session b: integrated platform for the smart factories - innolab
TRANSCRIPT

Research andinnovation
1
Session B: Integrated Platform for the Smart FactoriesModerators : Van Khai Nguyen, Jean-Bernard Hentz
Rapporteur: Emec Soner

Research andinnovation
1st European Conference Factories of the Future joint dissemination
2
- An innovative initiative for cross-disseminating our FOF projects objectives and results
- An open Networking place for sharing ideas between FOF experts
- A Forum to develop a common FOF vision, including concrete recommendations for Horizon 2020 innovation policy
ImagineFOF2020 @Geneva 12-13-14 June 2013

Research andinnovation
FP7: From objectives to Solutions
Session A : PLM-Simulation-Optimization for the Smart Factory
Session B : Integrated platform for the Smart-Virtual Factory
Session C : Virtual Factories and a
Manufacturing competitive advantages
3

Research andinnovation
Session B: Integrated Platform for the Smart Factories
Marcello Pellicciari
Jean Bernard Hentz Martin Wollschlaeger Emec Soner Gash Bhullar
Darek Ceglarek
Juanjo ZulaikaNicola GramegnaKoussouris Sotiris
Nick Tzannetakis Wesley Essin Paul Xirouchakis

Research andinnovation
FOF 2020 ? Expected to be…
5
Human (User) centric (better serve People)
Ubiquitous & Predictive (coopetition for Profit)
Environmental friendly (preserve our Planet)
tightly IT dependent (Which role for ICT versus «IT doesn’t matter»)
Internet of things (via RFID)
Proactive Computing modelIntegration (horizontal transaction) and Interoperability(Vertical process)…

Research andinnovation
6
Why do we care in 2013… about Manufacturing?
Manufacturing is Big : 2 trillions € (rich assortment of products…which interface with human for providing services in all sectors)
High potential for productivity improvement (« old » industry sector, big gap for IT enabling)
Strong need for environmental friendliness (~30 % energy consumption)

Research andinnovation
What do we care… More concretely ?
7
• Manage Smarter ? (right decision at the right time)
• Make or Buy a part & better ?(zero defect, cheaper, quicker...)
How to ... ???
• Produce Greener & Leaner ?(less energy, less resource, less leadtime,...)

Research andinnovation
Priorities in R&D ? Which enables what ?
8
Digital definition: to better design products and understand process & resources through a full end-to-end Digital Mock-up of the Factory. Digital factories is the first step or foundation on the road to the factories of the future
Smart process : to encompass the Vertical integration of intelligent applications throughout the manufacturing process, thus allowing the simulation-optimization of the process performance, of the energy consumption, of the resources and facilities usage…
Virtual factory: to encompass the Horizontal integration of (external) supply chain into a modern manufacturing industry. Both productivity and carbon footprint accounting must be considered at the total horizontal logistic chain.
Digital
Smart Virtual
Year2010 2020
Top
ic
Research andinnovation
• Integrated Platform for the Smart Factory• DATA at the heart of competitive manufacturing of highly complex products• Transparent physical production processes across the innovation cycle• Reliability and Transparency of production processes towards the OEM• Full functional integration and validation during design and production stages of
external production assess.• how to deploy such a complex IT backbone handling heterogeneous product /
production data, e.g. via intra-plant clouds• Interoperable data and exchangeable data standards across PLM• Providing concrete tools for Process creation / Process optimization /
Information exchange
• CPS (Cyber-Physical System) architectures for adaptive and smart manufacturing systems (optional)
• Production as a market place in which machines offer their services an exchange information with products in real time.
• Plug and Play Factory - Manufacturing processes modelled as composition of services
• Soft machines able to manage/monitor their condition, to schedule & re-configure production tasks
S/T Goals – Key topics (RR)

Research andinnovation
An integrated platform for Smart Factory …
How ?
10
Information is all !
But how to deploy such a complex IT backbone to
enable all these differentthings ?
Research andinnovation
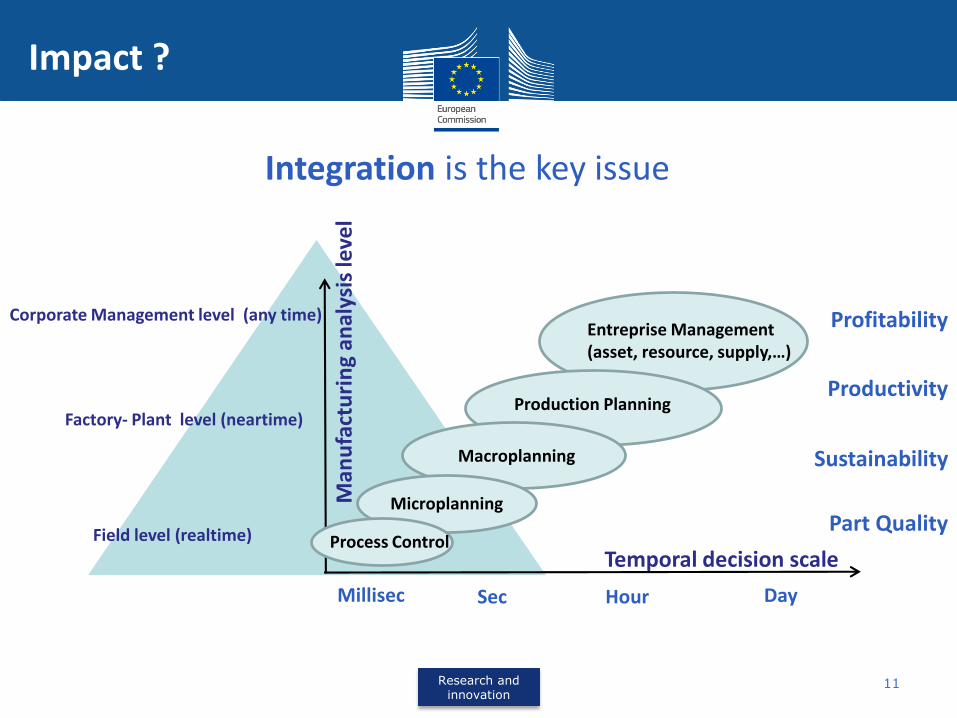
Impact ?
11
Entreprise Management (asset, resource, supply,…)
Millisec Sec Hour Day
Field level (realtime)
Factory- Plant level (neartime)
Corporate Management level (any time)
Man
ufa
ctu
rin
g an
alys
is le
vel
Temporal decision scale
Production Planning
Macroplanning
Microplanning
Process Control
Integration is the key issue
Profitability
Productivity
Part Quality
Sustainability

Research andinnovation
Data sources: Big data ?

Research andinnovation
Success Stories
Integrated Platforms for the Smart Factory (3 slides)
•to give a consolidated view on the portfolio of major activities, in other word make a simple story out of it
•to highlight key achievements in the projects (success stories)
•to report on the links to and the relevance for SMEs.
Dissemination & Key Events
• joint presentation / visibilities/ press release on one or two top events
•joint contribution to a newsletter (to be issues later in 2013) – outlining a joint position statement
•…
Highlights (RR)

Research andinnovation
Foundation for the sustainable factory of the future
FOFdation : Tackling at the same time... For...
• Manage Smarter ? Any-time process Management (Right decision at the Right time)
• Machine a part better ? Real-time process Control (zero defect, cheaper, quicker...)
How to ...
• Produce Greener & Leaner ?Near-time process Optimization (Less energy, less resource, less leadtime,...)
Digital
Smart Virtual
F
o
F
d
a
t
i
o
n
year
Topic
2010 2020
Digital definition: to better design products and understand process & resources through a full end-to-end Digital Mock-up of the Factory. Digital factories is the first step or foundation on the road to the factories of the future
Smart process : to encompass the Vertical integration of intelligent applications throughout the manufacturing process, thus allowing the optimization of the process performance, of the energy consumption, of the resources and facilities usage…
Virtual factory: to encompass the Horizontal integration of (external) supply chain into a modern manufacturing industry. Both productivity and carbon footprint accounting must be considered at the total horizontal logistic chain.
Research andinnovation
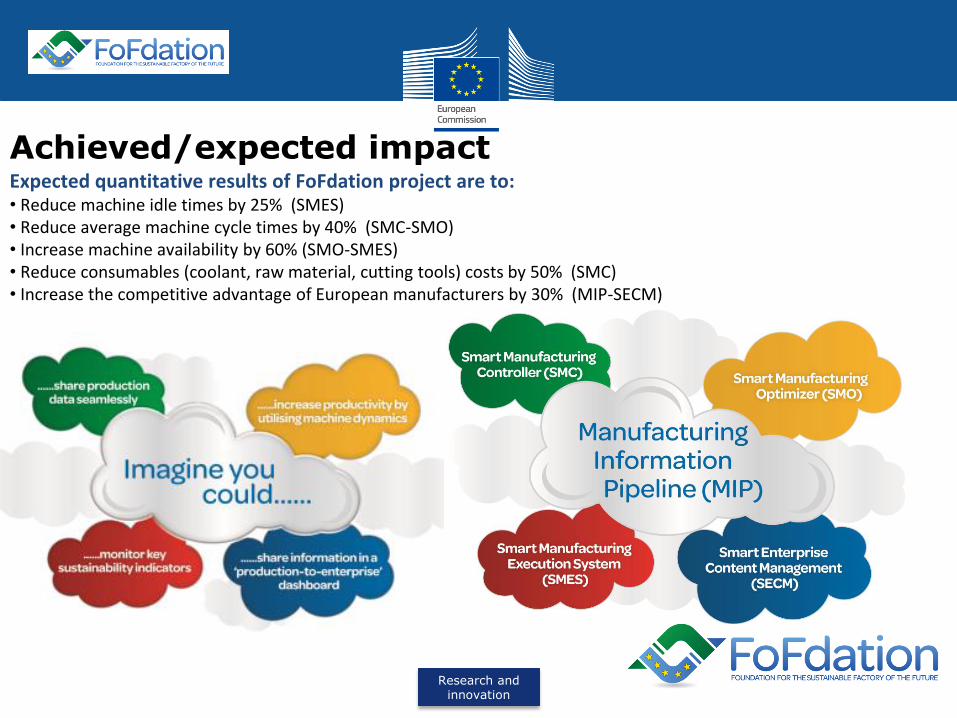
Achieved/expected impactExpected quantitative results of FoFdation project are to: • Reduce machine idle times by 25% (SMES) • Reduce average machine cycle times by 40% (SMC-SMO)• Increase machine availability by 60% (SMO-SMES)• Reduce consumables (coolant, raw material, cutting tools) costs by 50% (SMC)• Increase the competitive advantage of European manufacturers by 30% (MIP-SECM)

Research andinnovation
Achieved/expected impact
To meet Three OEM Ucs(Airbus & Fiat)
Impacts nearly achieved through
Four Prototypes
One Conceptual Data structure
Link Topic “Smart Factories, ICT for agile and environmentally friendly manufacturing” and the multi-annual roadmap
ICT enabled intelligent manufacturing : energy-efficient, reliable and cost-effective production by SMO and SMES
High Productivity (SMC & SMO) based on intelligent process (STEP-NC compliant) and real-time micro optimization
Value creating global networked operations by SECM Interoperable data (MIP) and compatible with legacy system
Activities for dissemination/exploitation
Up-to-date Website and social network s Scientific conferences : CIRP 2012 (Naples), GCSM 2013 (Berlin) Unprecedented FOF Cross dissemination Event 2013 (Geneva) 20 exploitable results “package-able” into products-services Training programmes (hands-on, best practice) Living LABs for exploitation-demo after the Project End.

Research andinnovation
Specificities of the project
Visibility, analysis and improvement of manufacturing processes (energy consumption, asset utilization, material tracking, KPI analysis…)
Improving efficiency and responsiveness of manufacturing enterprises. Rising the awareness of people for new technologies, functionalities, and IT capabilities in production systems.

Research andinnovation
Achieved/expected impact
Impact expected/achieved New products for visualization of
manufacturing data Demonstrators for better utilization
of energy, assets, materials,…
Link with the expected impact of thetopic and the multi-annual roadmap
Knowledge for production
operations, sustainability
Activities for dissemination/exploitation
fairs, meetings, publications

Research andinnovation
Achieved/expected impact
Results achieved- Data integration from different systems- Visualisation on different platforms
for: KPI analysis, Asset utilisation and Energy optimisation

Research andinnovation
KAP: Knowledge, Awareness and Prediction of Man, Machine, Material and Method in Manufacturing
Grant Agreement No: 260111
Project Coordinator: Mr. Raik Hartung SAP Research Dresden
Presentation:Dr. Nikolaos Papakostas Laboratory for Manufacturing Systems and AutomationDirector: Professor G. Chryssolouris
Partners: 14 Partners/ 8 EU countries
Start: Sept 10/ End: Dec 13

Research andinnovation
Achieved/expected impact
Achieved results/ impact1.Analysing manufacturing operations and energy consumption of application partners
2.Defining production and energy optimisation strategies
3.Developing production performance indicator to support sustainable manufacturing
4.Enabling real-time data transformation using data streaming and distributed CEP
5.Designing visualisations that support tracking of PPIs in the real environment
Link with the expected impact of the topic and the multi-annual roadmapRelevance to the “Smart Factories: ICT for agile and environmentally friendly manufacturing” objective:•Highly integrated shopfloor-based platforms in seamless cooperation with enterprise software•Context- and user-aware ICT and scalable networks of sensors
Activities for dissemination/exploitation
•International workshops (e.g. International Workshop of Advanced Manufacturing and Automation)•Collaborations with other projects (e.g. PlantCockpit)•Cooperation with relevant organisations (e.g. VDMA, Fraunhofer)•Presentations in conferences•IPR management and exploitation as part of the project’s work

Research andinnovation
22
ADaptive Virtual ENterprise ManufacTURing Environment
Challenges of SMEs in Manufacturing domain
• Globalization
• Competitive markets
• Higher production and labour costs for European manufacturing companies
• Fast, reliable adaptations of production processes due to changing requirements required
• Especially small medium enterprises (SMEs) suffer from
• Limited flexibility
• Missing forecasting information
• Missing status updates from corresponding suppliers, as, e.g.
real-time information from the suppliers’ buffer levels
delivery visibility with respect to quantity, type and delivery date
• Missing proper monitoring and control over the complete supply chain
• Missing support for partner finding
• Limited visibility of offered products and services
Research andinnovation
Requirements
• A supportive framework/platform should
• Provide real-time buffer status (including buffer and transit)
• Quickly adapt and optimize processes
• Quickly provide forecasts of customer’s processes.
• Provide timely event notifications through alert systems
• Manage rush orders
• React quickly to late changes
• Facilitate the discovery of new partners
• Provide fast and controllable exchange of information with partners
• Provide simulation, monitoring, and forecasting of collaborative processes
• Improve its business interactions with its customers
• Highlight issues with the implementation and execution of offered services and products through the use of cloud technologies

Research andinnovation
• Combining the power of independent factories
• Achieving complex manufacturing processes
• Providing concrete tools for
• Process creation
• Process optimization
• Information exchange
• Real-time monitoring
• Virtual Factory
• Multiple factories may form a virtual factory
• Integrated ICT
Leverage information exchange
• Interoperability at a deeper technical level
Definition of data formats for exchanging information
Ensuring that factories can be technically connected
• Plug
• Factories provide information
Semantically enriched descriptions of offered manufacturing capabilities and products
Exposed as services
• Play
• Factories model manufacturing process
Semantically enriched descriptions of required manufacturing capabilities and products
Manufacturing processes modeled as composition of services
• Identify particular partners who offer a distinct product
Adaptive Virtual Enterprise Manufacturing Environment
The Plug-and-Play Virtual Factory

Research andinnovation
Conclusion
Plug and Play Virtual Factory
– Virtual Factory Management
– Process Definition, Forecasting,
and Simulation
– Real-time Monitoring, Knowledge
Management, and Process
Adaptation
– Combining the power of
independent factories
Research andinnovation
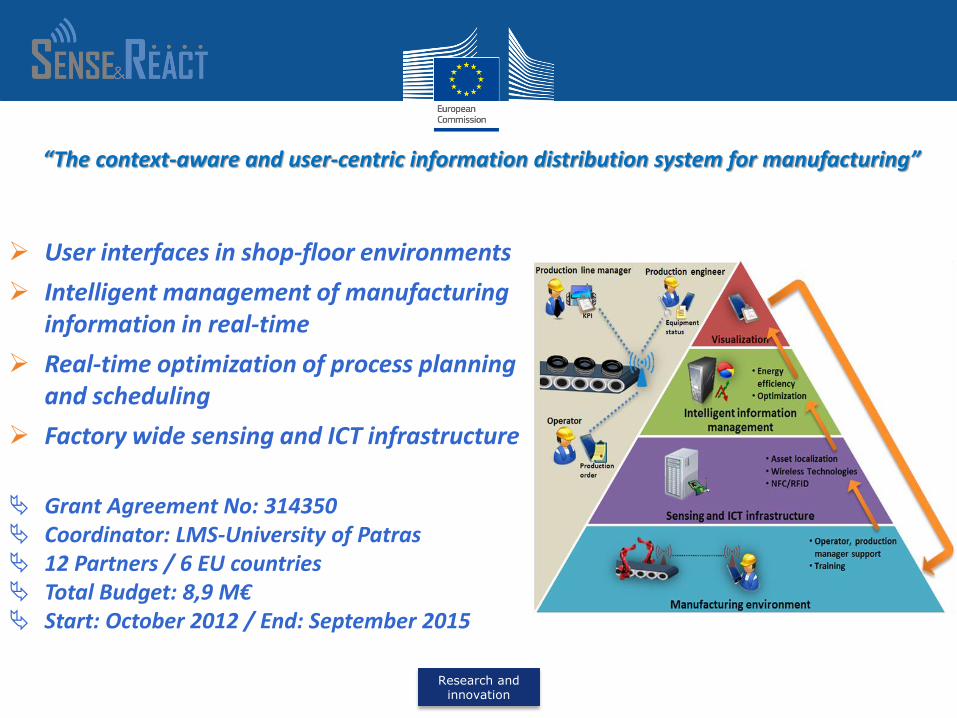
“The context-aware and user-centric information distribution system for manufacturing”
User interfaces in shop-floor environments
Intelligent management of manufacturing information in real-time
Real-time optimization of process planning and scheduling
Factory wide sensing and ICT infrastructure
Grant Agreement No: 314350 Coordinator: LMS-University of Patras 12 Partners / 6 EU countries Total Budget: 8,9 M€ Start: October 2012 / End: September 2015

Research andinnovation
• Three industrial demonstrators will be setup in real industrial environment
Automotive – Foundry: Support of workstation operatorsto handle quality issues occurred in cores assembly White goods – Assembly line: Support workstation operatorsby providing customized assembly process information andmaintenance support.
Shipbuilding – Metal sheet workshop: Support operatorswith information on process steps.
• The demonstrators will install in industrial environment relevant HW (sensors, ICT infrastructure, display devices) and SW (data collection/analysis/synthesis/distribution/display)to support several roles (operator, supervisor, line/plant manager)

Research andinnovation
28
Impact expected/achieved (currently the scenarios are being defined) Increase factory-wide availability of manufacturing resources Increase factory-wide performance of manufacturing activities. Increase quality of manufactured products Decreasing human errors Increase factory wide energy efficiency Reduction of manufacturing activities cost Increase personnel safety via reducing accident rates Increase shop-floor agility
Link with the expected impact of the topic and the multi-annual roadmap Relevance to the “ICT-enabled Intelligent Manufacturing” Roadmap sub-domain: Smart Factory (e.g.
New methods for large-scale and real-time handling and processing of manufacturing information etc.) & Digital Factory topics (e.g. Knowledge & Analysis)
Relevance to the “Sustainable Manufacturing” Roadmap sub-domain: Environmental Friendliness(e.g. Reduce energy consumption etc.)

Research andinnovation
Activities for dissemination/exploitation (planned)
Collaboration with the European Factories of the Future Association (EFFRA)
Presentation of the project’s vision, objectives and results in several National and International Workshops, among which the:
Scientific papers presented to International Conferences, published to prestigious International Journals and included in Book chapters
Organization and participation to exploitation seminar

Research andinnovation
MUlti-layers control&cognitive System to drive metal and plastic production line for Injected Components
WP Number & Title Type Finalized at
WP1:
Design of Intelligent Sensor NetworkRTD
Define the Product-Process requirements. Design of multi-levelmonitoring system based on Intelligent Sensor Network andnew self-adaptive parts of the die to allow more agileproduction
WP2:
Real-time management of Manufacturing Information
RTDDeveloping the acquisition system at machine, equipment andpost-operation level including traceability of the product.
WP3:
Control & Cognitive system databaseRTD
Development of modules for different sequence steps ofproduction unit and definition of corresponding DB structurebased on Relational-DB and RRDatabase.
WP4:
Multi-layers Control & Cognitive softwareRTD
Development of a unique software based on control system,cognitive model and optimisation method working on real-timeprocess data and quality prognosis.
WP5:
ICT implementation at manufacturing sitesRTD
Testing, through pilot implementation at manufacturing sites,the Cognitive model, the updating method, the optimizationalgorithm and the Quality/Energy/Cost objectives
WP6:Validation of agile manufacturing andcustomisation
DEMOValidation of Control & Cognitive System in differentDemonstrator-processes transferring the knowledge to industry.

Research andinnovation
Achieved/expected impact
N. GENERAL EXPECTED IMPACTS
Description
1 NEW PERSPECTVIVE AND COMPETITIVENESS
a. Trans-sectoral applicability b. Multi-layer Manufacturing information management in case
of small or large-scale production dominated by SMEsc. High non-linear Learning model of process behaviourd. Control&Cognitive system integration to planning and
scheduling toolse. Real-time Quality prediction and reduction of no-quality
control costf. Time to market reduction
2 CUSTOMISATION AND ENVIRONMENTAL FRIENDLINESS
a. Versatile equipmentb. Process parameters customisation and optimisationc. Minimum energy consumption
3 INTERNATIONAL STANDARDIZATION
a. Die casting quality standardizationb. Calibration of indirect measurement of quality and efficiency

Research andinnovation
Expected results/ impact from the project
Service providers and suppliers:Virtual prototyping, material model, process knowledge and real-time process control are the key elements toimprove the high tech HPDC/PIM component for different sectors (e.g. automotive, aerospace, energy etc.). Offering advanced and integrated design tools or consulting activity Supplying new monitoring system by sensor network and self-adaptive devices Proposing a scientific approach to control the Injection processes with the combination of monitoring system
and cognitive model Improving and transfer the process knowledge at all level of manufacturing industry Distribution of advanced engineering software and process control system to the manufacturing sector.
Foundries manufacturers, end-users: Improved quality control, with real-time monitoring and re-active system Cost reduction, low energy consumption, optimal equipment maintenance Increased competitiveness
University and Research centers: In-field process knowledge Improving training media and specific expertise Development of standard, procedures and protocols
Association: Fulfilling the Association mission of CEN member
Achieved/expected impact

Research andinnovation
Activities for dissemination/exploitation
Training, courses, mini-master, internal and external education and dissemination to make “Control&Cognitive Software” working in High Pressure Die Casting/Plastic Injection Mouldingindustry environment.
Development of a CEN Workshop Agreement for European standards on injection processes.
The main exploitation routes will be through the SMEs, and the large industrial partners.
the process of diffusion/implementation of results by EFFRA, MANUFUTURE, EUCAR, EUMAT, NAFEMS and futher Local Associations
Wishing to move from MUSIC to SYMPHONY !!!
Achieved/expected impact

Research andinnovation
Plug-and-produce COmponents and METhods for adaptive control of industrial robots enabling cost effective, high precision manufacturing in factories of the future
COMET
PROJECT START: September 2010Project Coordinator: Jan Willem Gunnink, DELCAMProgram Officer: Dr. Ir. Jan Ramboer
34

Research andinnovation
COMET
Offline
Online
(Online)(Offline)
Impact

Research andinnovation
Weekly updated website• >35.000 views• traffic to partner-sites• > 50 press releases• 8 scientific papers
10 quarterly newsletters• > 1000 on mailing list
Monthly update Tweets• > 100 direct followers• > 1000 indirect (re-tweets)
Facebook page• > 100 followers
YouTube channel• > 4500 video views
3 Public training days• Greece (28-3)
• United Kingdom (25-4)• Italy (4-6)
Leads:• On the average: 1/week
End-users (SIR, Gizelis, TEKS, AML, Bazigos, NISAFORM):• Publicity• Know-how• Network in case of mfg. issues
Universities/RTD’s(IPA, BTU, DCS, ULund, UPatras):• Publicity• Know-how (courses/projects)• Patent(s)
Technology providers(Delcam, NIKON, ARTIS)• Increase of sales• Know-how• Network
Dissemination/exploitation
COMET
36

Research andinnovation
DEMAT: Dematerialised Machine Tools
A new way to design, build, use and sell European Machine Tools
37
Grant Agreement No: 246020-2
Project Coordinator: Dr. Juanjo ZulaikaTecnalia (Spain)
Partners: 16 Partners/ 7 EU countries
Start: Jul 10/ End: Dec 13
Goal of the project: To radically reduce the mass use along the lifecycle of machines, by integrating mechanics, control, process planning and information sharing approaches
Dematerialization Framework

Research andinnovation
38
Workpackage Type Main Result
WP1:
Functional Architecture of the DEMATConcept
RTD
Virtual Mock-Ups of machines and systems in which lifecycleinformation is integrated: co-design strategies, associatedbusiness models, information sharign platforms, etc.
WP2:
Design and Control of Dematerialised Machines
RTD
Development of models for optimizing the interaction betweenthe dynamics of machines and of machining operations as meansfor ensuring high productivity with minimum of mass
WP3:
Dematerialised ManufacturingSystems
RTDDevelopment of digital tools for managing systems consisting ofdematerialised machines
WP4:
Sustainable Business ModelsRTD
Development of a innovative models associated withdematerialised machines and systems: total maintenance options,availability guarantee, etc.
WP5:
Information Sharing PlatformRTD
Development of an Information Sharing Platform for exchanginglifecycle information among actors of the manufacturing valuechain: machine builders, component providers, manufacturers…
WP6:Demonstration of the DematerialisedMachines
DEMO
Development of two demonstrators of two machine tools thatwith a minimum of used mass, achieve high values of productivityand accuracy: Dematerialised Machines
DEMAT: Dematerialised Machine Tools
A new way to design, build, use and sell European Machine Tools
Technical Content

Research andinnovation
39
Achieved ImpactMachine Builders:
40% reduction in the use of material resources (mainly steel) when designing and building highperformance machine tools
Increase by 10% in the productivity with respect to conventional machines due to active dampingtechniques
Manufacturers:
Improved quality in manufactured parts while reducing energy consumption by 15-20% Reduced consumption of wearable components due to active damping strategies
University and Research Centers:
Special Issue about project in the “International Journal of Computer Integrated Manufacturing”
General Public:
Second position of the project in the “Best European Project” Gala, held in Aarhus (Denmark),June 2012, within the “Industrial Technologies 2012” Event.
Industrial Sector: Attendance to main Machine Trade Fairs (Bi-MU Milano, EMO Hannover) with results achieved in
the project

Research andinnovation
The vision of IFaCOM, Intelligent Fault Correction and self Optimizing Manufacturing systems
40
• Zero defect level of manufacturing for all kinds of manufacturing,with emphasis on production of high value parts, on large variety custom design manufacturing and on highperformance products
• The whole system contains of three main loops:
• The real time vital parameter control loop
• The process optimization loop• The machine system optimization
loop
Co-ordinator, NTNU (N)www.ifacom.org

Research andinnovation
Two main industrial sectors demonstrators within five end-users
• Aerospace,
• Assembly of jet engine turbine rear frame (TRF), GKN(N), Reduce Precast Defects, EMA (Rolls Royce) (I),
• Machine Tools,
• Automated control of Nano Polishing Process, Strecon (DK), Reduction of tolerance zones in machining of structural components, Alesamonti (I),
• Surface improvements in wire EDM operations, Charmille (CH)
41
Research andinnovation
42

Integrated management of
product heterogeneous data
The iProd Summary
Integrated management of product heterogeneous data

Research andinnovation
What iProd is
• iProd is
• ICT FP7 project operative in the “Intelligent Information Management” theme
• 14 partners, led by LMS International
• What iProd Develops
• An IT flexible and service oriented Framework that, reasoning and operating on a well-structured knowledge, will be the backbone of the computer systems associated with current and new product development processes.
• What iProd does
• Reduce product development costs and time by means of an optimised testing process with a higher and more intelligent use and integration of virtual testing models and reduced iterations loops
• Support knowledge dissemination in the company and competencies extraction, structuring and sharing also with suppliers
• Make decisions more reliable by means of structured information and indicators along product development activities
44

Research andinnovation
Where iProd stands
45
PLM
PDMERP
ESB
Legacy toolsExcel
WordNastr
an RDBMS
WSAd
Hoc
BPMN
RULEENGINE
MAPPING &FEDERATIONAPPROACH
LEGACYDATA
CONNECTION

Research andinnovation
TASK PLANMANAGEMENT
DESIGN
VERIFICATIONEXECUTION
SYSTEM ELEMENTSVALIDATION
VALIDATION
REQUIREMENTSDEFINITION
REQUIREMENTSANALYSIS
The iProd tool and process

Research andinnovation
The architecture

Research andinnovation
Industry-University Research Programme Coordinated by WMG, University of Warwick
University of Warwick:
Further Information: http://RLWnavigator.eu/ or http://digiPLM.org/ or phone +44 24 765 72681
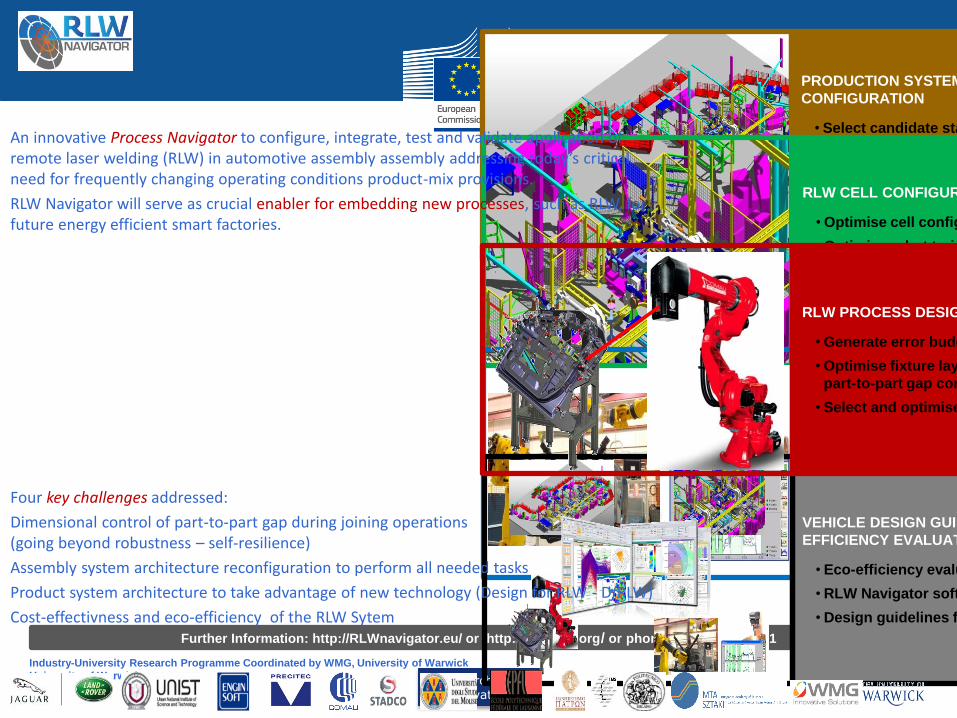
An innovative Process Navigator to configure, integrate, test and validate application of remote laser welding (RLW) in automotive assembly assembly addressing today’s critical need for frequently changing operating conditions product-mix provisions.
RLW Navigator will serve as crucial enabler for embedding new processes, such as RLW, for future energy efficient smart factories.
Four key challenges addressed:
Dimensional control of part-to-part gap during joining operations (going beyond robustness – self-resilience)
Assembly system architecture reconfiguration to perform all needed tasks
Product system architecture to take advantage of new technology (Design for RLW - DfRLW)
Cost-effectivness and eco-efficiency of the RLW Sytem
Current processResistance spot welding (RSW)
Emerging processRemote laser Welding (RLW)
Research andinnovation
Industry-University Research Programme Coordinated by WMG, University of Warwick
University of Warwick:
Further Information: http://RLWnavigator.eu/ or http://digiPLM.org/ or phone +44 24 765 72681
PRODUCTION SYSTEM
CONFIGURATION
• Select candidate station to meet KPIs
• Configure Hybrid Assembly System
that include RLW & RSW operations
• Synthesize and evaluate Hybrid
Assembly System performance
RLW CELL CONFIGURATION
• Optimise cell configuration
• Optimise robot trajectory and welding
sequence
• Off-line programming of robot
• Evaluate performance of the RLW Cell
RLW PROCESS CONTROL
• Process monitoring strategies
• Root Cause Analysis (RCA)
• Corrective Action & Preventive Action
(CAPA)VEHICLE DESIGN GUIDELINES & ECO
EFFICIENCY EVALUATION
• Eco-efficiency evaluation
• RLW Navigator software architecture
• Design guidelines for RLW
RLW PROCESS DESIGN OPTIMISATION
• Generate error budget map
• Optimise fixture layout (Max and Min
part-to-part gap control)
• Select and optimise laser parameters
An innovative Process Navigator to configure, integrate, test and validate application of remote laser welding (RLW) in automotive assembly assembly addressing today’s critical need for frequently changing operating conditions product-mix provisions.
RLW Navigator will serve as crucial enabler for embedding new processes, such as RLW, for future energy efficient smart factories.
Four key challenges addressed:
Dimensional control of part-to-part gap during joining operations (going beyond robustness – self-resilience)
Assembly system architecture reconfiguration to perform all needed tasks
Product system architecture to take advantage of new technology (Design for RLW - DfRLW)
Cost-effectivness and eco-efficiency of the RLW Sytem

Research andinnovation
Current processResistance spot welding (RSW)
Emerging processRemote laser Welding (RLW)
Impact of RLW:Process Speed
(up to 5x)
Floor Space
(up to 50%)
Number of Robots
(up to 20%)
Overall Cost
(up to 10%)
Energy
(up to 20%)
RLW Navigator achieved/expected impact
50
Main challenge
– Part-to-part Variation
How to make a good assembly with non-ideal parts?

Research andinnovation
51
RLW Navigator achieved/expected impact
51
RLW cell Pilot Testing
Research andinnovation
52
Tier 1 suppliers , Robot technology providers, Laser equipments providers, Monitoring & control technology providers, Software vendors
e.g. Stadco , Comau , KuKa, ABB, Trumpf , Precitec , Hexagon, EnginSoft , etc.
OEMs (Automotive manufacturers )
e.g. Jaguar Land rover, Ford, BMW, Peugeot, MG Rover, Volkswagen, Fiat, Renault, Alfa Romeo, Daimler, Seat, Volvo, Saab, Rolls -Royce, Opel, Skoda, Vauxhall
White goods, Yellow goods, Rolling stock, Aerospace industries
e.g. Bosch, Philips, Airbus, Alstom , Bombardier , CAT, Volvo
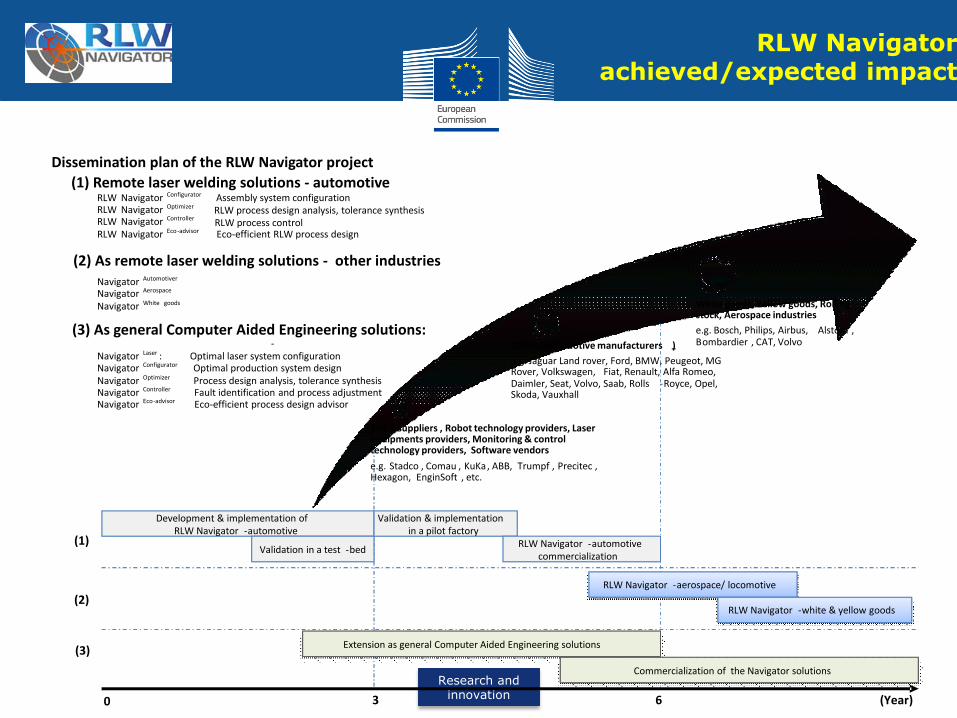
Dissemination plan of the RLW Navigator project
(1) Remote laser welding solutions - automotive-RLW Navigator Configurator Assembly system configurationRLW Navigator Optimizer RLW process design analysis, tolerance synthesisRLW Navigator Controller
RLW process controlRLW Navigator Eco-advisor Eco-efficient RLW process design
(2) As remote laser welding solutions - other industriesNavigator Automotiver
Navigator Aerospace
Navigator White goods
(3) As general Computer Aided Engineering solutions: -
Navigator Laser : Optimal laser system configurationNavigator Configurator Optimal production system designNavigator Optimizer Process design analysis, tolerance synthesisNavigator Controller Fault identification and process adjustmentNavigator Eco-advisor Eco-efficient process design advisor
3 60 (Year)
Development & implementation of RLW Navigator -automotive
Validation in a test -bed
Validation & implementation in a pilot factory
RLW Navigator -automotivecommercialization
RLW Navigator -aerospace/ locomotive
RLW Navigator -white & yellow goods
Extension as general Computer Aided Engineering solutions
Commercialization of the Navigator solutions
(1)
(2)
(3)
RLW Navigator achieved/expected impact

Research andinnovation
53
STEPMANThe project
Development of a STEP and STEP-NC standard based integrated
product
lifecycle management solution to increase the competitiveness of
European machine tool manufacturing SMEs
www.stepman.eu
Contract: 286962
Started: 2011.11.01
Duration: 39 months
Status: on-going
The project is co-funded by the European Commission through the
Seventh Framework Programme (FP7) through the funding scheme
“Research for
the Benefit of SME-s” under Grant Agreement No.286962

Research andinnovation
STEPMANThe vision
Total interoperability in the CAx Network
54

Research andinnovation
55
The novelty of the STEPMAN project lies in the
integration of comprehensive machine capability
profiles and cutting tool dictionaries that are
seamlessly interfaced with product manufacturing
process models.
This is achieved by using advanced standard data
models (based on STEP-NC ISO14649) within a new
multi-tier architecture that describes the
manufacturing process with great detail within a rich
semantic framework. For the first time, this would
bring the benefits of the emerging new standards
such as
STEP-NC to SMEs without requiring new hardware.
STEPMANThe innovation

Research andinnovation
Technical cross-cuttingissues
What technical cross-cutting issues among your projects should be taken into account to increase the overall impact?
FOFdation : Monitoring of machines and processes (realtime, neartime, big data analytics, CEP, …), Devicesconnectivity based on new standard (OPC, MT Connect) VS Middleware , Data interoperability (STEP, STEP-NC, OLAP, …) and repository , Eco-manufacturing optimization, Quality and productivity optimization (micro, macro or scheduling-logistics level), Dashboard (for realtime, neartime or anytime), Integration (PLM,ERP,MES,…)
From the ADVENTURE perspective, the connectivity and interoperability of multiple systems including legacy systems is tacked via a gateway translation interface. It would be useful and advantageous to determine a generic gateway in order to pass data between the projects since this a key issue towards the adoption and exploitation of the technology.
KAP: The new ICT technologies like new databases and data stream processing systems are essential for real-time analysis of equipment and sensor data.
PLANTCockpit: Data integration and visualization
Sense&React combines a factory wide network of sensors with personal mobile devices of the users, equipped with state of the art sensor technology, and intelligent manufacturing information management in real-time. Identification technology the user’s role that is stored on the mobile device, his location at the shop-floor and his personal settings of the digital environment can be determined.
Music
Asking miniaturized mechanical and electro-mechanical elements to improve the applicability of intelligent sensors network in manufacturing equipments.
MUSIC Process control and cognitive system adopted for Innovative technologies for casting, material removing and forming process (FoF.NMP.2012-7)
Extension of monitoring and cognitive model to the predictive maintenance of production equipment(FoF.NMP.2012-2)
56

Research andinnovation
Technical cross-cuttingissues
What technical cross-cutting issues among DEMAT Project should be taken into account to increase the overall impact?
- Optimisation of interaction between machine dynamics and machining dynamics during design stage as basis for further optimising sustainability and efficiency of machine lifecycle
- Real-time actuation on machine performance through actuators and active damping devices as means for minimising energy consumption and maximising lifespan of wearable machine components during operational stage
- Integration of machine lifecycle data such as en energy consumption costs, maintenance costs, etc. in the negotiation and design stages of new machines.
- RLW Navigator: (i) Integration of heteregenous data & heteregenuous product/process models; (ii) Extension of Digtial/Smart/Virtual Factories to Digital/Smart/Virtual Lifecycle of product, processes and factories; (iii) real-time optimization; (iv) in-process system improvement (in-process measurements enhanced by data minig and process mining analytics extension of data into real-time information)
57

Research andinnovation
What non-technical cross-cutting issues among your projects should be taken into account to increase the overall impact?
FoFdation: Social aspect of the triple bottom-line, Dissemination and Cross – Dissemination (many projects are treating the same topic but based on different approach : some projects are more concerned by IT technology than manufacturing issues). Training (hands-on, learning Factories). Technology Transfer to SMEs, Capitalization of the results for new project
ADVENTURE: One of the common issues is the culture change required to adopt and implement new technology. In most cases, methodologies are adopted to bring about the transition from the old working practices to the new. A deeper understanding of the manufacturing working environment needs to be achieved in order to understand the reasons why certain methodologies can or cannot be adopt. As an example, safety issues such as installing remote operational equipment and the dangers of losing connectivity whilst the equipment may be moving may deter the implementation of such systems due to legislative issues.
KAP : The production performance indicator definitions are of importance for almost all manufacturing projects to measure and validate improvements.
PLANTCockpit: Visibility, analysis and improvement of manufacturing processes (energy consumption, asset utilization, material tracking, KPI analysis…)
Sense&React: The creation of a mechanism to increase awareness of the developments that arecarried out on “similar projects” (possibly project under the same Call Topic) could greatly increase thesynergetic and incremental effect across European projects. The promotion of best practices and mostsuccessful projects based on an evaluation mechanism can boost the research outcome in Europeanlevel and increase the adoption of promising project results by the industry.
Music International Survey to collect updated information from manufacturing companies producingmetal castings and polimer components at international level. Networking in view of next generation of Research Project related manufacturing, engineering and processing technologies through multi-lateral collaboration following the guidelines of Horizon 2020.
Non-technical cross-cutting issues
58

Research andinnovation
What non-technical cross-cutting issues among DEMAT Project should be taken into account to increase the overall impact?
Creation of a “DEMAT Project Special Issue” in an indexed journal as means for increasing the overall impact of the project within the scientific community
Attendance with project demonstrators to main Trade Fairs in the Manufacturing Sector (BiMU Fair in Milano, EMO Fair in Hannover, etc.) as means for increasing the overall impact of the project within the industrial sector.
Development of didactic videos for social networks as means for increasing the overall impact of the project within the society.
RLW Navigator: (i) creation of bank with developed technologies during the FP projects and also a venue to exchange of information about the developed technologies; (ii) provide mechanisms and funding for prost-project exploration of some critical technologies with potential large impact. For example, by creating support for pilot testing of the technology (going beyond the standard demonstrator of technology)
RLW Navigator: (i) clear definition of pre-competetive technologies to be explored ; (ii) create interdisciplinary longer term internships/apprentiships as part of the R&D projects; (iii) provide venues and mechanisms for better synergies and complimentaritiesbetween projects
Non-technical cross-cutting issues
59

Research andinnovation
How can cluster activities add value to your project?
FOFdation : Cluster activities should be concretized by e.g. common living LAB based on real institution and not only networking structure (like Manufuture?). Support for dissemination in a more efficient way, avoiding reinventing the wheel in many projects, enabling the « research-2-business » realization, enrolling and “sustain-stable “meriting young researchers
ADVENTURE: It is always a good idea to communicate best practice with peers. No about of electronic exchange replaces face to face meeting. By operating at a local level, trust is established and the conveyance of ideas becomes much easier to communicate with immediate feedback from the group.
KAP: Cluster activities can provide more insight in other subdomains that are not part of the current project. This can help to better estimate the possible impact.
PLANTCockpit: Data integration and visualization
Music: Definition of European Working Group devoted to Modelling, HPC and Simulation to support transversely all the PPPs.
RLW Navigator: (i) help in shortening time from research to technology –dissemination, brokerage events of companies interested in technology; (ii) helping in creating opportunities (or finding capabilities) for pilot testing; identifying potential partners; ...
Possible synergies and benefits of clustering
60

Research andinnovation
How can cluster activities add value to your project?
By exchanging best practices with projects that have different foci and approaches. In this regard, DEMAT project is mainly focused on optimising the productivity and eco-efficiency of manufacturing means and processes at design stage, so that projects that share goals and have complementary approaches may add much added value to DEMAT project.
Possible synergies and benefits of clustering
61

Research andinnovation
How can cluster activities help exploitation of results after the projects end?
FOFdation : Living LAB for demo and new ideas development towards new projects
ADVENTURE: The common approach of brainstorming with key partners such as systems integrators or software implementers can quickly evaluate the pro’s and con’s of the results achieved and how close to product the results actually are.
KAP : Cluster activities can help to make other projects aware of the issues and results of the project. It can raise additional interest and give insight in similar activities.
Music: Organization of common European conference on Quality Management and Process Control under the MANUFUTURE or IMS umbrella
RLW Navigator: (i) creation of bank with developed technologies during the FP projects and also a venue to exchange of information about the developed technologies; (ii) provide mechanisms and funding for prost-project exploration of some critical technologies with potential large impact. For example, by creating support for pilot testing of the technology (going beyond the standard demonstrator of technology)
Possible synergies and benefits of clustering

Research andinnovation
How can cluster activities help exploitation of results after the projects end?
By sharing views with industrial sectors and research communities that not being part of the project core action during the research period, may share common interests regarding the exploitation and use of achieved results: continuous production sector, transport sector, etc.
Possible synergies and benefits of clustering

Research andinnovation
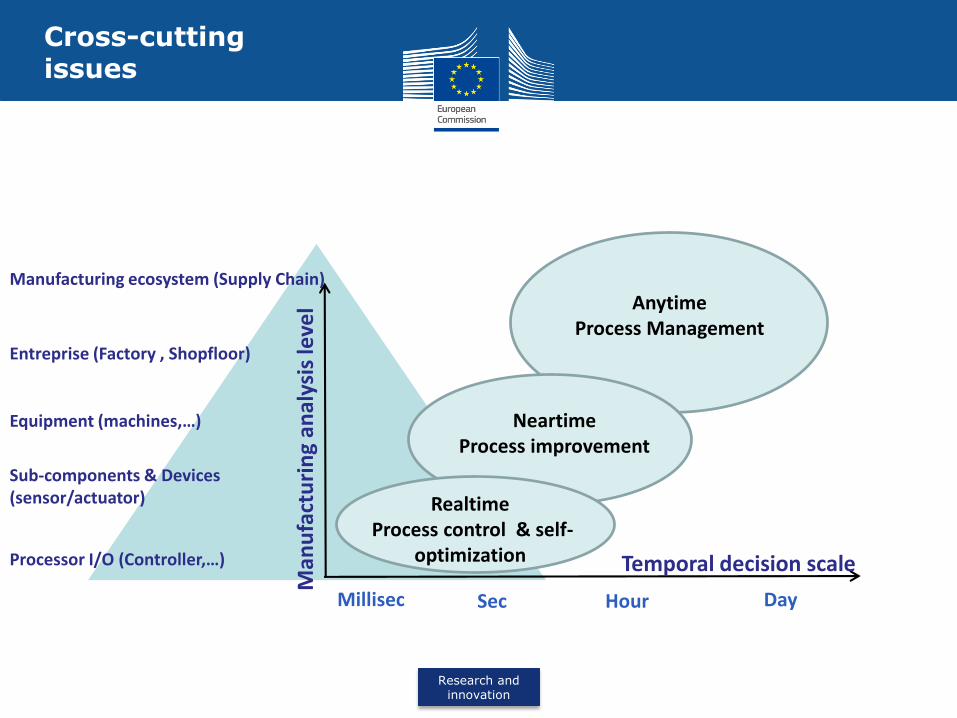
From Reactive to Adaptive to Predictive
64
Research andinnovation
AnytimeProcess Management
Millisec Sec Hour Day
Processor I/O (Controller,…)
Equipment (machines,…)
Manufacturing ecosystem (Supply Chain)
Man
ufa
ctu
rin
g an
alys
is le
vel
Temporal decision scale
NeartimeProcess improvement
RealtimeProcess control & self-
optimization
Sub-components & Devices (sensor/actuator)
Entreprise (Factory , Shopfloor)
Cross-cuttingissues

Research andinnovation
66
• Manage Smarter ? (right decision at the right time)
• Make or Buy a part & better ?(zero defect, cheaper, quicker...)
How to ...
• Produce Greener & Leaner ?(less energy, less resource, less leadtime,...)
???
What does your project address ?
Project name
Yes/No If Yeshigh/low
What does your project address ?

Research andinnovation
67
• Manage Smarter ? (right decision at the right time)
• Make or Buy a part & better ?(zero defect, cheaper, quicker...)
How to ...
• Produce Greener & Leaner ?(less energy, less resource, less leadtime,...)
???
What does your project address ?
DEMAT
Yes/No If Yeshigh/low
No
Yes High
Yes Low

Research andinnovation
Your project solution is mainly proposing
68
Session Project name
Yes/No If Yeshigh/low
A: PLM-Simulation-Optimization for the Smart Factory
B: Integrated platform for the Smart-Virtual Factory
C: Virtual Factories and aManufacturing competitiveadvantages

Research andinnovation
Your project solution ismainly proposing
Session A : PLM-Simulation-Optimization for the Smart Factory
Session B : Integratedplatform for the Smart-Virtual Factory
Session C : Virtual Factoriesand a
Manufacturing competitiveadvantages
69
DEMAT
Yes/No If Yeshigh/low
No
Yes Low
No

Research andinnovation
3- AnytimeProcess Management
Millisec
Sec Hour Day
Processor I/O (Controller,…)
Equipment (machines,…)
Manufacturing ecosystem (Supply Chain)
Man
ufa
ctu
rin
g an
alys
is le
vel
Temporal decision scale
2- NeartimeProcess improvement
1- RealtimeProcess control & self-
optimization
Sub-components & Devices(sensor/actuator)
Entreprise (Factory , Shopfloor)
Cross-cutting issues Your concern ?
Project name
Optimize ? If Yes, to ?

Research andinnovation
3- AnytimeProcess Management
Millisec
Sec Hour Day
Processor I/O (Controller,…)
Equipment (machines,…)
Manufacturing ecosystem (Supply Chain)
Man
ufa
ctu
rin
g an
alys
is le
vel
Temporal decision scale
2- NeartimeProcess improvement
1- RealtimeProcess control & self-
optimization
Sub-components & Devices(sensor/actuator)
Entreprise (Factory , Shopfloor)
Cross-cutting issues Yourconcern ?
DEMAT
Optimize ? If Yes, to ?
No
Yes Improvemachine efficiency
No

Research andinnovation
72
Entreprise Management (asset, resource, supply,…)
Millisec
Sec Hour Day
Field level (realtime)
Factory- Plant level (neartime)
Corporate Management level (any time)
Man
ufa
ctu
rin
gan
alys
isle
vel
Temporal decision scale
Production Planning
Macroplanning
Microplanning
Process Control
4-Profitability
3-Productivity
1-Part Quality-Process performance
2-Sustainability
Project name
Which level(s) : 1,2,3,4
Integration is the key issue
Research andinnovation
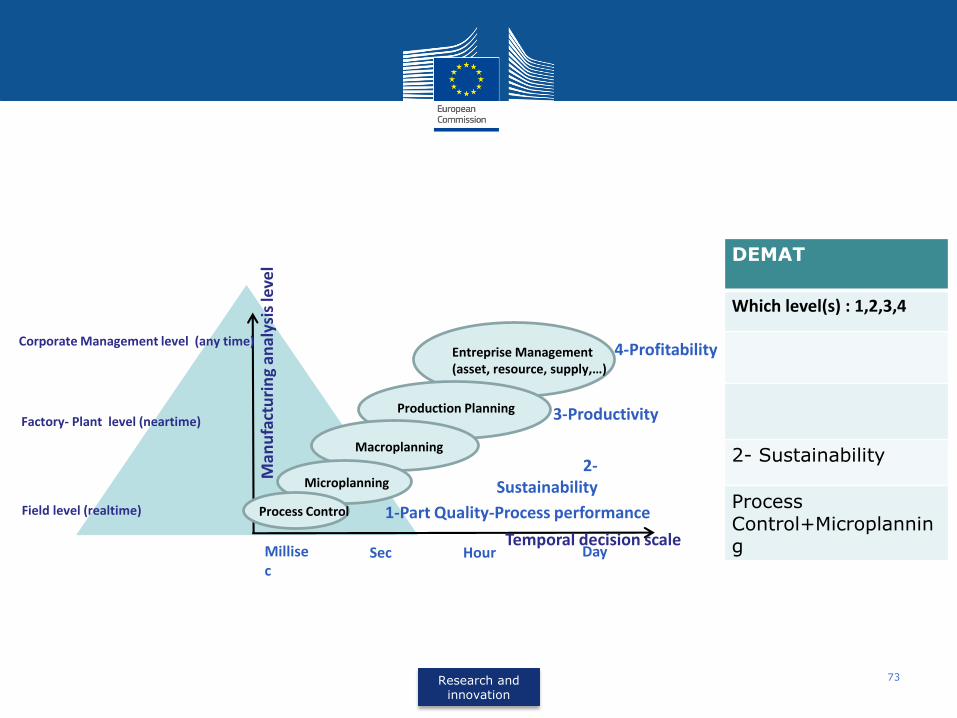
73
Entreprise Management (asset, resource, supply,…)
Millisec
Sec Hour Day
Field level (realtime)
Factory- Plant level (neartime)
Corporate Management level (any time)
Man
ufa
ctu
rin
gan
alys
isle
vel
Temporal decision scale
Production Planning
Macroplanning
Microplanning
Process Control
4-Profitability
3-Productivity
1-Part Quality-Process performance
2-Sustainability
DEMAT
Which level(s) : 1,2,3,4
2- Sustainability
ProcessControl+Microplanning
Integration is the key issue

Research andinnovation
Cross-cuttingissues
74
Project
Topic
Cap
ture
rea
l dat
a Real time monitoring
DSMS-CEP
Characterize
DBMS-PLM
Det
ect
-as
sess
Processindicators
Res-energyindicators
Social indicators
Vis
ual
ise
-an
alys
e Dashboard
edit
Op
tim
ise
Close microloop
Close Macroloop
Predict-Decide
Standardize

Research andinnovation
Cross-cuttingissues
75
Project DEMAT
Topic
Cap
ture
re
al d
ata Real time
monitoringMonitoring of energy consumption for a twofold goal: to further improve the efficiency of new machines, and to establish the basis for new business models among machine builders and manufacturers (pay per production; pay per part, etc.)
DSMS-CEP Data gathering about machine availability (MTBF, MTTR, etc.) for defining new business models in the manufacturing sector.
Characterize Characterization of the dynamic performance of machines at tool center point for optimizing machine-process interaction
DBMS-PLM Lifecycle view of machines, sharing machine design, assembly, use and dismantling data among users and machine providers
De
tect
-as
sess
Processindicators
Material Removal Rate; Frequency Response Functions at the Tool Centre Point
Res-energyindicators
Energy consumption in the main spindle; energy consumption in machine feed-drives; energy consumption in machine peripherals
Social indicators
Vibration measurement in headstocks (acoustic pollution); ergonomics when assembling/disassembling modular machines
Vis
ual
ise
-an
alys
e Dashboard Information about machine dynamics + machining operation dynamics
edit -
Op
tim
ise
Close microloop
Detection of self-induced vibrations and activation of active damping technologies
Close Macroloop
Optimise modular conceptualization of lightweight machines
Predict-Decide
Predict early onset of self-induced vibrations thorugh stability lobe diagrams and activate active damping approaches
Standardize Standardised intefraces among mechatronic blocks that consist the machines

Research andinnovation
RD&I in H2020 (RR)
Gaps in research and innovation agenda (new key challenges)
•providing strategic guidance for future research challenges and needs
•to propose needs for innovation support across the projects (in case the TRL is sufficiently high)
•HOW:
• Establish stable communication channels between the projects (e.g. semi-annual audio-conference)
• Organise collaboration events, which leave enough time for in-depth discussions (e.g. ICT Conference 2013)

Research andinnovation
Relevance of EFFRA roadmap (RR)
Mapping of key challenges to topics identified in the EFFRA 2020 roadmap
•Technology & Enablers
•Research & Innovation priorities
•Join the effort on the elaboration of a common research vision / position …
•to discuss and promote a common vision which concrete recommendations to EC/EFFRA

Research andinnovation
• Factories from Computers • Fast pipe to the physical world
• Data at the heart of competitive manufacturing of highly complex products
• Companies will send complete digital models to any CNC machines around the world doing the job.
• Overcoming data discontinuities in terms of transmission and data conversion to boost productivity and efficiency of supply networks.
• As information is generated with the help of computers in the virtual world standard platforms are needed to automate the flows into the real manufacturing processes
• Soft machines able that benefit from advances in cyber physical systems• Production as a market place in which machines offer their services
an exchange information with products in real time.• Platforms that enable production agility of complex supply chains, which
contribute to OEM needs like Airbus to provide full visibility and Transparency of production processes of its suppliers
• 2) Adaptive and smart manufacturing systems (EFFRA)• (i) ICT solutions for factory and physical world inclusion
S/T Goals – Executive
summary (RR)