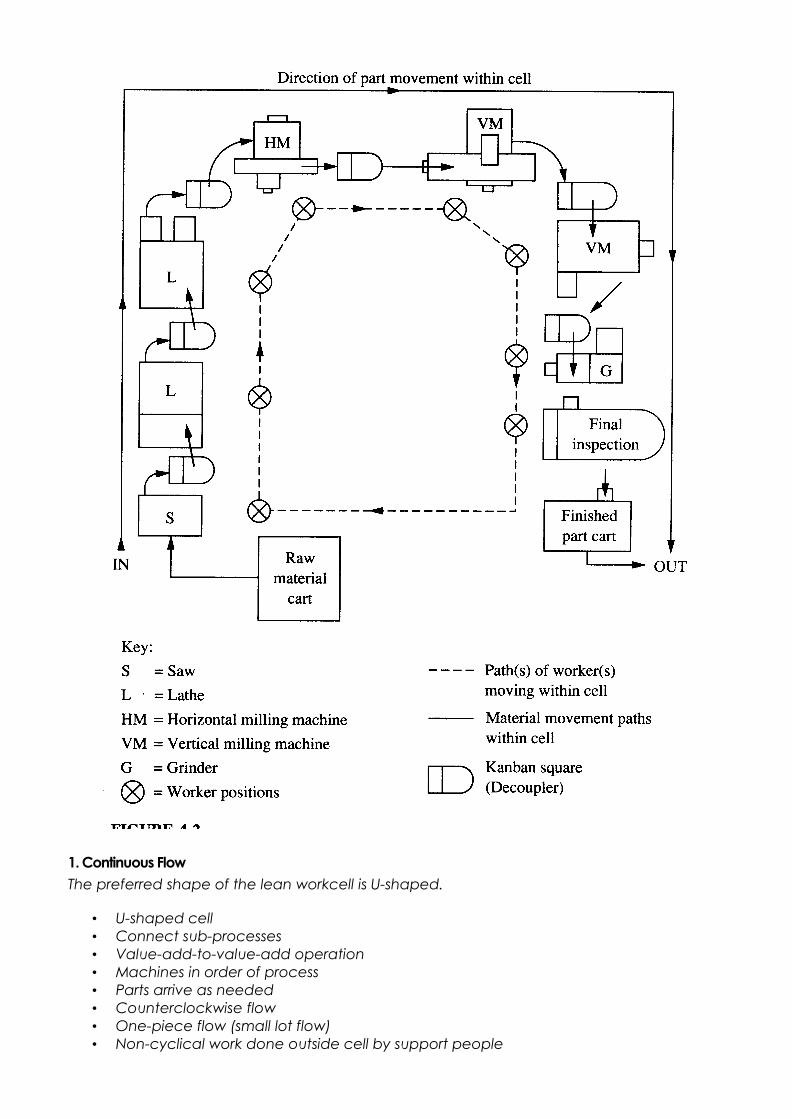
1. Continuous FlowThe preferred shape of the lean workcell is U-shaped.
• U-shaped cell• Connect sub-processes• Value-add-to-value-add operation• Machines in order of process• Parts arrive as needed• Counterclockwise flow• One-piece flow (small lot flow)• Non-cyclical work done outside cell by support people

2. Lean Machines/Simplicity
• Lean Machine Basics:• • Continuous flow• • Save factory floor space• • No excess production• • No extra shelf/drawer space • One-at-a-time manufacture, quick production changeover, reduced WIP, easily modified,
customizable
3.Workplace Organization
• Organize tools with appropriate tool holders• Provide back-up tools at automatic stations• Insist on flexible tool mounting structures• Put the right information where it’s needed• Minimize downtime, reduce wasted motion, uninterrupted workpiece flow, improve quality
4.Parts Presentation Basics:
• Supply parts as needed• Parts loaded from outside the cell• Use gravity feed as the preferred method• FIFO parts presentation• Easy reconfiguration, reduce wasted motion, uninte
5.Reconfigurability
• Fixtures must be easy to change• Mobility is critical• Good part to good part as quickly as possible• •Minimize downtime, quick changeover, uninterrupted workpiece flow
6.Quality
• Visual inspection is the primary means of quality assurance• Test fixtures & gages must be easy to replace or change out• Easy reconfiguration encourages changes for quality’s sake• Immediate feedback on quality as workers inspect parts; platform for continuous improvement;
eliminate rework areas; encourage changeover to solve “minor” quality • problems; greater quality assurance by giving the responsibility to the assembler; • rapid change of quality gages as assembled product or process changes.
7.Maintainability
• Ease of service• Manual back-up• Put the operator manual on the machine• Standardize as many components as possible• Use common tools and fixtures• No finish work required on system components.• Minimum spare parts necessary• Minimum down time, easy-to-source replacement parts, quick service

8.Accessibility
• All controls or fixtures positioned with ergonomics in mind• All serviceable components at rear of machine/workstation• Clearance for all tools for ease of use• All guards easy to remove with simple hand tools
9.Ergonomics
• Position workpiece at optimum height for worker• Position all tools within the worker’s field of reach• Provide lighting sufficient to accomplish the task
Module 8 -
How can Lean Synergy help in implementation of Lean Management

LEAN CATEGORIES FOR IMPLMENTATION
Group/category Lean practices/ tools
1) Process & equipment
Kaizen
5S
Setup time reduction
Cellular manufacturing
Continuous flow
Equipment layout
Product design – simplicity
Error proof equipment
Preventive maintenance
2)Manufacturing planning & control
Levelled production
Kanban/ pull production
Daily schedule adherence
Small lot size
Visual control
3) Human resources
Group problem solving
Training
Cross functional teams
Employee involvement
Workforce commitment
4) Supplier relationships
JIT delivery
Supplier quality level
Supplier involvement in quality improvement program
Supplier involvement in product design and development

5) Customer relationships
Customer involvement in quality programs
Customer involvement in product design
JIT link
THE 7 STEPS APPROACH IN LEAN IMPLEMENTATION:
1. Identify the value stream – The processes on site are mapped to understand how the Operation interfaced with its customers and suppliers. The strategic objectives are established to ensure that the improvement activities would be steered towards customer satisfaction and compliance.
2. Gap Analysis – The current state of operation performance is determined in terms of its drivers (delivery performance, lead-time, efficiency, etc). A proposed state, with the lean concepts designed in, is established, and the benefits estimated. A prioritized, phased roadmap with assigned actions is agreed for implementation of the modules for the Lean Programme.
3. Elimination of Waste – Non-value-adding activities were reduced through team based Kaizen workshops, involving internal staff, managers, internal customers and technical experts. Problem-solving tools, such as brainstorming, root-cause analysis, removing unnecessary duplicated documentation, reducing set-up times, and segregating non-analytical work to support staff.
4. & 5. Value Stream Flow & Quality - Activities which could not be reduced oreliminated were taken out of the critical path, thus leading to a further reduction in lead-time. Further removal of wasteful processes and standardization of ways of working led to more stabilized methods.
6. Planning & Control - A culture of a due-date driven organization was instilledthrough implementation of better scheduling practices, and increased visibility of job status.
7. Continuous Improvement – Systems are provided for ongoing improvement to the value stream. Training in all the activities is carried out (problem solving, Kaizen, etc), and in all the systems implemented. A comprehensive Key Performance Measurement system is introduced, and owners for each measure are assigned and trained.
