fundiciones ferreas y no ferreas en arena, coquilla y fundicion...
TRANSCRIPT
JUNIO 2012 • N.º 187www.metalspain.com
FUNDICIONES FERREAS Y NO FERREAS EN ARENA, COQUILLA Y FUNDICION A PRESION
JUN
IO 2
012
• N
º 18
7
FUNDI 187 JUNIO 2012 CUB.qxp:81778 CUB JUNIO 08 N150 26/6/12 11:42 PÆgina 1

FUNDI 187 JUNIO 2012 CUB.qxp:81778 CUB JUNIO 08 N150 26/6/12 11:42 PÆgina 2

FUNDI 187 JUNIO 2012 CUB.qxp:81778 CUB JUNIO 08 N150 26/6/12 11:42 PÆgina 2

JUNIO 2012 • N.º 187www.metalspain.com
FUNDICIONES FERREAS Y NO FERREAS EN ARENA, COQUILLA Y FUNDICION A PRESION
JUN
IO 2
012
• N
º 18
7
FUNDI 187 JUNIO 2012 CUB.qxp:81778 CUB JUNIO 08 N150 26/6/12 11:42 PÆgina 1

FUNDICIONES FERREAS Y NO FERREAS EN ARENA,COQUILLA Y FUNDICION A PRESION JUNIO 2012 • N.º 187
AlbertDirector
David VarelaPublicidad
PabloAdministración
Inmaculada GómezJosé Luis EnríquezAntonio SorrocheColaboradores
C/ CID, 3 - P228001 MADRIDTEL. 91 576 56 09
EDITACAPITOLE PRESS
DISEÑOAPM
MAQUETACIÓNMFC - Artes Gráficas, S.L.
IMPRESIÓNMFC - Artes Gráficas, S.L.
Depósito legal: M. 16.827-1991ISSN: 1132 - 0362
Por su amable y desinteresada colabora-ción en la redacción de este número, agra-decemos sus informaciones, realizaciónde reportajes y redacción de artículos asus autores.
FUNDIDORES aparece mensual mentenueve veces al año (excepto enero yagosto). Los autores son los únicos res-ponsables de las opiniones y conceptospor ellos emitidos. Queda prohibida la re-producción total o parcial de cualquiertexto o artículos de FUNDIDORES sin pre-vio acuerdo con la revista.
Comité de Orientación
D. Ignacio Sáenz de Gorbea
D. Manuel Gómez
Pág.
EDITORIAL 2
INFORMACIONES 3
ARTÍCULOSImpresiones sobre el 70˚ Congreso Mundial de Fundición de laOrganización Mundial de Fundición (WFO)
Silvia Bacco .......................................................................................... 16
Cierran negocios por 200 millones de dólares en el 70˚ CongresoMundial de Fundición .............................................................................. 19
M CAT .................................................................................................... 20
Deacero: Empresa siderúrgica de clase mundial ..................................... 21
Oxbow Metales México .......................................................................... 21
Sytech Technology y Voxeljet ................................................................ 22
En México: Fracsa Alloys ....................................................................... 22
El control de la calidad en la fundiciónIng. Patricia Domínguez González, Ing. Judith Gutierrez González,Ing. Jesús Díaz Ramos ...................................................................... 24
Dossier Software ..................................................................................... 27
Trabajo de investigación sobre desmoldeantesDr. Sergio García Díez...................................................................... 30
La fundidión Capa: medio siglo con los artistas ...................................... 34
SEGUNDA MANO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36
EMPLEO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36
GUÍA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37
SERVICIO LECTOR . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40
120413 FUND 187 JUNIO 2012.qxp:80480 F-FEBRERO 08 N 146.qxd 27/6/12 10:55 PÆgina 1

EDITORIAL
MEJORES TÉCNICAS DEFUNDICIÓN PARA ESPAÑA,
PORTUGAL, LATINOAMÉRICA YMÁS PAISES
La feria de Fundiciónde México fue muyinteresante : sepuede ver el amplioreporte y presenta-ciones publicado enesta edición de la re-vista.
Publicamos edicionsespeciales en Julio,septiembre y octubrepara las ferias EXPO-FUN en Argentina,METALURGIA enBrasil y otras ferias.Pueden enviarnossus informacionespara estar presentes.
Además, se publica un dossier de mucho interés :SOFTWARE.
Destaca el programma ALEA 2012 de AMV SOLU-CIONES que hemos recomendado varias veces a nues-tros lectores. Cada fundición tendría que usar el pro-gramma ALEA 2012.
En la próxima edición de Julio, presentaremos la Jor-nada Técnica FUNDICION que es todo un éxito ycuyo programa es desmolase largo para estar publi-cado en la editorial (verhttp://www.metalspain.com/fundicion-2012.html.)
En Julio, además, se publican un cuadro INDUC-CIÓN, y un intéressante Dossier DIE CASTING : conlos cuadros de proveedores, es interesante estar pre-sente.
La foto publicada es de Fénix Fundição. Bronze, Lostwax, Investment Casting Process - José Macedo, Foun-dry & Sculpture Studio in Setúbal, Portugal
Nuestra próxima edición es Julio ( FUNDIDORES tiene10 ediciones anuales) y viene con dossiers muy inter-esantes con estas listas de proveedores.
Pueden enviar sus informaciones a [email protected] para estar presente.
La Redacción
FUNDIDORES. JUNIO 2012
«Ceramic Shell mold for bronzecasting».
120413 FUND 187 JUNIO 2012.qxp:80480 F-FEBRERO 08 N 146.qxd 27/6/12 10:55 PÆgina 2

VW: IMPORTANTESINVERSIONES EN MÉXICOLa inversión de Volkswagen enMéxico para construir una nuevaplanta de Audi será de unos 2,000 mil-lones de dólares.
La filial mexicana de Volkswagen ex-portó 191.699 unidades en los prime-ros cinco meses de 2012, cifra 18 %superior a la registrada en el mismoperíodo de 2011 con una producciónde 217.721 unidades, lo querepre-senta un aumento del 10,7 %.
En los primeros cinco meses la produc-ción destinada a la exportación repre-sentó el 88 % del total de los vehículosproducidos, mientras que el restante 12% se dirigió al mercado interno.
El modelo más fabricado fue el NuevoJetta.
genes en 3D. Este escáner capturahasta 16 fotogramas por segundo. Es-tos fotogramas son alineados de ma-nera automática en tiempo real, lo quehace que el escaneo sea fácil y rápido.Este modelo, el más novedoso de estamarca permite capturar objetos enmovimiento y su alta calidad de ima-gen permite generar digitalizacionestexturizadas muy útiles en los camposde investigación técnica, efectos espe-ciales, ciencias forenses, medicina.
Servicio Lector 1
AQUATEKNICA PRESENTA ELESCÁNER ARTEC EVA
El escáner Artec EVA es similar a unacámara de video que captura imá-
INFORMACIONES
120413 FUND 187 JUNIO 2012.qxp:80480 F-FEBRERO 08 N 146.qxd 27/6/12 10:55 PÆgina 3

o Autónoma con taller propio, Salamancaand Granada, España, 2005- 2012.
o Fundición José Moreno, Prácticas Fuen-labrada, Madrid España, 2004.
o Escenografía de “Tengo una debilidad”,Círculo de Bellas Artes de Madrid, 2004.
o Asistente de taller ceramic,”RainbowCeramic”, Bristol, Inglaterra, 2001-2002.
EXPOSICIONES
o Ideale di belleza, Galeria Roberto Tas-coni, Gela, Sicilia. 2012.
o Corto Circuito, Universidad de Bellas Ar-tes de Granada, 2011.
o Femenino Plural,. Teatro de la ciudad deVicar, Almería, 2011.
o Reciclar con Arte, exposición colectiva.Sala de exposiciones Rey Chico, Gra-nada, 2010
o La Mirada cotidiana, Centro de Arte Mu-seo de Almería (CAMA), exposición co-lectiva, Almería, 2009-2010.
hierro de Mari Angeles Guil, Gela, Sici-
lia, Italia, 2012.
La planta ensambladora de Puebla esuna de las más importantes de Volks-wagen en el mundo y cuenta con ca-pacidad para producir medio millónde unidades al año con un total de18.575 colaboradores.2011 fue excelente año ya que la ar-madora de autos impuso un récordhistórico de producción, con 510.000unidades y actualmente ensambla2.500 unidades al día, que la colocaen la primera posición del ranking deplantas automotrices en América, porsu volumen de producción.
Servicio Lector 2
ESCULPTURAS DE PAULAKOWARIK MOLINAEXPERIENCIA PROFESIONAL
o Ayudante en escultura monumetal de
INFORMACIONES
120413 FUND 187 JUNIO 2012.qxp:80480 F-FEBRERO 08 N 146.qxd 27/6/12 10:55 PÆgina 4

o Circuitos 2010, CUO, Granada, 2010.o Reciclar con Arte, exposición colectiva.
Centro Cultural Gran capitán, Granada,2009.
Tengo experiencia en diversos campos dela creación artística o artesanal. Me desen-vuelvo bien en un taller de realizado unaserie de esculturas y encargos, llevando acabo proyectos en los que he trabajado enfrio y con la fragua, he soldado con la sol-dadora de hilo y la de electrodos. He lle-vado a cabo varias esculturas de bronce,con todo su proceso; la realización moldesde escayola, silicona, látex y arena; la eje-cución de la pieza en cera con su árbol decolada y el molde de picadizo. Quiero di-rigir mi vida profesional hacia este campo,me interesan enormemente las técnicas defundición y de vaciado.Contacto : [email protected]
Servicio Lector 3
ALUMINIUM 2012, 9. ª FERIA YCONFERENCIAINTERNACIONAL
9 - 11 OCTUBRE 2012,RECINTO FERIAL DEDÜSSELDORFALUMINIUM 2012: Feriainternacional con cifras de récord
Presencia de numerosos expositoresde España
La mayor cita del sector a escala mun-dial contará con la presencia de fabri-
cantes de aluminio, procesadores,proveedores de tecnologías y equipa-mientos para la producción, el proce-samiento y el refinamiento del alumi-nio, así como de los representantes delas industrias de aplicación. La feria,que en 2012 se celebra por primeravez en Düsseldorf, recoge toda la ca-dena de proceso del material, desde lamateria prima, pasando por productossemiacabados, hasta productos termi-nados para todas las áreas de aplica-ción del aluminio.
En la nueva ubicación en el recinto fe-rial de Düsseldorf, la feria ALUMI-NIUM asignará los pabellones a losdistintos segmentos de exposición deforma aún más decidida que en el pa-sado. Para ello, la feria se orientarápor la cadena de proceso, desde laproducción primaria y las tecnologíascorrespondientes (pabellón 9), pa-sando por el tratamiento de fundicióny térmico así como el reciclaje (pabe-llón 10) y los productos semiacabados(pabellones 11 y 12) hasta el trata-
INFORMACIONES
120413 FUND 187 JUNIO 2012.qxp:80480 F-FEBRERO 08 N 146.qxd 27/6/12 10:55 PÆgina 5

120413 FUND 187 JUNIO 2012.qxp:80480 F-FEBRERO 08 N 146.qxd 27/6/12 10:56 PÆgina 6

120413 FUND 187 JUNIO 2012.qxp:80480 F-FEBRERO 08 N 146.qxd 27/6/12 10:56 PÆgina 7

8 FUNDIDORES. JUNIO 2012
120413 FUND 187 JUNIO 2012.qxp:80480 F-FEBRERO 08 N 146.qxd 27/6/12 10:56 PÆgina 8
INFORMACIONES
miento de superficies (pabellón 13) ylos temas tratamiento del metal, solda-dura y unión (pabellón 14).
ALUMINIUM con pabellonestemáticos
La feria ALUMINIUM dedicará pabello-nes temáticos especiales a temas claveconcretos, ofreciendo así a los distintossectores un punto de encuentro óptimodentro de la feria. Uno de los más gran-des es el pabellón de fundición, en elque alrededor de 30 expositores presen-tarán soluciones para la tecnología defundición. Paralelamente, ALUMI-NIUM ofrece un pabellón de produc-ción primaria, un pabellón de soldaduray unión así como el nuevo CompetenceCentre Surface Technology, en el que sefusionan el pabellón de superficies con-solidado desde hace muchos años y elpabellón para el recubrimiento de pie-zas individuales.
ALUMINIUM Conference
«Aluminium – Material for the Future»es el hilo conductor de la edición deeste año de ALUMINIUM Conference,que se desarrollará entre el 9 y el 11de octubre en el Congress Center Düs-seldorf en paralelo a la feria.
Servicio Lector 4
INDIA : SISTEMASAUTOMATIZADOS DECONTROL DE CALIDAD
Esta compañía de India, Waveaxis,propone una amplia gama de siste-mas automatizados de control de cali-dad para satisfacer todos los requeri-mientos de inspección. Puedenprocesar hasta partes de 60-90 por mi-nuto dependiendo del tamaño y otrosparámetros de los componentes. El sis-tema también puede generar todo tipode informes estadísticos como SPC in-formes, etc..
Estos sistemas forman parte de unaalta velocidad y cámara de alta resolu-
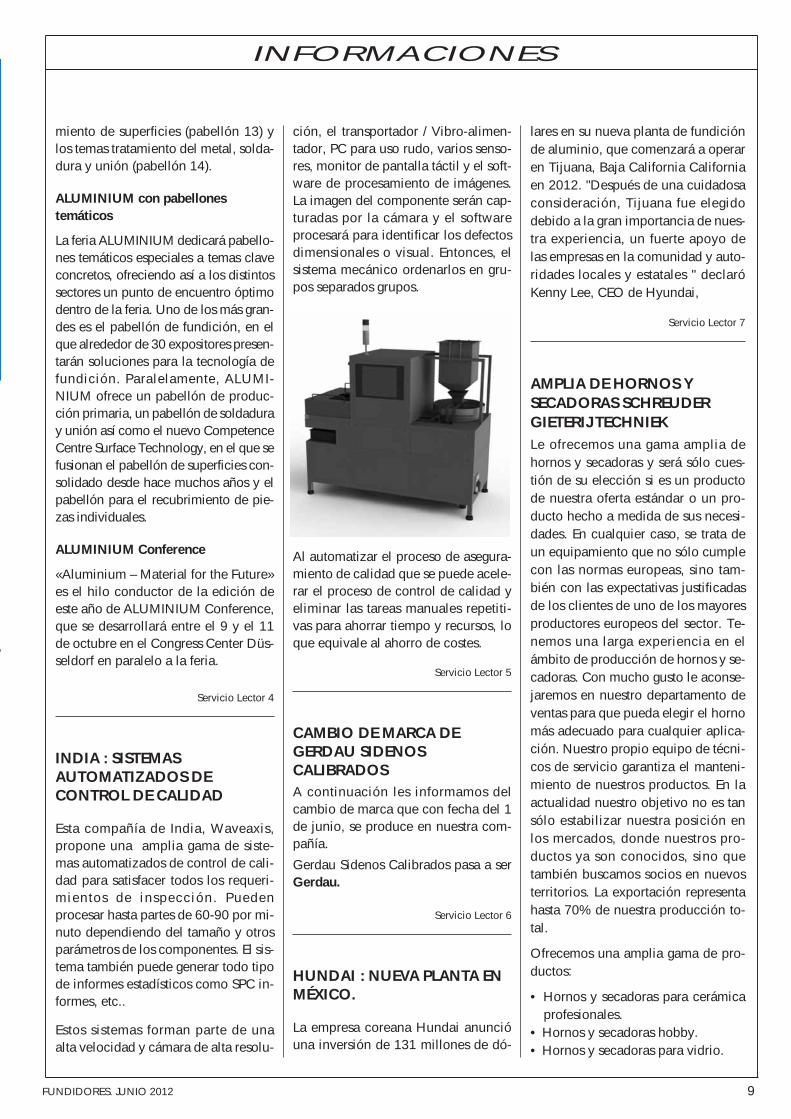
ción, el transportador / Vibro-alimen-tador, PC para uso rudo, varios senso-res, monitor de pantalla táctil y el soft-ware de procesamiento de imágenes.La imagen del componente serán cap-turadas por la cámara y el softwareprocesará para identificar los defectosdimensionales o visual. Entonces, elsistema mecánico ordenarlos en gru-pos separados grupos.
Al automatizar el proceso de asegura-miento de calidad que se puede acele-rar el proceso de control de calidad yeliminar las tareas manuales repetiti-vas para ahorrar tiempo y recursos, loque equivale al ahorro de costes.
Servicio Lector 5
CAMBIO DE MARCA DEGERDAU SIDENOSCALIBRADOSA continuación les informamos delcambio de marca que con fecha del 1de junio, se produce en nuestra com-pañía.
Gerdau Sidenos Calibrados pasa a serGerdau.
Servicio Lector 6
HUNDAI : NUEVA PLANTA ENMÉXICO.
La empresa coreana Hundai anuncióuna inversión de 131 millones de dó-
lares en su nueva planta de fundiciónde aluminio, que comenzará a operaren Tijuana, Baja California Californiaen 2012. "Después de una cuidadosaconsideración, Tijuana fue elegidodebido a la gran importancia de nues-tra experiencia, un fuerte apoyo delas empresas en la comunidad y auto-ridades locales y estatales " declaróKenny Lee, CEO de Hyundai,
Servicio Lector 7
AMPLIA DE HORNOS YSECADORAS SCHREUDERGIETERIJ TECHNIEK Le ofrecemos una gama amplia dehornos y secadoras y será sólo cues-tión de su elección si es un productode nuestra oferta estándar o un pro-ducto hecho a medida de sus necesi-dades. En cualquier caso, se trata deun equipamiento que no sólo cumplecon las normas europeas, sino tam-bién con las expectativas justificadasde los clientes de uno de los mayoresproductores europeos del sector. Te-nemos una larga experiencia en elámbito de producción de hornos y se-cadoras. Con mucho gusto le aconse-jaremos en nuestro departamento deventas para que pueda elegir el hornomás adecuado para cualquier aplica-ción. Nuestro propio equipo de técni-cos de servicio garantiza el manteni-miento de nuestros productos. En laactualidad nuestro objetivo no es tansólo estabilizar nuestra posición enlos mercados, donde nuestros pro-ductos ya son conocidos, sino quetambién buscamos socios en nuevosterritorios. La exportación representahasta 70% de nuestra producción to-tal.
Ofrecemos una amplia gama de pro-ductos:
• Hornos y secadoras para cerámicaprofesionales.
• Hornos y secadoras hobby.• Hornos y secadoras para vidrio.
9FUNDIDORES. JUNIO 2012
120413 FUND 187 JUNIO 2012.qxp:80480 F-FEBRERO 08 N 146.qxd 27/6/12 10:56 PÆgina 9

INFORMACIONES
• Hornos y secadoras para laborato-rios.
• Hornos para la fundición.• Hornos para tratamiento térmico de
metales.• Hornos para fábricas de goma, plás-
ticos y tratamientos de superficie.• Hornos continuos, secadoras y
proyectos a medida.• Líneas universales de cementación y
de templado.• Reguladores.• Elementos de medición y regula-
ción.• Reconstrucción de hornos y secado-
ras.• Cartuchos y elementos de calefac-
ción.• Hormigones y materiales refracta-
rios.
Utilización de nuestros productos:
• Cocción y procesado de cerámica,porcelana y esmaltes.
• Producción y procesado de vidrio ydecoraciones, por ej. fusión, enfria-miento, doblado, fundición ...
• Producción y procesado de es-maltes.
• Aplicaciones de laboratorio.• Producción de joyas.• Fundición de metales no férreos.• Precalentamiento antes de confor-
mado y forja.• Tratamiento térmico y térmico-quí-
mico de aceros, por ej. temple, re-venido, recocido, cementación, ni-tridación ....
• Tratamiento térmico de aluminio ysus aleaciones, por ej. recocido porsolubilización, envejecimiento arti-ficial ....
• Tratamiento térmico de otros me-tales.
• Secado de eléctrodos de soldadura.• Pruebas Burn-in de elementos eléc-
tricos.• Tratamiento térmico de plásticos,
goma, caucho y poliuretano.• Endurecimiento de materiales com-
puestos.• Tratamiento térmico para los acaba-
dos de superficie.
• Revestimiento de calderas con hor-migón refractario.
Servicio Lector 8
NUEVO TALLER DE LAFUNDICIÓN CAPA.Con 11.000 m2, el nuevo taller de laFundición Capa está equipado con laúltima tecnología poniéndolo a dispo-sición de escultores y creadores.
El nombre de Eduardo Capa, fundadorde esta empresa familiar, está íntima-mente asociado a la escultura espa-ñola contemporánea. Desde 1958, eltaller de la fundición es un referentedel panorama escultórico nacional einternacional.
Capa se ha distinguido siempre porhablar el lenguaje de los escultores yaportar soluciones industriales al pro-ceso artesanal de la fundición con unobjetivo claro: facilitar al máximo lacreación artística.
En 2012 da un paso definitivo inaugu-rando un nuevo taller de fundiciónque mantiene su localización en elmunicipio de Arganda del Rey. Con laincorporación de las nuevas navesdestinadas al taller se pone a disposi-ción de escultores y creadores 11.000m2 equipados con innovadoras insta-laciones y una nueva maquinaria deúltima tecnología, respetando los másexigentes criterios medioambientales,de sostenibilidad y de eficiencia ener-gética. Además de una apuesta deci-dida por la I+D+I con la incorporaciónde escaneado 3D e impresión y meca-nizado digital.
A través de la incorporación de la tec-nología más puntera, Capa consigueampliar las posibilidades de los crea-dores, aportando nuevas soluciones eincrementando notablemente la cali-dad, reduciendo los costes y los pla-zos de producción.
La historia de la Fundición Capa sepuede contar a través de la familia
Capa, desde Eduardo Capa Sacristánhasta sus nietos, hoy incorporados a laempresa familiar. Desde sus inicioshan reinvertido la totalidad de los be-neficios en la propia empresa lo queha permitido crecer con solidez yafrontar proyectos tan ambiciososcomo las nuevas instalaciones. Así, enuna actividad que tiene su base en téc-nicas renacentistas, la Fundición Capaha sido pionera en la implantación demejoras como la aplicación de elastó-meros, ceras y resinas sintéticas, nue-vos sistemas de quemado de la cera,desarrollo de autómatas programablespara hornos, de materiales refractariosy aleaciones de bronce para fines ar-tísticos… que progresivamente hanido incorporando el resto de fundicio-nes.
La tradición en sus trabajos ha tenidosu reconocimiento: en 1989, EduardoCapa fue galardonado por la CámaraOficial de Comercio e Industria deMadrid con el Diploma de ArtesanoMadrileño Tradicional. En la actuali-dad la Fundición Capa tiene la Cartade Empresa Artesana que concede laDirección General de Comercio de laConsejería de Economía e Innovacióntecnológica de la Comunidad de Ma-drid, Consejería que viene apoyando,ininterrumpidamente desde 1998, a laFundición Capa a través de sus líneasde fomento a la inversión y promociónde la actividad artesana. En 2011,Capa recibió el Premio de ArtesaníaInnovadora de la Comunidad de Ma-drid por el diseño, utilización de nue-vas metodologías, innovación y em-pleo de materiales experimentales ensu actividad.
La Fundición realiza todo tipo deproyectos para instituciones públicas,entidades privadas y escultores consa-grados pero da forma también a lacreación de alumnos de escuelas deartes y oficios y de facultades de BellasArtes. En este punto incide en la divul-gación del oficio artístico y la docen-cia que ha ejercido desde siempre, en-señando y promoviendo de primeramano el proceso de la fundición artís-
10 FUNDIDORES. JUNIO 2012
120413 FUND 187 JUNIO 2012.qxp:80480 F-FEBRERO 08 N 146.qxd 27/6/12 10:56 PÆgina 10
INFORMACIONES
tica a alumnos de bachillerato, escue-las de artes y oficios, universidades,profesores, conservadores de museos,etc. El patriarca de esta empresa fami-liar fue Catedrático de la Escuela deBellas Artes de Madrid y la intenciónde abrir su colección, hoy alojada enla antigua sede y constituida en Fun-dación, ha sido la de ponerla a dispo-sición para el aprendizaje de susalumnos, para que ellos pudieran ver,de primera mano, todas las posibili-dades técnicas de la escultura de lamano de los maestros españoles desdemitad del siglo XX hasta nuestros días.
A través de los artistas que han traba-jado en la Fundición Capa y las obrasque allí han realizado, se puede trazaruna historia sucinta de la escultura enEspaña desde la mitad del siglo XXhasta nuestros días, recorriendo delmismo modo los retos e innovacionestécnicas que han afrontado juntoshasta las posibilidades técnicas denuestros días. Artistas como SalvadorDalí, Pablo Serrano, Oteiza, Chillida,Cristino Mallo, Juan de Ávalos, Ve-nancio Blanco, Antonio López, Chi-rino, Leiro, Alberto Corazón, MiquelNavarro, Manolo Valdés, Peter Ma-rino, Fernando Sánchez-Castillo, entreotros, han dado forma a sus obras enla Fundición Capa.
Hoy en día, una de las líneas de ac-tuación de la Fundición, llamada“Capa Esculturas”, consistente en edi-tar en bronce obra de jóvenes escul-tores, difundiéndola y comercializán-dola, sin coste alguno para sus autoresnoveles, a quienes se facilita así su pri-mera aparición pública. Esta línea deactuación se concretó con la aperturaal público de un pequeño espacio enMadrid en 1995, proyecto que contócon el asesoramiento y apoyo econó-mico de la Dirección General de Co-mercio de la Consejería de Economíae Innovación tecnológica de la Comu-nidad de Madrid.
Dicho proyecto se ha consolidado,posibilitando la apertura en 2005 deun segundo espacio en Bruselas, lo
que supone una ventana de la escul-tura española en la capital de Europa.
Con la inauguración de estos nuevostalleres de 11000 m2 que cuentan conlas últimas tecnologías, la FundiciónCapa quiere continuar trabajandopara los artistas aunando la experien-cia de la tradición y la novedad de lainnovación.
Servicio Lector 9
LA FUNDICIÓN CAPA: MEDIOSIGLO DE INNOVACIÓNLa actividad de la Fundición Capaconsiste principalmente en la realiza-ción de esculturas en bronce: par-tiendo de un modelo en escayola, ma-dera, barro… se realiza un molde conel que, a través de diversos procesos,se obtiene una reproducción de laobra en la materia definitiva.
Investigación y desarrollo
… impulsado por un afán de perfec-ción técnica e interesado en los acon-tecimientos en la escultura, dio ungiro copernicano a su vida y abando-nando la gubia y los cinceles, se de-dicó a la fundición. Campo inmenso ypozo sin fondo. Capa, a partir de téc-nicas puestas a punto por el Renaci-miento, a través de su experiencia ysus investigaciones personales, lograráun dominio extraordinario de la fundi-ción.
Antonio Bonet Correa. “Genio y figurade Eduardo Capa”, en ColecciónCapa, Ayuntamiento de Alicante,
1998. (texto completo incluido a con-tinuación)
Pero la consolidación y crecimientode la Fundición Capa se ha concre-tado en un empeño continuo en inves-tigación y desarrollo tanto en las técni-cas tradicionales como en laincorporar de las más novedosas. Estavoluntad de continua renovación sematerializa en la ejecución de unanueva planta de producción, con unainversión de siete millones de euros,dotada de innovadoras instalaciones ynueva maquinaria con las premisas deahorro de energía, reciclaje y recupe-ración de materiales, aumento del em-pleo y apuesta decidida por la I+D+Icon la incorporación de escaneado3D e impresión y mecanizado digital.
Esta voluntad de innovación es posi-ble por la política que esta pyme fami-liar aplica desde su creación en 1980:nunca se ha producido reparto de be-neficios, dedicándose en su integridadlos recursos de la Empresa en desarro-llar la misma. Así, en una actividadque tiene su base en técnicas renacen-tistas, la Fundición Capa ha sido pio-nera en la implantación de mejorascomo aplicación de elastómeros, ce-ras y resinas sintéticas, nuevos siste-mas de quemado de la cera, desarrollode autómatas programables para hor-nos, de materiales refractarios y alea-ciones de bronce para fines artísti-cos… que progresivamente han idoincorporando el resto de fundiciones.
Tradición y modernidad
Heredero, a través de sus maestros, delas técnicas que el catalán Mir y el ita-liano Ferrero habían introducido enMadrid en el momento de realización,a finales del siglo XIX y principios delXX, del magno monumento a AlfonsoXII, en el Estanque Grande del Retiro,Capa se consagrará a la fundición enbronce. De sus hornos saldrán piezasperfectas de los mejores artistas con-temporáneos españoles: Ferrant,Oteiza, Chillida, Pablo Serrano, Ga-bino, Castrillón, Venancio Blanco, Ju-
11FUNDIDORES. JUNIO 2012
DIBUJO Y MODELADO DIGITAL EN DOSY TRES DIMENSIONES
120413 FUND 187 JUNIO 2012.qxp:80480 F-FEBRERO 08 N 146.qxd 27/6/12 10:56 PÆgina 11
INFORMACIONES
lio López Hernández, Antonio LópezGarcía, Toni Gallardo, Leiro o TxominBadiola, por citar nombres entre mi-chos otros artistas. También fundirálos Salí de la plaza de Dalí en Madridy los que, iguales, figuran en el Museode Figueras. Para el arquitecto Saiz deOiza funde los bronces de los cuatrocapiteles instalados en la Embajadaespañola de Bruselas. Para la CiudadUniversitaria de Madrid funde la esta-tua de Alfonso XIII de Orduña, y res-taura la Cuadriga y la Minerva en co-bre batido del Arco del triunfo. De losescultores Benlliure, Alberto Sánchezy Barral fundirá nuevos ejemplares. Suactividad, durante 49 años de fundi-ción, es difícil de resumir en pocas lí-neas. Capa, que empezó solo, hoycuenta con la ayuda de sus dos hijos,Fernando Capa Sanz, licenciado enBellas Artes y Eduardo Capa Sanz, in-geniero industrial especializado enmetalurgia. Su fundición, con 27 tra-bajadores, es una empresa moderna,que aplica a un arte tradicional las tec-nologías más en punta, con procesosde control y programación automati-zada. Gracias a las investigaciones lle-vadas a cabo por Capa y por sus doshijos, sus piezas fundidas están reali-zadas para resistir el paso del tiempoen la intemperie o en un museo y con-servan sus pátinas originales y tienenla máxima calidad en sus aleaciones.
Antonio Bonet Correa. “Genio y figurade Eduardo Capa”, en ColecciónCapa, Ayuntamiento de Alicante,1998. (Texto completo incluido enAnexo)
La Fundición Eduardo Capa siempre hadestacado por su labor en el terreno dela fundición de escultura en bronce,hierro, aluminio, acero inoxidable y lapráctica totalidad de metales utiliza-dos. El taller dispone de todos los pro-cedimientos que existen actualmentepara poder adaptarse a las necesidadesde cada cliente y conseguir la mejor re-lación calidad-precio.
Los dos grandes procedimientos em-pleados son la fundición a la cera per-
dida, método milenario utilizadodesde la Antigüedad, y la fundición ala arena. Dentro de cada uno de ellosexiste un extenso abanico de posibili-dades que permiten al equipo de laFundición Capa adecuarse a las de-mandas artísticas y económicas decada uno de sus clientes. Además delos métodos tradicionales a la ceraperdida, Capa utiliza cáscara cerá-mica –a base de alcohol o agua- conmolde bloque cerámico o microfusiínpara el recubrimiento de joyería. Enfundición a la arena, con silicato, CO2y catalizador, utilizan sistemas furáni-cos, de arena verde, líquido o sistemashíbridos con cerámica.
En la actualidad nuestros talleres pro-ducen al año más de 7000 esculturasde todos los tamaños con estas técni-cas.
Estamos, así mismo, preparados paracolar diferentes metales además debronce como aluminio, hierro, aceroinoxidable, estaño...
La tradición en sus trabajos ha tenidosu reconocimiento: en 1989 EduardoCapa es galardonado por la CámaraOficial de Comercio e Industria deMadrid con el Diploma de ArtesanoMadrileño Tradicional, estando con-cedida a la Fundición Capa en la ac-tualidad la Carta de Empresa Artesanapor la Dirección General de Comerciode la Consejería de Economía e Inno-vación tecnológica de la Comunidadde Madrid, Consejería que viene apo-yando, ininterrumpidamente desde1998, a la Fundición Capa a través desus líneas de fomento a la inversión ypromoción de la actividad artesana.En 2011 Capa recibió el Premio de Ar-tesanía Innovadora de la Comunidadde Madrid por el diseño, utilizaciónde nuevas metodologías, innovación yempleo de materiales experimentalesen su actividad.
El esfuerzo de innovación de la Fundi-ción Capa ha sido otro de los pilaresde su crecimiento y la importante in-versión llevada a cabo, que ahora seinaugura, ha contado con el asesora-
miento y ayuda de la Agencia Finan-ciera de la Comunidad de Madrid,participando la Fundición Capa delConvenio de Colaboración suscritoentre la Comunidad de Madrid, BancoEuropeo de Inversiones y Banco de Sa-badell, del Plan para el Fomento de laInversión Productiva gestionado por laAgencia Financiera de la Comunidadde Madrid y del Plan Renove de Ma-quinaria Industrial gestionado por laConsejería de Economía y Haciendade la Comunidad de Madrid, con-tando asimismo con la participación yaval de Avalmadrid, de la que la Fun-dición Capa es socio partícipe desde1996.
La tecnología adquiere sentidocuando la utilizan profesionales con laexperiencia y el criterio artístico queposee el equipo de la Fundición Capa.Entre las técnicas innovadoras queCapa incorpora destacan los serviciosde escaneado 3D, digitalización, pro-totipado rápido y mecanizado digitalque incorporan para completar las di-ferentes prestaciones que ofrecen.Gracias a la experiencia acumuladaen numerosas aplicaciones en escul-tura y ornamentación urbana, los pro-yectos se ejecutan hoy empleando es-cáneres de corto y largo alcance,programas de ingeniería inversa,CAD/CAM y herramientas de desarro-llo propio. Con ellas se pueden llevara cabo ampliaciones y reducciones di-gitales de obras fieles al modelo origi-nal, modelado digital en dos y tres di-mensiones a partir de bocetos,impresiones en 3D o la digitalizaciónde grandes edificios, interior y exte-riormente, obteniendo una representa-ción virtual fidedigna de los mismos,para su restauración, modificación,ejecución de trabajos sobre ellos, ge-neración de paseos virtuales, videospromocionales...
La nueva Fundición: un paso más
La excelencia en el objetivo final es loque ha llevado a esta empresa familiara invertir en las nuevas instalacionesque se abren en 2012.
12 FUNDIDORES. JUNIO 2012
120413 FUND 187 JUNIO 2012.qxp:80480 F-FEBRERO 08 N 146.qxd 27/6/12 10:56 PÆgina 12

INFORMACIONES
Con la incorporación de las nuevas na-ves destinadas al taller se ponen a dis-posición de escultores y creadores11.000 m2 equipados con la últimatecnología, respetando los más exigen-tes criterios medioambientales, de sos-tenibilidad y de eficiencia energética.
La Fundición Capa ha entrado en el si-glo XXI con toda la confianza queotorga la tradición, un equipo de pro-fesionales de reconocida experienciay la tecnología más innovadora.
Servicio Lector 10
CRECEE LA PRODUCCIÓN DEAUTOMÓVILES EN MÉXICO
La producción de automóviles estácreciendo, así, con el volumen delaño hasta la fecha de mayo, a1.148.175, un 12,5% respecto al añopasado. El automóvil es el más grandesector de la industria de México, conmás de 1.100 empresas de fabricaciónde nivel 1 que operan en el territorio,incluyendo multinacionales comoDelphi, Magna, Visteon, Johnson Con-trols y muchos otros.
Se convirtió en el mayor proveedor deautopartes a los Estados Unidos en2008, con 11 de cada 100 cochesvendidos en los EE.UU. hechos enMéxico. La producción de automóvi-les en México se espera que alcance2,4 millones de unidades anuales en2014, cuando representarán el 18%de la fabricación del PIB de México.
Los bajos salarios de México, con unpesos competitivo y la fuerte alza delos envíos de automóviles a losEE.UU. - que compra el 80 por cientode sus exportaciones, han aumentadola competitividad de fabricación du-rante la última década mientras quelos costos laborales en China y Japónhan aumentado.
Servicio Lector 11
IK4-IDEKO TRIUNFA:TECNOLOGÍA 100% VASCA
Este centro, situado en Elgoibar pre-sent en la BIEMH innovaciones realesy con aplicaciones prácticas en dife-rentes sectores como: salud, aeronáu-tica, automoción, energías renova-bles, etc, todas ellas con un elementocomún: utilizar tecnología procedenteal 100% de empresas vascas.
Una de las innovaciones que más hallamado la atención ha sido el medi-dor de perfil y diámetro de ruedas deferrocarril.
Esta novedosa solución permite medirel perfil de una rueda de ferrocarril sinnecesidad de que el tren tenga que pa-rar para realizar este control, lo cualsupone un importante ahorro entiempo y en costes de mantenimientoy una mayor fiabilidad.
Hoy en día, para realizar esta medi-ción hace falta llevar a cabo una mo-dificación de la vía, lo que implica te-ner que realizar una obra civil para lainstalación de vías específicas, conuna gran inversión y, además, conprestaciones limitadas.
Para llevar a cabo esta labor, IK4-Idekoha desarrollado un nuevo sistema demedida basado en tecnología multicá-mara 3D para la medida integral de ge-ometría de rueda sin necesidad de mo-dificar la vía, capaz de realizar lamedida simultánea y al paso del perfilcompleto y diámetro de rueda.
Adicionalmente, el sistema de me-dida, gracias a un innovador modelode reconstrucción 3D, permite la me-dición precisa del perfil y diámetro dela rueda sin que para ello la rueda
deba circular con una alineación pre-determinada y controlada, aspectoclave cara a la total integrabilidad envía del sistema para la medición alpaso y a alta velocidad (>30km/h).
Otra novedad que Ik4-Ideko ha pre-sentado en esta edición de la BIEMH yque ha suscitado el interés de muchosvisitantes han sido las novedosas solu-ciones de micromecanizado con apli-caciones prácticas en el sector medico(dental, ortopédico, óptico...), sectormoldista, aeronáutico, automoción,energías renovables, etc. Todos ellossectores estratégicos y referentes a ni-vel mundial.
Servicio Lector 12
GESCOVEN : ESPECIALISTA DETRATAMIENTOS DESUPERFICIES
GESCOVEN es una empresa joven enconstante evolución que opera en elsector de tratamiento de superficies(detergentes, decapantes, protectores,vibroacabado, etc.) destinados al la-vado, desengrase y aclarado de cual-quier tipo de superficies metálicas yno metálicas.
En nuestro laboratorio de investiga-ción, técnicos especializados con unaexperiencia de más de 40 años en elsector de los tratamientos de superfi-cies, analizan los problemas de nues-tros clientes, poniendo a punto pro-ductos adecuados, para serincorporados a su equipo o instala-ción y sin perder de vista el respetopor el medio ambiente.
Nuestra gama de productos:
- Detergentes para uso a inmersióny/o ultrasonidos.
- Detergentes para uso por aspersión.- Productos para el vibroacabado.- Productos antioxidantes.- Desengrasantes para mantenimien-
tos de máquinas herramientas- Protectores acuosos y oleosos
13FUNDIDORES. JUNIO 2012
120413 FUND 187 JUNIO 2012.qxp:80480 F-FEBRERO 08 N 146.qxd 27/6/12 10:56 PÆgina 13

INFORMACIONES
- Decapantes- Desbarnizantes- Productos pre-pintura- Aditivos especiales.- Antiespumantes, anti incrustantes y
desincrustantes.- Fluidos lubricantes y refrigerantes.- Productos a medida para su aplica-
ción.
Servicio Lector 13
ARCELORMITTAL REAJUSTA ELACUERDO CON HUNANVALIN STEEL PARA AUMENTARSUS POSIBILIDADES DEACCESO A UN MERCADO DELAUTOMÓVIL EN RÁPIDOCRECIMIENTOArcelorMittal y Valin Group anuncianhoy que ArcelorMittal aumentará suparticipación en VAMA (Valin Arce-lorMittal Automotive), una sociedadconjunta (joint venture) dedicada a losprocesos de transformación de pro-ductos de acero para el automóvil, del33% al 49%. VAMA se ha fijado comoobjetivo posicionarse como un desta-cado proveedor de aceros de alta re-sistencia y productos de alto valorañadido destinados al sector del au-tomóvil en China, un mercado en rá-pido crecimiento.
“Proveedor de soluciones en aceropara sus clientes”
De conformidad con el nuevoacuerdo accionarial, Valin y Arcelor-Mittal ampliarán en un 25% su capa-cidad prevista, que pasará de 1,2 mil-lones de toneladas a 1,5 millones detoneladas. El importe de las inver-siones también aumentará en un 15%,situándose en 5.200 millones de RMB,y VAMA ha suscrito acuerdos de com-pra por un valor total de 1.800 mil-lones de RMB, para la adquisición deequipos claves que incluyen instala-ciones de laminación en frío y líneasde recocido continuo y galvanizado.
Se prevé que la sociedad conjunta in-icie su fase operativa en el primer se-mestre de 2014.
Asimismo, ArcelorMittal podría poten-cialmente reajustar su participaciónaccionarial en Hunan Valin Steel. Am-bas sociedades han ultimado unacuerdo de canje de acciones basadoen un mecanismo de Opciones deVenta (Put Options), que permite a Ar-celorMittal ejercitar las Opciones deVenta concedidas por Valin Groupdurante los dos próximos años. En elmarco de este acuerdo, ArcelorMittalpodría vender hasta un 19,9% del ca-pital social (600 millones de acciones)de Hunan Valin Steel que posee a Va-lin Group. El periodo de ejercicio delas Opciones de Venta está divididoen partes iguales, separadas por unperiodo intermedio de 6 meses, y estávinculado a hitos claves en el desar-rollo de VAMA. Una vez ejercitadaslas Opciones de Venta, ArcelorMittalconservaría una participación accio-narial del 10,07% en Valin Steel comouna cooperación estratégica a largoplazo.
Sudhir Maheshwari, miembro de laDirección General del Grupo Arce-lorMittal responsable de las activi-dades del Grupo en China, declaró:“Hemos acordado con Valin Groupreajustar nuestras participaciones ac-cionariales en Valin Steel al objetode concentrarnos en el mercado delacero para el automóvil en China, unsector en rápido crecimiento. Se tratade una evolución natural, dado queArcelorMittal ya cuenta con una po-sición de liderazgo en los mercadosdel automóvil en Europa y Nortea-mérica. VAMA se apoyará en nuestracontrastada tecnología líder en elmercado. Estamos convencidos deque ésta es una buena oportunidadpara crear valor para nuestros accio-nistas y para potenciar aún más nues-tra participación tanto en Chinacomo en el mercado del automóvilde manera más general”.
Información sobre Valin Iron & SteelGroup Co., Ltd.
Hunan Valin Iron & Steel Group Co.,Ltd se constituyó en 1997 mediante laintegración de las tres principales em-presas siderúrgicas en Hunan: Xiang-tan Steel, Lianyuan Steel y HengyangSteel. Se trata de uno de los diezmayores productores siderúrgicos enChina, con una capacidad de produc-ción anual de acero de 22 millones detoneladas. En 2011, su producción deacero ascendió a 18,22 millones detoneladas, generando una cifra de ne-gocio de 83.900 millones de yuanes yuna cifra total de beneficios de 1.670millones de yuanes.
Las actividades de Valin Group se ba-san principalmente en la sociedad co-tizada en bolsa, Valin Steel, quecuenta con instalaciones y procesosdotados de la más avanzada tecno-logía para la producción de chapa,bobina caliente y laminados en frío,tubos de acero sin soldadura, alam-brón y redondos, fabricados en unagama que comprende 5.000 especifi-caciones y formatos. Se ha fijado elobjetivo de convertirse en un impulsorde la industria siderúrgica, estable-ciendo una cadena de suministro si-derúrgica integral, con inversiones enrecursos naturales, procesos de embu-tición profunda, actividades de reci-claje, servicios de transporte y logís-tica, así como servicios financieros.
Información sobre ArcelorMittal
ArcelorMittal es el principal productorsiderúrgico y minero a escala mun-dial, presente en más de 60 países.
ArcelorMittal ocupa una posición deliderazgo en todos los principalesmercados mundiales del acero al car-bono, incluyendo el automóvil, laconstrucción, los electrodomésticos ylos envases, en los que dispone de unadestacada posición en materia de I+Dy tecnología. El Grupo también cuentacon actividades de minería de referen-cia a escala mundial; con una carteraglobal que comprende más de 20 mi-
14 FUNDIDORES. JUNIO 2012
120413 FUND 187 JUNIO 2012.qxp:80480 F-FEBRERO 08 N 146.qxd 27/6/12 10:56 PÆgina 14

INFORMACIONES
nas en explotación o en proceso dedesarrollo, es el cuarto mayor produc-tor mundial de mineral de hierro. Dis-pone de instalaciones productivas enmás de 22 países en cuatro conti-nentes, lo que le permite estar pre-sente en todos los mercados indus-triales claves, tanto en economíasdesarrolladas como en mercadosemergentes, y cuenta asimismo conexcelentes redes de distribución.
En 2011, ArcelorMittal generó una cifrade negocio de 94.000 millones de dó-lares (USD), con una producción anualde 91,9 millones de toneladas de acerobruto, lo que representa en torno al 6%de la producción mundial de acero. En2011, las actividades de minería delGrupo generaron un volumen de pro-ducción de 54 millones de toneladas demineral de hierro y 8 millones de tone-ladas de carbón metalúrgico.
Información sobre Hunan Valin Iron& Steel Co., Ltd.
Hunan Valin Iron & Steel Co., Ltd.(también denominada “Valin Steel”)es una sociedad cotizada en la Bolsade Shenzhen.
Desde que comenzó a cotizar enbolsa, Valin ha aprovechado plena-mente las oportunidades de desarrolloy el acceso al mercado de capitalespara materializar su estrategia de in-ternacionalización. A través de unatransferencia de acciones, ArcelorMit-tal, líder mundial de la industria si-derúrgica, se convierte en socio estra-tégico de la Sociedad. Valin Steelcentra sus esfuerzos en optimizar susactividades siderúrgicas, que consti-tuyen su principal área de negocio, ymantiene una estrategia de desarrollodiferenciada, basada en la profesiona-lización de la producción y el controlde los costes. Su actividad se orientahacia los productos de alta calidad enun mercado segmentado y se posi-ciona como un “proveedor de solu-ciones en acero para sus clientes”.
Desde su creación, Valin Steel ha rea-lizado inversiones por un valor super-
ior a 60.000 millones de yuanes (RMB)en una serie de proyectos de moderni-zación tecnológica en áreas como laoptimización de procesos, adaptaciónde la cartera de productos, ahorroenergético, reducción del consumo ymejora de su posición competitiva; asi-mismo, ha llevado a cabo una serie deinnovaciones tecnológicas y ha mo-dernizado sus procesos de producción,caracterizados por instalaciones degran capacidad, automatización deprocesos y una estructura de gestiónracionalizada. La Sociedad ha concen-trado sus procesos en una gama deproductos claves que incluyen bandaacero laminada en caliente y en frío demuy bajo espesor, chapa gruesa ychapa en anchos especiales, tubos deacero sin soldadura en una ampliagama de formatos y alambrón de altacalidad. Cuenta actualmente conavanzadas instalaciones de produc-ción de chapa, bobina, tubos y alam-brón. Orienta su actividad, asimismo,hacia la fabricación de productos tec-nológicamente sofisticados, como ace-ros de alta resistencia para el automó-vil, aceros de alta calidad, aceroseléctricos con elevadas propiedadesmagnéticas, aceros de alta resistenciapara chapa naval, chapa gruesa paraaplicaciones en centrales térmicas ycentrales nucleares, tubos para calde-ras de alta presión y acero paraconducciones de calidad X80. Se ha fi-jado como objetivo constituir unagama de productos que suponga unasustancial ventaja competitiva para darrespuesta a la demanda del mercadonacional, sustituyendo los productosde acero de importación. En 2011,produjo 15,43 millones de toneladasde acero, generando una cifra de nego-cio de 73.859 millones de yuanes(RMB), con activos por un valor totalde 85.969 millones de yuanes (RMB).
Información sobre ValinArcelorMittal Automotive Co., Ltd.
Valin ArcelorMittal Automotive Co,Ltd. (VAMA) es una sociedad regis-trada y constituida el 27 de septiembre
de 2010. Su creación fue aprobadapor la Comisión Nacional de Desar-rollo y Reforma y por el Ministerio deComercio de China, con un capital so-cial de 1.530 millones de yuanes, enel que Hunan Valin Steel Group poseeuna participación del 33%, HunanValin Steel posee una participacióndel 34% y ArcelorMittal posee unaparticipación del 33%. VAMA dis-pone de la más avanzada tecnologíapara la fabricación de productos deacero para el automóvil y está ubicadaen la Zona de Desarrollo Económicode Loudi, en la ciudad de Loudi pro-vincia de Hunan.
Servicio Lector 14
DELHI SE PREPARA PARAMETALES NO FERROSOS DE2012
Nueva Delhi se prepara para acoger ladecimosexta edición de la Conferen-cia Internacional sobre Metales no fe-rrosos, prevista para el 13 de julio y 14de 2012 en el Hotel Le Meridien.
Alrededor de 150 delegados de la In-dia y en el extranjero, que representantodos los sectores de la fraternidad noferrosos ya se han inscrito para elevento que está siendo organizado porM / s empresa Monitor, los conceptua-lizadores de eventos, en asociacióncon Alcircle.com - uno global de la in-dustria de aluminio B2B portal de no-ticias, datos y conocimiento y servi-cios de consultoría TISS.
Las principales organizaciones partici-pantes como M / s Hindalco Industriesy NALCO como los principales patro-cinadores, cobre Sterlite, cobre Birla,Cobre Indostán, Jiwanram SheoduttraiGroup, India Ingenieros, LaboratorioNacional de Metalúrgicos (bajo CSIR),de Calderys, Krosaki TRL, productosquímicos Himadri, Car.
Servicio Lector 15
15FUNDIDORES. JUNIO 2012
120413 FUND 187 JUNIO 2012.qxp:80480 F-FEBRERO 08 N 146.qxd 27/6/12 10:56 PÆgina 15
La autora de esta nota nos ofrece una reseña del Congresocelebrado recientemente en México, en donde disertó so-bre tecnología informática aplicada a la fundición.
LOS ORGANIZADORES
Bajo el lema “innovar para crear valor” se desarrolló el 70ºCongreso Mundial de Fundición de la Organización Mun-dial de Fundición (WFO, por su sigla en inglés). La WFOagrupa a asociaciones empresariales y técnicas de fundi-ción de treinta países y su Secretaría General tiene sede enel Reino Unido. A través del involucramiento de estas aso-ciaciones, la WFO crea una red de conocimiento y de re-cursos técnicos que representa una herramienta vital paracada asociación, empresa de fundición y trabajador de la
industria de la fundición de todo el mundo. La finalidad per-seguida es el desarrollo, el aumento y el mejoramiento de laproducción de piezas fundidas, a través de las últimas prác-ticas y técnicas sustentables de la industria.
La presente edición del Congreso fue organizada por CA-NACINTRA (sector metalúrgico), la Sociedad Mexicanade Fundidores A.C., TSV: Trade Show Virtual S.A. deC.V. y E. J. Krause de México.
EL PORQUÉ DE SU REALIZACIÓN
En su afán por difundir información apropiada de unamanera estandarizada y sistematizada, la WFO realizaeste congreso internacional cada dos años. Todos lospaíses miembros son invitados a participar en cadacongreso a través de la presentación de sus propuestasoficiales. De esta forma, cada país miembro estimula aun número importante de delegados de cada uno desus países a tomar parte en este evento. En el programainternacional del congreso se presentan los avancestecnológicos de la propia voz del grupo internacionalde expertos, empresarios y académicos que hoy en díatienen bajo su responsabilidad la modernización delos procesos y el aprovechamiento de las materias pri-mas.
IMPRESIONES SOBRE EL 70º CONGRESO MUNDIAL DE FUNDICIÓN DE LA ORGANIZACIÓN MUNDIAL DE FUNDICIÓN (WFO)
Silvia Bacco, traductora argentina especializada en temas de fundición.
FUNDIDORES. JUNIO 201216
Silvia junto aLynn Postle,asistente delSecretarioGeneral de laWFO.
120413 FUND 187 JUNIO 2012.qxp:80480 F-FEBRERO 08 N 146.qxd 27/6/12 10:56 PÆgina 16

DÓNDE YCUÁNDO SE LLEVÓA CABO
La primera etapa delcongreso se llevó acabo durante los días23 y 24 de abril enSaltillo, ciudad quecuenta con más de 30plantas proveedoras(entre éstas, fundicio-nes para motores yautopartes) y alrede-dor de 70 mil trabaja-dores.
La segunda etapa serealizó durante losdías 25 y 27 de abrilen Monterrey, másprecisamente en elcentro de convencio-nes denominadoCintermex ubicadodentro del históricoParque Fundidora.Este Parque alojaademás al Museo delAcero que se levantaen el Alto Horno 3de la antigua Com-pañía Fundidora deMonterrey y queamalgama ciencia,
tecnología, historia y esparcimiento. En efecto, ParqueFundidora se asienta en el predio que fuera sede de laprimera industria siderúrgica de América Latina entre1900 y 1986 e incluye 27 macropiezas industriales entrelas que se cuentan dos altos hornos, edificios, chimeneasy 127 piezas más de menor tamaño, distribuidas en susjardines y andadores. El evento se desarrolló así en unentorno sumamente acorde al espíritu metalúrgico que ledio origen.
CONOCIENDO LA INDUSTRIA DELPAÍS ANFITRIÓN
La industria de lafundición en Méxicocuenta con más de1500 fundiciones, delas cuales el 90% sonpequeñas y media-nas empresas (Py-mes) que fabrican di-ferentes tipos depiezas, desde las mássimples hasta mono-blocks, así como di-
versos tipos de metales: acero, hierro, aluminio y cobre,entre otros.
Esta industria genera cerca de 100 mil empleos directosy 300 mil indirectos y es reconocida internacionalmente,convirtiendo así a México en un país fundidor por exce-lencia. La industria se concentra principalmente enNuevo León, Coahuila, Jalisco, Distrito Federal y Estadode México.
La calidad de estesector es una de lasmejores en el país,certificada con nor-mas tales como ISO9000, QS 9000, ISO14000, etcétera. Elmercado de fundi-ción se integra de lasiguiente manera: in-dustria automotriz
78%, maquinaria agrícola 8,3%, industria en general3,9%, válvulas y conexiones 1,8%, maquinaria 3% yotros sectores 5%.
EL PROGRAMA
En la sede de Saltillo se im-partieron los siguientescursos: Defectos en fundi-ción: causas, mecanismosy soluciones; Nuevas tec-nologías de moldeo y fu-sión de metales ferrosos ysus aleaciones; Reparaciónde componentes por solda-dura; Fundición para nofundidores.
En la sede de Monterrey,las conferencias técnicas seagruparon en los siguientesnueve temas: protección del medio ambiente; fundicio-nes de hierro; piezas de acero moldeado; tratamientostérmicos; aplicación de la simulación computarizada, dela robótica y de la automatización en la industria de lafundición; aglutinantes químicos y modelos evaporati-vos; fundición de hierro austemperada; piezas fundidasen aleaciones livianas; innovaciones y educación en fun-dición.
Además de las ceremonias inaugural y de clausura, sepresentaron 102 conferencias técnicas, 3 conferenciasmagistrales y 8 trabajos de póster, cuyos títulos puedenconsultarse a través del sitio web del Congreso (www.wfc2012.com). Los disertantes provenían de diver-sos países del mundo y sus charlas fueron escuchadaspor alrededor de 400 delegados oficiales y demás asis-tentes, a través de un servicio de interpretación simultá-nea. Las conferencias se ofrecían en forma simultánea en
17FUNDIDORES. JUNIO 2012
Centro de convenciones Cintermax.
Interior del Parque Fundidora.
Alto Horno, Parque Fundidora.
Vista de la ciudad de MOnbterrey.
Ceremonia inaugural.
Anuncio de las sesiones técnicas.
120413 FUND 187 JUNIO 2012.qxp:80480 F-FEBRERO 08 N 146.qxd 27/6/12 10:56 PÆgina 17

seis salas distintas. Las ponencias premiadas correspon-dieron a los profesores Maguregi (España), Meneghetti(Italia) y Juganan (Sudáfrica).
EVENTOS PARALELOS
La exposición denominada XVIII Fundiexpo 2012, reali-zada asimismo en el centro Cintermex, contó con la par-ticipación de 300 empresas expositoras que representana más de 540 marcas líderes en la industria, provenien-tes de países tales como Brasil, Canadá, Chile, China,
Alemania, India, Italia, México, Holanda, España, Tur-quía y Estados Unidos, entre otros. La muestra fue visi-tada por 3.500 personas, razón por la cual los exposito-res quedaron sumamente satisfechos.
Durante las mañanas, se lleva-ron a cabo también visitas técni-cas a las fábricas Blackhawk,Nemak y NovoCast (en Monte-rrey) y Cifunsa, Deacero, Ne-mak y Techno Cast (en Saltillo).
EL PRÓXIMO CONGRESO
El 71º Congreso de la WFO sedesarrollará en Bilbao, España,entre los días 19 y 21 de mayode 2014, con la cooperación delInstituto de Fundición Tabira. Enesa oportunidad, el lema será“la fundición sustentable del fu-turo”. Concomitantemente ten-drá lugar una Exposición Inter-nacional de Fundición, ademásde visitas industriales.
Servicio Lector 30 ■
18 FUNDIDORES. JUNIO 2012
El vice-presidente y el secretario general de la WFO, Sres. Vinodkapury Andrew Turner, respectivamente, entregan distinción al profesor
Meneghetti.
Silvia junto a Bruno Jaramillo, director de la Sociedad Mexicana deFundidores A.C.
Ing. N. Rizzo, disertante de Venezuela, durante la ponencia. Vista parcial de la exposición.
Visita técnica a una planta.
Folleto informativo sobre elpróximo Congreso.
120413 FUND 187 JUNIO 2012.qxp:80480 F-FEBRERO 08 N 146.qxd 27/6/12 10:56 PÆgina 18

• Se realizan encuentros de negocios entre 3,500 profe-sionales de más de 35 países.
• Reúnen a 250 empresas expositoras representando a420 marcas líderes en el sector.
• COMIMSA coordina los trabajos técnicos.
El 70º Congreso Mundial de Fundición logró cerrar ne-gocios de más de 200 millones de dólares entre más de
3,500 empresarios provenientes de 35 países, entre losque destacan Irlanda, Suecia, Gran Bretaña, Sudáfrica,Egipto, España, Venezuela, Polonia, Estados Unidos, Ita-lia, China, Francia, Japón y Noruega.
Alejandro Anchondo, Director General del 70° Con-greso Mundial de Fundición, destacó que la industria dela fundición en México es de las más importantes a nivel
CIERRAN NEGOCIOS POR 200 MILLONES DE DÓLARES EN EL 70° CONGRESOMUNDIAL DE FUNDICIÓN
19FUNDIDORES. JUNIO 2012
120413 FUND 187 JUNIO 2012.qxp:80480 F-FEBRERO 08 N 146.qxd 27/6/12 10:56 PÆgina 19

M CAT
mundial, por lo que es un orgullo que al ser el primerpaís de América Latina en recibir este evento se consoli-daran negocios que reactivarán y modernizarán a laplanta productiva de esta región.
El 70º Congreso Mundialde Fundición celebradoen la ciudad de Monte-rrey, Nuevo León, pre-sentó lo último en tecno-logía de punta para laindustria y sus procesos,en dónde resaltó el he-cho de que por primervez en más de 140 años,el Congreso Mundial dela World Foundry Orga-nization (WFO), se cele-bró en un país latinoa-mericano.
Jose Antonio Lazcano,Presidente de la XVIIIFundiExpo y DirectorGeneral de CO-MIMSA, Centro Pú-blico de Investigaciónperteneciente al Sis-tema CONACYT y so-cio estratégico delevento, afirmó que selogró alinear la tecno-logía y el conoci-miento de nuevosprocesos, materiasprimas, maquinaria yequipo hacia el obje-tivo del 70º CongresoMundial de Fundi-ción: Innovar paracrear valor.
En paralelo, se presentó la XVIII Fundi Expo, misma queintegró a más de 420 marcas líderes, empresarios, aca-démicos, clientes y proveedores de todo el mundo den-tro de uno de los principales sectores industriales del No-reste de México, en donde la teoría y las innovaciones sepresentaron en más de 78 horas de conferencias y 35 ho-ras de visitas técnicas a 7 diferentes plantas de fundiciónde la región.
En el Congreso participaron empresas con gran expe-riencia y tradición en la industria de la fundición comoes el caso de COMIMSA y de la Sociedad Mexicana deFundidores.
20 FUNDIDORES. JUNIO 2012
Especialistas en Ventilación Industrial. Hacen sistemas que eliminan emisiones contaminantes del aire y dan conforten ambientes críticos con la finalidad de contribuir a la salud del personal, al medio ambiente e higiene en planta.
120413 FUND 187 JUNIO 2012.qxp:80480 F-FEBRERO 08 N 146.qxd 27/6/12 10:56 PÆgina 20

21FUNDIDORES. JUNIO 2012
Empresa siderúrgica de clase mundial, fabricante deuna gran gama de productos derivados del acero. Es elcomprador de chatarra más grande de México y cuenta
con servicio de recolección y contenedores paraempresas y patios de chatarra. Cuenta con 15 patios
recolectores de chatarra ferrosa y no ferrosa en dentrodel país. Compra-Venta de chatarra ferrosa y no ferrosa
y arrabio para fundición.
DEACERO : EMPRESA SIDERÚRGICA DE CLASE MUNDIAL
En Oxbow Metales México, ofrecemos a nuestrosclientes, soluciones efectivas para la industria de la Fun-dición del Hierro y el Aluminio, con un manejo exce-lente de recursos, amplia experiencia, siempre compro-metidos con el éxito.
Nacimos como una división de Oxbow Carbon & Mine-rals y forjamos nuestra actividad comercial basándose encombinar:
OXBOW METALES MÉXICO
• Talento• Trabajo en equipo• Tecnología
Filosofía que nuestro fundador, presidente y propietario,William I. Koch, instituyó cuando creo la compañía en1983.
120413 FUND 187 JUNIO 2012.qxp:80480 F-FEBRERO 08 N 146.qxd 27/6/12 10:56 PÆgina 21

22 FUNDIDORES. JUNIO 2012
SYTECH TEchnology y VOXELJET presentaron en Fun-diexpo 2012 la nueva y revolucionaria tecnología de im-presión 3D especial para Fundición. Son impresoras 3Dde gran formato para fabricar (imprimir) directamente losmodelos en plástico (PMMA) para microfusión (Invest-ment Casting) y/o en Arena para Moldes de Arena. Hayequipos con capacidades desde 0.9 hasta 8m3 por loque se pueden fabricar moldes y piezas de gran tamañosin límites y sin necesidad de herramentales por lo que sereducen drásticamente los tiempos y costos de fabrica-
ción de piezasfundidas. Sólose necesita elmodelo digital3D en la com-putadora y semanda a “im-primir”. Unavez impreso elmodelo estalisto para elproceso defundición.
SYTECH TECHNOLOGY Y VOXELJET
EN MÉXICO: FRACSA ALLOYS
120413 FUND 187 JUNIO 2012.qxp:80480 F-FEBRERO 08 N 146.qxd 27/6/12 10:56 PÆgina 22

Somos un empresa dedicada a la fabricación y comer-cialización de aleaciones de aluminio, las cuales puedenser entregadas en estado líquido y lingote.
El grupo Fracsa Alloys cuenta con una plantilla operativaen total de mas de 300 empleados.
Actualmente fabricamos 48,000 TONS anuales.
VISIÓN Ser una empresa líder y confiable a nivel global, que pro-vee productos de aluminio y servicios de calidad a travésde la innovación y generación de soluciones personali-zadas a las necesidades de nuestros clientes y provee-dores, con un alto sentido de responsabilidad social yambiental.
MISIÓN Ser la principal empresa en dar soluciones técnicas a lasnecesidades de suministro de aluminio en los diferentessectores del mercado, cuidando satisfacer los requeri-mientos de nuestros clientes y proveedores,
HISTORIAEmpresa Fundada en 1990, con capital 100% mexicano.
Inicia operaciones en el Estado de México, en una su-perficie de 6,650 m2 con una capacidad instalada de1,ooo TONS mensuales y una plantilla operativa de 150empleados.
La fuerte expansión que ha tenido el sector automotrizha generado un incremento en la demanda de fabrica-ción de autopartes y productos de aluminio, por lo queen el año de 2006 se llevo a cabo una integración de ma-quinaria y equipo de la más alta tecnología para la pro-ducción de aleaciones de aluminio en estado liquido ylingote.
Con una superficie de 34,132.14m2 Ubicada en elParque Industrial Querétaro en el Km. 28.5 de la carre-tera Querétaro-San Luis Potosí.
Actualmente contamos con una capacidad de produc-ción de 3,000 TONS mensuales.
Diseñada para una capacidad total de producción de18,000 TONS mensuales.
PRODUCTOS
Ofrecemos las siguientes presentaciones para la entregade nuestro producto:
• Lingote de 10Kg
• Sows de 500Kg
• Estado liquido, marmitas (ollas-termo para transportar7 TONS)
Asimismo brindamos asesoría técnica a nuestrosclientes, para la recepción de aluminio liquido
Filosofía empresarial Buscamos relaciones comercialesde largo plazo estableciendo los términos y condicionesque favorezcan a ambas partes, apoyando a nuestrosclientes en todo momento para poder contribuir a uncrecimiento continuo de las compañías.
El servicio al cliente es la parte que se ha mantenido so-lida a lo largo del tiempo ya que es primordial establecervínculos con nuestros clientes.
Servicio Lector 31 ■
23FUNDIDORES. JUNIO 2012
120413 FUND 187 JUNIO 2012.qxp:80480 F-FEBRERO 08 N 146.qxd 27/6/12 10:56 PÆgina 23

La tendencia actual hacia la obtención de la produccióncon cero defectos, es explicable porque así lo exigen losnegocios mundializados como un medio de incrementarel rendimiento en las operaciones productivas, ademásde obtener un costo competitivo. Resulta muy intere-sante desde el punto de vista del rendimiento produc-tivo, el poder caracterizar los defectos de fundición,conocer su origen y aplicar convenientemente las solu-ciones precisas en cada caso.
El procedimiento del control del llamado rechazo de pie-zas con defectos de fundición lo realizaba el departa-mento de control de calidad, quien muestreaba los resul-tados de la producción del día anterior y los clasificaba ycon la presencia de los responsables de las áreas de pro-ducción se hacía la repartición de sus orígenes, sinteti-zada en una gráfica con lo que con esos datos se aplica-ban con mas rigor los controles en las áreasinvolucradas. En resumen era un resultado a prueba yerror, totalmente inefectivo y bastante caro.
Con el advenimiento del Control Estadístico del Proceso,gracias a Edward Deming y Juran, las cosas mejoraronhasta alcanzar el cambio de nombre a Aseguramientode Calidad. También es justo reconocer a grandes hom-bres de la Calidad en Fundición como Crosby, Ishikawa,Pareto y muchos más que contribuyeron a la superaciónde la Fundición en el área de la no generación de des-perdicio.
La tendencia actual hacia la obtención de la produccióncon cero defectos, es explicable porque así lo exigen losnegocios mundializados como un medio de incrementarel yield (rendimiento) en las operaciones productivas,
además de obtener costo competitivo y con los materia-les idóneos.
El cuarzo deber ser elegible antes de entrar a los almace-nes de la fundición en cuanto a su forma y tamaño. Tam-bién debe considerarse que es un material muy frágil yque las aristas vivas que posee antes del mezclado algu-nas se rompen y el grano se redondea lo cual cambia elpropósito de la presencia de estas aristas vivas por loque es recomendable, el agregado de arena nueva encada preparación que fluctúa en 1 al 2%.Este agregadode arena nueva cumple tres funciones, primera renuevalas aristas vivas, mantiene el volumen en las tolvas, pueshay acarreo del sistema en la arena pegada en las piezasy diluye el efecto pernicioso de los materiales carboniza-bles.
Sería ideal que el sistema de partículas no cohesible porsi mismo, solo consistiera en arcilla, cuarzo y agua. Peroen atención a la expansión que se presentará a la entradadel metal al molde se requiere la presencia de aditivos,que en forma de materia orgánica se carbonizan y per-miten la libre expansión del grano, por lo que es indis-pensable caracterizar los defectos de fundición, al cono-cer su origen y aplicar las acciones correspondientes.
Aéreas productivas principales de la fundición
A) Preparación de Moldes
Clases de Moldes
• Permanentes
• No Permanentes.
EL CONTROL DE LA CALIDAD EN LA FUNDICIÓN
Ing. Patricia Domínguez González, Ing. Judith Gutierrez González, Ing. Jesús Díaz Ramos
Escuela Superior de Ingeniería Textil. Instituto Politécnico Nacional
FUNDIDORES. JUNIO 201224
120413 FUND 187 JUNIO 2012.qxp:80480 F-FEBRERO 08 N 146.qxd 27/6/12 10:56 PÆgina 24

Los moldes permanentes son metálicos, enfriados poragua recirculante, estos son para metales no ferrosos, losno permanentes son moldes hechos con material Cuar-zoso, de Circonio, Cromita y Olivina entre otros.
El material que predomina en el moldeo no permanentees el cuarzo (SiO2) que por ser abundante en la natura-leza, de mucha disponibilidad por su rápida entrega yprecio accesible, que comparado con las arenas de cir-conio no tiene comparación.
La llamada arena sílica, que usamos en la fundición, noes tal, ya que lo que se compra es cuarzo lavado con pu-reza del 97-98% y como se dijo antes por accesible,abundante y precio relativamente bajo.
Sin embargo presenta dos graves inconvenientes.
a) Fragilidad excesiva.
b) Con el aumento de temperatura presenta cambios alo-trópicos y aumento de volumen.
B) Preparación de Metal (Fusión):
En esta área se prepara el metal para ser vaciado a losmoldes, debe poseer el análisis químico indicado y latemperatura apropiada para llenar la cavidad del moldeen cuestión.
De hecho, esta preparación inicia desde la compra, al-macenamiento, selección y adecuación a tamaños deacuerdo al diámetro interior de la unidad de fusión(horno).
La proveeduría debe ser confiable y aun así se deben re-alizar “surprise visit” para corroborar el correcto manejodel material comprado. Su almacenaje, es preferible quesea bajo techo. La selección debe hacerse, porque espreferible realizarla para extraer elementos residualesdañinos de difícil remoción al estado fundido
Los tamaños deben ser de longitud máxima 2/3 del diá-metro del horno para evitar “puenteos” o atoramientospeligrosos.
Comprobar en todo momento el estado de los picos delas ollas de vaciado, con mayor razón si son “pico de te-
tera”, porque al engrosar por la escoria pegada, dismi-nuye el gasto con modificación del tiempo de llenado.
Con mucha frecuencia y de manera sistemática se deben tomar las lecturas de la temperatura y en ningún mo-mento vaciar piezas con temperatura disminuida.
Aquí se analizará el fenómeno de fusión (cambio de es-tado), de acuerdo a la siguiente gráfica:
La fusión de los metales se logra por el suministro de ca-lor, primeramente para alcanzar el punto de fusión quees un valor fijo para cada uno de los metales y sus alea-ciones, y con una absorción de calor, sin aumento detemperatura, se obtiene el cambio de estado al disminuirla atracción molecular, mediante dicho calor, llamadocalor latente de fusión que es un fenómeno termodiná-mico llamado entropía.
Resumiendo la preparación del metal consiste en una se-rie de operaciones que siguen un determinado ordenpara alcanzar las metas de producción trazadas para estaárea y que son:
La obtención del análisis químico indicado para la ale-ación del metal con que se colarán las piezas. Suminis-trar dicho material fundido con la temperatura apro-piada, a fin de que los moldes sean llenados a cabalidad.El metal líquido debe suministrarse exento de escoria ysuciedades, así como debidamente inoculado (si es fe-rroso) para garantizar su maquinabilidad. En un volumensostenido para evitar paros innecesarios por falta de me-tal en la línea de moldeo.
C) Terminado de piezas
Esta área que parece la más olvidada, en un momentodado influye en el costo unitario de fabricación de lapieza fundida, desde un 10 % a un 40 %. De allí que elinvolucramiento en los procesos sanos precedentesjuega un papel muy importante en el eficiente desem-peño de ésta área.
Las operaciones principales que en esta área se realizanson las siguientes:
1.- Remoción de sistemas de colada y alimentación2.- Desarenado por vibración y sacudidas3.- Destapado de conductos de inspección4.-Preesmerilado con máquina colgante5.-Limpieza interior y exterior con proyección de perdi-
gón, chatarra o arena.6.-Relimpieza en spot- blast7.- Rebabeado y esmerilado en línea de partición.8.- Reparación (piezas recuperadas).9.-Tratamiento térmico de recocido (soldadura de ele-
vada dureza).
Clave de defectos de Fundición para el aseguramientode calidad
51.-Piezas Duras52.-Piezas Blandas
25FUNDIDORES. JUNIO 2012
Gráfica 1. Transformaciones alotrópicas del cuarzo con el aumentode la Temperatura.
120413 FUND 187 JUNIO 2012.qxp:80480 F-FEBRERO 08 N 146.qxd 27/6/12 10:56 PÆgina 25

53.-Rechupe54.-Estructura de grano abierto55.-Piezas incompletas o con falsa unión56.-Piezas con hierro fuera de especificación57.-Suciedad58.-Caídas de arena59.-Costras por erosión60.-Penetración y/o arena fundida61.-Cola de rata o bucles62.-Costras por expansión63.-Piezas variadas (variación)64.-Piezas fuera de dimensión65.-Fugas66.-Sopladuras67.-Corazón roto68.-Esmerilado Profundo69.-Quebraduras o grietas70.-Reparación defectuosa71.- Otros defectosDurante los procesos se pueden presentar varios defectosque dependen del diseño, de los materiales y del pro-ceso, en este sentido el International Committeé ofFoundry Thecnical Associations, ha desarrollado una ca-tegorización para los defectos en las fundiciones. Básica-mente comprenden defectos en las superficies, en las ca-vidades, discontinuidad por fracturas y grietas,fundiciones incompletas, en la solidificación la porosi-dad afecta la ductibilidad de las fundiciones y su termi-nación superficial, haciéndola permeable.
Las inclusiones se forman durante la fusión, solidifica-ción y moldeo debido a diversos factores como, la reac-ción del metal fundido con contaminantes como el oxi-geno o con materiales del crisol y también porreacciones químicos entre el metal y el molde.
¿Como puede obtenerse una alta calidad en las piezasde fundición de manera sostenida y eficiente?
Tres son los elementos de la calidad de las piezas de fun-dición.
(1).-Precisión Dimensional
(2).- Resistencia física y mecánica, maquinabilidad so-bre todo y algunas otras propiedades.
(3).-Piezas con estructura sana, esto es libres de cavida-des internas y defectos superficiales.
¿Cómo decidir sobre los requerimientos de calidad delas piezas de Fundición?
1.- Aplicación de los estándares de Ingeniería de Manu-factura, suministrados por el área de Ingeniería de Proce-sos
2.- Contar con los dibujos de partes y componentes delas piezas.
3.- Contar con las correspondientes especificaciones defabricación de las partes especiales.
2.- Aseguramiento de la calidad de las partes y compo-nentes de las piezas fundidas.
2.1.-Aplicación de sistemas de calidad y contar con uncontrol eficiente de todos y cada uno de los pasos delproceso de fabricación.
2.2.- Checar el sistema de calidad sobre lo que indica laInvestigación y desarrollo (R & D) de un nuevo producto.
2.3.- Análisis estadístico de los datos conforme al dia-grama del esqueleto de pescado. (Ishikawa).
2.3.-Localizar las principales causas de defectos d Fundi-ción, aplicando principios de tecnología avanzada, p.ej.simulación computarizada, escaneo microscópico y dis-positivos de medición de presión de gases.
2.5.- Mantener claro el propósito para un futuro cercano,las actividades a realizar para mantener en un alto nivella calidad de las piezas de fundición.
Recomendaciones que han de ser tomadas en cuentapara mejorar la calidad de los productos.
Todas ellas son recomendaciones para mejorar la cali-dad de los productos, ya que lo mejor de los defectos defundición es no generarlos, o sea que debemos apegar-nos lo mas cercano posible a los lineamientos de pro-ducción, generados por el departamento de Ingenieríade manufactura o departamento técnico, quienes en susmanuales de operación nos indican claramente los pará-metros de ésta para cada paso del proceso.
Bibliografía
Elizondo José Alfonso,Wolverine Foundry Supply Co.Fundiexpo 2000.
Lagunes Francisco, Defectos en la Fundición, SimposioNacional sobre tecnología y medio ambiente en la in-dustria fundidora, 2011
Servicio Lector 32 ■
26 FUNDIDORES. JUNIO 2012
Grafica 2. Principales factores que generan las inclusiones nometálicas.
120413 FUND 187 JUNIO 2012.qxp:80480 F-FEBRERO 08 N 146.qxd 27/6/12 10:56 PÆgina 26
27FUNDIDORES. JUNIO 2012
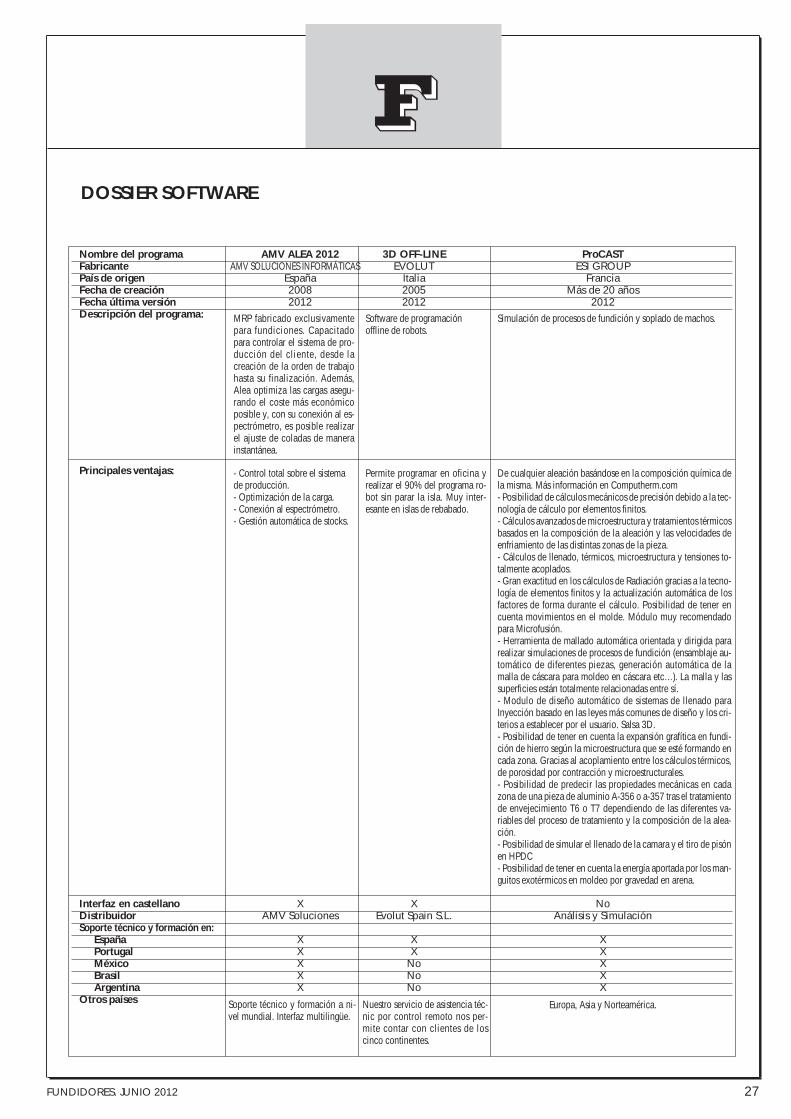
DOSSIER SOFTWARE
Nombre del programa AMV ALEA 2012 3D OFF-LINE ProCASTFabricante AMV SOLUCIONES INFORMÁTICAS EVOLUT ESI GROUPPaís de origen España Italia FranciaFecha de creación 2008 2005 Más de 20 añosFecha última versión 2012 2012 2012Descripción del programa:
Principales ventajas:
Interfaz en castellano X X NoDistribuidor AMV Soluciones Evolut Spain S.L. Análisis y SimulaciónSoporte técnico y formación en:
España X X XPortugal X X XMéxico X No XBrasil X No XArgentina X No X
Otros países Europa, Asia y Norteamérica.
MRP fabricado exclusivamentepara fundiciones. Capacitadopara controlar el sistema de pro-ducción del cliente, desde lacreación de la orden de trabajohasta su finalización. Además,Alea optimiza las cargas asegu-rando el coste más económicoposible y, con su conexión al es-pectrómetro, es posible realizarel ajuste de coladas de manerainstantánea.
Software de programaciónoffline de robots.
Simulación de procesos de fundición y soplado de machos.
- Control total sobre el sistemade producción.- Optimización de la carga.- Conexión al espectrómetro.- Gestión automática de stocks.
Permite programar en oficina yrealizar el 90% del programa ro-bot sin parar la isla. Muy inter-esante en islas de rebabado.
De cualquier aleación basándose en la composición química dela misma. Más información en Computherm.com- Posibilidad de cálculos mecánicos de precisión debido a la tec-nología de cálculo por elementos finitos.- Cálculos avanzados de microestructura y tratamientos térmicosbasados en la composición de la aleación y las velocidades deenfriamiento de las distintas zonas de la pieza.- Cálculos de llenado, térmicos, microestructura y tensiones to-talmente acoplados.- Gran exactitud en los cálculos de Radiación gracias a la tecno-logía de elementos finitos y la actualización automática de losfactores de forma durante el cálculo. Posibilidad de tener encuenta movimientos en el molde. Módulo muy recomendadopara Microfusión.- Herramienta de mallado automática orientada y dirigida pararealizar simulaciones de procesos de fundición (ensamblaje au-tomático de diferentes piezas, generación automática de lamalla de cáscara para moldeo en cáscara etc…). La malla y lassuperficies están totalmente relacionadas entre sí.- Modulo de diseño automático de sistemas de llenado paraInyección basado en las leyes más comunes de diseño y los cri-terios a establecer por el usuario. Salsa 3D.- Posibilidad de tener en cuenta la expansión grafítica en fundi-ción de hierro según la microestructura que se esté formando encada zona. Gracias al acoplamiento entre los cálculos térmicos,de porosidad por contracción y microestructurales.- Posibilidad de predecir las propiedades mecánicas en cadazona de una pieza de aluminio A-356 o a-357 tras el tratamientode envejecimiento T6 o T7 dependiendo de las diferentes va-riables del proceso de tratamiento y la composición de la alea-ción.- Posibilidad de simular el llenado de la camara y el tiro de pisónen HPDC- Posibilidad de tener en cuenta la energía aportada por los man-guitos exotérmicos en moldeo por gravedad en arena.
Nuestro servicio de asistencia téc-nic por control remoto nos per-mite contar con clientes de loscinco continentes.
Soporte técnico y formación a ni-vel mundial. Interfaz multilingüe.
120413 FUND 187 JUNIO 2012.qxp:80480 F-FEBRERO 08 N 146.qxd 27/6/12 10:56 PÆgina 27

28 FUNDIDORES. JUNIO 2012
Nombre del programa Least Cost Change Synchro ERP CAM2 NovaFlow&SolidFabricante MKWsoftwarw R & D Concep FARO Novacast SystemsPaís de origen USA Global Alemania Suecia/RusiaFecha de creación 1983 1975 1998 1994Fecha última versión Versión 6.5 Regular Mayo 2012 NFS CV v4.5 (2011)Descripción del programa:
Principales ventajas:
Interfaz en castellano X X XDistribuidor Shane Allen FARO Internacional AlonsoSoporte técnico y formación en:
España X No X XPortugal X No X XMéxico X No X XBrasil X No X XArgentina X No X
Otros países Mundo entero Francia A nivel mundial Marruecos
Calcula cargas minimales. Specifically for the foundry/castmetal industry. Encompassing afusion of essential require-ments, current technology andprogressive ongoing develop-ment.
La solución de software de me-dición 3D CAM2 Measure 10de FARO permite completar ta-reas de medición rápidamente yle brinda libertad para medirsegún requiera su aplicación.Sus innovadoras funcionali-dades mejoran cada uno de losprocesos en los que se requieremedición o escaneado.
Llenado de moldes, Solidifica-ción y Cálculo de Tensiones Re-siduales en un mismo paquetede Simulación.
Más rapido y económico quecálculos manuales.
Dedicated to the industry since1975A Specific dedicated ERP/ MRPsoftware system.Highly skilled team, experts inthe casting industry, passionateand inspired about workingwith and providing solutionsspecific to our clients.Research and development de-voted to the needs of the castingmanufacturer.Integration to all accounts soft-ware.A distinctive business model,the software is leased with noup-front fee. A per user costprovides an all inclusive pac-kage, all modules, upgradesand support.
CAM2 Measure 10 incorpora eltraductor líder del mercado deCAD en 3D de TechSoft y el mo-tor CAD de Parasolid®. El soft-ware está disponible entre mu-chos otros en español.Capacidades CAD: seleccioneuna geometría de CAD con unclic y realice asociaciones nomi-nales automáticas desde CAD.Live Colour Scan: realice esca-neado de colores activos duranteel uso de ScanArm.Información en tiempo real: ac-ceda de forma instantánea a la in-formación durante la medición,incluso con Laser Line Probe.Shortcuts: registre series de medi-ciones y guárdelas con un únicocomando.Medición parcial con herramien-tas rápidas: realice medicionesrepetidas parciales de las piezasde forma rápida, sencilla y fiable.Asistente Easy Move: simplifiqueel proceso de recolocación de losdispositivos de medición al medirpiezas grandes.Alineación sencilla: fácil alinea-ción del dispositivo de medicióncon su pieza. Defina distintos sis-temas de coordenadas para reali-zar un informe de los resultadossegún necesite.Uso compartido de resultados:comparta sus archivos PDF,Word o Excel y exporte los resul-tados de su medición a archivosCAD o de texto.Máximo aprovechamiento delhardware FARO: aplicaciónCAM2 Measure 10 Remote paraApple, dispositivo móvil, compa-tibilidad con TrackArm, ajuste depaquetes, reconocimiento yorientación automática a ele-mentos siguientes.
Velocidad/Simplicidad/Versati-lidad.
Publicamos los datos enviasos por las empresas. Las empresas que no están presentes, por no haber contestado atiempo, pueden enviar sus informaciones a [email protected]
DOSSIER SOFTWARE (Continuación)
120413 FUND 187 JUNIO 2012.qxp:80480 F-FEBRERO 08 N 146.qxd 27/6/12 10:56 PÆgina 28

29FUNDIDORES. JUNIO 2012
FLOW-3D / FLOW-3D Cast es un software que permitesimular cualquier proceso de fundición del mercado. Esconocido mundialmente por su gran precisión en los cál-culos especialmente en aquellos procesos en los que serequiere detectar la dinámica del metal de forma precisa.De ahí que numerosos centros de investigación y univer-sidades lo empleen como base de sus investigaciones.Dispone de una inigualable cartera de usuarios a nivelmundial que ha sido ganada gracias a su excelente rela-ción calidad-precio.
FLOW-3D / FLOW-3D Cast dispone de un sencillo e in-tuitivo interfaz de usuario completamente en castellano.Permite realizar cálculos en tiempos muy razonables locual hace que se convierta en una herramienta indispen-sable para el usuario. El soporte y mantenimiento delsoftware se realiza íntegramente en España caracterizán-dose por la cercanía al usuario y la implicación en susprocesos tecnológicos.
En el software STEINBICHLER VISIO 7, se reproducentodas las fases del proceso desde el inicio del proyectohasta la protocolización, pasando por la simulación y laevaluación. Esto les garantiza a los responsables unagran seguridad en la utilización y, a la vez, les ahorramuchísimo tiempo en la programación. Por el contrario,ambas células robotizadas representan los temas“Medición de superficies para valorar su calidad” y“Determinación dimensional de la calidad mediantedigitalización en 3D“», explica Carsten Gericke, jefe deldepartamento de automatización de Steinbichler Op-totechnik GmbH.
Con STEINBICHLER VISIO 7 los clientes reciben un pro-ducto muy potente que, a través de una especie de fun-ción maestra, representa todo el proceso de automati-zación mediante una única interfaz y, al mismo tiempo,garantiza una gran seguridad de funcionamiento y uti-lización con un software estandarizado de manejo sen-cillo. Además, se reduce notablemente el esfuerzo en so-porte y formación de personal. Con ello, el software deautomatización STEINBICHLER VISIO 7 se ajusta exacta-mente a las necesidades de los clientes y cumple con susrequisitos en cuanto a un concepto de software ade-cuado. El software representa virtualmente 1:1 la insta-lación robotizada real del cliente.
La primera célula robotizada está equipada con el sensorSTEINBICHLER ABIS II así como con dos robots de ABBy representa el tema de la medición de superficies paravalorar su calidad. La detección temprana e íntegra deerrores en la superficie (por ejemplo, en piezas de metaly carrocerías desnudas) con el sistema de inspección ob-
STEINBICHLER OPTOTECHNIK : ASEGURAMIENTO DE LA CALIDADAUTOMATIZADO SENCILLO Y SEGURO DE USAR
jetivo y altamente preciso ABIS hace que los procesos decontrol de calidad sean mucho más eficientes. De estaforma se reducen considerablemente los desechos y op-eraciones de retoque, que tanto trabajo y recursos cues-tan.
La otra célula robotizada con el sensor STEINBICHLERCOMET L3D 5M y un robot de KUKA pone de relieve ladeterminación dimensional de la calidad mediante digi-talización en 3D. Combinado con un robot para la guíade sensores o para el manejo de objetos, permite unamedición totalmente automática de los componentes. Ladigitalización en 3D es posible así aún con mayor rapi-dez para componentes de los tamaños más variados, porejemplo para la inspección del modelo inicial (controlde las cotas funcionales) y se facilita notablemente elcontrol rutinario.
Servicio Lector 33 ■
120413 FUND 187 JUNIO 2012.qxp:80480 F-FEBRERO 08 N 146.qxd 27/6/12 10:56 PÆgina 29

FUNDIDORES. JUNIO 201230
RESUMEN
Precisamente el siguiente trabajo es interesante paraaquellos fundidores de esculturas que también se dedi-quen a manufacturar copias de esculturas en resinas yotros materiales a partir de diferentes moldes. Siendo deíndole empírico aquí se muestra la obtención de piezasen diversos materiales a partir de probetas o moldes. Enlos procesos de vaciado a molde perdido es más que sa-bida la importancia capital de la elección de un desmol-deante que facilite una perfecta y cómoda separación dela réplica y el molde que la contiene. Aquí no solo semuestran diferentes fórmulas artesanales sino tambiéncomo hacen que se comporte el molde en el proceso desu eliminación por golpes para liberar a la réplica del
mismo. Precisamentetiene cabida en esteartículo la presenciade los moldes flexi-bles, refiriéndonosconcretamente a losefectuados en diver-sos elastomeros de si-licona.
1. CEMENTO – VACIADO – MOLDES HÚMEDOS
Verter un mortero de cemento en el interior de un moldede escayola requiere que el mismo molde esté saturadode humedad para que no absorba la del mortero debili-tándole como consecuencia.
1.a. - Molde 1. Vaselina + aguarrás + cera + aceite.
El despegue es fenomenal, óptimamente, a base de gol-pes flojos y repetitivos el molde se desmenuza en trozosgrandes debido a las vibraciones.
1.b.- Molde 2. Vaselina.
Igual efecto que el anterior molde citado. Obsérvese enla imagen del medio como tras un par de golpes con elformón todo el molde se ha despegado en fragmentos de3, 5 e incluso 7 centímetros.
1.c.- Molde 3. Con gomalaca. Vaselina+ aguarrás+cera+ aceite.
Cabe mencionar que tres capas de gomalaca se utilizaronpara impermeabilizar o tapar los poros del interior delmolde. Realmente despega mucho mejor que los moldesanteriores. A menor número de golpes y más flojos ya per-cibimos desquebrajamientos, suelta a trozos grandes con loque el riesgo de romper la réplica se minimiza. No quedanrestos de gomalaca ni de cemento en la réplica.
TRABAJO DE INVESTIGACIÓN SOBRE DESMOLDEANTES
Autor: Dr. Sergio García Díez.
Escultor y Doctor en Bellas Artes por la Universidad Politécnica de Valencia
Marzo de 2012
120413 FUND 187 JUNIO 2012.qxp:80480 F-FEBRERO 08 N 146.qxd 27/6/12 10:56 PÆgina 30

1.d.- Molde 4. Gomalaca-vaselina
Buena capacidad de despegue, pero no alcanza la lo-grada por la anterior fórmula puesto que tarda más enagrietar al mismo número e intensidad de golpes. Tam-bién matizar que residen restos de escayola adheridos ala réplica que se deben eliminar.
1.e.- Molde 5. Jabón+ lejía+ agua+ detergente.
Su capacidad de despegue esta puesta en duda ya quepero no es tan eficiente como las formulas anteriores alpercibir que resquicios de escayola del molde se agarrana la réplica de cemento.
2. RESINA DE POLIÉSTER –VACIADO
2.1.- Molde 1. Gomalaca. Vaselina+ aguarras+ cera+aceite.
Esta fórmula permite un despegue fenomenal con la apa-rición rápida de grietas y al fragmentarse en trozos gran-des. Obligado subrayar que en la réplica de resina per-manecen diminutos restos de escayola que se hanresistido pero no costará nada eliminarse con una herra-mienta punzante.
2.2.- Molde 2. Gomalaca. Dos capas de vaselina+ agua-rrás+ cera+ aceite.
Despega a un mucho mejor que la formula anterior,poco riesgo de dañar la réplica, los trozos se despeganmuy rápido debido a las vibraciones. Lapermanencia deresquicios del molde en la réplica es ínfima.
3. ESCAYOL-VACIADO
3.1.- Molde 1. Mezcla de Jabón+ lejía+ agua+ deter-gente.
Nivel óptimo. Grandes trozos, rápido, pocos resquiciosdel molde entre texturas de la réplica extraída, quequeda perfectamente impoluta. Suelta fácilmente conpocos golpes. La réplica en escayola no sufre ni se partea pesar de tener solo 1 cm de grosor.
3.2.- Molde 2. CIF
Nivel óptimo, tanto la tarea de moldeo como el resultadofinal ofrecen las mismas cualidades que el desmoldeantemencionado en el caso anterior.
3.3.- Molde 3. Vaselina.
Nivel óptimo. Mismascualidades que los dosdesmoldeantes anteriorespero tener en cuenta quela vaselina puede ensu-ciar la réplica en esca-yola.
3.4.- Molde 4. Cera+aguarrás.
Optimo y misma cualida-des.
3.5.- Molde 5. Aceite decocina usado.
Despega fácilmente perono tanto como los otrosdesmoldeantes. Vital e importante dar golpes aún másflojos y más repetitivos e intermitentes para que a conse-cuencia de esas constantes vibraciones se rompa elmolde sin dañar la réplica.
31FUNDIDORES. JUNIO 2012
120413 FUND 187 JUNIO 2012.qxp:80480 F-FEBRERO 08 N 146.qxd 27/6/12 10:56 PÆgina 31

3.6.- Molde 6. Cera.
Despega igual que el anterior caso. El resultado finalpuede quedar sucio como consecuencia de la cera apli-cada en el molde.
3.7.- Molde 7. Vaselina+ aguarras+ cera+ aceite.
Fórmula muy efectiva. Despega fenomenal, trozos gran-des. No ensucia si se aplica en módica cantidad.
4. EXPERIMENTACIÓN CON LUBRICANTES
Entran en escena unas sustancias que están destinadas aser aplicadas entre dos piezas móviles formando una pe-lícula que evite que sus superficies se degraden. Estos lu-bricantes se pueden obtener en tiendas de bricolaje, depinturas o ferreterías. Nosotros vamos a elaborar una se-rie de probetas para probar su efectividad en cuanto adesmoldeo, economía del tiempo y limpieza de réplicasobtenidas. Cemento y resina de poliéster, dos materialesque se adhieren poderosamente, como ya hemos evi-denciado en ejemplos anteriores, a los moldes de esca-yola, serán los vertidos en el interior de diversos moldes-probeta.
Observando la imagen y de izquierda a derecha propo-nemos tres produc-tos: una grasa sinté-tica transparente deconsistencia similar ala silicona de tubo,seguidamente tene-mos grasa líquidamultiusos ya y por úl-timo grasa de consis-tencia gelatinosa.
Obviamente si los moldesestán secos debemos satu-rarlos de humedad nueva-mente depositándolos en uncubo de agua por unoscinco minutos.
4.1.- Lubricante sintético – Vaciado de cemento.
Este lubricante debe aplicarse en poca cantidad espar-ciéndolo cuidadosamente con un pincel afín de cubrirel interior del molde con una fina película del pro-ducto.
Conforme vamos in-cidiendo con el for-món a base de golpesflojos y repetitivoscomprobamos la faci-lidad con la que sefragmenta el molde(cinco trozos). Comoconclusión deduci-mos que la capacidadde desmoldeo de estagrasa sintética es ex-celente.
Haciendo foco en lastexturas de la réplicade cemento denota-mos que está exentade cualquier resto degomalaca del molde:Con este agente dedesmoldeo obtendre-mos réplicas perfecta-mente limpias.
4.2.- Aceite deengrasar multiusoscemento.
Dada su consistencialíquida penetran fácil-mente por cualquierresquicio o textura delmolde. Tenemos quequitar el exceso deeste material con unpincel seco.
El producto que experi-mentamos es de coloroscuro, y el cementode la réplica es poroso,con lo cual es deduci-ble que ésta quedarámanchada.
La capacidad de des-pegue es similar a la del lubricante sintético, no dejandorestos del molde adheridos a la réplica.
Grasa de lubricar maquinaria industrial cemento.
Al ser de una consistencia de gel, se debe aplicar confor-mando una final película evitando saturar las texturas.Sin lugar a dudas, de los tres productos utilizados es el
32 FUNDIDORES. JUNIO 2012
120413 FUND 187 JUNIO 2012.qxp:80480 F-FEBRERO 08 N 146.qxd 27/6/12 10:56 PÆgina 32

más eficiente dado que el molde suelta con mucha faci-lidad (a pocos golpes se agrieta en su totalidad).
No quedan restos del molde adheridos a la réplica ser unproducto de un color marronáceo o incluso negro, es in-teresante matizar que no han permanecido restos de esecolor en la réplica.
4.3.- Lubricante sintético – Vaciado de resina depoliéster.
Ante los golpes el molde despega bien, en trozos gran-des, aunque se queda agarrado en algunas partes. Pun-tualizar que suelen quedar resquicios de gomalaca y es-cayola en la réplica por tal motivo que se deberáneliminar con una herramienta más fina.
4.4.- Aceite de engrasar multiusos – Vaciado de resinade poliéster.
El molde despega estupendamente (cinco golpes de for-món) y se fragmenta en tres trozos en este caso. Como sepuede observar en la imagen, tras la liberación de la ré-plica de resina aún residen pequeños trozos del moldeen la misma. Trozos que se despegan solos.
4.5.- Grasa de lubricar maquinaria industrial – Vaciadode resina de poliéster.
En cuanto a la utilización de este producto solamentecabe decir que los resultados son similares a los del pro-ducto anterior.
5. SILICONA- SILICONA
Dado que la silicona es un material flexible destinado ala reproducción seriada, no es necesario aplicar ningúnagente de desmoldeo. Personalmente suelo aplicar una
fina capa de cera en el supuesto de que se realice un va-ciado en resinas, para proteger del desgaste a la silicona,provocado por las altas temperaturas que adquieren enel fraguado las resinas.
No obstante existe la posibilidad de poder extraer répli-cas de silicona de un molde realizado en la misma sili-cona: matizar que la silicona con la silicona se adhiereimplacablemente con lo cual se requerirá un desmolde-ante eficiente a tal efecto.
Sin embargo hemos podido comprobar algo importantede reflejar en este escrito:
1. En el mercado tenemos siliconas en estado viscoso, ti-xotrópico y en pasta.
2. En el mercado cada casa nos ofrecen siliconas de di-ferente composición química.
Por ello:
1. Si realizamos un molde con la silicona de un fabri-cante, y lo vaciamos con la silicona de otro fabricante,por el hecho de ser de diferente formulación es muyprobable que no se adhieran, no obstante conviene re-alizar una prueba que lo evidencie.
2. Si en el interior de un molde realizado por apretón conmasilla de silicona vertemos silicona líquida, es muyposible que tras la reticulación, no se adhieran y la ré-plica pueda retirarse sin ningún problema.
Muestro en esta ocasión un molde de efectuado en sili-cona tixotrópica y tres pruebas tintadas de amarillo con-feccionadas con la misma silicona, pero con desmolde-antes diferentes:
1. Tira de la izquierda: Aceite de cocina usado.
2. Tira del centro: Vaselina+aguarras+cera+aceite.
3. Tira de la derecha: Vaselina.
Resultado: La tira del centro es la que menos resiste a serdespegada.
Servicio Lector 34 ■
33FUNDIDORES. JUNIO 2012
120413 FUND 187 JUNIO 2012.qxp:80480 F-FEBRERO 08 N 146.qxd 27/6/12 10:56 PÆgina 33

…juegan mucho a mi favor la convivencia desde edadtemprana, el contacto y familiaridad con la escultura ylos procedimientos en la búsqueda del oficio que másme apasionaba, por ser de largo y duro aprendizaje. Estacircunstancia me permitió en mis años jóvenes colaborarcon los maestros más representativos de aquel momento,como Quintín de Torre, Capuz Adsuara, Orduna, Fe-rrant, Comendador, etc. Y mucho más tarde con Dalí endos ocasiones, una en París y otra en Portlligat.
La colaboración con todos estos maestros y posteriores aellos como son Oteiza, Cristino Mallo, Serrano y muchosmás que podría reseñar hasta la saciedad, por haber sidocompañeros de estudios y sobre todo por ser de la mismageneración y varios también de generaciones posterio-res; mi convivencia con todos ellos se transformó en es-trecha y familiar amistad que se prolongó en muchos ca-sos hasta el final de sus días. Por consiguiente tanfrecuentes contactos me permitieron adquirir conoci-mientos de primera mano no sólo de los temas propia-mente profesionales, que fueron para mi de sustanciosoprovecho, sino que esto se extendió a la comunicaciónque a su vez tuvieron sus mayores cuando éstos les pre-paraban y orientaban en su formación y sobre todo enlos concerniente a las inquietudes de la trama social enun momento cargado de todo tipo de miserias y dificul-tades por las que tuvieron que pasar para remontarlas,luchando con gran esfuerzo hasta que conseguían su re-conocimiento oficial…
“Notas autobiográficas” Eduardo Capa, en ColecciónCapa, Ayuntamiento de Alicante, 1998.
El apoyo a los artistas ha sido la premisa de la FundiciónCapa desde sus inicios. Las innovaciones técnicas intro-ducidas desde sus inicios sirven para dar mejor servicioa sus necesidades artísticas y con esta ambición, la Fun-dición ha ido creciendo con ellos desde el principio.
La tradición
El patriarca de esta empresa familiar, Eduardo Capa Sa-cristán, fue Catedrático de la Escuela de Bellas Artes deMadrid y el sentido de abrir su colección, hoy alojada enla antigua sede y constituida en Fundación, fue para elaprendizaje de sus alumnos, para que ellos pudieran ver,de primera mano, todas las posibilidades técnicas de laescultura de la mano de los maestros españoles desdemitad del siglo XX hasta nuestros días.
A partir de este momento me veo empujado a aceptarencargos importantes de fundición y entro en contactocon la mayor parte de los escultores del país, desde losmás consagrados a los más noveles, y con todos elloshago una buena amistad a la vez que trato de complacera cada uno en sus exigencias más o menos perfeccionis-tas y en el logro de sus pretensiones plásticas que, comocompensación, si notaban que su obra era de mi agrado,generosamente me regalaban el modelo en yeso y así
LA FUNDICIÓN CAPA: MEDIO SIGLO CON LOS ARTISTAS
FUNDIDORES. JUNIO 201234
120413 FUND 187 JUNIO 2012.qxp:80480 F-FEBRERO 08 N 146.qxd 27/6/12 10:56 PÆgina 34

empezó a formarse la colección sin la más mínima pre-tensión por mi parte.
En otras ocasiones, los escultores no disponían de unaeconomía boyante y me proponían permitirme hacermeuna copia para mí, a cambio de no cobrarles el importede la fundición.
Al cabo de unos años, contemplo muy sorprendido quetengo guardados demasiados yesos y que me falta espa-cio y cuando mi economía lo permite los paso a bronce.
Mi meta se centraba principalmente en tener obras de al-guna significación práctica para explicar a mis alumnoscuando venían de visita a la fundición, como evolucio-naba la renovación figurativa desde principios de siglo ycómo se iba transformando tímidamente hacia la moder-nidad.
Eduardo Capa, ibídem.
La colección recorre de esta forma una parte importantede la escultura española del siglo pasado, dando cuentade todos aquellos que trabajaban bajo el criterio técnicode esta familia consagrada a la fundición.
Un recorrido por la escultura española desde mediadosdel siglo XX
De sus hornos saldrán piezas perfectas de los mejores ar-tistas contemporáneos españoles: Ferrant, Oteiza, Chi-llida, Pablo Serrano, Gabino, Castrillón, VenancioBlanco, Julio López Hernández, Antonio López García,Toni Gallardo, Leiro o Txomin Badiola, por citar nom-bres entre michos otros artistas. También fundirá los Salíde la plaza de Dalí en Madrid y los que, iguales, figuranen el Museo de Figueras. Para el arquitecto Saiz de Oizafunde los bronces de los cuatro capiteles instalados en laEmbajada española de Bruselas. Para la Ciudad Univer-sitaria de Madrid funde la estatua de Alfonso XIII de Or-duña, y restaura la Cuadriga y la Minerva en cobre ba-tido del Arco del triunfo. De los escultores Benlliure,Alberto Sánchez y Barral fundirá nuevos ejemplares. Suactividad, durante 49 años de fundición, es difícil de re-sumir en pocas líneas.
- Antonio Bonet Correa. “Genio y figura de EduardoCapa”, en Colección Capa, Ayuntamiento de Alicante,1998.
A través de los artistas que han trabajado en la FundiciónCapa y las obras que allí han realizado se puede trazaruna historia sucinta de la escultura en España hasta nues-tros días, recorriendo del mismo modo los retos e inno-vaciones técnicas que han afrontado juntos hasta las po-sibilidades técnicas de nuestros días.
- Salvador Dalí (Figueras, 1904-Figueras, 1989): New-ton, Madrid, Figueres, Tokio, Singapur….Bronce. Fun-dición a la cera perdida.
- Cristino Mallo (Tuy, 1905-Madrid, 1989)
- Pablo Serrano (Crivillen, 1908-Madrid, 1985)
- Jorge Oteiza (Orio, 1908-San Sebastián, 2003): Uni-dad triple y liviana, Pamplona. Bronce dorado. Fundi-ción ala cera perdida, dorado electrolítico manual.
- Juan de Ávalos (Mérida 1911- Madrid 2006)
- Venancio Blanco (Matilla de los Caños del Río, Sala-manca, 1923): Quijote, Valdepeñas. Bronce. Fundi-ción a la cera perdida.
- Eduardo Chillida (San Sebastián 1924-San Sebastián,2002)
- Martín Chirino (Las Palmas de Gran Canaria, 1925)
- Gerardo Rueda (Madrid, 1926-Madrid, 1996), Man-hattan II, Palma de Mallorca. Chapa de Acero inoxida-ble. Construcción metálica.
- Antonio López (Tomelloso, 1936)
- Alberto Corazón (Madrid, 1942): Torso, Murcia.Bronce. Fundición a la arena
- Manolo Valdés (Valencia, 1942): Dama del Manzana-res, Parque del Manzanares. Escultura Monumental.Bronce, hierro y acero cortén. Fundición a la arena debronce y construcción metálica.
- Miquel Navarro (Mislata, 1945)
- Cristina Iglesias (San Sebastián, 1956): Puertas del Mu-seo Nacional del Prado, Madrid. Fundición en bronce.
- Francisco Leiro (Cambados, 1957): Sireno, Vigo. Aceroinoxidable, fundición a la arena.
- Fernando Sánchez Castillo (Madrid, 1970): SpittingLeaders, Arnhem. Fundición en bronce a la cera per-dida y sistema de bombeo con secuencias controladasmediante autómata programable.
Capa esculturas
Hoy en día una de las líneas de actuación de la Fundi-ción Capa, llamada “Capa Esculturas”, consistente eneditar en bronce obra de jóvenes escultores, difundién-dola y comercializándola, sin coste alguno para sus au-tores noveles a quienes se facilita así su primera apari-ción pública. Esta línea de actuación se ha concretadoen la apertura de un pequeño espacio abierto al públicoen Madrid (calle Claudio Coello, 19) desde 1995, pro-yecto que contó con el asesoramiento y apoyo econó-mico de la Dirección General de Comercio de la Conse-jería de Economía e Innovación tecnológica de laComunidad de Madrid.
Dicho proyecto se ha consolidado, posibilitando la aper-tura en 2005 de un segundo espacio abierto al públicoen Bruselas (Rue de la Regence, 13), lo que supone unaventana de la escultura española en la capital de Europa.
Servicio Lector 35 ■
35FUNDIDORES. JUNIO 2012
120413 FUND 187 JUNIO 2012.qxp:80480 F-FEBRERO 08 N 146.qxd 27/6/12 10:56 PÆgina 35

Carlos Zamayoa, Ingeniero Industrial egresado de la UniversidadPanamericana Ciudad de México, tengo ya casi 15 años de experiencia en elmercado del Empaque Flexible en empresas como Alcan Packaging México,Artes Gráficas Unidas y una empresa argentina llamada Celomat EtiquetasEspeciales de México, he estado a nivel Gerente en las áreas de Servicio a
Clientes, Cuentas Clave, Administración de la Demanda y Logística. charlyzg (Skype) y http://mx.linkedin.com/pub/
carlos-zamayoa/4/120/805
36 FUNDIDORES. JUNIO 2012
SEGUNDA MANO FUNDIDORESRELACION DE EQUIPAMIENTOS
2 Maquinas de Moldeo INT. ALONSO m/JA-2Automáticas revisadas CE
1 PARRILLA de desmoldeo medidas 2500 x 2500 mm
1 VENTILADOR SOPLANTE DE 18.000 m3 con caseta insonora
2 VENTILADORES SOPLANTES de 12 y 18.000 m3
2 SIN.FIN seminuevos de 1.500 mm entre ejes de descarga
1 POLIPASTO monorail motorizado de 4 Tns. Marca JASO.
1 HORNO eléctrico de aluminio m/ NABER, 500 KG
1 CINTA transportadora de 8.500x40 mm de banda ( nueva).
3 MEZCLADOR discontinuos desde 50 Litros hasta 150 Litros.
1 MEZCLADORA continúa OMEGA 22 (9Tn.)
1 MEZCLADORA OMEGA Spartan 20P (20 Tns.)
1 MEZCLADORA articulada continua IMF (12/15 Tn.)
1 MANIPULADOR de motas IMF. Mod. ML 1100
1 MESA COMPACTADORA (1000 X 800 mm)
1 DISPARADORA Machos HANSBERG (6 Litros).
1 DISPARADORA Machos HANSBERG (12 Litros).
2 Balancines de 1.600 mm
1 RECUPERADORA MECÁNICA, 12 Tns/hora y parrilla de2500 x 2500 mm x 10 Tns.
1 Espectómetro SPECTROCAST. 19 Canales para hierro Laminar,esferoidal y aceros Bajo Aleados. Sistema OperativoMicrosoft MS-DOS
1 Pulidora de probetas para laboratorio. Marca MEDUR.
1 Durómetro digital, marca HOYTOM.
3 Electroimanes para manipulación de piezas.
1 Lijadora madera (modelistas).
1 CARRUSEL con dos carros transfer y 18 placas/carros de 1400x1100 mm ( con grupo hidráulico).
Motores eléctricos de varias potencias
VIBRADORES URBAR
EUSKATFUND, S.L.Pol. Ind. Goiain
C/. San Blas nº11 – Pab. 27Telf.94 546 55 81 - Fax.94 546 59 53
01170 Legutiano (Álava)E-mail: [email protected]
www.euskatfund.comSr.Juan Medina. Móvil 649 961 497
EMPLEO
SEGUNDA MANO
E-1
Delegado Comercial, Aragón ( Residencia en Zaragoza ) de 38 años, con másde 15 años de experiencia en el sector del metal, suministro industrial,
elevación e industria, estoy abierto a propuesta interesante , en empresa quebusque el crecimiento de sus ventas y el logro de objetivos, tanto cualitativos,
como cuantitativos. No autónomo ni freelance, ya que mi búsqueda vaenfocada a la exclusividad e involucración con una empresa.
[email protected], o 605 087 009, bien para contactar o solicitarcurrículum vitae.
E-2
Estamos necesitando un Gerente de Planta para nuestra Empresa, que leinterese el dasafio de radicarse en Argentina, es nuestra intención recibir
curriculum vitae de Ingenieros con experiencias en fundiciones. Contamos enla actualidad con 4 lineas de producción y una capacidad de 1.000 Tn
mensuales de piezas fundidas medianas a pequeñas en Hº gris y Nodular, siesta a vuestro alcance, nos interesaría que nos guíen para lograr el objetivo.
Saluda atte. Javier Piccioni - Sánchez y Piccioni SAwww.sanypic.com.ar http://www.sanypic.com.ar
00-54-3571-472002E-3
GRANALLADORA DE GANCHO DE OCASIÓN
– MARCA: ALJU– MODELO: REGINA 161-A– INTERIOR TODO DE MANGANESO– TOTALMENTE REVISADA Y GARANTIZADA.
GRANALLATECNICTel. 93 715 00 00 FAX 93 715 11 52
Email: [email protected]
VENDEMOS FUNDICION COMPLETAO POR ELEMENTOS
HORNOS RECIEN REPARADOS
Tfno. 949 214288
120413 FUND 187 JUNIO 2012.qxp:80480 F-FEBRERO 08 N 146.qxd 27/6/12 10:56 PÆgina 36

37FUNDIDORES. JUNIO 2012
PARA ESTAR PRESENTE EN ESTARÚBRICA:
enviar un email a:[email protected]
Tel: 91 576 56 09
Para estar presente en esta GUIA, contactar con [email protected] precio es: 45 Euros / mes (un precio anual preferencial de 485 Euros.
Además de la presencia impresa en la revista, las tarjetas están en el nuevo repertorio InternetFUNDIDORES. Ver: http://www.metalspain.com/directorio-fundidores.html
Las tarjetas publicadas en internet vienen con unvínculo directamente a su web
Además con su tarjeta viene con presencia en ellisting de proveedores en internet.
El precio es: 45 Euros / mes (un precio anual preferencial de 485 Euros.
Para toda informaciónTel : 91 576 56 09
contactar con [email protected]
GUIA
120413 FUND 187 JUNIO 2012.qxp:80480 F-FEBRERO 08 N 146.qxd 27/6/12 10:56 PÆgina 37

FUNDIDORES. JUNIO 201238
GUIA
120413 FUND 187 JUNIO 2012.qxp:80480 F-FEBRERO 08 N 146.qxd 27/6/12 10:56 PÆgina 38

FUNDIDORES. JUNIO 2012 39
GUIA
120413 FUND 187 JUNIO 2012.qxp:80480 F-FEBRERO 08 N 146.qxd 27/6/12 10:56 PÆgina 39

SERVICIOLECTOR
JUNIO 2012
ENVIAR A:
C/ Cid, 3, P2 - 28001 MADRIDTel.: 91 576 56 09
✃
FUNDIDORES. JUNIO 201240
GUIA
120413 FUND 187 JUNIO 2012.qxp:80480 F-FEBRERO 08 N 146.qxd 27/6/12 10:56 PÆgina 40