manual polietileno gas
TRANSCRIPT
Tubosistemas para Conducción de Gas
M A N U A L T E C N I C O

Tubosistemas para Conducción de Gas PAVCO
Indice General
Introducción ............................................................................................................. 4
Aspectos Básicos .................................................................................................... 5Generalidades ........................................................................................................... 5
Ventajas de los Tubosistemas PAVCO para Conducción de Gas ........................ 6Ventajas ..................................................................................................................... 6Beneficios .................................................................................................................. 6Especificaciones........................................................................................................ 6Resistencia Química .................................................................................................. 7
Propiedades y Características del Polietileno de Media Densidad (PEMD) ....... 8Materia Prima ............................................................................................................. 8Producto Terminado .................................................................................................. 8Control de Calidad..................................................................................................... 8Marcación e Identificación de los Tubos ................................................................... 8¿Qué es RDE? ........................................................................................................... 9Tuberías PAVCO Gas - Pulgadas .............................................................................. 9Accesorios para Termofusión Tipo (Socket - Tope) .................................................. 10Tuberías PAVCO Gas - Milímetros ............................................................................. 11Accesorios para Electrofusión ................................................................................... 11
Transporte y Almacenamiento ................................................................................ 12Transporte .................................................................................................................. 12Almacenamiento ........................................................................................................ 12
Instalación de las Tuberías PAVCO Gas ................................................................ 13Excavación ................................................................................................................ 13
Uniones por Termofusión y Electrofusiónpara Tuberías PAVCO Gas de Media Densidad ...................................................... 14
TERMOFUSION ..................................................................................................... 14Condiciones Básicas a Tener en Cuenta .................................................................. 14Termofusión en Condiciones Ambientales Adversas Abajo de 8oC .......................... 14Procedimiento General para Uniones a Tope por Termofusión .................................. 15Herramientas Necesarias .......................................................................................... 15Preparación................................................................................................................ 15Ciclo Genérico de Unión a Tope con Tuberías PAVCO-GAS .................................... 15Operación .................................................................................................................. 16Ensayos en Obra para Uniónes a Tope por Termofusión (Calificación) .................... 16Uniones a Tope, Errores Usuales .............................................................................. 17Uniones a Tope, Bien Realizadas ............................................................................. 17
Procedimiento General para Uniones a Socket por Termofusión ....................... 18Herramientas Necesarias .......................................................................................... 18Preparación ............................................................................................................... 18Operación .................................................................................................................. 18Ensayos en Obra para Uniónes a Socket por Termofusión (Calificación) ................. 19Uniones a Socket, Errores Usuales ........................................................................... 20Uniones a Socket, Bien Realizadas ........................................................................... 20

Procedimiento General para Uniones con Silla por Termofusión ....................... 21Herramientas Necesarias .......................................................................................... 21Preparación................................................................................................................ 21Operación .................................................................................................................. 21Ciclo Genérico de Unión a Tope con Tuberías PAVCO-GAS .................................... 22Ensayos en Obra para Uniones con Silla por Termofusión (Calificación) ................. 22Uniones con Silla, Errores Usuales ........................................................................... 23Uniones con Silla, Bien Realizadas ........................................................................... 23
Barras para el Corte de Flujo ................................................................................. 24Procedimiento ............................................................................................................ 24
ELECTROFUSION ................................................................................................. 25Generalidades ........................................................................................................... 25Clásica ....................................................................................................................... 25Inteligente .................................................................................................................. 25
Instrucciones para Uniones por Electrofusión ..................................................... 25Medidas de Seguridad .............................................................................................. 25
Electrofusión a Socket ............................................................................................ 25Herramientas Necesarias .......................................................................................... 25Preparación ............................................................................................................... 26Operación .................................................................................................................. 26Etapas de Unión ........................................................................................................ 26Posibles Inconvenientes ............................................................................................ 27Enfriamiento ............................................................................................................... 27Inspección ................................................................................................................. 27Ensayo en Obra para Uniones por Electrofusión a Socket (Calificación) ................. 27
Electrofusión con Silla ............................................................................................ 28Herramientas Necesarias .......................................................................................... 28Preparación ............................................................................................................... 28Posicionamiento Correcto .......................................................................................... 28Operación .................................................................................................................. 28Ensayo en Obra para Uniones por Electrofusión con Silla (Calificación) ................. 29
Prueba Neumática de Fuga en la Red .................................................................... 29Prueba Neumática Final de Hermeticidad................................................................. 29
Prueba de Redes ...................................................................................................... 30

Este documento es una guía para el per-sonal dedicado a la instalación de lasTuberías de Polietileno y Accesorios paraGas PAVCO-GAS que cuentan con el sellode calidad Icontec.
Cuando compra el sistema de TuberíasPAVCO-GAS usted logra productos deexcelente calidad fabricados bajoestrictas especificaciones, cumpliendocon la Norma Técnica Colombiana #1746aprobada por el Organismo Nacional deNormalización (Instituto ColombianoNacional de Normas Técnicas -ICONTEC).
PAVCO utilizará ésta información comoparte integral del curso de capacitaciónen instalaciones de Tuberías dePolietileno para Gas PAVCO-GAS.
Los parámetros de diseño, ejecución deobra y manejo de materiales son deresponsabilidad exclusiva del contratista.

5
Aspectos Básicos
1. ¿QUE ES GAS COMBUSTIBLE?Es un fluído de alto poder calorífico.
2. USOSDoméstico, Comercial e Industrial
3. CLASES DE GAS A UTILIZAR CO-MUNMENTE CON LAS TUBERIASPAVCO - GAS
a. Gas licuado del petróleo ( GLP )Mezcla de diferentes hidrocarburoscomo propano, polipropileno, isobutanoy otros.
b. Gas Natural ( GN )Mezcla de hidrocarburos gaseososcon predominio del Metano y conteni-dos menores de Etano y Propano.
4. PESO MOLECULARPropano o GLP C3H8 44.097*Metano o GN CH4 16.043*Oxígeno O2 31.999**Unidades de masa atómica
5. TRANSPORTE Y DISTRIBUCIONEl GLP se transporta y distribuye entanques mientras que el GN lo hace através de un sistema de tuberíasllamadas gasoducto.
6. PODER CALORIFICOA condiciones standard(15.5°C y 1.013 mbar)Gas natural 39.081 Kj/m3
GLP 93,996 Kj/m3
Presión:(Unidad de medida) Es la fuerza que se ejer-ce por unidad de área sobre una superfi-cie. Unidad para medir la presión el Pascal(Pa) o el Bar.
Presión de Operación:Es la presión máxima a la cual el sistemade gas puede ser operado.
Presión de Prueba:Es la presión máxima a la cual se somete laTubería para verificar la hermeticidad delsistema.
Presión de Servicio:Es la presión media de alimentación de com-bustible a la instalación.
Baja Presión:Es la presión manométrica inferior a 68.9mbar ( 1 psig )
Odorizante:Sustancia química como el Mercaptano quedebe ser mezclada con el gas domiciliariopara ser fácilmente detectada por su oloren caso de escape.
Línea Arteria:Conjunto de tuberías de distribución urba-na que conduce el gas desde la estaciónreguladora hasta los anillos.
Anillo:Tubería “que conduce” el gas desde una lí-nea arteria a una zona habitada, a la cualse conectan las acometidas para el consu-mo final.
Acometida:Es el conjunto de Tuberías, equipos, yaccesorios requeridos para la entrega degas de uno o varios usuarios, desde la redde distribución hasta el medidor inclusive.
Estación Reguladora:Lugar donde se reduce la presión de sumi-nistro de gas controlándola y manteniéndo-la uniforme.
Válvula:Elemento que se utiliza para bloquear o darpaso al flujo de gas que va por la línea,mediante un giro de 90 grados del maneral.
Medidor de Gas:Instrumento que mide el volumen del gassuministrado.
Fórmula de Mullerque Determina el Flujo de Gas
Como la Tubería de polietileno PAVCO GAS es muy lisa internamente, ofrece pocaresistencia al flujo de gas.
La fórmula de Muller es utilizada para calcular la velocidad del flujo de gas a través de laTubería de Polietileno PAVCO GAS.
Esta fórmula es utilizada para instalaciones con presiones superiores a 70 milibar o 1 psi:
Donde:
Qh = Rata de Flujo de gas ( pie cúbico estándar por hora )
G = Gravedad específica de gas ( aire=1.0 gas natural=0.65 )
P1 = Presión a la entrada de la Tubería (psi)
P2 = Presión a la salida de la Tubería (psi)
L = Longitud de la Tubería (pies)
D = Diámetro interno de la Tubería (pulgadas)
Generalidades
Qh=2826
G 0.425P12 - P22
L( ) 0.575
X D 2.725
Conversiones deTemperatura ºC a ºF
Fórmula: C=5/9 (F-32)F= 9/5 C+32

VentajasLas Tuberías y Accesorios PAVCO GAS es-tán fabricadas para la conducción de ga-ses combustibles como gas natural y gaspropano.
Además de las ventajas propias de las Tu-berías PAVCO a saber:
• Resistencia a la corrosión.• Resistencia a la electrólisis.• Paredes lisas.• Pérdidas mínimas por fricción.• Resistencia a la rotura.• Peso liviano.• Resistencia a los productos químicos.• Economía.• Fácil transporte.• Ausencia de toxicidad y olor.• Fácil manejo e instalación.
BeneficiosCalidad y Servicio:PAVCO con más de 40 años en el mercadose ha destacado como la Compañía conmás experiencia en la fabricación de Tube-rías. Con sus dos plantas de producciónvela por el constante suministro y calidadde sus productos en el mercado.
Peso Liviano:La Tubería PAVCO GAS es muy liviana, portal motivo la ingeniería de construcción de suobra, se beneficia en el transporte, cargue ydescargue como en la misma instalación.
Durabilidad:Las Tuberías PAVCO GAS, se producen conresinas vírgenes. De esta manera se garan-tiza un producto de gran calidad y de largavida útil.
Resistencia Mecánica:Nuestras Tuberías responden a los reque-rimientos físicos como resistencia a la pre-sión interna, externa e impacto.
TABLA DE EQUIVALENCIAS DE PRESION POR UNIDAD DE AREA
Kg/Cm2
1
KPaPsi
Lb/in2mm.Mercurio
mm. HgPulg Mercurio
In. HgPulg Agua
In. H2OAtmósferas
Atm Milibares Bares
98.06650 14.22334 735.561 28.0501 393.712 0.9678411 980.6650 0.980
Ventajas de los Tubosistemas PAVCOpara la Conducción de Gas
Resistencia a la Degradación:El compuesto para la fabricación de las Tu-berías PAVCO GAS, contiene aditivos quele protegen de la degradación producidapor los rayos ultravioleta (U-V).
Flexibilidad:Las Tuberías PAVCO GAS, además de serresistentes, ofrecen gran flexibilidad que lashace aptas para el trabajo en obra.Adicionalmente brindan facilidad y econo-mía en la instalación.
Compatibilidad:El sistema de Tuberías PAVCO GAS, se fa-brica para poder acoplarse por termofusióny electrofusión manual o con elementosmecánicos.
Economía:El buen comportamiento a largo plazo delas Tuberías PAVCO GAS, las convierte enuna alternativa económica, reduciendo loscostos de mantenimiento al mínimo.Adicionalmente a la hora de realizar estu-dios económicos sobre la ingeniería de di-seño de su proyecto, usted va a encontrarconsiderables ahorros en mano de obra.
Normatividad:PAVCO, una vez más, establece las más al-tas normas que convierten la línea dePolietileno - GAS en un producto de exce-lente calidad. A continuación se indican lasmás importantes.
EspecificacionesMateria Prima:Polietileno de media densidad.La densidad de las resinas se rige por laNorma Técnica Colombiana 1746 y la Nor-ma Internacional ASTM 1248, ASTM 3350y cumple recomendaciones del Plastic PipeInstitute (P.P.I.)
Dimensiones y Tolerancias:Las especificaciones en cuanto a dimensio-nes y tolerancias, se rige por la Norma Téc-
nica Colombiana 1746 en lo referente a:1. Diámetro exterior.2. Espesor de pared.3. Variación del espesor de pared.
Presión de Rotura:Las presiones mínimas de rotura de las Tu-berías de Polietileno, serán las de la tablade acuerdo a la Norma Técnica Colombia-na 1746.
Resistencia Química:De acuerdo a la Norma Técnica Colombia-na 1746, los Tubos sometidos al ensayo deresistencia química, no deberán presentarun incremento en su masa mayor del 0.5%.Además pueden ser sometidos con exce-lentes resultados a la mayoría de los agen-tes químicos típicamente encontrados enla conducción y el manejo del gas.
Agrietamiento Ambiental:Basados en la Norma Técnica Colombiana1746, no deberán presentarse pérdidas depresión en los Tubos, cuando se efectúe elensayo de esfuerzo de agrietamiento am-biental.
Presión Nominal de Trabajo:Se recomienda en sistemas de distribuciónde gas natural, las siguientes presiones:
• Tubería PresiónRDE 9 75 PSI / RDE 11 60 PSI
• Donde: RDE es la relación “diámetro -espesor” y la presión es dada en PSI.Esta presión esta determinada con unatemperatura de 23ºC (73.4ºF)
6

ACIDO ACETICO (10%)
ACIDO ACETICO (100%)
ACETONA
ALCOHOLES ALIFATICOS
ESTERES ALIFATICOS
AMONIACO (SECO Y ACUOSO)
AMINAS AROMATICAS
HIDROCARBUROS AROMATICOS
BENZENO
ACIDO BORICO
FLUIDO DE FRENOS
SALMUERA
BROMO (LIQUIDO)
ACETATO BUTILICO
ALCOHOL BUTILICO
CLORURO DE CALCIO
ACIDO CARBONICO
CLORUROS DE SODIO,
POTASIO Y MAGNESIO
CLOROBENZANO
ACIDO CITRICO
CICLOHEXANO
DETERGENTES SINTETICOS
DESTROSA
DEXTRINA
DIBUTIL FTALANO
ACEITE DIESEL
EMULSIFICACIONES
(En todas sus concentraciones)
ALCOHOL ETILICO
CLORURO DE ETILENO
GLICOL ETILENO
ACIDOS GRASOS
FERTILIZANTES (LIQUIDOS)
FLUOR
ACIDO FLOCILISICO (40%)
FORMALDEHIDO (40%)
ACIDO FORMICO
(En todas sus concentraciones)
E= EXCELENTE B= BUENO R= REGULAR NR: NO RECOMENDABLE I= INFORMACION NO COMPLETA
Químicos 73ºF 140ºF Químicos 73ºF 140ºF Químicos 73ºF 140ºF
E
B
B
B
NR
E
E
NR
NR
E
B,R
E
NR
NR
B
E
E
E
NR
E
NR
R
E
E
B
B
R
E,R
NR
B
B,R
E
NR
E
E
E
Resistencia QuímicaEl comportamiento de la Tubería PAVCO GAS, en presencia de elementos químicos está dado en la siguiente tabla. Esta información debeutilizarse SOLO COMO GUIA.
E
NR
I
B
NR
E
I
NR
NR
E
NR,R
E
NR
NR
B
E
E
E
NR
E
NR
R
E
E
B,NR
NR
R
E,R
NR
B
B,R
E
NR
E
E
E
GASOLINA
GLICERINA (GLICOL)
GLICOL
HEPTANO
HEXAMINA(EN SOLUCION H2O)
ACIDO HIDROCARBONICO (50%)
ACIDO HIDROCABONICO
(En todas sus concentraciones)
PEROXIDO DE HIDROGENO (30%)
PEROXIDO DE HIDROGENO (100%)
TINTAS
ISO OCTANO
ISOPROPANOL
QUETONAS
LATEX
ACIDO MALEICO
(En todas sus concentraciones)
ACIDO MALEICO (50%)
CLORURO MERCURIO
Y MERCUROSO
MERCURIO (AZOGUE)
ALCOHOL METILICO
GLICOL METILICO
ACEITES MINERALES
NAFTA
SALES DE NIQUEL
ACIDO NITRICO (25%)
ACIDO NITRICO (100%)
GASES NITROGENADOS
ACEITES VEGETALES Y ANIMALES
ACIDO OLEICO
ACIDO OXALICO
PARAFINA
CERA DE PARAFINA
ACIDO PERCLORICO (20%)
ACIDO PERCLORICO (70%)
FOSFATOS
ACIDO FOSFORICO (50%)
ACIDO FOSFORICO (95%)
B
E
E
NR
B
E
E
E
E
E
NR
E
NR
E
E
E
E
E
E,R
E
B
B
E
E
NR
E
B,R
B,R
E
B
E
E
E
E
E
E
NR
E
E
NR
B
E
E
NR
NR
E
NR
E
NR
E
E
E
E
E
E,R
E
NR
NR
E
-
NR
E
NR.R
B,R
E
NR
NR
E
NR
E
E
NR
ACIDO PICRICO 1% AGUA
CLORATO DE POTASIO
CLORURO DE POTASIO
HIDROXIDO DE POTASIO (30%)
PERMANGANATO DE POTASIO
AGUA DE MAR
ACEITES DE SILICON
JABONES
CARBONATO DE SODIO
CLORURO DE SODIO
HIDROXIDO DE SODIO (30%)
HIPOCLORITO DE SODIO
NITRATO DE SODIO
SILICATO DE SODIO
SULFATO DE SODIO
SULFATOS DE:
AMONIO
CALCIO
COBRE (CUPRICO)
COBRE (CUPROSO)
HIERRO (FERRICO)
HIERRO (FERROSO)
MAGNESIO
NIQUEL
POTASIO
SODIO
SULFITOS
AZUFRE (COLOIDAL)
DIOXIDO DE AZUFRE
(Húmedo o Seco)
ACIDO SULFURICO (10%)
ACIDO SULFURICO (98%)
ACIDO TASICO
AGUARRAS
ACEITES VEGETALES
AGUA (SUAVE O DURA)
OXIDO DE ZINC
ACIDO SULFURICO (50%)
E
E
E
E
E
E
B,R
ER
E
E
E
E
E
E
E
E
E
E
E
E
E
E
E
E
E
E
E
E
E
NR
E
NR
NR,R
E
E
E
NR
E
E
E
E
E
B,R
ER
E
E
E
E
E
E
E
E
E
E
E
E
E
E
E
E
E
E
E
E
E
NR
E
NR
NR,R
E
E
E
7

Materia PrimaMateria prima polietileno de media densidad color amarillo que cum-ple con la Norma Técnica Colombiana 1746. El sistema de TuberíasPAVCO GAS de media densidad (PE 80) ha sido desarrollado paraser utilizado con accesorios de termofusión y electrofusión .
METODOS DE ENSAYOPARA TUBERIAS DE POLIETILENO GAS
Características
Densidad
Indice de Fluidéz
Valor Métodos de Ensayo
0.939 - 0.941 gr/cm3
0.20 gr / 10 min
ASTM D - 1505
ASTM D - 1238
Propiedades y Característicasdel Polietileno de Media Densidad (PEMD)
POLIETILENO: Es un polímero obtenido por polimeración del etileno.POLIMERIZACION: Proceso de unir “n” veces la molécula del etileno.
METODOS DE ENSAYOPARA TUBERIAS DE POLIETILENO
Características
Dimensiones y Tolerancia
Resistencia Química
Presión Sostenida
Presión Hidrostática Mínima de Rotura
Resistencia aparente a la tensión en el puntode cedencia
Métodos de Ensayo
NTC 3358
ASTM D 543
NTC 3578
NTC 3579
ASTM D 229
NOTA: La Norma Técnica Colombiana 1746 agrupa todos losensayos anteriormente enunciados.
Producto Terminado
Control de CalidadContamos con el mejor equipo humano y técnico para lograr un estricto control de calidad garantizando un producto de inmejorablesespecificaciones.
1. EQUIPO DE TRACCIONY ELONGACION
2. EQUIPO PARA HACERPRUEBAS DE PRESION
HIDROSTATICA
3. EQUIPO PARADETERMINAR LA DENSIDAD
4. EQUIPO PARADETERMINAR EL INDICE
DE FLUIDEZ
Marcación e Identificación de los Tubos
Planta BodegaAño, Mes, Día,
Turno, Nº, Máquina
DiámetroNominal
RelaciónDiámetro Espesor
Referencia
Licencia
Uso
NormaNacional
Material
EmpresaFabricante
Origen
Pavco Ind.Colombiana
PE 2406 MediaDensidad
Lote4”RDE 11-114mm0240208001Lic 1329GasNTC 1746
8

¿Que es RDE?
Cuando se empezaron a producir las primeras Tuberías PVC en elmundo, las únicas normas que se conocían eran las de tuberíasmetálicas, clasificadas por calibres: Vgr.calibre 40 o calibre 80, etc. ylógicamente las Tuberías de PVC que salieron al mercado veníanclasificadas en la misma forma y con los mismos espesores de pared.
Posteriormente, los productores reconocieron que el sistema de calibrespara los diámetros pequeños está basado en la profundidad de larosca. Además, en ese sistema la presión de trabajo permitida,disminuye a medida que aumenta el diámetro de la tubería.
Estos dos factores impulsaron a los productores, junto con los institutosde normalización, a crear una base de diseño, más racional para lasTuberías de PVC y POLIETILENO.
Como resultado, se obtuvo una norma basada en la relación entrediámetro del tubo y el espesor de la pared, conocida con el nombre dela RDE.
La presión de diseño para la Tubería de Polietileno está determinadapor las siguientes fórmulas y sujeta a las siguientes limitaciones:
1. La presión de Diseño para Tubería de Polietileno usada en sistemasde distribución no debe exceder de 100 psi.
2. No se podrán utilizar Tuberías de Polietileno donde existan
Donde:P: Presión de diseño en PSI.
S: Base de diseño Hidrostático en psi a 73.4ºF, 1250 psi paraTubería de Polietileno PE 2406 y 1160 PSI para PE 80.
T: Espesor mínimo especificado de pared en pulgadas
D: Diámetro exterior especificado en pulgadas.
F: Factor de diseño para Tuberías de Polietileno.Nota: El factor de Diseño para el uso de las Tuberías dePolietileno para la distribución de servicio de gas es 0.32
R: Relación Diámetro espesor.
temperaturas de operación menores a 20ºF - 6.67ºC ni arriba de140ºF - 60ºC.
3. El espesor de la pared de la Tubería de Polietileno no podrá sermenor a 0.062 pulgadas.
Fórmula:
P=2ST
D - T
2S
R - 1x F ó x F
Nominal(Pulg)
1/2“
3/4“
1“
1 1/4“
1 1/2“
2“
3“
4“
6“
Referencia RDEDiámetro Exterior
PromedioEspesor de Pared
Mínimo
0240208001
0240308001
0240408001
0240508001
0240608001
0240708001
0240908001
0241008001
0241208001
9
11
11
11
11
11
11
11
11
pulg.
0.84
1.05
1.31
1.66
1.90
2.37
3.50
4.50
6.63
mm
2.29
2.41
3.02
3.84
4.39
5.49
8.08
10.39
15.29
pulg
0.090
0.095
0.119
0.151
0.173
0.216
0.318
0.409
0.602
Presentación
mts
150
150
150
150
150
100
mts
-
-
-
-
-
-
10
10
10
Rollos Tubos
mm
21.30
26.70
33.40
42.10
48.30
60.30
88.90
114.30
168.30
Las Tuberías PAVCO GAS se ciñen a la Norma Técnica Colombiana 1746, cuyo anteceden-te es la Norma ASTM D - 2513 y están garantizadas para el transporte de gas combustible.
Tuberías PAVCO Gas - Pulgadas
9

2250222404
2250322404
2250422404
2250722401
2250922401
2251022401
2251222402
Codo 90 Gas Socket 1/2 IPS
Codo 90 Gas Socket 3/4 IPS
Codo 90 Gas Socket 1 IPS
Codo 90 Gas Tope 2 IPS
Codo 90 Gas Tope 3 IPS
Codo 90 Gas Tope 4 IPS
Codo 90 Gas Tope 6 IPS
CODOS
Descripción
Unión Gas Socket 1/2 IPS
Unión Gas Socket 3/4 IPS
Unión Gas Socket 1 IPS
UNIONES
Accesorios para Termofusión Tipo (SOCKET - TOPE)CUMPLEN CON LA NORMA ASTM D 2513
2250259413
2250359404
2250459404
Referencia
Unión Gas Socket 1/2 CTS2250259414
Unión Gas Socket 2 IPS2250759402
Unión Reducida Gas Socket 1 IPS x 1/2 IPS
Unión Reducida Gas Socket 1 IPS x 3/4 IPS
Unión Reducida Gas Socket 3/4 IPS x 1/2 IPS
Unión Reducida Gas Socket 3/4 IPS x 1/2 CTS
Unión Reducida Gas Tope 3 IPS x 2 IPS
Unión Reducida Gas Socket 2 IPS x 1 IPS
Unión Reducida Gas Tope 2 IPS x 1 IPS
Unión Reducida Gas Tope 4 IPS x 2 IPS
Unión Reducida Gas Tope 4 IPS x 3 IPS
Unión Reducida Gas Tope 6 IPS x 4 IPS
UNIONES REDUCIDAS
2250631411
2250731404
2250531404
2250531405
2252831401
2251731405
2251731404
2253431401
2253631401
2253931401
DescripciónReferencia
DescripciónReferencia
TAPONES
Tapón Gas Socket 1/2 IPS
Tapón Gas Socket 3/4 IPS
Tapón Gas Socket 1 IPS
Tapón Gas Socket 2 IPS
Tapón Gas Tope 2 IPS
Tapón Gas Tope 3 IPS
Tapón Gas Tope 4 IPS
Tapón Gas Tope 6 IPS
2250247404
2250347404
2250447404
2250747401
2250647403
2250947401
2251047401
2251247401
DescripciónReferencia
2250248404
2250348404
2250448404
2250748401
2250948401
2251048401
2251248401
Tee Gas Socket 1/2 IPS
Tee Gas Socket 3/4 IPS
Tee Gas Socket 1 IPS
Tee Gas Tope 2 IPS
Tee Gas Tope 3 IPS
Tee Gas Tope 4 IPS
Tee Gas Tope 6 IPS
TEES DescripciónReferencia
2250554404
2250754401
2250654404
Tee Reducida Gas Socket 3/4 x 1/2 IPS
Tee Reducida Gas Socket 1 x 3/4 IPS
Tee Reducida Gas Socket 1 x 1/2 IPS
TEES REDUCIDAS
DescripciónReferencia
2251738407
2251538407
2251638408
2258737404
2252538404
2252638404
2253238407
2253038407
2253138407
2253737404
2253837404
2250037404
Silla Gas Socket 2 x 1 IPS
Silla Gas Socket 2 x 1/2 IPS
Silla Gas Socket 2 x 3/4 IPS
Silla Gas Socket 3 x 1 IPS
Silla Gas Socket 3 x 1/2 IPS
Silla Gas Socket 3 x 3/4 IPS
Silla Gas Socket 4 x 1 IPS
Silla Gas Socket 4 x 1/2 IPS
Silla Gas Socket 4 x 3/4 IPS
Silla Gas Socket 6 x 1/2 IPS
Silla Gas Socket 6 x 3/4 IPS
Silla Gas Socket 6 x 1 IPS
SILLAS DescripciónReferencia
2250487401
2250287401
2250387401
2250787401
2250987401
2251087401
Válvula Polietileno Gas 1
Válvula Polietileno Gas 1/2
Válvula Polietileno Gas 3/4
Válvula Polietileno Gas 2
Válvula Polietileno Gas 3
Válvula Polietileno Gas 4
VALVULAS DescripciónReferencia
10

Tuberías PAVCO Gas - Milímetros
DiámetroNominal
mm
20
25
32
63
90
110
160
Referencia RDEDiámetro Exterior
Promedio(mm)
Espesor de ParedMínimo(mm)
0243008001
0243108001
0243208001
0243508001
0243708001
0243908001
0244108001
9
11
11
11
11
11
11
20
25
32
63
90
110
160
2.23
2.30
2.90
5.80
8.20
10.00
14.60
Presentación
150
150
150
100
-
-
-
-
-
-
10
10
10
Rollos/mts
Tubos/mts
Accesorios para Electrofusión
Las Tuberías PAVCO GAS aquí descritascumplen especificaciones de la Norma Téc-nica Colombiana 1746, serie métrica, y es-tán garantizadas para el transporte de gascombustible.
Descripción
Unión Gas Electrofusión 32 mm
Unión Gas Electrofusión 90 mm
Unión Gas Electrofusión 110 mm
Unión Gas Electrofusión 160 mm
Unión Gas Electrofusión 2” IPS
Unión Gas Electrofusión 3” IPS
Unión Gas Electrofusión 4” IPS
UNIONES
2253259404
2253759401
2253959401
2254159401
2250759405
2250959405
2251059405
Referencia
Descripción
Unión Reducida Gas Electrofusión 110 x 90 mm
Unión Reducida Gas Electrofusión 160 x 110 mm
UNIONES REDUCIDAS
2255631402
2255931402
Referencia
Descripción
Codo Gas Electrofusión 20 mm
Codo Gas Electrofusión 90 mm
Codo Gas Electrofusión 110 mm
Codo Gas Electrofusión 160 mm
CODOS
2253022401
2253722401
2253922401
2254122401
Referencia
Descripción
Tee Gas Electrofusión 32 mm
Tee Gas Electrofusión 90 mm
Tee Gas Electrofusión 110 mm
Tee Gas Electrofusión 160 mm
TEES
2253248404
2253748401
2253948401
2254148402
Referencia
Descripción
Tapón Gas Electrofusión 90 mm
Tapón Gas Electrofusión 110 mm
Tapón Gas Electrofusión 160 mm
TAPONES
2253747402
2253947402
2254147402
Referencia
11

Transporte
Transporte y Almacenamiento
Almacenamiento1. No almacene la Tubería a la intemperie
y en caso de ser necesario, no la alma-cene en esta condición por períodosprolongados y protéjala de los rayossolares, con un polietileno blanco.
2. Almacene la Tubería en una superficienivelada y en posición horizontal.
3. La altura máxima para apilar Tuberíassobre tierra nivelada a piso duro es de60 cm.
4. La Tubería en rollos, deberáalmacenarse zunchada y permanecerasí hasta su utilización.
1. Al seleccionar el transporte, verifique quela superficie sobre la que va a quedarapoyada la Tubería sea lisa y libre de ele-mentos que puedan causar abrasión orayaduras a la Tubería (Evite: superficiesrugosas, puntillas, latas, etc.).
2. Durante el cargue y descargue de lostubos, no los arroje al piso ni los golpee.
3. Verifique que tanto las Tuberías comolos accesorios no queden muy cerca alexosto del vehículo, así como de otrasposibles fuentes de calor que puedandañarlos.
4. Por ningún motivo permita que se adi-cione otro tipo de carga sobre las Tu-berías y accesorios.
5. Si una Tubería o accesorio, en cualquieretapa del transporte, manipulación o al-macenamiento, presentare deterioro omarca con una profundidad superior al10% del espesor de pared, deberádesecharse el tramo dañado o la piezasegún sea el caso.
6. Las Tuberías en rollos zunchadas po-drán transportarse en forma horizontal.S e e m p l e a r á n p l a t a f o r m a stransportables (pallets).
12

Excavación
1. El fondo de la zanja no debe tener objetos duros como rocas ocualquier otro elemento que pueda dañar la Tubería.
2. No deberán instalarse tubos de PE (Polietileno) en sueloscontaminados con solventes, ácidos, aceites minerales,alquitrán, ni solución para el revelado de fotografía.
3. Cuando el fondo de la zanja está conformado por rocas oelementos que puedan dañar la Tubería, es necesario rellenarel fondo con arena o suelos finos compactados (10 cms).
4. La zanja debe ser lo más angosta posible dentro de los límitespracticables y que permita el trabajo dentro de ella si esnecesario (40 cms).
5. La Tubería PAVCO - GAS, se debe instalar a una profundidadmínima de 60 cms. en general y 40 cms. en acometidasdomiciliarias.
6. No se debe desenrollar la Tubería en forma de espiral.Adicionalmente se instalará en forma serpenteada para facilitarlos movimientos de tierra, o por contracciones y dilatacionesdel material.
7. El relleno se debe comenzar inmediatamente después de lacolocación y pruebas de presión de la Tubería con el fin deprotegerla. El material de relleno inicial debe ser material finode la misma zanja o arena fina.
8. Se deben rellenar con cuidado los primeros 20 cm ycompactarse perfectamente alrededor del tubo. En este puntose coloca la cinta de precaución en forma continua, para advertirla presencia de Tuberías de gas en posteriores excavaciones,o perforaciones y quedará centrada con respecto al ejelongitudinal de la zanja.
9. La Tubería por ser flexible permite realizar curvas. El radio deesta curvatura deberá ser como mínimo 25 veces el diámetrode la Tubería. Si existe algúna unión en este sector, el radio decurvatura será como mínimo 125 veces el diámetro de la Tubería.
10. Donde existan cruces con otros servicios públicos comoteléfono, energía, acueducto o alcantarillado, deberá instalarsea un mínimo de 20 cms. de profundidad por debajo del másprofundo.
11. Cuando la conducción pasa cerca a una caja de inspección decualquier servicio, se debe encamisar.
Instalación de las Tuberías PAVCO - Gas
13
De
20 cm
RellenoCompactado
1/6 De a 1/10 De10 cm
Cinta20 cm
Tubería
10 cm
60 cm

Uniones por Termofusión y Electrofusiónpara Tuberías PAVCO Gas de Media Densidad
Siempre se realiza con un accesorio, quetiene incorporada una resistencia. Este ac-cesorio se conecta mediante dos bornes auna máquina que le suministra una tensión,que da origen a la circulación de corrienteeléctrica a través de la resistencia.
La temperatura que genera la resistenciaplastifica tanto el tubo como el accesorio.El parámetro básico es el tiempo de co-nexión del accesorio a la máquina de
Condiciones Básicasa Tener en Cuenta
1. Disponer en el lugar de trabajo de todas las herramientas yequipos adecuados para la termofusión.
2. Se debe verificar que los elementos utilizados para realizar unio-nes por termofusión pertenezcan a un mismo sistema.
3. Asegurarse que todas las superficies a unir estén limpias y se-cas.
4. Tener en condiciones óptimas de uso las herramientas necesa-rias, siguiendo las recomendaciones del proveedor del siste-ma.
5. Asegurarse que la temperatura de la plancha calentadora seala adecuada y comparar con el termómetro de contacto, el fun-cionamiento del sistema de medición de temperatura de lassuperficies calentadoras.
6. Aplicar los tiempos de calentamiento y presiones adecuadaspara el tipo de unión.
No se deberá:a). Tocar o soplar las superficies que hayan sido limpiadas y
preparadas para la unión.
b). Recalentar la Tubería o el accesorio, después de haber intenta-do una unión inadecuada.
TERMOFUSIONc). Utilizar elementos metálicos para limpiar las caras de
calentamiento, como navajas o cepillos de alambre, serecomienda espátulas de madera, o el uso del mismo polietileno(PE) derretido de un trozo de tubo.
Termofusión en CondicionesAmbientales AdversasAbajo de 8ºC
1. El polietileno sufre variaciones en sus propiedades mecánicascon las bajas temperaturas, siendo una de las más importan-tes la disminución de su resistencia al impacto. Por esta razónes recomendable evitar golpes en los tubos contra superficiesduras.
2. Para todos los tipos de unión, se debe realizar un modelo deensayo, a fin de optimizar el tiempo de calentamiento de laspartes a unir, esto se logra incrementando el período de calen-tamiento en lapsos de tres segundos hasta obtener el modelode unión correcto.
3. En toda circunstancia, la plancha calentadora será mantenidadentro de un recipiente aislado, para evitar la excesiva disipa-ción de calor.
4. Para proteger el área de trabajo de la influencia del viento o lalluvia, al realizar la unión se deberá usar una carpa protectora.
Existen dos métodos para unir Tuberías de Polietileno, estos son:
GeneralidadesEstas dos técnicas básicas de unión, podemos clasificarlas de la siguiente manera:1. Unión a tope: se realiza cuando se enfrentan los extremos a unir. Se puede realizar tanto entre tubos como entre tubo y accesorio.2. Unión a socket: Se efectúa entre un extremo a unir macho (tubo) y otro hembra (accesorio).3. Unión con silla: Se utiliza para realizar derivaciones (ramales) y acometidas.
ElectrofusiónTermofusiónSe utiliza una plancha calentadora paraproducir la plastificación del material, lue-go se retira dicha herramienta y se unenlos extremos aplicando una presión ade-cuada al tipo de unión que estemos reali-zando.
Los Parámetro Básicos son:Temperatura de la plancha calentadora,tiempo de calentamiento y presión (de ca-lentamiento y unión).
electrofusión. La presión necesaria para launión viene dada por la interferencia quese produce al plastificarse el tubo y el ac-cesorio.
14

UNION A TOPE (Tabla #1)
Ciclos deTiempo
Temperatura
de Fusión
(260ºC ± 5ºC)
(500ºF ± 10ºF)
Diámetro(Pulgadas)
Presiónde Cierre
(Kg.)
Tiempo deCalentamiento
(Seg.)
Tiempo deEnfriamiento
(Seg.)
2
3
4
6
(Milímetros)
90
110
160
7 + Arrastre
8 + Arrastre
9 + Arrastre
10 + Arrastre
8 + Arrastre
9 + Arrastre
10 + Arrastre
16 - 19
20 - 24
24 - 29
40 - 48
21 - 35
25 - 30
40 - 48
60
75
90
180
76
90
180
10
10 - 15
12 - 18
30
10 - 15
12 - 20
30
Tiempo Adicionalpara Realizar
Pruebasde Presión (Min.)
Es la unión entre tubos o entre tubo y acce-sorio enfrentados con extremos de igual diá-metro y RDE (Relación Diámetro Espesor).
HerramientasNecesarias:
Carro alineador, plancha calentadora, ca-ras de calentamiento, refrentadora, trapo(No sintético), cronómetro o reloj y alcohol.
Preparación:Revise que tanto la máquina refrentadoracomo la plancha de calentamiento funcio-nen adecuadamente.
1. Coloque los extremos de los tubos enel carro alineador dejando que sobre-salga 3 cms. aproximadamente de lasabrazaderas del carro alineador.
Ciclo Genérico de Unión a Tope con Tuberías PAVCO - GAS
3. Verifique que los extremos hayan que-dado completamente planos, alineadosy paralelos.
Con las caras en contacto verifique quelos bordes no tengan un escalón quesupere el 10% de su espesor y que laseparación no exceda de 0,5 mm. (Fal-ta de paralelismo entre las caras).
En el caso de Tubería en rollos, puedeser necesario rotar la Tubería para lo-grar alineación.
Si es así repita los pasos (1 a 3).
TAMAÑO DEL REBORDEFORMADO ENTRE TUBOS
Diámetrode la Tubería
2“
3“ a 4“
6“
Gruesodel Reborde
1/116“ a 1/8“
1/8“
3/16“
2. Inserte la refrentadora entre los tubos ypréndala, empleando el dispositivo decierre aproxime los tubos a las cuchi-llas y maquine los extremos de las Tu-berías, hasta lograr una viruta que noexceda los 0.2 mm. de espesor.
Cuando la Viruta sea continua en am-bos lados deje de aplicar paulatinamen-te la presión y luego separe los tubos.Extraiga la máquina y limpie las cuchi-llas y los extremos de los tubos de lasvirutas residuales. Deben obtenerse su-perficies planas y lisas.No toque los extremos de los tubos sino lo hace con un trapo limpio.
Procedimiento General paraUniones a Tope por Termofusión
15

Operación1. Revise que la plancha de calentamien-
to esté limpia y libre de daños. La tem-peratura debe estar en 260ºC ± 5ºC(500ºF ± 10ºF).
2. Limpie los extremos de los tubos conun trapo no sintético y alcohol.
3. Posicione la plancha de calentamientoy junte los extremos de los tubos apli-cando una presión correcta (Presión dearrastre + presión de unión). Verifiquepresión, temperatura y tiempo segúnTabla #1.
4. Cuando en los laterales de la planchade calentamiento aparezca un cordónde 1 a 2 mm según el diámetro del tubo,disminuya la presión al calentamientoy comience el conteo del tiempo decalentamiento según la Tabla #1.
NOTA: Si la presión de la Tubería con-tra la plancha calentadora se mantuvie-ra durante el tiempo de calentamiento,el material fundido sería expulsado fue-ra de los extremos de la Tubería. Estoprovocaría a su vez una unión débil.
5. Retire la plancha calentadora y una losextremos de la Tubería rápidamente(antes de 5 segundos). Al unirlos no losgolpee, para no sacar excesivamenteel material fundido, lo que ocasionaríauna unión de poca calidad.Aplique la presión correcta (de arras-tre + de unión). Mantenga esta presióndurante el tiempo de enfriamiento se-gún Tabla #1.
NOTA: Las máquinas manuales requie-ren una acción brusca y rápida para se-parar los extremos de la Tubería y qui-tar la plancha calentadora.
6. El espesor del doble reborde que se for-ma al unir los tubos debe ser de 2 a 2.5veces su altura y ser uniforme en tamañoy forma alrededor de la unión. No debesometerse la Tubería a presión interna enun lapso de 10 minutos después de rea-lizada la unión como mínimo.
Ensayos en Obrapara Unión a Topepor Termofusión(Calificación)
Una inspección visual no garantiza la cali-dad de la unión, por lo que se podrá recu-rrir a un ensayo destructivo si:a). La unión no satisface el exámen visual
exterior.b). Se ha detectado aplicación incorrecta
o incumplimiento de los parámetros en
cuanto a los valores de tiempos, pre-siones y temperaturas o ante variacio-nes climáticas.
Exámen Visual1. El perímetro del cordón deberá presen-
tar una distribución uniforme en amboslados del plano de la unión, sinporosidades, fisuras u otras deficien-cias.
2. Los tubos deben estar correctamentealineados.
Ensayo Destructivo en ObraTamaño de la probeta
DobladoPara realizar el doblado tome la probeta delos extremos, ejerciendo la misma presióncon las dos manos.
ANTES O DESPUES DEL ENSAYO NO DE-BEN APARECER FISURAS, POROS NI CA-VIDADES EN LA UNION, NI EN EL COR-DON INTERIOR, NI EN EL EXTERIOR
16

FUNDIDO A BAJA PRESIONREBORDE INCOMPLETO
UNIONES A TOPEErrores Usuales
MAL ALINEADA
FUNDIDO CASI FRIOPOCO TIEMPO Y
POCA TEMPERATURA
DEMASIADAPRESION Y TEMPERATURAREBORDE MUY GRUESO
CON RANURASO VACIOS ENTRE TUBOS
UNIONES A TOPEBien Realizadas
TUBO PARTIDO EN DOSCON UNION OPTIMA
TUBO COMPLETOCON UNION OPTIMA
17

Realizada entre un accesorio con extremohembra y un tubo.Las Tuberías y accesorios de tamaños me-nores de 2“ se unen rápido manualmente.Al unir Tuberías y accesorios de 3“ o más,es necesario tener herramienta para soste-ner y hacer adecuadamente la respectivaunión.
HerramientasNecesarias
Plancha calentadora, caras de calentamien-to, suplementos para tubo y accesorio, ani-llo frío, calibrador de profundidad, cortadorade tubos, trapo (no sintético), termómetrode contacto, cronómetro o reloj, pinzas deextrangulación, cinta roja, y alcohol.
Procedimiento General paraUniones a Socket por Termofusión
Preparación1. Cortar el extremo del tubo a escuadra
y limpiar con un trapo limpio, puede ha-cerse con la cortadora de tubo o unasegueta, cuidando de obtener un cortea escuadra y limpio.
2. Realice un bisel al tubo de donde re-mueva por lo menos 1.5 mm del extre-mo del tubo(Esto para diámetros ma-yores a 1 1/4“. Quite la rebaba del tuboy verifique que esté limpio y libre desustancias extrañas.
3. Para lograr la profundidad de inserciónadecuada del tubo dentro del acceso-rio se debe utilizar el anillo frío que debeir alineado con el extremo del tubo y elcalibrador de profundidad que nosdetermina el límite a plastificar
4. La plancha calentadora y las carasmacho y hembra deben estar libres detoda suciedad y a temperatura de 500oF± 10oF (260oC ± 5oC).
5. Limpie el tubo y el accesorio a unir conun trapo no sintético y alcohol.
Operación1. Ubicar la plancha calentadora con las
caras macho y hembra entre el tubo y elaccesorio a unir, y aplicar una presiónfirme hasta que el tubo y el accesorioentren totalmente en la herramientacalentadora. En este momento se iniciael ciclo de calentamiento. (Tabla #2).
2. Una vez finalizado el ciclo de calenta-miento se deben separar el tubo y elaccesorio de las caras de calentamien-to con un movimiento rápido, extraer laplancha y comenzar la unión del acce-sorio y el tubo (esta operación debehacerse como máximo en 5 segundos).
NOTA: Se debe observar rápidamentela superficie del tubo externamente yla del accesorio internamente para re-visar que hayan quedado 100% fundi-das sin ningún punto frío. Si el fundidono quedó completo se debe desecharel tramo de Tubería fundido y el acce-sorio, e iniciar nuevamente el proceso.
3. Empujar firmemente el accesorio alinea-do contra el extremo del tubo hasta quehaga contacto total con el anillo frío. Nose debe girar el tubo ni el accesorio.Mantener la presión constante en sulugar hasta completar el tiempo de en-friamiento según lo especificado en laTabla #2.18

UNION A SOCKET (Tabla #2)
Ciclos deTiempo
Temperatura
de Fusión
(260ºC ± 5ºC)
(500ºF ± 10ºF)
Diámetro(Pulgadas)
Tiempo deCalentamiento
(Seg.)
Tiempo deEnfriamiento
(Seg.)
1/2
3/4
1
1 1/4
2
3
4
(Milímetros)
20
25
32
90
6 - 7
8 - 10
10 - 12
12 - 14
16 - 19
20 - 24
24 - 28
5 - 6
7 - 9
9 - 12
19 - 23
20
20
30
30
30
40
40
20
20
30
40
10
10
14
14
14
30
30
10
10
14
30
Tiempo Adicionalpara Realizar
Pruebasde Presión (Min.)
Ensayos en Obrapara Unionesa Socket(Calificación)
NOTA: Una desalineación entre tubo yaccesorio creará una unión defectuosa.
4. Después de esperar el tiempo del en-friamiento, quite el anillo frío e inspec-cione la unión. Una buena unión tendráun anillo achatado y uniforme de mate-rial fundido sin vacíos entre el tubo y elaccesorio.Esperar entre 10 y 30 minutos adicio-nales según el diámetro después derealizada la unión, antes de hacer prue-bas de hermeticidad a la junta o quesufra esfuerzos al enterrarse.
Exámen Visual1. Cordón exterior continuo comprimido
contra la pared de la boca del accesorio2. Tubos y accesorios alineados.3. Correcta penetración del tubo en el
accesorio.4. Cordón interno uniforme.
Ensayo Destructivo en ObraTamaño de la probeta
DobladoPara realizar el doblado tome la probeta delos extremos, ejerciendo la misma presióncon las dos manos.
ANTES O DESPUES DEL ENSAYO NO DE-BEN APARECER FISURAS, POROS NI CA-VIDADES EN LA UNION, NI EN EL COR-DON INTERIOR, NI EN EL EXTERIOR
19

UNIONES A SOCKETErrores Usuales
EL TUBO NO ENTRA BIENEN EL ACCESORIO
NO USO EL CALIBRADORDE PROFUNDIDAD
MALA ALINEACION
REBORDE EXTERNO NO COMPLETO
UNION A SOCKETBien Realizada
20

Procedimiento General para Unionescon Silla por Termofusión
Se realiza entre el tubo y un accesorio so-breponiendo el accesorio al tubo.Es recomendable utilizar una herramientade aplicación para hacer la unión con silla.Todas las variables que se utilizan para di-cha operación son controladas más fácil-mente si se usa una herramienta, que cuan-do se hace manualmente.
HerramientasNecesarias
Herramienta de aplicación, planchacalentadora, caras de calentamiento, suple-mentos para tubo, porta-accesorios, trapo(no sintético), cuchillo o raspador, termó-metro de contacto, cronómetro y alcohol.
Preparación1. Instalar las mordazas de sujetación que
corresponden al diámetro del tubo aunir.
2. Raspar la superficie del tubo donde va elaccesorio, con un cuchillo y limpiar conun trapo limpio y seco o con el alcohol.
3. Fijar el accesorio al soporte que poseela máquina y controlar el correcto ajus-te. Accionar la palanca de la herramien-ta de aplicación hasta alinear el tubo yel accesorio.
4. Verificar que la medida de las caras decalentamiento sea la correcta para eltubo y el accesorio, caliente la herra-mienta de forma que las superficies ten-gan una temperatura de 500oF ± 10oF(260oC ± 5oC).
Operación1. Coloque la plancha calentadora entre
el tubo y el accesorio aplicando presiónentre 40 y 60 psi.
Durante el calentamiento la planchacalentadora puede balancearse ligera-mente 1 ó 2 grados para verificar elcontacto pleno con la Tubería.
3. Transcurrido el tiempo de calentamien-to y después de que se ha formado elreborde de material fundido, levantar lapalanca rápidamente evitando golpearlas partes de la Tubería y accesoriocaliente.Verifique rápidamente si estántotalmente fundidas las superficies tan-to del accesorio como de la Tubería.
4. Cerrar la máquina y aplicar la presiónde 40 a 60 psi.
Mantener la presión durante el tiempode unión indicado en la Tabla #3.
2. Aplique y mantenga la presión duranteelcalentamiento.
NOTA: El tiempo de calentamiento co-mienza después de que el accesorio yel tubo estén firmemente asentadossobre las caras de calentamiento.
5. Después de dejar que la unión reali-zada se enfríe 3 minutos más, retire eltubo con el accesorio soldado de lamáquina. 21
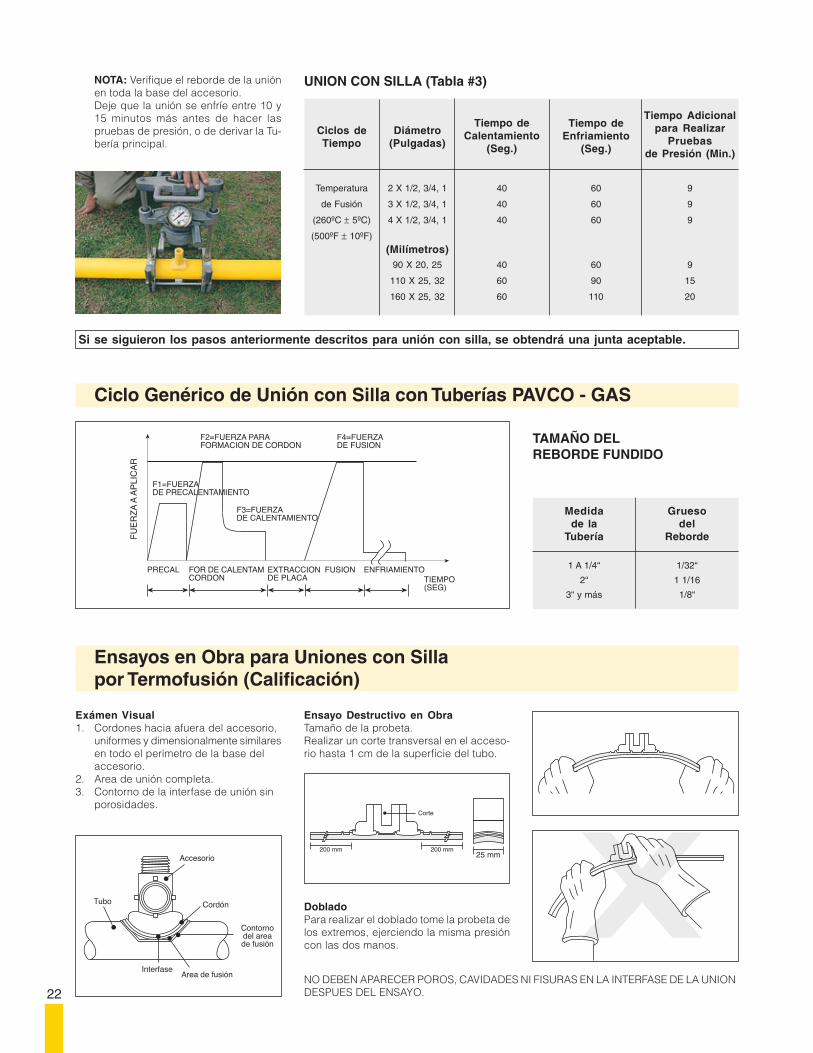
UNION CON SILLA (Tabla #3)
Ciclos deTiempo
Temperatura
de Fusión
(260ºC ± 5ºC)
(500ºF ± 10ºF)
Diámetro(Pulgadas)
Tiempo deCalentamiento
(Seg.)
Tiempo deEnfriamiento
(Seg.)
2 X 1/2, 3/4, 1
3 X 1/2, 3/4, 1
4 X 1/2, 3/4, 1
(Milímetros)90 X 20, 25
110 X 25, 32
160 X 25, 32
40
40
40
40
60
60
60
60
60
60
90
110
9
9
9
9
15
20
Tiempo Adicionalpara Realizar
Pruebasde Presión (Min.)
Ciclo Genérico de Unión con Silla con Tuberías PAVCO - GAS
TAMAÑO DELREBORDE FUNDIDO
Medidade la
Tubería
1 A 1/4“
2“
3“ y más
Gruesodel
Reborde
1/32“
1 1/16
1/8“
Exámen Visual1. Cordones hacia afuera del accesorio,
uniformes y dimensionalmente similaresen todo el perímetro de la base delaccesorio.
2. Area de unión completa.3. Contorno de la interfase de unión sin
porosidades.
Ensayos en Obra para Uniones con Sillapor Termofusión (Calificación)
Ensayo Destructivo en ObraTamaño de la probeta.Realizar un corte transversal en el acceso-rio hasta 1 cm de la superficie del tubo.
DobladoPara realizar el doblado tome la probeta delos extremos, ejerciendo la misma presióncon las dos manos.
NO DEBEN APARECER POROS, CAVIDADES NI FISURAS EN LA INTERFASE DE LA UNIONDESPUES DEL ENSAYO.
Si se siguieron los pasos anteriormente descritos para unión con silla, se obtendrá una junta aceptable.
NOTA: Verifique el reborde de la uniónen toda la base del accesorio.Deje que la unión se enfríe entre 10 y15 minutos más antes de hacer laspruebas de presión, o de derivar la Tu-bería principal.
22

UNIONES CON SILLAErrores Usuales
UNION CON SILLABien Realizada
MALA ALINEACION
FALTA DE RASPADOFALTA DE CALENTAMIENTO
DEMASIADO CALENTAMIENTO
23

Barras para el Corte de Flujo
Su forma normalmente es circular con bordes redondos o dos barras circulares.Se utiliza para cerrar el flujo de gas a través de la Tubería ya sea para reparar un tramo de Tubería o para hacer una acometida domiciliaria.Esta herramienta se encuentra normalmente con cierre mecánico, para Tuberías hasta de cuatro pulgadas de diámetro e hidráulico paradiámetros mayores.Normalmente las barras para el corte de flujo tienen un tope para indicar según el diámetro, el aplastamiento de la Tubería.
1. Cuando se va a colocar un accesorio, la herramienta de aplastamiento se debecolocar a una distancia aproximada de 3 a 4 veces el diámetro nominal.
La herramienta de aplastamiento se coloca en medio del tubo y se inicia laoperación de cerrado lentamente para permitir el acomodamiento de los esfuer-zos en la Tubería.
Procedimiento
2. Se lleva hasta el tope indicado en la herramienta según sea el diámetro.
NOTA: Es muy importante que se tenga cuidado en este paso pues si se llega acolocar otro diámetro diferente, se puede estrangular la Tubería y perder suspropiedades originales.
3. Se retira la herramienta desenganchándola de la Tubería, para dar paso al flujode gas.
4. En el sitio donde se haga un aplastamiento o cierre de flujo, no se puede volvera repetir, por tal motivo se aconseja colocar una cinta de color rojo preferible-mente para indicar que allí ya se realizó un aplastamiento.
NOTA: La Tubería lentamente puede recuperar su estado normal o puede ayu-darse mecánicamente sin perder ninguna propiedad.
24

GeneralidadesLa electrofusión hace uso de la energíaeléctrica para realizar la unión de tubo yaccesorio.
El principio de funcionamiento de laelectrofusión se basa en la circulación deuna corriente eléctrica originada al cerrar-se el circuito formado por la unidad de con-trol (máquina de electrofusión) y el acce-sorio que está provisto de una resistenciainterna.
Debido a las pérdidas causadas por lascorrientes parásitas, parte de la energíaeléctrica se transforma en calor. El calor asígenerado produce la plastificación delpolietileno del tubo y del accesorio.Al aumentar la temperatura, el polietilenose dilata produciendo una interferencia en-tre las piezas a unir. Esta interferencia es laque origina la presión necesaria para lacorrecta unión.
Los parámetros de toda buena unión sonbásicamente tres, a saber: temperatura,presión y tiempos (de calentamiento y en-friamiento). En la electrofusión las dos pri-meras variables escapan al control huma-
ELECTROFUSIONno ya que la temperatura depende de launidad de control o su conexión a red, es-tando la misma preparada para emitir men-sajes de error cuando alguna variable queinfluya en la temperatura salga de losparámetro preestablecidos. Por su parte lapresión está supeditada a la temperaturade unión y a las tolerancias dimensionalesentre tubo y accesorio.
El control de la tercera variable, el tiempode fusión, depende con que clase de sis-tema de electrofusión contemos. Hay dostipos de electrofusión, la clásica y la inteli-gente. A continuación se describe breve-mente las características de cada uno.
ClásicaEl tiempo de fusión es cargado por el ope-rario mediante un teclado provisto en launidad de control. Dicho tiempo viene es-pecificado por el accesorio a unir.
En este punto puede existir un error de car-ga y por consiguiente una mala unión, noobstante el rango de error se ve muy dismi-nuido con respecto a la termofusión.
InteligenteEn este sistema tanto unidad de controlcomo accesorio deben ser compatibles. Lacaracterística es que la unidad de controlreconoce el accesorio que ha sido conec-tado y automáticamente lee el tiempo defusión y tiene en cuenta otros factores, comola temperatura ambiental y la correcta ins-talación del accesorio sobre la Tubería.
Con esta clase de equipo se eliminan loserrores humanos ya que la máquina deelectrofusión controla todos losparámetros de forma automática y antecualquier problema emite mensajes deerror. Además existe como opción unequipo que guarda en la memoria todoslos datos de la unión (fecha, operador,condiciones en que se realizó la misma,etc.) pudiendo luego imprimir o transferira un computador toda la información, paraasí llevar una estadística de control, ubi-car rápidamente cualquier problema ac-tual o futuro.
El sistema de electrofusión inteligente,también muestra una identificación visualpara comprobar que el proceso deplastificación quedó bien realizado.
Medidas de Seguridad
Instruccionespara Uniones por Electrofusión
Electrofusión a Socket
Herramientas Necesarias
1. Dispositivo con mordaza de alineación.
2. Raspador (herramienta que elimina la capa superficial oxidadadel tubo).
3. Trapo seco, limpio y de material no sintético y alcohol.
4. Cortadora de tubos.
5. Máquina de electrofusión.
6. Marcador de tinta para delimitar el área a raspar para lalimpieza.
1. Mantener las manos alejadas de los contactos eléctricos y co-locar siempre “polo a tierra”.
2. Revisar el cableado eléctrico como también las conexiones eléc-tricas y todas las herramientas para asegurarse que están encondiciones de uso y seguridad.
3. En caso de inclemencias climáticas durante la operación sedeberá proteger el equipo (con una carpa).
Si el día es muy húmedo se deben extremar las precaucionesde seguridad.
25

3. Raspar los extremos de los tubos ex-trayendo una película de aproximada-mente 0,2 mm., uniforme para no da-ñar el contorno del tubo, hasta la líneadeterminada en el paso anterior.Esta operación se denomina “PeelingOff” limpieza del polietileno exterior oxi-dado, y es de fundamental importanciapara el resultado satisfactorio de launión.
NOTA: Donde sea posible, se reco-mienda rotar el tubo durante el raspa-do para asegurar que se complete enun 100%. Si la rotación no fuese posi-ble, puede utilizarse un espejo paraverificar que en toda la circunferenciase haga el raspado.Después del raspado, es importanteevitar tocar con las manos el área quese raspó.
Preparación1. Sin sacar el accesorio de su envoltura
verificar que el material del tubo y elaccesorio pertenezcan al sistemaPAVCO - GAS o sean compatibles.
Cortar los extremos del tubo a escua-dra, utilizando una cortadora de tubos.
Quitar las rebabas y limpiar los extre-mos de los tubos con un trapo limpio yseco.(No usar ningún líquido o solven-te para limpiar el tubo excepto alcohol).
2. Trazar una línea circunferencial con unmarcador, que no posea borde punzan-te en cada uno de los tubos, a una dis-tancia del extremo igual a la mitad dela longitud del accesorio más 2.5 mm.
Operación1. Sacar el accesorio de su empaque sin
tocar ni apoyar los dedos sobre la su-perficie interna. Limpiar con un pañolimpio y seco o con alcohol los extre-mos raspados de los tubos.
2. Deslizar el accesorio sobre el extremo deuno de los tubos hasta su tope central.
3. Ubique el tubo en el dispositivo conmordazas de alineación, con el acceso-rio colocado hasta el tope. “No force másallá del tope”. Ajuste las mordazas.
4. Introduzca el otro tubo en forma suavehasta el tope central del accesorio yajuste las mordazas.
NOTA: Rotar el accesorio alrededor delos tubos suavemente para lograr unaalineación correcta.Verificar que las terminales o bornesqueden en posición vertical.
Etapas de Unión1. Conectar el cable a la fuente de energía.
Verificar que la unidad de control estáen condiciones listas para operar y quelos cables no tienen daños.Conectar las terminales de salida de la“Unidad de Control” a los bornes delaccesorio asegurándose que las mis-mas son confiables y las terminales,estén bien acopladas.
2. Dar energía a la unidad de control me-diante el botón correspondiente.Aparecerá en el visor, por ser la prime-ra vez, la secuencia de inicio del pro-grama.
NOTA: Dependiendo del sistema a usar,clásico, manual o inteligente, podría sernecesario introducir a la máquina decontrol el tiempo de fusión de acuerdoa lo indicado en el empaque o en elaccesorio. En el caso del sistema inte-ligente, éste automáticamente recono-ce el accesorio e indica sus parámetrosde operación.
26

3. Técnica de código de barras:En cuanto sea solicitado por la máqui-na, leer el código de barras correspon-diente al accesorio. Chequear losparámetros aparecidos en el visor.Técnica de Ingreso manual:Ante la solicitud programada, ingresarel valor del tiempo adecuado. Inmedia-tamente en el visor , aparecerá este va-lor, garantizando que la operación fuecorrecta.
NOTA: Los accesorios tienen grabadoel tiempo de fusión y el enfriamiento.
4. Iniciar el ciclo de fusión presionando elbotón verde durante un tiempo, hastaque se escuche un “Clic”, en ese mo-mento comenzará la cuenta regresiva.
5. Durante la misma se notará un movi-miento ascendente de los “Testigos deFusión” (Fideos de polietileno fundido)del accesorio. Estos no deben ser alte-rados bajo ningún concepto.
6. De no aparecer ningún inconvenienteque altere el ciclo, en el visor se indica-rá “fusión correcta”.
De aparecer un mensaje de error, sedebe repetir absolutamente toda la ope-ración desde el numeral 1.
Si la fusión no es satisfactoria la máqui-na emitirá el mensaje correspondiente.El ciclo se completa automáticamente.La unidad se apagará automáticamenteal completar el ciclo. No desconectarlas terminales.El operario debe permanecer junto a launidad, observando el visor hasta quese cumpla el “ciclo de fusión”.Verificar que los “Testigos de fusión”han ascendido en forma adecuada.De ocurrir una falla, presionar el botón“Reset” para detener el ciclo y reiniciartodo el proceso.
PosiblesInconvenientes
a). Si se interrumpe el ciclo de fusión porcorte de energía se “invalida” la opera-ción, descartando el accesorio y el (los)tramo(s) del tubo(s) afectado(s).
b). Se debe recordar que en el visor detiempos aparecerá un mensaje de apro-bación o no de la fusión.
c). Ante alguna duda, usar un accesorionuevo y repetir las operaciones.
NOTA: Dependiendo del sistema a usar,clásico, manual o inteligente, podría sernecesario introducir a la máquina decontrol el tiempo de fusión de acuerdoa lo indicado en el empaque o en elaccesorio. En el caso del sistema inte-ligente, ésta automáticamente recono-ce el accesorio e indica sus parámetrosde operación.
Enfriamiento• Sin quitar los cables, permitir que se
enfríe la unión respetando los tiemposindicados con las mordazas ajustadas.
• Al término de la fusión los testigos de-jarán de emerger.
• Al concluir el tiempo de enfriamientoaconsejado, aflojar las mordazas, y re-tirar con precaución el tramo unido.NOTA: En el caso del Sistema Inteligen-te, la máquina hará sonar un timbre alfinalizar el ciclo de enfriamiento.
• Desconectar los terminales del accesorio.
InspecciónEn una buena fusión se observa:• Testigos o fideos que hayan sufrido un
movimiento ascendente.• Las zonas de contacto sin signos de
material fundido derramado.• En el visor se confirma el éxito de la fusión.
Ensayo en Obrapara Uniones porElectrofusióna Socket(Calificación)
Exámen Visual1. El material en la operación de fusión
no debe exceder exteriormente los lí-mites del accesorio (zona fría externa)ni los límites del extremo del tubo (zonafría central), excepto en los testigos defusión.
2. Verificar el correcto alineamiento entrela Tubería y el accesorio y la profundi-dad de penetración del tubo en el ac-cesorio.
Ensayo Destructivo en ObraTamaño de la probeta.
DobladoPara realizar el doblado tome la probeta delos extremos, ejerciendo la misma presióncon las dos manos.ANTES O DESPUES DEL ENSAYO DE DO-BLADO NO DEBEN APARECER CAVIDA-DES O FISURAS EN EL AREA TRANSVER-SAL DE LA UNION.
Ensayo Destructivo en la Obra.
Desprendimientopor Falta de Adherencia.
1. Se extraerá una probeta de las carac-terísticas señaladas en la figura, queserá obtenida cortando por un planoque pase por el eje del tubo y sea per-pendicular a los ejes de los bornes delaccesorio, una vez finalizado el tiempode enfriamiento de la unión.
2. Previo ensayo, verificar que no existaderrame de material sobre las zonasfrías central y extremos del accesorio.
3. La probeta se someterá a una cargacreciente de aplastamiento, con veloci-dad de avance de las mordazas de laprensa de aproximadamente 10 cm/min.
4. La distancia entre mordazas se aproxi-mará hasta dos veces el espesorde pared del tubo.
5. Antes o durante el ensayo, la totalidadde la interfase de fusión entre la prime-ra y la última resistencia no deberá pre-sentar poros, cavidades ni fisuras enninguno de los niveles (tubo, resisten-cia o accesorio).
27

Antes de rellenar las zanjas, es recomendable realizarla siguiente prueba a presión:
• Todas la pruebas deben ser realizadas 24 horas después dehaber terminado la última unión.
• La presión de prueba deberá ser, como mínimo, el 150% de lapresión máxima de operación o 6 bar, la que sea mayor.
• La Tubería podrá ser presurizada con aire (excepto oxígeno),cuya temperatura no deberá superar los 40ºC y sostener comomínimo cinco horas. Si se recurre a un compresor, deberá estarprovisto de un filtro para eliminar los vapores de aceite.
• Durante este período la presión en el manómetro no debe dis-minuir. Se deberá verificar cada unión, para detectar posiblespérdidas, con una solución espumante (cuyos componentes noataquen al PE), la cual se eliminará en forma inmediata des-pués de realizada la prueba.
• Los tramos instalados se probarán en forma independiente an-tes de dar al servicio la red de distribución.
• La prueba neumática de fuga sólo pondrá en eficiencia las pér-didas en uniones o roturas que puedan existir en ese momento,pero no garantiza que las uniones realizadas sean correctas,éstas deberán ser calificadas según los ensayos visuales ydestructivos.
Prueba Neumática de Fuga en la Red
Prueba Neumática Finalde Hermeticidad
Se realizará por zonas delimitadas entre poliválvulas.La Tubería podrá ser presurizada con aire, dejando transcurrir unlapso de 5 horas como mínimo, para estabilizar la presión y la tem-peratura.La duración de la prueba en función de la longitud de la Tubería dedistribución en la zona de bloqueo será:
• 24 horas para longitudes de hasta 5.000 m• 48 horas para longitudes de hasta 10.000 m• 72 horas para longitudes mayores de 10.000 m
Al iniciar la prueba se harán 3 lecturas cada 10 minutos y se medi-rá la presión inicial periódicamente cada 12 horas.
Verificada la prueba, cada zona de bloqueo se despresurizará hastala presión máxima de operación, manteniéndose así en esa condi-ción hasta su rehabilitación definitiva, a fin de detectar cualquierintervención o deterioro accidental.
28
Prueba de Redes

ESTE MANUAL TECNICO HA SIDO REVISADO Y APROBADOPOR LA GERENCIA DE PRODUCTO DE PAVCO.
LABORATORIO HOMOLOGADOMediante resolución Nº 984 del 12 de Mayo de 1998 y las que la complementan,
La Superintendencia de Industria y Comercio acreditó los laboratoriosde la División de Tubosistemas de PAVCO S.A. como
LABORATORIOS DE ENSAYOS EN TUBERIAS Y ACCESORIOS DE PVC.
PRODUCTO NO BIODEGRADABLE.NO INCINERE.
HAGA DISPOSICION ADECUADA DE DESPERDICIOS.
ABRIL DE 2005

MA
N-G
AS
05/
05 -
300
SE
RV
IGR
AF
ICS
LT
DA
.
Pavco S.A.Fábrica: Autopista Sur Nº 71-75 Conmutador: (57-1) 782 5000 Ext.:4624 Fax: (57-1) 782 5010Oficina de Servicio al Cliente Pavco Ext.: 1111 Tels.: (57-1) 777 2286 - 782 5111 en Bogotá,Fuera de Bogotá 01800 09 12286 y 01800 09 P7A2V8C2O6
Centro de Distribución Barranquilla: Vía 40 Nº 76-274Teléfonos: (57-5) 3690369 - 3603445 Fax: (57-5) 3604240
Centro de Distribución Cali: Carrera 1ª Nº 35-64Teléfonos: (57-2) 442 3444 / 45 / 46 Fax: (57-2) 442 5276
Centro de Distribución Medellín: Carrera 46 Nº 14-48Teléfonos: (57-4) 312 5696 - 312 6549 Fax: (57-4) 352 1237
e-mail: [email protected] www.pavco.com.co