huntsman gas brochure - huntsman corporation · huntsman's gas treating business is a leading...
TRANSCRIPT

Performance Products
DIGLYCOLAMINE® AgentProduct Information


Table of ContentsIntroduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2
Sales Specifications . . . . . . . . . . . . . . . . . . . . . . .3
Analytical Procedures . . . . . . . . . . . . . . . . . . . . . .3
Applications . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4
Gas Treating Applications . . . . . . . . . . . . . . . .4
Acid Gas Loading . . . . . . . . . . . . . . . . . . .4
Regeneration Heat Requirements . . . . . . . .5
Chemical and Thermal Degradation . . . . . .5
DIGLYCOLAMINE® Product Reclaiming . . .5
Construction Materials . . . . . . . . . . . . . . . .7
Other Applications . . . . . . . . . . . . . . . . . . . . . . . .7
Physical Properties . . . . . . . . . . . . . . . . . . . . . .10
Chemical Properties . . . . . . . . . . . . . . . . . . . . . .45
Handling and Storage . . . . . . . . . . . . . . . . . . . . .46
General . . . . . . . . . . . . . . . . . . . . . . . . . . . .46
Maintaining Specifications . . . . . . . . . . . . . .46
Transfer Lines . . . . . . . . . . . . . . . . . . . . . . .46
Pumps . . . . . . . . . . . . . . . . . . . . . . . . . . . . .47
Unloading in Cold Weather . . . . . . . . . . . . . .47
New Facilities and Cleaning . . . . . . . . . . . . .47
Toxicity and Safety . . . . . . . . . . . . . . . . . . . . . .49
Shipping Information . . . . . . . . . . . . . . . . . . . . .50
Bibliography . . . . . . . . . . . . . . . . . . . . . . . . . . .51
Huntsman Sales Offices . . . . . . . . . . . . . . . . . .52
1
Huntsman DIGLYCOLAMINE® Agent

Huntsman's Gas Treating business is a leading global
supplier of gas treating chemicals, supplying a wide
range of chemicals to the gas conditioning industry for
the removal of hydrogen sulfide and carbon dioxide in
refinery as well as in produced gas streams. Continuous
research and development helps our customers find
more effective ways to solve their gas treating require-
ments. In addition we provide the necessary marketing,
sales, manufacturing and technical support to supply
customers with the right products at the right time and
at a competitive price.
DIGLYCOLAMINE® AGENT (DGA®)
Huntsman is one of the largest global producers of
specialty amines, with an annual capacity exceeding
90 million pounds. The DIGLYCOLAMINE® Agent
(DGA®) can be reacted with fatty acids to form
amides and amine salts for foam-boosting surfac-
tants, stabilizers, detergents, and LAS emulsifying
and wetting agents in shampoos, metalworking,
paper treating and textile operations.
The DIGLYCOLAMINE® (DGA®) brand of 2-(2-
aminoethoxy) ethanol is a critical component in the
removal of hydrogen sulfide and/or carbon dioxide
from gas streams. In addition to supplying this mar-
ket, Huntsman is a leader in supplying this proven
technology in increasing quantities for paint strippers,
photoresist strippers for electronic circuit boards,
specialty surfactants, corrosion inhibitors, cutting
fluids, amides, and other applications where primary
amines are useful.
Physically, DIGLYCOLAMINE agent is a clear, viscous
liquid at room temperature and a white crystalline solid
below its freezing point of 9.5°F (-12.5°C). DIGLYCO-
LAMINE agent has a relatively high boiling point and low
vapor pressure.
It is hygroscopic and miscible with water, most alcohols,
and most polyols. Aqueous solutions of DIGLYCOLAMINE
agent are alkaline. Being bifunctional, DIGLYCOLAMINE
agent reacts with acids to form esters or salts. Most areas
of use for DIGLYCOLAMINE agent are dependent to
some degree on these features.
The use of DIGLYCOLAMINE agent solution for gas
treatment purposes holds great promise, both in new
plants and in the conversion of existing amine facilities
to obtain either lower treatment costs or an inexpensive
means of debottlenecking existing treating facilities.
This technical brochure provides the latest available
data on this proven DIGLYCOLAMINE agent to ensure
optimum use, giving you the advantage in your present
operations and new applications. The Chemical
Abstracts Service Registry number for DIGLYCO-
LAMINE agent is 926-06-6.
Introduction
2

Method of Determination
Appearance Clear liquid, substantially
free from suspended matter ST-30.1
Boiling range
ASTM, °C ST-32.1
IBP 216 min.
95% 226 max.
Color, Pt-Co scale 35 max. ST-30.12
DIGLYCOLAMINE Agent,
wt. % by titration 98 min. ST-5.5
Water, wt. % 0.5 max. ST-31.53
3
Analytical ProceduresAbbreviated forms of the standard methods of test for
use with DGA® agent specifications are presented here.
Copies of the methods in detail are available from our
Technical Services Section in The Woodlands, Texas,
upon request.
APPEARANCE (Method No. ST-30.1) is determined by
visual inspection of DIGLYCOLAMINE agent in a 100-ml
tall-form Nessler tube.
BOILING RANGE (Method No. ST-32.1) is determined
by a procedure similar to ASTM D 1078-63.
COLOR (Method No. ST-30.12) is determined visually in
a 40-ml tube with APHA color disc standards, or in a
100-ml tall-form Nessler tube with liquid platinum cobalt
(APHA) standards.
DIGLYCOLAMINE agent (Method No. ST-5.5) is
determined by titrating a solution of DIGLYCO-
LAMINE agent with standard hydrochloric acid using
methyl purple indicator.
WATER (Method No. ST-31.53) is determined by the
standard Karl Fischer method, the end point being
detected electrometrically.
Sales SpecificationsThe following sales specifications are subject to change without notice. Appropriate analytical procedures for these
specifications may be found to the right.
Sales Specifications / Analytical Procedures

Gas Treating ApplicationsDIGLYCOLAMINE/DEA is widely used for the absorption
of acid gases, such as hydrogen sulfide (H2S) and car-
bon dioxide (CO2), and has been accepted worldwide
as a successful gas treating agent. The DGA agent
brand of 2-(2-aminoethoxy)ethanol is also used for
removal of carbonyl sulfide (COS) from aliphatic liquid
hydrocarbon streams using a patented Huntsman
Corporation process.
Experience obtained during the commercial application
of DIGLYCOLAMINE gas treating agent has proven that
its use often results in significant savings over other
sweetening processes when the acid gas content of the
stream to be treated is greater than 1 mole %. Natural
gas sweetening units now in operation are treating gas
streams with CO2:H2S ratios varying from over 100:1 to
0.1:1. Several plants are processing gas streams having
acid gas contents in excess of 30 mole % with DIGLY-
COLAMINE agent. Hydrogen sulfide recovered in
DIGLYCOLAMINE agent units is being converted to
bright sulfur via the Claus process.
Savings of 15 to 20% in capital investments for new
plants have been made using DIGLYCOLAMINE agent
as compared to monoethanolamine systems. A signifi-
cant reduction in plant operating cost is also realized
due to a 15 to 30% reduction in regeneration heat
requirements for the treating solution. The lower circula-
tion rate required when utilizing a 50 to 65 wt.% DIGLY-
COLAMINE agent solution is the major factor in the
reduction of capital and operating costs.
DIGLYCOLAMINE agent is used for the removal of CO2
and/or H2S from both natural and refinery gas streams.
It should also be considered for synthesis gas and flue
gas streams although as with all amines used for gas
treating, degradation due to the presence of oxygen
must be taken into consideration. DIGLYCOLAMINE
agent has been successfully utilized for removal of
COS, CO2, and H2S from liquid hydrocarbon streams.
When DIGLYCOLAMINE agent is used to treat liquid
hydrocarbon streams, a water wash of the treated
hydrocarbon liquid is recommended to minimize
entrainment losses, particularly when amine concentra-
tions above 25 wt.% are utilized.
The use of DIGLYCOLAMINE agent in gas treating
should not be confused with the much older glycol-
amine process, which uses a mixed ethanolamine-gly-
col solvent for simultaneous sweetening and dehydra-
tion. Although DIGLYCOLAMINE agent is hygroscopic
at very high concentrations, it is not currently recom-
mended for simultaneous sweetening and dehydration.
The proper choice of DIGLYCOLAMINE agent concen-
tration and acid gas loading is affected by gas stream
composition, treating conditions, and acid gas ratios in
much the same manner as other amine sweetening
processes involving absorption with chemical reaction.
While recommended design concentrations are
Applications
4

between 50 - 60 wt. %, current commercial experience
confirms the applicability of up to 75 wt. % DIGLYCO-
LAMINE agent systems.
ACID GAS LOADING — Recommended acid gas load-
ings will vary significantly in terms of SCF of acid gas/
gallon of DIGLYCOLAMINE agent, depending on
CO2:H2S ratios, construction materials, and solution
concentrations. Gases containing low CO2:H2S ratios
are much less corrosive to amine treating systems and
can be loaded to higher levels without experiencing
undue corrosion, as compared to gas streams having
high CO2:H2S ratios.
Gross acid gas loadings of 0.35 to 0.425 mole/mole of
DIGLYCOLAMINE agent solution are the typical current
commercial practice. Recent experience, however, indi-
cates that higher loadings may be possible when treat-
ing gases with low CO2:H2S ratios. Residual acid gas
loading of lean DIGLYCOLAMINE agent solutions will
normally be in the range of 0.05 — 0.06 mole of acid
gas per mole of DIGLYCOLAMINE agent solution for
high CO2:H2S ratios. Lower residual acid gas loadings
for lean DIGLYCOLAMINE agent solution are usually
obtained with low CO2:H2S ratios.
REGENERATION HEAT REQUIREMENTS —
Regeneration heat requirements for DIGLYCOLAMINE
agent solutions will be affected by the CO2:H2S ratio of
the acid gas contained in the inlet gas stream in much
the same manner as other amine solutions. For gas
streams containing a high CO2:H2S ratio, 1.0 — 1.2
moles of water vapor per mole of total acid gas in the
regenerator overhead is typically used to establish
regenerator heat requirements. Gas streams containing
low CO2:H2S ratios generally require more heat for solu-
tion regeneration.
SECONDARY CHEMICAL REACTIONS — Often
referred to as a degradation product, there is a sec-
ondary reaction product in DIGLYCOLAMINE agent
gas treating solution known as N,N'bis(hydrox-
yethoxyethyl)urea (BHEEU). The BHEEU product is
formed by the reaction of 2 moles of DIGLYCO-
LAMINE agent with 1 mole of either CO2 or COS. It is
also possible to form an additional product by the
reaction of 1 mole of either carbon disulfide (CS2) or
COS with 2 moles of DIGLYCOLAMINE agent to form
N,N'bis(hydroxyethoxyethyl)thiourea. Experience indi-
cates the dominant reaction with COS will be to form
BHEEU. Unlike many other amines, these secondary
reactions between DIGLYCOLAMINE agent and CO2,
COS, or CS2 are not true degradation products for
they are reversible at temperatures typically used in
reclaiming operations (350 to 355°F). These reactions
are shown below:
5
Applications
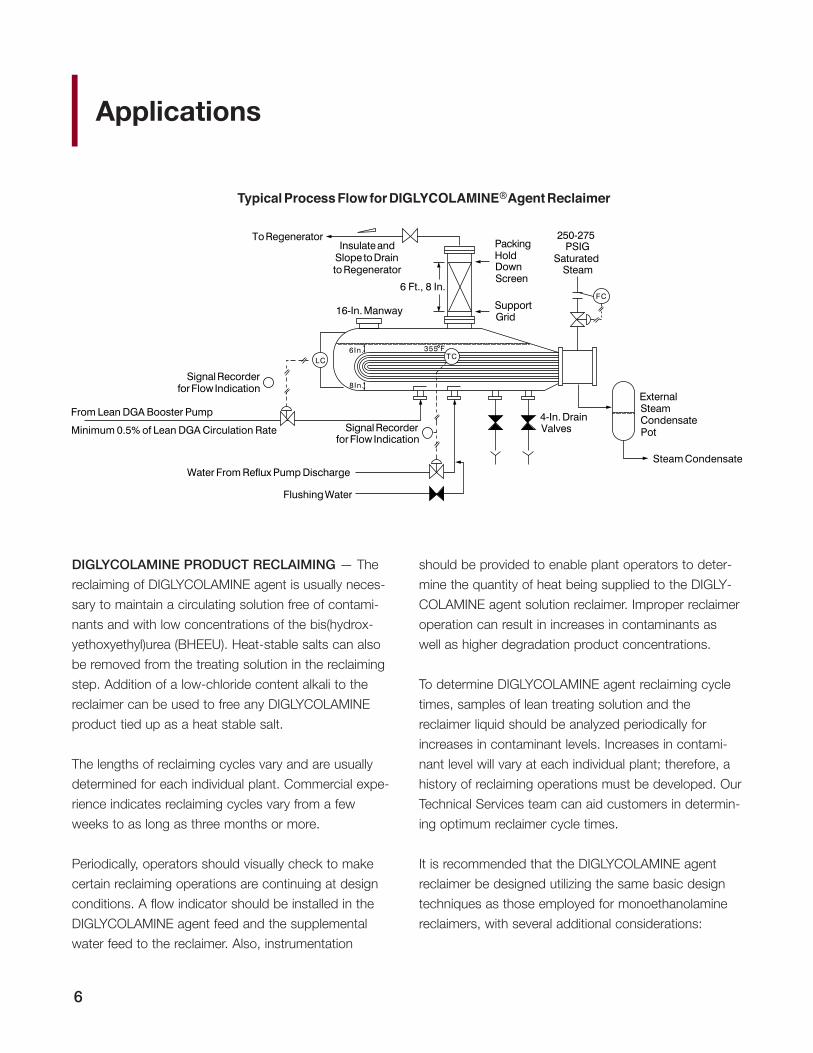
DIGLYCOLAMINE PRODUCT RECLAIMING — The
reclaiming of DIGLYCOLAMINE agent is usually neces-
sary to maintain a circulating solution free of contami-
nants and with low concentrations of the bis(hydrox-
yethoxyethyl)urea (BHEEU). Heat-stable salts can also
be removed from the treating solution in the reclaiming
step. Addition of a low-chloride content alkali to the
reclaimer can be used to free any DIGLYCOLAMINE
product tied up as a heat stable salt.
The lengths of reclaiming cycles vary and are usually
determined for each individual plant. Commercial expe-
rience indicates reclaiming cycles vary from a few
weeks to as long as three months or more.
Periodically, operators should visually check to make
certain reclaiming operations are continuing at design
conditions. A flow indicator should be installed in the
DIGLYCOLAMINE agent feed and the supplemental
water feed to the reclaimer. Also, instrumentation
should be provided to enable plant operators to deter-
mine the quantity of heat being supplied to the DIGLY-
COLAMINE agent solution reclaimer. Improper reclaimer
operation can result in increases in contaminants as
well as higher degradation product concentrations.
To determine DIGLYCOLAMINE agent reclaiming cycle
times, samples of lean treating solution and the
reclaimer liquid should be analyzed periodically for
increases in contaminant levels. Increases in contami-
nant level will vary at each individual plant; therefore, a
history of reclaiming operations must be developed. Our
Technical Services team can aid customers in determin-
ing optimum reclaimer cycle times.
It is recommended that the DIGLYCOLAMINE agent
reclaimer be designed utilizing the same basic design
techniques as those employed for monoethanolamine
reclaimers, with several additional considerations:
Applications
6

• The reclaimer should typically be sized to handle a min-
imum of 0.5% of the circulating solution. Certain types
of applications might require higher reclaiming rates.
• To optimize degradation product reconversion,
reclaiming temperatures should be maintained below
360°F and typically around 350 to 355°F. In order to
minimize thermal degradation, supplemental water
feed to the reclaimer is usually required to prevent the
reclaiming temperature from exceeding the 360°F
level. A portion of the regenerator reflux, steam con-
densate, or good quality make-up water can be used
for this purpose.
• Control of the DIGLYCOLAMINE agent feed to the
reclaimer is usually accomplished by setting a con-
stant heat input to the reclaimer. With a constant
reclaimer heat duty, the reclaimer feed rate is con-
trolled by the reclaimer kettle liquid level control. If
steam is utilized as the heating medium, it is recom-
mended that a sparging steam line be installed below
the reclaimer tube bundle.
• Availability of sparging steam is particularly advanta-
geous at the end of the reclaiming cycle to prevent
settling of the accumulated sludge and solids, which
will reduce liquid circulation around the reclaimer tube
bundle. Because relatively long reclaiming cycles can
be realized, it is important that 8 to 12 inches of clear-
ance be provided between the bottom of the reclaimer
shell and the reclaimer tube bundle. This clearance will
accommodate the buildup of solids and sludge.
Reclaimer overhead vapors should be returned to the
stripping still via a separate line and can provide a sig-
nificant portion of the regeneration heat requirements.
An extra nozzle for vapor reentry should be added four
or five trays from the bottom of the regenerator when
sour regenerator reflux is used as the supplemental
water source for the reclaimer.
CONSTRUCTION MATERIALS — The choice of con-
struction materials for DIGLYCOLAMINE agent solution
treating facilities is essentially the same as for
monoethanolamine systems. Generally speaking, treat-
ing systems handling gas streams with high ratios of
CO2:H2S are in much more corrosive service than
streams with low ratios of CO2:H2S and similar load-
ings and temperatures. Where low CO2:H2S ratios are
encountered, carbon steel is usually satisfactory.
Recommendations for construction materials should be
handled on an individual basis for the specific applica-
tion. Additional assistance can be obtained through our
Technical Services team.
DIGLYCOLAMINE agent gas treating solution has dis-
tinct advantages over monoethanolamine and
diethanolamine for plants operating in cold weather
areas because heat tracing requirements are reduced.
DIGLYCOLAMINE agent solutions containing 30 to 35
wt. % H2O are within the eutectic region of the freezing
curve. Freezing points as low as -40°F have been
determined on actual plant samples containing 30 to
40 wt. % H2O and various quantities of acid gas.
Viscosities will, of course, be quite high at low temper-
atures. Normal operating solutions of 60% DIGLYCO-
LAMINE agent are pumpable at -10°F in many facilities.
7
Applications

Other ApplicationsDIGLYCOLAMINE agent is suggested for use in many
applications where other alkanolamines, morpholine, or
other amines have been utilized. It reacts with fatty
acids to form amides and amine salts useful as surface-
active agents, such as foam boosters and stabilizers,
detergents, and emulsifying and wetting agents. The
reference numbers used in the following paragraphs
refer to the bibliography.
Our laboratory data demonstrate that, in certain con-
centration ranges, DIGLYCOLAMINE agent imparts
greater viscosities than triethanolamine in amine-neutral-
ized linear alkylbenzene sulfonic acid formulations. This
effect is quite advantageous in shampoos and other
specialty detergent and emulsifier applications. Aqueous
solutions of sulfonic acid neutralized with DIGLYCO-
LAMINE agent had the following viscosities at the indi-
cated concentrations at 25°C:
Active Ingredients, % 5 10 15 20 25
Triethanolamine salt,
viscosity, SUS 5.5 9.9 64 728 4,725
DIGLYCOLAMINE
agent salt, viscosity
SUS 5.8 29.3 619 4,436 6,910
DIGLYCOLAMINE agent solution use in shampoo for-
mulations also results in reduced eye irritation.
Stanford Research Institute, under the direction of the
Fats and Proteins Research Foundation, has developed
a process using DIGLYCOLAMINE agent to make a tal-
low sulfate as a lime soap dispersant.
DIGLYCOLAMINE agent is used as an emulsifying agent
to prepare metal-working lubricants that prevent carbon
deposits and discoloration of the metal.51
Photoresist strippers are made using DIGLYCOLAMINE
agent in conjunction with N-methylpyrolidone.
Polyurethane rubber with lower solution viscosity and
higher film elongation and tensile strength is produced
using DIGLYCOLAMINE agent instead of preparations
using Sulfonyldiamine.52
Other applications for DIGLYCOLAMINE agent include its
use as a component of paint strippers, hydraulic fluids,
extractive solvents, paper treating and textile treating
solutions, and dyes, as detailed below:
Applications
8

DIGLYCOLAMINE agent is used in accelerator additives
for alkaline paint stripping solutions. These products usu-
ally require much shorter contact times than more con-
ventional alkaline paint stripping compositions.38, 45, 46, 48
Fire-resistant polyamide ester hydraulic fluids are pro-
duced by reacting DIGLYCOLAMINE agent with a dibasic
acid or one of its derivatives, such as phthalic anhydride.50
Anhydrous mixtures of DIGLYCOLAMINE agent and
other selective solvents are used to separate aromatic
compounds from hydrocarbon liquids. Extraction or
extractive distillation is employed. DIGLYCOLAMINE
agent’s high boiling point makes it especially suitable for
this application.36, 39, 42
DIGLYCOLAMINE agent is also used in the TherMEcel®
process for protecting and stabilizing transformer insula-
tion papers against thermal deterioration and decompo-
sition products of transformer oil and other liquid
dielectrics. The TherMEcel process was developed by
the Thomas A. Edison Division of McGraw-Edison. In
this process, newly formed paper is thoroughly impreg-
nated with an aqueous solution of DIGLYCOLAMINE
agent while still on the papermaking machine.37, 49
Textile-treating solutions containing DIGLYCOLAMINE
agent help cellulosic fabrics retain their original finish.43
Liquid developers for diazo copying papers use DIGLY-
COLAMINE agent to replace the NH3 developers that
contribute to air and water pollution problems.44, 47, 53
DIGLYCOLAMINE agent is also employed as a stabilizer
in diazo dye compounds for paper and cellulose fibers.40
For further information on the uses of DIGLYCOLAMINE
agent, consult the bibliography.
9
Applications

The following physical properties are for DIGLYCOLAMINE
agent, a product of Huntsman
Corporation:
Molecular Weight 105.14
Boiling point, 760 mm Hg, °C 221
Critical constants*
Critical temperature, °C 401.4
Critical pressure, atm 42.98
Critical density, g/cc 0.322
Density, g/ml, 60°F 1.0585
77°F 1.0508
Flash point, Pensky-Martens closed cup, °F 255
Freezing point, °C -12.2
Heat of vaporization, 760 mm Hg, Btu/lb 219.14
lonization constant, 25°C, kb 3.6 x 10-5
Refractive index, nD, 20°C 1.4598
Specific gravity, 20/20°C 1.0560
Specific heat of liquid, Btu/lb/ °F, 60°F 0.571
180°F 0.623
Thermal conductivity, 68°F,
Btu/hr, sq ft,°F/ft 0.121
Vapor pressure, 68°F, mm Hg <0.01
Viscosity, 60°F, cp 40
Weight, 60°F, Ib/gal 8.82
* Calculated
Heat of Reaction of Hydrogen Sulfide and Carbon
Dioxide with DIGLYCOLAMINE Agent
Heats of reaction were determined on 95 wt. % DIGLY-
COLAMINE agent in aqueous solution loaded to 0.2
moles of acid gas per mole of DIGLYCOLAMINE agent.
H = -850 Btu per pound of CO2
H = - 674 Btu per pound of H2S
Heats of Solution20.1 wt. % water in DGA agent 72.7 Btu per pound of water
20.2 wt. % DGA agent in water 25.4 Btu per pound of DGA agent
Additional physical properties pertinent to handling and
using DIGLYCOLAMINE agent are presented in the
pages that follow. Properties were determined in the
laboratory using DIGLYCOLAMINE agent manufactured
by Huntsman Corporation. An attempt has been made
to correlate values that appear in the literature. Dotted
lines in the figures indicate extrapolation.
Physical Properties
10

Property FigureVapor Pressure of Aqueous DGA Agent Solutions 1
Vapor-Liquid Equilibrium for Aqueous DGA Agent Solutions at Various Pressures 2
Vapor-Liquid Equilibrium for Aqueous DGA Agent Solutions at Various Pressures 3
Water Vapor Dew Points Over Aqueous DGA Agent Solutions Versus Temperature 4
Viscosity of DGA Agent Versus Temperature 5
Viscosity of Aqueous DGA Agent Solutions Versus Temperature 6
Effect of Acid Gas Loading on Kinematic Viscosity of an Aqueous 25 Wt. % DGA Agent Solution Versus Temperature 7
Effect of Acid Gas Loading on Kinematic Viscosity of an Aqueous 50 Wt. % DGA Agent Solution Versus Temperature 8
Effect of Acid Gas Loading on Kinematic Viscosity of an Aqueous 65 Wt. % DGA Agent Solution Versus Temperature 9
Effect of Acid Gas Loading on Kinematic Viscosity of an Aqueous 80 Wt. % DGA Agent Solution Versus Temperature 10
Effect of Temperature on Kinematic Viscosity of Aqueous DGA Agent Solutions Loaded to 0.1 Moles CO2/Mole DGA Agent 11
Effect of Temperature on Kinematic Viscosity of Aqueous DGA Agent Solutions Loaded to 0.2 Moles CO2/Mole DGA Agent 12
Effect of Temperature on Kinematic Viscosity of Aqueous DGA Agent Solutions Loaded to 0.4 Moles CO2/Mole DGA Agent 13
Effect of Temperature on Kinematic Viscosity of Aqueous DGA Agent Solutions Loaded to 0.2 Moles CO2 and 0.2 Moles H2S/Mole DGA Agent 14
Effect of Temperature on Kinematic Viscosity of Aqueous DGA Agent Solutions Loaded to 0.1 Moles CO2 and 0.3 Moles H2S/Mole DGA Agent 15
Density of DGA Agent Versus Temperature 16
Density of Aqueous DGA Agent Solution Versus Temperature 17
Effect of Acid Gas Loading on Density of an Aqueous 25 Wt. % DGA Agent Solution Versus Temperature 18
Effect of Acid Gas Loading on Density of an Aqueous 50 Wt. % DGA Agent Solution Versus Temperature 19
Effect of Acid Gas Loading on Density of an Aqueous 65 Wt. % DGA Agent Solution Versus Temperature 20
Effect of Acid Gas Loading on Density of an Aqueous 75 Wt. % DGA Agent Solution Versus Temperature 21
Effect of Acid Gas Loading on Density of an Aqueous 80 Wt. % DGA Agent Solution Versus Temperature 22
Effect of Temperature on Density of Aqueous DGA Agent Solutions Loaded to 0.2 Moles CO2/Mole DGA Agent 23
Effect of Temperature on Density of Aqueous DGA Agent Solutions Loaded to 0.4 Moles CO2/Mole DGA Agent 24
Effect of Temperature on Density of Aqueous DGA Agent Solutions Loaded to 0.1 Moles CO2 and 0.1 Moles H2S/Mole DGA Agent 25
Effect of Temperature on Density of Aqueous DGA Agent Solutions Loaded to 0.2 Moles CO2 and 0.2 Moles H2S/ Mole DGA Agent 26
Specific Heat of Aqueous DGA Agent Solutions Versus Temperature 27
Thermal Conductivity of Aqueous DGA Agent Solutions 28
Freezing Points of Aqueous DGA Agent Solutions 29
pH of Aqueous DGA Agent Solutions at 20°C 30
Surface Tension of Aqueous DGA Agent Solutions Versus Temperature 31
Hydrogen Solubility in Gas Treating Amine Solutions Versus Hydrogen Partial Pressure 32
Nitrogen Solubility in Aqueous 60 Wt. % DGA Agent Solution at 180°F 33
11
Physical Properties

Figure 1Vapor Pressure of Aqueous DIGLYCOLAMINE® Agent Solutions
VAP
OR
PR
ES
SU
RE
, mm
Hg
TEMPERATURE, °F
100 150 250 300 4003
100
70
50
30
20
10
5
200 500
1,000
700
500
300
200
3,000
2,000Water
50 Wt. % DGA Agent70 Wt. % DGA Agent90 Wt. % DGA Agent95 Wt. % DGA Agent
100 Wt. % DGA Agent
Physical Properties
12

Figure 2Vapor-Liquid Equilibrium for Aqueous DIGLYCOLAMINE® Agent Solutions at Various Pressures
TE
MP
ER
ATU
RE
, °F
DIGLYCOLAMINE® AGENT, wt. %
0 3 0 60 70 90120
300
280
260
240
220
180
160
40 100
400
380
360
340
320
440
420
80502010
140
200
760 mm Hg
300 mm Hg
100 mm Hg
13
Physical Properties

Figure 3Vapor-Liquid Equilibrium for Aqueous DIGLYCOLAMINE® Agent Solutions at Various Pressures
TE
MP
ER
ATU
RE
, °F
DIGLYCOLAMINE® AGENT, wt. %
0 3 0 60 70 90220
400
380
360
340
320
280
260
40 100
500
480
460
440
420
540
520
80502010
240
300
35 PSIA
20 PSIA
25 PSIA
Physical Properties
14
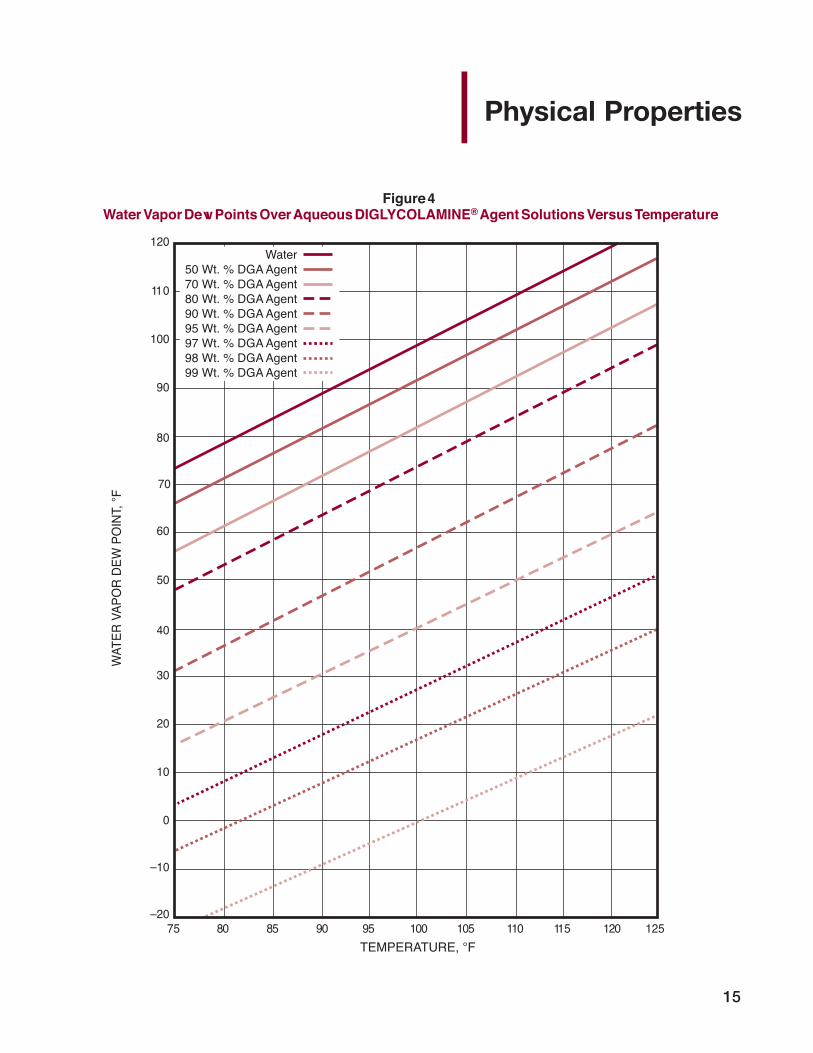
Figure 4Water Vapor Dew Points Over Aqueous DIGLYCOLAMINE® Agent Solutions Versus Temperature
WAT
ER
VA
PO
R D
EW
PO
INT,
°F
TEMPERATURE, °F
75 90 105 110 120–20
60
50
40
30
10
0
95 125
100
90
80
70
120
110
1151008580
–10
20
Water50 Wt. % DGA Agent70 Wt. % DGA Agent80 Wt. % DGA Agent90 Wt. % DGA Agent95 Wt. % DGA Agent97 Wt. % DGA Agent98 Wt. % DGA Agent99 Wt. % DGA Agent
15
Physical Properties

Figure 5Viscosity of DIGLYCOLAMINE® Agent Versus Temperature
VIS
CO
SIT
Y, c
p
TEMPERATURE, °F
50 300
100
100 150 200 250
908070
60
50
40
30
20
1098
7
6
5
4
3
2
1
Physical Properties
16

Figure 6Viscosity of Aqueous DIGLYCOLAMINE® Agent Solutions Versus Temperature
VIS
CO
SIT
Y, c
p
DIGLYCOLAMINE® AGENT, wt. %
0 10020 40 60 800.1
10 30 50 70 90
1.0
10.0
100.0
1,000.0
10,000.0
100,000.0
–40°F
0°F
20°F
40°F
60°F
80°F
100°F120°F
140°F160°F
–20°F
200°F
Freezing Point Curve
180°F
17
Physical Properties

Figure 7Effect of Acid Gas Loading on Kinematic Viscosity of an
Aqueous 25 Wt. % DIGLYCOLAMINE® Agent Solution Versus Temperature
KIN
EM
ATIC
VIS
CO
SIT
Y, c
St
TEMPERATURE, °F
50 100 175 200 2250.50
1.25
1.00
0.90
0.80
0.60
125 250
3.00
2.00
1.50
4.00
15075
0.70
(24 Wt. % DGA Agent); 0.38 Moles CO2/MOLE DGA Agent
(24 Wt. % DGA Agent); 0.19 Moles CO2/MOLE DGA Agent
(25 Wt. % DGA Agent); no CO2
Physical Properties
18

Figure 8Effect of Acid Gas Loading on Kinematic Viscosity of an
Aqueous 50 Wt. % DIGLYCOLAMINE® Agent Solution Versus Temperature
KIN
EM
ATIC
VIS
CO
SIT
Y, c
St
TEMPERATURE, °F
50 100 175 200 2250.80
3.00
2.00
1.75
1.50
1.00
125 250
15.00
7.00
4.00
30.00
15075
1.25
(44.8 Wt. % DGA Agent); 0.41 Moles CO2/Mole DGA Agent
(47.2 Wt. % DGA Agent); 0.19 Moles CO2/Mole DGA Agent
(49.6 Wt. % DGA Agent); no CO2(48.6 Wt. % DGA Agent); 0.10 Moles
CO2/Mole DGA Agent(46.0 Wt. % DGA Agent); 0.21 Moles
CO2/Mole DGA Agent and 0.23 Moles H2S/Mole DGA Agent
(46.6 Wt. % DGA Agent); 0.11 Moles CO2/Mole DGA Agent and 0.29 Moles
H2S/Mole DGA Agent
0.90
5.00
6.00
8.009.00
10.00
20.00
19
Physical Properties

Figure 9Effect of Acid Gas Loading on Kinematic Viscosity of an
Aqueous 65 Wt. % DIGLYCOLAMINE® Agent Solution Versus Temperature
KIN
EM
ATIC
VIS
CO
SIT
Y, c
St
TEMPERATURE, °F
50 100 175 200 2251.25
6.00
4.00
3.00
5.00
1.75
125 250
50.00
100.00
15075
2.00
1.50
15.00
20.00
30.00
75.00
7.00
8.009.00
10.00
40.00
(57.0 Wt. % DGA Agent); 0.42 Moles CO2/Mole DGA Agent
(58.7 Wt. % DGA Agent); 0.20 Moles CO2/Mole DGA Agent and 0.21
Moles H2S/Mole DGA Agent(60.9 Wt. % DGA Agent); 0.20 Moles
CO2/Mole DGA Agent(59.4 Wt. % DGA Agent); 0.10 Moles
CO2/Mole DGA Agent and 0.30 Moles H2S/Mole DGA Agent
(62.6 Wt. % DGA Agent); 0.10 Moles CO2/Mole DGA Agent
(64.4 Wt. % DGA Agent); no CO2
Physical Properties
20

Figure 10Effect of Acid Gas Loading on Kinematic Viscosity of an
Aqueous 80 Wt. % DIGLYCOLAMINE® Agent Solution Versus Temperature
KIN
EM
ATIC
VIS
CO
SIT
Y, c
St
TEMPERATURE, °F
50 100 175 200 2252.0
20.0
10.0
8.0
125 250
500.0
1,000.0
15075
4.0
3.0
75.0
100.0
30.0
40.0
50.0
5.0
6.0
(69.0 Wt. % DGA Agent); 0.42 Moles CO2/Mole DGA Agent
(71.2 Wt. % DGA Agent); 0.20 Moles CO2/Mole DGA Agent and 0.21
Moles H2S/Mole DGA Agent(72.0 Wt. % DGA Agent); 0.10 Moles
CO2/Mole DGA Agent and 0.30 Moles H2S/Mole DGA Agent
(73.6 Wt. % DGA Agent); 0.20 Moles CO2/Mole DGA Agent
(76.9 Wt. % DGA Agent); 0.10 Moles CO2/Mole DGA Agent
(79.5 Wt. % DGA Agent); no CO2
21
Physical Properties

Figure 11Effect of Temperature on Kinematic Viscosity of Aqueous
DIGLYCOLAMINE® Agent Solutions Loaded to 0.1 Moles CO2 /Mole DGA Agent
KIN
EM
ATIC
VIS
CO
SIT
Y, c
St
DIGLYCOLAMINE® AGENT, wt. %
0 100
100
20 40 60 80
908070
60
50
40
30
20
1098
7
6
5
4
3
2
110 30 50 70 90
60°F80°F
100°F120°F140°F160°F180°F
Solutions of 50, 65, and 80 wt. % DGA agent were loaded to 0.1 moles CO2/mole DGA agent to obtain this family of curves.
Physical Properties
22

Figure 12Effect of Temperature on Kinematic Viscosity of Aqueous
DIGLYCOLAMINE® Agent Solutions Loaded to 0.2 Moles CO2 /Mole DGA Agent
KIN
EM
ATIC
VIS
CO
SIT
Y, c
St
DIGLYCOLAMINE® AGENT, wt. %
0 100
100
20 40 60 80
908070
60
50
40
30
20
1098
7
6
5
4
3
2
110 30 50 70 90
60°F80°F
100°F120°F140°F160°F180°F
Solutions of 25, 50, 65, and 80 wt. % DGA agent were loaded to 0.2 moles CO2/mole DGA agent to obtain this family of curves.
23
Physical Properties

Figure 13Effect of Temperature on Kinematic Viscosity of Aqueous
DIGLYCOLAMINE® Agent Solutions Loaded to 0.4 Moles CO2 /Mole DGA Agent
KIN
EM
ATIC
VIS
CO
SIT
Y, c
St
DIGLYCOLAMINE® AGENT, wt. %
0 100
1,000
20 40 60 80
800
80
60
50
40
30
20
10
8
6
5
4
3
110 30 50 70 90
60°F80°F
100°F120°F140°F160°F180°F
Solutions of 25, 50, 65, and 80 wt. % DGA agent were loaded to 0.4 moles CO2/mole DGA agent to obtain this family of curves.
2
100
600
500
400
300
200
Physical Properties
24

Figure 14Effect of Temperature on Kinematic Viscosity of Aqueous
DIGLYCOLAMINE® Agent Solutions Loaded to 0.2 Moles CO2 and 0.2 Moles H2S/Mole DGA Agent
KIN
EM
ATIC
VIS
CO
SIT
Y, c
St
DIGLYCOLAMINE® AGENT, wt. %
0 100
100
20 40 60 80
908070
60
50
40
30
20
1098
7
6
5
4
3
2
110 30 50 70 90
60°F80°F
100°F120°F140°F160°F180°F
Solutions of 50, 65, and 80 wt. % DGA agent were loaded to 0.2 moles CO2 and 0.2 moles H2S/mole DGA agent to obtain this family of curves.
25
Physical Properties

Figure 15Effect of Temperature on Kinematic Viscosity of Aqueous
DIGLYCOLAMINE® Agent Solutions Loaded to 0.1 Moles CO2 and 0.3 Moles H2S/Mole DGA Agent
KIN
EM
ATIC
VIS
CO
SIT
Y, c
St
DIGLYCOLAMINE® AGENT, wt. %
0 100
100
20 40 60 80
908070
60
50
40
30
20
1098
7
6
5
4
3
2
110 30 50 70 90
60°F80°F
100°F120°F140°F160°F180°F
Solutions of 50, 65, and 80 wt. % DGA agent were loaded to 0.1 moles CO2 and 0.3 moles H2S/mole DGA agent to obtain this family of curves.
Physical Properties
26

Figure 16Density of DIGLYCOLAMINE® Agent Versus Temperature
1.13
1.12
1.11
1.10
1.09
1.08
1.07
1.06
1.05
1.04
1.03
1.02
1.01
1.00
0.99
0.98
0.97
0.96
0.95
0.94
0.93
0.92
0.91
0.90
DE
NS
ITY,
g/c
c
TEMPERATURE, °F
0 100 180 220 280120 300240140604020 80 160 260200
27
Physical Properties

Figure 17Density of Aqueous DIGLYCOLAMINE® Agent Solution Versus Temperature
DE
NS
ITY,
g/c
c
DIGLYCOLAMINE® AGENT, wt. %
0 100
1.13
1.12
1.11
1.10
1.09
1.08
1.07
1.06
1.05
1.04
1.03
1.02
1.01
1.00
0.99
0.98
0.9720 40 60 8010 30 50 70 90
180°F
160°F
140°F
120°F
100°F
80°F
60°F
40°F
20°F
0°F
–20°F
–40°F
Freezing Point Curve
Physical Properties
28

Figure 18Effect of Acid Gas Loading on Density of an Aqueous
25 Wt. % DIGLYCOLAMINE® Agent Solution Versus Temperature
DE
NS
ITY,
g/c
c
TEMPERATURE, °F
80 180
1.160
1.140
1.120
1.100
1.080
1.060
1.040
1.020
1.000
0.980100 120 140 160
(24 wt. % DGA Agent); 0.38 Moles CO2/Mole DGA Agent
(24.1 wt. % DGA Agent); 0.21 Moles CO2/Mole DGA Agent and 0.20 Moles H2S/Mole DGA Agent
(24.6 wt. % DGA Agent); 0.19 Moles CO2/Mole DGA Agent
(24.4 wt. % DGA Agent); 0.09 Moles CO2 and 0.11 Moles
H2S/Mole DGA Agent(25 wt. % DGA Agent); no CO2
29
Physical Properties

Figure 19Effect of Acid Gas Loading on Density of an Aqueous
50 Wt. % DIGLYCOLAMINE® Agent Solution Versus Temperature
DE
NS
ITY,
g/c
c
TEMPERATURE, °F
80 180
1.160
1.140
1.120
1.100
1.080
1.060
1.040
1.020
1.000
0.980100 120 140 160
(44.8 wt. % DGA Agent); 0.41 Moles CO2/Mole DGA Agent
(46.6 wt. % DGA Agent); 0.18 Moles CO2 and 0.21 Moles
H2S/Mole DGA Agent(47.2 wt. % DGA Agent); 0.19 Moles CO2/Mole DGA Agent
(48.1 wt. % DGA Agent); 0.11 Moles CO2 and 0.11 Moles
H2S/Mole DGA Agent(49.6 wt. % DGA Agent); no CO2
Physical Properties
30

Figure 20Effect of Acid Gas Loading on Density of an Aqueous
65 Wt. % DIGLYCOLAMINE® Agent Solution Versus Temperature
DE
NS
ITY,
g/c
c
TEMPERATURE, °F
80 180
1.160
1.140
1.120
1.100
1.080
1.060
1.040
1.020
1.000
0.980100 120 140 160
(57.0 wt. % DGA Agent); 0.42 Moles CO2/Mole DGA Agent
(60.9 wt. % DGA Agent); 0.20 Moles CO2/Mole DGA Agent
(64.4 wt. % DGA Agent); no CO2
31
Physical Properties

Figure 21Effect of Acid Gas Loading on Density of an Aqueous
75 Wt. % DIGLYCOLAMINE® Agent Solution Versus Temperature
DE
NS
ITY,
g/c
c
TEMPERATURE, °F
80 180
1.160
1.140
1.120
1.100
1.080
1.060
1.040
1.020
1.000
0.980100 120 140 160
(66.7 wt. % DGA Agent); 0.40 Moles CO2/Mole DGA Agent
(67.8 wt. % DGA Agent); 0.20 Moles CO2 and 0.18 Moles
H2S/Mole DGA Agent(71.0 wt. % DGA Agent); 0.18 Moles CO2/Mole DGA Agent
(71.1 wt. % DGA Agent); 0.09 Moles CO2 and 0.10 Moles
H2S/Mole DGA Agent(75 wt. % DGA Agent); no CO2
Physical Properties
32
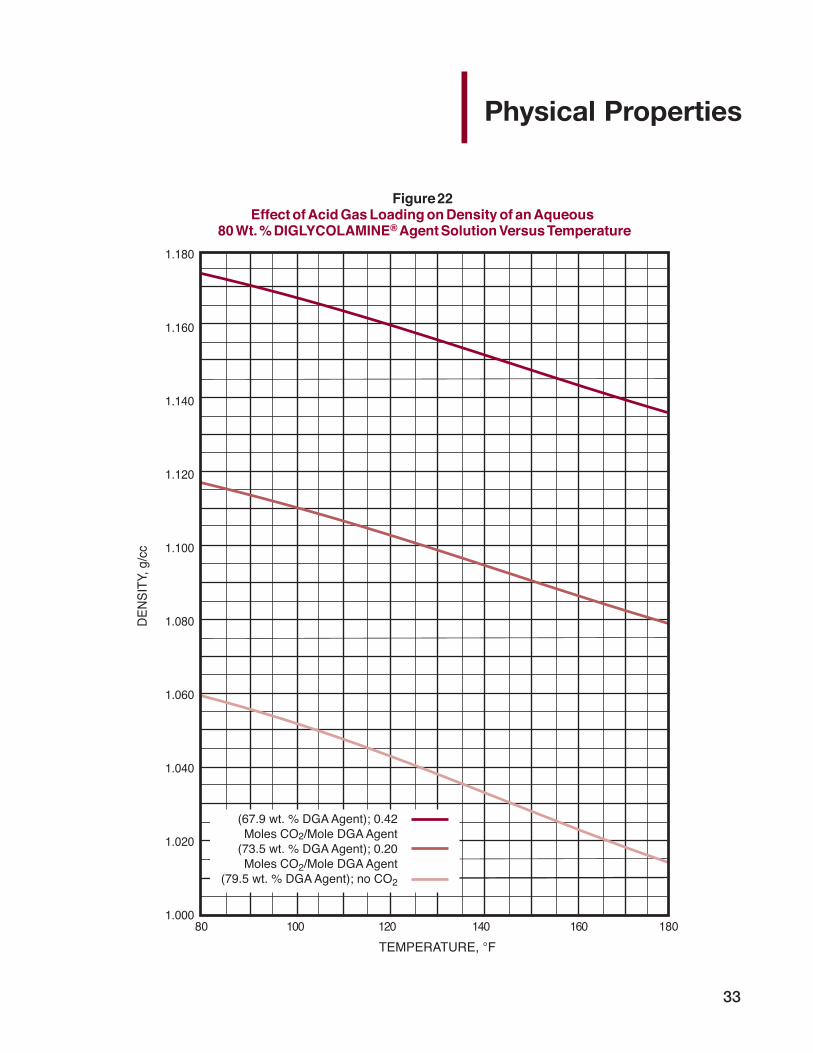
Figure 22Effect of Acid Gas Loading on Density of an Aqueous
80 Wt. % DIGLYCOLAMINE® Agent Solution Versus Temperature
DE
NS
ITY,
g/c
c
TEMPERATURE, °F
80 180
1.180
1.160
1.140
1.120
1.100
1.080
1.060
1.040
1.020
1.000100 120 140 160
(67.9 wt. % DGA Agent); 0.42 Moles CO2/Mole DGA Agent
(73.5 wt. % DGA Agent); 0.20 Moles CO2/Mole DGA Agent
(79.5 wt. % DGA Agent); no CO2
33
Physical Properties

Figure 23Effect of Temperature on Density of Aqueous
DIGLYCOLAMINE® Agent Solutions Loaded to 0.2 Moles CO2 /Mole DGA Agent
DE
NS
ITY,
g/c
c
DIGLYCOLAMINE® AGENT, wt. %
0 100
1.13
1.12
1.11
1.10
1.09
1.08
1.07
1.06
1.05
1.04
1.03
1.02
1.01
1.00
0.99
0.98
0.9720 40 60 8010 30 50 70 90
180°F
160°F
140°F
120°F
100°F
80°F
60°FSolutions of 25, 50, 65, and 80 wt. % DGA agent were loaded to 0.2 moles CO2/mole DGA agent to obtain this family of curves.
Physical Properties
34

Figure 24Effect of Temperature on Density of Aqueous
DIGLYCOLAMINE® Agent Solutions Loaded to 0.4 Moles CO2/Mole DGA Agent
DE
NS
ITY,
g/c
c
DIGLYCOLAMINE® AGENT, wt. %
0 100
1.20
1.19
1.18
1.17
1.16
1.15
1.14
1.13
1.12
1.11
1.10
1.09
1.08
1.07
1.06
1.05
1.04
1.03
1.02
1.01
1.00
0.99
0.98
0.97
0.9620 40 60 8010 30 50 70 90
120°F100°F
80°F
60°F
Solutions of 25, 50, 65, and 80 wt. % DGA agent were loaded to 0.4 moles CO2/mole DGA agent to obtain this family of curves.
180°F
160°F
140°F
35
Physical Properties

Figure 25Effect of Temperature on Density of Aqueous
DIGLYCOLAMINE® Agent Solutions Loaded to 0.1 Moles CO2 and 0.1 Moles H2S/Mole DGA Agent
DE
NS
ITY,
g/c
c
DIGLYCOLAMINE® AGENT, wt. %
0 100
1.13
1.12
1.11
1.10
1.09
1.08
1.07
1.06
1.05
1.04
1.03
1.02
1.01
1.00
0.99
0.98
0.9720 40 60 8010 30 50 70 90
180°F
160°F
140°F
120°F
100°F
80°F
60°F
Solutions of 25, 50, and 75 wt. % DGA agent were loaded to 0.1 moles CO2 and 0.1 moles H2S/mole DGA agent to obtain this family of curves.
Physical Properties
36

Figure 26Effect of Temperature on Density of Aqueous
DIGLYCOLAMINE® Agent Solutions Loaded to 0.2 Moles CO2 and 0.2 Moles H2S/Mole DGA Agent
DE
NS
ITY,
g/c
c
1.15
1.14
1.13
1.12
1.11
1.10
1.09
1.08
1.07
1.06
1.05
1.04
1.03
1.02
1.01
1.00
0.99
0.98
0.97
DIGLYCOLAMINE® AGENT, wt. %
0 10020 40 60 8010 30 50 70 90
180°F
160°F
140°F
120°F
100°F
80°F
60°FSolutions of 25, 50, and 75 wt. % DGA agent were loaded to 0.2 moles CO2 and 0.2 moles H2S/mole DGA agent to obtain this family of curves.
37
Physical Properties

Figure 27Specific Heat of Aqueous DIGLYCOLAMINE® Agent Solutions Versus Temperature
TE
MP
ER
ATU
RE
, °F
SPECIFIC HEAT, Btu/lb/°F
1.05 0.90 0.75 0.70 0.600.85 0.55
340
320
300
280
260
240
220
200
180
160
140
120
100
80
600.650.800.951.00
Water50 Wt. % DGA Agent60 Wt. % DGA Agent70 Wt. % DGA Agent80 Wt. % DGA Agent90 Wt. % DGA Agent
DGA Agent
Physical Properties
38

Figure 28Thermal Conductivity of Aqueous DIGLYCOLAMINE® Agent Solutions
TH
ER
MA
L C
ON
DU
CT
IVIT
Y, B
tu/h
r, sq
ft, °
F/ft
TEMPERATURE, °F
50 100 200 250
0.45
0.40
0.35
0.30
0.25
0.20
0.15
0.10150
Water20 Wt. % DGA Agent40 Wt. % DGA Agent60 Wt. % DGA Agent80 Wt. % DGA Agent
DGA AgentBoiling Point Curve
39
Physical Properties

Figure 29Freezing Points of Aqueous DIGLYCOLAMINE® Agent Solutions
FR
EE
ZIN
G P
OIN
T, °
F
DIGLYCOLAMINE® AGENT, wt. %
0 3 0 60 70 9040 100
80
70
60
50
40
30
20
10
0
–10
–20
–30
–40
–50
–6080502010
Physical Properties
40

Figure 30pH of Aqueous DIGLYCOLAMINE® Agent Solutions at 20°C
DIG
LYC
OLA
MIN
E®
AG
EN
T, w
t. %
pH
10 11 13 14
100.0
70.0
50.0
40.0
30.0
20.0
10.0
7.0
5.0
4.0
3.0
2.0
1.0
0.7
0.5
0.4
0.3
0.2
0.112
41
Physical Properties

Figure 31Surface Tension of Aqueous DIGLYCOLAMINE® Agent Solutions Versus Temperature
SU
RFA
CE
TE
NS
ION
, dyn
es/c
m
TEMPERATURE, °F
50 80 110 120 14090 150
80
75
70
65
60
55
50
45
40
35
30
25
20
15
101301007060
Water50 Wt. % DGA Agent75 Wt. % DGA Agent
DGA Agent
Physical Properties
42

Figure 32Hydrogen Solubility in Gas Treating Amine Solutions
Versus Hydrogen Partial Pressure
HY
DR
OG
EN
SO
LUB
ILIT
Y, c
u ft/
gal D
GA
agen
t
HYDROGEN PARTIAL PRESSURE, psia
0 400
0.90
0.80
0.70
0.60
0.50
0.40
0.30
0.20
0.10
0.0080 160 240 320
Hydrogen solubility in 20 wt. % MEA-water solution at 144°F
Hydrogen solubility in 60 wt. % DGA agent-water solution at 180°F
40 120 200 280 360
43
Physical Properties

Figure 33Nitrogen Solubility in Aqueous 60 Wt. % DIGLYCOLAMINE® Agent Solution at 180°F
NIT
RO
GE
N S
OLU
BIL
ITY,
cu
ft/ga
l DG
A ag
ent
NITROGEN PARTIAL PRESSURE, psia
0 400
0.90
0.80
0.70
0.60
0.50
0.40
0.30
0.20
0.10
0.0080 160 240 32040 120 200 280 360
Physical Properties
44

45
DIGLYCOLAMINE agent undergoes reactions typical of
alcohols and amines. It is isomeric with diethanolamine;
however, it has certain structural differences that are
advantageous in some applications. For example,
DIGLYCOLAMINE agent is a primary amine, whereas
diethanolamine is a secondary amine.
The primary NH2 group makes DIGLYCOLAMINE agent
more reactive than diethanolamine. In certain reactions,
such as those involving CO2, DIGLYCOLAMINE agent
will have an advantage over the primary amine,
monoethanolamine, in avoiding cyclic structures.
Chemical Properties

GeneralThe handling and storage of DIGLYCOLAMINE agent
presents no unusual problems. Our Technical
Service staff is available to assist those persons
desiring additional information. See the Toxicity and
Safety section for related additional information.
Maintaining SpecificationsDIGLYCOLAMINE agent is hygroscopic and will
absorb water vapor when exposed to a moist
atmosphere. If water content is to be minimized, a
dry inert gas pad under a few ounces of pressure
should be used on the storage tanks. A gas pad
should also be used if low color is important, since
absorbed atmospheric oxygen and carbon dioxide
will cause DIGLYCOLAMINE agent to develop color.
Since DIGLYCOLAMINE agent is basic, it will react
with acidic gases, hence carbon dioxide and natural
gas containing acidic sulfur compounds cannot be
used. Nitrogen is quite suitable.
The solvent properties and alkaline nature of DIGLY-
COLAMINE agent should also be considered when
installing handling and storage facilities. DIGLYCO-
LAMINE agent will react with copper to form com-
plex salts. The use of copper and alloys containing
copper should be avoided in equipment that will
contact DIGLYCOLAMINE agent or its aqueous solu-
tions. Carbon steel storage tanks constructed
according to a recognized code are generally satis-
factory. In cases where low color is important, stain-
less steel is preferred.
DIGLYCOLAMINE agent is not compatible with phe-
nolic resin linings.
Steam coils with sufficient surface area to heat the
tank contents using low-pressure steam should be
built into the tank about six inches above the floor. The
coils should be constructed in such a manner as to
allow the condensate to drain. Stainless steel coils are
preferred, particularly when low color DIGLYCO-
LAMINE agent solution is important. If steam heat is to
be used continuously to prevent high viscosities or
freezing, a temperature regulator that throttles either
the steam or condensate should be installed.
In situations where the ambient temperature is low,
tank insulation is desirable. Asphalt-cork or urethane
foam insulation sprayed onto the outer wall is satisfac-
tory. If a nitrogen pad is used, pressure relief and vacu-
um relief valves of a suitable capacity should be
installed. The system may consist of a cylinder of nitro-
gen, a pressure reducing valve, a pressure relief valve,
and a line to the top of the storage tank. Tankage
should be diked and electrically bonded and grounded.
In cold climates, when DIGLYCOLAMINE agent is uti-
lized for gas treating applications, it can be diluted
with water to approximately 80% concentration. An 80
wt. % DlGLYCOLAMINE agent:water solution has a
freezing point below -40°F.
Transfer LinesCarbon steel transfer lines at least two inches in diam-
eter and joined by welds or flanges are suitable.
Screwed joints are subject to failure unless back-weld-
ed because DIGLYCOLAMINE agent will leach conven-
tional pipe dopes. U.S. Rubber 899 gasket material or
its equivalent is satisfactory for use with flanged con-
nections in DIGLYCOLAMINE agent service.
Handling and Storage
46

If the ambient temperature is below 20°F, the transfer
line for the pure product should be steam traced and
insulated. Steam tracing can be accomplished by
affixing copper tubing of approximately 3/8-inch
diameter to the underside of the line, insulating the
tube to the line, and using low-pressure steam in the
tubing. For flexible connections, stainless steel hose
is preferred to rubber, since rubber will generally
deteriorate in DIGLYCOLAMINE agent service and
increase the color of the product with time and tem-
perature. Systems that are insulated and steam-
traced should be preheated in cool weather before
being put into service. Normally, 15 to 30 minutes of
applying steam to the tubing will adequately warm,
but not overheat, the system. Transfer piping and
pumps may be equipped with a nitrogen padding
system so the DIGLYCOLAMINE agent can be pres-
sured out of the lines when an extended idle period
is contemplated. This practice will help reduce losses
and color increases that would result if the DIGLYCO-
LAMINE agent were allowed to remain in the lines.
PumpsCarbon steel rotary pumps can be used with DIGLY-
COLAMINE agent, although a centrifugal pump is
preferred. Rotary pumps should be equipped with
externally lubricated bearings. A Durametallic Type
RO-TT mechanical seal is suitable. Where pump
packing is required, Garlock 234, Garlock 239, or
equivalent is satisfactory.
Because DIGLYCOLAMINE agent has high viscosi-
ties at low temperatures, provision should be made
for preheating pumps exposed to the cold. To pre-
heat pumps, install steam tracing and apply low-
pressure steam to the tubing.
Unloading in Cold WeatherThawing a tank or tank car of DIGLYCOLAMINE
agent is accomplished by applying steam at 50
pounds pressure maximum to the coils of the tank
or tank car. Product temperature should be kept
below 150°F.
Thawing may be accelerated by using a liquid circu-
lating pump. In the case of unloading tank cars, or if
steam is being discontinued to tanks, the coils
should be blown free of condensate with dry air to
prevent freezing of the condensate and coil rupture.
For further information on handling frozen product in
tanks, it is recommended that reference be made to
Association of American Railroads’ Pamphlet No. 34,
and General American Transportation Corporation’s
“Care of Heater Coils in Tank Cars.”
DIGLYCOLAMINE agent that has frozen in drums
may be thawed in a hot room at about 100° F.
Thawing should be expected to require approximate-
ly two to three days.
47
Handling and Storage

New Facilities and CleaningPrior to putting storage vessels into service, it is
desirable to purge with nitrogen to remove oxygen
from the tank atmosphere. Although frequent clean-
ing of tanks and transfer lines is not recommended,
it may be necessary due to contamination or accu-
mulation of foreign material in the system. For such
cleaning, a water wash is generally satisfactory.
Tank cleaning is normally accomplished by thorough-
ly sluicing the interior of the tank with a water jet,
followed by cloth or chamois drying. Unless exces-
sive rust scale makes it necessary, the interior of the
tank should not be wire brushed or sandblasted
because the oxides of iron are relatively inert to
DIGLYCOLAMINE agent. Once clean and dry, the
tank should be sealed and purged with dry nitrogen
to avoid undue condensation and rust formation.
Most of what has been described so far is con-
cerned with commercial, essentially anhydrous,
DIGLYCOLAMINE agent. Aqueous DIGLYCOLAMINE
agent solutions have lower freezing points and lower
viscosities, so storage and handling may be simpli-
fied considerably by dilution in storage if the DIGLY-
COLAMINE agent is to be used as an aqueous solu-
tion (see Physical Properties section).
Handling and Storage
48

Toxicity StudiesResults of acute toxicity testing using DIGLYCOLAMINE
agent indicate that this product is slightly toxic by single
oral exposure, and practically nontoxic by single dermal
exposure. The oral LD50 in rats has been determined to
be 2.6 g/ kg, and the dermal LD50 in rabbits is in
excess of the 3.0 g/kg maximum concentration
employed in our limit test.
Acute irritation studies have shown this product to be
extremely irritating/corrosive to the skin of rabbits, with a
Draize score of 8.0 (maximum score 8.0). Due to its cor-
rosive properties to the skin, rabbit eye irritation studies
using DIGLYCOLAMINE agent have not been performed,
but it is expected that this product would be extremely
irritating/corrosive to the eyes. A dermal sensitization
study (Beuhler method) has shown DIGLYCOLAMINE
agent to be nonsensitizing to guinea pigs induced and
challenged at concentrations of 10% in acetone.
A battery of in vitro genetic toxicity studies, employing
an Ames assay, a cell transformation assay, and an
Unscheduled DNA Synthesis (UDS) assay, did not
demonstrate any evidence of DNA damage or cell
growth transformation in the test systems.
Human Health Effects and First AidOn the basis of the above toxicity studies, the principal
health hazard from accidental exposures to DIGLYCO-
LAMINE agent is a moderate-to-severe irritation/corro-
sion of the eyes, skin, and mucous membranes.
Chemical-type goggles with face shield must be worn
during handling or use of the undiluted product or con-
centrated solutions. Contact lenses should not be worn.
Protective clothing and gloves resistant to chemicals
and petroleum distillates must be worn.
Should accidental eye contact occur, flush eyes with
large amounts of water for at least 15 minutes, after
which a physician should be consulted. During flush-
ing of the eyes, eyelids should be held apart to permit
rinsing of entire surface of eyes and lids.
For skin contact, immediately flush skin with large
amounts of water for at least 15 minutes. Clothing
wet with the product must be removed immediately
and laundered before reuse.
If DIGLYCOLAMINE agent is accidentally ingested,
and the individual is conscious and can swallow, he
or she should be given two large glasses of water,
after which a physician should be consulted. Since
this product is expected to produce severe
irritation/corrosion of mucous membranes, vomiting
should not be induced, due to the possibility of lung
damage from aspiration of the product into the lungs
during vomiting.
The vapor pressure of DIGLYCOLAMINE agent is quite
low, and exposure to harmful quantities of vapor
should not be a health problem under usual circum-
stances. However, adequate ventilation should be pro-
vided where a large quantity of product is exposed, or
where mists or vapors are generated. Spills in con-
fined areas should be cleaned up promptly.
Spill Containment and DisposalSpilled DIGLYCOLAMINE agent can be absorbed
using a solid absorbent and placed into drums for
disposal. Larger amounts of material may be dis-
posed of by incineration or placement in a properly
controlled landfill site. In all instances, disposal of this
product should be performed in compliance with all
local, state, provincial, and federal regulations.
49
Toxicity and Safety

Delivery of DIGLYCOLAMINE agent can be made in
10,000 and 20,000-gallon tank cars. These cars are
constructed of welded carbon steel and have bottom
unloading fittings and steam coils.
Deliveries can also be made in insulated, stainless
steel, full or compartmented tank wagons with steam
coils. If requested, tank wagons can be equipped with
unloading pumps and hoses.
Drums of DIGLYCOLAMINE agent can be shipped in
truckload or less-than-truckload quantities. The net
weight of a drum is 480 pounds; the gross weight is
approximately 501 pounds per drum. Drums are
UN1A1 or UN1H1, nonreturnable.
Under U.S. Department of Transportation (DOT) and
Canadian Transportation of Dangerous Goods (TDG)
regulations, the proper shipping name for DIGLYCO-
LAMINE agent is “2-(2-aminoethoxy)ethanol,”identifica-
tion number UN 3055. This product is considered a
corrosive material (TDG hazard class 8) and requires a
“CORROSIVE”label for shipping.
For further information, please refer to the Material
Safety Data Sheet (MSDS) for this product.
Shipping Information
50

Gas Treating Applications1. Anon.: “GPA Explores H2S Removal Methods,” Oil & Gas Journal 7 76, No. 29, 66, 71-73 (1978).
2. Barth, D., Tondre, C., and Delpuech, J. J.: “Stopped-Flow Investigations of the Reaction Kinetics of Carbon
Dioxide With Some Primary and Secondary Alkanolamines in Aqueous Solutions,” Int. J. Chem. Kinet. 18, No.
4, 445-457 (1986).
3. Bucklin, Robert W.: “DIGLYCOLAMINE (DGA) - A Workhorse for Gas Sweetening,” Oil & Gas Journal 80, No.
45, 204, 208-210 (1982).
4. Butwell, K. F., Kubek, D. J., and Sigmund, P. W.: “Alkanolamine Treating,” Hydrocarbon Process., Int. Ed., 61,
No.13, 108-116 (1982).
5. Christensen, S. P., Christensen, J. J., and Izatt, R. M.: “Enthalpies of Solution of Carbon Dioxide in Aqueous
DIGLYCOLAMINE Solutions,” Thermochim. Acta, 106, 241-251 (1986).
6. Dillard, Kenneth H., Abernathy, Marshall W., and Weber, Fred S.: “Desulfurization of Liquid Hydrocarbon
Streams,” Belgian 893,286, May 24, 1982; C.A. 98(12):92300x.
7. Dingman, J. C.: “Gas Sweetening With DIGLYCOLAMINE Agent,” presented at Third Iranian Congress of
Chemical Engineering, Pahlavi University, Shiraz, Iran, November 6-10, 1977.
8. Dingman, J. C.: “Don’t Blame Hydrocarbon Solubility for Entrainment Problems in Amine Treating Systems,”
presented at Annual AlChE Meeting, Miami Beach, Florida, November 2-7, 1986.
9. Dingman, J. C., Jackson, J. L., Moore, T. F., and Branson, J. A.: “Equilibrium Data for the Hydrogen Sulfide-
Carbon Dioxide-DIGLYCOLAMINE Agent-Water System,” Proceedings of Annual Convention - Gas Processors
Association, 62, 256-268 (1983).
10. Dingman, J. C., and Moore, T. F.: “Compare DGA and MEA Sweetening Methods,” Hydrocarbon Processing 47,
No. 7, 138-140 (1968).
11. Drew Chemical Corp.: “Absorption System for Removal of Acidic Gases,” Neth. Appl. 72 13,807, October 12,
1972; C.A. 83 100645w.
51
Bibliography

12. Freireich, E., and Tennyson, R. N.: “Process Improves Acid-Gas Removal, Trims Costs, and Reduces Effluents,”
Oil & Gas Journal 74, No. 34, 130-132 (1976).
13. Goar, B. Gene: “Today’s Gas-Treating Processes-1,” Oil & Gas Journal 69, No. 28, 77-79 (1971).
14. Griffith, T. E.: “Gas Sweetening in Field Operations,” Gas 46, No. 5, 77-79 (1970).
15. Harbison, J. L., and Dingman, J. C.: “Mercaptan Removal Experiences in DGA Sweetening of Low Pressure Gas,”
Gas Conditioning Conference at the University of Oklahoma, Norman, Oklahoma 1972; C.A. 83 82356w.
16. Hikita, H., Asai, S., Ishikawa, H., and Honda, M.: “The Kinetics of Reactions of Carbon Dioxide With
Monoisopropanolamine, DIGLYCOLAMINE, and Ethylenediamine by a Rapid Mixing Method,” The Chem. Eng.
J. 14, 27-30 (1977).
17. Hikita, H., Ishikawa, H., Murakami, T., and Ishii, T.: “Densities, Viscosities, and Amine Diffusivities of Aqueous
MIPA, DIPA, DGA, and EDA Solutions,” J. Chem. Eng. Jpn. 14, No. 5, 411-413 (1981).
18. Holder, Howard L.: “DIGLYCOLAMINE—A Promising New Acid Gas Remover,” Oil & Gas Journal 64, No.18, 83-
86 (1966).
19. Huval, M., and Van de Venne, H., “Gas Sweetening in Saudi Arabia in Large DGA Plants,” presented at the
March 2-4, 1981, Gas Conditioning Conference at the University of Oklahoma, Norman, Oklahoma.
20. Kohl, Arthur L., and Riesenfeld, Fred C.: Gas Purification, 2nd Ed., Gulf Publishing Co., Houston (1974).
21. Maddox, Robert N., Mains, Gilbert J., and Rahman, Mahmud A.: “Reactions of Carbon Dioxide and Hydrogen
Sulfide With Some Alkanolamines,” Ind. Eng. Chem. Res. 26, No. 1, 27-31 (1987).
22. Martin, Joel L., Frederick, D. Otto, and Mather, Alan E.: “Solubility of Hydrogen Sulfide and Carbon Dioxide in a
DIGLYCOLAMINE Solution,” Journal of Chemical and Engineering Data 23, No. 2, 163-164 (1978).
23. Mason, J. R., and Griffith, T. E.: “MEA-DGA Switch Saves Steam,” Oil & Gas Journal 67, No. 23, 67-69 (1969).
24. McClure, George: “Removal of Carbon Oxide Sulfide From Liquid Propane,” German Offen. 3,034,386, April 22,
1982; C.A. 97(4):26226f.
Bibliography
52

25. McClure, George, and Morrow, David C.: “Amine Process Removes COS From Propane Economically:” Oil &
Gas Journal 77, No. 27, 106-108 (1979).
26. Moore, T. F., Dingman, J. C., and Johnson, F. L. Jr.: “A Review of Current DIGLYCOLAMINE Agent Gas Treating
Applications,” Environ. Prog. 3, No. 3, 207-212 (1984).
27. Peterey, Ernst Q. Jr., and Breland, Clinton D.: “Method and Composition for Fluid Treatment,” U.S. 3,923,954,
December 2, 1975; C.A. 84 108273q.
28. Seubert, M. K., and Wallace, G. D. Jr.: “Corrosion in DGA Gas Treating Plants,” presented at NACE Corrosion
85 Meeting, Boston, Massachusetts, March 25-29, 1985.
29. Tennyson, R. N., and Schaaf, R. P.: “Guidelines Can Help Choose Proper Process for Gas Treating Plants,” Oil &
Gas Journal 75, No. 2, 78-80, 85-86 (1977).
30. Tonis, Joannes G., and Pienon, Adrianus P.; Shell Internationale Research Maatschappij N.V.: “Washing of Acid
Components From Hydrocarbon Gas Streams,” British 1,153,786, May 29, 1969; C.A. 71 32096t.
31. Valdez, Antonio R.; Fluor Corp.: “Separation of Carbon Dioxide, Hydrogen Sulfide, and Moisture From Gaseous
Hydrocarbons,” German Offen. 2,451,958, April 30,1975; C.A. 83 118410a.
32. Weber, Steve, and McClure, George: “New Amine Process for FCC Desulfurizes Light Liquid Streams,” Oil &
Gas Journal 79, No. 23, 160-161, 163 (1981).
33. Yeakey, Ernest L., and Moss, P. H.; Jefferson Chemical Co., Inc.: “Purifying Gases Containing Acid Impurities
Using Stabilized 2-(2-Aminoethoxy) Ethanol,” U.S. 3,891,742, June 24, 1975; C.A. 83 166759t.
34. Yeakey, Ernest L., and Moss, P. H.; Jefferson Chemical Co., Inc.: “Stabilized 2-(2-Aminoethoxy) Ethanol,” U.S.
3,829,494, August 13, 1974; C.A. 81 104738k.
35. Williams, W. W.: “Treatment of Gas Plant Liquids With DIGLYCOLAMINE,’’ Gas Conditioning Conference at the
University of Oklahoma, Norman, Oklahoma 1973; C.A. 81 123945s.
53
Physical Properties

Other Applications36. Basila, Michael R., and Pate, Alfred R. Jr.; Nalco Chemical Co.: “Extraction of Aromatic Hydrocarbons From
Petroleum Hydrocarbons by Using DIGLYCOLAMINE,” S. African 6,905,875, February 26, 1970; C.A. 73
79200d. Corresponds to U.S. 3,583,906 and 3,733,262.
37. Brummet, Berthel D., and Sadler, Fred D.: “Heat Stabilized Paper for Electrical Insulation,” Belgian 667,396,
November 16, 1965; C.A. 65 9164b. Corresponds to U.S. 3,403,968 and British 1,060,706.
38. Cooper, Joseph, and Corbett, William J.; W. R. Grace and Co.: “Paint Stripping Compounds,” U.S. 3,417,025,
December 17, 1968; C.A. 70 38971a.
39. Eisenlohr, Karl H., and Mueller, Eckart; Metallgesellschaft A.- G.: “Extraction of Aromatic Compounds With
Mixed Solvents,” Belgian 670,244, January 19, 1966; C.A. 65 120499. Corresponds to U.S. 3,366,568 and
3,415,739.
40. Frei, Alfred, and Schweizer, August; Sandoz Ltd.: “Stabilized Diazo Dye,” German Offen. 1,929,418, May 21,
1970; C.A. 73 57161q.
41. Globus, Alfred R.: “Stabilization of Ethanol-Gasoline Mixtures,” U.S. 4,328,004, May 4, 1982; C.A.
97(4):26197x.
42. Jones, W. T., and Payne, Vic: “New Solvent to Extract Aromatics,” Hydrocarbon Processing 52, No. 3, 91-92
(1973); C.A. 79 7600k.
43. Markiewitz, Kenneth H.; Atlas Chemical Ind., Inc.: “Urea Compounds for Treating Cellulosic Textiles,” German
Offen. 2,058,317, June 3, 1971; C.A. 75 130747h. Corresponds to U.S. 3,763,106 and British 1,305,136.
44. Matsui, Takeshi, and Yashida, Shigeaki; Ricoh Co., Ltd.: “Amine Developers for Diazo Copying Papers,”
Japanese 74 20,980, May 29, 1974; C.A. 82 105195p.
45. Murphy, Donald P.; Oxy Metal Ind. Corp.: “Amine Stripping Compounds,” U.S. 3,972,839, August 3, 1976; C.A.
85 144882S.
46. Murphy, Donald P.; Societe Continentale Parker: “Composition for Removing Organic Coatings From
Substrates,” French 2,019,526, July 3, 1970; C.A. 74 143414b. Corresponds to U .S. 3,671,465.
Bibliography
54
47. Neuman, Henry J.: “Amine-Type Developer for Diazo Materials,” U.S. 3,809,560, May 7, 1974; C.A. 81 56643b.
48. Pyrene Co. Ltd.: “Composition and Process for Stripping Paint,” British, 1,229,779, June 29, 1972; C.A. 78
31560x.
49. Sadler, Fred Speer, and Heinrichs, Frank Wheddon; McGraw-Edison Co.: “Impregnating Cellulosic Fibers,”
French 2,122,153, September 29, 1972; C.A. 78 112952d. Corresponds to U.S. 3,736,178 and British
1,342,947.
50. Shibe, William J.; R. M. Hollingshead Corp.: “Polyamide Ester Hydraulic Fluids,” U.S. 3,341,543, September 12,
1967; C.A. 67 109252t.
51. Standard Oil Co.: “Lubricants for Metal Machining,” Neth. 65 03,934, September 28, 1965; C.A. 64 7957g.
Corresponds to U.S. 3,298,954 and British 1,109,304.
52. Vander Aue, John P.; Goodyear Tire and Rubber Co.: “Polyurethanes,” German Offen. 2,259,955, June 20,
1973; C.A. 79 80091. Corresponds to British 1,365,567.
53. Yashida, Shigeaki, and Matsui, Takeshi; Ricoh Co. Ltd.: “Developer Powder for Binary, Light Sensitive Diazo
Papers,” German Offen. 2,126,160, January 27, 1972; C.A. 76 134168p. Corresponds to British 1,357,135.
Toxicity54. Smyth, H. F. Jr., Carpenter, C. P., and Weil, C. S.: AMA Arch. Ind. Hyg. Occup. Med. 4 119 (1951).
55
Physical Properties

HUNTSMANCORPORATION10003 Woodloch Forest Drive
The Woodlands, TX 77380
Tel: 281-719-6000
Fax: 281-719-6055
Research and Development
Advanced Technology Center
8600 Gosling Rd
The Woodlands, TX 77381
Tel: 281-719-7400
Fax: 281-719-7500
Huntsman International
Trading Corporation
350 Orchard Road #11-07
Shaw House
Singapore 238868
Tel: 65 730-0270
Fax: 65 730-0280
Huntsman International
Trading Corporation
Taiwan Representative Office
11-F4, 30, Sec. 3
Chung Shan N. Road
Taipei, Taiwan R.O.C.
Tel: 886-2-2586-3467
Fax: 886-2-8596-1919
Huntsman do Brasil
Participacoes, Ltda.
807 Conj. 2314
01311-000 San Paulo - SP,
Brazil
Tel: 55 11-253-6448
Huntsman Corporation Europe
Everslaan, 45
3078 Everberg
Belgium
Tel: 32-2-758-9211
Fax: 32-2-758-9946
Huntsman Corporation
Canada Inc.
Box 61128 RPO Kensington,
Calgary, Alberta, T2N 4S6 Canada
Tel: 403-276-1166
Fax: 403-276-1163
Huntsman de Mexico, S.A. de
C.V.
Angel Urraza Num. 303
Col. Insurgentes San Borja
C.P. 03100 Mexico, D.F.
Tel: 525-687-7551
Fax: 525-687-0991
Huntsman Australia
61 Market Road, Brooklyn,
Victoria, Australia, 3012
Tel: 61-3-9316-3646
Fax: 61-3-9316-3647
Emergency Assistance
For transportation emergencies
only, call CHEMTREC 1-800-424-
9300 or 1-800-328-8501.
For all other emergencies, call
409-722-8381, our 24-hour
emergency number in Port
Neches, Texas.
Sales Office
56


Copyright © 1982, 1988, 1989, 1993, 1995, 1999, 20051079-399Huntsman Corporation
DIGLYCOLAMINE® and DGA® are registeredtrademarks of Huntsman Corporation in one ormore, but not all, countries.
Huntsman Corporation warrants only that its prod-ucts meet the specifications stated herein. Typicalproperties, where stated, are to be considered asrepresentative of current production and should notbe treated as specifications. While all the informationpresented in this document is believed to be reliableand to represent the best available data on theseproducts, NO GUARANTEE, WARRANTY, OR REP-RESENTATION IS MADE, INTENDED, OR IMPLIEDAS TO THE CORRECTNESS OR SUFFICIENCY OFANY INFORMATION, OR AS TO THE SUITABILITYOF ANY CHEMICAL COMPOUNDS FOR ANY PAR-TICULAR USE, OR THAT ANY CHEMICAL COM-POUNDS OR USE THEREOF ARE NOT SUBJECTTO A CLAIM BY A THIRD PARTY FOR INFRINGE-MENT OF ANY PATENT OR OTHER INTELLECTUALPROPERTY RIGHT. EACH USER SHOULD CON-DUCT A SUFFICIENT INVESTIGATION TO ESTAB-LISH THE SUITABILITY OF ANY PRODUCT FOR ITSINTENDED USE. Products may be toxic and requirespecial precautions in handling. For all products list-ed, user should obtain detailed information on toxici-ty, together with proper shipping, handling, and stor-age procedures, and comply with all applicable safe-ty and environmental standards.
10003 Woodloch Forest DriveThe Woodlands, Texas 77380281-719-6000
Technical Services Section 8600 Gosling Rd. The Woodlands, Texas 77381 281-719-7400
NYSE: HUN
©2005HUNTSMAN CORPORATION
www.huntsman.com/performance_products