psti-safety officer book
DESCRIPTION
A very useful book for diploma student who pursuing "Diploma in Industrial Safety and Fire Management".I have personally compiled this book for my students. Best of Luck!TRANSCRIPT

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 1 | P a g e
CHAPTER - 1
FUNDAMENTALS OF SAFETY
INTRODUCTION TO SAFETY
The term SAFETY is derived from Latin word “SALVOS” means “unharmed & healthy”. It is related to Person and Property. A person is supposed to be safe if he is unharmed and healthy from a potential hazard. Similarly when the property (machines, equipment, materials, buildings etc.) is in state of unharmed and healthy, the state is thus called SAFE.
KEY DEFINITIONS OF SAFETY
Safety : free from hazard which are exists in all unsafe activities and unsafe conditions is called as safe where as any method, technique or process which prevents or minimises the unwanted event which causes loss of some kind (injury, Property loss and environmental damage) is called as SAFETY.
Accident : Any unwanted, unforeseen and unplanned event which causes loss of some kind (injury, Property loss and environmental damage) is called Accident.
Incident : Any unwanted, unforeseen and unplanned event which have potential to cause an accident loss of some kind (injury, Property loss and environmental damage) is called Incident.
Hazard : Anything which have potential to harm in terms of loss of some kind is called Hazard.
Risk : Combination of likelihood and consequences of the harm is called Risk.
Acute effect : Short term exposure or one time exposure to a unsafe condition or hazardous condition which results injury or ill-health to a person is termed as Acute effect. This effect is reversible in nature i.e. person suffered from acute disease may be cured within a short period of time.
Chronic effect : Long term exposure or repeated exposure to a unsafe condition or hazardous condition which results injury or ill-health to a person is termed as Chronic effect. This effect is irreversible in nature i.e. person suffered from Chronic disease cannot be cured or take very long time period but not cured completely.
NEED OF SAFETY IN ANY ORGANISATION There are three basic reasons for implementing safety in any industries and that are:
A. Moral Responsibilities : We all have moral responsibility, not to harm anyone. This is ours or company’s moral responsibility to provide reasonable duty of care morally so that person can go back to their home in good physical and healthy condition.
B. Legal Obligation : due to legal obligation, abided by the Rules & Acts, industries are bounded to implement good health and safety in the premises.
C. Economic benefits : After an accident and dangerous occurrence too many cost incurred in terms of direct and indirect cost. To save this cost industries implements safety.
In other words we can say to avoid accidents, better quality control, zero defects, protection of environment, and most important protection of human being safety in industry is necessary.
Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 2 | P a g e
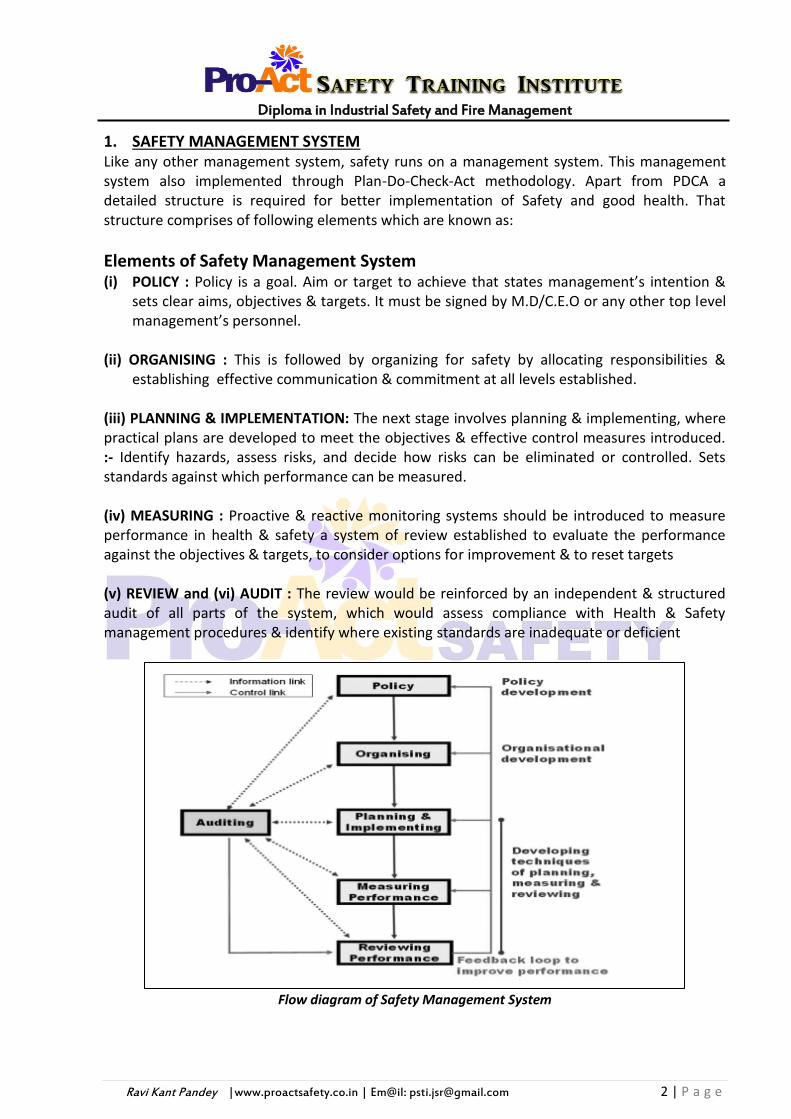
1. SAFETY MANAGEMENT SYSTEM Like any other management system, safety runs on a management system. This management system also implemented through Plan-Do-Check-Act methodology. Apart from PDCA a detailed structure is required for better implementation of Safety and good health. That structure comprises of following elements which are known as:
Elements of Safety Management System (i) POLICY : Policy is a goal. Aim or target to achieve that states management’s intention &
sets clear aims, objectives & targets. It must be signed by M.D/C.E.O or any other top level management’s personnel.
(ii) ORGANISING : This is followed by organizing for safety by allocating responsibilities &
establishing effective communication & commitment at all levels established. (iii) PLANNING & IMPLEMENTATION: The next stage involves planning & implementing, where practical plans are developed to meet the objectives & effective control measures introduced. :- Identify hazards, assess risks, and decide how risks can be eliminated or controlled. Sets standards against which performance can be measured. (iv) MEASURING : Proactive & reactive monitoring systems should be introduced to measure performance in health & safety a system of review established to evaluate the performance against the objectives & targets, to consider options for improvement & to reset targets (v) REVIEW and (vi) AUDIT : The review would be reinforced by an independent & structured audit of all parts of the system, which would assess compliance with Health & Safety management procedures & identify where existing standards are inadequate or deficient
Flow diagram of Safety Management System

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 3 | P a g e
What is a health and Safety policy:- A business plan or target to achieve the desired level
of the implemented safety objective of the organisation.
Objectives of policy:- to protect people from injury and ill-health, comply with legal
requirements and avoid prosecution and manage health and safety on a cost effective basis.
ELEMENTS OF POLICY
1) Statement of intent:- Which both demonstrates management’s commitment to health and safety and sets goals and objectives for the organisation.
2) Organisation:- The purpose of which is to identify health and safety responsibilities &
channels of communication within the company.
3) Arrangements:- which sets out in detail the systems and procedures that show how the policy is to be implemented.
Graphical diagram of “contents of a Policy”
ORGANISING Duties of Employers
1. A safe place of work 2. Safe work equipment and substances 3. Information, Instruction, Training and Supervision 4. Welfare provisions 5. Emergency procedures 6. Consultation with employees 7. Do not charge employees for health and safety measures
Duties of Employees 1. Do not endanger themselves and others 2. Co-operate with their employer 3. Consult with Employer 4. Report dangerous situations to Employer
Duties of Designers, Manufacturers and Suppliers 1. Ensure equipment is safe and without risks when being used
Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 4 | P a g e
2. Ensure substances are safe and without risks when being used 3. Carry out any necessary tests 4. Provide information 5. Take reasonable steps to provide further information if new serious risks appear
Responsibilities of Safety Advisors 1. Be properly trained and qualified 2. Maintain adequate information systems 3. Be able to interpret the law applying to their organisation 4. Establish and maintain procedures for reporting, investigating, recording and analysing
accidents and incidents 5. Be able to present their advice effectively
Relationships outside the organisation 1. The enforcing authority 2. Fire/rescue service 3. Insurance companies 4. Contractors 5. External consultants 6. Engineers 7. Equipment manufacturers and suppliers 8. Clients and customers 9. The police 10. Members of the public 11. The media
Client’s duties to when work being done by Contractors 1. To consider the risks to their own employees from the work 2. The risks to the Contractors employees from the Clients activities 3. Risks to the public and others from the work
Contractor’s duties 1. To consider the risks to their own employees from the work 2. The risks to the clients employees from their activities 3. Risks to the public and others from the work 4. To follow clients rules and procedures
Management of Contractors 1. Select a suitable contractor 2. Planning the job 3. Controlling contractors on site 4. Checking contractors work 5. Review contractors performance
Selecting a suitable Contractor 1. Experience of the type of work and industry 2. Suitable references

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 5 | P a g e
3. Enforcement record 4. Safety management such as Policy, risk assessments etc. 5. Accident and ill-health data 6. Membership of trade/professional bodies 7. Competence and training of employees 8. Arrangements for selection of sub-contractors 9. Arrangement for on-going liaison with clients
Contents of Arrangements Section of Policy 1. Risk assessments 2. Fire policy 3. Evacuation procedures 4. Safe systems of work 5. Permits to work 6. First aid policy 7. Display screen policy 8. Manual handling policy 9. Hazardous chemicals policy 10. Fork truck policy
In other words it can be says as follows:
1. Systems of work
2. Health & safety training, provision of PPE
3. Specific types of hazard (e.g. machinery, hazardous substances, manual handling, fire
etc.)
4. Control of contractors
5. Safety of visitors
6. Accident reporting & investigation procedures
7. First-aid facilities
8. Emergency procedures
9. Employee consultation & monitoring & review procedures.
10. Specify the frequency of the inspections & the form that they might take
11. Other data that would be collected (e.g. accident data) & the process of review, perhaps
by a safety committee
Review of Policy 1. Accidents 2. Incidents 3. New equipment 4. New staff 5. New technology 6. New premises 7. Changes in legislation 8. Accident investigation

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 6 | P a g e
9. Enforcement action 10. Prosecution 11. Compensation claims 12. Periodic review
Ineffective policies 1. No management commitment
2. No objectives set to implement policy
3. Health and safety not given priority
4. Resources not provided to implement action
5. Aims and intentions not understood by personnel
6. Too much emphasis on employee responsibilities
7. No measurement that objectives are being met
8. Management unaware of their health and safety role
9. No management training
Safety Program Elements The following safety program elements can help you get started towards making safety a priority for you and your employees.
1. Safety policy - Prepare a statement, signed by top management, identifying the responsibilities of management and employees for ensuring a safe workplace. Review this policy with all employees on an annual basis.
2. Accident Investigation and Near-Miss Program- Develop procedures for investigating all accidents and “near misses” (those incidents resulting in neither injury nor property damage).
3. General safety rules - Establish written minimum safety standards that apply to all employees and post them in areas where employees are sure to see them.
4. Safe operating procedures - Develop written guidelines for procedures and tasks involving recognized hazards.
5. Essential job functions - Develop a list of essential job functions for each job category (for employers with 15 or more employees). These lists help you properly place workers in jobs and assign injured workers to transitional duties.
6. Ergonomics program - Establish an ergonomics program designed to maximize productivity while reducing employee fatigue and discomfort. Educate employees about basic ergonomic principles and proper body mechanics.
7. Self-inspection programs - Inspect your workplaces regularly to detect unsafe acts and conditions. Keep an ongoing record of your findings.
8. Safety training program - Establish a written training program through which all employees learn about general safety rules, safe operating procedures, claims management principles, and ergonomic hazards.
9. Safety coordinator - Assign a coordinator who is responsible for implementing your company’s risk management program.
10. Substance abuse program - Establish a written substance abuse policy to include supervisory and employee education along with identifying an Employee Assistance Program.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 7 | P a g e
SAFETY COMMITTEE : Safety committee is a group of personnel whose member’s basic responsibilities are to maintain a good standard of health and safety inside and surroundings of the premises. A Safety committee should have competent personnel of different level and department as follows:
1. A personnel from the management (Chairperson) 2. A personnel from the Safety Department (Secretary) 3. Engineers 4. Managers 5. Supervisors 6. Safety Representative (from Worker) / Worker’s safety representative.
Safety Committees Agenda 1. Study of accident/incident statistics 2. Examination of audit reports 3. Reports from enforcing authorities 4. Reports from workers representatives 5. Assist in the development of policies/procedures 6. Monitoring the effectiveness of training 7. Monitoring safety communications 8. Provide link with the enforcing authority
Effective Safety Committees 1. Right number of members 2. Right mix of members 3. Adequate authority 4. Right knowledge and expertise 5. Good communications 6. Suitable level of formality 7. Input from outside specialists 8. Limited individual input 9. Identified and agreed priorities 10. No trivia
*Ineffective Committee opposite of above CRIMINAL LAW : The objective of a criminal law system is to punish anyone who breaches the requirements of that law, whereas CIVIL LAW : The objective of a civil law system is to determine appropriate recompense for a wronged or injured party. Main Functions of the two laws: (i) Criminal law:
1. Enforces a code of conduct for society

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 8 | P a g e
2. Normally has a protective function 3. & allows the state to take punitive action against those who commit breaches
(ii) Civil law:
1. Enabling an individual who has suffered harm to gain appropriate recompense from the perpetrator.
2. Or to seek an injunction to prevent harm (or further harm) from occurring.
COMPARISON CHART
CIVIL LAW CRIMINAL LAW
Definition
Civil law deals with the disputes between individuals, organizations, or between the two, in which compensation is awarded to the victim.
Criminal law is the body of law that deals with crime and the legal punishment of criminal offenses.
Purpose To deal with the disputes between individuals, organizations, or between the two, in which compensation is awarded to the victim.
To maintain the stability of the state and society by punishing offenders and deterring them and others from offending.
Case filed by Private party Government
Decision Defendant can be found liable or not liable, the judge decides this.
Defendant is convicted if guilty and acquitted if not guilty, the jury decide this.
Standard of proof "Preponderance of evidence." Claimant must produce evidence beyond the balance of probabilities.
"Beyond a reasonable doubt":
Burden of proof Claimant must give proof however, the burden may shift to the defendant in situations of Res Ipsa Loquitur (The thing speaks for itself).
"Innocent until proven guilty": The prosecution must prove defendant guilty.
Type of punishment Compensation (usually financial) for injuries or damages, or an injunction in nuisance.
A guilty defendant is subject to Custodial (imprisonment) or Non-custodial punishment (fines or community service). In exceptional cases, the death penalty.
Examples Landlord/tenant disputes, divorce proceedings, child custody proceedings, property disputes, personal injury, etc.
Theft, assault, robbery, trafficking in controlled substances, murder, etc.
Appeals Either party (claimant or defendant) can appeal a court's decision.
Only the defendant may appeal a court's verdict. The prosecution is not allowed to appeal.
Jury opinion In cases of civil law, the opinion of the jury may not have to be unanimous. Laws vary by state and country.
In the criminal justice system, the jury must agree unanimously before a defendant is convicted.
Commencement of proceedings
State/People/Prosecution by summons or indictment
By way of pleadings, Representatives of the state, Prosecutor, Attorney General.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 9 | P a g e
Cases In civil law, a case commences when a complaint is filed by a party, which may be an individual, an organization, a company or a corporation, against another party. The party complaining is called the plaintiff and the party responding is called the defendant and the process is called litigation. In civil litigation, the plaintiff is asking the court to order the defendant to remedy a wrong, often in the form of monetary compensation to the plaintiff. In contrast, in criminal law, the case is filed by the government, usually referred to as the State and represented by a prosecutor, against a defendant. An individual can never file criminal charges against another person: an individual may report a crime, but only the government can file criminal charges in court. Crimes are activities punishable by the government and are divided into two broad classes of seriousness: felonies having a possible sentence of more than one year incarceration and misdemeanors having a possible sentence of one year or less incarceration.
Punishment One of the notable differences between civil law and criminal law is the punishment. In case of criminal law a person found guilty is punished by incarceration in a prison, a fine, or in some occasions death penalty. Whereas, in case of civil law the losing party has to reimburse the plaintiff, the amount of loss which is determined by the judge and is called punitive damage. A criminal litigation is more serious than civil litigation, so the criminal defendants have more rights and protections than a civil defendant.
Burdens of proof In case of criminal law, the burden of proof lies with the government in order to prove that the defendant is guilty. On the other hand, in case of civil law the burden of proof first lies with the plaintiff and then with the defendant to refute the evidence provided by the plaintiffs. In case of civil litigation if the judge or jury believes that more than 50% of the evidence favors the plaintiffs, then plaintiffs win, which is very low as compared to 99% proof for criminal law. In case of criminal law, defendant is not declared guilty unless approximately more than 99% proof is against him.
How the system works One can say that criminal law deals with looking after public interests. It involves punishing and rehabilitating offenders, and protecting the society. The police and prosecutor are hired by the government to put the criminal law into effect. Public funds are used to pay for these services. If suppose you are the victim of the crime, you report it to the police and then it is their duty to investigate the matter and find the suspect . In most cases, if a charge has been properly presented and if there is evidence supporting it, the Government, not the person who complains of the incident, prosecutes it in the courts. This is called a system of public prosecutions. On the other hand, civil law is about private disputes between individuals or between an individual and an organization or between organizations. Civil law deals with the harm, loss, or injury to one party or the other. A defendant in a civil case is found liable or not liable for damages, while in a criminal case defendant may be found guilty or not.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 10 | P a g e
CHAPTER - 2
ACCIDENT
Definition of Accident: Any unwanted, Unplanned, unforeseen event giving rise to harm or loss of some kind (death, injury, ill-health, physical damage) is called Accident.
TYPE OF ACCIDENT Generally there are two types of accidents are known in occupational field as well as society, these are:
I. Minor Accident : if any person or property gets injury / harm minor i.e. person returns to their work within 2 days (48 Hours) or property which required no repairing cost or time loss is termed as Minor accident.
II. Major Accident : In any person or property gets harm/injury in such a way that he
cannot return to their work within two days (48 hours), time loss occurred is termed beyond 48 hours is termed as Major Accident.
CAUSES OF ACCIDENT:
Though there are three causes of accidents are observed but after careful study of about
75000 cases Heinrich found that there are following causes of accidents these are:
I. Unsafe activities (Intermediate factor) : Unsafe Act - Performance of a task or other
activity that is conducted in a manner that may threaten the health and/or safety of
workers. Examples are : Operating without qualification or authorization. Lack of or improper use of PPE. Failure to tag out/lockout. Operating equipment at unsafe speed. Failure to warn. Bypass or removal of safety devices. Using defective equipment. Use of tools for other than their intended purpose. Working in hazardous locations without adequate protection or warning. Improper repair of equipment. Horseplay. Wearing unsafe clothing. Taking an unsafe position.
II. Unsafe Physical/Mechanical condition (Proximate factor) : Unsafe Condition - A
condition in the work place that is likely to cause property damage or injury.
Examples are:
Defective tools, equipment, or supplies. Inadequate supports or guards.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 11 | P a g e
Congestion in the workplace. Inadequate warning systems. Fire and explosion hazards. Poor housekeeping. Hazardous atmospheric condition. Excessive noise. Poor ventilation.
III. Human Factor (Primary factor): This factor is related to the worker’s personal
behaviour and perception evolved due to their lack of knowledge, social
environment, past experiences and illiteracy etc. examples are:
Carelessness during work - reckless
Lack of work experience
Lack of capability to perform – Physical Limitation
Negligence of minor incidents – ignorance
Fearless from disciplinary action – stubborn
Teasing to colleagues – Irritation
Other psychological effect from their family or society.
ACCIDENT THEORY OF HEINRICH’S DOMINO
The Domino Theory
Heinrich's Domino Theory states that accidents result from a chain of sequential events, metaphorically like a line of dominoes falling over. When one of the dominoes falls, it triggers the next one, and the next... - but removing a key factor (such as an unsafe condition or an unsafe act) prevents the start of the chain reaction.
The Dominoes Heinrich posits five metaphorical dominoes labelled with accident causes. They are Social Environment and Ancestry, Fault of Person, Unsafe Act or Mechanical or Physical Hazard (unsafe condition), Accident, and Injury. Heinrich defines each of these "dominoes" explicitly, and gives advice on minimizing or eliminating their presence in the sequence.
a) Social Environment and Ancestry: This first domino in the sequence deals with worker personality. Heinrich explains that undesirable personality traits, such as stubbornness, greed, and recklessness can be "passed along through inheritance" or develop from a person's social environment, and that both inheritance and environment (what we usually refer to now as "nature" and "nurture") contribute to Faults of Person.
b) Fault of Person: The second domino also deals with worker personality traits. Heinrich explains that inborn or obtained character flaws such as bad temper, inconsiderateness, ignorance,

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 12 | P a g e
and recklessness contribute at one remove to accident causation. According to Heinrich, natural or environmental flaws in the worker's family or life cause these secondary personal defects, which are themselves contributors to Unsafe Acts, or and the existence of Unsafe Conditions.
c) Unsafe Act and/or Unsafe Condition: The third domino deals with Heinrich's direct cause of incidents. As mentioned above, Heinrich defines these factors as things like "starting machinery without warning ... and absence of rail guards.” Heinrich felt that unsafe acts and unsafe conditions were the central factor in preventing incidents, and the easiest causation factor to remedy, a process which he likened to lifting one of the dominoes out of the line. These combining factors (1, 2, and 3) cause accidents. Heinrich defines four reasons why people commit unsafe acts "improper attitude, lack of knowledge or skill, physical unsuitability, [and] improper mechanical or physical environment." He later goes on to subdivide these categories into "direct" and "underlying" causes. For example, he says, a worker who commits an unsafe act may do so because he or she is not convinced that the appropriate preventative measure is necessary, and because of inadequate supervision. The former he classifies as a direct cause, the latter as an underlying cause. This combination of multiple causes, he says, create a systematic chain of events leading to an accident.
d) Accident: Heinrich says, "The occurrence of a preventable injury is the natural culmination of a series of events or circumstances which invariably occur in a fixed and logical order." He defines accidents as, "events such as falls of persons, striking of persons by flying objects are typical accidents that cause injury."
e) Injury: Injury results from accidents, and some types of injuries Heinrich specifies in his "Explanation of Factors" are cuts and broken bones. To be fair to Heinrich, he does insist that "the responsibility lies first of all with the employer." Heinrich specifies that a truly safety-conscious manager will make sure his "foremen" and "workers" do as they told, and "exercise his prerogative and obtain compliance ... follow through and see the unsafe conditions are eliminated." Heinrich's remedy for such non-compliance is strict supervision, remedial training, and discipline.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 13 | P a g e
ACCIDENT PREVENTION
For accident prevention most suitable mathod is to emplement 5E in the organisation.
a) E – ENGINEERING : The project stage is more conductive for planning safety. This is the stage when details like equipment, material process, technology, layout environmental setup and method of doing work etc. are finalized. Safety aspect should be discussed and built into the system from the project stage itself. Whenever available updated technology should be given preference over the out-dated ones even if these are costlier.
b) E – EDUCATION : Research in our country and abroad has led to the conclusion that over 96% of the accidents are due to human failure. If adequate steps are taken to overcome human failure by education, human being can made to modulate to different situation suitably, than accident prevention will be a reality. The important steps of education for safety consists of job training, dissemination of knowledge of hazards and their controls, procedure for repairs/maintenance, work permit system, use of PPEs etc. in addition a perfect knowledge of first-aid, fire fighting should also be included under safety education programme.
c) E – ENFORCEMENT : This is the safety effort designed to protect individuals against
themselves. When employees fails to observe safe practices, which they were taught through safety education programme, it become necessary to develop ways of enforcing rules and procedure for their welfare. In some instance, drastic measure of penalties may become necessary to prevent the spread of unsafe practices. Enforcing safety discipline to all is very vital for the healthy growth of the organisation.
d) E – ENTHUSIASM : As human failures account for almost all accident, it is possible to
eliminate accidents by suitable corrective methods. Human variables such as age, mental ability, perceptual and muscular speed and above all personality differences and emotional factors contribute to the human failures. Maintaining the morale of
Social Environment and Ancestry
Fault of the person
(Carelessness)
Unsafe Act or Unsafe
Condition
Accident
Injury

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 14 | P a g e
the people high naturally is the prime concern of any management. All kinds of motivating techniques based on needs and age satisfaction like individual safety awards, departmental safety contest, safety incentive scheme, safety slogan/essay/talk contest, spot the hazard contest, and like few more helps to motivate the people. A safety suggestion programme to identify and control hazardous location/situation also worth implementing. Most important of all is the participation of worker in all deliberation of safety. During hazard identification, plant safety tour etc. the plant personnel can be associated to help and correct hazardous condition and such association generates considerable enthusiasm in the accident prevention efforts.
e) E – EVALUATION : Continuous evaluation of programmes, procedures and performance is must in any exercise. Job safety analysis and statistics also hep in this direction. Another aspect should be evaluated is the quality of PPEs, welfare activities etc.
ACCIDENT PREVENTION THEORY OF HEINRICH It will be seen that the occurrence of an injury is the natural culmination of a series of circumstances, which invariably occur, in a fixed and logical order. One is depended on another and one follows because of another, thus constituting a sequence. If the series is interrupted by elimination of even one of the several factors that comprises it, the injury cannot possibly occur. Knowledge of the factor in the accident sequence guides and assists in selecting the point of attack in prevention work. It permits simplification without sacrifice effectiveness. It also permits expansion of safety work into the underlying field of human behaviour or limitation and helps in organising and introducing most suitable control measure. It would be appreciated, that many things might occur to break the accident sequence. A person having inherited or acquired faults may not in an unsafe manner; it is possible, that accident will not occur. Even if a person is involved in an accident, an injury may not be caused. The most important point is, that unsafe actions and unsafe conditions are the immediate causes of an accident and most practicable in determination and elimination of an accident. The management can control the unsafe actions and remove unsafe conditions even though previous event or circumstances in the sequence are unfavourable. Thus in accident prevention, the bull’s eye of the target is the middle of the sequence i.e. unsafe acts of a person and unsafe conditions.
ACCIDENT STRATEGIES
Pre-accident strategies
These can be classified as 'Safe Place' and 'Safe Person' strategies.
'Safe place' strategies
The principal objective of a 'safe place' strategy is that of bringing about a reduction in the objective danger to people at work. These strategies feature in much of the occupational health and safety legislation that has been enacted over the last century in particular, the HSWA. 'Safe place' strategies may be classified under the following headings:

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 15 | P a g e
Safe premises, Safe plant, equipment and machinery, Safe processes, Safe materials, Safe systems of work, Safe access to and egress from the workplace, adequate supervision and control, Competent and trained employees 'Safe person' strategies
Generally, 'safe place' strategies provide better protection than 'safe person' strategies. However, where it may not be possible to operate a 'safe place' strategy, then a 'safe person' strategy must be used in. In certain cases, a combination of 'safe place' and 'safe person' strategies may be appropriate. The main aim of a 'safe person' strategy is to increase people's perception of risk. One of the principal problems of such strategies is that they depend upon the individual conforming to certain prescribed standards and practices, such as the use of certain items of personal protective equipment. Control of the risk is, therefore, placed in the hands of the person whose appreciation of the risk may be lacking or even non-existent. 'Safe person' strategies may be classified as follows: Care of the vulnerable, such as pregnant employees and young persons, Personal hygiene, Personal protective equipment, Safe behaviour, Caution in the face of danger
Post-accident (reactive) strategies Whilst principal efforts must go into the implementation of proactive strategies, it is generally accepted that there will always be a need for reactive or 'post-accident' strategies, particularly as a result of failure of the various 'safe person' strategies. The problem with people is that they forget, they take short cuts to save time and effort, they sometimes do not pay attention or they may consider themselves too experienced and skilled to bother about taking basic precautions. Post-accident strategies can be classified as follows: Disaster/contingency/emergency planning; Feedback strategies, such as those arising from accident investigation; Improvement strategies
COST OF AN ACCIDENT Accidents are more expensive than most people realize because of the hidden costs. Some costs are obvious — for example, Workers' Compensation claims which cover medical costs and indemnity payments for an injured or ill worker. These are the direct costs of accidents. But what about the costs to train and compensate a replacement worker, repair damaged property, investigate the accident and implement corrective action, and to maintain insurance coverage? Even less apparent are the costs related to schedule delays, added administrative time, lower morale, increased absenteeism, and poorer customer relations. These are the indirect costs — costs that aren't so obvious until we take a closer look.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 16 | P a g e
A. Direct (insured) Cost of an accident : 1. Employers Liability 2. Public Liability 3. Product Liability 4. Motor Vehicle
B. Indirect (uninsured) Cost of an accident :
1. Product and material damage 2. Lost production time 3. Legal costs 4. Overtime & temporary labour 5. Investigation time/Administration 6. Supervisors time 7. Fines 8. Loss of expertise/experience 9. Loss of morale 10. Bad publicity (Loss of Goodwill)
REASONS FOR ACCIDENT PREVENTION There are three main reasons for preventing accidents and ill-health; these are moral/humane, cost and legislation.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 17 | P a g e
1. Moral Responsibilities No-body comes to work to get injured or to become ill. No-one likes getting injured or seeing their colleagues or friends injured in accidents. Nothing is more important than the humane aspects of accidental loss: injury, pain, sorrow, anguish, loss of body particles or functions, occupational illness, disability and death. Employers and employees have a moral responsibility to prevent accidents and ill-health at work.
2. Legal Obligation (Legislation) Organisations have a legal obligation to prevent accidents and ill-health. Health and Safety Legislation in the UK consists of a number of Acts that are supported by subordinate legislation in the form of Regulations. The principal act is the Health and Safety at Work Act, 1974. This Act sets in place a system based on self-regulation with the responsibility for accident control placed on those who create the risks in the first instance. It also allows for the progressive replacement of existing safety law so that the general duties set in the 1974 act could be backed by Regulations, setting goals and standards for specific hazards and industries. Any breach of this statutory duty can result in criminal proceedings.
3. Financial Benefit : Costs (Economic) Whether or not people are hurt, accidents do cost organisations money and the actual injury or illness costs represent only a small part of the total. A recent study by the HSE1 has shown that for every Rs.1 of insured costs (i.e. the actual cost of the injury or illness in terms of medical costs or compensation costs) the uninsured (or ‘hidden’ costs) varied between Rs. 8 and Rs.36. This has been traditionally depicted as an ‘iceberg’ as the largest part of an iceberg is hidden under the sea.
ACCIDENT REPORTING All accidents to employees, however minor, should be recorded. This is a requirement under legislation. Reporting and recording procedures vary. Employers need to be sure that they satisfy all legal reporting requirements for employees and non-employees, and take measures to monitor accidents. As part of the reactive monitoring process, accident records are needed to assess whether the existing controls are adequate or to identify if trends are developing and to implement new procedures.
Employers must report the following accidents if they:
Prevent the injured person from continuing his or her normal work for more than TWO consecutive days (excluding the day of the accident); or
Result in death or 'specified injuries'.
Specified injuries include:
fractures, other than to fingers, thumbs and toes amputation of an arm, hand, finger, thumb, leg, foot or toe any injury likely to lead to permanent loss of sight or reduction in sight in one or both
eyes

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 18 | P a g e
any crush injury to the head or torso, causing damage to the brain or internal organs any burn injury (including scalding) any degree of scalping requiring hospital treatment any loss of consciousness caused by head injury or asphyxia any other injury arising from working in an enclosed space.
Who is responsible for reporting accidents? Employers are responsible for reporting accidents. In practice, Company Management tend to nominate a 'responsible person' to do so.
How to report an accident Fatal accidents, major injuries and dangerous occurrences must be reported without delay (eg by telephone). This should be followed by a report in writing within 2 days, using relevant form. The advice of the HSE can be sought if there is doubt as to whether the accident is reportable.
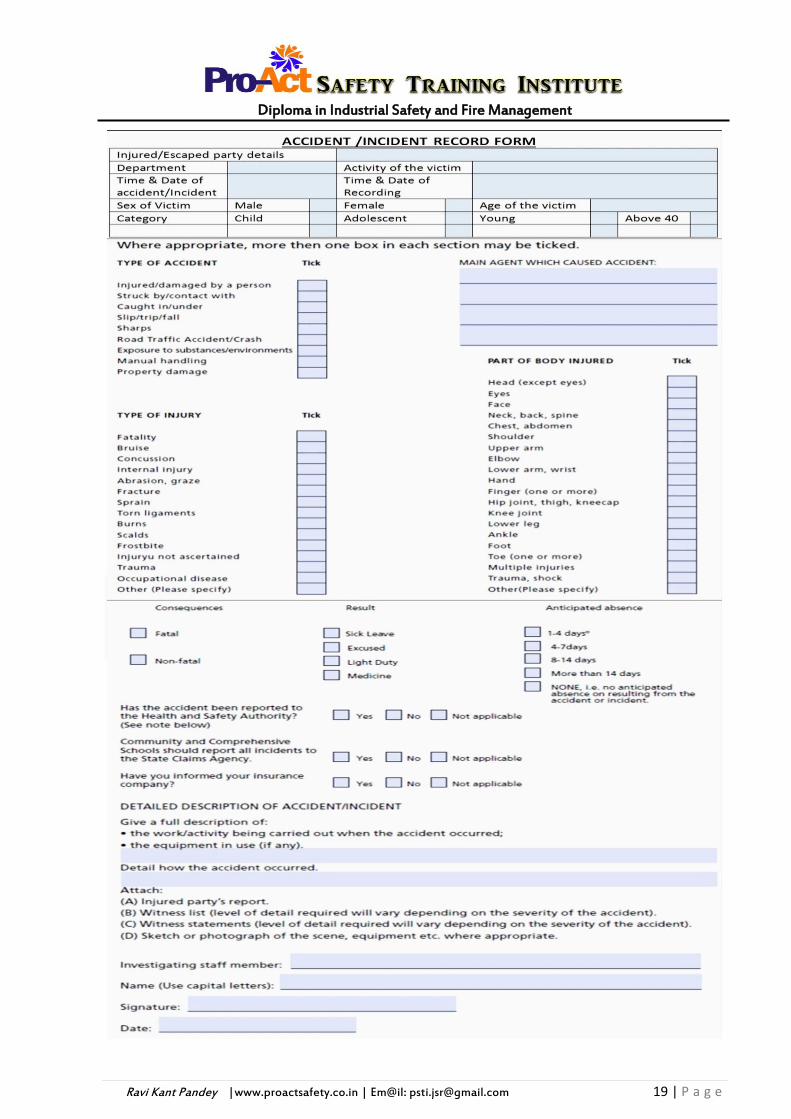
What is an Accident Report Form? All accidents are considered as incidents; however an accident report form focuses more on the injury whereas the incident report form is intended to focus on the cause and prevention of further occurrences.
An accident report is an important tool used to document the accident and assist in investigating the cause. It also assists to develop procedures that may be put in place to prevent it from happening again. A good and accurate accident/incident record is the foundation for effective safety programme. It should be ensured, that all relevant facts are correctly and fully recorded. Such records would enable:
1. Quantitative evaluation of the accident problems
2. Measurement of the effectiveness of the safety programmes.
3. Identifying problems area, work processes accident prone workers etc.
4. Planting future accident prevention programmes
5. Monitoring failure and success for benefits and interest of safety professionals.
6. Comparison of safety performances of different department or equivalent
organisations.
Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 19 | P a g e

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 20 | P a g e
ACCIDENT INVESTIGATION Accident investigation is critical to the success of an effective fleet safety program. You must determine the true cause of the accidents. A proper accident investigation will also lead to a proper determination of whether or not the accident was preventable. A thorough accident investigation should be done by management and:
Completed promptly after the incident
Secure facts and information from: Injured employee Witnesses
Take photographs and/or video of the incident location
Have driver describe what happened in writing and sign off
Determine the cause(s) and corrective action necessary to limit recurrence
The following is a sample investigation form that can be used.
VEHICLE ACCIDENT INVESTIGATION REPORT
Part I - General information
1. Location or Branch 2. Driver Name 3. Department 4. Age
5. Date of Accident 6. Time AM PM 7. How long has driver been operating vehicle? Years: Months:
8. Exact Location of Accident
9. List dates of all vehicle accidents by this driver in the past three years:
Part II - Description of Accident (Describe what happened - who was involved - where - when - why - how)
10.
Part III - The Cause of the Accident (also complete page 2 of this form)
11. What did our driver or any other employee do or fail to do, that contributed to this accident?
12. Did driver’s physical condition (hearing, eye defects, sickness, lack of sleep,) cause or contribute in any way to the accident? Yes No Explain:
13. Did a vehicle’s condition, scheduling, routing, maintenance, etc. Contribute in any way to the accident occurrence or to the resulting damage or injury? Explain:
Part IV - Corrective Action Taken
14. What is being done to prevent a re-occurrence? (Be specific. List definite steps taken. Avoid vague or meaningless answers such as “Told driver to be more careful,” etc.)
Part V - Management Review
15. Preventable by Driver Yes No
Signature of Supervisor Date
Signature of Management Date
Descriptions Below Assist To Determine the Cause Of The Accident (Part III) Check All That Apply Line 11 -- Unsafe Acts of Our Driver Failure to observe clearances Failure to signal intentions Failure to yield right of way Speed too fast for conditions Following too close for conditions

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 21 | P a g e
Improper backing Improper parking Improper passing Improper turning Operating equipment without authority Unsafe acts of others Driving while under the influence of alcohol or drugs Insufficient visibility Operating beyond vehicle capacity - overweight Operating defective equipment Operating for excess hours of service - fatigue Operating without proper equipment Operating without proper license - driver Reckless driving Other None Line 12 -- Unsafe Conditions of Vehicle/Road Carbon Monoxide hazard Defective brakes Defective personal protection Defective turn signals Defective tires Inoperative lights Road conditions Road illumination Vehicle loaded improperly Excessive load Unauthorized or illegal cargo Other None Line 13 -- Unsafe Contributing Factors of Our Driver Descriptions Below Assist To Determine The Cause Of The Accident (Part III) Check All That Apply
Personal impairment -- Alcohol/Drug Abuse Distraction Personal impairment -- Emotional/Mental state Equipment modified Personal Impairment - Fatigue Inadequate maintenance Interior hazard inside vehicle lack of knowledge/skill/training Personal Impairment - Physical capabilities Procedure improvised or not followed Unsafe act of others Other None Base Causes/ Contributory Factors Inadequate correction of known vehicle hazards

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 22 | P a g e
Inadequate design/mechanism Inadequate enforcement of company rules Inadequate hazard identification system Inadequate vehicle inspection program Inadequate maintenance Inadequate personal protection Inadequate pre-job planning Inadequate purchasing standards Inadequate company rules Inadequate employee selection or hiring Inadequate training or orientation Inadequate or failure to warn driver of hazards Other None Suggested Instructions for Completing an Accident Investigation
1. Begin your investigation as soon as possible after the loss.
2. Part I and II should be completed within 24 hours after an accident.
3. Parts III and IV should be completed within 2 weeks after an accident.
4. Go to the scene of the accident if possible. Get the big picture first. Consider making a
diagram or taking photos.
5. Talk with the driver involved -- at the scene of the accident, if possible.
6. Talk with other people who know what happened -- witnesses, other employees. Put
each person at ease. Investigate to get the facts, not to place blame. Make each
interview in private away from others. Ask others not to talk amongst them until you
have interviewed them.
7. Ask questions and repeat the story back to them to be sure you understand all of the
circumstances.
Descriptions Below Assist To Determine the Cause of the Accident (Part III) Check All That Apply
8. End each interview on a positive note. 9. Look for all of the causes -- unsafe acts, unsafe conditions, contributing factors, and
base causes. 10. Be careful of re-enactments. Don't ask for actions to be repeated. 11. Record the facts quickly. 12. Develop your conclusions. Confer with others, solicit prevention ideas. 13. Act positively to prevent re-occurrence. Correct or refer correction to higher authority. 14. Follow up to make sure the corrective action is effective. Publicize the corrective action
taken for the benefit of all.
*Contributing Factors/ Base Causes: Circumstances or policies/procedures or management
controls which may have allowed the accident to happen.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 23 | P a g e
CHAPTER - 3 ASSESSMENT, INSPECTION and AUDIT PROCEDURE
What Is Assessment? Assessment is a process, which is completely based on intellectuality of person, in which collected data are assessed and evaluated to show the level of improvement as well as pathway to follow. ASSESSMENT OF WORK INJURY
A. Basis of Assessment : 1. General - Thorough investigation of all factors relating to the occurrence of each
reported injury is essential. Determination as to whether or not the injury should be considered a work injury under the provisions of the standard shall be based on the evidence collected during investigations.
2. Evidence - The evidence to be considered in determining whether or not the reported injury should be considered a work injury may include, but not necessarily be limited to, the following: a) Facts resulting from investigation of the injured employee’s work activities and
working environment to which the injury might be related; b) Statements (written if possible) of the injured employee, fellow employees,
witnesses and supervisors; c) Medical reports acceptable to the authority classifying the work injury; and d) Facts concerning the injured employee’s work activity for other employers, and
other off-the-job activities, injuries and illnesses.
B. Assessment of Special Cases a) There is clear evidence of an accidental event or an incident, such as a slip, trip or
fall, sudden effort or over-exertion; b) There was actual pain in the hernia region at the time of the accident or incident; c) The immediate pain was so acute that the injured employee was forced to stop
work long enough to draw the attention of his foreman or fellow employee, or the attention of a physician was secured within 12 hours.
C. Back Injury a) There is clear evidence of an accident event or an incident such as a slip, trip or fall,
sudden effort or over-exertion, or blow on the back; and b) A medical -practitioner, authorized to treat the case, is satisfied after a complete
review of the circumstances of the accident or incident that the injury could have arisen out of the accident or incident.
D. Exposure to Temperature : Injuries arising from exposure to extreme temperature
(too hot or cold); and
E. Loss of hearing, sight taste, feel or sense of smell.
Calculation of Man-Hours Worked

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 24 | P a g e
The total number of employee-hours worked, by all employees working in the industrial
premises. It includes managerial, supervisory, professional, technical, clerical and other workers
including contractors’ labour.
Man-hours worked shall be calculated from the pay roll or time clock recorded including overtime. When this is not feasible, the same shall be estimated by multiplying the total man-days worked for the period covered by the number of hours worked per day. The total number of man-days for a period is the sum of the number of men at work on each day of the period. If the daily hours vary from department to department separate estimates shall be made for each department and the result added together. When actual man-hours are not used, the basis on which the estimates are made shall be indicated.
Computation of FREQUENCY, SEVERITY and INCIDENT Rate
Frequency Rate : The frequency rate shall be calculated both for lost time injury and reportable lost time injury as follows:
FA = Number of lost time injury x 10,00,000 Man-hours worked
FB = Number of reportable lost time injury x 10,00,000 Man-hours worked
NOTE 1 : If the injury does not cause loss of time in the period in which it occurs but in a subsequent period, the injury should be included in the frequency rate of the period in which the loss of time begins. NOTE 2 : If an injury causes intermittent loss of time, it should only be included in the frequency rate once, that is, when the first loss of time occurs. NOTE 3 : Since frequency rate FB is based on the lost time injuries reportable to the statutory authorities, it may be used for official purposes only. In all other cases, frequency rate FA should be used for comparison purposes.
Severity Rate : The severity rate shall be calculated from man-days lost both of lost time injury and reportable lost time injury as follows:
SA = Man-days lost due to lost time injury x 1,000,000
Man-hours worked SB = Man-days lost due to reportable lost time injury x 1,000,000
Man-hours worked
NOTE : Since severity rate SB is based on the lost time injuries reportable to the statutory authorities, it should be used for official purposes only. In all other cases severity rate SA should be used for comparison purposes.
Incident Rate : Incidence rates can be used to show the relative level of injuries and illnesses among different industries, firms, or operations within a single firm. Because a common base

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 25 | P a g e
and a specific period of time are involved, these rates can help determine both problem areas and progress in preventing work-related injuries and illnesses. An incidence rate of injuries and illnesses may be computed from the following formula:
Incidence rate, IR = Number of injuries and illnesses X 200,000 Employee hours worked
Example : The following discussion illustrates how ABC Company (a fictitious construction machinery manufacturer with 200 employees) might conduct a statistical safety and health evaluation.
The ABC Company has 7 injuries and illnesses logged and 400,000 hours worked by all employees during 2013.
Using the formula, the incidence rate would be calculated as follows: IR = 7 x 200,000) / 400,000 = 3.5
The same formula can be used to compute the incidence rate for the most serious injury and illness cases, defined here as cases that result in workers taking time off from their jobs or being transferred to another job or doing lighter (restricted) duties. ABC Company had 3 such cases.
The incidence rate for these 3 cases is computed as: IR = 3 x 200,000) / 400,000 = 1.5
Fatal Accident Frequency Rate (FAFR) : The number of fatalities per 100 million man hours worked.
i.e. FAFR = Number of fatalities X 10,00,000 Man hours worked
Fatality : Death due to work related injury or illness.
PLANT SAFETY INSPECTION Plant safety inspection is a method of discovering potential accident risk. It is one of the oldest accident prevention techniques and an important tool in accident prevention. Its purpose is to find and remove hazards in jobs before accident occur. It may not be possible to spot and remove all the unsafe practices and unsafe conditions in the entire plant at one stroke but the ultimate aim is to make all the operations safe and efficient. Inspection properly carried out contributes to safety by its incidental benefits. The safety officers, plant managers, or other supervisory personnel making the inspection could achieve the purpose of inspection better by consulting the persons concerned in the shop and thus enlisting their co-operation.
Who should carry out the inspection? Obviously, any one individual or agency cannot do safety inspection effectively. All those connected should share the responsibilities. Within the plant it is important that all personnel

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 26 | P a g e
at the various levels should clearly understand their responsibilities and function so that management’s objectives in this respect are implemented through their coordinated efforts.
INSPECTORS Inspectors may inspect other areas where they have the qualifications to do so. For example, in some workplaces supervisors of adjoining work areas will inspect each other's area to ensure that a more efficient inspection is carried out. Inspectors should ensure that afternoon and night shifts are not forgotten and are also inspected during their work periods.
MANAGEMENT Management should, whenever possible, show their commitment to the program by being involved in the inspection process. When management becomes part of the regular inspection team, it will show commitment to the company safety program. Department managers should be aware of the conditions that exist in the workplace and the various procedures necessary to carry out the work process. Management should review inspection reports and ensure that proper action is taken to correct any hazards that are reported.
SUPERVISORS Continuous inspections are generally done by supervisors and foremen each time they pass through their area of responsibility. Supervisors are accountable for the safety of workers under their control. Therefore, they should be constantly on the lookout for any hazard that might arise in the work areas. Supervisors should ensure that workers are carrying out preoperational checks when and where they are required. In some companies, additional responsibility is also assigned to safety captains and /or other workers who are on the alert for unsafe conditions and actions. Area supervisors should be included during the regular planned safety inspection of their area. This has a number of benefits for both the supervisor and the inspection team. First, the supervisor gets to see first-hand, any hazards noted and written down by the team and is not "surprised” at the end of the inspection by a written report. Secondly, the team can often assign any corrective action of any hazards noted. In some minor issues, the hazard might be corrected before the inspection team leaves the area. This becomes a win-win situation for both parties.
WORKERS Although we have referred to workers as safety committee members and as part of the planned safety inspection team(s), we have not identified one important part of a workers' responsibility. This is the pre-job inspection. It should be one of the major parts of a company's accident prevention efforts. Workers must inspect their work areas for hazards to ensure that they will not be injured as a result of their job. This may mean nothing more than watching out for hazards or it may mean a detailed pre-job inspection checking out equipment before use.
SAMPLE INSPECTION CHECKLIST GUIDELINES The following inspection checklists are only examples. It is always best to design checklist or inspection sheets that are specific to your firm or operation.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 27 | P a g e
While making Inspection check-sheet following two factors must be considered:
(1) What to “LOOK AT” and
(2) What to “LOOK FOR”
These two factors are mentioned below as Appendix-1 and Appendix-2 :
APPENDIX No. 1 What to LOOK AT:
Atmospheric surroundings: hazardous conditions of dust, gases, fumes, sprays etc.
Chemical substances: all liquids and solids those are toxic in nature.
Containers: all objects for storage of materials, e.g. barrels, boxes, bottles, cans etc.
Electrical conductors and apparatus: wires, cables etc.; switches controls, transformers,
lumps, batteries, fuses etc.
Engines and prime movers: Sources of mechanical power.
Fire fighting equipment: all fire fighting equipment and early detection systems, plus
related structures such as sprinklers, fire plugs etc.
Guards and safety devices: all removable and fixed guards and safety devices and
attachments, excluding personnel protective apparel.
Hand tools-all kinds: equipment that are carried or hold by hand when in use.
Hoisting equipment: air hoists, hydraulic lifts jacks, electrical hoists, wire ropes, chains
etc.
Flammables and explosives.
Machinery and its parts: power equipment that processes or modifies materials, i.e.
agitators, grinders, forging processes, pulverizing machines, drilling machines etc.
Mechanical and power transmission systems: shafts, bearing, gears, pulleys, drum,
cables, belts, sprockets, ropes, chains etc., when used to transmit power.
Overhead structures and equipment: any structural part of equipment that may fall
from above.
Personnel protective apparel: goggles, gloves, aprons, leggings etc.
Pressure vessels, boilers and pipes: objects subjected to internal pressure from
compression of liquids or gases.
Pumps, compressors, blowers and fans: objects that move or compress liquids, air or
gases.
Shaft ways, pits, sumps and floor opening: any type of opening into which a person
may stumble or fall.
Walking and standing surfaces: floors, aisles, stairs, platforms, ramps, road, scaffolds,
ladders etc.
Warning and signal devices: direct communication systems such as radio, telephones,
buzzers, bells, lights etc.
Vehicle and carrying equipment: trucks, cars, motorized carts and non-motorized
equipment for transporting materials.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 28 | P a g e
Miscellaneous: other potentially hazardous objects or conditions that do not fall into
the above categories.
APPENDIX No. 2 What to LOOK FOR: Guards
Missing guards on gears, belts, pulleys and shafts.
Missing guards on power saws.
Missing point of operation guards on all machines.
Grinding wheels guarded and tool rests adjusted.
Pinch points guarded against inadvertent contact.
Support and Structure Faulty bracing, shoring.
Sharp-edged, jagged splinters.
Worn, cracked, broken conditions.
Slippery walking and gripping surfaces.
Uneven surfaces.
Missing handrails and platform guardrails.
Broken steps.
Crating potential for worker or equipment to trip, fall, roll, collapse, slide etc.
Protruding objects.
Electrical Ungrounded machines and equipment
Low voltage leaks
Obstructed switch panels.
Use of lockouts for machines and electricians.
Close proximity to stop buttons on all machines.
Defective cords, plugs, receptacles.
Overloaded circuits.
Use of light duty extension cords instead of approved wiring.
Power cord across aisles, under rugs etc.
Use of low voltage systems or ground fault interrupters in wet locations.
Ventilation, Illumination, Noise, Radiation Excessive heat.
Use of unshielded X-rays.
Arc-flash without shielding.
Excessive dust.
Exposure to toxic dust, fumes, gases.
Gas leaks.
Excessive noise.
Poor ventilation for chemical use and storage.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 29 | P a g e
Failure to protect workers from the above hazards.
Miscellaneous Items Poor housekeeping.
Poor storage of flammable liquids.
Obstructed emergency exits.
Adequate first aid supplies.
Working condition of fire extinguishers.
Damaged rigging.
Vehicle neglect.
Availability of Eye, Head, Breathing protection.
Warning devices for work in streets.
New employees informed of work hazards.
Work Practices Failure to use PPE
Horseplay
Failure to follow safety/health rules and procedures.
Misuse of tools and equipment.
Failure to follow Safe working procedures.
Any others?
TYPES OF SAFETY INSPECTION 1. Periodic Inspection : These inspections are well planned and made at regular interval.
While making periodic inspection, efforts should be made to cover the entire plant.
2. Intermittent Inspection : These are unannounced inspection made at irregular intervals. Safety personnel, plant supervisors, members of safety committee may carry out these inspections.
3. Continuous Inspection : In a system of continuous inspection, some employees spend all their time observing certain equipment or operations. Maintenance people including mechanical and electrical comes under this category. Tool and Personal Protective Equipment needs continuous inspection system to keep them in good shape and condition.
4. Special Inspection : Special inspections are those, which are occasionally carried out to locate hazards; which are suspected to be present in certain situations or operations or process.
Example of such inspections are: a) Inspection during special campaign such fire prevention week, waste elimination
drive.
b) Inspection of new building, installations and processes.
c) Inspection for investigating accident.
d) Health survey to determine the extent of the suspected hazard.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 30 | P a g e
e) Inspection of scaffolding, tools, PPE, guards, lighting, ventilation, excavation and
construction work.
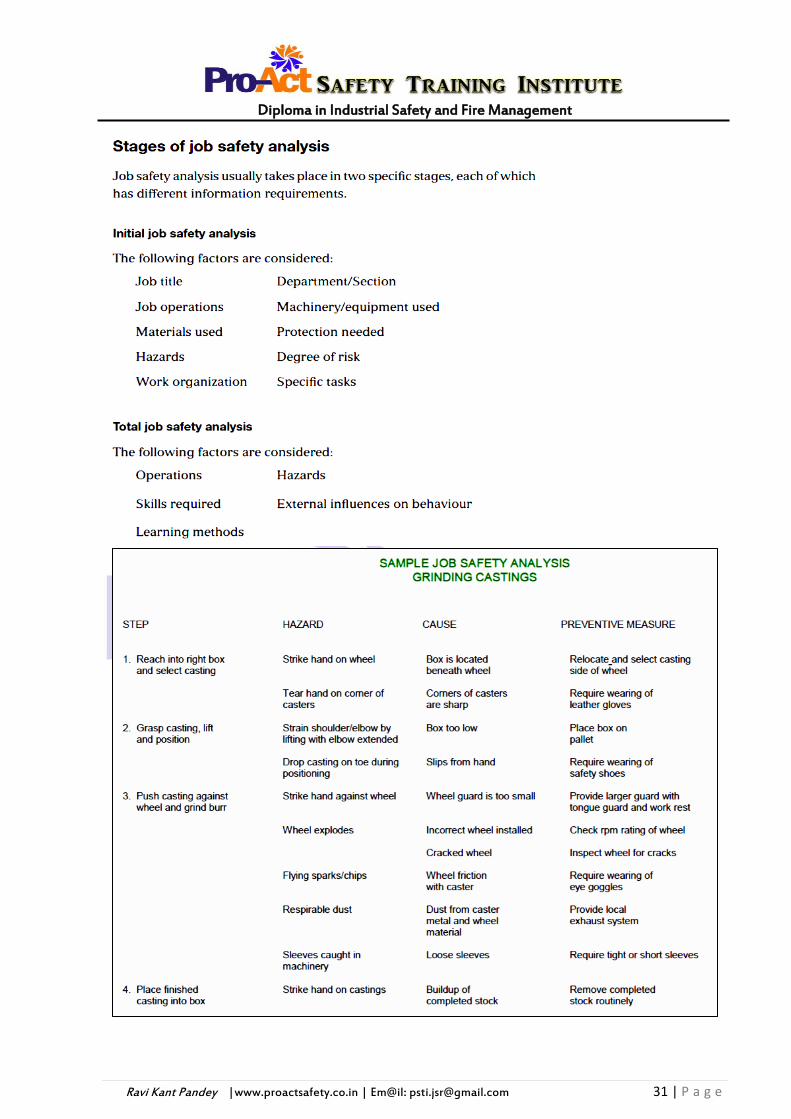
JOB SAFETY ANALYSIS (JSA) One way to prevent workplace injuries is to establish proper job procedures and train all employees in safer and more efficient work methods. Establishing proper job procedures is one of the benefits of conducting a job safety analysis carefully studying and recording each step of a job, identifying existing or potential job hazards (both safety and health), and determining the best way to perform the job or to reduce or eliminate these hazards. Improved job methods can reduce costs resulting from employee absenteeism and workers compensation, and can often lead to increased productivity. Procedure for Job Safety Analysis
a) Select the Job b) Break The job into successive steps c) Identify the hazard and potential for accident in each steps d) Developed ways to eliminate the hazard and prevent the potential accident.
Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 31 | P a g e

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 32 | P a g e
SAFETY AUDIT Audit is a systematic and, wherever possible, independent examination to determine whether activities and related results conform to planned arrangements and whether these arrangements are implemented effectively and are suitable to achieve the organization's policy and objectives. Auditing examines each stage in the H&S management system by measuring compliance with the controls the organisation has developed, with the ultimate aim of assessing their effectiveness and their validity for the future. There are following types of safety audit which are used as required:
“Health and safety audits” Objectives of this type of safety auditing are to inform the company:
How well it is performing in H&S
Whether managers and others are meeting the standards which the company has set
itself
Whether the company is complying with the H&S laws which affect its business with the
view that the company making any improvements identified as necessary from this
information.
“AUDIT OF A HEALTH AND SAFETY PLAN” Audit of a Health and Safety Plan is the review of this plan at the end of the year. The audit consists of two parts. The first is intended to provide a simple overview of progress in terms of time. The second is intended to expand on the information provided in the first part by giving reasons as to why any missed deadlines were not met, detailing any benefits gained by the activities undertaken in the time period covered by the plan, and including any other relevant information that will assist in drawing up the plan for the next 12 months. The audit looks into the progress of the existing plan as well as the contents and format of the plan.
"WALK AROUND AUDIT" A "walk around audit" is to determine whether the health and safety policies of the company are being properly implemented and to identify areas in which policy effectiveness needs to be improved.
“HEALTH & SAFETY MANAGEMENT AUDITS” One of the main problems with H&S audits of the above type is that they tend to examine H&S problems from the symptoms rather than causes of the problems. They rarely focus entirely on the management of H&S.
H&S Management audits look into the following areas:

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 33 | P a g e
1. Does the company have adequate procedures for identifying specific H&S requirements which apply to its undertakings?
2. Are the procedures followed and are responsibilities set out clearly and understood? 3. Does the company's H&S policy documentation include adequate procedures for
identifying hazards which exists at the workplace, and for assessing regularly the risks to employees and others affected by the workplace and workplace activities in order to identify the measures needed to avoid their exposure to risks of harm?
4. Are adequate risk assessment procedures also set out for hazards of products and /or services supplied by the company in order to identify the measures needed to avoid risks of harm to people such as distributors, customers, end-users and members of the public?
5. Are the procedures in 3. and 4. followed, and are responsibilities set out clearly and understood?
6. Does the company have adequate procedures for setting, reviewing and revising as necessary its health and safety standards for meeting specific H&S requirements and for meeting its general duties to protect employees and others form risks identified in the company's risk assessments?
7. Do the procedures for setting company standards include the identification of measurable targets which can be audited to monitor the level of compliance with company standards?
8. Are the procedures in 5. and 6. followed and are responsibilities set out clearly and understood?
9. Does the company have adequate procedures for planning, implementing, controlling, monitoring and reviewing the measures identified in 3. and 4. ?
10. Does the company have adequate procedures for carrying out H&S audits to check that the procedures in 9. are followed and that the measures in 3. and 4. are effective?
“PROJECT HEALTH, SAFETY & ENVIRONMENTAL (HSE) AUDITING” Project HSE auditing provides the method for monitoring and controlling HSE activities and procedures throughout the life of the project. It comprises of two activities:
Formal audits Regular and ad-hoc inspections
The formal audits provide a more comprehensive and formal assessment of compliance with HSE procedures and plans. They should be carried out at key points during the project life cycle.
“PROCESS SAFETY AUDITS” It is a self-evaluation audit which aims at:
Gather all relevant documentation covering process safety management requirements at a specific facility
Determine the program's implementation and effectiveness by following up on their application to one or more selected processes.
“PRODUCT SAFETY AUDIT” Safety Audit is important in the product design and development stages. It is to ensure that the company had adequately protected the user of a product from hazards that it did not know existed. This type of audit is to
Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 34 | P a g e
Identify and classify hazards associated with the product i.e. catastrophic, critical, occasional, remote, or improbable.
Develop a hazard risk index and priority setting. Get employee to present design alternatives and to review for feasibility.
Reasons for Safety Audit Practice Safety audits are intended to promote, improve and then maintain good safety performance. Safety audits (unlike accident statistics, which only record past accidents) are an instrument for the direct prevention of accidents, as they immediately generate positive actions across the whole business activity. When accident levels have dropped to levels which are of the order of company, or IGC, targets (e.g. 10/12 accidents per million hours) as a result of the use of a good safety programme, then Safety Audits are a positive means by which performance can be further improved. They are a structured and effective (review of the total factory which emphasises the need for good Housekeeping and planned maintenance) way of preventing accidents and controlling safety hazards.
Objectives of Safety Audits The objective of the safety audit is to evaluate the effectiveness of the company’s safety effort and make recommendations which lead to a reduction in accidents and minimisation of loss potential. Safety audits are an important part of a company’s control system and these checks ensure that deteriorating standards are detected. Examination of the defects exposed in this review results in hazardous conditions and potential accidents being avoided. Regular audits should be based on the premise that resources should be made available to identify and eliminate hazards before accidents occur, rather than use the resource of manpower and materials only after injuries and damage to equipment have resulted in human suffering, significant monetary loss which, in certain circumstances, affect the profitability severely. Mistaken belief that management and sites are operating satisfactorily within the requirements of appropriate legislation/regulations and standards/codes of practice is eradicated, and the direct contact with individual workers has as its aim the resultant change in attitude and commitment to the use of safe working practices, which continual involvement and education generate. The safety audits will monitor all activities performed on site, and in particular: • The basic safety policy and organisation of the company. • Management commitment and example on safety matters. • Administration and safety activity. • Accident reporting and investigation. • Opportunity of injury – and record of every injury. • Safety committees. • Working rules and practices for each company location, including visitors and
contractors. • Compliance with statutory regulations and company standards. • Behaviour and unsafe acts of personnel and their relationship to compliance with safety
rules.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 35 | P a g e
• Activity related certification of employees. • First Aid certified employees. • Training needs and activities. • Hazards review of process equipment for either new or existing facilities. • Operating procedures. • Safety work permits. • Emergency procedures.
Description of Safety Audit Practice Safety audit practice subjects each area of a company’s activity to a systematic critical examination with the object of minimising human suffering and monetary loss. Every component of the total system is included, e.g. management policy, attitudes training, features of the process, layout and construction of the plant, operating procedures, emergency plans, personal protection standards, accident records, etc. An audit, as in the fields of accountancy, aims to disclose the strengths, the weaknesses and the main areas of vulnerability or risk, and is carried out by appropriately qualified personnel. It is important to ensure that the attitude of all personnel to safety audit practice is positive. It may need to be pointed out that the reason for the audit is to help the plant management to establish those areas within the plant where additional effort is required to ensure safety at all times. The audit is not there to find fault with the efforts of local manage. The safety audit is an aid to sound, safe, and plant management. Audits will involve plant operatives and review training, work experience, knowledge of procedures, emergency procedures and other plant operating instructions. A formal report and action plan is subsequently prepared and monitored.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 36 | P a g e
CHAPTER - 4
HAZARD
WHAT IS A HAZARD ?
A hazard is something with the potential to cause harm. According to OHSAS 18001:1999, hazard is a source or situation with a potential for harm in terms of human injury or illness health, damage to property, damage to the environment, or a combination of these.
Types of HAZARD
The first step to protecting yourself is being able to recognize hazards in the work you're assigned and in the conditions you're working in. There are four main types of hazards:
1. Physical hazards are the most common and will be present in most workplaces at one time or another. They include unsafe conditions that can cause injury, illness and death.
They are typically easiest to spot but, sadly, too often overlooked because of familiarity (there are always cords running across the aisles), lack of knowledge (they aren't seen as hazards), resistance to spending time or money to make necessary improvements or simply delays in making changes to remove the hazards (waiting until tomorrow or a time when "we're not so busy").
None of these are acceptable reasons for workers to be exposed to physical hazards.
Examples of physical hazards include:
Electrical hazards: frayed cords, missing ground pins, improper wiring Unguarded machinery and moving machinery parts: guards removed or moving parts
that a worker can accidentally touch Constant loud noise High exposure to sunlight/ultraviolet rays, heat or cold Working on heights, including ladders, scaffolds, roofs, or any raised work area Working with mobile equipment such as fork lifts (operation of fork lifts and similar
mobile equipment in the workplace requires significant additional training and experience)
Spills on floors or tripping hazards, such as blocked aisle or cords running across the floor.
2. Biological hazards come from working with animals, people or infectious plant materials. Work in day care, hospitals, hotel laundry and room cleaning, laboratories, veterinary offices and nursing homes may expose you to biological hazards.
The types of things you may be exposed to include:
Blood or other body fluids Fungi
Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 37 | P a g e
Bacteria and viruses Plants Insect bites Animal and bird droppings.
3. Ergonomic hazards occur when the type of work, body position and working conditions put strain on your body. They are the hardest to spot since you don't always immediately notice the strain on your body or the harm these hazards pose. Short-term exposure may result in "sore muscles" the next day or in the days following exposure, but long term exposure can result in serious long-term injuries.
Ergonomic hazards include:
poor lighting improperly adjusted workstations and chairs frequent lifting poor posture awkward movements, especially if they are repetitive repeating the same movements over and over Having to use too much force, especially if you have to do it frequently.
Ergonomic basics
Many ergonomic solutions are low-tech and common sense – simple changes can make a big difference. Here are some tips to help you improve the ergonomics of your work area:
• keep tools, materials, equipment in easy reach
• work at proper heights in relation to your body – use adjustable workstations (chairs, tables, platforms)
• work in a good, comfortable posture
• reduce excessive repetition in tasks and activities
• avoid excessively forceful movements – e.g. striking computer keys with too much force, twisting or jerking to lift heavy loads
• minimize general fatigue by taking appropriate work and rest breaks
• avoid direct pressure on legs, feet and hands
• maintain a comfortable environment (heat, light, humidity)
• organize work processes efficiently
4. Chemical hazards are present when a worker is exposed to any chemical preparation in the workplace in any form (solid, liquid or gas). Some are safer than others, but to some workers who are more sensitive to chemicals, even common solutions can cause illness, skin irritation or breathing problems.
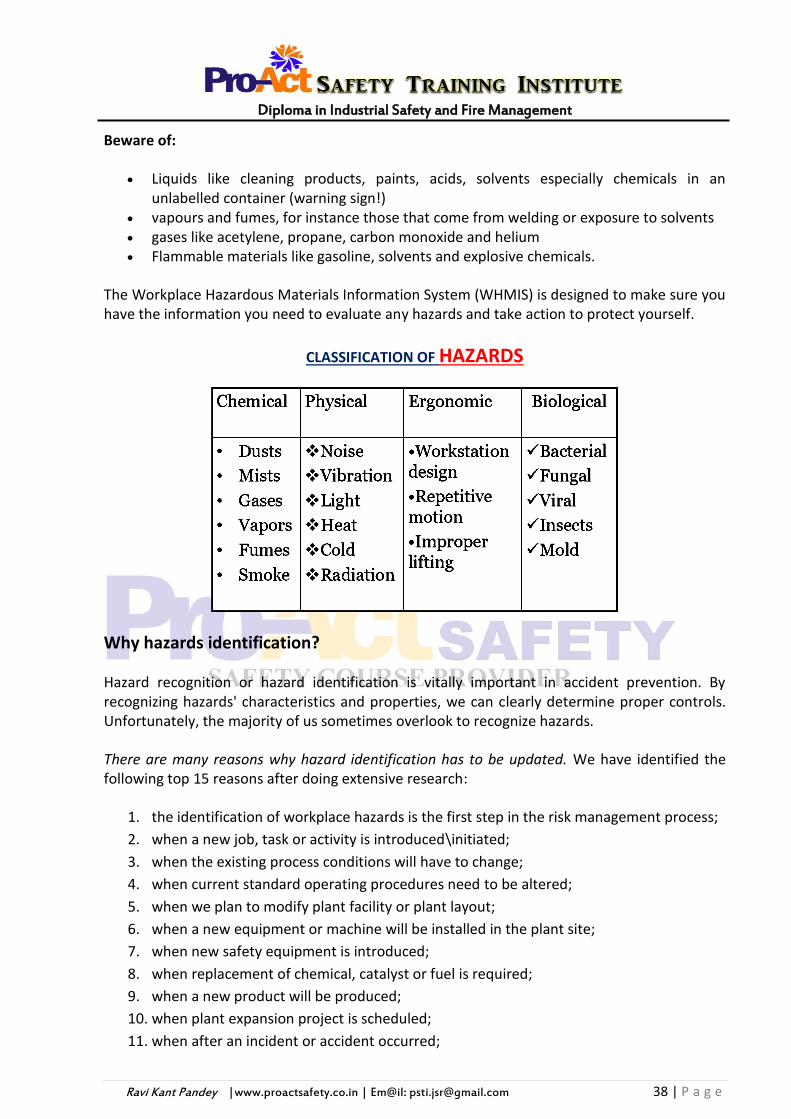
Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 38 | P a g e
Beware of:
Liquids like cleaning products, paints, acids, solvents especially chemicals in an unlabelled container (warning sign!)
vapours and fumes, for instance those that come from welding or exposure to solvents gases like acetylene, propane, carbon monoxide and helium Flammable materials like gasoline, solvents and explosive chemicals.
The Workplace Hazardous Materials Information System (WHMIS) is designed to make sure you have the information you need to evaluate any hazards and take action to protect yourself.
CLASSIFICATION OF HAZARDS
Why hazards identification?
Hazard recognition or hazard identification is vitally important in accident prevention. By recognizing hazards' characteristics and properties, we can clearly determine proper controls. Unfortunately, the majority of us sometimes overlook to recognize hazards.
There are many reasons why hazard identification has to be updated. We have identified the following top 15 reasons after doing extensive research:
1. the identification of workplace hazards is the first step in the risk management process;
2. when a new job, task or activity is introduced\initiated;
3. when the existing process conditions will have to change;
4. when current standard operating procedures need to be altered;
5. when we plan to modify plant facility or plant layout;
6. when a new equipment or machine will be installed in the plant site;
7. when new safety equipment is introduced;
8. when replacement of chemical, catalyst or fuel is required;
9. when a new product will be produced;
10. when plant expansion project is scheduled;
11. when after an incident or accident occurred;
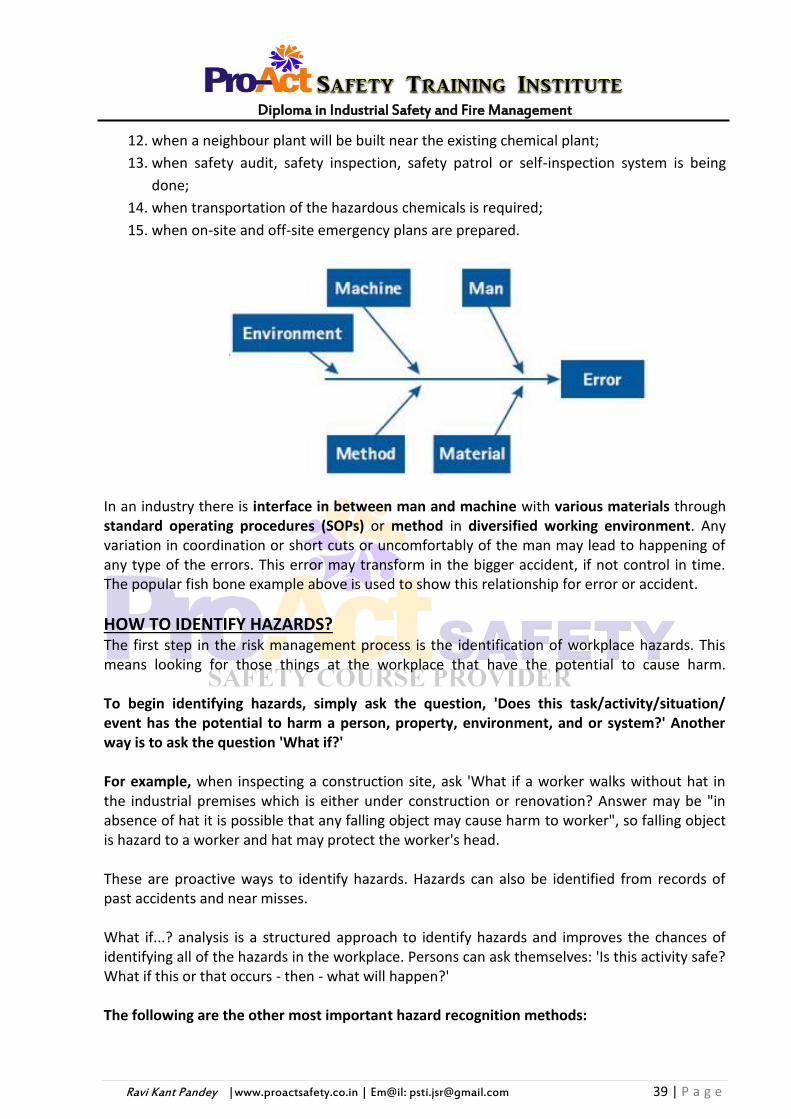
Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 39 | P a g e
12. when a neighbour plant will be built near the existing chemical plant;
13. when safety audit, safety inspection, safety patrol or self-inspection system is being
done;
14. when transportation of the hazardous chemicals is required;
15. when on-site and off-site emergency plans are prepared.
In an industry there is interface in between man and machine with various materials through standard operating procedures (SOPs) or method in diversified working environment. Any variation in coordination or short cuts or uncomfortably of the man may lead to happening of any type of the errors. This error may transform in the bigger accident, if not control in time. The popular fish bone example above is used to show this relationship for error or accident.
HOW TO IDENTIFY HAZARDS? The first step in the risk management process is the identification of workplace hazards. This means looking for those things at the workplace that have the potential to cause harm. To begin identifying hazards, simply ask the question, 'Does this task/activity/situation/ event has the potential to harm a person, property, environment, and or system?' Another way is to ask the question 'What if?' For example, when inspecting a construction site, ask 'What if a worker walks without hat in the industrial premises which is either under construction or renovation? Answer may be "in absence of hat it is possible that any falling object may cause harm to worker", so falling object is hazard to a worker and hat may protect the worker's head. These are proactive ways to identify hazards. Hazards can also be identified from records of past accidents and near misses. What if...? analysis is a structured approach to identify hazards and improves the chances of identifying all of the hazards in the workplace. Persons can ask themselves: 'Is this activity safe? What if this or that occurs - then - what will happen?' The following are the other most important hazard recognition methods:

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 40 | P a g e
Pre-Use Analysis can be applied before any new equipment, device, instrumentation, personal protective equipment, machine, tool, plant facility, etc. are used. This method is applied before exposure to hazards. Multi-Step Planning Process is applied before hazard exposure and applied to every task, job and activity. To apply this method simply asks a series of questions before doing the task, job or activity. The question should be similar to: a. What am I going to do? b. What is the purpose of doing this job, task or activity? c. How will I do that job, task or activity? d. How could I get hurt doing this job, task or activity? e. What will I do to prevent accident (injury, illness health)?
Work Permit is issued before the job, task or activity done. Some questions asked and a checklist shall be completed to assure that hazards are not overlooked. Generally the checklist includes the analysis of toxic gas (such as carbon monoxide, H2S), oxygen sufficiency, flammable gas concentration, etc.
Equipment Inspection is implemented to any equipment before it is used or put into operation. Equipment inspection is planned and organized to check overall equipment conditions, safety protective equipment, guarding, emergency stop, etc.
Suggestion Method encourages to propose or suggest potential hazards (and controls) that are contained in a job, task or activity. Workers consider their past time experiences on the shop floor and field to give suggestions. This method can be used for improving current hazard identification list.
Safety Patrol can be carried out by every worker in the plant site, not only by persons who are in charge of health and safety matters. Safety patrol may be done during an equipment running, plant operation, plant shut down or whenever it is intended to identify potential hazards.
Visual inspection and observation is the most common and simple way to begin to look for hazards by regular walk- through visual inspections of the workplace. Look at each task the workers do, to see if any hazards are present, such as handling loads, using chemicals or equipments. It may also be helpful to observe workers performing their tasks and the activities involved, such as set-up, operation, cleaning, maintenance and inspection. This will provide the opportunity to see whether the documented procedure for performing the task is being followed by the workers, or whether workers are taking short cuts or speeding up work (e.g. by removing guards), etc.
Structured approach to improve the chances of identifying all of the hazards in the workplace, it will help to take an additional structured approach. It is done by dividing the workplace into groupings such as:
locations, such as offices, grounds, warehouse or wet areas; functions or production processes, such as administration, cooking, washing, cleaning,
receiving, forming, or finishing;
Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 41 | P a g e
roles, such as electricians, office workers or drivers, technicians; tasks, such as working on the lathe, loading the truck, decanting a substance or data
processing.
Other ways to help identify hazards include:
consulting workers about
problems they have encountered in doing their work,
any near misses or events that have not been reported,
symptom, experience, such as pain and discomfort in body parts, or changes to vision, hearing, and skin conditions,
conducting a health and safety audit.
seeking information by
undertaking workers' surveys (e.g. body maps and discomfort surveys), consulting with Workplace Health and Safety Representatives (WHSRs) and workplace
health and safety committees, knowing the industry's experience of common potential hazards, acquiring information from designers, manufacturers, suppliers, and other organisations, such as unions, employer bodies and health and safety
consultancies.
testing, measuring and sampling by means of analysing
records and data covering incidents and near misses, worker complaints, sick leave and staff turnover,
maintenance records, results of surveys, audits or inspections.
Some workplace activities or arrangements may create or increase hazards, if they are not properly managed or guided, for example, saw dust used by worker in the spillage of Nitric acid releases dangerous fumes of nitrogen oxides which are recognised as brown to yellow colour fumes. The figure (A) demonstrates this.
Figure-A
Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 42 | P a g e
When collecting information to identify hazards, consider the following: competency and level of training of workers and its adequacy,
how people actually use, clean, service or repair equipment and materials,
how suitable the things used for the task are, and how well they are located,
how people could be hurt directly and indirectly by the various workplace aspects,
how waste materials are or should be disposed
the life cycles of substances, plant, materials and premises, which may affect their safety,
mock drills and reviewing the reports,
safety reports and audits,
on-site and off-site emergency plans,
risk assessment reports,
examination and reviewing of HAZOP, FMEA, FTA and ETA, etc.
Some workplace activities may create or increase hazards, if they are not properly managed. These include:
purchasing policies (e.g. if the products, plant, materials and personal protective equipments that are selected are the cheapest one and are not safely designed, not suitable for the job or suited to the workers using it or are of inadequate quality);
roles, responsibilities, and account abilities (e.g. if they are not clearly defined, people will not know what they have to do, when or how to do it. It applies especially in emergency situations);
excessive physical and mental tasks and job demands which may lead to an inability to keep the worker's mind on the job;
organisational arrangements, such as shift work and rosters, may lead to fatigue and human error where workers are working for long hours, or are working more than one job;
levels of supervision and ratio of supervisors to workers e.g. greater levels of supervision are appropriate in some areas;
key performance indicators e.g. when set too high they create unrealistic; performance targets, which can increase the workers' tendency to take short cuts and
increase risks while trying to achieve the targets; maintenance and servicing programmes for plant to cover wear and tear training
programmes, where risk management of property is emphasized over the risk management of people and safety;
economic drive.
HAZARD Control After hazards are identified, how can they be prevented and controlled? Continually review the work environment and work practices to control or prevent workplace hazards.
Some ways to prevent and control hazards are: Regularly and thoroughly maintain equipment
Ensure that hazard correction procedures are in place
Ensure that everyone knows how to use and maintain personal protective equipment

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 43 | P a g e
Make sure that everyone understands and follows safe work procedures
Ensure that, when needed, there is a medical program tailored to your facility to help
prevent workplace hazards and exposures
After detection, all current and potential hazards must be prevented, corrected or controlled. Systems used to prevent and control hazards include:
E = ELIMINATE the hazard
R = REDUCE by substitution
I = ISOLATE by engineering method
C = CONTROLS by administrative system
P = PROVIDE PPE to use
D = DISCIPLINE through training
ELIMINATION Eliminating the hazard—physically removing it—is the most effective hazard control. For example, if employees must work high above the ground, the hazard can be eliminated by moving the piece they are working on to ground level to eliminate the need to work at heights.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 44 | P a g e
REDUCE by Substitution
Substitution, the second most effective hazard control, involves replacing something that produces a hazard (similar to elimination) with something that does not produce a hazard—for example, replacing lead based paint with acrylic paint. To be an effective control, the new product must not produce another hazard. Because airborne dust can be hazardous, if a product can be purchased with a larger particle size, the smaller product may effectively be substituted with the larger product.
ISOLATE by engineering control The third most effective means of controlling hazards is engineered controls. These do not eliminate hazards, but rather isolate people from hazards. Capital costs of engineered controls tend to be higher than less effective controls in the hierarchy, however they may reduce future costs. For example, a crew might build a work platform rather than purchase, replace, and maintain fall arrest equipment. "Enclosure and isolation" creates a physical barrier between personnel and hazards, such as using remotely controlled equipment. Fume hoods can remove airborne contaminants as a means of engineered control.
CONTROL by administrative system Administrative controls are changes to the way people work. Examples of administrative controls include procedure changes, employee training, and installation of signs and warning labels (such as those in the Workplace Hazardous Materials Information System). Administrative controls do not remove hazards, but limit or prevent people's exposure to the hazards, such as completing road construction at night when fewer people are driving. This sign warns people that there are explosives in Walker Lake, however it cannot prevent people from swimming in it.
PPE (Personal Protective Equipment) Personal protective equipment (PPE) includes gloves, respirators, hard hats, safety glasses, high-visibility clothing, and safety footwear. PPE is the least effective means of controlling hazards because of the high potential for damage to render PPE ineffective. Additionally, some PPE, such as respirators, increase physiological effort to complete a task and, therefore, may require medical examinations to ensure workers can use the PPE without risking their health.
DISCIPLINE Discipline is sole discretion which can be developed by training programmes and motivation drive amongst the employee. These kinds of activities may help to develop employee’s morale, so that they avoid unsafe activities and keep their morale high to not cause harm to anyone.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 45 | P a g e
WALK THROUGH SURVEY FORM
HAZARD Identification and RISK Assessment format
Sl# Condition/Activities HAZARD Who/How might be harmed
RISK Likelihood Consequences Risk
Level
Control Required
Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 46 | P a g e
CHAPTER - 5
RISK
RISK ASSESSMENT
Risk means the likelihood, great or small, that someone will be harmed by a hazard, together with the severity of the harm suffered. Risk also depends on the number of people who might be exposed to the hazard. In assessing the risk, you should estimate: • How likely it is that a hazard will cause harm • How serious that harm is likely to be • How often and how many workers are exposed Then you can weigh up whether you have taken enough precautions or should do more to prevent harm. You can also decide if any corrective measures are especially urgent. WHO SHOULD CARRY OUT THE RISK ASSESSMENT? It is the employer’s duty, under section 19 of the 2005 Act, to carry out the risk assessment so you should try to do it yourself, while involving managers and employees as much as possible. Where the in-house expertise is not available, employ the services of an external competent person to help. Check that they are familiar with and have the ability to assess specific work activities. Involve as many employees as possible in order to encourage them to share ownership of the finished assessments. IS THERE A FORMULA I CAN USE TO ASSESS RISK? There are various qualitative and quantitative methods for carrying out risk assessment. Choose one which best suits the organisation. A generic format for carrying out risk assessments in tabular form is given at the end of this chapter. WHAT FACTORS AFFECT THE LEVEL OF RISK? Risk will depend on many, often related, circumstances:
Who is exposed to the hazard?
Is the hazard likely to cause injury to my workers or others?
How serious would the injury be?
Is the hazard well controlled?*
* If one uses dangerous chemicals, the hazards and the precautions will be listed on the label or the
material safety data sheet. There may also be safety and health regulations, industry standards, and codes of practice or guidelines dealing with a particular hazard. For example, regulations require stop controls to be provided at each work station for machinery. Guidance on stop controls and emergency stop controls is available in the Use of Work Equipment Guide to the Safety Health and Welfare at Work (General Application) Regulations. Employers should use these to help assess the risks and to decide if existing precautions are adequate.
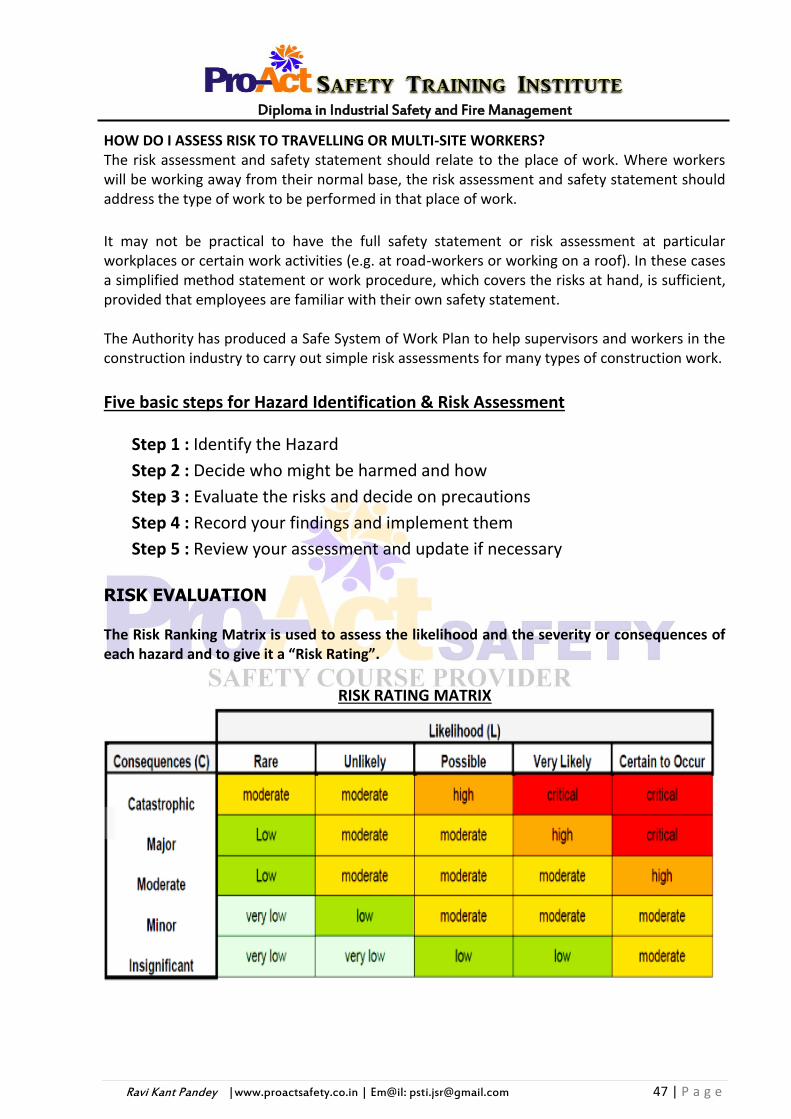
Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 47 | P a g e
HOW DO I ASSESS RISK TO TRAVELLING OR MULTI-SITE WORKERS? The risk assessment and safety statement should relate to the place of work. Where workers will be working away from their normal base, the risk assessment and safety statement should address the type of work to be performed in that place of work.
It may not be practical to have the full safety statement or risk assessment at particular workplaces or certain work activities (e.g. at road-workers or working on a roof). In these cases a simplified method statement or work procedure, which covers the risks at hand, is sufficient, provided that employees are familiar with their own safety statement. The Authority has produced a Safe System of Work Plan to help supervisors and workers in the construction industry to carry out simple risk assessments for many types of construction work.
Five basic steps for Hazard Identification & Risk Assessment
Step 1 : Identify the Hazard
Step 2 : Decide who might be harmed and how
Step 3 : Evaluate the risks and decide on precautions
Step 4 : Record your findings and implement them
Step 5 : Review your assessment and update if necessary
RISK EVALUATION The Risk Ranking Matrix is used to assess the likelihood and the severity or consequences of each hazard and to give it a “Risk Rating”.
RISK RATING MATRIX
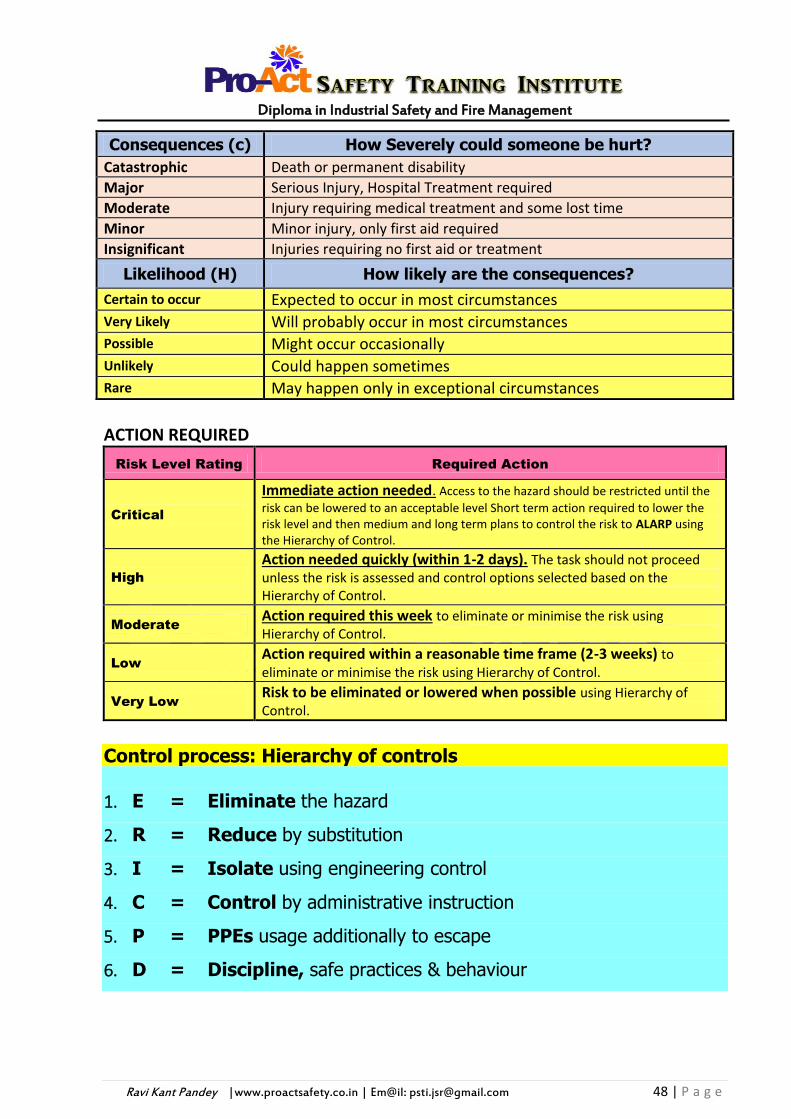
Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 48 | P a g e
Consequences (c) How Severely could someone be hurt?
Catastrophic Death or permanent disability
Major Serious Injury, Hospital Treatment required
Moderate Injury requiring medical treatment and some lost time
Minor Minor injury, only first aid required
Insignificant Injuries requiring no first aid or treatment
Likelihood (H) How likely are the consequences?
Certain to occur Expected to occur in most circumstances Very Likely Will probably occur in most circumstances Possible Might occur occasionally Unlikely Could happen sometimes Rare May happen only in exceptional circumstances
ACTION REQUIRED
Risk Level Rating Required Action
Critical
Immediate action needed. Access to the hazard should be restricted until the
risk can be lowered to an acceptable level Short term action required to lower the risk level and then medium and long term plans to control the risk to ALARP using the Hierarchy of Control.
High
Action needed quickly (within 1-2 days). The task should not proceed unless the risk is assessed and control options selected based on the Hierarchy of Control.
Moderate
Action required this week to eliminate or minimise the risk using Hierarchy of Control.
Low
Action required within a reasonable time frame (2-3 weeks) to eliminate or minimise the risk using Hierarchy of Control.
Very Low
Risk to be eliminated or lowered when possible using Hierarchy of Control.
Control process: Hierarchy of controls 1. E = Eliminate the hazard
2. R = Reduce by substitution
3. I = Isolate using engineering control
4. C = Control by administrative instruction
5. P = PPEs usage additionally to escape
6. D = Discipline, safe practices & behaviour

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 49 | P a g e

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 50 | P a g e
RISK ASSESSMENT SAMPLE FORMAT
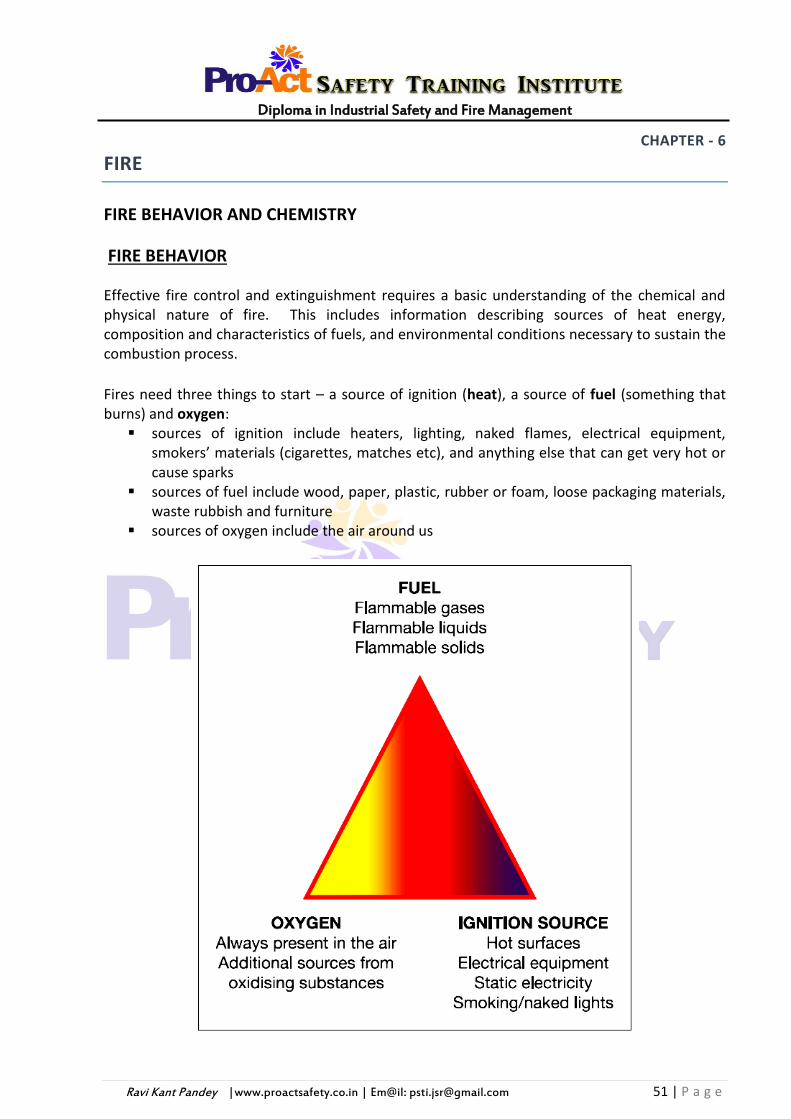
Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 51 | P a g e
CHAPTER - 6
FIRE
FIRE BEHAVIOR AND CHEMISTRY
FIRE BEHAVIOR
Effective fire control and extinguishment requires a basic understanding of the chemical and physical nature of fire. This includes information describing sources of heat energy, composition and characteristics of fuels, and environmental conditions necessary to sustain the combustion process.
Fires need three things to start – a source of ignition (heat), a source of fuel (something that burns) and oxygen:
sources of ignition include heaters, lighting, naked flames, electrical equipment, smokers’ materials (cigarettes, matches etc), and anything else that can get very hot or cause sparks
sources of fuel include wood, paper, plastic, rubber or foam, loose packaging materials, waste rubbish and furniture
sources of oxygen include the air around us
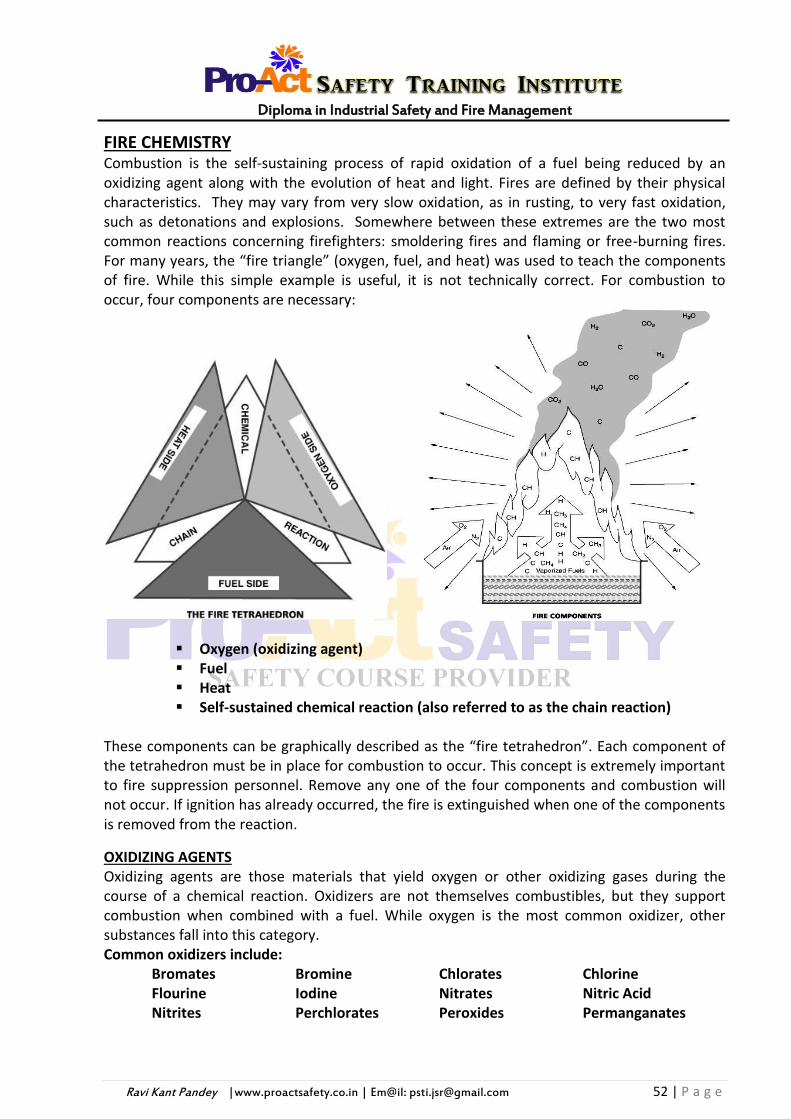
Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 52 | P a g e
FIRE CHEMISTRY Combustion is the self-sustaining process of rapid oxidation of a fuel being reduced by an oxidizing agent along with the evolution of heat and light. Fires are defined by their physical characteristics. They may vary from very slow oxidation, as in rusting, to very fast oxidation, such as detonations and explosions. Somewhere between these extremes are the two most common reactions concerning firefighters: smoldering fires and flaming or free-burning fires. For many years, the “fire triangle” (oxygen, fuel, and heat) was used to teach the components of fire. While this simple example is useful, it is not technically correct. For combustion to occur, four components are necessary:
Oxygen (oxidizing agent) Fuel Heat Self-sustained chemical reaction (also referred to as the chain reaction)
These components can be graphically described as the “fire tetrahedron”. Each component of the tetrahedron must be in place for combustion to occur. This concept is extremely important to fire suppression personnel. Remove any one of the four components and combustion will not occur. If ignition has already occurred, the fire is extinguished when one of the components is removed from the reaction.
OXIDIZING AGENTS Oxidizing agents are those materials that yield oxygen or other oxidizing gases during the course of a chemical reaction. Oxidizers are not themselves combustibles, but they support combustion when combined with a fuel. While oxygen is the most common oxidizer, other substances fall into this category. Common oxidizers include: Bromates Bromine Chlorates Chlorine
Flourine Iodine Nitrates Nitric Acid Nitrites Perchlorates Peroxides Permanganates

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 53 | P a g e
Most fires involve a fuel that is chemically combined with the oxygen normally found in atmospheric air. Atmospheric air contains 21 percent oxygen, 79 percent nitrogen and 1 percent of other gases. PRODUCTS OF COMBUSTION When a material (fuel) burns, it undergoes a chemical change. None of the elements making up the material are destroyed in the process, but all of the matter is transformed into another form or state. Although dispersed, the products of combustion equal in weight and volume that of the fuel before it was burned. When a fuel burns there are four products of combustion:
Fire gases
Flame
Heat
Smoke The smoke encountered at most fires consists of a mixture of oxygen, nitrogen, carbon dioxide, carbon monoxide gases, finely divided carbon particles (soot), and a miscellaneous assortment of products that have been released from the material involved. Heat is a form of energy that is measured in degrees of temperature to signify its intensity. In this sense, heat is the product of combustion that is responsible for the spread of fire. In a physiological sense, it is the direct cause of burns and other forms of personal injury. Injuries caused by heat include dehydration, heat exhaustion and injury to the respiratory tract, in addition to burns. Flame is the visible, luminous body of a burning gas. When a burning gas is mixed with the proper amounts of oxygen, the flame becomes hotter and less luminous. This loss of luminosity is because of a more complete combustion of the carbon. For these reasons, flame is considered to be a product of combustion. Heat, smoke and gas, however, can develop in certain types of smoldering fires without evidence of flame. Some materials give off more smoke than others. Liquid fuels generally give off dense black smoke. Oils, tar, paint, varnish, molasses, sugar, rubber, sulfur and many plastics, also generally give off a dense smoke in large quantities.
FUEL Fuel is the material or substance being oxidized or burned in the combustion process. In scientific terms, the fuel in a combustion reaction is known as the “reducing agent”. Most common fuels contain carbon along with combinations of hydrogen and oxygen. These fuels can be further broken down into hydrocarbon-based fuels (such as gasoline, fuel oil, and plastics) and cellulose-based materials (such as wood and paper). Fuel may be found in any of three (3) states of matter: Solid, Liquid and Gas The initiation of combustion requires the conversion of fuel into the gaseous state by heating. Fuel gases are evolved from solid fuels by pyrolysis. This is defined as the chemical decomposition of a substance through the action of heat. Fuel gases are evolved from liquids by vaporization. This process is the same as boiling water or evaporation of a pan of water in sunlight. In both cases, heat caused the liquid to vaporize. No heat input is required with gaseous fuels and this places considerable restraints on the control and extinguishment of gas fuel fires.
SOLID FUELS
Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 54 | P a g e
Solid fuels have definite shape and size. One primary consideration with solid fuels is the surface area of the material in relation to its mass. The larger the surface area for a given mass, the more rapid the heating of the material and increase in the speed of pyrolysis. The physical position of a solid fuel is also of great concern to firefighting personnel. If the solid fuel is in a vertical position, fire spread will be more rapid than if it is in a horizontal position. This is due to increased heat transfer through convection and direct flame contact in addition to conduction and radiation. LIQUID FUELS Liquid fuels have physical properties that increase the difficulty of extinguishment and hazard to personnel. Liquids will assume the shape of their container. When a spill occurs, the liquid will assume the shape of the ground (flat) and will flow and accumulate in low areas. The density of liquids in relation to water is known as specific gravity. Water is given a value of one. Liquids with a specific gravity less than one are lighter than water, while those with a specific gravity greater than one are heavier than water. It is interesting to note that most flammable liquids have a specific gravity of less than one, therefore they would float on top of water. The solubility of a liquid fuel in water is an important factor. Hydrocarbon liquids as a rule will not mix with water. Alcohol and polar solvents mix with water and if large volumes of water are used, they may be diluted to the point where they will not burn. Consideration must be given to which extinguishing agents are effective on hydrocarbons (insoluble) and which affect porous solvents and alcohol (soluble). The volatility or ease with which the liquid gives off vapor influences fire control objectives. The density of gas or vapor in relation to air is of concern to volatile liquids and with gas fuels. GAS FUELS Gases tend to assume the shape of their container but have no specific volume. If the vapor density of a gas is such that it is less dense than air (air is given a value of one), it will rise and tend to dissipate. If a gas or vapor is heavier than air, it will tend to hug the ground and travel as directed by terrain and wind. An easy way to remember those gases that are lighter than air is the acronym “HA HA MICEN”, where: H = Hydrogen
A = Anhydrous Ammonia
H = Helium
A = Acetylene
M = Methane
I = Illuminating Gas
C = Carbon Monoxide
E = Ethylene
N = Nitrogen
This is a significant property for evaluating exposures and where hazmat gas and vapor will travel.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 55 | P a g e
The mixture of the fuel vapor and air must be within the flammable range. The upper and lower limits of concentration of vapor in air will allow flame propagation when contacted by a source of ignition. The flammable range varies with the fuel and with the ambient temperature. Usually the flammable range is given for temperatures of 700F (210C).
EXAMPLES OF FLAMMABLE RANGES Fuel Lower Limit Upper Limit Gasoline Vapor 1.4 7.6 Methane (natural gas) 5.0 17.0 Propane 2.2 9.5 Hydrogen 4.0 75.0 Acetylene 2.5 100.0
When the proper fuel vapor/air mixture has been achieved, it must be raised to its ignition temperature.
HEAT Heat is a form of energy that may be described as a condition of matter in motion caused by the movement of molecules. All matter contains some heat regardless of how low the temperature is because molecules are constantly moving all the time. When a body of matter is heated, the speed of the molecules increases, thus the temperature increases. Anything that sets the molecules of a material in motion produces heat in that material. There are four (4) general categories of heat energy and they include:
Chemical Heat Energy
Electrical Heat Energy
Mechanical Heat Energy
Nuclear Heat Energy
Solar Heat Energy
CHEMICAL HEAT ENERGY
Heat of Combustion - The amount of heat generated by the combustion (oxidation) process.
Spontaneous Heating - The heating of an organic substance without the addition of external heat. Spontaneous heating occurs most frequently where sufficient air is not present to dissipate the heat produced. The speed of a heating reaction doubles with each 180 F (80 C) temperature increase.
Heat of Decomposition - The release of heat from decomposing compounds. These compounds may be unstable and release their heat very quickly or they may detonate.
Heat of Solution - The heat released by the mixture of matter in a liquid. Some acids, when dissolved, give off sufficient heat to pose exposure problems to nearby combustibles.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 56 | P a g e
ELECTRICAL HEAT ENERGY
Resistance Heating - The heat generated by passing an electrical force through a conductor such as a wire or an appliance.
Dielectric Heating - The heating that results from the action of either pulsating direct current, or alternating current at high frequency on a non-conductive material.
Induction Heating - The heating of materials resulting from an alternating current flow causing a magnetic field influence.
Leakage Current Heating - The heat resulting from imperfect or improperly insulated electrical materials. This is particularly evident where the insulation is required to handle high voltage or loads near maximum capacity.
Heat from Arcing - Heat released either as a high-temperature arc or as molten material from the conductor.
Static Electricity Heating - Heat released as an arc between oppositely charged surfaces. Static electricity can be generated by the contact and separation of charged surfaces or by fluids flowing through pipes.
Heat Generated by Lightning - The heat generated by the discharged of thousands of volts from either earth to cloud, cloud to cloud or from cloud to ground.
MECHANICAL HEAT ENERGY
Frictional Heat - The heat generated by the movement between two objects in contact with each other.
Friction Sparks - The heat generated in the form of sparks from solid objects striking each other. Most often at least one of the objects is metal.
Heat of Compression - The heat generated by the forced reduction of a gaseous volume. Diesel engines ignite fuel vapor without a spark plug by the use of this principle.
NUCLEAR HEAT ENERGY Nuclear Fission and Fusion - The heat generated by either the splitting or combining of atoms.
PHASES OF FIRE The burning process occurs in clearly defined stages. By recognizing the different phases (or stages), a fire fighter can better understand the process of burning and fighting the fire at different levels and with different tactics and tools. Each phase (or stage) is characterized by differences in room temperature and atmospheric composition.
Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 57 | P a g e
A firefighter may be confronted by one or all of the following three phases (or stages) of fire at any time: 1. Incipient Phase (Growth Stage): In the first phase, the oxygen content in the air has not
been significantly reduced and the fire is producing water vapor, carbon dioxide, perhaps a small quantity of sulfur dioxide, carbon monoxide and other gases. Some heat is being generated, and the amount will increase with the progress of the fire. The fire may be producing a flame temperature well above 1,0000F (5370C), yet the temperature in the room at this stage may be only slightly increased.
2. Free-Burning Phase (Fully Developed Stage):The second phase of burning encompasses all of the free-burning activities of the fire. During this phase, oxygen-rich air is drawn into the flame as convection (the rise of heated gases) carries the heat to the upper most regions of the confined area. The heated gases spread out laterally from the top downward, forcing the cooler air to seek lower levels, and eventually igniting all the combustible material in the upper levels of the room. This heated air is one of the reasons that firefighters are taught to keep low and use protective breathing equipment. One breath of this super-heated air can sear the lungs. At this point, the temperature in the upper regions can exceed 1,3000F (7000C). As the fire progresses through the latter stages of this phase, it continues to consume the free oxygen until it reaches the point where there is insufficient oxygen to react with the fuel. The fire is then reduced to the smoldering phase and needs only a supply of oxygen to burn rapidly or explode.
3. Smoldering Phase (Decay Stage)In the third phase, flame may cease to exist if the area of confinement is sufficiently airtight. In this instance, burning is reduced to glowing embers. The room becomes completely filled with dense smoke and gases to the extent that it is forced from all cracks under pressure. The fire will continue to smolder, and the room will completely fill with dense smoke and gases of combustion at a temperature of well over 1,0000F (5370C). The intense heat will have vaporized the lighter fuel fractions such as hydrogen and methane from the combustible material in the room. These fuel gases will be added to those produced by the fire and will further increase the hazard to the firefighter and create the possibility of a backdraft.
TIME TEMPERATURE CURVE The demarcations between the three phases can be identified by a “time temperature curve”. During the incipient (or growth) phase of a fire, shown below as the upward curve, the time can vary depending on the type of fuel, the size of the room, and the amount of oxygen supplying the fire. Flashover occurs at the end of the incipient (or growth) phase and start of the free burning (or fully developed) stage. Backdraft can occur in the smoldering (or decay) phase.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 58 | P a g e
FLASHOVER Flashover occurs when a room or other area becomes heated to the point where flames flash over the entire surface or area. Originally, it was believed that flashover was caused by combustible gases released during the early stages of fire. It was thought that these gases collected at the ceiling level and mixed with air until they reached their flammable range, then suddenly ignited causing flashover. It is now believed that while this may occur, it precedes flashover. The cause of flashover is not attributed to the excessive build-up of heat from the fire itself. As the fire continues to burn, all the contents of the fire area are gradually heated to their ignition temperatures, through “thermal radiation feedback”. When they reach this point, simultaneous ignition occurs and the area becomes fully involved in fire.
BACKDRAFT Firefighters responding to a confined fire that is late in the free-burning phase or in the smoldering phase risk causing a backdraft or smoke explosion if the science of fire is not considered in opening the structure. In the smoldering phase of a fire, burning is incomplete because not enough oxygen is available to sustain the fire. However, the heat from the free-burning phase remains, and the unburned carbon particles and other flammable products of combustion are just waiting to burst into rapid, almost instantaneous combustion when more oxygen is supplied. Proper ventilation releases smoke and the hot unburned gases from the upper areas of the room or structure. Improper ventilation at this time supplies the dangerous missing link -- oxygen. As soon as the needed oxygen rises in, the stalled combustion resumes, and it can be devastating in its speed, truly qualifying as an explosion. Combustion is related to oxidation, and oxidation is a chemical reaction in which oxygen combines with other elements. Carbon is a naturally abundant element present in wood, among other things. When wood burns, carbon combines with oxygen to form carbon dioxide, or carbon monoxide, depending on the availability of oxygen. When oxygen is no longer available, free carbon is released in the sm oke. A warning sign of possible backdraft is dense, black (carbon-filled) smoke.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 59 | P a g e
The following characteristics may indicate a backdraft or smoke explosion condition:
1. Smoke under pressure 2. Black smoke becoming dense gray yellow 3. Confinement and excessive heat 4. Little or no visible flame 5. Smoke leaves the building in puffs or at intervals 6. Smoke-stained windows 7. Muffled sounds 8. Sudden rapid movement of air inward when opening is made
This type of condition can be made less dangerous by proper ventilation. If the building is opened at the highest point involved, the heated gases and smoke will be released, reducing the possibility of an explosion. HEAT TRANSFER Heat can travel throughout a burning building by one or more of three methods, commonly referred to as conduction, convection and radiation. Since the existence of heat within a substance is caused by molecular action, the greater the molecular activity, the more intense the heat. A number of natural laws of physics are involved in the transmission of heat. One is called the Law of Heat Flow. It specifies that heat tends to flow from a hot substance to a cold substance. The colder of two bodies in contact will absorb heat until both objects are the same temperature. Conduction Heat may be conducted from one body to another by direct contact of the two bodies or by an intervening heat-conducting medium. The amount of heat that will be transferred and its rate of travel depend upon the conductivity of the material through which the heat is passing. Not all materials have the same heat conductivity. Aluminum, copper and iron are good conductors. Fibrous materials, such as felt, cloth and paper are poor conductors. Liquids and gases are poor conductors of heat because of the movement of their molecules. Air is a relatively poor conductor. Certain solid materials when shredded into fibers and packed into batts, make good insulation because the material itself is a poor conductor and there are air pockets within the batting. Double building walls that contain an air space provide additional insulation. Convection Convection is the transfer of heat by the movement of air or liquid. When water is heated in a glass container, the movement within the vessel can be observed through the glass. If some sawdust is added to the water, the movement is more apparent. As the water is heated, it expands and grows lighter, hence, the upward movement. In the same manner, air becomes heated near a steam radiator by conduction. It expands, becomes lighter and moves upward. As the heated air moves upward, cooler air takes its place at the lower levels. When liquids and

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 60 | P a g e
gases are heated, they begin to move within themselves. This movement is different from the molecular motion discussed in conduction of heat and is knows as heat transfer by convection. Heated air in a building will expand and rise. For this reason, fire spread by convection is mostly in an upward direction, although air currents can carry heat in any direction. Convected currents are generally the cause of heat movement from floor to floor, from room to room and from area to area. The spread of fire through corridors, up stairwells and elevator shafts, between walls and through attics is mostly caused by the convection of heat currents and has more influence upon the positions for fire attack and ventilation than either radiation or conduction. Another form of heat transfer by convection is direct flame contact. When a substance is heated to the point where flammable vapors are given off, these vapors may be ignited, creating a flame. As other flammable materials come in contact with the burning vapors, or flame, they may be heated to a temperature where they too, will ignite and burn. Radiation The warmth of the sun is felt soon after it rises. When the sun sets, the earth begins to cool with similar rapidity. We carry an umbrella to shade our bodies from the heat of the sun. A spray of water between a firefighter and a fire will lessen the heat reaching the firefighter. Although air is a poor conductor, it is obvious that heat can travel where matter does not exist. This method of heat transmission is known as radiation of heat waves. Heat and light waves are similar in nature, but they differ in length per cycle. Heat waves are longer than light waves and they are sometimes called infrared rays. Radiated heat will travel through space until it reaches an opaque object. As the object is exposed to heat radiation, it will in return radiate heat from its surface. Radiated heat is one of the major sources of fire spread, and its importance demands immediate attention at points where radiation exposure is severe.
FIRE EXTINGUISHMENT THEORY The extinguishment of fire is based on an interruption of one or more of the essential elements in the combustion process. With flaming combustion the fire may be extinguished by reducing temperature, eliminating fuel or oxygen, or by stopping the uninhibited chemical chain reaction. If a fire is in the smoldering mode of combustion, only three extinguishment options exist: reduction of temperature, elimination of fuel or oxygen.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 61 | P a g e
COOLING (Extinguishment of Temperature Reduction) One of the most common methods of extinguishment is by cooling with water. The process of extinguishment by cooling is dependent on cooling the fuel to a point where it does not produce sufficient vapor to burn. If we look at fuel types and vapor production, we find that solid fuels and liquid fuels with high flash points can be extinguished by cooling. Low flashpoint liquids and flammable gases cannot be extinguished by cooling with water as vapor production cannot be sufficiently reduced. Reduction of temperature is dependent on the application of an adequate flow in proper form to establish a negative heat balance.
STARVATION (Extinguishment by Fuel Removal) In some cases, a fire is effectively extinguished by removing the fuel source. This may be accomplished by stopping the flow of liquid or gaseous fuel or by removing solid fuel in the path of the fire. Another method of fuel removal is to allow the fire to burn until all fuel is consumed.
SMOTHERING (Extinguishment by Oxygen Dilution) The method of extinguishment by oxygen dilution is the reduction of the oxygen concentration to the fire area. This can be accomplished by introducing an inert gas into the fire or by separating the oxygen from the fuel. This method of extinguishment will not work on self-oxidizing materials or on certain metals as they are oxidized by carbon dioxide or nitrogen, the two most common extinguishing agents.
Extinguishment by Chemical flame Inhibition Some extinguishing agents, such as dry chemicals and halons, interrupt the flame producing chemical reaction, resulting in rapid extinguishment. This method of extinguishment is effective only on gas and liquid fuels as they cannot burn in the smoldering mode of combustion. If extinguishment of smoldering materials is desired, the addition of cooling capability is required.
CLASSIFICATION OF FIRES Class A Fire - Fires involving ordinary combustible materials, such as wood, cloth, paper,
rubber and many plastics. Water is used in a cooling or quenching effect to reduce the temperature of the burning material below its ignition temperature.
Class B Fires - Fires involving flammable liquids, greases and gases. The smothering or blanketing effect of oxygen exclusion is most effective. Other extinguishing methods include removal of fuel and temperature reduction.
Class C Fires - Fires involving energized electrical equipment.
Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 62 | P a g e
This fire can sometimes be controlled by a non-conducting extinguishing agent. The safest procedures are always to attempt to de-energize high voltage circuits and treat as a Class A or B fire depending upon the fuel involved.
Class D Fires - Fires involving combustible metals, such as magnesium, titanium, zirconium, sodium and potassium.
The extremely high temperature of some burning metals makes water and other common extinguishing agents ineffective. There is no agent available that will effectively control fires in all combustible metals. Special extinguishing agents are available for control of fire in each of the metals and are marked specifically for that metal.
Class K Fires - Class K is a new classification of fire as of 1998 and involves fires in combustible cooking fuels such as vegetable or animal fats.
Its fuels are similar to Class B fuels but involve high temperature cooking oils and therefore have special characteristics. Class K agents are usually wet chemicals, water-based solutions of potassium carbonate-based chemical, potassium acetate-based chemical, or potassium citrate-based chemical or a combination. These agents are usually used in fixed systems, but some extinguishers are available.
EXTINGUISHMENT METHODS
Identify the type of materials in the area
Class A: SOLIDS such as paper, wood, plastic etc.
Class B: FLAMMABLE LIQUIDS & GASES such as paraffin, petrol, oil, Methane, Acetylene, propane, butane etc.
Class C: Fires involving ELECTRICAL APPARATUS (when energised)
Class D: METALS such as aluminium, magnesium, titanium etc.
Class K: Kitchen fire; Cooking OIL & FAT etc.
TYPES OF FIRE EXTINGUISHER
Water Fire Extinguishers (A type): The cheapest and most widely used fire extinguishers.
Used for Class A fires. Not suitable for Class B (Liquid) fires, or where electricity is involved.
Foam Fire Extinguishers (B type): More expensive than water, but more versatile. Used
for Classes A & B fires. Foam spray extinguishers are not recommended for fires involving electricity, but are safer than water if inadvertently sprayed onto live electrical apparatus. Foam fire extinguisher comes in two type, Synthetic Foam and Protein Foam. Synthetic foam (AFFF) : Aqueous Film Forming Foam is water based and frequently contain Hydrocarbon based surfactants such as sodium alkyl sulphate and fluorsurfactants – such as

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 63 | P a g e
fluorotelomers, fluorooctanoic acid (PFOA, or perfluorooctanesulfonic acis (PFOS). The have ability to spread over hydrocarbon based liquid. Alcohol-resistant aqueous film forming foams (AR-AFFF) are foam resistant to the alcohols, able to form a protective film when they are present. Protein Foam (FFFP) : contains natural proteins as the foaming agents. Unlike other synthetic foams, protein foams are bio-degradable. They flow and spread slower, but provide a foam blanket that is more heat resistant and more durable. Protein foams include regular protein foam (P), Fluoroprotein Foam (FP), Alcohol resistant Fluoroprotein Foam (AR-FP), Film forming Fluoroprotein (FFFP) and Alcohol resistant Film forming Fluoroprotein (AR-FFFP)
Dry Powder Fire Extinguishers (ABC type & BC type): Often termed the ‘multi-purpose’ extinguisher, as it can be used on classes A, B & C fires. Best for running liquid fires (Class B). Will efficiently extinguish Class B gas fires, BUT BEWARE, IT CAN BE DANGEROUS TO EXTINGUISH A GAS FIRE WITHOUT FIRST ISOLATING THE GAS SUPPLY. ABC type fire extinguisher contains Monoammonium Phosphate powder with dry Nitrogen propellant. Nitrogen may leak out leaving the unit “full” of powder but no propellant. BC type fire extinguisher contains Sodium Bicarbonate powder “Regular” or “ordinary”.
Warning: when used indoors, powder can obscure vision or damage goods and machinery. It is also very messy.
CO2 Fire Extinguishers (B type): Carbon Dioxide is ideal for fires involving electrical
apparatus, and will also extinguish class B liquid fires, but has NO POST FIRE SECURITY and the fire could re-ignite.
For Metal Fires (D type): A specialist fire extinguisher for use on Class D fires - metal fires
such as sodium, lithium, manganese and aluminium, Zirconium, Magnesium etc. D-Type extinguishers contains Sodium Chloride salt and thermoplastic additive. Plastic melt to form an oxygen excluding crust over the metal and the salt dissipates heat.
Wet chemical (K type): A special fire extinguisher for use on Class K fires - cooking oils etc.
Wet chemical process seals the surface of burning oil to prevent re-ignition. Wet chemical extinguisher contains Potassium Acetate based, low pH agent. COLOUR CODING
Prior to 1st Jan 1997, the code of practice for fire extinguishers in the UK was BS 5423, which advised the colour coding of fire extinguishers as follows:
Water : Red Foam : Cream Dry Powder : Blue Carbon Dioxide (CO2) : Black Halon : Green (now 'illegal' except for a few exceptions such as the Police,
Armed Services and Aircraft).

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 64 | P a g e
New extinguishers should conform to BS EN 3, which requires that the entire body of the extinguisher be coloured red. A zone of colour of up to 5% of the external area can be used to
identify the contents using the old colour coding shown above.
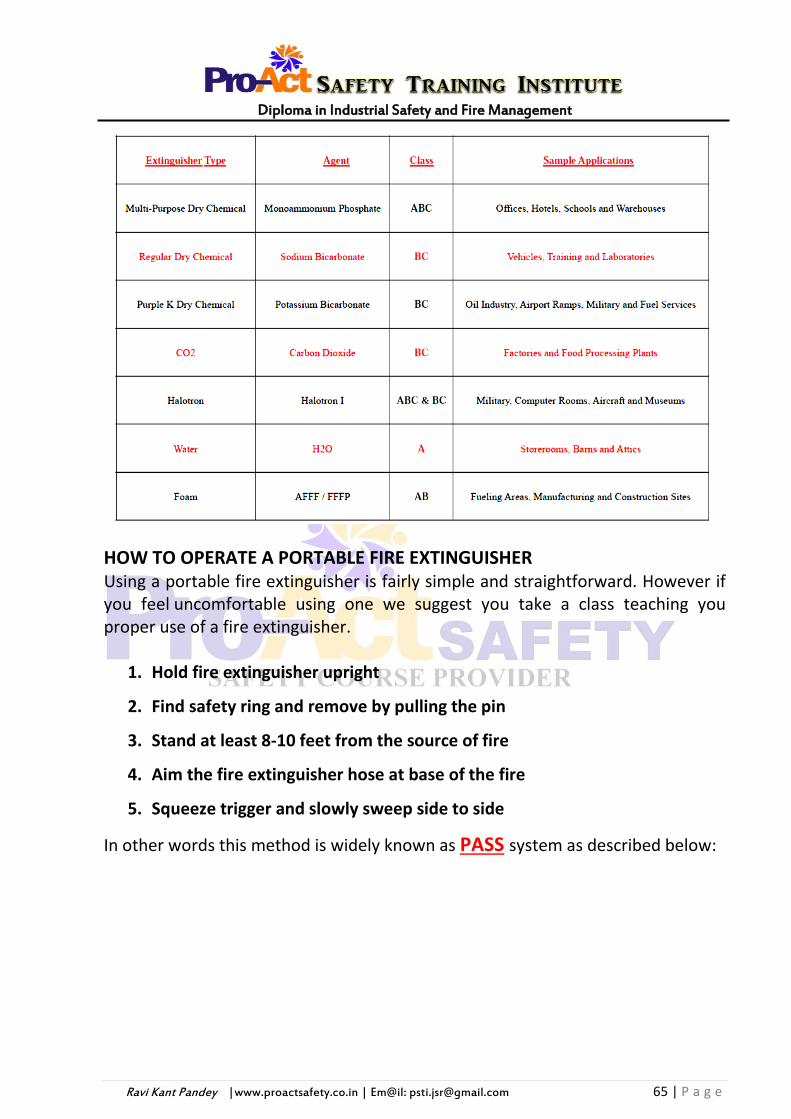
Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 65 | P a g e
HOW TO OPERATE A PORTABLE FIRE EXTINGUISHER Using a portable fire extinguisher is fairly simple and straightforward. However if you feel uncomfortable using one we suggest you take a class teaching you proper use of a fire extinguisher.
1. Hold fire extinguisher upright
2. Find safety ring and remove by pulling the pin
3. Stand at least 8-10 feet from the source of fire
4. Aim the fire extinguisher hose at base of the fire
5. Squeeze trigger and slowly sweep side to side
In other words this method is widely known as PASS system as described below:

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 66 | P a g e
FIRE SAFETY RISK ASSESSMENT 1. IDENTIFY FIRE HAZARDS : Identify sources of ignition, fuel and
oxygen. 2. IDENTIFY PEOPLE AT RISK : Identify people in and around the
premises, people specially at risk. 3. EVALUATE, REMOVE, REDUCE AND PROTECT FROM RISK : Evaluate
the risk of a fire occurring, evaluate the risk to people from fire, remove and reduce fire hazards, remove or reduce the risk to people by using:
Detection and Warning
Fire-fighting
Escape routes
Lighting
Signs and Notices
Maintenance 4. RECORD, PLAN, INFORM, INSTRUCT AND TRAIN : Record significant
findings and action taken, Prepare an Emergency plan, Inform and instruct relevant people, co-operate and co-ordinate with others, Providing training.
5. REVIEW : Keep assessment under review, revise when necessary.
REMEMBER TO KEEP YOUR FIRE RISK ASSESSMENT UNDER REVIEW.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 67 | P a g e
MAINTENANCE & INSPECTION OF FIRE EXTINGUISHER
There are four inspection / test required
1. Monthly Inspection
2. Annual Maintenance
3. 5 Years Internal Inspection
4. Hydrostatic test
Monthly Inspection
DEFINITIONS: The following are some terms used to define and describe fire activity. 1. BOILING POINT - The temperature of a substance where the rate of evaporation
exceeds the rate of condensation. 2. BRITISH THERMAL UNIT (BTU) - The amount of heat needed to raise the temperature of
one pound of water one degree F. 3. CALORIE - The amount of heat needed to raise the temperature of one gram of water
one degree Centigrade. 4. CENTIGRADE (Celsius) - On the Centigrade scale, zero is the melting point of ice; 100
degrees is the boiling point of water.
Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 68 | P a g e
5. ENDOTHERMIC HEAT REACTION - A chemical reaction where a substance absorbs heat energy.
6. EXOTHERMIC HEAT REACTION - A chemical reaction where a substance gives off heat energy.
7. FAHRENHEIT - On the Fahrenheit scale, 32 degrees is the melting point of ice; 212 degrees is the boiling point of water.
8. FIRE POINT - The temperature at which a liquid fuel will produce vapors sufficient to support combustion once ignited. The fire point is usually a few degrees above the flash point.
9. FLAMMABLE OR EXPLOSIVE LIMITS - The percentage of a substance in air that will burn once it is ignited. Most substances have an upper (too rich) and a lower (too lean) flammable limit.
10. FLASH POINT - The minimum temperature at which a liquid fuel gives off sufficient vapors to form an ignitable mixture with the air near the surface. At this temperature, the ignited vapors will flash, but will not continue to burn.
11. HEAT - The form of energy that raises temperature. Heat is measured by the amount of work it does.
12. IGNITION TEMPERATURE - The minimum temperature to which a fuel in air must be heated in order to start self-sustained combustion independent of the heating source.
13. OXIDATION - The complex chemical reaction of organic material with oxygen or other oxidizing agents in the formation of more stable compounds.
14. Fire : Fire is a rapid, self-sustaining oxidation process generating heat and light. The components of a fire and the types of fire are discussed below.
15. Oxidation: a chemical reaction between an oxidizer and fuel. 16. Oxidizer: generally, a substance containing oxygen that will chemically react with fuel to
start and/or feed a fire. Examples include oxygen in the air, fluorine gas, chlorine gas, bromine, and iodine.
17. Fuel: materials that burn. Most common fuels contain carbon, hydrogen, and oxygen. Examples include wood, paper, propane gas, methane gas, and plastics.
18. Combustion: a rapid oxidation reaction that can produce fire. The oxygen in the air (21 per cent) is generally the oxidizer, chemically reacting with the fuel. All combustion reactions give off heat and are therefore exothermic reactions. Combustion is commonly called fire. If combustion is confined and a rapid pressure rise occurs, it is called an explosion.
19. Explosion: a rapid expansion of gases (fuel and oxygen) that have mixed prior to ignition. Common explosions encountered by fire-fighters are chemical and mechanical explosions.
20. Chemical explosion: a rapid combustion reaction classified as a detonation or deflagration, depending on the rate of propagation.
21. Detonation: a reaction that propagates at the speed of sound (1,088 feet per second in air) producing a shock wave. Examples include high explosives (dynamite, blasting agents).
22. Deflagration: a reaction that propagates at less than the speed of sound. Examples include low explosives (gunpowder) and combustible gases and dusts.
23. Backdraft: an explosion caused by the sudden influx of air into an oxygen-starved area filled with a mixture of combustible gases (primarily carbon monoxide) that are heated above their ignition temperature.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 69 | P a g e
24. Mechanical explosion: a physical explosion. Examples include a boiler explosion and a boiling liquid expanding vapor explosion (BLEVE).
25. BLEVE: a container failure in the form of an explosion caused by the weakening of the container shell from the heat from a fire, corrosion, or mechanical damage. If the contents inside the container are flammable, a dramatic fireball results. Pyrolysis: a decomposition reaction in a solid material, not fast enough to be self-sustaining, usually brought on by the introduction of heat. It is the precursor to combustion. Characteristics of pyrolysis include the discoloration or browning of the surface of the material and the emission of smoke vapours.
26. Exothermic reaction: a chemical reaction that generates heat. New substances formed have less heat energy than was in the reacting materials. An example is combustion.
27. Endothermic reaction: a chemical reaction causing the absorption of heat. New substances formed by the chemical reactions contain more heat energy than prior to the reaction. An example is spontaneous combustion.
28. Spontaneous combustion: an endothermic chemical reaction causing self-ignition. Examples include a pile of rags dipped in linseed oil, alkyd enamel resins, or drying oils not properly stored or discarded and wet hay inside a barn loft.
29. Fire triangle: a model used to help in the understanding of the three major elements necessary for ignition: heat (thermal energy), fuel, and oxidizer (oxygen). It visually depicts the ignition sequence.
30. Fire tetrahedron: a model that expands on the one-dimensional fire triangle. The fire tetrahedron visually shows the interrelationship among the three components of the fire triangle and further clarifies the definition of combustion by adding a fourth component (chemical chain reaction), depicting the concept of the rapid, self-sustaining oxidation reaction. The fire tetrahedron depicts the growth of ignition into a fire.
31. Heat (Thermal Energy) : Heat is defined as thermal energy. There are several types of heat, or thermal, energy.
32. Chemical energy: heat energy from oxidation reactions. Fire is an example. 33. Electrical energy: heat energy (resistance) developed by electrical current moving
through a conductor (copper wire). Examples of electrical energy include arching, sparks, static electricity, and lightning.
34. Mechanical energy: heat energy developed from solid objects rubbing together causing friction. Mechanical heat energy is also created in the diesel engine (adiabatic process) to initiate combustion via the rapid compression of the fuel-air mixture in the cylinders.
35. Nuclear energy: heat energy released from the atom through fission (break-up of the nucleus) and fusion (combining of two or more nuclei) processes.
36. Solar energy: the heat energy of the sun in the form of rays that travel towards the Earth at the speed of light. These infrared and ultraviolet rays can be harnessed to heat homes, reflected by mirrors, and concentrated through a magnifying glass to ignite finely divided solid particles.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 70 | P a g e
FIRE DETECTION DEVICES
Detector description Application

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 71 | P a g e
Fire safety and evacuation plans
Your plan must show how you have:
a clear passageway to all escape routes clearly marked escape routes that are as short and direct as possible enough exits and routes for all people to escape emergency doors that open easily emergency lighting where needed training for all employees to know and use the escape routes a safe meeting point for staff People with mobility needs : You should also make special arrangements for
people with mobility needs, e.g. make sure there are people to help wheelchair users get downstairs if there’s a fire.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 72 | P a g e
CHAPTER - 7
OIL REFINERIES AND PETROCHEMICAL PLANTS
OIL REFINERIES Because of their inherent hazards, especially from explosion, fire, and chemicals, oil refineries are tightly regulated places in which to work. Work permits must always be obtained and followed. Plant practices, warnings, and emergency procedures must be observed at all times. When in doubt, remember to exercise your “right to know” under legislation. Check labels and MSDSs. Any required protective equipment and procedures must be explained and available when hazardous exposure is possible.
INTRODUCTION Crude oil is a complex mixture of thousands of different hydrocarbons and varying amounts of other compounds containing sulphur, nitrogen, and oxygen as well as salts, trace metals, and water. Crude oils can vary from a clear liquid, similar to gasoline, to a thick tar-like material needing to be heated to flow through a pipeline. A petroleum refinery's main job is to split crude oil into its many parts (or fractions) which are then reprocessed into useful products. The type, number, and size of process units required at a particular refinery depends on a variety of factors including the type of crude oil and the products required. The interconnected units making up a refinery are a maze of tanks, furnaces, distillation towers (fractionating columns), reactors, heat exchangers, pumps, pipes, fittings, and valves.
Products of crude oil refineries include • fuels such as gasoline, diesel fuel, heating oil, kerosene, jet fuel, bunker fuel oil, and liquefied petroleum gas • petroleum solvents including benzene, toluene, xylene, hexane, and heptane, which are used in paint thinners, dry-cleaning solvents, degreasers, and pesticide solvents • lubricating oils produced for a variety of purposes, and insulating, hydraulic, and medicinal oils • petroleum wax • greases, which are primarily a mixture of various fillers • asphalt. These products can be hazardous not only in their final state but as they are being processed and refined.
Health and Safety Hazards The plant and equipment of refineries are generally modern, and the processes are largely automatic and totally enclosed. Routine operations of the refining processes generally present a low risk of exposure when adequate maintenance is carried out and proper industry standards for design, construction, and operation have been followed. The potential for hazardous exposures always exists, however. Because of the wide variety of hydrocarbon hazards and their complexity, it is impossible to identify all of the hazards here – and impossible for construction crews to know everything they may need for protection when performing maintenance, repair, or installation work in an oil refinery.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 73 | P a g e
As a worker you must depend on the knowledge available from the plant operating and maintenance staff, normally available through your employer. If there is reasonable doubt about a situation in which you find yourself, exercise your “right to know” and make use of WHMIS to obtain the information, equipment, and procedures necessary to protect yourself and your fellow workers.
Hazardous Chemicals In a refinery, hazardous chemicals can come from many sources and in many forms. In crude oil, there are not only the components sought for processing, but impurities such as sulphur, vanadium, and arsenic compounds. The oil is split into many component streams that are further altered and refined to produce the final product range. Most, if not all, of these component stream chemicals are inherently hazardous to humans, as are the other chemicals added during processing. Hazards include fire, explosion, toxicity, corrosiveness, and asphyxiation. Information on hazardous materials manufactured or stored in a refinery should be supplied by the client's representative when a work permit is issued.
Fire and Explosion The principal hazards at refineries are fire and explosion. Refineries process a multitude of products with low flash points. Although systems and operating practices are designed to prevent such catastrophes, they can occur. Constant monitoring is therefore required. Safeguards include warning systems, emergency procedures, and permit systems for any kind of hot or other potentially dangerous work. These requirements must be understood and followed by all workers. The use of matches, lighters, cigarettes, and other smoking material is generally banned in the plant except in specially designated areas.
Health and Hygiene Hazards Table 1 highlights major potential air contaminants which can escape from a typical refinery operation and their major sources. It does not attempt to identify all such possible hazards. Table 2 reviews common hazardous chemicals and chemical groups typically present and their most significant hazards to workers. Care should be exercised at all times to avoid inhaling solvent vapours, toxic gases, and other respiratory contaminants. Because of the many hazards from burns and skin contact, most plants require that you wear long-sleeved shirts or coveralls.
Major Shutdown and Maintenance The principal exposures to hazardous substances occur during shutdown or maintenance work, since these are a deviation from routine operations. Plant turnarounds require careful planning, scheduling, and step-by-step procedures to make sure that unanticipated exposures do not occur. Any plant shutdown requires a complete plan in writing to cover all activities, the impact on other operations, and emergency planning. Plans are normally formulated by plant personnel in conjunction with contractors. Construction personnel should always keep in mind the responsibilities of the various workplace parties under the Occupational Health and Safety Act, the regulations for construction projects, and WHMIS legislation. This should especially be considered in the bidding and planning stages of any contract to ensure that the refinery provides all of the required health and safety information.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 74 | P a g e
Common Hazardous Materials Table 2 lists common hazardous materials that may be encountered on a refinery site. Note, however, that the table is not all-inclusive. See the chapters on WHMIS and Basic Occupational Health in this manual.WHMIS labels and MSDSs provide detailed information for specific products.
TABLE 1 : Major Potential Air Contaminants
Air Contaminants Major Sources
Hydrocarbon Vapours – Compound of ( C ) & Hydrogen (H)
Transfer and loading operations
Storage Tanks
Crude unit, atmospheric and vacuum towers
Cracking units (“cat”, hydrocracking, coking- polynuclear aromatic hydrocarbons [PAHs] and high boiling aromatic hydrocarbons [HBAHs] are of concern because of their carcinogenic potential)
Rearranging and combing processes such as reformers and alkylation units
Treating operations
Cracking unit regeneration
Heat exchangers
Boilers and heaters
Pumps valves
Cooling towers
Sulphur dioxide (SO2)
Boilers
Cracking unit regeneration
Treating operations
Furnaces
Carbon monoxide (CO)
Rearranging and combing processes such as reformers and alkylation units
Catalyst regeneration
Flares
Boilers
Furnaces
Nitrogen dioxide (NO2) Boilers
Furnaces
Hydrogen sulphide (H2S)
Sour crudes
Liquid wastes
Pumps
Crude tower
Cracking operations
Rearranging and combing processes such as reformers and alkylation units
Hydrogenation
Particulates
Catalyst dust
Rearranging and combing processes such as reformers and alkylation units
Petroleum coke dust – cracking units
Chlorine (Cl or Cl2) Caustic unit
Ammonia (NH3) Compressors

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 75 | P a g e
Maintenance Hazards and Precautions
Tank Cleaning Hydrogen sulphide is a potential problem in the transport and storage of crude oil. The cleaning of storage tanks presents a high hazard potential. Many of the other classic confined-space entry problems can occur here, including oxygen deficiency resulting from previous inerting procedures, rusting, and oxidation of organic coatings. Carbon monoxide can be present in the
inerting gas. In addition to H2S, depending on the characteristics of the product previously stored in the tanks, other chemicals that may be encountered include metal carbonyls, arsenic, and tetraethyl lead.
“Alky” (Alkylation) Unit The lightest fraction from the crude unit is first processed in the gas plant. Some of the liquid hydrocarbons from the wet gas are run straight to the gasoline blending plant, but others go

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 76 | P a g e
through the alkylation process. These light parts are put together using hydrofluoric acid or sulphuric acid as catalysts. The main hazards in this process come from possible exposure to the catalysts, hydrofluoric acid or sulphuric acid, and their dusts, by-products, and residues as well as hydrogen sulphide, carbon monoxide, heat, and noise. Other processes utilize acid catalysts and caustic “washes.” These can lead to hazardous situations, especially in shutdowns where a contractor's personnel may be exposed to residues or other contaminants. Information is required from refinery personnel and specialized training is required in the necessary procedures and personal protective equipment, including its care and use.
Confined Spaces On most jobsites there are potential confined space hazards. These hazards are multiplied, however, on a refinery site because of the complex collection of tanks, reactors, vessels, and ducts combined with a wide variety of hazardous chemicals and emissions, often in enclosed areas. Many of these chemicals can produce oxygen deficient, toxic, or explosive atmospheres. Knowledge of general confined space procedures and specific in-plant requirements are both critical in refinery work. For more information, refer to the chapter on Confined Spaces in this book.
SAFE WORK PRACTICES AND PROCEDURES Personnel • Hearing protection and safety glasses must be worn in all operating areas or as posted. • Respiratory protection or equipment must be fit tested. Facial hair is unacceptable where the mask must make an airtight seal against the face. • Shirts must be long-sleeved and worn with full-length pants or coveralls. • Clothing must not be of a flammable type such as nylon, Dacron, acrylic, or blends. Fire-resistant types include cotton, Nomex, and Proban. • Other PPE required may include acid hood, impervious outerwear, rubber boots, face shields, rubber gloves, disposable coveralls, mono-goggles, and fall-arrest equipment. • Smoking is allowed only in designated areas.
Vehicles • Vehicle entry is by permit only and keys are to be left in parked vehicles. • Vehicles must be shut down at the sound of any emergency alarm. • Vehicles must be equipped with ground straps or cables.
Permit Systems No work takes place in a refinery without a safe work permit. A safe work permit is a document issued by an authorized representative of the client permitting specific work for a specific time in a specific area. Work permits should indicate the date and time of issue, the time of expiry, a description of the work to be done, and the name of the company performing the work. Permits also specify any hazards and controlled products under WHMIS and any protective equipment needed for the job. The permit will advise you of any steps required to make the
Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 77 | P a g e
area or equipment safe for work, tell you the results of any gas tests, advise you of any electrical lockouts that have been done, and tell you of any work practices required for the specific job. Safe work permits are valid only for a limited time and must be renewed following expiry or normally after any one-hour stoppage, after an emergency warning on the site, or for other safety reasons. After such an event, any required gas testing or other testing must be repeated to ensure a safe return to the work. The types of safe work permits required typically include the following. Specific categories may vary from site to site. • Hot work – covers any work that involves heat or an ignition source, including welding, grinding, and the use of any kind of motor. In high-risk areas, a spark watch may be required. • X-ray and radiation • Benzene – required when a benzene exposure hazard exists. • Confined space entry hot work – involving potential ignition hazards. • Confined space entry cold work – involving work that will not produce a spark. • Hoisting – permit. • Electrical – for other than routine work. • Camera – typically requires a hot work permit when lighting is required. • Asbestos – required whenever an asbestos exposure hazard exists. • Vehicle movement • Hydrant – permits the use of plant fire hydrants.
Special Authorization Permits In addition to safe work permits, special authorization permits are normally required for the following operations: • Excavation • Hoisting with major mobile equipment • Hot tap and non-conventional repairs • opening live flare lines • Temporary electrical facilities.
EMERGENCY WARNING SYSTEM AND PROCEDURES In oil refineries there will be both plant alarms or whistles and individual unit alarms. All workers must receive training in recognizing and responding to these alarms. Verbal messages usually accompany the alarms. There will be different alarms for fire emergency and toxic alarms. • When an alarm sounds, secure all equipment and shut down all vehicles. • Note the wind direction (wind socks) and proceed to the appropriate assembly area (or safe haven). • Do a head count to make sure all personnel are accounted for and report the result to a client contact person. • Know the local designated safety areas or safe havens and emergency phone number(s). If you are the one who is first aware of an emergency, then call the emergency number. • Report your name. • Describe the emergency.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 78 | P a g e
• Identify its location. • Indicate whether anyone is injured. • Proceed to the assembly area.
Electrical Precautions • Electrical tagging and lockout procedures must be understood and followed by all workers. • All electric tools, cords, and equipment must be grounded or double-insulated. • Use explosion-proof fixtures where required.
Sewers • Sewers must be covered when hot work is being done in the vicinity. • Sewer covers must be in good condition with no openings for vapour flow. • Sewer covers are to be removed when hot work is discontinued at the end of the job or overnight to accommodate drainage. Blinding or Blanking-off • Piping connected to a work area from vessels, pumps, and other sources is isolated or blinded with a solid plate prior to the start of work. • Blanking can sometimes be done with two valves and a bleeder valve between them. In this case the valves should be closed, chained, locked, and tagged.
1. Petrochemical Plants Petrochemicals refer to a group of chemicals that are manufactured using crude petroleum and natural gas feedstock as raw materials. Petrochemicals are versatile starting points for the production of thermoplastic and thermosetting materials. Thermoplastics are materials that can be softened repeatedly by the application of heat. The most important thermoplastics are high and low density polyethylene, polypropylene (polyolefins), polyvinyl chloride, and polystyrene. Thermosetting materials are those that undergo a chemical change when heated and shaped and therefore cannot be reshaped by another application of heat. Some thermosetting plastics are thermosetting resins (including phenol and urea formaldehydes), epoxy resins, unsaturated polyesters and polyurethanes, and engineered plastics such as polyacetyls, polyamides, and polycarbonates. The hazards of the petrochemical industry are closely related to those of oil refining, particularly in the raw material stages. Atmospheric contamination hazards in the petrochemical industry can be complex, particularly when substances or processes combine. These combined effects are often much more toxic and dangerous than individual effects. As they do in oil refineries, construction crews in petrochemical plants must comply with regulations as well as in-plant procedures. Cooperation between contractor and client is essential for safe work, from the bidding stage until the contract is completed.
Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 79 | P a g e
Oil and gas well drilling and servicing activities involve many different types of equipment and materials. Recognizing and controlling hazards is critical to preventing injuries and deaths. Several of these hazards are highlighted below.
Vehicle Collisions Struck-By/ Caught-In/ Caught-Between Explosions and Fires Falls Confined Spaces Ergonomic Hazards High Pressure Lines and Equipment Electrical and Other Hazardous Energy Machine Hazards

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 80 | P a g e
CHAPTER - 8
CONSTRUCTION SAFETY
CONSTRUCTION BASICS Construction is a high hazard industry that comprises a wide range of activities involving construction, alteration, and/or repair. Examples include residential construction, bridge erection, roadway paving, excavations, demolitions, and large scale painting jobs. Construction workers engage in many activities that may expose them to serious hazards, such as falling from rooftops, unguarded machinery, being struck by heavy construction equipment, electrocutions, silica dust, and asbestos. The Safety personnel need to identify, reduce, and eliminate construction-related hazards. Basically construction work consists of three main activities. Each activity has lot of hazards to control or eliminate. These three main activities are:
1. Excavation work,
2. Foundation work and
3. Structural work
Definitions Excavation – a man-made cut, cavity, trench or depression formed by earth removal.
Trench – a narrow excavation. The depth is greater than the width, but not wider than 15 feet.
Shield - A structure able to withstand a cave-in and protect employees (also called box).
Shoring - A structure that supports the sides of an excavation and protects against cave-ins.
Sloping - A technique that employs a specific angle of incline on the sides of the excavation. The
angle varies based on assessment of impacting site factors.
Hazard Identification and Risk Assessment The Safety, Health and Welfare at Work (Construction) Regulations 2006 require that anyone in an excavation deeper than 1.25 meters be protected from dislodgement of the sides of the excavation. This protection could be in the form of shoring (support for the excavation), battering (sloping the excavation) or other suitable means. Notwithstanding this, all excavations (including those shallower than 1.25 metres) and the area in the vicinity of an excavation must, when people have access to them, be as far as is reasonably practicable safe and without risk to health.
The common hazards associated with excavation works are: ● Contact with underground services ● Contact with overhead lines ● Collapse of the excavation's sides ● Materials falling onto people working in the excavation ● People and vehicles falling into the excavation ● People being struck by plant ● undermining of nearby structures ● Ground water ● Soil ● Access to the excavation ● Fumes ● Accidents to public.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 81 | P a g e
Safe System of Work Plan Once you have identified what the risks are, you must put in place a plan to effectively manage those risks. The Health and Safety Authority has in consultation with the construction industry, formulated a practical system to help employers and employees comply with their statutory requirements in this regard. This is called the Safe System of Work Plan (SSWP)
Underground Services and Overhead Power Line If underground cables or overhead lines cannot be diverted, then the following steps should be taken to avoid contact. ● Contact the appropriate service providers and ask their advice and obtain relevant drawings. ● Look around for obvious signs of underground services, e.g. valve covers or patching of the road surface. ● Use locators to trace any services and mark the ground accordingly. Make sure persons using these scanners are trained and understand their use. ● Make sure that the person supervising excavation work has service plans and knows how to use them. Everyone carrying out the work should know about safe digging practices and emergency procedures. ● Survey the area for overhead obstructions such as electricity lines. ● Erect goal posts and bunting if required. ● Where work needs to be carried out in close proximity to overhead lines, contact the electricity department for advice.
Bunting to Protect Equipment from Coming into Contact with Operators on Site Locate Underground Services Overhead Electricity Lines Prior to Excavating
SOIL Before starting the excavation work it is very important to examine the soil. Because on the soil, the excavation work will be done and structure of the construction work will be stands over it. In other words we can say safety of the construction work starts right from here. OSHA classifies soils into four categories: Solid Rock, Type A, Type B, and Type C. Solid Rock is the most stable, and Type C soil is the least stable. Soils are typed not only by how cohesive they are, but also by the conditions in which they are found. Stable rock is practically unachievable in the excavation of a trench. This is because the excavation of rock typically requires drilling and blasting, which fractures the rock, making it less stable. Type A soil can be clay, silty clay, or sandy clay. A soil cannot be considered Type A if it is fissured (has cracks) or other conditions exist that can adversely affect it, such as:
Subject to vibration from heavy traffic, pile driving, or similar effects Having been previously disturbed/excavated

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 82 | P a g e
Where it is part of a layered system, where less stable soil is near the bottom of the excavation, with the more stable soils on top.
Subject to other factors which would make it unstable-such as the presence of ground water, or freezing and thawing conditions.
Type B soils include both cohesive and non-cohesive soils. They include silts, sandy loams, medium clays, and unstable rock. Soils that might be classified as A, but have fissures, or are subject to vibration, may also be classified as "B" soils. Type C soils are the most unstable (and therefore most dangerous) of the four soil types. They are easily recognized by the continual sloughing of the sides of the walls of excavation. If soil is submerged, or water is seeping from the sides of an excavation, it’s very probably "C" soil. Soil may be classified as Type C if an excavation is dug in "layered" soils, where different soil types lay on top of each other. When an unstable soil type is underneath a stable soil type in an excavation, the "weakest link" will soon give way. The typing of soils must be done by the competent person prior anyone entering the excavation. The weaker the soil, the greater the need for protective systems.
Note: If you are uncertain of the soil type, ALWAYS assume Type C soil!
Excavation Collapse:
Figure : Unsupported & Supported Excavation Fig: Shoring
A range of proprietary trench boxes and hydraulic walls allow trench supports to be put in place without requiring people to enter the excavation. The following is a summary of some of the steps than can be taken to prevent a person becoming engulfed or injured in an excavation.
Prevent the sides and the ends from collapsing by battering them to a safe angle (see Figure).

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 83 | P a g e
Battered / Sloped side wall of the trench.
Benching is a process of stepping off the earthen walls of an excavation. Sloping can be used as a system by itself or in conjunction with benching.
Simple Slope in Type C Soil
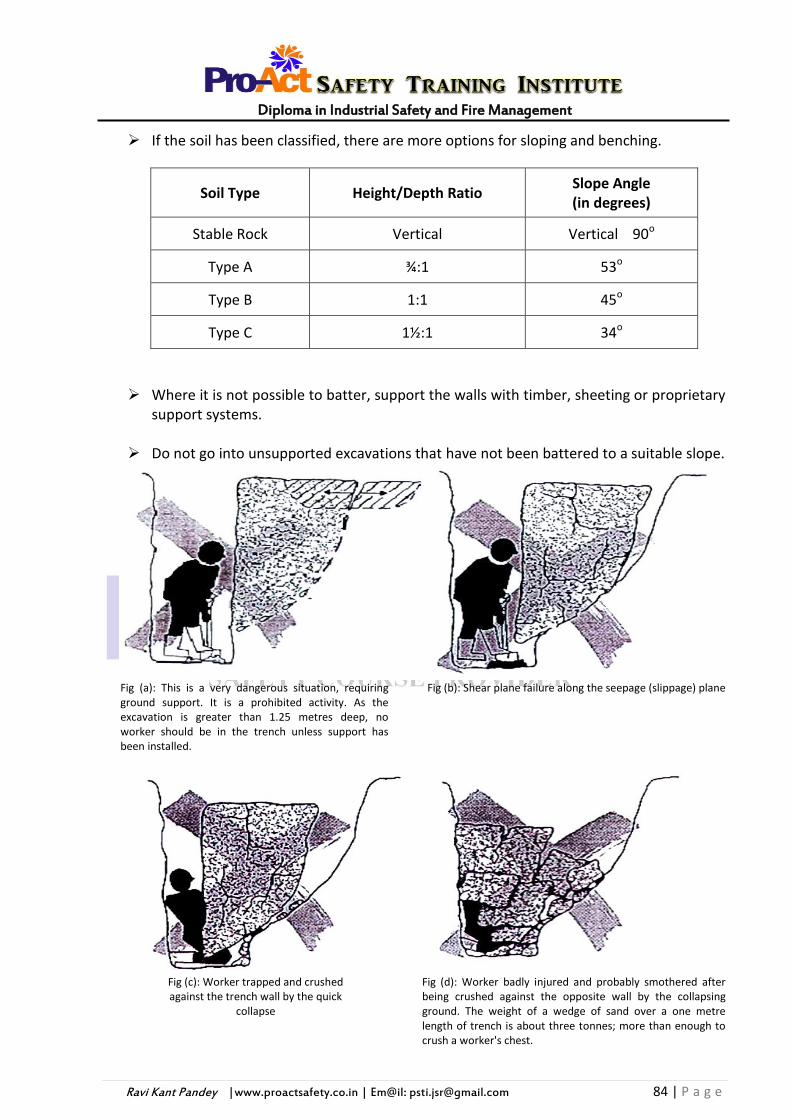
Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 84 | P a g e
If the soil has been classified, there are more options for sloping and benching.
Soil Type Height/Depth Ratio Slope Angle (in degrees)
Stable Rock Vertical Vertical 90o
Type A ¾:1 53o
Type B 1:1 45o
Type C 1½:1 34o
Where it is not possible to batter, support the walls with timber, sheeting or proprietary support systems.
Do not go into unsupported excavations that have not been battered to a suitable slope.
Fig (a): This is a very dangerous situation, requiring ground support. It is a prohibited activity. As the excavation is greater than 1.25 metres deep, no worker should be in the trench unless support has been installed.
Fig (b): Shear plane failure along the seepage (slippage) plane
Fig (c): Worker trapped and crushed against the trench wall by the quick
collapse
Fig (d): Worker badly injured and probably smothered after being crushed against the opposite wall by the collapsing ground. The weight of a wedge of sand over a one metre length of trench is about three tonnes; more than enough to crush a worker's chest.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 85 | P a g e
No vehicle or item of plant is allowed near an edge of an excavation, which is likely to cause collapse (see Fig a and Fig b ).
Excavated Material (Fig:a)
Figure (a) & (b): Vehicle Separation from Trench
Never work ahead of the support.
Remember that even work in shallow trenches can be dangerous. You may need
to provide support if the work involves bending or kneeling in the trench.
Even work in rock cut excavations may result in boulders falling in on persons at
work.
Figure : Trench Box Being Used to Prevent Collapse of Excavation

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 86 | P a g e
Materials Falling into Excavations Do not store spoil or other materials close to the sides of excavations. The spoil
may fall into the excavation and the extra loading will make the sides more prone to collapse.
Make sure the edges of the excavation are protected against falling materials. Provide toe boards where necessary.
Figure : Trench Box with Handrails and Toe-boards Fig: Shielding
Wear a hard hat when working in excavations. In rock cut excavations where the rock is friable netting should be used.
Figure : Spoil being Piled Away from Edge of Excavation
People and Vehicles Falling into Excavations Take steps to prevent people falling into excavations. Provide substantial barriers, for
example guard rails and toe boards. Keep vehicles away from excavations wherever possible. Use brightly painted stop
blocks or barriers where necessary. Where vehicles have to tip materials into excavations, use stop blocks to prevent them
from over-running. Remember that the sides of the excavation may need extra support. Never have a person in an excavation while machinery is working over it. The extra
surcharge from the weight of the machine may induce a collapse.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 87 | P a g e
People Being Struck by Plant or Heavy Items Keep workers away from moving plant such as excavators. Workers should work outside
the reach of the excavator bucket. Where this is not possible, use safe systems of work to prevent people being struck.
Plant operators should be competent and CSCS (Construction Skills Certification Scheme) trained or approved equivalent.
Mobile work equipment such as articulated dump trucks that have reduced visibility in their direction of travel must be fitted with auxiliary visibility aids.
Attachments for excavators fitted via quick hitch mechanisms must be effectively secured.
Check lines should be used to guide items into position and the work carried out under the control of a slinger or signaller who is in possession of a CSCS card.
A register of lifting equipment must be kept with appropriate records of statutory tests and examinations.
Undermining Nearby Structures Make sure excavations do not affect the footings of scaffolds or the foundations of
nearby structures. Walls may have very shallow foundations that can be undermined by even small trenches.
Decide if the structure needs temporary support before digging starts. Surveys of the foundations and the advice of a structural engineer may be needed.
If shoring support is required, it should be installed in such a way that the stability of the structure is not compromised at any stage of the installation/excavation process.
Access Provide good ladder access or other safe ways of getting in and out of the excavation.
Keep access routes clear from obstruction. A trench will generally be a confined space. Thus emergency and rescue procedures that
comply with the Authority's Code of Practice for Working in Confined Spaces should be adhered to.
Figure: Safe Access is required.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 88 | P a g e
Gases Exhaust fumes can be dangerous. Do not site petrol or diesel engine equipment such as
generat ors or compressors in, or near the edge of, an excavation unless fumes can be ducted away or the area can be adequately ventilated.
Excavations can have poor natural ventilation so that the presence of, or potential for, a dangerous atmosphere can give rise to typical "confined space" conditions of immediate danger to life and health.
Dangerous atmospheres: can occur in excavations due to lack of oxygen or the
presence of toxic or flammable gases or of simple asphyxiants. Lack of oxygen: Excavations can become oxygen depleted by any process which uses up oxygen faster than it is replenished by ventilation: e.g. by fire or other form of burning or combustion.
Asphyxiant gas: Simple asphyxiants are physiologically inert gases that dilute or displace atmospheric oxygen below the level required for normal respiration. Common examples of asphyxiant gases are carbon dioxide, ethane, helium, hydrogen, methane and nitrogen. Sometimes inert gases are deliberately supplied into excavations: Argon, helium, nitrogen or carbon dioxide, for example, may be piped into an excavation for welding purposes. An excavation may also be located close to a buried underground gas main. A leak of any of these gases into the excavation can quickly lead to a dangerous atmosphere. Certain welding processes, which involve risk of inert gas accumulation, such as "purge gas damming" should be avoided in excavations or other confined spaces unless appropriate special controls are in place. Similarly, appropriate special controls should be in place if liquid nitrogen is supplied into an excavation for the purpose of isolating a section of live water main.
Toxic atmosphere: A huge variety of gases and vapours are considered to be acutely or chronically toxic. The leakage or seepage of a toxic gas into an excavation must be avoided. Toxic gas may also be generated within the excavation, for example carbon monoxide may be generated by the use of internal combustion engines. Chronically toxic gases may have immediate or long-term effects on health.
Flammable or explosive atmosphere: A gas or vapour that would burn will become explosive if it is confined in a tight space. So a gas or vapour can explode inside an excavation and produce a great deal of damage. These gases may come from sources such as renovation of fuel retail garages and in underground fuel tanks, or from leaking underground gas mains. Methane as stated earlier may also be produced in excavations adjacent to land fill sites or where other vegetation or biological waste is decomposing. In sufficient concentrations, it can cause fires or explosions when ignited. Before beginning work in an excavation, the following questions have to be asked - and answered:
Is a dangerous atmosphere present, or liable to be present? Is the space adequately ventilated to a) maintain adequate oxygen content and, b)
prevent the accumulation of harmful substances?

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 89 | P a g e
It is important to be aware of the use and history of the location of the work when considering the first vital question. Buried underground pipework or a leaking sewerage vault may present a hidden hazard. If a dangerous atmosphere is potentially present, the excavation must be treated as a confined space. A safe system of work must be developed and put in place, including the making of appropriate emergency arrangements. The safe system of work may involve the provision of adequate ventilation, the testing of the atmosphere, or other precautions, as devised by a competent person.
Protecting the public Fence off all excavations in public places to prevent pedestrians and vehicles falling into
them. Where children might get onto a site out of hours, take precautions (for example back-
filling or securely covering excavations) to reduce the chance of them being injured. If possible, excavations in public roads or streets should be back-filled or covered over at
night to minimize the risk of accidents to the public. Provide adequate guarding, signage and lighting on all footpaths, cycle tracks or roads.
Figure : Ensure that Excavations in Public Places are Fenced.
Do not leave materials lying beside an area of work. Materials should be stored in a secure compound and removed and used only as required. If material has been removed from the compound but subsequently is not required for imminent use, then that material should be returned to the compound until it can be incorporated into the work.
Supervision A competent person must supervise the installation, alteration or removal of excavation
support. Excavation works on a road, footpath or cycle track must be supervised by a competent
person who has been issued with a valid construction skills registration card for the guarding and signing of roadwork.
People working in excavations should be given clear instructions, through training, on how to work safely.
Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 90 | P a g e
Inspection and Examination of Excavations All excavations must be inspected by a competent person at least once in every day during
which persons are at work in the excavations. Every excavation more than 2 metres deep must be inspected by a competent person at the
commencement of every shift. A thorough examination of the excavation must be carried out at least every 7 days.
Figure : Installation of Excavation Supports Under Supervision
A written report should be made after most inspections. Stop work if the inspection shows the excavation to be unsafe. The results of all inspections should be documented on the appropriate form in accordance with the construction regulations. A checklist should be compiled and gone through to aid the inspection process. Having completed the checklist, the inspection record should be filled in and retained. Other checks may be appropriate depending on conditions. An Approved Form should be used to record the thorough examination of excavations.
Legal Requirements The following is a list of the main legislation governing work in connection with excavations.
Safety, Health and Welfare at Work Act 2005 Safety, Health and Welfare at Work (General Application) Regulations Safety, Health and Welfare at Work (Construction) Regulations. Safety, Health and Welfare at Work (Confined Spaces) Regulations.
In all cases, the most up to date version of the legislation should be used.
Check List to Aid with the Inspection of Shoring Is the installation as per the design?
Is the soil and water as per design?
Is there ingress of water?
Are there proper sumps?
Is material being drawn from behind the sheets?
What are the deflections on frames and sheets?
What is soil composition, are there tension cracks?
Are the deflections excessive?
Is there damage to the system?

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 91 | P a g e
Is access to trench adequate?
Are there any surcharges?
Check for cracks in adjacent structures?
Is the surface clear of plant, spoil, etc?
Are spoil heaps properly controlled?
Is the area properly fenced?
Is the access to the trench adequate?
Is the edge protection/handrail to the trench adequate?
Are there exhaust gases in the trench?
Are buried services marked?
Are wedges tight?
Are the struts horizontal?
Have struts hanging chains?
Are the personnel competent?
Is the work as per method statement?
Is the safe system of work working?
Typical Excavation Equipment
Hazards involving excavations, including trenches, can kill or seriously injure workers at construction projects.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 92 | P a g e
Cave-ins There are many potential hazards when working in excavations and trenches. Probably the most common hazard at any work site is the threat of cave-in. A cave-in occurs when walls of an excavation collapse. Cave-ins can be deadly. Wall failures often occur suddenly, with little or no time for the worker to react. The weight of the soil crushes and twists the body, causing death or serious injury in a matter of minutes. Excavations need not be deep or large to create a life threatening hazard, so every excavation must be taken seriously. Why do cave-ins occur? Undisturbed soil is kept in place by natural horizontal and vertical forces of the nearby soil. When we dig in the earth, these natural forces are no longer able to hold back the soil left behind. With no support, eventually the laws of gravity take over, and the soil from the excavation walls move downward and inward into the excavation. The result is a cave-in. Cave-ins are more likely to occur in unprotected excavations where:
The excavation is dug in unstable soil, or in soil that has been dug in before; There is excessive vibration from construction equipment or vehicle traffic around the
excavation ; Too much weight near the sides of an excavation, most frequently from equipment or the
excavated material (spoil pile) too near to the edge; Water has collected in the excavation; Changes in weather conditions (freezing, melting, sudden heavy rain, etc.)
Although there isn’t much that can be done about the weather, there are ways to help control these conditions. In order to safely and efficiently work around excavations and prevent cave-ins from occurring, always follow the points below:
Re-route traffic whenever possible, and keeping only the heavy construction equipment needed near the excavation;
Keeping the spoil pile at least 2 feet back from the edge of the excavation; Pumping water out of the excavation before anyone enters it; Using protective systems when required.
The threat of a cave-in is not the only safety concern when working around excavations and trenches. Other hazards to be considered include accidental contact with utility lines, crushing and striking hazards posed by mechanized equipment, and hazardous atmospheres. These hazards will be discussed in greater detail in later chapters. All of these hazards, however, can be kept to a minimum with thorough planning. A pre-job survey allows contractors and owners the opportunity to avoid costly changes after the work has begun.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 93 | P a g e
Construction hazards All hazards should be identified and the means of controlling these hazards must be captured in the OHS Development Plan. Additionally those new hazards arising from the construction process that will affect the maintenance must also be captured in the Plan.
Listed below are typical OHS hazards that may be encountered during the construction phase.
Falling Objects, Fatigue, Fire & Explosion, Flooding, Formwork /False work, Hand Tool, Hazardous Substances & Dangerous Goods, Heat /Cold, Hoses & Pressure Equipment, Hot Bitumen, Lead, Lone Workers, Manual Handling, Material Storage & Stacking, Moving Plant & Vehicles on site Noise, Plant (Large & Small), Pneumatic & Hydraulic Equipment, Power Tools & Equipment, Electromagnetic Radiation, Restricted Worksite, Rough Surfaces, Safe Working Distances, Scaffolding, Sharp Edges, Site Establishment & Layout, Slips & Trip Hazards, Spray Painting, Steep Slopes, Traffic, (including pedestrians), Transport of heavy plant and/or bridge girders etc., Tunnel Work, Utilities (Overhead & Underground), UV Radiation, Vegetation, Vehicle regulation requirements, Vibration, Welding & Hot Work, Working at Heights, Working over water, Others as identified.
Workplace Hazards in CONSTRUCTION
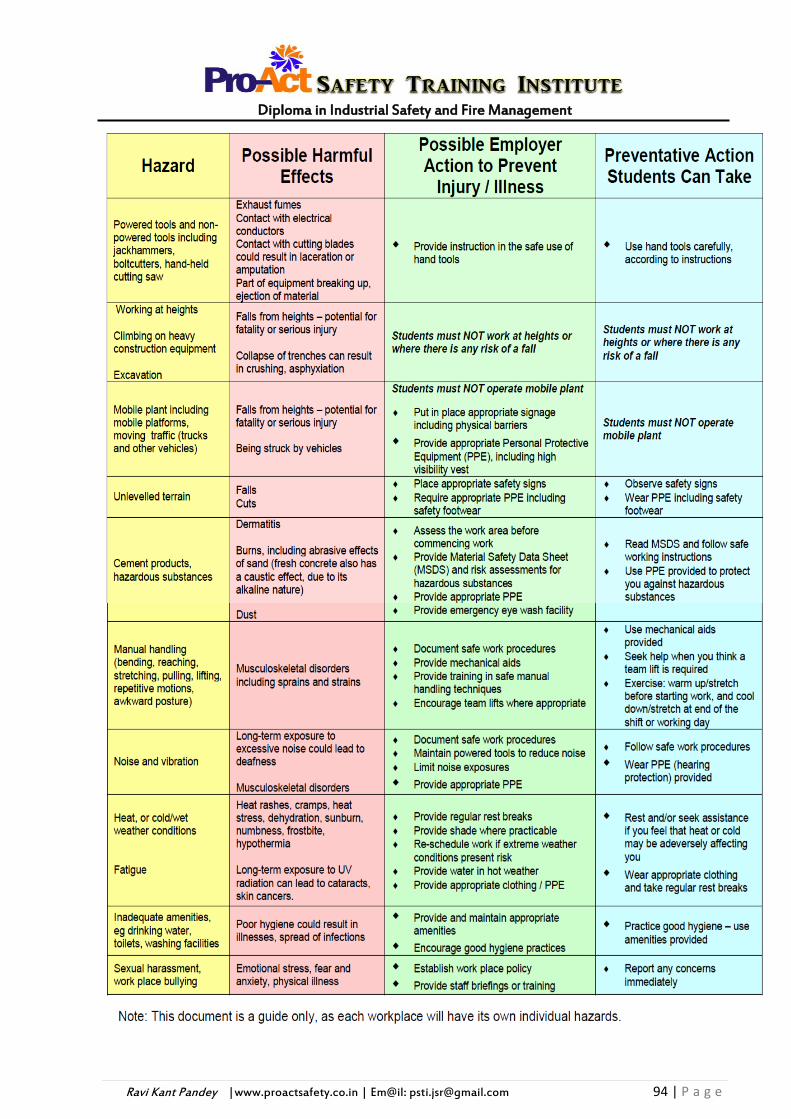
Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 94 | P a g e
Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 95 | P a g e
TOP FOUR CONSTRUCTION HAZARDS Falls, struck-by events, electrocutions, and caught-in scenarios make up the top four construction hazards. These “Fatal Four” hazards were responsible for more than half of construction worker deaths
1. Falls Wear and use personal fall arrest equipment.
Install and maintain perimeter protection.
Cover and secure floor openings and label floor opening covers.
Use ladders and scaffolds safely.
2. Struck-By Never position yourself between moving and fixed objects.
Wear high-visibility clothes near equipment/vehicles.
3. Caught-In/Between Never enter an unprotected trench or excavation 5 feet or deeper without an adequate
protective system in place; some trenches under 5 feet deep may also need such a
system.
Make sure the trench or excavation is protected either by sloping, shoring, and benching
or trench shield systems.
4. Electrocutions Locate and identify utilities before starting work.
Look for overhead power lines when operating any equipment.
Maintain a safe distance away from power lines; learn the safe distance requirements.
Do not operate portable electric tools unless they are grounded or double insulated.
Use ground-fault circuit interrupters for protection.
Be alert to electrical hazards when working with ladders, scaffolds or other platforms.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 96 | P a g e
Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 97 | P a g e
CHAPTER - 9
PERSONAL PROTECTIVE EQUIPMENT
Personal Protective Equipment (PPE) means any device or appliance designed to be worn or held by an individual for protection against one or more health and safety hazards. PPE also includes: a unit constituted by several devices or appliances which have been integrally combined by the manufacturer for the protection of an individual against one or more potentially simultaneous risks; a protective device or appliance combined, separably or inseparably, with personal non-protective equipment worn or held by an individual for the execution of a specific activity; interchangeable components which are essential to its satisfactory functioning and used exclusively for such equipment.
INTRODUCTION Personal Protection implies the provisions and use of various types of Personal Protective Equipment (PPE), such as safety boots, ear protectors, aprons, gloves. As such it may be consider as either last resort, when all other methods of protection have failed or purely as an interim form of protection until the hazard can be eliminated at source or controlled by some form of 'safe place' strategy, such as machinery guarding or the installation and use of local exhaust ventilation system. Personal Protective Equipment includes a wide range of equipment worn and used by people at work to protect them from both general and specific hazards. As such, it includes: Head Protection: Safety Helmets, Bumps caps, Caps and Hair nets.
Eye Protection: Goggles, Safety Spectacles, Hand held or freestanding screens.
Face Protection: Face shields, which can be hand held, fixed to helmet or strapped to head.
Respiratory Protection: General-Purpose Dust Respirators, Positive Pressure Powered
Respirators, Helmet Contained Positive Pressure Respirators, Gas Respirators, Emergency
Escape Respirators, Airline Breathing Apparatus, Self-Contained Breathing Apparatus
Hearing Protection: Ear Plugs, Ear Defenders, Muffs and Pads, Ear Valves, Acoustic Wool.
Skin Protection: Barrier Creams
Body Protection: One Piece and Two Piece Overalls, Donkey Jackets, Aprons, Warehouse Coats,
Body Warmer, Oilskin Over Clothing, Chemical Clothing.
Hand and Arm Protection: General Purpose Fibre Gloves, PVC Fabric Gauntlets, Gloves,
Sleeves, Chain Mail Hand and Arm Protectors.
Leg and Foot Protection: Safety Boots, Shoes, Wellingtons, Gaiters and Anklets.
As an employer, you must assess your workplace to determine if hazards are present that require the use of personal protective equipment. If such hazards are present, you must select protective equipment and required workers to use it, communicate your protective equipment selection decisions to your workers, and select personal protective equipment that properly fits

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 98 | P a g e
your workers. You must also train workers who are required to wear personal protective equipment on how to do the following:
Use protective equipment properly,
Be aware of when personal protective equipment is necessary,
Know what kind of protective equipment is necessary,
Understand the limitations of personal protective equipment in protecting workers from injury,
Put on, adjust, wear, and take off personal protective equipment, and
Maintain protective equipment properly.
Head Protection There are four widely used types of head protection:
Crash Helmets; protect against impact with moving objects
Industrial Safety Helmets; protect against falling objects or impact with fixed objects
Bump Caps; protect against scalping or entanglement
Caps and Hair nets; protect scalping or entanglement Much will depend upon type and form of the risk an individual is exposed to in terms of head protection required. For head protection to be suitable, it must fit the wearer properly, be of an appropriate size and have an easily adjustable headband, nape and chin strap. An ideal head protection does not hinder the work being done, and has compatibility with other PPE, such as ear and eye protectors, being worn at the same time. The sizes in which industrial helmets are available in the market:
TypeHead Band Size Small 500 540 mm Medium 540 590 mm Large 590 640 mm Caps have adjustable lace arrangement.
Six point ratchet suspension safety helmet with nylon webbing, Ear Muffs, Visor Bracket and Nylon Visor. Safety signage should be displayed in those areas where the hard hat is required.
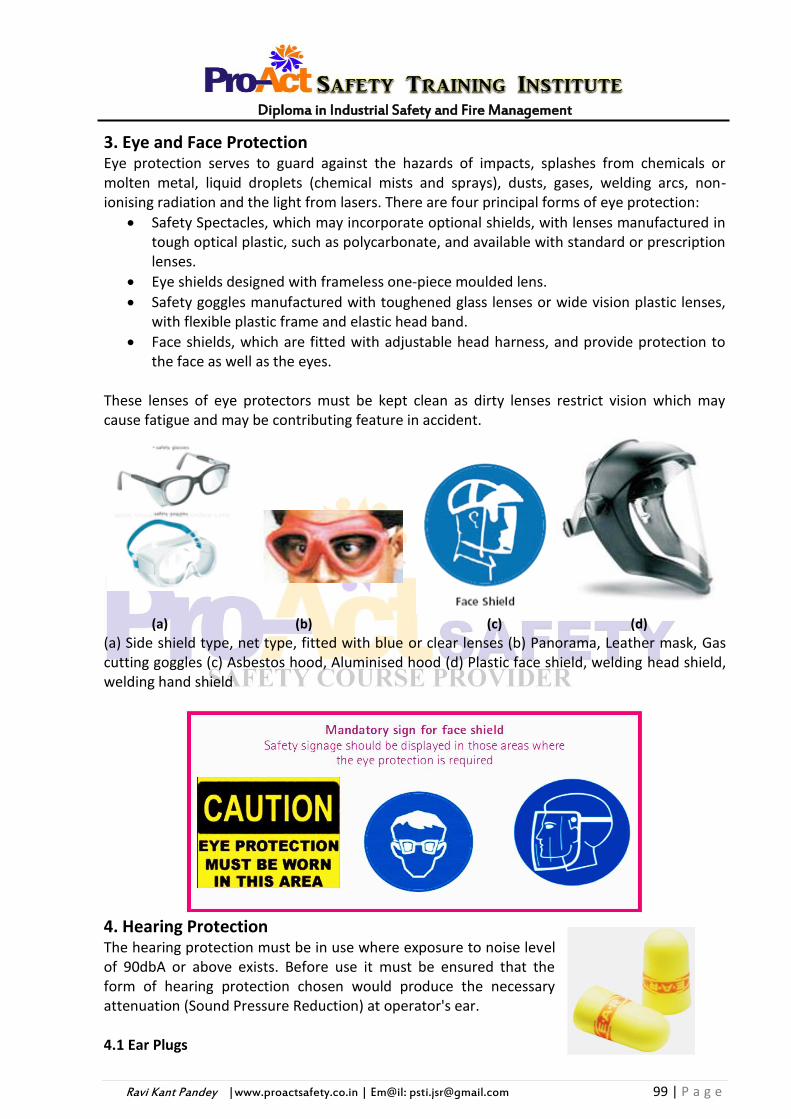
Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 99 | P a g e
3. Eye and Face Protection Eye protection serves to guard against the hazards of impacts, splashes from chemicals or molten metal, liquid droplets (chemical mists and sprays), dusts, gases, welding arcs, non-ionising radiation and the light from lasers. There are four principal forms of eye protection:
Safety Spectacles, which may incorporate optional shields, with lenses manufactured in tough optical plastic, such as polycarbonate, and available with standard or prescription lenses.
Eye shields designed with frameless one-piece moulded lens.
Safety goggles manufactured with toughened glass lenses or wide vision plastic lenses, with flexible plastic frame and elastic head band.
Face shields, which are fitted with adjustable head harness, and provide protection to the face as well as the eyes.
These lenses of eye protectors must be kept clean as dirty lenses restrict vision which may cause fatigue and may be contributing feature in accident.
(a) (b) (c) (d)
(a) Side shield type, net type, fitted with blue or clear lenses (b) Panorama, Leather mask, Gas cutting goggles (c) Asbestos hood, Aluminised hood (d) Plastic face shield, welding head shield, welding hand shield
4. Hearing Protection The hearing protection must be in use where exposure to noise level of 90dbA or above exists. Before use it must be ensured that the form of hearing protection chosen would produce the necessary attenuation (Sound Pressure Reduction) at operator's ear. 4.1 Ear Plugs
Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 100 | P a g e
These are manufactured in plastic, rubber, glass down or combination of these materials and are fitted in to the auditory canal. If fitted properly they may attenuate the noise reaching ear by 25-30dBA. They may be of the permanent or disposable type. Training for method of insertion in to ear canal is must. These provide ample protection in the work environment with noise level of 155-120dBA. Recent development is polymer foam which gives effective fitment without any pain or strain in the ear. 4.2 Ear defenders, Muffs and Pads These cover whole ear and can reduce exposure by up to 50dBA at certain frequencies. They can be uncomfortable in hot conditions and may be difficult to wear with safety spectacles or goggles. These provide ample protection against sound level of 130-135dBA. 4.3 Ear valves These are inserted in to auditory canal, in theory, allow ordinary conversation to take place while preventing harmful noise reaching ear.
Safety signage should be displayed in those areas where the ear protection is required.
5. Skin Protection There are many chemical substances which cause dermatitis and are more commonly used in the work places. These include strong acids and alkalis, chromates and dichromate, formaldehyde, organic solvents, resins, certain adhesives, suds, degreasing compounds and lubricants. Paraffin and trichloroethylene removes the natural fats from the skin and render it vulnerable to damage from other substances. A range of barrier creams is available to meet varying work conditions. The selection shall be based upon the chemical to be handled. They provide skin protection in wet conditions, and for workers handling acids, alkalis and other potentially hazardous substances. The barrier creams must be applied before commencement of work.
6. Body Protection A wide range of protective clothing for the body is available, including:
Coverall, Aprons; protects against chemicals & hazardous substances

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 101 | P a g e
Outfits to protect against cold, heat and bad weather
Specific clothing to protect against machinery, such as chain saws
High Visibility clothing
Life jackets and buoyancy aids In the selection of body protection, the following factors are relevant;
The degree of personal contamination from the task or process e.g. dust, Oil, General Soiling, Chemicals and other hazardous substances etc.
The ease, cost or washing or dry cleaning
The degree of exposure to temperature and humidity variations possible discomfort etc.
6.1 Leather Apron These provide protection against the sharp objects, hot chips, oil spillages and abrasion by rough surface or objects. These are generally supplied with tapes and buckles for proper tying. 6.2 Asbestos Apron It is used to protect body from heat. These may have lint lining or leather lining, depending upon the nature of work for which they are to be used. 6.3 PVC Apron It is used to protect from the chemical spillages, Acid splashes, Paints and coolants. 6.4 Lead Apron It provides protection from the Ionising radiations e.g. X-rays, gamma rays, etc.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 102 | P a g e
6.5 Safety Belt and Harness Person working at the height of 10ft (02m) or above must use safety belt. It provides protection against fall from height. 6.6 Suspension Belts For application where it is not possible to work from a fixed surface and the worker must be totally supported by suspension harness e.g. Shipboard painting, stack maintenance etc.
7. Hand and Arm Protection Damage to hands and arms can arise through the use of machinery and hand tools and in manual handling operations; resulting in cuts and abrasions, through skin irritation, contact with hazardous substances and as a result of exposure to adverse weather conditions. A wide variety of hand and arm protection is available including gloves and gauntlets made of leather, chain mail, PVC fabric and man-made fibres. The gloves should not be used while working with moving machinery such as drills, saws, grinders etc. These machines may catch the gloves, pull it or with hand of worker in to the hazardous area. Safety signage should be displayed for instruction. 7.1 Leather Gloves These protect the hands from cuts, bruises and abrasions. Fit for handling sharp edged materials. 7.2 Asbestos Gloves These provide protection to the hands from heat thereby avoid burn injuries. These gloves are provided with double-padded lining inside. These may withstand with 0 temperature as high as 1000 C. 7.3 Acid and Alkali Proof Gloves These have the black cover. These protect the workers only against the harmful effects of Acid & Alkali materials. 7.4 Electrical Resistant Gloves

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 103 | P a g e
The colour of these gloves is Red. These protect against the electric shock. These must be purchased along with their inspection/test certificates. 7.5 Canvas Gloves These provide protection against oil, grease and other dirt. 7.6 Lead Gloves These provide protection against ionising radiations like X-rays and gamma rays. 7.7 Hand Sleeves These are designed to give protection to the full length of hand (from shoulder to arm) of the wearer. Mainly used by the welders for protection against slag and metal spatters while doing position welding.
8. Leg and Foot Protection Safety footwear used in many industries and occupations e.g. construction, mechanical and manual handling activities, for work in cold and wet conditions, foundry work and forestry.
8.1 Safety Boots and Shoes These are the most common type of safety footwear and commonly incorporate a steel toe cap. They can also have other safety features, such as slip resistant soles, steel insoles and insulation against extreme temperatures etc. 8.2 Asbestos Safety Boots Used for heat radiation area. The upper part is made of asbestos; the remaining part of this boot is made of Asbestos. The remaining parts, material and construction are same as Safety boots. 8.3 Clog Wooden clogs, frequently fitted with steel toe caps, are traditionally used in number of industries. 8.4 Foundry Boots

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 104 | P a g e
These incorporate steel toe caps, are heat resistant and designed to protect the foot against molten metal splashes and spillages. They are designed without external features such as laces which trap molten and commonly have elasticised sides for quick removal. 8.5 Wellington Boots These protect against water and wet conditions and are useful in occupations where footwear needs to be washed and disinfected for hygienic reasons, such as with food industry workers. They are manufactured in rubber, polyurethane and PVC, and may feature corrosion-resistant steel toe caps, rot-proof insoles, and steel mid soles, ankle bone padding and cotton linings. 8.6 Gaiters These are commonly used in foundries to provide protection to the ankles from splashes of molten metal. They are manufactured in leather and compositions of leather, Hessian and other fibrous materials. 8.7 Anti-static Footwear These prevent the build-up of static electricity on the wearer. They reduce the danger of igniting a flammable atmosphere and give some protection against electric shock. 8.8 Conductive Footwear This type of footwear also prevents the build-up of static electricity, and is particularly suitable for handling sensitive components or substances e.g. Explosive Detonators. It gives no protection against electric shock. 8.9 Leg Guard These are recommended for use by welders and also to avoid the entering of sparks inside the safety boot. 8.10 Slip-in-type Safety Boots This is a combination of safety boots and leg guards; gives full protection to welders.
Aluminised Safety Boot, Asbestos Safety Boot, Gum Boot, Leg Guard, Leather Safety Boot.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 105 | P a g e
9. Respiratory Protection The use of Respiratory Protective Equipment (RPE) is essential wherever workers are exposed to dangerous concentrations of toxic or fibrogenic dusts, fumes or where they may be working in un-ventilated or poorly ventilated areas. The correct selection and use of RPE is absolutely vital. For instance, the use of face masks is definitely not recommended against anything other than low concentrations of nuisance particulate matter or atomised liquids. 9.1 Nominal Protection Factor BS 4275 refers to the selection of RPE and lists Nominal Protection Factor (NPF) for different form of equipment. The NPF measures the theoretical capability of RPE and is calculated thus: NPF=Concentration of contaminant in atmosphere / Concentration of contaminant in face piece 9.2 Forms of Respiratory Protection Equipment 9.2.1 Face Masks These are simple devices for holding filtering media against the nose and mouth to remove coarse nuisance dust particles or non-toxic paint sprays. They should not be used as a means of protection against hazardous or toxic substances. 9.2.2 General Purpose Dust Respirator They take the form of an ori-nasal face mask which has a particulate filter to trap the finely divided solids or liquid particles. 9.2.3 Positive Pressure Powered Dust Respirator These comprise an ori-nasal face mask fitted to a power-driven pack carried on individual and connected by a flexible hose. They are more effective than the simple form of dust respirator as they utilise a much more efficient filtering medium and operate with positive pressure in the face-piece.
a) Typical Half Mask Respirator, Typical Quarter Mask Respirator b) Detailed View of Heavy Cartridge Respirator and Dust Respirator c) Front and Back Mounted Canister Gas Mask
9.2.4 Helmet-contained Positive Pressure Respirator This form of device provides head, face, eyes and lung protection together with high degree of comfort. It incorporates a helmet and visor with high efficiency axial fan mounted on the rear of

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 106 | P a g e
the helmet, which draws the dust laden air through a coarse filter. The partially filtered air is then passed through a fine filter bag. The filtered air provides a cool pleasant air stream over the entire facial area, and is finally exhausted at bottom visor at a flow rate sufficient to prevent dust entering the mouth or nose. The low-voltage electric power is supplied by a light weight rechargeable battery pack, connected to the helmet by means of flexible cable. This portable battery pack may be clipped to a belt or carried in overall pocket. 9.2.5 Gas Respirator The respirator takes the two forms; cartridge and canister. The cartridge respirator is similar to dust respirator. It uses a chemical cartridge filter and is effective against relatively low concentration of non-toxic gases or vapours which have an acceptable level of concentration exceeding 100ppm. Canister Respirators on the other hand are normally of full piece type, the exhaust valves, incorporating goggles and visor. They are connected to chemical filter for protecting against low concentrations of designated toxic gases or vapours. The manufacturer's instruction on avoidance of cartridge/canister saturation, maximum period of use in relation to gas concentration in air, shelf-life etc. must, in all cases be carefully followed. They are effective against toxic gases and vapours in limited concentrations. A particulate filter can be incorporated to remove dust particles. 9.2.6 Emergency Escape Respirator These are especially designed respirators using a chemical filter which will enable people to escape from dangerous atmospheres in an emergency. They are intended for very short term use and should never be used for normal protection. 9.2.7 Air-line Breathing Apparatus This apparatus consists of a full mask or half mask connected by flexible hose either to a source of uncontaminated air (short distance) or to a compressed airline via a filter and demand valve. This apparatus is usually safe for use in any contaminated atmosphere but is limited to length of airline, which also places some restriction on movement. When using a fresh air hose a pump is necessary for lengths over 10 meters. 9.2.8 Self-Contained Breathing Apparatus (SCBA) Limitation of the hose mask/ airline type breathing equipment is the trailing hose which may result in entanglement and the wearer must return by retracing his route in the contaminated atmosphere. The SCBA is self-sufficient breathing equipment that permits freedom of movement as the wearer carries the supply of breathable air. The following three types are available:
1. Demand type compressed oxygen or Compressed Air Breathing Apparatus 2. Compressed Oxygen recirculation breathing apparatus 3. Oxygen generating type breathing apparatus
This device can be of the open or closed circuit type. The open circuit type supplies air by lung-governed demand valves or pressure reduces connected to a full face-piece via a hose supply. The hose is connected to its own compressed air or oxygen supply which is carried by wearer in his harness. The closed circuit type incorporates a purifier to absorb exhaled carbon dioxide. The purified air is fed back to respirator after mixing with pure oxygen. Both of these devices
Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 107 | P a g e
are used in dangerous atmospheres or where there is a deficiency of oxygen, or for rescue purposes from confined spaces. 9.3 Noteworthy point for Respiratory Protective Equipment
Use air purifying apparatus only if the contaminant level in the air is less than 2% by volume. Use chemical cartridge only if contaminant level is less than 0.1%.
Use canister only on knowing the colour codification, nature of contaminant and its shelf life. Use only for 02hrs. Maintain records for usage.
Check for any physical damage before use e.g. punctures in hose, filter, etc.
Use hose mask if pure atmosphere is within the reach of 20ft and the area is free from any hurdle or heat that has the potential to damage hose/airline.
RPE shall be used with a standby person or helper present in the work area.
Develop a system and implement effectively to ensure timely cleaning and disinfection of RPE. Follow the manufacturer recommendation for cleaning. The following procedures may also be followed: Remove all filters, cartridges, canisters, etc. Scrub and clean the face piece components with soap and warm water to remove
grease, a hand brush may be used if required. Immerse the face piece in warm water for 05 minutes and rinse it to clean. Immerse the face piece in solution of Formalin (01 part of 40% of formaldehyde and
09 parts of water) or in solution of Sodium hypo chloride (01 parts of it in 09 parts of water) for 05 minutes.
Again rinse the face piece with cold water and air dry them in a clean place.
10. Limitations of personal protective equipment The use of PPE shall serve the purpose only when it is used with knowledge of its limitations. Especially the limitations of PPE must be known by the person who is going to use it. In any hazardous environment the use of PPE should be considered only as the last line of defence. PPE does not help in anyway in removing or reducing the prevailing hazard conditions in environment; but it only provides limited and time bound protection. It is because of this reason PPE is not considered as a panacea for the hazards; it the last line of defence. The best way of ensuring full protection can only be achieved by eliminating the hazards by proper engineering and administrative control measures. Use of PPEs needs care from risk angle so that persons wearing the PPEs should not be hurt during the use of PPEs. One simple thumb rule will not be applicable for all types of the hazards and PPEs.
Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 108 | P a g e
CHAPTER - 10
WORK PERMIT SYSTEM
1. Purpose & Objective :
The purpose of this standard “Work Permit System” is to describe procedures and guidelines on work permit system to carry out jobs of inspection, testing, maintenance, alternation, repair, upkeepment and construction in safest possible manner. The implementation of this system will help in bring down the risks at work sites to acceptable level, thereby reducing possibility of any accident, fire, explosion, property damage and adverse effect on environment.
The objectives of the Work Permit System are to exercise control over the maintenance, repair and construction activities by assigning responsibilities, ensuring clear cut communication between interested functions & safety considerations to the job, its hazards & the precautions required. It ensures that the work is properly defined, authorised, operating personnel are
aware what is going on, precautions to be taken are specified and the persons executing the job understand the nature and extent of hazards involved.
Work Permit System is an important element of safety management system and implementation of this in true spirit shall help in ensuring a safe working environment, thereby reducing possibility of injury to personnel, protect property, and avoid fire, explosion & adverse effect on environment.
2. Scope : This standard “Work Permit System” shall be applicable to all the plant premises.
Safe Work Permits are usually made out in three copies :
one retained by the issuer, The second for the workers directly involved in the task and The third for the safety department.
The workers’ copy is returned to the issuer when the work is completed. A Safe Work Permit should be issued only by a competent person, who is completely familiar with the work and the work area. The issuer should review the place where the work will be performed prior to issuing the permit.
3. Works, Require Permit :
Normally all maintenance, repair, construction work shall be carried out with a proper work permit. Jobs where work permit is required include but not limited to followings:
Major and minor maintenance work Inspection Construction Alteration Any hot work

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 109 | P a g e
Cleaning activities of process equipment Entry into confined space Excavation Vehicle entry into process areas Work at height Handling of materials using mechanized means in operating areas Erection and dismantling of scaffold Radiography Isolation and energization of electric equipment/ facilities
4. Type of Work Permits, Clearances
Depending on the nature of the job, there are five types of work permit covering various works as mentioned below: We may introduce a common format or each job wise.
4.1 Cold Work Permit This permit is required for carrying out any activity of maintenance/ cleaning / testing inside plant that non critical nature and does not produce sufficient heat to ignite a flammable or a flammable substance. The format for “Cold Work Permit” is enclosed.
4.2 Hot work / Entry In To Confined Space Permit and clearances Hot Work Permit is required for carrying out any hazardous activity, high speed steam or during which produces sufficient heat to cause fire in a inflammable air-vapour mixture. Entry to Confined Space Permit is required for entry into any confined space.
4.3 Excavation Permit and Clearances Excavation permit is required for carrying out any excavation inside plant. Wherever temporary closure of road / cutting of road or blockage of main roads is required in a section or unit. The necessary approval shall be obtained in proper format for “Road or Site Closure”.
4.4 “Electrical Isolation and Energisation Permit and Clearances For all electrical isolation and energisation of electrical equipment Permit is required. To work on High Tension (HT) and Low Tension (LT) line and / or equipment is required. For Trip reset of HT and LT equipment, the clearance shall be taken on format.
4.5 Working at Height Permit
For all working at height (of 2M or above) a permit for “Working at Height” is required. Before erection, when scaffold materials are kept at site of erection, “Pre Erection Checklist for Scaffold” shall be carried out in prescribed form. All tubular scaffolds needs to checked and certified before being used. The medical certificate for workmen, required to work at height is required.
4.6 Works Exempted / Partially Exempted from Requirement of Permit Routine work carried out by operations Dept. personnel (e.g. pump change over, furnace lighting, operating valves etc.). It is considered that safety measures are built-in in system while carrying out above works and covered in Operating manuals.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 110 | P a g e
Routine work carried out on equipment taken into workshop by maintenance dept. and routine operation of workshop equipment (except hot work permit).
Routine testing of samples and handling chemicals in Quality Control Laboratory (except hot work permit).
Jobs carried out during emergencies (fire/ explosion, rescue, uncontrolled release of hazardous chemicals etc.) to control the emergency.
Work carried out at construction site with management approval (except permit for hot work, radiography and working at height)
5. General Requirements of Work Permit
5.1 All maintenance/ alteration/ construction jobs in the plant shall be carried out under valid “Permit to Work” only. Normally operating personnel do not require work permit for carrying out routine work, however in exceptional cases where they are likely to be exposed to certain risks, work permit is required. The requirement of work permit in such cases is to be decided by Safety Officer / Zone In-charge of the area/ section in-charge.
5.2 Separate permit should be issued for each job. Multiple jobs in a single permit are prohibited, except Entry to confined space and hot work inside the confined space in particular equipment. In such cases a composite permit can be issued and permit must address all the applicable aspects for both the works.
5.3 Permits and clearances shall be in printed forms, in duplicate or triplicate, depending on nature of job, serially numbered, Format Number and different colour code should be adopted for different types of permits and clearances.
5.4 Duly signed “Dos and Don’ts” for related jobs shall be attached with each permit and safety guidelines mentioned shall be complied at work site. (Committee may suggest during study period)
5.5 Depending on nature of jobs, type of permit required shall be decided.
5.6 Working at Height Permit’ shall be required for working at a height of 2.0 meters and above on a temporary structure or on a fixed structure, not meant for carrying out particular job safely.
1. For all scaffolds, pre-erection checklist in prescribed form shall be carried out before start of erection and the safety guidelines shall be complied.
2. Safety harness with lifelines secured chain pulley, hoist with a fixed structure is a must for working at height.
3. Provision of safety net should also be made. 4. All scaffolds shall be checked and certified in prescribed form before use. 5. The workmen involved in working at height should have medical certificate from a doctor. 6. Permit for working at height jobs, the following is to be ensured:
All tools should be carried in tool kits to avoid their falling. Throwing or dropping of material/ equipment from height is prohibited.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 111 | P a g e
Avoid jumping from one member to another of a structure. Use proper passageway. Both hands should be free, while climbing the ladder. Bypassing the steps of ladder should
be avoided. Avoid movements on overhead beam without proper fall protection. For details of hazards, precautions and other safety features refer standard.
5.7 All excavation permits, excavation clearance is mandatory in prescribed form. Additionally for Closure of road, permission to be taken in prescribed form and information of the same shall be circulated to all concerned in prescribed format. For Excavation Permit jobs, the following shall be ensured:
5.8 A warning or protective barricade of 1 meter height with red & white band/ self-glowing
caution board should be provided around excavation site. Excavated material should be piled at least one meter away from the edge of the excavation / trench or depth of the trench whichever is more.
5.9 Provision of minimum two entries/exits should be made. Additionally in case of long trench for each 7.5 M and part thereof, there should one ladder. Safe angle of repose or proper shoring/strutting to prevent cave-in should be provided as per relevant codes and safe operating practices. Excavation clearance shall be obtained from various dept. in prescribed format before applying for excavation permit.
5.10 Permit issuing authority shall satisfy that permit conditions are met before issuing permit. It is also to be ensured that permit conditions are maintained in course of execution of the job.
5.11 No hot work shall be permitted unless the Explosimeter shows zero. Entry into confined space, where no hot work is to be carried out, may be permitted if combustible gases are lower explosive limit. Entry with an air-supplied mask may be permitted. The oxygen level should be at least 19.5 vol. % and the concentration of toxic gases below the threshold limit.
5.12 Confined Space box-up clearance in prescribed form shall be obtained for only those spaces, where “Confined Space Entry” permit has been taken. The clearance shall be obtained in duplicate and a copy shall be returned to issuer on completion of work.
5.13 For all “Electrical isolation and energisation of equipment / line-HT” or “Electrical isolation and energisation of equipment / line-LT” permit (Inter Dept.) shall be taken, depending on the
case. Similarly “Permit to work on HT line and Equipment” or “Permit to work on LT line and Equipment” shall be taken by user Deptt., depending on the case. Clearance certificate shall also be taken as the case may be.
5.14 Before issuing a permit, equipment is to be inspected to ensure that the equipment/ facility is prepared for safe execution of the assigned work, the area is cleaned and all safety precautions have been adopted. Wherever necessary, ensure that equipment is isolated, drained/ depressurized, properly purged, water flushed, gas tested (including oxygen deficiency test) through portable gas meters and readings have been recorded in the permit.
Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 112 | P a g e
6. Responsibilities of Permit Signatories : 6.1. Shift / Section In-charge : - Carry out random check of work sites under permit, particularly the jobs at critical locations if process units in operation, Tank farm, Gantries, LPG facilities, construction sites etc. and take immediate corrective measures.
He shall review and check the request submitted by the workmen of a particular section to assess the safety requirement mentioned in the permit for their adequacy and may check physically some critical checklist compliance such as gas test, isolation, tagging, implementation etc. and recommend corrective measures before signing the permit.
For all critical activities, he will thoroughly check the work site condition (such as hot work in running unit / near lines, working at height, entry in confined space, radiography etc.) and compliance of permit conditions at site before signing with his experience he may visualize additional hazards/ risks in jobs, which needs to be addressed and will add this in permit for compliance. Before signing he shall ensure that conditions mentioned in permit by user are fully complied at site.
He should withdraw the permit, if the conditions in permit/ clearance are violated or the job is no safer due to some other reasons. The information about the withdrawal should be communicated to all concerned. He will log the same, report to concerned HOD and discuss with Safety Officer.
Check that authorized signatories have signed the permit at respective column.
Permit is properly filled up such as period, location; nature of job etc. and all the columns of the checklist are addressed.
Gas test has been done and their reading mentioned in case of Hot work and Entry into Confined Space permit. Report to Shift in-charge of station.
6.2 Head of Department: -
To assess necessity of job beyond normal working hours. To assess the adequacy of safety precautions mentioned in permit and may reinforce, if
required. May get an independent check to see the safety compliance at site. To prepare the equipment/ facility/ area properly prepared before handing over for
Maint./ Repair/ construction / inspection as per written down procedure. Ensure that equipment/ facilities and area of work are safe for particular work. Permit is properly filled up and precautions are categorically mentioned. Gas test (must for storage at distillery and molasses tanks etc.) has been carried out, if
required. (Gas test is mandatory for hot work and entry into confined space). HOD shall ensure before signing any work permit finally that the atmosphere tested is gas
free or gas levels are within permissible limits for the assigned job and satisfy himself that all necessary precautions have been taken so that the atmosphere remains under control during the work.
Avoid giving general/ vague remarks on permit, which is not specific.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 113 | P a g e
For working at height, ensure that there is provision of safe access to the work site and there is provision of ladder/ platform/ chain pulley / hoist / scaffold for safe execution of work. Check those scaffolds provided are with green tags.
Ensure positive isolation of energy and decide about the extent of isolation required for the job. Refer chapter on “Energy isolation- electrical and process.
Permit or clearance shall not be issued until and unless he is satisfied that points mentioned in work permit has been fully complied and the area as such is safe to perform the particular work. Positive isolation of all energy sources shall be ensured for confined spaces.
Close the permit on completion of work and retain the copy for at least three months. Copies of “Hot work/ Entry into confined space” shall be returned to Fire station after
close out. Keep your copy of permit always with you. Don’t sign the permit without authority.
6.3. Head of Safety or Safety Officer: -
To check the need of blanket permit for the work Is the area safe for the job for the purpose of blanket permit? To assess the adequacy of safety precautions mentioned in permit and may reinforce, if
required. May get an independent check to see the safety compliance at site. To check that resources are mobilized at site to arrest any accidental release of tank
containment.
6.4. Receiver (Permittee) / Executing Authority :
On issue of permit, Receiver (Permittee) should go through the permit and pass the instruction down the line as has been mentioned in the permit for compliance. In case of any doubt, he should clarify from Issuer.
Do not sign without authority. Ensure that precautions mentioned in the permit are complied at site. Ensure that equipment being used is safe and accurate to perform the task in particular
area. Ensure that all power driven equipment including the cables, insulation of cables & cable
joints etc. are as per standard and are maintained in healthy condition. Make the permit available at work site all the time during the work.
Work at specified location only. Ensure use of approved type of spark arresters on exhaust. The checking and certifying including providing tag on each scaffold shall be the
responsibility of executing authority. All jobs shall be done as per established maintenance practices and relevant safety norms.
Check and ensure availability of valid medical fitness certificate for workmen, working at a height of 2M or above under “Work at Height” permit.
Clear the site on completion of work. Close the permit on completion of work and hand it over to issuing authority.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 114 | P a g e
7. WORK PERMIT PROCEDURE / GUIDELINES 7.1 Electrical Isolation and Energisation Permit
Before issuing any permit for maintenance of equipment, having electrical connection, the Shift-in-
charge (Operation) shall request the In-charge of user section / Dept. for isolating equipment electrically
through format depending on the case. These permits have 3 parts with tear off facility
After completion of maintenance activity, removal of man and material and clearing of site and ensuring
that equipment is safe for operation, owner section / deptt. agency shall declare that equipment is safe
for operation and fill the clearance for charging which includes the date and time of returning the
permit. After ensuring that equipment is safe for operation the electrical operation group shall energise
the equipment.
7.2 Permit for Working at Height Permit for Working at height issued in prescribed format shall be considered issued for job after
“Clearance renewal” is signed. For carrying out job beyond normal working hours (General Shift) or on
Sundays / Holidays, permission shall be obtained from respective HOD. Working at height should be
avoided in adverse weather conditions, such as during rain, high wind, combination of high temperature
& humidity.
The checklist shall be in duplicate. In case a scaffold is in continuous use for more than a week, it shall
be re-checked and certified at an interval of every week. A scaffold is also required to be checked and
certified, whenever any alternation / modification is done in scaffold or if the scaffolds are subjected to
severe climatic conditions. All scaffolds not ready for use shall be tagged in Red colour.
All ladders shall be inspected in prescribed format by custodian once in month. Pre-use of ladder shall
be a carried out by user before every use in prescribed format. The persons working at height should be
medically examines for their fitness for working at height. The format for Medical Certificate is attached.
The certified shall be issued by registered medical practitioner and it will be valid for a period not
exceeding 1 year.
7.3 General Permit Requirements
The permit is issued in Triplicate. The original (green in colour) and 2nd copy (white in colour) will be for the Permittee/ Receiver. Issuing authority will retain 1st copy (white in colour).
The period of validity, in terms of the date, start time and completion time should be entered.
The location of the work shall be specified clearly in terms of the plant, plant area, building, vessel
or equipment. Identification number of the equipment shall be mentioned. Wherever it is
necessary location sketch should be attached with the permit for clarity.
In case the job is planned to be executed through a contractor, permit shall be raised and signed by
concerned section Incharge / safety / hod of maintenance / process / civil engineer and not by the
contractor.
Respective unit head shall issue the appropriate authority limits for various types of permits as
suggesting by the committee later on.
Entire unit shall be divided into various zones as already presently divided in safety zones wise. For
each zone, zone Incharge and section Incharge shall be jointly authorized. Normally, we may prefer
to appoint Asstt. Mgr. and above grade officers designate for authority for work permit. In

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 115 | P a g e
addition, all section head shall be authorized as authority for work permit for the entire section of
unit. All HODs of their respective area are authorized to sign.
Engg. Head / General Manager at units shall authorize Permittee/ receivers for all types of work
permit. List of authorized Permit Signatories and Permittee/ receivers shall be updated and issued
to all concerned at least once in a year.
All permits shall be clearly filled for validity of time & date, nature of work and location of work by
permittee/ receiver before seeking permit from issuer. For obtaining work permit, permittee shall
fill up above information and send duly signed copy to the issuer.
Work permit is a document, which certifies that all practicable precautions have been taken for
carrying out the job safely. Hence, it is desirable that the work permit form shall be filled up by the
authority after checking and ensuring that the site/ facility / equipment as mentioned in the permit
is safe to perform the assigned job. Authority shall satisfy himself that all precautions have been
taken to ensure that the work site is free from hazardous & toxic gases and there is no other risk
deficiency and will remain so during execution of the job. After filling the permit format the issuer
shall hand over the signed permit to receiver.
In case of Hot work/ entry into vessel/ Boxing up of vessel/ excavation/ Vehicle entry permit,
authority has to crosscheck that the preconditions of permit is complied at site, before signing the
permit. The receiver will go through the permit, check the compliance and sign the permit before
carrying out the job. The receiver will pass the necessary instructions to working personnel as
mentioned in the permit before start of job.
Whenever a person is entering in a confined space/ mill house / vessel/ excavation, minimum two
designated trained persons shall be kept at the man-way or entry point. The designated person
shall be in constant communication with the persons inside the confined space and take corrective
action in case of any emergency situation.
In case, electricity is involved, authority shall request electrical section for electrical isolation in
prescribed permit. No work permit shall be issued unless electrical isolation is obtained. Extent of
isolation for safe execution of job shall be as per standard.
Permits shall be available and displayed at the job site while the job is being executed. The issuer
and user section / Deptt. shall retain their copies of work permit.
All copies of permits shall be collected, signed and returned to the issuing authority after
completion of the job by the permittee. It is to be ensured that the area has been cleared of all
debris; scraps, additional materials etc. and all temporary electrical connections have been
removed.
The issuer on receiving back the permit would satisfy himself regarding completion of the job and
that the area has been cleaned and made safe for operation. On confirmation he shall also sign the
Cold work permit/ Working at height permit and keep the records of closed out permit for period
of three months. In case of Hot work/ Entry to Confined Space and Excavation permit, the permit
shall be forwarded to user section / Department along with the issuer’s copy and the record of
closed out permit shall be maintained at Safety Department for a period of three months.
All permits must be displayed at work site at suitable locations. To protect the permit from
weather condition, it shall be displayed in waterproof plastic cover. Wherever required a separate
stand may be kept at site to display the permit.
In specific cases such as Unit turnarounds the authority to sign / approve the permit can be sub-
delegated for specific period by local management by an Office Order, issued by respective unit
head of the unit. However in all such cases, officers of HOD are signatories of the permit.
The location of zone and area of the plant shall be indicated in Red Colour and green colour
respectively on plant layout drawing, displayed in all main control rooms of safety Stations.
Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 116 | P a g e
Normally permit shall be considered issued for the job after “Clearance renewal” is signed by
authority and receiver. This clearance on the same permit can be renewed / extended up to a
maximum of seven calendar days. Zone and section In-charge of the area shall issue clearance
renewal in each shift after checking permit conditions and ensuring compliance.
For Q.C. Laboratory and Workshop or any place, where hot work is required almost every day and
the area is safe for the hot job, the coverlet permit can be issued after compliance of permit
conditions.
Work on Tall Chimneys - For the erection and repair of tall chimneys, tubular scaffolding shall be
provided. A safety net shall be maintained at a suitable distance below the scaffold. Work on the
outside without a safety harness attached by a lifeline to a rung, ring or other secure anchorage.
Put tools between the safety harness and the body or in pockets not intended for the purpose.
Work on chimneys in use unless the necessary precautions to avoid danger from smoke and gases
have been taken. Work on independent chimneys shall not be carried on in high winds, icy
conditions, fog or during thundering/lightening. All persons intended to work on chimney shall be
exposed to medical examination and must carry valid Medical Certificate, showing their fitness for
the job in prescribed form. Validity of such certificate shall be only 1 year.
7.4 Other Permit Requirements
Committee may suggest “Do’s and Don’ts” for each section, same copy (preferably bilingual -
English and Hindi language) shall be attached to permit signed by Receiver and Issuer for “Hot
work/ Entry into Confined Space permit”.
We should list out and clarify “hot Work” for further details about category of hot work.
Committee may suggest.
All confined space, where man entry has been made against permit shall be boxed up after
obtaining “CONFINED SPACE BOX-UP” clearance in prescribed form.
Equipment and surrounding areas shall be checked to ensure that they are free from any
maintenance tools, equipments and inflammable gas using a portable gas tester.
Gas testing of atmosphere shall be mandatory for all hot works and Entry into confined space
permit, spl in distillery.
Any heavy oil deposit, dried vegetation or other flammable / combustible materials within 8 M of a
hot work site shall be cleared away.
No hot work shall be allowed within 15 M of any sample point, drain or relief valve outlet unless
precautions have been taken to prevent the escape of flammable liquids and vapour.
All drain covers and surface manhole covers within 15 M of hot work site shall be covered properly.
Particular care shall be taken to ensure that these seals are maintained in good condition.
If welding or grinding is to be done at height, then precautions shall be taken to prevent the spread
of sparks and molten metal by surrounding the work area with fire-resisting or flame retarding
tarpaulin. Arrangement shall also be made to quench and extinguish sparks and molten slag by
applying water through a hose.
A minimum number of 2 fire extinguishers shall be available for each hot work within 8 M from the
place of work.
A hose with a control type discharge nozzle, capable of reaching up to the hot work point and
connected to fire hydrant shall be provided during all hot work. There shall be either be a
continuous flow of water through the hose or it shall be kept pressurized up to the discharge
nozzle.
Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 117 | P a g e
For detail safety requirements & precautions for hot work refer standard on “Hot Work” and for
safety precautions during Entry into Confined Space including gas test, refer standard.
8. Surrendering of Work Permit
On completion of a Cold work and Working at height, the permits (original with copies) shall be signed
by permittee and returned to the issuer. The issuer shall retained the copies of various permits in
chronological order in folder for a period of minimum 3 months from the date of closure of permit or
from the date of commissioning of facilities, whichever comes later. On completion of a “Hot work/
Entry to Confined Space” and “Excavation”, the permit (original and copies) shall be signed by permittee
and returned to the issuer along with clearance certificate.
The issuer will then send the permits to HOD of user section / Department along with their copies. In
case of serious lapse or violation of permit conditions, where safety of the working personnel or
equipment is likely to be affected, the execution of the job can be stopped by permit issuing/ executing
dept, Fire and Safety personnel or any other personnel authorized by the Management for the purpose.
In case of any accident or fire at the work site, the permit shall get automatically cancelled. Fresh
permit shall be obtained for restarting the job.
9. Surveillance & Withdrawal of Permit The permit issuing authority and executing authority shall inspect the work site frequently to ensure that permit conditions are being complied and maintained. Officers and staff of authority along with zone and section / Deptt. Incharge shall make surprise checks at the sites where jobs against work permit are in progress. The permit can be withdrawn by issuing authority, executing authority, Safety personnel or any person authorized by management in case of violation of permit condition, plant emergency or any other unsafe situation.
10. Training & Awareness Training and awareness programs are to be organized from time to time for issuer & receiver of permit to make them conversant about work permit system. These programs should include “REFRESHER CLASS ROOM” as well as “ON THE JOB TRAINING” like filling of permits, assessing hazards and correction, Work Permit procedure, atmosphere monitoring with portable gas testers and carrying out different jobs safety.
Awareness programs should be arranged in the form of “Refresher Class Room Training” as well as
“On the job training” for contractors (Supervisor and their workmen) about work permit system.
11. Review Review of work permit system shall be carried out at least every year or following a major and/or high-potential incident / accidents or change in statuary requirements / norms.
12. Audit of Work Permit System The Work Permit System shall be audited at least annually by a multi-disciplinary team constituted by the management for the purpose.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 118 | P a g e

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 119 | P a g e
Sample Permit-to-work (for WAH) template
PERMIT TO WORK AT HEIGHTS
Permit No:
This permit shall be displayed for the duration of the approved task and
removed only upon task completion or upon its expiry
SECTION 1: APPLICATION (to be completed by Supervisor)
Task Description:
Location of WAH:
Start/ End Date:
No. of Workers: No. of Supervisors:
WAH Control Measures Implemented: Y N NA Remarks
Due consideration given to eliminate work at heights tasks
Safe means of access/ egress provided Edge protection provided wherever there is falling risks Fall prevention equipment used to provide access/ work platform
Fall prevention equipment are adequate and in good condition
Anchorage/ Lifeline installed and inspected by competent person
Travel restraint system used to exclude persons from falling risks
All persons subjected to falling risks are equipped with PFAS*
All personnel are adequately trained to perform work at heights
Hazards and Risk Assessment conducted and communicated
Others (pls specify): * Personal Fall Arrest System
Name/ Designation/ Signature: Date:
I declare that the information provided is accurate and the control measures listed above have been effectively implemented.
Task covers multiple locations (attach sketch/ map if necessary)
Task exceeds 1 work shift (daily endorsement required)
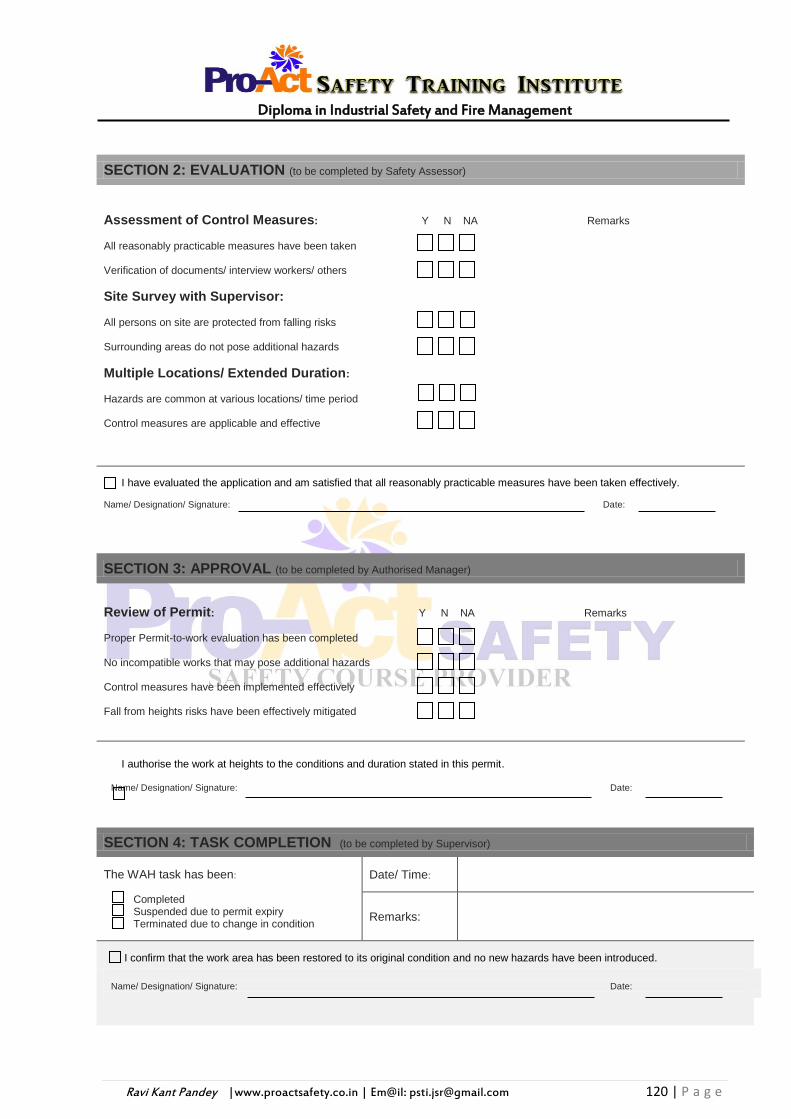
Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 120 | P a g e
SECTION 2: EVALUATION (to be completed by Safety Assessor)
Assessment of Control Measures: Y N NA Remarks
All reasonably practicable measures have been taken Verification of documents/ interview workers/ others
Site Survey with Supervisor: All persons on site are protected from falling risks Surrounding areas do not pose additional hazards
Multiple Locations/ Extended Duration:
Hazards are common at various locations/ time period Control measures are applicable and effective
Name/ Designation/ Signature: Date:
SECTION 3: APPROVAL (to be completed by Authorised Manager)
Review of Permit: Y N NA Remarks
Proper Permit-to-work evaluation has been completed No incompatible works that may pose additional hazards Control measures have been implemented effectively Fall from heights risks have been effectively mitigated
Name/ Designation/ Signature: Date:
SECTION 4: TASK COMPLETION (to be completed by Supervisor)
The WAH task has been:
Completed Suspended due to permit expiry Terminated due to change in condition
Date/ Time:
Remarks:
Name/ Designation/ Signature: Date:
I have evaluated the application and am satisfied that all reasonably practicable measures have been taken effectively.
I confirm that the work area has been restored to its original condition and no new hazards have been introduced.
I authorise the work at heights to the conditions and duration stated in this permit.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 121 | P a g e
CHAPTER - 11
WORK AT HEIGHT
1. INTRODUCTION What is work at height? Work at height means work in any place above 2 meter height from ground level or below ground level where, if precautions were not taken, a person could fall down and injure themselves. If you do any of the following then you will be working at height, because you can fall from one level to another. • Work above ground level. • Could fall from an edge, through an opening or fragile surface. • Could fall from ground level into an opening in a floor or hole in the ground.
Examples of working at height • Using working platforms such as scaffolds, tower. • Scaffolds, cherry pickers, scissor lifts and podium steps. • Work on a roof, piece of plant or equipment. • Using ladders or stepladders.
2. What precautions do you need to take? • Remember, work at height may be a one off, or routine. • You need more than a head for heights! • We need to protect ourselves and others (including the public from). • You will need to make sure you identify all tasks, which require work at height, so you
can make sure they are carried out safely. • The key to preventing injury from work at height is to carry out a risk assessment, so you
can choose the right precautions. • This is a simple process, answering the questions on the following slides will help you do
this. Can you avoid the need to work at height in the first place?
• Long-handled tools or other equipment can sometimes be used to safely carry out a task from ground level, e.g. a long handled brush or roller for painting and water-fed poles with brushes for window cleaning.
• Think about whether it is possible to design out the need to work at height, e.g. could new or replacement services, such as pipes or cables, be put at ground level?
• If you can’t avoid the need to work at height, you must try to make sure the risk of a fall is prevented.
Can you prevent a fall? • You can do this by: • Using an existing place of work. • This is a place that is already safe, e.g. a roof with permanent guard rails or a parapet
around the edges. • Use a piece of plant or equipment that has fixed, permanent guard rails around it.
3. Using work equipment

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 122 | P a g e
• If you cannot use an existing place of work, consider whether you can use work equipment to prevent people falling.
• Tower scaffolds, podium steps, cherry pickers and scissor lifts are some common examples of work equipment, which will do this because the working platforms have guard rails.
• If regular access is required, it may be reasonable to create a safe place of work by installing permanent guard rails to and around the work area.
• If you cannot put measures in place to prevent a fall, you must try to limit the risk by minimising the distance and/or consequences of a fall.
Can you minimise the consequences of a fall?
• You must first try to avoid and then prevent a fall before using measures that will only minimise or limit the consequences.
• Airbags and safety nets are examples of such measures, because they should minimise the risk of injury if someone falls.
• Fall arrest equipment will also minimise injury if someone falls, providing the equipment is set up correctly, users know how to look after it and they understand its limitations.
• REMEMBER Equipment being used at height may fall, safety nets or drop protection should be used to avoid exposing others to harm – should this happen.
• While helmets, gloves and footwear are extremely important personal protective equipment in fall prevention and safety, complete fall protection must include at least one of the following components: Guard Rails, Safety Nets or Personal Fall Arrest Systems.
• Installing guard rails is an extremely effective fall prevention system. When installing a guard rail it can be temporary or permanent but the following must be adhered to – rails must be able to support 200lbs, stand 39-45 inches high, include a mid-rail, and be inspected in regularly scheduled intervals.
• Sometimes guard rails cannot be installed and when this is the case, safety-nets and debris-nets are common.
• Safety nets can be designed to catch falling workers • Debris nets can be designed to catch falling tools. • They should be inspected at least every week and
after a human or tool falls. • Tools and other debris should be removed immediately from nets.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 123 | P a g e
• Sometimes, guard rails and nets are not enough and the serious danger of falling still occurs. In these cases a “personal fall arrest system” should be used. They are comprised of a full body harness, a connecting device and an anchor point.
• Body harnesses distribute weight evenly over the shoulders, buttocks and thighs.
What other additional measures do you need to take to reduce the risk of a fall? When using any equipment for work at height, you also need to make sure:
The people using it are trained to use it safely.
It is regularly inspected and well maintained.
The work is supervised to check people are working safely.
The normal use of ladders or step ladders does not provide measures which either prevent falls or minimise the consequences. So you must be able to show that it was not reasonable to select alternative equipment because the task is low risk and short duration.
Have you identified whether there are any Fragile surfaces?
• You need to be particularly aware of fragile materials when working at height as their presence in, or near the working area, increases the risk. A fragile surface is one, which would be liable to break if a person worked on it or fell onto it.
• Common examples include, fibre and asbestos cement roof sheets and many skylights, but could also include bridged materials in silos.
• You should make sure you: • Avoid the need to work on or near or pass across them by, e.g. repairing a skylight from
underneath using a tower scaffold or from above using a cherry picker; • Prevent a fall by using fixed walkways with guard rails to get across a fragile asbestos
cement roof or use suitable working platforms with guard rails during work on or near a fragile surface;
• Minimise the consequences of a fall by using nets, airbags or fall arrest.
What did we learn?
When working off the ground in any capacity you need the right mindset.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 124 | P a g e
Always think about safety and the safest way to accomplish the task at hand.
Never work above the ground if you are overly tired.
Even working under emotional stress should be avoided.
You need your reflexes and mind to be at 100% when working above the ground.
We have mandated training for anyone who works off the ground.
Personal protective equipment is a big part of fall prevention and knowing when and
how to use the equipment is critical.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 125 | P a g e
CHAPTER - 12
SCAFFOLDING
DEFINITIONS Scaffold: Any temporary elevated or suspended platform and its supporting structure used for supporting employees or materials or both, except this term does not include crane or derrick suspended personnel platforms. Brace: A tie that holds one scaffold member in a fixed position with respect to another member. Brace also means a rigid type of connection holding a scaffold to a building or structure. Coupler: A device for locking together the component tubes of a tube and coupler scaffold. Harness: A design of straps which is secured about the employee in a manner to distribute the arresting forces over at least the thighs, shoulders, and pelvis, with provisions for attaching a lanyard, lifeline, or deceleration device. Hoist: A mechanical device to raise or lower a suspended scaffold. It can be mechanically powered or manually operated. Maximum Intended Load: The total load of all employee, equipment, tool, materials, transmitted, wind, and other loads reasonably anticipated to be applied to a scaffold or scaffold component at any one time. Mechanically Powered Hoist: A hoist which is powered by other than human energy. Outriggers: The structural member of a supported scaffold used to increase the base width of a scaffold in order to provide greater stability for the scaffold. Platform: The horizontal working surface of a scaffold. Safety Belt: A strap with means for securing about the waist or body and for attaching to a lanyard, lifeline, or deceleration device.
Safe Scaffold Erection and Use Safe scaffold erection and use is important in minimizing and controlling the hazards associated with their use. Scaffold work practices and rules should be based on: • Sound design • Selecting the right scaffold for the job • Assigning personnel • Fall protection • Guidelines for proper erection • Guidelines for use • Guidelines for alteration and dismantling • Inspections • Maintenance and storage
Types of Scaffolds There are many different types of scaffolds used in industries. The three major categories are: • Self-supporting scaffolds • Suspension scaffolds

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 126 | P a g e
• Special use scaffolds
• Supported Scaffolds - Platforms supported by legs, outrigger beams, brackets, poles, frames or similar rigid support. The poles, legs, posts, frames, and uprights must be plumb and braced to prevent swaying and displacement.
• Restraints: Supported scaffolds with a height to base width ratio of more than 4:1 must be restrained by guying, tying, bracing, or an equivalent method.
• Support Systems: A supported scaffold’s poles, legs, posts, frames, and uprights must bear on base plates and mud sills, or other adequately firm foundations.
• Stilts: Stilts can be used to increase the working level height of employees on a supported scaffold; however, this is only acceptable for large area scaffolds. When stilts are used, the existing guardrail must be increased in height equal to the height of the stilts.
• Suspension Scaffold - Contains one or more platforms suspended by ropes or other non-rigid
means from an overhead structure. Examples of this scaffold type are: single-point, multi-point, multi-level, two-point, adjustable, boatswain’s chair, catenary, chimney hoist, continuous run, elevator false car, go-devils, interior hung, masons,’ and stone setters.
Suspension scaffolds require that all support devices rest on surfaces capable of supporting at least four times the load imposed on them by the scaffold when operating at the rated load of the hoist, or at least one-and-a-half times the load imposed on them by the scaffold at the stall capacity of the hoist, whichever is greater. Some of the OSHA regulations include:
If an employee is more than 10 ft (3.1M) above a lower level, guardrails, a personal fall-arrest system, or both must protect them from falling.
When scaffold platforms are more than 24 inches (61 cm) above or below a point of access, ladders, ramps, walkways, or similar surfaces must be used.
When using direct access, its surface must not be more than 24 inches (61 cm) above or 14 inches (36 cm) horizontally from the platform.
When lanyards are connected to horizontal lifelines or structural members on single-point or two-point adjustable scaffolds, the scaffold must have automatic locking devices and additional independent support lines equal in number and strength to the suspension lines.
Emergency escape and rescue devices must not be used as working platforms, unless designed to function as suspension scaffolds or emergency systems.
• Aerial Lifts - Vehicle-mounted aerial devices
used to elevate employees, such as extensible boom platforms, articulated boom platforms, and vertical towers. These are sometimes referred to as “cherry pickers” or “boom trucks.” OSHA requirements regarding aerial lifts include:
Only authorized personnel can operate aerial lifts
The manufacturer or an equivalent must certify any modifications
The insulated portion of the lift must not be altered to reduce its insulating value
Brakes must be set and outriggers used
Boom and basket load limits must not be exceeded
Devices cannot be used to raise the employee above the basket floor

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 127 | P a g e
Those employees that use an aerial lift must wear personal fall arrest systems with the lanyard attached to the boom or basket.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 128 | P a g e
Self-supporting scaffolds are one or more working platforms supported from below by outriggers, brackets, poles, legs, uprights, posts, frames, or similar supports. The types of self-supporting scaffolds include: • Fabricated Frame • Tube and Coupler • Mobile • Pole Suspension scaffolds are one or more working platforms suspended by ropes or other means from overhead structures. The types of suspension scaffolds include: • Single-Point Adjustable (Boatswain’s Chairs) • Two-Point Adjustable (Swing Stage) • Multiple-Point Adjustable • Multi-Lend • Category • Float (Ship) • Interior Hung • Needle Beam Special use scaffolds and assemblies are capable of supporting their own weight and at least 4 times the maximum intended load. The types of special use scaffolds include: • Form and Carpenter Bracket • Roof Bracket • Outrigger • Pump Jack • Ladder Jack • Window Jack • Horse • Crawling Boards • Step, Platforms, and Trestle Ladder

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 129 | P a g e
Responsibilities Managers/Unit Heads

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 130 | P a g e
Managers/Unit Heads will ensure adequate funds are available and budgeted for the purchase of scaffolds in their areas. They will also identify the employees affected by this safety policy and procedure. Managers/Unit Heads will obtain and coordinate the required training for the affected employees. Managers/Unit Heads will also ensure compliance with this safety policy and procedure through their auditing process. Supervisors Supervisors will not allow any employee who has not received the required training to perform any of the tasks or activities related to scaffold erection and/or dismantling. Supervisors will communicate appropriate needs to managers/unit heads and/or supervisors. Supervisors will ensure that employees are provided with PPE as necessary for their job. Supervisors will ensure that a competent person is in charge of scaffold erection according to the manufacturer's specifications. Competent Person The competent person will oversee the scaffold selection, erection, use, movement, alteration, dismantling, maintenance, and inspection. The competent person will be knowledgeable about proper selection, care, and use of the fall protection equipment. Additionally, the competent person shall assess hazards. Employees Employees shall comply with all applicable guidelines contained in this safety policy and procedure. Employees will report damaged scaffolds, accessories, and missing or lost components. Employees will assist with inspections as requested. Safety Department Safety and Loss Control will provide prompt assistance to managers/unit heads, supervisors, or others as necessary on any matter concerning this safety policy and procedure. Safety and Loss Control will assist in developing or securing required training. Safety and Loss Control will also work with Purchasing and Central Equipment Unit to ensure that all newly purchased scaffolds comply with current safety regulations and this safety policy and procedure. Safety Engineers will provide consultative and audit assistance to ensure effective implementation of this safety policy and procedure.
Safety Requirements for Scaffolds • The footing or anchorage for scaffolds shall be sound, rigid, and capable of carrying the maximum intended load without settling or displacement. Unstable objects such as barrels, boxes, loose brick, or concrete blocks shall not be used to support scaffolds or planks.
• No scaffold shall be erected, moved, dismantled, or altered except under the supervision of competent persons or as requested for corrective reasons by Safety and Loss Control Personnel.
• Guardrails and toe boards shall be installed on all open sides and ends of platforms more than 10 feet above the ground or floor, except needle beam scaffolds and floats. Scaffolds 4 feet to 10 feet in height having a minimum horizontal dimension in either direction of less than 45 inches shall have standard guardrails installed on all open sides and ends of the platform.
• Guardrails must be 2 X 4 inches, or the equivalent, not less than 36 inches or more than approximately 42 inches high, with a mid-rail, when required, of 1 X 4 inch lumber, or the equivalent. Supports must be at intervals not to exceed 8 feet. Toe board and the guardrail shall extend along the entire opening.
• Scaffolds and their components must be capable of supporting without failure at least 4 times the maximum intended load.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 131 | P a g e
• Any scaffold, including accessories such as braces, brackets, trusses, screw legs, ladders, couplers, etc., damaged or weakened from any cause must be repaired or replaced immediately, and shall not be used until repairs have been completed.
• All load-carrying timber members of scaffold framing shall be a minimum of 1,500 fibre (Stress Grade) construction grade lumbers
• All planking must be Scaffold Grades, or equivalent, as recognized by approved grading rules for the species of wood used. The maximum permissible span for 2 X 9 inch or wider planks is shown in the following:
• The maximum permissible span for 1-1/4 X 9 inches or wider plank of full thickness shall be 4 feet with medium duty
Scaffolding Safety Tag Scaffolding safety tag contains following information:
1. Name of Scaffolding company / contractor 2. Date erected 3. Purpose 4. Type of scaffolding 5. Scaffolding Forman Name………………………………….. Signature……………………
Date …………………..…….. 6. Inspected by Safety Officer (name)……………………. Signature……………………
Date…………………………..
Colour Code of Scaffolding Safety Tag: 1. YELLOW Tag : Scaffolding under construction (DO NOT USE)
2. RED Tag : Defective Scaffolding (DO NOT USE)
3. GREEN Tag : O.K. scaffolding is ready to use / work
Scaffolding Hazard Falls from elevation Struck by Electrocution Scaffold collapse Bad planking
Scaffolding Hazard Prevention Fall Hazards

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 132 | P a g e
Scaffolds must be constructed and guarded correctly to prevent falls. Falls may occur:
When working on unguarded scaffold platforms
While climbing on or off unguarded scaffold platforms
When scaffold platforms or planks fall Certain OSHA standards have been put in place to prevent each type of fall occurrence. The standards cover employers and platform construction requirements.
Employers must provide fall protection for each employee on a scaffold more than 10ft (3.1m) above a lower level. This protection includes guardrail systems and personal fall arrest systems.
Guardrail Systems:
Guardrails should be installed along all open sides and ends of scaffolding before use. Guardrails should have top-rails and mid-rails. The top-rials must be between 38 inches (0.97m) and 45 inches (1.2m) tall. Mid-rails must be installed approximately half way between the top-rail and the platform surface.
If the cross-point or cross-bracing is used as a top-rail, it must be between 38 inches (0.97m) and 48 inches (1.3m) above the work platform. If the cross-point or cross-bracing is used as a mid-rail, it must be between 20 inches (0.5 m) and 30 inches (0.8 m) above the work platform.
Steel or plastic banding must not be used as a top-rail or mid-rail.
Personal Fall Arrest Systems (PFAS): This system is used to arrest an employee’s fall when working from
a level. It includes harnesses, components of the harness/belt (such as D-rings), snap hooks, lifelines, and anchorage points.
Personal fall arrest systems should be used on scaffolding when there are no guard rail systems.
Specific scaffolding types that need personal fall arrest systems are: boatswain’s chair, catenary, float, needle beam, ladder jack, and pump jack. A PFAS should also be used when working from the boom/basket of an aerial lift.
Both fall-arrest systems and guardrail systems must be used when working on single- and two-point adjustable suspension scaffolds and self-contained adjustable scaffolds that are supported by ropes.
Falling Object Hazards When working on a scaffold you can be hit by falling hand tools,
debris, and other small objects.
To prevent this, toe boards, screens, guardrails, debris nets, catch platforms, canopy structures or barricades should be constructed. Also, employees must wear hard hats.
Electrical Hazards When working near overhead power lines, electrocution is a serious
consideration.
Scaffolds shall not be erected, used, dismantled, altered, or moved such that they or any conductive material handled on them might

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 133 | P a g e
come within the OSHA-approved distance to exposed and energized power lines.
For insulated power lines, the following standards apply:
• For un-insulated power lines, the following standards apply:
Bad Planking
• The single most critical scaffolding component is the lumber from which platforms are made. • Per OSHA standards, scaffold planking is to be scaffold-grade lumber. This type of lumber is
meant to withstand greater forces than construction-grade wood (which is only two-thirds the capacity of scaffold-grade).
• The quality of scaffold-grade lumber is measured by: • The number of rings per inch (6 or more) • The slope of the grain (1 inch to the side for every 16 inches along the length of the board
for Douglas Fir, 1/14 for Southern Pine) • The number of defects, such as knots and notches.
• When checking the condition of the planking, there are five aging signs you should be aware of. They are:
• Splits • Checks • Notches • Accumulated Layers • Mudsill use
• If a piece of wood has any of these signs, it should not be used as part of the scaffold. • One of the best ways to prevent scaffold hazards is proper construction. The height of a scaffold
should be more than four times its minimum base dimension unless guys, ties, or braces are used.
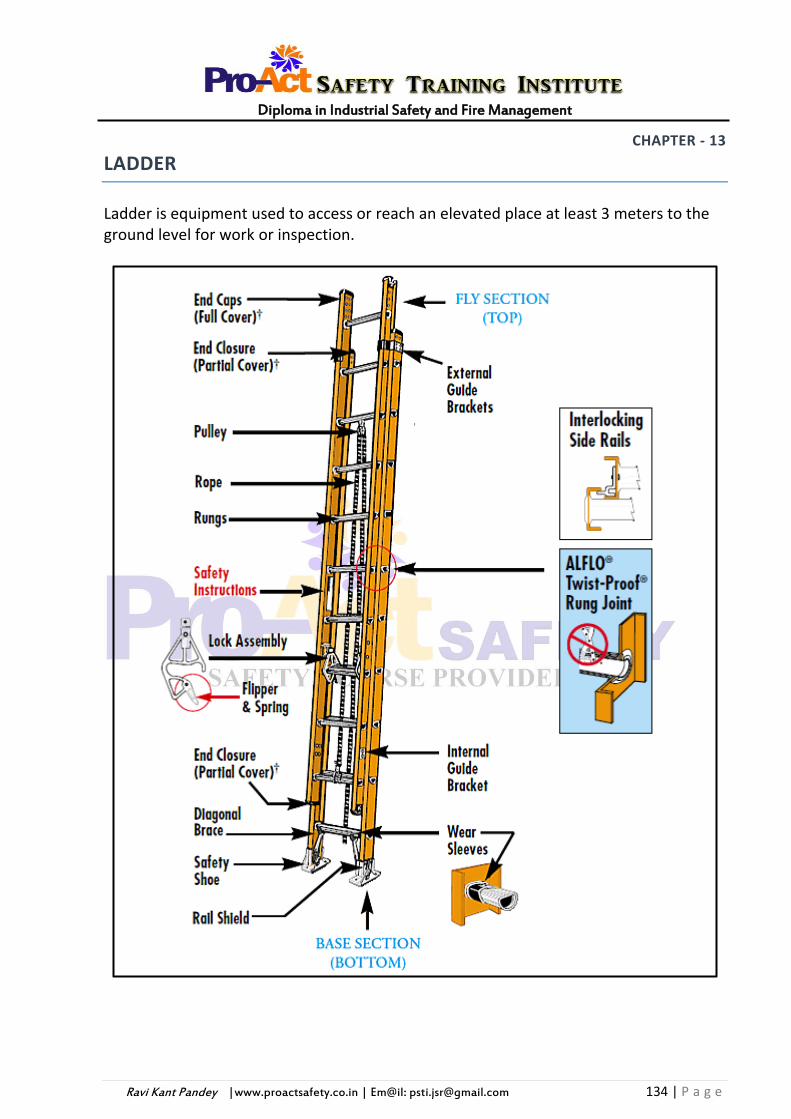
Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 134 | P a g e
CHAPTER - 13
LADDER
Ladder is equipment used to access or reach an elevated place at least 3 meters to the ground level for work or inspection.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 135 | P a g e
Types of Ladder Fixed Ladders
If the total length of the climb on a fixed ladder equals or exceeds 24 feet (7.3 m), the ladder must be equipped with ladder safety devices; or self-retracting lifelines and rest platforms at intervals not to exceed 150 feet (45.7 m); or a cage or well and multiple ladder sections with each ladder section not to exceed 50 feet (15.2 m) in length. These ladder sections must be offset from adjacent sections and landing platforms must be provided at maximum intervals of 50 feet (15.2 m). In addition, fixed ladders must meet the following requirements:
Fixed ladders must be able to support at least two loads of 250 pounds (114 kg) each, concentrated between any two consecutive attachments. Fixed ladders also must support added anticipated loads caused by ice build-up, winds, rigging and impact loads resulting from using ladder safety devices.
Individual rung/step ladders must extend at least 42 inches (1.1 m) above an access level or landing platform either by the continuation of the rung spacing as horizontal grab bars or by providing vertical grab bars that must have the same lateral spacing as the vertical legs of the ladder rails.
Each step or rung of a fixed ladder must be able to support a load of at least 250 pounds (114 kg) applied in the middle of the step or rung.
Minimum clear distance between the sides of individual rung/step ladders and between the side rails of other fixed ladders must be 16 inches (41 cm).
Rungs of individual rung/step ladders must be shaped to prevent slipping off the end of the rungs.
Rungs and steps of fixed metal ladders manufactured after March 15, 1991, must be corrugated, knurled, dimpled, coated with skid-resistant material or treated to minimize slipping.
Minimum perpendicular clearance between fixed ladder rungs, cleats, and steps and any obstruction behind the ladder must be 7 inches (18 cm), except that the clearance for an elevator pit ladder must be 4.5 inches (11 cm).
Minimum perpendicular clearance between the centreline of fixed ladder rungs, cleats and steps, and any obstruction on the climbing side of the ladder must be 30 inches (76 cm). If obstructions are unavoidable, clearance may be reduced to 24 inches (61 cm), provided a deflection device is installed to guide workers around the obstruction.
Step-across distance between the centre of the steps or rungs of fixed ladders and the nearest edge of a landing area must be no less than 7 inches (18 cm) and no more than 12 inches (30 cm). A landing platform must be provided if the step-across distance exceeds 12 inches (30 cm).
Fixed ladders without cages or wells must have at least a 15-inch (38 cm) clearance width to the nearest permanent object on each side of the centreline of the ladder.
Fixed ladders must be provided with cages, wells, ladder safety devices or self-retracting lifelines where the length of climb is less than 24 feet (7.3 m) but the top of the ladder is at a distance greater than 24 feet (7.3 m) above lower levels.
Side rails of through or side-step fixed ladders must extend 42 inches (1.1 m) above the top level or landing platform served by the ladder. Parapet ladders must have an access level at the roof if the parapet is cut to permit passage through it. If the parapet is continuous, the access level is the top of the parapet.
Steps or rungs for through-fixed-ladder extensions must be omitted from the extension; and the extension of side rails must be flared to provide between 24 inches (61 cm) and 30 inches (76 cm) clearance between side rails.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 136 | P a g e
When safety devices are provided, the maximum clearance distance between side rail extensions must not exceed 36 inches (91 cm).
Fixed ladders must be used at a pitch no greater than 90 degrees from the horizontal, measured from the back side of the ladder.
Cages for Fixed Ladders The requirements for cages for fixed ladders are as follows:
Horizontal bands must be fastened to the side rails of rail ladders or directly to the structure, building or equipment for individual-rung ladders.
Vertical bars must be on the inside of the horizontal bands and must be fastened to them.
Cages must not extend less than 27 inches (68 cm), or more than 30 inches (76 cm) from the centreline of the step or rung and must not be less than 27 inches (68 cm) wide.
Insides of cages must be clear of projections. Horizontal bands must be spaced at intervals not more than 4 feet
(1.2 m) apart measured From centreline to centreline. Vertical bars must be spaced at intervals not more than 9.5 inches
(24 cm), measured Centreline to centreline. Bottoms of cages must be between 7 feet (2.1 m) and 8 feet (2.4
m) above the point of access to the bottom of the ladder. The bottom of the cage must be flared not less than 4 inches (10 cm) between the bottom horizontal band and the next higher band.
Tops of cages must be a minimum of 42 inches (1.1 m) above the top of the platform or the point of access at the top of the ladder. There must be a way to access the platform or other point of access.
Step Ladders: Step ladders are the most commonly used ladder in the industry. In contrast to extension ladders; step ladders are self-supportable meaning they do not need to be leaned against any type of support to be used. As this is the case, they may be used in the middle of the room, underneath a tree for trimming or a variety of other locations where support is not available for an extension ladder. There are two major varieties of step ladders; the first is a simple front step ladder. On the front step ladder you will find rungs on one side of the ladder and the other side is designed only for support and is not to be climbed on. The more popular variety is the twin step ladder which provides rungs on either side of the ladder allowing you to climb up whichever side is more convenient and allows you and a friend to climb the ladder simultaneously.
Extension Ladders: Extension or "straight" ladders are normally the first type that comes to mind when you think of a ladder. This type is used to reach high places and most be leaned against some type of support; such as a house, wall, or tree before it can be used. Most extension ladders consist of two parts; the main piece is called the "base" and should always being firmly placed on the ground. The second part is called the "fly" and it is a moveable piece that can extend above the bed to allow the extension ladder to reach higher. Usually this sliding is done by use of a rope or hooks. This means most extension ladders have the ability to reach higher than you may first think when you see it "out of the box".

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 137 | P a g e
Platform Ladders: A platform ladder is a front step ladder with a
platform as its top step. A top rail guard is usually around two feet higher than the platform to provide safety while you are working. Platform ladders provide that higher level of comfort you look for while standing on a ladder for any amount of time. You won’t be killing the bottom of your feet or your shins when you stand on the platform. This ladder allows you to work on any project that requires you to use two hands as safely as if you were on the ground itself. Being able to rotate around and work in whichever direction you need helps you to work safer and faster.
Step Stools: A step stool is great to have for any room of the house. In the kitchen a step stool safely allows you to reach the top shelves of your cabinet. In the pantry you can reach any shelf you need. In the laundry room you are able to reach the overhead cabinets. Keeping one in your closet helps you to grab your clothes you have stored above your hanging shirts. Many step stools are designed to fold down almost flat
which makes it a cinch to slide in between your washer and dryer.
Multi-purpose Ladders: Any ladder that is able to accomplish the tasks of two or more of the other types of ladders can be considered a multi-purpose ladder. People find this type of ladder attractive due to the fact that it is able to change into so many positions; giving the user a variety of options when completing different tasks around the house or on the job. Multi-purpose ladders are able to be opened into a step ladder position in order to be climbable and fully self-supportable. They can also be fully opened into an extended position allowing them to reach higher locations; but just like with your normal extended ladder you must have some support to lean the ladder against. One of the most convenient things with a multi-purpose ladder is the ability to use one ladder and make scaffolding for your planks or platforms. Finally, the multi-purpose ladder can be completely closed when not in use into a storage position which makes storing it easy and efficient.
Telescoping Ladders: A telescoping ladder is simply a ladder that is able to slide in and out to adjust in size and does so by the use of overlapping sections. There are a large variety of telescoping ladders in the industry today, the most popular of which is the ladder produced by Telesteps. Like many of the telescoping ladders available, the Telesteps ladder has the ability to fully extend into a useable extension ladder as while as shrink into a very compact, easy-to-carry ladder. Other types of telescoping ladders include multipurpose ladders and some step ladders.
Folding Ladders: These ladders get their name from their ability to fold up when not in use for extremely easy storage. Folding ladders are normally used for smaller inside tasks. Folding ladders have large steps rather than the skinny rungs found on step or extension ladders. These ladders

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 138 | P a g e
make great additions to every home, small business or motor home. If you often find yourself climbing on chairs or other objects that weren't meant to be climbed on, you need to look into some type of a folding ladder. When completely closed, most folding ladders will fit in small places such as under the bed or in a closet completely out of sight. They are light weight and easy to use, making them that much more convenient and safe around the house.
Ladder Hazards & Safe Use
Ladder Hazards
There are inherent hazards associated with ladder use. Typical ladder hazards include:
Insufficient surface resistance on ladder rungs and steps
Ladder structural failure
Ladders tipping sideways, backwards, or slipping out at the bottom
Ladder spreaders not fully opened and locked, causing the ladder to “walk”, twist or close up when a load is applied to the ladder
Using metal ladders near live electrical parts
Using deteriorated ladders
Using fixed ladders without cages or fall protection
Ladders on slippery or uneven surfaces
Ladder rungs or shoes that have mud or grease on them
Carrying tools or materials up or down a ladder
Safe Ladder Use (Hazard Prevention) Employees should follow certain rules when placing, ascending, and descending ladders which include:
Hold on with both hands when going up or down. If material must be handled, raise or lower it with a rope either before going down or after climbing to the desired level.
Always face the ladder when ascending or descending.
Never slide down a ladder.
Be sure shoes are not greasy, muddy, or slippery before climbing.
Do not climb higher than the third rung from the top on straight or extension ladder, or the second tread from the top on stepladders.
Carry tools on a tool belt not in the hand.
Never lean too far to the sides. Keep your belt buckle within the side rails.
Use a 4 to 1 ratio when leaning a single or extension ladder. (Place a 12 foot ladder so that the bottom is 3 feet away from the object the ladder is leaning against.)
Inspect ladder for defects before using.
Never use a defective ladder. Tag or mark it so that it will be repaired or destroyed.
Never splice or lash a short ladder together.
Never use makeshift ladders, such as cleats fastened across a single rail.
Be sure that a stepladder is fully open and the metal spreader locked before starting to climb.
Keep ladders clean and free from dirt and grease.
Never use ladders during a strong wind except in an emergency and then only when they are securely fastened.
Never leave placed ladders unattended.
Never use ladders as guys, braces, or skids, or for any other purpose other than their intended purposes.
Never attempt to adjust a ladder while a user is standing on the ladder.
Never jump from a ladder. Always dismount from the bottom rung.
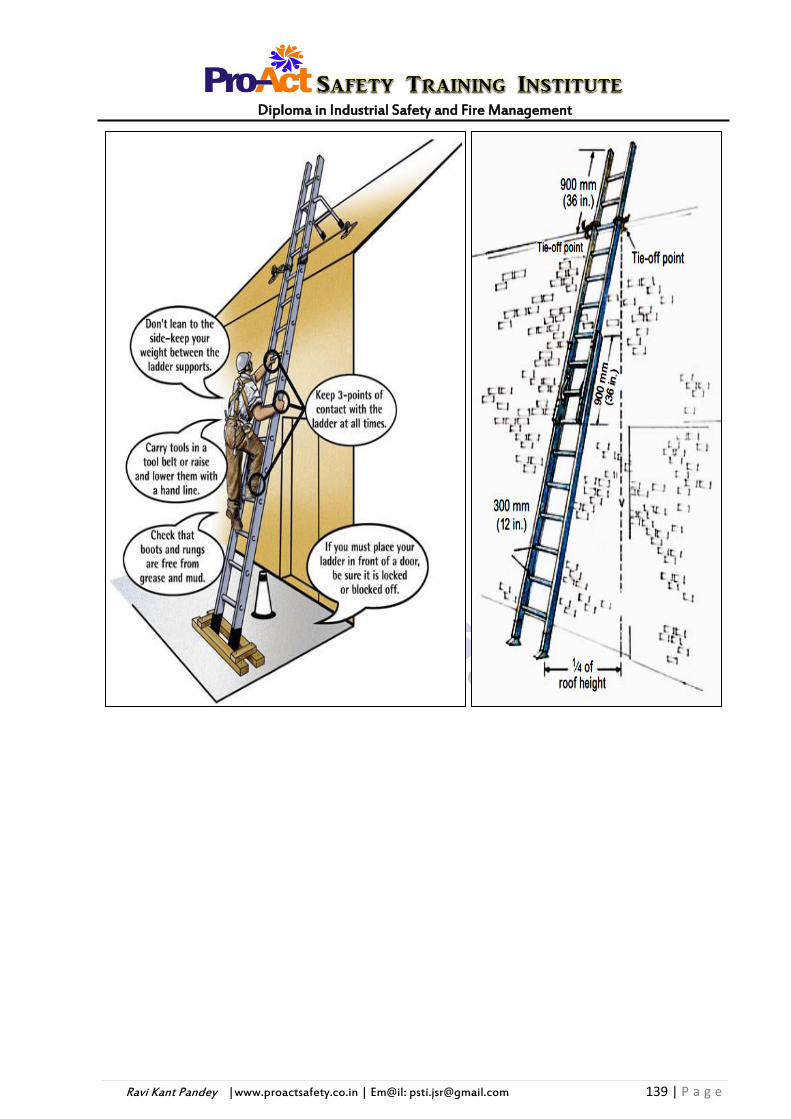
Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 139 | P a g e

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 140 | P a g e
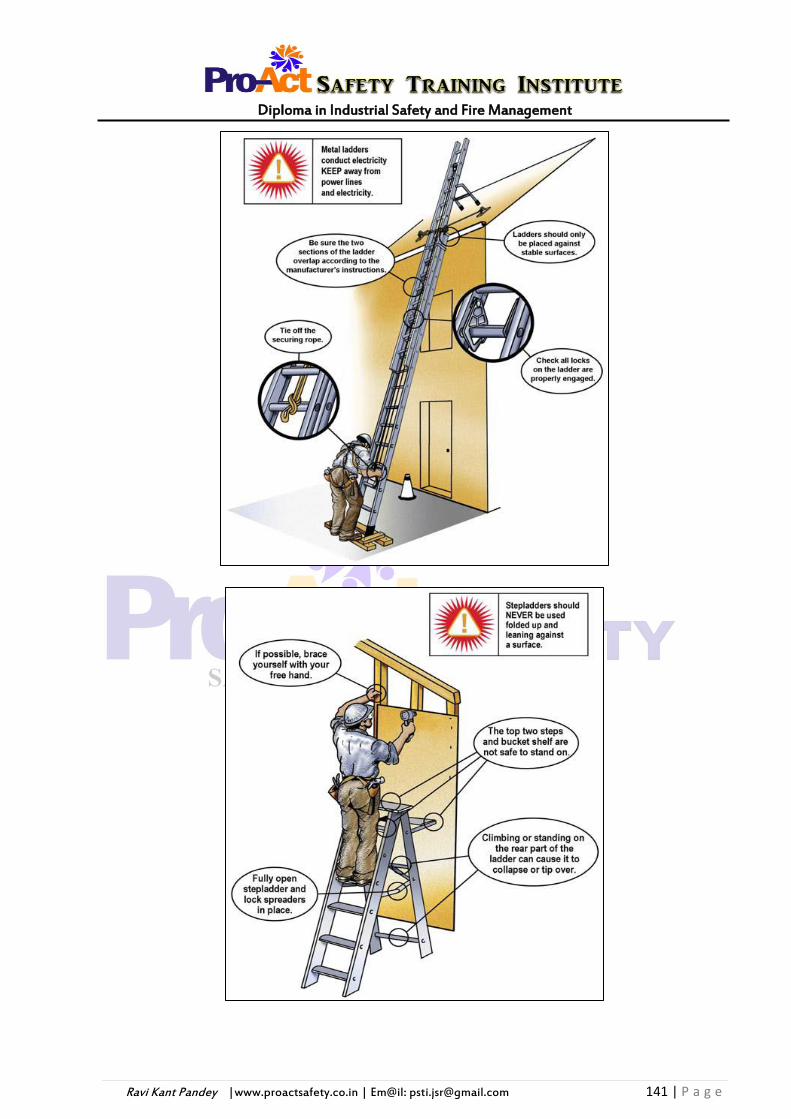
Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 141 | P a g e

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 142 | P a g e
Roof jacks and toe-holds
Roof jacks must be of substantial construction and maintained in good condition. Roof jacks must be provided with effective non-slip devices. Crawl boards or ladders used for roof work must be securely fastened over the ridge of the roof or must be otherwise effectively anchored. The use of eaves troughs for support is prohibited.
Ladder Safety Devices
Safety devices are available for both portable and fixed ladders to prevent a climber from falling. Safety devices for portable ladders include slip-resistant bases, safety tops, and any other device to increase the ladder stability. A portable ladder positioned at a location where it may be tipped over by work activities shall be securely fastened at the bottom and top. Safety devices for fixed ladders include cages (which enclose the stairwell) or a restraint belt attached to a sliding fixture anchored to the ladder.
Ladder Inspection An inspection program should be set up by which all ladders are inspected once every three months. Appendix B presents a general inspection form. Ladders that are weak, improperly repaired, damaged, have missing rungs, or appear unsafe shall be removed from the job or site for repair or disposal. Before discarding a wood ladder, cut it up so no one can use it again. Additionally, portable ladders must be maintained in good condition at all times and inspected frequently. Tag any ladders that have developed defects with DANGEROUS--DO NOT USE, and remove from service for repair or disposal.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 143 | P a g e
For portable wood ladders, all wood parts shall be free from sharp edges and splinters; sound and free from accepted visual inspection from shake, wane, compression failures, decay, or other irregularities. For portable metal ladders, the design shall be without structural defects or accident hazards such as sharp edges, burrs, etc. The selected metal shall be of sufficient strength to meet the test requirements and shall be protected against corrosion. For fixed ladders, all wood parts shall meet the criteria of wood ladders. All metal parts shall meet the criteria of metal ladders.
Maintenance
Portable wood ladders may be coated with a water-repellent preservative to provide a suitable protective material. Metal ladders and metal parts on wood ladders should be corrosion-resistant and kept free from nicks. If nicks occur, they
Responsibilities Managers/Unit Heads: Managers/Unit Heads are responsible for ensuring that adequate funds are available and budgeted for the purchase of ladders in their areas. Managers/Unit Heads will obtain and coordinate the required training for the affected employees. Managers/Unit Heads will also ensure compliance with this safety policy and procedure through their auditing process. Supervisors: Supervisors are responsible for ensuring that all ladders (fixed and portable) are regularly inspected and properly maintained. They will also be responsible for tagging ladders in need of repair and removing defected ladders from service for repair or destruction. Supervisors will audit for compliance with this safety policy and procedure during their facility and jobsite audits. Employees: Employees shall comply with all applicable guidelines contained in this safety policy and procedure. Employees are also responsible for reporting immediately suspected unsafe conditions or ladders to their supervisor. Employees are to inspect ladders before using and are to keep ladders clean and in good condition. Safety and Loss Control: Safety and Loss Control will provide prompt assistance to managers/unit heads, supervisors or others as applicable on any matter concerning this safety policy and procedure. Additionally, Safety and Loss Control will assist in developing or securing of required training. Safety Engineers will provide consultative and audit assistance to ensure effective implementation of this safety policy and procedure. Safety and Loss Control will also work with Purchasing Department to ensure that all newly purchased ladders comply with this safety policy and procedure and current safety regulations. Training Ladder safety training shall be done upon initial employment and/or job assignment. Refresher training shall be provided to employees at the discretion of their supervisor. Employees using the ladders shall be trained in:
The proper use of the ladders What kind of ladder to use
How to set up ladders Ladder inspection
Proper maintenance

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 144 | P a g e

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 145 | P a g e
CHAPTER - 14
WELDING AND GAS CUTTING
In the workshop there are a number of hazards specific to welding or cutting. In addition, there may be other hazards of a more general nature present in the fabrication environment.
All potential hazards need to be identified, measured (where appropriate) and assessed. Remedial measures must be put in place wherever necessary.
Although Personal Protective Equipment (PPE) should not be issued as the primary method of reducing a hazard, it should be issued to all personnel if beneficial.
Employers and employees should be made fully aware of the dangers that can arise and take all reasonable care to ensure the health and safety of all.
Hazards in Welding and Gas Cutting Operation
Burns
Chromium in Fume
Confined Spaces
Electrical Safety
Eye Hazards
Gaseous Fume
Heat Stress
Light and Heat Radiation
Magnetic Fields
Measurement of Fume
Metal Fume Fever
Noise Hazards
Ozone Hazard
Particulate Fume
BURNS Burn injury is a hazard faced by welders every working day; after all they are using a process that involves molten metal and high temperature welding arcs. Avoidable hazards Most burns suffered by welders and others in the welding environment are avoidable. They are often caused by carelessness or failure to take the necessary precautions. Burns may occur to the skin or, potentially more seriously, to the eyes. The source of the hazard may be:
hot metal (a welded component or part of the welding equipment such as a MIG gun nozzle)
arc rays
flames
chemicals
liquid gases

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 146 | P a g e
Taking the necessary safety precautions is largely common sense, although accidents may happen from time to time.
CHROMIUM IN FUME
Chromium is an element present in the consumables and parent material of stainless steels, heat-resisting steels, some creep-resisting steels, some high nickel alloys, and armour plate.
It may also be present in some consumables used for hard facing.
Chromium particulate fume
Chromium is also used as a coating for other materials (such as chrome plating) to give corrosion protection to steel or to give a pleasing aesthetic appearance.
Chromium, as chromate, may also be found as a constituent of some industrial paints.
Welding or cutting materials containing chromium are likely to give chromium compounds in any particulate fume generated by the process. Whether it presents a significant hazard to health depends on the concentration and the duration of exposure.
CONFINED SPACES
Many of the everyday hazards encountered in welding can be exacerbated if the work is being carried out in a confined space.
A significant number of deaths occur each year involving people working in confined spaces.
Asphyxiation is a major cause of those deaths, so extra vigilance is crucial.
Ventilation
In any confined workspace, restricted ventilation will cause the build-up of a potentially hazardous atmosphere.
An example of confined spaces would be a storage tank. It may also contain, or have contained, toxic, flammable or hazardous substance, vapour or gas.
It is clear that working in such spaces requires a greater than normal awareness of potential hazards and increased attention to safe working practices.
Welders working in enclosed spaces must be properly trained, equipped and supervised.
Additional protective and monitoring equipment (over and above that normally necessary) may be required when welding in a confined space.
It is recommended that a formal 'safe system of work' should be followed at all times.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 147 | P a g e
ELECTRICAL SAFETY Electrical hazards can prove to be the most serious risks encountered by welders.
Touching 'live' electrical components, including the electrode and the work piece, can result in a burn injury or, more seriously, electric shock.
ELECTRIC SHOCK
Electric shock can kill, either by direct action on the body or by a resultant fall if working at height.
Most electrical accidents are avoidable and only occur as a result of carelessness, lack of training, poor workmanship or faulty equipment.
Welders must never become complacent about the hazards associated with electric arc welding.
Safe working practices should be followed at ALL times.
EYE HAZARDS
Eye injuries are among the most common of all injuries caused by welding and cutting.
Damage can be due to non-ionising radiation, foreign bodies, fumes and gases.
Radiation
All welding arcs produce radiation. The energy ranges in the arcs are limited so only certain wavelengths are generated.
This radiation is divided into three categories:
1. ultraviolet (UV) 2. visible light 3. infrared (IR)
Of these three, UV is the most likely to cause injury as its effects are not noticed by any of the senses at the time of exposure, so the effects only become apparent later.
Foreign bodies
Welders have a high incidence of eye injury caused by foreign bodies such as slag, spatter, sparks, dust and grit.
Particulate fumes Particulate fumes and gases can irritate or damage the eye. It is known that conjunctivitis may be caused by dust or fume associated with welding.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 148 | P a g e
GASEOUS FUME Gaseous fume is invisible fume created by the welding and cutting process. It is often present in the workshop, but undetected.
Pollutant gases
Gaseous fume consists of either one or more specific pollutant gases mixed in the air around the welding area. As it is present in gaseous form it can easily enter the lungs.
Whether or not the fume is likely to cause damage depends largely on precisely what the gas or gases are, on the concentration inhaled and on the length of time of exposure to the specific pollutant(s).
The gases of most concern in the welding environment are ozone, oxides of nitrogen (NO and NO2), carbon monoxide, dichloro-acetyl-chloride and possibly phosgene.
HEAT STRESS Working in an excessively hot environment can cause the body to overheat; this is called 'heat stress'.
Heat exhaustion If fluids are not taken to replace those lost by sweating, heat exhaustion can occur. Extreme cases of this condition can be fatal. Precautions should be taken and work regimes adjusted to ensure that every worker's core body temperature is maintained within its required operating range.
Magnetic Fields Magnetic fields are produced by electrical equipment. In arc welding and cutting, the magnetic fields produced may have an effect on the human body.
Exposure Electromagnetic, that is to say electrical and magnetic fields (both natural and electrically produced), exist throughout our environment and we are all exposed to them constantly. Electric fields are produced by electric charges and measured in volts per metre (V/m) whilst magnetic fields are produced by the motion of electric charges and measured in amperes per metre (A/m). Whether or not these fields are harmful has been a matter of debate for many years and remains largely unresolved.
LIGHT AND HEAT RADIATION
Electric arc welding and cutting processes produce three forms of radiation; ultra violet (UV), visible and infra-red (IR).
Arc welding therefore presents a greater hazard than fuel gas processes as these only produce visible and IR radiation.
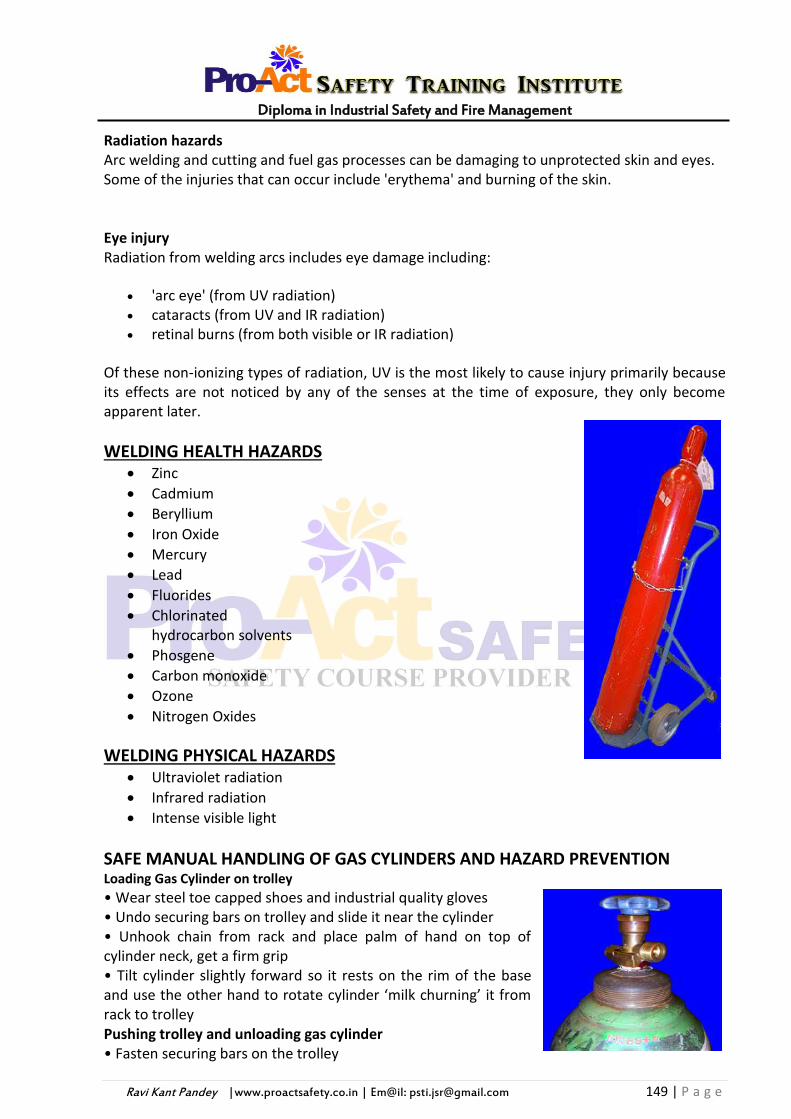
Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 149 | P a g e
Radiation hazards Arc welding and cutting and fuel gas processes can be damaging to unprotected skin and eyes. Some of the injuries that can occur include 'erythema' and burning of the skin. Eye injury Radiation from welding arcs includes eye damage including:
'arc eye' (from UV radiation) cataracts (from UV and IR radiation) retinal burns (from both visible or IR radiation)
Of these non-ionizing types of radiation, UV is the most likely to cause injury primarily because its effects are not noticed by any of the senses at the time of exposure, they only become apparent later.
WELDING HEALTH HAZARDS Zinc
Cadmium
Beryllium
Iron Oxide
Mercury
Lead
Fluorides
Chlorinated hydrocarbon solvents
Phosgene
Carbon monoxide
Ozone
Nitrogen Oxides
WELDING PHYSICAL HAZARDS Ultraviolet radiation
Infrared radiation
Intense visible light
SAFE MANUAL HANDLING OF GAS CYLINDERS AND HAZARD PREVENTION Loading Gas Cylinder on trolley
• Wear steel toe capped shoes and industrial quality gloves • Undo securing bars on trolley and slide it near the cylinder • Unhook chain from rack and place palm of hand on top of cylinder neck, get a firm grip • Tilt cylinder slightly forward so it rests on the rim of the base and use the other hand to rotate cylinder ‘milk churning’ it from rack to trolley Pushing trolley and unloading gas cylinder • Fasten securing bars on the trolley

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 150 | P a g e
• Place one foot on the axle and tilt the trolley back so it balances comfortably on the wheels • Keeping back straight, push trolley and set it down in front of the laboratory bench • Remove cylinder from trolley, milk churning it into its new position and clamp it securely to the bench using chains, or straps.
Valve protection caps shall be in place and secured.
Valve protection caps shall not be used for lifting cylinders from one vertical position to another. Bars shall not be used under valves or valve protection caps to pry cylinders loose when frozen. Warm, not boiling, water shall be used to thaw cylinders loose.
Unless cylinders are firmly secured on a special carrier intended for this purpose, regulators shall be
Removed and valve protection caps put in place before cylinders are moved.
When cylinders are transported by powered vehicles, they shall be secured in a vertical position.
A suitable cylinder truck, chain, or other steadying device shall be used to keep cylinders from being knocked over while in use.
Cylinder valve
When work is finished, when cylinders are empty, or when cylinders are moved at any time, the cylinder valve shall be closed.
Upright position
Compressed gas cylinders shall be secured in an upright position at all times except, if necessary, for short periods of time while cylinders are actually being hoisted or carried.
Oxygen cylinders in storage shall be separated from fuel-gas
cylinders or combustible materials(especially oil or grease), a minimum distance of 20 feet (6.1 m) or by a noncombustible barrier at least 5 feet (1.5 m) high having a fire-resistance rating of at least one-half hour
Inside of buildings, cylinders shall be stored in a well-protected, well-ventilated, dry location, at least 20 feet (6.1 m) from highly combustible materials such as oil or excelsior. Cylinders should be stored in definitely assigned places away from elevators, stairs, or gangways. Assigned storage places shall be located where cylinders will not be knocked over or damaged by passing or falling objects, or subject to tampering by unauthorized persons.
Before a regulator to a cylinder valve is connected, the valve shall be opened slightly and closed immediately. (This action is generally termed "cracking" and is intended to clear the valve of dust or dirt that might otherwise enter the regulator.) The person cracking the valve shall stand to one side of the outlet, not in front of it.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 151 | P a g e
Suitable regulators
Fuel gas shall not be used from cylinders through torches or other devices which are equipped with shutoff valves without reducing the pressure through a suitable regulator attached to the cylinder valve or manifold.
Removal of regulator
Before a regulator is removed from a cylinder valve, the cylinder valve shall always be closed and the gas released from the
regulator. Hose colors
Fuel gas hose and oxygen hose shall be easily distinguishable from each other. The contrast may be
Made by different colors or by surface characteristics readily distinguishable by the sense of touch. Oxygen and fuel gas hoses shall not be interchangeable. A single hose having more than one gas passage shall not be used.
Inspections All hose in use, carrying acetylene, oxygen, natural or manufactured fuel gas, or any gas or substance which may ignite or enter into combustion, or be in any way harmful to employees, shall be inspected at the beginning of each working shift. Defective hose shall be removed from service. Hose couplings Shall be of the type that cannot be unlocked or disconnected by means of a straight pull without rotary motion. Torches. Clogged torch tip openings shall be cleaned with suitable cleaning wires, drills, or other devices designed for such purpose. Torches in use shall be inspected at the beginning of each working shift for leaking shutoff valves, hose couplings, and tip
connections. Defective torches shall not be used. Lighters Torches shall be lighted by friction lighters or other approved devices, and not by matches or from hot work. FUMES MAY PRODUCE METAL FUME FEVER SYMPTOMS RESEMBLE:
Respiratory disturbances
Infection - Influenza
Fever - Acute Bronchitis
Pneumonia - Chills, Shivering,
Trembling, Nausea, Vomiting may also occur.
Welders Exposed To Fumes Containing Iron, Chromium, Chromates, Lead And Aluminum May Suffer:

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 152 | P a g e
DAMAGE TO LUNGS
LUNG CANCER
NERVOUS SYSTEM PROBLEMS
IRRITATION TO EYES, NOSE, AND THROAT HEARING LOSS CAN BE CAUSED BY HAZARDOUS NOISE LEVELS EYE INJURIES
• RETINAL INJURIES
• CATARACTS
• KERATITIS EXPOSURE TO ULTRAVIOLET RADIATION CAN CAUSE SEVERE SKIN BURNS REDUCED POWER AND PAIN DUE TO DISTORTED POSTURE

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 153 | P a g e
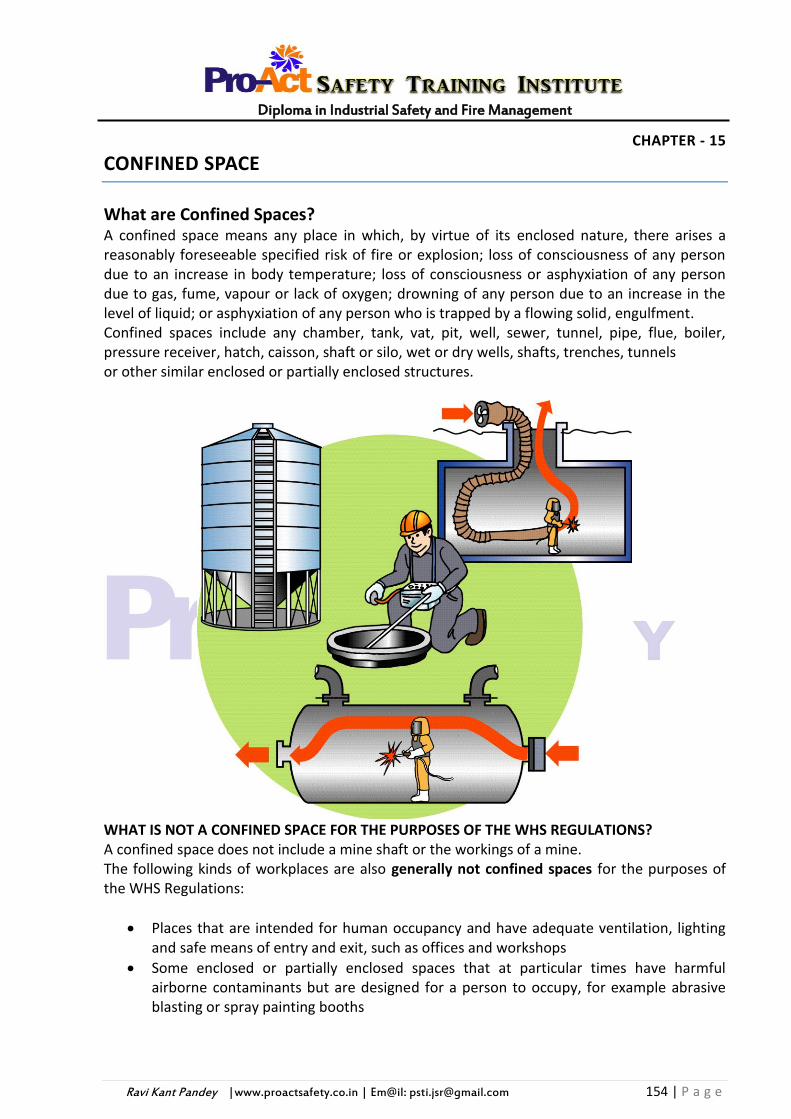
Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 154 | P a g e
CHAPTER - 15
CONFINED SPACE
What are Confined Spaces? A confined space means any place in which, by virtue of its enclosed nature, there arises a reasonably foreseeable specified risk of fire or explosion; loss of consciousness of any person due to an increase in body temperature; loss of consciousness or asphyxiation of any person due to gas, fume, vapour or lack of oxygen; drowning of any person due to an increase in the level of liquid; or asphyxiation of any person who is trapped by a flowing solid, engulfment. Confined spaces include any chamber, tank, vat, pit, well, sewer, tunnel, pipe, flue, boiler, pressure receiver, hatch, caisson, shaft or silo, wet or dry wells, shafts, trenches, tunnels or other similar enclosed or partially enclosed structures.
WHAT IS NOT A CONFINED SPACE FOR THE PURPOSES OF THE WHS REGULATIONS? A confined space does not include a mine shaft or the workings of a mine. The following kinds of workplaces are also generally not confined spaces for the purposes of the WHS Regulations:
Places that are intended for human occupancy and have adequate ventilation, lighting and safe means of entry and exit, such as offices and workshops
Some enclosed or partially enclosed spaces that at particular times have harmful airborne contaminants but are designed for a person to occupy, for example abrasive blasting or spray painting booths

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 155 | P a g e
enclosed or partially enclosed spaces that are designed to be occasionally occupied by a person if the space has a readily and conveniently accessible means of entry and exit via a doorway at ground level, for example: a cool store accessed by a LPG forklift to move stock – although the use of a LPG
forklift in a cool store can be hazardous, the door at ground level means that once the alarm is raised, escape and rescue can happen quickly.
a fumigated shipping container with a large ground level opening will facilitate easy escape and rescue.
Trenches are not considered confined spaces based on the risk of structural collapse alone, but will be confined spaces if they potentially contain concentrations of airborne contaminants that may cause impairment, loss of consciousness or asphyxiation.
Legal Requirement The Factories and Industrial Undertakings (Confined Spaces) Regulation was revised to further protect the safety and health of workers working in confined spaces. The most important change is that the employer has to carry out a risk assessment for work in the confined space, before the worker enters that space for the first time or when the worker is required to enter the space again due to any subsequent changes, so as to formulate a "safe system of work" to protect workers' safety and health.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 156 | P a g e
Responsibility of Related Parties Proprietors or contractors shall: 1. Appoint a competent person to carry out risk assessment when work is to be undertaken in a confined space, and whenever there is any significant change in the conditions of the confined space or of the work therein. 2. Adopt all necessary safety measures and issue certificates in relation to work safety according to recommendations made in the risk assessment report. 3. Allow only certified workers to enter and work in the confined space. The competent person shall: 1. Assess all possible hazards of working in confined spaces. 2. Make recommendations on the safety and health measures for workers working in confined spaces. 3. Submit reports to proprietors or contractors. Certified workers shall: 1. Observe instructions and attend training. 2. Comply with all safety working procedures formulated. 3. Make full and proper use of any safety equipment or emergency facilities and report any fault or defect in such equipment or facilities immediately Offenders:
And fine of Rs. 2,00,000/- or both And fine of Rs. 2,00,000/- or both And fine of Rs. 50,000/- or both
HAZARDS IDENTIFICATION 1. Deficiency of oxygen in air Air generally comprises 21% oxygen. However, in the following conditions, the oxygen in the air may decrease, resulting in a menace with human life: 1. Chemical reactions caused by oxygen consumption: Oxygen is consumed due to oxidation during such processes of welding, cutting by oxy-acetylene, rusting, naked flame operations, fermentation and moulding. 2. Substitution: Oxygen is squeezed out by such inert gases as nitrogen, argon and carbon dioxide.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 157 | P a g e
3. Adsorption on surface: Oxygen is adsorbed by porous surfaces, such as activated carbon. Changes of the oxygen content in air that is breathed in, can cause the following adverse physical reactions to the human body:
2. Flammable spaces Flammable gas in a confined space can lead to explosion or fire. A space becomes flammable when oxygen in the air mixes with flammable gases, vapours or dust. These gases and vapours may be formed by residues mixed with flammable substances, the use of flammable substances, or chemical reactions (e.g. the formation of methane).
The explosive range of flammable gases or vapours (percentage in air)

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 158 | P a g e
A space may also become flammable when combustible dust abounds or flows in the air when disturbed. Dust may come from agricultural products e.g. flour, chemicals, plastic particles, medicine or metal powder.
Flammable spaces will explode when contact with igniting sources such as welding sparks or sparks from portable electrical appliances.
Chemical Substances The principal means of encountering chemical substances include respiration, skin absorption and eating. The effects brought by chemical substances upon the human body may be chronic or acute, depending on the period of contact, the intensity of the hazards during contact and the impact of such hazards on health, for example, corrosive, toxic or harmful. Some poisonous gases emit a particular odour, like the smell of a rotten egg for hydrogen sulphide; whereas some toxic gases are odourless, like carbon monoxide, which is both colourless and odourless. In addition, the unpleasant smell of some toxic gases like hydrogen sulphide is likely to anaesthetise one's sense of smell soon after contact so that one may no longer sense its existence. Therefore, only the use of scientific equipment is reliable to measure the existence of chemical.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 159 | P a g e
PHYSICAL HAZARDS
1. Mechanical hazards Some dangerous components such as belts, rotation shafts and gears in equipment may cause harm when used.
2. Electrical hazards The risk of death caused by electric shock or getting burnt may arise when touching electric cables, electric wires and transformers in confined spaces or using electrical appliances in wet spaces.
3. Noise hazards Noise produced when working in confined spaces is generally higher than normal, leading to impairment in workers' hearing and may even lead to deafness.
4. Radiation hazards Sparks produced when using radioactive equipment in confined spaces may cause harm, such as laser or welding sparks.
5. Environmental hazards The following environmental conditions are more likely to pose danger in confined spaces: • Extremely high or low temperature • dampness • wet spaces
6. Transportational hazards Since the entrance and exit of some confined spaces, such as sewers, are situated on pavements or roads, workers will have the risk of being knocked down by vehicles passing by. There is also risk of people falling down into the confined spaces.
7. Engulfment by liquid or flowing solids The risk of drowning arises when the confined space is waterlogged or when water or other liquid suddenly pours in. In addition, flowing solids such as silt or cereals may pose the risk of engulfment.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 160 | P a g e
CHEMICAL HAZARD SKIN CONTACT WITH HAZARDOUS SUBSTANCES The nature of a confined space could give rise to an increased likelihood of skin contact with surface contaminants. Skin contact with hazardous substances may result in immediate health effects such as burns, irritation or allergic dermatitis, or longer-term systemic effects.
BIOLOGICAL HAZARDS Workers may be infected with different varieties of bacteria and viruses and even threatened by biological hazards produced by insects and snakes.
OTHER HAZARDS 1. Hazards from manual operations The working environment of confined spaces is generally narrow and workers inside need considerable effort when performing manual operations. The use of personal protective equipment may also increase the difficulty of performing manual operations. 2. Uncontrolled introduction of substances The uncontrolled introduction of substances such as steam, water or other liquids, gases or solids may result in drowning, being overcome by fumes or other harm depending on the nature of the substance. Vehicles and LPG forklifts operating close to the opening of the confined space can cause a build-up of exhaust gases, including carbon monoxide, in the space.
RISK ASSESSMENT REPORT Risk assessment is a procedure of identifying the relevant hazards and exploring the possibility of inflicting injuries upon, and causing diseases to, the relevant worker. Employers shall conduct a risk assessment for each hazard identified, including the chance of encountering such hazards by any person, the extent of impact, and the effectiveness of the existing measures for controlling risks. Persons appointed for conducting risk assessments should determine the appropriate method of assessment and carry out a site inspection in the confined space.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 161 | P a g e
Risk assessments should take into account the following main factors:
PERMIT-TO-WORK CERTIFICATE Whenever workers enter a confined space, a permit-to-work certificate should be issued beforehand. This permit is only valid for working in one particular confined space. Any person who is going to enter and work in a confined space should apply for a permit-to-work certificate with any responsible party who is authorised to issue such permit. The permit should set out all the tools permitted and forbidden for use and the provisions for work implementation. Before issuing a permit-to-work certificate, the person responsible should ensure that the air inside the work place has reached a safe level, which should be maintained during work in progress. No danger should arise and other measures of risk control should be completed effectively. Permit-to-work certificates should be issued on an individual basis. When the time for completion as stipulated in the permit is over, workers must leave the confined space. If extra time is needed for work, a new certificate should be applied instead. Permit-to-work certificates and risk assessment reports should be displayed in a conspicuous space within the immediate vicinity of the confined space for workers' reference.
Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 162 | P a g e
PERSONAL PROTECTIVE EQUIPMENT Safety helmet : Safety helmets protect the head of the wearer from injuries caused by falling or wavering objects. Earmuffs, earplugs : Earmuffs and earplugs protect the ears of the wearer from injuries by loud noises. Safety belt : Safety harnesses protect workers from falling from heights. Goggles, visor : Goggles and visors protect the eyes of the wearer from injuries caused by strong light or flying objects. Safety boots : Safety boots protect the feet of the wearer from injuries, puncture wounds and slipping. Respirator : Respirators protect the respiratory system of the wearer from the attack of poisonous gases, fumes, mist and dust. Mask-type respirators can block dust. While filter-type respirators can absorb vapour emitted from chemicals, and air-supplied respirators can supply pure air to sustain life when the atmosphere is filled with poisonous gases or in times of oxygen deficiency.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 163 | P a g e
EMERGENCY PLAN Emergency procedures should be formulated and a contingency team should be formed. Team members should receive training and perform drills regularly. Emergency devices generally Used include:
Approved breathing apparatus
Resuscitators
Oxygen cylinders or compressed air bottles
Safety harnesses and ropes
Audio and visual alarms for giving warning signals to people outside the confined space
First-aid box
Lifebuoys tied with ropes (if operation is carried out along the shore)

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 164 | P a g e
PROCEDURES FOR IDENTIFYING CONFINED SPACES AND APPLICATION OF PERMITS FOR ENTRY

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 165 | P a g e
PROCEDURES FOR ENTRY INTO CONFINED SPACES
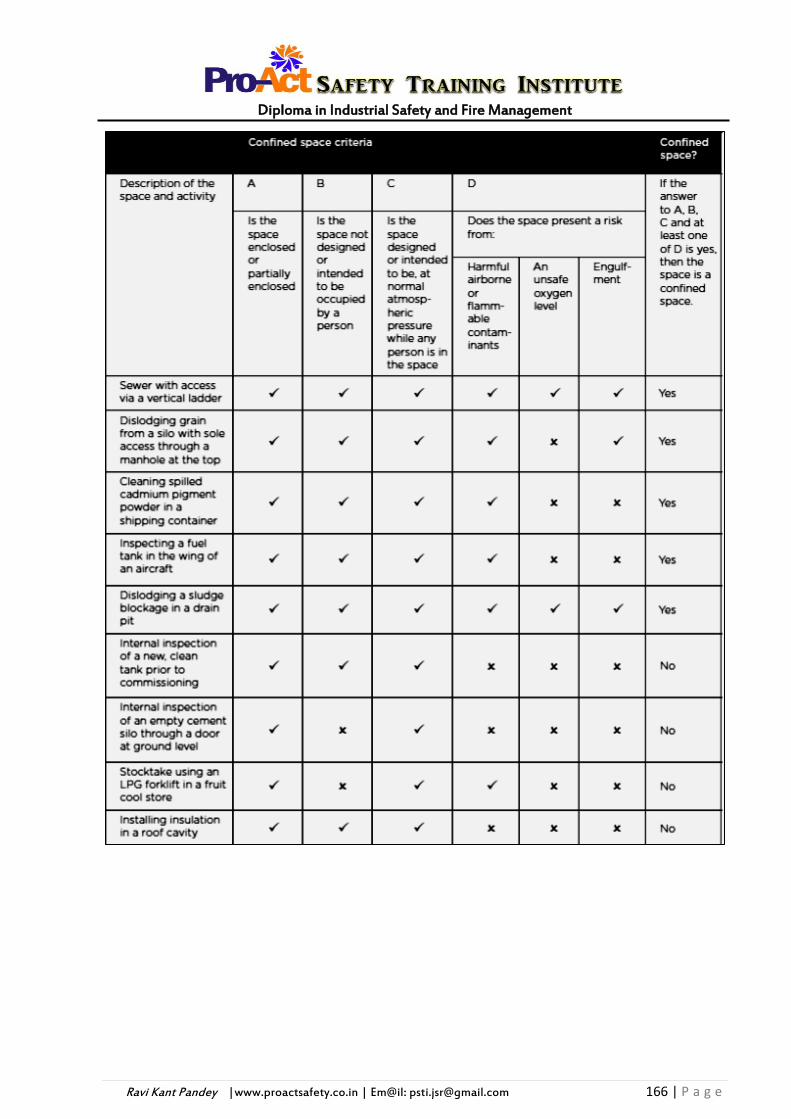
Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 166 | P a g e

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 167 | P a g e
CHAPTER - 16
ELECTRICAL SAFETY
Introduction
Electricity can kill or severely injure people and cause damage to property. Every year many accidents at work involving electric shock or burns are reported to the Health and Safety Executive (HSE). Most of the fatal incidents are caused by contact with overhead power lines.
Even non-fatal shocks can cause severe and permanent injury. For example, shocks from faulty equipment may lead to falls from ladders, scaffolds or other work platforms.
Those using or working with electricity may not be the only ones at risk – poor electrical installations and faulty electrical appliances can lead to fire, which may also cause death or injury to others. Most of these accidents can be avoided by careful planning and straightforward precautions.
WHAT ARE THE HAZARDS?
The main hazards are:
Contact with live parts causing shock and burns – normal mains voltage, 230 volts AC,
can kill;
Faults which could cause fire; and
Fire or explosion where electricity could be the source of ignition in a potentially
flammable or explosive atmosphere.
ASSESSING THE RISK Your health and safety risk assessment should take into account the risks associated with electricity. It will help you decide what action you need to take to use and maintain your electrical installations and equipment and also how often maintenance is needed.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 168 | P a g e
The risk of injury from electricity is strongly linked to where and how it is used. The risks are greatest in harsh conditions, for example:
In wet surroundings – unsuitable equipment can easily become live and can make its surroundings live;
Outdoors – equipment may not only become wet but may be at greater risk of damage; and
In cramped spaces with a lot of earthed metalwork such as inside a tank – if an electrical fault developed it could be very difficult to avoid a shock.
Some items of equipment can also involve greater risk than others. Extension leads are
particularly liable to damage – to their plugs, sockets, connections and the cable itself. Other
flexible leads, particularly those connected to equipment which is often moved, can suffer from
similar problems.
REDUCING THE RISK Once you have completed the risk assessment, you can use your findings to reduce unacceptable risks from the electrical equipment in your workplace. There are many things you can do to achieve this, and some of them are listed below. Ensure people working on or with electrical equipment or systems are ‘competent’ for the task (Competent means having suitable training, skill, and knowledge for the task to prevent injury to themselves and others.) Ensure the electrical installation is safe Make sure that:
New electrical systems are installed to a suitable standard, e.g. ISI marked or (BS 7671- Requirements for electrical installations) and then maintain them in a safe condition;
Existing installations are maintained in a safe condition; and
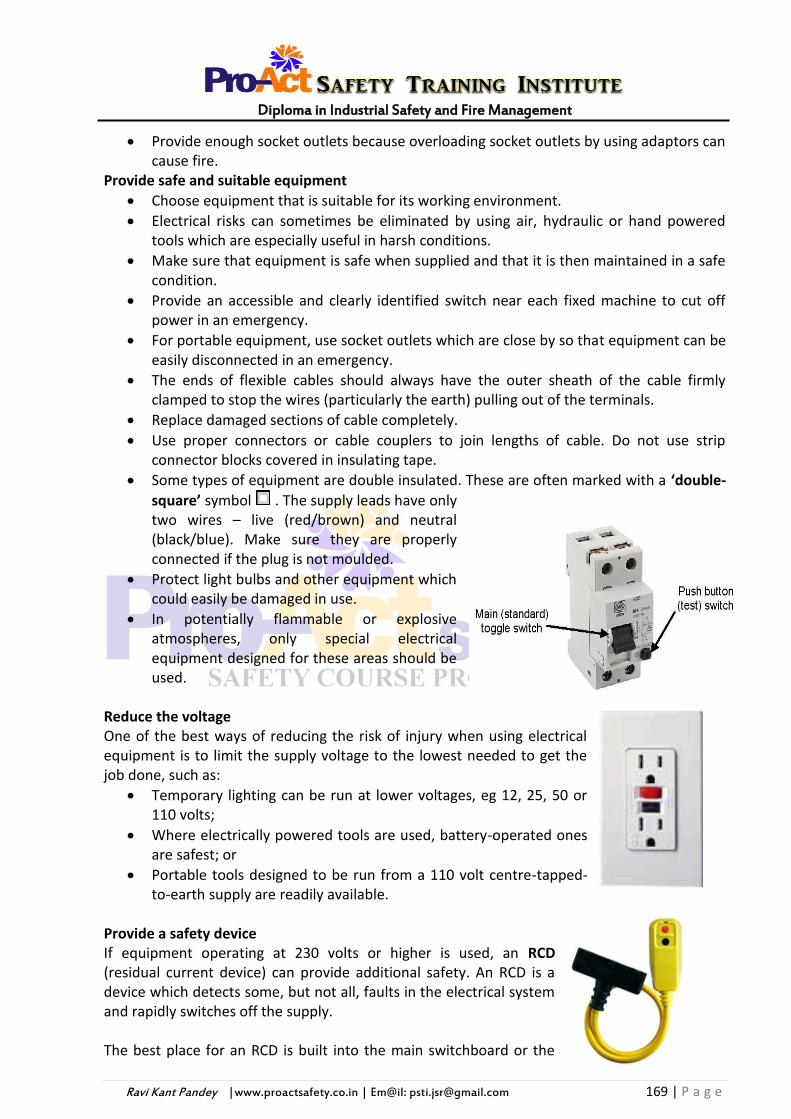
Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 169 | P a g e
Provide enough socket outlets because overloading socket outlets by using adaptors can cause fire.
Provide safe and suitable equipment
Choose equipment that is suitable for its working environment.
Electrical risks can sometimes be eliminated by using air, hydraulic or hand powered tools which are especially useful in harsh conditions.
Make sure that equipment is safe when supplied and that it is then maintained in a safe condition.
Provide an accessible and clearly identified switch near each fixed machine to cut off power in an emergency.
For portable equipment, use socket outlets which are close by so that equipment can be easily disconnected in an emergency.
The ends of flexible cables should always have the outer sheath of the cable firmly clamped to stop the wires (particularly the earth) pulling out of the terminals.
Replace damaged sections of cable completely.
Use proper connectors or cable couplers to join lengths of cable. Do not use strip connector blocks covered in insulating tape.
Some types of equipment are double insulated. These are often marked with a ‘double-
square’ symbol . The supply leads have only two wires – live (red/brown) and neutral (black/blue). Make sure they are properly connected if the plug is not moulded.
Protect light bulbs and other equipment which could easily be damaged in use.
In potentially flammable or explosive atmospheres, only special electrical equipment designed for these areas should be used.
Reduce the voltage One of the best ways of reducing the risk of injury when using electrical equipment is to limit the supply voltage to the lowest needed to get the job done, such as:
Temporary lighting can be run at lower voltages, eg 12, 25, 50 or 110 volts;
Where electrically powered tools are used, battery-operated ones are safest; or
Portable tools designed to be run from a 110 volt centre-tapped-to-earth supply are readily available.
Provide a safety device If equipment operating at 230 volts or higher is used, an RCD (residual current device) can provide additional safety. An RCD is a device which detects some, but not all, faults in the electrical system and rapidly switches off the supply. The best place for an RCD is built into the main switchboard or the
Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 170 | P a g e
socket outlet, as this means that the supply cables are permanently protected. If this is not possible, a plug incorporating an RCD or a plug-in RCD adaptor can also provide additional safety. RCDs for protecting people have a rated tripping current (sensitivity) of not more than 30 milliamps (mA). Remember:
An RCD is a valuable safety device, never bypass it;
If it trips, it is a sign there is a fault – check the system before using it again;
If it trips frequently and no fault can be found in the system, consult the manufacturer of the RCD; and
The RCD has a test button to check that its mechanism is free and functioning Use GFC (Ground Fault Circuit) : A kind of device which interrupt circuit if ground connection have any fault or disconnected. Carry out preventative maintenance All electrical equipment, including portable equipment and installations, should be maintained (so far as reasonably practicable) to prevent danger; this is a requirement of the Electricity at Work Regulations 1989. Damaged or defective equipment should be removed from use and either repaired by someone competent or disposed of to prevent its further use. It is recommended that fixed installations (the wiring and equipment between the supply meter and the point of use, eg socket outlets) are inspected and tested periodically by a competent person. Work safely Make sure that people who are working with electricity are competent to do the job. Even simple tasks such as wiring a plug can lead to danger – ensure that people know what they are doing before they start. What Are The Leading Causes of Electrical Accidents?
UNSAFE ACTS
There are 2 reasons for unsafe acts:
1. We know better but intentionally do something unsafe. 2. We don't know better.
Avoid the following unsafe acts:
Failure to de-energize, lockout & tag out hazards during maintenance, repair or inspections.
Use of defective and unsafe tools.
Use of tools or equipment too close to energized parts.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 171 | P a g e
Not draining off stored energy in capacitors.
Using 3-wire cord with a 2-wire plug.
Removing the third prong (ground pin) to make a 3-prong plug fit a 2-prong outlet.
Overloading outlets with too many appliances.
Using the attached electrical cord to raise or lower equipment.
Not verifying power is off when making repair (drilling into a 110 Volt a.c. line can kill).
Working in an elevated position near overhead lines.
UNSAFE EQUIPMENT
Some common causes of unsafe equipment:
Loose connections
Faulty insulation
Improper grounding (removal of 3rd prong)
Use of "homemade" extension cords
Defective parts
Unguarded live parts--for example:
Bare conductors or exposed terminals
Metal parts of equipment may become energized when connected by cord or plug. Capacitance may cause up to 55% of line voltage to be stored on the casing of metal tools.
HAZARDOUS ENVIRONMENTS
Use special precautions when working in potentially hazardous environments and situations. Even an accidental static discharge can cause a fire or explosion in areas where the following are present:
Flammable vapours, liquids and gasses Combustible dusts Corrosive atmospheres Explosive environments Poor housekeeping: blocked electrical boxes, flammable materials stored in equipment
rooms, lack of proper hazard signs, excess clutter.
Special care is also need in wet or damp locations - water and electricity are a bad combination. If the wire is frayed or damaged, a fatal electrical shock can result.
This example of an outlet in a puddle with its cord in a traffic area is an example of a potentially dangerous situation.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 172 | P a g e
CHAPTER - 17
MATERIAL HANDLING
INTRODUCTION Manual material handling is the lifting, carrying or moving of materials, articles or things. Mechanical materials handling is the movement of materials, articles or things by such means as lift trucks, conveyors, or cranes and hoists. According to above statement we can say that material handlings are basically two types:
1. Manual Material Handling
2. Mechanical material handling
1. MANUAL MATERIAL HANDLING Manual materials handling operations are carried out in most workplaces. Each handling task poses unique demands on the worker. However, workplaces can help workers to perform these tasks safely and easily by implementing and upholding proper policies and procedures.
Hazards To assess the hazards of manual materials handling operations, consider the load, the task, the environment in which the task is performed, and the operator. When these factors interact with each other, they can create hazards that result in injuries.
A load may be hazardous because of Weight Size Shape (making it awkward to handle) Coupling (type of grip on the load) Slippery or damaged surfaces Absent or inappropriate handles, and Imbalance (i.e., changing centre of gravity)
The task or method of handling may be hazardous when it involves Lifting or lowering
Repetitively Quickly For extended periods of time While seated or kneeling Immediately after prolonged flexion Shortly after a period of rest
An inability to get close to the load Moving the load over large distances Accuracy and precision required because of
Fragile loads, or Specific unloading locations
Materials positioned too low or too high Hazardous movements or postures (e.g., twisting, extended bending and reaching) Multiple handling requirements (e.g., lifting, carrying, unloading)
Environmental factors include: Temperature (beyond a 19 -26°C range) Relative humidity (beyond a 35-0% range) Lighting

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 173 | P a g e
Noise Time constraints (e.g., machine-paced work or deadline pressures) Physical conditions such as
Obstacles Floor surfaces (e.g., slippery, uneven or damaged)
Operator characteristics that affect the handling of loads include: General health Physical factors
Height Reach Flexibility Strength Weight Aerobic capacity
Pre-existing musculoskeletal problems Psychological factors
Motivation Stress
Control Measures The best control measure is to eliminate the need for workers to perform manual handling tasks. Since this is not always possible, design manual handling tasks so that they are within the workers’ capabilities. Considerations include the load itself, the design of the workstation and work practices. Providing mechanical handling devices or aids can often eliminate the task itself or ease the demands on the worker.
Task Design The Load Reduce the weight of the load by decreasing the:
Size of the object (specify size to suppliers) Weight of the container (e.g., plastic is lighter than steel) Capacity of containers load in the container
Conversely, consider increasing the weight of the load so that it may only be handled mechanically. This can be done by the use of:
Palletized loads, and Larger bins or containers
Decrease the load on the worker by:
Limiting the number of objects he/she is required to handle during the day Designating heavier loads as team lifts (e.g., two or more persons) Changing the size and shape of the load so that the worker can get closer to the load’s centre of
gravity
Workstation Design Reduce the distance over which the load has to be moved by relocating production and storage areas. Design work stations so that workers:

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 174 | P a g e
Can store and handle all material between knuckle and shoulder height; waist height is most desirable
Can begin and end handling material at the same height Can face the load and handle materials as close to the body as possible Do not have to handle loads using awkward postures or an extended reach, and Do not handle loads in confined spaces that prevent them from using good body mechanics
Facilitate access to material by: Providing workbenches and other work stations with toe cut-outs, so that workers can get closer
to the load Supplying bins and totes with removable sides Removing obstructions, such as unnecessary railings on bins
Work Practices Lifting and Lowering Eliminate the need to lift or lower manually by providing and ensuring proper use of:
Lift trucks, cranes, hoists, scissor lifts, drum and barrel dumpers, stackers, work dispensers, elevating conveyors, articulating arms and other mechanical devices
Gravity dumps and chutes Power lift tail gates on trucks, and hand trucks to
ensure easy transfer of material from the truck to ground level
Portable ramps or conveyors to lift and lower loads on to work stations.
Pushing and Pulling Keep your back straight, avoiding excessive bending or twisting Use your legs to push or pull Keep the load as close to your body as possible When using mechanical aids to push and pull, the handles should be positioned at a height
between the shoulder and waist. When pushing on a slope or ramp, ask for assistance whenever necessary. Keep in mind that the
incline can significantly increase the forces. Uneven loads also require increased push and pull forces; seek appropriate assistance when
necessary.
Environmental Factors
Maintain an optimum environment by ensuring that: The temperature of the work area is at an acceptable level Humidity is at an acceptable level Lifting instructions can be heard in a noisy environment Lighting levels are adequate for the work place The layout of the work area provides better access to the load The aisles are clear of obstacles Signs are posted where there are gradients in the slope of the floor; whenever possible, limit
such slopes to 10 degrees
General Precautions Instruct employees to take the following precautions when handling loads:

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 175 | P a g e
Test the weight of the load to ensure it can be lifted securely; if not, make adjustments Grip the load securely Protect hands against pinch points Practice good team lifting Get help with awkward loads Always use the mechanical devices and aids provided Don’t rush or cut corners
(Fig.: SAFE POSTURE OF MANUAL LIFTING)
(Fig. CO-ORDINATION OF MOVEMENT)

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 176 | P a g e
Lifting Technique S.M.A.R.T. Size up the load
Assess the size, weight, and shape. Remove obstacles from the load (such as loose wrapping materials).
Assess whether the load actually needs to be moved. Where is the load going to be placed? Remove obstacles from your path. Determine whether mechanical or assistance from a co-worker is required
Move the load as close to your body as possible Stay close throughout the lift. The whole hand should be used to ensure a firm grip
Always bend your knees Maintain balance. Keep feet apart and in a comfortable position Minimize bending at the waist Bend your knees to a semi squat
Raise the load with your legs Lift smoothly, without jerking Maintain the normal curve of your spine throughout the lift Tighten the abdominal muscles and exhale while lifting
Turn your feet in the direction that you want to move the load Avoid unnecessary bending, twisting, and reaching Change direction by turning your feet and not your back To set down a load, squat down and keep your head up. Let your legs do the work
Move Close Firm Grip
Bend your knees
Lift with your legs
See straight & Move
Keep body straight and bend your keens

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 177 | P a g e
The Power Zone The power zone for lifting is close to the body, between mid-thigh and mid-chest height. Comparable to the strike zone in baseball, this zone is where arms and back can lift the most with the least amount of effort. (See picture)
2. MECHANICAL MATERIAL HANDLING
Mechanical movement and handling of material involves use of following: i. Hoists, ii. E.O.T Cranes iii. Mobile cranes iv. Gantry Crane v. Forklift truch vi. Hydraulic trolley and other conveyances.
Often it also involves having employees near the loads to position or tend the material during movement.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 178 | P a g e
Precaution during mechanical material handling Since mechanically heavy and bulk goods are transported, the following precautions while handling materials should follow:
i. When placing blocks under a raised load, an employee should ensure that the load is not released until his or her hands are removed from under the load.
ii. Blocking materials and timbers should be large and strong enough to support the load safely. iii. Materials with evidence of cracks, rounded corners, splintered pieces, or dry rot should not
be used for blocking. iv. Handles or holders should be attached to loads to reduce the chances of getting fingers
pinched or smashed. v. Workers also should use appropriate protective equipment. vi. When mechanically moving materials, avoid overloading the equipment by letting the
weight, size, and shape of the material being moved. vii. Dictate the type of equipment used for transporting it.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 179 | P a g e
viii. All materials handling equipment has rated capacities that determine the maximum weight the equipment can safely handle and the conditions under which it can handle that weight.
ix. The equipment-rated capacity must be displayed on each piece of equipment and must not be exceeded except for load testing.
x. When picking up items with a forklift truck, the load must be centred on the forks and as close to the mast as possible to minimize the potential for the truck tipping or the load falls.
xi. Never overload a lift truck since it would be hard to control and could easily tip over. xii. Do not place extra weight on the rear of a counterbalanced forklift to allow an overload. xiii. The load must be at the lowest position for traveling and the truck manufacturer’s
operational requirements must be followed. xiv. When stacking materials, height limitations should be observed. For example, lumber must
be stacked no more than 16 feet high if it is handled manually; 20 feet is the maximum stacking height if a forklift is used. For quick reference, walls or posts may be painted with stripes to indicate maximum stacking heights.
xv. Boxed materials must be banded or held in place using cross-ties or shrink plastic fibre. xvi. Drums, barrels, and kegs must be stacked symmetrically. If stored on their sides, the bottom
tiers must be blocked to keep them from rolling. xvii. When stacked on end, put planks, sheets of plywood dunnage, or pallets between each tier
to make a firm, flat, stacking surface. xviii. When stacking materials two or more tiers high, the bottom tier must be chocked on each
side to prevent shifting in either direction. xix. When stacking, consider the need for availability of the material. xx. Material that cannot be stacked due to size, shape, or fragility can be safely stored on shelves
or in bins.
Using Materials Handling Equipment To reduce potential accidents associated with workplace equipment, employees need to be trained in the proper use and limitations of the equipment they operate. This includes knowing how to effectively use equipment such as conveyors, cranes, and slings.
Conveyors When using conveyors, workers’ hands may be caught in nip points where the conveyor medium runs near the frame or over support members or rollers; workers may be struck by material falling off the conveyor; or they may become caught on or in the conveyor, being drawn into the conveyor path as a result.
To reduce the severity of an injury, an emergency button or pull cord designed to stop the conveyor must be installed at the employee’s work station. Continuously accessible conveyor belts should have an emergency stop cable that extends the entire length of the conveyor belt so that the cable can be accessed from any location along the belt. The emergency stop switch must be designed to be reset before the conveyor can be restarted. Before restarting a conveyor that has stopped due to an overload, appropriate personnel must inspect the conveyor and clear the stoppage before restarting. Employees must never ride on a materials handling conveyor. Where a conveyor passes over work areas or aisles, guards must be provided to keep employees from being struck by falling material. If the crossover is low enough for workers to run into it, the guard must be either marked with a warning sign or painted a bright colour to protect employees.
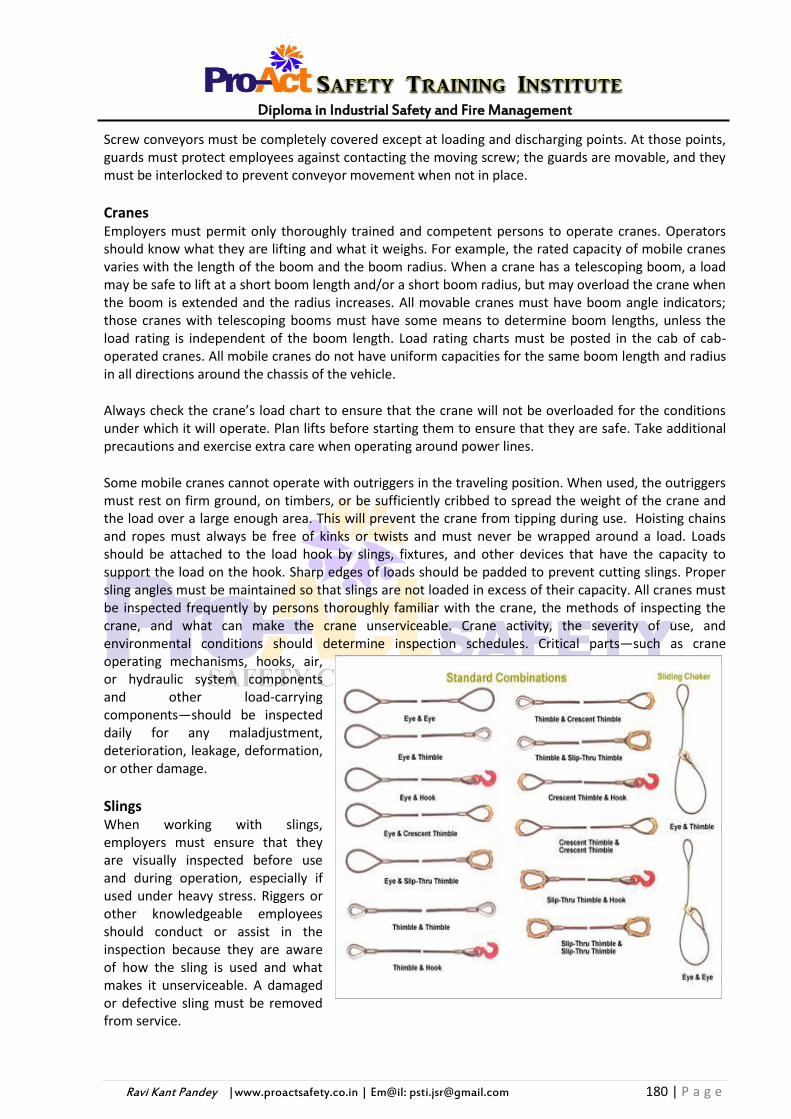
Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 180 | P a g e
Screw conveyors must be completely covered except at loading and discharging points. At those points, guards must protect employees against contacting the moving screw; the guards are movable, and they must be interlocked to prevent conveyor movement when not in place.
Cranes Employers must permit only thoroughly trained and competent persons to operate cranes. Operators should know what they are lifting and what it weighs. For example, the rated capacity of mobile cranes varies with the length of the boom and the boom radius. When a crane has a telescoping boom, a load may be safe to lift at a short boom length and/or a short boom radius, but may overload the crane when the boom is extended and the radius increases. All movable cranes must have boom angle indicators; those cranes with telescoping booms must have some means to determine boom lengths, unless the load rating is independent of the boom length. Load rating charts must be posted in the cab of cab-operated cranes. All mobile cranes do not have uniform capacities for the same boom length and radius in all directions around the chassis of the vehicle.
Always check the crane’s load chart to ensure that the crane will not be overloaded for the conditions under which it will operate. Plan lifts before starting them to ensure that they are safe. Take additional precautions and exercise extra care when operating around power lines.
Some mobile cranes cannot operate with outriggers in the traveling position. When used, the outriggers must rest on firm ground, on timbers, or be sufficiently cribbed to spread the weight of the crane and the load over a large enough area. This will prevent the crane from tipping during use. Hoisting chains and ropes must always be free of kinks or twists and must never be wrapped around a load. Loads should be attached to the load hook by slings, fixtures, and other devices that have the capacity to support the load on the hook. Sharp edges of loads should be padded to prevent cutting slings. Proper sling angles must be maintained so that slings are not loaded in excess of their capacity. All cranes must be inspected frequently by persons thoroughly familiar with the crane, the methods of inspecting the crane, and what can make the crane unserviceable. Crane activity, the severity of use, and environmental conditions should determine inspection schedules. Critical parts—such as crane operating mechanisms, hooks, air, or hydraulic system components and other load-carrying components—should be inspected daily for any maladjustment, deterioration, leakage, deformation, or other damage.
Slings When working with slings, employers must ensure that they are visually inspected before use and during operation, especially if used under heavy stress. Riggers or other knowledgeable employees should conduct or assist in the inspection because they are aware of how the sling is used and what makes it unserviceable. A damaged or defective sling must be removed from service.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 181 | P a g e
Slings must not be shortened with knots or bolts or other makeshift devices; sling legs that have been kinked also are prohibited. Slings must not be loaded beyond their rated capacity. Suspended loads must be kept clear of all obstructions, and crane operators should avoid sudden starts and stops when moving suspended loads. Employees also must remain clear of loads about to be lifted and suspended. All shock loading is prohibited.
Powered Industrial Trucks (Forklift Truck) Workers who must handle and store materials often use fork trucks, platform lift trucks, motorized hand trucks, and other specialized industrial trucks powered by electrical motors or internal combustion engines. Affected workers, therefore, should be aware of the safety requirements pertaining to fire protection, and the design, maintenance, and use of these trucks.
An owner or user must not make modifications and additions affecting capacity and safe operation of the trucks without the manufacturer’s prior written approval. In these cases, capacity, operation, and

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 182 | P a g e
maintenance instruction plates and tags or decals must be changed to reflect the new information. If the truck is equipped with front-end attachments that are not factory installed, the user should request that the truck be marked to identify these attachments and show the truck’s approximate weight, including the installed attachment, when it is at maximum elevation with its load laterally centred.
For example, powered industrial trucks must not be used in atmospheres containing hazardous concentrations of the following substances:
• Acetylene • Butadiene • Ethylene oxide • Hydrogen • Propylene oxide • Acetaldehyde • Cyclopropane • Dimethyl ether • Ethylene • Isoprene, and • Unsymmetrical dimethyl hydrazine.
These trucks are not to be used in atmospheres containing hazardous concentrations of metal dust, including aluminium, magnesium, and other metals of similarly hazardous characteristics, or in atmospheres containing carbon black, coal, or coke dust. Where dust of magnesium, aluminium, or aluminium bronze dusts may be present, the fuses, switches, motor controllers, and circuit breakers of trucks must be enclosed with enclosures approved for these substances.
Safety precautions the user must observe when operating or maintaining powered industrial trucks include:
High lift rider trucks must be fitted with an overhead guard, unless operating conditions do not
permit.
Fork trucks must be equipped with a vertical load backrest extension according to
manufacturers’ specifications, if the load presents a hazard.
Battery charging installations must be located in areas designated for that purpose.
Facilities must be provided for flushing and neutralizing spilled electrolytes when changing or
recharging a battery to prevent fires, to protect the charging apparatus from being damaged by
the trucks, and to adequately ventilate fumes in the charging area from gassing batteries.
Conveyor, overhead hoist, or equivalent materials handling equipment must be provided for
handling batteries.
Auxiliary directional lighting must be provided on the truck where general lighting is less than 2
lumens per square foot.
Arms and legs must not be placed between the uprights of the mast or outside the running lines
of the truck.
Brakes must be set and wheel blocks or other adequate protection be in place to prevent
movement of trucks, trailers, or railroad cars when using trucks to load or unload materials onto
train boxcars.
Sufficient headroom must be provided under overhead installations, lights, pipes, and sprinkler
systems.
Personnel on the loading platform have the means to shut off power to the truck.
Dock boards and bridge plates are required to be properly secured, so they won’t move when
equipment moves over them.
Only stable or safely arranged loads may be handled, and caution be exercised when handling
tools.
Trucks whose electrical systems are in need of repair must have the battery disconnected prior
to such repairs.
Replacement parts of any industrial truck must be equivalent in safety to the original ones.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 183 | P a g e
HAZARDS in material handling
Manual material handling can involve lifting, carrying, lowering, pushing and pulling. All of these activities can lead to muscle strains, tears and pulls of the back, shoulders, arms and abdomen.
Mechanical material handling can involve such devices as forklift trucks, conveyors, cranes, and hand carts and trucks. These devices can introduce many hazards including accidental contact with moving equipment or parts, loads, or electricity.
Handling of hazardous materials such as corrosives, flammables and reactive is another key area. Exposure can cause serious harm to people and extensive damage to property.
S.W.L. (SAFE WORKING LOAD) Wire rope used in hoist or lowering should be tested by a competent person. A sample of wire should be tested to destruction and the minimum breaking strength is obtained. The breaking strength of rope divided by factor of safety gives maximum safe working load of rope.
As per Indian standard dealing with ropes used for general engineering purpose factor of safety 6 can be taken. However factor of safety 7 is commonly recommended for ropes in heavy industries.
Rule of thumb for determination of S.W.L. of wire ropes: Because of the difficulty in remembering the S.W.L. of the most common wire ropes, the following rule of thumb may be used to obtain an approximate S.W.L. (in Kgs.)
S.W.L. = (Rope diameter in mm)2 x 8 Kgs.
Example : S.W.L. of 12 mm diameter wire rope = (12)2 x 8 Kgs. = 12 x 12 x 8 Kgs. = 1152 Kgs.
NOTE: The rule of thumb should only be used where the exact S.W.L. table is not available.
CHAPTER - 18

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 184 | P a g e
WORKPLACE TRANSPORT SAFETY
Introduction Every year, there are over 5000 accidents involving transport in the workplace. About 50 of these result in people being killed (www.hse.gov.uk/statistics).The main causes of injury are people falling off vehicles, or being struck or crushed by them. Employers have a legal duty to ensure that the health and safety of their employees, contractors and members of the public are not put at risk as a result of the work they do. Employees and the self-employed also have a duty to look after their own health and safety and that of anyone who might be affected by their work.
What is workplace transport? Workplace transport is any activity involving vehicles used in a workplace. Vehicles driven on public roads are excluded, except where the vehicle is being loaded or unloaded on a public road adjacent to a workplace.
Managing workplace transport safety To manage workplace transport effectively, there are three key areas to consider when carrying out your risk assessment:
■ Safe site (design and activity); ■ Safe vehicle; ■ Safe driver. SAFE SITE – DESIGN Segregation Every site is different and likely to present different hazards and risks. However, a well-designed and maintained site with suitable segregation of vehicles and people will make workplace transport accidents less likely. The most effective way of ensuring pedestrians and vehicles move safely around a workplace is to provide separate pedestrian and vehicle traffic routes. Where possible, there should also be a one-way system as this will reduce the need for vehicles to reverse, and will help pedestrians and drivers. Your circumstances might mean that complete segregation is not possible, so you would need to have clearly marked pedestrian and vehicle traffic routes, using measures such as barriers and signs. There should be separate entrances and exits for vehicles and pedestrians, and vision panels should be installed on doors that open onto vehicle traffic routes. Where pedestrian and vehicle traffic routes cross, they should be clearly marked using measures such as dropped kerbs, barriers, deterrent paving etc, to help direct pedestrians to the appropriate crossing points.
Traffic routes

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 185 | P a g e
The general principles for safe traffic routes are as follows: ■ Make sure they are wide enough for the safe movement of the largest vehicle. ■ Ensure surfaces are suitable for the vehicles and pedestrians ■ Avoid steep slopes. ■ Avoid sharp corners and blind bends. ■ Keep them clear of obstructions. ■ Make sure they are clearly marked and signposted. ■ Keep them properly maintained.
Temporary traffic routes Temporary workplaces, e.g. construction and forestry sites, often have routes for vehicles and pedestrians that change as work progresses. Where possible, these routes should comply with the same basic standards as for the permanent traffic routes listed above.
Visibility Visibility should be good enough for drivers to see hazards, and pedestrians to see vehicles. Adequate visibility for drivers is related to vehicle speed and the distance needed to stop or change direction safely. Consider having mirrors where sharp or blind bends cannot be avoided.
Speed Reducing vehicle speed is an important part of workplace transport safety. Fixed traffic control measures such as speed humps, chicanes and ‘rumble strips’ can reduce vehicle speed. It is important to select the most appropriate control as the wrong measure can increase risk by, for example, reducing vehicle stability.
Signs, signals and markings Signs for drivers and pedestrians in a workplace should be the same as those used on public roads, wherever a suitable sign exists. They should be well positioned and kept clean. Where driving is likely to be carried out in the dark, illuminated or reflective signs should be used. White road markings should be used to regulate traffic flow, and yellow markings should be used for parking. Wherever possible, such markings should be reflective and maintained regularly.
Lighting Every workplace should have suitable and adequate lighting, particularly in areas where: ■ Vehicles manoeuvre, or pedestrians and vehicles circulate and cross; ■ Loading and unloading takes place. Take care to ensure there are no sudden changes in lighting levels which may lead to drivers being dazzled.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 186 | P a g e
SAFE SITE – ACTIVITY Reversing Around a quarter of all deaths involving vehicles at work occur as a result of reversing. It also results in considerable damage to vehicles, equipment and property. The most effective way of reducing reversing incidents is to remove the need to reverse by, for example, using one-way systems. Where this is not possible, sites should be organised so that reversing is kept to a minimum. Where reversing is necessary, consider the following: ■ Install barriers to prevent vehicles entering pedestrian zones. ■ Plan and clearly mark designated reversing areas. ■ Keep people away from reversing areas and operations. ■ Use portable radios or similar communication systems.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 187 | P a g e
■ Increase drivers’ ability to see pedestrians. ■ Install equipment on vehicles to help the driver and pedestrians, e.g. reversing
alarms, flashing beacons and proximity-sensing devices.
Signalling The job of banksmen (or signallers) is to guide drivers and make sure reversing areas are free of pedestrians. However, in some industries, such as quarrying, banksmen are rarely used due to the size of the vehicles involved. If you are using banksmen, make sure: ■ Only trained banksmen are used; ■ They are clearly visible to drivers at all times; ■ A clear and recognised system is adopted; ■ They stand in a safe position throughout the reversing operation.
Parking Parking areas should be clearly indicated and there should be separate parking areas for commercial and private vehicles. There should also be designated areas where commercial vehicles can be loaded and unloaded. When vehicles are parked, their parking brakes should always be applied. On most trailers disconnecting the emergency air line does not apply the trailer parking brake. Drivers should never leave a vehicle unattended without ensuring both the vehicle and the trailer are securely braked, the engine is off and the key to the vehicle has been removed. Where appropriate, trailer legs (Stabiliser) should be lowered to the ground.
Coupling and uncoupling Drivers and those who have overall control of sites (site operators) should make sure that coupling and uncoupling areas are well lit, with firm and level surfaces. Drivers should be properly trained and have their work monitored by site operators to make sure they follow a safe system of work, involving the use of trailer and tractor unit parking brakes as appropriate.
Loading and unloading To minimise the risks to those involved in loading and unloading, information should be provided on the nature of the load and how it should be properly loaded, secured and unloaded. This information should accompany the load and be available to those involved in the loading, transportation and unloading activities. The loading and unloading area should be: ■ Clear of traffic and people not involved in the activity; ■ On level ground;

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 188 | P a g e
■ Segregated from other work areas; ■ Clear of overhead cables, pipes, or other obstructions; ■ Protected from bad weather where possible. Make sure vehicles and trailers have their brakes applied and all stabilisers are in the correct position before loading or unloading. Throughout loading and unloading there should be a safe place where drivers can wait. Make sure you take measures to prevent vehicles being driven off during either loading or unloading at loading bays. These can include: ■ Traffic lights on loading bays; ■ Vehicle or trailer restraints; ■ Keeping keys in a safe place, e.g. with a ‘custody’ system.
Tipping To reduce incidents where vehicles overturn during tipping operations, site operators and drivers should co-operate with each other and make sure: ■ tipping is carried out on level ground; ■ the tractor unit and trailer of articulated vehicles are aligned; ■ wheel stops are used where possible; ■ the tailgate is released and secured before tipping; ■ no pedestrians are in the tipping area; ■ the vehicle is not left unattended and cab doors are closed; ■ there are no overhead obstacles, such as power lines. If loads stick during tipping;
■ the vehicle should not be driven to free the load (the body should be lowered and then raised);
■ drivers should not climb onto the raised tipper section to free the load. Mechanical ‘vibratory discharge systems’ can help to free a stuck load.
Overturning To minimise vehicle overturns, site operators and drivers should consider: ■ vehicle suitability; ■ the condition and slope of the surface; ■ the operating speed of the vehicle; ■ traffic routes that avoid sharp bends; ■ the nature and positioning of the load. Drivers should be monitored to ensure they follow safe systems of work, e.g. they are wearing seat belts which should be used even if a roll-over protection system (ROPS) is fitted.
Sheeting To prevent falls from height when sheeting, follow these simple steps: ■ avoid the need to work at height wherever possible, ie sheet from the ground;
■ where work at height cannot be avoided, use measures such as platforms with barriers to prevent falls;

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 189 | P a g e
■ if there is still a risk of a worker falling, use personal protective equipment to minimise both the distance and consequences in the event of a fall.
At each step, always consider measures that protect everyone who is at risk (eg barriers) before measures that only protect the individual (eg fall-arrest systems). The walkways of working platforms should be made of non-slip material. Consult vehicle manufacturers before installing any vehicle-based sheeting system.
Housekeeping Traffic routes should be free from obstructions and kept clean. Signage should be cleaned and maintained so that it remains visible and effective.
Safe vehicle Vehicles used in the workplace should be suitable for the purpose for which they are used.
Maintenance Vehicles should be maintained in good working order so they remain mechanically sound, and any devices, such as flashing beacons, function properly. Vehicles such as lift trucks and those with tail lifts must be thoroughly examined by a competent person and reports kept. Planned inspections are a vital part of preventative maintenance. These may include daily safety checks carried out by drivers and regular maintenance inspections based on time or mileage. Drivers should be provided with a list of the daily checks to be signed off at the start of each shift. This should be monitored to ensure the checks are carried out properly.
Safe driver Drivers should be competent to operate a vehicle safely and receive appropriate information, instruction and training for the vehicle they use. It is particularly important that younger or less experienced drivers are closely monitored following their training to ensure they work safely.
Training Training requirements will depend on an individual’s experience and the training they have previously received. Your risk assessment should help decide the level and amount of training a person requires.
Fitness to operate A person’s fitness to drive/operate a vehicle should be judged on an individual basis but the aim is to match the requirements of the task with the fitness and abilities of the driver/operator.
Road Signs
Traffic signs and road markings are silent speakers to the road users. Every road user should know the marking and signs on the road and the meaning there of.
Many different traffic signs are to be seen on the roads. They give advance information about road conditions ahead. Road markings also give orders, warning or guidance to drivers or riders. Learn the meaning of these signs and markings and look out for them when on the road. You

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 190 | P a g e
will not then be surprised by a bend, a one-way street or a junction ahead. Good drivers and riders are always prepared.
Road signs are classified under the three heads:
Mandatory Signs
Cautionary Signs
Informatory Signs
Mandatory Signs:
These signs are used to inform road users of certain laws and regulations to provide safety and free flow of traffic. These include all signs which give notice of special obligation, prohibition or restrictions with which the road user must comply. The violation of these signs is a legal offence.
Cautionary Signs: These signs are used to warn the road users of the existence of certain hazardous condition either on or adjacent to the roadway, so that the motorists are cautious and take the desired action. Some of the signs, which fall under this category, are provided as follows.
Informatory Signs: These signs are used to guide road users along routes, inform them about destination and distance, identify points of geographical and historical interest and provide other information that will make the road travel easier, safe and pleasant.
Mandatory Signs : White background with RED border & Compulsory with blue
background with red border

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 191 | P a g e
CAUTIONARY SIGNS: In some country Yellow background with red border

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 192 | P a g e
INFORMATORY SIGNS : Blue back ground with white / black symbol

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 193 | P a g e

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 194 | P a g e
CHAPTER - 19
CRANE AND HOIST SAFETY
Crane Hazards Over 850,000 cranes in operation
6,50,000 in construction
2,50,000 general and maritime
15000 fatalities per year
One death per thousand crane operators in their working lifetime (45 years)
Risk to citizens and other workers
CRANE TYPES 1. "Industrial cranes“
Overhead Gantry Jib
2. "Construction cranes“ Mobile Tower Derricks
INDUSTRIAL CRANES • Overhead Cranes
Common in industrial facilities Supported by overhead rails Components
Bridge Trolley Hoist
Often pendant or remote operated
Easy to use, little training required, no stability problems
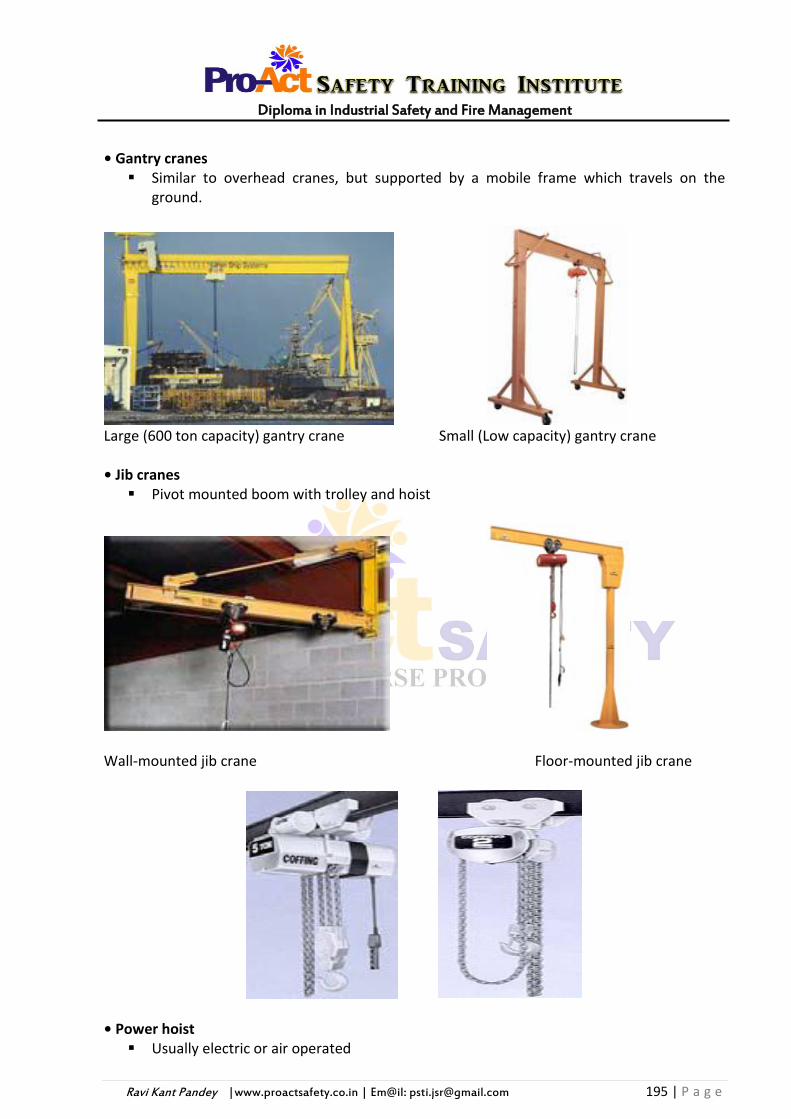
Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 195 | P a g e
• Gantry cranes Similar to overhead cranes, but supported by a mobile frame which travels on the
ground.
Large (600 ton capacity) gantry crane Small (Low capacity) gantry crane • Jib cranes
Pivot mounted boom with trolley and hoist
Wall-mounted jib crane Floor-mounted jib crane
• Power hoist
Usually electric or air operated
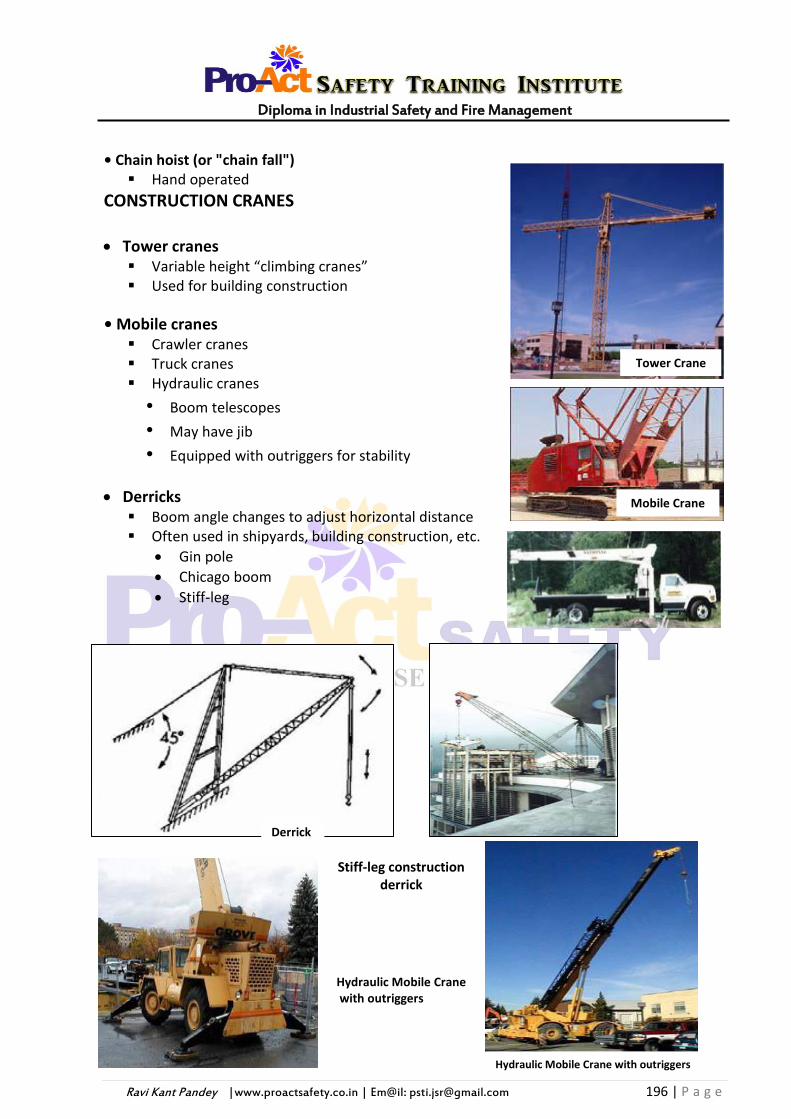
Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 196 | P a g e
• Chain hoist (or "chain fall")
Hand operated
CONSTRUCTION CRANES Tower cranes
Variable height “climbing cranes” Used for building construction
• Mobile cranes Crawler cranes Truck cranes Hydraulic cranes
• Boom telescopes
• May have jib
• Equipped with outriggers for stability
Derricks Boom angle changes to adjust horizontal distance Often used in shipyards, building construction, etc.
Gin pole
Chicago boom
Stiff-leg
Stiff-leg construction
derrick
Hydraulic Mobile Crane with outriggers
Derrick
Tower Crane
Mobile Crane
Hydraulic Mobile Crane with outriggers

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 197 | P a g e
Mine-shaft rescue using a gin pole derrick improvised Hay derrick from an extension ladder
RIGGING • Rigging: The hardware and equipment used to safely attach a load to a lifting device
Wire rope : Usually a "core" member to increase flexibility
Fiber Core (FC)
Wire Strand Core (WSC)
Independent Wire-rope Core (IWRC)
• Fittings, sheaves
Shackles Blocks Sockets Hooks
• May have safety latch Eyes Turnbuckles
• Always use rigging to connect the load to the hook • Materials
Wire rope Fabric Chain
• Slings cStraight (regular) Choker Basket

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 198 | P a g e
Double, triple, etc.
• Sling angle – Stress on sling legs varies with the angle – Divide the load by the number of sling legs, and divide by sin of the angle • For a two-legged sling, 2000 lb load and 60 degree, stress = 1155 lbs on the sling leg
CONTROLLING CRANE HAZARDS • Operators
18 years old Physical exam Knowledge (training)
• Estimating load weight
• Signals
• Operation Skill (demonstration)
• Inspection
Frequent
• Daily, monthly
• Hooks, rope, crane operation Periodic
• At least annually
• Complete inspection - wear, damage, deterioration, operation
• slings • Testing • Records
PREVENTING CRANE ACCIDENTS • Contact with ENERGIZED POWER LINES (45% of accidents)
De-energize overhead lines Maintain minimum distance
• 10 feet distance for 50 kv
• Over 50 kv, add 4 inches per 10 kv Use proximity alarms
• Warn when energized line is near

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 199 | P a g e
• “No fatalities” in 25 years, according to mfg. Warning signs
WARNING LABEL
• Under hook lifting device problems
Inspect proper use, etc. • Overturned cranes
Assure a level and stable base for the crane Comply with load charts
• Weight • Boom angle and extension • Only vertical loads
Wind can cause a significant side load
LOAD CHART • Load charts inside the cab include Structural capacity and tipping limits for the crane. • Capacity is highest for short radius “over front” loads with outriggers extended.
LOAD CHART

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 200 | P a g e
• Dropped loads Operating anti-two block device (upper limit switch) Proper rigging Inspection
• Boom collapse Inspection Stable base No overloading No horizontal loading
• Crushing by the counter weight Stay away from the rear of the crane
• Proper outrigger use Level Fully extended Stable base
• Use cribbing to distribute the load
•
DROPPED LOAD

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 201 | P a g e
Outrigger Use
• Rigging failure Inspection Proper use
• temperature, angles, etc. • Falls Fall protection for workers suspended by crane "man basket" or "suspended work
platform“

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 202 | P a g e
CHAPTER - 20
PORTABLE ELECTRICAL APPLIANCES
A substantial number of deaths and injuries are associated with portable electrical tools and equipment, such as drills, saws, and grinders and a wide range of domestic equipment, such as electric blankets, kettles, heaters and radios. Hazards vary from the risk of electrocution and death to burns, shocks, eye injuries (from arc welding) and the ever-constant risk of explosion and fire due to the presence, as in battery charging, of hydrogen gas. Fires can result through the emission of sparks, arcing, short circuits, overloading of circuits or the breakdown of insulation on old wiring resulting in short circuiting.
Precautions The precautions necessary in the use of portable electrical equipment can be related principally to the risk of injury to people and that of fire.
Risk of injury a) The following precautions are essential:
b) Earthing of supply circuit;
c) Earthing of equipment;
d) Insulation of all live conductors and equipment; and
e) The use of low voltage circuits (not exceeding 110 volts) and equipment.
Supply circuit design
The supply circuit should incorporate:
a) fusing;
b) current-operated circuit breakers;
c) voltage-operated circuit breakers; and
d) thermal trip devices.
Working systems
The following matters must be considered:
a) use of protective equipment e.g. rubber gloves and insulated tools/ appliances;
b) use of rubber mats;
c) isolation and locking off of circuits prior to work;
d) portable step-down transformers and low voltage equipment;
e) trained and competent staff; and
f) use of a safe system of work/Permit to Work system.
Fire and explosion

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 203 | P a g e
The principles of isolation, insulation, circuit protection and minimizing supply and equipment
voltages apply equally in the prevention of fire and explosion.
In certain cases further protection from potentially flammable atmospheres, using flameproof
or spark proof equipment may be necessary.
PORTABLE EQUIPMENT: BASIC PRECAUTIONS
The following precautions must be taken with portable equipment and should be considered in
the inspection of same by a competent person.
1. Flexible leads should be protected from mechanical damage.
2. The outer covering of a flexible lead should be firmly clamped at its end terminations
to relieve strain on the inner conductors.
3. Apparatus should never be pulled or suspended from its lead.
4. The inner conductors of a flexible lead should always be properly connected into the
appliance or into a plug or approved type of connector.
5. Any exposed metalwork on a portable appliance should normally be firmly connected
to earth. A three core flexible lead is essential. (Where the apparatus is of the
double-insulated or all-insulated type an earthing terminal is not necessary.)
6. As far as possible reduced voltage portable appliances should be used i.e. 110/55
volts or, in the case of hand lamps, 25/12.5 volts. The reduced voltage will reduce the
severity of an electric shock.
7. Portable hand tools should be regularly inspected and tested by a competent person,
using a standard test set. (See HSE Guidance Note PM32 The Installation, Use and Maintenance of Portable and Mobile Electrical Apparatus.)

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 204 | P a g e
Testing of portable electrical appliances Approximately 25% of accidents involving electricity are associated with portable electrical
appliances. To ensure compliance with the general provisions of the Electricity at Work
Regulations 1989, there is an implied duty on employers, in particular, to undertake some form
of testing of electrical equipment. Further guidance and information on portable appliance
testing is incorporated in the Memorandum of Guidance which accompanies the Regulations
and HSE Guidance Note PM 32.
Electrical equipment is very broadly defined in the Regulations as including anything used,
intended to be used or installed for use, to generate, provide, transmit, transform, rectify,
convert, conduct, distribute, control, store, measure or use electrical energy. Portable
appliances include such items as electric drills, kettles, floor polishers and lamps, in fact any
item that will connect into a 13 amp socket. 110 volt industrial portable electrical equipment
should also be considered as portable appliances.
Safety of appliances The operator or user of an electrical appliance is protected from the risk of electric shock by insulation
and earthing of the appliance, which prevent the individual from coming into contact with a live
electrical part. For insulation to be effective it must offer a high resistance at high voltages. In the case
of earthing, it must offer a low impedance to any potentially high fault current that may arise.
A principal of electrical safety is that there should be two levels of protection for the operator or user
and these results in two classes of appliance.
• Class 1 appliances incorporate both earthing and insulation (earthed appliances), whereas
• Class 2 appliances are doubly insulated. The testing procedures for Class 1 and Class 2
appliances differ according to the type of protection provided.
Appliance testing programmes
Testing should be undertaken on a regular basis and should incorporate the following:
a) inspection for any visible signs of damage to or deterioration of the casing, plug terminals and
cable sheath;
b) an earth continuity test with a substantial current capable of revealing a partially severed
conductor; and
c) high voltage insulation tests.
The test results should be recorded, thus enabling future comparisons to determine any deterioration or
degradation of the appliance.
Control system
The control system should include:
a) clear identification of the specific responsibility for appliance testing;
b) maintenance of a log listing portable appliances, date of test and a record of test results; and
c) a procedure for labelling appliances when tested with the date for the next inspection and test.
Any appliance that fails the above tests should be removed from use.
Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 205 | P a g e
Frequency of testing
An estimation of the frequency of testing must take into account the type of equipment, its usage in
terms of frequency of use and risk of damage, and any recommendations made by the
manufacturer/supplier.
The use of portable appliance testing equipment
Electrical tests of appliances should confirm the integrity or otherwise of earthing and insulation. To
simplify this task a competent person may use a proprietary portable appliance testing (PAT) device. In
this case, the unit under test is plugged into the socket of the testing device. Some tests are carried out
through the plug, others through both the plug and an auxiliary probe to the casing of the appliance.
The tests
Two basic tests are offered by a PAT device, namely:
Earth bond test
This applies a substantial test current, typically around 25 amps, down the earth pin of the plug to an
earth test probe which should be connected by the user to any exposed metalwork on the casing of the
unit under test. From this the resistance of the earth bond is determined by the PAT device.
Insulation test
This applies a test voltage, typically 500 volts DC, between the live and
neutral terminals bonded together and earth, from which the insulation
resistance is calculated by the PAT device.
OTHER TESTS
Flash test
This tests the insulation at a higher voltage, typically 1.5 kV for Class 1 appliances and 3 kV for Class 2
appliances. From this test the PAT device derives a leakage current indication. This is a more stringent
test of the insulation that can provide an early warning of insulation defects developing in the appliance.
It is recommended that this test should not be undertaken at a greater frequency than every three
months to avoid overstressing the insulation.
Load test
This test measures the load resistance between live and neutral terminals to ensure that it is not too low
for safe operation.
Operation test
This is a further level of safety testing which proves the above tests were valid.
Earth leakage test
This is undertaken during the operation test as a further test of the insulation under its true working
conditions. It should also ensure that appliances are not responsible for nuisance tripping of residual
current devices (RCDs).

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 206 | P a g e
Fuse test
This will indicate the integrity of the fuse and that the appliance is switched on prior to other tests.
Earthed Class 1 appliances
The following tests are undertaken:
a) earth bond test;
b) insulation test; and
c) in certain cases, flash test.
Double-insulated Class 2 appliances
The following tests are undertaken:
a) Insulation test; and
b) Flash test.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 207 | P a g e
CHAPTER - 21
EMERGENCY PROCEDURE
Identifying the risks
The risk assessment required under Regulation 3 of the MHSWR should identify the significant risks
arising out of work. These could include, for instance, the potential for a major escalating fire, explosion,
building collapse, pollution incident, bomb threat and some of the scheduled dangerous occurrences
listed in RIDDOR e.g. the explosion, collapse or bursting of any closed pressure vessel. All these events
could result in a major incident, which can be defined as one that may:
a) affect several departments within an undertaking;
b) endanger the surrounding communities;
c) be classed as a dangerous occurrence under RIDDOR; or
d) result in adverse publicity for the organization with ensuing loss of public confidence and
market place image.
Fundamentally, the question must be asked:
“What are the worst possible types of incident that could arise from the process or undertaking?” Once
these major risks, which could result in serious and imminent danger, have been identified, a formal
emergency procedure must be produced.
Approved code of practice (ACOP)
The ACOP, which should be read in conjunction with the Regulations, raises a number of important
points with regard to the establishment of emergency procedures.
Establishing the emergency procedure The risk assessment undertaken to comply with the MHSWR should identify those highly significant risks
where an emergency procedure is essential.
A properly conceived emergency procedure will take account of four phases or stages of an emergency.
Phase 1: Preliminary action
This refers to:
a) the preparation of a plan, tailored to meet the special requirements of the site, products and
surroundings, including:
i) a list of all key telephone numbers;
ii) the system for the provision of emergency lighting e.g. hand lamps and torches;
iii) the designation of exit routes;
iv) a plan of the site layout identifying hydrant points and the location of shut-off valves to
energy supplies e.g. gas; and
v) notes on specific hazards on site for use by the emergency services;
c) the familiarization through training of every employee with the details of the plan, including
the position of essential equipment;
d) the training of personnel involved, in particular, key personnel;
e) the initiation of a programme of inspection of potentially hazardous areas, testing of warning
systems and evacuation procedures; and
f) Stipulating specific periods at which the plan is to be re-examined and updated.
Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 208 | P a g e
Phase 2: Action when emergency is imminent
There may be a warning of the emergency, in which case this period should be used to assemble key
personnel, to review the standing arrangements in order to consider whether changes are necessary, to
give advance warning to the external authorities, and to test all systems connected with the emergency
procedure.
Phase 3: Action during emergency
If Phase 1 has been properly executed, and Phase 2, where applicable, Phase 3 proceeds according to
plan. However, it is likely that unexpected variations in a predicted emergency will take place. The
decision-making personnel, selected beforehand for this purpose, must be able to make precise and
rapid judgements and see that the proper action follows their decisions.
Phase 4: Ending the emergency
There must be a procedure for declaring plant, systems and specific areas safe, together with an early
reoccupation of buildings where possible.
Implementing the emergency procedure The following matters must be taken into account when implementing an emergency procedure.
Liaison with external authorities and other companies
The closest contact must be maintained with the fire, police, ambulance and health authorities, together
with the HSE and local authority. A mutual aid scheme involving neighbouring premises is best
undertaken at this stage. A major emergency may involve a failure in the supply of gas, electricity, water
and/or telephone communications. Discussions with the appropriate authority will help to determine
priorities in re-establishing supply.
Emergency controller
A senior manager, with thorough knowledge of all processes and their associated hazards, should be
nominated Emergency Controller, and a deputy appointed to cover absence, however brief this may be.
Out of normal working hours, the senior member of management should take initial control until the
Emergency Controller arrives.
Emergency control centre
A sound communication system is essential if a major emergency is to be handled effectively. A control
centre should be established and equipped with means of receiving information from the forward
control and assembly points, transmitting calls for assistance to external authorities, calling in essential
personnel and transmitting information and instructions to personnel within the premises. Alternative
means of communication must be available in the event of the main system being rendered inoperative
e.g. field telephones. A fall-back control centre may be necessary in certain situations such as a rapidly-
escalating fire.
Initiating the procedure
The special procedure for handling major emergencies must only be initiated when such an emergency
is known to exist. A limited number of designated senior managers should be assigned the responsibility
of deciding if a major emergency exists or is imminent. Only these persons should have authority to
implement the procedure.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 209 | P a g e
Notification to local authorities
Notification can be achieved by a predetermined short message, transmitted by an emergency line or by
the British Telecom lines. The warning message should mention routes to the premises which may
become impassable.
Call out of key personnel
A list of key personnel required in the event of a major emergency should be drawn up, together with
the internal and home telephone numbers and addresses. The list should be available in control centres
and constantly updated.
Immediate action on site
Any emergency would be dealt with by action by supervisors and operators designed to close down and
make safe those parts which are affected or likely to be affected (danger areas). Preservation of human
life and the protection of property are of prime importance, and injured persons should be conveyed to
hospital with the least possible delay. This may require temporary facilities at points in a safe area
accessible to ambulances.
Evacuation
Complete evacuation of non-essential personnel immediately the alarm is sounded is usually advisable,
though it may not be necessary or advisable in large workplaces. In either situation, however, an
evacuation alarm system should be installed and made known to all employees, for the purpose of
evacuating the premises. Evacuation should be immediately followed by a roll call at a prescribed
assembly point to ensure its success.
Access to records
Because relatives of injured and/or deceased employees will have to be informed by the police, each
control centre should keep a list of names and addresses of all employees.
Public relations
As a major incident will attract the attention of the media, it is essential to make arrangements for
official releases of information to the press and other news services. This is best achieved through a
specifically designated Public Relations Officer. Other employees should be instructed not to release
information, but to refer any enquiries to this officer, who should keep a record of any media enquiries
dealt with during the emergency.
Catering and temporary shelter
Emergency teams will need refreshment and temporary shelter if the incident is of long duration. Where
facilities on the premises cannot be used it may be possible for the local authority or neighbouring
companies to provide facilities.
Contingency arrangements
Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 210 | P a g e
A contingency plan should be drawn up covering arrangements for repairs to buildings, drying out and
temporary waterproofing, replacement of raw materials, alternative storage and transport
arrangements.
Training
Training is an important feature of any emergency procedure. Training exercises should include the
participation of external services, such as the fire brigade, ambulance service and police. Where mutual
aid schemes exist with neighbouring organizations, all possible participants should take part in any form
of training exercise.
Statement of health and safety policy
Familiarization of all staff with the procedure, together with training exercises at regular intervals, will
help reduce the risk of fatal and serious injuries following an emergency. For this reason the company
emergency procedure should be linked to the Statement of Health and Safety Policy, perhaps as a
specific Code of Practice referred to in the Statement.
MHSWR : Management of Health and Safety at Work Regulations (UK).
RIDDOR : Reporting of Injuries Disease & Dangerous Occurrences Regulations

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 211 | P a g e
CHAPTER - 22
HUMAN ERROR
Factors contributing to human error
Inadequate information
People do not make errors merely because they are careless or inattentive. Often they have
understandable (albeit incorrect) reasons for acting in the way they did. One common reason is
ignorance of the production processes in which they are involved and of the potential
consequences of their actions.
Lack of understanding
This often arises as a result of a failure to communicate accurately and fully the stages of a
process that an item has been through. As a result, people make presumptions that certain
actions have been taken when this is not the case.
Inadequate design
Designers of plant, processes or systems of work must always take into account human
fallibility and never presume that those who operate or maintain plant or systems have a full
and continuous appreciation of their essential features. Indeed, failure to consider such matters
is, itself, an aspect of human error. Where it cannot be eliminated, error must be made evident
or difficult. Compliance with safety precautions must be made easy. Adequate information as
to hazards must be provided. Systems should ‘fail safe’, that is, refuse to produce unsafe modes
of operation.
Lapses of attention
The individual’s intentions and objectives are correct and the proper course of action is
selected, but a slip occurs in performing it. This may be due to competing demands for (limited)
attention. Paradoxically, highly skilled performers may be more likely to make a slip because
they depend upon a finely tuned allocation of their attention to avoid having to think carefully
about every minor detail.
Mistaken actions
This is the classic situation of doing the wrong thing under the impression that it is right. For
example, the individual knows what needs to be done, but chooses an inappropriate method to
achieve it.
Misperceptions
Misperceptions tend to occur when an individual’s limited capacity to give attention to
competing information under stress produces ‘tunnel vision’ or when a preconceived diagnosis
blocks out sources of inconsistent information. There is a strong tendency to assume that an

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 212 | P a g e
established pattern holds good so long as most of the indications are to that effect, even if
there is an unexpected indication to the contrary.
Mistaken priorities
An organization’s objectives, particularly the relative priorities of different goals, may not be
clearly conveyed to, or understood by, individuals. A crucial area of potential conflict is
between safety and other objectives, such as output or the saving of cost or time.
Misperceptions may then be partly intentional as certain events are ignored in the pursuit of
competing objectives. When top management’s goals are not clear, individuals at any level in
the organization may superimpose their own.
Wilfulness
Wilfully disregarding safety rules is rarely a primary cause of accidents. Sometimes, however,
there is only a fine dividing line between mistaken priorities and wilfulness. Managers need to
be alert to the influences that, in combination, persuade staff to take (and condone others
taking) short cuts through the safety rules and procedures because, mistakenly, the perceived
benefits outweigh the risks, and they have perhaps got away with it in the past.
ELIMINATION OF HUMAN ERROR
For the potential for human error to be eliminated or substantially reduced, all the above
factors need consideration in the design and implementation of safe systems of work,
processing operations, work routines and activities.
Training and supervision routines should take account of these factors and the various features
of human reliability.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 213 | P a g e
CHAPTER - 23
OCCUPATIONAL DISEASES, CONDITIONS AND TOXICOLOGY
Occupational diseases and conditions are classified according to their causative factors and the
type of work undertaken. These factors may be of a physical, chemical, biological or work-
related origin. Exposure to physical phenomena, such as noise for instance, may result in
workers suffering noise-induced hearing loss. On the other hand, people handling hazardous
chemical substances may contact dermatitis and those involved in stripping asbestos could
suffer from asbestosis.
Since the Industrial Revolution many diseases and conditions have been associated with a range
of employment activities. For instance, coal worker’s pneumoconiosis is commonly associated
with the coal mining industry, byssinosis with the cotton industry, phosphorus poisoning with
the manufacture of matches, and brucellosis with people such as stockmen, herdsmen,
veterinary surgeons and others working with livestock in agriculture.
Occupational diseases and conditions are therefore those diseases and conditions contracted
or caused as a result of a particular employment.
The classification of occupational diseases and conditions is generally based on the agents
causing the disease and the work activities undertaken. These causative agents may be of a
physical, chemical, biological or work-related nature.
Physical agents
Physical phenomena such as radiation, noise, vibration, heat and pressure will, after prolonged
or even short exposure, cause ill-health.
Radiation
Workers dealing with, or coming into contact with, particularly, unsealed sources of radiation
may suffer a range of symptoms from hair loss and fibrosis of the skin following local exposure
or, more seriously, chronic anaemia and leukaemia as a result of general exposure to small
doses over a period of time.
Noise
Noise-induced hearing loss (occupational deafness) is a well-established occupational condition
in the ship-building, mining and quarrying industries. Workers may contract occupational
deafness through being exposed to continuous sound pressure levels above 90 dBA or suffer
acoustic trauma as a result of one single exposure to, for instance, an explosion.
Vibration

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 214 | P a g e
The condition known as ‘vibration-induced white finger’ is commonly associated with the use of
compressed air-operated equipment and electrically-operated hand tools, such as rotary
sanders and chain saws. Drivers of, for instance, earth moving equipment may suffer the ill
effects arising from whole-body vibration.
Heat
Working in high temperatures, as with foundry work, can result in heat stroke and heat cramps.
Pressure
Decompression sickness is commonly associated with those working under water, such as
divers, and people working in pressurized environments, for instance in a caisson, an
underwater working chamber.
Chemical agents
Many hazardous substances are used in manufacturing, processing and servicing industries.
These may include acids, alkalis, organic solvents and carcinogenic substances. These
substances may have toxic, corrosive, harmful, irritant or other harmful effects on those
exposed. The majority of these substances are defined as ‘substances hazardous to health’
under the COSHH Regulations and are classified according to their health effects under the
Chemicals (Hazard Information and Packaging for Supply) (CHIP) Regulations.
Dermatitis
The most common occupational disease associated with exposure to chemical agents is
dermatitis. These agents may be classed as primary irritants, such acids and alkalis, or
secondary cutaneous sensitizers, such as nickel.
Occupational cancers
Exposure to a number of organic substances, such a beta-naphthylamine and vinyl chloride
monomer (VCM), may result in a range of cancers in different body organs, such as the bladder
and liver. As with most forms of cancer, the tumour involved may develop secondary growths,
or metastases, which can be spread to other parts of the body via the circulatory or lymphatic
systems.
Chemical poisoning
The form taken by a chemical agent, e.g. a dust, gas, vapour, fume, mist or fog, is significant in
the potential for harm of that agent. Exposure to a range of gases, such as ammonia and
chlorine, fume, such as lead fume, and chromic acid mist can result in damage to specific body
organs.
Biological agents

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 215 | P a g e
Biological agents may be human-borne, animal-borne and vegetable-borne. This includes
bacteria, certain dusts and viruses.
Bacterial and other agents
Certain bacteria, viruses and micro-organisms hazardous to health are listed in the ACOP
Control of Biological Agents issued by the HSC in conjunction with the COSHH Regulations. Most
prominent of these biological agents is Legionella pneumophila, the agent responsible for
legionellosis or Legionnaires’ disease.
Zoonosis
Biological agents further include that range of micro-organisms that are transmissible from
animal to man, including the agents responsible for the range of diseases known as zoonosis.
Classic examples are brucellosis, leptospirosis and Q-fever.
Vegetable-borne agents
Certain airborne agents, particularly dusts and spores arising from vegetables and cereals, can
have serious effects on people. These include aspergillosis or farmer’s lung, an influenza-like
hypersensitive pulmonary condition associated with exposure to the dust and spores from
mouldy hay.
TOXICOLOGY Toxicology is the study of the body’s responses to toxic substances. On the other hand, the
toxicity of a substance is related to the ability of a chemical molecule to produce injury once it
reaches a susceptible site in or on the body.
Effects of exposure to toxic substances
Exposure to toxic substances may produce a number of effects on the body.
Acute effect
A rapidly produced effect following a single exposure to an offending agent.
Chronic effect
An effect produced as a result of prolonged exposure or repeated exposures of long duration.
Concentrations of the offending agent may be low in both cases.
Sub-acute effect
A reduced form of acute effect.
Progressive chronic effect
An effect which continues to develop after exposure ceases.
Local effect

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 216 | P a g e
An effect usually confined to the initial point of contact. The site may be the skin, mucous
membranes of the eyes, nose or throat, liver, bladder, etc.
Systemic effects
Such effects occur in parts of the body other than at the initial point of contact, and are
associated with a particular body system e.g. respiratory system, central nervous system.
Routes of entry of toxic substances to the body
Toxic substances may enter the body in a number of ways.
Inhalation
Inhalation of toxic substances, in the form of a dust, gas, mist, fog, fume or vapour accounts for
approximately 90% of all ill health associated with toxic substances. The results may be acute
(immediate) as in the case of gassing accidents e.g. chlorine, carbon monoxide, or chronic
(prolonged, cumulative) as in the case of exposure to chlorinated hydrocarbons, lead
compounds, benzene, numerous dusts, which produce pneumoconiosis, mists and fogs, such as
that from paint spray, oil mist, and fume, such as that from welding operations.
Pervasion
The skin, if intact, is proof against most, but not all, inputs. There are certain substances and
micro-organisms which are capable of passing straight through the intact skin into underlying
tissue, or even into the bloodstream, without apparently causing any changes in the skin,
however. The resistance of the skin to external irritants varies with age, sex, race, and colour
and, to a certain extent, diet. Pervasion, as a route of entry, is normally associated with
occupational dermatitis, the causes of which may be broadly
divided into two groups:
i. primary irritants are substances which will cause dermatitis at the site of contact if
permitted to act for a sufficient length of time and in sufficient concentrations e.g.
strong alkalis, acids and solvents;
ii. secondary cutaneous sensitizers are substances which do not necessarily cause skin
changes on first contact, but produce a specific sensitization of the skin. If further
contact occurs after an interval of, say, seven days or more, dermatitis will develop at
the site of the second contact. Typical skin sensitizers are plants, rubber, nickel and
many chemicals.
It should be noted that, for certain people, dermatitis may be a manifestation of psychological
stress, having no relationship with exposure to toxic substances (an endogenous response).
Ingestion
Certain substances are carried into the gut from which some will pass into the body by
absorption. Like the lung, the gut behaves as a selective filter which keeps out many but not all
harmful agents presented to it.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 217 | P a g e
Injection and implantation
A forceful breach of the skin, frequently as a cause of injury, can carry substances through the
skin barrier.
The responses of the body to toxic substances
Dose-response relationship
A basic principle of occupational disease prevention rests upon the reality of threshold levels of
exposure for the various hazardous agents below which Man can cope successfully without
significant threat to his health. This concept derives from the quantitative characteristic of the
dose-response relationship, according to which there is a systematic down change in the
magnitude of Man’s response as the dose of the offending agent is reduced.
Dose = Level of environmental x Duration of contamination exposure
With many dusts, for instance, the body’s response is directly proportional to the dose received
over a period of time, the greater the dose, the more serious the condition, and vice versa.
However, in the case of airborne contaminants, such as gases or mists, there is a concentration
in air or dose below which most people can cope reasonably well. Once this concentration in air
is reached (threshold dose), some form of body response will result. This concept is most
important in the correct use and interpretation of Occupational Exposure Limits (formerly
known as ‘Threshold Limit Values’).
Target organs and systems
It is a well-established fact that certain substances have a direct or indirect effect on certain
body organs (target organs) and certain body systems (target systems).
Target organs include the lungs, liver, brain, skin and bladder.
Target systems, on the other hand, include the central nervous system, circulatory system and
reproductive system.
Safe handling of toxic substances
Assuming that substitution as a control strategy has been considered and found impracticable,
then in order of merit:
• substances should be used in diluted form wherever possible;
• only limited quantities should be used or stored at any one time; large quantities should be stored in a purpose-built bulk chemical store;
• containment of the specific area may be necessary, together with safe venting and drainage requirements;
• handling and dispensing from bulk should be eliminated by the use of automatic systems;
Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 218 | P a g e
• adequate exhaust ventilation should be provided;
• adequate separation of substances e.g. acids from alkalis; with
• Personal protective equipment as an extra means, not the sole means, of protection.
Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 219 | P a g e
CHAPTER - 24
HOUSE-KEEPING - 5S
5S applies especially to
• Office places
• Workstations
• Manufacturing areas
• Where repetitive manufacturing takes place
• Ware houses
Problems which are commonly encounter at your workplace
• Disordered/ cluttered environment
• Health & safety issues
• Errors
• Demotivated employees
• High absenteeism
• High turnover The solution to all these problems is 5S Housekeeping System - Helps Create a Better Working
Environment
THE 5S PRINCIPLESTHE PRINCIPLES
• SEIRI : Sort out
• SEITON : Orderliness/Systemize
• SEISO : The Cleaning/Shining
• SEIKETSU : Standardize
• SHITSUKE : Sustain/Discipline
METHODOLOGY OF 5S
1. SEIRI (SORT OUT)
• Decide what you need
• Remove unnecessary clutter
• All tools, gauges, materials, classified and then stored
• Remove items which are broken, unusable or only occasionally used
2. SEITON (ORDERLINESS)
• Once you have eliminated all the unneeded items
• Now turn to the left over items
• Organise layout of tools and equipment
esignated locations

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 220 | P a g e
Use tapes and labels
Ensure everything is available as it is needed and at the “point of use”
3. SEISO (CLEAN/SHINE)
• Create a spotless workplace
• Identify and eliminate causes of dirt and grime –remove the need to clean
• Sweep, dust, polish and paint
• Divide areas into zones
• Define responsibilities for cleaning
• Tools and equipment must be owned by an individual
• Focus on removing the need to clean
4. SEIKETSU (standardise)
• Generate a maintenance system for the first three
• Develop procedures, schedules, practices
• Continue to assess the use and disposal of items
• Regularly audit using checklists and measures of housekeeping
• Real challenge is to keep it clean
Resistance at this stage
• Human nature is to resist change.
• The tendency is to return to the status quo and the comfort zone of the "old way" of
doing things.
• Defining a new status quo and standard of work place.
5. SHITSUKE (SUSTAIN / DISCIPLINE)
• Inoculate courtesy & good habits
• Driving force behind 5S
• Make it a way of life
• Part of health and safety
• Involve the whole workforce
LITMUS TEST FOR 5SLITMUS 5S
• 30 Second rule
• One must locate the item within 30 second if 5s is properly implemented
• Also applies to the electronic records retrieval
ADVANTAGES OF 5S
• People spend less time looking for them
• This leads to higher workstation efficiency, a fundamental goal in any business
• A clean and tidy workplace leads to greater wellbeing and increased motivation

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 221 | P a g e
• Health and Safety is ensured
• Machine maintenance ensured
• Quality improves
• Productivity increases
• Company image improves
• Results in a place easier to manage
• Smooth working no - obstruction
• No deviation, no problems
• Time saving
• Quick retrieval
• Accidents & mistakes minimized
• Increases space
• Creates workplace ownership

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 222 | P a g e
Safety Terminology
1. Access Permit : Written authority issued to a person, or group of persons, that states that they may gain access to specified area(s) of property. The Permit does not authorise work to commence.
2. Accident : Unplanned, uncontrolled event giving rise to death, injury, ill-health, damage, or other loss.
3. Assault : An occurrence in which a person is abused or threatened, whether or not physical injury occurs.
4. Code of Practice : Statement of best practice whose use is not mandated by issuing authority.
5. Competence : The ability to work in an appropriate way to deliver the required performance standards.
6. Competent Person : A person who has the qualifications or certification, experience and ability necessary to perform a particular task.
7. Consequence : The measure of the severity of the outcome resulting from an accident or occurrence.
8. Contractor : A person, persons or organisation contracted to undertake specified items of work or to provide specified services or products.
9. Danger : Circumstances or conditions that are perilous and have the potential to cause an accident. It is also called as visual Hazard.
10. Emergency : Current unforeseen or unplanned event which has life threatening or extreme loss implications and requires immediate attention.
11. Ergonomics : The application of scientific information concerning the relationship between person(s) with the equipment they use, their environment and their systems of work.
12. Hazard : The potential to cause harm, including ill health and injury; damage to property, plant, products or the environment; production losses or increased liabilities.
13. Hazardous Substance : A substance which by its nature or properties constitutes a hazard.
14. Health and Safety policy Statement : A legally required document in three sections: Declaration of intent, Organisation and Arrangements.
15. Incident (Near miss) : Unplanned, uncontrolled event, which under different circumstances could have resulted in an accident.
16. Loss Control/Prevention : A systematic approach to preventing accidents or minimising their effects. The activities may be associated with financial loss or safety issues.
17. Occupational Ill Health : Ill health which is suspected or known to have resulted from the affected person’s work activity or work environment, other than ill health caused by personal accident or assault. Occupational ill health includes cases of reportable disease.
18. Safe : Secure from risk. Free from Hazard 19. Safe System of Work : Formal method of work devised from taking account of all likely
sources of danger to provide for the safety of those involved, affected, or in the vicinity of the work.
20. Safety : The avoidance of death, injury or poor health to customers, employees, contractors and the general public also the avoidance of damage to property and the environment.
Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 223 | P a g e
21. Safety Case : A document by which an organisation sets out to demonstrate its ability to conduct a particular operation or activity in an acceptably safe and proper manner.
22. Safety Induction : A process whereby a new or transferred employee is instructed in basic safety knowledge of working within an organisation or at a specific location.
23. Safety Management System : A systematic approach to the control of risks using amongst others organisation, planning, implementation, monitoring, review and auditing processes.
24. Safety Plan : A foundation document on which safety management is based. It will in general terms give the approach to the key elements: Safety Policies, measuring performance against standards, auditing, identifying hazards, etc.
25. Standard : An authorised document, including specification, procedure, instruction, directive, rule or regulation, which sets mandatory requirements for use in service.
26. Unsafe Act : A human act or omission with the potential to cause damage, ill-health, injury, death or other detriment.
27. Unsafe Condition : Environmental or physical condition with the potential to cause damage, ill-health, injury, death or other detriment.
28. Acceptable Risk : A term which implies that a risk, although present is generally regarded as trivial and which is not considered to require effort or expenditure to reduce further.
29. ALARP (As low as Reasonably Practicable) : Risk reduction to as low a level as possible, given the time, effort and cost of the control measures required.
30. Cost Benefit Analysis : Identification and quantification, in common (and hence usually monetary) units of all the desirable and undesirable consequences of a particular measure.
31. Event Tree Analysis : A method of illustrating the intermediate and final outcomes which may arise after the occurrence of a selected initial event.
32. F-N Curve : A graph that shows the relationship between the severity of the consequence of accidents and the frequency with which they occur, for a hazard, activity, business or industry. It is generally a cumulative graph using log scales.
33. Fault Tree Analysis : A systematic, graphical description of the combination of possible occurrences in a system which can result in failure or an undesired event.
34. FMEA (Failure Mode & Effects Analysis) : A process for hazard identification where all known failure modes of components or features of a system are considered in turn and undesired outcomes are noted.
35. Frequency : The number of times an event occurs in a given period. 36. HAZOP (Hazard and Operability Study) : A structured study to identify all deviations from
design intent with undesirable effects for safety or operability. 37. Individual Risk : The frequency at which an individual may be expected to sustain a given
level of harm from the realisation of specified hazards. 38. Management Oversight and Risk Tree (MORT): A logic diagram which forms a
comprehensive analytical procedure for determining the causes and contributing factors of accidents or the quality of an existing system.
39. Likelihood : Probability that an event will occur or that one event will succeed another. Normally expressed in the numeric scale from 0 to 1.
40. Reliability : The likelihood that during a certain period of time a system performs the functions described in the specification of requirements under the stated conditions (environment, costs, inputs and hardware, time constraints).
41. Risk : The combination of the severity of the hazard with the likelihood of its occurrence, or: RISK=HAZARD SEVERITY X LIKELIHOOD OF OCCURRENCE

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 224 | P a g e
42. Risk Analysis : A structured process which identifies both the likelihood and extent of adverse consequences arising from a given activity or facility.
43. Risk Assessment : The integrated analysis of risks inherent to a product, system or plant and their significance in an appropriate context.
44. Risk Evaluation : The appraisal of the significance of a given quantitative (or, where applicable, qualitative) measure of risk.
45. Risk Management : The process whereby decisions are made to accept a known or assessed risk and/or the implementation of actions to reduce the consequences or likelihood of occurrence.
46. Severity : A measure of detrimental effects from the realisation of specific hazards. 47. Societal Risk : The relationship between frequency and the number of people suffering
from a specified level of harm in a given population from the realisation of specified hazards.
48. Task Analysis : A systematic method of analysing a task into its goals and the actions and plans needed to achieve them. It requires each operation to be described as a series of subordinate operations, which may in turn be separately described in greater detail. The task is broken down in this way until the individual steps are described in sufficient details to isolate elements which could be susceptible to error. Having identified these steps, possible improvements can be assessed.
49. Tolerable Risk : A term used to indicate the point of maximum tolerability that society is prepared to live with. Risks above this level must be reduced or the activity/project abandoned.
50. (ACOP) Approved Code of Practice : A code of practice approved by the Health and Safety Commission as one means of achieving a minimum standard.
51. Accident Book : Book held at locations in which all accidents to staff must be recorded. 52. C.O.S.H.H. : Control of Substances Hazardous to Health, (1988). 53. Dangerous Occurrence : Unplanned, uncontrolled event, which under different
circumstances could have resulted in an major / fatal accident. An incident or accident which has to be reported in accordance with Reporting of Injuries, Diseases and Dangerous Occurrence Regulations (1985).
54. Due Diligence : Legal obligation to persistently work for the safety of the work force and for members of the public.
55. Enforcing Authority : A body constituted by an Act of Parliament and responsible for the enforcement of the relevant statutory provisions, e.g. Health and Safety Executive, Local Authority or Fire Authority.
56. Environment : The surroundings and conditions in which an organisation operates, including living systems (human and other) therein. As the environmental effects of the organisation may reach all parts of the world, the environment in this context extends from the workplace to the global system.
57. Improvement Notice : A notice issued by an Enforcing Authority Inspector/Officer, for contravention of one or more statutory provisions, requiring remedial action to be taken within a period of time specified in the notice.
58. Notifiable Injury : Any case of Fatal, Major or Statutory Reportable Minor injury. There is a statutory duty to report such injury to the appropriate Enforcing Authority. This will be done by the relevant Statutory Reporting Point.
59. Audit : A systematic and independent examination to determine whether activities and related results comply with planned arrangements and whether these arrangements are implemented effectively and are suitable to achieve these objectives.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 225 | P a g e
60. Auditee : An organisation (e.g. company, business, department, project team or other party) that is the subject of an audit.
61. Auditor : A suitably trained and qualified person who is authorised to perform all or any portion of an audit.
62. Compliance : An indication or judgement that the product or service meets the requirements of the relevant specification or regulation; also the degree of meeting the requirement.
63. Corrective Action : Action taken to remedy a problem and/or to investigate, identify and resolve the root cause of the problem to prevent recurrence.
64. Independent : Not representing one’s own interest or organisation/grouping. 65. Inspection : Activities such as measuring, examining, testing or gauging one or more
characteristics of a product, site or service and comparing these with specified requirements to determine conformity.
66. Internal Audit : Carried out by an organisation on its own system using trained staff from outside the system being audited.
67. Management Check : A line management control function to ensure compliance with a standard or a specification.
68. Reviewing : Activities involving judgements about performance and decisions about improving performance. Reviewing is based on information from “measuring” and “auditing” activities.
69. Safety Tour : A planned walkabout conducted by managers to identify unsafe acts, unsafe practices, unsafe conditions and hazards.
70. Verification : Establish the correctness of a statement or claim by examination or demonstration.
71. Alternative Escape Routes : Escape routes sufficiently separated by either direction and space, or by fire resisting construction, to ensure that one is still available should the other be affected by fire.
72. Combustible : Capable of burning. 73. Comprehensive Survey: A detailed survey of all fire safety and fire risk matters, to
confirm the on-going adequacy of the fire precautions at a premise, carried out by a competent and validated person trained and practised in the relevant legislation and standards.
74. Emergency Lighting : Lighting provided for use when the supply to the normal lighting fails.
75. Escape Lighting : That part of the emergency lighting which is provided to ensure that the escape route is illuminated at all material times.
76. Evacuation Procedure (plan) : Record, where escape routes and places of safety are indicated and in which rules of conduct, procedure and necessary action by people present in case of fire are established.
77. Evacuation Signal : Audible and/or visible signal to indicate to occupants they have to escape.
78. Fire Alarm Call Point : The device provided for manual operation of a fire alarm system. 79. Fire Certificate : A legal document issued to a building or premises by the Fire Authority
under the Fire precautions Acts, 1971. 80. Fire Door : A door or shutter, provided for the passage of persons, air or objects, which,
together with its frame and furniture as installed in a building, is intended when closed to resist the passage of fire and/or gaseous products of combustion, and is capable of meeting specified performance criteria to those ends.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 226 | P a g e
81. Fire Hydrant : An assembly contained in a box or pit below ground level and comprising a valve outlet connection from a water supply main.
82. Fire Occurrence : A Fire occurs where safety is threatened or damage could result from flame, smouldering or smoke, irrespective of cause, or where such effect might occur if immediate action is not taken.
83. Fire Point : A location where fire-fighting equipment is sited which may also comprise a fire alarm call point and fire instruction notices, the whole being provided and arranged for the use of occupants of premises.
84. Fire Precautions Check : An inspection of premises against a check list by a responsible local manager (normal the Fire Precautions Manager).
85. Smoke Vent : Opening in the enclosing walls or roof of a building, intended to release heat and smoke in the event of fire, automatically or manually opened.
86. Travel Distance : Distance to be travelled from any point in a building to a protected escape route, external escape route or final exit.
87. Ergonomic : The science of studying people at work, and designing task, jobs, tools, equipment, facilities and the work environment, so that people can be safe, healthy, effective, efficient, productive and comfortable.
88. Ergonomics word is derived from two Greek words “Ergos” means WORK and “Nomos” means RULES. That mean every work has certain rules to perform the job. If any person neglecting the rules for performing the job they may have suffer from ill-health and for long term they may suffer from chronic disease.
89. Exposure : The measurement of time during which the subject is at risk from a hazard.

Diploma in Industrial Safety and Fire Management
Ravi Kant Pandey |www.proactsafety.co.in | Em@il: [email protected] 227 | P a g e
List of abbreviations
ACAS Advisory, Conciliation and Arbitration Service
ACOP Approved Code of Practice
AER All England Reports
BS British Standard
CDMR Construction (Design and Management) Regulations
CHIPR Chemicals (Hazard Information and Packaging for Supply) Regulations
CORGI Council for the Registration of Gas Installers
COSHHR Control of Substances Hazardous to Health Regulations
dB(A) Decibels measured on the A-network of a sound pressure level meter
DSE Display screen equipment
EA Enforcing authority
EHSRs Essential health and safety requirements
HAVS Hand-arm vibration syndrome
HSWA Health and Safety at Work etc Act
HSC Health and Safety Commission
HSE Health and Safety Executive
Hz Hertz
ISO International Standards Organization
LEV Local exhaust ventilation
LOLER Lifting Operations and Lifting Equipment Regulations
LTEL Long term exposure limit
MEL Maximum exposure limit
MHSWR Management of Health and Safety at Work Regulations
OES Occupational exposure standard
OLA Occupiers’ Liability Act
PAT Portable appliance test
PPE Personal protective equipment
PUWER Provision and Use of Work Equipment Regulations
PWP Powered working platform
RCD Residual current device
RIDDOR Reporting of Injuries, Diseases and Dangerous Occurrences Regulations
RoSPA Royal Society for the Prevention of Accidents
RPE Respiratory protective equipment
RSI Repetitive strain injury
SFARP So far as is reasonably practicable
STEL Short term exposure limit
SWL Safe working load
TLV Threshold Limit Value
VCM Vinyl chloride monomer
VWF Vibration-induced white finger
WHSWR Workplace (Health, Safety and Welfare) Regulations
WVB Whole body vibration