why lean & six sigma fail - matt r final · 5 s’s, visual workplace continuous, one-piece...
TRANSCRIPT

Why Lean & Six Sigma Fail
Matt Rigerman
Director – Operations & Quality
Reichert, Inc.

Overview for the night
“Why Lean & Six Sigma Fail”
� For many companies that start down the path of implementing the Continuous Improvement tools of Lean powered with Six Sigma, early wins and great intentions are not enough to sustain the program.
� Far too often, these tools for improvement are left by the wayside only to become the famous “jargon” or “flavor of the month” that lead to failure.
� The material presented during this dinner meeting will focus on common pitfalls many organizations see during implementation of Lean Six Sigma and learn some key ways to sustain the movement.
� As we will learn, Lean Six Sigma is not a sprint but a marathon, requiring management support and full organizational buy-in. Presentation content
provided by Thom Marraand Matt Rigerman

Also known as the Toyota Production System
In its most basic form, the systematic elimination of waste (muda)
Implementing the concepts of flow and pull into production systems
Began as Lean Manufacturing:
Benefits of lean production systems can include as high as 50% lower production costs, 50% less personnel, 50% less time to field new products, higher quality, and
higher profitability.
Lean Enterprise “Tools”:� 5 S’s, Visual Workplace� Continuous, One-Piece Workflow� Customer Pull, Kanban� Mistake Proofing
Lean Background
� Waste Elimination� Quick Changeover� Kaizen

� Infrequent set-ups� Long runs� Functional focus � If it ain’t broke, don’t fix it � Specialized workers,
engineers and leaders� Good enough to meet
requirements� Run it, repair it� Layoff� Management directs� Penalize mistakes� Make the schedule
� Quick set-ups� Short runs� Product focus� Fix it so it doesn’t break� Flexible – skilled
employees� Never “good enough,”
continuous improvement� Do it right the first time� New opportunities� Leaders teach� Re-train� Make quality
Traditional Enterprise Lean Enterprise
Traditional vs. Lean:

What does it take to be ‘Lean?’

Started at Motorola
Set of tools to solve complex problems
Focused on MSE, Defect Reduction, Variation Reduction
Origins of Six Sigma:
Six Sigma Background

Focused Problem Solving Methodology – DMAIC
Management Methodology - DMAIC
Origins of Six Sigma:
Six Sigma Background

Comparable goals• Reduce cost and waste• Add value to bottom line• Satisfy the customer• Reduce defects and errors
Critical involvement at all levels• Management commitment, supports effort• Technical expertise involved • Predominantly team-based
Similar/common methods• Process maps (value stream mapping)• Evaluate current processes• Benchmark/consider alternatives• Develop alternatives• Implement and evaluate effects• Review and improve
Relationship Lean & Six Sigma

Lean Pitfalls
� Oversimplifies complex processes
� Has no tools for defect detection and elimination
� Speeding up a process without reducing the defects does not improve the process
� Speeding up one part of the process without looking at the rest of the process can result in failure of the entire system
� Example:
� Non-Conforming Material Process

Non-Conforming Material

Non-Conforming Material

Six Sigma Pitfalls
�Management
�Lack of executive management
support and direction
�Six Sigma Black Belts / Green Belts
maintain their current jobs with added
project work (e.g. two systems)
�Lack of process owner support
�Every improvement effort treated as a
Six Sigma project
Six Sigma Pitfalls
�Projects�Lack of a deployment strategy
�Project selection is not driven by corporate strategies and therefore lacks full management support
�Teams and duration of projects are too large and long respectively
�Scope creep

Six Sigma Pitfalls
�Training, teams and culture�Lack or insufficient training
�Wrong tool selection / incorrect data analysis (normal v non-normal)
� Incorrect measurement
� Inappropriate selection of team members
�Teams don’t meet frequent enough
�Strong cultural bias against improvement

Is this data NORMAL?
1st Quartile 6.6000
Median 7.0000
3rd Quartile 7.3000
Maximum 8.4000
6.9476 7.0361
6.9000 7.0000
0.4931 0.5559
A-Squared 1.44
P-Value <0.005
Mean 6.9918
StDev 0.5226
Variance 0.2731
Skewness 0.207860
Kurtosis -0.221422
N 538
Minimum 5.7000
Anderson-Darling Normality Test
95% Confidence Interval for Mean
95% Confidence Interval for Median
95% Confidence Interval for StDev
8.48.07.67.26.86.46.0
Median
Mean
7.0507.0257.0006.9756.9506.9256.900
95% Confidence Intervals
Data Set 1
Graph by Matt Rigerman
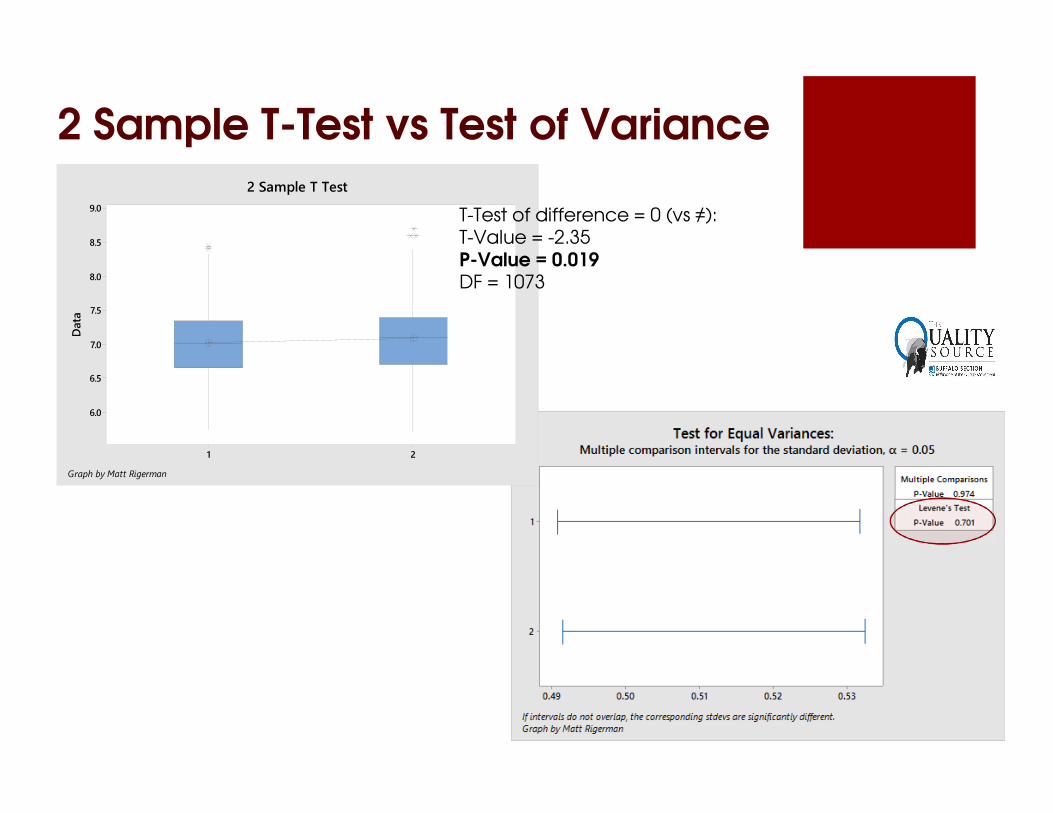
2 Sample T-Test vs Test of Variance
21
9.0
8.5
8.0
7.5
7.0
6.5
6.0
Data
2 Sample T Test
Graph by Matt Rigerman
T-Test of difference = 0 (vs ≠): T-Value = -2.35 P-Value = 0.019 DF = 1073

So how do we Sustain?
�Gain Top Management Support
�Start Small – build upon success
�Management Review process -Report regularly at all levels of the organization

So how do we Sustain?
�Engage outside help to start, sustain / build from within
�Benchmark other companies or internal businesses
�Make part of the daily rhythm of the organization

MDIManage for Daily Improvement
�Daily stand up meetings across the entire organization
� Increases cross-functional and vertical levels of communication
�Engages all members of the organization
�Platform for Visual Management
�Ties in Lean Six Sigma efforts

�Linkages� Provides clarity of goals and objectives� Cascades key performance measurements� Links activities at all levels of the organization
�Communication� Promotes daily 2-way communication� Enables real-time visibility of performance
�Continuous Improvement� Encourages problem-solving in the moment� Focusses on improving performance every day
22
Why Implement MDI?

MDI Tiered Structure
Cross Functional Report Outs
CellTier 1 CellCellCellCellCell
Tier 2
Site WideTier 3

MDI Process
Culture
�View problems as opportunities
�Employees are accountable for their tier level performance
�Drive problem solving to the lowest level (challenge what gets escalated)
�Communication flows up and down the tiers
� Leaders coach appropriately
�Employee development

MDI Process
Meetings
�Stand-up format
� Located at the MDI Tier Board
�Daily, always at the same time
�Brief (15 minute max)
�Defined agenda and participants
�Content is updated prior to the meeting
�Come prepared and start on time

MDI – Getting Started
�Determine tier structure
�Just start - don’t spend days or weeks trying to get it right the first time
�Design with the intent to change
�The tier process will evolve over time
“Good, better, best. Never let it rest. 'Til your good is better and your better is best.”

Wrapping it Up
�Lean Six Sigma can yield tremendous benefits
�There are pitfalls that can be avoided
�Utilize the MDI Process - visual management and continuous improvement