22-9-14 fund 209 oct 2014 cub 81778 cub junio ... -...
TRANSCRIPT

OCTUBRE 2014 • N.º 209
OC
TU
BR
E 2
014
• N
º 20
9
22-9-14 FUND 209 OCT 2014 CUB_81778 CUB JUNIO 08 N150 25/09/14 12:38 Página 1

22-9-14 FUND 209 OCT 2014 CUB_81778 CUB JUNIO 08 N150 29/09/14 11:18 Página 2

22-9-14 FUND 209 OCT 2014 CUB_81778 CUB JUNIO 08 N150 25/09/14 12:38 Página 2
OCTUBRE 2014 • N.º 209
OC
TU
BR
E 2
014
• N
º 20
9
22-9-14 FUND 209 OCT 2014 CUB_81778 CUB JUNIO 08 N150 25/09/14 12:38 Página 1

FUNDICIONES FERREAS Y NO FERREAS EN ARENA,COQUILLA Y FUNDICION A PRESION OCTUBRE 2014 • N.º 209
AlbertDirector
David VarelaPublicidad
PabloAdministración
Inmaculada GómezJosé Luis EnríquezAntonio SorrocheColaboradores
Calle Cid, 3, 2a - E 28001 MADRIDTel. 91 576 56 [email protected]
MAQUETACIÓNPreiser Preimpresión
IMPRESIÓNEdén Artes Gráficas, S.L.
Depósito legal: M. 16.827-1991ISSN: 1132 - 0362
Comité de Orientación
D. Ignacio Sáenz de Gorbea
D. Manuel Gómez
Pág.
EDITORIAL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
INFORMACIONES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
ARTÍCULOS
Efecto de las condiciones de inyección en la integridad estructuralde los componentes conformados por SLC (y 2ª Parte)S. Menargues, J.A. Picas, J. Muñoz, I. Espinosa, A. Forn. 15
ERLAU TPC .......................................................................... 18
Balenciaga se moderniza con un sistema de gestión adaptado
a la realidad de los astilleros........................................... 19
MANUAL DE IDENTIDADE.
Isolmondego – Instalação Fornos Industriais, S.A. .... 21
ENGLISH NEWS. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
EMPLEO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36
SEGUNDA MANO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37
GUÍA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 38
SERVICIO LECTOR . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40
EDITACAPITOLE PRESS
DISEÑOLyPrd
FUNDIDORES aparece mensual mente diez veces al año (exceptoenero y agosto). Los autores son los únicos responsables de las opi-niones y conceptos por ellos emitidos. Queda prohibida la reproduccióntotal o parcial de cualquier texto o artículos de FUNDIDORES sin previoacuerdo con la revista.
22-9-14 FUN 209 OCT 2014_80480 F-FEBRERO 08 N 146.qxd 25/09/14 14:07 Página 1

EDITORIAL
JORNADA FUNDICION DE MUCHO INTERES EN BILBAOEL 18 DE SEPTIEMBRE 2014
Muy interesante la Jornada de Fundición de Bilbao del 18de Septiembre.
La Jornada Fundición de Bilbao junta las empresas más di-namicas del sector. Es un encuentro de mucho interés en-tre los profesionales de la fundición.
Se puede leer el reportaje de la Jornada en esta edición.
En 2015, la Jornada es el 17 de Septiembre en:
http://metalspain.com/fundicion.htm
Estas Jornadas se incluyen en un programa internacionalque cuenta con la Jornada Fundición de México, cuyo re-portaje se ha publicado en la revista de Julio que se puedeleer en:
http://metalspain.com/fundidores-jul2014.htm.
La próxima Jornada Fundición de México en Querétaro,es el 28 de Mayo 2015. Ver todas las informaciones enhttp://metalspain.com/FUNDICIONmexico.htm
Para ver el programa completo de Jornadas en Chicago,Querétaro, São Paulo, Polonia, India:
http://metalspain.com/jornada.htm
Nos veremos en estas Jornadas donde su revista FUNDI-DORES está distribuida.
La Redacción
22-9-14 FUN 209 OCT 2014_80480 F-FEBRERO 08 N 146.qxd 25/09/14 14:07 Página 2

INFORMACIONES
EXITO DE LA JORNADAFUNDICIÓN EN BILBAO 2014
MUY INTERESANTE PROGRAMA ENLA JORNADA FUNDICIÓN 2014
9:30 Introducción del digitalizado3D, ultrarrápido en el sector de la fun-dición, para verificación, mecanizadoe ingeniería inversa AsorCAD.
10:00 Mecanizado automatizado conla técnica de features (carácteristicas)de piezas fundidas TEBIS.
10:30 Latest developments in lowemission additives for green sandmoulding, CLARIANT.
11:00 Nondestructive Crack AndStructural Testing in Mass Productionwith Acoustic Resonant Analysis, thenew acoustic solution for testing brakediscs- RTE Akustik + Prüftechnik.
11:30 Coffee break y visita de stands.
12:00 Como puede un cambio deabrasivo mejorar la productividad delgranallado ERVIN AMASTEEL.
12:30 Shot sleeve extraction device.A new possibility for quick and safetool changing. Druckguss ServiceDeutschland GmbH.
13:00 Sistemas de vacío con bombasmecánicas para procesos de desgasifi-cado de acero OERLIKON LEYBOLDVACUUM.
13:30 Heat pack: a solution to reducemaintenance time – ATHERM.
14:00 Conferencia Fundiciones Uni-verso.
14:30 Almuerzo.
15:30 Visita de stands.
AsorCad ha presentado una muy interesanteconferencia : introducción del digitalizado
3D, ultrarrápido en el sector de la fundición,para verificación, mecanizado e ingeniería
inversa.
En su stand, se puede ver que es posibleconvertir en datos númericos una pieza en el
aire.
Interesante conferencia de ATHERM: «Heatpack: a solution to reduce maintenance time »
que permite mantener la temperadura delmetal líquido, generando importantes ahorros.
Excelente conferencia de CLARIANT, sobrenuevos desarrollos de aditivos de moldeo de
bajas emisiones.
Druckkguss service deutschland GmbH : elespecialista alemán de reconstrucciones y
mantenimientos de máquinas de fundición apresión ha presentado una conferencia: «Shotsleeve extraction device. A new possibility for
quick and safe tool changing.»
DITTA MUSTO es el especialista mundial paralos crucibles de magnesium.
3FUNDIDORES. OCTUBRE 2014
22-9-14 FUN 209 OCT 2014_80480 F-FEBRERO 08 N 146.qxd 25/09/14 14:07 Página 3

INFORMACIONES
En el stand de Ervin Amasteel, se reconoce aD. Anton Ilarduya Canales, IFS que también
distribuye estas granallas.
SPECTRO: espectrometría de arco / chispa,FRX-Fluorescencia de rayos-X. Un stand muyinteresante siempre presente en las jornadas
Fundición de Bilbao. Se puede ver el anuncioSPECTRO en esta revista para los datos de
contacto.
Interesante stand de ALAVA INGENIEROS querepresenta a de RTE Akustik + Prüftechnik.
CARRASCO SA y TECNALIA presentes.
Muy interesante stand de TEBIS: indispensableen al fundición. Fue excelente la conferencia:Mecanizado automatizado con la técnica defeatures (carácteristicas) de piezas fundidas.
Skelt Metalomecânica también presente en laJornada.
GODFREY & WING es el gran especialistamundial de la impregnación, con la técnica
más adelantada y respectando el medioambiente.
GNR estaba presente también el día anteriorcon excelente ponencia sobre « Retained
Austenite: non destructive analysis by XRDand ASTM E 975-03». Está presente GNR en laJornada Tratamientos Térmicos de Polonia en
Kraków el 8 de Octubrehttp://metalspain.com/poland.html
ISOLMONDEGO es el especialista portuguésde los refractarios para hornos de fundición y
también hornos de tratamientos térmicos ymás industrias. Con una amplia gama de
refractarios adaptados a cada horno, puedeaportar soluciones económicas y de calidad
en cada país. ISOLMONDEGO estabapresente también el la Jornada
TRATAMIENTOS TERMICOS, el día anterior.Se puede ver el reportaje en
http://metalspain.com/Tratamientos-termicos.html
IMF DIECASTING representa a ITALPRESSE, elmás dimánico de los proveedores de lafundición a presión. IMD DIECASTINGpropone repuestos para máquinas de
inyección, compraventa de maquinaría desegunda mano del sector, reparaciones y
asistencia técnica. Se puede ver su anuncio enla GUIA de esta edición.
Como siempre en la Jornada Fundición, unapausa café que reune en frente de los stand los
presentes.
PARALAB, especialista de los espectrómetros yOXFORD INSTRUMENTS presentes con sus
equipos de calidad.
4 FUNDIDORES. OCTUBRE 2014
22-9-14 FUN 209 OCT 2014_80480 F-FEBRERO 08 N 146.qxd 25/09/14 14:07 Página 4

INFORMACIONES
Excelente ponencia de RTE Akustik +Prüftechnik representada por ALAVA
INGENIEROS: «Nondestructive Crack andStructural Testing in Mass Production with
Acoustic Resonant Analysis, the new acousticsolution for testing brake discs».
CENTRICAST en el stand de AMPERE quepresenta su interesante gama de granallas y un
catálogo muy importante de metales.
Interesantes conversaciones sobre los frenos.
Un ambiente muy simpático y profesional.Metales I-900 S.L. está buscando un horno
adecuado a sus necesidades.
Soluciones de vacíorobustas yenergéticamenteeficientes paraprocesos metalúrgicosde Desgasificación envacío: excelentepresentación deOerlikon LeyboldVacuum. OerlikonLeybold Vacuum habíapresentado el díaanterior una excelenteconferencia: Control
de Consumo Energético para Bombas de Vacíoen Hornos Industriales a la JornadaTRATAMIENTOS TERMICOS.Ver http://metalspain.com/TT-2014.htm
La pausa café a permitido acercarse de nuevode los stands. Tres fundiciones de Portugal
están presentes.
22-9-14 FUN 209 OCT 2014_80480 F-FEBRERO 08 N 146.qxd 25/09/14 14:07 Página 5

INFORMACIONES
Despuès de las conferencias, un al-muerzo en común , con excelente co-mida en una sala privada del HotelBarceló Nervión**** , permite conti-nuar de forma muy simpatica las con-versaciones entre los profesionales,provedores y fundidores.En 2015, la Jornada Fundición organi-zada por su revista FUNDIDORES, esel 17 de Septiembre 2015 en Bilbao.Stand: 390 euros.Inscripción: 95 euros ( conferencias,pausa café, almuerzo, documenta-ción).Ya se puede inscribir:www.metalspain.com/bilbao.htmInformación : [email protected] La Jornada se completa el dias anterio-res con una Jornada TRATAMIENTOSTERMICOS:http://metalspain.com/jornada.htm
Servicio Lector 1
BAUTERMIC S.A. FABRICANTEDE MÁQUINAS PARA: LAVAR -DESENGRASAR - CALENTAR -TEMPLAR - PINTAR - SECAR
Máquinas que a lo largo de 35 añoshan dado óptimas soluciones en sec-tores industriales tan diversos como:
Conferencia AsorCad.
Excelente conferencia:Cómo puede un
cambio de abrasivomejorar la
productividad delgranallado ERVIN
AMASTEEL.
Conferencia ATHERM. Conferencia TEBIS.
Automoción – Ferrocarril – Aviación –Máquinas Herramientas – Moldes –Menaje – Herrajes – Mecanizados –Forjados – Fundición – Tornillería –Decoletaje – Estampación – Trata-mientos Térmicos…
Se trata de máquinas adaptadas a lasnecesidades específicas de cadacliente, a su Espacio – Producción –Potencia – Grado de automatización –Calidades exigidas y Disponibilidadde Inversión.
Estas máquinas pueden ser:
Lavado y desengrase.
Instalaciones de pintura.
Estufas hasta 500ºC.
Hornos hasta 1250ºC.
Servicio Lector 2
FIASA ADQUIERE AINTERMAHER UN CENTRO DEMECANIZADO MAZAK DE 5EJES MODELO VARIAXIS I700
Las competencias principales deFIASA son la fundición de aluminio al-tamente automatizada para la fabrica-ción de series largas con máquinas de500 a 1.800 toneladas de fuerza decierre, el insertado robotizado de sub-componentes en el proceso de fundi-ción, la fabricación de piezas con altorequerimiento de estanqueidad y pre-sencia mínima de porosidad y el me-canizado CNC altamente automati-zado. En sus instalaciones de Nancla-res de la Oca (Álava), FIASA participacon sus clientes en el desarrollo decomponentes de inyección de alumi-nio destinados a la industria interna-cional del automóvil.
FIASA trabaja tanto directamente paralos fabricantes (OEM) como para losproveedores de sistemas (Tier1), pro-duciendo grandes series en diferentes
Incineradores.
6 FUNDIDORES. OCTUBRE 2014
22-9-14 FUN 209 OCT 2014_80480 F-FEBRERO 08 N 146.qxd 25/09/14 14:07 Página 6

INFORMACIONES
aleaciones de aluminio. La cadena devalor de FIASA engloba desarrollo,fundición, tratamientos superficiales,mecanizados y montajes. FIASA sumi-nistra a sus clientes en secuencia “justin time”. Estas actividades están dirigi-das a proporcionar los más altos están-dares de Calidad y Satisfacción a susclientes.
La relación de FIASA con INTERMA-HER y MAZAK se inició en el año2.003 con la adquisición de un primercentro horizontal MAZAK, al cual hanido sucediendo nuevas máquinas enaños sucesivos, dentro de una políticade inversión y crecimiento continuostanto en medios materiales como hu-manos. Actualmente, FIASA ha deci-dido añadir medios de primera líneapara la fabricación de moldes y utilla-jes en 5 ejes a alta velocidad. Para elloha decidido confiar de nuevo en IN-TERMAHER y en MAZAK, con la ad-
quisición de un centro de mecanizadode 5 ejes MAZAK modelo Variaxisi700. Se trata de una máquina muyprecisa, robusta, fiable y productivagracias a su potente cabezal de18.000 rmps, CNC de alta velocidadMAZATROL MATRIX con encoders demuy alta resolución, estructura de pór-tico, cuna de doble apoyo, cabezal yhusillos con refrigeración interior,guías de alta resistencia de rodilloscruzados en todos los ejes, excelenteergonomía, interferencias muy optimi-zadas, accionamientos rotativos con“roller gear”, etc… Permite mecanizarpiezas de diámetro 850mms por500mms de alto. Las prestaciones demáquina y el servicio de INTERMA-HER han sido determinantes en latoma de esta decisión
Servicio Lector 3
BMW INVIERTE 1 BILLONDOLARES EN MEXICO
BMW Group invertirá 1 billón dólaresen los próximos años para construiruna nueva planta en México en Que-rétaro, en las proximidades de la ciu-dad de San Luis Potosí. La producciónestá programada para comenzar en elaño 2019 con 1.500 personas y capa-cidad de 150.000 unidades anuales.
Servicio Lector 4
22-9-14 FUN 209 OCT 2014_80480 F-FEBRERO 08 N 146.qxd 25/09/14 14:07 Página 7

22-9-14 FUN 209 OCT 2014_80480 F-FEBRERO 08 N 146.qxd 25/09/14 14:07 Página 8

INFORMACIONES
JORNADA FUNDICIONMEXICO
La próxima Jornada Fundición Méxicoes el 28 de Mayo 2015, en Querétaro.
Esta jornada técnica se fundamenta enla aportación de SOLUCIONES CON-CRETAS a las preguntas que se plan-tean las industrias de la fundición :fundiciones ferreas y no ferreas, enarena, coquilla y las fundiciones a pre-sión.
Rogamos por tanto que las conferen-cias se refieran a casos concretos rela-cionados con nuestra área industrial. Cada conferencia es de 20 minutos +10 minutos para las preguntas.
Para proponer una conferencia, grciasenviar el título a:
Ya es posible reservar su stand: 399Euros, 523,99 US$.
Se puede registar y pagar en línea enhttp://metalspain.com/paypal-mexico-fundicion.html
Inscribir: [email protected]
Todas informaciones en:
http://metalspain.com/FUNDICIONmexico.htm
Servicio Lector 5
FERIA DE ALUMINIO 2014 DEDUSSELDORF
La empresa Heinrich Kreeb GMBH &Co. KG es fabricante de material parael esmerilado y pulido para el trata-miento mecánico de superficies. Susproductos se emplean para el desbar-bado, esmerilado, matizado, cepilladoy pulido de los más variados materia-les.
Un sector de gran importancia es eltratamiento de piezas de aluminio.Para ello, la empresa Kreeb fabricadiscos de sisal y cepillos metálicos, asícomo discos para el matizado y el pu-lido de molduras y manetas para auto-móviles, herrajes y perfiles. Tanto enesta área como en otras aplicaciones,Kreeb encuentra la solución a los pro-blemas, produciendo discos adapta-dos explícitamente a las necesidadesdel cliente. Un buen ejemplo lo en-contramos en los cepillos radiales denylon abrasivo, adaptados a cada tipode rueda para el desbarbado de llantasde aluminio. Ya hay varios fabricantesde este tipo de ruedas de gran renom-bre que usan estos cepillos especiales.
Servicio Lector 6
METROL CENTAUR, S.L. ENBILBAO
Fabricante de durómetros en Bilbao,con propia marca “CENTAUR”, dis-pone de todo tipo de máquinas paraensayos de dureza, nuevas o recons-truidas, para la venta. También acce-
sorios y repuestos para durómetros decualquier marca, así como ServiciosTécnicos de calibración, manteni-miento y reparación de los mismos.
Servicio Lector 7
GRAVOGRAPH SIGUECRECIENDO EN ESPAÑA
Técnicas del Grabado S.A., empresadistribuidora exclusiva de la marcaGravograph en España desde 1961,firmó un acuerdo con el Grupo Gra-votech para distribuir los productosde las marcas comerciales Technifor,Propen y Type3 en España y Portugal.
Technifor y Propen son dos marcas lí-deres muy reconocidas a nivel inter-nacional para aplicaciones de mar-caje directo de piezas y trazabilidaddesde hace más de 30 años. Su ofertaconsiste en máquinas de micro-percu-sión, rayado y láser, incluyendo láserYAG, Fibra, CO2 y láser verde.
Type3 es el líder en soluciones artísti-cas 3D CAD/CAM desde hace más de20 años y propone tanto software parala industria como para el sector de lajoyería (3Design).
‘Con la unión de estas marcas líderesampliamos nuestro compromiso conlos clientes de ofrecer las solucionesmás novedosas en grabado, marcaje ymodelaje 3D, las soluciones llave enmano adaptadas a cada caso particu-lar y la mejor calidad tanto en produc-tos como en servicios’, concluye AnaMartínez, la Directora General deGravograph.
Servicio Lector 8
9FUNDIDORES. OCTUBRE 2014
22-9-14 FUN 209 OCT 2014_80480 F-FEBRERO 08 N 146.qxd 25/09/14 14:07 Página 9

INFORMACIONES
PROQUIMIA PUBLICA PORTERCER AÑO CONSECUTIVOSU MEMORIA DESOSTENIBILIDAD
Proquimia presenta la “Memoria deSostenibilidad 2013”, demostrandouna vez más su compromiso con la so-ciedad y su contribución al desarrollosostenible.
En esta memoria se comunican los re-sultados y las iniciativas llevadas acabo por la empresa durante 2013,con el objetivo de mejorar año trasaño los aspectos sociales, laborales,medioambientales y económicos.
“Queremos seguir siendo una compa-ñía que contribuya al desarrollo posi-tivo de nuestro entorno, generandoactividad económica, empleo y opor-tunidades en el marco de una políticasostenible y con una visión a largoplazo”, afirma Carles Onyós de Plan-dolit (Director de Proquimia).
Recordar que Proquimia fabrica y co-mercializa especialidades químicasaportando soluciones integrales paracontribuir al progreso del sector indus-trial e institucional y al bienestar denuestros clientes. Por su alto grado deespecialización y su relación calidad-servicio, Proquimia se ha convertidoen una de las empresas con mayor im-plantación en nuestro país, posicio-nándonos como la empresa nacionallíder del sector de la higiene y los tra-tamientos químicos industriales.
Servicio Lector 9
UNESID INCORPORA AJESUS IZCUE, A SU CONSEJODE DIRECCION
Izcue, directivo delGrupo ArcelorMit-tal, ocupará elcargo como conse-jero del Sector dePrimera Transfor-mación en la aso-
ciación empresarial siderúrgica
Jesús Izcue Irigoyen, Director Generalde Recursos Humanos del Grupo Ar-celorMittal en España, se incorpora alConsejo de Dirección de UNESIDcomo nuevo consejero del Sector dePrimera Transformación en el máximoórgano de asociación siderúrgica.
Licenciado en Derecho, Máster enDerecho de Empresa por la Universi-dad de Navarra y Máster en Direcciónde Recursos Humanos y Organizaciónpor ESIC, su trayectoria profesional haestado siempre vinculada al Grupo Ar-celorMittal donde, desde su incorpo-ración en 1998, ha ocupado diversospuestos de responsabilidad, tanto enel área de recursos humanos como enla función jurídica.
Izcue es, además, miembro del Con-sejo Asesor del Instituto InternacionalCuatrecasas de Estrategia Legal en Re-cursos Humanos.
Servicio Lector 10
MÁQUINAS A MEDIDA PARAEL DESENGRASE Y LALIMPIEZA DE TODO TIPO DEPIEZAS INDUSTRIALES
Bautermic S.A. tiene acumulada unagran experiencia en el diseño y la fa-bricación de máquinas especiales,que sirven para desengrasar y limpiar,una gran variedad de piezas y compo-nentes que se fabrican en sectores in-dustriales tan diversos como son: Au-tomoción – Aviación - Ferrocarril -Máquinas Herramentas – Moldes -Mecanizados - Forjados - Estampa-ción - Menaje - Tratamientos Térmi-cos - Tornillería …
Se trata de máquinas adaptadas a lasnecesidades de cada cliente, a su Pro-ducción, Espacio disponible, Poten-cia, Grado de automatización, Cali-dad exigida y Disponibilidad de inver-sión.
Estas máquinas pueden ser:
Servicio Lector 11
EL MAYOR PROVEEDORMUNDIAL DE PIEZAS DEAUTOMOVIL CONFIA ENKENNAMETAL EXTRUDE HONEPARA EL ACABADOSUPERFICIAL
La tecnología patentada de energíatérmica es la clave para la calidadmejorada
Nueva máquina TEM P400 deKennametal Extrude Hone.
Los fabricantes y los profesionales dela calidad en industrias tales como laautomoción, aeroespacial, energía,medicina y otras que requieren com-ponentes de alta precisión saben quela eliminación de las partículas quequedan en los agujeros de intersec-ción y la garantía de que no haya mi-crocontaminación es un reto de cali-dad que no se puede pasar por alto. Sepueden mecanizar válvulas personali-zadas complejas, engranajes, piñonesy miles de componentes en cuestión
Túneles-LCB. Cabinas LIH.
Rotativas LCR. Cubas-LIC.
Tambores-LTC.
10 FUNDIDORES. OCTUBRE 2014
22-9-14 FUN 209 OCT 2014_80480 F-FEBRERO 08 N 146.qxd 25/09/14 14:07 Página 10

INFORMACIONES
de segundos, pero acabarlas por com-pleto puede costar minutos. Los cue-llos de botella de producción, el au-mento de los costes y un tiempo máslargo para llegar hasta el mercado sonalgunos de los resultados.
Kennametal Extrude Hone es un líderglobal dedicado a proveer solucionesde superficies de precisión para com-ponentes de calidad sin concesiones.Tecnologías patentadas, tales comomecanizado de energía térmica (TEM,thermal energy machining ) o desbar-bado térmico están resolviendo los re-tos de acabado cada vez más comple-jos que afrontan los fabricantes detodo el mundo.
Delphi-TVS es una empresa conjunta(joint venture) entre Delphi Corp.(Troy, Michigan, EE.UU.) y TV Sunda-ram Iyengar & Sons (Kancheepuram,India). Delphi es el mayor proveedorde automoción en el mundo y Delphi-TVS es el mayor fabricante de sistemasde automoción en la India.
"Al ser una empresa global, tenemos lagran responsabilidad de mantener losestándares de calidad de clase mun-dial en nuestros productos", dice TNUmasankar, jefe del departamento deingeniería de fabricación de Delphi-TVS. "Somos fabricantes de piezas deinyección de combustible para moto-res diesel - componentes de gran volu-men. El principal problema es la elimi-nación de las rebabas en los agujerostransversales producidas en los meca-nizados previos".
Delphi-TVS afrontó muchos problemas:el alto volumen de producción de com-ponentes cercano al millón por añohizo incosteable el desbarbado a manoy la naturaleza de alta precisión de losinyectores de combustible diesel hizode la solución TEM una necesidad.
Después de muchas investigaciones,la empresa optó por la solución TEM(método de energía térmica) de Ken-nametal Extrude Hone. Se inyecta unamezcla de un gas combustible y oxí-geno a una presión de 5 a 10 atmósfe-ras en una cámara contenedora di-mensionada tanto por la cantidad dematerial a eliminar como por el volu-men de piezas en la cámara. Un sis-tema de ignición enciende la mezclade gas, lo que libera la energía calorí-fica de la oxidación del combustibleen una onda de energía de alta veloci-dad, en 20 milisegundos. Caracteriza-das por las superficies en relieve y lassecciones transversales delgadas, in-cluso las rebabas internas y las reba-bas en inyección se queman al ins-tante. Debido a que la mezcla de gasenvuelve completamente las piezas,todas las superficies internas y exter-nas están expuestas a la oxidación rá-pida. Los agujeros internos perforadosy los bordes de intersección que sondifíciles o imposibles de alcanzar seprocesan inmediatamente.
"Ha habido cientos de instalaciones yun continuo perfeccionamiento denuestro proceso y equipos TEM ", diceBruno Boutantin, director de comer-cialización global de Kennametal Ex-trude Hone. "Uno de los factores semantiene constante: el método TEM esun proceso de alta producción, rápidoy de bajo coste, que permite procesarun millón o más de piezas por año conuna sola máquina."
"El proceso TEM es particularmenteapropiado para aplicaciones de granvolumen en las que los departamentosde desbarbado convencionales luchanpor mantener el ritmo", asiente Uma-sankar. "Limpia instantáneamente ungran número de agujeros de intersec-ción, roscas y zonas de difícil acceso
en un destello, literalmente en 20 mi-lésimas de segundo. Su capacidad deprocesar varios componentes almismo tiempo aumenta enormementesu capacidad y rentabilidad. Cual-quier otro proceso, incluido el chorrode agua a alta presión, no proporcio-nará esos valores".
Al combinar la vasta experiencia acu-mulada durante más de cinco décadascon el saber hacer extraído de aplica-ciones en todo el mundo, KennametalExtrude Hone ofrece soluciones pro-badas a muchas empresas que traba-jan en los entornos más exigentes. Loscentros técnicos y los centros de exce-lencia garantizan una estrecha asocia-ción con cliente en todos los pasos crí-ticos - desde las primeras fases de di-seño, mediante la producción depequeños lotes de componentes parala creación de prototipos, hasta elapoyo en la fase de despegue de laproducción en nuestras talleres con-tratados antes de la entrega final delequipo más avanzado.
En la India, Kennametal Extrude Honees parte integrante de Kennametal In-dia Ltd. Situado en Bangalore, el cen-tro técnico de Extrude Hone Kenna-metal está bien equipado para dar so-porte a cualquier necesidad delcliente.
Servicio Lector 12
AMETEK LAND INTRODUCELOS NUEVOS TERMOMETROSPORTATILES SIN CONTACTOCYCLOPS L
Con sus nuevas capacidades de regis-tro de datos, modo ruta configurable ysoftware, los Cyclops L posicionan aAMETEK Land como el líder de la in-dustria en termómetros portátiles sincontacto de alta calidad.
Cuatro nuevos modelos en la familiaCyclops L que cubren un rango de me-dida de 200ºC a 3000ºC. Apropiadospara un amplio rango de aplicacionestales como metal líquido, acero, pro-
11FUNDIDORES. OCTUBRE 2014
22-9-14 FUN 209 OCT 2014_80480 F-FEBRERO 08 N 146.qxd 25/09/14 14:07 Página 11

INFORMACIONES
ducción de vidrio, hornos y muchasotras.
Modo único Ruta que permite al usua-rio configurar una ruta alrededor de suplanta identificando su localizacióncon una descripción, un valor de emi-sividad, un factor de corrección deventana si procede y un identificadorúnico. Este modo de medida permitela repetición completa de lecturas ha-ciendo al termómetro la herramientaideal para múltiples aplicaciones querequieren un seguimiento regular yfiable.
Alta capacidad de registro de datos.Memoria interna de hasta 9.999 lectu-ras que pueden descargarse al soft-ware opcional para su posterior análi-sis y comparación.
Nuevo software de adquisición de da-tos que permite conectar los termóme-tros Cyclops L a un ordenador perso-nal o a un dispositivo móvil para ver,analizar y grabar las lecturas de tem-peratura. La conexión puede ser víaBluetooth o por cable USB.
Modelos disponibles para un ampliorango de aplicaciones incluyendo lafundición de metales, fabricación deacero, vidrio, procesos petroquímicosy laboratorio I+D. Campo de visiónestrecho y preciso enfocable con vi-sión a través de la lente. Medidas sinderiva que aseguran la fiabilidad delas lecturas.
Nueva cubierta industrial de gomapara una mayor protección contra da-ños accidentales además de un nuevoprotector de lente.
Calibración UKAS opcional en todoslos modelos.
Servicio Lector 13
RETENEDORES LOCTITE CONMAYOR RESISTENCIA TERMICAY MAYOR TOLERANCIA AACEITES
La nueva gama mejorada de retenedo-res Henkel se adhiere mejor en super-ficies aceitadas y ofrecen una resisten-cia térmica más elevada.
Henkel ha desarrollado dos retenedo-res anaeróbicos Loctite que resistentemperaturas de hasta 180 ºC y mues-tran un curado fiable en superficiesaceitadas y en metales pasivos.
“Loctite 638 y 648 ofrecen a los clien-tes una mayor fiabilidad, así como unamayor resistencia térmica,” indica elDr. Niamh O Reilly, del departamentode Desarrollo de Productos. Los adhe-sivos Henkel de última generación ga-rantizan una adhesión segura en su-perficies que no están lo suficiente-mente limpias, proporcionando lasolución a un problema típico en mu-chos procesos de fabricación. Estosproductos presentan excelentes carac-terísticas de curado en todos los meta-les, incluyendo superficies metálicaspasivas como el acero inoxidable. Estopermite más flexibilidad a la hora deelegir sustratos y diseños.
Los retenedores mejorados mantienenlas propiedades de sus predecesorescomo la velocidad de curado, la resis-tencia, la resistencia química y la vidaútil.
Utilizados para fijar rodamientos, coji-netes, engranajes y montajes cilíndri-cos a los alojamientos o ejes, los rete-nedores Loctite 638 y Loctite 648 per-miten una mayor transmisión de cargay una distribución más uniforme de lastensiones, y al mismo tiempo eliminanla corrosión por frotamiento. Al com-parar los montajes en los que se apli-can retenedores con las uniones con-vencionales, se demuestra que en losprimeros la fiabilidad de la unión au-menta a la vez que se hacen innecesa-rias las operaciones de mecanizado yde acabado de superficies, lo que re-duce el coste global de los montajes.
Los retenedores mejorados cuentancon certificaciones de instituciones derenombre como NSF, DVGW y WRASlo que indica que cumplen los requisi-tos actuales más estrictos. “Clientes detodo el mundo ya utilizan nuestrosnuevos retenedores en las aplicacio-nes más exigentes,” comenta la Dra.Bettina Temath, responsable de Pro-ductos y Tecnología de Henkel. “Éstospueden aplicarse a la fabricación demaquinaria y vehículos, así como paratrabajos de mantenimiento donde lafiabilidad es una cuestión clave.”
Ambos productos son fáciles de usar.
Servicio Lector 14
Loctite 638.
Loctite 648.
12 FUNDIDORES. OCTUBRE 2014
22-9-14 FUN 209 OCT 2014_80480 F-FEBRERO 08 N 146.qxd 25/09/14 14:07 Página 12

INFORMACIONES
ESMERILADO Y PULIDO
La empresa Heinrich Kreeb GMBH &Co. KG es fabricante de material parael esmerilado y pulido para el trata-miento mecánico de superficies. Susproductos se emplean para el desbar-bado, esmerilado, matizado, cepilladoy pulido de los más variados materia-les.
Un sector de gran importancia es eltratamiento de piezas de aluminio.Para ello, la empresa Kreeb fabricadiscos de sisal y cepillos metálicos, asícomo discos para el matizado y el pu-lido de molduras y manetas para auto-móviles, herrajes y perfiles. Tanto enesta área como en otras aplicaciones,Kreeb encuentra la solución a los pro-blemas, produciendo discos adapta-dos explícitamente a las necesidadesdel cliente. Un buen ejemplo lo en-contramos en los cepillos radiales denylon abrasivo, adaptados a cada tipode rueda para el desbarbado de llantasde aluminio. Ya hay varios fabricantesde este tipo de ruedas de gran renom-bre que usan estos cepillos especiales.
Servicio Lector 15
CARBON EN LUGAR DEACEITE
Ruukki apuesta por los molinos LOES-CHE para una producción eficiente deacero
El fabricante de acero finlandésRuukki Metals Oy transforma sus altoshornos en su emplazamiento de Ra-ahe (Finlandia) de inyección poraceite al sistema más eficiente de in-yección de carbón pulverizado (PCI).Claudius Peters Projects GmbH es laempresa que suministra el nuevo sis-
tema de inyección. Dos molinos LO-ESCHE del tipo LM 23.2 D se encar-gan de la molienda del carbón.
Raahe – En la producción de acerosuele ser habitual reducir el consumodel costoso coque en el alto hornomediante la inyección de agentes re-ductores más económicos. El carbónpulverizado supone una alternativamucho más rentable al aceite sin des-mejorar las emisiones de CO2. Con elcambio a una solución PCI más efi-ciente, Ruukki refuerza su competitivi-dad en el mercado mundial del acerotan sensible a los precios.
Una parte de las nuevas instalacionesson dos molinos LOESCHE del tipoLM 23.2 D. El volumen de producciónde los molinos asciende respectiva-mente a 33 t/h con una finura del 20% > 0,09 mm y una capacidad detransmisión de 460 kW. En el diseñode las instalaciones se tuvieron encuenta un gran número de especifica-ciones del cliente. A pesar de todo, nohubo ningún problema en cumplir elambicioso objetivo del proyecto. Estáprevisto que las instalaciones entrenen servicio en otoño de 2015 con unplazo de entrega de ocho meses.
La empresa Claudius Peters ProjectsGmbH, especializada en técnica deprocesos en la industria del cemento,el carbón, el aluminio, el yeso y demercancías a granel, mantiene una di-latada relación comercial con LOES-CHE GmbH. En esta relación, la em-presa es tanto cliente como proveedorde componentes como bombas, siste-mas de silos o válvulas desviadoras dedos vías. En 2008 ya se cursó un pe-dido de un molino del tipo LM 28.3 Dpara la instalación PCI de la aceríaILVA en Taranto (Italia). Gracias a lasexperiencias positivas tanto en tecno-logía como en la relación calidad-pre-cio, Claudius Peters también se ha de-cidido esta vez por una solución deLOESCHE, una elección compartidapor el cliente final, Ruukki.
Servicio Lector 16
BITEC, MAS CERCA DE SUSCLIENTES DESDE SU NUEVAOFICINA EN BARCELONA
La consultora Bitec, especializada enla implantación e integración de soft-ware para la Planificación y Progra-mación de la Producción, así como enel desarrollo de sistemas ERP y herra-mientas de Business Intelligence,avanza en su estrategia de proximi-dad y compromiso con la industriacatalana priorizando la atención a susclientes.
La nueva sede, situada en Granollers(Barcelona) y tercera oficina de lacompañía a nivel estatal, está formadapor profesionales que acumulan granexperiencia y conocimientos en solu-ciones para la gestión informática demuy diversos sectores (fabricación,servicios, logística,…), proporcio-nando servicios de alta cualificación alas empresas que precisan de los siste-mas más avanzados para gestionar suactividad productiva.
Bitec suma reconocimientos y la con-fianza de las más destacadas multina-cionales tecnológicas. Marcas comoMicrosoft, Preactor, IBM o QlikView(Qlik) saben que formar una alianzacon Bitec garantiza a sus productos ydesarrollos el tratamiento profesionalcertificado que necesitan para ofrecera los clientes soluciones de alto valorañadido y potenciar su imagen demarca en base a una atención cercanay de máxima calidad.
Como expertos implantadores de sis-temas ERP (Enterprise Resource Plan-ning), Bitec (Microsoft Gold CertifiedPartner) ofrece software para la ges-tión integral tanto de pymes como degrandes corporaciones. Con el aña-dido de contar con la experiencia yconocimientos adquiridos para la inte-gración con herramientas de Planifica-ción y Programación de la Produc-ción como la gama de soluciones Pre-actor.
Preactor, adquirida por Siemens en2013 y empleada por más de 4.500
13FUNDIDORES. OCTUBRE 2014
22-9-14 FUN 209 OCT 2014_80480 F-FEBRERO 08 N 146.qxd 25/09/14 14:07 Página 13
INFORMACIONES
compañías en 88 países de todo elmundo, es reconocida mundialmentecomo la solución de planificación yprogramación avanzada de la produc-ción más personalizable del mercado.El nivel de conocimiento y cualifica-ción acreditado por Bitec les ha per-mitido posicionarse como referente enla integración de dicha tecnología consoluciones ERP, MES (ManufacturingExecution System) y SCM (SupplyChain Management).
Entre los núcleos de negocio de Bitec,figuran también la realización de pro-yectos de Business Intelligence (Qlik-View Solution Provider) e instalacióny mantenimiento de Infraestructurasde Sistemas (IBM Business Partner).De esta forma, consigue ofrecer unservicio integral en las áreas esencia-les de las Tecnologías de la Informa-ción y la Comunicación de ámbitoempresarial.
Servicio Lector 17
REDUZCA LOS RESBALONES YLAS CAIDAS CON ELCONTROL DE DERRAMES
Brady lanza nuevos productos degran absorción para el control de de-rrames
Cuando se vierten refrigerantes, aceiteo productos químicos en el suelodonde se está trabajando, son un seriopeligro serio que fácilmente puedecausar una serie de resbalones y caí-das, que hieran a los empleados y au-menten el coste total. Tener a manolos absorbentes adecuados para elimi-nar eficazmente los derrames puedemarcar la diferencia. Brady lanza nue-
vos productos para el control de derra-mes que le ayudarán a integrar los ab-sorbentes en entorno diario de trabajopara reducir los resbalones y caídas.
Alfombra de seguridad de granvisibilidad (High Visibility SafetyMat)
La alfombra de seguridad de gran visi-bilidad, High Visibility Safety Mat, deBrady combina una señal de seguri-dad y un absorbente, en un solo pro-ducto. Es muy visible, de color amari-llo con pictogramas de seguridad yofrece una capacidad de absorciónextrema, tanto para aplicaciones ge-nerales como con sustancias químicaspeligrosas. “Nuestras alfombras HighVisibility Safety Mat actúan a la vezcomo una señal de alerta de peligro ycomo un absorbente. Mediante la in-corporación de advertencias y mensa-jes justo en el punto de fuga, goteo oderrame, los trabajadores puedenidentificar fácilmente el riesgo y ac-tuar con precaución”, dice Domini-que Roosen, directora de productos deseguridad de Brady CorporationEMEA. “Este enfoque contribuye signi-ficativamente a reducir la amenaza deresbalones y caídas en el lugar de tra-bajo, lo que mejora la seguridad de losempleados. La High Visibility SafetyMat puede usarse cerca de maquinariapropensa a las fugas para evitar quelos líquidos se extiendan por el suelodel lugar de trabajo”.
La High Visibility Safety Mat tiene lamisma alta absorbencia y durabilidadque abarca a todos los productos ab-sorbentes de control de derrames deBrady. La alfombra tiene una estruc-tura de tres capas SMM (spunbound &meltblown, una cubierta hilada condos capas de polipropileno fundidopulverizado) de un material de pocapelusa que no se deshilacha ni reac-ciona con los fluidos agresivos. Paramejorar la separación segura y fácil delos residuos peligrosos, las alfombrastienen un código de colores para pro-ductos químicos peligrosos o para flui-dos de propósito general.
Pequeña almohadilla multiuso
La Spill Response Plus es una almoha-dilla de tamaño más pequeño queofrece una alta capacidad de absor-ción, durabilidad, poca pelusa y fiabi-lidad para recoger los derrames pe-queños. “La Spill Response Plus sepresenta solo en tres versiones, univer-sal, química y para petróleo, y es idealpara su uso en entornos industriales yen los sectores minorista y de asisten-cia sanitaria a largo plazo. Puede ab-sorber hasta 20 veces su propio pesoen líquido a una velocidad increíble yes ideal para recoger rápidamente pe-queños derrames de perfumes, refres-cos, sopas, leche o cerveza en zonasde mucho tráfico o de gran riesgo. LaSpill Response Plus es más limpia quelos productos granulares y más efi-ciente que las toallas de papel, y re-duce el riesgo de resbalones y caídascuando pasar la fregona no lo consi-gue”.
Las almohadillas Spill Response Plusse presentan en rollo. Cada almohadi-lla tiene los bordes perforados, que fa-cilitan su rasgado para separarla delrollo.
Al alcance de la mano
Brady ahora también ofrece dispensa-dores de absorbentes, una buena ma-nera de integrar los absorbentes en suentorno de trabajo y ponerlos a su al-cance. “Están disponibles dispensado-res de una gran variedad de productosde polipropileno para el control de de-rrames en varios tamaños, para mon-tar en la pared, de pie, fijos o móviles.También ofrecemos Spill Safety Sta-tions (estaciones de seguridad para de-rrames), que son fáciles de localizar eidentificar desde todos los ángulos y leayudan a almacenar no solo las almo-hadillas, sino también guantes de se-guridad, bolsas de residuos y medidasprácticas o consejos para combatir losderrames”.
Servicio Lector 18
14 FUNDIDORES. OCTUBRE 2014
22-9-14 FUN 209 OCT 2014_80480 F-FEBRERO 08 N 146.qxd 25/09/14 14:07 Página 14
Los resultados de simulaciones por elementos finitos re-velan que para velocidades de pistón por encima de 2m·s-1 el flujo de llenado es turbulento, y que velocidadesinferiores a 1 m·s-1 provocan un llenado incompleto de lacavidad del molde, debido a solidificaciones prematu-ras.
Las diferentes simulaciones realizadas han demostradoque para conformar componentes en estado semisólido,la velocidad de primera y segunda fase deben ser igua-les. Se ha demostrado experimentalmente que si se tra-baja a velocidades por debajo de la óptima se producensolidificaciones prematuras que no permiten el llenadocompleto de la cavidad, y fluctuaciones en la presión.
Este ajuste ha permitido definir el valor de la velocidadadecuado para iniciar la experimentación. La conse-cuencia ha sido la obtención de componentes con unmenor número de defectos y la reducción parcial de laporosidad.
3.2. Variación de la presión del pistón en función deltiempo
La modificación de las velocidades del pistón de inyec-ción ha dado como resultado la pérdida de la linealidadentre la presión de inyección inicial y la final, observán-dose incluso una meseta en el cambio de pendiente en-tre las curvas cuando la diferencia de velocidades esmuy grande (Figs.5.a y b). Esto origina una disminuciónen la presión de inyección y fluctuaciones en la veloci-dad en el cambio de primera a segunda fase.
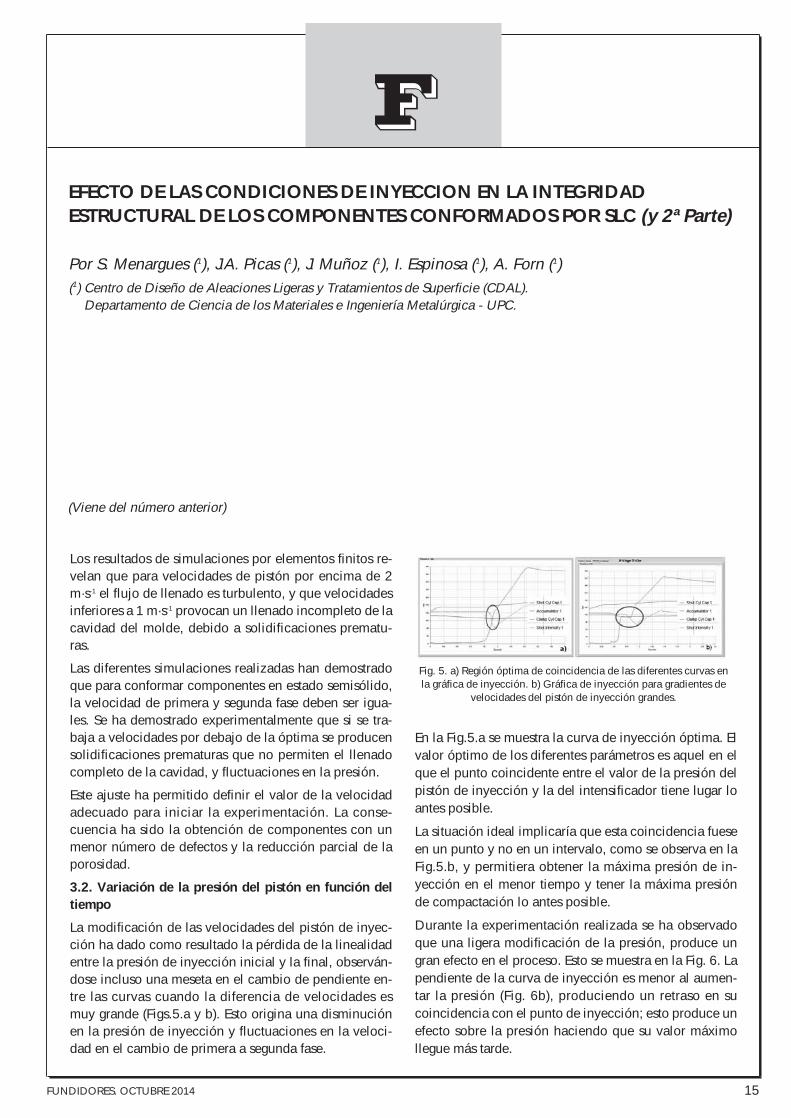
En la Fig.5.a se muestra la curva de inyección óptima. Elvalor óptimo de los diferentes parámetros es aquel en elque el punto coincidente entre el valor de la presión delpistón de inyección y la del intensificador tiene lugar loantes posible.
La situación ideal implicaría que esta coincidencia fueseen un punto y no en un intervalo, como se observa en laFig.5.b, y permitiera obtener la máxima presión de in-yección en el menor tiempo y tener la máxima presiónde compactación lo antes posible.
Durante la experimentación realizada se ha observadoque una ligera modificación de la presión, produce ungran efecto en el proceso. Esto se muestra en la Fig. 6. Lapendiente de la curva de inyección es menor al aumen-tar la presión (Fig. 6b), produciendo un retraso en sucoincidencia con el punto de inyección; esto produce unefecto sobre la presión haciendo que su valor máximollegue más tarde.
Fig. 5. a) Región óptima de coincidencia de las diferentes curvas enla gráfica de inyección. b) Gráfica de inyección para gradientes de
velocidades del pistón de inyección grandes.
EFECTO DE LAS CONDICIONES DE INYECCION EN LA INTEGRIDADESTRUCTURAL DE LOS COMPONENTES CONFORMADOS POR SLC (y 2ª Parte)
Por S. Menargues (1), J.A. Picas (1), J. Muñoz (1), I. Espinosa (1), A. Forn (1)(1) Centro de Diseño de Aleaciones Ligeras y Tratamientos de Superficie (CDAL).
Departamento de Ciencia de los Materiales e Ingeniería Metalúrgica - UPC.
15FUNDIDORES. OCTUBRE 2014
(Viene del número anterior)
22-9-14 FUN 209 OCT 2014_80480 F-FEBRERO 08 N 146.qxd 25/09/14 14:07 Página 15

3.4. Ensayo de tracción
En la tabla 10 y la fig.7 se muestran los resultados de losensayos de tracción realizados en 17 muestras.
La dispersión de valores observada en el límite elásticopuede ser debida a la diferencia de composiciones deelementos de aleación en las diferentes coladas.
Estos resultados muestran cómo la optimización del pro-ceso mediante la simulación mediante elementos finitospermite conseguir componentes con una elevada resis-tencia mecánica en estado de metalúrgico O.
3.5. Ensayo de dureza
Se han realizado un total de 24 ensayos de dureza en 8muestras en estado metalúrgico O. El valor promedio deDureza Brinell obtenido es 68 HBW con una desviaciónde ±3. Este valor es superior al obtenido en la misma ale-ación mediante colada por gravedad y al obtenido porotras técnicas de conformación en estado semisólido [2].La realización de tratamientos térmicos de envejeci-miento permitirá obtener unas propiedades mecánicasequiparables a la forja o a la fundición férrica.
3.6. Análisis radiográfico
Para validar la simulación se realizaron análisis radiográ-ficos de diferentes componentes. Estos sirvieron paraidentificar grandes defectos (Figs. 8. a 10), en forma de
Fig. 6. Gráficas de inyección a) máxima presión 330 bar a los 2,4segundos. b) máxima presión 300 bar a los 3,8 segundos.
Tabla 10. Estadística de los ensayos de tracción de las 17 muestrasextraídas de componentes SLC estado metalúrgico O.
Fig. 7. Representación gráfica curvas tensión-deformación de 17muestras en estado metalúrgico O.
rechupes y de gas atrapado, en zonas localizadas, y mar-cadas como A, B, C, D y E. Se observa una disminuciónprogresiva de los mismos a medida que se va avanzandoen la optimización del proceso.
En la zona C se localizan gran parte de los defectos. Es-tos defectos son debidos a la descohesión entre la piezay el canal de alimentación y a la formación de rechupes,al ser ésta una zona masiva. La desgasificación del caldo,la reducción en la velocidad de inyección, el aumentode la temperatura del molde y la disminución de la tem-peratura del caldo han contribuido a mejorar la calidadde esta zona.
En las zona A y B también se localizan inicialmente ungran número de defectos, en forma de micro rechupes,debido a que se trata de zonas masivas. No utilizar loscanales 2 y 3 de refrigeración ha permitido aumentar latemperatura del molde, lo que ha beneficiado positiva-mente la calidad en esta zona. También ha contribuido ala mejora, la modificación de parámetros descrita ante-riormente para la zona C. Las zonas D y E también mos-traron una mejora considerable al aumentar la tempera-tura del molde y disminuir la velocidad de inyección y latemperatura del caldo.
Para todas ellas fue beneficioso el hecho de desgasificarel caldo correctamente, así como mantener el tamaño dela galleta constante en unos 25 mm de espesor.
Fig. 8. Muestra con llenado en régimen turbulento. Porosidadgeneralizada y gas atrapado en las zonas A, B, C y D.
Fig. 9. Muestra con un llenado en régimen turbulento. Rechupe enC y porosidad pequeña en zonas A y más fina en D.
Fig. 10. Muestra con un llenado en régimen laminar. Únicamente seobserva un defecto en la zona C, y es debido al desgarro producido
en la extracción de la galleta.
16 FUNDIDORES. OCTUBRE 2014
22-9-14 FUN 209 OCT 2014_80480 F-FEBRERO 08 N 146.qxd 25/09/14 14:07 Página 16

3.7. Análisis metalográfico
La aleación estudiada presenta una microestructuraconstituida por fase α y microconstituyente eutéctico(fig.11 a), formado por dendritas de aluminio secundarioα y silicio, y donde también podemos encontrar com-
puestos intermetálicos [3]. La fig 11.b muestra un detalledel microconstituyente eutéctico.
4. CONCLUSIONES
La simulación ha permitido optimizar la velocidad dellodo en el ataque, dando como resultado valores com-prendidos entre 1 y 2 m·s-1. Con estas velocidades seconsigue la total reducción de la porosidad en los com-ponentes finales. Velocidades del lodo por debajo de 1m·s-1 producen solidificaciones prematuras que no per-miten el llenado completo de la cavidad del molde yfluctuaciones en la velocidad de llenado.
La optimización de los parámetros de inyección ha per-mitido obtener una buena combinación de propiedadesmecánicas en componentes en estado metalúrgico O: re-sistencia máxima a la tracción superior a 220 MPa y alar-gamientos del 15%. La misma aleación colada en arenaproporciona resistencia a la tracción de 160 MPa y alar-gamientos del 6%.
La elevada dureza que ofrecen las piezas en estado me-talúrgico O, 68 HBW, juntamente con la posibilidad de
Fig.11. a) Micrografía de la aleación A356. b) Detallemicroconstituyente eutéctico.
tratar térmicamente los componentes, pone de mani-fiesto las grandes posibilidades de este proceso. La pe-queña dispersión entre los valores de las propiedadesmecánicas garantiza la reproducibilidad del proceso.
El estudio por rayos-x pone de manifiesto la mejora pro-ducida con la optimización de los parámetros de pro-ceso, mediante simulación por elementos finitos: dismi-nución de la velocidad de inyección y aumento de lapresión de compactación. Una ligera modificación de lapresión de inyección, produce un gran efecto en el pro-ceso.
5. AGRADECIMIENTOS
Los autores desean agradecer al Ministerio de Educacióny Ciencia la ayuda recibida a través del proyecto CICYTDPI2005-02456 y a la empresa INFUN por su colabora-ción en este estudio.
6. REFERENCIAS
[1] Kaufmann, H., Uggowitzer, P., Metallurgy and pro-cessing of High-Integrity light metal pressure cas-tings. Ed. Shiele & Schön. Pp.82-83 (2007).
[2] A. Forn, M. T. Baile, E. Martín, J. A. Picas. Propieda-des mecánicas y análisis fractográfico de componen-tes alsimg conformados en estado semisólido. XXIIEncuentro del Grupo Español de Fractura (2005).
[3] A. Forn, M. T. Baile, E. Martín, J. A. Picas, S. Menar-gues. The Potential of the New Emerging processesfor automotive applications. 2nd. Advanced Mate-rials and technologies for transportation industry. Po-migliano D'Arco (Italy). 18-19 October (2007).
[4] Baile, Mª.T. “Estudio de la Conformación de Com-ponentes Aluminio-Silicio en Estado Semisólido” Te-sis doctoral, pp. III-20 (2005).
Servicio Lector 30 ■
17FUNDIDORES. OCTUBRE 2014
BREVES
ASCENSION SIGNIFICATIVA
EN EL RANKING DE
SIMULACION Y ANALISIS
DE SIEMENS
Siemens ha sido reconocida por CIMdata Inc.,
la principal consultora de gestión y de investi-
gación de PLM, como líder en la categoría de
Gestión Colaborativa en Definición del Pro-
ducto (cPDm) por 13º año consecutivo, y en el
segmento de mercado de Fabricación Digital,
por 9º año consecutivo. Además, como resul-
tado de la expansión de la gama de software
para la simulación y el análisis (S&A) – in-
cluida la adquisición de LMS – Siemens ha
elevado su posición al cuarto puesto en la ca-
tegoría de S&A, escalando seis posiciones
desde el informe de 2013. Los resultados de
CIMdata se basan en el análisis en profundi-
dad del mercado PLM y han sido anunciados
a principios de este mes.
La gama de software de Siemens que entra
en la categoría de cPDm de CIMdata es el
portfolio de Teamcenter, el software digital
de gestión del ciclo de vida del producto más
utilizado del mundo, mientras que el portfo-
lio de Tecnomatix® es el software más utili-
zado en el segmento de fabricación digital.
El segmento de mercado de S&A lo ocupa
Siemens con un portfolio completo de solu-
ciones de análisis de ingeniería asistida por
ordenador (CAE) que incluye los módulos
CAE del software NXTM, NX Nastran®, Fe-
mapTM y el porfolio de soluciones LMSTM,
que incorpora un modelo basado en la simu-
lación mecatrónica y en soluciones de prue-
bas avanzadas en el proceso de desarrollo de
productos.
“Siemens tiene un consistente historial de li-
derazgo en áreas clave del PLM, incluyendo
cPDm y la fabricación digital,“ dijo Chuck
Grindstaff, Presidente y CEO de Siemens
PLM Software. “Este último informe ilustra
nuestro compromiso de mantener el liderazgo
en estas dos categorías, que tienen un valor
fundamental para nuestros clientes. Además,
nuestro fuerte enfoque en simulación y análi-
sis ayudará a nuestros clientes a seguir te-
niendo en cuenta la creciente complejidad de
la innovación del mañana”.
22-9-14 FUN 209 OCT 2014_80480 F-FEBRERO 08 N 146.qxd 25/09/14 14:07 Página 17

ERLAU TPC es una malla flexible de diseño especial, losanillos y los enlaces de diferentes tamaños y densidadque se envuelven alrededor de la banda de rodadura ylos flancos de todos los tipos y tamaños de neumáticospara maquinaria de construcción (neumáticos) que for-man una barrera entre el neumático y la superficie y pro-tegiendo así enclavamiento ellos de la abrasión, perfora-ción y el calor intenso, se extiende la vida del neumáticopor tanto como cinco veces y proporcionar tracción adi-cional y la seguridad operacional sin afectar a la flexibi-lidad y la función de la cubierta de neumático.
RLAU_200709_TPCRUNNING ON FIERY
STEEL SLAG.
ERLAU 201406 KRESS_POTHOLDERTYRES PROTECTED BY Erlau FELS
JUMBO Plus X16 TPCs.
ERLAU TPC
FUNDIDORES. OCTUBRE 201418
ERLAU_201406_FELS IMPERIAL X 19 TPCs Shifting Steel Slag.
RLAU_201406_FELS IMPERIAL X 19 TPCs Taking the Heat.
Servicio Lector 31 ■
ERLAU_20140520_FELSDURO X 14 PROTECTINGTYRES FROM SCRAP STEEL.
22-9-14 FUN 209 OCT 2014_80480 F-FEBRERO 08 N 146.qxd 25/09/14 14:07 Página 18

• Con la implantación a medida de RPS, el ERP de Iber-mática, consigue integrar y automatizar sus procesoslogísticos y el control de la producción
Astilleros Balenciaga ha escogido el software de Iber-mática RPS para actualizar sus sistemas de gestión einformación y dar respuesta a la cada vez mayor exi-gencia en plazos y costes de sus clientes. Con la im-plantación de este ERP, adaptado a la complejidad yexclusividad propios de los proyectos de un astillero,Balenciaga logra integrar en una única solución globaltodos los procesos de negocio, principalmente los re-lacionados con la logística y el control de la produc-ción, pero también incluso los que tienen que ver conla relación con los clientes y los proveedores y la do-cumentación legal, técnica y económica asociada alproyecto.
Astilleros Balenciaga S.A. es uno de los principales cons-tructores navales privados españoles especializado enbuques tecnológicamente complejos para el sector offs-hore. En los últimos años la práctica totalidad de sus ins-talaciones ha sido renovada. Zonas anteriormente ex-puestas se han cubierto, se ha dotado de mayores siste-
mas de elevación y se ha sustituido maquinaria por otracon nuevas tecnologías. Paralelamente a este proceso demodernización, Balenciaga necesitaba actualizar tam-bién sus sistemas de gestión e información con herra-mientas de última generación, para integrar y automati-zar sus procesos logísticos y el control de la producción,debido a la alta exigencia en plazos y costes de su mer-cado.
Para llevar a buen puerto esta iniciativa ha contado conIbermática, Compañía tecnológica que implantará susoftware de gestión, adaptado a la complejidad y espe-cificidad propias de la actividad de un astillero. RPSpermitirá hacer un seguimiento de los proyectos, contrael presupuesto inicial, controlando en todo momentosus plazos y sus costes, integrando a los proveedores enel proceso y gestionando toda la documentación aso-ciada al proyecto. Integrará además todos los procesosde negocio (claves y de soporte) en una única soluciónglobal.
Ibermática aportará la tecnología, la consultoría y laformación en el software RPS, colaborando en el di-seño de los cuadros de mando con sus indicadores ydefiniendo e implementando los flujos de trabajo (workflow) de los procesos para la gestión y automatizaciónde las tareas. Para la definición de los flujos de trabajose utilizará la herramienta de work flow integrada en elpropio RPS.
Con todo ello, Balenciaga se marca como objetivo ellograr un control exhaustivo y permanentemente actua-
BALENCIAGA SE MODERNIZA CON UN SISTEMA DE GESTION ADAPTADOA LA REALIDAD DE LOS ASTILLEROS
19FUNDIDORES. OCTUBRE 2014
22-9-14 FUN 209 OCT 2014_80480 F-FEBRERO 08 N 146.qxd 25/09/14 14:07 Página 19

lizado del proceso productivo, de su planificación, detodos los costes asociados a cada proyecto, integrandoa clientes y proveedores en todo el proceso de cons-trucción del buque, para garantizar a sus clientes cali-dad y plazos de entrega de los buques contratados y detoda la documentación técnica y legal asociada a losmismos. Tratará de reducir el ciclo del proceso Inge-niería-Compra, a fin de incrementar la eficiencia eco-nómica y de plazos. Y todo ello con la menor dedica-ción posible de personal en la gestión administrativa deestos procesos, eliminando información redundante ycompartiendo de manera ágil en tiempo real la infor-mación significativa entre todos los departamentos im-plicados.
RPS 2014, una nueva generación de ERP
El renovado ERP de Ibermática incorpora diversas inno-vaciones en su conceptualización y desarrollo, entre lasque destaca la capacidad de orquestación de procesos yobtención de métricas de eficiencia organizacional, así
como su potencia en gestión multiproyecto con una totalintegración con los entornos CAD.
Además, el sistema no sólo se adapta a la manera de tra-bajar de cada empresa, sino que desarrolla importantescapacidades colaborativas que integran y dan presenciaa terceros en sus procesos. Es decir, se pasa de la orien-tación al cliente a la presencia del cliente. El pulso de laempresa impacta y afecta a todos los agentes con los queésta interactúa.
Asimismo, RPS 2014 desarrolla innovadoras capacida-des de tecnología social. Los datos tienen dimensiones ylos profesionales pueden aportar en cualquier momentoa cada dato su interpretación. En otras palabras, el sis-tema promueve una labor grupal, facilitando la compar-tición, interpretación y adición de información (estructu-rada y no estructurada), integrando el conocimiento delas personas y socializando el dato, lo que aumenta laproductividad.
Servicio Lector 32 ■
20 FUNDIDORES. OCTUBRE 2014
BREVES
AIR LIQUIDE
1er SEMESTRE 2014 :PROGRESO DE LA ACTIVIDADY RESULTADOS EN LINEACON LAS PERSPECTIVAS DELANO. SE MANTIENE ELOBJETIVO 2014
Comentando el primer semestre de 2014,
Benoît Potier, Presidente-Director Gene-
ral del Grupo Air Liquide, ha declarado:
«Los resultados del Grupo en el primer se-
mestre son sólidos y conforme a nuestras
perspectivas para el año. Se benefician de
las fuentes de crecimiento que representan
las zonas de Américas y Asia-Pacífico y
más globalmente de las economías en desa-
rrollo, así como del repunte de la Electró-
nica y de la contribución de la puesta en
marcha de nuevas plantas. El nivel de acti-
vidad en Europa del Sur sigue siendo mo-
desto, pero se estabiliza. Los datos publica-
dos se ven afectados por un efecto desfavo-
rable del cambio de divisas.
La progresión del resultado traduce nuestra
capacidad de buen control de nuestros cos-
tes y de generar de forma recurrente efica-
cias sustanciales, que de forma regular con-
tribuyen a mejorar nuestro margen de ope-
raciones. El Grupo sigue adaptándose así a
la dinámica de los mercados para preparar
su crecimiento a medio plazo.
Las decisiones de inversión del semestre re-
flejan una mayor selectividad del Grupo en
los proyectos. Las inversiones industriales
en fase de ejecución se elevan 2,6 mil mi-
llones de euros, en cantidad acumulada. Tal
y como ya lo hacen las iniciativas del
Grupo en favor de la innovación y de las
tecnologías, éstas contribuirán al creci-
miento de los próximos años.
En este contexto, y salvo degradación del
entorno, Air Liquide confía en su capacidad
para realizar un nuevo año de crecimiento
del resultado neto en 2014.»
La cifra de negocios del Grupo del 1er se-
mestre 2014 se eleva a 7.506 millones de
euros, en alza con respecto al 1er semestre
2013 en +4,8 % en datos comparables.
En datos comparables, la cifra de negocios
Gases y Servicios en las economías en de-
sarrollo crece +13,9 % en el 1er semestre y
todas las actividades Gases y Servicios
están creciendo. La actividad Grandes In-
dustrias, al alza en +4,8 %, se beneficia de
la puesta en marcha de nuevas plantas, del
aumento de la demanda de hidrógeno en
los Estados Unidos para el refino, del desa-
rrollo de la química en las cuencas indus-
triales de Amberes y de Róterdam, y de una
demanda sostenida de gases del aire en
China y en los Estados Unidos. La resisten-
cia de la actividad Mercado Industrial, en
progresión de +3,5 %, viene ilustrada por
el alza de volúmenes en las economías en
desarrollo, en particular en China, la conti-
nuada recuperación de la demanda en Japón
(ventas en datos comparables: +9,6 %), y la
progresión de las ventas de helio y de gases
especiales. Este semestre está marcado por
un crecimiento robusto de la Electrónica
en +11,7 %. Viene impulsado por la pro-
gresión de las ventas de equipos e instala-
ciones en Estados Unidos, la adquisición de
Voltaix, y el éxito de la gama de precurso-
res avanzados ALOHA™ en Estados Uni-
dos y Asia.
Las ventas de Ingeniería y Tecnología
progresan con +13,7 % en datos compara-
bles mientras que el nivel de nuevos pedi-
dos refleja una mayor selectividad en los
proyectos internos y de clientes externos.
El margen operativo del Grupo mejora li-
geramente a 16,7 % (es decir + 10 puntos
de base) gracias a mejoras de eficacia
elevadas que alcanzan los 152 millones de
euros. A pesar de un incremento de las ta-
sas fiscales, el resultado neto (Group
share) se establece en 755 millones de eu-
ros, crece un +5,0 % sin efecto de cambio
ni de cesión de Anios, y de +0,4 % en va-
riación publicada. La deuda neta, que se
establece en 6.797 millones de euros, está
en ligera disminución con respecto a Junio
de 2013 especialmente gracias a un con-
trol acrecentado de los pagos sobre inver-
siones. La rentabilidad de los capitales
empleados (ROCE) de 11 %, sin efecto
cambio, mejorará a medida que vayan to-
mando mayor peso los proyectos de creci-
miento en curso.
22-9-14 FUN 209 OCT 2014_80480 F-FEBRERO 08 N 146.qxd 25/09/14 14:07 Página 20

1. ESTRUTURA E ORGANIZACAO
1.1. Breve apresentação da ISOLMONDEGO -Instalação Fornos Industriais, S.A.
Tendo iniciado a sua actividade em 2001 com 18 cola-boradores, a Isolmondego, S.A. possui actualmente umCapital Humano de cerca de 300 trabalhadores contri-buindo deste modo para a criação de riqueza e de em-prego, uma vez que emprega trabalhadores da zonaonde se insere (região centro de Portugal), do resto dopaís, bem como mão-de-obra estrangeira.
A experiência individual anteriormente adquirida pelaAdministração da empresa no mundo do refractário, aolongo de várias décadas, permitiu à Isolmondego, S.A.cimentar, moldar e alargar os conhecimentos adquiridos,bem como melhorá-los e adaptá-los ao contexto globalactual.
O core da sua actividade concentra-se em trabalhos dedemolição, reparação, manutenção e instalação de ma-teriais refractários e isolantes em todo o tipo de fornos in-dustriais e queimadores, bem como a supervisão de to-das as actividades de montagem de refractários.
Atenta às necessidades e solicitações dos seus clientes, aIsolmondego, S.A. alargou há alguns anos a sua área deintervenção comercializando também material refractá-rio, de elevada qualidade, destacando-se o betão refrac-tário e as ancoragens flutuantes. Desta forma, presta umserviço do tipo “chave na mão”, pois além de prestar oserviço de mão-de-obra especializada aos seus clientes,procede também à instalação do material que comercia-
liza, proporcionando aos seus clientes maior comodi-dade e redução global de custos.
Finalmente, a Isolmondego, SA proporciona assistênciatécnica e de prevenção aos seus clientes, qualquer queseja a situação, respondendo no mais curto espaço detempo as emergências ou situações pontuais ou planea-das que se registem na sua área de intervenção.
Prova do comprometimento da Isolmondego, S.A. comos seus clientes, é o facto de em média cerca de 90% dasobras são entregues ao cliente antes do prazo definido.
1.2. Mercado geográfico
A experiência e aperfeiçoamento adquiridos na realiza-ção das mais variadas instalações de material refractáriofazem da Isolmondego, S.A. um nome que surge imedia-tamente associado a um serviço qualificado e com solu-ções fiáveis, seja a nível nacional, seja internacional. Aactuação geográfica da empresa ao desde a sua funda-ção, centra-se no mercado europeu e nacional, tendocontudo pontualmente, já actuado noutros continentes.
Europa: Portugal, França, Espanha, Suíça, Alemanha,Roménia, Polónia, Bélgica, Itália, Holanda, Luxem-burgo, Inglaterra.
América do Sul: Argentina.
Ásia: Dubai.
Africa: Marrocos.
Em alguns dos países referidos, nomeadamente França,Suíça, Alemanha, Bélgica a Isolmondego, S.A. tem nú-mero de TVA, mandatários sociais e fiscais que prestam
MANUAL DE IDENTIDADEISOLMONDEGO – INSTALACAO FORNOS INDUSTRIAIS, S.A.
21FUNDIDORES. OCTUBRE 2014
22-9-14 FUN 209 OCT 2014_80480 F-FEBRERO 08 N 146.qxd 25/09/14 14:07 Página 21
todo o apoio necessário a que a empresa preste os servi-ços mediantes as devidas exigências específicas de cadapaís em que actue.
1.3. Situação económico-financeira
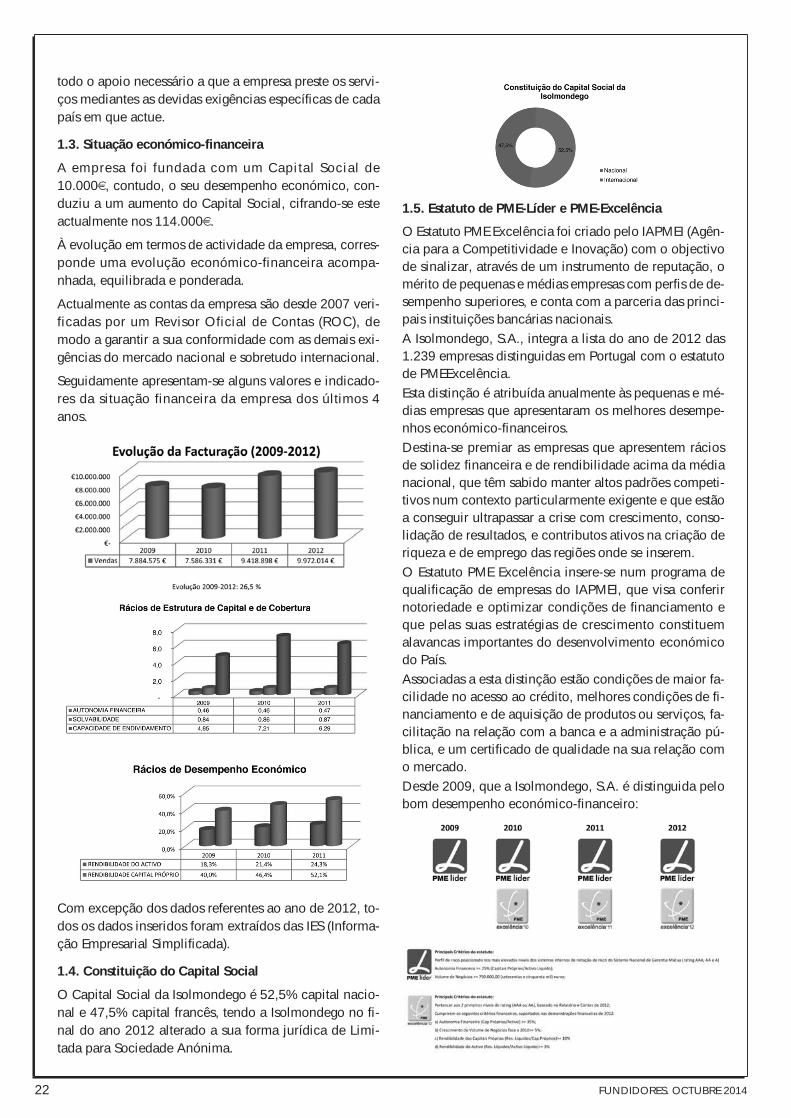
A empresa foi fundada com um Capital Social de10.000€, contudo, o seu desempenho económico, con-duziu a um aumento do Capital Social, cifrando-se esteactualmente nos 114.000€.
À evolução em termos de actividade da empresa, corres-ponde uma evolução económico-financeira acompa-nhada, equilibrada e ponderada.
Actualmente as contas da empresa são desde 2007 veri-ficadas por um Revisor Oficial de Contas (ROC), demodo a garantir a sua conformidade com as demais exi-gências do mercado nacional e sobretudo internacional.
Seguidamente apresentam-se alguns valores e indicado-res da situação financeira da empresa dos últimos 4anos.
Com excepção dos dados referentes ao ano de 2012, to-dos os dados inseridos foram extraídos das IES (Informa-ção Empresarial Simplificada).
1.4. Constituição do Capital Social
O Capital Social da Isolmondego é 52,5% capital nacio-nal e 47,5% capital francês, tendo a Isolmondego no fi-nal do ano 2012 alterado a sua forma jurídica de Limi-tada para Sociedade Anónima.
1.5. Estatuto de PME-Líder e PME-Excelência
O Estatuto PME Excelência foi criado pelo IAPMEI (Agên-cia para a Competitividade e Inovação) com o objectivode sinalizar, através de um instrumento de reputação, omérito de pequenas e médias empresas com perfis de de-sempenho superiores, e conta com a parceria das princi-pais instituições bancárias nacionais.A Isolmondego, S.A., integra a lista do ano de 2012 das1.239 empresas distinguidas em Portugal com o estatutode PMEExcelência.Esta distinção é atribuída anualmente às pequenas e mé-dias empresas que apresentaram os melhores desempe-nhos económico-financeiros.Destina-se premiar as empresas que apresentem ráciosde solidez financeira e de rendibilidade acima da médianacional, que têm sabido manter altos padrões competi-tivos num contexto particularmente exigente e que estãoa conseguir ultrapassar a crise com crescimento, conso-lidação de resultados, e contributos ativos na criação deriqueza e de emprego das regiões onde se inserem.O Estatuto PME Excelência insere-se num programa dequalificação de empresas do IAPMEI, que visa conferirnotoriedade e optimizar condições de financiamento eque pelas suas estratégias de crescimento constituemalavancas importantes do desenvolvimento económicodo País.Associadas a esta distinção estão condições de maior fa-cilidade no acesso ao crédito, melhores condições de fi-nanciamento e de aquisição de produtos ou serviços, fa-cilitação na relação com a banca e a administração pú-blica, e um certificado de qualidade na sua relação como mercado.Desde 2009, que a Isolmondego, S.A. é distinguida pelobom desempenho económico-financeiro:
22 FUNDIDORES. OCTUBRE 2014
22-9-14 FUN 209 OCT 2014_80480 F-FEBRERO 08 N 146.qxd 25/09/14 14:07 Página 22

2. QUALIDADE, AMBIENTE, SEGURANCA E OUTRASCERTIFICACOES / DISTINCOES
Desde 2008 que a Isolmondego, S.A. possui o seu Sis-tema de Gestão da Qualidade certificado pela normaISO 9001 (Certificado nº. 0 01 08557). Obteve igual-mente em 2011, a certificação do seu Sistema de Segu-rança e Saúde do Trabalho pela OHSAS 18001 (Certifi-cado nº. 2 03 08073).
Actualmente, encontra-se a implementar e certificar oSistema de Gestão Ambiental NP EN ISO 14001, tendoem vista a concretização do seu Sistema de Gestão Inte-grado (SGI/QAS).
Através da certificação dos seus Sistemas de GestãoQualidade e Segurança, a Isolmondego, S.A., melhorousignificativamente a sua capacidade organizativa, ze-lando por cumprir de forma sistemática, e em alguns ca-sos ir além do cumprimento legal de todos os requisitosobrigatórios para um bom desempenho da actividade.
Um dos principais factores de êxito da Isolmondego, S.A.ao longo dos seus anos de existência, é uma gestão efi-caz da qualidade e da segurança e saúde dos seus cola-boradores.
Relativamente às taxas de sinistralidade laboral para oano de 2012, obtiveram-se para a Taxa de Frequência(Tf) o valor de Tf=21 e para a Taxa de Gravidade (Tg) ovalor de Tg=569, valores que quando comparados comos índices de sinistralidade da OMSOrganização Mun-dial de Saúde, se verifica que a Taxa de Frequência seencontra no nível bom e a Taxa de Gravidade no nívelIntermédio.
A Isolmondego, S.A. tem ainda conseguido manter ele-vados padrões competitivos, num contexto particular-mente exigente e conseguido ultrapassar a situação ac-tual de crise, com crescimento de facturação e serviços,sendo-lhe reconhecido os estatutos PME Líder (anos de2009, 2010, 2011 e 2012) e PME Excelência (anos de2010, 2011 e 2012), aparecendo na posição 83 no ramoda construção, segundo a revista PME Líder 2012 do Jor-nal Diário Económico e na posição 9, igualmente no
ramo da construção, na região centro, segundo o JornalDiário de Coimbra.
Seguem em anexo os respectivos certificados da Quali-dade, da Segurança e Saúde do Trabalho, PME Líder2012, PME Excelência 2012 e o Manual do Sistema deGestão Integrado.
3. SISTEMAS DE GESTAO, PLANEAMENTO ECONTROLO
3.1. Sistema de Gestão
Dada a dispersão geográfica dos serviços prestados pelaIsolmondego, S.A., esta possui uma plataforma de ges-tão, que lhe permite realizar gestão de recursos emtempo real. Através desta plataforma, são geridas as se-guintes áreas:
a) Recursos Humanos
• Processos individuais de trabalhadores.• Formação contínua.• Documentos.
b) Equipamentos
• Manutenção.• Calibração.• Manuais.• Fotos.
c) Projectos / Obras
• Planeamento de recursos.• Clientes.• Centros de custo.• Gestão de recursos de obras.
3.2. Planeamento
O desenvolvimento da actividade em mercados interna-cionais, obrigou desde cedo a Isolmondego, S.A. à ne-cessidade de planear e executar de forma sustentada osseus trabalhos, de acordo com os padrões de qualidadeexigidos pelos seus clientes.
O planeamento e gestão de obras e seus recursos, éacompanhado através da plataforma electrónica (des-crita anteriormente) e em ambiente real.
Esta ferramenta permite aos responsáveis o registo, aná-lise e correcção de cronogramas de obra apresentandosempre que solicitado pelo cliente o estado em que seencontram os trabalhos na obra.
Apesar de cada obra/projecto exigir a definição de umcronograma específico, genericamente os cronogramasda Isolmondego, S.A. possuem as seguintes fases:
1. Montagem de estaleiro2. Trabalhos de demolição3. Remoção de resíduos4. Aplicação de tijolo5. Soldadura de ancoragens6. Aplicação de betão7. Desmontagem de estaleiro
23FUNDIDORES. OCTUBRE 2014
22-9-14 FUN 209 OCT 2014_80480 F-FEBRERO 08 N 146.qxd 25/09/14 14:07 Página 23

A informação de cada fase é cruzada com as restantes in-formações da obra/projecto, como por exemplo, quanti-dades de material a aplicar e disponível, sendo possívelapresentar uma previsão do material efectivamente apli-cado, e salvaguardar qualquer falha de stock e conse-quente suspensão dos trabalhos.
O sucesso desta metodologia de trabalho reflecte-se nofacto de em média 90% das obras serem entregues an-tes do prazo estipulado pelo cliente.
4. CAPITAL HUMANO
O Capital Humano, ou seja, capacidade, experiência econhecimento é hoje reconhecido como o principal ac-tivo da Isolmondego, S.A.. Num mundo de interdepen-dência global, o sucesso económico desta entidade, nãoé apenas uma questão de cálculos exactos e rigorosos,envolvendo também parâmetros não quantificáveis. Aimportância dos elementos não materiais como a forma-ção, a qualidade do serviço ou a capacidade de inovartornou-se fundamental.
4.1. Bolsa de Candidatos
A Isolmondego, S.A. possui e gere ainda uma bolsa decandidatos a emprego, que em média possui 100 possí-veis trabalhadores, que poderão ser contratados para aempresa. A admissão destes candidatos está sujeita aocumprimento dos requisitos de acesso e frequência eaprovação de Formação Inicial.
4.2. Distribuição de recursos humanos por tipo defunção
Actualmente a Isolmondego, S.A. conta com um CapitalHumano aproximado de 300 trabalhadores, que se dis-tribuem globalmente da seguinte forma:
Apresentamos uma equipa técnica polivalente, com es-pecialistas em montagem de material refractário, cofra-gem, gunitagem/projecção de betão, soldadura, demoli-ção manual e mecânica, supervisão, entre outras técni-cas.
Apresenta-se de seguida a evolução do número de cola-boradores ao longo dos anos 2009, 2010, 2011 e 2012.
A mais-valia técnica dos trabalhadores é o principal fac-tor de reconhecimento da Isolmondego, S.A., a aposta naformação técnica, em higiene e segurança no trabalho,novas tecnologias e línguas, tem permitido aos colabora-dores e consequentemente à empresa, evoluírem e im-pulsionar o crescimento da Isolmondego, S.A. para no-vos mercados internacionais.
4.3. Formação Inicial
Sempre que um novo colaborador é admitido, este é re-cebido com uma formação de acolhimento na empresa,onde lhe é transmitido o plano de prevenção, a políticada qualidade, ambiente e segurança, os riscos a que po-derá estar exposto e as respectivas medidas de preven-ção, os seus direitos, deveres e obrigações enquanto tra-balhador da Isolmondego, S.A..
4.4. Formação Contínua
Por entender que a valorização do capital humano é es-sencial para o crescimento sustentado e o progresso daempresa, e apesar de o grau de instrução da maior partedos trabalhadores ser baixo (à semelhança do sector emque actua), a Isolmondego, S.A. aposta fortemente naformação dos seus trabalhadores, visando a ampliaçãodos seus conhecimentos e o aperfeiçoamento de técni-cas e de comportamentos, o que lhes dá condições paraque possam desempenhar com competência as funçõesdiariamente exigidas, melhorando e acrescentando valore qualidade ao trabalho efectuado.
No âmbito do quadro de pessoal de Isolmondego, SA,contam-se ainda 3 trabalhadores habilitados com o Ní-vel 6 do curso de Técnico Superior de Higiene e Segu-rança do Trabalho.
24 FUNDIDORES. OCTUBRE 2014
22-9-14 FUN 209 OCT 2014_80480 F-FEBRERO 08 N 146.qxd 25/09/14 14:07 Página 24

4.5. Principais Entidades Formadoras
De forma a garantir a qualidade do processo formativo, aIsolmondego, S.A. selecciona criteriosamente as entida-des formadoras para ministrar a formação. Em todos oscasos, a formação é dada por formadores certificadoscom CAP / CCP, e sempre que possível a formação tam-bém é ministrada por entidades formadoras certificadaspela DGERT (Direcção Geral do Emprego e das Relaçõesde Trabalho). Apresenta-se de seguida uma listagem dealguns cursos de formação contínua, com a indicação daentidade formadora habitual, duração e validade do cer-tificado/credenciação.
Sempre que aplicável a formação em sala é complemen-tada com utilização de equipamentos e simulação prá-tica com utilização de equipamentos como:
- Extintores.
- Andaimes.
- Empilhadores.
- Manequim de primeiros socorros.
- Aparelhos de soldar.
- Máquinas de estaleiro.
5. INSTALACOES, EQUIPAMENTOS EINSTRUMENTOS
5.1. Instalações – Área administrativa
A Isolmondego, S.A. possui os seus serviços administrati-vos situados na Figueira da Foz, em instalações comcerca 2.000m2 onde se encontram os serviços:
- Financeiros.
- Administrativos.
- Comerciais.
- Armazém.
- Oficina.
Dispõe ainda de frota própria, garantindo aos seus clien-tes, uma rápida mobilização e transporte de trabalhado-res, equipamentos e materiais para paragens programa-das ou situações de emergência.
5.2. Instalações / Equipamentos – Produção
Ao nível de produção, a Isolmondego, S.A. dispõe de umnúmero de equipamentos em quantidade e variedadeque lhe permite operar em várias e diversas tipologias deobras.
Contudo, e caso se verifique necessário, procede à equi-pamentos específicos para fazer face a situações e ne-cessidades concretas.
A título de exemplo de equipamentos existentes na em-presa, destacamos o multi-o-ring. Este equipamento per-mite a montagem de tijolo refractário em fornos indus-triais cilíndricos, com vantagens no que respeita a opti-mização da produção, e acréscimo significativo desegurança para os trabalhadores.
Todos os equipamentos de que a Isolmondego, S.A. dis-põe estão conforme a directiva comunitária máquinas,pelo que está em condições de trabalhar nos mais varia-dos sectores da sua área de actuação.
Apresentam-se de seguida alguns dos equipamentos deprodução existentes:
• Multi-o-ring;• Máquina de Gunitar / Máquina de projectar betão re-
fractário;• Betoneiras;• Máquinas de cortar tijolo refractário (c/ disco dia-
mante);• Empilhadores multifunções;• Vibradores para betão;• Martelos pneumáticos;• Máquinas para demolição (“mini-giratórias” etc.);• Bobcat;• Aparelhos de soldar;• Serras circulares de mesa;• Serras circulares e tico-tico;
25FUNDIDORES. OCTUBRE 2014
22-9-14 FUN 209 OCT 2014_80480 F-FEBRERO 08 N 146.qxd 25/09/14 14:07 Página 25

• Misturadoras de cola;• Berbequins;• Quadros Eléctricos;• Acumuladores de ar;• Rebarbadoras;• Guinchos eléctricos;• Andaimes;• Contentores de material.
De um modo geral, possuímos toda a ferramenta e pe-quena maquinaria apropriada para o correto e eficientedesempenho da nossa actividade.
5.3. Seguro (prevenção)
Além do seguro obrigatório dos trabalhadores, qualquer ser-viço executado pela Isolmondego, S.A., está coberto por:
- Seguro de obras e montagens: 1.000.000€
- Seguro de responsabilidade civil: 1.000.000€
6. FORNECEDORES E ORCAMENTACAO
6.1. Gestão de Fornecedores
O processo de compras encontra-se definido e descritono âmbito do Sistema de Gestão da Qualidade certifi-cado da Isolmondego, que se resume da seguinte forma:
O processo de aquisição surge das actividades desenvol-vidas na Isolmondego, S.A., à ruptura do stock de deter-minado bem, a uma obra/serviço que necessite de alter-nativas ou novas tecnologias de que a organização nãodispõe.
Sempre que detectada a necessidade, o responsável con-tacta o fornecedor, consultando previamente a Lista deFornecedores Qualificados.
Os fornecedores são qualificados mediante a sua pon-tuação nos critérios definidos e que evidenciem a melhorcombinação com o cumprimento dos requisitos legais(SST e Ambientais) aplicáveis aos seus produtos/serviços,e são distribuídos por grupo em função dos produtos/ser-viços:
Compra de Máquinas/EquipamentosAluguer de Equipamentos
EPI’s (Equipamentos de Protecção Individual)Manutenção de EquipamentosServiços Externos de Consultoria e afins
No que respeita à avaliação de fornecedores, estes estãosujeitos a uma avaliação contínua quanto à sua capaci-dade para fornecer os produtos/serviços, quanto à varie-dade, qualidade e preço, bem como ao cumprimentodos prazos e condições de entrega e cumprimento de ou-tros requisitos aplicáveis.
6.2. Subcontratos
O regime, o tipo e o grau de exigência dos serviços pres-tados pela Isolmondego, S.A., por norma não prevê asubcontratação de qualquer produto ou serviço. A Isol-mondego, S.A. nos serviços que executa é a única enti-dade responsável pela prestação dos serviços adjudica-dos.
6.3. Orçamentação
A actuação num mercado geográfico bastante diversifi-cado aliado à diversidade de serviços prestados e indús-trias e clientes, com necessidades e dimensões diferen-tes, levam a que a Isolmondego, S.A. diariamente sejaconfrontada com unidades de medida muito diferentes.
Neste contexto, os preços unitários são expressos emfunção da indústria e da solicitação do cliente.
Não obstante a utilização de qualquer outra métrica, écomum o uso das seguintes unidades:
- metro linear (ml) de trabalho/aplicação/demolição;
- metro quadrado (m2) de trabalho/aplicação/demolição;
- metro cúbico (m3) de trabalho/aplicação/demolição;
- tonelada (ton) de trabalho/aplicação/demolição.
Mediante solicitação do cliente, é ainda possível execu-tar o serviço em função de orçamento a apresentar. Nes-tes casos o orçamento obedece às indicações/informa-ções do cliente, ou quando se justifique é enviado umtécnico da Isolmondego, S.A. ao local que permita a re-dacção do referido orçamento.
Servicio Lector 33 ■
22-9-14 FUN 209 OCT 2014_80480 F-FEBRERO 08 N 146.qxd 25/09/14 14:07 Página 26

27FUNDIDORES. OCTUBRE 2014
FOUNDRY CONGRESS MEXICO 2015
Report of Foundry congress Mexico 2014 was publishedin our previous edition (readhttp://metalspain.com/fundidores-jul2014.htm )
Next Foundry Congress in México in Querétaro,the main developing place in Mexico – and the safest, isMay 28th 2015, Mexicohttp://metalspain.com/FUNDICIONmexico-foundry.htm
Stand 399 euros
IMPORTANT SUCCESS OF FOUNDRYCONGRESS BILBAO 2014
Very interesting Foundry event with conferences andstands of main international Foundry suppliers. See photosin the first pages of this edition.
In 2015, the congress is September 17th, Hotel BarcelóNervión****
Stand: 390 euros
Register: 95 euros ( Conferences, Lunch, coffee break,documentation, visit of stands)
Information: http://metalspain.com/foundry-bilbao.html
Contact: [email protected]
RESIDUE-FREE CASTINGS WITH MIRATEC TSFROM ASK CHEMICALSTOP SURFACE TECHNOLOGY INCREASES OEMSUPPLIER EXCELLENCE
As a partner to the automobile industry, foundries areunder the pressure of ever increasing demands. Animportant component in the competitive environment isthe casting of engine blocks with a minimum amount of
coating residue. Coating residues in the cavities of theengines tend to clog the filters prematurely and endangerquality standards. For this reason, and to lengthen theservice life of an engine, coating residue is limited to 300mg per engine block.
Since it is impossible to shot-blast the fine geometries thatare found in water jackets and oil galleries, high demandsare made for the use of coatings to produce absolutelyflawless castings with a minimum of coating residue. Indifficult cases, even an investment must be made in aspecial washing machine in order to meet the demandsOEMs are making, which increases costs for the foundryand reduces productivity.
MIRATEC MB high-solids coatings based on alumina-silicate were specially developed for the significantreduction of shot-blasting time and to eliminatepenetration and veining defects. Now, MIRATEC TopSurface Technology goes a step further. The innovativetechnology provides excellent anti-veining and anti-penetration features and also has special peel-off features.The formula makes the coating virtually peel away fromthe cast part after pouring, solidification and cool down.This makes it possible to meet the demands of OEMswithout having to invest in additional equipment andaccept losses in productivity.
Many foundries now use MIRATEC TS coatings to producecomplex parts in the most cost-effective way possible.SEM investigations have proven the peel-off effect ofMIRATEC TS. The pictures from the scanning electronmicroscope provide clear proof that the coating flakes offfrom the cast part, leaving a very clean and nearly residue-free surface.
22-9-14 FUN 209 OCT 2014_80480 F-FEBRERO 08 N 146.qxd 25/09/14 14:07 Página 27

28 FUNDIDORES. OCTUBRE 2014
GREDE MEXICO ALLIANCE BOLSTERS FUTUREWORKFORCE
Grede’s NovoCastoperation hasformed a strategicalli- ance with oneof Mexico’s leadinguniversities to at-
tract students to eventually fill key jobs in its Mexicanfoundries.
The tie-in with Universidad Autónoma de Nuevo León(UANL) in Monterrey and its
engineering college calls for hiring the top four studentsduring their senior year to work as part-time employ- eesat Grede’s NovoCast operations over the follow- ing twoyears.
They will work on a rotatingbasis in four areas: mold- ing,melting, processes anddesign. Each will have amentor and will develop aproject every six months onwhich their performance willbe evaluated.
VERY INTERESTING EQUIPMENT FROMLIONSTECH (WUXI) MACHINERY CO.,LTD.
Bigger Sand core the biggest Shell core machine in theworld, 44” and 150kgs sand core/mold.
Faster Running speed 24 seconds / mould, 743 moulds in8 hours / worker /machine.
Easier and Safety Operation.
Lower consumption in Energy.
Less occupied of venue.
TISAMATIC IN MEXICO
Tisamatic, subsidiary of theGrupo Industrial Saltillo (GIS),opened a second foundry in SanLuis Potosi, Mexico investing$65 million. The new plantdoubles total capacity at the siteto 120,000 metric tons/year with230 people.
With Tisamatic and Cifunsa,another subsidiary, GIS has atotal metalcasting capacity of240,000 metric tons/year. Itshigh-precision gray and ductileiron automotive castings includeengine blocks and parts fordrivetrains, brakes, and chassissystems.
The new plant is focused onexporting 90% castings to
automakers in North and South America, Europe and Asia.
According to GIS chief executive José Manuel Arana,“This new facility has several critical points thatdifferentiate us,” with quality control functions formoldmaking, metal pouring, and controlled cooling ofcast parts.
22-9-14 FUN 209 OCT 2014_80480 F-FEBRERO 08 N 146.qxd 25/09/14 14:08 Página 28

29FUNDIDORES. OCTUBRE 2014
NEW ERA IN FOUNDRY TECHNOLOGYM. NiyaziAkdas, Kadir Alpar, Engin Ergin
Abstract
The secondary metallurgy application is rather rare infoundry sector, where, typically, the process route isdirectly casting the steel melted in induction furnaces upto 20 tons capacity. This process route limits the castingsize and limits the metallurgical treatments only to somealloying. Decarburization, desulphurization, degassing arevirtually impossible.
Being the largest steel foundry in Turkey with total 35.000ton/year steel casting capacity, AKDAS has decided toimplement new State-of-the-Art Ladle Furnace andvacuum degassing to increase the maximum liquid steelcapacity of 240 tons and also increase quality of theproduct..
Thanks to its' well-proven success, Turkish engineeringand manufacturing company, CVS Technology, waschosen to implement this particular project. Having LFand VD/VOD design of the in-house technologies andworldwide experience, CVS offers the best solution for anyplant requirements, to meet the customers demand forincreased productivity, increased quality and lowconversion costs.
The recent secondary metallurgy application of Akdas hasstarted a new era for the induction furnace basedfoundries. The LF unit is used to increase the size ofcastings up to 3 times, providing a liquid steel buffer withprecise temperature control. Combined with the VD/VODunit, the range of steel qualities is extended almostunlimitedly, while allowing cheap, low quality rawmaterial input. Being the worldwide engineering partnerfor minimills, CVS Technology company has designed,manufactured and succesfully commissioned thesecondary metallurgy facilities at Akdas in Ankara.
1. Introduction
As the leader of the sector in Turkey with the startup of thenew foundry the total casting capacity is increased to35.000 tpy and ranked as one of the three largestfoundries in Europe based on annual steel casting capacityas well as single piece size. Akdas, who has celebrated32th anniversary this year serves to its customers with twofoundries, two machine shops and one weldingfabrication shop. The total closed area is 70.000 m² andwill be increased to 85.000 m² within 2 years .Heavyduty foundry & machine shop enables the company tocast and machine high integrity castings up to 150 tonesnet weight through its remarkable 240 tones liquid
capacity. Together with the highest technology, secondaryrefinement practice and heavy duty machining capabilityup to 13m in diameter, Akdas is unrivalled today.
AKDAS FOUNDRY 2 has following Product mix
Single piece castings weighing up to 150 t (130 t if VDapplied, 110t if VOD applied) will be cast.
85% of 35.000tpy capacity will be steel castings of anysteel grade, including high alloy steels, stainless steels,duplex stainless steels. 15% will be nodular iron and grayiron castings.
Pieces to be cast:
o Mining Industry; Various large crusher & mill parts.
o Cement Industry; Large grinding mill parts, kiln tires,kiln gears etc.
o Energy Sector; Hydro-power plant turbine, gas turbineand steam turbine parts, coal mill parts.
o Marine & off-shore sector; Dredging pump parts etc.
o Iron & steel industry; Mill housings, slag pots, rollchucks etc.
o And many other large size steel castings required byother sectors.
Figure 1: Layout of Akdas Foundry 2 in the Industrial Area of Ankara.1. Scrap Bay; 2. Induction Furnaces; 3. LF and its related units*; 4.VD/VOD and its related units*; 5.Vacuum Pumps Room *; 6. LadlePreheater/Drier *; 7. Machine Shops; 8. Core Preparation Area;9. Moulding and Pouring Area; 10. Moulding Area.* Units Supplied by CVS Technologies.
22-9-14 FUN 209 OCT 2014_80480 F-FEBRERO 08 N 146.qxd 25/09/14 14:08 Página 29

30
Some particular equipment like giant crushers ofconcentration plants, power plants etc. need heavy weightcastings. The liquid steel needed for those large castingswere supplied by Electric Arc Furnaces in the past.
The concept applied in Akdas is new for Foundrytechnology since for the first time the liquid steelproduced in two 30-35 ton capacity induction furnacesare combined in one ladle to have totally 70 ton liquidsteel for VD application. The process flow is shown inFigure 2.
Maximum 240 t liquid steel (if not VD/VOD applied)could be collected in 3 ladles to produce 150t net weightsingle casting (Figure 3).
Figure 2: Process flow to produce 70 tons vacuum degassed steel witha 30-35 tons induction furnace.
Figure 3: Process flow (without VD/VOD) to cast a 240 t liquid steelrequiring steel casting with 2 x 30-35 t and 2 x 10 t induction furnaces.
Figure 5. The lay-out of the LF and VD/VOD units of Akdas.
2. LF unit
Together with the LF of Akdas, a new secondarysteelmaking process application has been started ininduction furnace based large scale steel castingfoundries.
The CVS ladle furnace process distinguishes itself due toits developed slag technology and its submerged arcprocess. Necessary metallurgical treatments of steel withextended time requirements in large size inductionfurnace based foundries are thus transferred from theinduction furnace to LF.
In the past years, CVS’s ladle metallurgy furnace (LF)projects were highly successful. A considerable number ofsingle ladle metallurgy furnaces, both small and big heatsize, were successfully started up. CVS’s LF design allowsthe production of a wide range of steel grades in highproductivity steel plants – either oxygen or electricsteelmaking plants – where tap to tap times are in therange of 25-35 minutes.
CVS’s LF design concepts meet any layout specialrequirements thanks to the different solutions availableand great experience gained by installing more than 40units worldwide ranging from 8 to 180 t heat size.
Ladle Furnace (LF) designedfor best efficiency, shortertreatment time and betterprocess control thanks tosome technologies such as:
- Lower electrodeconsumption thanks tohigher electric yield andspecial roof design.
- Chemical and Thermal homogenization of bath thanks tothe ladle bottom gas stirring
system with easy control of stirring intensity.
- Alloy feeding port on ladle roof yields for better analysisadjustment.
- Wire injection technology for inclusion shape controland flotation to increase steel
cleanliness.
- More flexible operation thanks to special design materialhandling system.
2.1. Ladle Furnace of Akdas Foundry
Liquid steel from induction furnace is tapped into 80 tonsladle to process at ladle furnace. Heats as small as 30-35 tcan be treated using a smaller ladle. While the liquid steelin the first ladle is treated in ladle furnace, inductionfurnace(s) continue melting down and tap the produced
Figure 6: Ladle Furnace.
FUNDIDORES. OCTUBRE 2014
22-9-14 FUN 209 OCT 2014_80480 F-FEBRERO 08 N 146.qxd 25/09/14 14:08 Página 30

31
steel into the ladle(s) until reaching to the tonnagerequired by the mould to be cast. By this method, castingsize of the foundry is increased up to 3 times.
The ladle furnace acts as a buffer between melting andcasting, being able to compensate for operational delays.It increases the flexibility of the technological process.
Saving of energy, precise temperature control, precisecomposition control, high desulphurization degree,increased cleanliness of the steel, are other mainadvantages for Ladle Furnace operation.
It ensures a precise steel temperature control. The targetsteel temperature can be easily controlled within ±3˚Crange.
The chemical composition of the steel can be trimmedvery precisely; the ferroalloy consumption is optimizedusing an automated material feeding system.
Advanced desulphurization is possible: during plant trials,30 ppm of sulfur with 70 – 75% desulphurization degreewere recorded.
In addition to the advantages of ladle furnace alone, if thefoundry has also a VD/VOD unit, it will be possible toproduce any large casting with any steel quality that couldever be cast.
3. VD/VOD unit of Akdas
The unit is the first application of VOD process in Turkey.It is destined to economically produce a wide range oflow carbon ferritic, austenitic and duplex stainless steelgrades.
Figure 7. Sectional view of Akdas LF.
VOD process benefitted of a wide range of improvementsand upgrades since the technology development inwritten during 60s. The mechanical pump is the lastnewcomer in the field, dramatically reducing energyconsumption and improving unit availability. Themechanical pump is especially suited for small or specialfacilities like Akdas, where large steam quantities are notreadily available and the available space for installingequipment is limited.
The unit is equipped with a water cooled oxygen lance,temperature measurement and sampling
device capable to operate under vacuum and a double-bell alloying hopper.
3.1 Dry pump system
The vacuum pump is a hybrid. t consists of:
• Two liquid ring pumps with variable port discharge,used during oxygen blowing
• A 3 stage dry vacuum pump system (Edwards – UK) with4 HV40000. Roots boosters backed up by 4 HV8000Roots and 4 IDX1300 dry screw pumps.
The LRPs are used during oxygen blowing due to theirinherent safety in handling hot or dangerous explosive gasmixture. On the other hand, an LRP using water as serviceliquid cannot obtain safely pressure values lower than 33mbar(a).
The dry system is employed in VD (vacuum degassing) orVCD (vacuum carbon de-oxidation) The dry vacuumpumps became recently an accepted technology in thesecondary metallurgy. It combines the low energyconsumption – an order of magnitude lower than steamejector based vacuum pump with “push-button” vacuumavailability.
During test, the specific electric energy consumption ofthe hybrid system ranged in 0.5 – 0.7 kWh/t liquid steelfor a VD process. For VOD process, the specific electricalenergy consumption is 3.5 – 5 kWh/t, according toprocess time requirements.
FUNDIDORES. OCTUBRE 2014
22-9-14 FUN 209 OCT 2014_80480 F-FEBRERO 08 N 146.qxd 25/09/14 14:08 Página 31

A new method of Rootsboosters speed controlwas designed and tested.The Roots boostersspeed is controlled viaVariable FrequencyDrives. While the Rootsmechanism is veryeffective in conveyinglarge gas quantity, thus
resulting in great pumping speed, the pump is not a “true”compressor. Due to the fact that the compression isperformed at the pump outlet, in this point the gastemperature will increase. The heat of compression ispartially transferred to the rotors and the pump case.While the pump case is air cooled, the rotors arethermally insulated by the vacuum. The rotors will tend toexpand at a greater rate than the case, cancelling the smalltolerances between rotors and case. This is an undesiredphenomenon that can lead to major damage of the pump.
By operating the booster:
• The pump capacity will be kept at maximum “safe” limit
• The Roots boosters cannot overheat
• The control system will automatically adapt the speed toany process condition (gas load); even accidents(example: sudden increase in gas load due to a vacuumsealing failure; accidental opening of a valve) aretolerated – the control system will automatically slowdown the pumps to safe speed
4. Conclusion
A modern 80 t LF unit enables Akdas to increase themolten steel capacity from 80 t to 240 t. The LF, coupledwith a VD/VOD unit, extends the steel grades range tovirtually any steel quality, including sophisticated stainlesssteel grades, while keeping operational costs low. TheVD/VOD unit employs a state-of-the-art hybrid dry and
LRP mechanical pump system, making use of advantagesof both vacuum creation technologies.
Using the advantage of its secondary metallurgy units,Akdas has already produced a 155 tons casting; thebiggest to date in Turkey.
120 TON DIE CASTING MACHINE WITH CFRAME INJECTION SYSTEM, LARGERCASTING AREAProducing high quality machines has long been ourcompany’s primary concern. We have been dedicated toquality assurance since its inception and as a result of itwe have earned great recognition. We have asophisticated machine shop consisting of indigenous aswell as imported machines. All the materials are testedand inspected at various stages of production. All ourmachines are extensively tested for trouble freeperformance prior to despatch. This ensures accurate,efficient and reliable performance of the equipmentmanufactured by us.
Changes in the new 120 ton
1. Optionof C FRAME injection system
2. Tie bar distance425*425 mm (sameas 160 ton diecasting machine)
3. Hydraulics (same as160 ton die castingmachine)4. Electricals (same as
160 ton die casting machine)5. A/C drive available for lesser power consumption6. Automatic Plunger lubrication system7. Automatic Lubrication System
Ancillary Equipment
1. Auto Ladler Machine2. Auto Sprayer Machine3. Auto Extractor Machine
The above equipment is available for display our Manesarplant.
S.S. ENGINEERING WORKS is also channel partners ofthe ABB Robotic division for Automation Equipment fordie casting purpose.
32 FUNDIDORES. OCTUBRE 2014
22-9-14 FUN 209 OCT 2014_80480 F-FEBRERO 08 N 146.qxd 25/09/14 14:08 Página 32

ATHERM
SOLUTIONS FOR MELTED ALUMINUM.
HEAT PACK, A SOLUTION TO REDUCEMAINTENANCE TIME
SEPT 2014, FOUNDRY CONGRESS
33FUNDIDORES. OCTUBRE 2014
22-9-14 FUN 209 OCT 2014_80480 F-FEBRERO 08 N 146.qxd 25/09/14 14:08 Página 33

34 FUNDIDORES. OCTUBRE 2014
22-9-14 FUN 209 OCT 2014_80480 F-FEBRERO 08 N 146.qxd 25/09/14 14:08 Página 34

THE NEW BOARD OF UCIMU-SISTEMI PERPRODURRE IN OFFICE FOR THE PERIOD2014-2016The 2014 general assembly of UCIMU-SISTEMI PERPRODURRE, held on the 1st of July, coincided with therenewal of the association’s Board of Directors.
Luigi Galdabini (GALDABINI, Cardano al Campo VA) wasre-elected to lead the association for a two-year periodlasting from 2014 to 2016.
The Vicepresidents will be Sergio Bassanetti (D’ANDREA,Lainate MI), Massimo Carboniero (OMERA, ChiuppanoVI) and Riccardo Rosa (ROSA, Rescaldina MI).
Following directors will sit in the board: DomenicoAppendino (PRIMA INDUSTRIE, Collegno TO),Alessandro Batisti (PAMA, Rovereto TN), Mauro Biglia(BIGLIA, Incisa Scapaccino AT), Barbara Colombo (FICEP,Gazzada Schianno VA), Stefano Dal Lago (CMS, ZognoBG), Filippo Gasparini (GASPARINI, Mirano VE), PatriziaGhiringhelli (GHIRINGHELLI, Luino VA), Veronica Just(MILLUTENSIL, Milano), Marco Livelli (JOBS, Piacenza),Giuseppe Sceusi (MARPOSS ITALIA, Bentivoglio BO),Tomaso Tarozzi (IEMCA GIULIANI MACCHINE ITALIA,Faenza RA), and Director Emeritus Dante Speroni(SPERONI, Sostegno di Spessa Po, PV).
35FUNDIDORES. OCTUBRE 2014
22-9-14 FUN 209 OCT 2014_80480 F-FEBRERO 08 N 146.qxd 25/09/14 14:08 Página 35

FUNDICION DE ALUMINIO
Se busca un Ingeniero Metalúrgico para la planta deFederal Mogul en Puebla, México, para el area de
Fundición de Aluminio. Contactar con [email protected]
JOHNSON CONTROLS PLANTA TLAXCALABUSCA TALENTO
Líder de lanzamiento de proyectos, experiencia de al menos5 años en lanzamiento de nuevos proyectos en la industria
automotriz. Inglés avanzado, alemán intermedio alto.Interesados por favor contactarme por este medio
Looking for Manufacturing Quality Team Leader,MEXICO Juárez. +5 years experience in automotive
manufacturing, English 100%, desirable German. Sendyour resume to [email protected]
TÉCNICO DE MANTENIMIENTO
Zona de trabajo: Querétaro, col. Industrial la LomaEscolaridad: Técnico Electromecánico
Experiencia: 2 años mínimo dando soporte técnico adespachadores de estaciones de servicio, supervisión de
insumos y repuestos, verificación de entrega de refaccionesusadas a almacén, atención de requerimientos preventivos.
Sueldo: $12,000 + Prestaciones de leyContacto directo por Skype: rene-marin o por
correo: [email protected] o aplica en el link,http://ow.ly/AkyRm
WE NEED A MELT SHOP MANAGER /MANAGEROF MELTING (ELECTRIC ARC FURNACE) FOR IN
Sherry BurnsManaging Partner, HB Consultants
Responsible for all aspects of the steel melting operationsincluding Electric Arc Furnace operations, Ladle
Metallurgical Furnace, scrap processes. Manage all MeltShop personnel ( plant has USW union). Responsible forsafety, cost, quality, and productivity of the melt shop. 5
years of experience in the management of an EAFsteelmaking melt shop. BS degree preferred. US citizensonly. Salary commensurate with experience. Employer
matched 401-K retirement plan. Health, prescription drug,dental, vision and life insurance benefits. Paid vacation
Bonus Plan. Email your information as a word attachmentto [email protected]
AJAX TOCCO MAGNETHERMIC®,is seeking a capital equipment Sales Engineer to develop
new business and build on relationships with currentcustomers in the UK and Europe. The successful candidate
will plan and execute all duties related to the booking of
orders for induction heating & melting equipment in thefoundry, heat treating, bar & tube (OCTG & API), steel
processing, strip heating, forging & forming, and vacuuminduction melting industries.
Aptitudes y conocimientos deseados
5 to 10 years of successful field sales experience with anengineering degree or equivalent experience is required, as
is regional travel. Qualified candidates will possessoutstanding communication and interpersonal skills. We
offer excellent benefits and compensation is commensuratewith experience.
https://www.linkedin.com/jobs2/view/21878078?trk=eml-b2_anet_digest-group_jobs-4-job-0
PROCESS ENGINEER POSITION AVAILABLE INTHE MIDWEST
Position Description:
The Melt Shop Process Engineer is a “hands-on” positionthat requires close collaboration with the EAF and Caster
Operators and Operations Management. Candidates for thisposition must possess a degree in Metallurgy or have
equivalent experience. A minimum of 5 years’ experienceworking as a Process Engineer in steel making is required.
Viable candidates must be comfortable with new andspecial product development, failure analysis and process
data collection.
Responsibilities:• Assist in the development of new products and define
specific melting, refining and casting standardpractices to achieve proper chemistries and steel
cleanliness control.
• Oversee slab quality evaluation programs (scarfing)with tie back to scrap mix utilization. Serve as a key
player in the Scrap Quality Management System workingclosely with other engineers and Melt Shop
Operations.
• Work with Operations to improve Slab Yard logistics andslab handling.
• Involvement in all CAPEX project work at caster and slabyard where there are product quality elements.
• Serve as an operational resource as needed forfailure analysis and investigations in casting operational
issues (general supporting role to theOperations group).
• Must be proficient with databases, MS products, andmass scale data analysis, including capability to interpret
analytical results.
• Generate improved efficiency of casting processes andsystems and work with Automation resources to improve
caster data collection.
• Generate interim manual data collection systems asneeded and maintain slab quality performance
measurements.
• Analyze downstream Hot Strip Mill and other customerdata to make process improvements in slab quality.
Please send all resumes/referrals [email protected]
Más informaciones en http://metalspain.com/empleo.htm
36 FUNDIDORES. OCTUBRE 2014
22-9-14 FUN 209 OCT 2014_80480 F-FEBRERO 08 N 146.qxd 25/09/14 14:08 Página 36

GRANALLADORA DE GANCHO DE OCASIÓN
– MARCA: ALJU– MODELO: REGINA 161-A– INTERIOR TODO DE MANGANESO– TOTALMENTE REVISADA Y GARANTIZADA.
GRANALLATECNICTel. 93 715 00 00 FAX 93 715 11 52
Email: [email protected]
RELACION DE EQUIPAMIENTOS
2 Maquinas de Moldeo INT. ALONSO m/ JA-2Automáticas revisadas CE
2 HIDRÓMETROS marca SPACE-PGF-3, para el control de la humedadde la tierra en verde.
1 PARRILLA de desmoldeo medidas 2500 x 2500 mm
1 VENTILADOR SOPLANTE DE 18.000 m3 con caseta insonora
2 VENTILADORES SOPLANTES de 12.000 y 18.000 m3
1 SIN FIN. 1.900 mm entre ejes. 230/400 V. 3 Kw. 1.500 rpm.
1 POLIPASTO monorail motorizado de 4 Tns. Marca JASO.
1 MEZCLADORA continúa OMEGA 22 (9Tn.)
1 MEZCLADORA OMEGA Spartan 20P (20 Tns.)
1 MEZCLADORA articulada continua IMF (12/15 Tn.)
1 MESA COMPACTADORA (1000 X 800 mm)
1 ELECTROIMAN, para manipulación de piezas hasta 200 Kgs.
1 RECUPERADORA MECÁNICA, 12 Tns/hora y parrilla de2500 x 2500 x 10 Tns.
1 Espectómetro SPECTROCAST. 19 Canales para hierro Laminar,esferoidal y aceros Bajo Aleados. Sistema OperativoMicrosoft MS-DOS
1 Pulidora de probetas para laboratorio. Marca MEDUR.
1 Lijadora madera (modelistas).
Motores eléctricos de varias potencias
VIBRADORES URBAR
EUSKATFUND, S.L.Pol. Ind. GoiainC/. Padurea 8
Telf.945465581 Fax.94546595301170 Legutiano (Álava)
E-mail: [email protected]
Sr. Juan Medina. Móvil 649 961497
Info: http://metalspain.com
ROTARY FURNACE - 10 TON -ready for sale
second hand, completely renewed by CIFE IMPIANTIand CIFE IMPIANTI guaranteed. ready for sale.
BUHLER DIECASTING MACHINES ( USED)
We are looking to buy second hand BUHLER coldchamber diecasting ( 4 pcs) as follows: 1.) BUHLER
SC 840 - 900 tons 2.) CARAT 105 or BUHLER SC 1000tons If possible including peripheral equipment; *
Holding/dosing furnace * Ladle * Sprayer *Trimmpress Machines from the years 2000-2003 Any
offer is welcome. Regards, Andre Schreuder Schreudergieterij Techniek [email protected]
37FUNDIDORES. OCTUBRE 2014
22-9-14 FUN 209 OCT 2014_80480 F-FEBRERO 08 N 146.qxd 25/09/14 14:08 Página 37

FUNDIDORES. OCTUBRE 201438
PARA ESTAR PRESENTE EN ESTARÚBRICA:
enviar un email a:[email protected]
Tel: 91 576 56 09
22-9-14 FUN 209 OCT 2014_80480 F-FEBRERO 08 N 146.qxd 25/09/14 14:08 Página 38

FUNDIDORES. OCTUBRE 2014 39
GUIA
22-9-14 FUN 209 OCT 2014_80480 F-FEBRERO 08 N 146.qxd 25/09/14 14:08 Página 39

FUNDIDORES. OCTUBRE 201440
GUIA
22-9-14 FUN 209 OCT 2014_80480 F-FEBRERO 08 N 146.qxd 25/09/14 14:08 Página 40