anil full dissertation report
TRANSCRIPT


Dissertation Report on
Finishing studies on Poly urathene (PU) and
Shellac coats on Teak (Tectona grandis) and
Deodar (Cedrus deodara) surfaces
Submitted by
ANIL MUNDOTIYA
In partial fulfilment of the requirements for the award of degree of
M.Sc. (Wood Science and Technology)
(2013-2015)
Under the supervision of
Dr. Kishan Kumar V. S.
Scientist-F
Wood Working and Finishing discipline,
Forest product division
FOREST RESEARCH INSTITUTE (Deemed) UNIVERSITY
(INDIAN COUNCIL OF FORESTRY RESEARCH AND EDUCATION) P.O. IPE, KAULAGARH ROAD, DEHRADUN – 248006
May, 2015

Finishing studies on Poly urathene (PU) and
Shellac coats on Teak (Tectona grandis) and
Deodar (Cedrus deodara) surfaces
A Dissertation report submitted in partial fulfilment of the requirement for
the degree of Master of Science in Wood Science and Technology at Forest
Research Institute (Deemed) University, Dehradun
By
ANIL MUNDOTIYA
Forest Research Institute, Dehradun
May, 2015


DECLARATION
I hereby declare that the Dissertation Report on
“Finishing studies on Poly urathene (PU) and Shellac coats
on Teak (Tectona grandis) and Deodar (Cedrus deodara)
surfaces” submitted in requirement of partial fulfillment for
the award of the degree M.Sc. Wood Science and Technology of
Forest Research Institute (Deemed) University, Dehradun,
work carried by me under the guidance of Dr. Kishan Kumar
V.S. Scientist-F, Wood working and Finishing Disciplin,
Forest Products Division, Forest Research Institute Dehradun
and that no part of this Dissertation Report has been
submitted for any other degree or diploma.
PLACE: FRI, DEHRADUN (UK) ANIL MUNDOTIYA
M.Sc. Wood Science &
Technology (2013-2015)

ACKNOWLEDGEMENT I am extremely grateful to Director/Vice chancellor of Forest
Research Institute Deemed University, Dehradun (Uttarakhand) for
providing me facilities and continuous encouragement.
I am grateful to Dr. Neelu Gera, IFS Dean, (Academic) FRI Deemed
University, Dehradun and course coordinator Dr. Pratima Patel for
providing me an opportunity to work on this aspect.
I have profound privilege of expressing my deep sense of gratitude
and indebtedness to esteemed Advisor Dr. Kishan Kumar V. S.
(scientist F) Wood working and Finishing Discipline, Forest Product
division, Forest Research Institute, Dehradun whose inspiration,
worthy guidance, constructive suggestions and criticism
throughout the making of this Dissertation Report and constant
encouragement without which this work would never be possible.
I would like to extend my thanks to Dr. Sachin Gupta, Mr. C. M. Sharma and all staff members for their support and help during the dissertation work,
I am pleased to avail this rare opportunity to express my sincere regards to my friends (Ranjeeta, Sanjay, Ajit Mishra, Sonia and Sandeep), my seniors (Mr. Shikhar Shukla, PhD Scholar) and juniors who helped me out and motivated me.
Last but not the least, I express my grateful acknowledgement to my parents (Mr. Kailash Chandra & Mrs. Lakshmi Devi) and my brother (Mr. Brij Mohan) whose blessings are constantly with me and my studies for my whole life.
Anil Mundotiya

Contents CHAPTER 1...................................................................................................................................... 1
INTRODUCTION ........................................................................................................................ 1
CHAPTER 2 ..................................................................................................................................... 4
REVIEW OF LITERATURE .................................................................................................... 4
WOOD AS A MATERIAL: .................................................................................................... 4
FINISHING AND WOOD FINISHES: ............................................................................... 4
HARDWOOD AND SOFTWOOD ANATOMY: A COMPARISON ............................. 7
MOISTURE CONTENT IN WOOD .................................................................................... 8
SHELLAC: ................................................................................................................................ 9
POLYURERTHANE: ............................................................................................................ 10
DESCRIPTION OF WORKABILITY OF THE SPECIES: ........................................ 11
CHAPTER 3 ................................................................................................................................... 13
MATERIALS AND METHOD: .............................................................................................. 13
CHAPTER 4 ................................................................................................................................... 15
Results & discussions: ......................................................................................................... 15
CHAPTER 5 ................................................................................................................................... 26
Conclusions: ............................................................................................................................. 26
REFERENCES .............................................................................................................................. 27

CHAPTER 1
INTRODUCTION
In recent years there is considerable awareness due to urbanization and
improvement in standard of living. The craze for certain woods like Deodar
(a softwood) and Teak has not diminished and both the species are quite
expensive in their prices. Those who are affording such species have an in-
built desire to get best coated-finished surface. Whereas, other timbers in
house construction are painted thereby hiding the inherent colour, texture
and grain of the species which appears to be normal with secondary species.
However, Teak and Deodar wood is well known for its grain, golden brown
colour even-texture or its fine-grain. Such species are preferred to be coated
with transparent to translucent finishes, clear lacquers and polishes. In
recent years there is a growing trend to use PU finishes for wood surfaces
after achieving tremendous success in the field of metals. The conventional
spirit shellac polish popularly known as French polish (IS: 2338, Part I,
1967) finding its use dating back to 16th century is still extensively
practiced in view of its simplicity and wider acceptability. The spirit shellac
polish can be reapplied after a period of time (refinishing) without much
efforts as pigment binder interphase quite common in paints appears to be
non-existent. It was therefore, considered desirable to take the aspect of
surface finishing on these two species and study them with regard to coating
thickness, gloss and moisture uptake. As these are important components
in the field of wood finishing.
There are two principal aspects that make it necessary to apply a
suitable finish to wood – dimensional stability and aesthetics. Wood needs
to be sheltered from changes in atmospheric humidity, microorganisms,
insects, dirt and surface wear, and from mechanical damage of its surface.
The functional aspect of finishing therefore should take into account all

these factors in the service life of a product and choose coatings
appropriately. Aesthetics is the other aspect of finishing. Wood in its
naturally occurring form and colour often needs to be decorated, tainted for
a more appealing look. Sometimes a suitable finish may improve the surface
look manifolds. Defects have to be covered for better look and inferior grade
timbers can be correctly processed to look like superior grade timber.
Wood properties such as density (specific gravity), growth rate,
hardwood-softwood, heartwood–sapwood, earlywood–latewood, grain angle,
vessels, and texture vary within and across wood species. However, if one
understands how wood properties, finish, and environmental conditions
interact, it should be possible to estimate finish performance for most wood
species.
Amongst all other factors that affect the finishing in wood, the
difference of softwood and hardwood is of major importance. Softwoods are
composed of only a few significant cell types. Many Hardwoods are composed
of at least four major kinds of cells. Only hardwoods contain vessels of which
softwoods are devoid of. The difference in the constitution of cell types in
both definitely affects the process of finishing and the nature of the coat
applied.
Similarly no coating is entirely moisture proof. As there is no way of
completely keeping moisture out of wood that is exposed to prolonged
periods of high RH. At this point, the type of substrate on which the finish
coat has been applied also affects the finish performance significantly. As
wood is exposed to varying RH conditions, it absorbs or desorbs moisture
depending on the RH. A coating that is effective at excluding moisture merely
slows absorption or desorption of moisture.
Irrespective of whether finishing is done by hand or mechanically, the
diversity and complication of the finishing materials available today make it
crucial that it has to be a well-planned partnership of the finish
manufacturer, the machine manufacturer and the end user.
Stain, Paint, and Finish are the three principal classifications for ordinary
wood treatments. Stains hold pigments and are used to shade the wood.
Paints have tinted pigments and sit on the wood to form a defensive coating.
Some finishes are purely paint without the pigment that lay down a clear
protective coating. There are five universal types of finishes in the market.
They are:
Oil
Varnish and Polyurethane
Shellac
Lacquer
Water-based Finishes
Applying finishes is lone part of wood working that doesn’t involve lots of
tools. There are mainly three key tools used to apply all of the finishes; rags,
brushes, and a spray gun. Many professionals will use a spray gun for
smooth even coats.
GLOSS:
A measurement proportional to the amount of light reflected from a surface
is gloss. Many people consider gloss to be an important factor while choosing paints,
lacquers and polishing formulations for their interior and exterior uses. The contractors
tend to prefer low gloss paint because touch-ups are easier and imperfections in the
finish are less apparent. Gloss is basically the specular reflection of light from the
finished wood surface. Gloss of the surface is measured by gloss meter defining gloss
level using 600 gloss head angle. Gloss of the surface depends on the use for which it
is to be prepared, for instance, the gloss of the surface in a well lit room should be kept
low in contrary to the dim lit room where furniture and panels are coated with high
gloss polishes.
Geometry: For best results the correct measurement geometry should be
chosen based on the reflectance of the material:
Matt Finish 85°, Mid Gloss 60°, High Gloss and Metallic 20°.
Measurement Unit: GU

CHAPTER 2
REVIEW OF LITERATURE
WOOD AS A MATERIAL: Fiest (1982) considers wood to be a naturally durable material that is
versatile in nature. Usually there lies a misconception that wood, in duration
of few years gets degraded but there are many examples that prove this
concept wrong. Like the tomb of the Egyptain pharaoh Tutankhamen, who
ruled in the14th century B. C., contained wood objects that were in perfect
condition when recovered in the 20th century. Some Japanese temples
constructed with wood date back 13 centuries. These facts show that wood,
in favourable conditions may last for centuries undamaged. Numerous such
facts from the chest of world history are always prepared to prove wood as
a promising material. When surrounded by this material we feel very
comfortable and cozy. Wood, in houses and gardens and in surroundings
gives a really calm and beautiful appearance. This is one of the reasons why
leading designers and building experts prefer wood as a perfect material for
interiors.
According to one of the studies conducted by REMMERS industries
(2011), tree bark in the outer layer of trees not only protect it from outside
climatic disturbances but also helps the wood from drying. It is the gift of
the scientific world that created paints and wood coats that act as a barrier
in the absence of the natural barrier of ‘bark’ when it is in service.
Wood is also described as a biologically derived renewable raw
material with a low processing energy demand (Dubey, M. K., 2010). It is
recyclable and biodegradable. Timber products with prolonged life can be
used as a repository for CO2 (Bruce and Lucy, 2006) and can be considered
as a future-oriented material to achieve the universal goal of sustainable
development and a low carbon future.
FINISHING AND WOOD FINISHES: Every wood work before use require attractive appearance as well as
protection from degradation caused by changing atmospheric conditions like
temperature, alternate wetting and drying, exposure to sunlight, dirt etc.
these twin objectives are generally achieved by application of suitable wood
finishes like paints, varnishes or polishes (Gupta, S. et al. 2008). A wide
variety of organic coatings translucent, transparent or opaque have been
formulated for the purpose and are being used in trade. However, for
furniture and top class joinery work, spirit polishes are generally used which
to a great extent contribute acceptable glossy surface besides protection
from atmospheric changes encountered in interior locations (Badoni, S. P.,
et al. 1990).
Finishing is one of the most important aspects in wood working. The
word finish in wood working usually describes some final surface treatment
that protects the wood and enhances its appearance. Finishing, which is
usually the last step in the manufacture, can ultimately decide the fate of
the product in the market. A product well designed and manufactured can
be completely ruined by bad finishing and also an inferior product can be
upgraded by a fine finishing work (Badoni, S.P., 1987). Wood finishing has
a history of many thousands of years. It dates back to the time when mighty
kings ruled the lands and built great monuments. The difference between
the finish of that period and today is those finishes were natural origin and
pure whereas today’s finishes are mostly synthetic and very few are natural
based (Hoadley, 2000).
Finishes may also protect against abrasion and prevent changes in
colour due to light or atmospheric pollutants. But their most important
function is to control the exchange of moisture with the atmosphere, thus
helping to avoid the dimensional change and seasonal swelling and
shrinkage. Finishes also provide cleanable wood surfaces and a surface that
does not accumulates dirt easily. Finishes also protect wood from colour
changes due to UV and other light radiations (Hoadley, 2000).
The process of wood finishing is quite simple, it involves few steps like,
surface preparation and applying coats of finish on top. Be it manually or
mechanically done, the basic process remains the same. Surface
preparation itself involves a number of steps. So does the application of
finishing coats. Depending upon the substrate, the finish desired, the

materials used and the method of application some of the steps can be
skipped or added on.
Any finish is only as good as the surface on which it is applied.
Therefore preparation of the surface is very important to obtain a good
finish. Surface preparation could involve a number of steps such as sanding,
bleaching, where necessary, staining, filling and sealing.
Once the surface is prepared, topcoats of finish need to be applied in
further processing. There is a wide range of finishes available and an
appropriate finish for the end use has to be selected.
Finishes are of two main groups –penetrating and film forming
finishes. Penetrating finishes are usually oils that do not cure as hard
surface layers. Film forming finishes cure into hard surface layer and can
be built up into any desired thickness. Finishes can also be classified into
evaporative (like lacquer, shellac, and water based finishes) and reactive
finishes (like linseed or tung oil, catalyzed lacquers, varnishes) on the basis
of how they cure or dry. They can further be classified on a practical scale
as traditional and modern finishes. The former include waxes, linseed oil,
tung oil, etc while the latter include lacquers, varnishes, nitro cellulose
lacquers, polyurethane lacquers, etc.
Despite so many modern finishes being available, India is still
traditionally a market where French polish is the most used finish. Over
90% of the furniture is still made in the craftsmen workshop. Lacquers like
acid curing melamine lacquers as well as polyurethane are now making an
entry into the market. No doubt wood can be used both outdoors and
indoors without finishing but unfinished wood surfaces exposed to the
weather change colour, are roughened by photo-degradation and surface
checking, and erode slowly. Unfinished wood surfaces exposed indoors may
also change colour also unfinished wood is more difficult to clean than the
finished wood.
In the context of wood finishing, Badoni et al. (1990), made a
preliminary study on moisture excluding efficiency of some pore filling
treatments and polishing of Terminalia mannii (black chuglam). Wood

finishing is a two-step operation consisting of surface preparation or pore
filling followed by application of coating of choice. Both these steps are
complimentary to each other and contribute to the efficiency of the coating
system. Therefore, they considered it worthwhile to assess MEE of some pore
filling treatments for their comparative performance after subsequent
polishing. They conducted Preliminary studies for various polished surface
of black Chuglam samples which revealed marked variations when exposed
to 60% and 90% R.H. at 350 C. They observed that:
Linseed oil application gave higher protection against moisture as it
possessed moisture curbing properties.
Two coats of spirit polish on wood surface were also effective.
Chalk powder filler treatments give good initial gloss but do not
possess moisture curbing properties and should be applied
judiciously for polishing wood.
HARDWOOD AND SOFTWOOD ANATOMY: A COMPARISON Jane et al. (1970) Softwoods are composed of only a few significant cell types
whereas hardwoods have many. Long cells known as longitudinal tracheid
comprise 90 – 95 percent of the volume of softwoods. Ray cells (either ray
tracheids or ray parenchyma) constitute the remainder of softwood xylem.
Although a few other types of cells may occur, they make up an insignificant
part of the volume of softwoods. Hardwoods are composed of at least four
major kinds of cells each of these may constitute a significant portion of
hardwood volume.
Only hardwoods contain vessels, a structure composed of vessel
elements. In hard wood tyloses increase the resistance to flow along vessels
and they account low permeability of white oaks such as Quercus alba
(Comstock, 1984). Hardwood ray widths vary within and between species.
They are often wider than the (mostly) uniseriate rays found in softwoods.
Except for fusiform rays, softwood rays are one cell (or occasionally two) in
width when viewed tangentially. Collectively, ray cells comprise about 5 – 7
percent of total softwood In Conifers, the xylem, or water-conducting tissue,

is made up exclusively of tracheids. Water-transport in conifers depends on
very small columns of cells, without perforations at the ends as in vessels of
hardwoods. Tracheids rely on pits in their walls for the passing of water from
cell to cell. Parenchyma, uni-seriate and multi-seriate.
MOISTURE CONTENT IN WOOD Glass, S. V.; Zelinka, S. L (2010) the moisture content of wood is the amount
of water contained in the wood. Moisture content includes both water
absorbed into the wood cell wall and free water within the hollow centre of
the cell, and it is expressed as a weight percentage. The amount of water
that wood can absorb (that is, that can be bound in the cell wall) depends
on the wood species; most species can absorb about 30% water. This limit
to the amount of water that can be bound in the wood cell wall is called the
fiber saturation point. Wood can reach the fiber saturation point by
absorbing either liquid water or water vapour. The amount of water vapour
that can be absorbed primarily depends on the relative humidity (RH) of the
surrounding air. If wood is stored at zero RH, the moisture content will
eventually reach 0%. If wood is stored at 100% RH, it will eventually reach
fibre saturation (about 30% water).If kept at a constant RH between these
two extremes, the wood will reach a moisture content between 0 and
30%.The moisture content is controlled by the RH, and when the moisture
content is in balance with the RH, the wood is at its equilibrium moisture
content. This rarely happens because as the RH changes so does the
moisture content of the wood, and atmospheric RH is almost always
changing. It varies through daily and seasonal cycles, thus driving the
moisture content of wood through daily and seasonal cycles.
Wood when left as such without any finishing absorbs a lot of
moisture. This becomes one principal cause of weathering is frequent
exposure of the wood surface to rapid changes in moisture content (Fiest,
1982) (Fiest et al, 1984) may it be coated or uncoated. Rain or dew falling
on unprotected wood is quickly absorbed by the surface layer through
capillary action, followed by adsorption within the wood cell walls. Water
vapor is taken up directly by the wood by adsorption under increased
relative humidities, and the wood swells. Stresses are set up in the wood as
it swells and shrinks because of moisture gradients between the surface and
the interior. The steeper the gradient, the greater the stress. Stresses are
usually the greatest near the surface of the wood. Unbalanced stresses may
result in warping and face checking (Coupe, C. et al. 1967) mathematically,
moisture content by the oven-dry method for industrial testing Jim Reeb
Mike Milota Oregon State University Corvallis,
Where IW=Initial weight
OD= Oven dry weight
MC=Moisture content
SHELLAC: Shellac, or Lac, is a natural animal-produced resin and wax mixture
(Derry, 2012), it is the purified product of the resin lac (Farag, y. and
Leopold, C. S., 2011). Which is utilized in a broad spectrum of applications,
and within a variety of fields. When applied as a finish to wood, shellac
imparts a depth, glow and beauty hard to match with any other product. In
the 17th and 18th centuries, artisan furniture makers applied shellac to
finish only their most exclusive creations, before it became commonplace on
European furniture from the early 1800s and on. (Rivers et al, 2003). Within
restoration and conservation work, shellac is often used as ahigh gloss
finish, applied as a varnish, or padded on with a French polishing technique.
Shellac is also used as an adhesive, or as a film-forming finish for wooden
objects, metals and frames, as well as floors and walls, as the versatility of
the resin has proven invaluable for a variety of applications. (Mills et al.
1994), (Farag, Y. and Leopold, C. S., 2011).
After harvesting, the so-called “stick lac” is chopped and separated
from wood and resin. A washing step extracts the water-soluble dye, laccaic

acid, yielding the raw material “seed lac.” There are three different processes
used for refining, resulting in different shellac qualities: The melting
filtration process, where melted seed lac is filtered through a cotton hose,
leads to wax containing shellac. Bleached shellac is obtained by treating the
dissolved polymer with sodium hypochlorite. The most suitable type of
refining is the solvent-extraction process, in which the raw material is
dissolved in alcohol, decolorized by treatment with activated carbon, filtered,
and cast to a film. After cooling, the film breaks into flakes giving shellac its
typical appearance (Penning, 1990)
Shellac is a hard, brittle and resinous solid. It is practically odourless
in the cold but evolves a characteristic smell on heating and melting. This
smell can partially be referred to aleuritic acid which is known to be a
starting material for the production of flavours (Mathur H. H. et al, 1963),
(Mishra, 1983). Its color is dependent on the type of seedlac and the refining
process and can range from pale yellow to deep red. The color of the material
is usually characterized by the Gardener (Möller-Kemsa, J., 1992) or
Lovibond scale (Nowak, M., 1990). Shellac films provide high gloss (Trezza,
T.A., 2001), a low permeability for water vapor and gases (Hagenmaier et al.,
1991) and good dielectric behaviour (Goswami, D.N., 1979). Shellac is water
insoluble. However, by addition of alkali translucent aqueous solutions can
be obtained. Shellac is soluble in ethanol, methanol and partially soluble in
ether, ethyl acetate and chloroform (Bose et al., 1963).
POLYURERTHANE:
During the 1930s the german chemist Otto Beyer laid the foundation
of polyurethanes and found their utilities. Now-a-days it is a chief
component of most of the wood paints. P. Nylen, and E.Sunderland (1965)
in his research on “Modern Surface Coatings” discussed the numerous
reasons for the popularity of polyurethane coatings for wood applications.
They have a high level of quality and fit perfectly with the natural properties
of wood. In addition, they combine outstanding resistance to solvents and
chemicals with unique toughness and flexibility. It is possible to formulate

both clear coats and - because of their good pigment wetting properties -
pigmented coatings, which yield high-gloss, high-bodied films with excellent
flow properties. The films also have outstanding mechanical properties and
provide the ideal balance of hardness and flexibility, even at low
temperatures. Good scratch resistance is another feature of polyurethane
coatings (INDUS, 2014).
DESCRIPTION OF WORKABILITY OF THE SPECIES: TEAK:
Teak is one of the world’s best-known hardwood timbers. Teak is renowned
for its marine applications, including boat building, and a wide variety of
decorative uses.
OTHER NAMES: Genuine Teak, True Teak, Asian Teak, Java Teak, Tek,
Teck, Jati
ORIGIN: Native to India, Burma, Thailand, Indochina, including Indonesia,
particularly Java
APPEARANCE: Heartwood dark golden yellow, turning a dark brown with
exposure (Kokutse et al. 2006), often very variable in color when freshly
machined showing blotches and streaks of various shades; sapwood pale
yellowish, sharply demarcated. Grain straight, sometimes wavy; texture
coarse, uneven (ring porous); dull with an oily feel; scented when freshly cut.
Dust may cause skin irritations. Silica content variable, up to 1.4% is
reported
DENSITY: 639 kg/m³ (>675kg/m3) (Miranda I. et al. 2011, Bhat KM, 1998)
WEIGHT: 41 lbs/ft3 (655 kg/m3)
DRYING: Dries slowly but with little or no degrade, large variations in drying
rates reported
WORKABILITY: Easily worked with both hand and machine tools (Miranda
I. et al. 2011) and dresses to a very smooth finish if tools are kept sharp;
glues moderately well despite its oily nature. Blunting of cutters can be
rather severe. As noted, may cause dermatitis some individuals

DURABILITY: Heartwood is rated as very durable (Willeitner and Peek, 1997)
(Cabrera Y.2010) with respect presence of toxic extractives to decay fungi
(Sandermann and Dietrichs, 1957) and termites (Wolcott, 1955); not
immune to marine borers.
PRESERVATION: Heartwood extremely resistant to preservative
treatments, sapwood also of low permeability
FINISHING: Finishes well, Teak oil is a standard finish
DEODAR:
The name “Deodar” is derived from the Sanskrit work “Devadar” meaning
tree of the gods. Hindus consider this tree sacred. Lord Ganesha is offered
this leaf during the 21 patra (leaves) pooja and the chanting that is
accompanied with the leaf is as follows: “Om Sarveswarayanamaha,
Devadaru Patram Samarpayammi”. Deodar tree and Deodar forests are
mentioned in many Hindu epics.
OTHER NAMES: Himalayan Cedar, Devadar, East Indian Cedar, Deodar,
The Himalayan Tree of God
ORIGIN: These evergreen coniferous trees are native of Pakistan and
Himalayas
APPEARANCE: The wood is white to light yellowish brown, with a
characteristic odour and oily feel. It is straight-grained, medium fine and
somewhat uneven-textured. As the inner wood of this tree is aromatic, it is
used to make incense sticks. This inner wood is also processed to get an
essential oil.
DENSITY: 800 kg per cubic meter
WEIGHT: Its average weight is 560 kg/m3.
WORKABILITY: it is very soft wood so very easy to be worked on. Because
of its easy workability and high durability it is a highly demanded wood in
construction industry. It is also in demand in plywood industry.
DURABILITY: Deodar wood is extremely durable and rot-resistant.
FINISHING: The wood has a fine close grain capable of receiving a high
polish
CHAPTER 3
MATERIALS AND METHOD:
The broad objective of this study was to analyse the effect on different
polish in the finish of the wood surface on different samples of Deodar and
Teak. A total of 60 sample planks of Teak and Deodar were taken for the
study with a dimension of 15 X 9 X 1 cm3 deodar, 15 X 7 X 1.5 cm3 teak.
Than they were oven dried and treated in humidity chamber. Sanding was
done for all 10 samples each with sandpapers of 60, 80, 100 and 120 grit
size. Making a total of 30 samples. The dimensions and weight data for all
the samples were taken. All the samples were placed in the humidity for
conditioning at 35°c and 30% R.H. water level was maintained in the
humidity chamber always. Proper care has been taken while placing the
samples in the humidity chamber that the samples should not touch each
other; and no samples should be placed in the bottom shelf where water
accumulates in case of leakage.
Of the 30 samples of teak 10 samples were coated with polyurethane
(PU), 10 samples were coated with shellac and 10 were kept as constant; the
same was done for deodar. The polyurethane applied was prepared by
diluting polyurethane with turpentine oil in the proportion of 10 ml of
Turpentine oil for every 50 ml of polyurethane.
The samples coated with polyurethane 3 coats were applied by spray gun
for even application of the coat and placed in sun for drying. Gloss was
measured for all the samples after each coat was applied. Coat thickness
was measured in 3 random samples after each coat so as the sample once
taken for coat thickness should not be repeated. 10 samples of each species
were coated with 6 coats of shellac. The shellac applied was prepared by
mixing 60 gm of shellac in 1liter of spirit and placing it in sun. Proper care
has been taken so that shellac should not be applied when the weather is
cloudy. The bottle has been kept closed when not in use to avoid drying of

spirit. Gloss was measured for all the samples after each coat was applied.
Coat thickness was measured in 3 random samples after each coat so as the
sample once taken for coat thickness should not be repeated. This is done
to to study the relation between coat thickness and gloss. After application
of the coating, weight, coat thickness and gloss were measured for all the
samples. 10 samples of each species were kept as control. Proper care has
been taken for all the coated samples; they should not be placed one above
another when they are not fully dry. The samples are than placed in the
humidity chamber again at elevated humidity levels, i.e., at 35°c and 85%
R.H. At this elevated humidity moisture has been taken by the coat applied.
Than moisture uptake of the coat in hardwood and softwood has been
calculated to compare the difference. Weight were taken for all the samples
continuously for 3 days after placing the samples at elevated relative
humidity and then taken at a gap of 3 days, 7, and 15 days.
CHAPTER 4
Results & discussions:
Thickness
The effect of thicknesses were studied in two stages viz. effect of coating
material on thickness formed on either species and effect of species on the
thickness obtained for the same coating.
Coating material effect
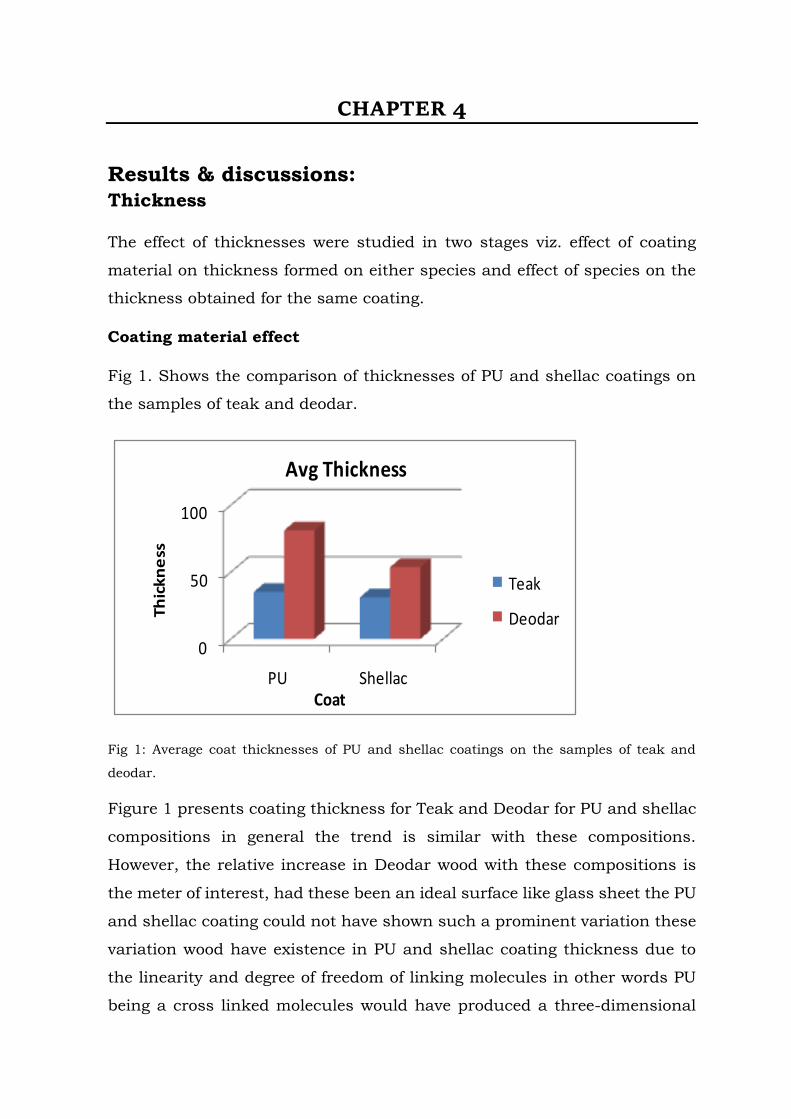
Fig 1. Shows the comparison of thicknesses of PU and shellac coatings on
the samples of teak and deodar.
0
50
100
PU Shellac
Th
ick
ne
ss
Coat
Avg Thickness
Teak
Deodar
Fig 1: Average coat thicknesses of PU and shellac coatings on the samples of teak and
deodar.
Figure 1 presents coating thickness for Teak and Deodar for PU and shellac
compositions in general the trend is similar with these compositions.
However, the relative increase in Deodar wood with these compositions is
the meter of interest, had these been an ideal surface like glass sheet the PU
and shellac coating could not have shown such a prominent variation these
variation wood have existence in PU and shellac coating thickness due to
the linearity and degree of freedom of linking molecules in other words PU
being a cross linked molecules would have produced a three-dimensional
surface. Which however could not have possible with shellac. In other words
there is a threshold minimum thickness with a single PU coat.
Now in case of Teak and Deodar PU has shown higher thickness in
comparison to shellac sustaining varying nature of coating. Beside this
deodar has shown tremendous increase in coating thickness which cannot
be attribute through coating and is rather suggestive of surface phenomenon
of a hardwood and a softwood.
It is evident that after planning hard teak surface does not contain raised
grain which is always present in softwoods. This is due to the variability of
earlywood (springwood) and latewood fibers.
It is visually evident that in case of teak samples, the thicknesses are almost
similar in the case of both the coatings. In case of deodar it is seen that there
is a considerable difference on average thickness of coating. Interestingly,
the three coats of PU seem to be giving a much thicker coat on Deodar
compared to the six coats of shellac used. The differences in thicknesses of
coatings of the two coats in case of teak and deodar were analysed through
one-way ANOVA at 95% confidence interval. The details of the statistical
analysis of the two species are as follows:
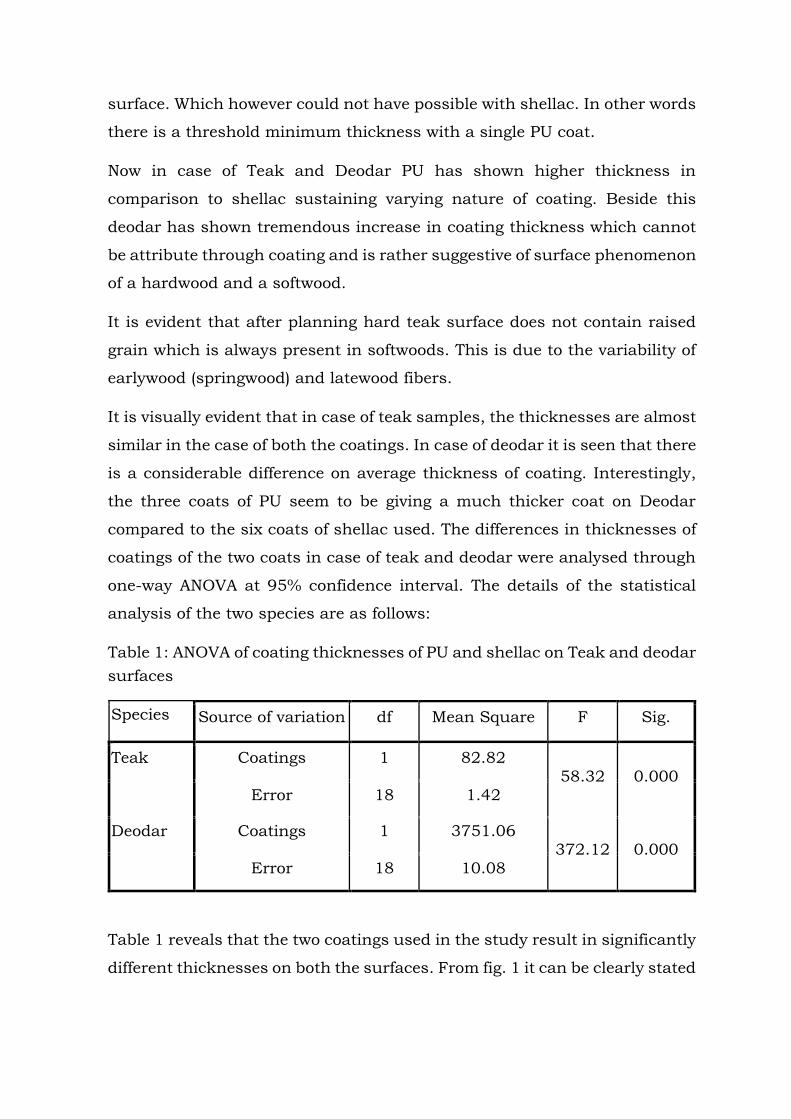
Table 1: ANOVA of coating thicknesses of PU and shellac on Teak and deodar
surfaces
Species Source of variation df Mean Square F Sig.
Teak Coatings 1 82.82 58.32 0.000
Error 18 1.42
Deodar Coatings 1 3751.06 372.12 0.000
Error 18 10.08
Table 1 reveals that the two coatings used in the study result in significantly
different thicknesses on both the surfaces. From fig. 1 it can be clearly stated
that the thicknesses of three coats of PU is significantly greater than the film
formed by six coats of shellac.
Rajput et al. (2014) reported 60-70 μm thicknesses for bio-based PU
coatings on wood panels. In the present study, the thickness of PU on the
softwood (Deodar) is 81 μm against 35 μm on teak wood.
Species effect
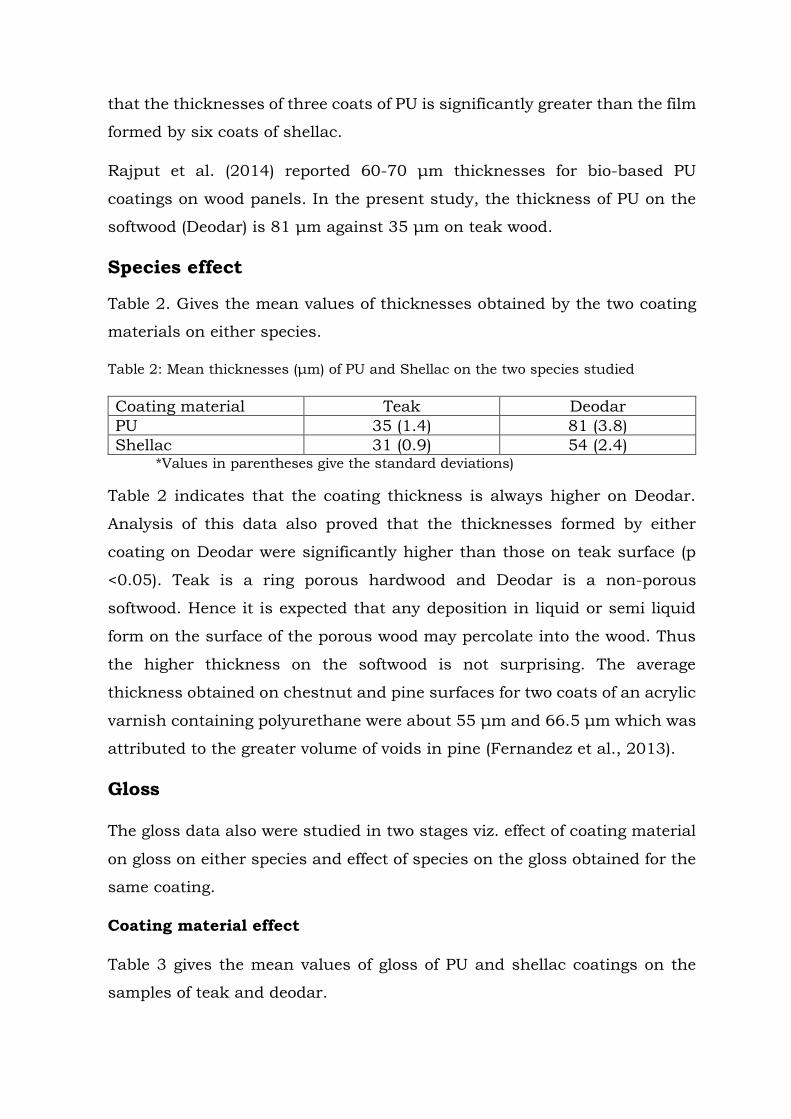
Table 2. Gives the mean values of thicknesses obtained by the two coating
materials on either species.
Table 2: Mean thicknesses (μm) of PU and Shellac on the two species studied
Coating material Teak Deodar
PU 35 (1.4) 81 (3.8)
Shellac 31 (0.9) 54 (2.4) *Values in parentheses give the standard deviations)
Table 2 indicates that the coating thickness is always higher on Deodar.
Analysis of this data also proved that the thicknesses formed by either
coating on Deodar were significantly higher than those on teak surface (p
<0.05). Teak is a ring porous hardwood and Deodar is a non-porous
softwood. Hence it is expected that any deposition in liquid or semi liquid
form on the surface of the porous wood may percolate into the wood. Thus
the higher thickness on the softwood is not surprising. The average
thickness obtained on chestnut and pine surfaces for two coats of an acrylic
varnish containing polyurethane were about 55 μm and 66.5 μm which was
attributed to the greater volume of voids in pine (Fernandez et al., 2013).
Gloss
The gloss data also were studied in two stages viz. effect of coating material
on gloss on either species and effect of species on the gloss obtained for the
same coating.
Coating material effect
Table 3 gives the mean values of gloss of PU and shellac coatings on the
samples of teak and deodar.
Table 3: Mean Gloss values (GU) obtained on the two species with PU and
shellac
Species PU Shellac
Teak 79.5 (3.1) 32.7 (3.5)
Deodar 86.7 (3.4) 27.6 (2.6)
*Values in parentheses give the standard deviations)
It is seen that the polyurethane coating gives considerably more gloss than
shellac coating. This is in spite of the fact that in the present study, only
three coats of PU seems to be give a much higher gloss on Deodar and a
slightly higher gloss in teak were used whereas six coats of shellac were used
to coat the samples. The mean values of gloss of PU coated samples (79.5
GU and 86.7 GU on teak and deodar respectively) are much higher than
those reported on eucalyptus surfaces by Ghosh et al. (2015) mainly due to
the fact that in the present case the thickness of PU coating was perhaps
higher. On the other hand, the gloss value for shellac are lower than reported
for eucalyptus illustrating the role of substrate also in achieving gloss levels.
The differences in gloss of the two coats in case of teak and deodar were
analysed through one-way ANOVA at 95% confidence interval and the
differences were indeed significant(p<0.05).
Species effect
Fig 2. Shows the comparison of gloss values of PU and shellac coatings on
the samples of teak and deodar.

Fig 2: Mean gloss of the two coatings on teak and Deodar surfaces
It can be seen from fig 2 that the polyurethane coating gives
considerably more gloss than shellac coating on both the surfaces. This is
in spite of the fact that in the present study, only three coats of PU was used
as against six coats of shellac. However, the gloss values obtained by a
particular coating (either PU or shellac) seems to be similar on either species.
To understand any species effect, the gloss data was analysed using one-
way ANOVA and the results are given in Table 4.
Table 4: ANOVA of gloss values (GU) of PU and shellac on Teak and deodar
surfaces
Species Source of variation df Mean Square F Sig.
PU Species 1 261.37 24.31 0.000
Error 18 10.75
Shellac Species 1 130.56 14.00 0.001
Error 18 9.32
0
10
20
30
40
50
60
70
80
90
Teak Deodar
Glo
ss (
GU
)
Species
PU
Shellac
The above statistical analysis for comparing the effect of gloss between the
two species shows highly significant differences for both the coating
materials. On either species, the PU gave higher gloss values.
MOISTURE STUDIES
Table 5 gives the moisture contents attained by the samples after
conditioning and at the end of the experiment.
Table 5: Initial and final MC of Teak and Deodar.
Species Conditioned MC FMC MC Increment %
Teak 8.7 10.10 16.09
Deodar 11.8 14.83 25.67
Table shows that the softwood samples had a higher initial MC. In addition,
these samples have taken up more moisture (25.67 %) as against that taken
up by teak (16.09 %). This may be attributed to the higher permeability of
Deodar.
Moisture gain
Fig 3. Shows the comparison of moisture gain values of PU and shellac
coatings on the samples of teak and deodar.
Table 6: Percent Moisture gain of Teak and Deodar samples.
% moisture gain
Species PU Shellac Non-coat
Deodar 20.92 22.08 25.72
Teak 13.69 10.09 16.14
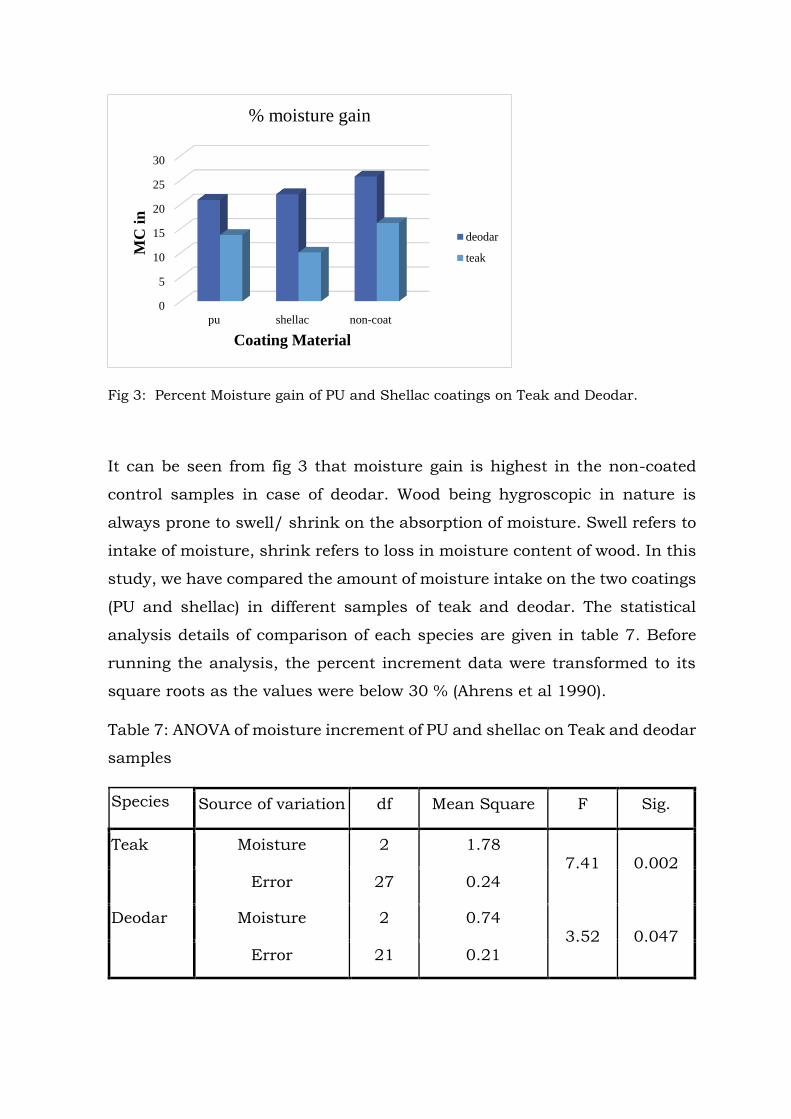
Fig 3: Percent Moisture gain of PU and Shellac coatings on Teak and Deodar.
It can be seen from fig 3 that moisture gain is highest in the non-coated
control samples in case of deodar. Wood being hygroscopic in nature is
always prone to swell/ shrink on the absorption of moisture. Swell refers to
intake of moisture, shrink refers to loss in moisture content of wood. In this
study, we have compared the amount of moisture intake on the two coatings
(PU and shellac) in different samples of teak and deodar. The statistical
analysis details of comparison of each species are given in table 7. Before
running the analysis, the percent increment data were transformed to its
square roots as the values were below 30 % (Ahrens et al 1990).
Table 7: ANOVA of moisture increment of PU and shellac on Teak and deodar
samples
Species Source of variation df Mean Square F Sig.
Teak Moisture 2 1.78 7.41 0.002
Error 27 0.24
Deodar Moisture 2 0.74 3.52 0.047
Error 21 0.21
0
5
10
15
20
25
30
pu shellac non-coat
MC
in
Coating Material
% moisture gain
deodar
teak

Table 4 shows that there is a difference between the moisture increments
exhibited by the two finishes on either wood species. The MC increment
values were grouped through Duncan’s subsets using SPSS. The results are
given in tables 8 and 9 for teak and deodar respectively.
Table 8. Duncan’s subsets for moisture gain in teak
Coat teak No of samples
Moisture Subsets
1 2
PU 10 3.2
Shellac 10 3.3
control 10 4.0
Sig. 0.669 1.000
When we compare the moisture increments of PU and shellac coated
samples of teak, we find that both the coatings are allowing increase in MC
similarly. However, when we compare it with the control (non-coated
samples) it is found that the MC increment is significantly lesser for the
coated samples. Thus both shellac and PU (in thicknesses of 31 and 35 µm)
are equally efficient in blocking moisture entry into teak.
Table 9: Duncan’s subset for moisture gain in deodar
Coat Deodar No of samples
Moisture Subsets
1 2
PU 8 4.4865
Shellac 8 4.5448
control 8 5.0406
Sig. 0.801 1.000

Table 9 reveals a very similar result for Deodar also. Here it is to be noted
that the shellac coating had 81 um thickness compared to 54 µm for PU. It
is actually the higher coat thickness for shellac which has helped in
reducing moisture intake in Deodar in comparable terms with PU. In teak,
both the finishes ad almost similar thicknesses (31 µm for shellac and 35
µm for PU).
Change in gloss studies:
Table 10: comparison of coat thickness before and after exposure to
adverse Condition (85% R.H)
Coat
Materia
l
Teak Deodar
Before
Gloss
After
Gloss
Change
%
Before
Gloss
After
Gloss
Change
%
PU 79.5 62.6 21.2 86.7 63.6 26.6
Shellac 32.7 14.7 54.7 27.6 10.9 60.3
Table 11: % change in gloss on exposure to adverse conditions (85% R.H)
Coat Teak Deodar
PU 21.2 26.6
Shellac 54.7 60.3
Figure 4: % change in gloss on exposure to adverse conditions
0
10
20
30
40
50
60
70
Teak Deodar
Glo
ss (
GU
)
Species
% change in gloss on exposure to adverse conditions
PU
Shellac

From the above figure we can observe that gloss in PU coating offers a
greater resistance to adverse condition as compared to Shellac coating. The
retention provided by PU is more than double the amount of retention
provided by shellac coated samples. It means gloss reduction in shellac is
very high in adverse climatic condition in both hardwood and softwood.
Coat thickness studies:
Table 12: comparison of coat thickness before and after exposure to adverse
Condition (85% R.H)
Coat
Material
Teak Deodar
Before
Thickness(µm)
After
Thickness(µm) Change
%
Before
Thickness(µm)
After
Thickness(µm) Change
%
PU 35.1 34.9 32.6 81.0 56.7 29.8
Shellac 31.0 26.5 14.4 53.6 44.0 17.8
Table 13: %change in coat thickness on exposure to adverse conditions at
85%R.H.
Coat Teak (%) Deodar (%)
PU 32.6 29.8
Shellac 14.4 17.8
Fig.5: % change in coat thickness on exposure to adverse conditions.
0
10
20
30
40
Teak Deodar
% C
han
ge
Species
%change in coat thickness on exposure to adverse conditions at 85%R.H.
PU
Shellac

From the above figure we can analyse, in both the species Teak and Deodar
shellac coated samples offer higher retention in coat thickness on exposure
to adverse condition, i.e., 85% Rh for a prolonged period as compere to PU.
Similar experiment was done by Arno et al 1984 but the results obtained
were different, the reason may be the difference in the humidity conditions
of the experimental setup. And similar results were obtained by Richard
(1978) who studied the effectiveness of some commonly used conservation
materials in reducing dimensional movement of wood samples under
cyclically varying RH conditions.

CHAPTER 5
Conclusions: The coating thickness is always higher on Deodar. The thicknesses
formed by either coating on Deodar were significantly higher than
those on teak surface.
Three coats of PU seems to be give a much higher gloss on Deodar and
a slightly higher gloss in teak were used whereas six coats of shellac
were used to coat the samples.
Moisture gain is highest in the non-coated control samples in case of
deodar. The MC increment is significantly lesser for the coated
samples. Thus both shellac and PU (in thicknesses of 31 and 35 µm)
are equally efficient in blocking moisture entry into teak. The shellac
coating had 81 um thickness compared to 54 µm for PU, the higher
coat thickness for shellac which has helped in reducing moisture
intake in Deodar in comparable terms with PU. In teak, both the
finishes ad almost similar thicknesses (31 µm for shellac and 35 µm
for PU).
Gloss in PU coating offers a greater resistance to adverse condition as
compared to Shellac coating. The retention provided by PU is more
than double the amount of retention provided by shellac coated
samples.
In both the species Teak and Deodar shellac coated samples offer
higher retention in coat thickness on exposure to adverse condition,
i.e., 85% Rh for a prolonged period as compere to PU.
REFERENCES
Ahrens, W.H.; Cox, D.J.; Budhwar, G. 1990. Use of Arcsine and
Square Root Transformations for Subjectivity Determined Percentage
Data. Weed Science 38: 452-458
Badoni, S.P., S.B. Gupta K.S. Shukla and S.N. Sharma (1990) A note
on staining Populus deltoides (Poplar) using Ammonia Fumigation and
aqueous Terminelia alata bark extract Jour. of Timber Development
Association. (India) 36(3):20-25.
Badoni, S.P. (1987). Role of wood finishing in timber utilization. Jour.
Of Timber Development Association. 33(1): 5-14.
Badoni, S.P., Pandey K.N. and Shukla K.S. (1990). A preliminary note
on moisture excluding efficiency of some porefilling treatments and
polishing of Terminalia manii (Black Chuglam). J. Timb. Dev. Ass. Of
India, 36(1), 13-17.
Bhat KM (1998) Properties of fast-grown teak wood: impact on end-
user’s requirements. J Trop For Prod 4:1–10
Bruce L, Lucy E (2006) Environmental performance improvement in
residential construction: The impact of products, biofuels, and
processes. Forest Products Journal 56, 58.
Bose, P.K., Sankara narayanan, Y., Sen Gupta, S.C. (1963), Chemisty
of Lac. Indian Lac Research Institute, Ranchi, India
Comstock, G.L. (1967). Longitudinal permeability of wood to gases
and non-swelling liquids .Forest product journal 17(10).
Coupe, C.; Watson, R.W. Proc. Annu. Br (1967). Wood Preser. Assocn.
37-49.
Fiest, W.C.(1982) In Structure Use of Wood in adverse Environments;
Meyer, R.W.;Kellog, R. M.; Eds.;Vans Nostrand Reinhold, New
York;pp-156-178
Fiest, W. C. Hon D.N.S (1984). The Chemistry of Solid Wood Rowell R.
M.Ed.; Advances in Chemistry 207; American Chemical Society:
WASHINGTON DC, pp-401-451

Fernández, I., M. Á. Fernández, K. Rodríguez, V. Baño and A. Dieste
(2013). The effect of wood species on the anti-skid resistance of
coatings, Maderas.Ciencia y tecnología 15(1): 65-72.
Glass, S. V.; Zelinka, S. L. (2010), Forest Products Laboratory. Wood
handbook—Wood as an engineering material. General Technical
Report FPL-GTR-190., Chap. 4 “Moisture Relations and Physical
Properties of Wood”, pp. 4-1 to 4-19.
INDUS Tech, (2014), Polyurethane dispersions for wood coating -
Landscape Analysis, Copyright © 2013, INDUS Tech Innovations.
Hoadley, R. B. (2000), this is an Excerpt from the book
“Understanding Wood”, Finishing and protecting wood, Chap. 12, pp.
199-211.
Hagenmaier, R.D., Shaw, P.E., (1991). Permeability of Shellac
Coatings to Gases and Water Vapor. J. Agric. Food Chem. 39: 825-
829
Goswami, D.N., (1979). Dielectric Behavior of Natural Resin Shellac.
J. Appl. Polym. Sci. 23: 529-537
Ghosh, M., Sachin Gupta and V.S. Kishan Kumar (2015). Studies on
the loss of gloss of shellac and polyurethane finishes exposed to UV.
Maderas-Cienc Tecnol. 17 (1), 39-44.
Isabel Miranda · Vicelina Sousa · Helena Pereira, (2011). “Wood
properties of teak (Tectona grandis) from a mature unmanaged stand
in East Timor”, J Wood Sci, DOI 10.1007/s10086-010-1164-8
IS: 2338 (Part-1), (1967). Code of Practice for finishing of wood and
wood based materials. “Part-1, ‘Operations and workmenship’” UDC
698.12: 667.64: 69.001.3
Jane, F.W.; Wilson, K.; and White, D.J.B. (1970). The Structure of
Wood .London: Adam & Charles Black, pp. 108
Juliane Derry, 2012; Investigating Shellac: Documenting the Process,
Defining the Product. A study on the processing methods of Shellac,
and the analysis of selected physical and chemical characteristics.
“Project-Based Masters Thesis”, pp. ii (2).

Kokutse AD, Stokes A, Baillères H, Kokou K, Baudasse C (2006) Decay
resistance of Togolese teak (Tectona grandis L.f.) heartwood and
relationship with colour. Trees 20:219–223
Mills, John Stuart, and Raymond White (1994). The Organic
Chemistry of Museum Objects. Oxford: Butterworth-Heinemann, pp.
101.
Mathur, H.H., Bhattacharya, S.C. (1963) Macrocyclic Musk
Compounds 2. New Syntheses of Civetone, Isocivetone, and
Dihydrocivetone from Aleuritic Acid. J. Chem. Soc. 114-118
Mishra, M.K. (1983). Dimers of Aleuritic Acid Derivatives. J.
Macromol. Sci. A20: 619-625.
Manoj Kumar Dubey,(2010) in his thesis “Improvements in stability,
durability and mechanical properties of radiate pine wood after heat-
treatment in a vegetable oil” (Doctor of philosophy in Forestry at the
University Of Canterburymay).
Möller-Kemsa, J. (1992). Color Measurements at Transparent Liquids.
Fat Sci. Technol. 94: 277-279
Penning, M. (1990), Schellack—ein “nachwachsender” Rohstoff mit
interessanten Eigenschaften und Anwendungen. Seifen Öle Fette
Wachse, 6, pp. 221–224.
Remmers (2011), Register No.: DE-S 161-00007 EC-Eco-Audit,
awarded for the Remmers production sites. Translucent coatings and
paints for wood.
Rivers, Shayne, and Nick Umney (2003). Conservation of Furniture.
Oxford: utterworth-Heinemann, pp.148.
Nylen, P., and Sunderland, E. (1965) “Modern Surface Coatings”
Interscience Publishers, Newyork.
Nowak, M., (1990).The Lovibond Color Scale - Tradition and New
Development Colourscan. Fat Sci. Technol. 92: 249-252.
Rajput, S.D., P. P. Mahulikar and V. V. Gite (2014). Biobased dimer
fatty acid containing two pack polyurethane for wood finished
coatings. Progress in Organic Coatings, 77, 38– 46.
Richard, M. 1978. "Factors Affecting the Dimensional Response of
Wood." In: N. S. Brommelle, A. Moncrieff and P. Smith Eds.,
Conservation of Wood in Painting and the Decorative Arts. International
Institute for Conservation of Historic and Artistic Works, London;
Sandermann, W. and H. Dietrichs (1957). Investigations on termite-
proof wood species. Holz als Roh- und Werkstoff 15(7): 281-97.
Sachin Gupta, Ambrish Sharma* and Kishan Kumar V.S. (2008).
Effect of different number of coatings on gloss and in controlling
moisture entry into mango wood. Current science, vol. 94, no. 9.
Trezza, T.A., Krochta, J.M., (2001). Specular Reflection, Gloss,
Roughness and Suface Heterogeneity of Biopolymer Coatings. J. Appl.
Polym. Sci. 79: 2221-2229.
Yassin Farag and Claudia S. Leopold,(2011), Physicochemical
Properties of Various Shellac Types, University of Hamburg, Institute
of Pharmacy, Department of Pharmaceutical Technology,
Bundesstrasse 45, 20146 Hamburg, Germany.
Yassin Farag and Claudia S. Leopold, (2011). “Investigation of drug
release from pellets coated with different shellac types.” Drug
Development and Industrial Pharmacy, 37(2): 193–200, © 2011
Informa Healthcare USA, Inc. ISSN 0363-9045 print/ISSN 1520-5762
online.
Yohanna Cabrera Orozco, (2010). A dissertation “Effects of Biocide
Treatment on Durability and Fungal Colonization of Teak, Western
Red cedar, and Redwood” for the degree of Doctor of Philosophy in
Wood Science, Oregon State University.
Wolcott, G. (1955). Organic termite repellents tested against
Cryptotermes brevis. Journal of Agriculture of the University of Puerto
Rico 39: 115-49.
Willeitner, H. and R. Peek (1997). The natural durability story.
Document No. IRG/WP 97-20119. The International Research Group
on Wood Preservation. Stockholm, Sweden.