faculty of manufacturing engineeringeprints.utem.edu.my/15745/1/manufacturing process selection for...
TRANSCRIPT
UNIVERSITI TEKNIKAL MALAYSIA MELAKA
Faculty of Manufacturing Engineering
MANUFACTURING PROCESS SELECTION FOR PET BOTTLES
USING ANALYTICAL HIERARCHY PROCESS
Adibab Binti Razali
Master of Manufacturing Engineering
(Industrial Engineering)
2013

MANUFACTURING PROCESS SELECTION FOR PET BOTTLES
USING ANALYTICAL HIERARCHY PROCESS
ADffiAH BINTI RAZALI
A thesis submitted
in fulfilment of the requirements for the degree of Master of Manufacturing
Engineering (Industrial Engineering)
Faculty of Manufacturing Engineering
UNIVERSITI TEKNIKAL MALAYSIA MELAKA
2013

DECLARATION
I declare that this thesis entitle "Manufacturing Process Selection for PET Bottles Using
Analytical Hierarchy Process" is the result of my own research except as cited in the
references. The thesis has not been accepted for any degree and is not concurrently
submitted in candidature of any degree.
Signature '~ ............. ~ .... · ............. .
Name 1\018/\H 131NTI RA21\Ll
Date

DEDICATION
To my beloved mother Ruslah Omar, my supportive twin Arina Razali
and my siblings,
I love u all.

APPROVAL
This thesis is submitted to the Faculty of Manufacturing Engineering of UTeM as a partial
fulfillment of the requirements for the degree of Master of Manufacturing Engineering
(Industrial Engineering). The members of the supervisory committee are as follow:
ENGR- D .' AMBALI BIN AREP@ ARIFF He~dOf be, attment (Manuf•ctur' ·' · ;·sign)
Facuiiy Of Manufacturing Eru; <•eering Universiti Teknikal Malaysia Melaka
···········*······· IIIUIUISA LOKE BINTI ABDULLAH
PENSYARAH JABATAN BAHASA
PUSAT BAHASA DAN PEMBANGUNAN INSAN UNIVERSITI TEKNIKAL MALAYSIA MELAKA

ABSTRACT
This thesis discusses on manufacturing process selection of PET bottles using AHP. There
are six factors to be considered which are geometry of the design, production
characteristics, cost consideration, material, ease of maintenance, as well as availability of
equipments and labors. The main objective of this project is to select the most appropriate
manufacturing process for PET bottles based on these factors. Therefore, this study
emphasizes on the usage of one of multi criteria decision making (MCDM) tools namely
AHP. The AHP requires data for all factors to be used in the pairwise comparisons. Data
for sub factors are widely available in handbooks. However, direct interviews by
distributing questionnaires to experts in the manufacturing process for PET bottles were
done to get accurate data on six main factors. From the analysis using AHP, this study
reveals that the extrusion blow molding is the most appropriate process for PET bottles
with a priority of 28.55%. Injection molding has a priority weight of 21.84% and then
followed by blow molding (19.24%), stretch blow molding (17.52%), and lastly is
injection blow molding (12.82%). After that, several sets of sensitivity analyses were
performed using Expert Choice software to verify whether any small changes to each of the
aforementioned factors will affect the results obtained through previous AHP analyses.
Further research using different MCDM tools is recommended to enhance knowledge on
this area.
ABSTRAK
Tesis ini membincangkan tentang pemilihan proses pembuatan untuk botol PET
menggunakan AHP. Terdapat enam faktor yang perlu dipertimbangkan iaitu geometri reka
bentuk, ciri-ciri pengeluaran, pertimbangan kos, bahan, kemudahan penyelenggaraan,
serta adanya peralatan dan pekerja. Objektif utama kajian ini adalah untuk memilih
proses pembuatan yang paling sesuai untuk botol PET berdasarkan faktor-faktor ini. 0/eh
itu, kajian ini memberi penekanan kepada penggunaan salah satu kaedah membuat
keputusan pelbagai criteria kriteria (MCDM) iaitu AHP. AHP memerlukan data untuk
semua faktor yang akan digunakan dalam perbandingan berpasangan. Data untuk sub
faktor banyak diperolehi melalui buku. Walau bagaimanapun, temu bual secara langsung
dengan mengedarkan soal selidik kepada pakar dalam proses pembuatan untuk botol PET
telah dilakukan untuk mendapatkan data yang tepat bagi enam faktor utama. Daripada
ana/isis menggunakan AHP, kajian ini mendedahkan bahawa extrusion blow moulding
adalah proses yang paling sesuai untuk botol PET dengan keutamaan 28.55%. Injection
moulding mempunyai berat keutamaan 21.84% dan diikuti dengan blow moulding
(19.24%), stretch blow moulding (17.52%), dan akhir sekali adalah irifection blow
moulding (12.82%). Selepas itu, beberapa set ana/isis sensitiviti telah dilakukan
menggunakan perisian Expert Choice untuk mengesahkan sama ada apa-apa perubahan
kecil untuk setiap faktor yang disebutkan di atas akan memberi kesan kepada keputusan
yang diperolehi melalui ana/isis AHP sebelumnya. Penyelidikan selarifutnya menggunakan
alat-alat MCDM yang berbeza adalah disyorkan untuk meningkatkan pengetahuan dalam
bidang ini.
ii
ACKNOWLEDGEMENTS
Bismillahirrahmanirrahim. With the name of Allah the most Gracious and the most
Merciful.
I would like to express my utmost appreciation to Dr. Hambali bin Arep@ Arif, my master
project supervisor. The supervision and support that he gave truly help the progression and
smoothness of completing this thesis. The co-operation is much indeed appreciated.
My grateful thanks also go to all lecturers especially Mrs. Nurlisa Loke binti Abdullah who
always give advices and motivate me to work harder and smarter. I believe that success is
not a dime a dozen.
I am also heartily thankful my mother and siblings for their support and encouragement.
They made me agree that verily with every hardship, there is relief.
I would like to thank all my friends for their help. Also, to who are directly or indirectly
involved in completing this thesis.
Ill
TABLE OF CONTENTS
DECLARATION
DEDICATION
APPROVAL
ABSTRACT I
ABSTRAK II
ACKNOWLEDGEMENTS III
TABLE OF CONTENTS IV
LIST OF TABLES VIII
LIST OF FIGURES X
LIST OF APPENDICES XII
LIST OF ABBREVIATIONS XIII
CHAPTERl 1
1.1 Project Background 1
1.2 Problem Statement 3
1.3 Objectives 5
1.4 Scope and Limitations 5
1.5 Significance of Study 6
CHAPTER2 7
2.1 Plastic Drinking Bottles 7
2.1.1 Overview of PET 7
2.1.2 PET Bottles 8
2.2 Concurrent Engineering 9
iv

2.2.1 Definition Concurrent Engineering 9
2.2.2 Benefits of Concurrent Engineering 10
2.3 Manufacturing Process of PET Drinking Bottles 11
2.3.1 Injection Moulding 12
2.3.2 Blow Moulding 13
2.3.3 Extrusion Blow Moulding 15
2.3.4 Injection Blow Moulding 16
2.3.5 Stretch Blow Moulding 17
2.4 Manufacturing Process Selection 18
2.4.1 Method for Manufacturing Process Selection 18
2.4.2 Factors in Manufacturing Process Selection 19
2.5 Multi Criteria Decision (MCDM) Tools 23
2.5.1 Analytical Hierarchy Process (AHP) 23
2.5.2 Analytic Network Process 27
2.5.3 Multi Attribute Utility Theory 28
2.5.4 Multi Attribute Value Theory 28
2.6 Expert Choice Software 29
2.7 Summary 29
CHAPTER3 31
3.1 Steps for Research Process 31
3.2 Phase 1: Deciding 32
3.2.1 Formulate Research Problems 32
3.2.2 Conceptualize the Research Design 32
3.3 Phase 2: Planning 33
3.3.1 Collect Data 33
v

3.4 Phase 3: Performing 33
3.4.1 Construct Hierarchical Model 33
3.4.2 Decision Making Using AHP 34
3.4.3 Verify Results Using Expert Choice Software 39
3.5 Summary 44
CHAPTER4 45
4.1 Define the Problem and its Goal 45
4.2 Construct a Hierarchy Structure 45
4.3 Construct a Set of Pairwise Matrices 47
4.4 Perform a Judgment of Pairwise Comparisons 47
4.5 Synthesize Pairwise Comparisons 51
4.6 Determine Consistency of Pairwise Comparisons 51
4.6.1 Determine the Sum Vector 51
4.6.2 Determine the Consistency Vector 52
4.6.3 Compute Lambda and Consistency Index 53
4.6.4 Compute the Consistency Ratio 53
4.7 Repeat Step 3-6 for All Levels in the Hierarchy 54
4.8 Develop Overall Priority Ranking 55
4.9 Select the Best Alternative 58
CHAPTERS 59
5.1 Selection Results 59
5.2 Sensitivity Analysis 62
5.2.1 Increase and Reduce Priority Vector of GD by 10% 62
5.2.2 Increase Priority Vector of PC by 1 0% 65
5.2.3 Increase and Reduce Priority Vector of CC by 10% 66
vi

5.2.4 Increase Priority Vector ofMT by 15%
5 .2.5 Increase and Reduce Priority Vector of EM by 10%
5.2.6 Increase and Reduce Priority Vector of AV by 10%
5.3 Summary of Analyses
CHAPTER6
6.1 Conclusions
6.2 Recommendations
REFERENCES
APPENDIX
A: Gantt Chart
B: Pairwise Comparison of Factors with Respect to the Main Goal
C: Pairwise Comparison of Sub-Factors with Respect to Main Factors
D: Pairwise Comparison of Sub-Factors with Respect to Alternatives
E: Pairwise Comparison of Factors with Respect to Alternatives
F: Pairwise Comparisons Using Expert Choice
G: Questionnaire
vii
68
69
71
73
75
75
77
78
94
94
96
97
99
112
115
128
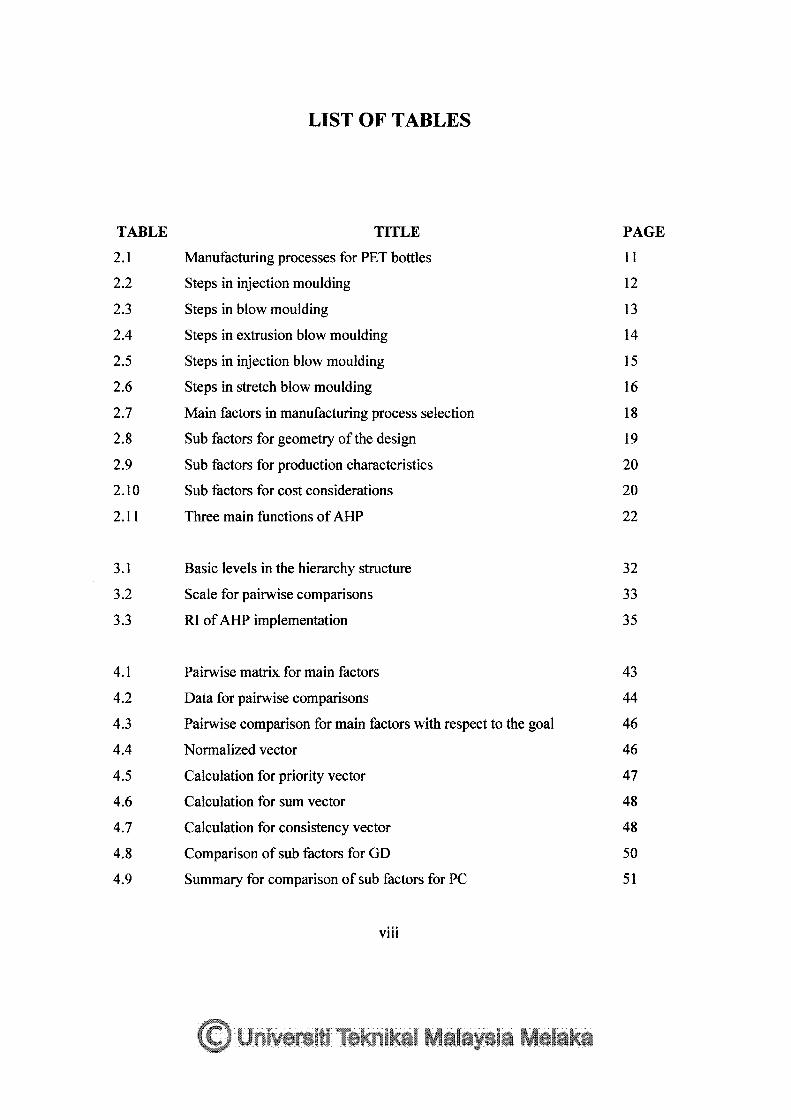
LIST OF TABLES
TABLE TITLE PAGE
2.1 Manufacturing processes for PET bottles 11
2.2 Steps in injection moulding 12
2.3 Steps in blow moulding 13
2.4 Steps in extrusion blow moulding 14
2.5 Steps in injection blow moulding 15
2.6 Steps in stretch blow moulding 16
2.7 Main factors in manufacturing process selection 18
2.8 Sub factors for geometry of the design 19
2.9 Sub factors for production characteristics 20
2.10 Sub factors for cost considerations 20
2.11 Three main functions of AHP 22
3.1 Basic levels in the hierarchy structure 32
3.2 Scale for pairwise comparisons 33
3.3 RI of AHP implementation 35
4.1 Pairwise matrix for main factors 43
4.2 Data for pairwise comparisons 44
4.3 Pairwise comparison for main factors with respect to the goal 46
4.4 Normalized vector 46
4.5 Calculation for priority vector 47
4.6 Calculation for sum vector 48
4.7 Calculation for consistency vector 48
4.8 Comparison of sub factors for GD 50
4.9 Summary for comparison of sub factors for PC 51
Vlll
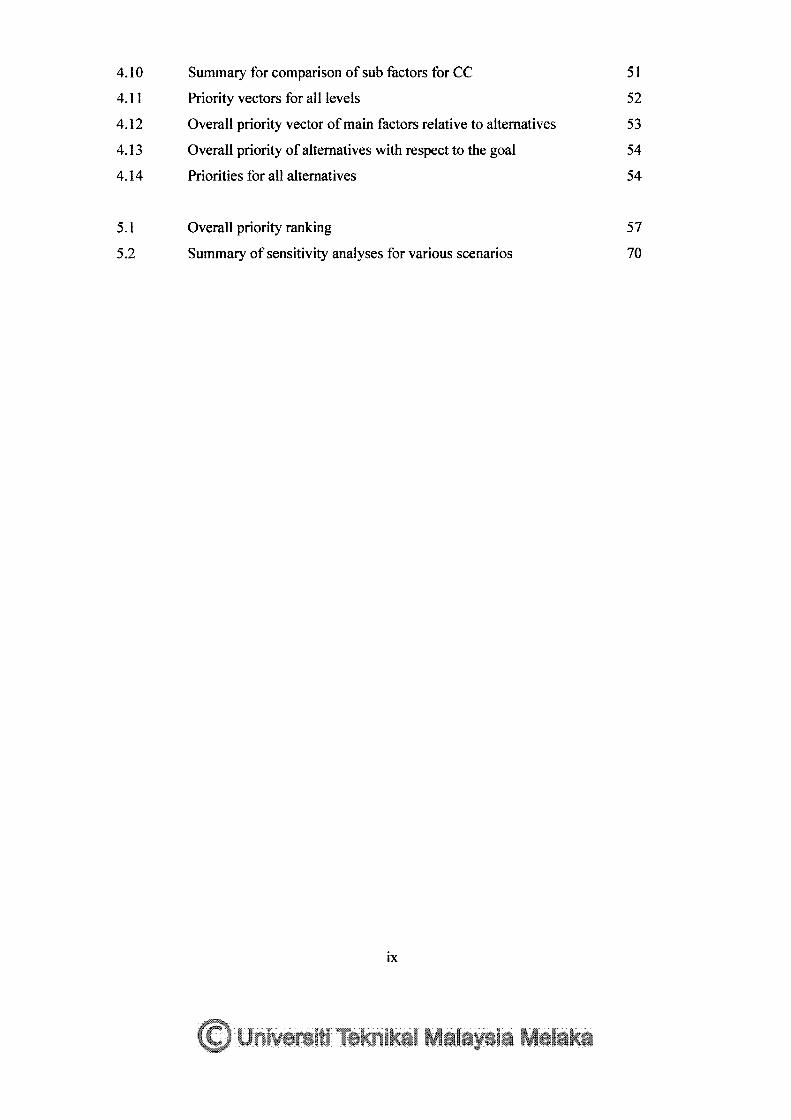
4.10 Summary for comparison of sub factors for CC 51
4.11 Priority vectors for all levels 52
4.12 Overall priority vector of main factors relative to alternatives 53
4.13 Overall priority of alternatives with respect to the goal 54
4.14 Priorities for all alternatives 54
5.1 Overall priority ranking 57
5.2 Summary of sensitivity analyses for various scenarios 70
IX

LIST OF FIGURES
FIGURE TITLE PAGE
2.1 Formation of PET 7
2.2 Energy and material inputs and outputs for a manufacturing process 10
2.3 Flowchart for process selection 17
3.1 Research process 27
3.2 Basic structure of a hierarchical model for AHP implementation 30
3.3 Steps ofAHP 31
3.4 Steps for conducting sensitivity analysis using Expert Choice 36
software
3.5 Welcome dialogue and blank view model 37
3.6 Example verbal comparison window 39
4.1 Hierarchy structure of manufacturing process selection using AHP 42
5.1 Priority ranking using Expert Choice 56
5.2 Sensitivity graph for overall priority ranking 57
5.3 Results after increasing priority vector of GD by 10% 59
5.4(a) Results after reducing priority vector ofGD by 9.9% 60
5.4(b) Results after reducing priority vector of GD by 10.1% 60
5.5(a) Results after increasing priority vector ofPC by 9.9% 61
5.5(b) Results after increasing priority vector ofPC by 10.1% 62
5.6 Results after increasing priority vector of CC by 10% 63
5.7 Results after reducing priority vector of CC by 10% 64
5.8 Results after increasing priority vector of MT by 15% 65
5.9 Results after increasing priority vector ofEM by 10% 66
X
5.10
5.11
5.12
Results after reducing priority vector of EM by 10%
Results after increasing priority vector of A V by 10%
Results after reducing priority vector of A V by 10%
xi
67
68
69
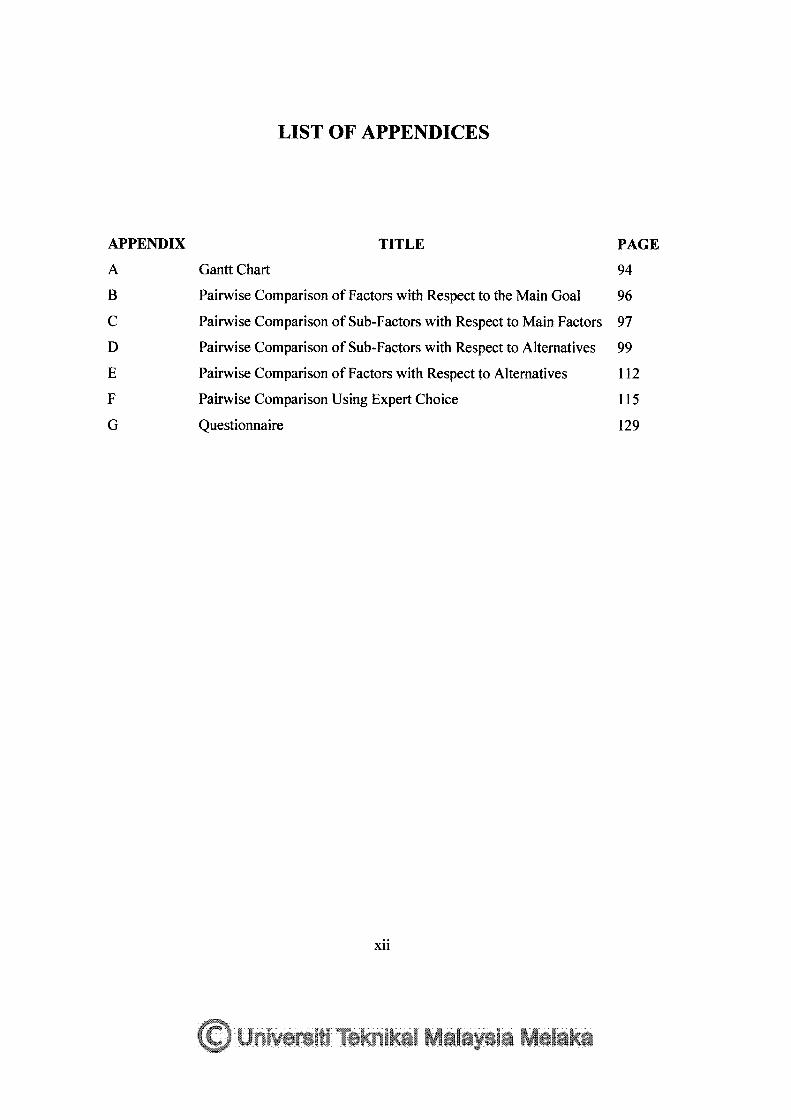
LIST OF APPENDICES
APPENDIX TITLE PAGE
A Gantt Chart 94
B Pairwise Comparison of Factors with Respect to the Main Goal 96
c Pairwise Comparison of Sub-Factors with Respect to Main Factors 97
D Pairwise Comparison of Sub-Factors with Respect to Alternatives 99
E Pairwise Comparison of Factors with Respect to Alternatives 112
F Pairwise Comparison Using Expert Choice 115
G Questionnaire 129
XII

LIST OF ABBREVIATIONS
AHP - Analytical Hierarchy Process
ANP - Analytic Network Process
APITCO - Andhra Pradesh Industrial and Technical Consultancy Organization
A V - Availability of equipments and labors
BM - Blow moulding
BSDA - British Soft Drinks Associations
CC - Cost consideration
CBS - Cambridge Engineering Selector
CI - Consistency Index
CR - Consistency Ratio
DC - Design complexity
EBM - Extrusion blow moulding
EC - Equipment cost
EM - Ease of maintenance
GD - Geometry of the design
ffiM - Injection blow moulding
ILSI - International Life Science Institute
IM - Injection moulding
LC - Labor cost
MAUT - Multi Attribute Utility Theory
MA VT - Multi Attribute Value Theory
MCDM - Multi criteria decision making
MT - Material
NAPCOR - National Association for PET Container Resources
PC - Production characteristics
PET - Polyethylene Terephtalate
PQ - Production quantity
PT - Processing times
RI - Random index
xiii

SBM - Stretch blow moulding
SF - Surface finish
SH - Shape
sz - Size
TC - Tooling cost
TR - Tolerance
WG - Weight
WT - Wall thickness
xiv

CHAPTER I
INTRODUCTION
This chapter explains the project background, problem statement, objectives, scopes
and limitations as well as significance of the study.
1.1 Project Background
Murthy et al. (2008) defines a new product development goes through a multi-stage
process which involves interaction between creativity and management of the process and
the varying needs of potential consumers for the new product. The high cost investment
and unpredictable results of this process has substantial impacts to the protits generated for
a manufacturing business. It has been mentioned that 25% of the sales are represented by
products which are five years old and below.
The new product development programmes often fail due to project related or
technical problems. Project related which refers to the cost and time often exceed the
constraints imposed to the products whereby these products are failed to be introduced to
the market before competitors do. There are also cases in which the new products are
successfully introduced in the market but ultimately failed due to commercial factors such
as poor sales, lower revenue, and others (Murthy et al., 2008). They reported that
insufficient market analysis, product problems or defects, and high costs are the key factors
that lead to products failure.
1

Problems or defects presented with the products are directly related to
manufacturing process involved. Products with defects need to be reworked or even worse,
they need to be discarded for not meeting specifications because these problems will
increase the manufacturing costs and time prior to the marketing of these products. All of
these problems can cause losses in the manufacturing business. Therefore, there is a need
to conduct manufacturing process selections as early as possible in the new product
development. Besides, they also need to adopt concurrent engineering during whereby
different stages run simultaneously. This will help in reducing product development time
and time to market.
In this study, plastic bottles are selected to illustrate this concern. Seven types of
plastics are used to make bottles; namely polyethylene terephthalate (PET), high density
polyethylene (HDPE), vinyl or polyvinyl chloride (PVC), low density polyethylene
(LDPE), polypropylene (PP), polystyrene (PS), and other mixed resins. However, out of
these seven materials, PET is typically used to produce bottles (Gotro, 2011). This project
will concentrate particularly on PET bottles.
Manufacturing process selection in this study is an activity which can be influenced
by many factors. There are geometry of the design, production characteristics, cost
considerations, material, ease of maintenance, as well as the availability of equipments and
labours. As the selection is governed by many factors, it is not an easy task to be
performed. Hence, multi criteria decision making tools are applied in manufacturing
processes selections.
2

This project utilizes AHP, one of the useful tools to select the best alternative
process of PET bottles manufacturing process. AHP was developed by Thomas L. Saaty in
1980s and now it has become as one of the most frequently used tools for multi criteria
decision making process. It simplifies the complex decision making process and thus
reduces the time needed for manufacturing process selection. Analysis using AHP is better
than using another tool as it models the problem in the form of a hierarchy structure which
represents a relationship between each element to an overall goal. Therefore, it helps
decision makers to find alternative solutions that best suit their objectives.
1.2 Problem Statement
The rapid growth of manufacturing industries from time to time is causing intense
competition between them (Swift and Booker, 2003). Manufacturing businesses are
competing with each other to provide higher quality products and cheaper manufacturing
cost per unit. Besides, customers' demands for some products which keep rising have
urged manufacturers to seek alternatives that can reduce the time to manufacture products.
This situation has become a great challenge for new products (Swift and Booker, 2003).
Both quality and cost are essential to be taken into consideration from the beginning
of the development process of the product. The quality of any product is characterized by
its conformity with respect to design specifications and requirements. According to Booker
and Swift (2001), the cost of quality is estimated to be 20% of companies' total turnover.
Products' failure during manufacturing or usage by customers is the dominant portion out
of aforementioned percentage. Failure of products may result from rework and scrap which
will reflect company's losses.
As products' quality is closely related to manufacturing, the selection of
manufacturing process is a crucial activity to be carried out at the early stage of product
3

development (Esawi and Ashby, 2000). According to Hollins and Pugh (1990), the
conceptual design stage is one of the early stages in the product development process. The
success of a new product introduction is highly depending on the steps or activities
performed at this stage.
However, Krishnakumar (2003) mentions that manufacturing process selection is
one of the most often performed processes during a detail design stage instead of during
the conceptual design stage. This process is not appropriate to be performed during detail
design stage due to constraints imposed to products. Redesigning the products will increase
the time and costs in manufacturing. Therefore, the most appropriate process needs to be
identified as early as possible to maintain a lower manufacturing costs (Ashby, 1999).
Anyhow, it is hard to be realized due to many factors int1uencing the selection.
Until now, various methods and techniques have been developed for manufacturing
process selection. One ofthe famous methods was introduced by Ashby (2004) consists of
four steps; translating, screening, ranking, and documenting. These steps are adopted in the
manufacturing process selection until the best process is identified. This approach also
used concurrently with the Cambridge Engineering Selector (CES) software. Swift and
Booker (2003) have developed Process Information Maps (PRIMAs) software which is
similar to CES.
However, these methods do not distinguish the strengths and weaknesses each of
these processes. Multi criteria decision making (MCDM) tools can be employed to reduce
this problem. MCDM tools are categorized into two; the first one accepts qualitative inputs
and it performs based on the decision maker's own judgment while the second one is for
both qualitative and quantitative inputs (Tam et al., 2007). One of the tools in the first
category, Analytical Hierarchy Process (AHP) is suitable to be used in this study as own
preferences are used. Currently, there is no study discusses about the manufacturing
4
process selection using AHP. Thus, this project intends to apply AHP in the manufacturing
process selection which can be beneficial to manufacturing engineers to determine the most
appropriate manufacturing process for PET bottles.
1.3 Objectives
The main goal of this project is to perform manufacturing process selection for PET
bottles using Analytical Hierarchy Process (AHP). In order to achieve this aim, this study
is conducted based on these specific objectives:
i. To identify the factors and sub-factors that influence the selection.
ii. To conduct sensitivity analysis to verify decisions.
1.4 Scope and Limitations
This study is carried out within the following limits:
i. Utilization of AHP for solving multi criteria manufacturing process selection.
ii. Selection process in this project is specifically demonstrated for PET bottles.
iii. Sensitivity analyses are performed using Expert Choice software.
5