33rd annual meeting international institute of ammonia...
TRANSCRIPT

Technical Papers33rd Annual Meeting
International Institute of Ammonia Refrigeration
March 27–30, 2011
2011 Industrial Refrigeration Conference & Heavy Equipment ShowCaribe Royale
Orlando, Florida
Return to Table of Contents
ACKNOWLEDGEMENT
The success of the 33rd Annual Meeting of the International Institute of Ammonia
Refrigeration is due to the quality of the technical papers in this volume and the labor of its
authors. IIAR expresses its deep appreciation to the authors, reviewers and editors for their
contributions to the ammonia refrigeration industry.
Board of Directors, International Institute of Ammonia Refrigeration
ABOUT THIS VOLUME
IIAR Technical Papers are subjected to rigorous technical peer review.
The views expressed in the papers in this volume are those of the authors, not the
International Institute of Ammonia Refrigeration. They are not official positions of the
Institute and are not officially endorsed.
International Institute of Ammonia Refrigeration
1001 North Fairfax Street
Suite 503
Alexandria, VA 22314
+ 1-703-312-4200 (voice)
+ 1-703-312-0065 (fax)
www.iiar.org
2011 Industrial Refrigeration Conference & Heavy Equipment Show
Caribe Royale
Orlando, Florida
Return to Table of Contents

©IIAR2011 1
Resumen.
Tener en consideración la velocidad de congelación y el grado de impacto que ésta tiene en la calidad de productos alimenticios, debe ser un criterio muy importante a considerar por los ingenieros frigoristas en la definición, selección y aplicación de los sistemas de producción de frío. Un conocimiento mucho más preciso del tal fenómeno, nos irá permitiendo cada día, obtener resultados más favorables en la aplicación de bajas temperaturas.
El presente trabajo, basado tanto en una revisión bibliográfica como en la utilización de datos experimentales, presenta la importancia que tienen los factores que afectan la velocidad de congelación en alimentos, tales como: la diferencia de temperaturas entre producto y medio, la velocidad del aire, el espesor de producto, el contacto entre medio – alimento y la capacidad del sistema mecánico para remover calor.
Lograr procesos controlados en donde el resultado sea una eficiente eliminación de calores sensibles, latentes, una nucleación adecuada y formación de cristales controlados, nos permite la posibilidad de mantener una alta calidad de productos perecederos sometidos a estos procesos. Ésta es una tecnología que día con día beberá ser mejor entendida y aplicada en el sector alimentario.
Trabajotecnico#2
La velocidad de congelación y su impacto en la calidad de alimentos expuestos a este proceso. Un criterio clave en la definición del sistema
de producción de frío.
Manuel Alarcón López. Karla Elizabeth González Rosas.
Blasquez E. Refrigeración Industrial S.A. de C.V.Mexico D.F.
Return to Table of Contents

Return to Table of Contents

Trabajotécnico#2 ©IIAR2011 3
La velocidad de congelación y su impacto en la calidad de alimentos expuestos a este proceso. Un criterio clave en la definición del sistema de producción de frío.
Problemática.
A pesar de la gran cantidad de literatura que existe disponible en relación al
fundamento, aplicación y análisis del proceso de congelación de alimentos, hemos
encontrado que en muchos lugares en donde se aplica esta tecnología existen serias
deficiencias en el cálculo, diseño y selección de sistemas de baja temperatura para
aplicaciones en instalaciones estáticas (por lotes), en donde desafortunadamente
la mayoría de veces no se cumple con las expectativas de lograr las velocidades de
congelación adecuadas en función del tipo de alimento y de sus características.
En la mayor parte de centro y sud América encontramos diversas instalaciones
en donde las deficiencias son muy notables, ya que existe un desconocimiento
importante de todas las variables que pueden influir en la obtención de las mejores
condiciones de velocidad de congelación, por tal motivo, es necesario generar
trabajos que fundamenten correctamente y aporten elementos técnicos sustentables
para que los ingenieros frigoristas durante su diseño consideren todos estos factores
tan importantes que transitan desde la conceptualización hasta la instalación del
propio sistema.
Afortunadamente dentro del instituto (IIAR) han colaborado diferentes autores
con trabajos muy importantes como los presentados por: Pearson 2009, Masson
2007, Visser 2006, Becker y Fricke 2006 entre otros, sin embargo, es necesario ya
reforzar con trabajos en español, ejercicios que promuevan el mejor entendimiento,
pero, sobre todo concienticen de forma continua la importancia de estos factores
especializados en el diseño de instalaciones frigoríficas en donde este involucrado
un proceso de congelación.
Este trabajo aspira como un primer intento de promover el estudio y aplicación
de los procesos de congelación en alimentos entre los especialistas de producción
de frio por compresión mecánica. Recordemos, la importancia de la velocidad de
congelación en los alimentos y sus efectos en la calidad final de los productos,
Return to Table of Contents
4 ©IIAR2011 Trabajotécnico#2
2011 IIAR Industrial Refrigeration Conference & Heavy Equipment Show, Orlando, Florida
debe ser un factor técnico fundamental para la adecuada aplicación de sistemas de
producción de frío en el ramo de las bajas temperaturas.
Antecedentes.
La congelación es básicamente, el cambio de estado líquido a sólido de la mayor
parte del agua y soluciones acuosas presentes en un alimento y se puede definir
como el periodo durante el cual la temperatura es casi constante en un punto dado
y el calor extraído se emplea para la transformación de la mayor parte de agua en
hielo. Para la congelación de los alimentos y otros materiales biológicos, primero se
verifica la eliminación del calor sensible por enfriamiento, para después eliminar el
calor latente durante la congelación y en la mayoría de las ocasiones calor sensible
de sub-enfriamiento.
Para predecir lo que ocurre: el contenido calorífico de la fase líquida es la suma del
contenido calorífico individual del/los solutos y la del agua (como si fueran puros, no
se tienen en cuenta las interacciones entre ambas). Los contenidos caloríficos no son
función simple de la temperatura pues el calor latente es función de la temperatura
que depende del hielo formado (esto se calcula empíricamente).
Consideremos que la mejor forma de entender el proceso de congelación es a través
de la descripción de los diagramas de fase y estos son los factores más importantes:
Factores cinéticos de la transformación de agua en hielo:
1. Nucleación. Se forman núcleos (semilla) para facilitar la reorganización
del líquido como estarían en estado sólido. Estos núcleos son racimos de
moléculas de tamaño particular para sostener el crecimiento de un cristal. A una
temperatura por debajo del punto de congelación en equilibrio, hay un volumen
de la fase sólida con menor energía libre que las mismas moléculas de la fase
Return to Table of Contents
Trabajotécnico#2 ©IIAR2011 5
La velocidad de congelación y su impacto en la calidad de alimentos expuestos a este proceso. Un criterio clave en la definición del sistema de producción de frío.
líquida. A temperaturas menores el tamaño del núcleo del cristal se reduce al
bajar la temperatura. Al considerar el agua, el tamaño crítico del núcleo puede ser
alcanzado espontáneamente a –40 ºC ( Nucleación Uniforme u Homogénea).
Si hay un soporte catalítico, la nucleación puede realizarse a temperaturas más
altas (hay nucleación heterogénea). En los alimentos, el proceso que se presenta
es una nucleación heterogénea.
2. Estado Vítreo. Después de la nucleación, el cristal crece porque hay un
acercamiento al equilibrio termodinámico. Al aumentarse la fase sólida
aumenta la viscosidad de la fase líquida (ya que hay más soluto y desciende
la temperatura), hay un punto en el que en esta fase no puede haber más
cristalización, esto se conoce como Estado Vítreo (Glass phase) concentrado al
máximo por congelación, se consigue a una temperatura específica (es importante
acotar que por debajo de la misma los cambios son muy lentos).
Sin embargo, hay otras restricciones cinéticas tales como son el tamaño, forma del
producto a congelar, que apoyan los modelos de transferencia de masa y energía. Las
condiciones limitantes básicas en el crecimiento del hielo, pueden ser:
• Crecimiento limitado por la transferencia de masa de primer tipo: se debe a la
falta de nucleación. Este sistema se subenfría (no se congela y está por debajo
de la temperatura inicial de congelación), la isoterma de congelación se va hacia
el centro y las regiones más externas están más subenfriadas y en cualquier
punto puede ocurrir la nucleación, el hielo formado está determinado por el calor
eliminado durante el subenfriamiento. El crecimiento de hielo es rápido y los
cristales pequeños. Después del crecimiento del hielo, la velocidad de formación
del hielo es proporcional a la velocidad de transferencia de calor.
Podemos observar en la figura N°1 la disponibilidad del proceso de nucleación y
la generación en número de cristales formados.
Return to Table of Contents
6 ©IIAR2011 Trabajotécnico#2
2011 IIAR Industrial Refrigeration Conference & Heavy Equipment Show, Orlando, Florida
• Crecimiento limitado por la transferencia de calor: la velocidad de transferencia
de calor depende de condiciones externas como: tamaño, forma del objeto
y propiedades internas del sistema que afectan a la transferencia de calor
(conductividad térmica y difusividad térmica), estos valores son diferentes en
agua y en hielo (la velocidad de transferencia de calor y cambio de temperatura
tanto en agua y hielo son diferentes).
En cuanto a la velocidad de crecimiento del hielo, que depende de la velocidad de
transmisión de calor, la posición de la interfase de propagación estará por detrás
de la isoterma de congelación (sólo hace falta un pequeño subenfriamiento para
el crecimiento del hielo, recordemos que, la velocidad de transferencia de calor es
igual a la velocidad de formación de hielo).
Esto es cierto salvo que la velocidad de propagación sea menor que la del avance
de la isoterma de congelación (aumenta el subenfriamiento). Consecuencia
del aumento del subenfriamiento: aumenta la velocidad de propagación y si el
subenfriamiento supera un valor umbral puede ser que disminuya la velocidad de
propagación (Crecimiento limitado por la transferencia de masa de segundo tipo).
• Crecimiento limitado por la transferencia de masa de segundo tipo: la región
alrededor de la interfase anteriormente citada se puede subenfriar, decreciendo la
velocidad de propagación del hielo, manifestándose la restricción cinética tercera
(el calor se gasta en subenfriar en lugar de congelar). Las regiones más externas
estarán congeladas y sucederán los cambios en el interior. A una temperatura baja
específica, el material de la región subenfriada se volverá vítreo y se mantiene así
mientras la temperatura sea inferior (no existirá formación de hielo).
La congelación debe distinguirse porque la temperatura del alimento se reduce
por debajo de su punto de congelación, por lo cual una fracción elevada del
agua contenida, cambia de estado físico formando cristales de hielo. Esta
inmovilización del agua en forma de hielo y el incremento en la concentración
Return to Table of Contents

Trabajotécnico#2 ©IIAR2011 7
La velocidad de congelación y su impacto en la calidad de alimentos expuestos a este proceso. Un criterio clave en la definición del sistema de producción de frío.
de los solutos en el agua no congelada provoca la reducción de la actividad del
agua del alimento. Por lo tanto, la conservación del alimento por esta vía es la
consecuencia de la acción combinada de las bajas temperaturas y la disminución
en su actividad acuosa. Durante el proceso de congelación el agua es removida
de su posición normal dentro de los tejidos y convertida en hielo. Este proceso
es parcialmente revertido durante la descongelación dando lugar a la formación
de exudado. El incremento en la concentración de los contenidos celulares puede
originar procesos indeseables en los productos.
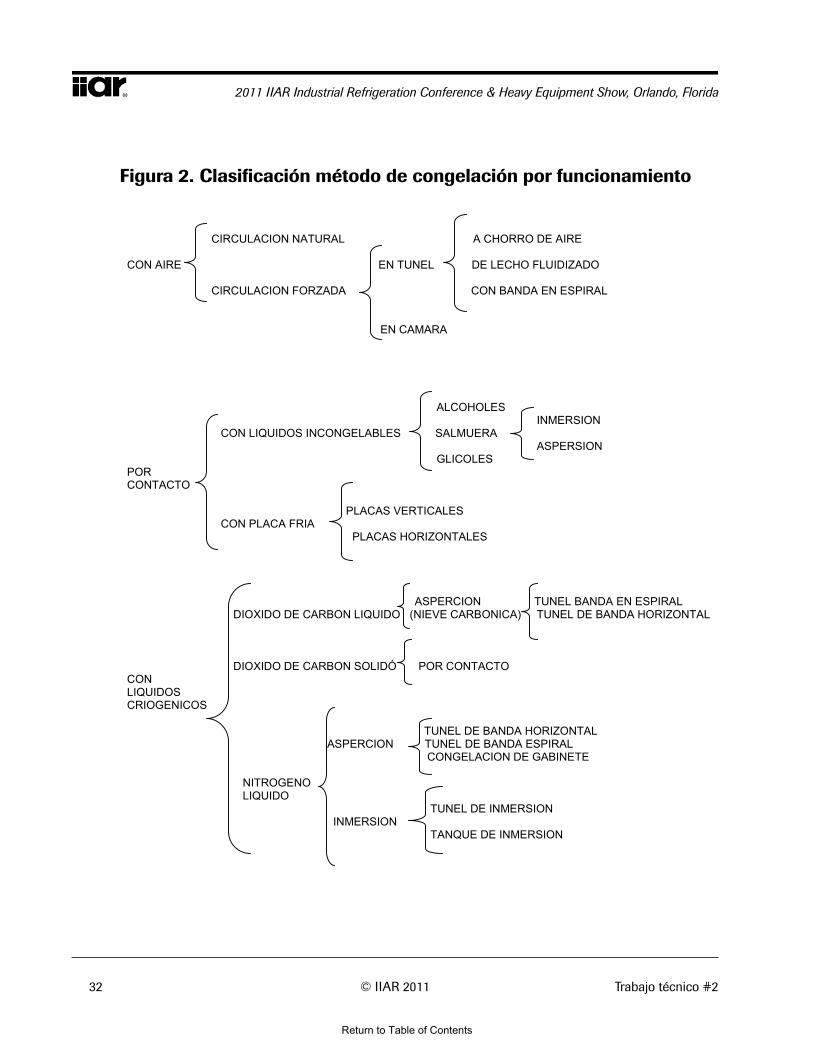
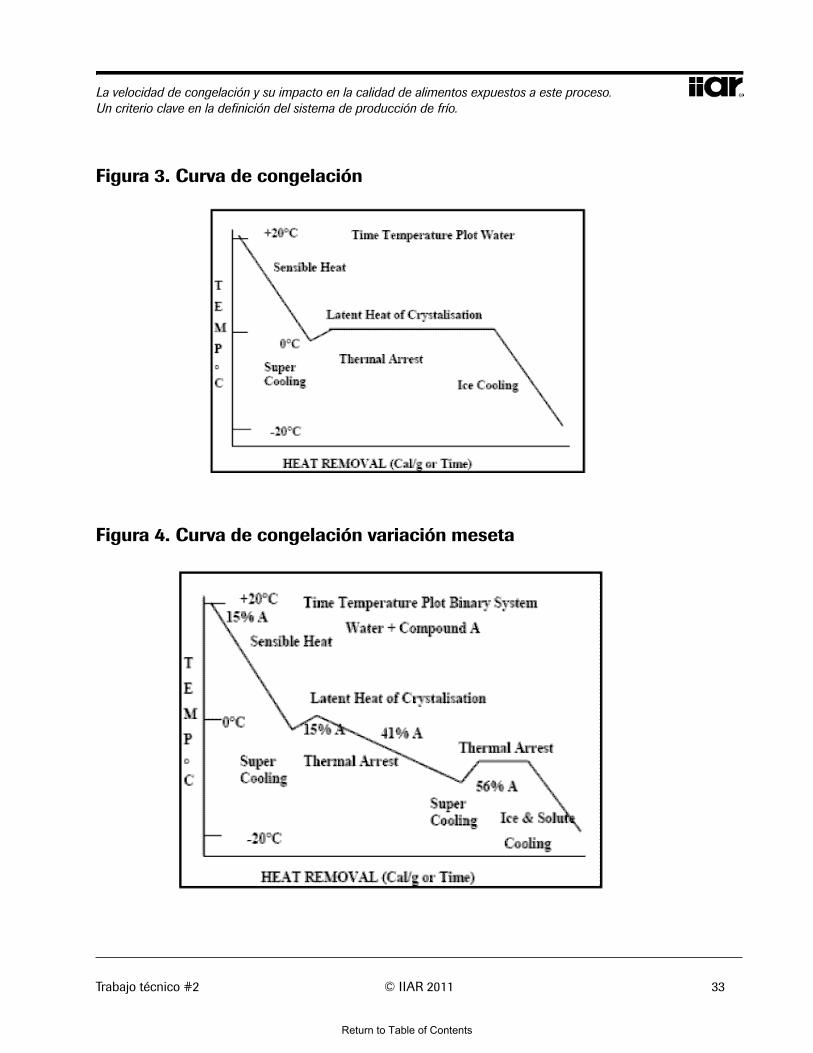
Análisis de la Curva de Congelación
La zona de –1 a –5°C es una zona de temperatura en la cual el calor latente del
producto se libera en la mayoría de los alimentos.
Normalmente es la zona de máxima formación del hielo. Esta zona también se le
conoce como zona de “parada térmica” porque la temperatura correspondiente se
aproxima a una pendiente casi horizontal de la curva. (Ver figura 2).
Se asume que cuando más alta es la temperatura inicial del producto, más corto será
el tiempo de parada térmica.
Un tejido biológico en un proceso de congelación se comporta como una solución
diluida. Comparada con la curva de congelación de agua pura, la de una solución
diluida presenta dos diferencias esenciales:
1. La temperatura de congelación es inferior a la del agua.
2. La diferencia entre el punto de congelación de la solución y el del agua, es tanto
mayor cuanto más concentrada es la solución.
A medida que se forma hielo, el soluto se concentra en la fase liquida. Así pues,
el punto de fusión de la solución desciende al mismo tiempo que aumenta la
Return to Table of Contents

8 ©IIAR2011 Trabajotécnico#2
2011 IIAR Industrial Refrigeration Conference & Heavy Equipment Show, Orlando, Florida
concentración, razón por la cual se habla de temperatura de inicio de congelación,
con el fin de precisar que se trata del punto de congelación de la solución antes de
que esta sea modificada por la crio-concentración. (Ver figura 3).
En la figura 3, el aspecto de la meseta de cambio de estado se ve perturbado por el
descenso progresivo del punto de congelación a medida que este disminuye, de modo
que ya no pude hablarse de meseta. En realidad se observa una “pseudo meseta”
más o menos visible, que no es más que una simple zona de aminoración del
descenso de temperatura.
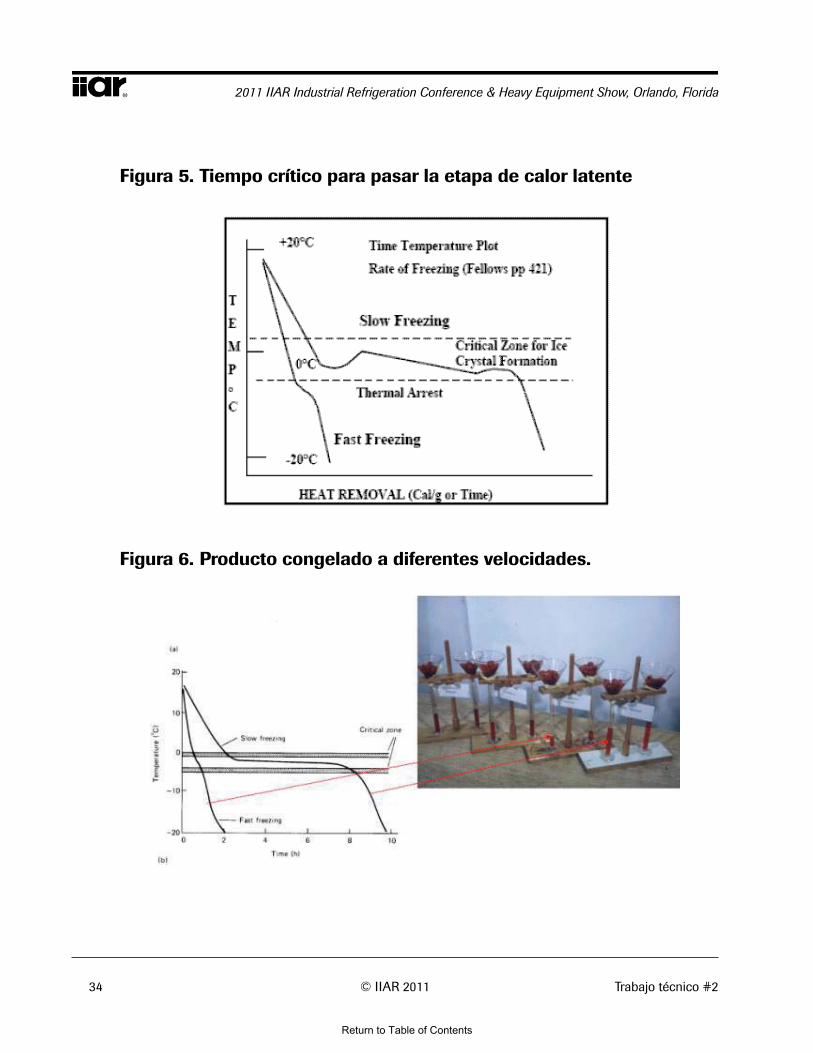
La figura 4 muestra el tiempo critico para lograr una buena congelación que consiste
en cruzar como ya se ha mencionado la zona entre –1 a –5°C, dependiendo del
alimento o sistema en estudio.
La figura 5 muestra una fotografía donde podemos observar la diferencia entre fresas
congeladas rápidamente y en un proceso lento, donde la cantidad de agua que
desprenden al descongelarse es significativamente diferente entre las velocidades de
congelación obtenidas.
Métodos de Congelación
Existen diferentes métodos de congelación, los cuales pueden clasificarse de
diferentes maneras, de acuerdo a la velocidad de congelación (ver tabla1).
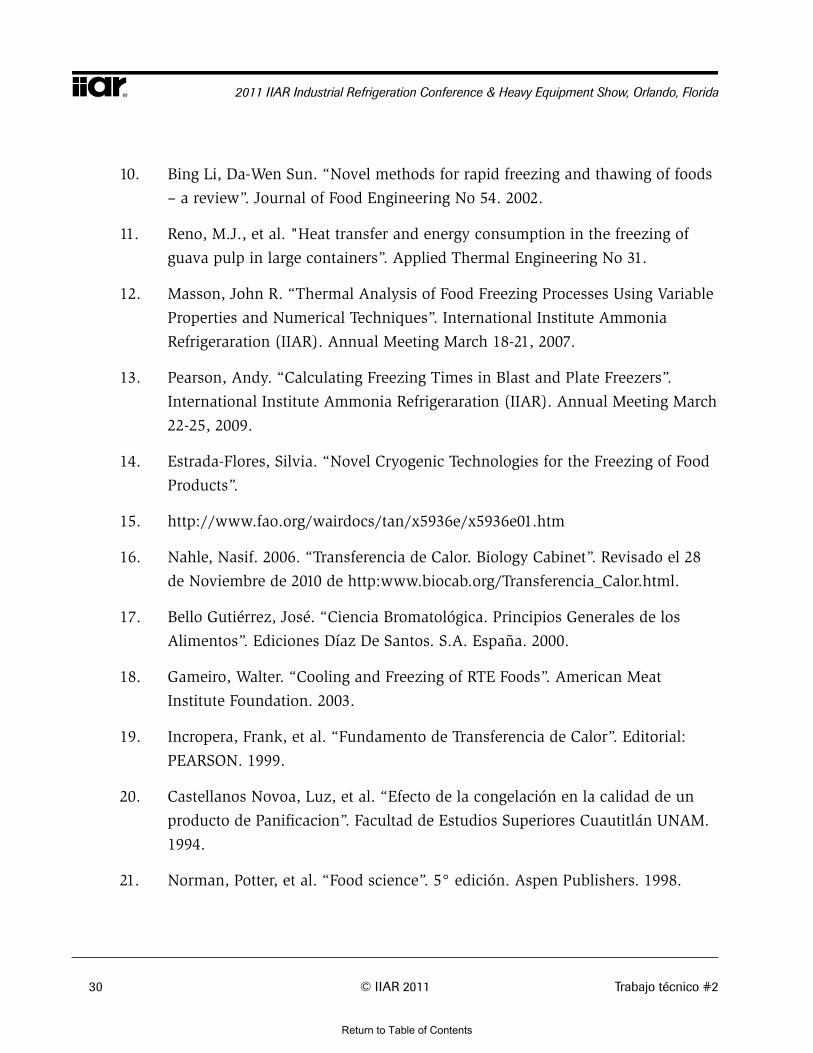
La figura 6, muestra la clasificación de los métodos de congelación tomando en
cuenta su principio de funcionamiento.
La tabla 2, presenta un buen resumen en donde combinamos información práctica y
útil para el diseño de instalación.
Return to Table of Contents
Trabajotécnico#2 ©IIAR2011 9
La velocidad de congelación y su impacto en la calidad de alimentos expuestos a este proceso. Un criterio clave en la definición del sistema de producción de frío.
Considerando que no es el objetivo de este trabajo el extender la descripción de los
métodos de congelación, dejamos esta información como marco referencial.
Velocidad de Congelacion.
La consideración más importante asociada con la congelación de los alimentos es la
velocidad del proceso, es decir, la velocidad de congelación.
La velocidad de congelación (°C/h) para un producto o un paquete, es el cociente
de la diferencia entre temperatura inicial y temperatura final por la duración de la
congelación. En un punto dado del producto, la velocidad de congelación local es el
cociente de la diferencia entre temperatura inicial y temperatura final deseada por el
tiempo necesario para que esta última temperatura alcance el punto en cuestión.
La velocidad de congelación no es más que la velocidad lineal de avance del frente
de hielo por el interior del producto a congelar en el proceso, donde la transmisión
del calor varía en las diferentes capas del producto, siendo más elevada en las capas
externas y baja en las capas cerca del núcleo central o centro geométrico o punto
térmico. La velocidad de congelación depende principalmente de la diferencia de
la temperatura entre el producto a congelar y el medio refrigerante, aunque existen
otras variables que posteriormente se mencionan y son dignas a considerar.
Fennema, ha identificado varios métodos que describen la velocidad de congelación:
1. Métodos tiempo-temperatura.
2. Velocidad del frente frio.
Return to Table of Contents

10 ©IIAR2011 Trabajotécnico#2
2011 IIAR Industrial Refrigeration Conference & Heavy Equipment Show, Orlando, Florida
3. Métodos térmicos. Dentro de los métodos térmicos tenemos:
3.1 Cambios de temperatura por unida de tiempo
3.2 El tiempo para atravesar un rango de temperaturas dado.
El método por cambio de temperatura por unidad de tiempo es el más apropiado
cuando se establece que el principal factor es la estructura del producto congelado,
logrando influir en la calidad del producto.
El Instituto Internacional del Frío define los siguientes términos:
• Velocidad de congelación nominal al “tiempo de enfriamiento del núcleo central
(punto térmico) para pasar de 0 a–15°C”.
• Velocidad de congelación efectiva al “tiempo invertido en enfriar desde
una temperatura discrecional y superior a 0°C a otra elegida dentro de las
pertenecientes a la de las gama de congelación.”
Los procesos de congelación se pueden clasificar según las velocidades medias de
congelación establecidas en cm/h.
La tabla 3 presenta las velocidades y tiempos de congelación para diferentes métodos
de congelación; nótese como en los procesos que normalmente encontramos
instalados es sistemas por lotes entran en el rango de una velocidad de congelación
de lenta a muy lenta. Los tiempos de congelación pueden ir desde 24 hasta 72 horas
por lote y velocidades de frente de hielo de 0.1 a 0.5 cm/h.
A una alta velocidad de congelación, es mayor la probabilidad de tener después de
la descongelación la calidad inicial del producto, pudiendo establecer que la calidad
de un producto congelado depende de la velocidad en que el proceso se lleve a cabo,
obteniéndose buenos resultados en alimentos que se someten a una “congelación
rápida.”
Return to Table of Contents
Trabajotécnico#2 ©IIAR2011 11
La velocidad de congelación y su impacto en la calidad de alimentos expuestos a este proceso. Un criterio clave en la definición del sistema de producción de frío.
Por lo anterior podemos concluir que existen 4 factores fundamentales que influyen
en la velocidad de congelación:
1. La diferencia de temperaturas entre el producto y el medio de congelación.
2. El tipo de transferencia de calor, desde y en el producto (convección y
conducción)
3. El tamaño, tipo y forma del producto y del empaque.
4. Propiedades térmicas del producto como son:
• Conductividad térmica
• Difusividad térmica
• Densidad
• Calor especifico entre otras.
Diversas características de calidad están relacionadas con el tamaño de los cristales
el cual es una consecuencia de la velocidad con que se produce la congelación.
El principal efecto de la congelación sobre la calidad de los alimentos es el daño
que ocasiona en las células el crecimiento de los cristales de hielo. La congelación
prácticamente no provoca afectaciones desde el punto de vista nutritivo. La
resistencia de diversos tejidos animales y vegetales a la congelación es muy diversa.
Así, las frutas y los vegetales, por ejemplo, presentan una estructura muy rígida por
lo que la formación de los cristales de hielo puede afectarlos con mayor facilidad que
a las carnes. La congelación de los tejidos se inicia por la cristalización del agua en
los espacios extracelulares puesto que la concentración de solutos es menor que en
los espacios intracelulares.
Cuando la velocidad de congelación es baja la cristalización extracelular aumenta
la concentración local de solutos lo que provoca, por ósmosis, la deshidratación
progresiva de las células. En esta situación se formarán grandes cristales de hielo
aumentando los espacios extracelulares, mientras que las células plasmolizadas
disminuyen considerablemente su volumen. Este desplazamiento del agua y la acción
mecánica de los cristales de hielo sobre las paredes celulares provocan afectaciones
en la textura y dan lugar a la aparición de exudados durante la descongelación.
Return to Table of Contents

12 ©IIAR2011 Trabajotécnico#2
2011 IIAR Industrial Refrigeration Conference & Heavy Equipment Show, Orlando, Florida
Cuando la velocidad congelación es alta la cristalización se produce casi
simultáneamente en los espacios extracelulares e intracelulares. El desplazamiento
del agua es pequeño, produciéndose un gran número de cristales pequeños. Por
todo ello las afectaciones sobre el producto resultaran considerablemente menores
en comparación con la congelación lenta. No obstante, velocidades de congelación
muy elevadas pueden provocar en algunos alimentos, tensiones internas que pueden
causar el agrietamiento o rotura de sus tejidos.
Como se menciono anteriormente, la congelación provoca el aumento de la
concentración de los solutos presentes lo que incrementa la velocidad de las
reacciones se presentan entre –5ºC y –15ºC. Este incremento en la concentración de
los solutos provoca cambios en la viscosidad, el pH, el potencial redox del líquido
no congelado, fuerza iónica, presión osmótica y tensión superficial, entre otros. La
acción de estos factores asociados al efecto de la desaparición de una parte del agua
líquida, provoca cambios desfavorables en el alimento, siendo un ejemplo de ello
la agregación de las proteínas. Estos efectos pueden ser limitados cuando el paso
a través del citado rango de temperaturas se realiza de forma rápida. Este rango es
denominado como zona de peligro o zona crítica. Como el volumen del hielo es
superior al del agua líquida, la congelación de los alimentos provoca una dilatación,
estas variaciones en el volumen provocan tensiones internas de gran magnitud
sobre los tejidos, lo que puede provocar desgarraduras internas (y hasta la rotura
completa de los tejidos vegetales), lo que produce una pérdida de líquido durante la
descongelación.
Como se ha mencionado anteriormente los procesos con velocidades de congelación
lentas producen daños estructurales a nivel intra y extracelular. La presión de
vapor de los cristales de hielo es inferior a la del interior de las células, lo que
provoca la deshidratación progresiva de las células por ósmosis y el engrosamiento
de los cristales de hielo. De esta forma se originan grandes cristales de hielo y el
aumento de los espacios extracelulares. Las células plasmolizadas disminuyen
considerablemente su tamaño. Esta deshidratación celular disminuye las
Return to Table of Contents

Trabajotécnico#2 ©IIAR2011 13
La velocidad de congelación y su impacto en la calidad de alimentos expuestos a este proceso. Un criterio clave en la definición del sistema de producción de frío.
posibilidades de una nucleación intracelular. La ruptura de las paredes celulares
resulta de la acción mecánica de los grandes cristales de hielo y del encongimiento
excesivo de las células.
La figura 7 ejemplifica el proceso de cristalización entre la congelación rápida y lenta.
Como ejemplo de soporte la figura 8 presenta que en la congelación extracelular se
forma el primer hielo fuera de la célula y aumenta su crecimiento por la emigración
del agua intracelular hacia la pared externa de la misma. Esta emigración de agua
se condesa en la superficie del hielo, aumentando su tamaño. La carne congelada
extracelularmente y almacenada por largo tiempo produce una liberación de fluidos
en la descongelación, porque el hielo extracelular una vez fundido no regresa a las
células, permanece fuera de ellas, dando lugar al drenado de agua de fusión del
hielo, y así una textura de la carne más acuosa, áspera al tacto, más rígida y más
deshidratada después de la cocción.
La congelación intracelular es favorecida por el enfriamiento rápido a una
temperatura baja, para evitar y minimizar la oportunidad de la deshidratación celular,
de ahí que no tiene lugar los cambios que ocurren en la congelación extracelular.
Tiempos de congelación.
Los tiempos de congelación para un determinado producto pueden ser medidos
tanto experimentalmente, observando el perfil de temperaturas del mismo como por
estimaciones a partir de datos físicos, utilizando métodos numéricos y/o analíticos.
Existen una gran cantidad de trabajos experimentales que estudian los tiempos de
congelación sin embrago, es necesario hacer extrapolaciones que nos permitan inferir
los tiempos de congelación en aplicaciones industriales, existe una frontera muy
Return to Table of Contents
14 ©IIAR2011 Trabajotécnico#2
2011 IIAR Industrial Refrigeration Conference & Heavy Equipment Show, Orlando, Florida
importante entre el estudio en laboratorio y la aplicación de gran escala, situación
que debe ser revertida con ejercicios de aplicación más continuos y serios.
El término “tiempo de congelación” presenta algunas dificultades ya que hay que
definir el momento en que se inicia la congelación y el momento en que termina.
Desafortunadamente el proceso de congelación se puede producir a distintas
velocidades en diferentes partes de una pieza o paquete de alimento; en el cual, el
punto que se enfría más lentamente, conocido como “centro térmico,” y es el que se
utiliza usualmente para medir la historia térmica durante la congelación. Los centros
térmicos en sistemas de congelación estáticos en aplicaciones industriales varían
totalmente y deben ser considerados desde su inicio como el punto objetivo para
asegurar que el proceso de congelación en tiempo ha sido concluido.
Es necesario que en cada sistema se defina con claridad cual es el centro térmico
objetivo, ya que varía si es un alimento congelado individualmente, empacado o
estibado.
Existe una gran cantidad de métodos que predicen los tiempos de congelación,
ya que este cálculo permite determinar por un lado la carga térmica dentro de los
requerimientos de un congelador, y obtener procesos diseñados satisfactoriamente
para la conservación de productos congelados. Entre ellos se encuentran el método
Nagapo 1999, Cleland y Earle 1979, Hung y Thompson (1983), Pham 1987,
Masscheroni y Calbelo 1982, Lacroix y Castaigme 1987, que utilizan ecuaciones
analíticas y modelos como los de Talamon y Davis 1981 y Mannapperuma y Singh
1988 que utilizan métodos numéricos.
Partiendo del análisis de ecuaciones que se basa en métodos analíticos, se puede
decir que su simplicidad en el calculo, esta sustentado en una serie de suposiciones
que no se cumplen cabalmente en el proceso de transferencia de calor para
congelación, dicha suposiciones son particulares para cada uno de los modelos, y en
Return to Table of Contents

Trabajotécnico#2 ©IIAR2011 15
La velocidad de congelación y su impacto en la calidad de alimentos expuestos a este proceso. Un criterio clave en la definición del sistema de producción de frío.
el caso de los métodos que se obtienen por sistemas empíricos, limitan sus campos
de aplicación, pues la exactitud de la predicción esta en función de la similitud
que existen entre el alimento al que se aplica con respecto ha aquel usado para
desarrollarlo.
Los intentos para predecir el tiempo de congelación y como consecuencia
velocidades de congelación de forma analítica, usualmente conducen a una o mas
expresiones que deben utilizarse para calcularlo, como en el caso de la ecuación de
Plank, considerada base muchos autores han utilizado, que introduce constantes
geométricas para placa, cilindro infinito y esfera, pero supone las siguientes
condiciones, que no siempre se cumplirán:
1. La temperatura inicial en el material es uniforme y es igual a su punto inicial de
congelación.
2. Toda el agua se cristaliza en el punto de congelación, por lo tanto, todo el calor
latente de cambio de fase se elimina en el punto inicial de congelación.
3. Las propiedades térmicas no varían con la temperatura, pero si lo hacen en el
cambio de fase, esto indica que el comportamiento de las propiedades es diferente
para el producto congelado y no congelado.
4. La densidad es constante en la congelación.
5. Las condiciones ambientales son constantes.
6. La congelación es lo suficiente lenta para que la transferencia de calor ocurra en
esto estable.
7. Pueden despreciarse los efectos límites pues las geometrías consideradas son
infinitas.
8. No existe restricción en el tipo de sistema de congelación usado, siempre y
cuando, se conozca el coeficiente de transferencia global, que actúa sobre el
alimento (convección y conducción).
Return to Table of Contents

16 ©IIAR2011 Trabajotécnico#2
2011 IIAR Industrial Refrigeration Conference & Heavy Equipment Show, Orlando, Florida
La ecuación de Plank generalizada es:
tc=
λρ
+
Px
h
Rx2
k tg – tm
Donde:
Tc = h Tiempo de congelación.λ = Kcal/Kg Calor latente de fusión del agua: (kcal/Kg) x % agua del
alimento.(Tg- Tm ) = °C Diferencia entre la temperatura inicial de congelación del
producto y temperatura final de congelación.X = m Dimensión característica del producto (paralelo a la
dirección principal de transferencia de calor).ρ = Kg/m3 Densidad de la masa del alimento en estado congelado.
P Factor de forma (½ para una placa infinita, ¼ para un
cilindro infinito y 1/6 para una esfera).R Factor de forma (1/8 para una placa infinita, 1/16 para un
cilindro infinito y 1/24 para una esfera).k = Kcal/hm°C Conductividad térmica del alimento congelado.
h = Kcal/hm2 °C Coeficiente de transferencia de calor superficie
conductividad térmica del alimento congelado entre medio
refrigerado y producto.
Aun así, esta serie de limitaciones que plantea la ecuación de Plank, a permitido que
numerosos autores hallan elaborado diversos métodos que de una forma u otra forma
intentan mejorar la predicción de los tiempos, considerando diversos factores como
son las ecuaciones de Nagaoka (citado en Heldman 1983), el modelo de Cleland y
Earle 1979, Hung y Thompson 1983 etc.
Return to Table of Contents

Trabajotécnico#2 ©IIAR2011 17
La velocidad de congelación y su impacto en la calidad de alimentos expuestos a este proceso. Un criterio clave en la definición del sistema de producción de frío.
Una ecuación que ofrece la mejor “relación calidad- precio,” es la establecida por
Nagaoka y colaboradores; y que su aplicación no precisa más que un cálculo muy
simple para una precisión más que suficiente. Estableciendo la siguiente ecuación
de la siguiente forma:
tc=
ρ∆H
+
Px
h
Rx2
k Tg – T
En donde H = 1+0.00445 ( To–Tg) Cp( To–T g ) +λ+Cp ↓ (T g–T)
Donde:
H = Kcal/Kg Corresponde a la variación de entalpía total desde la
temperatura inicial hasta la temperatura final de congelación.To = °C Temperatura inicial del productoTg = °C Temperatura de punto inicial de congelación.T = °C Temperatura final del producto.
Cp = kcal/ Kg °C Capacidad calorífica del producto.
Como podremos ver Nagaoka aporta 2 modificaciones fundamentales a la ecuación
de Plank:
1. H correspondería a la variación de entalpía total entre la temperatura inicial y la
temperatura final de congelación.
2. Inclusión de un término de corrección que toma en cuenta la temperatura inicial.
Otra ecuación para calcular los tiempos de congelación, es la presentada por Pham,
la cual es una extensión de Plank.
t =
∆H1
∆T1
R
h
∆H2
∆T2
R2
2k+ +
Return to Table of Contents

18 ©IIAR2011 Trabajotécnico#2
2011 IIAR Industrial Refrigeration Conference & Heavy Equipment Show, Orlando, Florida
Donde:
H1 = c (Ti-Tfm)
H2 = L+c (Tfm-Tc)
T1 = (Ti + Tfm) / 2-Ta
T2 = Tfm –Ta
Tfm = 1.8 + 0.263Tc + 0.105 Ta
Donde:
c = J/m3 k Calor especifico volumétrico.h = W/m2 k Coeficiente de transferencia de calor.H = J/m3 Cambio de Entalpia volumétrico.K = W mK Conductividad térmica
R = m Mitad del espesor.Ta = °C Temperatura del medio de congelación.Tc = °C Temperatura final del centro.
Tfm = °C Punto inicial de Congelación.Ti = °C Temperatura inicial del alimento.
t = kJ/Kg Cambio de entalpia durante la congelación.
Se ha encontrado que la influenza del calor sensible sobre el punto inicial de
congelación puede ser incorporada a través de la siguiente relación:
Nfo=P
1
NBiNSte + R
1
NSte
Return to Table of Contents

Trabajotécnico#2 ©IIAR2011 19
La velocidad de congelación y su impacto en la calidad de alimentos expuestos a este proceso. Un criterio clave en la definición del sistema de producción de frío.
Establecidas por:
NFo = α t / a2
NBi = h a /k
NSte = Cp (Tf- T)/H
Donde:
α = m2 /S Difusividad térmica.T = hr Tiempo.a = m Espesor del producto.
h = W/m2K Coeficiente convectivo de transferencia de calor.K = W/mK Conductividad térmica.
Cp = KJ/Kg K Calor especifico del alimento.Tf = °C Temperatura inicial del punto de congelaciónT = °C Temperatura del medio de congelación.
H = KJ/Kg Cambio de entalpía durante la congelación.
Por medio de investigaciones experimentales, Cleland y Earle establecieron las
siguientes ecuaciones empíricas en función de las geometrías:
• Para una placa:
P=0.5072+0.2018Npk+Nste(0.3224Npk+0.0105/NBi+0.0681)
R=0.1684+Nste(0.274Npk+0.0135)
• Para un cilindro:
P=0.3751+0.0999Npk+Nste(0.4008Npk+0.071/NBi+0.5865)
R=0.0133+Nste(0.0415Npk+0.3951) (5.14)
Return to Table of Contents

20 ©IIAR2011 Trabajotécnico#2
2011 IIAR Industrial Refrigeration Conference & Heavy Equipment Show, Orlando, Florida
Por otra parte es importante mencionar que existen métodos numéricos, los cuales
describen la temperatura de congelación contra el tiempo, el método de diferencias
finitas y elementos finitos, que nos permiten teóricamente pueden establecer
cualquier tipo de condiciones de frontera, cualquier forma y variaciones en las
propiedades térmicas de los alimentos.
En resumen el tiempo de congelación es de gran importancia para el diseño
del proceso. Este tiempo es un dato necesario para determinar la velocidad de
refrigeración y congelación requerida en relación con la capacidad del sistema de
producción de frio.
Siendo el interés de nuestro trabajo se exponen algunos de los factores más
representativos que influyen en la velocidad de congelación.
Diferencia de temperatura entre el medio de refrigerante y el producto
El diferencial de temperaturas es uno de los factores de mayor influencia en la
velocidad de congelación, ya que el tiempo y por consecuencia la velocidad de
congelación es inversamente proporcional a la diferencia de temperatura existente
entre el producto a congelar y el medio refrigerante.
En instalaciones frigoríficas con aplicaciones de congelación por corriente de aire,
este factor suele ser muy importante, ya que los coeficientes de transferencia de calor
son por lo regular bajos y sólo es posible acortar el tiempo de congelación reduciendo
la temperatura del medio de refrigerante. En contraste, en los sistemas de congelación
criogénica el tiempo de congelación es mucho menor comparado con los sistemas de
congelación por corriente de aire, ya que la diferencia de temperatura entre el medio
refrigerante y el alimento es significativamente mayor. (5)
Return to Table of Contents

Trabajotécnico#2 ©IIAR2011 21
La velocidad de congelación y su impacto en la calidad de alimentos expuestos a este proceso. Un criterio clave en la definición del sistema de producción de frío.
Los sistemas de congelación criogénica se caracterizan porque en estos, el compuesto
criogénico cambia de estado por medio del contacto con el alimento, el cual
es congelado rápidamente debido al gran potencial originado a la diferencia de
temperaturas. Los compuestos criogénicos más comunes son el nitrógeno líquido y el
dióxido de carbono sólido o líquido.
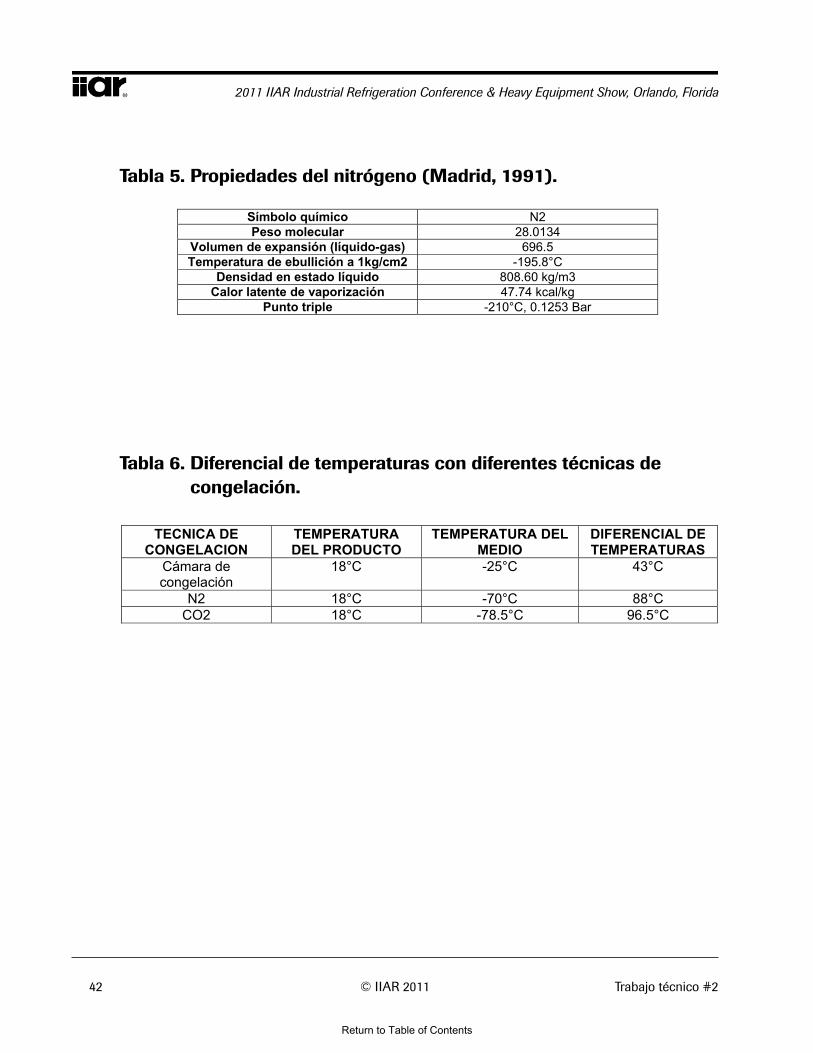
En la tabla No.4 y No.5 se muestran las propiedades físicas y químicas del
Nitrógeno liquido (N2) y del dióxido de carbono (CO2), en donde destacan las bajas
temperaturas de evaporación (–195.8°C y –78.5°C respectivamente). (5)
Estas bajas temperaturas de evaporación permiten que una vez que el producto y el
medio de congelación entran en contacto, el medio cede al producto el calor latente
de vaporización en el caso del nitrógeno liquido o sublimación para el dióxido de
carbono; este fenómeno está determinado por el gradiente de temperaturas, de tal
manera que la velocidad de congelación aumenta al tener mayores diferenciales de
temperaturas entre el medio y el producto.
Este efecto puede observarse haciendo referencia al siguiente ejemplo, donde rodajas
de kiwi a 18°C fueron sometidas a diferentes métodos de congelación: cámara de
congelación por aire (CC), con nitrógeno líquido (N2) y con dióxido de carbono
(CO2). En el caso de la cámara de congelación por aire, el aire se encontraba a
una temperatura de –25°C, obteniendo un diferencial de 43°C. Para el caso de
congelación con nitrógeno liquido se utilizó un gabinete donde se introducía
nitrógeno liquido rociado en diminutas gotas que al contacto con el aire dentro del
gabinete se evaporaba disminuyendo la temperatura del mismo hasta obtener –70°C,
una vez alcanzada esta temperatura, el alimento era puesto en contacto con el vapor
de nitrógeno liquido, para este escenario se obtuvo un diferencial de temperaturas de
88°C. Finalmente en el caso de la congelación con CO2, se congelaron las rodajas de
kiwi por medio de dos placas de CO2 (una superior y una inferior), de manera que la
congelación se produjo por contacto directo, el diferencial obtenido fue 96.5°C. (5)
Return to Table of Contents
22 ©IIAR2011 Trabajotécnico#2
2011 IIAR Industrial Refrigeration Conference & Heavy Equipment Show, Orlando, Florida
De acuerdo a lo descrito anteriormente, los gradientes de temperatura empleados en
función al método de congelación son los mostrados en la tabla No. 6.
Es importante mencionar las diferencias estadísticamente comprobadas que se
presentan en los tiempos y velocidades de congelación, mostrados en la tabla
No. 7, en donde queda demostrada plenamente la influencia de la diferencia de
temperaturas.
Como podemos observar en la figura 9, se aprecia gráficamente la contribución del
diferencial de temperaturas los tiempos de congelación experimentalmente obtenidos,
siendo el tiempo de congelación por el método de aire fue 50 veces mayor que los
obtenidos con refrigerantes criogénicos.
Aunque en los métodos de congelación por aire no es posible libremente reducir la
temperatura del medio refrigerante, es fundamental diseñar el sistema para obtener la
temperatura más baja que nos permita económicamente el balance entre tamaño del
equipo y consumo de energía.
Espesor del Producto
El espesor de un alimento juega un papel importante en el proceso de congelación
que sufre el mismo, como se ha mencionado anteriormente, ya que la transferencia
de calor que se manifiesta en el interior del producto a congelar, (siendo este un
medio solido) se lleva a cabo por conducción, en donde el flujo de calor es debido a
la vibración interna de las moléculas y de los electrones libres y por choques entre
ellas, de tal manera que las moléculas y los electrones libres de la fracción de un
sistema con temperatura alta vibran con más intensidad que las moléculas de otras
regiones del mismo sistema. Las moléculas con una velocidad más alta chocan con
las moléculas menos excitadas y transfieren parte de su energía a las moléculas con
menos energía en las regiones más frías del sistema. Aunado a esto, la resistencia al
Return to Table of Contents
Trabajotécnico#2 ©IIAR2011 23
La velocidad de congelación y su impacto en la calidad de alimentos expuestos a este proceso. Un criterio clave en la definición del sistema de producción de frío.
flujo de calor se incrementa al aumentar el frente frío debido a que el hielo funciona
como un aislante térmico, lo que se convierte en una barrera para la transferencia
de calor en el proceso de congelación, por lo que la temperatura del centro térmico
desciende con mayor lentitud. Por lo tanto al aumentar el espesor, la resistencia
al flujo de calor aumenta en forma directamente proporcional, incrementando los
tiempos de congelación, y por consiguiente la velocidad de congelación. (16,19).
La influencia de este factor también se muestra en la figura No. 9 donde observa
como indistintamente del método utilizado para llevar a cabo el proceso de
congelación, los productos con un espesor mayor (1.2 cm) obtienen velocidades de
congelación menores que aquellos productos con menor espesor (0.8 cm). (5)
La media de la velocidad de congelación obtenida con el espesor de rodaja de 0.8
cm fue 52.81% mayor que la correspondiente al espesor de 1.2 cm, en donde queda
explicado explícitamente la importancia de esta variable.
Por otro lado, en otro trabajo de investigación experimental en donde se realizaron
pruebas a una pieza de carne en forma esférica, se determinaron las temperaturas de
diferentes capas o espesores en el alimento, de tal manera que la primer capa T1 es
la capa exterior y la capa T10 es el centro térmico de la pieza de carne, tal como se
muestra en la figura No. 10. (12)
De lo anterior se obtuvo el perfil de temperaturas de cada una de las capas (ver figura
No.11) donde se muestran los isotermas de la pieza de carne en las diferentes capas
de espesor.
Este tipo de información puede ser muy útil para ser consideradas en el diseño de
los procesos de congelación, de manera que, si el propósito es proveer estabilidad en
el manejo y almacenamiento del producto, la curva T1 muestra que la capa exterior
está totalmente congelada en un tiempo de 30 minutos. Mientras que para lograr la
congelación total de producto en el centro térmico se ocupa un periodo de tiempo de
Return to Table of Contents

24 ©IIAR2011 Trabajotécnico#2
2011 IIAR Industrial Refrigeration Conference & Heavy Equipment Show, Orlando, Florida
50 min. Esto significa que bastaría obtener una temperatura de –22.2°C en la mayoría
de las capas para que el centro térmico obtenga la temperatura de –17.8°C, valor en
donde podemos asumir que 100% del agua libre ha sido congelada, condición en la
cual el producto puede ser cambiado a un almacén de producto congelado. (12)
Desafortunadamente en la práctica diaria no existe un monitoreo ni correlación que
nos permita conocer con veracidad en que tiempo se obtuvo la temperatura objetivo
en el centro térmico por lo que la manipulación entre sistema de congelación y el
almacén de producto congelado queda fuera de control.
Desde el punto de vista de la geometría del producto el tiempo de congelación en
un cilindro o una esfera de diámetro “d” es dos o tres veces más rápida que en una
placa de espesor l=d, así mismo, aumentando el espesor de una placa o el diámetro
de un cilindro o esfera, disminuye la velocidad de congelación por que el tiempo de
congelación se prolonga. (12)
Contacto entre el Medio de Enfriamiento y el Producto
La industria alimentaria aplica para la conservación de sus productos diferentes
equipos que pueden estar basados en diferentes sistemas tecnológicos básicos que
se distinguen de acuerdo al contacto que se logra entre el medio de enfriamiento
y el producto para conseguir la transferencia de calor; entre estas tecnologías se
encuentran los congeladores por aire, por contacto directo con un medio solido
enfriado y por inmersión directa en fluidos frigorígenos o criogénicos.
En cada una de estas diferentes tecnologías el contacto que se logra entre el medio
de enfriamiento y el producto varia, por ejemplo en el caso de la tecnología basada
en la congelación por aire, como pueden ser túneles de congelación, bandas
transportadoras, lechos fluidizados, aunque suelen ser los equipos más universales
no siempre significan la mejor solución para algunos alimentos, generalmente
Return to Table of Contents
Trabajotécnico#2 ©IIAR2011 25
La velocidad de congelación y su impacto en la calidad de alimentos expuestos a este proceso. Un criterio clave en la definición del sistema de producción de frío.
son usados cuando el producto es de tamaño pequeño donde corrientes de aire
a bajas temperaturas y altas velocidades entran en contacto con el producto. La
combinación de aire a bajas temperaturas, elevados coeficientes de transmisión de
calor por convección (alta velocidad del aire), el tamaño pequeño del producto y una
geometría apropiada permiten obtener altas velocidad de congelación. Congelación
tipo IQF. (17)
La transferencia de calor por convección con aire representa un impedimento para
que se logre un contacto intimo total entre el medio de enfriamiento y el producto,
debido a que las corrientes del medio de enfriamiento no siempre llegan a cubrir la
totalidad de la superficie del producto originado por la obstaculización al paso de
corrientes de aire, razón por la cual el patrón de estibamiento en el acomodo de los
alimentos al ser sometidos a esta técnica de congelación debe ser cuidadosamente
analizado y seleccionado en función al método de congelación utilizado. (20)
Regresando a los trabajos experimentales de la congelación de rodajas de kiwi en
cámara de congelación y por contacto con vapor frío de nitrógeno, en donde en
ambas técnicas el principal mecanismo de transferencia de calor es la convección,
podemos mencionar que la literatura reporta valores significativamente diferentes,
mientras que para la congelación en cámara sin aire en movimiento se reporta un
valor de 6 W/m2K, para la congelación por nitrógeno gaseoso, el valor del coeficiente
de convección se encuentra entre 1200 y 2400 W/m2K, razón por la cual en la figura
9 se muestra que los tiempos con vapor de nitrógeno son, por mucho, mayores
que los obtenidos con aire a pesar que ambas técnicas utilizan como mecanismo
de transferencia de calor principal la convección. Esto nos permite sugerir que
en sistemas en congelación por lotes debemos buscar que el aire tenga el mayor
contacto posible con el producto, evento que muchas veces no se logra. (5)
En el caso de los sistemas de congelación por contacto directo con un medio solido,
donde el mecanismo de transferencia de calor se lleva a cabo por conducción, la
eficiencia del congelador dependerá de la cantidad de superficie de contacto, por lo
Return to Table of Contents
26 ©IIAR2011 Trabajotécnico#2
2011 IIAR Industrial Refrigeration Conference & Heavy Equipment Show, Orlando, Florida
cual la forma del alimento a congelar es de suma importancia para maximizar el área
expuesta al el medio refrigerante. Típicamente los tiempos de congelación se reducen
en relación a las velocidades de congelación obtenidos por tecnología por aire.
Los equipos existentes a nivel industrial como los son los congeladores de placas
utilizan el mecanismo de transferencia de calor por conducción; estos equipos
son usados para alimentos con geometrías definidas, regulares y homogéneos en
cada uno de los elementos a congelar. Una de las principales ventajas que tiene
esta tecnología es que se logra un contacto máximo entre el producto y el medio
refrigerante, obteniendo tiempos de congelación más bajos en comparación con los
equipos de congelación por aire como puede observarse en la tabla No.9. (18)
Lo anterior puede comprobarse haciendo referencia a la tabla No. 9, donde se
muestra los tiempos requeridos para retirar el calor sensible (por arriba y por abajo
del punto inicial de congelación) y del calor latente para llevar a cabo la congelación
de pallets de carne, tanto en congelación por aire como en un congelador de placas,
es decir, el sistema de transferencia de calor utilizado fue convección y conducción
respectivamente. Ambos medios de enfriamiento se consideraron a una temperatura
de –31°F. Se observa que los tiempos de congelación resultantes al utilizar un sistema
de enfriamiento por convección (aire) es de 33 horas, mientras que en un sistema
de transferencia de calor por conducción el tiempo se reduce drásticamente hasta un
lapso de 11 horas.
La tecnología más rápido de congelación de alimentos consiste en sumergirlos
directamente en una sustancia liquida criogénica, por que los líquidos el coeficiente
convectivo es mucho más alto que el del aire. Lo anterior representa ciertas ventajas:
como ofrecer un contacto más íntimo entre el producto y el medio refrigerante,
siempre y cuando se trate de congelación en forma individual, cuando el producto es
empacado y estibado nos obliga a utilizar otros métodos de congelación. (17)
Return to Table of Contents
Trabajotécnico#2 ©IIAR2011 27
La velocidad de congelación y su impacto en la calidad de alimentos expuestos a este proceso. Un criterio clave en la definición del sistema de producción de frío.
De acuerdo a lo anterior y considerando los resultados experimentales de la
congelación de kiwi, podemos mencionar con respecto a las técnicas de congelación
utilizadas que: la media de la velocidad de congelación resultante con el contacto con
CO2 sólido es 68.25% y 9252.55% mayor que las obtenidas con vapor de N2 y aire,
respectivamente; resultados que se fundamentan principalmente por la diferencia de
temperaturas y por el mecanismo de transferencia de calor. (5)
Velocidad del Aire
Un parámetro importante en la congelación de alimentos es la distribución y
velocidad del aire en relación a la uniformidad del la trayectoria del flujo de aire. El
control del flujo de aire es un parámetro crítico para cualquier instalación frigorífica
que emplee aire como medio de congelación.
Debido a la fuerte variabilidad del flujo de aire en el espacio y el tiempo, esta medida
es considerada un desafío, el cual a menudo arrojan resultados poco confiables y que
posteriormente son usados en la determinación de cálculos de transferencia de calor
y momentum. Mirade y Daudin han descrito algunas de las dificultades relacionadas
a con las mediciones de la velocidad del aire, el cual incluye un flujo de aire inestable
y una dirección del flujo de aire que está fuertemente influenciada por la presencia
de objetos lo cual hace más difícil la evaluación de la velocidad del aire. (11)
En la congelación de alimentos, el perfil de velocidades de aire determina la
eficiencia y la homogeneidad del proceso. Usualmente en los equipos procesadores
de alimentos, el flujo de aire es turbulento y transitorio, como es el caso de los
sistemas de congelación por aire forzado la velocidad de congelación depende
principalmente de la velocidad del aire en movimiento, ya que si el aire fluye
rápidamente permite una remoción de calor 10 veces mayor por unidad de tiempo
y de área que la transferencia de calor por convección natural. Las temperaturas del
aire generalmente usadas van -10 a – 40 °C y velocidades de entre 0.5 y 18 m/s, es
Return to Table of Contents

28 ©IIAR2011 Trabajotécnico#2
2011 IIAR Industrial Refrigeration Conference & Heavy Equipment Show, Orlando, Florida
por esto que es un método con el que se puede practicar una correcta congelación
rápida, ya que mientras mayor sea el grado de turbulencia del aire en movimiento,
mayor será el coeficiente de transmisión de calor entre este y el cuerpo solido y por
lo tanto aumenta la velocidad de congelación. (11)
La tabla No. 8 da soporte experimental a la importancia de este parámetro sobre
los tiempos de congelación obtenidos, y como resultado, sobre la velocidad de
congelación. Se congelaron piezas de carne contenidas en cajas con diferentes
patrones de estibamiento. El proceso de congelación se llevo a cabo con diferentes
velocidades de aire que van desde 1 pie/seg hasta 20 pie/seg, manteniendo constante
la temperatura del mismo (–10°F). (18)
Es importante resaltar que altas diferencias en los coeficientes de transferencia de
calor son debidos principalmente a las diferencias en la velocidad de aire, debido a
que el flujo de transferencia de calor por convección es mayor a una velocidad de 20
pie/seg que a una velocidad de 1pie/seg, donde el movimiento convectivo de aire es
mucho menor. (20,18)
Debido a lo anterior, tomando como referencia la congelación de cajas individuales
(4" altura X 8" ancho X 10" largo), las temperaturas superficiales obtenidas a cada
velocidad de congelación en la congelación de cajas individuales son de 4.5°F
para velocidades de congelación para un sistema de congelación con aire cuasi-
estático (1 pie/seg), lo cual indica coeficientes convectivos bajos, con los cuales se
logran tiempos de congelación altos (15.4 horas), mientras que para velocidades
mayores (20 pie/seg) se lograron temperaturas superficiales de –0.4°F, indicando
coeficientes convectivos mayores y por lo tanto tiempos más bajos (6.08 horas) y, por
consiguiente, obtener velocidades de congelación menores. (18)
Return to Table of Contents
Trabajotécnico#2 ©IIAR2011 29
La velocidad de congelación y su impacto en la calidad de alimentos expuestos a este proceso. Un criterio clave en la definición del sistema de producción de frío.
Referencias.
1. Zarate Moro, Meadly Karina. “Análisis de comportamiento térmico (congelación
descongelación) de masa de maíz”. Universidad Simón Bolívar. 1998.
2. Estrada Corella, Iris Nadia. “Evaluación de los efectos de congelación sobre
la calidad sensorial y física de un producto de pastelería”. Universidad Simón
Bolívar. 1998.
3. Meléndez Perez, Rosalía. “Efecto de la congelación sobre el comportamiento
térmico de la carne de cerdo evaluado por MASC”. Facultad de Estudios
Superiores Cuautitlán UNAM. 2002.
4. Fernández Silva, Ana Elisa. “Evaluación de los cambios físicos de carne de
bovino congelada-descongelada y almacenada en refrigeración”. Facultad de
estudios Superiores Cuatlitlán. 2007.
5. Magaña Madiedo, Lyssette. “Efecto de los procesos de congelación-
descongelación sobre rodajas de kiwi”. Facultad de Estudios Superiores
Cuatlitlán UNAM. 2010.
6. Pearson, Andy. “Calculating Freezing Times in blast and Plate Freezers”.
International Institute Ammonia Refrigeration ( IIAR ). Annual Meeting March
22-25, 2009
7. R. Masson, John. “Termal Análysis of Food Freezing Processes Using variable
properties and numerical Techniques”. International Institute Ammonia
Refrigeraration ( IIAR ). Annual Meeting March 18-21, 2007.
8. Visser, Klaas. “The Real costs of Product Freezing by Various Methods”.
International Institute Ammonia Refrigeraration ( IIAR). Annual Meeting
March 19-22, 2009.
9. R. Becker, Bryan, et al. “Food Freezing Times and heat Transfer Coefficients”.
International Institute Ammonia Refrigeraration ( IIAR ). Annual Meeting
March 22-25, 2009.
Return to Table of Contents
30 ©IIAR2011 Trabajotécnico#2
2011 IIAR Industrial Refrigeration Conference & Heavy Equipment Show, Orlando, Florida
10. Bing Li, Da-Wen Sun. “Novel methods for rapid freezing and thawing of foods
– a review”. Journal of Food Engineering No 54. 2002.
11. Reno, M.J., et al. "Heat transfer and energy consumption in the freezing of
guava pulp in large containers”. Applied Thermal Engineering No 31.
12. Masson, John R. “Thermal Analysis of Food Freezing Processes Using Variable
Properties and Numerical Techniques”. International Institute Ammonia
Refrigeraration (IIAR). Annual Meeting March 18-21, 2007.
13. Pearson, Andy. “Calculating Freezing Times in Blast and Plate Freezers”.
International Institute Ammonia Refrigeraration (IIAR). Annual Meeting March
22-25, 2009.
14. Estrada-Flores, Silvia. “Novel Cryogenic Technologies for the Freezing of Food
Products”.
15. http://www.fao.org/wairdocs/tan/x5936e/x5936e01.htm
16. Nahle, Nasif. 2006. “Transferencia de Calor. Biology Cabinet”. Revisado el 28
de Noviembre de 2010 de http:www.biocab.org/Transferencia_Calor.html.
17. Bello Gutiérrez, José. “Ciencia Bromatológica. Principios Generales de los
Alimentos”. Ediciones Díaz De Santos. S.A. España. 2000.
18. Gameiro, Walter. “Cooling and Freezing of RTE Foods”. American Meat
Institute Foundation. 2003.
19. Incropera, Frank, et al. “Fundamento de Transferencia de Calor”. Editorial:
PEARSON. 1999.
20. Castellanos Novoa, Luz, et al. “Efecto de la congelación en la calidad de un
producto de Panificacion”. Facultad de Estudios Superiores Cuautitlán UNAM.
1994.
21. Norman, Potter, et al. “Food science”. 5° edición. Aspen Publishers. 1998.
Return to Table of Contents

Trabajotécnico#2 ©IIAR2011 31
La velocidad de congelación y su impacto en la calidad de alimentos expuestos a este proceso. Un criterio clave en la definición del sistema de producción de frío.
Figura 1. Esquema representativo de la nucleación.
23
FIGURAS
Figura No.1.Esquema representativo de la nucleación.
Return to Table of Contents
32 ©IIAR2011 Trabajotécnico#2
2011 IIAR Industrial Refrigeration Conference & Heavy Equipment Show, Orlando, Florida
Figura 2. Clasificación método de congelación por funcionamiento
24
FIGURA N°2. Clasificación método de congelación por funcionamiento
METODOS DE CONGELACION
CIRCULACION NATURAL A CHORRO DE AIRE CON AIRE EN TUNEL DE LECHO FLUIDIZADO CIRCULACION FORZADA CON BANDA EN ESPIRAL EN CAMARA
ALCOHOLES INMERSION CON LIQUIDOS INCONGELABLES SALMUERA ASPERSION GLICOLES POR CONTACTO PLACAS VERTICALES CON PLACA FRIA PLACAS HORIZONTALES
ASPERCION TUNEL BANDA EN ESPIRAL DIOXIDO DE CARBON LIQUIDO (NIEVE CARBONICA) TUNEL DE BANDA HORIZONTAL
DIOXIDO DE CARBON SOLIDÓ POR CONTACTO CON LIQUIDOS CRIOGENICOS TUNEL DE BANDA HORIZONTAL ASPERCION TUNEL DE BANDA ESPIRAL CONGELACION DE GABINETE NITROGENO LIQUIDO TUNEL DE INMERSION INMERSION TANQUE DE INMERSION
Return to Table of Contents
Trabajotécnico#2 ©IIAR2011 33
La velocidad de congelación y su impacto en la calidad de alimentos expuestos a este proceso. Un criterio clave en la definición del sistema de producción de frío.
Figura 3. Curva de congelación
Figura 4. Curva de congelación variación meseta
25
Figura No. 3. Curva de congelación
Figura No. 4. Curva de congelación variación meseta
25
Figura No. 3. Curva de congelación
Figura No. 4. Curva de congelación variación meseta
Return to Table of Contents
34 ©IIAR2011 Trabajotécnico#2
2011 IIAR Industrial Refrigeration Conference & Heavy Equipment Show, Orlando, Florida
Figura 5. Tiempo crítico para pasar la etapa de calor latente
Figura 6. Producto congelado a diferentes velocidades.
26
Figura No.5. Tiempo crítico para pasar la etapa de calor latente
Figura No.6. Producto congelado a diferentes velocidades.
26
Figura No.5. Tiempo crítico para pasar la etapa de calor latente
Figura No.6. Producto congelado a diferentes velocidades.
Return to Table of Contents

Trabajotécnico#2 ©IIAR2011 35
La velocidad de congelación y su impacto en la calidad de alimentos expuestos a este proceso. Un criterio clave en la defi nición del sistema de producción de frío.
Figura 7. Esquema general de tamaño de cristales.
Figura 8. Ejemplo de congelación intra y extracelular
34
F igura No.7. Esquema genera l de tamaño de cr ista les.
F igura No.8. Ejemplo de conge lac ión intra y extracelu lar
Figura No.7. Esquema general de tamaño de cristales.
Figura No.8. Ejemplo de congelación intra y extracelular
Return to Table of Contents

36 ©IIAR2011 Trabajotécnico#2
2011 IIAR Industrial Refrigeration Conference & Heavy Equipment Show, Orlando, Florida
Figu
ra 9
. Cur
vas
com
para
tiva
s de
con
gela
ción
de
roda
jas
de k
iwi
Figura No. 9. Curvas comparativas de congelación de rodajas de kiwi.
Return to Table of Contents

Trabajotécnico#2 ©IIAR2011 37
La velocidad de congelación y su impacto en la calidad de alimentos expuestos a este proceso. Un criterio clave en la definición del sistema de producción de frío.
Figura 10. Modelo de temperaturas en diferentes zonas en una esfera de carne.
Return to Table of Contents

38 ©IIAR2011 Trabajotécnico#2
2011 IIAR Industrial Refrigeration Conference & Heavy Equipment Show, Orlando, Florida
Figu
ra 1
1. C
urva
de
tem
pera
tura
con
tra
tiem
po e
n co
ngel
ació
n de
tro
zoa
de c
arne
en
esf
eras
.
30
Figura No. 11. Curva de temperatura contra tiempo en congelación de trozoa de carne en esferas.
Return to Table of Contents

Trabajotécnico#2 ©IIAR2011 39
La velocidad de congelación y su impacto en la calidad de alimentos expuestos a este proceso. Un criterio clave en la definición del sistema de producción de frío.
Tabla 1. Velocidades de congelación.
31
TABLAS
Tabla No.1.Velocidades de congelación.
VELOCIDAD (cm/h)
VELOCIDAD DE DESCENSO
DE TEMPERATURA (°C/MINUTOS)
TIPO DE CONGELACIÓN
Menor de 0.1 De 0.1 a 0.5 De 0.5 a 5.0
Mas de 5
Menor de 2 10 - 100
100 - 1000
Congelación muy lenta
Congelación lenta Congelación rápida
Congelación muy rápida
Return to Table of Contents

40 ©IIAR2011 Trabajotécnico#2
2011 IIAR Industrial Refrigeration Conference & Heavy Equipment Show, Orlando, Florida
Tabl
a 2.
Mét
odos
de
cong
elac
ión
y ca
ract
erís
tica
s pr
inci
pale
s.
32
Tabl
a N
o.2.
Mét
odos
de
cong
elac
ión
y ca
ract
erís
ticas
prin
cipa
les.
MET
OD
O D
E
CO
NG
ELA
CIO
N
TEM
PER
ATU
RA
S A
LCA
NZA
DA
S (°
C)
CO
EFIC
IEN
TES
DE
TRA
NSE
FER
ENC
IA
DE
CA
LOR
W/m
2
TIEM
POS
DE
C
ON
GEL
AC
IÓN
M
ECA
NIS
MO
S
DE
TRA
NSF
EREN
CIA
D
E C
ALO
R
APL
ICA
CIÓ
N
CO
N A
IRE
*
Circ
ulac
ión
natu
ral
* C
ircul
ació
n re
forz
ada
- En
cám
ara
- En
túne
l -
Lech
o flu
idiz
ado
-1
5 a
-39
-2
5 a
-40
-29
a –
45
-2
5 a
- 35
6 18
30
3-
6 dí
as
24
h
12 m
inut
os a
12
h
1-15
min
utos
.
C
onve
cció
n –
cond
ucci
ón
Con
vecc
ión
– co
nduc
ción
C
onve
cció
n –
cond
ucci
ón
Con
vecc
ión
- Con
ducc
ión
Al
imen
tos
con
form
as
irreg
ular
es
com
o ca
rene
, pes
cado
, ave
s, v
enad
os.
Car
nes,
alg
unas
frut
as y
hor
taliz
as
Pesc
ado
ente
ro
y si
n en
vasa
, pl
atos
pr
epar
ados
, pro
duct
os d
e pa
nade
ría.
Prod
ucto
s pe
queñ
os y
de
tam
año
unifo
rme
com
o gu
isan
tes,
fre
sas,
pap
as f
ritas
, co
l br
isue
las.
CO
N L
IQU
IDO
S
* F
rigor
igen
os
- in
mer
sión
- as
pers
ión
*
crio
géni
cos
- pu
lver
izac
ión
-
inm
ersi
ón
-2
5 a
-51
-2
0 - 4
0 a
-180
60
0 17
0
10
min
utos
a 6
h
1-
20 m
inut
os
5 a
10 m
inut
os
C
onve
cció
n –
Con
ducc
ión
C
onve
cció
n –
cond
ucci
ón
C
onve
cció
n –
cond
ucci
ón
Con
vecc
ión
- con
ducc
ión
Al
imen
tos
regu
lare
s o
irreg
ular
es s
ólid
os
gene
ralm
ente
en
tro
zos
pequ
eños
co
mo
pesc
ados
, av
es
y líq
uido
s co
mo
jugo
s cí
trico
s en
lata
. Po
llos,
pa
vos,
ve
rdur
as
troce
adas
si
n en
vasa
r. Pa
n, a
lgun
as fr
utas
y v
erdu
ras.
Al
imen
tos
may
ores
a 3
.5 c
m. c
omo
algu
nas
fruta
s ro
jas
( ci
ruel
as,
fresa
s),
algu
nos
vege
tale
s (
cham
piño
nes,
es
párr
agos
, pe
pino
s), p
an y
pro
duct
os m
arin
os
( le
ngua
dos,
ang
uila
s, s
alm
ón)
PO
R C
ON
TAC
TO
* En
pla
ca H
oriz
onta
l
* En
pla
ca V
ertic
al
-3
0 a
-40
-3
0 a
-40
12
0 12
0
30
min
utos
a 4
h
máx
imos
30 m
inut
os a
4 h
m
áxim
o
C
ondu
cció
n
cond
ucci
ón
Pr
oduc
tos
a gr
anel
peq
ueño
y/o
em
paca
do
en c
ajas
de
cartó
n re
ctan
gula
res
con
altu
ra
máx
ima
de
7 cm
., en
dure
cim
ient
o de
bl
oque
s de
hel
ado.
Pr
oduc
tos
a gr
anel
peq
ueño
s y
med
iano
s y
mat
eria
les
defo
rmab
les
sin
enva
sar
com
o pe
scad
o, c
arne
s y
desp
ojos
.
Return to Table of Contents

Trabajotécnico#2 ©IIAR2011 41
La velocidad de congelación y su impacto en la calidad de alimentos expuestos a este proceso. Un criterio clave en la definición del sistema de producción de frío.
Tabla 3. Métodos de congelación: velocidades y tiempos de congelación (Camacho, 2005).
Tabla 4. Propiedades del dióxido de carbono (Madrid, 1991).
33
Tabla No.3. Métodos de congelación: velocidades y tiempos de congelación (Camacho, 2005).
Método de congelación
Velocidad del frente del hielo
Velocidad de congelación
Tiempo de congelación
Muy lenta < 0.1 cm/h 1-2°F/h >24 h Lenta 0.1 a 0.5 cm/h 2-20°F/h 3-72 h
Rápida 0.5 a 5 cm/h 1-100°F/min < 30 min Ultrarrápida >5 cm/h 9-180°F/s En el orden de
segundos Tabla No.4. Propiedades del dióxido de carbono (Madrid, 1991).
Símbolo químico CO2 Peso molecular 44.01
Temperatura crítica 31°C Temperatura de ebullición a 1kg/cm2 -78.5°C Densidad en estado líquido (a 1 atm y
-79.8°C) 1.562 kg/m3
Densidad de gas (a 1 atm) 2.814 kg/m3 Calor latente de vaporización 136.7 kcal/kg
Punto triple -56.57°C, 5.185 Bar Tabla No.5. Propiedades del nitrógeno (Madrid, 1991).
Símbolo químico N2 Peso molecular 28.0134
Volumen de expansión (líquido-gas) 696.5 Temperatura de ebullición a 1kg/cm2 -195.8°C
Densidad en estado líquido 808.60 kg/m3 Calor latente de vaporización 47.74 kcal/kg
Punto triple -210°C, 0.1253 Bar Tabla No.6. Diferencial de temperaturas con diferentes técnicas de congelación.
TECNICA DE CONGELACION
TEMPERATURA DEL PRODUCTO
TEMPERATURA DEL MEDIO
DIFERENCIAL DE TEMPERATURAS
Cámara de congelación
18°C -25°C 43°C
N2 18°C -70°C 88°C CO2 18°C -78.5°C 96.5°C
33
Tabla No.3. Métodos de congelación: velocidades y tiempos de congelación (Camacho, 2005).
Método de congelación
Velocidad del frente del hielo
Velocidad de congelación
Tiempo de congelación
Muy lenta < 0.1 cm/h 1-2°F/h >24 h Lenta 0.1 a 0.5 cm/h 2-20°F/h 3-72 h
Rápida 0.5 a 5 cm/h 1-100°F/min < 30 min Ultrarrápida >5 cm/h 9-180°F/s En el orden de
segundos Tabla No.4. Propiedades del dióxido de carbono (Madrid, 1991).
Símbolo químico CO2 Peso molecular 44.01
Temperatura crítica 31°C Temperatura de ebullición a 1kg/cm2 -78.5°C Densidad en estado líquido (a 1 atm y
-79.8°C) 1.562 kg/m3
Densidad de gas (a 1 atm) 2.814 kg/m3 Calor latente de vaporización 136.7 kcal/kg
Punto triple -56.57°C, 5.185 Bar Tabla No.5. Propiedades del nitrógeno (Madrid, 1991).
Símbolo químico N2 Peso molecular 28.0134
Volumen de expansión (líquido-gas) 696.5 Temperatura de ebullición a 1kg/cm2 -195.8°C
Densidad en estado líquido 808.60 kg/m3 Calor latente de vaporización 47.74 kcal/kg
Punto triple -210°C, 0.1253 Bar Tabla No.6. Diferencial de temperaturas con diferentes técnicas de congelación.
TECNICA DE CONGELACION
TEMPERATURA DEL PRODUCTO
TEMPERATURA DEL MEDIO
DIFERENCIAL DE TEMPERATURAS
Cámara de congelación
18°C -25°C 43°C
N2 18°C -70°C 88°C CO2 18°C -78.5°C 96.5°C
Return to Table of Contents
42 ©IIAR2011 Trabajotécnico#2
2011 IIAR Industrial Refrigeration Conference & Heavy Equipment Show, Orlando, Florida
Tabla 5. Propiedades del nitrógeno (Madrid, 1991).
Tabla 6. Diferencial de temperaturas con diferentes técnicas de congelación.
33
Tabla No.3. Métodos de congelación: velocidades y tiempos de congelación (Camacho, 2005).
Método de congelación
Velocidad del frente del hielo
Velocidad de congelación
Tiempo de congelación
Muy lenta < 0.1 cm/h 1-2°F/h >24 h Lenta 0.1 a 0.5 cm/h 2-20°F/h 3-72 h
Rápida 0.5 a 5 cm/h 1-100°F/min < 30 min Ultrarrápida >5 cm/h 9-180°F/s En el orden de
segundos Tabla No.4. Propiedades del dióxido de carbono (Madrid, 1991).
Símbolo químico CO2 Peso molecular 44.01
Temperatura crítica 31°C Temperatura de ebullición a 1kg/cm2 -78.5°C Densidad en estado líquido (a 1 atm y
-79.8°C) 1.562 kg/m3
Densidad de gas (a 1 atm) 2.814 kg/m3 Calor latente de vaporización 136.7 kcal/kg
Punto triple -56.57°C, 5.185 Bar Tabla No.5. Propiedades del nitrógeno (Madrid, 1991).
Símbolo químico N2 Peso molecular 28.0134
Volumen de expansión (líquido-gas) 696.5 Temperatura de ebullición a 1kg/cm2 -195.8°C
Densidad en estado líquido 808.60 kg/m3 Calor latente de vaporización 47.74 kcal/kg
Punto triple -210°C, 0.1253 Bar Tabla No.6. Diferencial de temperaturas con diferentes técnicas de congelación.
TECNICA DE CONGELACION
TEMPERATURA DEL PRODUCTO
TEMPERATURA DEL MEDIO
DIFERENCIAL DE TEMPERATURAS
Cámara de congelación
18°C -25°C 43°C
N2 18°C -70°C 88°C CO2 18°C -78.5°C 96.5°C
33
Tabla No.3. Métodos de congelación: velocidades y tiempos de congelación (Camacho, 2005).
Método de congelación
Velocidad del frente del hielo
Velocidad de congelación
Tiempo de congelación
Muy lenta < 0.1 cm/h 1-2°F/h >24 h Lenta 0.1 a 0.5 cm/h 2-20°F/h 3-72 h
Rápida 0.5 a 5 cm/h 1-100°F/min < 30 min Ultrarrápida >5 cm/h 9-180°F/s En el orden de
segundos Tabla No.4. Propiedades del dióxido de carbono (Madrid, 1991).
Símbolo químico CO2 Peso molecular 44.01
Temperatura crítica 31°C Temperatura de ebullición a 1kg/cm2 -78.5°C Densidad en estado líquido (a 1 atm y
-79.8°C) 1.562 kg/m3
Densidad de gas (a 1 atm) 2.814 kg/m3 Calor latente de vaporización 136.7 kcal/kg
Punto triple -56.57°C, 5.185 Bar Tabla No.5. Propiedades del nitrógeno (Madrid, 1991).
Símbolo químico N2 Peso molecular 28.0134
Volumen de expansión (líquido-gas) 696.5 Temperatura de ebullición a 1kg/cm2 -195.8°C
Densidad en estado líquido 808.60 kg/m3 Calor latente de vaporización 47.74 kcal/kg
Punto triple -210°C, 0.1253 Bar Tabla No.6. Diferencial de temperaturas con diferentes técnicas de congelación.
TECNICA DE CONGELACION
TEMPERATURA DEL PRODUCTO
TEMPERATURA DEL MEDIO
DIFERENCIAL DE TEMPERATURAS
Cámara de congelación
18°C -25°C 43°C
N2 18°C -70°C 88°C CO2 18°C -78.5°C 96.5°C
Return to Table of Contents

Trabajotécnico#2 ©IIAR2011 43
La velocidad de congelación y su impacto en la calidad de alimentos expuestos a este proceso. Un criterio clave en la definición del sistema de producción de frío.
Tabla 7. Tiempos y velocidades de congelación de cada uno de los espesores de rodajas de kiwi y métodos de congelación utilizados.
CC: Cámara de congelación
* Tiempo de congelación desde el PIC (–1.5ºC) hasta la temperatura deseada (–18ºC).
34
Tabla No.7. Tiempos y velocidades de congelación de cada uno de los espesores de rodajas de kiwi y métodos de congelación utilizados.
Método Espesor (cm)
Tiempo de congelación*
(min)
Velocidad de congelación
(°F/min) CC 0.8 96.733 0.307 CC 1.2 128.666 0.230 N2 0.8 1.333 22.280 N2 1.2 3.900 7.615
CO2 0.8 1.133 26.213 CO2 1.2 1.233 24.087
CC: Cámara de congelación * Tiempo de congelación desde el PIC (-1.5ºC) hasta la temperatura deseada (-18ºC). Tabla No.8. Velocidades del aire y patrones de estibamiento en la congelación de carne.
FISICAMENTE POSIBLE
Aire Vel. °F fps
1 caja 12 cajas 4 x 8 x 10" 12 x 16 x 20"
1 Pallet= 428 cajas 68 x 42 x 48" No Spacers 1 Spacer/box
Congelador regular
Temperatura superficial ˉ10 1
15.4 h 62.9 h . 2.6 día 4.° F 2.5 °F
484 h 52 h 20.2 día 2.2 día -0.3 °F 5.1 °F
Congelador Regular + Fan BOOSTER
Temperatura superficial
ˉ10 10
12.4 H 34.5 h . 4 día 3.6 °F -25 °F
305 h 18.6 h 12.75 día -5.4 °F 4.0 °F
Congelador Regular + Fan BOOSTER
Temperatura superficial
ˉ10 20
6.08 h 30 h . 1.25 día -0.4 °F -4.1°F
279 h 14.09 h 11.6 día -6.5 °F 2.9 °F
Tunel de congelación tipo “Ready To Eat”
Temperatura superficial
ˉ40 20
3.5 h 18.15 h -15 °F -25.7 °F
167 h 7.3 h 6.9 día -31.5 °F -4.1 °F
Return to Table of Contents
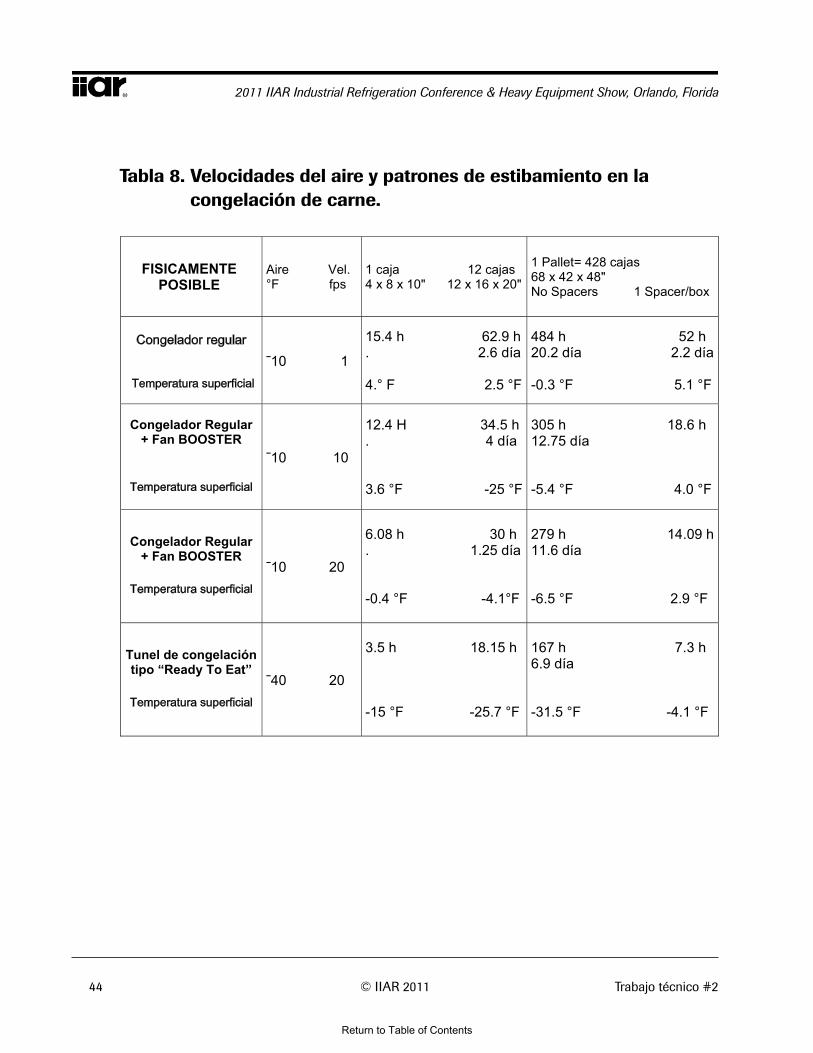
44 ©IIAR2011 Trabajotécnico#2
2011 IIAR Industrial Refrigeration Conference & Heavy Equipment Show, Orlando, Florida
Tabla 8. Velocidades del aire y patrones de estibamiento en la congelación de carne.
34
Tabla No.7. Tiempos y velocidades de congelación de cada uno de los espesores de rodajas de kiwi y métodos de congelación utilizados.
Método Espesor (cm)
Tiempo de congelación*
(min)
Velocidad de congelación
(°F/min) CC 0.8 96.733 0.307 CC 1.2 128.666 0.230 N2 0.8 1.333 22.280 N2 1.2 3.900 7.615
CO2 0.8 1.133 26.213 CO2 1.2 1.233 24.087
CC: Cámara de congelación * Tiempo de congelación desde el PIC (-1.5ºC) hasta la temperatura deseada (-18ºC). Tabla No.8. Velocidades del aire y patrones de estibamiento en la congelación de carne.
FISICAMENTE POSIBLE
Aire Vel. °F fps
1 caja 12 cajas 4 x 8 x 10" 12 x 16 x 20"
1 Pallet= 428 cajas 68 x 42 x 48" No Spacers 1 Spacer/box
Congelador regular
Temperatura superficial ˉ10 1
15.4 h 62.9 h . 2.6 día 4.° F 2.5 °F
484 h 52 h 20.2 día 2.2 día -0.3 °F 5.1 °F
Congelador Regular + Fan BOOSTER
Temperatura superficial
ˉ10 10
12.4 H 34.5 h . 4 día 3.6 °F -25 °F
305 h 18.6 h 12.75 día -5.4 °F 4.0 °F
Congelador Regular + Fan BOOSTER
Temperatura superficial
ˉ10 20
6.08 h 30 h . 1.25 día -0.4 °F -4.1°F
279 h 14.09 h 11.6 día -6.5 °F 2.9 °F
Tunel de congelación tipo “Ready To Eat”
Temperatura superficial
ˉ40 20
3.5 h 18.15 h -15 °F -25.7 °F
167 h 7.3 h 6.9 día -31.5 °F -4.1 °F
Return to Table of Contents
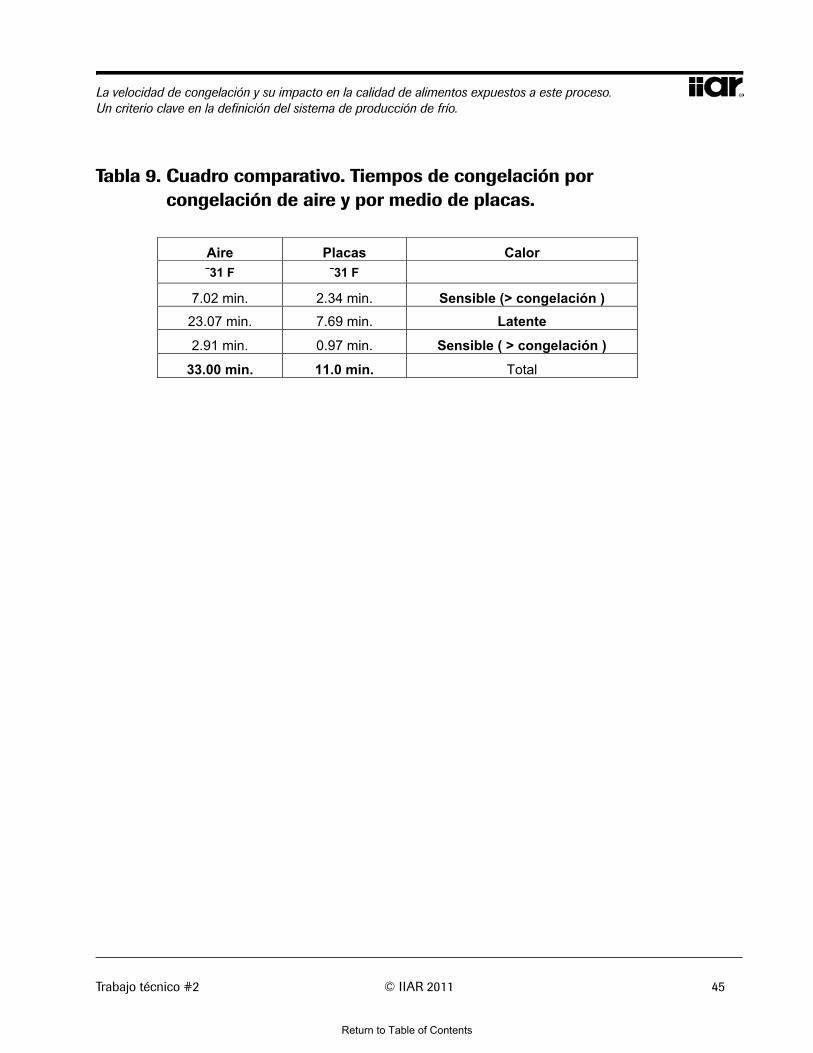
Trabajotécnico#2 ©IIAR2011 45
La velocidad de congelación y su impacto en la calidad de alimentos expuestos a este proceso. Un criterio clave en la definición del sistema de producción de frío.
Tabla 9. Cuadro comparativo. Tiempos de congelación por congelación de aire y por medio de placas.
35
Tabla No.9. Cuadro comparativo. Tiempos de congelación por congelación de aire y por medio de placas.
Aire Placas Calor ˉ31 F ˉ31 F
7.02 min. 2.34 min. Sensible (> congelación ) 23.07 min. 7.69 min. Latente
2.91 min. 0.97 min. Sensible ( > congelación )
33.00 min. 11.0 min. Total
Return to Table of Contents

Notes:
46 ©IIAR2011 Trabajotécnico#2
2011 IIAR Industrial Refrigeration Conference & Heavy Equipment Show, Orlando, Florida
Return to Table of Contents