fab valarie welsh co-op presentation for kodak iss
TRANSCRIPT

FAB
VALARIE WELSH CO-OP PRESENTATION FOR KODAK ISS

PROJECTS
• START UP OF SVG 1
• IDLE TIME STUDY
• FILTER FLOW EXP (DOE)
• DI SUPPLY DIAGRAMS
• OTHER
START UP OF SVG1
• EXPLORE TRACK MECHANISM
• IDENTIFY PARTICLE ISSUE
• EXPERIENCE POINTS TO IDLE TIME
• IDLE TIME EXP

SVG TRACK PARTICLES•PR CRATERS•RESIST RESIDUE•ADD ON PARTICLES•SCRATCHES•OVAL/CIRCLES

IDLE TIME EXP RESULTS
Particles vs. Idle Time Wafers By Group
-2
0
2
4
6
8
10
12
14
16
18
0 2 4 6 8 10 12 14
Zero Hrs
1/2 Hrs
1 Hrs
1.6
1.5
2 Hrs
2.5 Hrs
4 Hrs
13 Hrs
-100
0
100
200
300
400
500
600
700
Col
umn
2 A
ctua
l
-100 0 100 200 300 400 500 600 700
Column 2 Predicted P=0.0007 RSq=0.29
RMSE=90.082
-1
01
23
45
67
89
Col
umn
2 A
ctua
l
-15 -10 -5 0 5 10
Column 2 Predicted P=0.2616 RSq=0.05
RMSE=1.8354

CONCLUSIONS ABOUT IDLE TIME
Lack Of Fit Source DF Sum of Squares Mean Square F Ratio Lack Of Fit 10 6970.46 697.0 0.0622 Pure Error 24 268934.00 11205.6 Prob > F Total Error 34 275904.46 1.0000 Max RSq 0.3091 Parameter Estimates Term Estimate Std Error t Ratio Prob>|t| Intercept -8.889624 16.98978 -0.52 0.6042 Column 1 0.0481929 0.012894 3.74 0.0007
Effect Tests Source Nparm DF Sum of Squares F Ratio Prob > F Column 1 1 1 113362.54 13.9698 0.0007
-100
0
100
200
300
400
500
600
700
Col
umn
2 A
ctua
l
-100 0 100 200 300 400 500 600 700
Column 2 Predicted P=0.0007 RSq=0.29
RMSE=90.082
-1
01
23
45
67
89
Col
umn
2 A
ctua
l
-15 -10 -5 0 5 10
Column 2 Predicted P=0.2616 RSq=0.05
RMSE=1.8354
Lack Of Fit Source DF Sum of Squares Mean Square F Ratio Lack Of Fit 7 11.555209 1.65074 0.4089 Pure Error 18 72.666667 4.03704 Prob > F Total Error 25 84.221876 0.8843 Max RSq 0.1805 Parameter Estimates Term Estimate Std Error t Ratio Prob>|t| Intercept 2.6035494 0.55549 4.69 <.0001 Column 1 -0.003854 0.003355 -1.15 0.2616 Effect Tests Source Nparm DF Sum of Squares F Ratio Prob > F Column 1 1 1 4.4447910 1.3194 0.2616
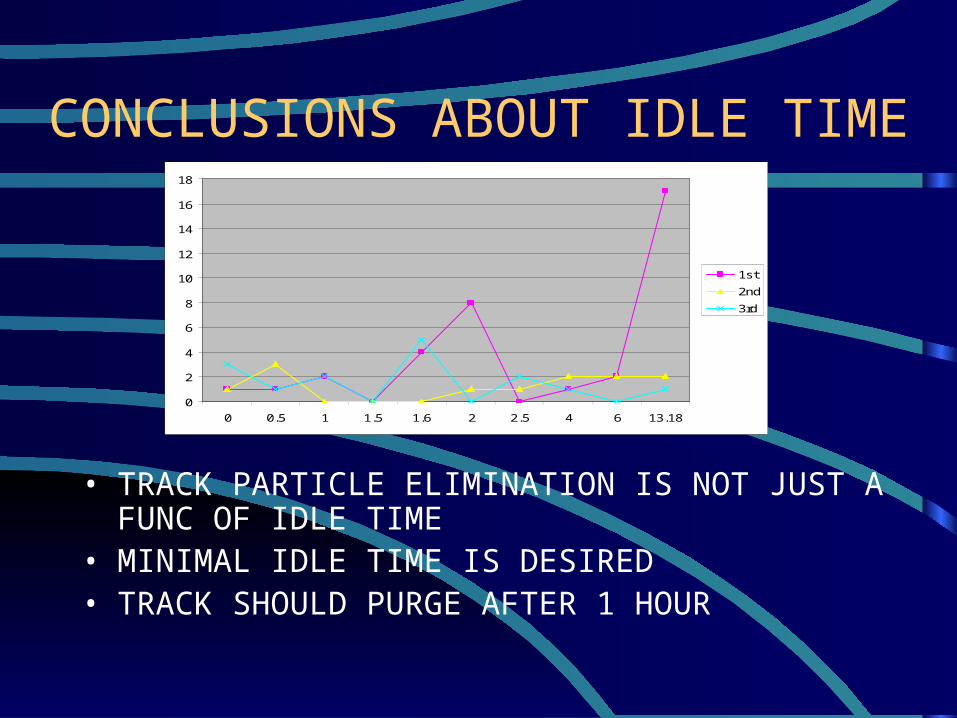
CONCLUSIONS ABOUT IDLE TIME
• TRACK PARTICLE ELIMINATION IS NOT JUST A FUNC OF IDLE TIME
• MINIMAL IDLE TIME IS DESIRED• TRACK SHOULD PURGE AFTER 1 HOUR
0
2
4
6
8
10
12
14
16
18
0 0.5 1 1.5 1.6 2 2.5 4 6 13.18
1st
2nd
3rd
SVG1 STARTUP• BEGAN WITH NON CRIT LEVEL EXP
ECN AND GREW TO FULL PROCESS CAPABILITY IN ONE ROOM
• INCREASED WORKCENTER CAPACITY BY 33 LOTS PER DAY
• ALL LITH PROCESSING STEPS ON THE FIRST FLOOR

RINSE EXPERIMENT
• BASED ON DEFECTS CONCLUDE RESIST DAMAGE
• EXPERIENCE ISOLATES RINSE MECHANISM
• EXPLORE FACTORS AFFECTING RINSE

POSSIBLE FACTORS:
• WAFER TEMP• BOWL COVER O/F• BAKE COVERS O/F• DEV DISP. TIME• DI DISP. TIME• SPIN SPEEDS• DEV DISP. POS.• DI DISP. POS.• BACKSIDE RINSE O/F• DI DISP. PRESSURE• TRACK IDLE TIME• IMPACT POINT• BUFFER WAFERS
• HISTORICAL DATA ELIMINATED SOME FACTORS
• OTHERS COULD NOT BE RIGOROUSLY MEASURED
• SOME COULD NOT BE CONTROLED

FACTOR CHOICES
• THEORY THAT RESIST DAMAGE IS PURELY MECHANICAL
S1: 6.2S5: 5.9
S1: 2.1S5: 1.6
13.7
20
40
60
80

FACTORS STUDIED
• DI DISP. TIME• DI DISP. HEIGHT• IMPACT POINT• RINSE SPIN SPEED• DI DISP. FLOW*
Response QTY Actual by Predicted Plot
-10
0
10
20
30
40
50
60
70
QT
Y A
ctu
al
-10 0 10 20 30 40 50 60 70
QTY Predic ted P=0.6720 R Sq=0.17
R MSE=9.1572
Summary of Fit RSquare 0.168932 RSquare Adj -0.05568 Root Mean Square Error 9.157161 Mean of Response 3.125 Observations (or Sum Wgts) 48 Analysis of Variance Source DF Sum of Squares Mean Square F Ratio Model 10 630.6667 63.0667 0.7521 Error 37 3102.5833 83.8536 Prob > F C. Total 47 3733.2500 0.6720
Lack Of Fit Source DF Sum of Squares Mean Square F Ratio Lack Of Fit 5 419.2500 83.8500 1.0000 Pure Error 32 2683.3333 83.8542 Prob > F Total Error 37 3102.5833 0.4336 Max RSq 0.2812

CONCLUSIONS ABOUT RINSE
THESE ARE STATISTICALLY DISPUTABLE:
• IMPACT POINT IS SIGNIFICANT FACTOR
• FLOW IS ALSO A SIGNIFICANT FACTOR ALTHOUGH NOT STUDIED
DI SUPPLY DIAGRAMS
• POTENTIAL CONTAMINATION SOURCES
• DOCUMENTATION
• COMPARISON

SVG 1 DI SUPPLY COMPONENTS
1) 1/8” CLEAR HOSE
2) ½” WHT NUT
3) ¼” HEADLESS HOLLOW SCREW
4) ½” WHT NUT
5) ¼” HEADLESS HOLLOW SCREW
6) 1” WHT NUT
7) ¼:” CLEAR HOSE
8) WHT NUT TO ½” SCREW
9) ½” HEADLESS HOLLOW SCREW
10) 1” WHT NUT
… 87) 1” WHT ½ THREADED SCREW
88) 1½” WHT CONNECTOR
89) 1” WHT TEFLON COVERED HOLLOW HEADLESS SCREW
90) 1” WHT NUT (SLIM)
91) 1” WHT TEFLON COVERED HOLLOW HEADLESS SCREW
92) GREY/BLACK “FLOW” CYLINDER
93) TEFLON COVERED GREY/BLCK THREADED CONNECTOR
94) GREY/BLACK PIPE ASSEMBLY (3”)
95) RED HANDLE
96) FLOOR
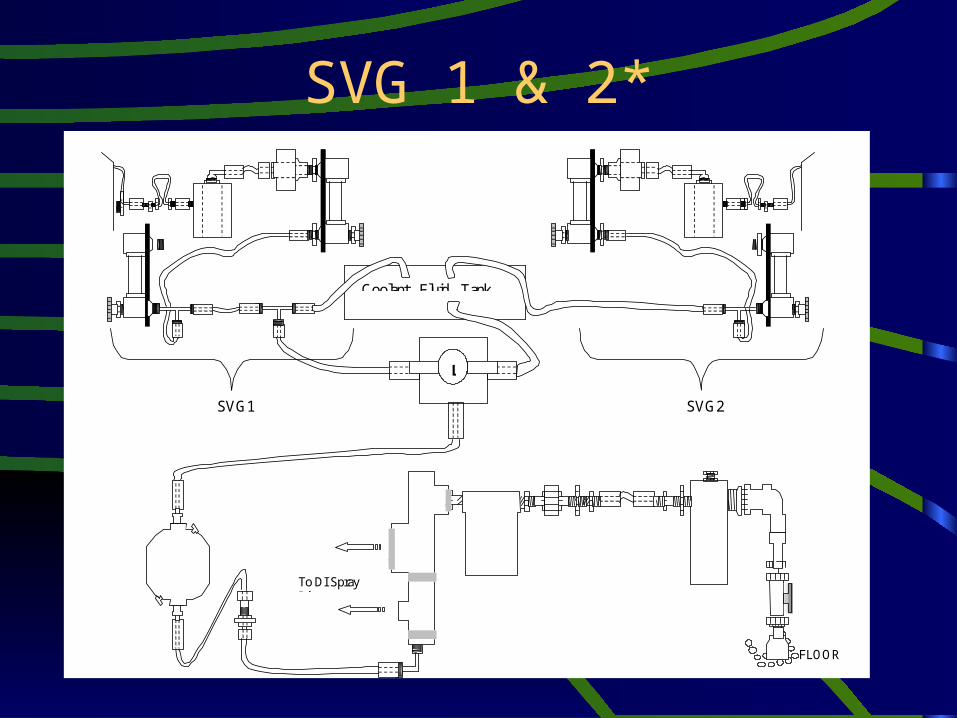
SVG 1 & 2*
FLOOR
To DI Spray Rinse
L
SVG2
Coolant Fluid Tank
SVG1

OTHER PROJECTS
• CHANGED DI DISP POS. ON SVG2
• DATA COLLECTION FOR J ANDRUS
• PROCESS SUPPORT THROUGH SVG 5 “CRISIS”
• RESPONSIBILITY FOR DAILY QUAL

SUMMARY
• START UP OF SVG 1
• IDLE TIME STUDY
• FILTER FLOW EXP (DOE)
• DI SUPPLY DIAGRAMS
• OTHER
ACKNOWLEDGEMENTS
• OPERATIONS STAFF IN LITH WORKCENTERS
• BRIAN HANDEL
• JOE SUMMA & ENGINEERS
• DAN FULLERTON & BRIAN HARDING
• ERIC PREY
• ANDREW WELSH