debottlenecking metallurgical and sulphur-burning sulphuric acid plants…€¦ · ·...
TRANSCRIPT
DEBOTTLENECKING ACID PLANTS
Mahecha-Botero, Cooper, Aksenov, Nikolaisen, 2013
1
Andrés Mahecha-Botero, Ph.D., P.Eng., Process Engineer C. Guy Cooper, P. Eng., Director Sulfuric Acid
Igor Aksenov, P.Eng., Process Engineer Kim Nikolaisen, Ph.D., Process Engineer
October 18-22, 2015
Fortaleza, Brasil NORAM Engineering and Constructors Ltd., Vancouver, Canada
DEBOTTLENECKING METALLURGICAL AND SULPHUR-BURNING SULPHURIC ACID
PLANTS: CAPACITY INCREASE AND REDUCTION OF EMISSIONS

DEBOTTLENECKING ACID PLANTS
Mahecha-Botero, Cooper, Aksenov, Nikolaisen, 2013
2
OUTLINE
1. Introduction
2. General Acid Plant Debottlenecking Concepts
• Unplug the arteries • Performance enhancement • Energy recovery • Emissions reductions
3. Conclusions
DEBOTTLENECKING ACID PLANTS
Mahecha-Botero, Cooper, Aksenov, Nikolaisen, 2013
3
NORAM Engineering
v Based in Vancouver
v Founded in 1988
v Approximately 200 employees
v Focus on Technology
v Own BC Research Laboratories
v Own Axton Fabrication Shop
v Alliance with Tenova Minerals (formerly Bateman Engineering N.V.)
v Own NORAM International AB (Sweden)
v Alliance with Turboscrubber (Osprey/FTL)

DEBOTTLENECKING ACID PLANTS
Mahecha-Botero, Cooper, Aksenov, Nikolaisen, 2013
4
• Australia • Belgium • Brazil • Canada • Chile • China • Czech Republic • France • Finland • Germany • India • Kazakhstan • Mexico • Morocco • Peru • Portugal • Russia • Tunisia • Venezuela • UK • USA
Our Clients ABSA/Fertinal Agrium Agrogen ASARCO Bateman Engineering Bayer BHP Copper Cargill Cellulose du Maroc Chemetics Chevron Climax Molybdenum Codelco Cominco ConocoPhillips Duke Energy DuPont First Chemical Corp Georgia Pacific Huntsman Chemicals Innophos International Paper Kennecott Utah Copper Magma Copper Marsulex Mexicana de Cobre Monsanto Mosaic
Met Mex Penoles Mexichem Newmont Gold Nexen Chemicals
OCP Maroc Paradeep Phosphates Ltd. Pequiven, PDVSA Port Kembla Copper
Phelps Dodge PCS Phosphates Potlatch Corp. Rhodia Qajamarquilla, Refineria de Zinc Quimigal Rubicon Sherritt International Texas Brine Tianji Uniroyal Vale Inco Westlake Weyerhaeser Xstrata

DEBOTTLENECKING ACID PLANTS
Mahecha-Botero, Cooper, Aksenov, Nikolaisen, 2013
5 5
Stainless Steel Converter with Internal Exchanger
Stainless Steel Converter with Internal Exchanger
RFTM SFTM Preheat Exchanger
RFTM SFTM Gas to Gas Heat Exchanger
Acid Towers
Acid Coolers
Tel: (604) 681-2030 • Fax: (604) 683-9164 • [email protected]
www.noram-eng.com
HPTM Saddle Packing
SMARTTM Acid Distributor

DEBOTTLENECKING ACID PLANTS
Mahecha-Botero, Cooper, Aksenov, Nikolaisen, 2013
6
(2) GENERAL ACID PLANT DEBOTTLENECKING CONCEPTS

DEBOTTLENECKING ACID PLANTS
Mahecha-Botero, Cooper, Aksenov, Nikolaisen, 2013
7
Analogy: Unplug the Arteries
Can we just speed up the flow?
DEBOTTLENECKING ACID PLANTS
Mahecha-Botero, Cooper, Aksenov, Nikolaisen, 2013
8
Reduction of Pressure Drop
Strategies include the use of: • Low pressure drop Catalyst
• and larger diameter “dust protection catalyst”
• Air filter and sulfur filter • Equipment in parallel
DEBOTTLENECKING ACID PLANTS
Mahecha-Botero, Cooper, Aksenov, Nikolaisen, 2013
9
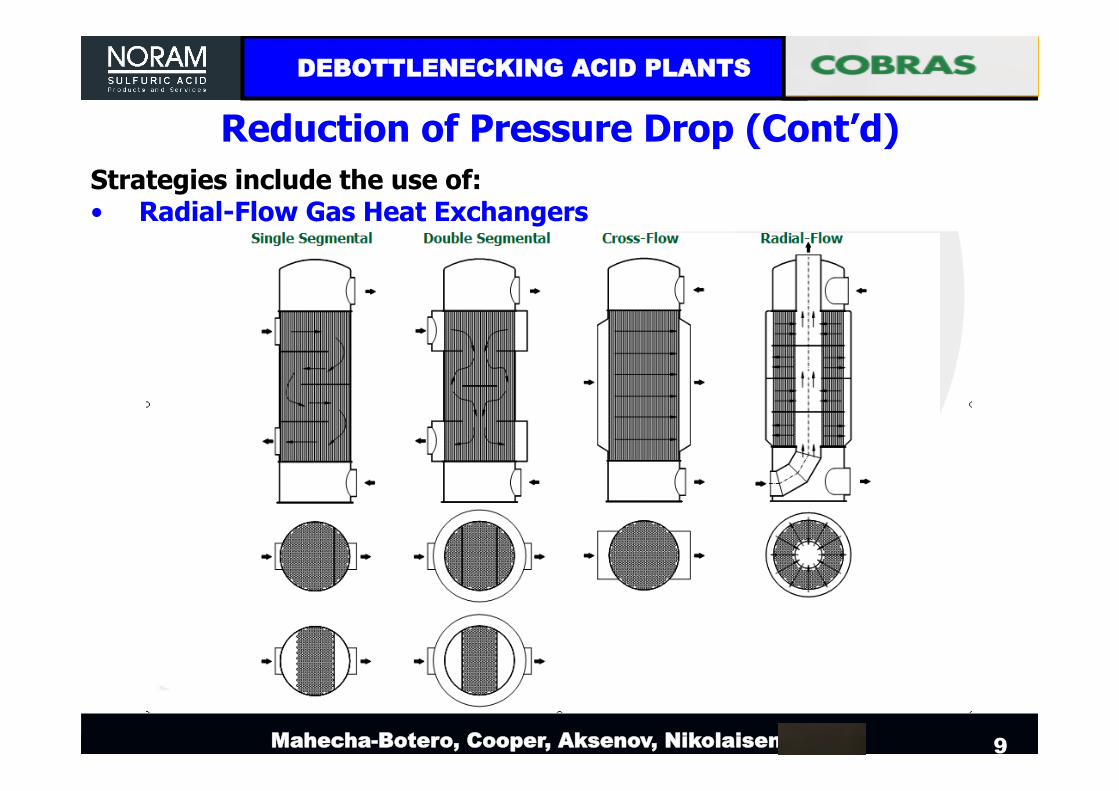
Reduction of Pressure Drop (Cont’d) Strategies include the use of: • Radial-Flow Gas Heat Exchangers

DEBOTTLENECKING ACID PLANTS
Mahecha-Botero, Cooper, Aksenov, Nikolaisen, 2013
10
Reduction of Pressure Drop (Cont’d) Strategies include the use of: • Radial-Flow Gas Heat Exchangers
• Symmetric heat transfer • Extended life • Improved heat transfer • Compact design • Low pressure drop • Metal temperature control • Reduced condensation & fouling
DEBOTTLENECKING ACID PLANTS
Mahecha-Botero, Cooper, Aksenov, Nikolaisen, 2013
11
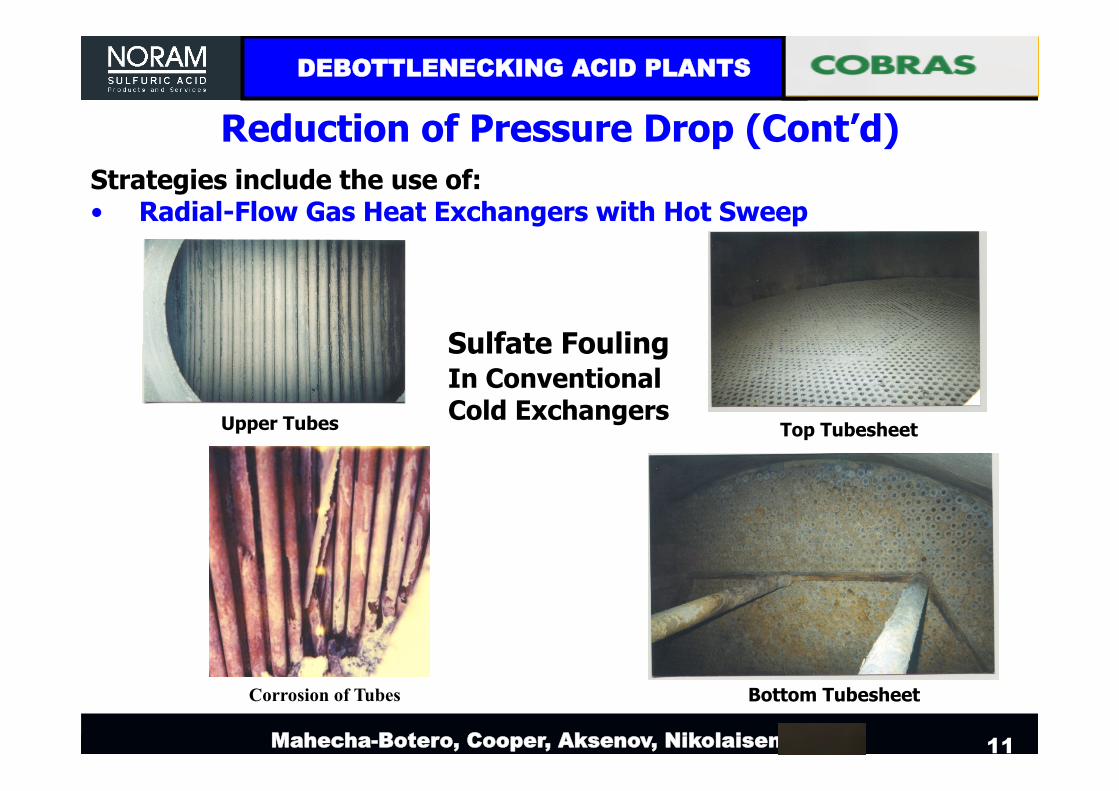
In Conventional Cold Exchangers
Sulfate Fouling
Corrosion of Tubes
Upper Tubes
Bottom Tubesheet
Top Tubesheet
Reduction of Pressure Drop (Cont’d) Strategies include the use of: • Radial-Flow Gas Heat Exchangers with Hot Sweep
DEBOTTLENECKING ACID PLANTS
Mahecha-Botero, Cooper, Aksenov, Nikolaisen, 2013
12
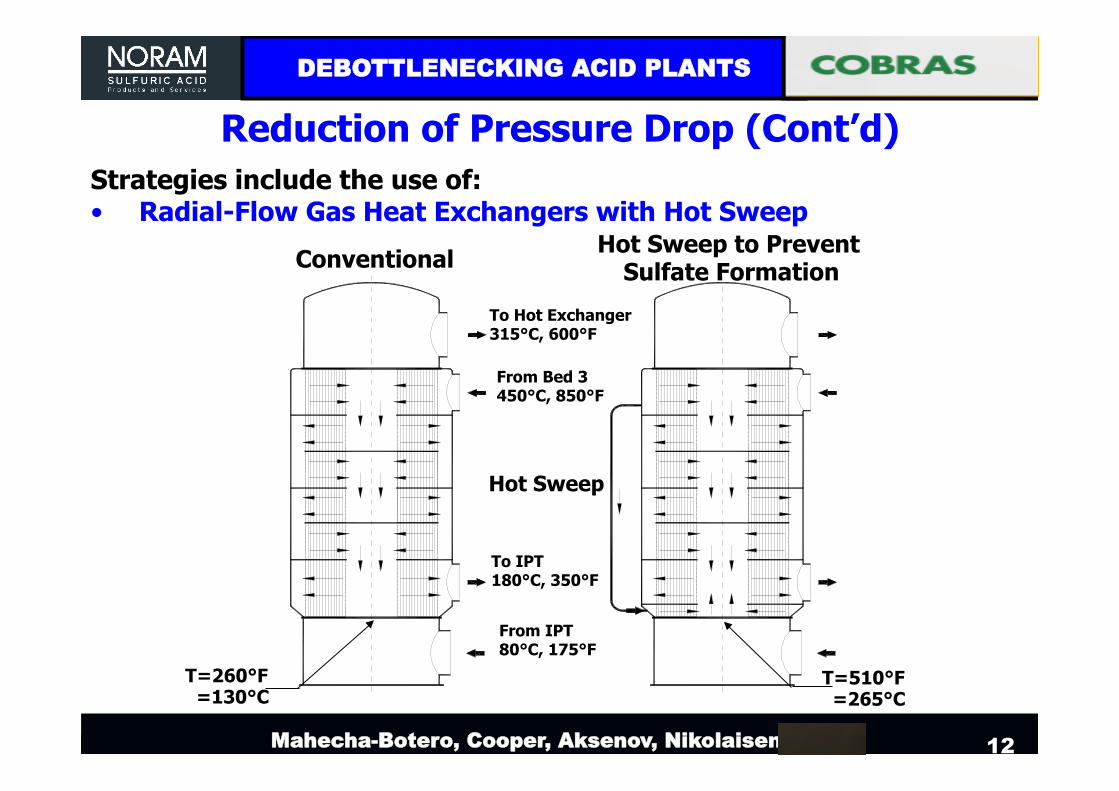
Reduction of Pressure Drop (Cont’d) Strategies include the use of: • Radial-Flow Gas Heat Exchangers with Hot Sweep
From Bed 3 450°C, 850°F
To IPT 180°C, 350°F
To Hot Exchanger 315°C, 600°F
From IPT 80°C, 175°F
T=260°F =130°C
T=510°F =265°C
Conventional Hot Sweep to Prevent
Sulfate Formation
Hot Sweep

DEBOTTLENECKING ACID PLANTS
Mahecha-Botero, Cooper, Aksenov, Nikolaisen, 2013
13
Simplot Pocatello New Cold Exchanger with Hot Sweep

DEBOTTLENECKING ACID PLANTS
Mahecha-Botero, Cooper, Aksenov, Nikolaisen, 2013
14
Cold Reheat Pressure Drop JR Simplot Company Don Plant
400 SA Cold Reheat Exchanger Pressure Drop
0
5
10
15
20
25
30
35
40
45
50
3/20/03 6/28/03 10/6/03 1/14/04 4/23/04 8/1/04 11/9/04 2/17/05 5/28/05 9/5/05
Pres
sure
Dro
p ("
H2O
)

DEBOTTLENECKING ACID PLANTS
Mahecha-Botero, Cooper, Aksenov, Nikolaisen, 2013
15
NORAM Design Much lower number of tubes • 2,800 vs. 5,400
Much lower overall weight • 300,000 lbs vs 500,000 lbs
Shell diameter much smaller • 16 ft vs. 20 ft
Per the salesman: It will do the same heat transfer as the current unit, won’t scale, won’t corrode, and last twice as long!!

DEBOTTLENECKING ACID PLANTS
Mahecha-Botero, Cooper, Aksenov, Nikolaisen, 2013
16
Operation Post Installation
• The 400 Sulfuric acid plant operates on 2 year turnaround cycles. • From 2006-2008, no major increase in pressure drop • Turnaround inspection only. No planned cleaning!
JR Simplot Company Don Plant 400 SA Cold Reheat Exchanger Pressure Drop
0
5
10
15
20
25
30
35
40
45
50
3/24/06 7/2/06 10/10/06 1/18/07 4/28/07 8/6/07 11/14/07 2/22/08 6/1/08 9/9/08
Pres
sure
Dro
p ("
H2O
)

DEBOTTLENECKING ACID PLANTS
Mahecha-Botero, Cooper, Aksenov, Nikolaisen, 2013
17
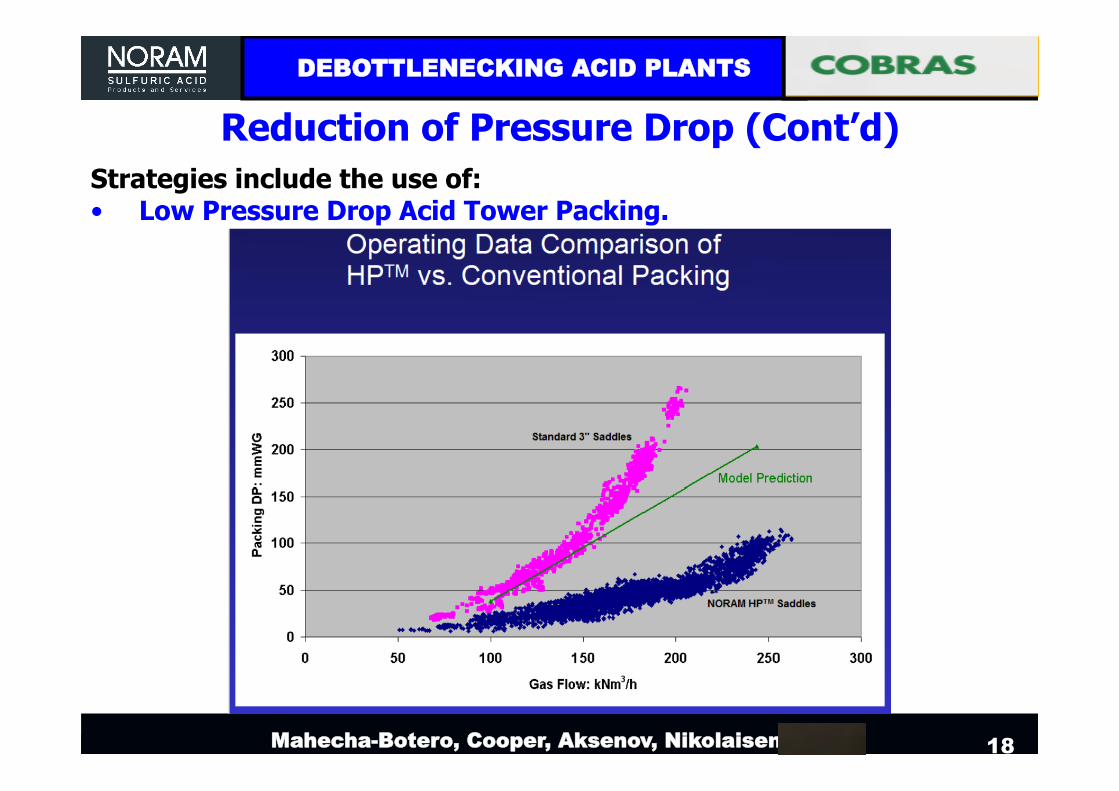
Reduction of Pressure Drop (Cont’d) Strategies include the use of: • Low Pressure Drop Acid Tower Packing
NORAM HP™ Saddle Packing
Benefits: • Low Pressure Drop • Quality Porcelain Ceramic • Strong, Few Chips
DEBOTTLENECKING ACID PLANTS
Mahecha-Botero, Cooper, Aksenov, Nikolaisen, 2013
18
Reduction of Pressure Drop (Cont’d) Strategies include the use of: • Low Pressure Drop Acid Tower Packing.
DEBOTTLENECKING ACID PLANTS
Mahecha-Botero, Cooper, Aksenov, Nikolaisen, 2013
19
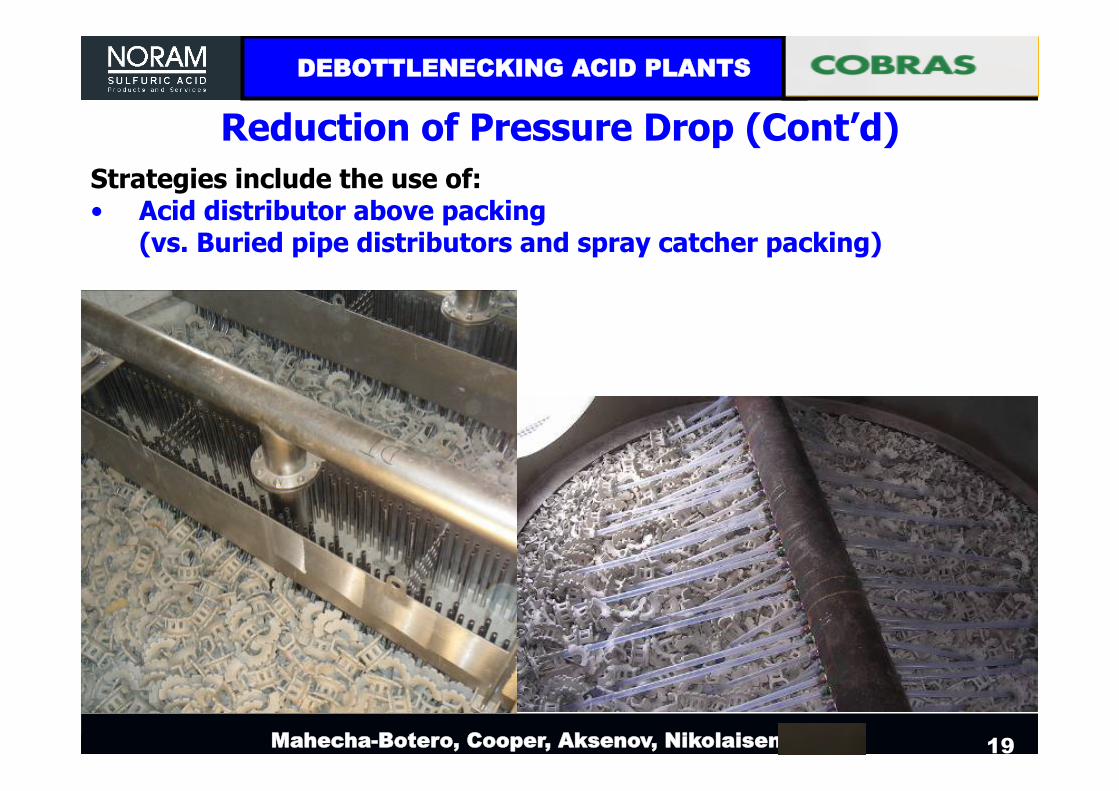
Reduction of Pressure Drop (Cont’d) Strategies include the use of: • Acid distributor above packing
(vs. Buried pipe distributors and spray catcher packing)

DEBOTTLENECKING ACID PLANTS
Mahecha-Botero, Cooper, Aksenov, Nikolaisen, 2013
20
Did we get the arteries unplugged?
Yes → Good
No → Performance enhancement

DEBOTTLENECKING ACID PLANTS
Mahecha-Botero, Cooper, Aksenov, Nikolaisen, 2013
21
Increase of SO2 Gas Strength
• Increasing the concentration of SO2 in the process gas is the most cost-effective way to increase plant capacity
• Example: change from 9 to 12 Vol% SO2 = 33% capacity increase change from 11 to 12 Vol% SO2 = 9% capacity increase
• Allows increased production, without significant changes to the main blower

DEBOTTLENECKING ACID PLANTS
Mahecha-Botero, Cooper, Aksenov, Nikolaisen, 2013
22
Increase of SO2 Gas Strength (Cont’d) Factors that may limit the maximum SO2 concentration include: • Temperature tolerance of the materials of construction
• Maximum temperature from outlet of converter bed #1. (1166°F) • Formation of NOx • Heat removal capacity
• Catalyst requirements • O2 availability (max ~ 12 vol% SO2 sulfur burning) • Maximum SO2 strength from the smelter

DEBOTTLENECKING ACID PLANTS
Mahecha-Botero, Cooper, Aksenov, Nikolaisen, 2013
23
Still need more Performance Enhancement? (= more acid production)
Strategies include: • Main blower location: move from “sucker” to “pusher” (ducting
only, not blower) • Furnace and Waste Heat Boiler Bypass • Booster fan after the Interpass Absorption Tower
• Conversion from Double to Single Absorption with Tail gas scrubbing
DEBOTTLENECKING ACID PLANTS
Mahecha-Botero, Cooper, Aksenov, Nikolaisen, 2013
24
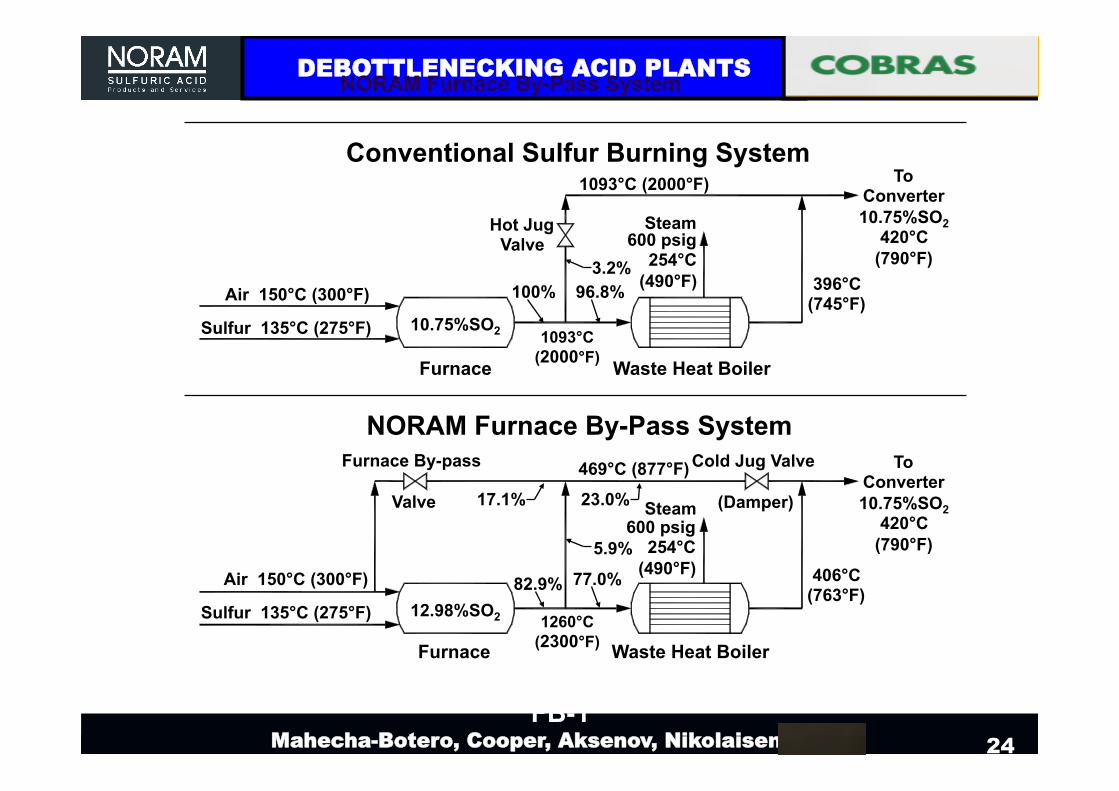
NORAM Furnace By-Pass System
FB-1
Furnace Waste Heat Boiler
Conventional Sulfur Burning System
NORAM Furnace By-Pass System
Furnace Waste Heat Boiler
To Converter 10.75%SO2
420°C (790°F)
To Converter 10.75%SO2
420°C (790°F)
10.75%SO2
12.98%SO2
100% 96.8%
82.9% 77.0%
3.2%
Hot Jug Valve
Steam 600 psig
254°C (490°F)
Steam 600 psig
254°C (490°F) 406°C
(763°F)
396°C (745°F)
1093°C (2000°F)
1260°C (2300°F)
Furnace By-pass
Valve
Cold Jug Valve
(Damper)
Air 150°C (300°F)
Sulfur 135°C (275°F)
5.9%
17.1% 23.0%
Air 150°C (300°F)
Sulfur 135°C (275°F)
469°C (877°F)
1093°C (2000°F)

DEBOTTLENECKING ACID PLANTS
Mahecha-Botero, Cooper, Aksenov, Nikolaisen, 2013
25
Energy Improvements and Equipment Upgrades
Strategies include: • Main blower location relative to Drying Tower:
• “pusher” max steam production due to more acid produced • “sucker” max steam per unit of acid produced
• Dew point analyzer
• Rotating equipment upgrades
• Blower motor VFD • Steam turbine upgrades (steam conditions, jets, gear box, impeller, all new)

DEBOTTLENECKING ACID PLANTS
Mahecha-Botero, Cooper, Aksenov, Nikolaisen, 2013
26
Steam System Improvements
Strategies include:
• Recovery of heat from hot sulfuric acid:
• Preheating boiler feed water • Production of intermediate pressure steam
• Heat recovery from boiler blowdown systems
• Replacement of SO3 coolers with steam equipment

DEBOTTLENECKING ACID PLANTS
Mahecha-Botero, Cooper, Aksenov, Nikolaisen, 2013
27
Reduction of Emissions of Sulfur Dioxide
Review: • Loading of the catalytic converter • Catalyst activity, catalyst type, pressure effect on kinetics • Design and mechanical conditions of catalytic converter and gas
exchangers (gas bypass) • Dedicated final tower pump tank to eliminate SO2 stripping in
Final Absorption Tower

DEBOTTLENECKING ACID PLANTS
Mahecha-Botero, Cooper, Aksenov, Nikolaisen, 2013
28
Reduction of Emissions of SO3 and H2SO4:
Review: • Design and mechanical conditions of the final absorption tower,
incl. acid distributor, tower packing, acid irrigation rates • Operating conditions of the final absorption tower • Gas bypassing
DEBOTTLENECKING ACID PLANTS
Mahecha-Botero, Cooper, Aksenov, Nikolaisen, 2013
29
Reduction of Sulfuric Acid Mist or Sprays
Review: • Design and sizing of the mist eliminators • Mechanical conditions of the mist eliminators • Add candles or use longer candles if extra space. Or candle-in-
candle • TurboScrubber system

DEBOTTLENECKING ACID PLANTS
Mahecha-Botero, Cooper, Aksenov, Nikolaisen, 2013
30
Conclusions Debottlenecking
Efficiency • Energy recovery and equipment design
Emission Reduction • Catalyst • Acid tower design • Gas bypassing • SO2 Tail gas scrubbing
• “Unplug arteries” • Reduce pressure drop (catalyst, gas-exchangers, packing, mist eliminators) • Increase heat exchanger capacity
• “Performance enhancement” • Increase SO2 gas strength • Furnace/WHB Bypass • “Pusher” vs. “sucker” • Booster fan
DEBOTTLENECKING ACID PLANTS
Mahecha-Botero, Cooper, Aksenov, Nikolaisen, 2013
31
THANK YOU!