bio-diesel production based on waste cooking oil
TRANSCRIPT

Bio-diesel Production based on Waste Cooking Oil:
Promotion of the Establishment of an Industry in Ireland
ALTENER CONTRACT No. XVII/4.1030/AL/77/95/IRL
Final Report, Sept 1997
W. Korbitz, Austrian Biofuels Institute, Vienna, Austria.
B. Rice, A. Frohlich, R. Leonard, Teagasc, Oak Park Research Centre, Carlow, Ireland.
Bio-diesel production based on waste cooking oil:
promotion of the establishment of an industry in Ireland
1. Introduction
The acceptance of rape methyl ester produced to an agreed high quality specification as
a replacement fuel for diesel engines has grown steadily throughout the EU. Has
recently been reached on a CEN specification for bio-diesel, following an initiative of
the EC (Commission of European Communities, 1993). In Ireland, a demonstration
project has been completed in which a bus, two mini-buses, a pleasure cruiser, an
articulated truck and several light transport vehicles have travelled over 100,000km on
rape methyl ester (Rice, 1995).. Few technical problems were encountered, and the
reaction of fleet managers was generally positive. Public reaction to the concept of an
indigenous, renewable fuel with several environmental advantages has been
enthusiastic.
The main problem which has impeded the development of bio-diesel production from
rape-seed oil in Ireland is its high cost, which is determined mainly by the cost of the
oil. Several possibilities have been identified as potential lower-cost feedstocks:
(i) Waste cooking oil from the catering industry: Over 100,000t of oils and fats
are imported into Ireland each year (Central Statistics Office, 1997). The usage of
oils and fats amounted to 35.4 kg per capita in 1995, below the EU average of 41.9
kg(Anon, 1997). Trade sources estimate that about 45-50,000t (15 kg per capita) of
this material is used for cooking, mainly in households or in catering. No estimate is
available of the amount of waste cooking oil that is potentially collectible for
recycling, but about 5000t is collected at present, mainly from the catering trade.
Estimates of collectible waste cooking oil from other countries vary from 13 kg per
capita per year in Belgium to 5 kg per capita per year in Austria (Pelkmans 1996,
Mittelbach 1996). Mittelbach also shows that 41% of the waste oil in Austria arises
from catering and industrial use, which is relatively easy to collect (Mittelbach,
1996).
If the Austrian data is applicable to Ireland, it suggests that about 10,000t of waste
oil could be collected from catering and industrial users. If the same holds
2

throughout the
3

EU, then the total amount of readily collectible waste cooking oil exceeds 1 million
tonnes. The use of this material for bio-diesel would allow the production of the
industry to be more than doubled from its present level.
The end user of the collected product throughout the EU at present is almost
exclusively the animal feed industry. There is a risk that tightening controls on
animal feed quality may eventually put an end to this usage; this has already
happened in Austria and Germany. It is likely that the uncollected waste oil is being
dumped into sewage systems or land-fill sites, thereby generating additional waste
disposal problems.
Waste oil collectors do not usually make any payment for the oil, but collection and
cleaning costs are high. The price available from the animal feed industry in Ireland
has varied between £IR140 and £IR220 per tonne in recent years
The quality of this material may be expected to vary between countries,
depending on the vegetable oil used, and variations in cooking practices and
waste oil storage and collection systems.
Bio-diesel has been produced from waste cooking oil in a small plant in Austria
for several years (Mittelbach, 1996). Preliminary trials have also been carried
out by Teagasc in Ireland. While results have been generally satisfactory, More
development and demonstration work is required if an industry is to be
established.
(ii) Oil from alternative oil-seed crops: One alternative crop, camelina sativa, is
being examined at Oak Park. Camelina sativa is a spring annual oilseed plant of
the genus Cruciferae which grows well in temperate climates and on poor soils, and
matures earlier than other oilseed crops. Its oil yield is similar to that of rape, but
it requires lower fertiliser and pesticide inputs, which leads to a lower cost and a
more favourable energy ratio. Modern plant breeding technology may well
succeed in combining low-input requirements with desirable oil characteristics
in this and other oil-seed crops.
(iii) Tallow: About 100,000 tonnes of beef tallow is produced annually in
Ireland. Much of the lower-grade tallow has been used in animal feed
compounds, but the future of this market has been brought into question by the
4

outbreak of BSE in 1996. Legislation to ban the use in animal feeds of tallow
from brain and spinal offals is to take effect throughout the EU in 1998, and will
generate a supply of tallow for which there is no existing market. In addition, a
reduced demand for tallow in animal feeds has reduced its price and increased
its attractiveness as a bio-diesel feedstock.
Preliminary laboratory tests at Oak Park suggest that a good quality bio-diesel
could be produced from tallow, but that much more work was needed to
establish process requirements and methyl ester properties.
2. Objectives and project participants
2.1 Objectives:
The overall objective of the project was to establish the feasibility of, and provide
technical support for, the establishment of a small-scale bio-diesel plant in Ireland.
Dublin Products (a project partner) are considering the feasibility of building such a
plant to utilise their supplies of waste cooking oil and tallow, with Newgrain (another
partner) to assemble oil-seed crops and supply vegetable oils. Sufficient bio-diesel was
produced by Teagasc to allow a full evaluation of the bio-diesel, including vehicle tests,
to take place. Local technical support for all phases of the project was provided by
Teagasc. The Austrian Biofuels Institute made available to the project the wealth of
Austrian experience in bio-diesel production, especially in raw materials selection,
production technology and quality control.
A breakdown of the objectives of the proposal was as follows:
(i) To define process requirements for the production of good quality bio-diesel
from waste cooking oil, tallow and unrefined camelina oil.
(ii) To examine the possibilities for blending waste cooking oil with camelina oil
and tallow to produce a bio-diesel of high quality at reasonable cost.
(iii) To specify the design parameters of a plant suitable for small-scale production
of bio-diesel from the above-mentioned materials.
(v) To monitor the performance of a range of vehicles operating on the bio-diesel
5
produced from these feedstocks.
2.2 Participants:
2.2.1 The Oak Park Research Centre of Teagasc co-ordinated the project. Oak Park has
national responsibility for research on arable crops, including energy and industrial
crops in Ireland.
The main aims of the Oak Park bio-fuels research program are to find ways of reducing
the cost of bio-diesel and to stimulate the development of bio-diesel production in
Ireland.
Teagasc has facilities for oil extraction (IGB Monforts Gmbh, KOMET S-87G press)
and for the esterification of batches of up to 350 litres of vegetable oil, and laboratory
facilities for quality control and process development.
Teagasc extracted oil from seed provided by Newgrain Ltd. Esterification and blending
was carried out by Teagasc. It also liaised with the Austrian Bio-fuels Institute re plant
design, quality control, assessment of plant oils and tallow as feedstocks, and selection
of appropriate blends.
2.2.2 Dublin Products, Dunlavin, Co Wicklow is a privately-owned company,
established in 1973. It assembles and processes abattoir offals and butchers' wastes into
tallow and meat and bone meal. It also assembles and cleans waste cooking oil for
supply to animal feed compounders. The company handles 2000 tonnes of waste
cooking oil and produces about 15000 tonnes of tallow per annum.
Dublin Products is considering the feasibility of constructing a bio-diesel production
facility on the site of its existing plant at Dunlavin, Co. Wicklow. It is presently
exploring the financial and fiscal aspects; technical problems are also being examined,
with a view to starting construction as soon as possible. The raw materials envisaged are
waste cooking oil and tallow, available on site, and oil from seed crops assembled by
Newgrain. Support facilities such as steam, water and electricity as well as an
administrative unit are already available on the Dublin Products site.
2.2.3 The Austrian Biofuels Institute is an association of experts established to promote
and co-ordinate biofuels research and development within Austria, and also to
streamline international liaison. It represents a very large volume of accumulated
6
experience of bio-diesel technology, including quality standards, process control and
raw material requirements. Within this group, W. Korbitz of Korbitz Consulting, Wien,
Austria has already made a study of the potential for bio-diesel production from rape in
Ireland. Korbitz made available to the project the resources within the Institute to
provide support on the selection of technology and plant design parameters, on the
suitability of raw materials and the selection of suitable blends, and on quality control
procedures for the raw materials used and the bio-diesel produced.
2.2.4 Newgrain Ltd., Charlesland House, Delgany, Co. Wicklow, is an approved Grain
Producer Group comprising ten growers. One of their objectives is to identify new
market opportunities for the group, and they see the production of oil-seed crops for
bio-diesel production as one such opportunity.
Their main immediate role was to supply a small area of set-aside grown oil-seeds to
Oak Park for extraction, to make an evaluation of the costs and benefits to the farmer of
oil-seed production on set-aside in comparison with fallow, and to study the feasibility
of setting up a small oil extraction facility at their own premises, the oil to be supplied
to Dublin Products for blending and esterification.
3. Materials and methods
3.1 Camelina seed production:
Camelina seed, mainly from the variety Hoga was obtained from crops grown by members
of the Newgrain group. Five farmers sowed camelina sativa seed on a total of 7.3 ha of
their set-aside areas. Guide-lines for the husbandry of the crop were issued to each farmer
before planting (Appendix 1). Crops were sown in April and harvested in September 1996.
3.2 Oil extraction:
The oil was pressed with a KOMET S-874 (IGB Montforts Gmbh) bench-scale press fitted
with a seed hopper, oil tank and meal bagging arrangement to allow continuous operation.
Suspended solids were removed from the oil by settling and decanting. Oil for laboratory
use was refined by the addition of sufficient potassium hydroxide in 70% aqueous solution
at 30-35oC, and the solids were removed by centrifuging.
7
3.3 Esterification:
Prior to esterification, waste cooking oil was heated to 120oC to bring the water content
below 0.5%
Laboratory esterification was carried out in a 250 ml conical flask equipped with a
magnetic stirrer. Either 1.8 g potassium hydroxide dissolved in 33.5 ml methanol (Method
1) or 2.5 g potassium hydroxide dissolved in 24 ml methanol (Method 2) was added to 120
g vigorously stirred oil. Stirring was continued for 1 hour at room temperature, the mixture
was transferred to a separatory funnel and the glycerol was allowed to separate for a
minimum of 3 hours. After draining off the glycerol, the methyl ester was transferred into a
clean separatory funnel. It was washed gently with one volume of water, and was left over
a second volume of water until most of the methanol was removed.
Pilot plant scale esterifications were carried out similarly, except up to 350 kg oil was used
with the corresponding amounts of methanol and potassium hydroxide, and both the
glycerol and water layers were allowed to separate overnight. Residual water was removed
by heating and, in some batches, methanol was removed by distillation before washing.
Before esterification, waste cooking oil was heated to 40oC, and tallow to 50oC. Camelina
oil was esterified at ambient temperature.
Over 7 tonnes of waste cooking oil was esterified in twenty-two 250-350 kg batches after
preliminary cleaning by Dublin Products. Eight batches of the camelina oil extracted from
the Newgrain seed and four batches of beef tallow supplied by Dublin Products were
esterified.
The effect of storage temperature on the properties of the tallow supplied by Dublin
Products was examined at Oak Park.
Three light vehicles were operated on five bio-diesel blends based on the three feed-stocks
already described during the period Oct. 1996-June 1997. Vehicle monitoring included
engine lubricating oil condition (methyl ester content, viscosity and wear metals), fuel
consumption and practical observations of vehicle behaviour.
4. Results
4.1Waste cooking oil:
4.1.1: Raw material properties: The fatty acid composition of the esters varied
considerably from batch to batch, though it appeared that in most cases rape-seed oil was
8

the predominant component (Table 4.1). Other oil properties also varied considerably, with
acid values from 1.9 to 7.4 and water contents from 1 to 5% (Table 4.3).
Table 4.1: Fatty acid composition of waste cooking oil and rape-seed oil esters
Oil Waste cooking Rape-seed
C16:0 4.7 - 14.5 6.1
C16:1 0 - 2.4
C18:0 1.4 - 5.9 2.3
C18:1 52.9 - 65.8 56.0
C18:2 15.4 - 20.7 24.2
C18:3 4.1 - 8.8 6.5
C20:0 0.6 - 1.0 0.3
C20:1 0.4 - 2.3 0.3
4.1.2 Methyl ester yield: While it has been possible to prepare methyl ester of acceptable
quality from waste cooking oil with simple methods of esterification, yields were very low
(Table 4.3). This was partly due to excessive losses during washing (caused by limitations
in the reactor design), but even the yields before washing were only about 80-83%. An
attempt was made to establish if the low yields were due to the reactivity of the waste
cooking oil or to impurities in the material. In the laboratory, fatty acids were removed
from very poor quality oil (acid value 8.0), and the acid-free oil was esterified using two
different levels of KOH (Methods 1 and 2, Section 3.2). The results are described in more
detail elsewhere (Frohlich & Rice, 1995). In summary, they show that it is possible to
obtain high yields of methyl ester from refined waste cooking oil, though somewhat lower
than from refined rape-seed oil (Table 4.2). Esterification of crude waste oil gave much
lower yields, due to the high levels of free fatty acids in the oil.
Table 4.2: Yields of methyl ester from crude and fatty acid free waste cooking oil
Method FA free WCO (%)
Refined rapeseed oil (%) Raw WCO (%)
Low KOH 97.3+1.2 98.5+0.36 83.9+0.94
High KOH 91.3+0.5 92.6+0.77 77.7+0.7
The effect of FFA on yield can also be seen by comparing batches 14 and 15 , from which
9
the FFA were partially removed (method described in section 3.2), with control batch 13
from the same oil delivery (Table 4.3). This work is also described in detail elsewhere
(Frohlich & Rice, 1995A). Reduction of the FFA from 3.6% to 0.5% increased yields from
73% to 87%.
4.1.2 Methyl ester purity: In spite of the varying quality of the oil, the properties of most
batches of ester were largely within specifications (Table 4.3). To ensure that glyceride
levels in the final product were within specification, water had to be removed from the
starting material, and additional KOH was used for the esterification of oil with high acid
value. Total glycerol levels were higher than specification in some batches; this was due to
excess water in the oil and incomplete removal of the glycerol phase before methanol
distillation. It was shown later in the laboratory that the total glycerol levels in each of these
batches could be reduced considerably by the addition of half the amount of KOH required
to neutralise the free fatty acids.
4.1.4. Fuel-specific properties: Average density was 0.883 g/cm3, with little variation and
well within specification limits. Kinematic viscosity was from 7.1 to 8.8 cSt (average 7.7),
also well within specification requirements. The high level of unsaturated fatty acids in the
oil gave iodine values from 99 to 117, generally within specification.
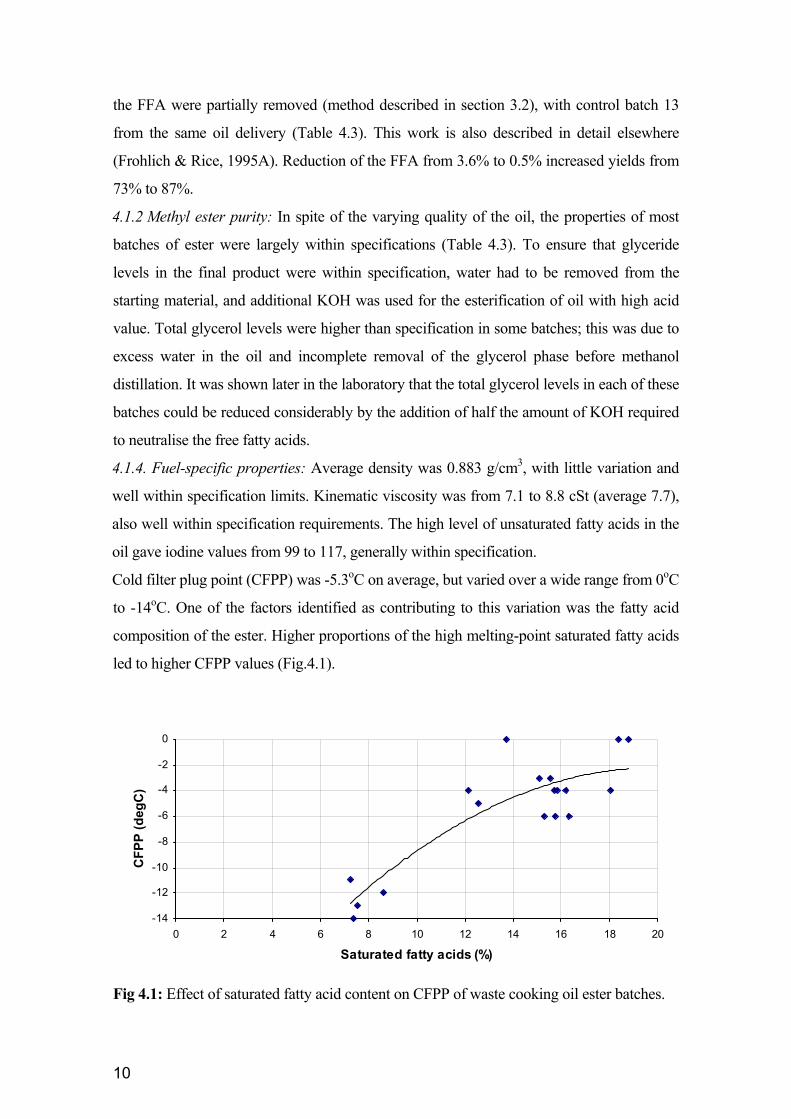
Cold filter plug point (CFPP) was -5.3oC on average, but varied over a wide range from 0oC
to -14oC. One of the factors identified as contributing to this variation was the fatty acid
composition of the ester. Higher proportions of the high melting-point saturated fatty acids
led to higher CFPP values (Fig.4.1).
-14
-12
-10
-8
-6
-4
-2
0
0 2 4 6 8 10 12 14 16 18 20
Saturated fatty acids (%)
CFP
P (d
egC
)
Fig 4.1: Effect of saturated fatty acid content on CFPP of waste cooking oil ester batches.
10

10
Table 4.3: Properties of waste cooking oil methyl esters
Batch no. 1 2 3 4 5 6 7 8 9 10 11 12
Acid value of oil (mg/g) 1.9 4.3 4.3 3.4 3.4 3.4 4.9 4.9 4.9 4.6 4.6
Yield before washing (%)
75 76
82 82 81 80 79 81 80 80 82 83 84
Yield after drying (%) - 75 77 68 70 75 71 77 78 76
Methyl ester properties
Acid valuei 0.14 0.21 0.20 0.29 0.18 0.15 0.26 0..17 0.13 0.28 0.35 0.11
Iodine no.i
107 100 102 99 102 101 100 99 100 102 100 100
Triglycerides (%) <1.0 <0.5 <0.5 3.0 <0.5 <0.5 <0.5 <1.0 <1.0 <1.0 <0.5
Free glycerol (%) nd nd nd nd nd nd nd nd nd 0.02 nd
Total glycerine(%)ii 0.25 0.22 0.38 0.23 0.57 0.22 0.21 0.25 0.17 0.34 0.34 0.21
Methanol content (%) <0.1 <0.1 trace trace trace trace trace 0.15 trace 0.07 trace
Water content (%) 0.15 0.11 0.07 0.10 0.09 0.08 0.07 0.07 0.08 0.10 0.07
Density (g/cm3) 0.882 0.880 0.878 0.886 0.887 0.885 0.887 0.885 0.887 0.883 0.876 0.880
Kinematic viscosity, 200C (cSt)i 8.1 7.4 7.7 7.1 7.3 7.7 7.7 7.9 7.9 8.1 7.9 7.45
CFPP (0C)iii -4 -3 -6 -4 -3 -4 -2 -2 -1 -4 0
CCR (%), 100%distillate residue 0.054 0.044 0.100 0.068 0.079
iMethods recommended in EU draft specification (1) iiHandbook of analytical methods for methyl esters used as diesel substitutes, FICHTE, Vienna. iiiDetermined in the laboratories of Bundesanstalt für Landtechnik, Wieselburg, Austria
n.d. = not detectable

11
Table 4.3 (contd): Properties of waste cooking oil methyl esters
Batch no. 13 14 15 16 17 18 19 20 21 22 Average Specification
Acid value of oil 7.0 7.0 7.0 7.0 7.4 7.4 5.8 5.8 5.8 7.4
Yield before washing ( %) 73 87 87 63 77 67 79 67 80 70
Yield after drying (%) 71 86 83 59 74 64 77 63 77 62
Methyl ester properties
Acid valuei 0.33 0.33 0.25 0.73 0.31 0.30 0.25 0.34 0.20 0.02 0.28 <0.5*
Iodine no.i
113 114 117 118 104 99 117 99 107 105 105 <115*
Free glycerol (%) .007 .003 .004 .005 .003 .004 .02 .007 .005 .005 <.03*
Total glycerol (%)ii 0.21 0.49 0.26 0.16 0.14 0.13 0.10 0.30 0.30 0.30 0.24 <0.25*
Methanol content (%) .0097 .0142 .0029 .0499 .0114 .0125 .0033 .0631 .0044 nd <0.3*
Water content (%) .176 .112 .125 .134 .080 .126 .092 .082 .116 .194 <.05*
Density (g/cm3) 0.883 0.888 0.881 0.880 0.877 0.881 0.880 0.884 .883 0.86-0.9*
Kinematic viscosity, 200C (cSt) 8.61 8.06 8.14 7.96 8.00 8.27 8.41 7.86 8.76 8.43 7.72 6.5-8.0**
Kinematic viscosity, 40oC (cSt) 4.57 4.94 4.96 5.09 4.91 4.93 4.54 5.00 4.76 4.91 4.86 3.5-5.0*
CFPP (0C)iii -13 -14 -12 -11 -4 0 -6 -6 -6 0 -5.3 <0 summer*.<-15 winter*
Ash content (%) .019 .012 .008 .002 .009 .008 nd .007 .001 .005 .01*
CCR (%), 100% dist. residue 0.140 0.062 0.072 0.104 0.044 0.035 0.053 0.035 0.050 .053 0.090 0.1**
iMethods recommended in EU draft specification (Commission of European Communities, 1993) iiHandbook of analytical methods for methyl esters used as diesel substitutes, FICHTE, Vienna. iiiDetermined in the laboratories of Bundesanstalt für Landtechnik, Wieselburg, Austria * Commission of European Communities (1993) **'O Norm C 1190 (1995)
12
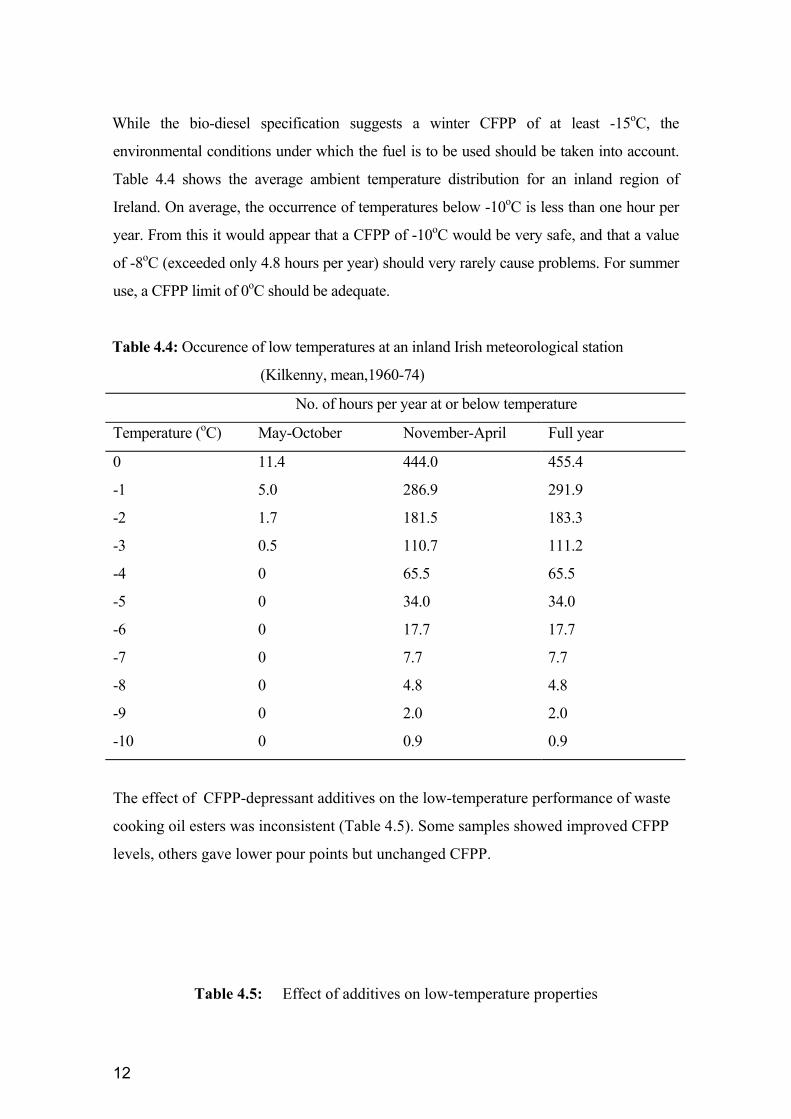
While the bio-diesel specification suggests a winter CFPP of at least -15oC, the
environmental conditions under which the fuel is to be used should be taken into account.
Table 4.4 shows the average ambient temperature distribution for an inland region of
Ireland. On average, the occurrence of temperatures below -10oC is less than one hour per
year. From this it would appear that a CFPP of -10oC would be very safe, and that a value
of -8oC (exceeded only 4.8 hours per year) should very rarely cause problems. For summer
use, a CFPP limit of 0oC should be adequate.
Table 4.4: Occurence of low temperatures at an inland Irish meteorological station
(Kilkenny, mean,1960-74)
No. of hours per year at or below temperature
Temperature (oC) May-October November-April Full year
0 11.4 444.0 455.4
-1 5.0 286.9 291.9
-2 1.7 181.5 183.3
-3 0.5 110.7 111.2
-4 0 65.5 65.5
-5 0 34.0 34.0
-6 0 17.7 17.7
-7 0 7.7 7.7
-8 0 4.8 4.8
-9 0 2.0 2.0
-10 0 0.9 0.9
The effect of CFPP-depressant additives on the low-temperature performance of waste
cooking oil esters was inconsistent (Table 4.5). Some samples showed improved CFPP
levels, others gave lower pour points but unchanged CFPP.
Table 4.5: Effect of additives on low-temperature properties
13
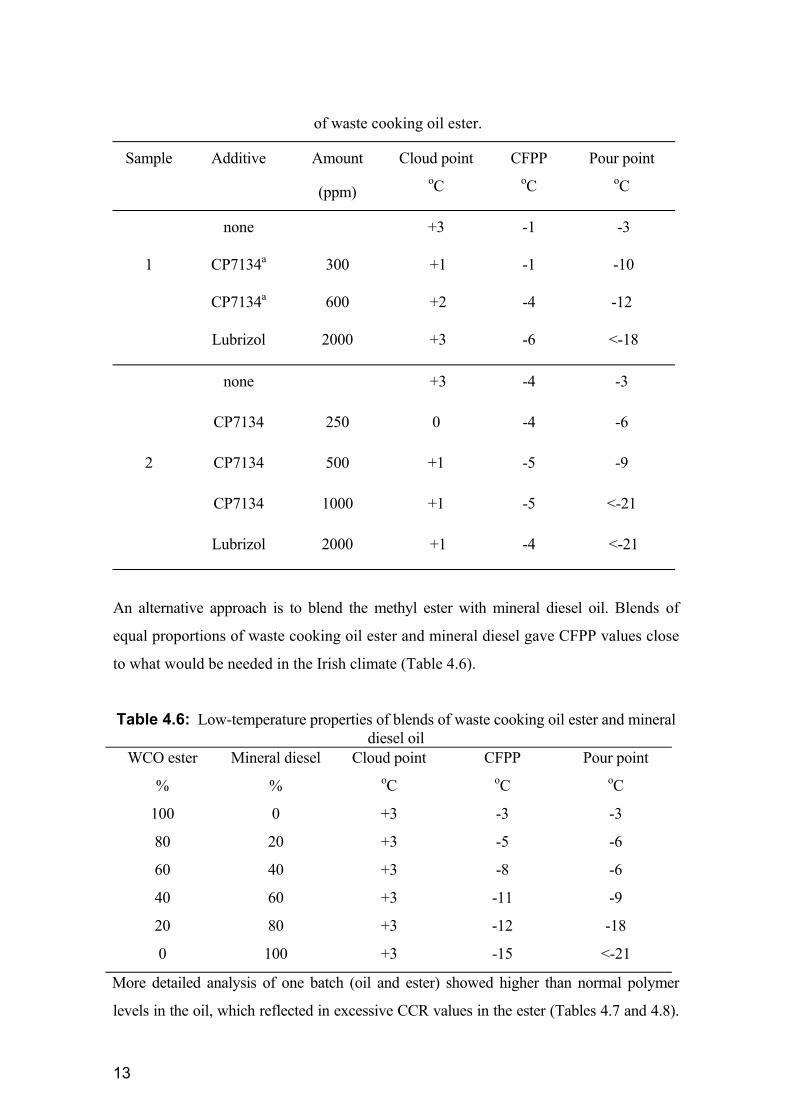
of waste cooking oil ester.
Sample Additive Amount
(ppm)
Cloud point oC
CFPP oC
Pour point oC
none +3 -1 -3
1 CP7134a 300 +1 -1 -10
CP7134a 600 +2 -4 -12
Lubrizol 2000 +3 -6 <-18
none +3 -4 -3
CP7134 250 0 -4 -6
2 CP7134 500 +1 -5 -9
CP7134 1000 +1 -5 <-21
Lubrizol 2000 +1 -4 <-21
An alternative approach is to blend the methyl ester with mineral diesel oil. Blends of
equal proportions of waste cooking oil ester and mineral diesel gave CFPP values close
to what would be needed in the Irish climate (Table 4.6).
Table 4.6: Low-temperature properties of blends of waste cooking oil ester and mineral diesel oil
WCO ester
%
Mineral diesel
%
Cloud point oC
CFPP oC
Pour point oC
100 0 +3 -3 -3
80 20 +3 -5 -6
60 40 +3 -8 -6
40 60 +3 -11 -9
20 80 +3 -12 -18
0 100 +3 -15 <-21
More detailed analysis of one batch (oil and ester) showed higher than normal polymer
levels in the oil, which reflected in excessive CCR values in the ester (Tables 4.7 and 4.8).

14
However, only two out of twenty-two batches had CCR values exceeding the limit of 0.1 in
the ONORM specification (no limit is specified in the draft EU specification), and the
average value was less than 0.07. This suggests that polymerisation is unlikely to be a
major problem in the larger batches of a full-scale bio-diesel plant operating on waste
cooking oil.
Table 4.7: Analysis of Irish waste cooking oil sample (Karl-Franzens-Universität, Graz)
Parameter Value (%)
Water 0.40 Free Fatty Acids 3.90 Polymers 3.7
Fatty Acid Percentage C-14 (0) 0.46 C-16 (0) 9.93 C-16 (1) 0.53 C-18 (0) 5.04 C-18 (1) 55.82 C-18 (2) 17.69 C-18 (3) 5.99 C-20 (0) 0.59 C-20 (1) 1.44 C-22 (0) 0.36 C-22 (1) 0.43
Unidentified 1.72 Sum 100.0
Table 4.8: Analysis of WCO methyl ester sample (carried out at Karl-Franzens-
Universität Graz)
Parameter Test method Value Density (15oC) DIN 51757 0.877 g/cm3 Viscosity (40oC) ISO 3104 5.27 cSt Water ASTM D 1744 0.14% Methanol Gas Chromatography 0.05% Free Glycerol Gas Chromatography 0.0045% Neutralization Number ONORM C 1146 0.79 mg KOH/g Sulfated Ash DIN 51575 0.012% Conradson Carbon Residue DIN 51551 0.16% Triglycerides Gas Chromatography (Plank) 0.28% Diglycerides Gas Chromatography (Plank) 0.16% Monoglycerides Gas Chromatography (Plank) 0.25% Total Glycerol Calculation 0.122% Iodine No. (calc from fatty acid comp) AOCS, Cd 1c-85 96.2
4.2 Camelina oil
4.2.1 On-farm production of camelina sativa seed: About 13 tonnes of seed was produced

15
by five Newgrain farmers. All the areas were ploughed in spring. Two growers sowed with
a single-pass cultivation-sowing system without any other cultivation; the others carried out
one or two cultivations before sowing. All crops were sown with pneumatic machines.
Fertiliser rates were 35-70 kg N, 25-40 kg P and 40-80kg K per ha. The N rates were lower
than recommended and may explain the lower-than-expected yields. No pesticides were
applied to any crop, and weeds or diseases were not a problem. Combine harvester settings
were generally similar to those used for rape-seed. The areas per grower, yields and
estimated production costs are given in Table 4.9.
Table 4.9: Camelina production costs and yields per grower.
Grower 1 2 3 4 5
Area (ha) 1.7 1.2 1.6 1.2 1.6
Estimated yield (t/ha) 1.9 2.3 1.5 - 2.5
Estimated production cost (£/ha)
Ploughing 32.1 27.1 34.4 29.6 30.0
Cultivations 19.8 17.3 24.7 20.0
Sowing 18.5 17.3 34.4 17.3 12.5
Fertiliser 84.3 59.3 55.5 74.0 91.4
Fert. Spreading 17.5 5 10 10 10.0
Pesticide 0 0 0 0 0
Spraying 0 0 0 0 0
Harvesting 61.8 61.8 56.3 - 64.0
Other 16.3 10.0 12.5 20.0
Total (less seed cost) 250 198 203 248
Seed production cost (£/t) 132 86 135 99
Individual comments No problems No problems Low yield due
to excessive
seeding rate
Late, uneven
emergence;
crop could not
be harvested on
heavy land
No pigeon
problems, no
seed shedding.
General growers comments (comparison with rape-seed production): No bird problems; easier to combine; no late sprays; less straw after harvest; a no-problem crop for the
grower.
All except one grower had a successful harvest. Grower no. 4 had a delayed, uneven crop
emergence on heavy land, which led to very late development. The field was not trafficable

16
when the crop finally reached maturity. The remaining crops were harvested without
difficulty. Moisture content was 10-12%; screenings were high, but could be reduced with
more experience of harvesting the crop and more suitable screen mesh sizes for the
combine harvesters. Growers were satisfied that the crop was easy to manage, and that they
would have little difficulty in producing it with their existing range of machinery.
Seed yields were from 1.5 to 2.3 t/ha. Production costs were estimated at £188-249/ha, or
£82-135 per tonne of seed produced. While production costs were lower than those of rape-
seed, yields would need to be improved and costs controlled if camelina is to become a
competitive feedstock for bio-diesel production.
4.2.2 Properties and esterification: The pre-wash ester yields obtained from eight pilot-
plant scale (350 kg) batches were higher than for waste cooking oil, and were affected
mainly by the acid value of the oil (Table 4.11). Losses in washing were due mainly to
deficiencies in the equipment used. Laboratory comparison of ester yields from camelina
and rape-seed oil using two KOH levels (Methods 1 and 2, section 3.2) suggested that there
was very little difference between the two (Table 4.10).
Table 4.10: Relative laboratory yields of methyl esters from refined camelina and rapeseed oils
Camelina ME n Rapeseed ME n
Method 1 97.9+0.5% 4 97.4+0.4% 5
Method 2 94.6+0.9% 4 94.5+0.2% 5 n = number of determinations
The fuel properties of camelina methyl ester were also within specifications with the
exception of cold filter plug point (CFPP). The average CFPP for the six batches was
similar to that of rape methyl ester made from local rape oil, which is to be expected
considering that both contain about the same amount of saturated fatty acids (Table 4.12).
Table 4.11: Characteristics of eight batches of camelina methyl ester
Sample 1 2 3 4 5 6 7 8

17
Acid value of oil 3.0 3.0 6.0 6.0 6.0 6.0 12.4 -
Yield pre-wash ( %) - - - 90 95 97 82 100
Yield after drying (%) - - - 86 84 89 79 91
Ester properties
Acid valuei 0.08 0.14 0.22 0.22 0.52 0.33 0.39 .02
Methanol contenti(%) <0.1 <0.1 <0.1 <0.1 <0.1 <0.1 <0.1 .028
Iodine numberi 155 152 157 155 155 153 156 165
Total glycerolii(%) <.05 <.05 0.07 0.09 0.21 0.18 0.38 .07
Free glyceroliii(%) <0.01 <0.01 <0.01 <0.01 <0.01 <0.01 0.02 -
Ash contentii(%) 0.005 0.020 0.017 0.015 0.020 0.010 - .002
Density (g/cm3)i .882 .886 .881 .882 .888 .883 .881 .885
Kinematic viscosity,i 20oC (cSt)
6.43 6.12 6.34 6.82 7.00 6.51 6.23 6.75
CFPP (oC)ii -7 -5 -4 -5 -3 -6 -2 -7 iMethods recommended in EU draft specifications (1) iiBritish Standards BS6188:1982, BS2000:1984 iiiHandbook of analytical methods for methyl esters used as diesel substitutes, FICHTE, Vienna.
Table 4.12: Fatty acids composition of camelina oil compared to rape-seed oil
Oil Camelina Rape
Saturated fatty acids % %
Palmitic acid C16:0 5.4 6.1
Stearic acid C18:0 2.6 2.3
Behenic acid C20:0 0.25 0.3
Arachidic acid C22:0 1.4 0.4
Unsaturated fatty acids
Oleic acid C18:1 14.3 56.0
Linoleic acid C18:2 14.3 24.2
Linolenic acid C18:3 38.4 0.5
Eicosenoic acid C20:1 16.8 0.3
Erucic acid C22:1 2.9 1.5
The effect of two CFPP depressants, CP7134 and Lubrizol, on the low-temperature
properties of camelina ester was examined. Both improved the CFPP and pour point to a
18
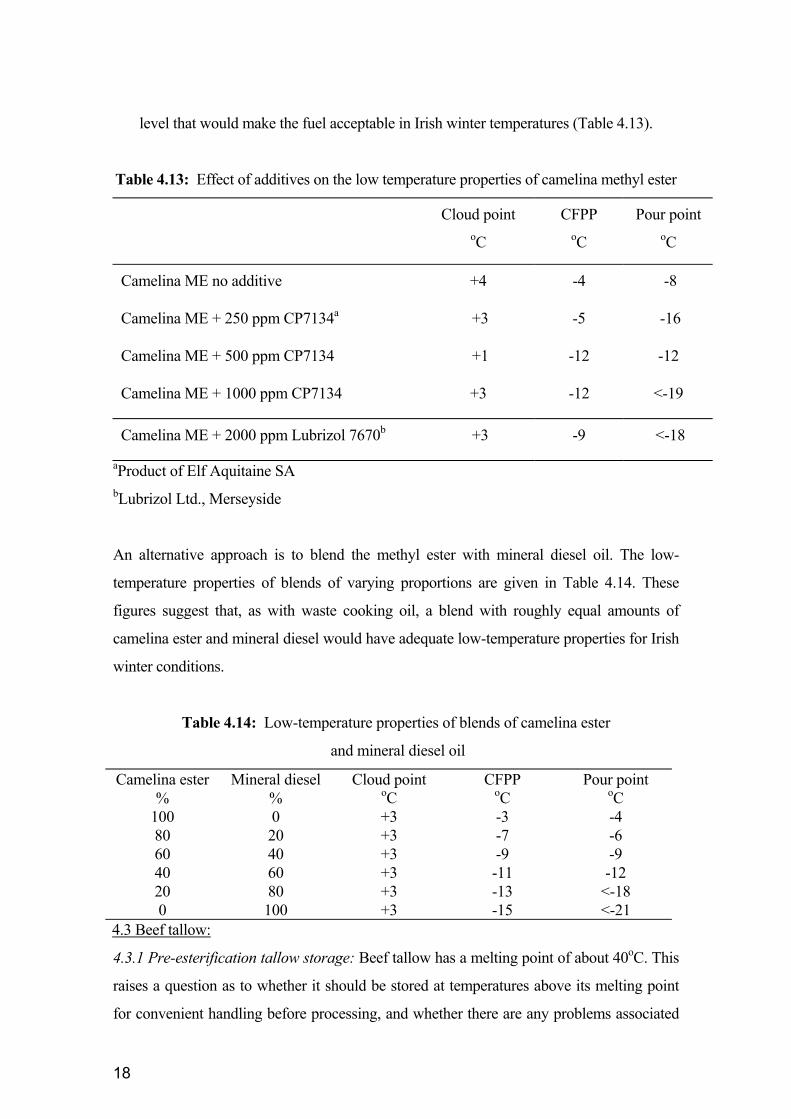
level that would make the fuel acceptable in Irish winter temperatures (Table 4.13).
Table 4.13: Effect of additives on the low temperature properties of camelina methyl ester
Cloud point oC
CFPP oC
Pour point oC
Camelina ME no additive +4 -4 -8
Camelina ME + 250 ppm CP7134a +3 -5 -16
Camelina ME + 500 ppm CP7134 +1 -12 -12
Camelina ME + 1000 ppm CP7134 +3 -12 <-19
Camelina ME + 2000 ppm Lubrizol 7670b +3 -9 <-18
aProduct of Elf Aquitaine SA bLubrizol Ltd., Merseyside
An alternative approach is to blend the methyl ester with mineral diesel oil. The low-
temperature properties of blends of varying proportions are given in Table 4.14. These
figures suggest that, as with waste cooking oil, a blend with roughly equal amounts of
camelina ester and mineral diesel would have adequate low-temperature properties for Irish
winter conditions.
Table 4.14: Low-temperature properties of blends of camelina ester
and mineral diesel oil
Camelina ester %
Mineral diesel %
Cloud point oC
CFPP oC
Pour point oC
100 0 +3 -3 -4 80 20 +3 -7 -6 60 40 +3 -9 -9 40 60 +3 -11 -12 20 80 +3 -13 <-18 0 100 +3 -15 <-21
4.3 Beef tallow:
4.3.1 Pre-esterification tallow storage: Beef tallow has a melting point of about 40oC. This
raises a question as to whether it should be stored at temperatures above its melting point
for convenient handling before processing, and whether there are any problems associated
19
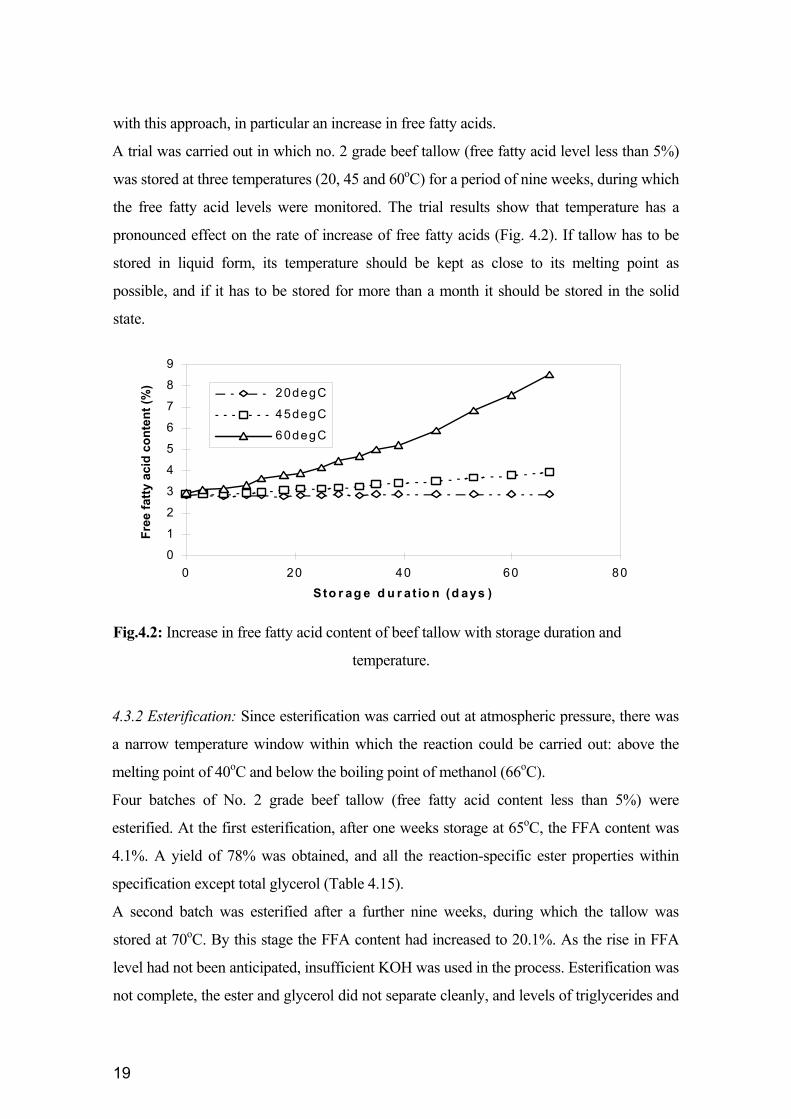
with this approach, in particular an increase in free fatty acids.
A trial was carried out in which no. 2 grade beef tallow (free fatty acid level less than 5%)
was stored at three temperatures (20, 45 and 60oC) for a period of nine weeks, during which
the free fatty acid levels were monitored. The trial results show that temperature has a
pronounced effect on the rate of increase of free fatty acids (Fig. 4.2). If tallow has to be
stored in liquid form, its temperature should be kept as close to its melting point as
possible, and if it has to be stored for more than a month it should be stored in the solid
state.
0
1
2
3
4
5
6
7
8
9
0 20 40 60 80Sto r ag e d u r at io n (d ays )
Free
fatty
aci
d co
nten
t (%
) 20degC
45degC
60degC
Fig.4.2: Increase in free fatty acid content of beef tallow with storage duration and
temperature.
4.3.2 Esterification: Since esterification was carried out at atmospheric pressure, there was
a narrow temperature window within which the reaction could be carried out: above the
melting point of 40oC and below the boiling point of methanol (66oC).
Four batches of No. 2 grade beef tallow (free fatty acid content less than 5%) were
esterified. At the first esterification, after one weeks storage at 65oC, the FFA content was
4.1%. A yield of 78% was obtained, and all the reaction-specific ester properties within
specification except total glycerol (Table 4.15).
A second batch was esterified after a further nine weeks, during which the tallow was
stored at 70oC. By this stage the FFA content had increased to 20.1%. As the rise in FFA
level had not been anticipated, insufficient KOH was used in the process. Esterification was
not complete, the ester and glycerol did not separate cleanly, and levels of triglycerides and

20
total glycerol were excessive. A second esterification improved the ester properties, but a
very low yield was obtained (Table 4.15). With subsequent batches, care was taken to
control free fatty acid levels by minimising storage duration and temperature before
esterification. Yields were somewhat improved, though they remained lower than with
vegetable oils.
Table 4.15: Yields and properties of four batches of tallow ester
Batch no. 1 2 3 4
Acid value of oil 7.2 40.8 5.7 5.7
Esterification yield (%) 77.6 36.4 76.4 62.5
Yield after washing (%) 73.0 32.8 70.7 59.3
Methyl ester properties
Acid value .061 .062 .112 0.51
Total glycerol (%) 0.49 0.17 0.24 0.25
Free glycerol (%) .02 nd .015 0.002
Viscosity (cSt), 20oC 10.80 8.36 8.78 8.37
Viscosity (cSt), 40oC 6.21 5.11 5.32 4.99
Methanol content(%) .009 .003 .005 n.d.
Water content (%) 0.15 0.04 0.11 0.09
Ash content (%) .003 .002 .001 0.008
Density (g/cm3) .880 .876 .875
Iodine no. 56.4 55.9 54.5 52.3
CFPP (oC) +14 +14 +12 +13
CCR(%) , 100% distillate residue .045 .080 .064 0.088
A problem with all the tallow batches was that layer separation was less well defined than
with the vegetable oils, leading to higher ester losses during glycerol removal and washing.
The problem appeared to be due mainly to the presence of suspended solids in the tallow,
which accumulated at the interface during separation. Attempts to remove this material by
filtration were only partially successful; at the high temperatures needed to ensure that the
tallow remained liquid, much of the solids passed through the filter. This problem needs to
be resolved before tallow can be used as a feedstock in a commercial plant.
21
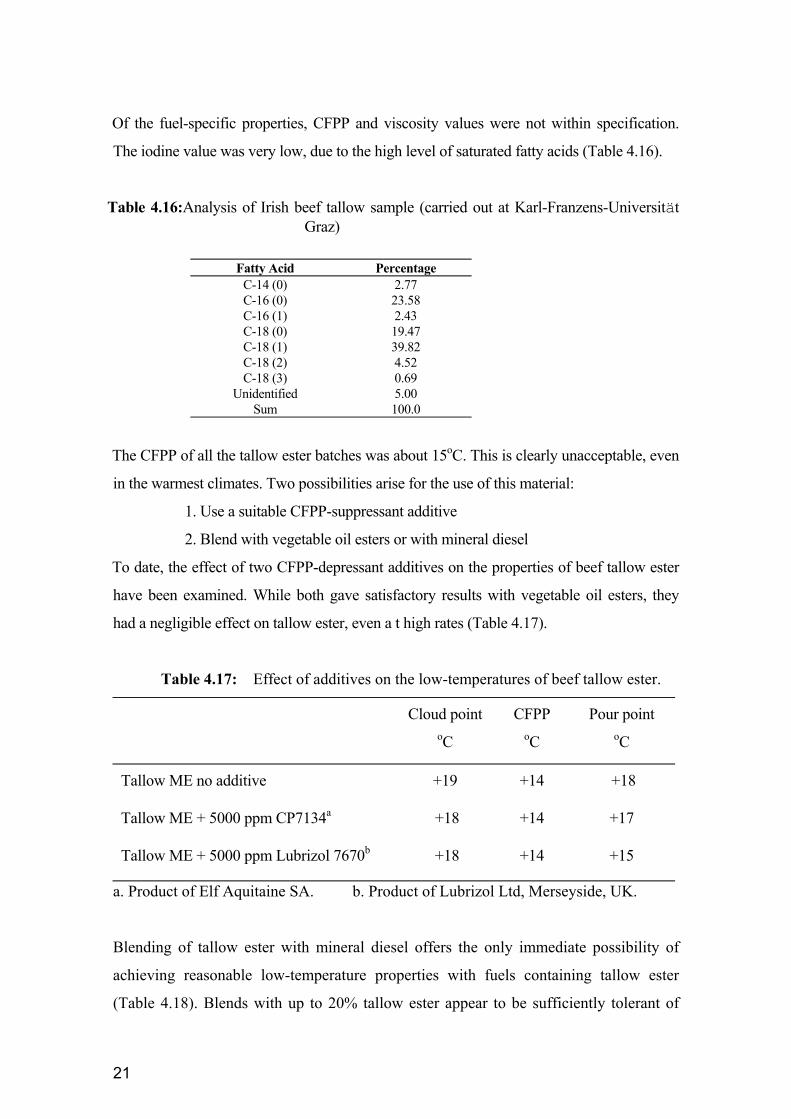
Of the fuel-specific properties, CFPP and viscosity values were not within specification.
The iodine value was very low, due to the high level of saturated fatty acids (Table 4.16).
Table 4.16:Analysis of Irish beef tallow sample (carried out at Karl-Franzens-Universität Graz)
Fatty Acid Percentage C-14 (0) 2.77 C-16 (0) 23.58 C-16 (1) 2.43 C-18 (0) 19.47 C-18 (1) 39.82 C-18 (2) 4.52 C-18 (3) 0.69
Unidentified 5.00 Sum 100.0
The CFPP of all the tallow ester batches was about 15oC. This is clearly unacceptable, even
in the warmest climates. Two possibilities arise for the use of this material:
1. Use a suitable CFPP-suppressant additive
2. Blend with vegetable oil esters or with mineral diesel
To date, the effect of two CFPP-depressant additives on the properties of beef tallow ester
have been examined. While both gave satisfactory results with vegetable oil esters, they
had a negligible effect on tallow ester, even a t high rates (Table 4.17).
Table 4.17: Effect of additives on the low-temperatures of beef tallow ester.
Cloud point oC
CFPP oC
Pour point oC
Tallow ME no additive +19 +14 +18
Tallow ME + 5000 ppm CP7134a +18 +14 +17
Tallow ME + 5000 ppm Lubrizol 7670b +18 +14 +15
a. Product of Elf Aquitaine SA. b. Product of Lubrizol Ltd, Merseyside, UK.
Blending of tallow ester with mineral diesel offers the only immediate possibility of
achieving reasonable low-temperature properties with fuels containing tallow ester
(Table 4.18). Blends with up to 20% tallow ester appear to be sufficiently tolerant of

22
cold conditions for use in Ireland. Though they were not measured, the viscosities of
such blends might be expected to comply with the draft EU specification.
Table 4.18: Low-temperature properties of blends of tallow ester and mineral diesel oil
Tallow ester
%
Mineral diesel
%
Cloud point oC
CFPP oC
Pour point oC
100 0 +19 +14 +18
40 60 +6 0 +3
30 70 +5 -3 -6
20 80 +1 -8 -6
10 90 +1 -13 -15
Further work is needed to define the esterification process required for high-FFA tallow.
Lower-grade tallow with FFA levels up to 20% are likely to be more readily available and
much cheaper than higher grades with FFA levels under 5%.
4.4 Vehicle tests:
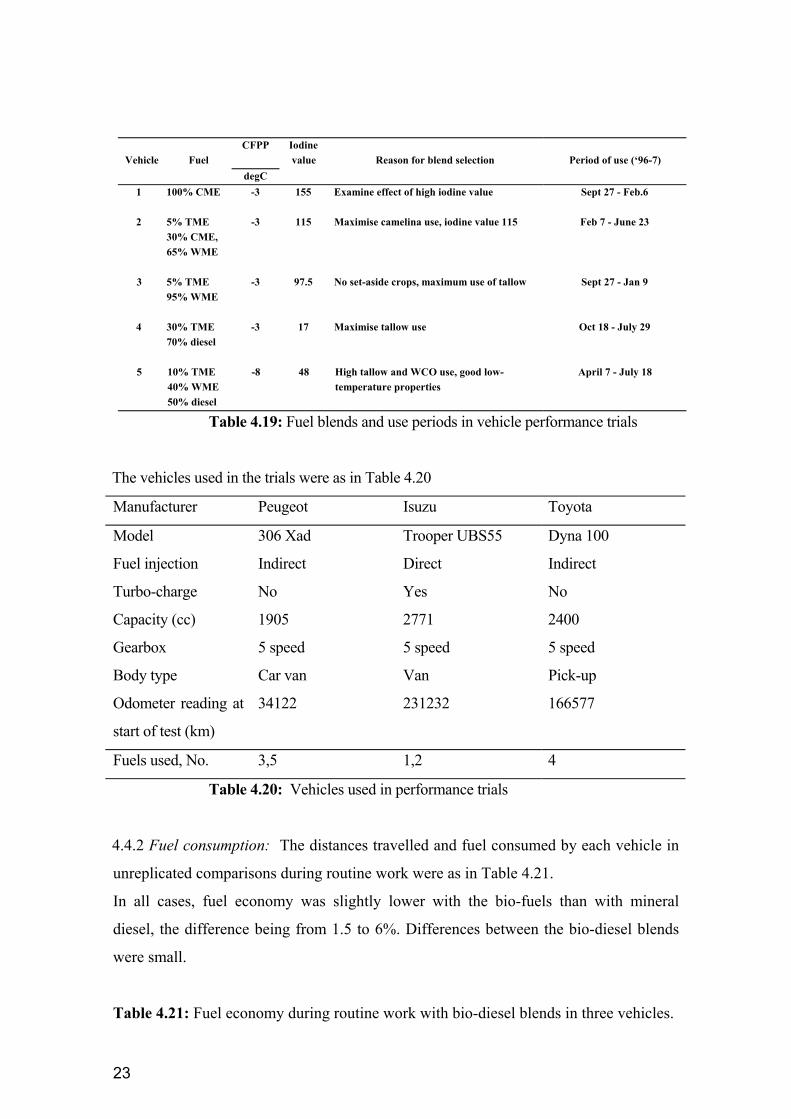
4.4.1 Vehicles and fuels: The blends chosen for the vehicle performance tests are listed in
Table 4.18. Fuels No. 2 to 4 were chosen to give a CFPP of about -3oC. This might be
expected to be adequate for about nine months of the year in Ireland (Table 4.4). Four of
the fuels (Nos. 2 to 5, Table 4.19) had iodine values of 115 or less; fuel No. 1, with an
iodine value of 155, was chosen to examine the effect of high iodine value on lubricating
oil performance. Fuel No. 2 was chosen to maximise the use of camelina in a blend with
115 iodine value. Fuels No. 3 and 4 were selected to maximise tallow use, one with
vegetable oils and the other with mineral diesel. All blends were used for at least one oil
change interval. Fuel No. 5 allowed for substantial use of tallow and waste cooking oil
esters in a blend suitable for year-round use in Ireland.
23
Table 4.19: Fuel blends and use periods in vehicle performance trials
Vehicle
Fuel
CFPP Iodine value
Reason for blend selection
Period of use (‘96-7)
degC 1 100% CME -3 155 Examine effect of high iodine value
Sept 27 - Feb.6
2 5% TME 30% CME, 65% WME
-3 115 Maximise camelina use, iodine value 115
Feb 7 - June 23
3 5% TME 95% WME
-3 97.5 No set-aside crops, maximum use of tallow
Sept 27 - Jan 9
4 30% TME 70% diesel
-3 17 Maximise tallow use
Oct 18 - July 29
5 10% TME 40% WME 50% diesel
-8 48 High tallow and WCO use, good low-temperature properties
April 7 - July 18
The vehicles used in the trials were as in Table 4.20
Manufacturer Peugeot Isuzu Toyota
Model 306 Xad Trooper UBS55 Dyna 100
Fuel injection Indirect Direct Indirect
Turbo-charge No Yes No
Capacity (cc) 1905 2771 2400
Gearbox 5 speed 5 speed 5 speed
Body type Car van Van Pick-up
Odometer reading at
start of test (km)
34122 231232 166577
Fuels used, No. 3,5 1,2 4
Table 4.20: Vehicles used in performance trials
4.4.2 Fuel consumption: The distances travelled and fuel consumed by each vehicle in
unreplicated comparisons during routine work were as in Table 4.21.
In all cases, fuel economy was slightly lower with the bio-fuels than with mineral
diesel, the difference being from 1.5 to 6%. Differences between the bio-diesel blends
were small.
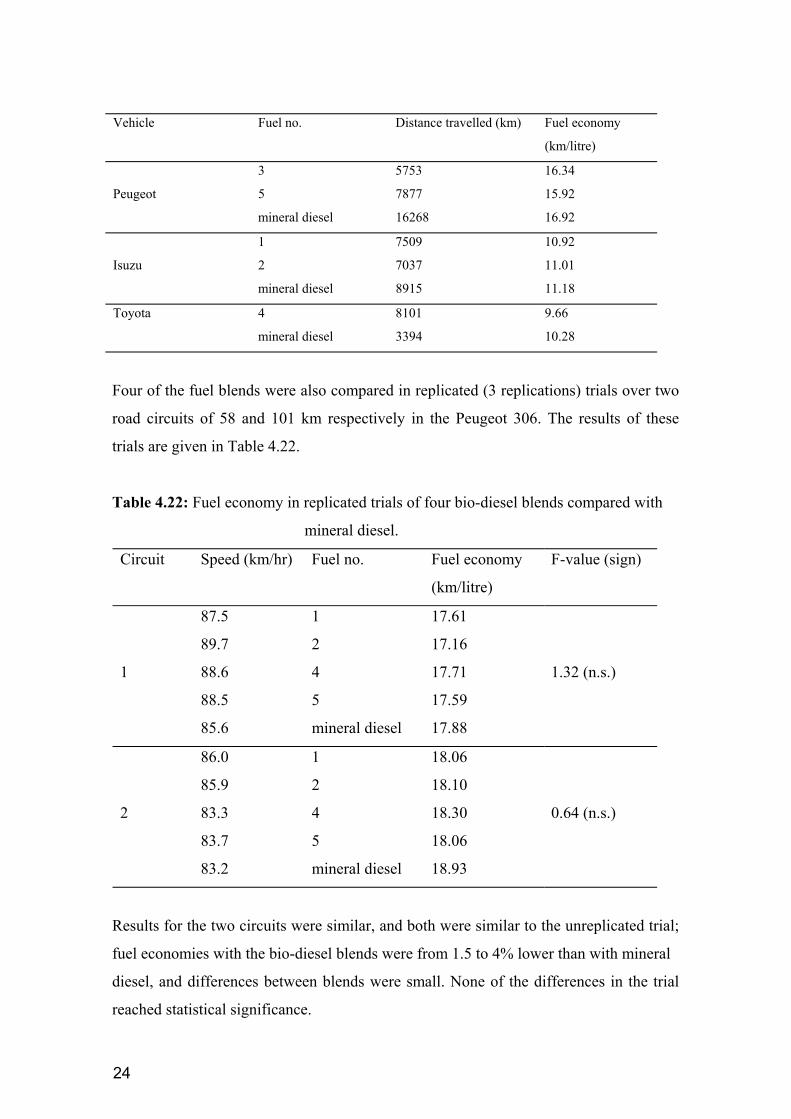
Table 4.21: Fuel economy during routine work with bio-diesel blends in three vehicles.
24
Vehicle Fuel no. Distance travelled (km) Fuel economy
(km/litre)
3 5753 16.34
Peugeot 5 7877 15.92
mineral diesel 16268 16.92
1 7509 10.92
Isuzu 2 7037 11.01
mineral diesel 8915 11.18
Toyota 4 8101 9.66
mineral diesel 3394 10.28
Four of the fuel blends were also compared in replicated (3 replications) trials over two
road circuits of 58 and 101 km respectively in the Peugeot 306. The results of these
trials are given in Table 4.22.
Table 4.22: Fuel economy in replicated trials of four bio-diesel blends compared with
mineral diesel.
Circuit Speed (km/hr) Fuel no. Fuel economy
(km/litre)
F-value (sign)
87.5 1 17.61
89.7 2 17.16
1 88.6 4 17.71 1.32 (n.s.)
88.5 5 17.59
85.6 mineral diesel 17.88
86.0 1 18.06
85.9 2 18.10
2 83.3 4 18.30 0.64 (n.s.)
83.7 5 18.06
83.2 mineral diesel 18.93
Results for the two circuits were similar, and both were similar to the unreplicated trial;
fuel economies with the bio-diesel blends were from 1.5 to 4% lower than with mineral
diesel, and differences between blends were small. None of the differences in the trial
reached statistical significance.

25
4.4.3 Lubricating oil performance: The Isuzu Trooper was the only vehicle in which
there was a significant accumulation of ester in the lubricating oil, reaching about 16% with
both fuels at the end of the trial (Fig. 4.3). This allowed a comparison to be made of the
effects of high- and low iodine value esters on lubricating oil performance in conditions of
high dilution.
Lubricating oil viscosity changes followed similar patterns with both fuels. The ester
dilution was slightly greater for the high-iodine-value fuel, as a result of which the fall in
viscosity However, there was no evidence of an adverse effect ( e.g an upward turn in
viscosity) of the high iodine number of fuel No. 1 on the properties of the lubricating oil.
0
20
40
60
80
100
120
0 1000 2000 3000 4000 5000 6000 7000 8000 9000
Distance travelled (km)
Lub.
oil
visc
osity
(cSt
)
0
2
4
6
8
10
12
14
16
18
Lub.
oil
este
r con
tent
(%)
Visc 1
Visc 2
Ester 1
Ester 2
Fig. 4.3: Variation in lubricating oil ester content and viscosity at 40oC with two bio-diesel
fuels over one oil-change interval
In the other two vehicles, there was no detectable dilution of the lubricating oils with
methyl ester, and the viscosity changes were typical of the results one might expect with
mineral diesel (Fig. 4.4).
Wear metal levels in the lubricating oils were also within normal limits, with the exception
of a very high copper level in the final sample removed from the Peugeot with fuel no. 5
(Table 4.23). No explanation for this result is yet available

26
80
85
90
95
100
105
110
115
0 1000 2000 3000 4000 5000 6000 7000 8000 9000
Distance travelled (km)
Lub.
oil
visc
osity
@ 4
0 de
gC (c
St)
Fuel3
Fuel5
Fuel4
Fig.4.4: Viscosity variations with three fuels in which no ester dilution was detected.
Vehicle Fuel no.
Distance (km)
Wear metals (PPM)
Na Si Cr Fe Al Cu Pb 3553 6.1 8 1.1 23 3 6.9 3.5 Toyota 4 4635 5.7 10 1.6 30.4 5 8.1 10.5 8105 6.1 14 3.2 51.4 6 10.5 24.3 1567 8.8 3 .7 26.4 3 9.4 5 3196 8.6 6 .6 31.2 3 11.5 6.6 Isuzu 1 5535 8.7 5 .8 36.6 4 12.5 10.3 6705 8.8 6 1 38.7 4 13.6 11.9 8047 8.5 8 1.2 44 5 16.4 21.3 2140 8 8 .1 14.5 3 4.2 4.2 2970 7 9 .1 16 3 4.3 4.6 Isuzu 2 4850 7.3 10 .2 18.1 4 5.1 6.9 6557 7.6 9 .4 22.9 5 5.6 6.6 8061 7.5 10 .5 24.4 5 6.1 8.5 Peugeot 3 6500 7.3 9 5.1 38.7 6 5 4.4 8047 6.8 11 7.6 47 8 6 5.5 Peugeot 5 8399 3.7 10 8.6 41.7 9 >200 1.8
Table. 4.23: Wear metal levels in lubricating oil of vehicles used in performance trials

27
4.4.4 Operational problems with vehicles: The only problems of significance to affect
the vehicles in the course of the trials were as follows:
(i) Inadequate low-temperature properties: Fuels 1 and 3 were in use during the
coldest period of the winter, when temperatures were occasionally below the
CFPP of the fuels (Fig.4.5). This led to starting difficulties and fuel filter
blockages. Fuel 4, which was also in use during this period, did not suffer the
same problems. However, this may have been due to the usage routine of the
vehicles, rather than differences in the fuels.
-6-4
-20
24
68
1012
1 4 7 10 13 16 19 22 25 28 31 3 6 9 12 15 18 21 24 27 30Dec '96 Jan '97
Am
bien
t tem
pera
ture
(deg
C)
Mean
Min
Max
Fig. 4.5: Daily ambient temperatures during coldest period of vehicle performance
trials
(ii) Inadequate filtration after esterification: All the fuels containing tallow ester
gave some problems with fuel filter blockages. This was apparently due to the
presence of suspended solids which were not fully removed by filtering of the tallow
ester at high temperatures immediately after drying. When each fuel blend was
filtered at ambient temperature through a 10-micron filter, and the fuel tank of the
Toyota was cleaned out, the fuel filter blockage problems did not recur.
28
4.5 Discussion:
The main points to emerge from this work were as follows:
1. It was possible to produce bio-diesel of acceptable quality from waste cooking oil of
the quality that is being collected in Ireland at present. In a bio-diesel production
plant, a quality control system would be required at reception, to monitor water
content, free fatty acid levels and polymer levels in incoming materials.
2. The camelina methyl ester produced had properties similar to rape methyl ester with
the exception of its iodine value. A vehicle test in which high levels of lubricating oil
dilution occurred gave no indication that the high iodine value had any adverse effect
on lubrication properties. Camelina oil from Irish-grown seed would be cheaper and
more attractive to the grower than rape-seed oil. However, the current low levels and
uncertainty of set-aside requirements, coupled with the requirement for an iodine
value of 115 in the draft EU specification, would militate against the production and
marketing of a fuel based on camelina ester alone. A blend containing the maximum
level of camelina ester consistent with an iodine value less than 115 (i.e. 25%
camelina oil, 75% waste cooking oil) should be taken as the maximum limit on
camelina use for the immediate future.
3. A study of Irish temperature data suggested that a fuel for year-round use in the Irish
climate should have a CFPP value not higher than -8oC. With vegetable oil esters, the
additives tested could help to achieve these levels.
4. The beef tallow ester produced had poor low-temperature properties, which did not
respond to the additives tested. Blending with mineral diesel in the ratio 1:4 was the
only technique tried which could achieve an acceptable CFPP. Careful filtration at
ambient temperature was found to be required to avoid fuel filter blockages.

29
5. Proposed small scale bio-diesel plant layout
5.1 Introduction
The plant proposal is based on an assumed output of 3000 tonnes of ester per annum.
This capacity has been chosen by Dublin Products on the basis of the amounts of raw
materials that are likely to be readily available.
With regard to feedstock materials, four options are considered:
• Run the plant on 100% waste cooking oil. This would avoid the need for oil
extraction, simplify the organisation of oil supplies, and give an ester of
adequate quality. Required improvements in low-temperature properties could
be achieved by additives or blending with mineral diesel.
• Produce an ester which is a blend of 75% waste cooking oil and 25% camelina
oil. About 2,500 tonnes of camelina seed would be required. This option would
require the installation of an oil extraction plant.
• Run the plant on 80% waste cooking oil and 20% tallow. This would give a
blend with adequate low-temperature properties if mixed in equal proportions
with mineral diesel.
• Use beef tallow as the sole feedstock. This would require to be diluted in the
ratio 1:4 with mineral diesel.
The objectives in this section are:
1. To specify a plant layout for the extraction and clarification of oil from 2500 tonne of
oil seed.
2. To specify the design parameters of a bio-diesel plant capable of producing 3000
tonne of bio-diesel from varying proportions of waste cooking oil, camelina oil and
beef tallow. A maximum annual supply of 750 tonne of camelina oil is expected
from 2500 tonne of seed.
5.2 Assumptions
5.2.1 Oil extraction plant (background and assumptions)
• Oil removal from the camelina seed is assumed to be 30% of the overall
weight of seed supplied.
30
• The presses operate 330 days per year 24 hours per day (annual capacity 750
tonnes of oil).
• The camelina seed is supplied clean and free from all foreign material. Its
moisture content is not to exceed 10%. Its ex-farm price is assumed to be
£100/tonne. This is considered to be the minimum needed to attract growers to
the production of the crop on set-aside land.
5.2.2 Bio-diesel plant
• The plant should be capable of producing 1000t/annum per 8 hour shift (maximum
3000 tonne annually in three shifts) operating for 330 days each year.
• The bio-diesel plant is to be situated adjacent to an existing waste vegetable oil and
tallow assembly plant (Dublin Products) which would have sufficient quantities of
waste cooking oil to meet the bio-diesel plant needs.
• Utility connections can be made to the existing plant for clean water, steam and
electricity.
• Safety of operation and quality of the product are of utmost importance. The bio-
diesel plant is to be automated with an integrated process control system. This also
has the additional effect of minimising the labour requirement.
• Methanol is not separated from the glycerol phase after esterification.
• Further processing and final use for the glycerol have not yet been decided.
5.3 Oil extraction and clarification layout
5.3.1 Equipment: One or more screw presses operating in parallel are to be used for the
oil extraction. Based on an annual extraction of 2,500 tonnes of seed, the following
storage bins/tanks are required.
31
1. Seed bin storage: approx 150 tonnes supply for 3 weeks.
2. Cake storage: approx 100 tonnes supply for 3 weeks.
3. Pressed oil storage: approx 60,000 litres supply for 3 weeks:
Solids are removed from the oil first by sedimentation and finally by passing through a
30-micron filter.
5.4 Small scale bio-diesel layout
5.4.1 Plant parameters
The main plant parameters are as follows:
Operating mode: Batch type.
Operating days per year: 333 (90% utilisation).
Batches per day: 3.
Annual capacity: 3000 tonne.
The batch esterification process takes place at room temperature and under normal
pressure. To achieve maximum yields, it would be preferable if the plant had the ability
to pre-esterify FFA, but the plant costing that follows does not include this technology.
The oil pre-treatment vessel heats the waste cooking oil or tallow to over 1000C to boil
off any excess water present in the feedstock.
Mixing commences and continues for 30 minutes and then comes to rest for one hour to
allow the glycerol phase to separate out. The glycerol is decanted from the reaction
vessel and the ester/oil mix is transferred to the second tank where the remaining 25%
of the reagent is added to complete the esterification.
The second stage of the esterification continues for 30 minutes followed by a one hour
separation period. The remaining glycerol is decanted and the glycerol is pumped to a
storage tank without removing any methanol or neutralising the potassium salts.
Following removal of the glycerol phase, the ester is pumped from the reactor into the
methanol recovery column. The recovery unit distils the methanol by flash distillation
and uses a desorption column to collect it. The recovered methanol returns to the
methanol holding tank.
When the methanol has been removed from the ester, the batch receives a light washing.
After a 30-minute rest period the water impurity phase is decanted. Depending on the

32
level of residual impurities observed from the quality control checks the ester may need
to be washed a second time.
The following tanks are required for raw material and product storage:
Tank Capacity (tonne) Days’ storage-supply.
Oil storage (WCO) 70 7
Methanol storage tank 22 14
Ester storage tank. 66 7
Glycerine phase storage tank 26 7
KOH holding tank 3 14
Service and equipment requirements
Electric capacity requirement approx. 30kWh
Steam heat supply 4 bar or hot water 120oC 16kWh
Cooling water 3 bar, 18oC 20kWh
Chilling water 3 bar, -15oC 9kWh
Compressed air at 6-7 bar (oil free)
Nitrogen at 5 bar (purity 99.5%)
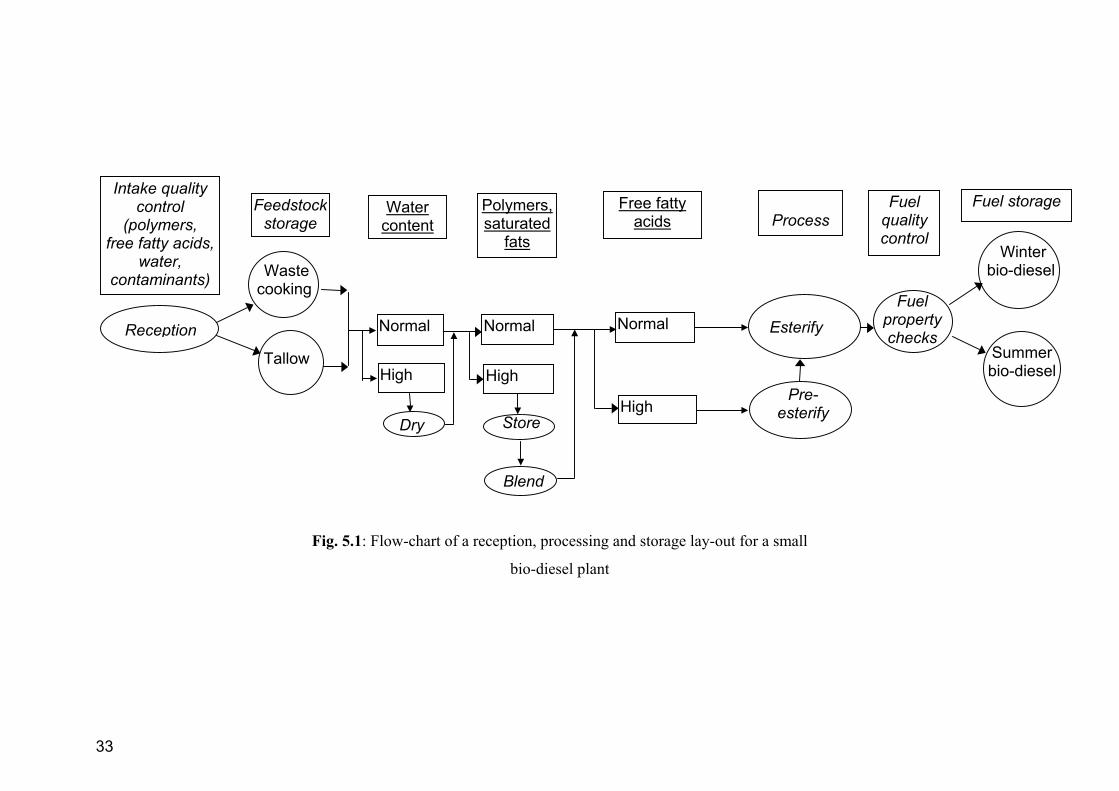
A flow-chart showing the main features of the proposed plant lay-out is shown in fig.
5.1
33
Normal
High
Normal
High
Dry Store
Blend
Normal
High
Esterify
Pre-esterify
Winter bio-diesel
Summer bio-diesel
Fuel
quality control
Fuel propertychecks
Fuel storage Process
Free fatty acids
Polymers,saturated
fats
Water content
Feedstockstorage
Reception
Tallow
Waste cooking
Intake quality control
(polymers, free fatty acids,
water, contaminants)
Fig. 5.1: Flow-chart of a reception, processing and storage lay-out for a small
bio-diesel plant

34
6. Plant costing and economics of production
6.1 Introduction
The following costs are based on information brought forward from the trials carried out
and from the literature, e.g. extractable oil content, yields, amount of reaction
chemicals, recoverable methanol and energy requirements, as well as costs obtained
from equipment suppliers.
Two scenarios are explored; the first considers the capital cost of a bio-diesel plant
alone, on the assumption that waste cooking oil and/or tallow are the sole feedstocks,
while the second includes an extraction plant on the basis that part of the feedstock
requirement comes from camelina seed. The costings show the effect of the most
important variables on the overall cost of bio-diesel production
6.2 Background
• The bio-diesel plant is to be set up adjacent to an existing waste cooking oil and
tallow assembling company and can be supplied with waste cooking oil at a
price of £220/t and tallow at £150/t after cleaning.
• There already exists a collection, cleaning and storage facility for waste cooking
oil and tallow adjacent to the proposed site.
• The proposed plant location is in the centre of an arable area suitable for the
production of oilseeds.
• The glycerol by-product will be sold without any refining for £80 per tonne.
• The capital cost estimate for this size and layout of plant is based on quotations
from companies involved in the construction of bio-diesel plants.
• Initially, the fuel will be used in company vehicles and sold to a small number of
fleet-owners, so marketing and distribution costs would be low. In the longer
term, niche markets offering the prospect of premium prices will be explored.
35
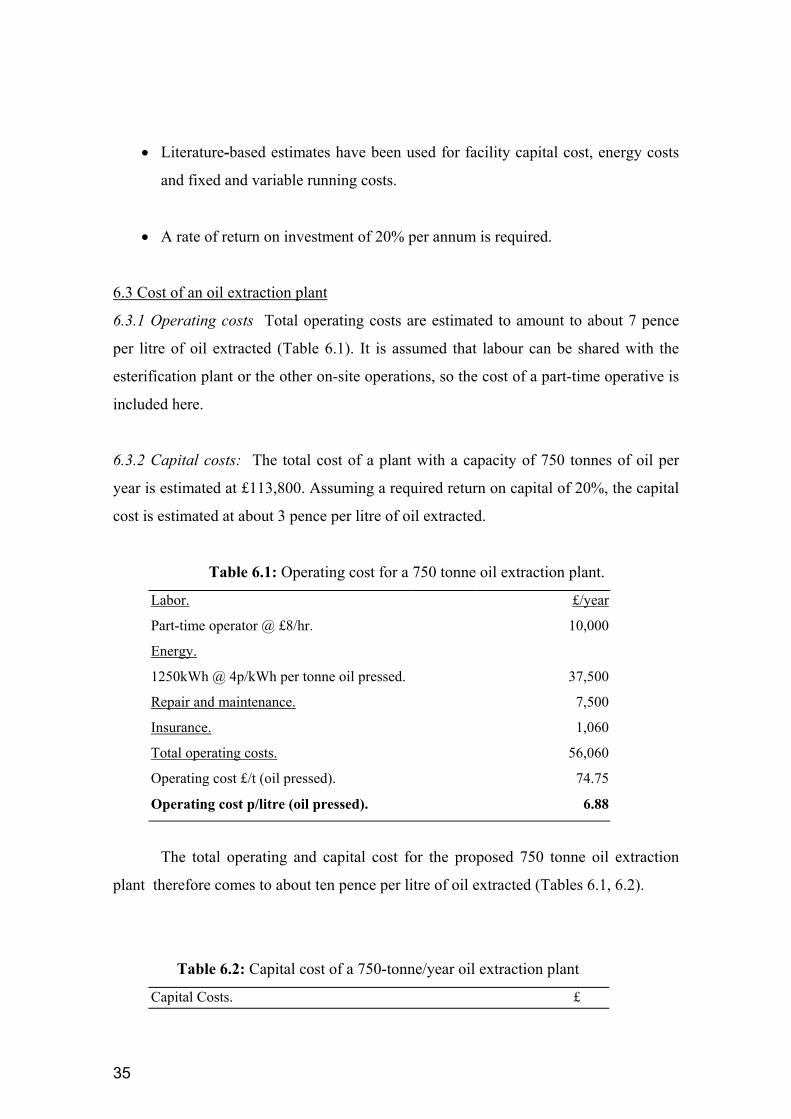
• Literature-based estimates have been used for facility capital cost, energy costs
and fixed and variable running costs.
• A rate of return on investment of 20% per annum is required.
6.3 Cost of an oil extraction plant
6.3.1 Operating costs Total operating costs are estimated to amount to about 7 pence
per litre of oil extracted (Table 6.1). It is assumed that labour can be shared with the
esterification plant or the other on-site operations, so the cost of a part-time operative is
included here.
6.3.2 Capital costs: The total cost of a plant with a capacity of 750 tonnes of oil per
year is estimated at £113,800. Assuming a required return on capital of 20%, the capital
cost is estimated at about 3 pence per litre of oil extracted.
Table 6.1: Operating cost for a 750 tonne oil extraction plant.
Labor. £/year
Part-time operator @ £8/hr. 10,000
Energy.
1250kWh @ 4p/kWh per tonne oil pressed. 37,500
Repair and maintenance. 7,500
Insurance. 1,060
Total operating costs. 56,060
Operating cost £/t (oil pressed). 74.75
Operating cost p/litre (oil pressed). 6.88
The total operating and capital cost for the proposed 750 tonne oil extraction
plant therefore comes to about ten pence per litre of oil extracted (Tables 6.1, 6.2).
Table 6.2: Capital cost of a 750-tonne/year oil extraction plant
Capital Costs. £

36
Equipment/installation 85,800 Building, foundations. 10,000 Storage tanks 6,000 General engineering 2,000 Installation & commissioning. 10,000 Total capital costs. 113,800 Real annual cost of capital (20%) 22,760 Total annual operating cost (Table 5.1) 56,060 Working capital (1/12 of total costs) 6,568 Annualized working capital. 12.5 %. 821 Total annual costs (operating+capital) 79,641 Annual cost of capital 23,581 Capital cost (£/t oil extracted) 31.44 Capital cost (p/litre oil) 2.89
6.4 Cost of esterification plant
6.4.1 Operating costs: Total operating costs are estimated at £249,048 per annum. This
includes all raw materials other than the feed-stock oil, and is equivalent to 7.32p per
litre of bio-diesel produced, assuming an annual production of 3000 tonnes. A
breakdown of the operating costs are given in Table 6.3.
Table 6.3: Operating cost for 3000 tonne esterification plant.
Materials & Supplies £/tonne £. .Methanol 200 79,440Potassium hydroxide. 600 27,432Labour. One skilled operator/shift @ £8/hr. (8*333*8)*3 63,936Energy. 222kWh @ 4p/kWh per tonne oil esterified. 26,640Repair and maintenance. 14,400Insurance. 7,200Quality control & administration. 30,000Total operating costs. 249,048Operating cost £/t (ester). 83.02Operating cost p/litre (ester). 7.32
6.4.2 Capital costs: The capital cost of the proposed plant is estimated in Table 6.4.
The cost comes to £737,500; installation and additional site works brings the total to

37
£853,000.
Assuming that a rate of return on capital of 20% is required, the annual cost of the
investment is £170,660. An additional £4,372 is included as the cost of working capital.
The annual equivalent of the total capital investment is therefore £175,032 or 5.15p per
litre of bio-diesel produced. Adding in operating costs (materials, energy, labour etc)
brings the total annual costs to £424,080 or 12.47p per litre of bio-diesel produced.
Table 6.4: Capital costs for a 3000 tonne esterification plant
Item Cost (£)Equipment/installation 737,500Building, foundations. 30,000Storage tanks 30,000General engineering 10,000Transport. 3,000Accommodation (60*20) 1,2006 Skilled workers 6(60*80) 28,8004 Skilled electricians 4(40*80) 12,800________________________________________________________________ Total capital costs. 853,300
Real annual cost of capital (20%) 170,660
Total annual operating cost 249,048
Working capital (1/12 of total costs) 34,976
Annualized cost of working capital. 12.5 %. 4,372
Annual capital costs 175,032
Capital cost £/tonne (ester) 58.34Capital cost p/litre (ester) 5.15
6.5 Total costs:
6.5.1 Waste cooking oil and tallow: The cost of waste cooking oil after assembly and
cleaning is assumed to be £220 per tonne, with an ester yield of 87% and a glycerol
yield of 33%. On this basis, the total cost of bio-diesel produced from waste cooking oil
as sole feedstock (excluding the cost of additives) is calculated as 32.43 pence per litre

38
(Table 6.5).
The tallow costing assumes a feedstock price of £150 per tonne, a yield of 80%, and a
glycerol yield of 35%. On this basis, bio-diesel produced from tallow would have the
lowest cost of the three feedstocks examined (Table 6.5). The lower assumed price more
than compensates for the lower yield. It is possible that if additional pre-treatment is
required to remove solid particles or counteract excessive free fatty acid levels, some of
this premium may be lost. However, the analysis clearly shows the predominant effect
of feedstock cost on the ex-works cost of the ester.
The production cost of blends of waste cooking oil and tallow would clearly lie between
these two extremes. For example, the cost of a blend of 80% waste cooking oil and 20%
tallow would have a cost of 31.27p/litre.
Table 6.5: Total cost of bio-diesel produced from waste cooking oil or tallow
Feedstock WCO Tallow Oil cost £/t oil 220.00 150.00Esterification yield % 87.00* 80.00*Nett oil cost £/t ester 252.87 187.50Glycerol yield % 33.00 35.00Nett glycerol value £/t(glycerol) 80.00 80.00
£/t (ester). 26.4 28Oil cost nett of glycerol
£/t (ester). 226.47 161.10
p/litre (ester). 19.97 14.21Capital cost. p/litre (ester) 5.14 5.14Operating cost. p/litre (ester) 7.32 7.32
Biod. cost ex works p/litre (ester) 32.43 26.67*Higher yields might be expected with modern esterification technology.
6.5.2 Blend of waste cooking oil (75%) and camelina (25%): In evaluating this option,
it is assumed that the grower is paid £100/t for the camelina seed, and that the seed is
stored on the farm until it is required for pressing. Costs of transport and drying are
borne by the processor (Table 6.6). Oil pressing costs are as estimated in section 5.3.
The seed pressing cost (capital + operating) is £106.19 per tonne of oil pressed or
£31.86 per tonne of seed pressed.
It appears from this analysis that the inclusion of some camelina in the feed-stock blend
has the effect of increasing the cost of the bio-diesel produced when compared with
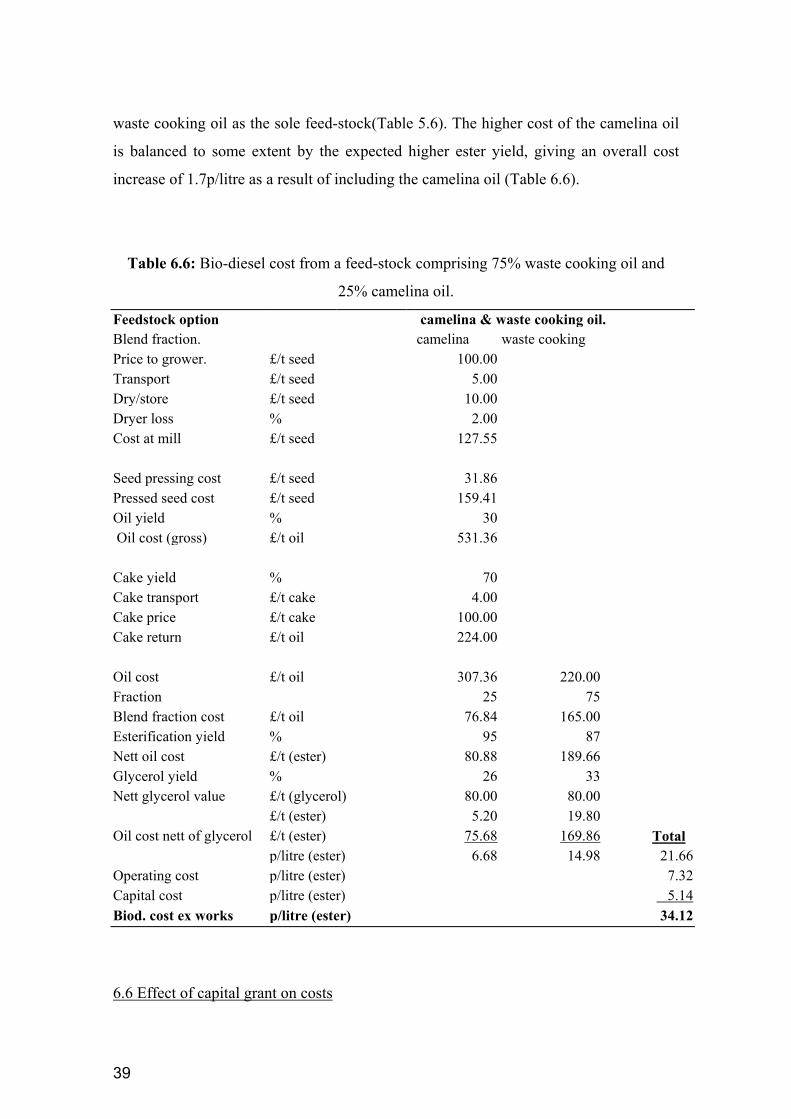
39
waste cooking oil as the sole feed-stock(Table 5.6). The higher cost of the camelina oil
is balanced to some extent by the expected higher ester yield, giving an overall cost
increase of 1.7p/litre as a result of including the camelina oil (Table 6.6).
Table 6.6: Bio-diesel cost from a feed-stock comprising 75% waste cooking oil and
25% camelina oil.
Feedstock option camelina & waste cooking oil. Blend fraction. camelina waste cooking Price to grower. £/t seed 100.00 Transport £/t seed 5.00 Dry/store £/t seed 10.00 Dryer loss % 2.00 Cost at mill £/t seed 127.55 Seed pressing cost £/t seed 31.86 Pressed seed cost £/t seed 159.41 Oil yield % 30 Oil cost (gross) £/t oil 531.36 Cake yield % 70 Cake transport £/t cake 4.00 Cake price £/t cake 100.00 Cake return £/t oil 224.00 Oil cost £/t oil 307.36 220.00 Fraction 25 75 Blend fraction cost £/t oil 76.84 165.00 Esterification yield % 95 87 Nett oil cost £/t (ester) 80.88 189.66 Glycerol yield % 26 33 Nett glycerol value £/t (glycerol) 80.00 80.00 £/t (ester) 5.20 19.80 Oil cost nett of glycerol £/t (ester) 75.68 169.86 Total
p/litre (ester) 6.68 14.98 21.66Operating cost p/litre (ester) 7.32Capital cost p/litre (ester) 5.14Biod. cost ex works p/litre (ester) 34.12
6.6 Effect of capital grant on costs

40
The costing of the waste cooking oil option was re-run with a 40% capital grant built
into the calculations (Table 6.7).
Table 6.7: Capital cost for a 3000-tonne plant with 40% grant aid.
Item Cost (£)Equipment/installation 737,500Building, foundations. 30,000Storage tanks 30,000General engineering 10,000Transport. 3,000Accommodation (60*20) 1,2006 Skilled workers 6(60*80) 28,8004 Skilled electricians 4(40*80) 12,800Grant @ 40% 341,320Total capital costs. 511,980Real annual cost of capital (20%) 102,396Total annual operating cost 249,048Working capital (1/12 of total costs)
29,287
Annualized cost of working capital. 12.5 %. 3,661Annual capital costs 106,057Capital cost £/tonne (ester) 35.35Capial cost p/litre (ester) 3.12
The effect of a 40% capital grant is to reduce the capital cost component per litre bio-
diesel from 5.14 pence to 3.12 pence, i.e. a 2 pence reduction or the equivalent of a 6%
reduction in the cost/litre.
6.7 Economics of methanol recovery
The present plant proposal does not include any facility for the recovery of methanol
from the glycerol produced. It would be advisable to examine the economic
implications of this decision more closely before constructing the plant.
On the basis of the esterification and methanol separation trials carried out, the amounts
and value of recoverable methanol in the ester and glycerol are estimated in Table 6.8.
Table 6.8: Methanol recovery savings from a 3000-tonne plant, assuming a methanol
price of £200 per tonne

41
Scenario Methanol use and cost Savings
kg/t oil £/t oil £/t oil £/ year
No Methanol recovery 161.9 32.38 0 0,000
From ester only 132.4 26.48 5.90 17,700
From ester & glycerol 79.9 16.00 16.38 49,140
The value of the methanol recovered from the glycerol comes out at £31,440 per year,
or £10.48 per tonne of bio-diesel. This would have to be balanced against the capital
and operating costs of methanol separation, and the additional difficulties of handling
the more viscous glycerol after separation. A final decision on this issue cannot be
reached until a market for the glycerol has been determined.
6.8 Discussion
The cost of bio-diesel production from the cheapest available raw materials on a scale
appropriate for a start-up plant in Ireland is from 27 to 34 pence per litre of fuel. This is
much higher than the present cost of mineral diesel, and could not be viable without
some form of subsidy. The preferred form of subsidy in EU countries to date has been
the full or partial removal of excise from bio-fuels. If this were to be applied in Ireland,
the comparable price of mineral diesel would be about 35 pence per litre, slightly
greater than the bio-diesel production cost. The excise remission could be justified by a
reduction of global warming and harmful vehicle exhaust emissions, and the provision
of a safe disposal system for organic waste materials. If a capital grant towards the cost
of the plant were available, the margin in favour of the bio-diesel would be slightly
greater. A bio-diesel plant using rape-seed oil only could not be competitive under any
circumstances.
Raw material cost accounts for between 53 and 63% of the ester production cost in the
scenarios presented here. The remaining costs could be reduced by increasing the scale
of the operation. However, uncertainty surrounding raw material availability dictates
that a beginning be made with a relatively small plant of the size proposed.
Apart from raw materials, the other factors which are shown by this analysis to have a
significant effect on production costs are the yield of ester recovered from the feed-
stock oil, the capital cost of plant, and the costs of labour and energy.
42
7. Conclusions
The experimental work carried out in this project shows that bio-diesel of acceptable
quality can be produced on a small scale in Ireland from a number of low-cost raw
materials. However, economic analysis shows that complete removal of road excise
would be required for the fuel to be competitive in price with mineral diesel. A proposal
for the establishment of a 3000 t/annum bio-diesel plant has been sent to the relevant
government agencies with a view to obtaining excise derogation. A copy of the proposal
is included in Appendix 2.
For an immediate start-up, waste cooking oil is the most promising raw material. Its use
as a sole feedstock would obviate the need for an oil extraction plant, and the properties
of the ester produced, although more variable than those of the esters from fresh
vegetable oils, would still be largely within specification. It is likely that the required
improvement in low-temperature properties could be achieved by the use of appropriate
additives and by blending ester batches with different low-temperature properties.
Blending with mineral diesel is also an option, though undesirable from a marketing
viewpoint. Some additional quality control of incoming materials would be required to
avoid excessive feedstock variability.
Camelina oil could provide up to 25%of the raw material requirement for a within-
specification bio-diesel if EU policy provides a suitable framework to stimulate non-
food arable crop production. Growers would have little difficulty in producing the crop
with their existing range of machinery. There would be little difficulty in improving
low-temperature behaviour by the use of additives. The vehicle trial in this project
suggests that bio-diesel blends with higher proportions of camelina ester, giving iodine
values in excess of 115, would not have any adverse effect on lubricating oil
performance. The cost of camelina ester, including the cost of oil extraction facilities, is
likely to be somewhat higher than that made from waste cooking oil.
In the aftermath of BSE, opportunities may well arise for the use of beef tallow as a
low-cost feed-stock. Its low iodine value opens up additional blending options, but its
poor low-temperature behaviour, coupled with its lack of response to CFPP-suppressant
additives, limits its use to inclusion in mineral diesel blends for the immediate future.
The vehicle trials carried out confirm that the behaviour of these blends is satisfactory,

43
provided the tallow ester is thoroughly filtered after esterification.
While the use of waste cooking oil and tallow can lead to big reductions in bio-diesel
production cost, and a waiver of road excise would reduce its price to a level below that
of mineral diesel, long-term viability will require further substantial cost reduction as
well as better marketing of bio-diesel in niches where it should command a premium
price. The best prospects of achieving these objectives are as follows:
(i) The search for alternative feed-stocks needs to be continued. More esearch on the
esterification of tallow is needed, to establish process requirements for high yield and
quality, and to find ways of improving its low-temperature properties so that a higher
proportion could be included in bio-diesel blends.
(ii) Ester yields obtained from all the oils used in these trials have been low in
comparison with those obtained from refined vegetable oils in existing large-scale
plants. Raising of yields have a significant effect on the economics of bio-diesel
production. Modern technology is giving very high yields with rape-seed oil; it needs
to be demonstrated that the same can be achieved with other raw materials.
(iii) More information is required on alternative uses for small amounts of glycerol. On
this scale, the investment required to produce pharmaceutical grade glycerine could
not be warranted. Uses that require a minimum amount of additional plant
investment, but add maximum value to the produce, need to be examined. When a
use for the glycerol has been decided a plant for the removal of methanol and any
further processing of the glycerol can be specified.
(iv) While there would be no difficulty marketing the output from this plant at mineral
diesel prices, niche markets should be sought where the environmental benefits of the
fuel would justify the payment of a premium price. Blends with mineral diesel would
not be acceptable on these markets, so alternative methods of improving low-
temperature behaviour are required, especially with tallow esters.
(v) While it is prudent to start such a new venture on a small scale, once the plant has

44
been established the possibilities of accessing sufficient quantities of low-cost feed-
stocks to expand production and improve scale economy should be examined.
8. References Anon., 1997. Oil World Annual, 1997. ISTA Mielke GmbH, Langenberg 25, 21077
Hamburg, Germany.
Commission of European Communities, 1993. Proposal for a Council Directive
concerning the specifications for vegetable oil methyl esters as a motor fuel. May,
1993.
Central Statistics Office, 1997.Trade Statistics of Ireland, 1996. pp. 76 and 158.
Frohlich, A. & Rice, B., 1995. The preparation and properties of bio-diesel grade methyl
ester from waste cooking oil. Minutes of the activity meeting of the IEA, Vienna,
November, 1995. 11-18.
Mittelbach, M., 1996. The high flexibility of small scale bio-diesel plants. Production of
methyl esters in high quality using various feedstocks.Proc. 2nd European Motor
Biofuels Forum. Graz, Sept 22-25, 1996. pp. 183-187.
O Norm C1190 (1995): Vornorm-Kraftstoffe - Dieselmotoren, rapsolmethylester,
anforderungen. Vienna.
Pelkmans, L., 1996: Used vegetable oil methyl ester demonstration in Belgium. Proc.
Altener Conf. Renewable Energy Entering the 21st Century. Sitges Nov. 25-7, 1996.PP
1317-23
Rice, B. (1995): Promotion of the use of vegetable oil as a diesel engine fuel
extender/replacement in Ireland. Final Report, Altener Contract no. xv11/4.1030/93-12.
45
APPENDIX 1
Guidelines for the Production of Camelina Sativa
Camelina seed is very small (T.G.W. 1.4 g), about twice the size of white clover seed (T.G.W. 0.6 g). Careful seedbed preparation and sowing is essential to achieve a good plant stand. Soil Sample Take a representative soil sample before starting. Take more than one sample per site if local knowledge indicates differences across the site. Store the samples for collection by Oak Park. Pre-sowing preparation 1. Spread 3 bags 10:10:20 per acre and till-in 2. Use Treflan at 2.5 l/ha (1.75 pt/ac) and work into the top two inches of the soil.
Spray and till-in immediately. 3. Ideally roll before sowing with a Cambridge roller. If this is not possible and soil
conditions are very dry, roll with a light flat roller after sowing. 4. Because of the small seed size a fine level seedbed is required. Seed drill A light narrow row drill (e.g. Fiona, Nordsten, Amazone, Accord Pneumatic) is ideal. Seed rate Aim to sow between 6 and 8 kg/ha (5.5 to 7 lb/ac). Drill the seed as shallow as possible, making sure the seed is covered. Top dressing The total nitrogen requirement is around 90 kg/ha (72 units/ac). With 38 kg/ha (30 units/ac) supplied to the seedbed, top dress with 50 kg/ha (40 units/ac) once the crop has four leaves. Disease/pest control None.

46
Expect to harvest the crop direct around the end of August/early September.

47
APPENDIX 2
Proposal for the establishment
of a bio-diesel plant
at Dublin Products, Dunlavin, Co. Wicklow