tinsmith trades working with metal - nma … · tinsmith trades working with metal bladesmith....
TRANSCRIPT

A tinsmith is a maker and repairer of tinware. They makevarious industrial and domestic containers and objectsfrom sheets of steel coated with of tin (tinplate).
HISTORY
Tinsmith work flourished after the Industrial Revolution inthe eighteenth century due to the ready availability ofaffordable sheet metal. A ‘tinker’ was a travelling tinsmithwho repaired household utensils such as buckets, potsand pans.
TRAINING
Originally, the trade was learnt through anapprenticeship with a master craftsman and took four tosix years. The apprentice then travelled from town totown in the hope of eventually being able to open ashop. People learn the craft today by observing apractising tinsmith or by undertaking an apprenticeship insheetmetal fabrication.
TOOLS OF THE TRADE
Bick iron: - A tinsmith’s anvil, which is used to hammersharp curves into the metal.
Jenny: - A crimping tool which forms a crease or fold inthe metal. This makes it less flexible or allows the edgesto be fastened together.
Firepot and soldering irons: - The firepot is used to heatup the soldering irons. Soldering irons are used to meltthe solder in order to join metals.
Bossing stump and mallet: - A bossing stump is ahollowed out tree stump used to shape metal into a bowlor dome shape. A bossing mallet is used to tap the metalinto the desired shape.
Stick: - is used to flatten or turn metal.
Punches and stamps tools: - are used to impress, shape orcut.
Tinsnips: - are modified scissors used to cut sheet metal;straight and curved tinsnips are used.
Square faced cross peen hammer: - is used to shape metalwith light tapping. Tinsmiths use various hammers fordifferent purposes.
TECHNIQUE
Tinplate is hammered, bent, rolled and planished (curvingmetal into domes), pulled and twisted. Cut metal is putthrough a roller in different directions to ‘break thegrain’. Metal shapes are cut out, hammered and joined.
PRODUCTS
Lanterns, household utensils such as scone and biscuitcutters, candle lamps, pie plates, bowls, cutlery andvarious containers.
WHY IS A TINSMITH A RARE TRADE?
Most household implements are now mass produced bymachines, often using plastic instead of tinplate.
FOR FURTHER INFORMATION
For information regarding current apprenticeships insheet metal working at:http://www.migas.com.au/trades.html
FUN FACT
The term, ‘fairy tapper’ is sometimes used in reference totinsmiths as the metal is never hit with heavy blows - onlysmall gentle taps are used.
blade. To do this the bladesmith needs to control thetemperature of the steel very accurately, and then to usetechniques such as folding and hammering the steel toget just the right quality needed. The blade is thensharpened and polished and a handle is attached.
SAFETY
Bladesmiths work with sharp metal edges and aredealing with extremely high temperatures so they need toprotect themselves. Most wear thick, long pants, coveredshoes and a leather apron.
PRODUCTS
Steel swords, blades and knives are produced.
WHY IS BLADESMITHING A RARE TRADE?
Historically swords and blades were used as weapons ofwar and for self-defence, but with the introduction ofgunpowder and firearms in the 16th century, the demandfor swords declined.
Most knives used for dining and for preparing food arenow made by machines.
FOR FURTHER INFORMATION
Try this website for a very good description of howblades are made.
http://people.howstuffworks.com/sword-making1.htm
Australian Knifemakers Guild8 Mann St, Seacliff Park, South Australia, 5049.
Guild President can be contacted on:[email protected]
INTERESTING FACT
A bladesmith apprentice could be expected to handforge up to 80 blades during their working week whichconsisted of six, twelve hour days.
A bladesmith is a person who produces metal swordsand knives.
HISTORY
The earliest metal blades were probably made of copperthoudands of years ago. Bronze, a mixture of copperand tin, was then used as it is stronger than copper. Thencame iron blades which were harder and stronger again.Today most blades are made of steel.
TRAINING
Originally, blades were made by blacksmiths. As moreabout the process of making blades was discovered,some smiths specialised and became highly skilled in justmaking blades.
TOOLS OF THE TRADE
Forge: – The forge holds the very hot fire used to heatmetal. Heating the metal makes it easier to shape usingthe anvil and hammer. Heat is also used to change thequalities of the metal.
Anvil: - Metal is beaten on the anvil to change its shape.The anvil is very heavy and has different surfaces, bothcurved and flat, that are used in shaping hot metal.
Hammers: - a range of hammers are used to beat themetal into shape.
Tongs: - Tongs are large pliers used to hold the metalwhen it is being shaped
Water Stone: - A water stone is used to grind back andpolish the blade.
TECHNIQUE
The bladesmith selects the type of metal, usually a kind ofsteel, that is needed to make a particular blade. Steel isa mixture of mostly iron with a small amount of carbon.By skillfully heating and cooling the steel while it is beingshaped into a blade, the bladesmith can change thequalities of the steel to give a hard wearing, but flexible
TINSMITH TRADES WORKING WITH METAL
BLADESMITH

Blacksmiths make and repair metal objects. They heatiron and steel in a fire so that it can be shaped withhammers or other tools.
The word ‘black’ comes from the colour of the metal,when treated to prevent it from rusting. The word ‘smith’comes from the word smite which is an old-fashionedword that means to strike. Thus a blacksmith is the personwho strikes black metal.
HISTORY
Blacksmithing can be traced back 3500 years to theearly Iron Age in central Asia.
TRAINING
Past
In the 1800s, an apprenticeship was undertaken by boysaged from 12 – 15. They had to work for 5 – 7 years,receiving little or no wages, just room and board and theprivilege of being taught the trade.
Present
The most common blacksmith today is a farrier, ablacksmith who specialises in making and fitting shoesfor horses. There are also smiths who specialise inornamental objects such as candle sticks, garden gatesand fireplace furniture. Most people today learn fromobserving practising blacksmiths, researching informationand virtually teaching themselves.
TOOLS OF THE TRADE
A blacksmith’s most important tool is the fire.
They also use hammers, anvils, vices and tongs
Forge: - A fireplace where air is forced into the fire toincrease the temperature.
Hammer: - A range of hammers are used for shaping hotmetal
Anvil: -
The anvil is the blacksmith’s ‘work bench’.
The horn of the anvil is used for making bends and theflat face is used for general hammering. The chippingblock is used for cutting. The round hole in the face isused for punching holes. The hardy hole is used forholding tools.
Tongs: - Tongs are used for picking up pieces in the fireand for holding hot iron while hammering.
TECHNIQUE
The iron or steel is heated to a red glow in the forge,which is kept hot (approximately 650 -9800C) by hand-operated bellows or a mechanical air pump. Theblacksmith then works the metal by hammering, cutting,hooking, drawing it out, twisting and shaping it, into thedesired form.
SAFETY
Blacksmiths use safety glasses, leather apron and gloves,and steel capped shoes.
PRODUCTS
Traditionally the products were essential items such asfarming implements, cooking utensils, weapons, chains,tools and horseshoes. Today the emphasis has changedand they make items of a more decorative nature such ascandle sticks, garden furniture or bed heads.
WHY IS BLACKSMITHING A RARE TRADE?
Prior to the 1900s the horse was an important form oftransport and the local blacksmith was as common astoday’s service stations. The use of the car, rather thanhorses, as well as mass production of items like farmimplements and cooking utensils, has reduced the needfor blacksmiths’ products.
FOR FURTHER INFORMATION
‹ Australian Blacksmiths Association (Victoria) Inc. P.O. Box 5048, WONGA PARK, VIC, 3115. The Secretary - Ph: (03) 9722 1415
INTERESTING FACT
Our 20th Prime Minister 1945-1949, J. Chifley, was the son a blacksmith.
TECHNIQUE
Modern coachbuilders manufacture the metal skin ofcars. Coach building is a labour intensive trade, relyingon a large degree of skill and little technology. Forexample, it can take 500 hours to ‘reskin’ a car.Coachbuilders use a six-step process to make a wholecar body. First, a pattern is produced for each part. Thepanels are then cut according to the pattern, thenshaped, fitted, painted and polished.
SAFETY
Sharp tools and metal edges can cause injury. Fumes canalso cause problems so good ventilation is needed whenworking.
PRODUCTS
Car panels and bodies are produced. Aluminium is alight weight, strong metal that is preferred for coachbuilding today.
WHY IS COACH BUILDING A RARETRADE?
Mass production techniques for car bodies havesurpassed the labour intensive methods of coachbuilding.
FOR FURTHER INFORMATION
For information on apprenticeships in vehicle bodymaking see; http://www.automotivetraining.org.au/
INTERESTING FACT
Ford pioneered the mass production vehicle, whichstandardized manufacturing methods into pressing outmillions of identical parts in the early 1900’s.
A coachbuilder is a person who designs and/or buildsautomobile bodies.
HISTORY
In the past coachbuilders built carriages, wagons andsleighs that were drawn by horses. They worked mainlywith wood. Whilst there are still some wooden coachbuilding operations in existence, most coachbuilderstransferred their skills from wood to metal when the newmotor car industry began in the early 1900’s.
TRAINING
Coachbuilders undertake an apprenticeship; they learnon the job under the direction of a master craftsman overa number of years.
TOOLS OF THE TRADE
Wheeling machine (also called a rolling machine): - Thistool allows the metal to be stretched as it rolls throughupper and lower wheels.
Hammers: - Eight or nine kinds of hammers are used withmetal dollies to curve metal.
Dolly: - A hand tool with one end made heavy with leadthat is used to shape metal.
French curve: - A flat drawing instrument consisting of anumber of different curves that are used to guide the penor pencil in drawing curves of varying radii.
Tinsnips: - Modified scissors used for cutting metal.
Dreadnought file:- is used to file edges to get the metal tothe correct size.
Leather sandbag: - A bag used as an absorbent rest forthe work as it is being shaped.
Power tools are rarely used.
BLACKSMITH COACHBUILDER
Horn
Chipping blockfor cutting withcold chisels
Hardy hole
Face
Pritchel hole
Rounded edge for bending
A wheelwright makes and repairs wooden wheels forcarts, carriages and wagons.
HISTORY
The wheelwright craft is about 4 000 years old. Howeverit wasn’t until Roman times that the iron hoop was usedover the rim of a timber wheel.
TRAINING
In the past, an apprenticeship was undertaken forapproximately seven years. Most wheelwrights learnedthe trade from their fathers.
TOOLS OF THE TRADE
A wheelwright’s lathe: - A lathe holds and rotates thetimber so that it can be shaped with a hand held tool.
Traveller: - A measuring device for estimating the size ofan iron tyre.
Stools and cradles: - Tools which supported the wheel atvarious stages in its making.
Draw knife and spoke shave: - These tools are used tomake spokes.
Saws and chisels: - These were used in formingprojections which fit into a hole or groove in anotherpiece of timber (tenons and tongues).
Adze: - A tool used for shaping felloes (the rim sections).
Spoke dog: - Used for inserting the spokes into the felloes.
Samson: - A large iron clamp applied over the rim of thewheel to squeeze the felloe joints together while the ironstrake (a strip of iron) was nailed into position.
TECHNIQUE
The main parts of a wooden wheel are the nave or hub,the spokes and the felloes (sections forming the rim). Theiron parts are the tyre, the nave hoops and the ‘box’which is an iron lining in the nave.
First, the timber hub is turned on a lathe. The mortices(the holes for the spokes) are then cut into the nave. Thespokes are driven into the nave. The felloes are joined toform a circle using wooden dowels. Two holes are cutinto the concave side of each felloe to fit the spokes. Aniron hoop tyre is then heated to red hot and clamped onto the rim using an iron tyring platform. Water is thenpoured over it, to cool it. As it cools, it shrinks and thejoints in the woodwork are forced even more tightlytogether. The wheel breaks if it is too tight, and if it is tooloose, it will not hold together when placed under load.
SAFETY
Wheelwrights use sharp carpentry tools so care must betaken to avoid cuts. A wheelwright also deals with hotmetals and care must be taken to avoid burns.
PRODUCTS
As well as wooden wheels, wheelwrights make andrepair household utensils, farm implements and buildings,as well as making gates and coffins.
WHY ARE WHEELWRIGHTS RARE?
Wheelwrights used to be common when the horse andcarriage was the main means of transport. Today’svehicles use steel rims and rubber tyres, so the need forwheelwrights is not as great.
INTERESTING FACTS
A typical wheelwrights request may be: "Farmer what’s-his-name would send asking for a man because a dungcart wheel was jammed and would not go around"
Source: G. Sturt "The Wheelwright’s Shop" CambridgeUniversity Press, 1923.
SAFETY
Protective clothing such as earmuffs, safety glasses andchaps (protective pants) are essential to protect theworker when using a chainsaw.
PRODUCTS
The raw materials are hardwood poles such as iron barkand treated spotted gum, as well as heavy bolts. Atimber bridge is the final product. Bridge carpenters alsobuild marine structures like wharves and boardwalks.
WHY IS BRIDGE CARPENTRY A RARETRADE?
The use of concrete and steel for the construction ofbridges has largely replaced the use of timber. However,timber bridges are still being constructed in rural areasbecause they quick to build and much cheaper thanconcrete bridges.
INTERESTING FACT
The depth in feet, written in roman numerals, that a pileis driven into the ground is always carved into each pile.
A bridge carpenter uses timber to construct bridgesacross valleys, creeks and rivers.
HISTORY
The first wooden bridges were probably built between12,000 and 10,000 BC. They were made of trees laidacross a stream.
TRAINING
Past
The skills of bridge carpentry were passed down throughfamilies, the younger family members working under thesupervision of elder members.
Present
Bridge carpenters still repair old wooden bridges, but notmany new wooden bridges are being built. Modernbridges are usually constructed using prefabricatedconcrete and steel components. These bridges aredesigned by civil engineers and constructed by a team oftradespeople including fitters, welders and engineers.
TOOLS OF THE TRADE
Chainsaw: - The chainsaw is now the tool of choice forcutting timber.
Adze and broadaxe: - These are used for shaping timber.
Drills: - Power drills are used for drilling the holes for thebolts that hold the bridge timbers together.
Excavator: - mechanical excavators are used tomanipulate the heavy logs, and to drive in the piles.
TECHNIQUE
The timber poles that will support the span of the bridgeare driven into the ground. These are called the piles.Bracing timbers are bolted to the tops and bottoms of therows of piles. These are called the headstocks (at the top)and the capwhales (at the bottom). Poles, called girdersor stringers, stretch from one row of piles to the next, anddecking is bolted to the girders to form the surface of thebridge. The kerbing and handrails complete the bridge.
WHEELWRIGHT TRADES THAT WORK WITH TIMBER
BRIDGE CARPENTER
Iron tyre
Fellow
Spoke
Wooden navewith iron nave hoops
Box axle end and cap
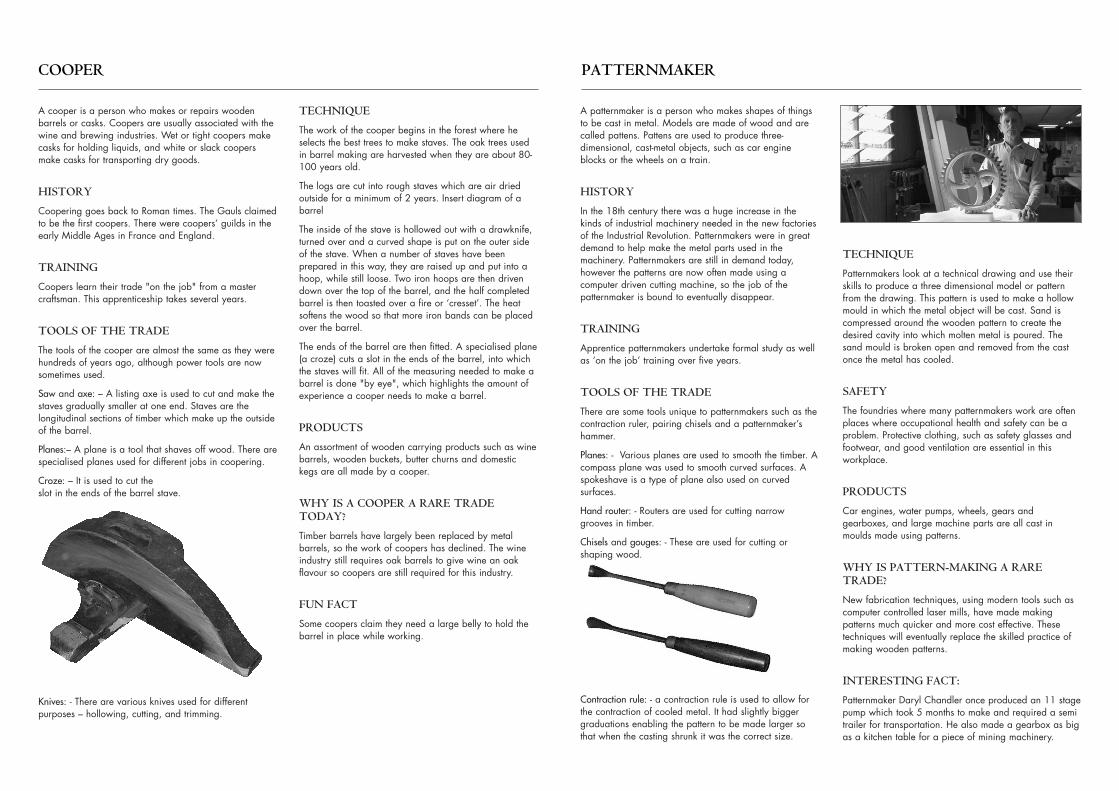
DeckingKerb Solid headstock
Solid rock
Driven piles
Corbels
Girders
Bracing
Bottom capwales
Girder
Potted piles
Pile depth (always roman numerals)
Sill
Bolting planks
Top capwale (headstocks)
A cooper is a person who makes or repairs woodenbarrels or casks. Coopers are usually associated with thewine and brewing industries. Wet or tight coopers makecasks for holding liquids, and white or slack coopersmake casks for transporting dry goods.
HISTORY
Coopering goes back to Roman times. The Gauls claimedto be the first coopers. There were coopers’ guilds in theearly Middle Ages in France and England.
TRAINING
Coopers learn their trade "on the job" from a mastercraftsman. This apprenticeship takes several years.
TOOLS OF THE TRADE
The tools of the cooper are almost the same as they werehundreds of years ago, although power tools are nowsometimes used.
Saw and axe: – A listing axe is used to cut and make thestaves gradually smaller at one end. Staves are thelongitudinal sections of timber which make up the outsideof the barrel.
Planes:– A plane is a tool that shaves off wood. There arespecialised planes used for different jobs in coopering.
Croze: – It is used to cut the slot in the ends of the barrel stave.
Knives: - There are various knives used for differentpurposes – hollowing, cutting, and trimming.
TECHNIQUE
The work of the cooper begins in the forest where heselects the best trees to make staves. The oak trees usedin barrel making are harvested when they are about 80-100 years old.
The logs are cut into rough staves which are air driedoutside for a minimum of 2 years. Insert diagram of abarrel
The inside of the stave is hollowed out with a drawknife,turned over and a curved shape is put on the outer sideof the stave. When a number of staves have beenprepared in this way, they are raised up and put into ahoop, while still loose. Two iron hoops are then drivendown over the top of the barrel, and the half completedbarrel is then toasted over a fire or ‘cresset’. The heatsoftens the wood so that more iron bands can be placedover the barrel.
The ends of the barrel are then fitted. A specialised plane(a croze) cuts a slot in the ends of the barrel, into whichthe staves will fit. All of the measuring needed to make abarrel is done "by eye", which highlights the amount ofexperience a cooper needs to make a barrel.
PRODUCTS
An assortment of wooden carrying products such as winebarrels, wooden buckets, butter churns and domestickegs are all made by a cooper.
WHY IS A COOPER A RARE TRADETODAY?
Timber barrels have largely been replaced by metalbarrels, so the work of coopers has declined. The wineindustry still requires oak barrels to give wine an oakflavour so coopers are still required for this industry.
FUN FACT
Some coopers claim they need a large belly to hold thebarrel in place while working.
TECHNIQUE
Patternmakers look at a technical drawing and use theirskills to produce a three dimensional model or patternfrom the drawing. This pattern is used to make a hollowmould in which the metal object will be cast. Sand iscompressed around the wooden pattern to create thedesired cavity into which molten metal is poured. Thesand mould is broken open and removed from the castonce the metal has cooled.
SAFETY
The foundries where many patternmakers work are oftenplaces where occupational health and safety can be aproblem. Protective clothing, such as safety glasses andfootwear, and good ventilation are essential in thisworkplace.
PRODUCTS
Car engines, water pumps, wheels, gears andgearboxes, and large machine parts are all cast inmoulds made using patterns.
WHY IS PATTERN-MAKING A RARETRADE?
New fabrication techniques, using modern tools such ascomputer controlled laser mills, have made makingpatterns much quicker and more cost effective. Thesetechniques will eventually replace the skilled practice ofmaking wooden patterns.
INTERESTING FACT:
Patternmaker Daryl Chandler once produced an 11 stagepump which took 5 months to make and required a semitrailer for transportation. He also made a gearbox as bigas a kitchen table for a piece of mining machinery.
A patternmaker is a person who makes shapes of thingsto be cast in metal. Models are made of wood and arecalled pattens. Pattens are used to produce three-dimensional, cast-metal objects, such as car engineblocks or the wheels on a train.
HISTORY
In the 18th century there was a huge increase in thekinds of industrial machinery needed in the new factoriesof the Industrial Revolution. Patternmakers were in greatdemand to help make the metal parts used in themachinery. Patternmakers are still in demand today,however the patterns are now often made using acomputer driven cutting machine, so the job of thepatternmaker is bound to eventually disappear.
TRAINING
Apprentice patternmakers undertake formal study as wellas ‘on the job’ training over five years.
TOOLS OF THE TRADE
There are some tools unique to patternmakers such as thecontraction ruler, pairing chisels and a patternmaker’shammer.
Planes: - Various planes are used to smooth the timber. Acompass plane was used to smooth curved surfaces. Aspokeshave is a type of plane also used on curvedsurfaces.
Hand router: - Routers are used for cutting narrowgrooves in timber.
Chisels and gouges: - These are used for cutting orshaping wood.
Contraction rule: - a contraction rule is used to allow forthe contraction of cooled metal. It had slightly biggergraduations enabling the pattern to be made larger sothat when the casting shrunk it was the correct size.
COOPER PATTERNMAKER
A sail maker makes and maintains ships’ sails.
HISTORY
Sail making goes back to before recorded time. Manycultures built boats and ships powered by wind. Theyused sails made from plant fibres such as flax or cotton.These days sail makers usually make sails for cruising orracing yachts.
TRAINING
In the past, trainees learned on the job from anexperienced sail maker, similar to an apprenticeship.Little, if anything was written down. Sail makers used tokeep the secrets of their trade to themselves so nobodytook over their job. There is now a TAFE course availablefor sail makers.
TOOLS OF THE TRADE
INSERT DIAGRAMS OF TOOLS NB NOT ALL TOOLSORIGINALLY LISTED HAVE BEEN INCLUDED BELOW
Knives: –Blade knives were used to cut the canvas, anarrow knife was used for cutting eyelet holes and a dullknife was used to score canvas.
Awl: - A small pointed tool for making holes.
Bench hook: - (also called sail hook, stretching hook andthird hand) - This secured the canvas to the bench to keepit under tension, while stitching.
Twine: - Sail makers’ twine is traditionally made out offlax.
Seam rubber: - A tool used for creasing the canvas andrubbing the seams before sewing.
Tarred wax: - A waterproof preservative which helped theneedle and twine pass through the canvas more easily.
Sewing needles: - Special triangular needles used forsewing the sails.
Sewing palm: - A safety device used like a thimble to protect the hand.
Fid: - A tool used to open the strands of fibre in rope (for splicing) and for shaping grommets.
TECHNIQUE
Once the size and shape of the sail is determined, thesail maker draws the outline on a deck with twine. Thesail cloth is placed under the pattern and pieces areoverlapped to account for seams. The cloth is then cut. Awooden batten is used to determine the curve along thefoot of the sail, and then the pieces of cloth are joinedwith a flat seam to make an entire sail.
Old sails were made with their panels running vertically.In the mid 19th century sail-makers began to experimentwith the panels running horizontally. This enabled morecontrol over the aerodynamic shape of the sail as itallowed for the stretch in the canvas. A number ofdifferent stitches are used for sails. Old sails had roundseams and more modern ones have flat seams.
PRODUCTS
Sail makers make and repair sails and flags. Most sailstoday are made from lightweight synthetic materials thatare machine stitched or glued together. They are longerwearing and more efficient than the traditional cottonand flax sails.
WHY IS SAIL MAKING A RARE TRADE?
Most marine vessels used today are powered by enginesrather than wind, so there has been a decline in demandfor sail makers.
INTERESTING FACT
Australia has the world’s youngest sail maker.
PRODUCTS
Traditionally the items made were for everyday use suchas carrying bags, sleeping mats, fishtraps, headwear andbags for ceremonial use.
More recently items are also made for sale.
WHY IS WEAVING A RARE TRADE?
The traditional weaving process is a social activity thatrequires the skills to be passed onto the next generationbefore the elder members die.
Something about pressures on trad society from westernculture limiting opportunities for elders to pass onknowledge?
INTERESTING FACT:
The woven fish trap (an-gujechiya,) is used to catch fishin tidal creeks. According to traditional stories, in itsancestral form, the fish trap is also the creator of featuresof part of the coastline, near the Blyth River.
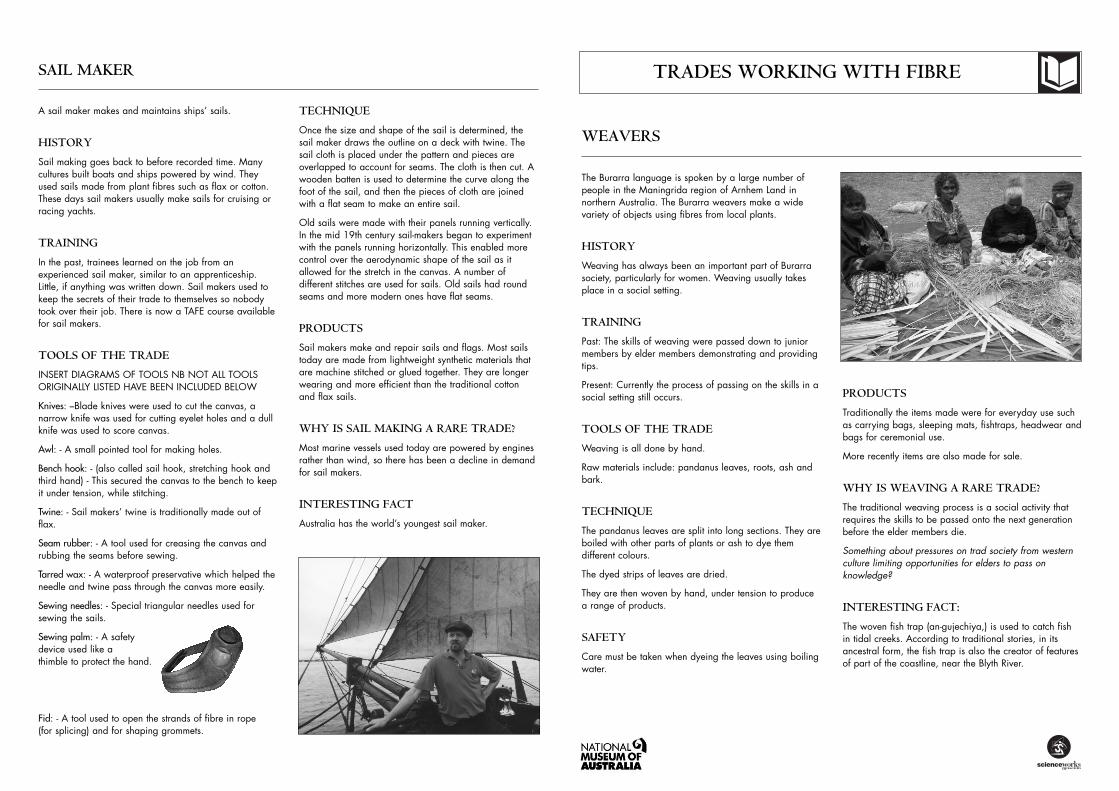
The Burarra language is spoken by a large number ofpeople in the Maningrida region of Arnhem Land innorthern Australia. The Burarra weavers make a widevariety of objects using fibres from local plants.
HISTORY
Weaving has always been an important part of Burarrasociety, particularly for women. Weaving usually takesplace in a social setting.
TRAINING
Past: The skills of weaving were passed down to juniormembers by elder members demonstrating and providingtips.
Present: Currently the process of passing on the skills in asocial setting still occurs.
TOOLS OF THE TRADE
Weaving is all done by hand.
Raw materials include: pandanus leaves, roots, ash andbark.
TECHNIQUE
The pandanus leaves are split into long sections. They areboiled with other parts of plants or ash to dye themdifferent colours.
The dyed strips of leaves are dried.
They are then woven by hand, under tension to producea range of products.
SAFETY
Care must be taken when dyeing the leaves using boilingwater.
SAIL MAKER TRADES WORKING WITH FIBRE
WEAVERS

A craypot maker is a person who constructs a basket-liketrap in which crayfish or ‘crays’ are caught.
HISTORY
Before traps were used, lobsters were generally caught atnight by spearing them from the shallow waters. As thecrayfish was more valuable if it did not have a spearmark, the use of drag nets was another way of catchingthe crayfish.
Today crayfish are caught using craypots which arebaited and set out offshore on the sea bed.
TRAINING
Traditionally, the skills of hand making the craypots werepassed down through the family, with senior membersteaching children the tricks of the trade.
TOOLS OF THE TRADE
Axe: - An axe is used to cut thin branches fromMelaleuca trees
Jig: - This is used to make the neck of the craypot.
Cray key: - This tool is used to weave wire around thewooden frame to create the basket shape.
Steel pipe: - A utensil in which the stripped branches areboiled.
Wire drum: - This acts as the base around which thebranches are twisted to construct the craypot frame.
Old tree stump: - This supports the craypot as the pot iswoven.
TECHNIQUE
Melaleuca branches are cut and the bark is stripped off.They are boiled in a steel pipe. The hot branches arewrapped around wire drums to cool and take on thebasic, round shape.
Using a cray key, the craypot maker levers and plaitswire around the wood, in the same way as a basketweaver would weave fibres.
A welded steel slot is incorporated into the side of the potso that undersize crayfish can escape: (the slot is one ofthe few prefabricated components in the whole structure).
Working on a tree stump, the pot is closed in by weavinga chain link wire mesh - a bit like knitting with thick steelwire instead of wool, and big steel rods instead ofknitting needles.
SAFETY
Care must be taken when:
• using sharp tools to cut branches and strip off bark.
• working with wire
• welding
• working with boiling water to soften the branches.
PRODUCTS
The basic materials required are: wire, stripped branchesof Melaleuca trees and cane. Craypots are the finalproduct.
WHY IS CRAYPOT MAKING A RARETRADE?
Today craypots can be mass-produced. Some are madefrom moulded plastic while others can be made usinggalvanised steel wire. The demand for traditionally madepots is declining.
INTERESTING FACT
A vessel named the ‘Stella’ was the first vessel in SouthAustralia to use craypots and it led to the birth of thecrayfishing industry in South Australia at American Riverin 1889.
TECHNIQUE
A sketch of the final product is made. Headmeasurements are taken. A block with the correspondingmeasurements is selected to support the hat as fabricsand ribbons, etc., are pinned then stitched or glued intoposition.
SAFETY
In the past, millinery was quite a hazardous occupationdue to the mercury compound that was used in hatmaking during the 18th and 19th centuries. The term"mad as a hatter" refers to the disease caused byinhaling fumes of mercury and its compounds.
Today adequate ventilation is required to prevent inhalingglue fumes. Care is also taken to prevent scalding fromsteam and a thimble is worn to protect the fingers fromsharp needles.
PRODUCTS
In the18th century, milliners used to sell fabrics and makeup items such as shirts, aprons, handkerchiefs, caps,cloaks, hoods and muffs. Later, they specialised invarious shapes of hats made from different kinds offabrics: varying from heavy canvas through to fine nettingmaterials. Today milliners mainly produce hats forfashion.
WHY IS MILLINERY A RARE TRADE?
Millinery has enjoyed a revival due to fashion trends;however traditional methods are used less. A change inlifestyle and fashion has reduced the demand for hats.Hats are no longer worn to work and/or to church.However, people still wear hats for protection from theelements and for special occasions.
FOR FURTHER INFORMATION
Millinery Association of Australia Inc West Brunswick Ph: (03) 9386 7112
INTERESTING FACT
One of the reasons Jean Miller (the milliner in theexhibition) gives for the decline of hats in the 1960’s, isthe rise in the popularity of the beehive hairdo.
A milliner makes, trims and sells hats. Traditionally, amilliner was also a dealer in ‘fancy wares’ and articles ofapparel such as ribbons and lace.
HISTORY
Throughout early Egyptian, Roman and Greek times hatswere worn as a mark of rank. Since the 16th and 17thcenturies milliners supplied ‘fancy goods’ such as strawhats and gloves. It was only in the 1770s that millinersbegan to design and make hats exclusively as fashionitems.
TRAINING
Last century, primarily girls started apprenticeships asmilliners at a very young age, and learned on the job.
Today courses are run at millinery schools and TAFEcolleges.
TOOLS OF THE TRADE
Sewing machine: - used for sewing the pieces of fabrictogether.
Straw-sewing machine: - A specialised machine used forsewing straw hats.
Felt size: - A glue and starch mixture used to glaze, treatand coat felt.
Spartre: - A tough, mouldable material used as a base forhats.
Hat blocks: - The base over which the hat is worked.
Pin cushion and pins: - Pins are used to hold the fabric inposition before sewing. Whilst not in use pins are storedsafely in a pin cushion.
Thimble: - Worn on the fingers, the thimble prevents cutsfrom sharp needles.
CRAYPOT MAKER MILLINER

The swirls, stripes and flourishes that are seen on thingssuch as vintage cars and horse drawn vehicles through tosewing machines and harvesters are the work of ascrolling painter.
This is the high end of the signwriter’s art.
HISTORY
This form of signwriting is a traditional method ofapplying paint to a surface that was originally designedto paint horse drawn carriages. This method of handpainting signs was used to produce graphics andlettering for buildings and shopfronts as well as vehiclemarkings.
TRAINING
In some countries coachpainting and vehicle finishing isoffered as a subject in colleges and tertiary institutions.Traineeships and apprenticeships are available withsignwriters. The apprentice works with a qualifiedsignwriter while also studying an accredited courseusually at a TAFE college.
TOOLS OF THE TRADE
Brushes: - Brushes need to be fully worked or 'broken in'for best results. Sable chisel brushes are best to createsharp lettering.
Rubbing block: - Used to remove rust before painting.
Sealers: - Sealers or isolators are used on suspect paintareas which are liable to react when applying freshpaint.
Finishing products: - Rubbing, polishing and finishingcompounds all contain various degrees of abrasives forhard and soft paint. Soft cotton cloths are used forpolishing and final drying.
TECHNIQUE
After the design has been chosen, the area to be paintedmust be cleaned to ensure it is free of grease and rust.Next the area is either primed or sealed, depending onwhether it has been painted before. Once the surface hasbeen prepared the scrolling painter is ready to apply 'theline of beauty', simply a curved line on which allscrollwork is based. The scrolling painter first learns todraw a perfect freehand circle, then perfects his ownperfect line of beauty, from which he develops hisindividual style. Once the design has been painted andallowed to dry thoroughly finishing products are used topolish it to a high shine.
SAFETY
Most paints are toxic and flammable and care must betaken when near an open flame and to avoid inhalingthe fumes.
Suitable masks are worn when spraying paints andprimers.
PRODUCTS
Scrolling work can be seen on trucks, vans, specialisedand vintage cars and horse drawn vehicles.
WHY IS SCROLLING PAINTING A RARETRADE?
The introduction of computer-cut vinyl peel-off lettering,lines and scrolls has changed the trade almost beyondrecognition. The advent of new technology and a moveaway from decoration to purely functional signs onvehicles has seen a decline in the art practised byscrolling painters.
FOR FURTHER INFORMATION
Artisans Guild AustraliaPO Box 280, Sunbury, Vic, 3424
TECHNIQUE
Today most bookbinding is concerned with theconservation or restoration of old books. There are manyskills involved in bookbinding, including collating andfolding pages; making a cover, often from fine leather;sewing the sections to the cover; trimming the pages andfinishing and decorating the cover.
WHY IS BOOKBINDING A RARE TRADE?
Today books are printed, folded, sewn, glued andtrimmed by high speed machines.
FOR FURTHER INFORMATION:
Victorian Bookbinders Guild5 Dunsterville Street,Sandringham, 3191email: [email protected]
Queensland Bookbinders' Guild Inc. PO Box 73 Annerley, Qld 4103, Australia
Guild of Craft Bookbinders P0 Box 111 Glebe Sydney, NSW 2037.
INTERESTING FACT
Paper was invented by the Chinese around 200 BC butthe process was kept a closely guarded secret for nearly1000 years.
Bookbinders attach pages into a cover to make a book.They produce new books or repair and conserve old books.
HISTORY
Modern day bookbinding in Europe began with the change from scrolls to books. Initially wood was used toprotect the sheets, but later leather was wrapped around the boards and the sheets to form the type of book we are familiar with today.
TRAINING
Between the 10th and 14th century, English monks were the foremost binders in Europe. Novices were trained by senior monks. The introduction of printing in the 15th century increased the need for bookbinders.
In the 1920s a seven year apprenticeship was required to become a qualified bookbinder. Today people usuallylearn the craft through workshops, evening classes andsome college courses.
TOOLS OF THE TRADE
Bookpress: - is used to press thesections of a book before sewing, to get rid of all the air between the pages and to ensure that itemshave been adhered without airbubbles and will dry flat.
Gold Tools: - used for the application of gold to bindings and to the edges of the text block. Tools include: decorative and lettering tools, gold leafsheets, gold cushion and special adhesive for gold.
Hand Tools: - These include scissors, forceps, awls, callipers, paring knives, punches and scalpels.
Hot Stamping Press: - is used to stamp titles on cases boxesand labels. Brass type is used to set the cover of the book,the type is then heated up to several hundred degrees andthe cover is stamped.
Board Shear: - makes accurate square cuts when using the heavy binder’s board, used for the covers of books.
SCROLLING PAINTER TRADES WORKING WITH PAPER OR LEATHER
BOOKBINDER

A Bespoke Shoemaker makes custom made footwear. Theword 'bespoke’ means spoken for or custom-made. Thebespoke shoemaker only makes shoes that have alreadybeen ordered for a particular person, or for a specialpurpose such as a film or a stage production.
HISTORY
Records from the Egyptians, the Chinese and other earlycivilisations all contain references to shoes. Early shoeswere simply a piece of plaited grass or rawhide strappedto the feet. Comparatively little attention was paid to thefitting or comfort of shoes up until about 1850. Theinvention of the rolling machine and the sewing machinein the 1840's revolutionised shoe making. Today allmajor operations in shoemaking can be done bymachine.
TRAINING
In the past the techniques were passed from master tostudents through lengthy periods of apprenticeship. Yearsof further practise were necessary to master the craft.
Today colleges and universities around the world offercourses in shoemaking.
TOOLS OF THE TRADE
Last: - A wooden model of the foot on which shoemakersshape boots and shoes.
Awl: - A tool designed to poke a hole in fabric thenspread it wider without actually cutting the fabric.
Clams: - A wooden clamp held between the knees to holdthe shoemaker’s work.
Die: - A specially shaped knife used for cutting outspecific shapes and sizes of leather.
Long Stick: - A tool used for rubbing the surface of theoutsole after rounding and tacking it.
Paring Knife: - A very sharp knife used to trim awayexcess leather.
Pincers: - Pliers used to pull reluctant needles through theholes when stitching.
Punch: - A tool for making holes in leather.
Shears: - A large pair of scissors, made from a singlestrip of metal, used for cutting leather.
Tranchet: - A form of French clicking knife that is heldalong the arm, seated in the crook of the arm, for use.
TECHNIQUE
The feet are measured and the last maker uses thesemeasurements to make the lasts. Paper templates areused to cut the pieces of leather that make up the shoe.The cutting of the leather is called clicking. The leather issewn together with lining and stiffening. The uppers areattached to the sole and the heel is built up to therequired height. Finally a thin piece of leather, bearingthe name of the bespoke shoemaker is glued to the insoleand the shoe is polished.
SAFETY
Protective clothing is worn and a thimble is used toprotect the thumb from needles.
PRODUCTS
Bespoke shoemakers make custom made shoes forpeople who require orthopaedic shoes or for specialpurposes such as films or stage shows.
WHY IS BESPOKE SHOEMAKING A RARETRADE?
When machinery was introduced that could not onlymake shoes quicker and cheaper but could also makethem more comfortable, this reduced the need for shoesmade by hand. Today bespoke Shoemaking is a boutiqueindustry catering for specialised needs.
INTERESTING FACT
At the end of the Middle Ages round and square toeshapes became popular. Toes became larger and larger.During the reign of Henry VIII soles reaching 6_ incheswide were common and known as foot bags.
TECHNIQUE
First the forewall is made. This is a long strip of leathersewn into a tube, with one edge of the seam extendingwell beyond the other to make a flap called the barge.This tube is then stuffed tight with rye straw. When it istightly packed it is placed over a wooden model of thehorse's withers and beaten into shape with a mallet.
Next, leather and cloth are used to enclose the throat ofthe collar and a piece of soft leather is sewn on to stopthe collar rubbing on the throat of the horse. Finally thehames are attached. These are usually brass plated steeland sit either side of the collar so the traces and reinscan be attached to them.
PRODUCTS
As well as the collars a variety of harnesses are made.All harnesses must be adjusted perfectly or the horse willbe unhappy and inefficient.
WHY IS HORSE COLLAR AND HARNESSMAKING A RARE TRADE?
As mechanical vehicles overtook the horse as a means oftransporting heavy loads the trade nearly vanished. Ahorse collar is a complex construction which was left toan expert and a specialised group of saddlers.
FOR FURTHER INFORMATION
Australian Horse Resourceshttp://www.knfpub.com/ahr/
INTERESTING FACT
To protect their horses the Romans had a law forbiddinghorses to pull loads in excess of about half a ton.
Horse collar and Harness makers are specialised saddlerswho make harnesses and collars. When a horse isrequired to pull a heavy load the rigid collar is what takesthe strain, putting the load evenly across the horse’sshoulders, rather than on its neck and windpipe.
HISTORY
Beasts of burden were first harnessed with fixed rigidcollars in about 500 AD in China. The invention did notreach Europe for some centuries. Previously breast plateharnesses were used where the animal pulls against abroad band of padded leather. However when the loadwas very heavy the breast plate hampered the animal’sbreathing. The rigid collar allows the animal to pull a muchheavier load without any impediment.
TRAINING
Past
Men were usually apprenticed to a master saddler. Evenhighly skilled saddlers worked long hours for poor wages.Male employees were paid by the hour, but women wereonly paid by completed items. Women typically earnedhalf or a third of the male wage.
Present
Today there are numerous courses for those interested inmaking a career in saddlery. Alternatively they canbecome apprenticed to a master saddler
TOOLS OF THE TRADE
Clam or clamp: - By squeezing the clam with the knees, thework can be gripped leaving both hands free, for piecingthe leather with the awl or sewing with the needle.
Creases: - are usually heated before use, for marking theleather.
Knives: - straight knife and a half moon or round knife areused for cutting leather.
Palm Iron:- A type of indented thimble that sits in the palmof the hand to stop the needle slipping.
Collar rod: - is gripped with the fist and used to compressthe stuffing into the collar.
Mallet: A large hammer used to beat the collar into shape.
BESPOKE SHOEMAKER HORSE COLLAR MAKER
Collar pad or Afterwale
Hames
Housing strap
Housen
Crosscut saw makers make, repair and sharpen hand,chain, band, crosscut and circular saws.
HISTORY
Tools from more than 60 000 years ago include flintknives with toothed blades which indicate that the peoplehad discovered the effect of saw teeth on wood.
The first saws with metal blades were found in Egypt 6 000 years ago and were made of copper. By 1500BCcopper had given way to bronze. It was the Romans whodiscovered the technique of offsetting the teeth left andright which reduced the friction, thus enabling the saw tobe used in a smooth continuous motion. The productionof iron and steel meant the improvement in all types oftools, but the basic saw remained unchanged until the20th century.
TRAINING
Past
Crosscut saw makers usually learnt by watching andworking with an experienced person and by trial anderror.
Present
Today Crosscut saw makers can undertake a 12 monthcourse which includes instruction and practice inmanufacturing and repairing the different kinds of sawblades.
TOOLS OF THE TRADE
Files: - Crosscut saw makers use a variety of files tosharpen the teeth on the saw.
Setting Stake: - A tool used to set the teeth of the saw. Thesaw is placed with the teeth projecting over the bevelledpart of the stake in order to give the tooth the correct set.The tooth is then struck two or three blows with a lighthammer.
Set Gauge: - An instrument that checks whether the teethare set correctly.
Heat: - The metal is treated with heat to make it harder;this is called tempering.
Anvil and hammer: - A special slightly rounded anvil anda crossface hammer are used to get even tension all overthe saw.
TECHNIQUE
To make a saw, the Crosscut saw maker first takes alength of steel and has the teeth cut by a laser cutter(though once it was done by hand). The steel is thensoftened by heating and an angle grinder and files areused to set the angles on the teeth. The saw is thenhardened, tensioned and sharpened.
SAFETY
Crosscut saw makers use safety glasses and steel-cappedboots.
PRODUCTS
Crosscut saw makers make a large variety of sawsincluding cross-cut saws, ripsaws, bow saws, hacksaws,coping saws and backsaws.
WHY IS CROSSCUT SAW MAKING A RARE TRADE?
Crosscut saw makering is still a major part of the forestryindustry; however the crosscut saw is now rarely used inany industrial application, as the chainsaw has taken itsplace.
INTERESTING FACT
The Crosscut saw makers is also the name for an Irishband. In 1990, their second single, 'I Useta Lover'climbed to number one in the Irish Charts.
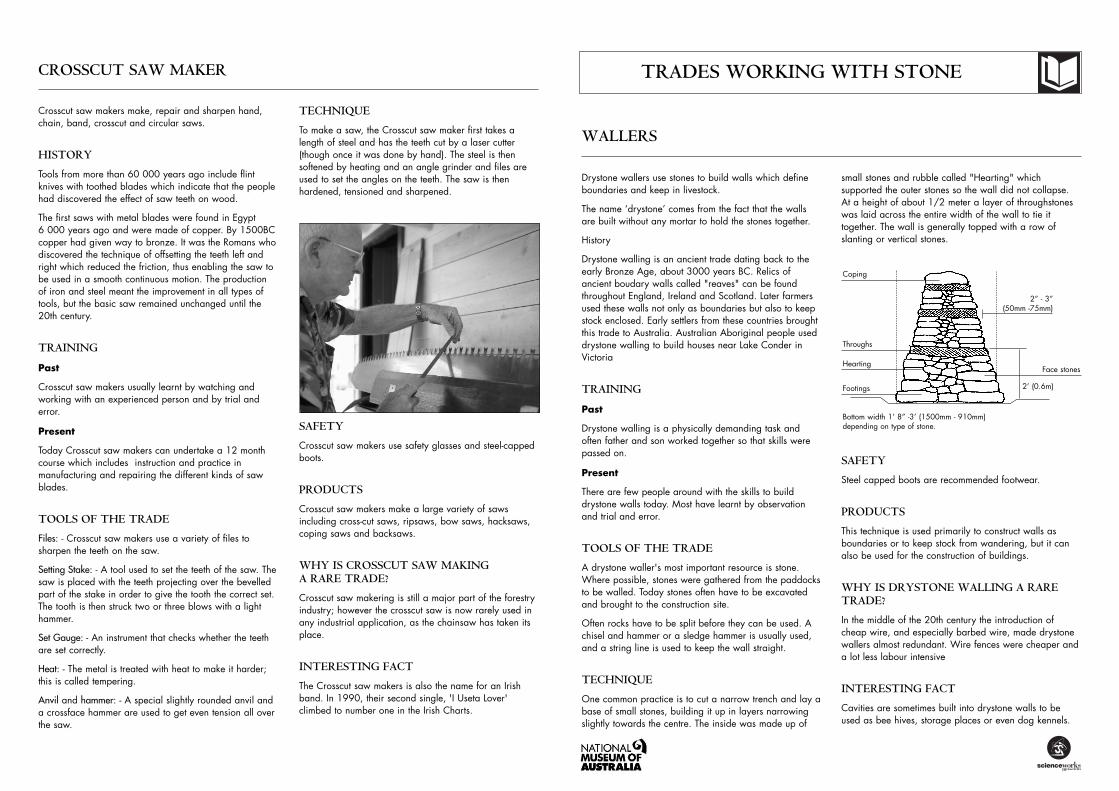
small stones and rubble called "Hearting" whichsupported the outer stones so the wall did not collapse.At a height of about 1/2 meter a layer of throughstoneswas laid across the entire width of the wall to tie ittogether. The wall is generally topped with a row ofslanting or vertical stones.
SAFETY
Steel capped boots are recommended footwear.
PRODUCTS
This technique is used primarily to construct walls asboundaries or to keep stock from wandering, but it canalso be used for the construction of buildings.
WHY IS DRYSTONE WALLING A RARETRADE?
In the middle of the 20th century the introduction ofcheap wire, and especially barbed wire, made drystonewallers almost redundant. Wire fences were cheaper anda lot less labour intensive
INTERESTING FACT
Cavities are sometimes built into drystone walls to beused as bee hives, storage places or even dog kennels.
Drystone wallers use stones to build walls which defineboundaries and keep in livestock.
The name ‘drystone’ comes from the fact that the wallsare built without any mortar to hold the stones together.
History
Drystone walling is an ancient trade dating back to theearly Bronze Age, about 3000 years BC. Relics ofancient boudary walls called "reaves" can be foundthroughout England, Ireland and Scotland. Later farmersused these walls not only as boundaries but also to keepstock enclosed. Early settlers from these countries broughtthis trade to Australia. Australian Aboriginal people useddrystone walling to build houses near Lake Conder inVictoria
TRAINING
Past
Drystone walling is a physically demanding task andoften father and son worked together so that skills werepassed on.
Present
There are few people around with the skills to builddrystone walls today. Most have learnt by observationand trial and error.
TOOLS OF THE TRADE
A drystone waller's most important resource is stone.Where possible, stones were gathered from the paddocksto be walled. Today stones often have to be excavatedand brought to the construction site.
Often rocks have to be split before they can be used. Achisel and hammer or a sledge hammer is usually used,and a string line is used to keep the wall straight.
TECHNIQUE
One common practice is to cut a narrow trench and lay abase of small stones, building it up in layers narrowingslightly towards the centre. The inside was made up of
CROSSCUT SAW MAKER TRADES WORKING WITH STONE
WALLERS
Coping
Throughs
Hearting
Footings
Bottom width 1’ 8” -3’ (1500mm - 910mm) depending on type of stone.
2” - 3”(50mm -75mm)
Face stones
2’ (0.6m)
Stonemasons cut and shape stone for the construction andrenovation of stone structures and monumental masonry.
The word mason comes from an Old French word maçonmeaning ‘beat’.
HISTORY
Stonemasonry is one of the oldest building trades, datingback to when people first shaped stone to make tools andlater buildings. Medieval masons combined the role ofarchitect, builder, craftsman, designer, and engineer.
TRAINING
Past
Since the middle ages, those wanting to learn the trade ofstonemasonry had to join the guild of stonemasons. Duringthis time many of the great cathedrals of Europe were built.In order to construct such edifices the masons had to haveconsiderable education in the principals of geometry,arithmetic and engineering. At this time stonemasons notonly cut and shaped stone, but were responsible forexecuting the architectural plans and building the majesticcathedrals.
Present
Today stonemasons undergo a mixture of education andvocational training. A stonemason still needs to know howto cut, shape and polish stone, and how to repair andreplace stonework on old buildings and monuments.
TOOLS OF THE TRADE
Stonemasons use a variety of tools such as pitchers,punches and chisels. Until recently a stonemason also hadto have many of the skills of a blacksmith to keep his toolsin good working condition. Today most tools are carbidetipped, which reduces the need for resharpening.
Pitcher: - A broad, blunt nosed stonemason's chisel used forremoving large pieces of waste stone.
Punch: -A stonemason's pointed chisel for use with ahammer, used in roughly removing waste stone.
Beak: - A long handled lever bar used for moving largeblocks of stone.
Boaster: - A wide chisel used in masonry for final dressingof flat surfaces.
Claw Tool: - A chisel with replaceable toothed bits for itscutting edge.
Cramp: - Device for anchoring two stones together.
Dogs: - Lifting hooks attached to a loop of chain for liftinglarge blocks of stone.
Frame saw: - A multiple bladed mechanical saw capableof sawing several slabs at once.
Shift stock: - A tool for setting the angles of bevels andchamfers.
Trammel: - Tool for applying lines parallel to an edge.
Gavel: - A hammer used with a chisel to split stone.
Level: - Tool used to check horizontal and verticalsurfaces.
TECHNIQUE
In early times large chunks of stone were broken off bypushing wooden wedges into cracks. Blocks were thenshaped with a chisel and mallet.
Today a stonemason may cut and shape the stone usinga range of power tools or hand tools,taking into accountthe characteristics of the stone being used.
SAFETY
Stonemasons often work outdoors in all weatherconditions. They use the following safety equipment:
• Hard hats when working on construction sites
• Steel capped boots
• Dust mask, ear muffs and goggles when using powertools to cut stone or cement.
PRODUCTS
Today stonesmasons do repairs to churches, cemeterywork and monumental masonry, and specialised worklike marble kitchen bench tops.
WHY IS STONEMASONRY A RARETRADE?
The solid stone construction of masons has been largelyreplaced by concrete building techniques.
INTERESTING FACT
The Masonic Lodge is thought to be directly descendedfrom the Medieval Stone Masons Guilds.
TECHNIQUE
The three basic techniques used for producing stone toolsare flaking, pecking and grinding. The core rests on theanvil and the platform of the core is struck at the correctangle using a hammerstone to cause a piece of stone toflake off. An experienced Stone tool maker can produceflakes at the rate of one a second. Some stones, such asgreenstone lend themselves to grinding and were used formaking stone axes. The stone was roughly shaped usinga hammerstone then rough axe face was rubbed againstthe grindstone.
SAFETY
Flaking stone produces dangerously sharp splinters thatfly off the rock. Today it is recommended to wear leathergloves and goggles to protect eyes.
PRODUCTS
Stone can be used to make a range of tools andimplements including adzes, axes, spear heads andgrinding stones.
WHY IS STONE TOOL-MAKING A RARETRADE?
With the introduction of metal tools, especially axes andspear heads, stone tools became quickly redundant.Today stone tool-making is done by very few people for aspecialised market.
INTERESTING FACT
It is estimated that Aboriginal people have left around 10 000 stone artefacts per square km across the country.
Stone tool makers cut and shape stone to make durabletools for cutting, hammering and grinding.
HISTORY
Stone tool making is probably the oldest trade known toman. Stone tools have been used for tens or evenhundreds of thousands of years. Earliest tools were corechoppers and flaked scrapers. Later stone tools, such asadzes were used as components of other tools such asspears and knives.
TRAINING
The skills of stone tool making were passed from parentsto children. Usually boys would learn the process fromobservation and tutorage by an experienced man.
Today there are very few people still have the skills ofstone tool-making.
TOOLS OF THE TRADE
A Stone tool makers’s tools are the very stones he workswith. Different types of rock are used for differentpurposes. Hammerstones and grindstones are the basictools used.
Core: The core is the stone being worked upon.
Hammerstone: The hammerstone is used to strike the coreat the correct angle to detach a flake.
Grindstones: A sharp edge can also be produced byrubbing the roughly shaped stone against a grindstone
Anvil: Stone used as a platform on which the core restswhen being worked.
Flaked stone axe - A rock with a sharp edge.
Hatchet - Primarily used for removing bark from trees.
STONEMASON STONE TOOL MAKER

A wig maker makes and cares for an artificial covering of hair for the head.
The word wig is an abbreviation of the word periwigwhich comes from the French word ‘perruque’. A wig isan arrangement of artificial or human hair worn toconceal baldness, as a disguise, or as part of a costume,theatrical, ceremonial, or fashionable.
HISTORY
Wigs are mentioned in books about the great Chinese,Egyptian, Greek and Roman civilisations. In ancientEgypt wigs were worn to protect the head from the sun.In Greece, wigs were worn by both men and women andwere also used in the theatre. In the 17th century theperruque or peruke was introduced into France duringthe reign of Louis XIII and the fashion quickly spreadthroughout Europe. Today the use of the wig is dictatedby fashion.
TRAINING
Past
Training was completed under an apprenticeshipprogram.
Present
Today there are colleges that run wig-making courses.These are often run in conjunction with hairdressing ortheatre courses.
TOOLS OF THE TRADE
Wig-block: - This is a wooden block made to themeasurements of the client.
Foundation: - Made of silk, lace or heavy gauze, this is the base into which the hair is knotted.
Hackle: - A series of metal prongs set in a wooden baseused for sorting the hair.
Drawing brushes: - A pair of brushes made with bristlesor steel pins, used for holding the hair.
Knotting hooks: - used for knotting the hair into the base.
TECHNIQUE
The client’s measurements are taken and are transferredonto the wig-block. The block is then used to make aclose fitting foundation. The hair is then prepared bysorting and matching to achieve the required result. The 'knotting in' can take anything from 35 to 130 hours.The wig is then combed, shampooed and styled.
SAFETY
Working with needles and hooks means that precautionsmust be taken to prevent injury. A metal finger shield witha slanting end fits on the tip of a finger and is used forpicking up the point of the needle when the sewing isdone on a wooden block.
PRODUCTS
Wigs come in all different shapes, sizes and colours.They can be for a full head or hairpieces such as toupeesand falls. They can be natural looking, clown wigs,character wigs or glamour wigs. Wigs are often usedtoday by people who have to undergo medical treatmentwhich causes hair loss.
WHY IS WIG-MAKING A RARE TRADE?
Today the low cost of synthetic and machine sewn wigshas meant a decline in the profession of handmade wigs.Also the high cost of labour has seen the trade ofhandmade wigs shift largely to third world countries.
FOR FURTHER INFORMATION
Professional Hairdressers AssociationLevel0/60 Pitt StreetSydney, NSW, 2000
INTERESTING FACT
In 1795 the English government put a tax on hairpowder of 1 guinea per year. A guinea was equal to$2.20 but this was a lot of money in 1795. As aconsequence of this both the fashion for wigs andpowder was over by 1800.
TECHNIQUE
The hay is cut while still green by a reaper-binder which ejectsit in sheaves. The sheaves are hand stacked into stooks (a pileof sheaves) and loaded onto a truck or trailer pulled by atractor. They are then driven to the stack and positioned forunloading. As the stack grows an elevator, attached to theback of the truck, is used to lift the stooks to the stack. It takesseveral days of hard steady work to build a stack.
SAFETY
One of the most important and difficult parts of haystackbuilding is to decide the earliest time at which hay can bestacked without undue risk of heating and igniting. If thestacked hay overheats, instant combustion can occur, and theentire stack could be lost. Great care is exercised against therisk of snakebite.
PRODUCTS
Haystacks can come in different shapes and sizes. In 1935 atSavernake Station in NSW two haystacks were built weighingapproximately 180 ton each and measuring 60 feet long, 24feet wide and 25 feet tall. Ten years later during adevastating drought these stacks were used to feed droughtstricken stock.
WHY IS HAYSTACK BUILDING A RARETRADE?
Haymaking saw rapid changes in the late 1930’s. Loose andsheaf haymaking methods were replaced in a few years by arevolutionary new machine: the pick up baler. This automaticself-feeding baler (press) was much quicker; the hay took upless space for transportation and it was of a higher quality.Baled hay quickly became the preferred method.
INTERESTING FACT
In 1806 students from a Christian college in America tookshelter under a haystack during a thunder storm. Theycontinued with their prayer meeting, praying for people inforeign lands. These men formed America's first missionaryorganisation, The American board of Commissioners forForeign Missions in 1810.
A haystack builder takes the hay, which has been cutwhile green, and builds a stack with a steeply pitchedroof which is reasonably waterproof and wind resistant.A good stack will last for several years if necessary.
HISTORY
People have been building haystacks for a very long time but it’s hard to know how far back it goes.Originally the hay was cut with a hand held sickle(cutting blade). It was then left on the ground for a few days to dry, being raked regularly to expose theunderside for drying. Then a bed of branches waslaid down so that enough air circulated to stop thebottom of the stack from rotting. The hay was then piled on top and finished off with a pointed roof.
TRAINING
Past
Haystack building was once a skill all farmers needed to know. Children learnt to make haystacks by helping their parents.
Present
Even today the skill of haystack building is one that isusually passed down in families; usually this is fromfather to son.
TOOLS OF THE TRADE
Years ago a haystack builder would use a scythe orsickle and a pitchfork to build the haystack. Later the hay was cut with horse-drawn then mechanical mowers.
Reaper-binder: - mechanically cuts the hay and binds it into sheaves.
Dump rake: - An early rake was a horse drawndumprake. This had a row of long curved fingers which would pick up the hay and dump it in rows to form windrows.
Sweep rake: - This pushed the windrowed hay intoclumps that were then pushed into the haystack.
WIG MAKER TRADES WORKING WITH OTHER MATERIALS
HAYSTACK BUILDER

A horologist is a person who makes time pieces andmeasures time. Horology comes from the word ‘horologe’or old French ‘orologe’ meaning an instrument for tellingthe hour.
HISTORY
The clock was one of the most influential discoveries inhistory. During the 14th century large mechanical clocksthat were weight driven began to appear. Between 1500and 1510 Peter Henlein of Nuremberg invented thespring powered clock which resulted in the constructionof smaller clocks and watches. In 1656 ChristiaanHuygens made the first pendulum clock and in 1675 hedeveloped the balance wheel and spring assembly stillfound in some of today's clocks.
TRAINING
In the past
In 1544 a body of clockmakers established a guild inParis. An enactment by Francis 1 decreed that no one buta master could make or cause to be made any clocks,alarms, watches or other machines for measuring time.There was also provision for the regulation ofapprentices. Apprenticeships lasted for eight years, afterwhich the apprentice could leave but only with theapproval of the master.
TOOLS OF THE TRADE
Watchmaker’s screwdrivers: many small speciallydesigned screwdrivers for removing backs from watchesetc.
Broaches: - Boring bits for enlarging and smoothingholes.
Gear Cutter: - to cut a wheel with a number of teeth.
Oiler: - for applying small but precise quantities of oil.
Pliers: - Horologists use a variety of pliers for cutting and gripping.
Depthing tool: - used to align the gears.
TECHNIQUE
The watch must first be designed. Each part of the timepiece is calculated, simulated and verified several times.After each drawing has been completed, each part isindividually made. Very precise machines are used toensure the precision of each part.
SAFETY
The following safety equipment is used:
• Heavy gloves which protect the hands from chemicalsand cuts.
• Light disposable gloves which prevent fingermarks onpolished surfaces.
• Masks to protect against fine toxic dust and fibres.
• Safety goggles for protection when using machineryor dangerous fluids.
PRODUCTS
Horologists produce a huge variety of timepieces fromlarge Grandfather clocks, mantle clocks through to pocketand wrist watches.
WHY IS HOROLOGY A RARE TRADE?
With the advent of digital clocks and watches, jewellershad little need to employ horologists. It is not hard to fit anew battery, and more and more people are buyingdisposable watches.
INTERESTING FACT
The Persians divided the day into 24 hours starting atsunrise; the Athenians began the day at sunset.
TECHNIQUE
The ocularist starts by taking a photograph of the client’sother eye, to match the colour. He then blows a length ofglass tubing into a ball and adds a base colour for theiris. The eyeball is melted at the high temperature toincorporate the added colour. Colour is sealed in bymelting a clear crystal glass over the top. This 'cryolite'glass is very hard and does not react with the humanbody. Cooling the glass is a slow process because if it iscooled too quickly it will become brittle and shatter.
SAFETY
Protective eyewear not only protects the eyes from flyingglass but also protects them from potentially damagingultraviolet and infrared rays which are emitted from thefurnace flame. Melting glass in a flame also producesgases, so working in a well ventilated space is necessary.Burns and cuts can happen if adequate care is not taken.
PRODUCTS
'Stock' or ready made ocular prostheses (glass eyes) aremass produced. A technician simply selects the eye whichis the best fit from a range kept in stock. For a custommade eye the ocularist carefully studies the remaining eyeand designs the artificial eye to exactly match theremaining eye. The eye fits one particular patient so thatit cannot be felt once it is fitted.
WHY IS OCULARISTRY A RARE TRADE?
After World War II acrylic resins were developed andplastic became the preferred material for artificial eyes.Today, a high optical acrylic is the preferred material.However a number of people still need or prefer glass.
FOR FURTHER INFORMATION
Optometrists Association AustraliaPO Box 185 Carlton South Victoria 3053 Ph: (03) 9663 6833
INTERESTING FACT
Before WWII German ocularists would tour the UnitedStates selling artificial eyes on a national circuit.
Ocularists make, fit, shape and paint ocular prothesis:artificial eyes. The word comes from 'ocular' meaning ofor relating to the eye.
HISTORY
Egyptians made painted artificial eyeballs from clay.Glass eyes can be traced to the late Renaissance whenVenetian glass makers started making them. The tradeflourished in France and Germany, where carefullyguarded fabrication secrets were handed down from onegeneration to the next.
TRAINING
Past
Ocularists often began as apprentice glassblowerslearning the art of shaping and moulding glass. After aseven year apprenticeship, the glassblower could choseto specialise in ocularistry.
Present
Today the ocularist apprentice must study all aspects ofocular prosthetics and spend five years in practicaltraining. They must also complete a related course ofstudy.
Tools of the Trade
Like all glassblowers an ocularist’s most important tool isthe fire.
Furnace: - An enclosed fireplace used to subject materialsto the continuous action of intense heat.
Crucible: - A vessel made to endure great heat. Materialsare placed into the crucible, which is then placed into thefurnace.
Stirrer: - Metal stirrers are used to combine the moltenglass mixture.
Skimmer: - used to skim off the sandiver, a whitish saltysubstance that forms on the surface of molten glass.
Blowing tube: - A long hollow tube by which the moltenglass is blown into shape.
HOROLOIST OCULARIST