advanced reefer technology
TRANSCRIPT

The Advance Reefer Technology for
Vegetables and Fruits 報告 :朱榮義
Dec 20 2017








Regional / Local Seasonal Cargo Region JAN FEB MAR APR MAY JUN JUL AUG SEP OCT NOV DECUSEC ( Charleston) Grapfruit GrapefruitUSWC Apple Summer Fruits AppleChile Salmon and TroutPeru OnionSouth Africa CitrusBrazil, Urguuay, Argentina Fresh FruitsNorway Frozen Fish ( Mackerel )Japan Apple AppleKorea Apple, PearChina - Qingdao Apple Garlic Apple Dalian Apple
Frozen StrawberryMushroom
Xiamen Orange OrangeTaiwan Banana Frozen FishThailand DurianWestern Coast of India Grape
Ribbon Fish Ribbon FishFresh Fruits
Pakistan Orange Orange
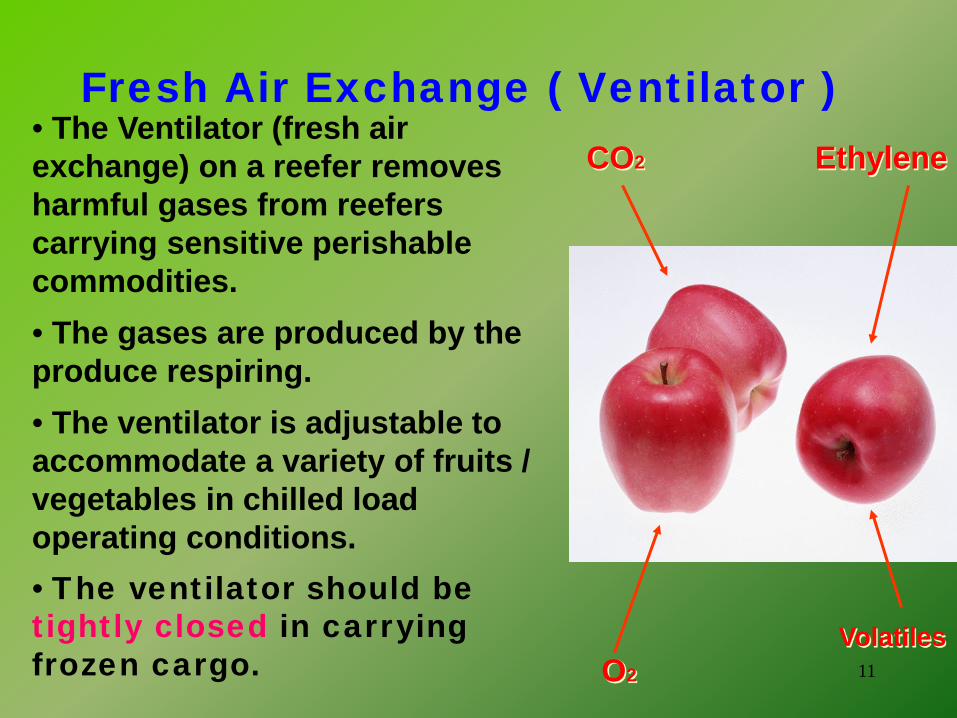
11 O2
CO2 Ethylene
Volatiles
• The Ventilator (fresh air exchange) on a reefer removes harmful gases from reefers carrying sensitive perishable commodities. • The gases are produced by the produce respiring. • The ventilator is adjustable to accommodate a variety of fruits / vegetables in chilled load operating conditions. • The ventilator should be tightly closed in carrying frozen cargo.
Fresh Air Exchange ( Ventilator )

Atmosphere Control For
Fruits

• Modified Atmosphere ( MA )and Control Atmosphere ( CA )
• Purfresh Ozone Control
• De-humidity Control • Cold Treatment

Managing post-harvest life of Horticultural Commodities
• For longer life span • For better quality maintain • Post-Harvest life is being
affected by: –Temperature –Atmosphere Content –Humidity
Optimal Temperature Control
• With each 10°C rise respiration will increase 2 to 3 Times & Post-Harvest life will decrease by 1/2 to 2/3
Atmospheres in Containers
•Common Components
–Carbon Dioxide •By-product of respiration •Harmful if not managed (i.e., too high levels not avoided)
•Beneficial in some instances decay & insect control, slows aging
Atmospheres in Containers
•Common Components –Oxygen
•Consumed during respiration •Harmful if not managed (i.e., sufficient levels not maintained)
•Beneficial in some instances Extend shelf life, ripening, insect control

Atmospheres in Containers
•Common Components Ethylene
•Ripening and aging hormone •Produced by plants •Harmful if not managed
accelerates aging & ripening
Atmosphere Management Systems
• Manual Fresh Air Exchange • Modified Atmosphere
– Transfresh Tectrol© • Controlled Atmosphere
– Transfresh Tectrol© – Nitec © – Everfresh ©
• Advanced Fresh Air Management

Manual Fresh Air Exchange
◆Flushes inside gases with fresh air ◆Alters O2, CO2, Ethylene density ◆Benefits
•Maintains safe environment in reefer
•Simple & cheap
Manual Fresh Air Exchange
–Inexact at best –High likelihood of operator error –Confusion:
•Flow rate vs. percent opening –Air exchange rate is based on:
•product, void volume, • temperature, leak rate
Modified Atmosphere (MA)
• More Sophisticated & Costly • One shot deal
•Desired gas mixtures injected into reefer
•Process lacks precise control •No active control of changes in gas mixtures
• Dependent on leak rate of container • Less costly than Controlled Atmosphere
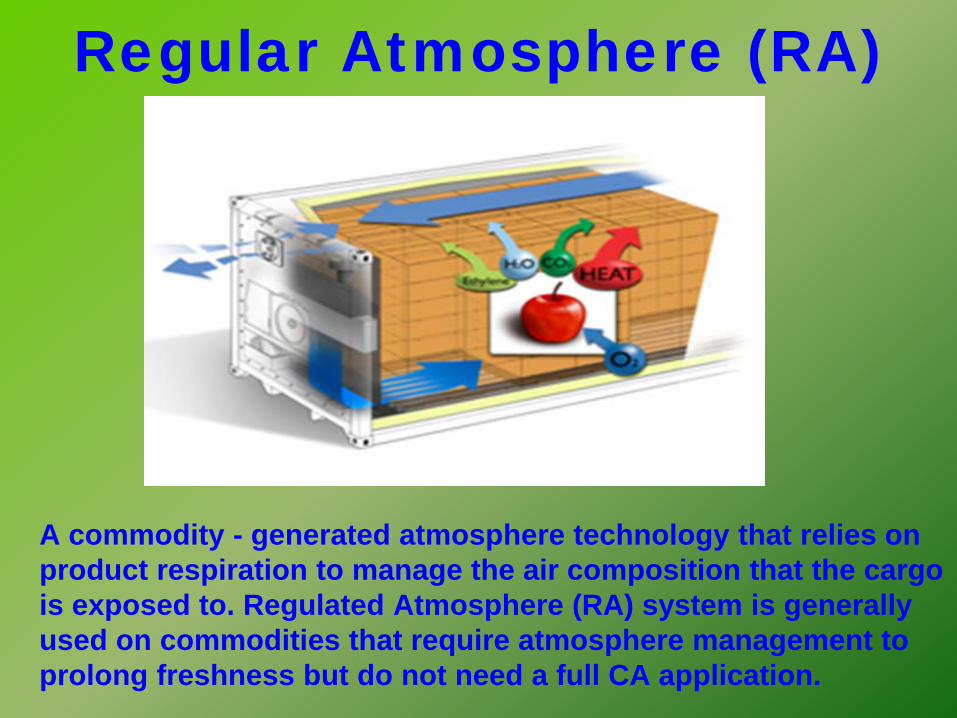
A commodity - generated atmosphere technology that relies on product respiration to manage the air composition that the cargo is exposed to. Regulated Atmosphere (RA) system is generally used on commodities that require atmosphere management to prolong freshness but do not need a full CA application.
Regular Atmosphere (RA)

Controlled Atmosphere (CA)
•Most advanced & costly •Precise computerized control •Benefits
•Shelf life extension •Decay & ripening control •Consistent quality outturns •Computerized records & fail safe
Controlled Atmosphere (CA)
• Similar to Modified Atmosphere • Adds active vent to allow O2
replenishment and CO2 “Scrubbing” • Dependent on leak rate of container • Ranging $1,300 to $1,800 charge
Controlled Atmosphere (CA)
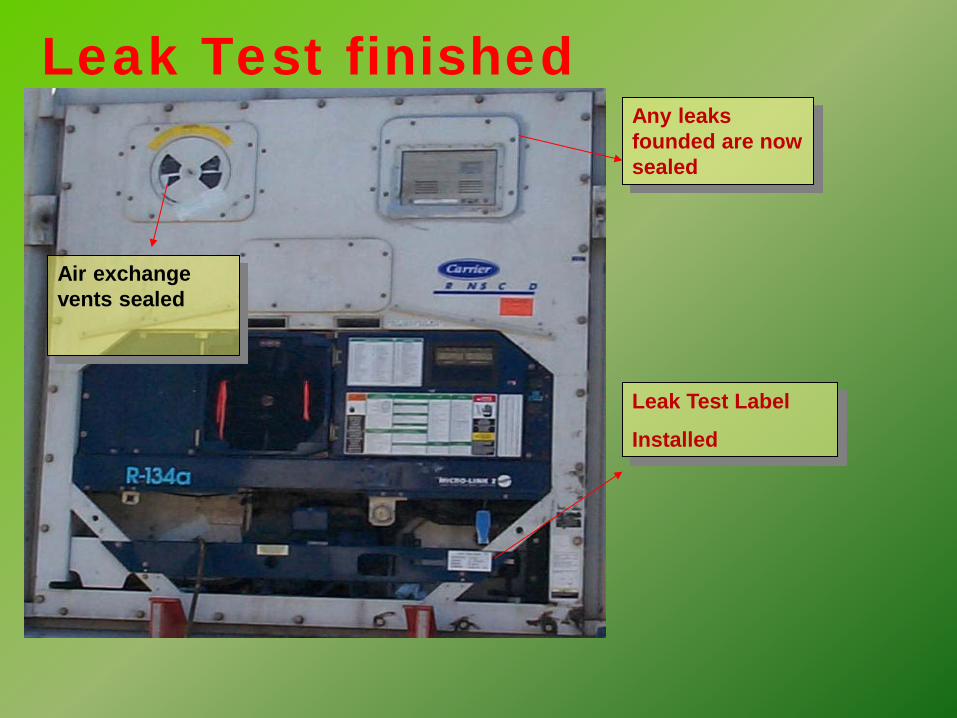
Leak Test finished
Air exchange vents sealed
Leak Test Label
Installed
Any leaks founded are now sealed

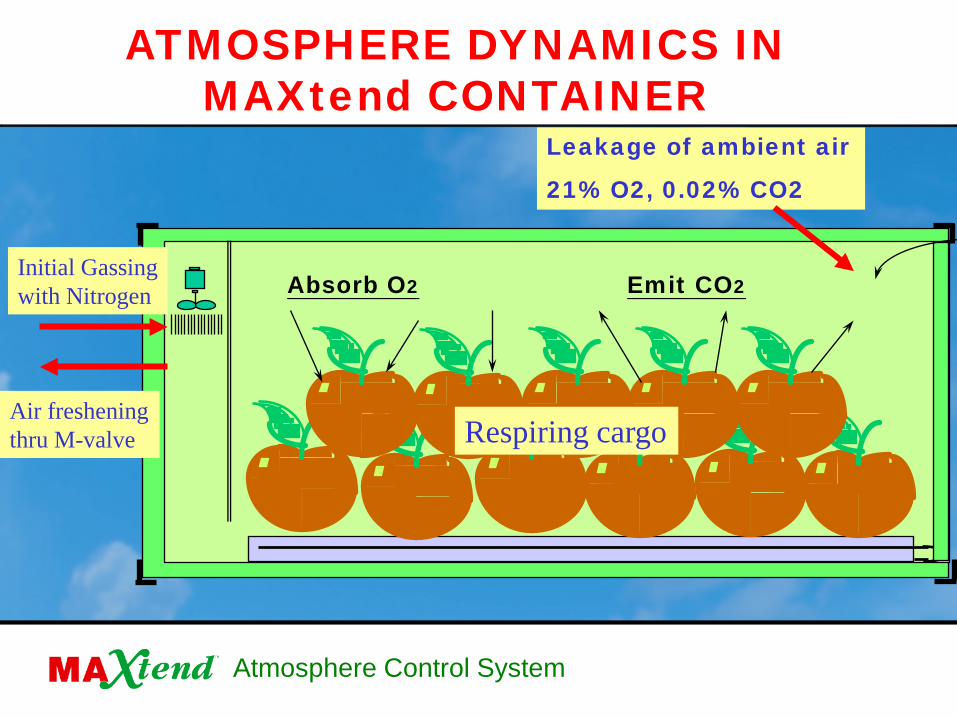
ATMOSPHERE DYNAMICS IN MAXtend CONTAINER
Atmosphere Control System
Absorb O2 Emit CO2
Respiring cargo
Leakage of ambient air
21% O2, 0.02% CO2
Air freshening thru M-valve
Initial Gassing with Nitrogen
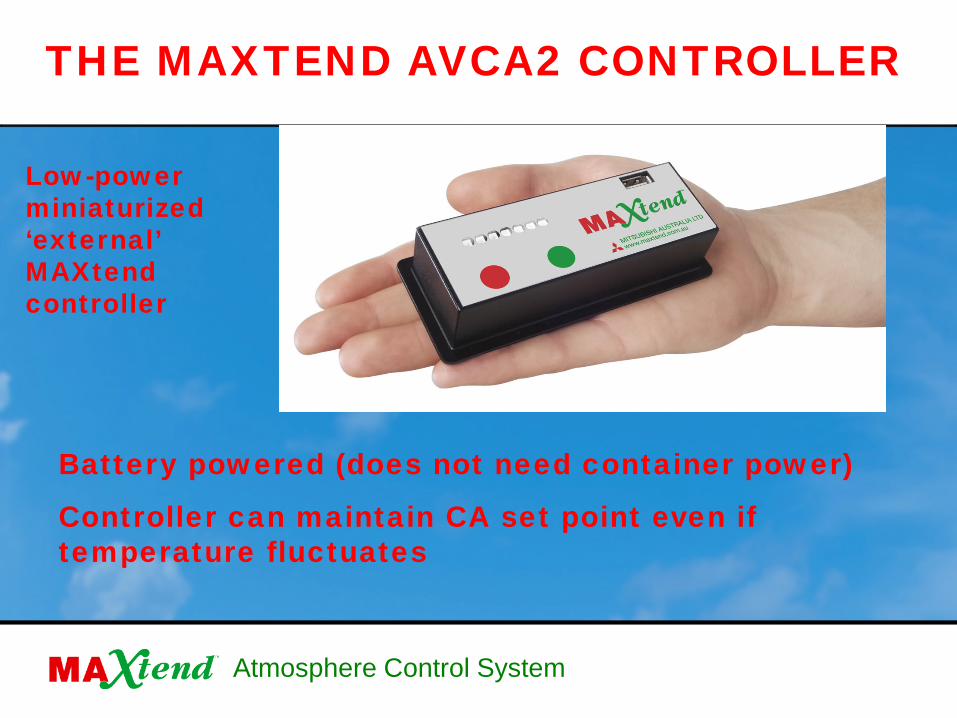
THE MAXTEND AVCA2 CONTROLLER
Atmosphere Control System
Low-power miniaturized ‘external’ MAXtend controller
Battery powered (does not need container power)
Controller can maintain CA set point even if temperature fluctuates

THE MAXTEND AVCA7 CONTROLLER
Atmosphere Control System
Internal battery allows use of optional CO2 sensor and/or GPRS data transmission device.
GC type controllers with CO2 sensors are undergoing field tests presently

LEAK TESTING
Atmosphere Control System
A new leak testing system developed specifically for MAXtend allows direct measurement of container leakage rate (leakage of container must be less than respiration rate of cargo)
CO2 SCRUBBERS
Atmosphere Control System
CO2 scrubbers are packed in
a protective carton
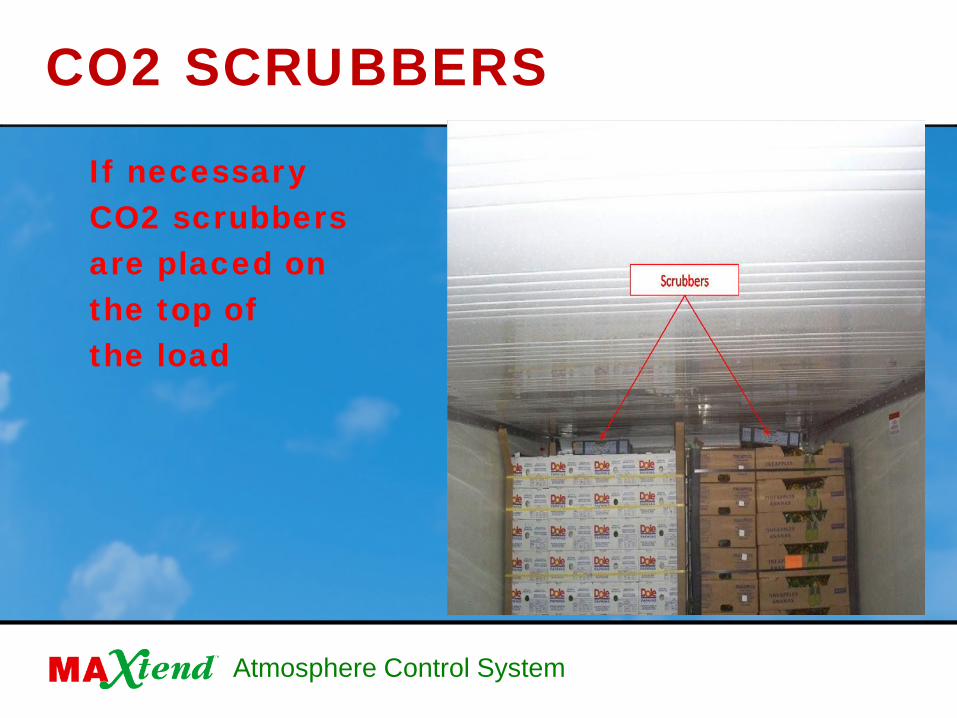
CO2 SCRUBBERS
Atmosphere Control System
If necessary CO2 scrubbers are placed on the top of the load

CURTAIN INSTALLATION
Atmosphere Control System
A Curtain is Installed across the door to minimize leakage
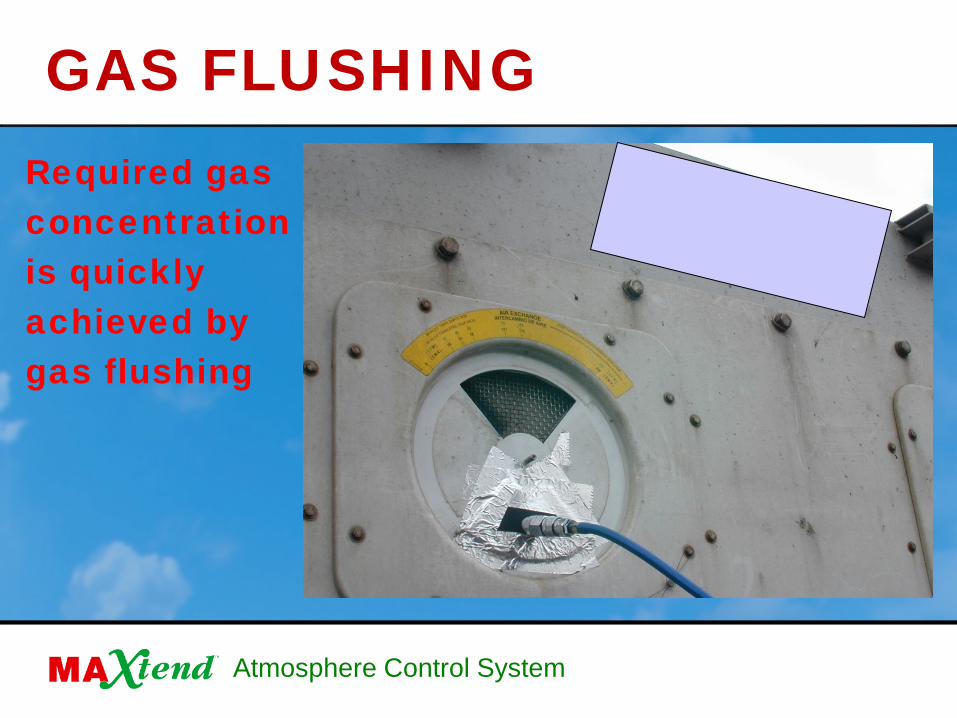
GAS FLUSHING Required gas concentration is quickly achieved by gas flushing
Atmosphere Control System
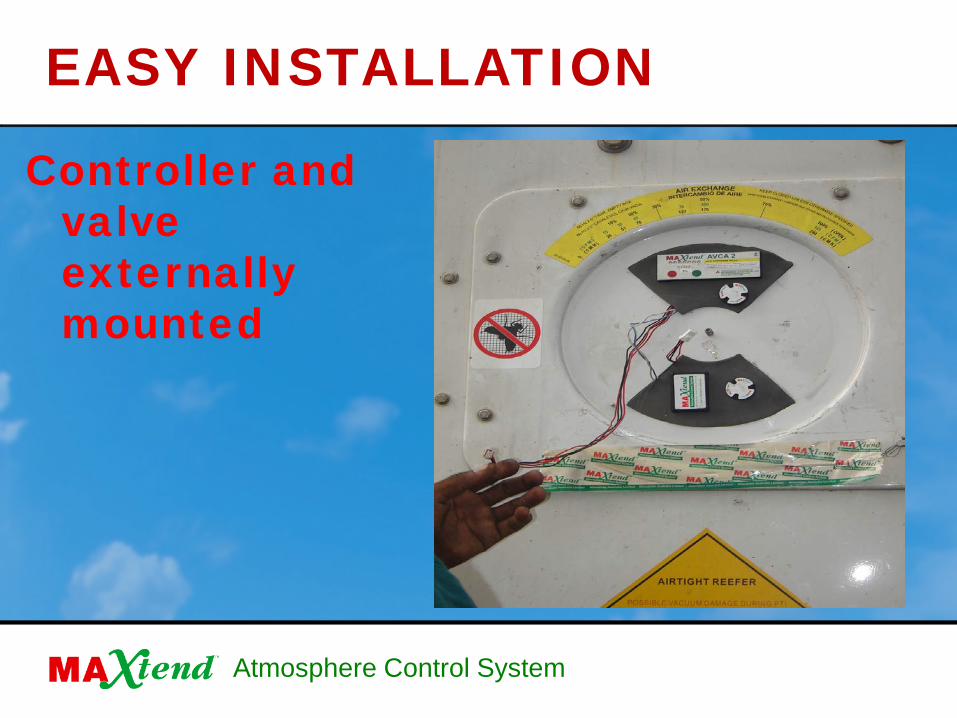
EASY INSTALLATION
Atmosphere Control System
Controller and valve externally mounted
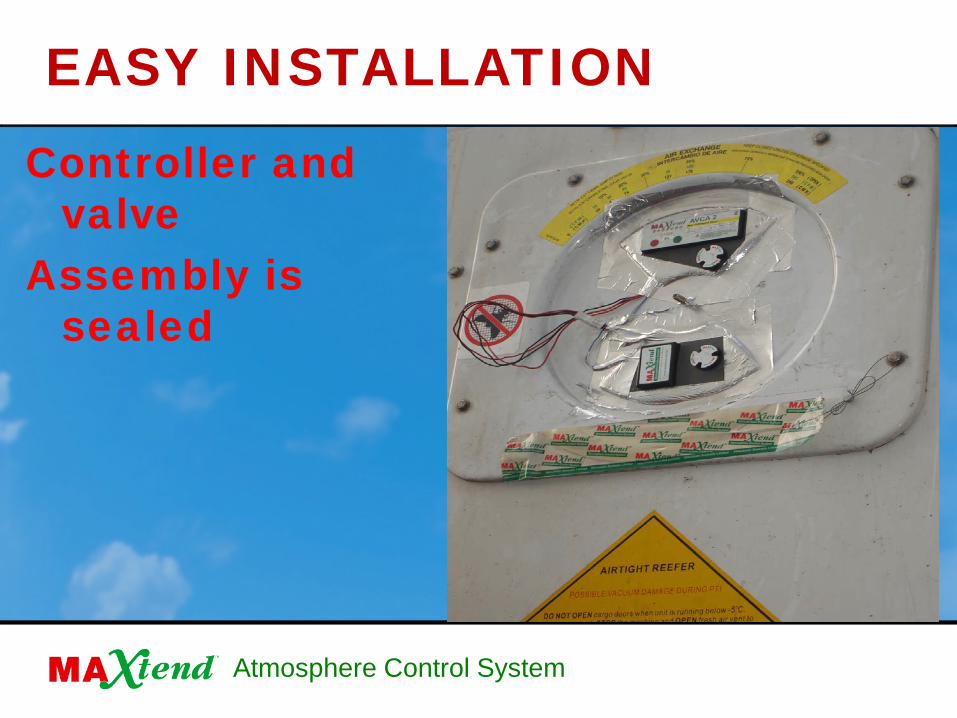
EASY INSTALLATION
Atmosphere Control System
Controller and valve
Assembly is sealed

EASY INSTALLATION
Atmosphere Control System
Vent Cover is
replaced
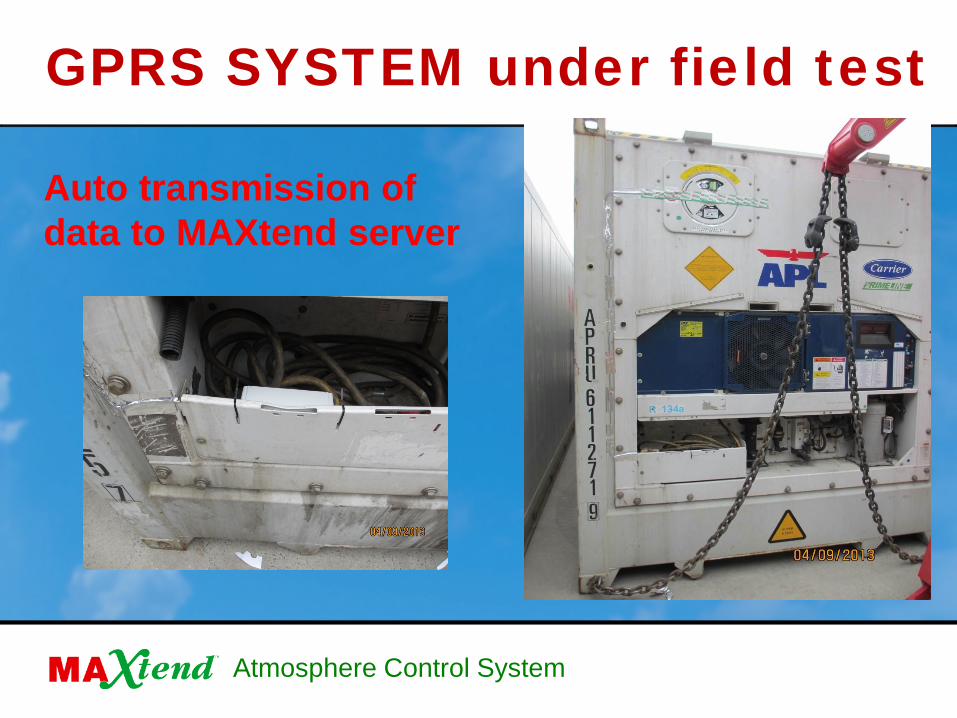
GPRS SYSTEM under field test
Atmosphere Control System
Auto transmission of data to MAXtend server
45
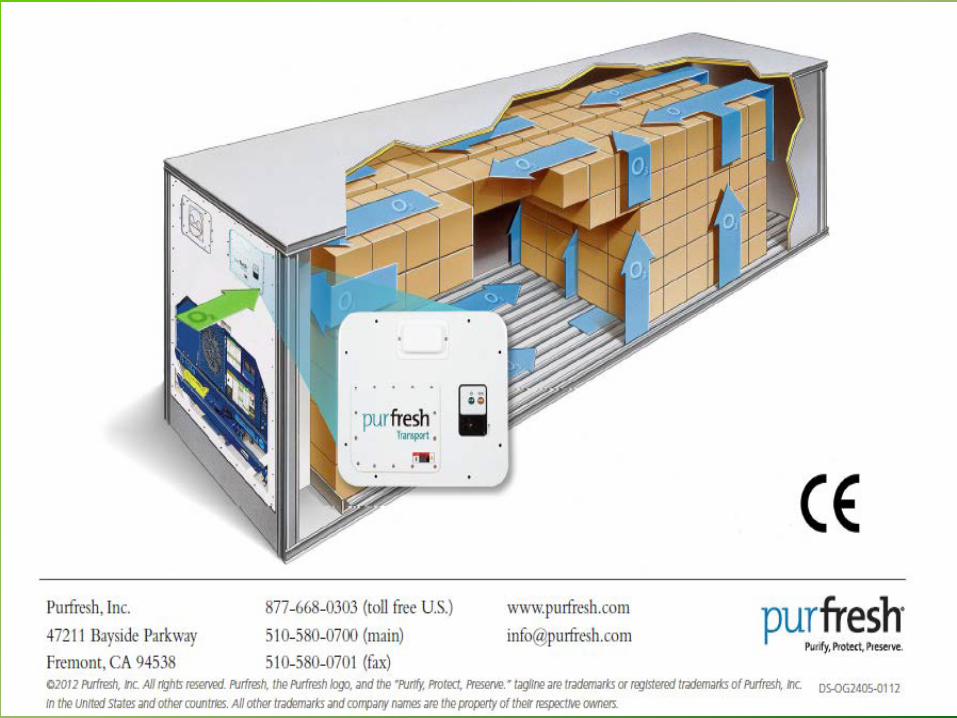
PURFRESH TRANSPORT - Key Benefits for the Grower • Increases Shelf Life
– Produce freshness is maintained; no grade degradation – Longer shelf life provides more time to reach the buyer
• Increases Market Opportunity – Able to ship more sensitive commodities – Ship longer distances – Shipping chemical free as differentiator – Able to use ocean freight over air
• Reduces Waste – Reduces claims – Minimizes repack
• Helps Ensure Quality Arrivals – Maintains natural taste of produce – Trip monitoring of atmospheric conditions – Avoids negative impact of prolonged temperature events

46
PURFRESH TRANSPORT Key Features • 100% Residue-Free Decay Control
– Kiss surface and airborne microorganisms, stops nesting of decay, and shuts down mold sporulation
– 100% natural, leaves no residue on the produce – Ideal for organic produce and sensitive commodities
• Superior Ripening Control Over CA/MA – Consumes and regulates ethylene levels – Outperforms CA systems in side-by-side comparisons – Maintains produce pressure
• Certified Safe For Produce – USDA and FDA approved – Certified organic – Does not impact natural characteristics of produce
• Enhanced Food Safety – Kiss bacteria and viruses in air and on surfaces
• Load Protection Monitoring – 24/7 trip monitoring of atmospheric conditions – Immediate notifications for temperature events
47
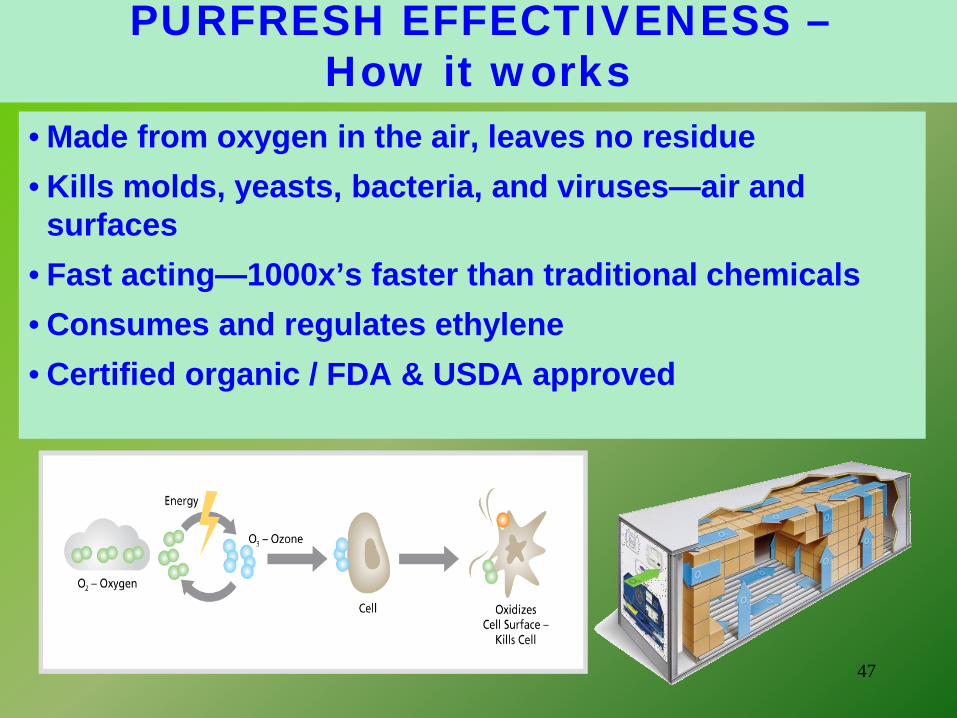
PURFRESH EFFECTIVENESS – How it works
• Made from oxygen in the air, leaves no residue • Kills molds, yeasts, bacteria, and viruses—air and
surfaces • Fast acting—1000x’s faster than traditional chemicals • Consumes and regulates ethylene • Certified organic / FDA & USDA approved

Purfresh

Purfresh
Humidity Issues
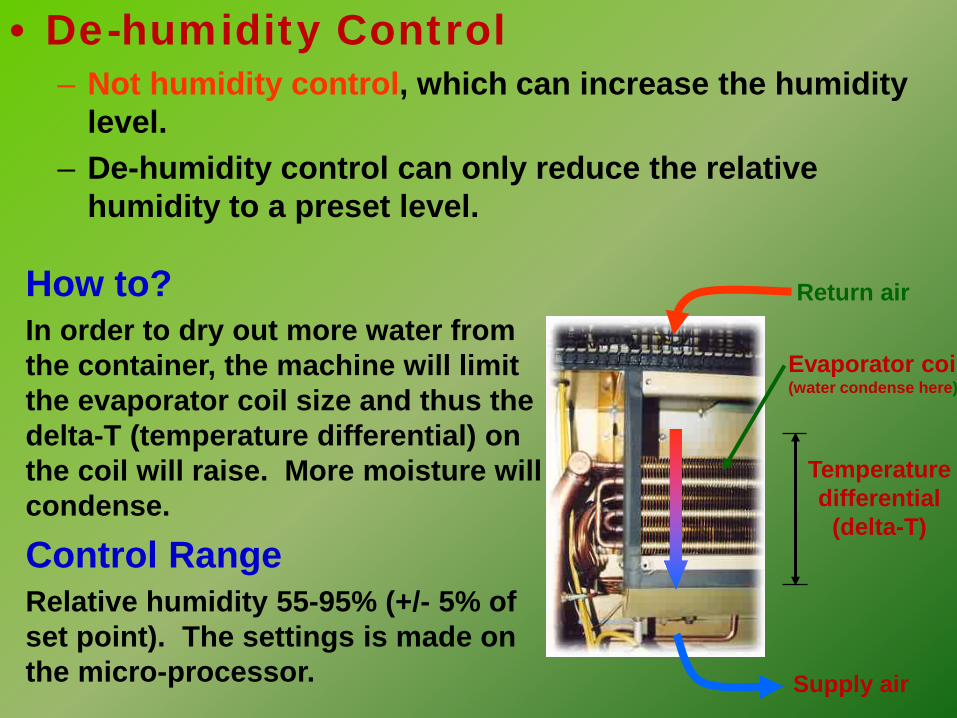
• De-humidity Control – Not humidity control, which can increase the humidity
level. – De-humidity control can only reduce the relative
humidity to a preset level.
How to? In order to dry out more water from the container, the machine will limit the evaporator coil size and thus the delta-T (temperature differential) on the coil will raise. More moisture will condense.
Control Range Relative humidity 55-95% (+/- 5% of set point). The settings is made on the micro-processor.
Return air
Supply air
Evaporator coil (water condense here)
Temperature differential
(delta-T)

COLD TREATMENT
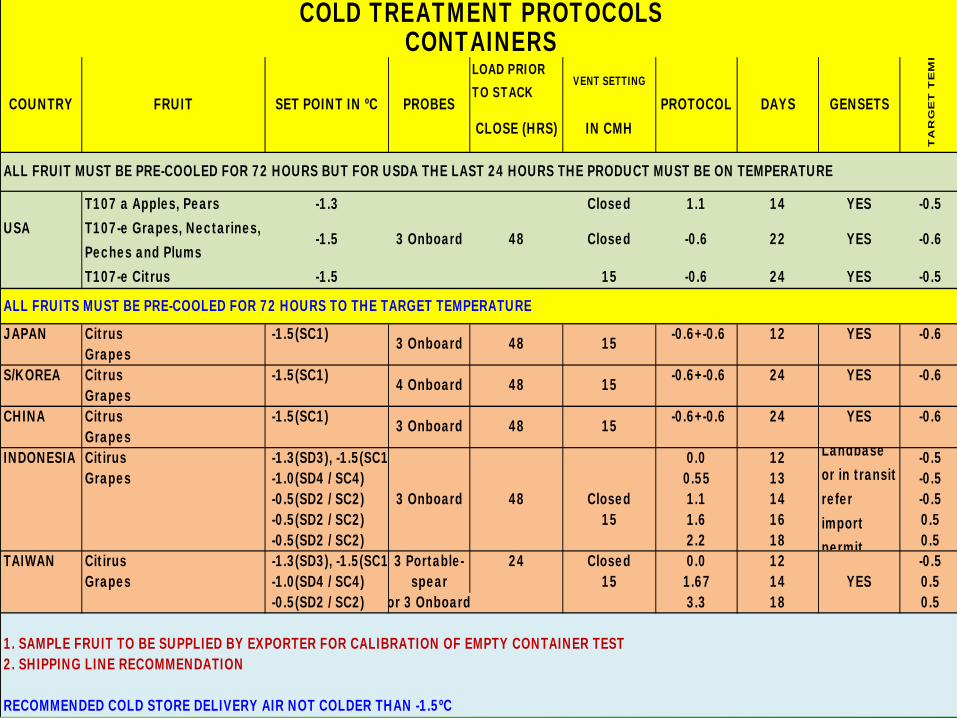
LOAD PRIORTO STACK
VENT SETTING
CLOSE (HRS) IN CMH
T107 a Apples, Pears -1.3 Closed 1.1 14 YES -0.5USA
T107-e Citrus -1.5 15 -0.6 24 YES -0.5
JAPAN Citrus -1.5(SC1) -0.6+-0.6 12 YES -0.6Grapes
S/KOREA Citrus -1.5(SC1) -0.6+-0.6 24 YES -0.6Grapes
CHINA Citrus -1.5(SC1) -0.6+-0.6 24 YES -0.6Grapes
INDONESIA Citirus -1.3(SD3), -1.5(SC1 0.0 12 -0.5Grapes -1.0(SD4 / SC4) 0.55 13 -0.5
-0.5(SD2 / SC2) 48 Closed 1.1 14 -0.5 -0.5(SD2 / SC2) 15 1.6 16 0.5 -0.5(SD2 / SC2) 2.2 18 0.5
TAIWAN Citirus -1.3(SD3), -1.5(SC1 3 Portable- 24 Closed 0.0 12 -0.5Grapes -1.0(SD4 / SC4) spear 15 1.67 14 YES 0.5
-0.5(SD2 / SC2) or 3 Onboard 3.3 18 0.5
1. SAMPLE FRUIT TO BE SUPPLIED BY EXPORTER FOR CALIBRATION OF EMPTY CONTAINER TEST2. SHIPPING LINE RECOMMENDATION
RECOMMENDED COLD STORE DELIVERY AIR NOT COLDER THAN -1.5ºC
ALL FRUIT MUST BE PRE-COOLED FOR 72 HOURS BUT FOR USDA THE LAST 24 HOURS THE PRODUCT MUST BE ON TEMPERATURE
3 Onboard
DAYS
15
TA
RG
ET
TE
MP
15
-1.5 -0.6 22 YES
15
3 Onboard
4 Onboard
-0.6T107-e Grapes, Nectarines,Peches and Plums
3 Onboard
COLD TREATMENT PROTOCOLSCONTAINERS
COUNTRY FRUIT SET POINT IN ºC PROTOCOL GENSETSPROBES
48 Closed
3 Onboard
Landbaseor in transitreferimportpermit
48
48
48
ALL FRUITS MUST BE PRE-COOLED FOR 72 HOURS TO THE TARGET TEMPERATURE
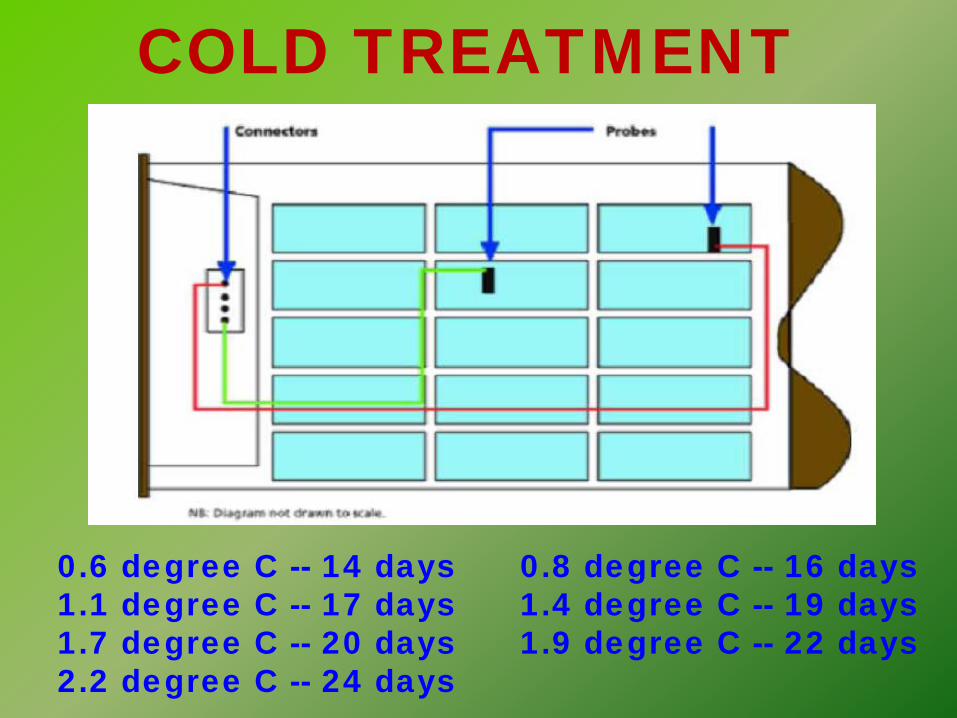
COLD TREATMENT
0.6 degree C -- 14 days 0.8 degree C -- 16 days 1.1 degree C -- 17 days 1.4 degree C -- 19 days 1.7 degree C -- 20 days 1.9 degree C -- 22 days 2.2 degree C -- 24 days
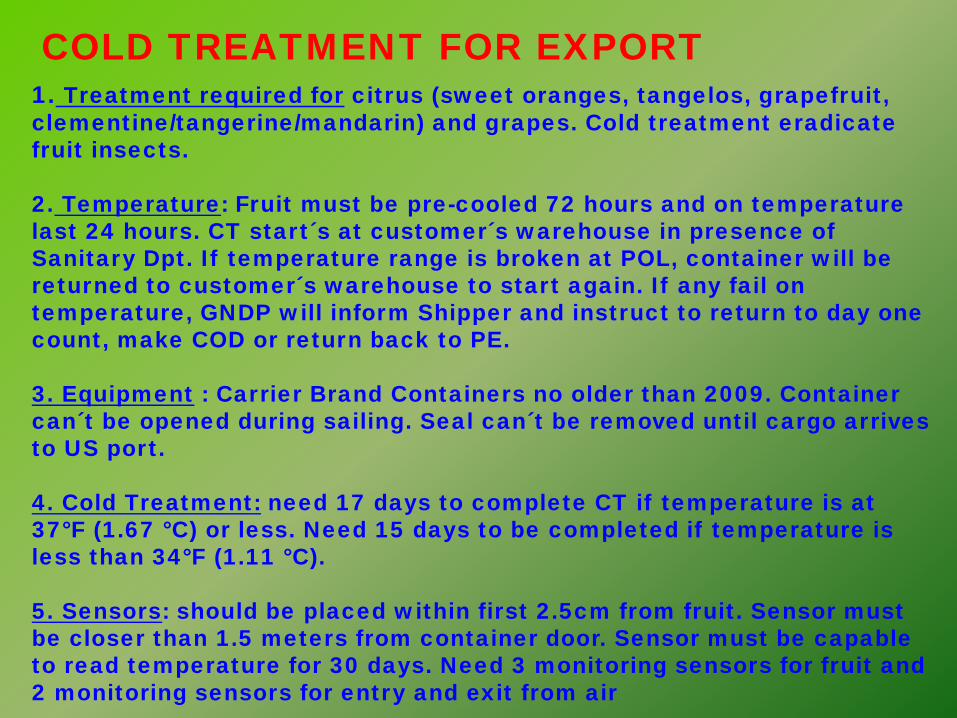
1. Treatment required for citrus (sweet oranges, tangelos, grapefruit, clementine/tangerine/mandarin) and grapes. Cold treatment eradicate fruit insects.
2. Temperature: Fruit must be pre-cooled 72 hours and on temperature last 24 hours. CT start´s at customer´s warehouse in presence of Sanitary Dpt. If temperature range is broken at POL, container will be returned to customer´s warehouse to start again. If any fail on temperature, GNDP will inform Shipper and instruct to return to day one count, make COD or return back to PE. 3. Equipment : Carrier Brand Containers no older than 2009. Container can´t be opened during sailing. Seal can´t be removed until cargo arrives to US port. 4. Cold Treatment: need 17 days to complete CT if temperature is at 37°F (1.67 °C) or less. Need 15 days to be completed if temperature is less than 34°F (1.11 °C).
5. Sensors: should be placed within first 2.5cm from fruit. Sensor must be closer than 1.5 meters from container door. Sensor must be capable to read temperature for 30 days. Need 3 monitoring sensors for fruit and 2 monitoring sensors for entry and exit from air
COLD TREATMENT FOR EXPORT

COLD TREATMENT FOR EXPORT 6.Power interruption: short power interruption both legs (max. 0.5 hrs. each leg), 2 hours monitoring.
7.Monitoring reports: EVL must send daily monitoring report to GNDP until CT is completed and the download on the day 15 to 17. GNDP will send the monitoring report/download to USDA/APHIS to get the authorization to proceed with t/s or if need to hold units more time - with copy to local Evergreen office POD. Also GNDP will coordinate instructions to PACCT to proceed with transhipment.
8.Costs: Energy and DMDT costs at POL or t/s port will be on Carriers Acct. (included on OF). APMT grants 6 c/days free energy when loading, then USD 44.84/day + monitoring and inspection USD 17.70 per event.
9.In the event of failure during sea passage, EVL´s entry point should be able to instruct vessel`s technicians of setting variations to be implemented in order to avoid Cold Treatment rejection.
10.Discharging Ports: USNYC - New York Port, Maher Terminals USLAX – Port of Los Angeles San Juan, PR – San Juan Intership. Port agent = P.R. Importing & Stevedoring, Vessel Port Agent is Oceanic for express line.
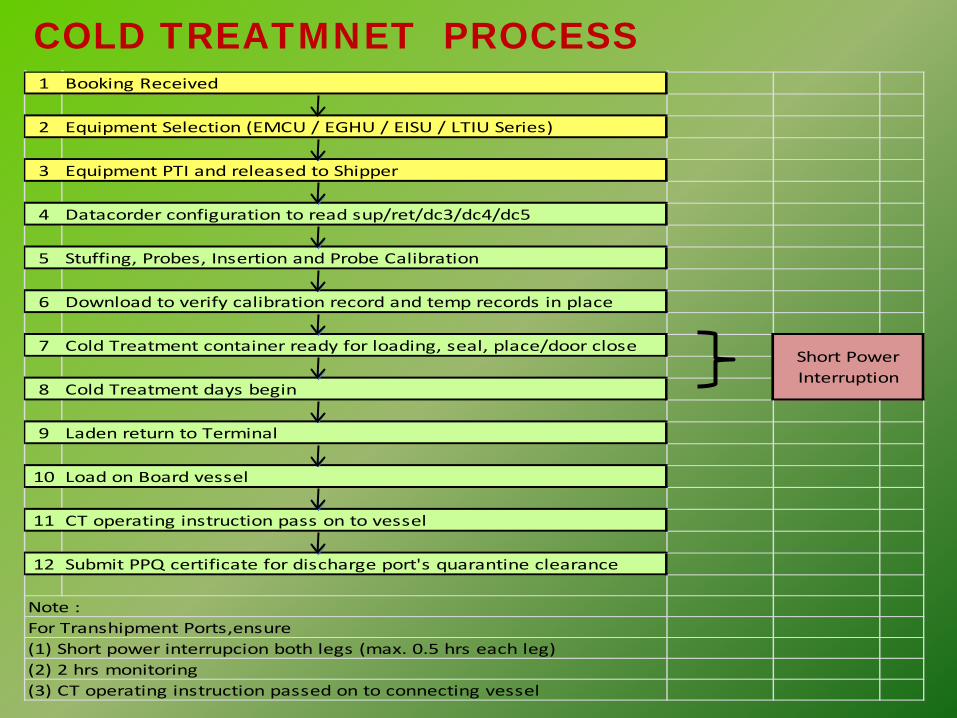
COLD TREATMNET PROCESS 1 Booking Received
2 Equipment Selection (EMCU / EGHU / EISU / LTIU Series)
3 Equipment PTI and released to Shipper
4 Datacorder configuration to read sup/ret/dc3/dc4/dc5
5 Stuffing, Probes, Insertion and Probe Calibration
6 Download to verify calibration record and temp records in place
7 Cold Treatment container ready for loading, seal, place/door close
8 Cold Treatment days begin
9 Laden return to Terminal
10 Load on Board vessel
11 CT operating instruction pass on to vessel
12 Submit PPQ certificate for discharge port's quarantine clearance
Note :For Transhipment Ports,ensure (1) Short power interrupcion both legs (max. 0.5 hrs each leg)(2) 2 hrs monitoring(3) CT operating instruction passed on to connecting vessel
Short Power Interruption
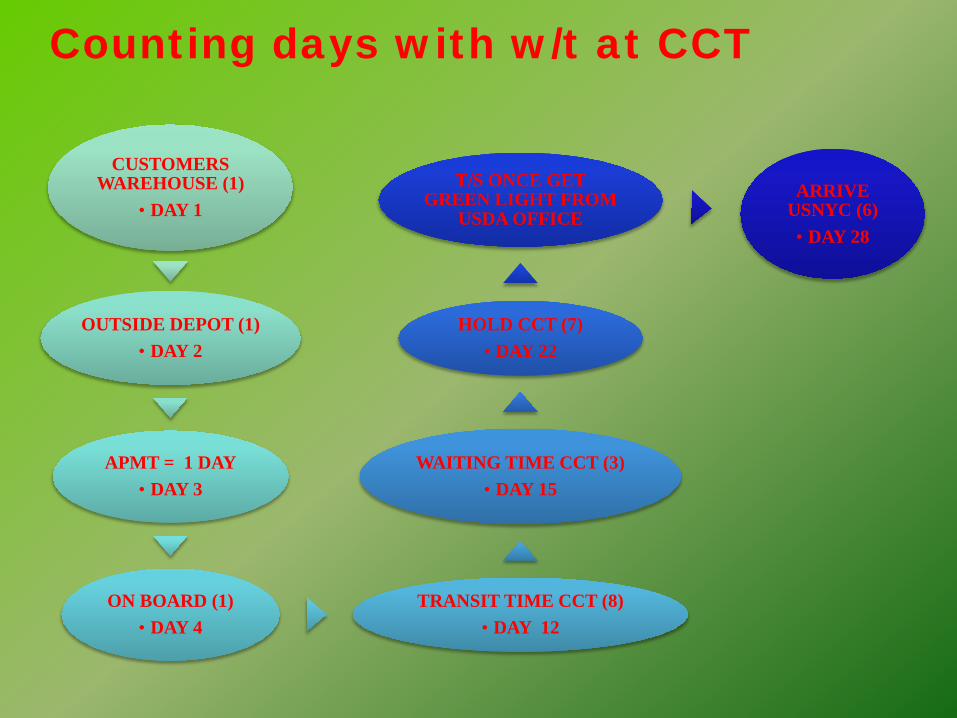
Counting days with w/t at CCT
CUSTOMERS WAREHOUSE (1)
• DAY 1
OUTSIDE DEPOT (1) • DAY 2
APMT = 1 DAY • DAY 3
ON BOARD (1) • DAY 4
TRANSIT TIME CCT (8) • DAY 12
WAITING TIME CCT (3) • DAY 15
HOLD CCT (7) • DAY 22
T/S ONCE GET GREEN LIGHT FROM
USDA OFFICE ARRIVE
USNYC (6) • DAY 28
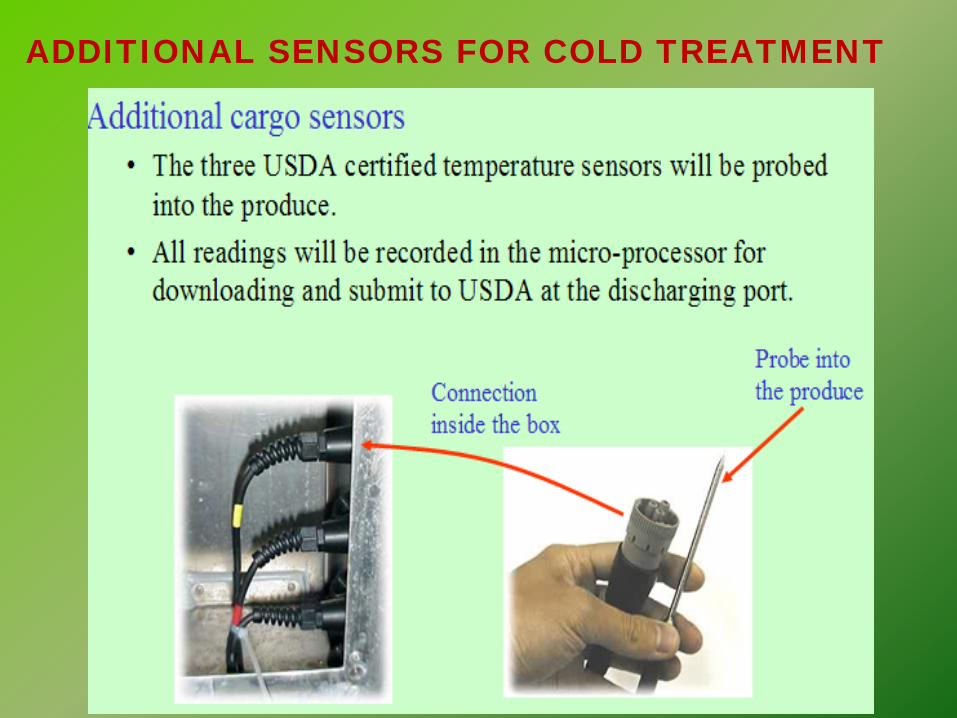
ADDITIONAL SENSORS FOR COLD TREATMENT
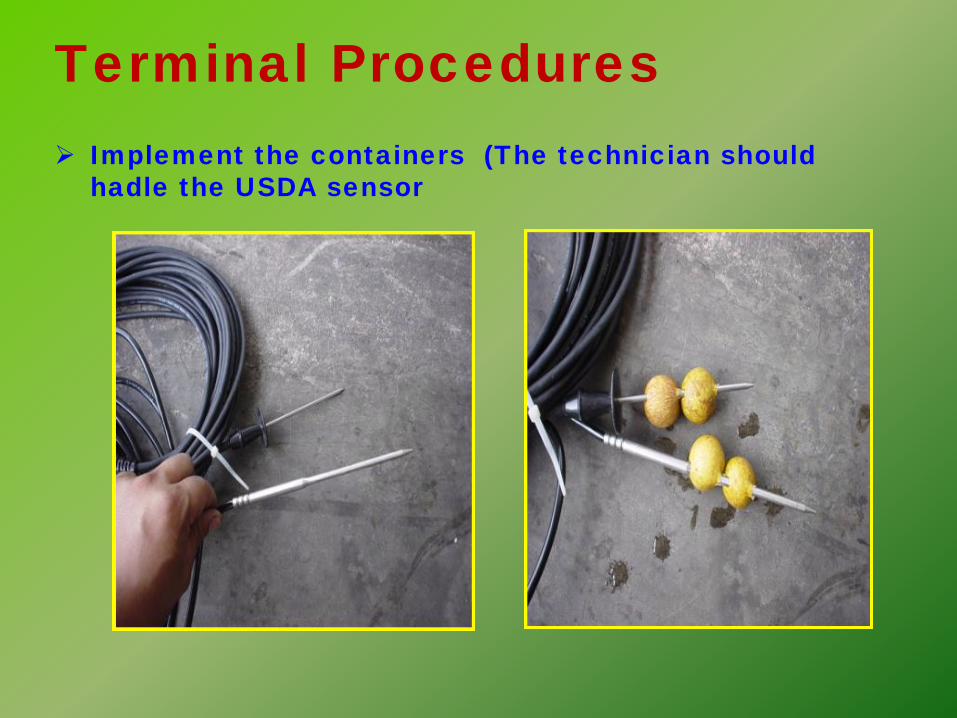
Terminal Procedures Implement the containers (The technician should
hadle the USDA sensor
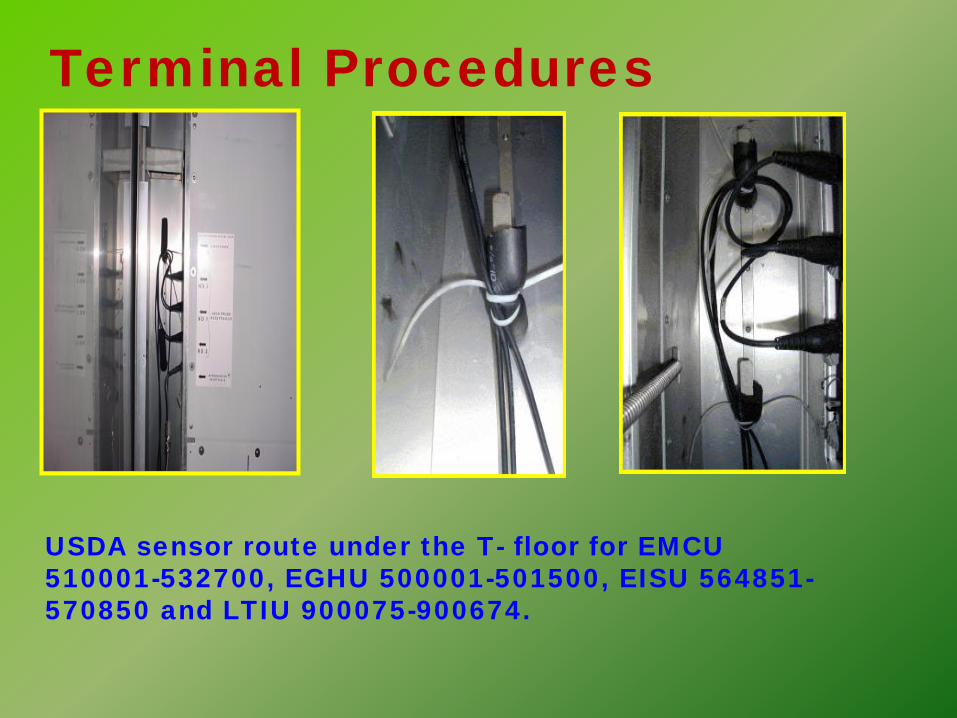
USDA sensor route under the T- floor for EMCU 510001-532700, EGHU 500001-501500, EISU 564851-570850 and LTIU 900075-900674.
Terminal Procedures

USDA SENSOR THERMISTOR P/N: 12-00342-03
Terminal Procedures
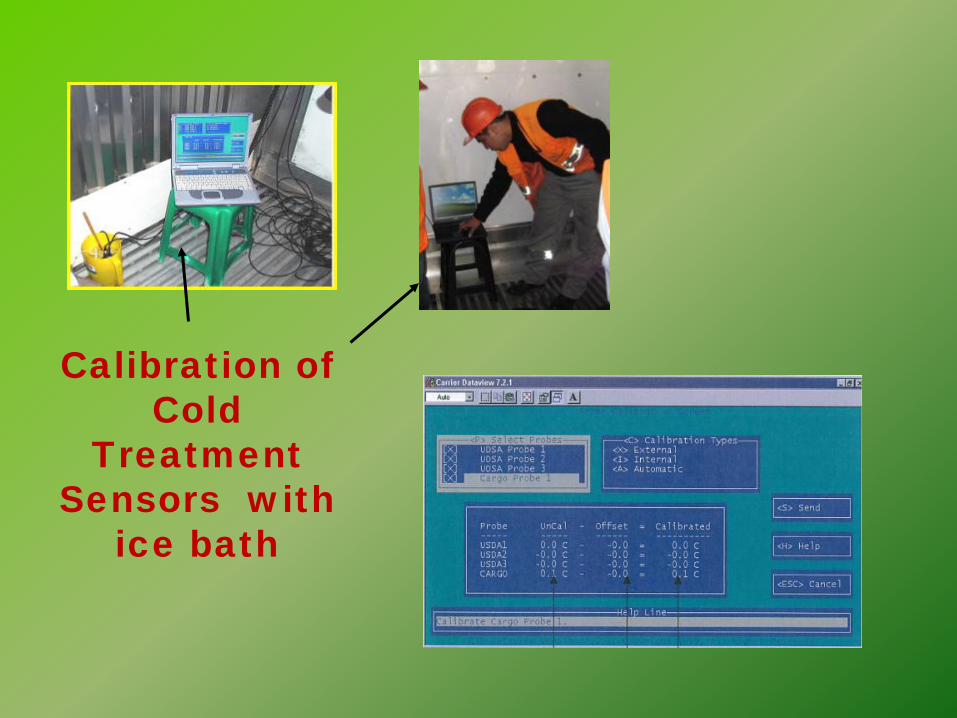
Calibration of Cold
Treatment Sensors with
ice bath
Cold Treatment Benefits Effectively exterminates Mediterranean and tropical fruit flies and larvae. Eliminates the need for fumigation using chemicals
that are prohibited in many countries. Allows perishables to get to market much faster
and in optimum condition compared to land-based cold treatments in storage.
Enables products to command premium value and
meet consumers’ preference for non-fumigated produce.
UPON SHIPPERS REQUEST, EVERGREEN MAY PROVIDE COLD TREATMENT SERVICE AND ASSESS THE CHARGE FOR THE SERVICE. COLD TREATMENT SERVICE INCLUDES SUPPLYING CONTAINERS WITH USDA SENSORS, MONITORING OF TEMPERATURE, DOWNLOADING AND REPORTING OF TEMPERATURE DATA AND PROTECTING AGAINST EXTENDED POWER INTERRUPTIONS AT DESTINATION TERMINAL. THE SHIPPER IS RESPONSIBLE FOR ENSURING THE SENSORS ARE FULLY INSERTED INTO THE CORE OF THE PRODUCT AND FOLLOWING THE COLD TREATMENT PROTOCOL OF THE RESPECTIVE DESTINATION COUNTRIES.
IN THE EVENT THE CONTAINER FAILS TO PASS COLD TREATMENT PROTOCOL
DUE TO SENSOR MALFUNCTION OR TEMPERATURE ABOVE THRESHOLD, AND IT IS DEEMED TO BE THE FAULT OF EVERGREEN, AND PROVIDED THAT THERE IS NO DAMAGE TO THE CARGO CONTAINED WITHIN, THE COLD TREATMENT SERVICE WILL INCLUDE RETURN OF THE CONTAINER TO ORIGIN OR DIVERSION, PLUG-IN CHARGES AND/OR DEMURRAGE AT PORT OF DISCHARGE, IF REQUESTED.
IF IT IS DETERMINED THAT FAILURE TO PASS THE COLD TREATMENT PROTOCOL IS BECAUSE SENSORS WERE NOT PROPERLY INSERTED INTO THE CORE OF THE CARGO OR THE SHIPPER FAILED TO FOLLOW THE COLD TREATMENT PROCEDURES, ALL CHARGES INCLUDING RETURN TO ORIGIN OR DIVERSION WILL BE FOR THE ACCOUNT OF THE SHIPPER.
Cold Treatment Policy
Temperature Re-Setting Procedures 1. To get prior approval from Cargo Owner first for any
temperature resetting 2. Cargo Owner have to inform ship operator and address the
correction notice to Ship Master. 3. To get LOI from shipper to waive Operators for any damage loss
incurred for this Temperature and/or ventilation open change
4. To pay the extra opertion charge to ship operator if any. 5. POD Operation have to get the mail copy for further filing and
make correction of Temp /Vent resetting
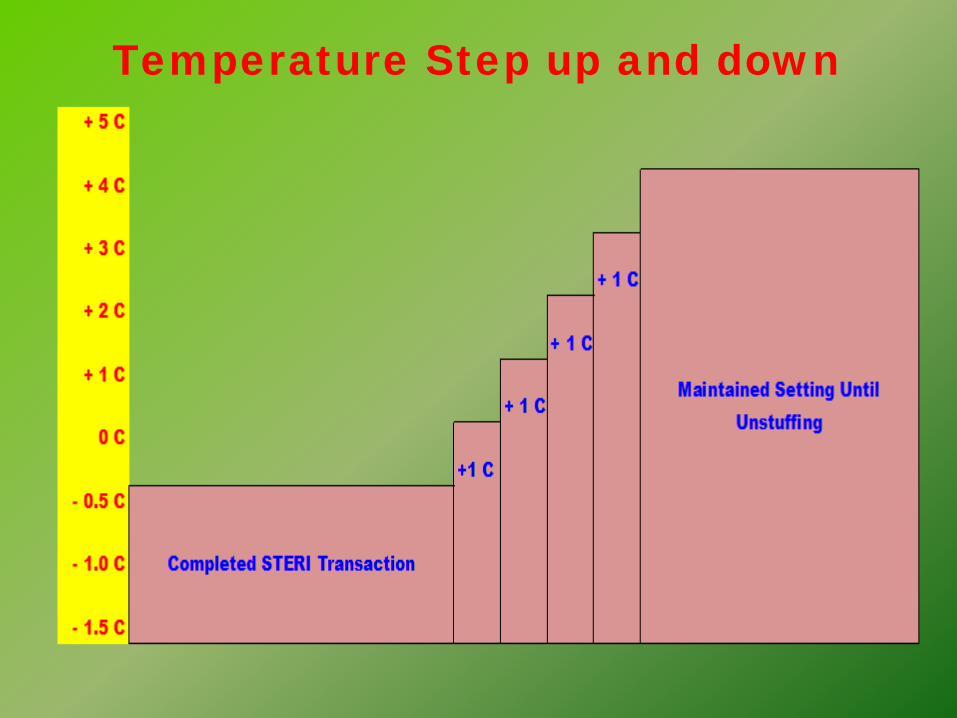
Temperature Step up and down 1. Reefer setting temperature of Step up and Step down are followed up
our prior resetting procedures. 2. PPECB has to provide the hard copy of temperature resetting program
to loading ship master 3. PPECB also addresses this Step up and Step down schedule to Taipei
headquarters for further monitoring. 4. Taipei headquarters / Reefer Support Team will keep monitoring with
these reefer units.
5. The loading port is requested to address step up reefer container box number with BL notice to POD for following up to monitor reefer temperature accordingly.
Temperature Step up and down

Refrigerated Cargo
Damage Claim
Incurred

The Major Damage Reason for Refrigerated Cargo shipment
Pre-Shipment Nature Improper Stuffing Wrong Booking Data Setting Container Air Leakage Malfunction Caused Negligence Made By Carrier
and Sub-Contractor Operation
Reefer Cargo Claim Prevention
What cause claims ?
Reefer malfunction
Documentation mistakes
Third parties’ liability
Hot-load / Pre-shipment condition
Reefer malfunction -
Symptoms : temperature sensors problem, refrigerant leakage, compressor/motor problem.
Causes : PTI (pre-trip inspection) process not fully executed. According to our observation, most of the reefer malfunction can be avoided if proper PTI are done.
Cures : The PTI process must be strictly executed.
Reefer Cargo Claim Prevention
Reefer Cargo Claim Prevention Documentation mistakes - Symptoms : Evergreen internal
documentation error, said input wrong temperature settings.
Causes : Our colleagues do not have enough reefer knowledge as well as awareness. The mistakes cannot be discovered/rectified immediately.
Cures : Enhance reefer training for reefer related personnel.
Reefer Cargo Claim Prevention
Third parties’ liability -
Symptoms : miss set temperature, reefer breakdown without repairing, gen-set out-of-fuel, power unplugged.
Causes : the third parties didn’t apply strict monitoring for reefers.
Cures : Enhance communications with third parties.
Hot Cargo handling options : Reject the acceptance of
cargo. Return to shipper for additional pre-cooling.
Clause the B/L, stating a temperature discrepancy. (may revoke LC).
Issue Letter of Indemnity. Not responsible for any damage loss.
Common Problems : Hot Load

Q & A Thank you for
listening