mrp and aggregate planning
DESCRIPTION
Material Requirement PlanningTRANSCRIPT

Material Requirements
Planning (MRP)

MRP
The logic for determining the number of
parts, components, and materials needed
to produce a product.
It also provides a schedule specifying
when each of these materials, parts, and
components should be ordered and
produced

Independent vs. Dependent
Demand
Independent demand Influenced by market conditions, i.e., originates outside the
system (say cars, bicycles, refrigerators, washing machines)
Uncertain
Dependent demand Depends on demand of independent items, i.e., make up
independent demand products
Known
Example: Subassemblies, components parts

Independent vs. Dependent
Demand

Demand Pattern for Independent
versus Dependent Items

Attribute Dependent
Demand
Independent
Demand
Nature of Demand No uncertainty Uncertainty
Goal Meet requirements
exactly
Meet demand for a
targeted service
level
Service Level 100% 100% difficult
Demand
occurrence
Often lumpy Often continuous
Estimation of
demand
By production
planning
By forecasting
How much to
order?
Known with
certainty
Estimate based on
past consumption
Key Differences: Dependent vs. Independent Demand

Material Requirements Planning (MRP)
MRP is a technique that has been employed since the
1940s and 1950s.
Joe Orlicky is known as the Father of MRP
The use and application of MRP grew through the
1970s and 1980s as the power of computer hardware
and software increased.
MRP gradually evolved into a broader system called
manufacturing resource planning (MRP II).

Material Requirements Planning
(MRP) MRP is a computerized inventory system
developed specifically to manage dependent demand items
MRP works backward from the due date using lead times to determine when and how much to order for
Subassemblies, component parts & raw materials

MRP MRP begins with a schedule for finished goods
that is converted into a schedule of requirements
for subassemblies, component parts and raw
materials needed to produce the finished items in
the specified time frame
MRP designed to answer the following questions
• What is needed ?
• How much is needed?
• When is it needed ?

MRP
MRP thus works with finished products, or end items,
and their constituent parts, called lower level items
According to one study, 80% of high performing
manufacturing plants have implemented MRP
MRP works well for assembling complex discrete
products produced in batches
Example: computers, consumer durables, furniture,
watches, trucks, generators, motors, machine tools
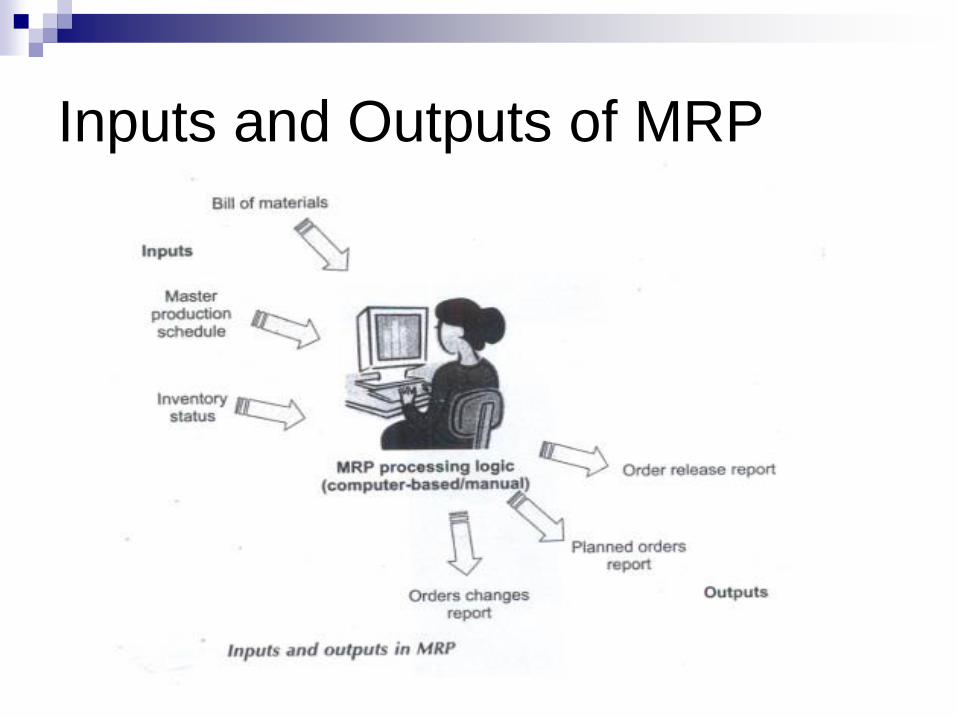
Inputs and Outputs of MRP

MRP MPS
BOM MRP Inventory Records
Planned Order Release
Work Order Purchase order Rescheduling
Notices

Master Production Schedule
A time table that specifies what (end item)
is to be made and when
Time period used for planning is called a
time bucket
MPS shows how many of each individual
item must be completed each period

Aggregate Production Plan and
MPS -- Amplifiers

How does MPS differ from AP-
Motors

Aggregate Production Plan - Cars
Hundai Motors: Month # of Cars
Jan 10,000 Feb 12,000
Mar 8,000
April 11,000
May 7,000

Weeks
of
January
I II III IV Total
Santro 1,200 2,000 2,500 700 6,400
Accent 700 950 1,300 250 3,200
Sonata 100 50 200 50 400
2,000 3,000 4,000 1,000 10,000
MASTER PRODUCTION SCHEDULE

1. Master Production Schedule
(MPS)
Master production schedule states
which end items are to be produced, when
these are needed, and in what quantities.
• Example: A master schedule for end item
X:
Comes from: customer orders, forecasts and orders from
warehouses to build up seasonal inventories, and
interplant transfers

2. Bill of Materials (BOM)
A document that lists the components, their description,
sequence in which the product is created and the
quantity of each required to make one unit of a product
Thus relationship between end items and lower level
items is described by the BOM
It depicts exactly how a firm makes the item in the
master schedule
Extremely important to have BOM correct to have
accurate material estimates

2. Bill of Materials (BOM)
The BOM file is often called the product
structure file or product tree because it
shows how a product is put together

Assembly Diagram & Product
Structure Tree

Product Structure Tree of
Sub-Assembly

Product Structure Tree of Product
X With Levels
Visual description of the requirements in a bill of materials, where all components are listed by levels
(Highest)
(Lowest)

Indented Parts List for Meter A and Meter B
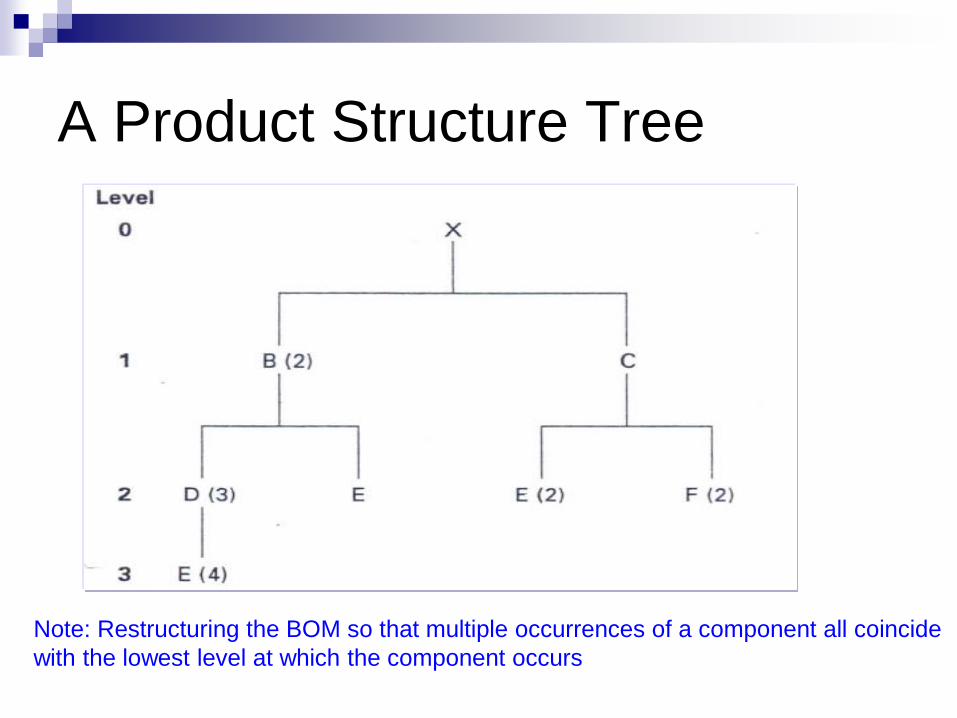
A Product Structure Tree
Note: Restructuring the BOM so that multiple occurrences of a component all coincide
with the lowest level at which the component occurs

BOM & Product Structure Tree (An
Example)

Partial Bill
of Materials for a Bicycle

3. Inventory Record
Third input in MRP
It tells us about the status of inventory of an item
at present, or in a given interval of time in the
coming future
On hand
On Order (scheduled receipt)
Lead time
Lot size
Code

Outputs of MRP
(Primary Reports) Planned order receipt – A schedule indicating the
quantity that is planned to arrive at the beginning of a period
Planned Order release – Authorizes the execution of planned orders (work order + purchase order). To determine planned order release, count backward from the planned order receipt using the lead time
Order changes report – Changes to planned order, including revisions for due dates or order quantities and cancellation of orders

Outputs of MRP
(Secondary Reports)
Performance control report – evaluate
system performance, deviations from
plans, missed deliveries, and stock outs
Exception reports – attention to major
discrepancies such as late and overdue
orders, requirements for non-existence
parts, reporting errors

MRP Terminologies
Gross Requirements: Total demand for an item during each time period. For end items, these quantities are shown in the master production schedule For components, these quantities are derived from the planned
order releases of their immediate parents
Scheduled Receipts: Orders that have been released and scheduled to be received from vendors by the beginning of a period
Projected On-Hand: The expected amount of inventory that will be on hand at the beginning of each time period (SR + Avl inv from last period)

MRP Terminologies
Net requirements: The actual amount needed in each time period
Planned Order Receipts: The quantity expected to be received from a vendor or in-house shop at the beginning of the period in which it is shown. It is the amount of an order that is required to meet a net requirement in the period. Under lot-for-lot ordering, this quantity will equal net requirements.
Under lot-size ordering, this quantity may exceed net requirements. Any excess is added to available inventory in the next time period.

MRP Terminologies
Planned Order Release: Indicates a
planned amount to order in the beginning
of each time period; equals planned-order
receipts offset by lead time.

Format of MRP
Week Number 0 1 2 3 4 5 6 7 8
Item:
Gross requirements
Scheduled receipts
Projected on hand
Net requirements
Planned-order
receipts
Planned-order
releases

MRP Explosion
The MRP process of determining
requirements for lower level items
(subassemblies, components, raw
materials) based on the master production
schedule

Planned Order Report
PERIOD
ITEM 1 2 3 4 5
A X1 X2 X3
B Y1 Y2
C Z1 Z2 Z3

Lot Sizing in MRP Systems
Lot-for-Lot (L4L)
Sets planned orders to exactly match the net requirements. Eliminates holding costs
Economic order quantity (EOQ)
Balances setup and holding costs

Lot Sizing in MRP Systems
Least total cost (LTC)
Balances carrying cost and setup cost for various lot sizes, and selects the one where they are most nearly equal
Least unit cost (LUC)
Adds ordering and inventory carrying costs for each trial lot size and divides by number of units in each lot size, picking the lot size with the lowest unit cost
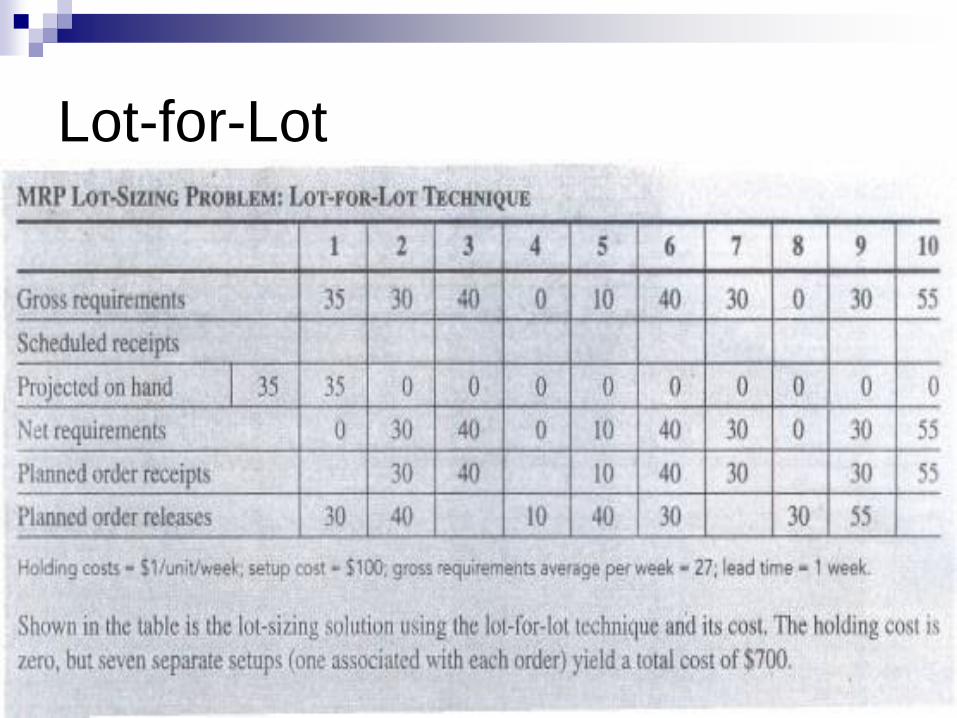
Lot-for-Lot

MRP and Capacity Planning
MRP , as it was originally introduced, considered
only materials. MRP does not compare the
planned orders to the available capacity. Most
MRP plans assume infinite loading; that is an
infinite amount of capacity is available, which is
not realistic. Individual machines or work
centres may have capacity shortages and
backlogs of work to be completed
We therefore need capacity planning.

Two Approaches to Capacity
Planning Rough-cut capacity planning
Uses the MPS (end item) as the source of product
demand information
Capacity determination at critical work centres
Capacity Requirement Planning
Completed at the component level rather than at the
end item level
Uses planned order release from MRP
Capacity determination at all work centres

Focused on critical
work centres

Rough-Cut Capacity and CRP

Capacity Requirements
Planning (CRP)
CRP determines if all the work centres
involved have the capacity to implement
the MRP plan.
A load profile compares weekly loads
needs against a profile of actual capacity.



CAPACITY REQUIREMENT PLANNING



Workload for a Work Center

Capacity
Work center Effective Capacity/week (2 machines):
(# machines)×(# shifts)× (# of hours/shift)× (# days/week)×
(utilization)×(efficiency)
Utilization: Time working / Time available
Efficiency: Actual output / standard output
Load: Standard hours of work assigned to a production facility
Load % = (Load / Capacity)×100%

Scheduled Workload for a Work
Center
161.5
137.8
190.3
128.8
2m/c * 2 shifts/day * 10 hours/shift * 5 days/week * 85%(m/c Util) * 0.95 (m/c efficiency) =161.5 hrs/week

Capacity Levelling
Work Overtime
Selecting an alternative work center
Subcontract
Scheduling part of work of week 11 into
week 10
Renegotiate due date

Safety Stock
It would seem that an MRP inventory system should not require
safety stock. Practically, however, there may be exceptions.
Typically SS built-into projected on-hand inventory
Why is safety stock necessary?
Two types of uncertainties are prevalent
A. The quantity of components received (soln: SS)
I. Poor quality may result in quantity loss
II. Reliability in supplier may result in quantity uncertainty
B. Timing of the receipts (solution: safety time)
A. Machine breakdowns, fluctuations in staffing

Updating MRP Schedules
Updating MRP schedule is required because
Customers may cancel or amend order
Suppliers could default on supply
Unexpected disruptions in manufacturing
Two techniques of updating
Regeneration, i.e., re plan the whole system (run MRP from scratch, updated periodically, 100% replacement of the existing information)
Net change
Instead of running the entire MRP system, schedules of components pertaining to portions where changes have happened are updated.
Applies to sub-set of data as opposed to regeneration

MRP Dynamics - System
Nervousness MRP systems work best under conditions of reasonable
stability
Frequent changes in an MRP system leads to major
changes in the order profiles for lower level
subassemblies or components creating havoc for
purchasing and production departments. This is called
system nervousness Tool helpful in reducing system
nervousness
Time fences

Freezing the Master Schedule

Time Fences in MPS
Period
“frozen”
(firm or
fixed)
“slushy”
somewhat
firm
“liquid”
(open)
1 2 3 4 5 6 7 8 9
Time Fences divide a scheduling time horizon into three
sections or phases, referred as frozen, slushy, and liquid.
Strict adherence to time fence policies and rules.

Pegging
Tracing upward in the BOM from the
component to the parent item. By pegging
upward, the production planner can
determine the cause for the requirement
and make a judgement about the
necessary for a change in schedule

Reduction in inventory
Increased customer satisfaction due to
meeting delivery schedules
Faster response to market changes
Improved labor & equipment utilization
Better inventory planning & scheduling
MRP Benefits

Benefits of MRP
Ability to easily determine inventory
usage by backflushing
Back flushing: Exploding an end item’s
bill of materials to determine the
quantities of the components that were
used to make the item.

MRP – Problems Encountered
Data integrity is low
Not frequent updates of databases when
changes takes place
Uncertainties related to lead time and
quantity delivered

Requirements of Successful
MRP System
Computer and necessary software
Accurate and up-to-date
Master schedules
Bills of materials
Inventory records
User knowledge
Management support

Evolved from MRP in 1980s
Didn’t replace or improve MRP. Rather expanded the scope
to include capacity requirements planning and to involve
other functional areas of the organization:
Purchasing, Manufacturing, Marketing, Finance,
Logistics
MRP II employed common database and an integrated
platform where sales, inventory, purchasing transactions
were updated in both inventory and accounting applications
Manufacturing Resource Planning
(MRP II)

Market
Demand
Production
plan
Problems?
Rough-cut
capacity planning
Yes No Yes No
Finance
Marketing
Manufacturing
Adjust
production plan
Master
production schedule
MRP
Capacity
planning
Problems? Requirements
schedules
Ad
just
maste
r sch
ed
ule
An Overview of MRP II


Planning Level and Activities

Planning Stages in Operation

Aggregate planning is a big picture approach to production plan to meet the demand throughout the year or so.
It is not concerned with individual products, but with a single aggregate product representing all products.
For example, in a TV manufacturing plant, the aggregate planning does not go into all models and sizes. It only deals with a single representative aggregate TV.
All models are lumped together and represent a single
product; hence the term aggregate planning.
Aggregate Planning
What does Aggregate Mean?
Overall terms Product families or product lines rather than individual
products, thus the term aggregate
In other words, one “collapses” a multi-product firm to
a single-product firm, the “product” being aggregate
units of production
Big picture approach to planning
Aggregate, for example # bicycles to be produced,
but would not identify bicycles by colour, size, type
etc.

How does MPS differ from AP

Aggregation (Example)
Suppose a bicycle manufacturer makes three models (Standard,
Deluxe, Sports)
Time: Standard: 30 m/c hours, Deluxe: 60 m/c hours, Sports: 90 m/c
hours
Thus manufacturing 1 deluxe model is equivalent to manufacturing 2
standard models. 1 sports model is equivalent to manufacturing 3
standard models from resource consumption perspective
Thus a monthly demand of 1000 standard cycles, 500 deluxe, and
250 sports can be aggregated as 2750 standard models on the
basis of machine hours

Identifying Aggregate Units of
Production Product
Family
Material cost/
Unit (Rs)
Revenue /
unit (Rs)
Prodn. Time
/unit
(includes
setup time)
% share of
units sold
A 15 54 5.76 10
B 7 30 3.04 25
C 9 39 3.88 20
D 12 49 5.00 10
E 9 36 3.66 20
F 13 48 4.37 15
Material cost / aggregate unit = 15*0.10+7*0.25+9*0.20+12*0.10+9*0.20+13*0.15 = Rs 10
Revenue / aggregate unit = 54*0.10+30*0.25+39*0.20+49*0.10+36*0.20+48*0.15 = Rs 40
Production time / agg. unit = 5.76*0.1+3.04*.25+3.88*0.20+5*0.1+3.66*0.20+4.37*0.15 = 4 hrs

Why Aggregate Planning?
A plan for orderly and systematic change
of production capacity to meet peaks and
valleys of expected customer demand
Getting the most output for the amount of
resources available, which is important in
times of scarce production resources

Why Aggregate Planning?
Provides for fully loaded facilities, thus
minimizing
Overloading and under loading
Minimizing cost over the planning period
Adequate production capacity to meet
expected aggregate demand
Optimize balance between demand and
supply

Steps in Aggregate Planning
1. Begin with sales forecast for each product that
indicates the quantities to be sold in each time
period (usually months, or quarters) over the
planning horizon (3-18 months)
2. Total all the individual product or service
forecast into one aggregate demand.

Steps in Aggregate Planning
3. Determine capacities (regular time, OT,
subcontracting) for each period
4. Determine unit costs for regular time, OT,
subcontracting, holding inventories, back
orders, layoffs etc.
5. Identify company policy (chase, level, mixed)

Steps in Aggregate Planning
6. Develop alternative plans and compute
cost for each
7. Select the best alternative that satisfies
company’s objectives

Strategies for Meeting Demand
Proactive
Alter demand to match capacity
Reactive
Alter capacity to match demand
Mixed
Some of each

Strategies for Meeting Demand
Proactive strategies
Influencing Demand
Offer discounts and promotions
Increase advertising in slack periods
Counter seasonal products
Lawnmowers (summer) and snow-blowers (winter)

Strategies for Meeting Demand
Reactive Strategies
Changing inventory levels
Vary workforce size (hiring and lay-off)
Varying shifts
Varying working hours
Varying production through overtime or idle time
Subcontracting

Inputs and Costs in AP
Decision Variable Costs
Varying work force size Hiring, training, firing costs
Using Overtime Overtime costs
Varying inventory levels Holding costs
Accepting back orders Back order costs
Subcontracting others Subcontracting costs

Outputs of Aggregate Planning
Total cost of a plan
Projected levels of
Inventory held
Output from
Regular time, overtime, subcontracting
Employment

Graphical Method
Popular technique
Easy to understand and use
Trial-and-error approaches that do not guarantee an optimal solution
Require only limited computations

Graphical Method Month Expected
Demand
Production
Days
Demand /
day
Avg. daily
demand
Jan 900 22 41 50
Feb 700 18 39 50
March 800 21 38 50
April 1200 21 57 50
May 1500 22 68 50
June 1100 20 55 50
6,200 124

Graphical Method
Note: Forecast differs from average demand

Aggregate Planning Techniques
Two pure forms of aggregate planning strategies
Level Production
Maintain constant workforce and adjust inventory
Chase Demand
Hiring and Firing people

Aggregate Planning Techniques
Mixed Strategy
Combination of
Overtime, under time, & subcontracting
Part Time employees
Hiring and firing
Inventory
Backordering
Note: When one alternative: Pure Strategy
When two or more are selected: Mixed strategies

Level Production Strategy
It is an aggregate planning in which monthly production
is uniform
Requires no overtime, no change in work force levels,
and no subcontracting
Toyota and Nissan follow this strategy
Finished goods inventory go up or down to buffer the
difference between demand and production

Level Production Strategy

LEVEL PRODUCTION STRATEGY
Assume begin inventory: 2000

Chase Production Strategy
It attempts to achieve output rates that match demand
forecast for that period.
This strategy can be accomplished by:
Vary workforce levels (hiring and firing)
Service businesses use because they don’t have the
option to build inventory of their product

Chase Production Strategy

CHASE DEMAND STRATEGY

Chase vs. Level
Chase Approach
Advantages
Investment in inventory
is low
Labor utilization in high
Disadvantages
The cost of adjusting
output rates and/or
workforce levels
Level Approach
Advantages
Stable output rates and
workforce
Disadvantages
Greater inventory costs
Increased overtime and
idle time
Resource utilizations vary
over time

Mixed Strategy
For most firms, neither a chase strategy
nor a level strategy is likely to prove ideal,
so a combination of options must be
achieved to meet demand and minimize
cost
More complex than pure ones but typically
yield a better strategy

OVERTIME & SUBCONTRACTING

Linear Programming
Approaches to AP
Finds minimum cost solution related to
regular labour time, overtime,
subcontracting, caring inventory, and costs
associated with changing the size of
workforce

Mathematical Techniques to
Aggregate Planning
Linear Programming
Optimal solutions
Cost minimization
Profit maximization
Appropriate when cost and variable
relationships are linear
Application in industry limited

Transportation Method in AP

Transportation Method in AP

Transportation Method
(An Example)

Total Costs
Period Demand Regular
Production
Overtime Subcontract End
Inventory
1 900 1000 100 0 500
2 1500 1200 150 250 600
3 1600 1300 200 500 1000
4 3000 1300 200 500 0
Total 7000 4800 650 1250 2100
Total Cost: 4800×$20+650×$25+1250×$28+2100×$3 = $153,550

Transportation Method
(Second Example – Prob 7)

Transportation Method: Cost of
Plan Period 1: 50($0)+300($50)+50($65)+50($80)=$22,250
Period 2: 400($50)+50($65)+100($80)=$31,250
Period 3: 50($81)+450($50)+50($65)+200($80)=$45,800
Total Cost: $99,300

Simulation Models in AP
Development of computerized model under variety of conditions to find reasonably acceptable solutions
Advantages Lends itself to problems that are difficult to solve
mathematically
Experimenting system behaviour without any risk
Compresses time to understand system
Understand system behaviour under wide range of conditions

Simulation Models in AP
Limitations
Simulation does not produce optimal
solutions, it merely indicates approximate
behaviour for a set of inputs
Simulations are based on models, and
models are only approximation of reality

Summary of Aggregate
Planning Techniques
Technique Solution
Approach
Characteristics
Spreadsheet Heuristic (trial and
error)
Intuitively appealing,
easy to understand,
solution not optimal
Linear Programming Optimizing Computerized
Simulation Heuristic (trial and
error)
Computerized
models can be
examined under
various scenarios