garc a torres mar a de los angeles 200217243 y …148.206.53.84/tesiuami/uami14417.pdf ·...
TRANSCRIPT

2
AGRADECIMIENTOS. A ti Mama por todo!... gracias por tu aliento, consejos, ánimos y tus ricas cenas, meriendas a las horas de la madrugada. Y no solo en esta etapa sino en todas las que me haz acompañado, por formarme, por darme educación y la oportunidad de conocer tantas cosas, elegir, decidir y vivir libre y con responsabilidad. Te quiero mucho!!! A ti Valentin, por tu aliento y opinión objetiva, ya que me motivaron noche tras noche, por escucharme y alentarme cuando sentía que no podía con todo el paquete. Por compartir conmigo toda la etapa Universitaria de la mejor manera, por todo lo vivido, por los partidos de fútbol, por los entrenamientos, las funciones en el Fuego Nuevo, gracias por todo!!!. Te quiero mucho !!! A ti Guisel por tu dedicación y empeño, por enseñarme a ser mejor, a competir, pero competir conmigo, fuiste y eres una gran influencia… Te quiero Mucho!! A ti Angeles por que fuiste mi cómplice en muchas cosas ( fútbol, danza, fotos, amor, amistad, intelecto, etc), quizás no fue la mejor etapa de nuestra amistad, pero lo logramos estamos afuera y la amistad sigue creciendo y seguirá, seremos en algunos años un par de viejitas contando nuestra anécdotas, jejeje,… A ti Jonathan por ser como eres, de cierta manera influyeron para sacar más de mi… Lizet Alvarado Hernández.

3
María de los Angeles. A MI MADRE, por toda la confianza que deposito en mí, por sus sabias palabras y consejos, por su inmenso apoyo y por su gran cariño interminable e incondicional. GRACIAS POR ESTAR CON MIGO Y CREER EN MI, POR DARME MÀS DE UNA VEZ LA VIDA., tu sabes a lo que me refiero, gracias por alegrarte junto con migo en este momento, este logro tan importante en mi vida esta dedicado a ti. TE AMO MAMÁ. A ti Papá, aunque no estas con migo, se que desde el cielo te alegras con migo. A RAFA, que más que mi hermano, es un padre para mi, TE QUIERO MUCHO HERMANO,” GRACIAS” A FILOo, a PERA y a REYNA, por su apoyo económico, tanto en las buenas como en las malas, por su cariño y confianza, ustedes también son parte importante de este logro y de mi recuperación. “GRACIAS HERMANAS”. A JULIO, MI ESPOSO, quién en esta última etapa supo escucharme y comprenderme, Gracias por tus ánimos y tus palabras “, GRACIAS POR TU AMOR Y POR ESTAR CON MIGO, TE AMO. A LIZ Y A JONATHAN, quienes en esta larga etapa fueron más que mis compañeros, fueron mis grandes amigos y COMPLICES. GRACIAS A AMBOS POR TANTOS MOMENTOS QUE NUNCA OLVIDARÉ, también GRACIAS POR SU APOYO, ustedes saben lo difícil que fue para mi esta última etapa. Los quiero mucho AMIGOS. Vamos Liz sigue creciendo cumple tus sueños, estoy segura que los lograrás, asì como lograste este. GRACIAS A DIOS Y A LA VIDA, QUE ME PERMITEN SEGUIR EN ESTE MUNDO, de pie y llena de sueños e ilusiones. Ma de los Angeles Garcia Torres.

4
A mi familia por todo su apoyo comprensión y cariño. A mis compañeras por su amistad, apoyo y paciencia. Por haberme permitido compartir con ellas este momento de la vida. Al Dr. Mario Gonzalo Vizcarra Mendoza por todo lo aprendido. A la música y al cine por hacerme llevadera la existencia. Jonathan Muñoz Gómez.

5
Índice. Resumen ejecutivo…………………………………………………………………… 5 Objetivos……………………………………………………………........................... 6 PRIMERA PARTE La semilla de girasol. 3 Generalidades de la semilla de girasol……………………………………………... 7 3.1 Usos de la semilla……………………………………………………..……………. 7 3.2 El girasol frente a otras semillas oleaginosas……………………………………. 7 3.3Características de la semilla de girasol…………………………………………… 7 4 Disponibilidad y producción de la materia prima …………………. ……………. 8 4.1 Producción de semilla de girasol………..………………………………………… 8 5. Producción y consumo de aceite de girasol ………………………………………. 9 5.1 Panorama y consumo de aceite de girasol …………………………. …………... 8 5.2 Panorama internacional….…………………………………………...................... 9 6 Procesos existentes para la extracción de aceite …………………………………… 12 6.1 Esquema general del proceso de extracción de aceite de semilla de girasol…….. 12 6.2 Limpieza de la semilla…………………………………………………………….... 12 6.3 Preparación de las semillas………………………………………………………... 12 6.4 Generalidades sobre el proceso de obtención de los aceites de semillas…………..13 6.5 Extracción por .presión…………………………………………………………… 13 6.6 Extracción por solventes ………………………………………………………….. 14 6.7 Instalaciones complementarias al extractor por solvente………………………. 14

6
SEGUNDA PARTE 7 Experimentación y resultados …………………………………………………….… 16 7.1 Preparación de la semilla…….……………………………………………….……..16 7.2 Trituración y separación de la semilla………………………………….………….16 7.3 Separación………………………………………………………………………….. 18 7.4 Acondicionamiento…………………………………………………………………. 19 7.5 Prensado en frío…………………………………………………………………….. 22 7.6 Extracción sólido-líquido……………………………………………………………23 7.7 Recuperación de solvente contenido en la torta residual de la extracción por solvente…………………………………………………………………………………. 25 7.8 Recuperación de solvente en la miscela ……………………………………….…. 27 8. Diseño de la planta ………………………………………………………………….. 29 8.1 Trituración de la semilla….……………………………………………………….. 30 8.2 Separador neumático……….……………………………………………………… 33 8.3 Humidificador……………….…………………………………………………….. 34 8.4 Extractor………………… ………………………………………………………… 35 8.5 Desolventizador……… ……………………………………………………………. 38 9. Evaluación económica………………………………………………………………. 39 10. Conclusiones……………………………………………………………………….. 41 Apéndice I. Balance de materia del proceso de extracción de aceite de semilla de girasol...…….. 42 Apéndice II. Dimensiones de la prensa de extracción (expeller) ………………………………….. 55
Apéndice III. Separador neumático…….…………………………………………………………….. 57

7
Apéndice IV. Dimensiones del humidificador ……………………………………………………….. 61 Apéndice V. Diseño de un extractor de aceite a contracorriente …………………………………. 64 Apéndice VI. Desolventizador………….……………………………………………………………... 66 Apéndice VII. Desorbedor……….………………………………………………………………………68 Apéndice VIII. Silos………………………………………………………………………………………73 Bibliografía………………………………………………………………………………74

8
RESUMEN EJECUTIVO. La semilla de girasol comparada con otras oleaginosas es una excelente opción para la extracción de aceite y el aprovechamiento integral de sus residuos. México es un buen mercado, ya que cuenta con la tecnología para llevar a cabo la extracción de aceite. En la primera parte de este trabajo se presenta información sobre las propiedades y características de la semilla se girasol, además de su situación económica nacional e internacional. En la industria se extrae aceite combinando dos métodos, si la cantidad de aceite en la semilla es muy alta (arriba de un 35%), dichos métodos son, prensado en frío y el proceso de lixiviación con solvente orgánico. Se hace hincapié en el acondicionamiento previo que hay que darle a la semilla para facilitar la extracción; de la misma forma en la elección del solvente y en las condiciones de operación del proceso en general. Durante la etapa de experimentación se encontró un mayor porcentaje de aceite, en comparación con el reportado en la literatura. Se obtuvieron también las condiciones óptimas para llevar a cabo ambos métodos de extracción. Experimentalmente se encontraron todos los elementos necesarios para realizar el escalamiento de la planta productora de aceite, apoyándose en el conocimiento de los procesos de absorción, lixiviación, secado, humidificación y destilación. En la actualidad se trabaja en el análisis económico, para tener el argumento que corroborará la factibilidad del proyecto.
9
OBJETIVOS Objetivo general.
• Diseño de una planta para la obtención de aceite de girasol.
Objetivos particulares.
• Obtener aceite de girasol a partir de las semillas por medio de los métodos de prensado en frío y extracción por solvente orgánico (hexano).
• Optimizar el proceso de extracción de aceite.
Particularmente optimizar las siguientes etapas del proceso: el prensado en frío, la extracción por solventes, la recuperación del solvente.
• Aprovechar integralmente los residuos de la extracción de aceite (torta) y
comercializarla como alimento para ganado o bien para la elaboración de harina.

10

11
PARTE I. LA SEMILLA DE GIRASOL. INTRODUCCIÓN.
El proceso de extracción de aceite vegetal, a partir de semillas oleaginosas, es uno de los más antiguos a nivel industrial, el aceite extraído de la semilla de girasol es rico en componentes vitamínicos y ácidos grasos, como el ácido linoléico y oleico1. El pretratamiento de las semillas oleaginosas que deben ser sometidas al proceso de extracción de aceite, es un factor esencial para obtener un alto rendimiento en aceite sin dañar sus características fisicoquímicas. Este pretratamiento consiste en tres operaciones fundamentales: trituración, calentamiento y acondicionamiento (control de humedad). Se ha demostrado que la trituración de la semilla, antes del proceso de extracción, ya sea por solvente o por prensado, favorece una operación más rápida y eficiente, debido a la ruptura de las células que contienen el aceite. El calentamiento también favorece el proceso de extracción, ya que las semillas con baja humedad, presentan una mayor dificultad de extracción. Con la humidificación se logra establecer una película de agua que ayuda al proceso de transporte del aceite2. En lo que se refiere a la extracción por prensado, se lleva a cabo en prensas de Expeller de tipo continuo, mediante las cuales puede removerse entre un 60 y 70% del aceite3.

12
GENERALIDADES DE LA SEMILLA DE GIRASOL. Usos de la semilla. El principal uso que tiene la semilla de girasol es para la obtención de aceite comestible, el cual está considerado como uno de los que brinda mayores beneficios en la salud del consumidor por su alto contenido de grasas poliinsaturadas; también se utiliza, para la fabricación de cosméticos, pinturas, medicinas, barnices y jabonería. El aceite comestible es ideal para la dieta humana, por su valor nutritivo, no transmite sabor alguno a los alimentos y difícilmente se enrancia. Una vez extraído el aceite el residuo o pasta de la semilla se utiliza en la preparación de dietas balanceadas en ganadería y agricultura3. Características del aceite de girasol. Los principales glicéridos en el aceite de girasol son los de los ácidos oleicos y linoléico. Al hacer una comparación del contenido de ácidos grasos del aceite de girasol frente a otros aceites se encontraron los siguientes datos, los cuales muestran la importancia nutricional. Con respecto a los ácidos Glicéridos, el aceite de girasol tiene un 33.4 % de ácido oleico, 57.5 % de ácido linoléico, 3.5% de palmítico, 2.9 % de esteárico, 0.6% de aráquico y 0.4% de lignocérico1. En la siguiente tabla se muestra un comparativo entre algunas oleaginosas, donde se observan, su composición porcentual en ácidos grasos saturados (AGS), monoinsaturados (AGMI) y poliinsaturados (AGPI). Para la semilla de girasol puede observarse que su contenido en ácidos grasos saturados y de los poliinsaturados es más bajo que para el resto de las semillas; con respecto a los monoinsaturados posee el mayor contenido. Es importante que el contenido de AGS sea mínimo, pues estos ácidos provocan que el organismo humano forme colesterol1.
Fuente Origen Características (altos contenidos)
AGS %
AGMI %
AGPI %
Maíz Germen Ac. Linoléico Fosfolípidos (lecitina)
14.5 32.5 53.0
Soya Grano A.G Esenciales Linoléico y α Linoléico Fosfolípidos 3%
15.0 21.0 64.0
Pepitas de uva Semilla Linoléico flavonoides
10.5 19.0 70.5
Girasol Fruto ó aquenio Ac. Linoléico Vitamina E 63% de aceite
10.0 45.4 40.1
Tabla 1. Materias grasas vegetales de varias semillas oleaginosas.

13
DISPONIBILIDAD Y PRODUCCION DE LA MATERIA PRIMA Panorama nacional del aceite. En los últimos años en México se ha venido observando una caída en la demanda de aceite de girasol de manera constante. Esta situación se convierte en un freno para estimular el crecimiento de la producción de aceite, el cual se ve reflejado en las cifras sobre los volúmenes obtenidos. Mientras que en el año 1998/1999 produjo 13 000 toneladas de aceite de girasol, para el año 2002/2003 se situó en 8 000 representando una caída del 38.5%. Se podría pensar que la caída de producción nacional se ha visto compensada con el crecimiento de las compras en el exterior, lo cual no ha sucedido. Si bien es cierto que nuestro país importa aceite de girasol, sus importaciones han ido en descenso por la demanda menor, convirtiéndose sin duda en un freno para el repunte de la producción. Por lo tanto el terreno que ha perdido el aceite de girasol lo ha ganado el aceite de soya, cuya demanda y cotización ha impulsado a los productores a incrementar su oferta. Argentina produce cerca del 20.4% de la producción mundial de aceite de girasol, sin embargo a pesar de que es tanto un productor como un exportador muy importante, en los últimos años, también ha decaído la producción de aceite de girasol. Pese al alto porcentaje de rendimiento de aceite que contiene la semilla de girasol y su agradable sabor, el consumo mundial ha venido perdiendo anticipación en los últimos años, ya que en el año 1998/1999 el consumo mundial de este aceite representó un 11.24% del total mundial, cinco años después, este porcentaje había descendido a 9.04% lo que representó en términos del volumen consumido, una caída del 4.6% entre un año y otro. En el caso de México, la caída viene de la siguiente manera: en el año, 1998/1999 el consumo superó las 2000 toneladas, para el año 2002/2003 se situó, apenas en 400, es decir decreció en más del 80% en cinco años.4
Se piensa que aunque la demanda de aceite de girasol ha decrecido, podría introducirse en un mercado más pequeño, como lo es el del aceite virgen; en la actualidad el principal aceite virgen que se encuentra en el mercado es el de oliva. A partir del conocimiento las propiedades del aceite de semilla de girasol, alto en ácidos grasos y vitamina E, puede considerarse un buen competidor entre los aceites vírgenes. Se sabe que la importación de aceite de oliva virgen es de 286% en el 2005, entonces se piensa que el aceite de semilla de girasol sería un excelente competidor, disminuyendo así la importación de aceite de oliva.
14
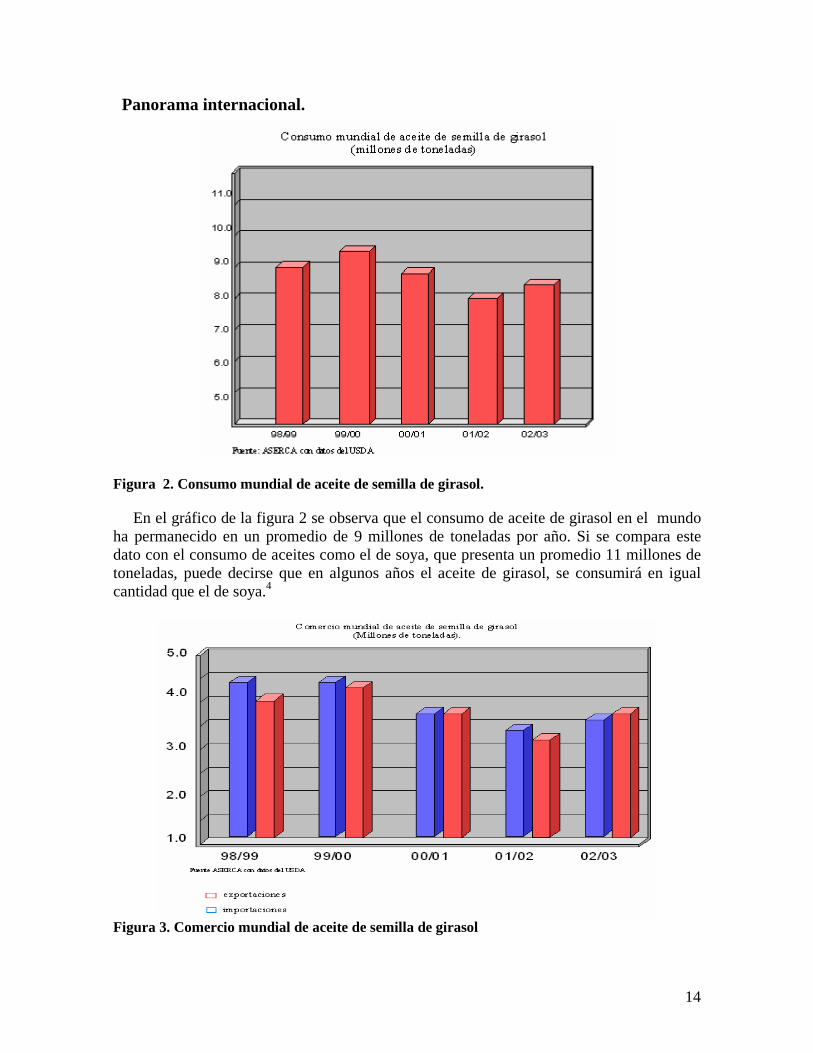
Panorama internacional.
Figura 2. Consumo mundial de aceite de semilla de girasol. En el gráfico de la figura 2 se observa que el consumo de aceite de girasol en el mundo ha permanecido en un promedio de 9 millones de toneladas por año. Si se compara este dato con el consumo de aceites como el de soya, que presenta un promedio 11 millones de toneladas, puede decirse que en algunos años el aceite de girasol, se consumirá en igual cantidad que el de soya.4
Figura 3. Comercio mundial de aceite de semilla de girasol

15
Con respecto al panorama de exportaciones e importaciones en el mundo, se ve claramente que unas como otras están a la par, esto podría indicarnos y darnos la pauta para generalizar que los países con una producción media-baja (México) están produciendo e importando a la vez, aceite crudo para la refinación. Se conocen datos sobre los principales piases productores (Argentina y Rusia) los cuales llevan a termino el proceso completo, es decir extracción y refinación. En la siguiente tabla se muestra la producción mundial de aceite de girasol por año.4
98/99 99/2000 00/01 01/02 02/03 Argentina 2.5 2.1 1.4 1.4 1.4 Rusia 0.8 1.2 1.3 1.0 1.3 Ucrania 0.5 0.8 1.0 0.9 1.1 Francia 0.6 0.5 0.6 0.5 0.5 Otros 4.9 4.9 4.2 3.8 4.1 Mundial 9.2 9.6 8.4 7.6 8.3
TABLA 2. Producción Mundial de aceite de girasol (Millones de toneladas al año) PROCESOS EXISTENTES PARA LA EXTRACCIÓN DE ACEITE. El proceso general de extracción de aceite de semillas de girasol comprende dos grandes grupos de operaciones:
a) Recepción, acondicionamiento y almacenamiento de la semilla en fábrica. b) Tratamiento de la semilla, con preparación-acondicionamiento de la misma y la
extracción del aceite que contiene la semilla previamente acondicionada, por medio de un solvente.2
Limpieza de las semillas. Las semillas oleaginosas, como cualquier producto agrícola, al llegar a las industrias contienen diversas materias extrañas: tierra, piedras, elementos metálicos, trapos, etc. Todos estos elementos extraños deben separarse antes que la semilla sea procesada, ya que se pueden originar graves daños en las instalaciones del proceso o bien, contaminar los productos que se obtienen.2 Preparación de las semillas. En este apartado se incluyen todas las operaciones necesarias para poner a la semilla en las mejores condiciones para la extracción de aceite. Algunas semillas no requieren de tratamientos especiales, como la semilla de girasol que puede tratarse tal como es o descascarillada. En el primer caso se obtendrá harina de bajo contenido proteico, mientras que en el segundo caso, se obtiene una harina mucho más rica en proteínas. El descascarillado de girasol se realiza con máquinas específicas para tal fin.

16
Pretratamiento de la semilla antes de la extracción de aceite. El pretratamiento de las semillas oleaginosas que deben ser sometidas al proceso de extracción de aceite es un factor esencial para obtener un alto rendimiento en aceite sin dañar las características fisicoquímicas y organolépticas del mismo. El pretratamiento de las semillas se compone de dos operaciones fundamentales:
a) Trituración. La experiencia ha demostrado que la extracción del aceite de una semilla oleaginosa, bien sea por el sistema de presión o por el de solvente, se realiza mucho más rápidamente cuando la semilla se somete a una trituración previa.
b) Calentamiento-acondicionamiento. El calentamiento previo de una semilla favorece el proceso posterior de extracción.2
La teoría que explica este fenómeno puede resumirse de la siguiente forma:
• Las gotitas de aceite, de dimensiones ultramicroscópicas, que están
repartidas en la masa de la semilla, por efecto de la elevación de la temperatura se unen entre ellas más fácilmente.
• El aceite está contenido en una semilla en estado de emulsión con las proteínas, siempre presentes en una semilla oleaginosa. El calentamiento origina la desnaturalización de las proteínas, con la consiguiente rotura de la emulsión y, por tanto, la separación del aceite de la semilla.
De cualquier manera, la operación de calentamiento debe conducirse con cuidado, a fin de evitar alteraciones fisicoquímicas degradantes de la calidad del aceite a extraer. Por acondicionamiento de la semilla se entiende llevarla a la temperatura y grado de humedad más conveniente para la extracción del aceite. Esto se explica por el hecho de que el calentamiento de la misma, acompañado de una adecuada humedad, da lugar a la formación de una película de agua que envolviendo las partes superficiales de las partículas que componen la semilla, ayuda al proceso de difusión de aceite de la masa hacia su parte externa, también se facilita la rotura de parte de las células.2

17
Generalidades sobre el proceso de obtención de los aceites de semillas. Los métodos generales de extracción de aceite de semillas son los siguientes:
• Extracción mecánica (presión). • Extracción sólido-líquido.
Tras el proceso de extracción se obtiene, por un lado, aceite crudo o mezclado con disolvente en el caso la extracción sólido-líquido (que se elimina en etapas posteriores), y por otro una torta residual, que generalmente se destina para consumo animal. Extracción de aceite por presión. La semilla de girasol una vez acondicionada, se somete a un tratamiento por prensado para extraer una parte del aceite en ella contenida .Debido al alto contenido en aceite de la misma, con este prensado previo se reduce la cantidad de aceite que hay que extraer por medio del solvente, reduciendo así las dimensiones de los equipos correspondientes. Después de ser tratada la semilla en la prensa y haber extraído una parte del aceite en ellas contenido, de la prensa sale un producto llamado “turtó” (torta), que contiene la parte del aceite que no ha sido posible extraer y que se extraerá por medio de un solvente. Extracción por solventes. En este proceso, la semilla convenientemente preparada o el “turtó” proveniente de la extracción por presión, se somete a la acción de un solvente para separar la grasa residual, en ella contenida. Se han utilizado diversos tipos de solventes, tales como:
- Hexano - Benceno - Tricloroetileno - Sulfuro de carbono - Alcohol isopropílico
Aunque el tricloroetileno es el que tiene mayor poder disolvente, la realidad es que hoy en día el solvente más universal es el hexano, porque con él se obtiene mayor calidad de aceite y disminuyen otros problemas, como son la peligrosidad y toxicidad, así como la corrosividad en las instalaciones.2

18
Instalaciones complementarias al extractor por solvente. Del extractor sale el aceite disuelto en el solvente, constituyendo lo que usualmente se llama miscela. Es necesario separar ambos elementos, así como eliminar el solvente que ha quedado retenido en las harinas formadas por la masa de semilla desprovista, aunque no en su totalidad, de aceite. Estas operaciones se realizan en una serie de instalaciones complementarias cuya finalidad es:
a) Filtración de miscela.
Filtración de miscela. Un enemigo en el proceso de extracción son los “finos” existentes en la masa de semilla preparada, que en buena parte pasan a la miscela, y que si no se eliminan, originan importantes trastornos en operaciones posteriores. La operación de filtrar miscelas tiene algunas dificultades por la presencia del solvente, volátil e inflamable, por lo que es necesario utilizar filtros cerrados. b) Destilación de la miscela y recuperación del solvente. La destilación de la miscela tiene por objeto separar totalmente el solvente del aceite. Esta operación se realiza en equipos de destilación de diferentes tipos. No obstante , estos equipos no logran extraer totalmente el solvente, por lo que es necesario hacer pasar posteriormente la miscela por una columna en la que se hace borbotear y circular, en contracorriente con la miscela, vapor de agua, a fin de arrastrar los residuos de solvente (operación que se conoce como “stripping”). En las plantas de pequeña capacidad esta columna va incorporada en el mismo destilador.
c) Desolventización de las harinas.
Desolventización de las harinas. Una instalación singular es el desolventizador de harinas. Los tipos más usuales de desolventizador están constituidos por torres verticales con platos internos que se cargan de la harina a la que se quiere eliminar el solvente.2

19
PARTE II. EXPERIMENTACIÓN

20
PREPARACIÒN DE LA SEMILLA. Trituración y separación de la semilla. La semilla limpia se trituró en una licuadora industrial Waring (figura 5) durante 12 segundos. Para la separación de la semilla de la cáscara y el polvo se utilizó un separador neumático. Se efectuaron pruebas con distintas cargas de semilla triturada a dos distintos flujos de aire a temperatura ambiente. La figura 6 muestra el rendimiento de la separación en función de la masa inicial, los rendimientos indican cuanta semilla rota y sin cáscara (Mp) se obtiene de la carga inicial que entra al separador (Mi).
Figura 5. Licuadora Industria Waring para trituraci ón de semilla

21
Esto se realizó con el fin de triturar la semilla, para posteriormente separarla, ya que el proceso de extracción de aceite se realiza con la pepita de la semilla de girasol.
Figura 6. Rendimientos de la separación neumática
En la figura 6 puede observarse que la carga inicial de semilla afecta considerablemente el rendimiento de la separación, siendo las cargas menores las que lo favorecen. El comportamiento es muy semejante para ambos flujos de aire, 25 y 30 ft3/min, cabe mencionar que el tiempo de separación se mantuvo constante en todas las pruebas y fue de 2 minutos. El rendimiento se calcula por la fórmula:
% rendimiento = (M P/M i) * 100 (1)
Mi = Mezcla de polvo, pepita entera, cáscara rota y semilla entera. M1 = Pepita rota y entera, además de la semilla sin triturar. MP = Pepita triturada. Las condiciones de separación fueron: Flujo de aire = 25 ft3/min Tiempo de operación del separador = 2 minutos

22
En la tabla 5, se presentan los rendimientos obtenidos en el proceso de separación para dos muestras representativas de semillas de girasol trituradas previamente:
Mi(g) M1(g) M2(g) % Rendimiento 350 220.58 88.03 25.0 350 224.00 86.45 24.7 350 220.75 87.50 25.0 200 103.59 62.30 31.15 200 105.78 67.00 33.50 200 103.55 64.35 32.18
Tabla 5. Rendimiento en la separación de dos distintas cargas de semilla inicial. Como la pepita representa el 50% en peso (MP) de la semilla de cualquier tamaño, el rendimiento neto se puede calcular a partir de la ecuación 2:
% rendimiento neto = (M2/MP)*100 (2) Separación. La separación consiste en separar, cáscara de la pepita, en un equipo fluidizado, aprovechando la diferencia de densidades, se arrastra, cáscara, polvo y partículas muy pequeñas, quedando la pepita libre de cáscara. La separación se realizo en un lecho fluidizado, el cual se muestra en la figura 7.
Figura 7. Sistema de separación en lecho fluidizado.
23
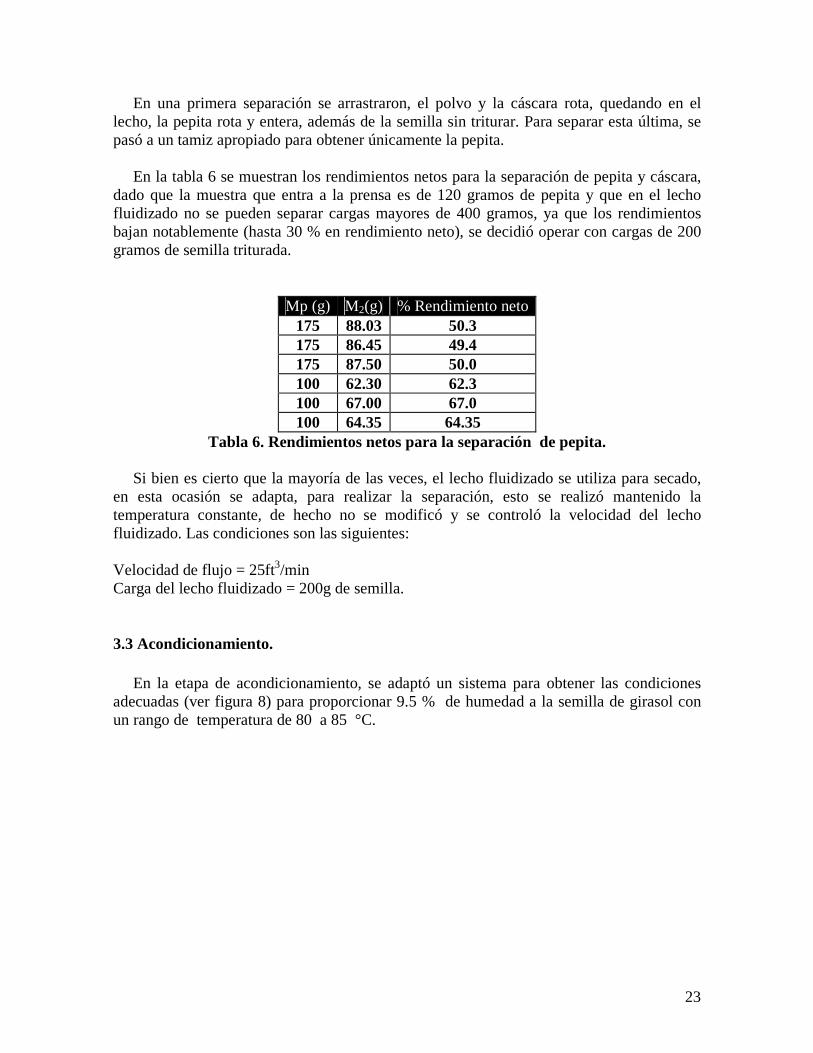
En una primera separación se arrastraron, el polvo y la cáscara rota, quedando en el lecho, la pepita rota y entera, además de la semilla sin triturar. Para separar esta última, se pasó a un tamiz apropiado para obtener únicamente la pepita. En la tabla 6 se muestran los rendimientos netos para la separación de pepita y cáscara, dado que la muestra que entra a la prensa es de 120 gramos de pepita y que en el lecho fluidizado no se pueden separar cargas mayores de 400 gramos, ya que los rendimientos bajan notablemente (hasta 30 % en rendimiento neto), se decidió operar con cargas de 200 gramos de semilla triturada.
Mp (g) M2(g) % Rendimiento neto 175 88.03 50.3 175 86.45 49.4 175 87.50 50.0 100 62.30 62.3 100 67.00 67.0 100 64.35 64.35
Tabla 6. Rendimientos netos para la separación de pepita. Si bien es cierto que la mayoría de las veces, el lecho fluidizado se utiliza para secado, en esta ocasión se adapta, para realizar la separación, esto se realizó mantenido la temperatura constante, de hecho no se modificó y se controló la velocidad del lecho fluidizado. Las condiciones son las siguientes: Velocidad de flujo = 25ft3/min Carga del lecho fluidizado = 200g de semilla. 3.3 Acondicionamiento. En la etapa de acondicionamiento, se adaptó un sistema para obtener las condiciones adecuadas (ver figura 8) para proporcionar 9.5 % de humedad a la semilla de girasol con un rango de temperatura de 80 a 85 °C.

24
Figura 8. Sistema de humidificación
Se realizaron experimentos, fijando una masa constante de 10g de semilla triturada como base de cálculo para llevar a cabo la humidificación. Se procedió a mantener el agua del equipo (Olla Express) a una temperatura constante, esta temperatura fue de 80 °C, para posteriormente ir variando el tiempo de humidificación, estos resultados se pueden ver en la tabla 7.
Tiempo (min.) Humedad promedio( kg H2O/Kgss ) 5 0.06950207 10 0.09543568 15 0.14341286 20 0.12863071 25 0.14894191 30 0.24048064 35 0.15944502 40 0.21435685
Tabla 7. Datos de humedad de la semilla a 85 °C en base seca
El objetivo de aumentar el tiempo de humidificación, fue corroborar que efectivamente, a mayor tiempo de mantener la semilla en el equipo, es proporcional la humedad que obtiene. En la figura 9 se presenta la evolución del contenido de humedad durante el proceso.

25
Figura 9. Comportamiento de la humedad de la semilla de girasol.
Esta gráfica permite dar seguimiento a los distintos niveles de humidificación de la semilla de girasol. Dado que la humidificación de la semilla favorece la extracción de aceite, es importante conocer a qué nivel de humedad que contiene la pepita, ya que se puede obtener un mayor rendimiento en la extracción en frío. EXTRACCIÓN DE ACEITE. Prensado en frío. El prensado en frío es el método más antiguo para la extracción de aceite, en la figura 10 se puede observar el sistema, el cual consta de una prensa y la prensa hidráulica, en la que se trabajó a una presión de 12 toneladas. En la prensa se coloca una muestra de semilla sin humidificar y humidificada a 5, 10 y 15 min, el seguimiento de la extracción del aceite se puede observar en la figura 11.

26
Figura 10. Prensa y prensa hidráulica para la extracción en frío
Figura 11. Comportamiento de la extracción en frío a diferentes niveles de humedad. En esta figura se observa que se tiene mayor cantidad de aceite con un nivel de humidificación del 9.5% el cual se obtiene al mantener por 10 minutos la semilla en

27
contacto con vapor de agua dentro de la Olla Express. Es importante notar que con un mayor nivel de humedad (14%) el rendimiento baja considerablemente, esto se debe a que la consistencia de la semilla, impide un flujo eficiente del aceite al ocluirse el canal de salida en la prensa. Extracción sólido – liquido La torta residual del prensado en frío, se sometió a extracción con solvente, con el fin de extraer el resto del aceite contenido en la torta. En el equipo de extracción soxhlet (ver figura 12), se colocaron 25 gramos de semilla, que es parte de la torta que salio del prensado en frío, se fijo la cantidad de solvente (hexano) en el equipo, la cantidad dispuesta fueron 200ml de hexano, la extracción se llevó a cabo por un tiempo de 2 horas. Experimentalmente, se encontró que la cantidad de aceite contenida en la semilla es de 45% en peso.
Para conocer el tiempo óptimo de extracción se realizó una curva de volumen de aceite extraído vs. tiempo. Los experimentos necesarios y las condiciones fueron las siguientes:
- Extracciones con 200ml de hexano. - Torta residual prensado en frío, con 9.5 % de humedad. - Las extracción se llevaron a cabo a diferentes tiempos: 30, 60, 90,120,
150, 240,300, 360, 400 y 480 minutos. La experimentación descrita anteriormente se llevó a cabo para el alcohol isopropílico y hexano. Con el fin de conocer y comparar la extracción de los solventes. En la figura 12 se muestra el comportamiento de estas extracciones.
Figura 12. Volumen de aceite extraído vs. Tiempo (destilación)

28
Como se puede observar, no hay mucha variación entre la cantidad de aceite extraído de uno y otro solvente, ya que las líneas siguen una tendencia muy similar. Se puede observar en la figura 12, que en un intervalo de tiempo de 120 min el hexano favorece la extracción, aunque en un intervalo de tiempo mayor el alcohol isopropílico, se mantiene constante en una mayor extracción. Se encontró que ambos solventes extraen cantidades semejantes, sin embargo en el caso del alcohol isopropílico al efectuar la destilación el aceite obtenido fue de un color más oscuro obtenido con hexano. También se observó la presencia, una fase dispersa que sedimentaba con el tiempo. El equipo experimental en el cual se llevaron a cabo las extracciones se muestra en la figura 13.
Figura 13. Sistema de extracción soxhlet. RECUPERACIÓN DE SOLVENTES. Recuperación de solvente contenido en la torta residual de la extracción por solvente. Después de la extracción con solvente, la torta residual contiene una cantidad de solvente, la cual hay que eliminar para poder conocer las eficiencias de cada una de las extracciones realizadas en la parte 2.

29
Para recuperar el solvente de la torta residual, se sometió a un sistema de vacío y una trampa de humedad como el que se muestra en la figura 14.
Figura 14. Sistema de vació para eliminación de solvente
La experimentación consistió en lo siguiente: La torta residual se colocó en un desecador con llave. El cual se conectó a la bomba de vacío, con una trampa de humedad para el solvente, la cual consiste en nitrógeno líquido, esto se realiza con el fin de no dañar la bomba. El tiempo de recuperación del solvente fue de 1 hr La figura 15. Muestra el comportamiento de la recuperación de los solventes, observando que se recuperó ligeramente, mayor cantidad de alcohol isopropílico comparado con el hexano. De acuerdo a los datos mostrados en la tabla anterior y al hacer los cálculos correspondientes, podemos ver que después de la extracción la torta contiene un 40% de solvente adsorbido.

30
Figura 15. Recuperación de los solventes orgánicos (hexano y alcohol isopropílico), contenidos en la torta residual. Recuperación de solvente en la miscela solvente aceite. La recuperación de solvente se llevó a cabo mediante destilación. La miscela que sale de la extracción se somete, al proceso de destilación para recuperar el solvente, para recuperar hexano se llevo a cabo a una temperatura de 62° C, por 30 minutos y para la recuperación de alcohol isopropílico se llevo a cabo a una temperatura de 72 °C Los resultados obtenidos de recuperación de solvente se muestran en la tabla 8.
Extracción Hexano recuperado (ml) Alcohol recuperado (ml) 1 98 150 2 120 160 3 110 111 4 95 126 5 80 140 6 150 136 7 98 128 8 75 148 9 90 139 Promedio 101.7 137.5
Tabla 8. Recuperación de solventes por destilación. Se conoce que experimentalmente por medio de la destilación se esta recuperando un 50 % de hexano, y un 69% de alcohol isopropílico. La destilación es un proceso de separación, principalmente de mezclas homogéneas, para la recuperar el aceite extraído, se procede a aplicar una destilación.

31
El equipo utilizado para la destilación de miscelas se muestra en la figura 16.
Figura 16. Sistema de destilación.

32
PARTE III. RESULTADOS
33
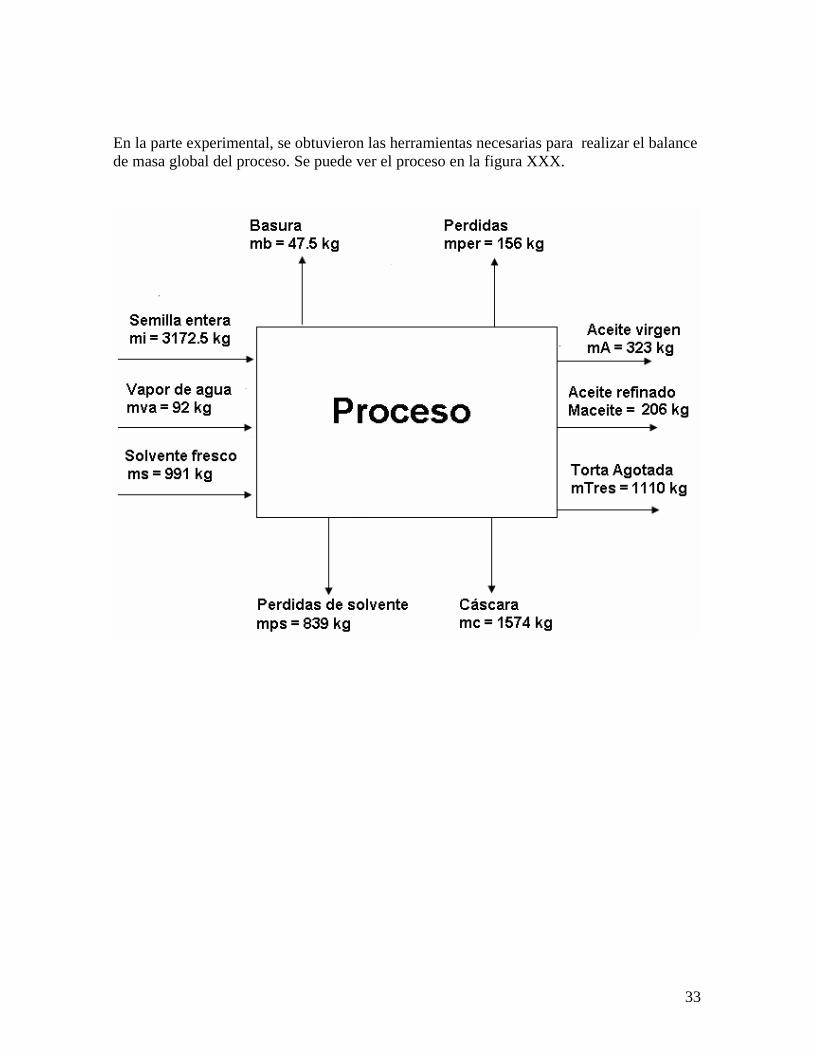
En la parte experimental, se obtuvieron las herramientas necesarias para realizar el balance de masa global del proceso. Se puede ver el proceso en la figura XXX.

34
El balance de masa equipo por equipo se muestra a continuación, en la figura 17 se pueden observar los balances.
TrituradoLimpieza de la
Semilla
3125 KgXcás = 0.5Xpep = 0.5
T = 25°C
mva = 92 Kg
T = 25°C
ms = 2969 kgXcás = 0.53Xpep = 0.47
T = 25°C
HumidificaciónPrensado
Desolventizador
Aceite VirgenmA = 323 Kg
T = 60°C
Solvente recuperado en la tortams,rT = 595 Kg
mh= 1487 KgX2 aceite = 0.45X2 agua = 0.11
X2 pepseca = 0.44
T = 85°C
Pérdidasde pepita
mper = 156 Kg
Torta agotada en el prensadomT = 1164 Kg
X3 aceite = 0.298X3 agua= 0.073
X3 pepseca = 0.629
T = 85°C
MIscelamM = 4581 Kg
X5 aceite = 0.045X1 solvente=0.955
Torta agotadamTa = 1110 Kg
Aceite RefinadoM aceite = 258 Kg
x6aceite = 0.8x3solvente = 0.2
Extracciónsólido-líquido
mp = 1395 KgX1ace = 0.45X1 agua = 0.05Xpepseca = 0.5
T = 25°C
separación
m c = 1574 Kg
Desorbedor
Torta agotadadespués de la extracciónmT = 1705 KgX4agua = 0.073
X2solvente = 0.349X4 aceite = 0.166X4 pepseca=0.412
T = 25°C
Mezclador Solvente recuperadom sr = 3536 Kg
Alimentaciónde solvente
5122 kg
T = 60°C
Solvente frescoms= 991 Kg
T = 25°C
Basuramb = 47.5 Kg
m = 3172.5 Kg
Destilación
Vapor de aguamva = 1147.5 Kg
Aguama = 1147.5 Kg
Miscela agua+solventema+s = 4684 Kg
X2solvente = 0.755Xagua = 0.245
Evaporacionnatural
Perdidas de solventemps = 52 Kg
Aceite refinadoM aceite ref = 206 Kg
Figura 17. Balance de materia, etapa por etapa en el proceso de extracción de aceite.

35
En el diseño de la planta de extracción de semilla de girasol se utilizaron se utilizaron 13 equipos principales como son: Extractor, desorbedor, separador, molino, humidificador, los cuales se describen brevemente enseguida.
Figura 18. Diagrama del proceso.

36
Trituración de la semilla. Como parte importante del acondicionamiento, la semilla debe descascarillarse y triturarse para facilitar el proceso de extracción, esto sucede debido que al ser triturada la pepita, las células que contienen el aceite, pueden liberarlo con mayor facilidad, además que la harina obtenida posee un alto valor proteínico que si se procesara junto con la cáscara; por otra parte, se sabe que el contenido de aceite en la cáscara es relativamente bajo. Otro motivo importante por el cual se opta por descascarillar, es que el aceite obtenido por medio de presión vía expellers, se obtiene libre de ceniza y sedimentos, lo cual le da otorga una apariencia más nítida y facilita la filtración. El triturado se llevará a cabo en un molino quebrador de rodillos, se trata de una máquina que rompe la cáscara de la semilla dejando libre la pepita la cual de paso también se rompe facilitando así el proceso de extracción. El que se va a emplear en la planta, es un molino que en su interior tiene dos pares de rodillos de acero fundido corrugados. El que se encuentra en la parte posterior permanece fijo, mientras que el de enfrente es movible para ajustar la separación entre ellos una distancia aproximada de 3/4". Los rodillos giran uno contra el otro de tal manera que el material es jalado por las corrugaciones hacia adentro y en el momento en el que la semilla fluye entre ellos, la cáscara puede ser rota para liberar y romper la pepita. En la figura 19 se muestra una vista general del proceso de triturado y la manera en que operan los rodillos. El molino de rodillos. El molino quebrador es una máquina que rompe la cáscara de la semilla dejando libre la pepita la cual de paso también se rompe facilitando así el proceso de extracción. El que se va a emplear en la planta, es un molino que en su interior tiene dos pares de rodillos de acero fundido corrugados. El que se encuentra en la parte posterior permanece fijo, mientras que el de enfrente es movible para ajustar la separación entre ellos una distancia aproximada de3 /4". Los rodillos giran uno contra el otro de tal manera que el material es jalado por las corrugaciones hacia adentro y en el momento en el que la semilla fluye entre ellos, la cáscara puede ser rota para liberar y romper la pepita. El triturador con rodillos sobrepuestos está constituido por los siguientes elementos:
1. Tolva de alimentación de semillas
2. Rodillo de dosificación
3. Imán para separar partículas metálicas
4. Rodillos de trituración

37
Figura 19. Proceso de descascarillado de la semilla de girasol.
La capacidad de la planta es de 50 ton/día, por lo que puede disponerse de un molino con capacidad de 100 ton/día pensando en un posible incremento en la capacidad. El molino tendrá las siguientes características:
Propiedad Dimensión Longitud 40” Diámetro de rodillo 10” Peso 9 000 lbs Potencia 30HP Capacidad 100 TPD
Tabla 9. Dimensión del triturador.

38
Separador neumático.
El separador neumático limpia y clasifica productos en una amplia gama de tamaños y de pesos, separándolos en dos grupos en una columna uniforme de aire. El airleg es simple y barato su instalación. Es eficaz, óptimo y productivo por la garantía de su diseño. El airleg se utiliza para clasificar productos con exactitud o hacer las operaciones scalping y de prelimpieza del alto volumen.
Figura 20. Ciclón para la separación Airlet.

39
Propiedad Tubo
Dimensión (m)
Propiedad del ciclón
Dimensión (m)
Longitud 3 longitud 1.8 Diámetro 0.8 Diametro 0.6
Tabla 10. Dimensiones del separador neumático. Humidificación. La siguiente etapa en el acondicionamiento de la semilla es la humidificación, en la planta se llevará a acabo en un cilindro acondicionador de fondo cónico, alimentado con vapor y provisto de una serie de placas perforadas las cuales además de ayudar a distribuir el vapor sobre la semilla, también facilitan el paso de esta a través del sistema. Un esquema del equipo se muestra en la figura 21. Las dimensiones del cilindro acondicionador son las siguientes:
Propiedad Dimensión (m) Altura del cilindro 0.72 Diámetro 0.9 Altura del cono 0.18
Tabla 11. Dimensiones del humidificador. Las placas de soporte (PS) tienen las siguientes dimensiones: 1ª y 2ª Área total 148.44 cm2 Longitud 11.25 cm 3ª y 4ª Área total 263.87 cm2 Longitud 15.00 cm 5ª. Área total 506.02 cm2 Longitud 20.77 cm Los deflectores (D), o placas por donde resbala la semilla: 1º Área total 296.83 cm2 Longitud 15.91 cm 2º Área total 69.56 cm2 Longitud 5.30 cm 3º Área total 479.69 cm2 Longitud 23.09 cm Los vertederos (V): 1º Área total 98.44 cm2 Longitud 8.75 cm 2º Área total 243.75 cm2 Longitud 16.25cm

40
Figura 21. Esquema del cilindro acondicionador y vista superior de las placas perforadas 8.4 Prensa tipo Expeller
La semilla humidificada se prensa luego en una serie de prensas de tornillo continuo a
baja presión o en “expellers” o expulsadores. Estas unidades consisten en una prensa con
un tornillo rotativo dentro de un barril cilíndrico hecho de barras de acero plano colocadas
hacia el borde alrededor de la periferia y espaciadas para permitir que el aceite fluya entre
las barras mientras la pasta se detiene dentro del barril. Al rotar, el eje prensa la pasta
contra un ahogador ajustable, que constriñe parcialmente la descarga de la pasta que sale
del extremo del barril. Esta acción remueve la mayor parte del aceite al tiempo que evita un
exceso de presión y temperatura. El objetivo de prensar es remover tanto aceite como sea
posible, usualmente entre 60 y 70% del contenido de aceite en la semilla, mientras se lleva
41
al máximo el producto de los expulsores y del extractor de solvente, con la producción de
una cantidad aceptable de pasta prensada.
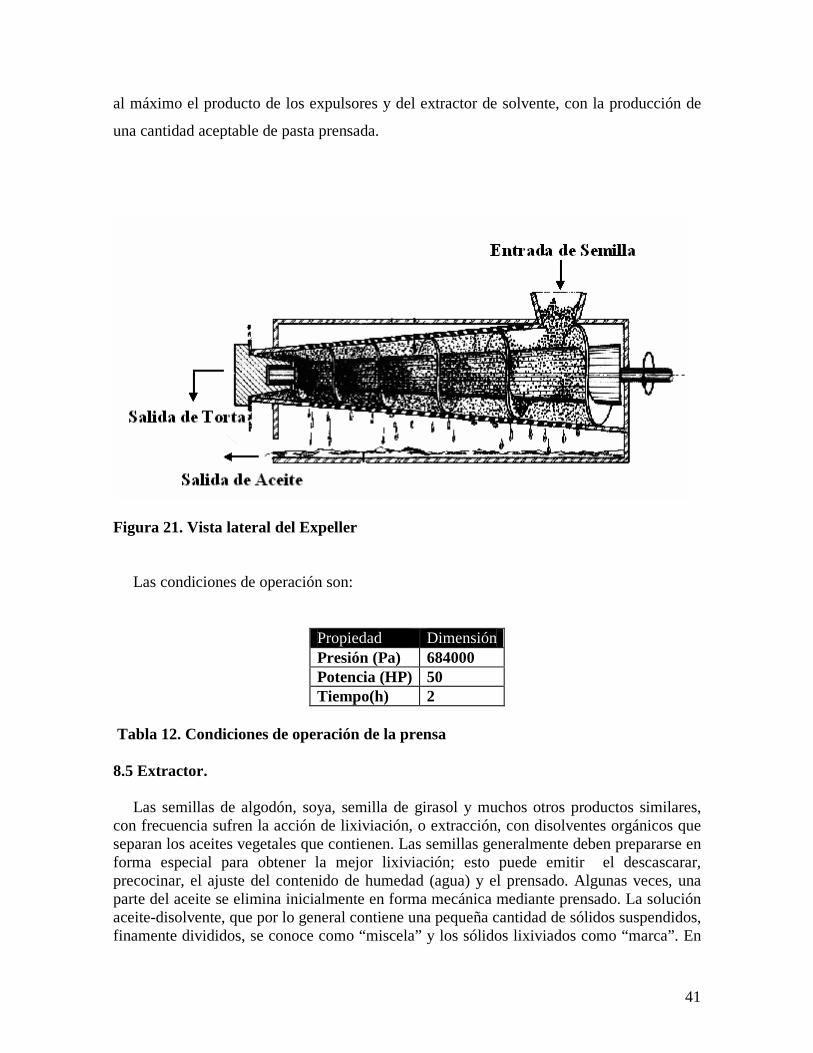
Figura 21. Vista lateral del Expeller Las condiciones de operación son:
Propiedad Dimensión Presión (Pa) 684000 Potencia (HP) 50 Tiempo(h) 2
Tabla 12. Condiciones de operación de la prensa 8.5 Extractor. Las semillas de algodón, soya, semilla de girasol y muchos otros productos similares, con frecuencia sufren la acción de lixiviación, o extracción, con disolventes orgánicos que separan los aceites vegetales que contienen. Las semillas generalmente deben prepararse en forma especial para obtener la mejor lixiviación; esto puede emitir el descascarar, precocinar, el ajuste del contenido de humedad (agua) y el prensado. Algunas veces, una parte del aceite se elimina inicialmente en forma mecánica mediante prensado. La solución aceite-disolvente, que por lo general contiene una pequeña cantidad de sólidos suspendidos, finamente divididos, se conoce como “miscela” y los sólidos lixiviados como “marca”. En

42
la industria, los diferentes aparatos de lixiviación generalmente se conocen como “extractores”.
Propiedad Dimensión (m)
diámetro 5 altura 0.5
Tabla 13. Dimensiones del extractor Kennedy.
Figura 22. Extractor Kennedy.

43
8.5 Desorbedor. La absorción de gases es una operación en la cual una mezcla gaseosa se pone en contacto con un líquido, a fin de disolver de manera selectiva o más componentes del gas y de obtener una solución de éstos líquidos. Cuando la transferencia de masa sucede en la dirección opuesta, es decir, del líquido al gas, la operación se conoce como desorción. Los principios de la absorción y la deserción son básicamente los mismos, así que las dos operaciones pueden estudiar al mismo tiempo.
Figura 23. Torre de desorción.
Característica Dimensión (m) Diámetro 1.5 Altura 3.7 Números de platos 10
Tabla 14. Dimensiones de la torre de desorción

44
Evaluación económica. Unidad Equipo Costo /unidad Costo total 1 Triturador de rodillos 25 200 25 200 1 Separador neumático 90 000 90 000 1 Extractor Kennedy 366 000 366 000 1 Torre de Desorción 242 000 242 000 1 Desolventizador 805 100 805 100 2 Prensa 13560 27 120 1 Humidificador 43 000 43 000 3 Elevador de cangilones 50 200 150 600 3 Bombas ½ hp 537 1 611 2 Bombas 2 hp 1 265 2 530 2 Bomba 4 hp 4100 8 200 10 Válvulas de compuerta 2253 22 530 500 m Tubería 2” 70 992 70 992 1 Caldera 1349810 1349810 1 Silo 246 250 246 250 9 Codos 110 990 2 Condensadores 3045174 3045174 Suma 6497107
Tabla 15. Costos de equipos para el proceso de extracción de aceite de girasol. Personal Turno por
día Personal por turno
Salario $ mensual
Salario $ anual para los 3 turnos
Técnicos de planta
3 1 4 500 162 000
Supervisor de planta
3 1 20 000 468 000
Gerente 1 1 30 000 360 000 Subgerente 1 1 20 000 240 000 Laboratoristas 2 1 7 000 168 000 Recursos humanos
1 1 10 000 120 000
Relaciones públicas
1 1 13000 240 000
Secretarias 4 2 4 000 192 000 Mantenimiento 2 1 3 000 72 000 Vigilancia 3 1 3 600 129 600 Contador Eventual Eventual 10 000 60 000 Suma 2 211 600 Tabla 16. Salarios del personal que labora en la planta.

45
Producto Producción por año tonelada
Costo de venta ($/tonelada)
Costo total ($/año)
Aceite 2539 6 710 17 036 690 Harina 5328 1 408 7 501 824 Cáscara
(combustible) 7 555 500 3 777 500
Tabla 17. Costos de venta de los productos del proceso, operando 300 días al año El estudio de la evaluación económica es la parte final de la propuesta de este proyecto. Se propuso que la inversión se recuperaría en 10 años. Gasto de equipo USD
Gastos fijos al
año USD
Ingreso total al
año USD
VPN Inversión USD
TREMA TIR
590646 324254 2574183 5076489 909090 35% 41%
Tabla 18. Evaluación Económica En la tabla anterior se puede observar que TIR> TREMA lo cual implica que el proyecto es factible. 5.3 Ubicación de la planta. Los Estados que se eligieron para la posible ubicación de la planta son Sonora, Chihuahua, Durango, Sinaloa y Tamaulipas, se han caracterizado por su producción de semilla de girasol en años anteriores. En dichas localidades existen algunas plantas productoras de aceite. Factor % Transporte de Materia Prima 20 Transporte de Productos 20 Producción de Materia Prima 25 Competencia respecto a la industria aceitera 20 Servicios 15 Tabla 3. Factores a considerar para la ubicación de la planta y su ponderación.

46
Ubicación Transporte
M.P Transporte de Productos
Producción de M.P
Competencia Servicios
C.P Calif. C.P Calif. C.P Calif. C.P Calif. C.P Calif. Sonora 8 1.6 10 2.0 0 0.0 5 1.0 8 1.2 Chihuahua 10 2.0 9 1.8 10 2.5 5 1.0 8 1.2 Durango 10 2.0 9 1.8 10 2.5 9 1.8 9 1.35 Sinaloa 8 1.6 10 2.0 0 0.0 8 1.6 9 1.35 Tamaulipas 10 2.0 10 2.0 10 2.5 10 2.0 9 1.35 Tabla 4.Estados de la Republica elegidos para la ubicación de la planta, calificaciones ponderadas y calificación total para cada factor.
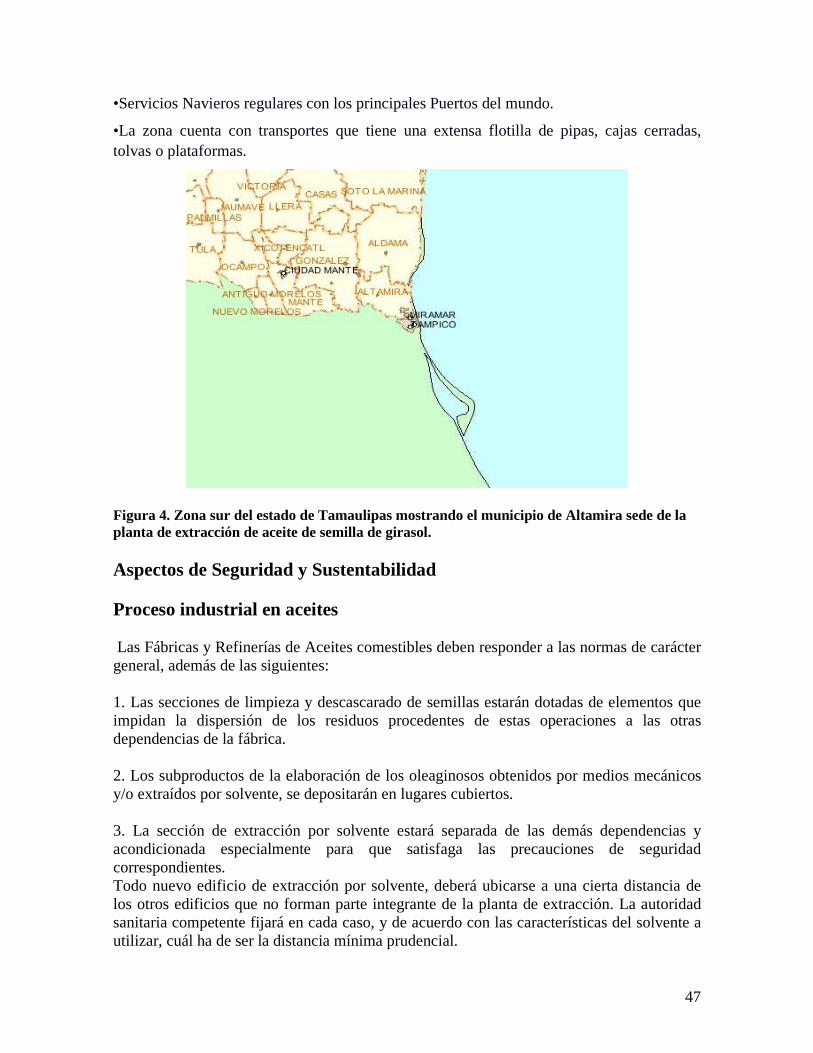
En las tablas 3 y 4 se muestran las consideraciones que se tomaron en cuenta para la ubicación, por lo que decidió situar la planta productora de aceite - en el estado de Tamaulipas. El municipio elegido fue Altamira el cual se ubica en la zona Sur de Tamaulipas, región conurbada de fuerte promoción y localización industrial.
Altamira es una región clave en el desarrollo económico del estado y del país, por su ubicación geográfica conecta para Tamaulipas a los centros de producción y de consumo más importantes de México, a los países con los cuales tiene tratados de libre comercio y al resto del mundo.
Presenta una serie de ventajas que la convierten en una magnífica opción para el establecimiento de Proyectos de Inversión Industrial y comercial cuenta con:
• Un puerto con terminales de fluidos y contenedores especializados.
• Cercanía a los mercados, lo que se traduce en un menor costo de transportación de los productos terminados.
• Mano de Obra calificada y baja rotación de personal.
• Cordón ecológico que garantiza el mantenimiento de un área sin población en los alrededores del Puerto.
• Forma parte de una zona de alto equipamiento urbano que cuenta con reserva territorial habitacional y centros de esparcimiento.
Conectividad:
•Servicio de 2 Ferrocarriles (TFM y FXE)
•Accesos carreteros con toda la República Mexicana.
47
•Servicios Navieros regulares con los principales Puertos del mundo.
•La zona cuenta con transportes que tiene una extensa flotilla de pipas, cajas cerradas, tolvas o plataformas.
Figura 4. Zona sur del estado de Tamaulipas mostrando el municipio de Altamira sede de la planta de extracción de aceite de semilla de girasol. Aspectos de Seguridad y Sustentabilidad Proceso industrial en aceites Las Fábricas y Refinerías de Aceites comestibles deben responder a las normas de carácter general, además de las siguientes: 1. Las secciones de limpieza y descascarado de semillas estarán dotadas de elementos que impidan la dispersión de los residuos procedentes de estas operaciones a las otras dependencias de la fábrica. 2. Los subproductos de la elaboración de los oleaginosos obtenidos por medios mecánicos y/o extraídos por solvente, se depositarán en lugares cubiertos. 3. La sección de extracción por solvente estará separada de las demás dependencias y acondicionada especialmente para que satisfaga las precauciones de seguridad correspondientes. Todo nuevo edificio de extracción por solvente, deberá ubicarse a una cierta distancia de los otros edificios que no forman parte integrante de la planta de extracción. La autoridad sanitaria competente fijará en cada caso, y de acuerdo con las características del solvente a utilizar, cuál ha de ser la distancia mínima prudencial.
48
RESIDUOS PELIGROSOS Planificación de la norma 14001, corresponde considerar los “Requerimientos legales y de otro tipo”, cuya identificación y cumplimiento se consideran indispensables para lograr un exitoso SGA. La ley da la siguiente definición de residuo peligroso: todo residuo que pueda causar daño, directa o indirectamente, a seres vivos o contaminar el suelo, el agua, la atmósfera o el ambiente en general. Por otra parte la norma define impacto ambiental, como cualquier cambio en el medio ambiente, sea adverso o beneficioso, total o parcialmente resultante de las actividades, productos o servicios de una organización. Retomando el proceso industrial del aceite de girasol, a partir de la limpieza de la semilla comienza la utilización de agua y su consecuente evacuación de recurso usado y en las subsecuentes etapas se generarán aguas de deshecho, pero previo a su consideración, falta referirse a los residuos sólidos, desde el punto de vista de la ley 24051. Residuos industriales: se define como todo producto sólido, líquido o pastoso, resultante de un proceso de fabricación, transformación, utilización, consumo o limpieza industrial que su propietario o poseedor destina al abandono. Desde el punto de vista del impacto ambiental hay 2 clases de residuos industriales: a) especiales y b) no especiales, diferenciándose los primeros por sus características de toxicidad elevada, nocividad, explosividad, combustibilidad o desprendimiento de sustancias tóxicas o peligrosas. Para la industria aceitera, resulta especial el residuo de la solventización, el hexano usado en la extracción del aceite y su manejo reviste gran cuidado por el peligro de alta combustibilidad. Entre los no especiales tenemos en el proceso de “descascarado”, la parte exterior de la semilla, que constituye un residuo orgánico o biodegradable. En el sector de envasado tendremos los restos plásticos a los que se tratará por el camino de la recuperación o el reciclaje. Aspectos ambientales significativos La Industria Aceitera presenta problemas de impacto ambiental comunes al resto de las actividades, aunque de diferente intensidad. Los tres aspectos ambientales significativos son: emisiones gaseosas, residuos sólidos y aguas de deshecho. Al respecto la norma pide en su punto 4.3.1 la identificación ya expuesta y la determinación de los impactos ambientales esperados. A partir del conocimiento de las prioridades ambientales, se determinan, conforme al punto 4.3.3 los “Objetivos y metas” que en el caso de minimización de uso de agua, llevarán a establecer un Programa de Gestión Ambiental que conforme con el punto 4.3.4 establecerá: a) responsabilidades y b) medios y plazo para el logro del objetivo. En el caso de aguas de deshecho, es un aspecto ambiental con otro impacto significativo como es el de contaminación principalmente con substancias orgánicas, por lo que el objetivo de disminución de las mismas, requerirá de un programa de tratamiento de aguas,

49
donde los medios serán los recursos financieros para la instalación de la planta, determinando la cadena de responsabilidades para su operación. El otro tema a tratar será es de “desolventización de harina”, vinculado al impacto sobre el aire de los gases emanados, como también al manejo de combustible y la necesaria instalación de un plan de “Prevención y respuestas de emergencia”, previsto en el punto 4.4.7 de la norma. Tratamiento de aguas de desechos de la industria aceitera Los productos terminados provenientes de una planta de procesamiento de semillas y aceites comestibles, poseen grado alimenticio y no son considerados contaminantes ni agresivos al medio ambiente. Sin embargo, existen dentro de dichos procesos otros subproductos y materiales de desechos orgánicos que merecerán un tratamiento previo, antes de ser vertidos al medio. Evaluación de Impacto Ambiental: se deberá identificar cada una de las corrientes líquidas de la fábrica, como descargas unitarias del proceso, agua de lavado, agua de enfriado, desbordes, mezclas químicas usadas, purgas de caldera, aguas de limpieza, escurrimiento de agua de lluvia. Una primera diferenciación debe hacerse, ya que hay que recolectar por un lado las aguas que contienen los reactivos químicos, aceites, sólidos, barros y por el otro el resto junto con el agua de lluvia, atento a que las primeras son objeto de tratamiento y el costo aumenta con el volumen. Para una decisión acertada hay que someter a análisis los distintos tipos de efluentes y medir los volúmenes promedio diarios. Se controlarán los siguientes parámetros: temperatura, pH, total de sólidos suspendidos, demanda bioquímica de oxígeno o DBO, demanda química de oxígeno o DQO, grasas, aceites y grasas lubricantes. En el objetivo de minimización de uso de agua, se cambiarán los procesos unitarios mediante el nuevo uso o reciclaje, también reducción de puntos de contacto entre aceites y aguas, cambios en los procesos operativos, para contener o reducir los derrames y para reducir los flujos de agua de limpieza mediante el uso de sistemas de bajo volumen y alta presión. Todas estas correcciones implicarán una capacitación del personal, tratado en el punto 4.4.2 de la norma Entrenamiento, conciencia y competencia. La organización identificará las necesidades de entrenamiento e instruirá sobre la importancia de cumplir con la política y los procedimientos ambientales y los requerimientos del sistema. Documentación este item numerado como 4.4.4, forma parte de la Implementación y operación que teniendo en cuenta los programas de minimización del recurso agua, deberán ser verdaderos instructivos, que como aconseja la norma en 4.4.5 Control de la documentación estarán disponibles en el lugar de trabajo, ya que de nada sirve tenerlas archivadas. A los fines de constancia hay que tener los documentados incorporados a los Registros del SGA, previstos por el número 4.5.3

50
El diseño de la planta debe contemplar todo esto y los límites de contaminantes que legalmente se permiten, ya que es preferible y más económico la disminución por diseño, que los tratamientos posteriores por no haberse disminuido los contaminantes en las fuentes. El Tratamiento se inicia con las planta de pre-tratamiento en las que se agrega ácido (o bases) para adecuar el pH y seguir su curso a los ecualizadores. El tratamiento primario se produce en los tanques de almacenaje, que separa por gravitación y permite continuar a la capa de aceite en suspensión. El tratamiento secundario se basa en métodos biológicos para eliminar los sólidos biodegradables, ayudado por los barros activados con aireación prolongada. El barro de deshecho se deshidrata y se lo aplica como relleno de tierras. El tratamiento terciario sólo se aplica cuando las restricciones normativas exigen mayor purificación, en cuyo caso se usan barros activados y/o por coagulación, precipitación y filtración. PLANTA DE TRATAMIENTO DE AGUAS DE DESECHO- FABRICA DE ACEITES COMESTIBLES

51
DESOLVENTIZACION DE HARINAS Los factores ambientales han incidido decisivamente para que los tecnólogos agotaran su inventiva en pos de desarrollar un equipo que permita llevar a cabo la de solventización y tostado de manera eficiente, reduciendo significativamente el residual de hexano de la harina, manteniendo a su vez intacta la calidad de la misma y minimizando el consumo de vapor y energía. El gran desafío de la modificación es cumplimentar con la demanda de harina de calidad y por el otro lado, cumplir con las rigurosas regulaciones de los organismos ambientales. En nuestro caso la norma ISO 14001 aconseja no sólo disminuir las emisiones gaseosas sino como se indica en el párrafo precedente, minimizar el consumo de vapor y energía, los que en último caso son recursos a preservar. El proceso de “extracción por solventes” nos deja el hexano residual, tanto en el aceite, como en la harina; por lo tanto el aceite es tratado utilizando evaporación de efecto múltiple y recuperación de capa fina con vapor bajo vacío. Para la harina empleamos el equipo desolventizador. La harina desaceitada que ingresa al Desolventizador Térmico (DT) contiene aproximadamente un 30 % de solvente en peso. La base del proceso producir la evaporación del solvente por aumento de la temperatura. Hay que hacer la salvedad que luego de la extracción de aceite de la semilla, que corresponde al 18 % del peso total de la semilla de soja, el contenido de humedad alcanza 12 %, la que se puede elevar a 19 % como resultado del vapor de calefacción. La temperatura de 107 °C es para el tostado de la semilla, que tiene por objeto desactivar los factores antinutricionales (ej. inhibidores de tripsina, que es retardador de crecimiento). Desafortunadamente, a medida que aumenta el tiempo el tiempo de tostado, disminuye la solubilidad de la proteína, deteriorando el valor alimenticio de la soja, por lo que hay que buscar el equilibrio. Ambientalmente, surge una restricción debido a la perdida de solvente evaporado, por lo que el Decreto de Aire Puro (Clean Air Act) de 1990 que rige en Estados Unidos, exige cumplir a los procesadores de soja el límite TMCA (tecnología de máximo control alcanzable) que es 0,83 litros de pérdida de solvente por tonelada métrica de semillas procesadas en un promedio de 12 meses de crushing, lo cuál implicaría un tiempo de tostado de 30 minutos, con el consiguiente deterioro de proteínas. Y nuevamente nos enfrentamos con la relación entre la parte ambiental y la nutricional, por lo que la implementación de la ISO 14001 debe ser lo suficientemente flexible para no ir más allá de la consecución de un alimento saludable, y con la mente puesta en el mejoramiento contínuo retrasar su aplicación hasta que la tecnología brinde herramientas que permitan balancear los distintos aspectos. Con los nuevos diseños, que tienen en cuenta la caída de presión de vapor de agua y en el número de bandejas, se consigue maximizar la remoción de solvente, manteniendo la calidad de harina. En resumen, la industria aceitera dispone ahora de la tecnología para diseñar DTs de menor diámetro y con más bandejas de contracorriente. Esto incrementará la densidad de vapor en la parte inferior del DT sin gasto de energía y permitirá que la harina sea desolventizada en forma más efectiva y en el tiempo normal de tostado. Manteniendo el tiempo de tostado a 15-20 minutos, el DT también puede continuar

52
proporcionando buena calidad de harina sin que ésta sea sobreprocesada. Esta innovación en la desolventización proporciona nuevas oportunidades para satisfacer tanto las necesidades de la calidad de la harina como requerimientos ambientales. El estándar de la extracción por solvente según la norma NFPA 36 (Revisión 1997) Este estándar, conforme al punto 1-1.1del mismo se aplicará al procesamiento de la extracción en escala comercial de aceites y grasas animales y vegetales mediante uso de hidrocarburos líquidos inflamables de Clase I, de aquí en más denominados “solventes”. El objetivo primordial es prevención de incendios y explosiones en los procesos de extracción y en las áreas asociadas de preparación y acondicionamiento de harinas. Dentro de las medidas de prevensión auspiciadas por la norma para las organizaciones, conforme con el punto 4.4.7 Prevensión y respuestas de emergencia, es destacable el numeral 2-1.64 que consigna NFPA 36: “El espacio dentro de las áreas restringidas y controladas se mantendrá libre de pasto seco, yuyos, basura y todo material combustible. Todo derrame de aceite, solvente o depósito de material que contenga solvente se limpiará inmediatamente y se llevará a un lugar seguro. La descarga o el retiro de materiales con solvente, se reconocerá como un peligro grave y se establecerán procedimientos operacionales para minimizar tales sucesos.” Es un párrafo digno de haber formado parte de la norma ISO 14001, pero omitiendo lo que para la norma es fundamental que es contar con un instructivo en el lugar de trabajo y en lo atinente a la emergencia, la capacitación y entrenamiento a brindar con ejercicios de lucha contra incendio. Finalmente, se recomienda, en un todo de acuerdo al punto 4.3.2 Requerimientos legales y de otro tipo cumplir con este instrumento de la Asociación Nacional de Protección contra el Fuego de Estados Unidos y incorporarlo al Registro de la organización, instruyendo al personal sobre las distintas medidas sugeridas por el documento. Residuos sólidos Cáscaras de frutas y semillas, pulpa y barros, pueden recuperarse para su uso en alimentos para animales, y procesarse en forma de concentrados y deshidratados, para su posterior aplicación en la superficie terrestre como acondicionadores de suelos, o agregados a los rellenos de tierras, autorizados. Los productos de desecho del papel y otros desechos sólidos pueden eliminarse en rellenos de tierra, incineradores, y otros sistemas de eliminación autorizados. Cierto tipo de papel, cartón, vidrio, plásticos y otros materiales, también, pueden reciclados. En cuanto a la norma ISO 14001, se planteará dentro de los Objetivos solicitados por el punto 4.3.3 del capítulo de Planificación, reducir residuos y pérdidas de recursos y para medir esto se aplica un indicador de desempeño ambiental como residuos liberados por cantidad de producto terminado y/o porcentaje de residuos reciclados. Por el grado de contaminación inherente a los residuos orgánicos y que puedan afectar el proceso de la industria aceitera, se investigará la no conformidad y acciones correctivas (4.5.2), como medida de Control, en el sentido de comprobar el aislamiento del residuo y su

53
correcta manipulación estableciendo las responsabilidades sobre el material, todo conforme a un instructivo que constará en el lugar de trabajo. CERTIFICACION AMBIENTAL Una vez cumplidos los requerimientos de la norma ISO 14001, lo que se comprueba por la Auditoría del SGA indicada en el punto 4.5.4, la organización podrá solicitar la constatación del mismo a través de una Certificadora de SGA. Esta deberá estar inscripta en la Organización Argentina de Acreditación, dependiente del Sistema Nacional de Normas de Calidad y Certificación, instituído por Decreto 1474/74, norma que consigue el estricto sostenimiento en el tiempo de las capacidades de las instituciones acreditadas; pudiendo el mismo revocar o suspender total o parcialmente las acreditaciones cuando se certificaran inobservancias de lo pactado. Para certificar el sistema conforme con la norma IRAM-NM-ISO 14001/2002, se deberá cumplimentar con los requerimientos de certificación que estipula la Guía ISO/IEC 62, a saber: a) aceptar el programa de certificación de la certificadora b) proveer toda documentación y permitir acceso a toda área involucrada en el sistema c) dar a conocer los informes de auditoría interna d) descripcipción de los sistemas a certificar Por su parte la certificadora, a través de su equipo de auditoría proveerá a la organización de un comentario sobre los hallazgos de auditoría o no conformidades, a fin de que se proceda a las respectivas correcciones y extenderá la certificación respectiva con el compromiso de supervisar a través de inspecciones la continuación del sistema registrado. La norma ISO 62, establece que la certificación indica conformidad del sistema con la norma implementada y no aprobación de productos o servicios.

54
10. Conclusiones.
• Se puede concluir que dentro de las semillas oleaginosas, como lo es la semilla de girasol, es una buena semilla, ya que se encontró experimentalmente que contiene 45% de aceite en peso, con el acondicionamiento (trituración y humidificación) que se le dio.
• El acondicionamiento (trituración y humidificación), favorece a la extracción en
frío.
• El tiempo optimo de humidificación fueron 10 minutos, para obtener 9.5 % de humedad a 85°C.
• Se encontró experimentalmente que la mayor cantidad de aceite se extrae en los
primeros 30 minutos de la extracción sólido-líquido.
• Se obtienen cuatro productos principales en el proceso de extracción de aceite: aceite virgen, harina (consumo humano), torta (alimento para ganado) y cáscara (combustible o materia prima para carbón activado).
• El proyecto es factible.

55
APENDICE I. Balance de materia del proceso de extracción de aceite de semilla de girasol.
TrituradoLimpieza de la
Semilla
3125 KgXcás = 0.5Xpep = 0.5
T = 25°C
mva = 92 Kg
T = 25°C
ms = 2969 kgXcás = 0.53Xpep = 0.47
T = 25°C
HumidificaciónPrensado
Desolventizador
Aceite VirgenmA = 323 Kg
T = 60°C
Solvente recuperado en la tortams,rT = 595 Kg
mh= 1487 KgX2 aceite = 0.45X2 agua = 0.11
X2 pepseca = 0.44
T = 85°C
Pérdidasde pepita
mper = 156 Kg
Torta agotada en el prensadomT = 1164 Kg
X3 aceite = 0.298X3 agua= 0.073
X3 pepseca = 0.629
T = 85°C
MIscelamM = 4581 Kg
X5 aceite = 0.045X1 solvente=0.955
Torta agotadamTa = 1110 Kg
Aceite RefinadoM aceite = 258 Kg
x6aceite = 0.8x3solvente = 0.2
Extracciónsólido-líquido
mp = 1395 KgX1ace = 0.45X1 agua = 0.05Xpepseca = 0.5
T = 25°C
separación
m c = 1574 Kg
Desorbedor
Torta agotadadespués de la extracciónmT = 1705 Kg
X4agua = 0.073X2solvente = 0.349X4 aceite = 0.166X4 pepseca=0.412
T = 25°C
Mezclador Solvente recuperadom sr = 3536 Kg
Alimentaciónde solvente
5122 kg
T = 60°C
Solvente frescoms= 991 Kg
T = 25°C
Basuramb = 47.5 Kg
m = 3172.5 Kg
Destilación
Vapor de aguamva = 1147.5 Kg
Aguama = 1147.5 Kg
Miscela agua+solventema+s = 4684 Kg
X2solvente = 0.755Xagua = 0.245
Evaporacionnatural
Perdidas de solventemps = 52 Kg
Aceite refinadoM aceite ref = 206 Kg
Figura A1. Balance de materia, etapa por etapa en el proceso de extracción de aceite. La cantidad de semilla a procesar, es de 50 ton/día, se decidió, tomar dos turnos, donde cada turno es de 8 hr/día en la planta a escalar.
h
kg
h
día
día
kg1253
16
100050 =

56
Limpieza. La limpieza consiste en retirar todas las partículas con las que viene la semilla, como lo son palos, cáscara, piedras, etc.
Figura A2. Diagrama de entradas y salida del proceso de limpieza para la semilla de girasol. Se puede observar en la figura 1, que la masa de basura (mb) de las impurezas que tiene la semilla de girasol es un 1.5% del total. Como ya se mencionó la cantidad de semilla a procesar es de 3125 kg/hr Triturado. El proceso de triturado, se realiza para poder tener la pepita para la siguiente fase del proceso Pérdidas de semilla en la trituración. En el proceso de triturado existe una pérdida de 5%, entonces la cantidad perdida es
extraccióndeprocesoelenperdidamasadecantidadmdondem
m
perper
per
==∴
−−−−−−−−−−−−−
25.156
%5
%1001253
Las pérdidas se refieren a los trozos de pepita, que por el efecto de trituración se perdieron, esto impacta en la composición de cáscara, ya que aumenta.

57
Figura A3. Diagrama de entradas y salidas para el proceso de triturado de la semilla de girasol. Realizar el balance global de masa en el triturado.
SalidasEntradas=
mskgkg += 25.1561253
kgms 2969≅
semillademasams≡ Como se puede ver en la figura A3, la composición de la cáscara aumenta, los siguientes balances lo corroboran. Balance para pepita.
( ) ( )
totalsemilladeg
pepitadekg
salidasEntradas
pep
pep
47.0
*29695.0*3125
=
==
χ
χ
Balance para cáscara.
( ) ( )
totalsemilladekg
cáscaradekg
salidasEntradas
cás
cás
53.0
*29695.0*3125
=
==
χ
χ

58
Separación neumática. Teniendo la semilla triturada, se pasa al proceso de separación neumática, en este caso se realizó en un lecho fluidizado.
Figura A4. Diagrama de entradas y salidas del proceso de separación neumática.
Se realizó un balance en la separación, conociendo la composición de la semilla triturada.
Balance global en la separación
kgmp
mp
1395
15742969
=+=
Balance para cáscara
( ) ( )kgmc
mc
salidasEntradas
1574
53.0*2969
==
=
En la figura A4 se puede observar, que después de la separación, la pepita sale con una composición de aceite, agua y pepita seca. La composición de agua se encontró experimentalmente, en la balanza de humedad se colocó 10g de pepita y se procedió a secar por 2h y media a una temperatura de 85°C.
SalidasEntradas=

59
05.0
05.010
5.0
5.048.9102
=
==
≅−=
agua
agua
OH
g
g
gm
χ
χ
Humidificación. Experimentalmente se encontró que la cantidad de humedad óptima para la extracción en frío es de 9.5% a una temperatura de 80-85°C.
Figura A5. Diagrama de entradas y salidas para el proceso de humidificación de la semilla al 9% de humedad. Retomando después de la separación la pepita tiene la siguiente composición:
45.01 =aceiteχ
05.01 =aceiteχ
5.0=pepχ
Conociendo que la masa que va a salir después del proceso de humidificación con un 9.5 % de humedad, la cantidad de agua que representa este porcentaje, se calculo de la siguiente manera:
066.01066.0
66.01066.10sec
==
=−=
=−
agua
agua
aguaadahumidifica
x
gm
mmm

60
( ) kgkg 92066.01395 =
Masa de vapor de agua.
La masa después de la humidificación es
kgkgkgmh 1487921395 =+= Balance para agua en el proceso de humidificación.
Prensado en frío. El proceso de extracción en frío, es una de las dos partes principales del proceso, experimentalmente se encontró que la semilla de girasol contiene una composición
detotaltortakgde
aceitedekgaceite 45.02 =χ y
totaltortadekg
aguadekgagua 11.02 =χ
Entonces la torta que entra en el prensado es kgmh 1487= y tiene la composición antes mencionada.
Figura A6. Diagrama de entradas y salidas del proceso de prensado.
( ) ( ) ( ) ( ) ( ) ( )
44.01
1111
11.01
1*14871*9205.0*1395
sec
sec
=
=++
=
=+
+
apep
apepaguaaceite
agua
agua
χχχχ
χχ

61
Balance global.
mAmTmh +=
mAmTkg +=1487 ………………………………. (1)
Balance para aceite
( ) ( )298.045.01487 mTmA+= ………………………. (2) La torta obtenida experimentalmente se tomó datos antes y después de la extracción, y se realizaron cálculos para escalar, la cantidad de aceite que queda en la torta:
mTkg
kgkg
−−−−−
−−−−−
1487
102881.01314.0
kgmT 1164=∴ Esto implica que sustituimos en la ecuación (1) y se obtiene mA
kgkgmA 34715.669 −=
kgmA 323= La torta que después de la extracción en frío sale con cierta cantidad de agua, experimentalmente se realizó una curva de secado a 85°C a un tiempo de 2 horas y media en la balanza de secado.
totalkg
aguadekg
gaguam
ammoriginalmagua
agua 073.0
73.0
sec
3 =
=
−=
χ
aceitedemasamA
tortalademasamT
dahumidificamasamh
=
=
= .

62
Extracción sólido- líquido (solvente hexano). Para la extracción sólido líquido se utilizó hexano como solvente, la cantidad de hexano, que a continuación se presenta se escaló de la siguiente forma, ya que experimentalmente se utilizaron 200 ml para una muestra de 30g. Escalamiento para solvente.
LVs
Vskg
Lkg
7761
1164
2.003.0
=−−−−−
−−−−−−−
Donde solventedevolumenVs= Conociendo la densidad del hexano como solvente se obtiene la masa.
kgms 5122=
Figura A7. Diagrama de extracción de sólido liquido, utilizando como solvente hexano.
L
kgHexano 66.0=ρ

63
Para completar las composiciones y las corrientes la etapa de extracción de solventes, se realizaron los cálculos en paralelo, ya que se tienen datos experimentales para la recuperación de solventes, el aceite obtenido por la extracción sólido-líquido. Escalamiento para recuperación de solvente. Para completar el balance, se recurre a los datos experimentales, de la recuperación de solvente. Se escaló de la siguiente manera: Si se recuperaron 90 ml de alcohol de 200 ml originales que se utilizaron en la extracción.
LVsr
LVsr
LL
282.1985
467.5090
2.0078.0
=−−−−−−−−−−−−−−−−−−
recuperadosolventedevolumenVsr =
Utilizando la densidad L
kgHexano 66.0=ρ , se obtiene la masa del solvente recuperado.
recuperadosolventedemasamsr =
kgmsr 286.1310= . Escalamiento para el aceite recuperado (aceite refinado). Para el aceite recuperado, experimentalmente se obtiene 8 ml de aceite por cada 200 ml de solvente, entonces se escaló de la siguiente manera:
LVaceite
VaceiteL
LL
619.203
467.5090
008.02.0
=−−−
−−−−−−
aceitedevolumenVaceite=
L
kgaceite 922.0=ρ
Entonces se obtiene la masa de aceite
kgaceiteM 740.187= Escalamiento para la miscela.

64
Para escalar la miscela se tienen los siguientes datos: Se tiene 200ml de solvente y se recuperó 170 ml
VML
LL
−−−−−−−−
467.5090
15.02.0
miseladevolumenVM=
LVM 850.3817= , ya que este volumen es de la miscela, es decir de la mezcla, solvente y aceite, entonces para obtener la masa de la miscela, se tiene que sacar la densidad promedio para la mezcla.
∑=
− =n
i i
i
1
1
ρχ
ρ……………………………….. (3)
Sustituyendo datos en la ecuación 3 se obtiene la densidad promedio, para sacar la masa de la miscela.
L
kg787.0=
−ρ
miscelademasamM = kgmM 350.3405=
Se procede a continuar los balances, ya que con los datos del escalamiento se puede continuar el análisis de estas corrientes. Balance en la extracción sólido-líquido.
kgmTa
mTa
mTamMmsmT
1705
458151221164
=−+=
+=+
Torta agotada después de la extracción sólido líquido. La composición de solvente en la torta después de la extracción sólido líquido, se obtuvo experimentalmente en la balanza de seca a 85°C y 2 horas y media de tiempo, a continuación se muestran los cálculos.
49.351.610
sec,
=−=−= amToriginalmTmsolvente
65
atortadekg
solventedekgsolvente
sec349.0
10
49.31 ==χ
atortakgde
solventedekgsolvente
sec349.01 =χ
Suposición: la torta sale libre de aceite, después de la extracción sólido-líquido y la
cantidad de agua que entra al proceso, sale toda en la torta.
totaltortadekg
aguadekgagua 073.04 =χ
kgmTa 63.1118=
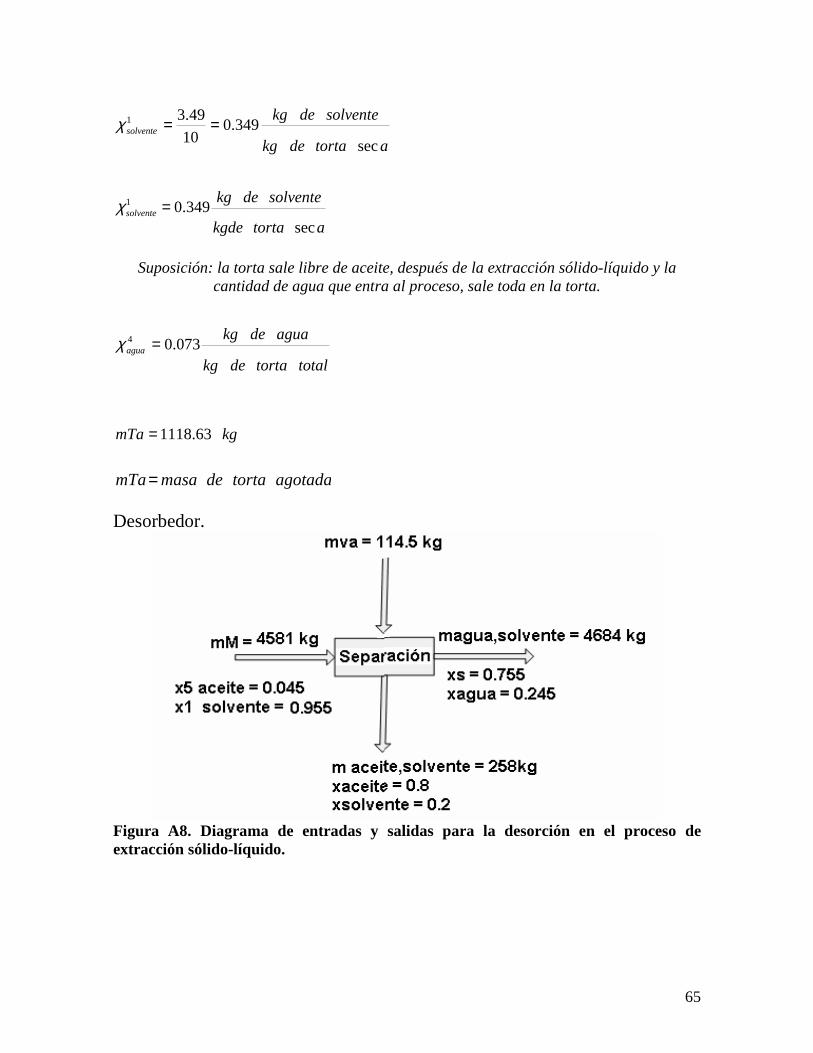
Desorbedor.
Figura A8. Diagrama de entradas y salidas para la desorción en el proceso de extracción sólido-líquido.
agotadatortademasamTa=
66
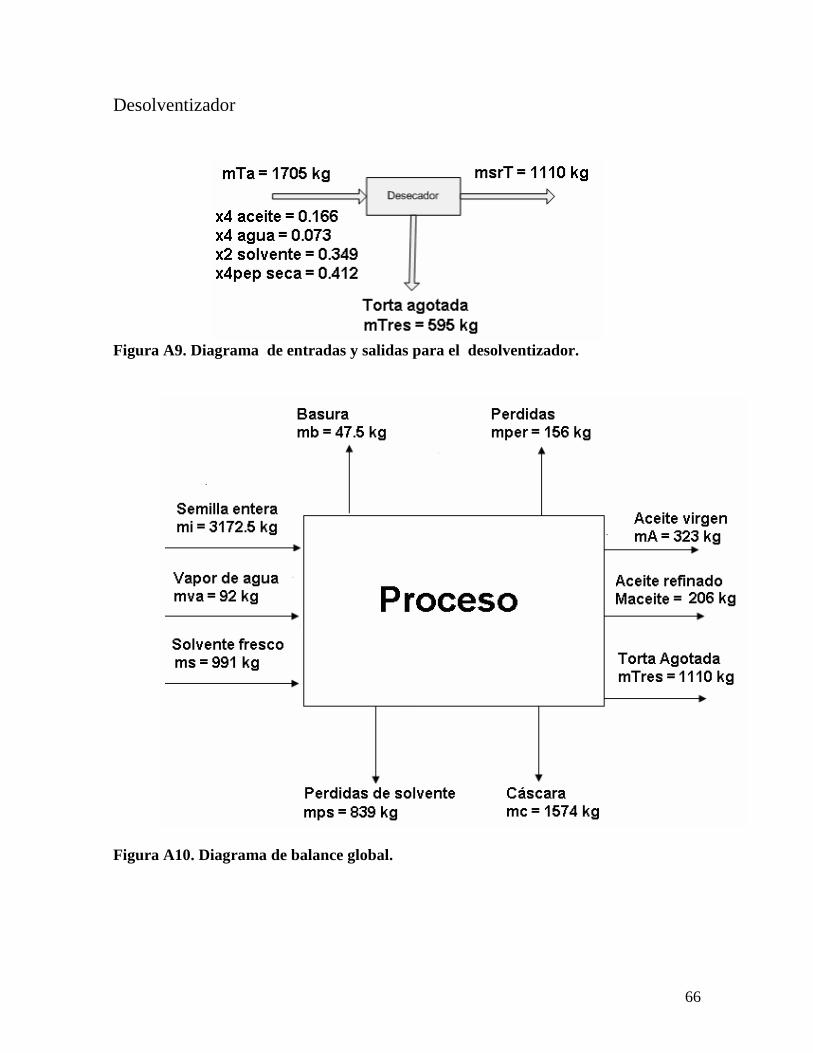
Desolventizador
Figura A9. Diagrama de entradas y salidas para el desolventizador.
Figura A10. Diagrama de balance global.
67
El balance global de masa para el proceso de extracción de aceite de semilla de girasol es: salidaEntrada=
mpermTresmpsMaceitemcmbmAmvamsmi ++++++=++
4255.5 kg = 4255.5 kg Para el balance global, se consideró una perdida de solvente de 20%.

68
APÉNDICE II. Dimensionamiento de la prensa de extracción (expeller). A partir del balance de materia se conoce la cantidad de pepita humidificada que se va a procesar, el aceite obtenido y la cantidad de torta residual, además de las respectivas composiciones de humedad, aceite y sólido seco. Se realiza un balance de energía para pepita seca.
VPCTmWSPH ∆+∆= …………(1)
Donde, mS es el flujo másico de pepita húmeda que entra a la prensa, ∆T es el aumento de temperatura que presenta la pepita al ser sometida a la presión, CPs el calor específico de la semilla, P es la presión a la que se somete la pepita y ∆V el decremento en el volumen inicial de pepita que fue prensada. Los parámetros necesarios para realizar los cálculos, es decir, la densidad empacada de semilla triturada y la presión de operación se determinaron experimentalmente siendo estos:
P = 6840000 Pa ρP = 607 Kg/ m3
Si el flujo másico inicial de semilla (m1) es de 1487 Kg/h y se extraen 323 Kg/h de aceite se sabe, entonces que el flujo másico de torta residual (m2) es de 1164 Kg/h, por medio de la ecuación 2 se calculan los volúmenes 1 y 2.
P
nHmVn
ρ=
………………….. (2)
Debido a la semilla se sometió a un proceso de humidificación se considera que el aumento en la temperatura de la semilla es despreciable por lo que el primer término de la ecuación AN.1 se vuelve cero. Se calcula entonces la potencia necesaria para operar la prensa.
)032.0041.0(6840000)(33
221 sm
sm
mNVVPW −=−=
HPwW 816156 == Si se considera un 20% más de capacidad de tratamiento la potencia será entonces:
HPW 2.97=

69
La capacidad requerida es:
h
Tonm
TonKg
hKg
H 8.11000
)2.1*1487(==
El flujo másico de sólido seco es un dato que se requiere para calcular el costo de la prensa, si se tiene un 44 % en masa de sólido seco en la pepita que entra a la prensa, y se considera un 20% más en la capacidad de tratamiento, entonces el valor será de 0.22 Kg/s. Con este dato y considerando la prensa de acero inoxidable, se calcula su costo aproximado, por medio de la ecuación AN.3
BMPBM FCC *= Ec. AN.3 Los valores se obtienen con la gráfica 5-58 en la página 347 Procesos de ingeniería Química G.D. Ulrich
108000$)6.3*30000( ==BMC Se consideran dos prensas de 50 HP cada una por lo que el costo global será de $216000. El costo aproximado se obtiene de la siguiente forma:
13560$314
4.390*10800$ =
=BMC
Por lo que el costo de las dos unidades será de $ 27120

70
APENDICE III. Separador Neumático Se alimenta al separador un flujo (Qs) de 3 1666.6 Kg/hr, con un tiempo de residencia (t) determinado experimentalmente de 2 minutos. Se procede a calcular la cantidad de masa retenida (M) tenemos que:
SQ
Mt =
…………………..(1)
Despejando M de la Ec. 1:
tQM s *= …………………(2)
kghh
kgtQM S 97.980333.0*2969* ===
La densidad empacada determinada de la semilla de girasol triturada es de 307.5 Kg/ m3 y con la masa retenida de 98.97 Kg obtenemos el volumen del lecho empacado del separador:
33
322.0)5.307/()97.98( mm
kgkg
MV
EL ===
ρ
También sabemos que:
4
2e
LhD
Vπ
= ………………. (3)
Se propone una relación entre altura empacada y Diámetro de 1.5 por lo tanto he se sustituye en la ecuación 3, se iguala a la ecuación 2 y se despeja D.
4
5.1322.0
33 D
mπ= Ec. AN.4
Despejando D de la ecuación AN.4 se obtiene:

71
3/13
4
322.0*4
=
πm
D
D = 0.65m; he = 0.975m = 1m Si se diseña para un incremento 20% en la capacidad, las dimensiones serán: D = 0.8 m y la altura del separador puede ser 3 veces el diámetro, por lo que: H = 2.4 m y redondeando, H = 3 m El diámetro del tubo de alimentación y salida suele ser la décima parte del diámetro.
Φalim = Φsalida= 0.08cm
El siguiente paso es obtener la velocidad mínima de fluidización. El caudal mínimo con el cual la semilla triturada fluidiza es de 25 ft3/min Para corregir este valor a las condiciones de operación se aplica la ecuación AN.5 y se asumen los siguientes valores:
P0 = 1 atm; T0= 273.15 ºK Pr = 0.77 atm; Tr = 298.15 ºK
Corrigiendo a condiciones de operación:
r
rr
T
QP
T
QP =0
00 …………….. (5)
min44.35
)º15.273)(77.0(
)º15.298)(25)(1( 3min
0
00
3
ft
Katm
Katm
TP
TQPQ
ft
r
rr ===
s
mQ r
3
0167.0=

72
Es necesario conocer el área del equipo que se utilizó experimentalmente para poder escalar. El diámetro interno es de 10 cm.
222
0079.04
)1.0(4
mD
A === ππ
Para obtener la velocidad mínima de fluidización se efectúa el siguiente cálculo:
s
m
mA
Q sm
r 11.20079.0
0167.02min
3
===µ
Se calcula el flujo o caudal que estará entrando al ciclón:
sm
sm
Ss AQ3
061.1)4/)8.0((*11.2 2*min === πµ
La velocidad mínima de entrada al ciclón es de 15 m/s (dato obtenido del libro biblioteca del ingeniero químico. Robert H. Perry). Se sabe que el flujo dividido entre el área del ciclón es igual a la velocidad mínima, por lo tanto, si se conocen ambas magnitudes, es posible calcular el área de la entrada al ciclón AC.
2071.015/061.115/3
mQAc sm
sm
sm
S === A partir del valor del área de entrada al ciclón es posible conocer las dimensiones del mismo, en el esquema de la figura A1 se muestran las diferentes secciones del mismo.
mA
H CC 30.0
4 ==π
mHD CC 6.02 == mD
D Ce 3.0
2== mDL CC 2.12 ==
mDZ eC 6.02 == mD
J CC 15.0
4== m
DS e
C 038.08
==
mD
B CC 15.0
4==

73
Figura A1. Ciclón para la separación

74
APÉNDICE IV Dimensionamiento del cilindro de acondicionamiento. El flujo másico MP de entrada al sistema es de 1395 kg /h y el tiempo de residencia, determinado experimentalmente es de 10 minutos. Por tanto se calcula la masa retenida de pepita triturada:
kghMm pp 5.2321667.0* ==
Se determinó experimentalmente la densidad empacada de pepita triturada, siendo esta: ρp= 607 kg/m3, a partir de los valores anteriores, se conoce el volumen empacado del equipo:
338.0* mmV ppe == ρ
Si se desea aumentar un 20% la capacidad de tratamiento el volumen será de 0.456 m3
El volumen se aumenta un 25% con la finalidad de tener espacio suficiente para colocar las placas metálicas y los demás accesorios, por lo tanto, el volumen será de 0.57 m3. La altura y el diámetro se calculan a partir de una relación H/D= 1 mediante la siguiente ecuación:
34
πV
D = ………………. (1)
Por lo tanto, las dimensiones del cilindro acondicionador son:
H = 90 cm D = 90 cm
La altura de la sección cónica es un 20% del total por lo que mide 18 cm, entonces la sección cilíndrica medirá 72 cm

75
Figura A1. Vista lateral del cilindro acondicionador
La separación entre las placas de soporte (PS) es de 4cm, la inclinación de los deflectores D1 y D2 es de 45º, la inclinación del ángulo del deflector D3 es de 60º. Cada sección, compuesta por Dn, PSn y Vn, tiene un total de 20 cm de altura. Para la sección 1: Se conoce el ángulo de inclinación para el deflector D1, la separación entre este y la placa de soporte será de 11.25cm, con esta altura y la función tangente, se conoce la longitud de la placa de soporte PS1:
125.11
º45tan ==a
cm
a = 11.25 cm
La longitud del deflector D1 se calcula:
22 25.11+= al
l = 15.91 cm

76
La longitud del vertedero V1 se obtiene al restar a de 11.25 cm y es igual a 8.75cm. Sección 2: Comenzamos por definir la separación entre las placas de soporte PS2 y PS3 la cual es de 3.75 cm, con este valor ya se puede conocer el valor de la longitud del vertedero V2 que es igual 16.25 cm. La longitud de PS2 es la misma que la de PS1, para conocer la longitud de la fracción b se aplica la función tangente:
175.3
º45tan ==b
cm
b = 3.75 cm Por lo que la longitud de la placa de soporte PS3, será:
cmbaa 15' =+= La longitud del deflector D2 se calcula:
22' 75.3+= bl
l ’= 5.3 cm
Sección 3: En la sección 3, la inclinación del deflector es de 60º, la separación entre placas de soporte es de 10 cm, no existe vertedero por lo que de la placa de soporte PS5 a la base del cilindro existe la misma distancia, es decir 10 cm. Por tanto es posible calcular la longitud del deflector D3 mediante la función seno:
866.020
º60''
==l
cmsen
l ’’ =23.09 cm
La longitud de la placa PS4 es 15 cm

77
APENDICE V. DISEÑO DE UN EXTRACTOR DE ACEITE A CONTRACORRIENTE.
Para el diseño del extractor se definieron los componentes de la siguiente manera:
A= solvente (hexano) B= sólidos que se van a lixiviar C= aceite extraído La siguiente figura muestra el esquema de un extractor a contracorriente.
Figura A1. Esquema del diseño del extractor El valor numérico de las variables necesarias para hacer el cálculo numérico de etapas ideales se muestra a continuación:
F= 346.87Kg (A+C) Yf= 1 R1= 4580.95 Kg (A+C) X1=.04 ENP+1=781.48Kg(A+C) RNP+1=5122Kg de A
yNP+1 = .22 XNP+1= 0 Las relaciones anteriores se ubicaron en el diagrama de equilibrio. La forma en la cual se construyó el diagrama se muestra a continuación:

78
a) Ubicar R1 en el diagrama de equilibrio, mediante X1 b) Ubicar Rnp+1 en el diagrama N vs x,y, mediante Xnp+1
c) Ubicar F mediante yF d) Ubicar ENp+1
e) Trazar una línea de unión R1F y Rnp+1 ENp+1 para ubicar el punto ∆R f) suponiendo equilibrio entre E1 y R1, entonces trazamos una línea vertical de R1 hasta la curva N vs y g) a partir de E1 se traza una linea hasta ∆R, para ubicar R2 Siguiendo este procedimiento se puede ver que es necesaria 1 etapa ideal para la extracción de aceite de semilla de girasol. DIMENSIONES DEL EXTRACTOR. Ρempacada=607Kg/m3 Ρ hexano =660Kg/m3
VT = (V etapa)semilla + (V etapa) hexano
Calculando el volumen de la semilla
Vsemilla = empacadaP
llaMasadesemi =1.91m3
Vhexano = hexanoP
nomasadehexa= 7.76m3
Por lo tanto: VT = 1.91m3 + 7.76m3 = 9.67m3
Mediante la siguiente función objetivo se minimiza el volumen.
V = π4
* DDh = 9.67m3
Dando valores a D y a h en Excel encontramos los siguientes valores: D=3.5m, h= 1.01m
Por lo tanto D
h=
5.3
01.1=.28

79
APENDICE VI. DESOLVENTIZADOR. Al Desolventizador están entrando 1705 Kg de torta residual.
Cp semilla=3.26KgK
KJ
Ρempacada = 667 Kg/m3
Ρhexano = 660Kg/m3
El volumen total del desolventador se define de la siguiente manera de la siguiente manera: Vempacado + Vhexano = VTotal
Calculado los respectivos volúmenes:
Vempacado=m3/607
)(985
Kg
BAkg += 1.62 m3
Vhexano = 3/660
595
mKg
KgdeA=.90 m3
Por lo tanto VT = 1.62 m3 + 660Kg/m3 = 2.52 m3
Sabemos que: πD2h/4 = 2.52 m3
Iterando encontramos los valores de D y h D= 1 m y h= 3.3m
Por lo tanto D
h=
1
3.3= 3.3
Calculando la masa de vapor de agua. Sabemos que: Q = (masa de torta residual del extractor)(Cp pepita)(T2 –T1)

80
Masa de vapor = vapH
Q
∆
Por lo tanto: Q = 1705(3.26) (80-30)=277915 KJ
Masa de vapor=66.321
277915=
h
Kg864

81
APENDICE VII. DESORBEDOR La corriente que sale del extractor, se le denomina miscela, la cual contiene aceite con hexano, para la separación de esta mezcla, inicialmente se pensó en una destilación simple, pero como se puede ver en la figura A1, los datos de equilibrio, arrojan una grafica cóncava hacia arriba, entonces hace difícil la separación para los métodos descritos en la literatura, como es la destilación.
Figura A1. Datos de equilibrio para la mezcla aceite –hexano. Los datos de equilibrio se pueden tratar para una desorción, es decir absorber el hexano con una corriente de vapor de agua.

82
Entonces tenemos los siguientes datos para la absorción:
Figura A2. Torre de desorción. Realizando el balance se obtiene
)/()( 2121 xxyyG
L −−= ………….. (1)
Sustituyendo en la ecuación 1, los datos conocidos
955.01
051 2
−−
=x
y
G
xm y ym se obtienen de la curva de equilibrio, se conoce xm = 0.955, y se interfecta la curva de equilibrio para obtener la ym, el cual es de 0.9

83
Considerando el aceite se va a obtener con un % pequeño de hexano, es decir que obtiene un 0.2 asi x1 = 0.2, entonces:
0955.2.0
2051
−−= y
G
Para obtener G, se recurre a la relación mínima, la cual esta dado de la siguiente manera.
min21
min21
min xx
yy
G
L
−−
=
……….. (2)
x2min y y2 min se obtienen, recurriendo al diagrama de equilibrio, con x2min = 0.955, se lleva hasta la curva de equilibrio y se obtiene y2 min = 0.90, esto implica que la ecuación (2) se puede encontrar L/G min
( )
60.0
955.02.0*75.63
51955.02.0
75.63
5.1
083.4120.1
51
20.1955.02.0
9.00
2
2
2
min
min
min
=
−
=
−−=⇒
=
=
==
=−−=
y
y
y
G
Lh
kmolG
GG
G
G
L
Por lo tanto se conoce las coordenadas para la curva de operación. En la figura A3 se observa la curva de equilibrio, la línea de operación y las etapas trazadas.

84
Figura A3. Etapas de equilibrio. Dimensiones para un flujo de:
s
mxq
m
kgs
mQ
m
kgh
kmolL
h
kmolG
L
G
33
3
3
3
106.1
787
186.2
556.0
51
75.63
−=
=
=
=
=
=
ρ
ρ
Donde Q = flujo volumétrico del gas. ρG = Densidad del gas.

85
ρL = Densidad del líquido. q = flujo volumétrico del líquido. Considerando un esparcimiento entre platos tipo perforados de 0.5m, se tienen que:
s
mxQq GL
335.0 1015.6)/(*/ −=ρρ
( ) 2.0
4020.0/
1015.6
1log* σβα
+
= −xCF
214.0
040.0
0302.0
04893.0
=
=
==
FCm
Nτ
βα
Para el diseño de platos perforados la constante de inundación CF
( )[ ]( )[ ]
s
mV
V
CV
F
F
GGLFF
138.0
556.0/556.0787.0214.0
/5.0
5.0
=
=
=
−
− ρρρ
s
mV
VV F
1104.0
80.0*
=⇒
=
El área de sección transversal es: 280.19 mV
Q =
Pero la longitud de derramadero de 0.80T donde T es el diámetro de la torre corrigiendo el área de sección transversal corregido es 2326.0 mA =

86
mID
mL
L
mT
AT t
5.1.
7.3
5*5.010*12.0
65.0
)/4( 5.0
==
+=
== π
APENDICE VIII. SILOS. Para la cotización de silos se hicieron las siguientes consideraciones, se construirán 4 silos de radio de 5m y altura de 15m, Se utilizara material de panel de WC aproximadamente cada hoja cubre un área de 3m2. El área del silo es:
1573
24.471
24.47115*5*1416.3*2
22
==
==
=
paneldehojasdeCantidad
mA
rLA π
El precio de la hoja de panel es de $350, se obtiene así que 157* $350 = $ 54 950 Material Cantidad Material Precio $ 157 Hojas de panel 54 950 40 Varillas 2 800 1 Camión de grava 750 Cemento 7 000 150 Kg Alambre 3 750 Arena 5 000 Mallas 22 000 Total $ 96 250 El precio por la mano de obra es de $250 por m2 471.24m2*$250 = $ 117 810, además se aumenta un costo extra por la renta de torres, cimientos y material no considerado aproximadamente la mano de obra queda en un costo de $ 150 000

87
000985$4
250246$
=
=
+=
silosporlosCostototal
siloporCosto
obrademanodeCostomaterialCostosiloporCosto
88
BIBLIOGRAFÍA.
1. Mazzei, María Emilia, 2003, Aspectos nutricionales de la semilla y el aceite de girasol. Módulo IV. 2º Congreso Argentino del girasol, Hilton, Buenos Aires.
2. Bernardini, E., 1976, Tecnología de Aceites y Grasas, Editorial Alhambra.
Capítulos 1-9.
3. García Conde, Jorge Spamer. Planta para la obtención de aceite crudo de girasol, 1945, Tesis Universitaria. 4. Rivas Ortega, César y Ochoa Bautista, Raúl. El Girasol Mexicano. Revista Claridades Agropecuarias, 2003 5. Gallegos-Infante, J.A., Rocha Guzmán, R., González Laredo, F. Caracterización de dos variables de girasol con potencial para la producción de aceite extraído con hexano e isopropanol. 6. Problemas de descascarado en la industria. Recopilación de aportes y discusión realizados por Carlos Caruso, Luis Palacios, Martha Melgarejo, Luis Aguirrezábal, Jorge Murillo, Luis Hernández, Susana M. Nolasco e Isabel C. Riccobene 7. G. Baca Urbina, Evaluación de proyectos, 2ª. Ed. McGRAW- HILL pp. 237-244 8. Robert E. Treybal, Operaciones de transferencia de masa. Mc. GRAW-HILL. Segunda edición. pp. 819-841 9. Alan S. Foust, Principios de operaciones unitarias. Compañía Editorial Continental S.A. de C.V., México pp. 545-550, 718 10. Levenspiel, Flujo de fluidos e intercambio de calor. Ed. Reverte, S.A pp 353-365
11. J. Baquero Franco, Equipos para la industria Química alimentaría, Ed. Alhambra, pp 58-73