scale-up of tablet manufacturing - · pdf filescale-up of tablet manufacturing jari pajander,...
TRANSCRIPT

Scale-up of Tablet Manufacturing
Jari Pajander, PhD Senior Research Scientist
Mobile Course on QbD and PAT
February 3rd 2015 University of Eastern Finland, Kuopio, Finland
3rd Feb 2015 Scale-up of Tablet Manufacturing

Outline
1. Background
2. Introduction to Scale-up
3. Typical Manufacturing Scheme
4. Mixing
5. Tableting
6. Conclusions
Scale-up of Tablet Manufacturing 3rd Feb 2015

• A world leader since 1923 • in diabetes care
• in insulin
• in injection devices
• Also leading positions in: • Haemostasis Management
• Growth Hormone Therapy
• Hormone Replacement Therapy (HRT)
Novo Nordisk at a Glance

Novo Nordisk R&D competencies

Background - Clinical Trials
Preclinical testing
• Testing in non-human subjects • In vitro and in vivo
• Efficacy
• Toxicity
• Pharmacokinetic parameters
Scale-up of Tablet Manufacturing 3rd Feb 2015
Preclinical Phase 0 Phase I Phase II Phase III Phase IV
Global Research Chemistry, Manufacturing and Control (CMC)
Research Development Commercialisation
Background – Preclinical
• Early development aiming for proof of concept
• Lead Active Pharmaceutical Ingredient (API)
• Efficacy in vitro and in vivo
• Pharmacokinetic parameters
• Formulation
• New formulation concepts for the lead compound
• How to deliver the API to the site of action
Scale-up of Tablet Manufacturing 3rd Feb 2015

Background – Preclinical in Practice
• Very small batches of API • Varying typically from 100 mg to 300 mg
• Formulations
• No considerations for scale up properties due to proof of concept principle • Often slow and unpractical formulations
• Mixing by hand • Poorly flowing powder blends • Complicated dosage forms, e.g. triple layer tablets and multiple coatings
• Actual tablet batches can vary between 15 to 200 tablets
Scale-up of Tablet Manufacturing 3rd Feb 2015
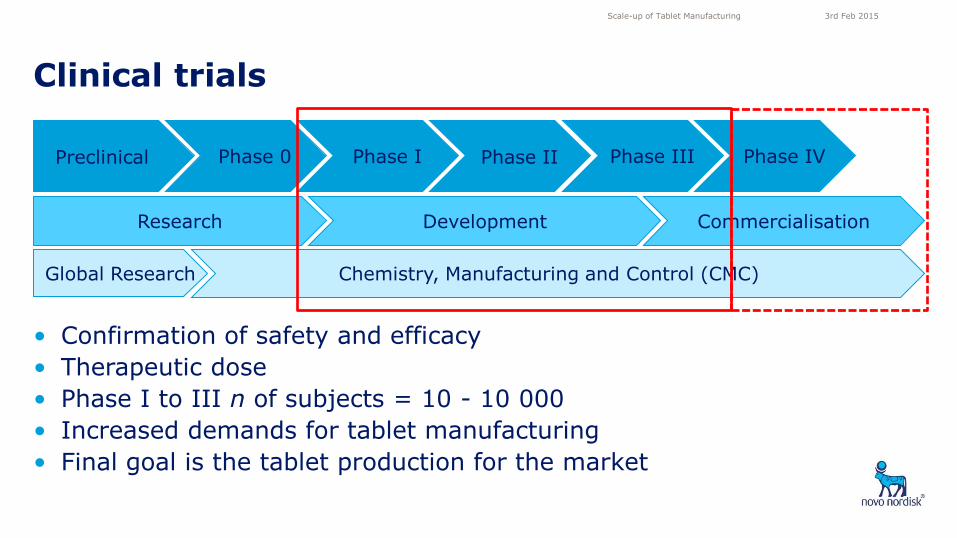
Clinical trials
• Confirmation of safety and efficacy
• Therapeutic dose
• Phase I to III n of subjects = 10 - 10 000
• Increased demands for tablet manufacturing
• Final goal is the tablet production for the market
Scale-up of Tablet Manufacturing 3rd Feb 2015
Preclinical Phase 0 Phase I Phase II Phase III Phase IV
Global Research Chemistry, Manufacturing and Control (CMC)
Research Development Commercialisation

Main Challenge of Scale-up
• Find the balance between how to increase production and maintain the properties of the solid dosage form
• The simpler the tablet design – the more probable is the robust scale up
• Problems can arise from sophisticated dosage forms
Scale-up of Tablet Manufacturing 3rd Feb 2015
Scaling-up
• From regulatory point of view an increase by a factor of 10 times during each step is allowed
• If original batch was 100 tablets, then the next step could be 1 000 tablets
• Remember
• No changes are acceptable in the equipment design and operating principles, if they change the drug product
• Similar as possible but not necessarily the same formulation and manufacturing procedures
• In the case of changes bioequivalence studies might be required
Scale-up of Tablet Manufacturing 3rd Feb 2015

Increase by Factor of 5 – an Example
• Batches are small in early development
• Coating is done for 30 tablets by mini coater
• Batch size increase by factor of 5 results in batch size of 150 tablets
• How to ensure that the coating is also increased by factor of 5?
• What about the next increase by factor of 10 yielding 1 500 tablets?
Scale-up of Tablet Manufacturing 3rd Feb 2015
x 5 = or
When not to Scale-up?
• Properties of the dosage form are changed • If the product is not similar after the large scale
production, then there is something wrong with the scale-up
• If one of the process steps does not work on the small scale • The process step is already problematic the chances are
that it will not work on the large scale either
• If one process step is not upscalable • API production, etc.
Scale-up of Tablet Manufacturing 3rd Feb 2015

Work Flow of Tablet Manufacturing
• Particle size reduction
• Particle size enlargement
• Granulation
Scale-up of Tablet Manufacturing 3rd Feb 2015
Particle design
Mixing Tableting Coating
• Powders with powders
• Powders with granules
• Granules with granules
• Compaction
• Matrix tablets, double and triple layer tablets
• Flat faced, double convex, oblong tablets
• Non-functional coating
• Functional coating
• Multiple coatings

Problematic Areas of the Process Steps
• Polymorphism
• Degradation
• Loss of material
Scale-up of Tablet Manufacturing 3rd Feb 2015
Particle design
Mixing Tableting Coating
• Powder transfer
• Powder handling
• Powder blend uniformity
• Granule disintegration
• Powder flowability
• Segregation
• Type of machine
• Compression profile
• Uneven or insufficient coating
• Sticking
• Too weak tablets
• Sedimentation of coating liquid

Mixing
Small scale
• Small amounts are handled • Varying from 60 mg to 200 g
• Powder transfer • By spatula or spoon
• Mixing • Geometric series
• By hand using mortar and pestle
• Small scale turbula mixing
Large scale
• Varying amounts of powder • From 10 to 500 000 g
• Powder transfer • Manual lifting
• Automatic handling
• Intermediate bulk container
• Stainless steel containers
• Drums
• Mixing • Planetary mixers
• Diffusion mixers
• Any SUPAC listed mixers
Scale-up of Tablet Manufacturing 3rd Feb 2015

Powder transfer
• Small scale the amounts are typically very small
• Small risks for powder transfer
• Special care due to hygroscopicity
• In large scale the amounts of excipients can be up to 500 kg
• Great care has to be used in powder transfer
• API production is challenging and API thus expensive
• The whole batch of API is never transferred at once
Scale-up of Tablet Manufacturing 3rd Feb 2015

Mixing
• Most often tumbling blenders are used in large scale • V-blender • Double-cone • BIN-blender
• Tumbling blenders are used due to • Large capacities • Low shear stresses • Ease of cleaning
• Variables during the mixing • Rotation speed • Time of mixing or number of revolutions • Filling rate
Scale-up of Tablet Manufacturing 3rd Feb 2015
http://http://www.servo-lift.com A.W. Alexander and F.J. Muzzio in Pharmaceucical Process Scale-Up, ed. M. Levin, Informa Health Care, 2005

Mixing
• Froude number has been used in order to predict the scale-up of tumbling blenders
• Froude number up can be estimated by equation
• Ω = rotation rate (rpm)
• R = the vessel radius
• g = the acceleration of gravity
Scale-up of Tablet Manufacturing 3rd Feb 2015
Fr =W2R
g
http://www.pms-group.net A.W. Alexander and F.J. Muzzio in Pharmaceucical Process Scale-Up, ed. M. Levin, Informa Health Care, 2005

Mixing
• Mixing setup for small scale • Rotation rate = 15 rpm (= 225 revolutions)
• Time = 15 min
• Aim is to scale up the volume of mixing for 5 times, what is the blending time? • Linear increase of the mixer’s radius is 51/3 = 71 %
• If R (vessel radius) is increased by 71 %, in order to keep Fr the same, Ω must be reduced with a factor 1.711/2 resulting 11.5 rpm
• In order to achieve the same amount of revolutions, the mixing time has to be increased to 19.5 min
• However, the mixing rpm is decreased
Scale-up of Tablet Manufacturing 3rd Feb 2015
Fr =W2R
g
http://www.pms-group.net A.W. Alexander and F.J. Muzzio in Pharmaceucical Process Scale-Up, ed. M. Levin, Informa Health Care, 2005

Mixing – effect of rpm
• Decreased rpm affects to the powder surface velocity
• Slower powder surface velocity results less efficient mixing • Important especially in the case
of highly cohesive material
• If the mixing time is increased according to the Froude number, it might be not be long enough due to the less efficient mixing
Scale-up of Tablet Manufacturing 3rd Feb 2015
T.A. Willemsz et al. AAPS Pharm Sci Tech 14, 2013:183-188

Uncertainties associated with scale-up of mixing
• Mixers with a similar geometry can be scaled up!
• In small scale, mixing is done by hand or turbula mixer
• In order to scale up, experiments has to be started from the scratch
Scale-up of Tablet Manufacturing 3rd Feb 2015
≠ ≠
http://www.wab.ch/en/mischer/turbula.html http://http://www.servo-lift.com
Uncertainties associated with scale-up of mixing
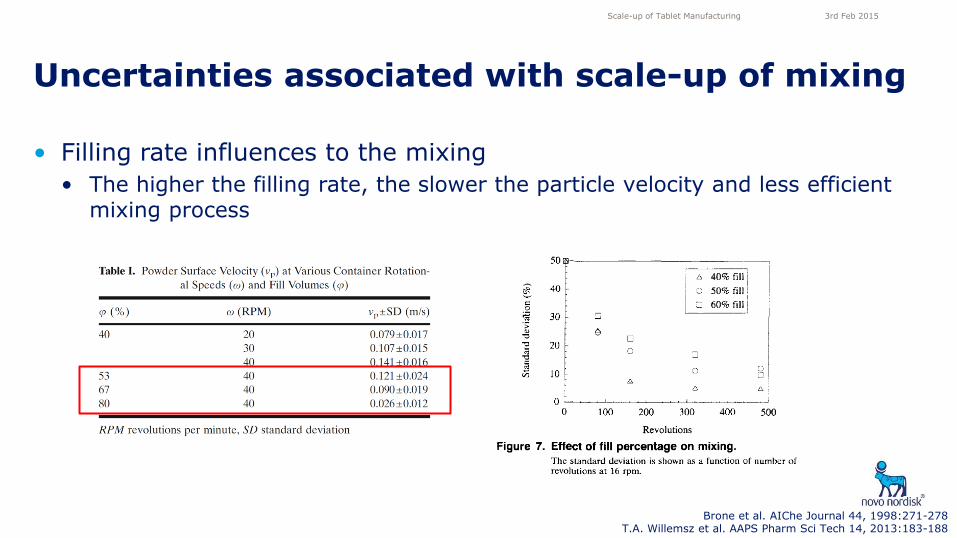
• Filling rate influences to the mixing
• The higher the filling rate, the slower the particle velocity and less efficient mixing process
Scale-up of Tablet Manufacturing 3rd Feb 2015
Brone et al. AIChe Journal 44, 1998:271-278 T.A. Willemsz et al. AAPS Pharm Sci Tech 14, 2013:183-188
Uncertainties associated with scale-up of mixing
• Filling rate is not directly scalable • The more powder is introduced, the less is the relative volume of
particles in the cascading layer compared with the bulk
• If volume of powder is increased by 5 times • Increase in the radius is 71 %
• If R = 10 cm, then A1 = 100 cm2 and A2 = (17.1 cm)2 = 292.41 cm2
• Increase in the mixing area is 292 % (≠ 500 %)
• Despite the increase in the mixing area, the depth of cascading layer is more or less the same
• Thus the relative volume of particles in the cascading layer compared to bulk is not the same
Scale-up of Tablet Manufacturing 3rd Feb 2015

Uncertainties associated with scale-up of mixing
• Small scale mixing is affected by the cohesiveness
• Gravitational forces overcome the effect cohesiveness
• Setup for the small scale does not apply in the large scale due to the different gravitational forces
Scale-up of Tablet Manufacturing 3rd Feb 2015
B. Chaudhuri et al. Powder Tech 165, 2006:105-114 A.W. Alexander and F.J. Muzzio in Pharmaceucical Process Scale-Up, ed. M. Levin, Informa Health Care, 2005

Conclusion - Mixing
• Froude number can be used to estimate the scale-up
• Even if the Froude number is kept as close as possible, one needs to pay attention to
• Mixer geometry
• Mixing rate
• Filling rate of the mixer
• In practice, scale up of mixing is done by trial and error
Scale-up of Tablet Manufacturing 3rd Feb 2015

Tableting
Small scale
• Batch sizes from 15 to 300 tablets
• Powder is weighed by hand and poured into a die
• Batches of 100 tablets, a funnel can be used
• Single press tableting machine
• Rotary machine having only one pair of die and punches
Large scale
• Batch sizes from 50 to millions of tablets
• Rotary machine
• Increased production speed
• Powder can be force fed into the die
Scale-up of Tablet Manufacturing 3rd Feb 2015

Tablet press
• To increase batch size and output of process, tablet instrument is changed from a single press into a rotary press
Scale-up of Tablet Manufacturing 3rd Feb 2015
http://www.korsch.com
• 15 – 200 tbl/ min • One pair of punches • Fixed die • One sided
compaction • Hopper moves
• Up to 10 000 tbl/ min • 6 – 60 pair of
punches • Dies are attached to
a moving table • Double sided
compaction • Hopper fixed

Tableting – changes due to the tablet press
• The change from single press to rotary press affects to
• Powder feed rate
• Compression profile (one sided, double sided, pre-compression, profile shape)
• Compression time (dwell time)
• Tablet ejection speed and force
• Faster tableting sets more requirements for the powder properties
• Flowability
• Segregation
• Flowability and segregation both contribute to the quality of the end product, i.e. tablet
Scale-up of Tablet Manufacturing 3rd Feb 2015
Tableting - Flowability
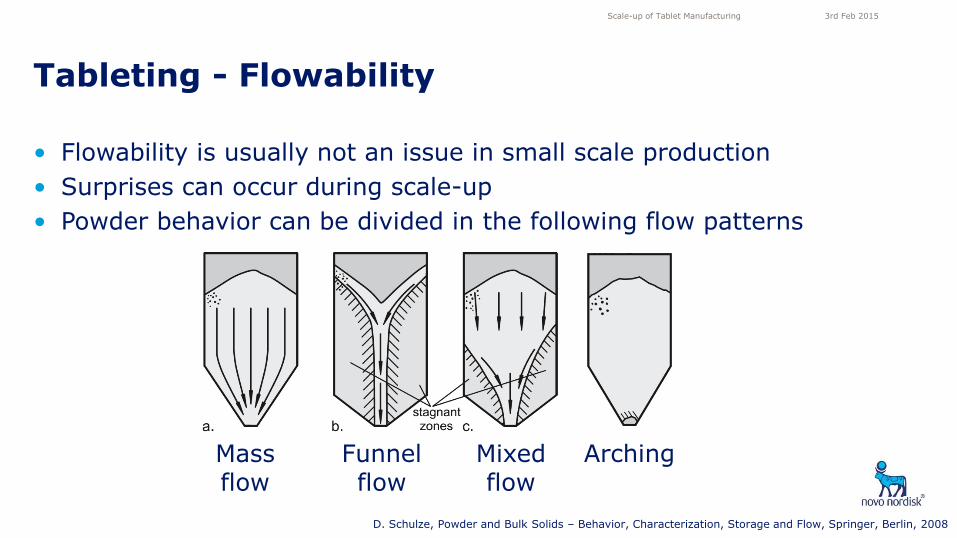
• Flowability is usually not an issue in small scale production
• Surprises can occur during scale-up
• Powder behavior can be divided in the following flow patterns
Scale-up of Tablet Manufacturing 3rd Feb 2015
Mixed flow
Funnel flow
Mass flow
Arching
D. Schulze, Powder and Bulk Solids – Behavior, Characterization, Storage and Flow, Springer, Berlin, 2008

Tableting - Flowability
• Problems in powder flow • Arching
• Rat hole formation (funnel flow)
• Erratic flow is the summation of these two patterns
• Can be a severe problem in large scale • Higher pressure due to increased powder amount induces arching
• Outlet large enough to prevent the arch formation – not always possible
• Hopper walls are steep and smooth allowing the flow
• If funnel flow takes place during production, situation can be handled by cutting part of the process off
Scale-up of Tablet Manufacturing 3rd Feb 2015

Tableting – Segregation
• Segregation takes place due to forces applied to the powder bed • Gravity • Vibration • Air flow
• Particle properties affecting the segregation include
• Particle size • Particle density • Particle shape • Surface area • Surface energy • Crystal form • Moisture content • Electrostatic properties
Scale-up of Tablet Manufacturing 3rd Feb 2015
Paracetamol form I Paracetamol form II
Scale bar 100 µm Scale bar 10 µm
G. Nichols and C.S. Frampton, J Pharm Sci, 87, 1998:684-693

Tableting – Segregation
• Segregation can be divided in three categories
• Sifting – small particles fall in the gaps between coarser particles
• Air entrainment (fluidization) – finer/lighter particles concentrate above larger/denser particles
• Particle entrainment (dusting) – finer/lighter particles remain suspended in the air
Scale-up of Tablet Manufacturing 3rd Feb 2015
D. Schulze, Powder and Bulk Solids – Behavior, Characterization, Storage and Flow, Springer, Berlin, 2008

Segregation
Scale-up of Tablet Manufacturing 3rd Feb 2015
Paracetamol form I Paracetamol form II
Scale bar 100 µm Scale bar 10 µm
G. Nichols and C.S. Frampton, J Pharm Sci, 87, 1998:684-693
• Change in the supplier might change
• Polymorphic form
• Particle size
• Particle shape
• Density

How to Prevent Segregation?
• Particle properties
• Particle size distribution
• It is easier to achieve a perfect or random mix, when the particle size distributions of the components are similar
• Granulation
• Granulation binds components of different particle size distributions readily together
• Granule size distribution can be controlled
• Ordered mix
• Adhesion between two particles is at its best, when they have different surface energies and very different particle size
• Small particle tend to stick on the surface of the bigger one
Scale-up of Tablet Manufacturing 3rd Feb 2015
Barra et al. Pharm Res 15, 1998,1727-1736 D. Schulze, Powder and Bulk Solids – Behavior, Characterization, Storage and Flow, Springer, Berlin, 2008

How to Prevent Segregation?
• Handling and equipment properties
• Minimize transfer steps
• By avoiding to introducing unnecessary force to powder blend segregation tendency can be diminished
• Prevent dust formation
• Regulate drop height, use bags to move powder and use slow fill rate
• Aim for mass flow in the hopper
• Smooth and steep hopper walls
Scale-up of Tablet Manufacturing 3rd Feb 2015

Tableting scale-up prediction
Approaches to predict scale-up
• Fix the compaction parameters
• Compression force
• Tablet thickness
• Compaction simulator
• Study the effect of the changes in compaction profiles
Changes in the process
• Compaction profile
• One-sided vs. double-sided
• Dwell time
• Ejection time
Scale-up of Tablet Manufacturing 3rd Feb 2015

Tableting Scale-up Prediction
Scale-up of Tablet Manufacturing 3rd Feb 2015
• Compaction force • Tablet thickness can be regulated by
compaction force
• Tablet density and porosity are dependent of the compaction force and tablet thickness
V. Busignies et al. Eur J Pharm Biopharm 64, 2006:38-50

Tableting Scale-up Prediction
Scale-up of Tablet Manufacturing 3rd Feb 2015
• Compaction force and tablet thickness
• Tooling has to be identical in order to predict the scale-up
• X-ray computed microtomography of microcrystalline cellulose tablets
I.C. Sinka et al. Int J Pharm 271, 2004:215-224

Tableting Scale-up Prediction
Scale-up of Tablet Manufacturing 3rd Feb 2015
• Compaction force and tablet thickness • Compaction profiles (shape and
speed) might be different in single and rotary presses
• Effect of compaction profile on tablet properties • Thickness of the lactose tablets for the
double-sided compaction was doubled
• Double-sided compaction produced tablets with lower tensile strength but lower porosity
A. Munoz-Ruiz et al. J Pharm Sci 86, 1997:481-486

Tableting Scale-up Prediction
Scale-up of Tablet Manufacturing 3rd Feb 2015
• Compaction force and tablet thickness
• Compaction profiles (shape and speed) might be different in single and rotary presses
• Instruments may have a difference in compaction speed or dwell time
• Effect of dwell time to porosity
• Microcrystalline cellulose
• Dicalcium phosphate
• Pre-gelatinized
• Longer dwell time – lower porosity
C.K. Tye et al. J Pharm Sci 94, 2005:465-472
Tableting scale-up prediction
Scale-up of Tablet Manufacturing 3rd Feb 2015
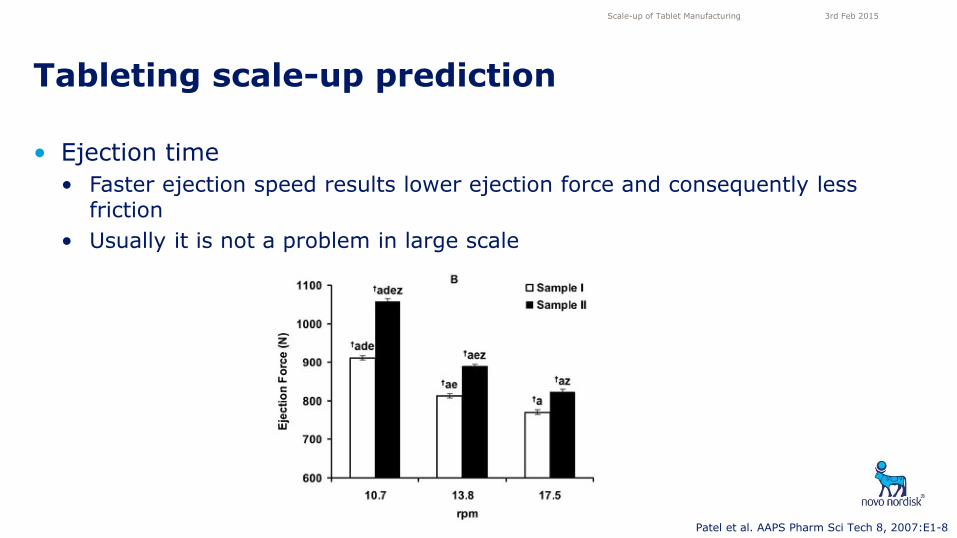
• Ejection time
• Faster ejection speed results lower ejection force and consequently less friction
• Usually it is not a problem in large scale
Patel et al. AAPS Pharm Sci Tech 8, 2007:E1-8
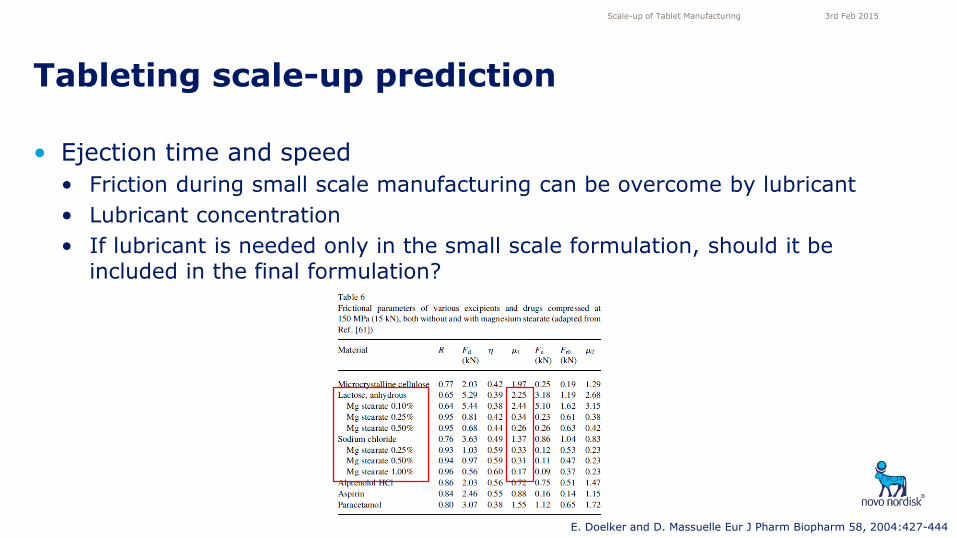
Tableting scale-up prediction
Scale-up of Tablet Manufacturing 3rd Feb 2015
• Ejection time and speed
• Friction during small scale manufacturing can be overcome by lubricant
• Lubricant concentration
• If lubricant is needed only in the small scale formulation, should it be included in the final formulation?
E. Doelker and D. Massuelle Eur J Pharm Biopharm 58, 2004:427-444

Tableting scale-up prediction
• Compaction simulator can be used to study changes in compaction profiles
• Complete control over the compaction profiles • One-sided vs. double sided compaction
• Compaction force
• Dwell time
• Simulator does not take powder filling properties into account
• Powder flowability
• Segregation
Scale-up of Tablet Manufacturing 3rd Feb 2015
M. Paakkunainen et al. Chemometr Intell Lab 97, 2009:82-90

Conclusions
Scale-up of Tablet Manufacturing 3rd Feb 2015
• Single press machine or rotary press with one pair of punches and dies are used in the small scale production
• The change from small scale to large scale affects to • Powder properties, e.g. segregation and flowability
• Compaction profile
• Processing speed
• Scale-up can be predicted by • Compression force
• Tablet thickness
Take home message
Scale-up of Tablet Manufacturing 3rd Feb 2015
• Scale up is not a straight forward process
x 10 ≠
https://whyevolutionistrue.wordpress.com/2013/04/06/caturday-felids-cats-and-boxes/ http://www.thepetcollective.tv/why-do-cats-love-boxes/

Acknowledgements
• CMC
• Thomas Vilhelmsen
• Global Research
• Niels Christian Felumb
• Birgitte Nissen
Scale-up of Tablet Manufacturing 3rd Feb 2015

Thank you!
Scale-up of Tablet Manufacturing 3rd Feb 2015