physical properties of particulate materials · 2013-01-11 · physical properties of particulate...
TRANSCRIPT

PHYSICAL PROPERTIES OF PARTICULATE MATERIALS
IN RELATION TO THE MECHANICS OF CONVEYINGby
C. P. Hedlin
Member C.S.A.E.Department ot Engineering Science, Ontario Agricultural College, Guelph, Ontario
INTRODUCTION
In conveying of particulate materials, certain physical, chemical, andbiological properties of the materialsare of importance in the functioningof the handling system.
The properties may be divided intotwo categories:
I. Those which influence the flowmechanism and, through this, suchitems as the power requirement andsystem capacity. Since the propertiesof individual particles are fundamental to the behaviour of a mass of material, this category includes particlesize, shape, density, surface roughness,and friction coefficients.
II. The second category includesproperties which will not be discussed in this paper, such as the tendencyof the conveyed material to causedamage or to be damaged throughdynamic shock, temperature effects,chemical activity, and abrasiveness.
Research investigations have produced general equations intended torelate particle properties to such variables as power requirement, capacity,or critical design dimensions. However, there are many materials forwhich they cannot be properly usedbecause the particle properties havenot been thoroughly investigated.This is particularly true of agricultural grains.
CONVEYING METHODS
Three steps in moving a materialare: putting it into motion, movingbetween locations, and stopping it atthe desired point. Generally theseprocesses are carried out with the aidof one or more of three types ofagencies.
1. Those which employ a fluid carrier (gas or liquid), such as a blower,fluidizing conveyor, or air slide.
2. A mechanical device which contacts the material, such as a flight,screw, bucket, belt or vibrating conveyer.
3. Gravity force.
CONVEYING WITH A FLUID
AGENT
In the case in which the particlesbeing conveyed are intimately mixedwith the fluid agent, the mixture behaves in many ways similarly to a realfluid. For example, the rate of flowof a mixture through a tube or ductis related to the observed fluid pressure drop (1) (2). Also, followingfrom this, the rate of flow of solidscan be evaluated approximately bymeasuring the pressure drop across anozzle placed in the line (3) (4) (5).Studies of the fluid properties ofbeds of fluidized particles have included measurements of viscosity (6),and formulation of relationships tortemperature and viscosity equivalentproperties (7). Despite the apparentsimilarities to real fluids, which suggest that the mixture behaves like ahomogeneous material, it has beennecessary to include terms to describethe individual particles in order toobtain general correlations of experimental data.
A particular case of fluid conveying is that in which particles are carried along or blown by an air stream,as in a grain blower. Characteristic ofthis mode of conveyance in a horizontal direction is the hopping motion,or saltation observed by Segler (8)in wheat conveying, and also observed with blowing dust particles. Thesequence of events in each hop includes, upward motion due to aerodynamic lift or bouncing, horizontalmotion due to air drag, and downward motion due to gravity force.(Fig- !)•
Figure I. Shelled corn being blown along a horizontal tube.
From considerations of this typeVogt and White (1) developed anequation for pressure drop for an air-
solid particle mixture being conveyed in a pipe. This expression includesparticle density, particle diameter andair-solids weight ratio.
In the case of vertical conveying,the particle is raised by the drag ofthe air flowing past it at a speedwhich is sufficient to overcome wallfriction, gravity, and particle acceleration forces. If only gravity force isacting, the relative velocity of theair and the particle is called the terminal velocity.
Particle density, the drag of theair on the particle, and particle friction on the duct or other boundarysurfaces are important in both horizontal and vertical conveying. Alsohigh rates of spin have been observed(8) consequently though it is not usually included in equations of thistype, particle moment of inertia maybe of significant importance.
Particle Density
Particle density can generally befound by using a pycnometer.
Air-Particle Drag Forces
The force of air on a particle, dueto a difference in velocity, is relatedto the drag coefficient (2) (9). Forthe case of a body falling freely thedrag coefficient is dependent on object density and a characterizingdimension of the object. For spheresthe latter variable is the diameter.However, lor non-spherical particlesthe selection of a characterizingdimension is more difficult.
Cramp and Priestly (10) used mass/length in evaluating the forces onindividual wheat grains in their investigation of the maximum efficiency possible in vertical conveying.Squires et al (11) encountered it inconnection with sedimentation ofdiscs.
It is possible that no easily foundlinear dimension will properly characterize such particles in fluid flowanalyses. However, the topic was reviewed by Hawksley (12) and, withincertain limits, the effect of being non-

spherical can be accounted lor by introducing a sphericity term.
SP
area of a sphere of the samevolume V as the particle
area of the particle
7T d2
7T d a °
d = diameter of sphere having thesame volume V as the particle
da = diameter of a sphere havingthe same area A as the particle.
Further, the term V/A is sometimesused with reasonable success as a characterizing particle dimension in fluidflow work, where for a phere
V 1 d
~A7 6
V,A,d—volume, surface area anddiameter respectively.
The same term might be useful interminal velocity equations (4) (13)particularly if the particles did notorient themselves systematically relative to the fluid flow. It might alsobe useful in the pressure drop equation of Vogt and White (1).
The use of this approach requiresthe measurement of the surface areaof irregular particles. There are manydifferent methods of finding surfaceareas (14) (15).
The measured surface area mayvary with the technique used, eventhough both values are valid andaccurate. The particular surface areaobtained by application of a principledue to Cauchy (12), which states approximately that the surface area ofan object is four times its projectedarea, would seem to have value in thecase in question.
In addition to the conveying case,there are many problems in which theevaluation of a characterizing particledimension is important. These includethe formulation of a mathematical
expression for pressure drop of airflowing through grain beds (16), alsosuch knowledge would allow insertion of an appropriate value in fundamental grain drying equations (17)where rate of drying depends on thediffusion of moisture in kernels and
therefore on the size of the kernels.
-(I)
Particle-duct friction
In conveying studies, the fractionaleffect due to impingement of fluid-borne particles on each other and onduct walls is often not evaluated
specifically (8). However, it has beendone by Hariu (5), Mehta (18), andCrane and Carleton (19) who carriedthe analogy to a fluid to the point ofcalculating a friction factor basedon the use of the Fanning equation.The friction factor was evaluated fromobserved pressure drops but no attempt was made to relate it to thephysical characteristics of the particles. Shortcomings of the use of theFanning equation in this applicationare discussed by Pinkus (20). Hedemonstrates that since the effect of
particle properties, including size,are not taken into account, it doesnot have general applicability.
MECHANICAL CONVEYORS
In transport involving flight, screw,belt, and bucket conveyors, the coefficient of friction and material den
sity have an important effect on powerrequirement and capacity.
The coefficient of friction hasmany values depending on the situation. Firstly, the friction may be between contacting particles, alternatively it may be between particles and abounding surface. In addition, thesemay be static, or dynamic values. Further, the dynamic values may varywith the type of handling. For example, a vibrating conveyor reducesfriction between the particles and theconveyor, an air-slide also reducesfrictional effects, on some belt conveyors the particles are dropped on tothe moving belt and are acceleratedto belt speed by contact with the beltby a force which could be evaluated interms of a friction factor (21). A stillfurther variation may arise from moisture content changes.
Coefficents of friction for staticcases have been found (22) but apparently little work has been done inevaluating the other ones.
GRAVITY FLOW
In gravity flow of granular materials a major portion of the attentionhas been given to the difficulties associated with starting or maintainingflow in beds of material. In this connection a variety of factors are important. Studies indicate that the internal friction factor (between particles) and the friction between particlesand containing walls are of primaryimportance since they contribute tobridging or doming and consequentprevention of flow. (Fig. 2).
The bridging effect was studied byJenike (23) (24) who evaluated theminimum hopper opening required to
Figure 2. Gravity flow of shelled corn.
insure flow, in relation to the properties of the material in question. Thus,he found that in order for flow to beunobstructed by doming, the width ofhopper opening
B> bv bh fc sin 2 6 i (2)w
where fc, called the flow factor, a pro
perty of the granular material, is ofcritical importance in determiningwhether or not flow will occur.
fc = unconfined compressivestrength
=2c tan (45+</>)2
</>=the angle of static internalfriction
bv, bh=related to the geometry ofthe hopper opening.
<£=depends on the wall slope andthe friction factor betweenthe material and the containing wall.
The flow factor can be measuredon a transverse shear testing machineover a range of applied pressures. Itsvalue will, of course, vary with conditions such as the degree of packingand moisture content of the material.
In studies of coal flow, Legget (25)concluded that factors, including surface moisture and interlocking of particles, combined to give a cohesionwhich permitted the formation ofsteep, unstable slopes. When such aslope is broken down, it achieves anangle of repose which presumably isprimarily dependent in the internalfriction. A condition of this type isfrequently observed with groundfeeds.
Summary.
In the conveying of many agricultural products, physical properties of
Continued on page 14
mocouples were located flush withthe concrete surface and two werelocated at the bottom of each slab. Itwas considered that the thermo
couples at the surface would measurethe temperature of the junction between the slab and a pig whenever apig lay directly on one of the couples.The leads from the thermocoupleswere connected to a variable-span 12point recorder.
Two series of tests were made, onerecording surface and base temperatures of two slabs simultaneously,while for the other test surface tem
peratures of all three slabs were recorded simultaneously. Throughoutthe tests no bedding was used on thefloor slabs and from three to five
hogs, each approaching marketweight, were kept in the pens. Thisnumber of hogs together with thelimited size of the sleeping platforms,insured a reasonable incidence of con
tact between the hogs and the thermi-couples.
Results
Time In Hours
Figure 2.
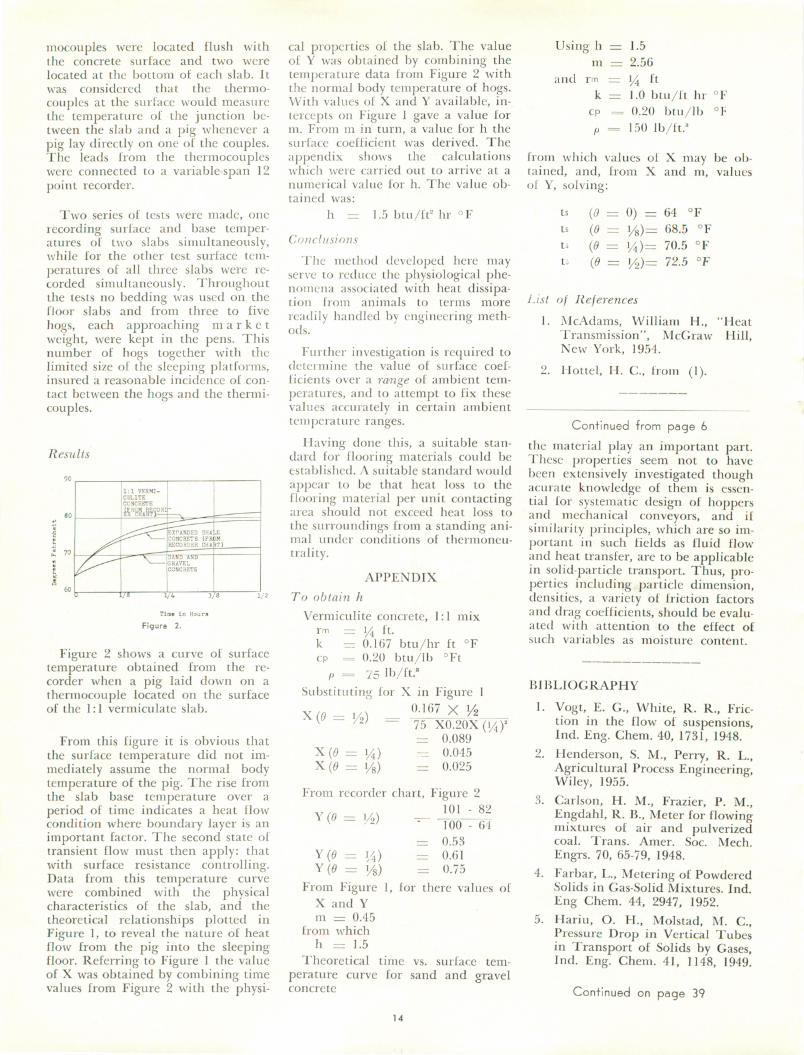
Figure 2 shows a curve of surfacetemperature obtained from the recorder when a pig laid down on athermocouple located on the surfaceof the 1:1 vermiculate slab.
From this figure it is obvious thatthe surface temperature did not immediately assume the normal bodytemperature of the pig. The rise fromthe slab base temperature over aperiod of time indicates a heat flowcondition where boundary layer is animportant factor. The second state oftransient flow must then apply: thatwith surface resistance controlling.Data from this temperature curvewere combined with the physicalcharacteristics of the slab, and thetheoretical relationships plotted inFigure 1, to reveal the nature of heatflow from the pig into the sleepingfloor. Referring to Figure 1 the valueof X was obtained by combining timevalues from Figure 2 with the physi
cal properties of the slab. The valueof Y was obtained by combining thetemperature data from Figure 2 withthe normal body temperature of hogs.With values of X and Y available, intercepts on Figure 1 gave a value form. From m in turn, a value for h thesurface coefficient was derived. The
appendix shows the calculationswhich were carried out to arrive at a
numerical value for h. The value ob
tained was:
h 1.5 btu/fr" hr °F
Conclusions
The method developed here mayserve to reduce the physiological phenomena associated with heat dissipation from animals to terms more
readily handled by engineering methods.
Further investigation is required todetermine the value of surface coef
ficients over a range of ambient temperatures, and to attempt to fix thesevalues accurately in certain ambienttemperature ranges.
Flaving done this, a suitable standard for flooring materials could beestablished. A suitable standard would
appear to be that heat loss to theflooring material per unit contactingarea should not exceed heat loss to
the surroundings from a standing animal under conditions of thermoneu-
trality.
APPENDIX
To obtain h
Vermiculite concrete, 1:1 mixrm = 14 ft.k = 0.167 btu/hr ft °FcP = 0.20 btu/lb °Ft
P = 75 lb/ft.a
Substituting for X in Figure 1
0T67 X 1/275 X0.20X(i4)s= 0.089
X(0 = 14) — 0.045X(6 — i/8) = 0.025
From recorder chart, Figure 2
Y(* = K) , I01"82
x (e = 14)
Y(6 ---. y4Y(* = V8)
From FigureX and Y
m = 0.45
from which
h = 1.5
Theoretical time vs. surface temperature curve for sand and gravelconcrete
14)
100 - 64
= 0.53
= 0.61
= 0.75
for there values of
14
Using h = 1.5
m = 2.56
and rm = 1/4 ftk = 1.0 btu/i't hr °F
cp = 0.20 btu/lb °F
p = 150 lb/ft.3
from which values of X may be obtained, and, from X and m, valuesof Y, solving:
ts (9 =3 0) = 64 °Fts (9 == i/8)= 68.5 °FU (9 == 14)= 70.5 °Ft: (9 == i/9)= 72.5 °F
List of References
1. McAdams, William H., "HeatTransmission", McGraw Hill,New York, 1954.
2. Hottel, H. C, from (1).
Continued from page 6
the material play an important part.These properties seem not to havebeen extensively investigated thoughacurate knowledge of them is essential for systematic design of hoppersand mechanical conveyors, and ifsimilarity principles, which are so important in such fields as fluid flowand heat transfer, are to be applicablein solid-particle transport. Thus, properties including particle dimension,densities, a variety of friction factorsand drag coefficients, should be evaluated with attention to the effect ofsuch variables as moisture content.
BIBLIOGRAPHY
1. Vogt, E. G., White, R. R., Friction in the flow of suspensions,Ind. Eng. Chem. 40, 1731, 1948.
2. Henderson, S. M., Perry, R. L.,Agricultural Process Engineering,Wiley, 1955.
3. Carlson, H. M., Frazier, P. M.,Engdahl, R. B., Meter for flowingmixtures of air and pulverizedcoal. Trans. Amer. Soc. Mech.Engrs. 70, 65-79, 1948.
4. Farbar, L., Metering of PowderedSolids in Gas-Solid Mixtures. Ind.Eng Chem. 44, 2947, 1952.
5. Hariu, O. H., Molstad, M. C,Pressure Drop in Vertical Tubesin Transport of Solids by Gases,Ind. Eng. Chem. 41, 1148, 1949.
Continued on page 39

Continued from page 9
APPENDIX C
Capital CostAuger bunk feeder $1,427.50Unloading wagon system 583.00Hand feed cart system .... 423.00
Operating Cost Per year
Auger bunk feeder 7.50Unloading wagon 24.00Feed Cart 0.00
I.) Pay-off period for auger vs.unloading wagon:
(1427.50 - 583.00)= 57.5 years
( 24.00 - 7.50)2.) Hand cart vs. onloading wagon
The hand cart system, having botha lower first cost and operating cost,is clearly indicated as the best selection.
APPENDIX D
Capital CostSelf feeder
Continued from page 16
economic advantage of such a program. If the economics are not favorable, then inducements must beadded, possibly through constructionor financial aid. This is another portion of the program that will requirea great number of years to accomplish.
Research activities must keepabreast or ahead of watershed devel
opment work. The development oftechniques and methods and the compilation and analysis of research information will need priority in anadequate program of water use andconservation.
Experience has shown that thereare two distinct phases to a waterdevelopment program, the engineering and the agronomic which must bebrought together. It is virtually impossible to deal with watershed development or with research in hydrology solely in terms of one or theother. Close co-operation is requiredto develop to the fullest the potentials of any watershed. Satisfactorilydesigned structures are but half thejob, compatable crops and croppingpractices are necessary to completethe picture. It is only through suchco-operation that the project economics can become favorable.
Modifications to 3 existingportable granaries $ 300.00
Feed cart system(Appendix C) 423.00
Net capital cost favoringself feeder 123.00
Yearly Feed CostsLimited feeding system
Grain (Appendix B) 3,865.00Roughage 112 Tons*
at $17.50/Ton .../.... 1,960.00
$5,825.00Self feeding system
Grain (Appendix B) 4,625.00Roughage 82 Tons (1)at S17.50/Ton 1,435.00
$6,060.00Net feed cost favoring
limited feeding 235.00Pay-off period 123
= i/2 year235
For additional comparisons:
Continued from page 14
6. Towle, W. L., Schweyer, H. E.,Moffatt, L. R., Viscosities ofliquid-solid systems. Ind. Eng.Chem. 29: 489-92. 1937.
7. Furukawa, J. et al, LiquidlikeProperities of Fluidized SystemsInd. Eng. Chem. 50, 821, 1958.
8. Segler, G., Pneumatic Grain Conveying, N.I.A.E., Silsoe Bedfordshire.
9. Lapple, C. E., and Shepherd, C.B., Calculation of particle trajectories Ind. Eng. Chem. 32, 605-617,1940.
10. Cramp, W., Priestly, A., Pneumatic Grain Elevators, The Engineer, 137, 34-35, 64-65, 89-90, 112-113. 1924.
11. Squires, L., Squires, W., The Sedimentation of thin Discs. Amer.Inst. Chem. Eng., 1937.
12. Flawksley, P. G. W., Brit. CoalUtil, Res. Ass. Bull. No. 4, ThePhysics of Particle Size Measurement: Part 1. The Fluid Dynamics and the Stokes Diameter.
13. Belden, D. H., Kassel, L. S., Pressure Drops Encountered in Conveying Particles of Large Diameter in Vertical Transfer LinesInd. Eng. Chem. 41, 1175, 1949.
14. Dalla Valle, J. M., Micromeritics,Pitman, New York, 1948.
15. Scheidegger, A. E., The Physicsof flow Through Porous Media,The University of TorontoPress, 1957.
39
1.) for unloading wagon
Pay-off period —(583 - 300)
= 1.35 years(235 - 24)
2.) for auger bunk feeder
Pay-off period =(1,427.50 - 300)
= 4.95 years( 235 - 7.50)
LIST OF REFERANCES
1. Cattle Finishing in Alberta -
University of Alberta, Edmonton1958.
2. Machinery and Allied ProductsInstitute, Chicago, Illinois.
3. Self Feeder for cattle, Alberta Department of Agriculture, Edmonton.
4. MTM Assosiation for Standard
and Research, 620 Penn. Ave.,Pittsburgh, Penn., 1950
16. McEwen, E., Simmonds, M. A.,Ward, G. T., Resistance to AirFlow of Beds of Agricultural Products. Trans. Inst. Chem. Eng.32, 130-140, 1954.
17. Babbitt, J. D., Observations onthe Absorbtion of Water Vaporby Wheat. Can. J. Res., 27F, 55-72, 1949.
18. Mehta, N. C, Pressure Drop inAir-Solid Flow Systems. Ind. Eng.Chem. 49, 986, 1957.
19. Crane, J. W., Carleton, W. M.,Predicting Pressure Drop in Pneumatic Conveying of Grains. Agric.Eng., 38, 168-171, 180, 1957.
20. Pinkus, O., Pressure Drop in thePneumatic Conveyance of Solids.Jour. Ajpp. Mech. 74, 425-31,1952.
21. Leffler, K. L., Thomas, W. A.,The Effect of Inclination Anglesin Capacity of Belt Conveyors,Flow, 12, 62, July 1957.
22. Agricultural Engineers Yearbook.23. Jenike, A. W., Flow of Solids in
Bulk Handling Systems. Bull.No. 64, Utah Eng. Exp. Sta., 1954.
24. Jenike, A. W., Better Design forBulk Handling, Chemical Engineering, 61, p. 175, 1954.
25. Leggett, R. F., Clogging of Bituminous Coal in Bunkers. Trans.A.S.M.E., 69, 525, 1947.
26. Wolf, E. F., von Hohenleiten, H.L., Experimental Study of Flowof Coal in Chutes at RiversideGenerating Station, Trans. A.S.-M.E., 67, 585, 1945.