rapport de stage - brice.gonier.free.frbrice.gonier.free.fr/rapport/snecma_2004.pdf · rapport de...
TRANSCRIPT
39
Brice Gonier – Version 3_27/09/04
Rapport de Stage Stage effectué du 1er Juillet au 29 Septembre2004
FICHES D’INCIDENTS ET D’EXPRESSION DE BESOINS CATIA V5 :MISE A JOUR
LICENCES DEVELOP(DL1), HEALING ASSISTANT(HA1),FEATURE RECOGNITION(FR1)
Rapport rédigé par l’ élève de la promotion 2005 de l’IPSA
M. Brice GONIER
Sous la tutelle de : M. Luc NAMER
1
REMERCIEMENTS
Je tiens à remercier Mr Max Moutoussamy, Mr Frédéric Lenglet et Mr Luc Namer mon tuteur pour m’avoir proposé ce stage et fait en sorte qu’il se passe dans les meilleures conditions.
Merci à Hélène Le Renard et Patrick Gagner pour l’aide qu’ils m’ont apporté Merci à Martine Wentzel pour le très bon accueil qu’elle m’a réservé. Je n’oublie pas de remercier l’ensemble de l’équipe travaillant sur le plateau outils du
projet Aqcord2+ pour leur assistance et l’ambiance qu’ils ont su apporter ; et de façon plus générale l’ensemble du personnel de la SNECMA pour la disponibilité et l’écoute permanente dont ils ont fait preuve.

Brice Gonier – Version 3_27/09/04
2
SOMMAIRE GENERAL
ABSTRACT 3
1 LA SNECMA: PRÉSENTATION 5
1.1 Historique 5
1.2 Implantation 6
1.3 chiffres clés 7
1.4 Les moteurs civils 7
1.5 LES moteurs militaires 9
1.6 l’établissement de Villaroche 10
1.7 L’organisation de l’établissement 10
2 LE PROJET « OUTILS AQCORD2+ » -OBJECTIFS ET ENJEUX 12
3 MA MISSION : MISE A JOUR DES FI ET FEB 15
3.1 enoncé et presentation 15
3.2 Hotline DASSAULT SYSTEMES – declaration d’incident 15
3.3 FEB et FI : modèle type 18
4 LA COMMANDE NUMERIQUE ET CATIA V5 – CAS TEST 22
4.1 Presentation du module principal d’Usinage 22
4.2 Exemples de CAs etudiés relatifs a la commande numerique 25
5 LA MAQUETTE NUMERIQUE ET CATIAV5-CAS TEST 32
5.1 Qu’Es ce que la maquette numérique ? 32
5.2 Presentation DU DMU fitting simulation de catiav5 32
5.3 ETUDE DE CAS : EVITEMENT DE COLLISION 33 5.3.1 l’évitement de collision 34 5.3.2 Cas d’étude 35
6 MA MISSION COMPLEMENTAIRE : LICENCES FR1/DL1/HA1 39
6.1 DL1: DEVELOP Shapes 39
6.2 HA1: HEALING ASSISSTANT 40
6.3 FR1: FEATURE recognition 42
7 CONCLUSION 44
8 GLOSSAIRE 45
9 ANNEXES 50

Brice Gonier – Version 3_27/09/04
3
ABSTRACT
Last three month I carried out my internship mission within the technical wherewithal team of the “Tools AQCORD2+” project, a project setting up by the French Aeronautic engine manufacturer SNECMA MOTEURS in order to improve the development of aeronautic engines (to reduce time and cost).One of the most important changing is the installation of a new 3D-modeling software CATIA V5.This changing is not without difficulty(Data have to be migrated from V4 to V5, new methodology have to be applied).So it is in this context of evaluation of the software and creation of methodology of work,(before a definitive and effective installation ) that my internship plays a part.
Indeed, often defects are detected by employees who can use V5 yet, on basic ore more advanced CATIAV5’s uses. Then, these defects have to be listed and followed in order to solve them as quickly as possible: my mission leads me to reorganize this following and update the defects data base.
This internship allowed me to familiarize me with two Catia ‘s Workbench :AMG (Advanced MachininG)intended to define easily NC programmes dedicated to machining complex 3D parts including nearly all 2.5-axis to 5-axis machining technologies; the second one, DMU Fitting simulation ,a software allowing to simulate shifting of parts in order to prepare their assembly and their maintenance.
On the end of my internship I realize some methodological supports to permit workforce use new Catia Licenses that Snecma was receiving: Feature recognition, Develop Shapes and Healing assistant. Key words: CATIAV5, Machining,DMU Fitting, Feature recognition, Develop Shapes and Healing assistant, AQCORD2+, methodological supports, 3D-modeling software

Brice Gonier – Version 3_27/09/04
4
Snecma Moteurs, acteur majeur de l’industrie aéronautique, doit, afin de demeurer compétitif suivre les exigences du marché en terme de qualité et délai de mise en service. Un projet a donc été lancé en 2001 autour du déploiement de Catia V5 et de son GDT, logiciel de Conception et de fabrication assistées par ordinateur (CFAO) en remplacement de Catia V4 (version antérieure proposée par Dassault Systemes) dans le but de réduire les temps de conception et de fabrication des pièces.
Ces nouveaux outils impliquent une remise en cause des processus actuels et des méthodes de travail. Il faut réaliser une évaluation des outils proposés par cette nouvelle version, mettre en place des niches V5, rédiger des méthodologies et former les utilisateurs à cette version qui propose un environnement et une logique différente.
C’est justement dans cette mission d’évaluation, de test de ces fonctions V5 que mon stage interviens : mon rôle est de valider le bon fonctionnement d’outils V5 révélés comme défaillant lors d ‘une utilisation précédente ou alors de faire le nécessaire pour mettre DASSAULT SYSTEMES au courant de la non régularisation de ces Defects au plut tôt .Puis il m’a été demandé de tester trois nouvelles licences CATIAV5 en prêt dans la société et d’en rédiger les supports méthodologiques.
Ainsi dans ce rapport, après vous avoir présenter l’entreprise qui m’a accueilli et développer l’objectif du projet dans lequel j’interviens je m’étendrai d’abord sur ma première tache en présentant quelques cas d’étude , la démarche employée ,et les ateliers CATIA utilisés a cet effet (en l’ occurrence les outils de commande numérique et de maquette numérique(commande d’évitement de collision) avant de présenter les trois nouveautés en prêt à Snecma Moteurs : Feature recognition, Develop Shapes et Healing assistant. Mots clés : CATIAV5, Surfaces développables, , AQCORD2+, support Méthodologique, usinage , évitement de collision,CFAO,CAO, Feature recognition, modeleur 3-D,APT, FEDERATA

Brice Gonier – Version 3_27/09/04
5
1 LA SNECMA: PRÉSENTATION
1.1 HISTORIQUE
� 1905 : LA CRÉATION
L'histoire de SNECMA commence à Gennevilliers où les frères Laurent et Louis Seguin fondent en 1905 la Société des Moteurs Gnome et mettent au point un moteur rotatif en étoile pour l'aviation. Un autre ingénieur, Louis Verdet, met également au point en 1908 un moteur du même type et fonde en 1912 la Société des Moteurs Le Rhône, à Paris. En 1915, les deux sociétés fusionnent sous le nom de Gnome et Rhône.
De 1922 à 1940, sous la direction de Paul-Louis Weiller, as de la Grande Guerre, Gnome et Rhône se rend célèbre dans le monde entier pour ses moteurs d'avion et ses motocyclettes. En 1938, Gnome et Rhône absorbe la Société des Aéroplanes Voisin, et en 1944, La Société Générale de Mécanique et d'Aviation issue de la Société lorraine des Anciens Établissements de Dietrich à Argenteuil.
� 1945 : LA NATIONALISATION
A l'issue de la seconde guerre mondiale, Gnome et Rhône est nationalisée sous le nom de Société Nationale d'étude et de Construction de Moteurs d'Aviation : SNECMA. Cette décision va permettre, en intégrant les moyens aéronautiques de l'État et de la branche moteurs d'aviation de Renault, de constituer un potentiel plus puissant et mieux armé pour exploiter les progrès techniques et affronter la concurrence étrangère. Depuis lors, SNECMA s'est spécialisée dans l'étude et le développement de turboréacteurs, activité qui la place aujourd'hui au 4e rang des motoristes aéronautiques du monde occidental.
� 1992 : DOUZE SOCIÉTÉS, UN GROUPE
Au cours des vingt dernières années, SNECMA a pris la dimension d'un groupe industriel, constitué de filiales spécialisées :
� Propulsion Snecma Moteurs : Moteurs aéronautiques, civils et militaires, moteurs spatiaux Snecma Services : Filiale à 100% de SNECMA depuis avril 1999 elle assure la maintenance et la réparation de moteurs civils et militaires ainsi que la réparation de leurs pièces et composants. (CA : 2130 MF, effectif : 2000)* Turbomeca : Turbines à gaz pour hélicoptères, turboréacteurs pour avion d’entraînement et d’appui, turbines de faible poussée pour missiles, engins cibles et drones.

Brice Gonier – Version 3_27/09/04
6
Techspace Aéro : Société spécialisée dans la conception, le développement et la fabrication d'équipements et de sous-ensembles pour la propulsion aéronautique et spatiale. Elle opère également dans le domaine de la maintenance, la réparation, les essais et les bancs d'essais pour les moteurs et leurs équipements. (C.A.: 1420 MF, effectif : 1220) Snecma Propulsion solide : Moteur a propergol solide pour lanceurs et missiles stratégiques et tactiques, matériaux composites thermostructuraux.
� Equipement Hispano-Suiza : Leader mondial en boîtiers de transmission de puissance pour moteur d’avion. Elle conçoit aussi des sièges éjectables. (CA : 1123 MF, effectif : 931) Hurel Hispano: Occupe une place importante en matière d’inverseurs de poussée, nacelles et pièces moteurs composites. (CA : 1368 MF, effectif : 1000) Messier-Bugatti: Leaders mondiaux dans les domaines du freinage haute performance et des systèmes hydrauliques complexes (CA : 1800 MF, effectif : 1450). Messier-Dowty : Société commune à TI Group et SNECMA, leader mondial pour la conception, développement, la fabrication et l'après-vente de systèmes complets de train d’atterrissage. (CA : 2800 MF, effectif : 2500) Messier services : Crée en juillet 1998, en copartenariat entre Messier-Bugatti et Messier-Dowty, a permis la mise en place d’un réseau international de Services et Réparation de tout système d’atterrissage et de freinage. (Effectif : 1200) Labinal :système de câblages électrique et système aéronautique Cinch : connecteurs et produits d’interconnexions pour l’aéronautique et l’industrie. Globe Motors : Moteurs et actionneurs électriques pour l’aéronautique et l’industrie
1.2 IMPLANTATION

Brice Gonier – Version 3_27/09/04
7
1.3 CHIFFRES CLES
Chiffre d'affaires consolidé (en M€) Répartition par Branche
Un chiffre d'affaires de 6 431 millions d'euros.
Stabilité du chiffre d'affaires (-1 %) en dépit d'un contexte difficile pour le transport aérien. La croissance de l'activité de fabrication de nacelles, la reprise des livraisons de Mirage 2000 et la croissance des activités de moteurs d'hélicoptères ont compensé la baisse des livraisons de moteurs civils et la réduction de l'activité spatiale.
Répartition par activité
Les ventes ont été réalisées à 76 % sur le marché civil et à 24 % sur le marché militaire.
1.4 LES MOTEURS CIVILS
Premier producteur mondial de moteurs aéronautiques civils, en coopération à 50% avec General Electric, avec les CFM56 équipant la famille des Airbus A320, les Airbus A340 et les Boeing 737. LE CFM56
Les différentes versions du moteur CFM56 couvrent la gamme de poussée comprise entre 9 et 15 tonnes au décollage. Ces moteurs, développés avec le motoriste américain GENERAL ELECTRIC (50 % ), sont destinés à l'équipement d'avions de transport moyen ou long courrier de 120 à 400 places.
Les versions -2 ont remotorisé les DCB série 60, ainsi que les avions ravitailleurs KC-135 de l'US Air Force et de l'Armée de l'Air française. BOEING a retenu le CFM56-3 pour équiper les versions modernisées du B737.
Plus récemment, les versions -5 ont été développées pour équiper les AIRBUS A320, A321 et A340. L’année 1999 a marqué le large succès de ce moteur, avec le 10000ème CFM56 vendu.
Brice Gonier – Version 3_27/09/04
8
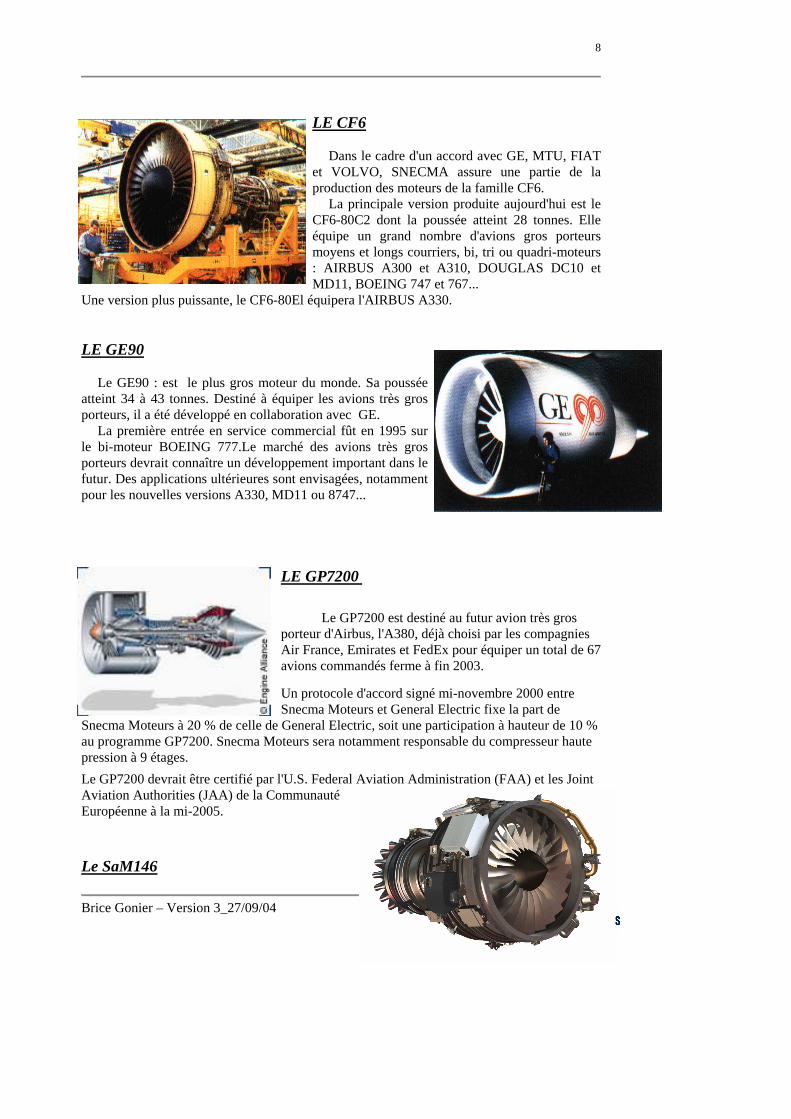
LE CF6
Dans le cadre d'un accord avec GE, MTU, FIAT et VOLVO, SNECMA assure une partie de la production des moteurs de la famille CF6.
La principale version produite aujourd'hui est le CF6-80C2 dont la poussée atteint 28 tonnes. Elle équipe un grand nombre d'avions gros porteurs moyens et longs courriers, bi, tri ou quadri-moteurs : AIRBUS A300 et A310, DOUGLAS DC10 et MD11, BOEING 747 et 767...
Une version plus puissante, le CF6-80El équipera l'AIRBUS A330. LE GE90
Le GE90 : est le plus gros moteur du monde. Sa poussée atteint 34 à 43 tonnes. Destiné à équiper les avions très gros porteurs, il a été développé en collaboration avec GE.
La première entrée en service commercial fût en 1995 sur le bi-moteur BOEING 777.Le marché des avions très gros porteurs devrait connaître un développement important dans le futur. Des applications ultérieures sont envisagées, notamment pour les nouvelles versions A330, MD11 ou 8747...
LE GP7200
Le GP7200 est destiné au futur avion très gros porteur d'Airbus, l'A380, déjà choisi par les compagnies Air France, Emirates et FedEx pour équiper un total de 67 avions commandés ferme à fin 2003.
Un protocole d'accord signé mi-novembre 2000 entre Snecma Moteurs et General Electric fixe la part de
Snecma Moteurs à 20 % de celle de General Electric, soit une participation à hauteur de 10 % au programme GP7200. Snecma Moteurs sera notamment responsable du compresseur haute pression à 9 étages.
Le GP7200 devrait être certifié par l'U.S. Federal Aviation Administration (FAA) et les Joint Aviation Authorities (JAA) de la Communauté Européenne à la mi-2005.
Le SaM146

Brice Gonier – Version 3_27/09/04
9
Le SaM146, développé par Snecma Moteurs et le motoriste russe NPO Saturn, a été sélectionné pour motoriser l’avion régional russe RRJ (Russian Regional Jet) de l'avionneur Sukhoi Civil Aircraft. Ce moteur, qui se situe dans la gamme des 62 à 78 kN (14 000 à 17 500 lb) de poussée, est spécifiquement conçu pour le marché des avions de transport régionaux et sera commun aux différentes versions de la famille RRJ : 60, 75 et 95 places. Snecma Moteurs est en charge du corps haute pression, du système de régulation (Fadec) et de l'intégration d'ensemble du moteur, tandis que NPO Saturn est en charge des composants du corps basse pression, de la régulation et des équipements.
1.5 LES MOTEURS MILITAIRES
Motoriste des avions de combat Dassault (Rafale, Mirage 2000 etc.) et d’autres avions militaires de transport et d’entraînement.
L'ATAR
La famille des moteurs ATAR a contribué, depuis les années 50, à forger l'image de notre société en France et à l'étranger. La dernière version, l'ATAR 9K50, en service dans treize pays, a accumulé plus d'un million d'heures de vol sur MIRAGE F1 et MIRAGE 50.
LE LARZAC
Développé par SNECMA et TURBOMECA, produit en coopération avec les sociétés BMW-ROLLS-ROYCE et MTU, le moteur LARZAC équipe dans ses versions 04C6 et 04C20, l'avion bi-moteur d'entraînement ALPHA JET.
LE TYNE Le TYNE est un turbo-propulseur construit sous licence ROLLS-ROYCE au sein d'un consortium qui regroupe SNECMA, MTU, ROLLS-ROYCE et FN MOTEURS. Il équipe le cargo franco-allemand TRANSALL et les avions de patrouille maritime ATLANTIC et ATLANTIQUE 2.
LE M53 Les moteurs M53, de la classe des 10 tonnes de poussée, équipent les MIRAGE 2000. Leurs principales
Brice Gonier – Version 3_27/09/04
10
caractéristiques sont une exceptionnelle pilotabilité et une architecture simple et modulaire qui facilite la maintenance. La version M53-5 (88,2kN), entrée en service dans l'Armée de l'Air française en 1980, a été suivie de la version M53-P2 (95kN) à partir de 1985.Celle version a été commandée par six pays étrangers. LE M88 Le turboréacteur M88 est le moteur de base d'une famille de moteurs polyvalents dont la poussée s'échelonne de 7,5 à 10,5 tonnes. Il fait appel aux technologies les plus récentes et se caractérise par son niveau exceptionnel de performance, sa masse et son encombrement réduits, sa facilité de maintenance. Le M88-2 équipe depuis 1996, l'avion de combat français RAFALE
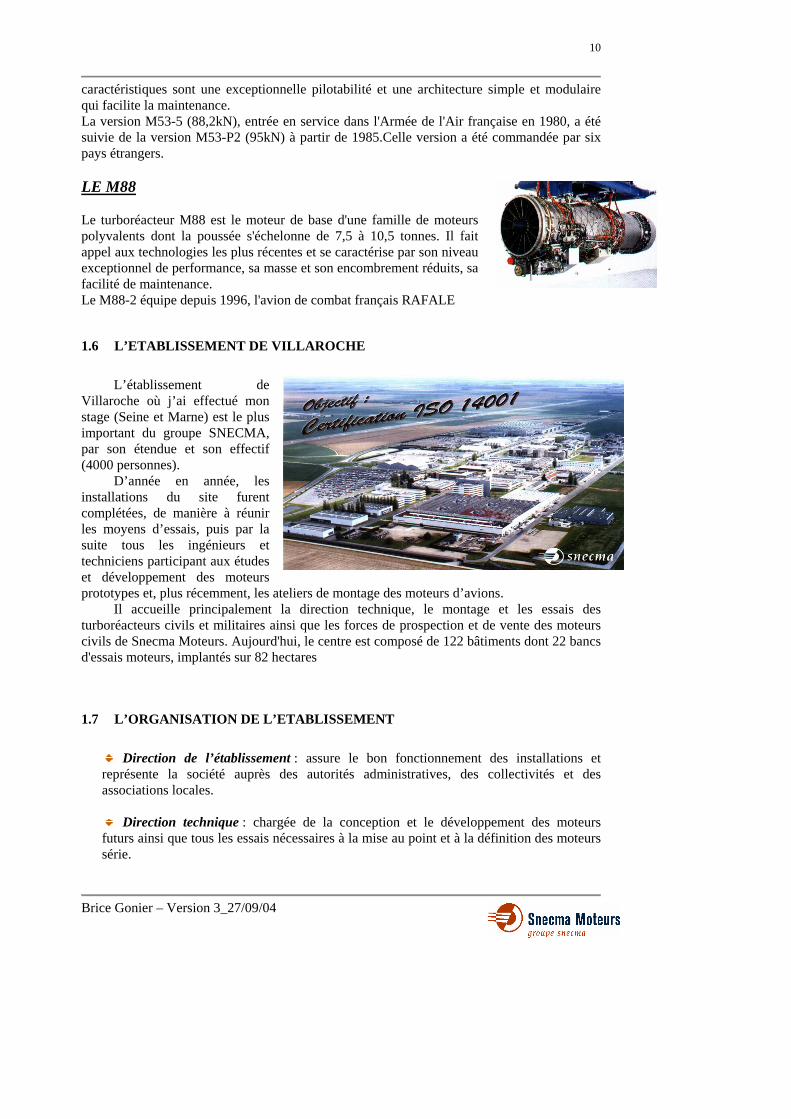
1.6 L’ETABLISSEMENT DE VILLAROCHE
L’établissement de
Villaroche où j’ai effectué mon stage (Seine et Marne) est le plus important du groupe SNECMA, par son étendue et son effectif (4000 personnes).
D’année en année, les installations du site furent complétées, de manière à réunir les moyens d’essais, puis par la suite tous les ingénieurs et techniciens participant aux études et développement des moteurs prototypes et, plus récemment, les ateliers de montage des moteurs d’avions.
Il accueille principalement la direction technique, le montage et les essais des turboréacteurs civils et militaires ainsi que les forces de prospection et de vente des moteurs civils de Snecma Moteurs. Aujourd'hui, le centre est composé de 122 bâtiments dont 22 bancs d'essais moteurs, implantés sur 82 hectares
1.7 L’ORGANISATION DE L’ETABLISSEMENT
Direction de l’établissement : assure le bon fonctionnement des installations et
représente la société auprès des autorités administratives, des collectivités et des associations locales.
Direction technique : chargée de la conception et le développement des moteurs
futurs ainsi que tous les essais nécessaires à la mise au point et à la définition des moteurs série.
Brice Gonier – Version 3_27/09/04
11
Direction de production : montage et essais de moteurs série.
Direction qualité
Direction de l’organisation et de l’informatique (site de Corbeil)
Département moyens et essais

Brice Gonier – Version 3_27/09/04
12
2 LE PROJET « OUTILS AQCORD2+ » -OBJECTIFS ET ENJEUX
Le projet AQCORD2+ (Amélioration de la Qualité, des COûts et Réduction des Délais de développement) dépend directement de la direction technique, au même titre que d’autres divisions (turbines, compresseurs, qualité…)
Le projet doit améliorer le développement (conception et industrialisation) des moteurs aéronautiques avec comme objectif (pour un lancement programme début 2005) une réduction du cycle et des coûts de développement des moteurs.
� Une « gamme » de développement définie et tracée � Une meilleure maîtrise des flux de données du processus ‘développer’ � une conception paramétrée et optimisée � L’intégration du savoir-faire � La conception en contexte � Une ingénierie simultanée (travail plus amont des concepteurs et producteurs) � Un poste unique CAO / Calcul
� Un nouveau modeleur CATIA V5 � Un workflow informatisé de développement � La mise en place d'un Gestionnaire de Données Technologiques (GDT) � La mise en place de règles de gestion des articles du GDT compatibles avec le
référentiel PM (PDM société). � Définition surfacique des aubes, associativité CAO-calcul, optimiseur(PARAM
2000) � La migration des outils de calcul DT sous nouvel environnement
Le projet « Outil Aqcord2+ » est inscrit dans la démarche de progrès AQCORD2+ et
contribue à améliorer le processus « Développer » (concevoir et industrialiser).
Besoins
Outils
Brice Gonier – Version 3_27/09/04
13
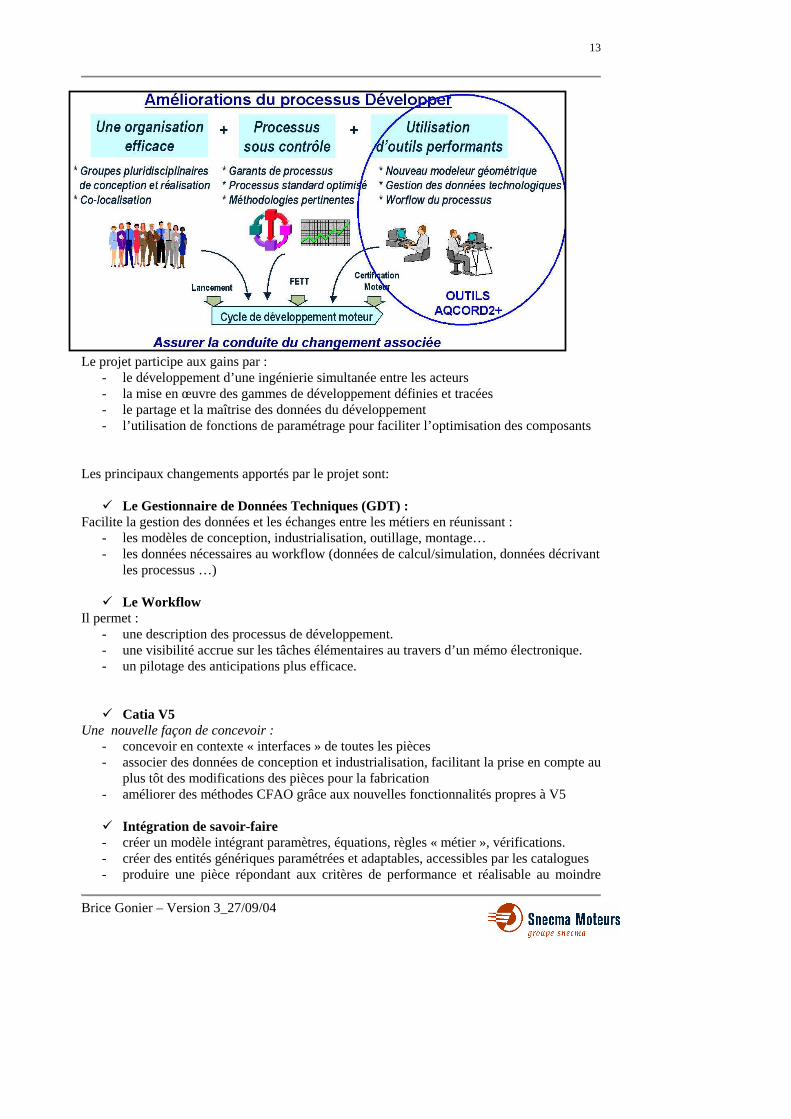
Le projet participe aux gains par :
- le développement d’une ingénierie simultanée entre les acteurs - la mise en œuvre des gammes de développement définies et tracées - le partage et la maîtrise des données du développement - l’utilisation de fonctions de paramétrage pour faciliter l’optimisation des composants
Les principaux changements apportés par le projet sont:
� Le Gestionnaire de Données Techniques (GDT) : Facilite la gestion des données et les échanges entre les métiers en réunissant :
- les modèles de conception, industrialisation, outillage, montage… - les données nécessaires au workflow (données de calcul/simulation, données décrivant
les processus …)
� Le Workflow Il permet :
- une description des processus de développement. - une visibilité accrue sur les tâches élémentaires au travers d’un mémo électronique. - un pilotage des anticipations plus efficace.
� Catia V5 Une nouvelle façon de concevoir :
- concevoir en contexte « interfaces » de toutes les pièces - associer des données de conception et industrialisation, facilitant la prise en compte au
plus tôt des modifications des pièces pour la fabrication - améliorer des méthodes CFAO grâce aux nouvelles fonctionnalités propres à V5
� Intégration de savoir-faire - créer un modèle intégrant paramètres, équations, règles « métier », vérifications. - créer des entités génériques paramétrées et adaptables, accessibles par les catalogues - produire une pièce répondant aux critères de performance et réalisable au moindre
Brice Gonier – Version 3_27/09/04
14
coût.
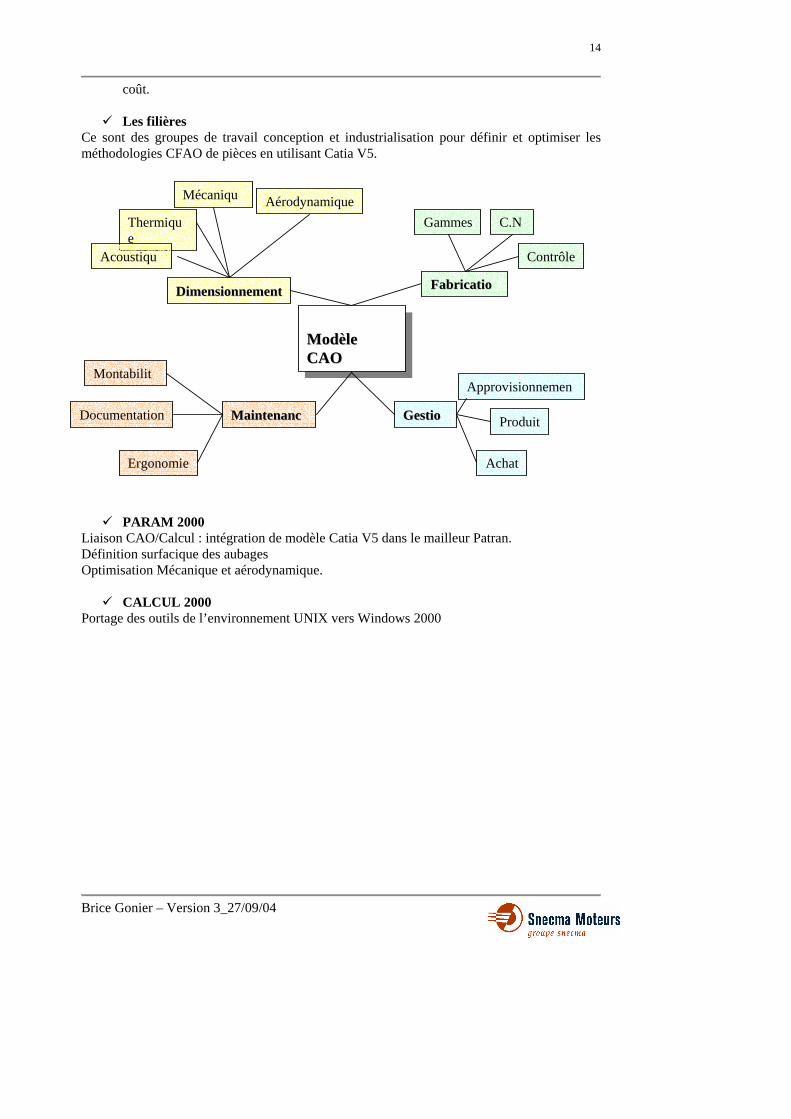
� Les filières Ce sont des groupes de travail conception et industrialisation pour définir et optimiser les méthodologies CFAO de pièces en utilisant Catia V5.
� PARAM 2000 Liaison CAO/Calcul : intégration de modèle Catia V5 dans le mailleur Patran. Définition surfacique des aubages Optimisation Mécanique et aérodynamique.
� CALCUL 2000 Portage des outils de l’environnement UNIX vers Windows 2000
MM ooddèèllee CCAAOO
FFaabbrr iiccaatt iioo
Gammes C.N
Contrôle
DDiimmeennssiioonnnneemmeenntt
Aérodynamique
Thermique
Mécaniqu
Acoustiqu
MM aaiinntteennaanncc
Montabilit
Documentation GGeesstt iioo
Achat
Produit
Approvisionnemen
Ergonomie

Brice Gonier – Version 3_27/09/04
15
3 MA MISSION : MISE A JOUR DES FI ET FEB
3.1 ENONCE ET PRESENTATION
Dans le cadre de l’intégration du nouvel outil de conception et de fabrication CATIAV5, pour d’assurer sa fiabilité sur les sites SNECMA et ainsi se garantir d’un maximum d’efficacité du produit, le support méthode et le plateau outils du projet AQCORD 2+ se chargent de tester et d’évaluer CATIA V5, ses nouvelles fonctionnalités. Durant ces tests effectués sur des scénario variés, le support méthode et certains ingénieurs travaillant déjà sur V5 trouvent des cas où CATIA donne des résultats incohérents ,effectue mal la tache commandée ou s’avère totalement incapable de la faire : ces cas sont appeler cas d’incident. Ces tests rentrent dans l et de rendre le plus efficace que possible le passage de V4 à V5 pour les dessinateurs et ingénieurs, que le prise en main du logiciel et de ses nouveaux ateliers soit aisée ;
Ces cas doivent être référencés afin que l’éditeur du logiciel Dassault Systèmes en soit alerté et qu’il puisse y remédier. Ainsi chacun de ces cas,(son scénario et éventuellement les fichiers de données où se produisent l’incident),est stocké en fiche explicative : ils constituent la bases des fiches d’incidents(FI).
Pour les cas où CATIA est réellement incapable d’effectuer la tache, nous rédigeons une fiche d’expression de besoin (FEB) où est stipulé de même manière le scénario entraînant l’erreur.
Ainsi, ma mission avait pour première objectif de corréler les données Snecma Moteurs et Dassault, afin que le suivi de ces incidents soit plus efficace et de déclarer les nouveaux incidents et besoins chez DS. Alors, je me suis rejoué l’ensemble des scénarios de cette bases des incidents afin de m’assurer qu’ils soit toujours effectifs en V5R12SP4 (release sur laquelle j’ai travaillé) avant de les déclarer au quel cas à DS.
Cette communication Dassault Systèmes /Snecma Moteurs s’effectue essentiellement par le biais de la Hotline WEB de DS.
Je vous présente ici un modèle type de déclaration d’incident.
3.2 HOTLINE DASSAULT SYSTEMES – DECLARATION D’INCIDENT
http://www.helpdesk.dassault-systemes.com/ est le principal moyen et celui recommandé par Dassault pour contacter la hotline . La hotline s’appuie sur cette interface

Brice Gonier – Version 3_27/09/04
16
On voit alors qu’on peut émettre un nouvel incident, consulter l’ensemble des données Snecma,
visualiser les cas récemment ouverts…etc. Ainsi un suivi du bug et de son traitement est possible ce qui facilite les choses. Un incident peut
alors prendre successivement les états : Draft : brouillon que l’on peut créer avant de l’envoyer définitivement à DS New : l’incident est envoyé à la maintenance Open : la maintenance traite l’incident To be closed : la maintenance a proposé une solution pour l’incident Assigned : mise a jour de l’incident effectué par le déclarant In work : incident traité par le développement Closed : incident clos customer info :DS réclame des données plus complètes Obselete : incident dépassé incident retirée de la base DS
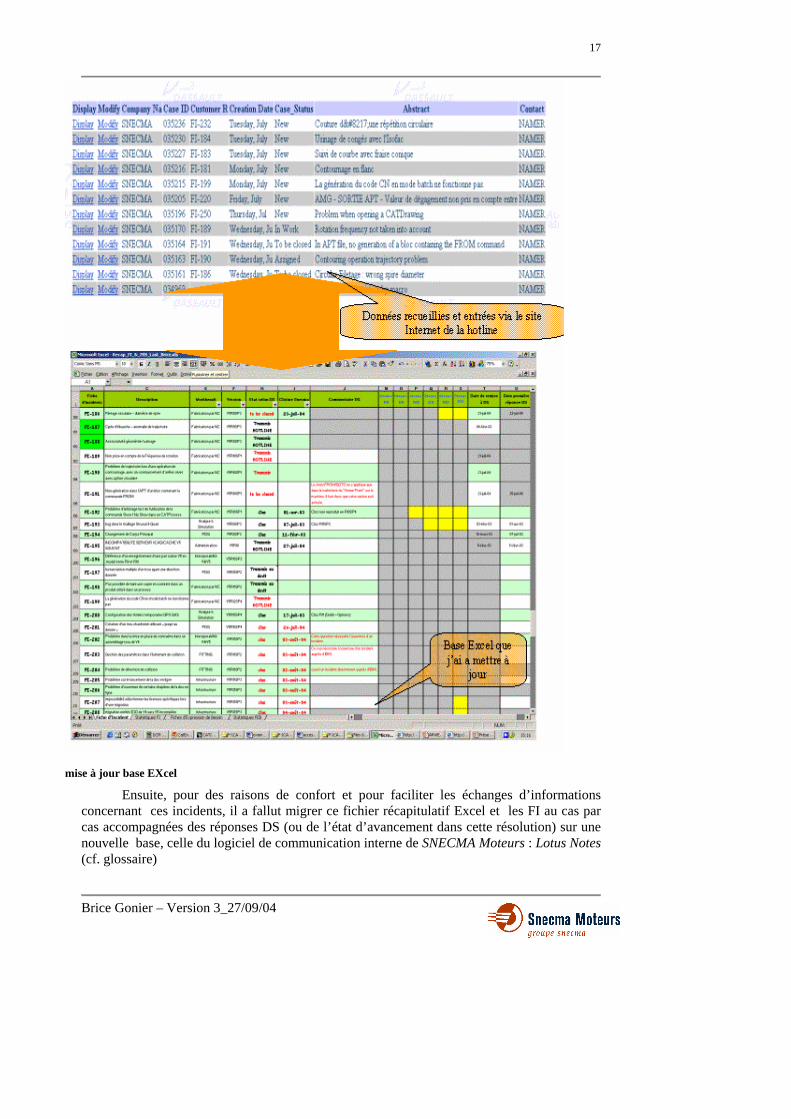
La base des données FI et FEB (fichier Microsoft Excel) peut être ainsi mise a jour en tenant compte de ces informations délivrées :
Brice Gonier – Version 3_27/09/04
17
mise à jour base EXcel
Ensuite, pour des raisons de confort et pour faciliter les échanges d’informations concernant ces incidents, il a fallut migrer ce fichier récapitulatif Excel et les FI au cas par cas accompagnées des réponses DS (ou de l’état d’avancement dans cette résolution) sur une nouvelle base, celle du logiciel de communication interne de SNECMA Moteurs : Lotus Notes (cf. glossaire)

Brice Gonier – Version 3_27/09/04
18
Base Lotus Notes
Différents ordonnancements des incident sont possibles , notamment par atelier , par
auteur, pour un accès plus aisé. A chaque incident proposé est donc lié son scénario, ses données et son statut courant :
Détails FI
3.3 FEB ET FI : MODELE TYPE
Voici une Fiche d’expression de besoins que j’ai due établir et traduire afin d’assurer le suivi de l’incident (en m’appuyant sur un modèle standard fourni) :

Brice Gonier – Version 3_27/09/04
19
Ces fiches rentrent dans la politique d’archivage et de suivi des incidents révélés : on y retrouve

Brice Gonier – Version 3_27/09/04
20
� L’identité de l’incident : son intitulé ,dans quel environnement (atelier, Os, Release ) il intervient ,le rédacteur de la fiche(1)
� Un résume l’incident (FI) ou explicitation du besoin (FEB) pour préciser les résultats , les tenants et aboutissant de cet incident.(2)
� Un scénario :on y décrit les actions CATIA a effectuer pour atteindre l’incident(3) � Un fichier de données éventuel sur lequel l’incident a été détecter***(4)
***dans l’exemple pris, le FI-184.zip, contient la fiche la CATproduct, et les CATpart nécessaires
pour se retrouvé dans le cas d’incident qui seront transmis à la hotline.
Scénario rejoué >>bug constaté
J’ai ainsi testé l’ensemble des cas « non clos » disponibles dans la base Excel pour m’assurer de leur validité sur les dernières Releases CATIA(m’assurer en fait que le bug n’a pas été corrigé depuis leur déclaration en me rejouant les scénarios) .Après avoir recensé les nouveaux incidents détectés durant ma présence sur le site de Villaroche (incident d’ailleurs provenant de tous les sites de Snecma moteurs : la base est commune a la société entière ), assurée la créations de leur fiches de suivi, leur traduction (en effet la hotline des DEFECT ne communique qu’en anglais !) leur expédition , validé les réponses DS retourné , et avoir

Brice Gonier – Version 3_27/09/04
21
transféré les incidents sur le Lotus Notes, l’objectif du stage a été atteint. Aussi il est à noter que, afin que mon travail soit profitable à l’entreprise, j’ai du
trouver un accord de fonctionnement à propos de la gestion de ces defects et de leur référencement, notamment avec le site de Corbeil, (site le plus actif sur les dernières déclarations d’incidents) :en effet de manière à ce que la base reste cohérente (éviter les doublons de référence par exemple) nos actions devaient être inéluctablement coordonnées.
Du fait de cette mise à jour sur des incidents qui touchent les différents domaines de compétences CATIAV5 (étude, fabrication, maquette numérique,..) , j’ai été confronté a des fonctionnalités CATIAV5 que je ne connaissais pas notamment le module d’usinage et celui de simulation de déplacement de pièces, deux ateliers sur lesquels je m’ étendrai.
Brice Gonier – Version 3_27/09/04
22
4 LA COMMANDE NUMERIQUE ET CATIA V5 – CAS TEST
4.1 PRESENTATION DU MODULE PRINCIPAL D’USINAGE
La fabrication commande numérique permet de définir et de gérer des programmes de commande numérique (CN) dédiés à l'usinage de pièces à partir de composants 3D filaires ou de géométrie solide, grâce à des techniques d'usinage de 2,5 à 5 axes.
Ce module associe donc aux méthodes de conception proposées par CATIA V5 un environnement de fabrication pour répondre aux besoins de programmation des machines a usiner. Il permet de découvrir tout le procédé de fabrication, depuis le trajet outil (source APT) jusqu'aux données CN.
Pour résumer, grâce a CATIA, je peux, une fois ma pièce en 3D dessinée, la découper dans un brut grâce aux machines dont j’aurais développé la commande a partir d’un atelier NC Manufacturing Infrastructure.
Voici un diagramme qui retrace le procédé de fabrication d’une pièce sous CATIAV5
Brice Gonier – Version 3_27/09/04
23
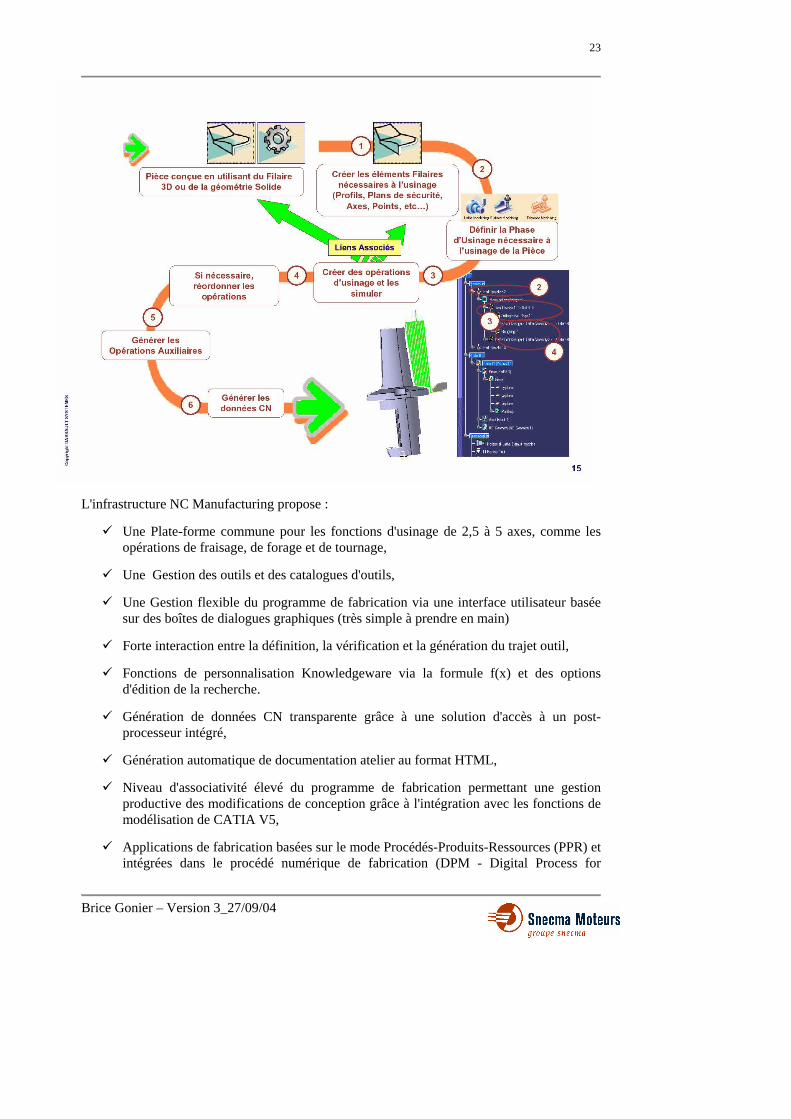
L'infrastructure NC Manufacturing propose :
� Une Plate-forme commune pour les fonctions d'usinage de 2,5 à 5 axes, comme les opérations de fraisage, de forage et de tournage,
� Une Gestion des outils et des catalogues d'outils,
� Une Gestion flexible du programme de fabrication via une interface utilisateur basée sur des boîtes de dialogues graphiques (très simple à prendre en main)
� Forte interaction entre la définition, la vérification et la génération du trajet outil,
� Fonctions de personnalisation Knowledgeware via la formule f(x) et des options d'édition de la recherche.
� Génération de données CN transparente grâce à une solution d'accès à un post-processeur intégré,
� Génération automatique de documentation atelier au format HTML,
� Niveau d'associativité élevé du programme de fabrication permettant une gestion productive des modifications de conception grâce à l'intégration avec les fonctions de modélisation de CATIA V5,
� Applications de fabrication basées sur le mode Procédés-Produits-Ressources (PPR) et intégrées dans le procédé numérique de fabrication (DPM - Digital Process for

Brice Gonier – Version 3_27/09/04
24
Manufacturing).
Voici l’interface graphique de l’atelier de commande numérique(cf. photo ci dessous) : on remarque la multitudes des procédé d’usinage et les options avancées proposées ;j’ai mis en évidence les icônes dont je me suis le plus souvent servi, à savoir tout ce qui concerne la création de phases d’usinage et de programme de fabrication, la génération de code APT et la visualisation vidéo (en effet l’essentiel des incidents que j’ai testés correspondait à des représentations vidéos défectueuses et à des défauts dans la génération des trajets d’outils)
Interface de CN sur CATIA V5
**il est important de noter que l’arbre du module s ‘appuie sur une architecture Processus/produit/Ressources qui a l’avantage d’être partagée sous CATIA par toutes les opérations de fabrication (robotique, peinture, soudure, etc..) et où dans :
Brice Gonier – Version 3_27/09/04
25
� Processus : on retrouve tous les entités CN crées par l’utilisateur (toutes les phases
d’usinage) � Produit :il y a les pièces utilisées pour l’usinage :Pièce, Brut, brides, éléments
géométriques pour l’usinage (table d’usinage,…) � Ressources : toutes les machines et outils pour les différentes phases d’usinage.
4.2 EXEMPLES DE CAS ETUDIES RELATIFS A LA COMMANDE NUME RIQUE
La plupart des derniers incidents relevés a SNECMA moteurs sont relatifs a ce module, nouveauté V5 dont on doit plus que jamais s’assurer de son opérabilité.
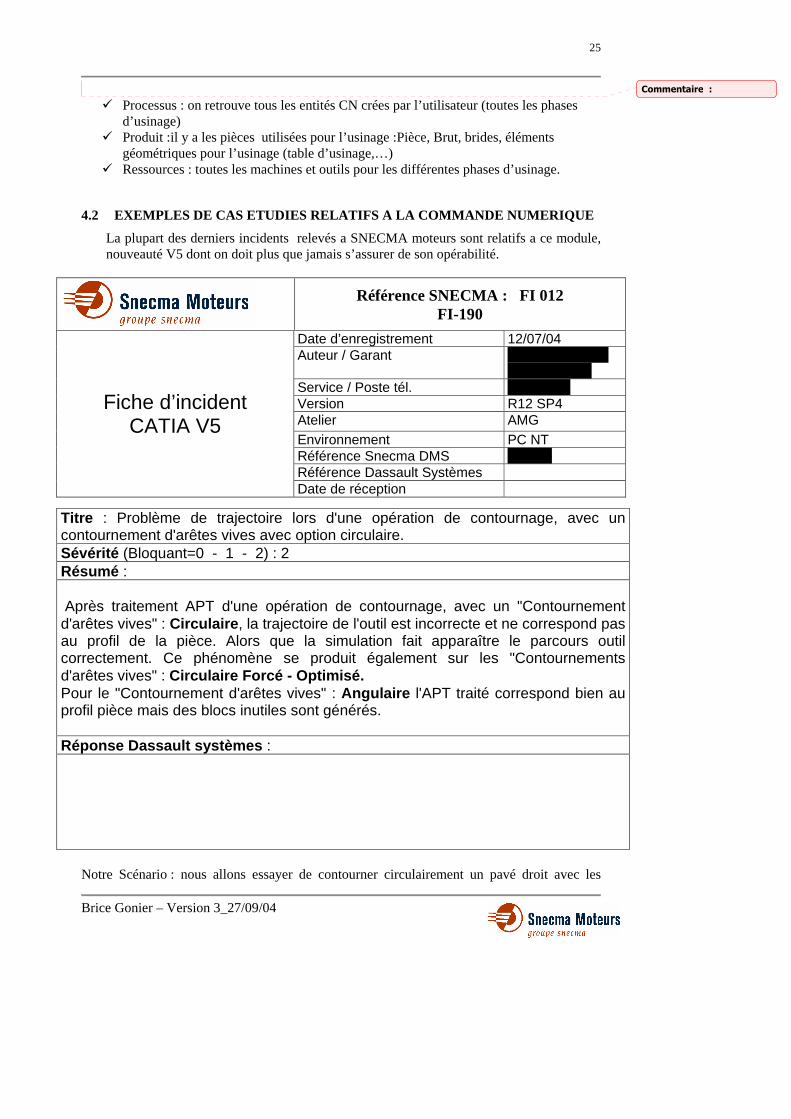
Référence SNECMA : FI 012 FI-190
Date d’enregistrement 12/07/04 Auteur / Garant JF. LE FOULON
C. GEFFROY Service / Poste tél. (52) 88.68 Version R12 SP4 Atelier AMG Environnement PC NT Référence Snecma DMS FA 300 Référence Dassault Systèmes
Fiche d’incident CATIA V5
Date de réception
Notre Scénario : nous allons essayer de contourner circulairement un pavé droit avec les
Titre : Problème de trajectoire lors d'une opération de contournage, avec un contournement d'arêtes vives avec option circulaire. Sévérité (Bloquant=0 - 1 - 2) : 2 Résumé : Après traitement APT d'une opération de contournage, avec un "Contournement d'arêtes vives" : Circulaire , la trajectoire de l'outil est incorrecte et ne correspond pas au profil de la pièce. Alors que la simulation fait apparaître le parcours outil correctement. Ce phénomène se produit également sur les "Contournements d'arêtes vives" : Circulaire Forcé - Optimisé. Pour le "Contournement d'arêtes vives" : Angulaire l'APT traité correspond bien au profil pièce mais des blocs inutiles sont générés. Réponse Dassault systèmes :
Commentaire :

Brice Gonier – Version 3_27/09/04
26
outils que CATIAV5 propose
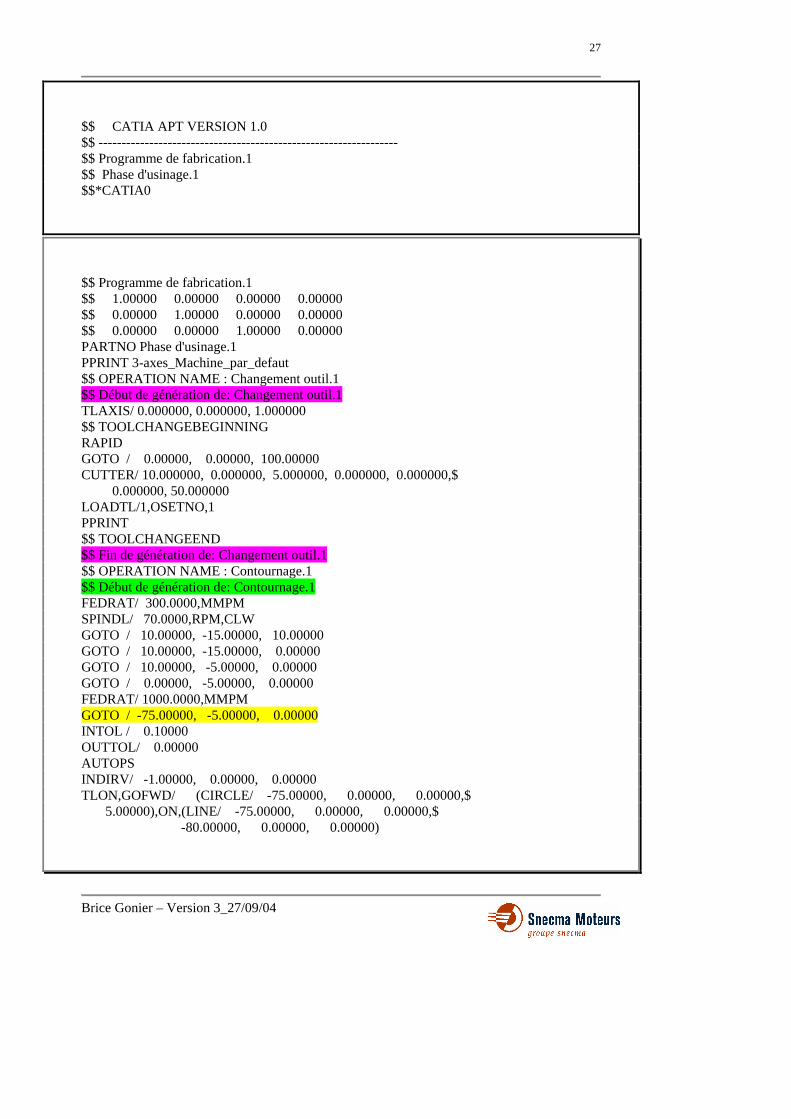
Contournage avec option circulaire Glossaire On constate que là, le parcours d’usinage représenté a l’écran est bon, il est bien parallèle au profil pièce alors que l’APT généré ne l’est pas ; En lançant la génération j’obtiens :
$$ ----------------------------------------------------------------- $$ Généré le mardi 24 août 2004 16:14:11
Brice Gonier – Version 3_27/09/04
27
$$ CATIA APT VERSION 1.0 $$ ----------------------------------------------------------------- $$ Programme de fabrication.1 $$ Phase d'usinage.1 $$*CATIA0
$$ Programme de fabrication.1 $$ 1.00000 0.00000 0.00000 0.00000 $$ 0.00000 1.00000 0.00000 0.00000 $$ 0.00000 0.00000 1.00000 0.00000 PARTNO Phase d'usinage.1 PPRINT 3-axes_Machine_par_defaut $$ OPERATION NAME : Changement outil.1 $$ Début de génération de: Changement outil.1 TLAXIS/ 0.000000, 0.000000, 1.000000 $$ TOOLCHANGEBEGINNING RAPID GOTO / 0.00000, 0.00000, 100.00000 CUTTER/ 10.000000, 0.000000, 5.000000, 0.000000, 0.000000,$ 0.000000, 50.000000 LOADTL/1,OSETNO,1 PPRINT $$ TOOLCHANGEEND $$ Fin de génération de: Changement outil.1 $$ OPERATION NAME : Contournage.1 $$ Début de génération de: Contournage.1 FEDRAT/ 300.0000,MMPM SPINDL/ 70.0000,RPM,CLW GOTO / 10.00000, -15.00000, 10.00000 GOTO / 10.00000, -15.00000, 0.00000 GOTO / 10.00000, -5.00000, 0.00000 GOTO / 0.00000, -5.00000, 0.00000 FEDRAT/ 1000.0000,MMPM GOTO / -75.00000, -5.00000, 0.00000 INTOL / 0.10000 OUTTOL/ 0.00000 AUTOPS INDIRV/ -1.00000, 0.00000, 0.00000 TLON,GOFWD/ (CIRCLE/ -75.00000, 0.00000, 0.00000,$ 5.00000),ON,(LINE/ -75.00000, 0.00000, 0.00000,$ -80.00000, 0.00000, 0.00000)

Brice Gonier – Version 3_27/09/04
28
GOTO / -80.00000, 150.00000, 0.00000 INDIRV/ 0.00000, 1.00000, 0.00000 TLON,GOFWD/ (CIRCLE/ -75.00000, 150.00000, 0.00000,$ 5.00000),ON,(LINE/ -75.00000, 150.00000, 0.00000,$ -75.00000, 155.00000, 0.00000) GOTO / 0.00000, 155.00000, 0.00000 INDIRV/ 1.00000, 0.00000, 0.00000
TLON,GOFWD/ (CIRCLE/ 0.00000, 150.00000, 0.00000,$ 5.00000),ON,(LINE/ 0.00000, 150.00000, 0.00000,$ 5.00000, 150.00000, 0.00000) GOTO / 5.00000, 0.00000, 0.00000 FEDRAT/ 1000.0000,MMPM GOTO / 5.00000, -10.00000, 0.00000 GOTO / 15.00000, -10.00000, 0.00000 GOTO / 15.00000, -10.00000, 10.00000 $$ Fin de génération de: Contournage.1 SPINDL/OFF REWIND/0 END
En plaçant les coordonnées sur un plan afin de visualiser la trajectoire générée on
obtient le parcours suivant (en vert)

Brice Gonier – Version 3_27/09/04
29
Lorsque je reproduis le même scénario en optant pour un coutournement circulaire forcé optimisé, le résultat reste incohérent. Cet incient est considéré bloquant , la fonctionnalité est inutilisable.
$$ ----------------------------------------------------------------- $$ Généré le mercredi 25 août 2004 14:02:11 $$ CATIA APT VERSION 1.0 $$ ----------------------------------------------------------------- $$ Programme de fabrication.1 $$ Phase d'usinage.1 $$*CATIA0 $$ Programme de fabrication.1 $$ 1.00000 0.00000 0.00000 0.00000 $$ 0.00000 1.00000 0.00000 0.00000 $$ 0.00000 0.00000 1.00000 0.00000 PARTNO Phase d'usinage.1 PPRINT 3-axes_Machine_par_defaut $$ OPERATION NAME : Changement outil.1 $$ Début de génération de: Changement outil.1 TLAXIS/ 0.000000, 0.000000, 1.000000 $$ TOOLCHANGEBEGINNING RAPID GOTO / 0.00000, 0.00000, 100.00000 CUTTER/ 10.000000, 0.000000, 5.000000, 0.000000, 0.000000,$ 0.000000, 50.000000 LOADTL/1,OSETNO,1 PPRINT $$ TOOLCHANGEEND $$ Fin de génération de: Changement outil.1 $$ OPERATION NAME : Contournage.1 $$ Début de génération de: Contournage.1 FEDRAT/ 300.0000,MMPM SPINDL/ 70.0000,RPM,CLW GOTO / 10.00000, -15.00000, 10.00000 GOTO / 10.00000, -15.00000, 0.00000 GOTO / 10.00000, -5.00000, 0.00000 GOTO / 0.00000, -5.00000, 0.00000 FEDRAT/ 1000.0000,MMPM GOTO / -75.00000, -5.00000, 0.00000 GOTO / -80.00000, -5.00000, 0.00000
GOTO / -80.00000, 0.00000, 0.00000
Brice Gonier – Version 3_27/09/04
30
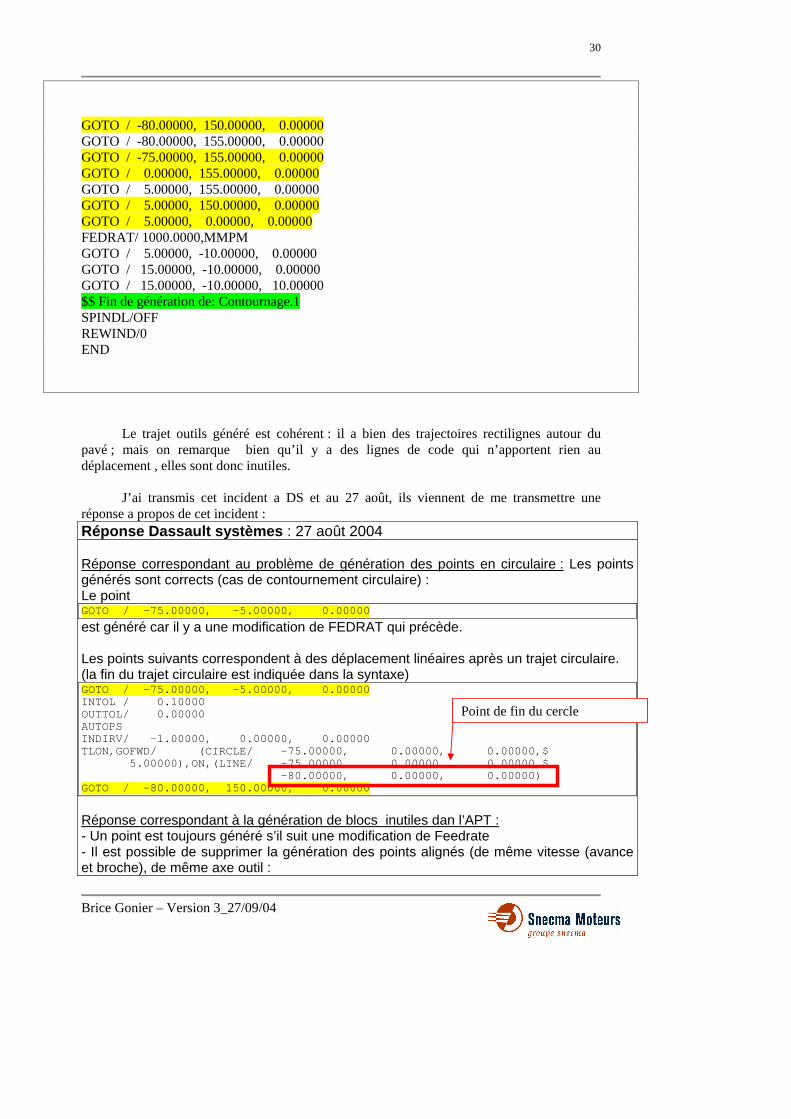
GOTO / -80.00000, 150.00000, 0.00000 GOTO / -80.00000, 155.00000, 0.00000 GOTO / -75.00000, 155.00000, 0.00000 GOTO / 0.00000, 155.00000, 0.00000 GOTO / 5.00000, 155.00000, 0.00000 GOTO / 5.00000, 150.00000, 0.00000 GOTO / 5.00000, 0.00000, 0.00000 FEDRAT/ 1000.0000,MMPM GOTO / 5.00000, -10.00000, 0.00000 GOTO / 15.00000, -10.00000, 0.00000 GOTO / 15.00000, -10.00000, 10.00000 $$ Fin de génération de: Contournage.1 SPINDL/OFF REWIND/0 END
Le trajet outils généré est cohérent : il a bien des trajectoires rectilignes autour du pavé ; mais on remarque bien qu’il y a des lignes de code qui n’apportent rien au déplacement , elles sont donc inutiles. J’ai transmis cet incident a DS et au 27 août, ils viennent de me transmettre une réponse a propos de cet incident : Réponse Dassault systèmes : 27 août 2004 Réponse correspondant au problème de génération des points en circulaire : Les points générés sont corrects (cas de contournement circulaire) : Le point GOTO / -75.00000, -5.00000, 0.00000
est généré car il y a une modification de FEDRAT qui précède. Les points suivants correspondent à des déplacement linéaires après un trajet circulaire. (la fin du trajet circulaire est indiquée dans la syntaxe) GOTO / -75.00000, -5.00000, 0.00000 INTOL / 0.10000 OUTTOL/ 0.00000 AUTOPS INDIRV/ -1.00000, 0.00000, 0.00000 TLON,GOFWD/ (CIRCLE/ -75.00000, 0.00000, 0.00000,$ 5.00000),ON,(LINE/ -75.00000, 0.00000, 0.00000,$ -80.00000, 0.00000, 0.00000) GOTO / -80.00000, 150.00000, 0.00000
Réponse correspondant à la génération de blocs inutiles dan l’APT : - Un point est toujours généré s’il suit une modification de Feedrate - Il est possible de supprimer la génération des points alignés (de même vitesse (avance et broche), de même axe outil :
Point de fin du cercle

Brice Gonier – Version 3_27/09/04
31
utiliser l’option disponible à partir de la R14GA dans le panel de génération des sorties
Avant la R14, il est possible d’obtenir le même résultat en valuant une variable d’environnement : set MFG_CATMFG_REMOVEUSELESSALIGNEDPTS =1
A priori, nos soucis venaient de la méconnaissance de certaines règles de CATIAV5 dans la génération des CN (génération du point après changement de FEDERAT) et d’options disponibles (valuation des variables d’environnement).
Après m’être renseigné auprès des spécialistes de l’usinage, l’incident est considéré comme clos.
Si la majorité des incidents été liés à l’usinage et m’a permis ainsi de me familiariser
avec cet altelier, j’ai été confronté à d’autre type de bug qui m’ont entraîné à me pencher sur des fonctionnalités dont je ne soupçonnais l’existence, notamment celle d’évitement de collision :je présenterai alors le module auquel cette fonction est rattachée le DMU fitting simulator, avant de m’ étendre sur un cas d’évitement que j’ai traité.

Brice Gonier – Version 3_27/09/04
32
5 LA MAQUETTE NUMERIQUE ET CATIAV5-CAS TEST
Dans un premier temps je vous présente succinctement la maquette numérique, son utilité d’autant plus que au même titre que « CATIA V5 »» , elle constitue un « sous projet » Aqcord2+ à part entière
5.1 QU’ES CE QUE LA MAQUETTE NUMERIQUE ?
La maquette numérique est un environnement informatique, associé à un ensemble de processus et d’outils de CFAO permettant de produire directement en 3D. Plus simplement, à la SNECMA ce sera un modèle 3D complet du moteur visualisable a tout moment par les intervenants. Historiquement à la Snecma la maquette numérique est née avec le GE-90 et le CFM56-7 ; en effet l’entreprise utilisait jusque là des maquettes physiques pour placer les équipements(tuyauterie, banane,..) mais du fait des fort délais (envoyer la maquette physique a Cincinnati, etc.…) le projet de maquette numérique est lancé. Ainsi on s’appuie sur la maquette numérique en tant que produit virtuel pour pouvoir y ajouter les équipements et permettre une communication plus aisée entre les intervenants ;mais d’autres fonctionnalités ont été développées avec ce nouveau produit : la production pourra s’appuyer sur cette maquette pour pouvoir notamment créer des gammes de montage(le marketing pour ses plaquettes,..) On peut dire alors pour résumer que la maquette numérique vise essentiellement la productivité en réduisant les coûts et les délais. Mais grâce à ces outils impliquant aussi bien les donneurs d’ordres, les sous-traitants et même les clients, la maquette numérique préfigure la notion d’entreprise étendue.
5.2 PRESENTATION DU DMU FITTING SIMULATION DE CATIAV5
La maquette numérique dans CATIAV5 se décompose en cinq ateliers : � L’atelier DMU Navigator est utilisé pour des revues de projets orientées
procédés maquettes numériques � L’atelier DMU Space Analysis est un produit de CAO indépendant dédié à
l’analyse avancée d’interférences, ainsi qu’à la réalisation de sections, de mesures et de comparaisons.
� L’atelier DMU Fitting simulation est un logiciel permettant de simuler les déplacements de pièces en vue de leur assemblage et de leur maintenance.
� L’atelier DMU Kinematics est un produit de CAO indépendant dédié à la simulation de déplacement cinématique d’assemblage.
� L’atelier DMU Optimizer est utilisé pour améliorer la productivité de l’utilisateur en calculant une représentation optimisée des données.
Je m’étendrais sur le DMU Fitting simulation car les outils que j’ai utilisé sont liés a cet atelier. Comme je l’ai signalé précédemment, DMU Fitting Simulator permet de simuler les

Brice Gonier – Version 3_27/09/04
33
déplacements de pièces en vue de leur montage/démontage ;donc il permet de définir des procédures de montage et de démontage, et donc de valider l'assemblage du produit et sa maintenance au stade de la conception.
Typiquement, voici un arbre de spécifications en Fitting ,
on voit apparaître des entités comme trajet, interférence, navette (voir glossaire) qui sont les éléments de base de cet atelier.
5.3 ETUDE DE CAS : EVITEMENT DE COLLISION

Brice Gonier – Version 3_27/09/04
34
Ici je vous présente un cas simple que j’ai eu a traiter faisant un minimum appel au DMU fitting simulator ; il m’a permis de me familiariser avec les outils navette/trajet ainsi que leur déclaration ; de mieux comprendre la notion d’évitement de collision.
5.3.1 L ’EVITEMENT DE COLLISION
La fonction Evitement de collision permet essentiellement de rechercher un premier chemin d'accès, d'affiner un chemin d'accès défini de manière approximative(manuellement), de définir le chemin d'accès manuellement lorsque le délai d'affichage de l'assemblage est trop long, ou d'effectuer des vérifications automatiques en mode batch.
Dans la pratique lorsqu’on utilise CATIA cette trajectoire peut être plus ou moins
précise en réglant quelques paramètres (tout dépend de la mémoire qu’on a), ainsi on peut jouer sur le pas du calcul, sur l’angle de rotation de la navette (si par exemple je déplace un verre d’eau: que l’eau ne tombe pas en limitant l’angle), on peut même lisser la trajectoire calculée pour un trajet simplifié :
Catia mous permet de visualiser ces trajectoires aussi
Afin de me familiariser avec l’outil et de l’illustrer j’ai simulé un franchissement d’obstacle par une bille avec un trajet initial heurtant cet obstacle :

Brice Gonier – Version 3_27/09/04
35
- en blanc j’ai le trajet que j’ai créé - en orange la trajectoire en appliquant un évitement de collision linéaire
En essayant un évitement sur le cas classique d’une bille face a un obstacle, j’obtiens le résultat suivant :
si je lisse, j'obtient, toujours en orange :
L’intérêt de cet outil pour tout ce qui est détermination de procédure de montage saute ici aux yeux (mise en place d’une pièce dans un assemblage sans heurter les autres par exemple).
5.3.2 CAS D’ETUDE

Brice Gonier – Version 3_27/09/04
36
FICHE D’EXPRESSION DE BESOIN CATIA V5
R E F E R E N C E S N E C M A : F E B - 1 8 5
T I T R E : P r o b l è m e d e g e s t i o n d e s p a r a m è t r e s d a n s l ’ é v i t e m e n t d e c o l l i s i o n P R I O R I T E : 1
D e s c r i p t i o n d é t a i l l é e d e l a d e m a n d e : Dans l’outil évitement de collision on peut gérer les paramètres de plus petit détail, de pas en translation et de gain en rotation : - de façon automatique avec le choix de trois options de « pas » : petit, moyen ou grand, - de façon autonome en se mettant en « pas » avancé. C’est dans la deuxième façon de gestion que le problème intervient. Les paramètres que fixent l’utilisateur ne sont pas pris en compte lors du lancement de l’application. Les paramètres prennent comme valeurs les dernières connues, c’est à dire soit les valeurs en « pas » petit, moyen ou grand. On se rend compte de ce problème en stoppant l’application en cours de calcul.
S c é n a r i o : Nous avons essayé de faire passer une sphère de diamètre 20 mm dans un tube creux de diamètre intérieur 21 mm. Pour cela on défini un trajet de la sphère dans l’espace pour qu’il passe à travers le tube et qu’il y ai le moins de collisions possible.
On lance ensuite l’évitement de collision sur ce trajet en se mettant dans deux cas :

Brice Gonier – Version 3_27/09/04
37
(i) dans l’onglet basique en « Pas = petit » et « taille de la boite d’encombrement = chemin »,
(ii) dans l’onglet : - basique en « Pas = avancé » - avancé, nous avons défini les valeurs des différents paramètres.
Enfin, on stoppe le calcul en cours et on regarde si les valeurs des paramètres n’ont pas changé. Fenêtre après calcul interrompu dans le 1er cas Fenêtre après calcul interrompu dans le 2ème cas
F i c h i e r d e d o n n é e s : L e s f i c h i e r s u t i l i s é s s o n t l e s s u i v a n t : - s p h e r e . C A T P a r t - t u b e . C A T P a r t - t e s t _ p o u r _ p b _ e v i t e m e n t _ c o l l i s i o n . C A T P r o d u c t
Pour me rejouer ce scénario, j’ai appliqué un trajet à ma bille que j’ai défini en navette Une navette est un jeu de produits définis de manière explicite par la sélection individuelle des produits.

Brice Gonier – Version 3_27/09/04
38
Je définie la trajectoire de que je veux imposer à la bille grâce a la commande
« trajet » qui me permet d’enregistrer ce déplacement en lançant un « enregistrement » sur le trajet.
Ensuite je lance mon évitement de collision sur ce trajet ainsi pour obtenir ma trajectoire sans collision.
L’essentiel des incidents ayant été actualisé, La Snecma recevant en prêt trois
nouvelles licences CATIAV5, il m’a alors été demander de les tester et d’en rédiger des petits guides d’utilisations dégageant les fonctionnalités principales de l’outils.
Je vous présenterai alors dans cette dernière partie ces nouveaux ateliers et les
conclusions tirées de ces tests.
39
Brice Gonier – Version 3_27/09/04
6 MA MISSION COMPLEMENTAIRE : LICENCES FR1/DL1/HA1
Afin de satisfaire aux besoins de la société (notamment pour la production et la qualité), SNECMA a obtenu le prêt de 3 licences pour CATIA V5, des sortes de plugins métier que l’on peut rajouter pour provoquer la mise en place de nouvelles fonctions CATIA V5. Ainsi Dassault S a prêté :
� DEVELELOP SHAPES : outils pour restituer des développé de surfaces � HEALING ASSISTANT : outils d’analyse et de réparation de surfaces. � FEATURE RECOGNITION : outils de reconnaissance des fonctions
technologiques de bases. Afin que ces prêts soi constructifs des procédures d’évaluation s doivent être mises en
place ; alors j’ai été chargé de tester et de dégager les fonctionnalités majeures de ces 3 modules.
Mon premier contact avec ces nouveaux ateliers a été effectif lors de la réunion
organisé a cet effet à laquelle j’ai été convié : un représentant Dassault est venu présenté au personnel technique du plateau outils ou/et aux représentants des filières concernés les solution dors et déjà fonctionnelles en R12 mais aussi présenté les évolutions proposés sur les dernières releases et celle avenir a propos de ces workbench. Ainsi, j’ai été mis ai fait des offres Dassault et des attentes SNECMA.
6.1 DL1: DEVELOP SHAPES
Cette licence permet de :
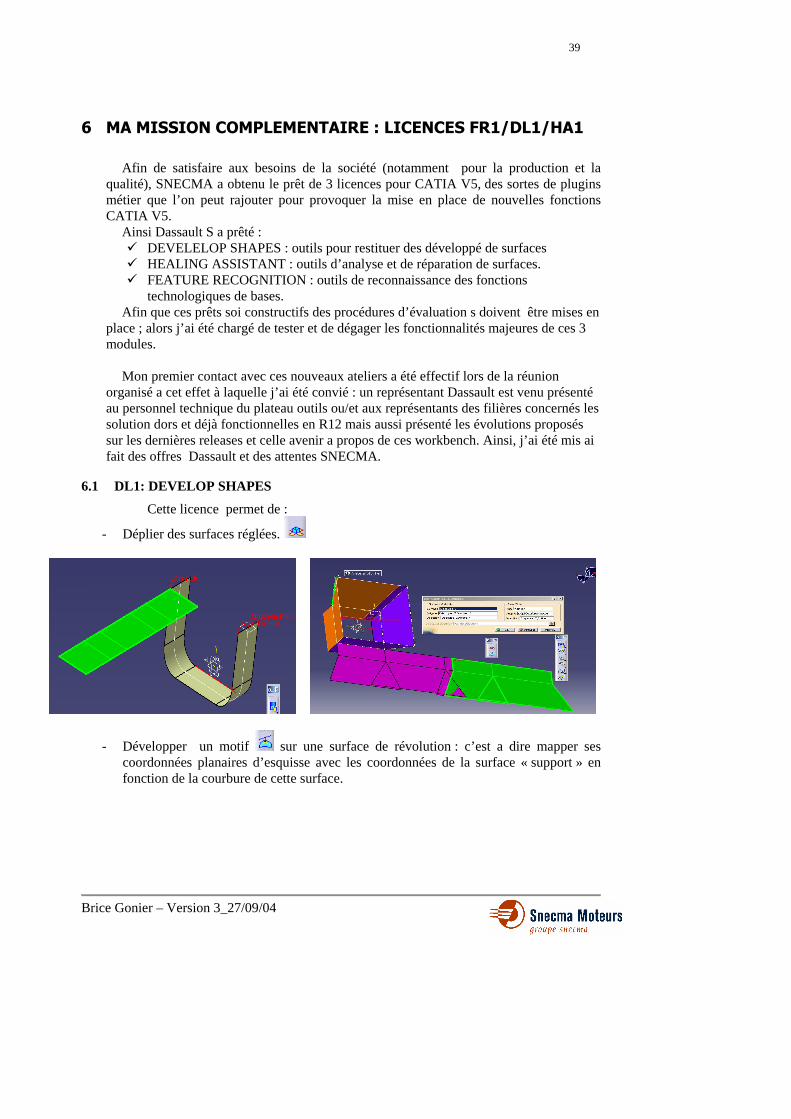
- Déplier des surfaces réglées.
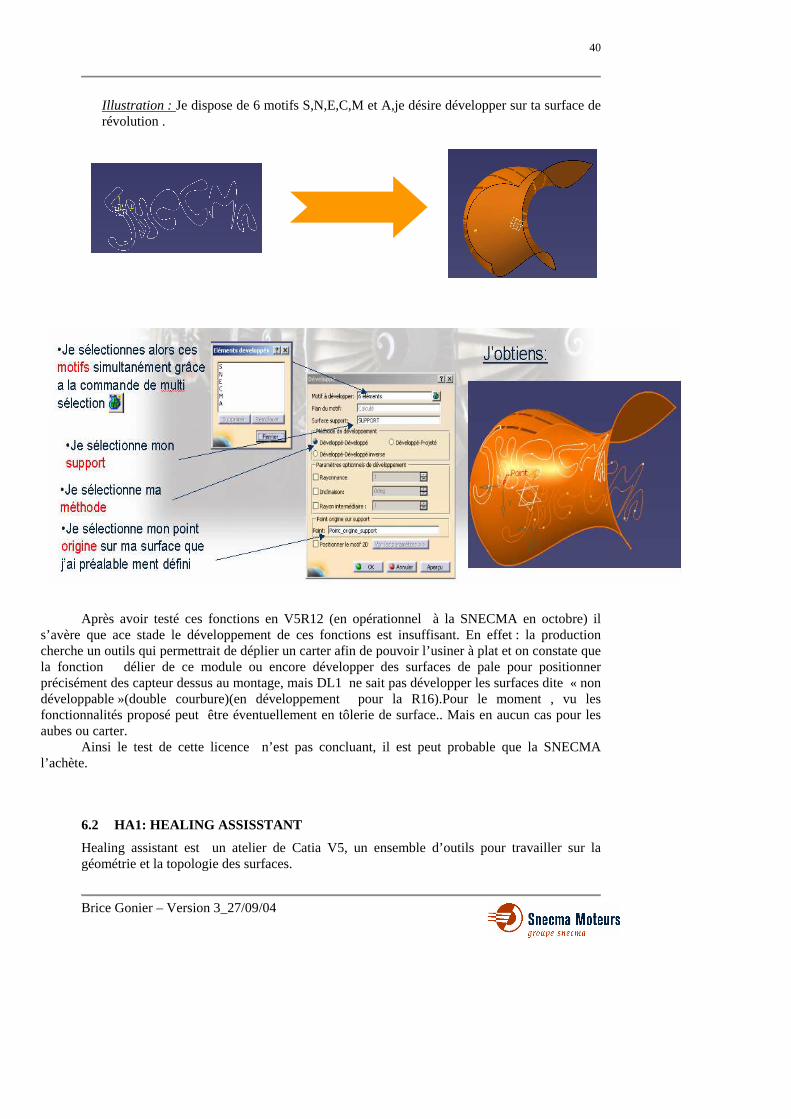
- Développer un motif sur une surface de révolution : c’est a dire mapper ses coordonnées planaires d’esquisse avec les coordonnées de la surface « support » en fonction de la courbure de cette surface.
Brice Gonier – Version 3_27/09/04
40
Illustration : Je dispose de 6 motifs S,N,E,C,M et A,je désire développer sur ta surface de révolution .
Après avoir testé ces fonctions en V5R12 (en opérationnel à la SNECMA en octobre) il
s’avère que ace stade le développement de ces fonctions est insuffisant. En effet : la production cherche un outils qui permettrait de déplier un carter afin de pouvoir l’usiner à plat et on constate que la fonction délier de ce module ou encore développer des surfaces de pale pour positionner précisément des capteur dessus au montage, mais DL1 ne sait pas développer les surfaces dite « non développable »(double courbure)(en développement pour la R16).Pour le moment , vu les fonctionnalités proposé peut être éventuellement en tôlerie de surface.. Mais en aucun cas pour les aubes ou carter.
Ainsi le test de cette licence n’est pas concluant, il est peut probable que la SNECMA l’achète.
6.2 HA1: HEALING ASSISSTANT
Healing assistant est un atelier de Catia V5, un ensemble d’outils pour travailler sur la géométrie et la topologie des surfaces.

Brice Gonier – Version 3_27/09/04
41
Dans la pratique il permet : – de vérifier l’intégrité des surfaces (fissures, micro trous, lacunes de tangences, distance, ..) –De réparer les erreurs trouvées SNECMA voudrait acquérir ce produit dans le cadre du contrôle de la qualité des migrations (modeleur quelconque)->V5, voudrait contrer les micro trous , les fissures… qui pourraient se créer lors d’une migration de fichier. Il est à noter que dans ce domaine SNECMA a fait récemment l’acquisition d’un logiciel CAD IQ dans le cadre d’un service automatique de conversion de données CAO 3D entre plusieurs modeleurs. La qualité des modèles sources et cibles sont analysées afin d’assurer l’intégrité géométrique. Tous les tests effectuées dessus ne sont pas concluant ; i l’ensemble donc intéressant d’étudier la complémentarité des 2 logiciels
En résumé, cet atelier servira a vérifier que des pièces non crées sur V5 n’aient pas
besoin de réparations avant d’être employées (migrationV4_V5) Healing permet d’effectuer :
� Des vérifications topologiques (auto intersections, trous, faces fines)
� Des vérifications géométriques (distances, tangences, bords libres, etc.) � Des réparations géométriques et topologiques
En vérification Healing Assistant détecte les imperfections surfaciques des surfaces considérées et les isole dans un nouveau corps surfacique renommer en fonction du type d’anomalie recherché :
HA possède fournit des outils de réparation :

Brice Gonier – Version 3_27/09/04
42
� Permet d’assembler des surfaces et des courbes
� Combler des espaces entre des surfaces
� Améliorer la qualité des surfaces
� De lisser des courbes
Les testes effectués ont un résultat mitigé a ce stade des essais .en effet sur les cas étudié en se qui concerne la détection d’anomalies l’outils est fiable, cependant lorsqu’on entame une procédure de correction de ces anomalies, les résultats sont moins probant, même les démarche proposées n’aboutisse pas. Cependant de nouveau essais viendront appuyer ces tests ; en effet la qualité vient de répertorier une trentaine de cas issus de modeleur différents (sous-traitant, collaboration) où les conversions en V5 ont entraîné des erreurs géométriques, je suis chargé de les traiter sur la dernière semaine restante de mon stage. Aucune autre conclusion ne peut être tiré de ces tests pour le moment.
6.3 FR1: FEATURE RECOGNITION
Cet atelier permet de recréer localement un arbre des spécifications à partir d’un solide mort. Ainsi, il permet des modifications locales sur des pièces complexes.
Typiquement, cet outils devrait être utilisé dans le cadre des la migrations vers V5 pour pouvoir éventuellement apporter des petites modifications sur des entités migrées AS RESULT
La reconstruction de cet arbre passe par un processus de reconnaissance et de reconstruction des fonctions technologiques exécutées sur la pièce Aujourd’hui en V5R12SP4, Feature recognition permet de détecter manuellement:extrusion, Poche, Trou, Congé d’arrête, Chanfrein, révolution, Gorge, Opération booléenne, dépouille.
A ce jour , la licence n’a pas encore été installée donc ce n’est qu’en fonctions des exemples

Brice Gonier – Version 3_27/09/04
43
exposés en réunion que je peux me faire une idée ;cela étant dit, il est à noter que : � L’automatisation du processus de reconnaissance n’est qu’un objectif R15, jusque là,
la reconnaissance se fait manuellement, exemple : si la pièce comporte 300 trous ,300 cliques sont nécessaire pour recréer les entités dans l’arbre
� Cette reconnaissance se limites au fonction géométrique de bases (les répétitions, les contraintes,.. ne sont pas détectés)>>arbre complexe.
� Sur les cas testés lors de la réunion, l’outils semble adapté à des pièces prismatiques : les pièces de révolution entraîne des temps d’attente énorme.. voire le plantage du logiciel !!!

Brice Gonier – Version 3_27/09/04
44
7 CONCLUSION
Pour conclure, je voudrais d’abord insister sur l’aspect technique du stage. En effet durant mon séjour à la Snecma, non seulement j’ai pu mettre réellement en œuvre pour la première fois des connaissances acquises en cours (notamment pour CATIA V5 et ses ateliers de base(PartDesign, Assembly Design, Generative shape Design) mais surtout j’ai pu les approfondir en me trouvant de nouvelles situation face a de nouvelles situations, de nouveau scénario. Aussi, j’ai pu même me familiarisé avec des outils dont qui m’étaient inconnus(notamment les workbench AMG , DMU fitting simulation, Develop shapes, Feature recognition, Healing Assistant) et de mieux appréhender le rayon d’action de CATIAV5 : il propose en effet des solutions pour quasiment tous les métiers de l’industrie.
Du fait aussi de ma localisation sur le plateau outils du projet, rassemblant un personnel de forte compétence technique et constituant une « croisée » des métiers utilisant CATIA(en effet du personnel des différents bureau d’études, de la production ,de l’informatique s’y croisaient) j’ai pu réellement toucher du doigt ces métiers, l’ ampleur des forces techniques déployées pour le développement et la fabrication d’un moteur d’avions : des moyens considérables en métier , en ressources sont employés.
Aussi j’ai pu me rendre compte que j’avais négligé certain aspect de la mis en place d’un nouvel outils au sein de l’entreprise ;en effet, un changement de solution de conception et de fabrication assistées par ordinateur ne relève pas simplement d’une installation du nouveau logiciel. Pour que ce changement soit cohérent (c’est a dire qu’il rentre dans l’objectif du projet « améliorer le développement notamment avec une réduction des coûts et des cycles ») ,le savoir faire et les acquis de la société ne soient pas perdus et doivent être exploitable ; ainsi dans le cas présent que les données V4 soit comprises et exploitables par V5 sans erreurs(ce qui n’est pas si évident) .Il est clair aussi que le personnel doit être formé a ce nouveau logiciel :des méthodologies des formations doivent être mises en place tout en faisant face à une part certaines personnes « réfractaire » au changement(habitudes de travail, pas convaincu de l’apport de la conception 3D,..)ce qui ralentit le déploiement(ex : de nouveau programme on été commencé en V4 alors que la consigne V5 lancée, etc.) Et évidemment il faut qu’on s’assure que le logiciel soit effectivement opérationnel d’où une série de scénarios variés a tester dans les nombreux ateliers CATIA et ce suivi des incidents nécessaire sur lequel j’ai travaillé.
Je voudrais aussi parler de la relation client/offreur entre Snecma et Dassault Systèmes. En effet le secteur où j’ai effectué mon stage travaille en étroite collaboration avec Dassault Systèmes ; j’ai été marqué par cette relation, parce que plus que de regarder si le produit CATIA répond aux besoin de la Snecma, de nombreuses réunions entre salariés des deux entreprises sont organisées pour exprimer des besoins, des demandes d’évolutions, pour trouver des accords de développement et de financement. D’ailleurs j’ai eu la chance d’assister a une d’entre elle dans le cadre de prêt de licences pour essais a la Snecma, une expérience inédite pour moi.
Ainsi si ce stage m’a permis d’approfondir mes connaissances dans un secteur qui m’intéresse et dont j’aurai sans aucun doute à faire dans ma vie professionnelle : la CFAO, il m’a aussi initié a la Grande Entreprise, à son mode de fonctionnement, à l’ampleur des actions qui y sont mises en œuvre.

Brice Gonier – Version 3_27/09/04
45
8 GLOSSAIRE
A ALLER-RETOUR : Usinage pendant lequel un trajet est appliqué dans un sens, puis dans l'autre. ASSEMBLAGE : l'opération topologique dans laquelle des surfaces adjacentes peuvent être assemblées pour composer un élément AXE DE L'OUTIL : Ligne centrale de la fraise. AXE DE LA NAVETTE Position d'un axe particulier associé par convention à la navette. Cet axe, appelé axe de la navette, est choisi par le système au centre de la sphère qui englobe la navette. AQCORD :Plan d’amélioration société portant sur l’ Amélioration de la Qualité , des COûts et Réduction du Délai de développement et de l’industrialisation..
B BLESSURE : Zone de la pièce à usiner où l'outil a enlevé une trop grande quantité de matière. BRUT : Pièce de fabrication avant le début des différentes opérations d'une phase d'usinage. BE : Bureau d'études BPR : Business Process Re-engineering, démarche de réflexion menée en amont d’un projet pour modéliser les processus impactés en les optimisant selon différents critères (productivité, convergence avec un progiciel, etc).
C CATPart : Modèle 3D CATIA V5 CHAINE: Ensemble synchronisé et organisé de matériels, logiciels et de personnes en interaction mutuelle et en interaction avec l'environnement pour remplir une mission CHANGEMENT D'OUTIL : Commande auxiliaire du programme permettant de changer l'outil. CLASH Processus logique vérifiant si la navette et son environnement sont en intersection ou en contact. COLLISION : Processus logique vérifiant si la navette et son environnement sont en intersection ou en contact. COMPOSANT D'USINAGE : Instance d'un composant qui permet de représenter un volume de matière à enlever, un trièdre d'usinage, des valeurs de tolérance et autres attributs technologiques. Ces composants peuvent être des composants d'alésage ou de fraisage. CONCEPTION EN CONTEXTE Méthode de conception de modèle CAO directement dans l’assemblage définissant l’environnement proche de la pièce en cours de conception. Cette méthode permet de définir des éléments communs (filaires ou autres…) à plusieurs pièces de l’assemblage afin d’assurer

Brice Gonier – Version 3_27/09/04
46
une associativité géométrique forte des pièces de l’assemblage sur cet élément commun. CONCURRENT ENGINEERING : Conception en « ingénierie concourante ». Sous ce terme, on défini que l’associativité des modèles CATIA V5 entre eux permet de paralléliser certaines tâches du processus grâce à la gestion des liens entre les modèles par VPM (parallélisation d’activités B.E. et d’activités de méthodes d’industrialisation).
D DAM : Disque Aubagé Monobloc DECALAGE : Indique le déplacement virtuel d'un élément géométrique de référence lors d'une opération (par exemple, le décalage d'une poche vers un plan inférieur.) DESIGN EN CONTEXTE : Conception géométrique en tenant compte des interrelations et contraintes entre toutes les pièces de l’assemblage final. Voir Conception en contexte DISTANCE : Processus logique mesurant la distance minimale entre la navette et son environnement (considérés comme des entités géométriques).
E ENOVIA : Progiciel DS de gestion du cycle de vie des produits ÉPAISSEUR : Indique l'épaisseur de matière à enlever lors de l'usinage. ERD :Enhancement Request Development ERP :Enterprise Ressource Planning (domaine de la gestion d ’entreprise)
F FEB : Fiche d’expression de besoin FI : Fiche d’incident FRAISAGE EN AVALANT : Fraisage au cours duquel l'outil avance avec un mouvement rotatif descendant dans la matière. La plupart des copeaux de matière étant projetés derrière l'outil, la finition de surface ainsi obtenue est correcte. FRAISAGE EN OPPOSITION: Fraisage au cours duquel l'outil avance avec un mouvement rotatif ascendant dans la matière. La plupart des copeaux de matière étant rejetés autour de l'outil, la finition de surface ainsi obtenue est incorrecte. FRONTIERE : la limite topologique d'un espace de l'élément FPP : Fiche de Présentation de Problème (DAT)
G GDT : Gestion des Données Techniques ou Technologiques GROUPE : Entité regroupant plusieurs modèles. Cette entité est identifiée lors de la définition d'une navette, d'une distance et d'une collision.
I
Brice Gonier – Version 3_27/09/04
47
INSTRUCTION PP Instructions permettant de contrôler des fonctions auxiliaires à la relation outil-pièce. Elles peuvent être interprétées par un post-processeur spécifique. INTERFERENCE : Processus logique vérifiant si l'intersection de la navette avec son environnement (considérées comme des entités géométriques) est nulle.
K KM: Knowledge Management
L LISSAGE : action de corriger la géométrie des bords LOTUS NOTES : logiciel puissant universel permettant de travailler en groupe efficacement. Lotus Notes est conçu pour accomplir des tâches qui demandent habituellement toute une série d'applications. Lotus Notes combine la puissance d'Internet et la souplesse des bases de documents Notes. Notes élargit l'échange de messages et des données pour vous apporter toutes les informations qui vous sont utiles, qu'elles proviennent de documents Notes ou d'Internet :
Courrier électronique Agenda Listes En instance Carnet d'adresses Annuaires d'adresses Internet Navigation sur le Web Logiciel client pour le courrier Internet (IMAP ou POP) Forums Internet Certificats de sécurité
M MACRO D’APPROCHE (DE RETRAIT) Trajet défini pour approcher (éloigner) le point de départ (final) de l'opération. MACRO DE RETOUR Déplacement permettant d'établir des liaisons entre des trajectoires ou entre des niveaux. Ceci implique que l'outil se retire vers un plan de sécurité, qu'il entame une trajectoire linéaire dans ce plan, puis qu'il effectue une plongée à partir de ce plan. MANIPULATEUR : Editeur graphique permettant de positionner la navette. Il se compose de symboles et d'une boîte de dialogue. Ces symboles sont utilisés pour orienter les positions de la navette dans une direction particulière. MCN : Machine à Commande Numérique
N Navette Elément représentant l'objet d'un assemblage à monter ou à démonter. Il se compose d'un axe et d'une liste de modèles. La navette peut être déplacée pour simuler le montage ou le démontage de l'objet dans l'assemblage.

Brice Gonier – Version 3_27/09/04
48
O OPERATION DE FRAISAGE : Opération d'usinage 2,5 à 5 axes (ébauche, usinage de poches, surfaçage, contournage, etc.). OPERATION DE CONTOURNAGE : Opération de fraisage pendant laquelle l'outil se déplace selon une courbe et d'autres éléments possibles tout en respectant les limites géométriques définies par l'utilisateur et les paramètres de stratégie d'usinage OPERATION DE SURFAÇAGE : Opération pendant laquelle de la matière est enlevée en une seule coupe ou en plusieurs coupes axiales de même profondeur, selon une stratégie d'usinage prédéfinie. Les frontières de la zone plane usinée sont dites à traverser. OPERATION D'USINAGE : Contient toutes les informations nécessaires à l'usinage d'une pièce à partir d'une pièce de fabrication, ceci à l'aide d'un seul outil. .
P PATRAN : Mailleur mécanique PDM: Product Data Management PHASE D'USINAGE : Réunit toutes les opérations nécessaires à l'usinage d'une pièce, ceci grâce à un seul enregistrement de la pièce dans la machine. La phase d'usinage associe ces opérations aux brides correspondantes et aux entités de mise en place. PLAN DE SECURITE : Plan perpendiculaire à l'axe de l'outil dans lequel la pointe-outil peut se retirer ou rester à une certaine distance de garde de la pièce de fabrication, des brides ou de la machine. PPR : Procédés Produits Ressources.PM : Product Manager outil de PDM (Product Data Manager) qui supporte la gestion des articles et la gestion des nomenclatures en développement et en série. (Logiciel de la gamme ENOVIA) PPR : Produit Process Ressources PROCEDE DE FABRICATION : Définit l'ordre des phases d'usinage nécessaires à la fabrication de la pièce. PROCEDE D'USINAGE : Liste chronologique d'opérations d'usinage, d'instructions PP et de rotations d'usinage, le cas échéant. Cette liste peut être utilisée pour :
• Générer un sous-programme complet, ceci en définissant toutes les opérations d'usinage à partir des informations géométriques qui seront résolues lorsque le procédé d'usinage sera instancié dans un fichier CATProcess différent.
• Générer un sous-programme en définissant toutes les opérations d'usinage sans utiliser les informations géométriques telles que des composants de conception ou des composants géométriques de fabrication (réservé mode de paramétrage).
S SGDAO :Sytème de Gestion Documentaire Assisté par Ordinateur

Brice Gonier – Version 3_27/09/04
49
SGDT : Système de Gestion de Données Techniques de manière générale. Dans le cadre Snecma Moteurs, SGDT = solution PM (Product Manager). SIMULATION : Enregistrement et visualisation d'un scénario dans lequel une navette est démontée d'un assemblage en fonction de certaines contraintes, telles que les interférences. Lors de la définition et de la visualisation, il est possible d'effectuer une détection d’interférences et de mesurer la distance. SYSTEME DE GESTION DE DONNEES TECHNIQUES CATIA V5 : (GDT) Système qui définit, implémente et gère les fichiers générés par les ateliers du logiciel CATIA V5 à l’aide du logiciel VPM. Ce système permet de gérer aussi les liens entre les différents fichiers générés par les ateliers CATIA V5 et d’assurer les droits des différents acteurs sur les différentes données (voir définition P&O=People and Organization).
T TOLERANCE D’USINAGE :Différence maximale autorisée entre la valeur de trajet TOPOLOGIE : relation entre les éléments soustrait des mesures quantitatives exactes TRAJECTOIRE : Séquence d'emplacements formant la seule trajectoire à suivre par une navette. Une trajectoire peut être définie en créant des emplacements, puis être simulée/convertie. Lors de cette simulation, il est possible d'effectuer une détection d’interférences. TROU : distance ou l'angle mesurée entre deux surfaces Remplissage : l'action de remplir espace qui peut exister entre deux surfaces adjacentes TRAJET OUTIL Trajectoire suivie par le centre de la pointe-outil lors d'une opération d'usinage. TRIEDRE D'USINAGE : Trièdre d'usinage de référence dans lequel les coordonnées des
points du trajet outil sont données.
V VITESSE D'AVANCE : Vitesse à laquelle l'outil pénètre dans une pièce à usiner.
Elle est mesurée en unités linéaires ou angulaires (mm/min ou mm/tr, par exemple). VITESSE DE BROCHE Vitesse angulaire de la broche. Elle est mesurée en unités linéaires ou angulaires (par exemple, m/min ou tr/min). VPDM: Virtual Product Data Management VPM :Virtual Product Management, Virtual Product Model outil de VPDM (Virtual Product Data Manager) qui supporte les activités de conception et d’industrialisation, les activités de maquette numérique, les activités de calcul, la gestion des données associées et la gestion des processus en phase de développement.

Brice Gonier – Version 3_27/09/04
50
9 ANNEXES
Sommaire des annexes :
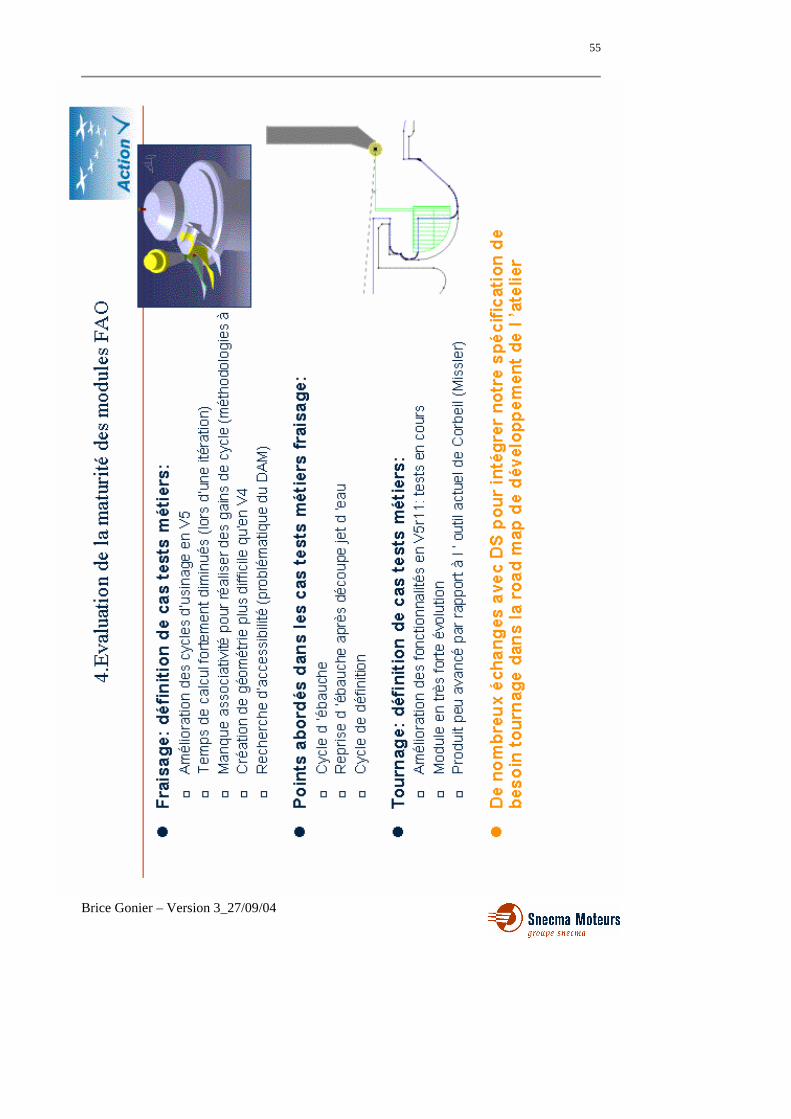
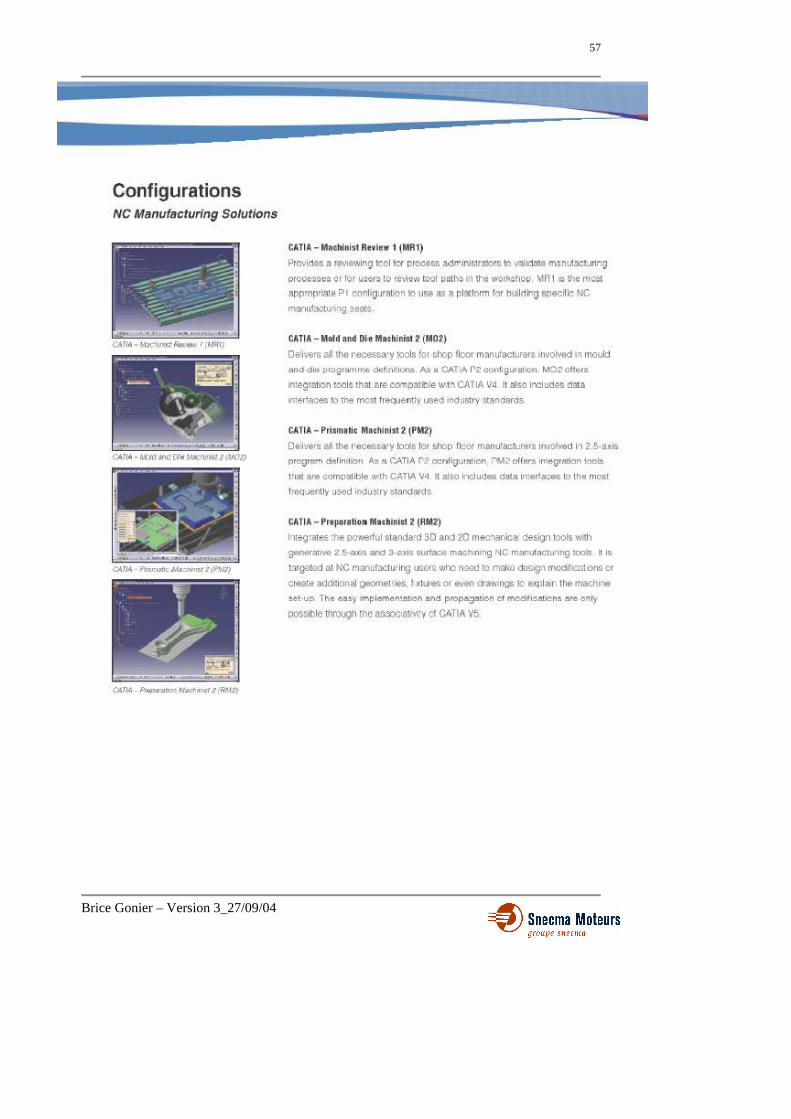
Planning global Outils AQCORD2+ Principes de déploiement progressif CATIA V5 Les principaux changements apportés par le projet Evaluation de la maturité des modules CFAO Paquette Dassault Systèmes sur l’atelier de commande numérique

Brice Gonier – Version 3_27/09/04
51

Brice Gonier – Version 3_27/09/04
52

Brice Gonier – Version 3_27/09/04
53

Brice Gonier – Version 3_27/09/04
54
Brice Gonier – Version 3_27/09/04
55

Brice Gonier – Version 3_27/09/04
56
Brice Gonier – Version 3_27/09/04
57

Brice Gonier – Version 3_27/09/04
58