automobile steel wheels the road to dual phase/media/files/autosteel/great designs in steel...w w w...
TRANSCRIPT
w w w . a u t o s t e e l . o r g
AUTOMOBILE STEEL WHEELSThe Road to Dual Phase
Thomas HeckHayes Lemmerz International
w w w . a u t o s t e e l . o r g
AUTOMOTIVE STEEL WHEELSThe Road to Dual Phase
• Automotive Wheels Have Been Manufactured From Many Materials Through Out The History Of The Automobile:
• Wood• Steel (Casting, Sheet or Wire)• Aluminum (Casting, Forging, or Sheet)• Magnesium• Composites (FRP)• Combinations of the Above

w w w . a u t o s t e e l . o r g
AUTOMOTIVE STEEL WHEELSThe Road to Dual Phase
• From The Early Days Steel Has Been A Predominant Choice For Wheel Materials:
Pressed Steel Wheel
Circa 1910
Early Wire Wheel
Circa 1920

w w w . a u t o s t e e l . o r g
AUTOMOTIVE STEEL WHEELSThe Road to Dual Phase
• The Age of Steel (1935 – 1980s): During This Period Steel Wheels Dominated The Automobile. By 1935 Wheel Diameters Had Decreased From 36” To 16” And Rim Widths Increased From 3”to 6”. The Processes Of Stamping The Center (Disc) And Rolling The Rim Were Well Suited For High Volume Low Cost Production.
w w w . a u t o s t e e l . o r g
AUTOMOTIVE STEEL WHEELSThe Road to Dual Phase
• Hot Rolled Low Carbon Steel Grades Were Predominant For Wheels Prior To The 1970s And Continue To Be Used Primarily on Rims Today:
• Discs: • Rimmed 1012/1015 HRLC
• High Formability – Low Alloyed Outer Surface• Converted to Continuous Cast 1012/1015 HRLC
• Rims: • Mechanically Capped 1008/1010 HRLC• Converted to Continuous Cast 1008/1010 HRLC
• Still the Predominant Steel Alloy for Rims
w w w . a u t o s t e e l . o r g
AUTOMOTIVE STEEL WHEELSThe Road to Dual Phase
• The Early To Mid 1970s Brought The Need To Reduce Weight And Led To The Introduction Of Higher Strength Steels Into Wheels:
• North America: 955X / 960Y HSLA Grades• Precipitation Hardening w/Cb Additions for Grain Refinement
• Europe: Dual Phase Grades• DP550 – Initially Si Chemistry
• Japan: SAPH 45 – 60 HSLA Grades• C-Mn Grades with Improved Formability
w w w . a u t o s t e e l . o r g
AUTOMOTIVE STEEL WHEELSThe Road to Dual Phase
• This Demand For Higher Strength Steels Along With A Need To Maintain Formability Led To The 1st Attempted Use Of Dual Phase Steel For Wheels In North America:
• Mid 1970s – SAE980X Continuously Annealed Dual Phase• Motor Wheel Corporation: AMC Wheel• Kelsey Hayes: Cadillac Wheel
• Both Attempts Discontinued – Production Steel Problems• Material Property Inconsistencies• Surface Cosmetics due to High Si Levels

w w w . a u t o s t e e l . o r g
AUTOMOTIVE STEEL WHEELSThe Road to Dual Phase
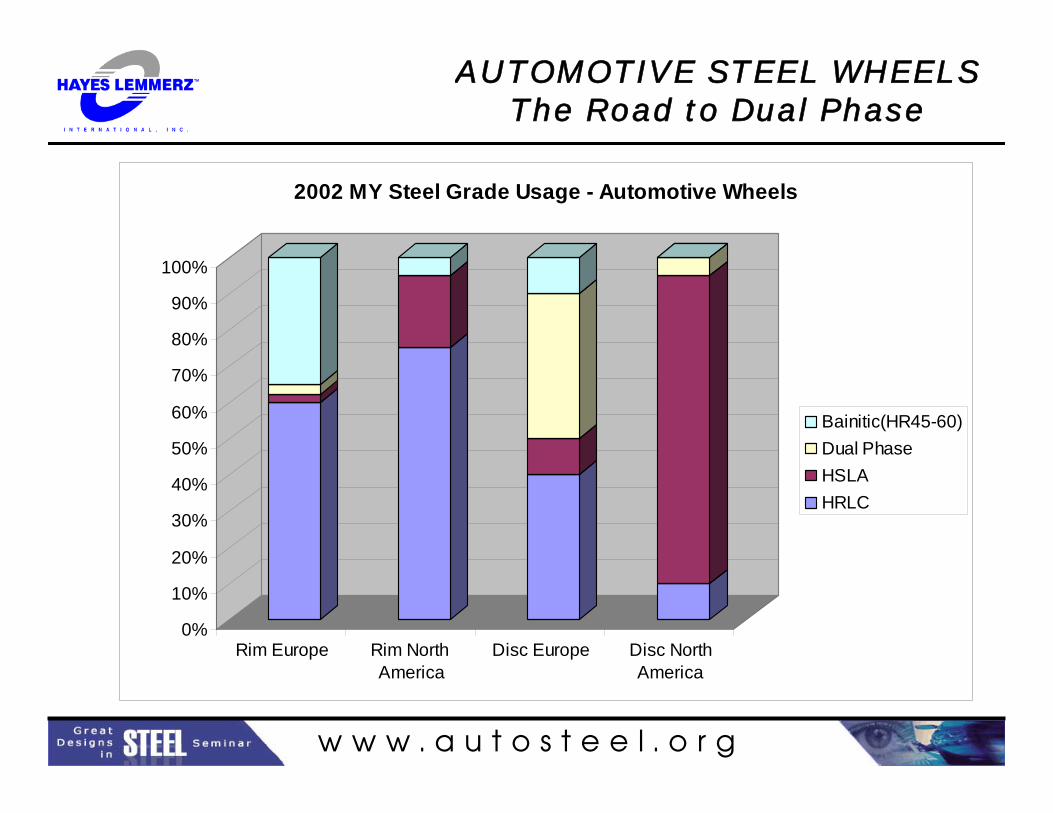
• The 980X Experience Resulted In North American Wheel Manufacturers And OEMs Reluctant To Pursue Dual Phase Steel For Wheels:
• Micro-Alloyed HSLAs became the Standard for North American Light Weight Steel Wheel Applications
• Dual Phase / Bainitic Steels became the Standard for European Light Weight Steel Wheel Applications
w w w . a u t o s t e e l . o r g
AUTOMOTIVE STEEL WHEELSThe Road to Dual Phase
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
Rim Europe Rim North America
Disc Europe Disc NorthAmerica
2002 MY Steel Grade Usage - Automotive Wheels
Bainitic(HR45-60)Dual PhaseHSLAHRLC

w w w . a u t o s t e e l . o r g
AUTOMOTIVE STEEL WHEELSThe Road to Dual Phase
• Renewed Interest in Dual Phase:• Aluminum Wheel Penetration
• Advantages of Styling and Weight• Need for Improved Formability
• High Vent Wheel Development• Renewed Need for Weight Reduction• Dual Phase Development for Ford “Impact” Program• Development of Cr Based DP Chemistry
• Increased Availability

w w w . a u t o s t e e l . o r g
AUTOMOTIVE STEEL WHEELSThe Road to Dual Phase
0.0%
10.0%
20.0%
30.0%
40.0%
50.0%
60.0%
70.0%
80.0%
90.0%
100.0%
1980
1981
1982
1983
1984
1985
1986
1987
1988
1989
1990
1991
1992
1993
1994
1995
1996
1997
1998
1999
2000
2001
2002
2003
%Aluminum %Steel
Wheel Material Usage 1980 - Present

w w w . a u t o s t e e l . o r g
AUTOMOTIVE STEEL WHEELSThe Road to Dual Phase
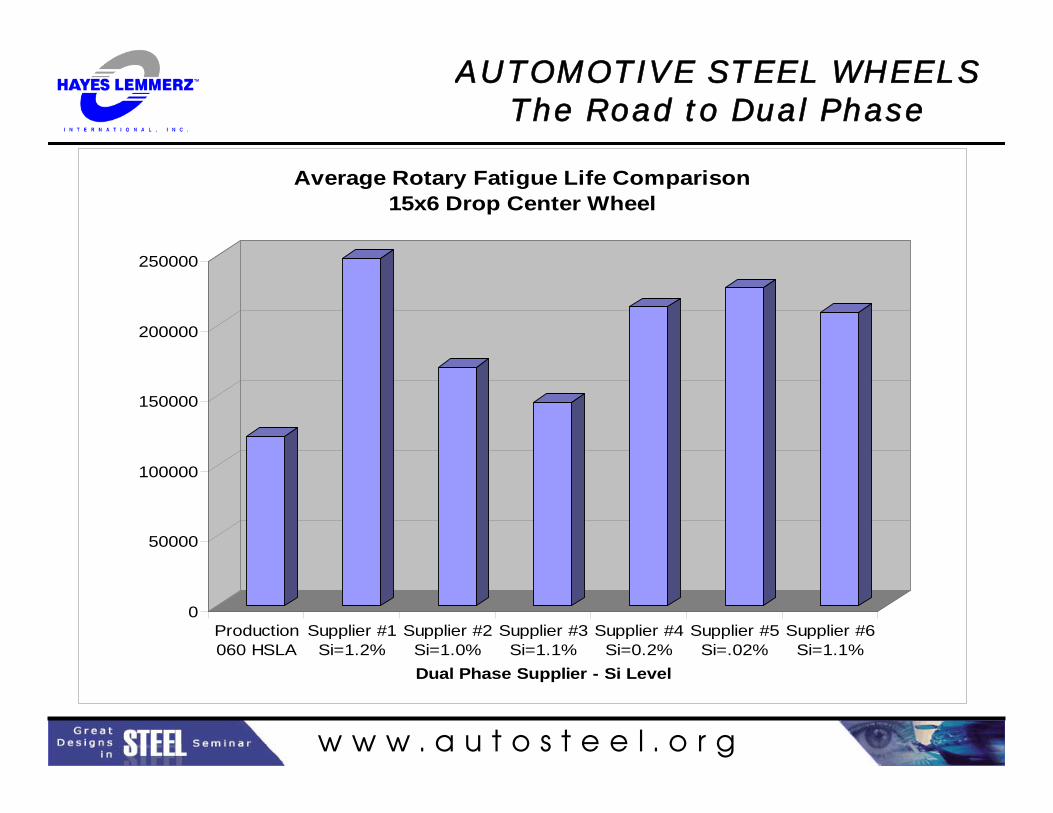
• 1999: Hayes Lemmerz Began An Investigative Study Into Utilizing Dual Phase In Steel Wheels:• Trial DP Steels from 7 Global Suppliers:
• 2 North American• 1 South American• 2 European• 2 Asian
• Chemistry:• Si (4 Suppliers)• Cr (3 Suppliers)

w w w . a u t o s t e e l . o r g
Attributes Evaluated (Dual Phase vs HSLA):
Fatigue StrengthHigher Base Tensile Strength
87 ksi min. vs 75 ksi min.Greater Work HardeningPaint Bake Hardening
FormabilityLower Yield to Tensile Ratio
0.60 - 0.70 Typical vs 0.80 – 0.90
AUTOMOTIVE STEEL WHEELSThe Road to Dual Phase
w w w . a u t o s t e e l . o r g
AUTOMOTIVE STEEL WHEELSThe Road to Dual Phase
0
50000
100000
150000
200000
250000
Production060 HSLA
Supplier #1Si=1.2%
Supplier #2Si=1.0%
Supplier #3Si=1.1%
Supplier #4Si=0.2%
Supplier #5Si=.02%
Supplier #6Si=1.1%
Dual Phase Supplier - Si Level
Average Rotary Fatigue Life Comparison15x6 Drop Center Wheel
w w w . a u t o s t e e l . o r g
AUTOMOTIVE STEEL WHEELSThe Road to Dual Phase
0
100000
200000
300000
400000
500000
600000
700000
800000
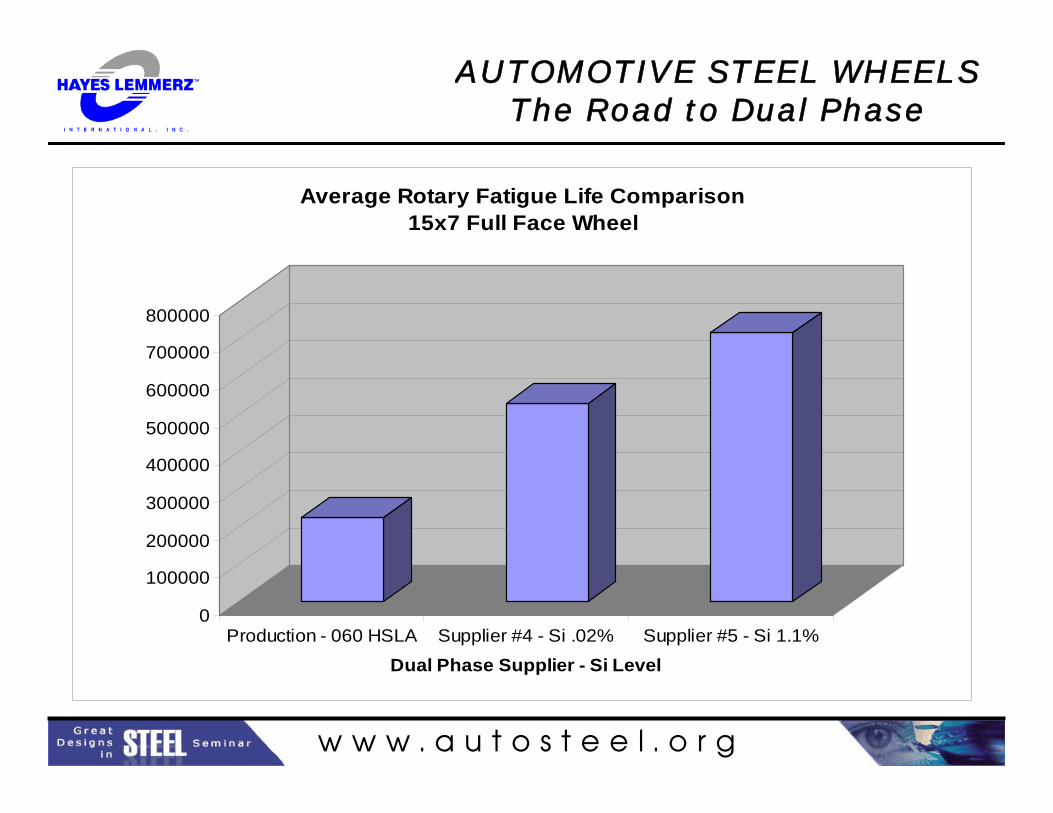
Production - 060 HSLA Supplier #4 - Si .02% Supplier #5 - Si 1.1%Dual Phase Supplier - Si Level
Average Rotary Fatigue Life Comparison15x7 Full Face Wheel
w w w . a u t o s t e e l . o r g
AUTOMOTIVE STEEL WHEELSThe Road to Dual Phase
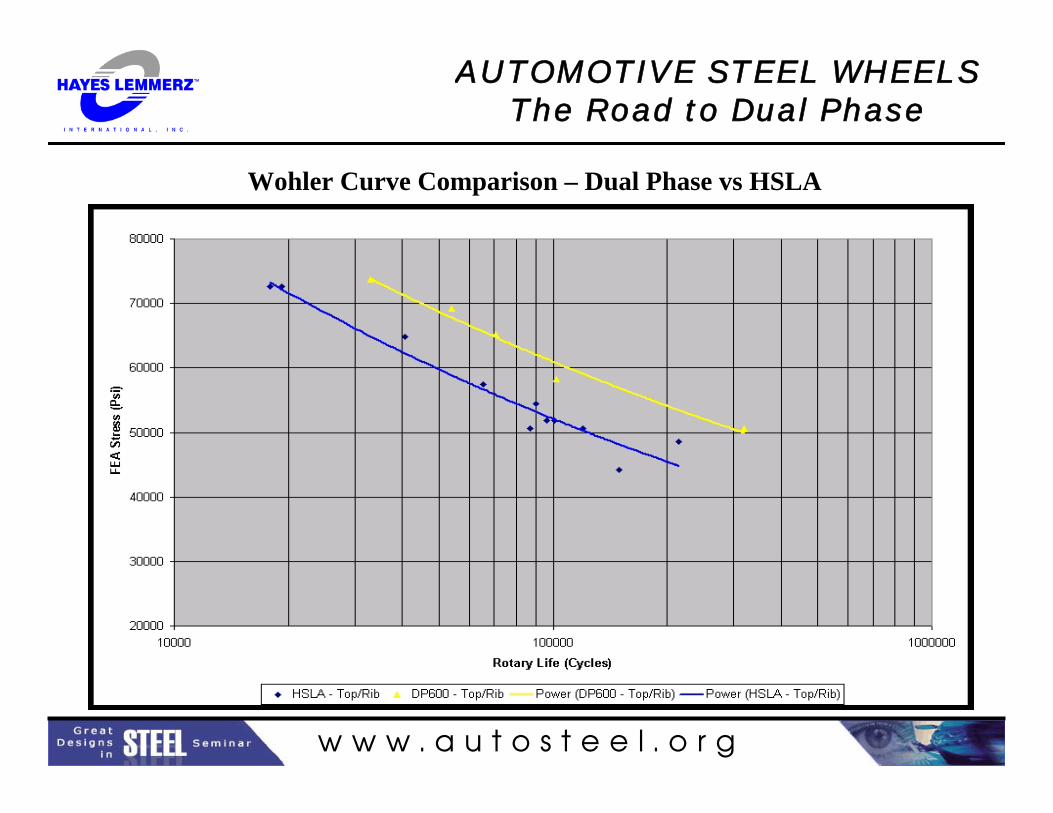
Wohler Curve Comparison – Dual Phase vs HSLA

w w w . a u t o s t e e l . o r g
AUTOMOTIVE STEEL WHEELSThe Road to Dual Phase
• Evaluation Results: Benefits Confirmed
• Fatigue Performance Improvement• Typically 50% or Greater Increase
• Allows for 10% Gauge/Mass Reduction
• Formability• Reduced Forming Scrap• Reduced Leuder (Strain) Lines

w w w . a u t o s t e e l . o r g
AUTOMOTIVE STEEL WHEELSThe Road to Dual Phase
• Evaluation Results: Concerns• Cosmetics
• “Tiger” (Silicon) Stripes• Formability
• Higher Work Hardening (n-values)
• Redesigned Die Operations
• More Forming Up Front
• Consistency
• Heat to Heat Variation (1970’s Experience)
• Availability and Cost

w w w . a u t o s t e e l . o r g
AUTOMOTIVE STEEL WHEELSThe Road to Dual Phase
• Going Forward:
• 2006 MY Production Dual Phase Programs• Flex Wheel Programs
• Cr Chemistry Dual Phase Specified• 2 Suppliers Identified
• Additional Steel Suppliers to be Evaluated
w w w . a u t o s t e e l . o r g
AUTOMOTIVE STEEL WHEELSThe Road to Dual Phase
• I’d Like to Acknowledge the Following Contributors:• Steel Companies:
• USS / National Steel• Kobe• Usinor• Usiminas
• Personnel• Alan Coleman (Hayes Lemmerz)• Mike Miller (Hayes Lemmerz)• Hayes Lemmerz Sedalia, MO Plant• Chuck Gregoire (National Steel)• Weiping Sun (National Steel)• Dave Ruhno (USS)• Garth Lawrence (Smithers Scientific)

w w w . a u t o s t e e l . o r g
DEVELOPMENT OF HIGH CHROME
DUAL PHASE FERRITE-MARTENSITE
STEEL FOR WHEELS APLICATION
João Alfredo GrittiArvinMeritor

w w w . a u t o s t e e l . o r g
AUTO INDUSTRY DEMAND FOR WHEELS IN THE LAST 7 YEARS
• Cost Reduction
• Weight Reduction
• Durability (+ fatigue)
• Appearance
• Better Uniformity
• Increase in Size
w w w . a u t o s t e e l . o r g
ARVINMERITOR STEEL APPLICATION
– Until 1986• Mild Steel - Carbon/Manganese
Y. S. = 240 MPa Minimum (35 ksi) T. S. = 350 MPa Minimum (50 ksi)
for disc and rim application
w w w . a u t o s t e e l . o r g
ARVINMERITOR STEEL APPLICATION
– End of the 1980’s• High Strength Low Alloy - T. S. = 450 MPa (65 ksi) for disc and rim application (similar SAE J1392 050 YK)
• Hardening and grain size refining through precipitation of a very fine carbonitrides in the ferritic matrix.

w w w . a u t o s t e e l . o r g
– 1992 / TWO POSSIBILITIES•Continue to increase T. S. through the precipitation hardening (Nb - Nb + Ti Microalloys).
Limitation: poor formability
•To develop the hardening by a phase transformation produced by a controlled cooling at the hot rolled mill with high formability.
ARVINMERITOR STEEL APPLICATION
w w w . a u t o s t e e l . o r g
– BAINITIC STEEL (SIMILAR SAE J1392 070XF)•HSLA development - T. S. = 550 MPa (80 Ksi) for disc and rim application•Transformation hardening steel (Japanese Concept) 5% weight reduction for disc application (compared to Nb Microalloyed)
•Improved formability, weldability and behavior at the hole expansion test. Very good fatigue performance.
– Application: Toyota, DaimlerChrysler and Honda
ARVINMERITOR STEEL APPLICATION

w w w . a u t o s t e e l . o r g
– 1994 / DUAL PHASE STEEL DEVELOPMENT•Hardening through a martensite phase produced by a controlled cooling at the hot rolled mill, for disc application.
•Dual Phase is currently used by Japanese and Germany Industries which reduced the disc weight 5 to 8 % (compared to Bainitic Steel).
– Limitation: Maximum Thickness 4.5 mm•Only for Disc Application•Surface Quality (Red Scale)•Simple Design Application
ARVINMERITOR STEEL APPLICATION
w w w . a u t o s t e e l . o r g
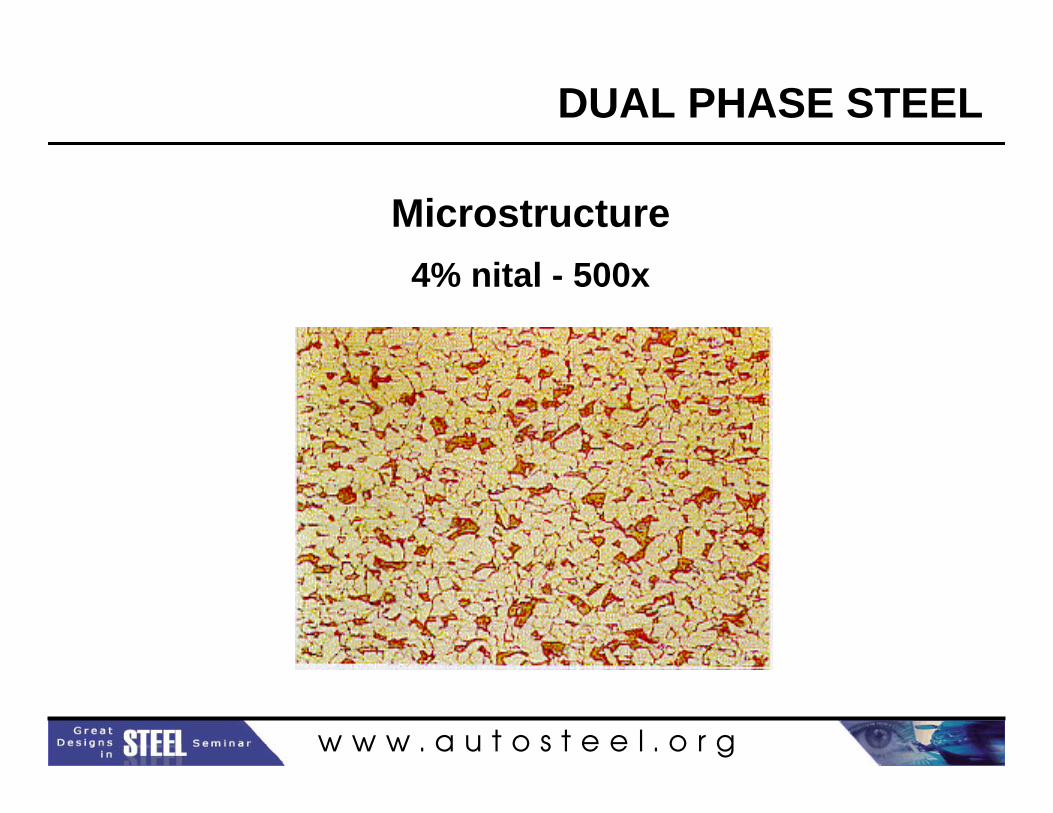
DUAL PHASE STEEL
Microstructure 4% nital - 500x

w w w . a u t o s t e e l . o r g
DUAL PHASE STEEL
Microstructure Metabissulphite - 500 X
w w w . a u t o s t e e l . o r g
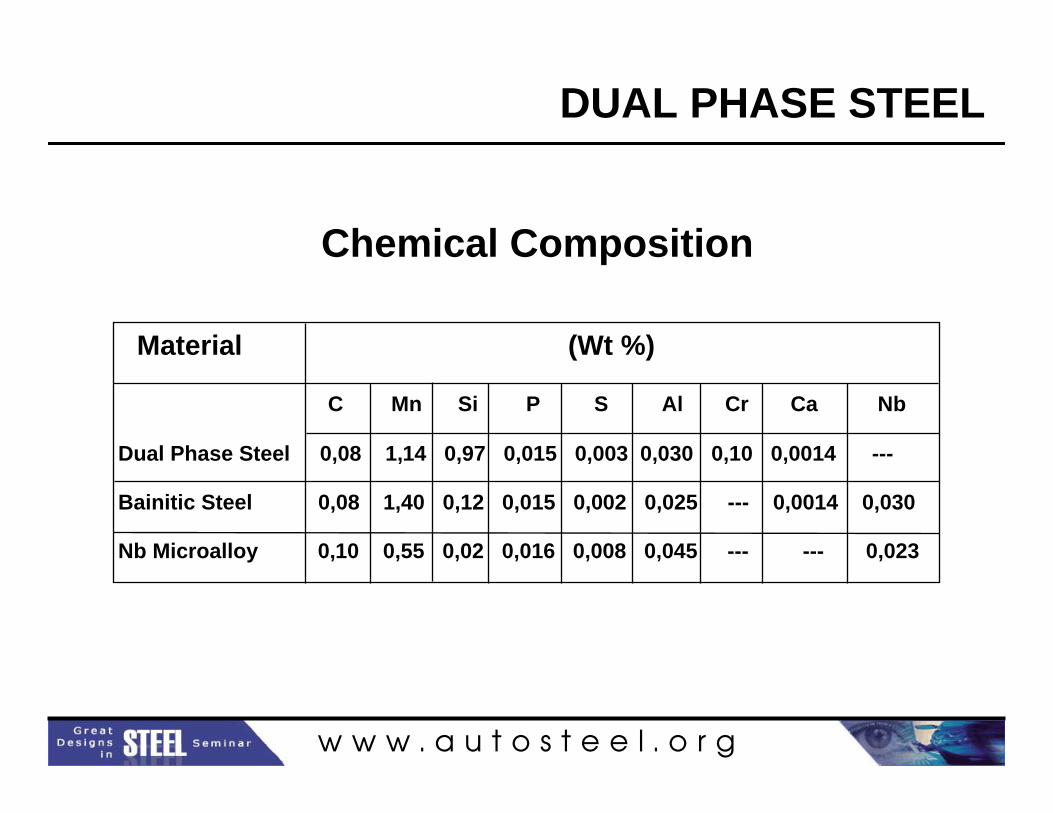
Chemical Composition
DUAL PHASE STEEL
Material (Wt %)
C Mn Si P S Al Cr Ca Nb
Dual Phase Steel 0,08 1,14 0,97 0,015 0,003 0,030 0,10 0,0014 ---
Bainitic Steel 0,08 1,40 0,12 0,015 0,002 0,025 --- 0,0014 0,030
Nb Microalloy 0,10 0,55 0,02 0,016 0,008 0,045 --- --- 0,023

w w w . a u t o s t e e l . o r g
DUAL PHASE STEEL
Typical ResultsMaterial YS TS YS/TS El (%)
(MPa) (MPa) (GL: 50 mm)
Dual Phase Steel 390 (57 ksi) 650 (95 ksi) 0,60 26
Bainitic Steel 480 (69 ksi) 596 (86 ksi) 0,80 25
Nb Microalloy 390 (57 ksi) 488 (71 ksi) 0,79 31
Mechanical Properties

w w w . a u t o s t e e l . o r g
Thickness: 3.80 mm
USI-RW-600DP
B10%=105.310 ciclosDual Phase Steel
USI-RW-550
B10%=32.447 ciclosBainitic Steel
USI-RW450B10%=23.229 ciclosNb Microalloy
FATIGUE BEHAVIOR DP STEEL WITH Si
w w w . a u t o s t e e l . o r g
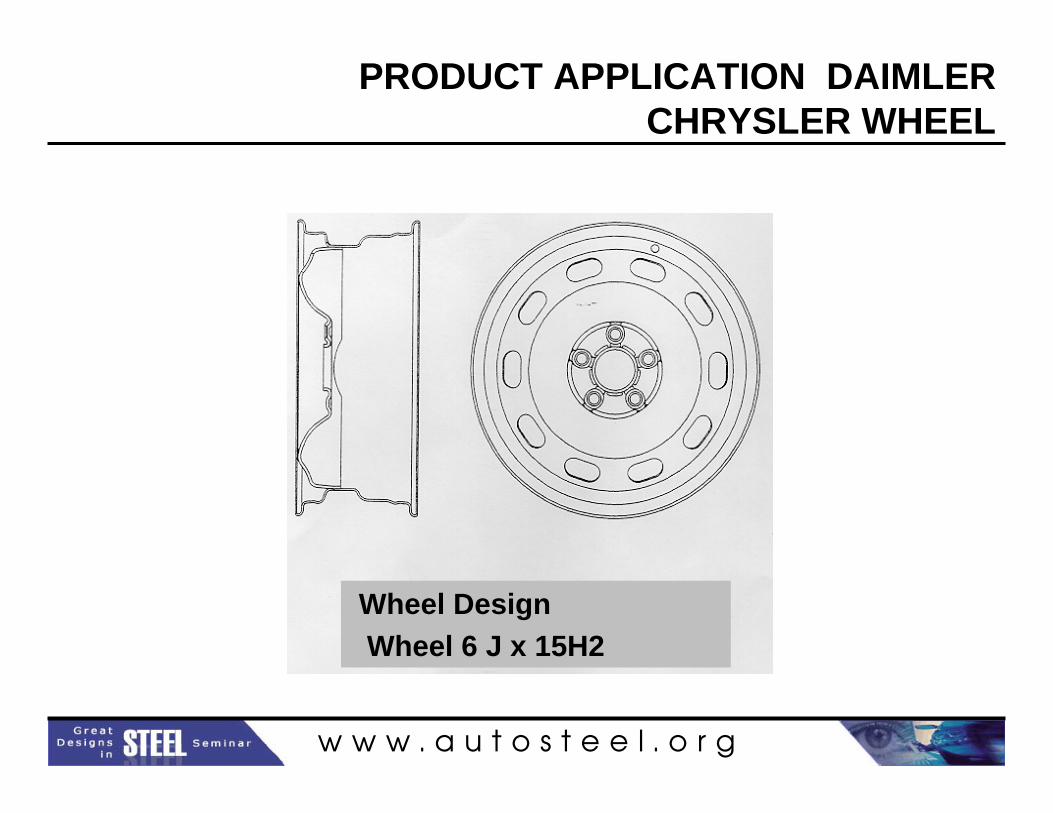
Wheel DesignWheel 6 J x 15H2
PRODUCT APPLICATION DAIMLER CHRYSLER WHEEL
w w w . a u t o s t e e l . o r g
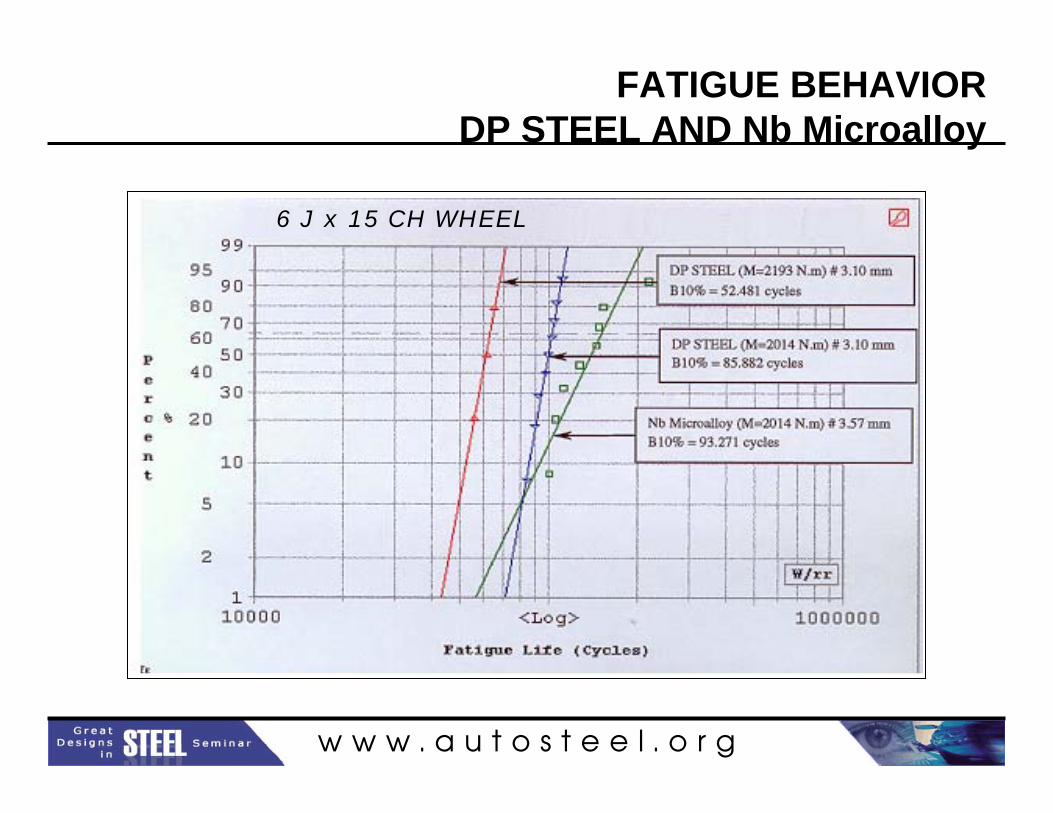
6 J x 15 CH WHEEL
FATIGUE BEHAVIORDP STEEL AND Nb Microalloy
w w w . a u t o s t e e l . o r g
RED SCALE

w w w . a u t o s t e e l . o r g
RED SCALE

w w w . a u t o s t e e l . o r g
– 1999 / DUAL PHASE HIGH CHROME •Hardening through a martensite phase produced by a controlled cooling at the hot rolled mill, for disc application.
– Material developed to eliminate red scale
– Limitation: Maximum Thickness 4.5 mm•Only for Disc Application•Simple Design Application
ARVINMERITOR STEEL APPLICATION

w w w . a u t o s t e e l . o r g
Chemical Composition
ARVINMERITOR STEEL APPLICATION
Material (Wt %)
C Mn Si P S Al Cr Ca N
Dual Phase Si 0,08 1,14 0,97 0,015 0,003 0,030 0,10 0,0014 0,0047
Dual Phase Cr 0,07 1,20 0,03 0,060 0,002 0,025 0,58 0,0023 0,0054
w w w . a u t o s t e e l . o r g
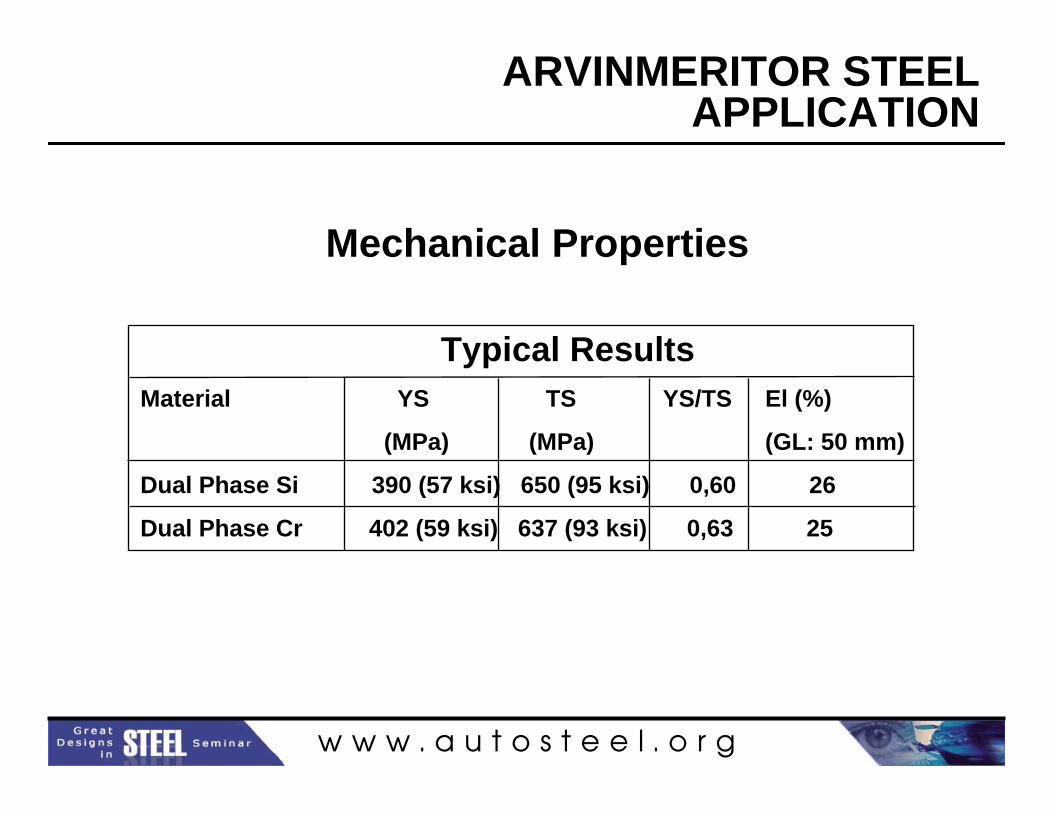
ARVINMERITOR STEEL APPLICATION
Typical ResultsMaterial YS TS YS/TS El (%)
(MPa) (MPa) (GL: 50 mm)
Dual Phase Si 390 (57 ksi) 650 (95 ksi) 0,60 26
Dual Phase Cr 402 (59 ksi) 637 (93 ksi) 0,63 25
Mechanical Properties

w w w . a u t o s t e e l . o r g
FATIGUE BEHAVIOR DPSTEEL THICKNESS 3.80mm

w w w . a u t o s t e e l . o r g
ARVINMERITOR STEEL APPLICATION
Application of HSLA material provides the following possibilities in terms of weigh reduction.
RIM Nb Microalloy Bainitic Steel10%
Bainitic Steel DP with Cr5 to 8%
DISC Nb Microalloy Bainitic Steel5 to 8%

w w w . a u t o s t e e l . o r g
ARVINMERITOR STEEL APPLICATION
Tensile Strength (MPa)
350 400 450 500 550 600 650 700
45
40
35
30
25
20
Elo
ngat
ion
(%)
Q1 Meritor GradeC - Mn - Steel
Q4 Meritor GradeNb Microalloy
Q7 Meritor GradeBainitic Steel
Q8 Meritor GradeDual Phase Steel

w w w . a u t o s t e e l . o r g
THANK YOU!

w w w . a u t o s t e e l . o r g
w w w . a u t o s t e e l . o r g
Sponsored by: American Iron and Steel Institute