lean management and kanban system
TRANSCRIPT

LEAN MANAGEMENT & KANBAN SYSTEM
Semester Project for
Operations Management
Bachelors of Management Studies
Submitted By
Gaurav Singh, Parmeet Singh, Pragya Sarin,
Pratishta Gupta, Sanyam Khetarpal, Satya Mathur

LEAN MANAGEMENT INTRODUCTION
• Lean manufacturing or lean production, often simply "lean", is a systematic method
for the elimination of waste ("Muda") within a manufacturing system.
• Lean also takes into account waste created through overburden ("Muri") and waste
created through unevenness in work loads ("Mura").
• Working from the perspective of the client who consumes a product or service,
"value" is any action or process that a customer would be willing to pay for.
• The purpose of lean is to remove all forms of waste from the value stream.
• Waste includes cycle time, labor, materials, and energy.
• The chief obstacle is the fact that waste often hides in plain sight, or is built into
activities.

LEAN MANAGEMENT ORIGINS
• Henry Ford pioneers Mass Production System
• World War 2 forces need of flexibility, altered existing process of managing operations
• 1972 Oil Crisis put severe pressure on manufacturing systems, customers demanded
higher quality at lower price, more customization, faster delivery
• Over a period of two decades, Japanese manufacturers developed set of tools and
techniques
• Proponents include Toyota and Kawasaki

LEAN MANAGEMENT BENEFITS
• Lean manufacturing delivers an insurmountable competitive
advantage over competitors who don't use it effectively.
• Lower production cost higher profits and wages
• Cost avoidance flows directly to the bottom line.
• Supports ISO 14001 and "green" manufacturing
• Reduction of material waste and associated disposal costs
higher profits
• Shorter cycle times: make-to-order vs. make-to-stock

LEAN MANAGEMENT PHILOSOPHY
• Value Added (VA), Non Value Added (NVA) and Necessary but Non Value
Added (NNVA)
• Waste: Any process or set of activities that does not add value as perceived
by the customer is classified as waste. Consists of both NVA and NNVA
• Value Stream: All activities that need to be performed (VA and NNVA) from
the time the customer order is received to the time the order is fulfilled
• Lean Management: Creating a channel for value stream by eliminating waste
from system

LEAN MANAGEMENT - WASTE
A systematic approach to the identification and elimination all forms of waste from the value
stream is required.
The original seven muda are:• Transport (moving products that are not actually required to perform the processing)
• Inventory (all components, work in process, and finished product not being processed)
• Motion (people or equipment moving or walking more than is required to perform the processing)
• Waiting (waiting for the next production step, interruptions of production during shift change)
• Overproduction (production ahead of demand)
• Over Processing (resulting from poor tool or product design creating activity)
• Defects (the effort involved in inspecting for and fixing defects)

JUST IN TIME (JIT) MANUFACTURING
A philosophy of continuous improvement that puts emphasis on prevention rather than correction, and demands a company wide focus on quality.
• Focus on simplicity of operations
• Continuous improvement
• Flexibility - to adapt to changes in environment

JIT PRINCIPLES
• Eliminate waste
• Remove variability
• Improve throughput
• Quality Management• Production Management• Supplier Management• Inventory Management• Human Resource Management
JIT CONCEPT

CONTINOUS FLOW PRODUCTION
Flow with JIT
Traditional Flow
CustomersSuppliers
CustomersSuppliers
Production Process (stream of water)
Inventory (stagnant ponds)
Material
(water in
stream)

• Communication Techniques• Completion of task-Kanban• Problem- Andon or siren/light
• Stopping the process if something goes wrong
• Preventive Maintenance
COMMUNICATION TECHNIQUES

• Quality Management• Production Management• Supplier Management• Inventory Management• Human Resource Management
JIT MANUFACTURING PRINCIPLES

ROLE OF INVENTORY REDUCTION

• Quality Management• Production Management• Supplier Management• Inventory Management• Human Resource Management
JIT MANUFACTURING PRINCIPLES

• Self-Inspection of work
• Diversified Employees• Absenteeism• To eliminate boredom in process
• Management Support and Empowerment of workforce
HUMAN RESOURCE MANAGEMENT
PUSH AND PULL SCHEDULING
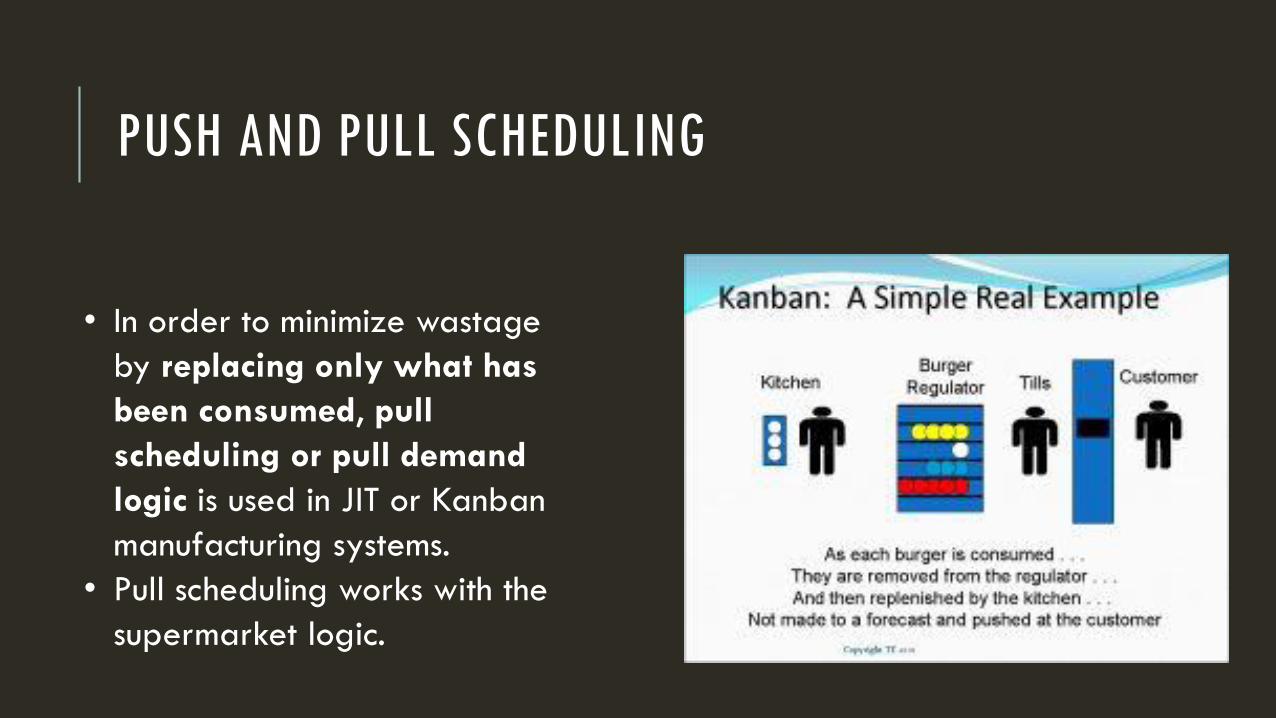
• In order to minimize wastage
by replacing only what has
been consumed, pull
scheduling or pull demand
logic is used in JIT or Kanban
manufacturing systems.
• Pull scheduling works with the
supermarket logic.
PULL SCHEDULING
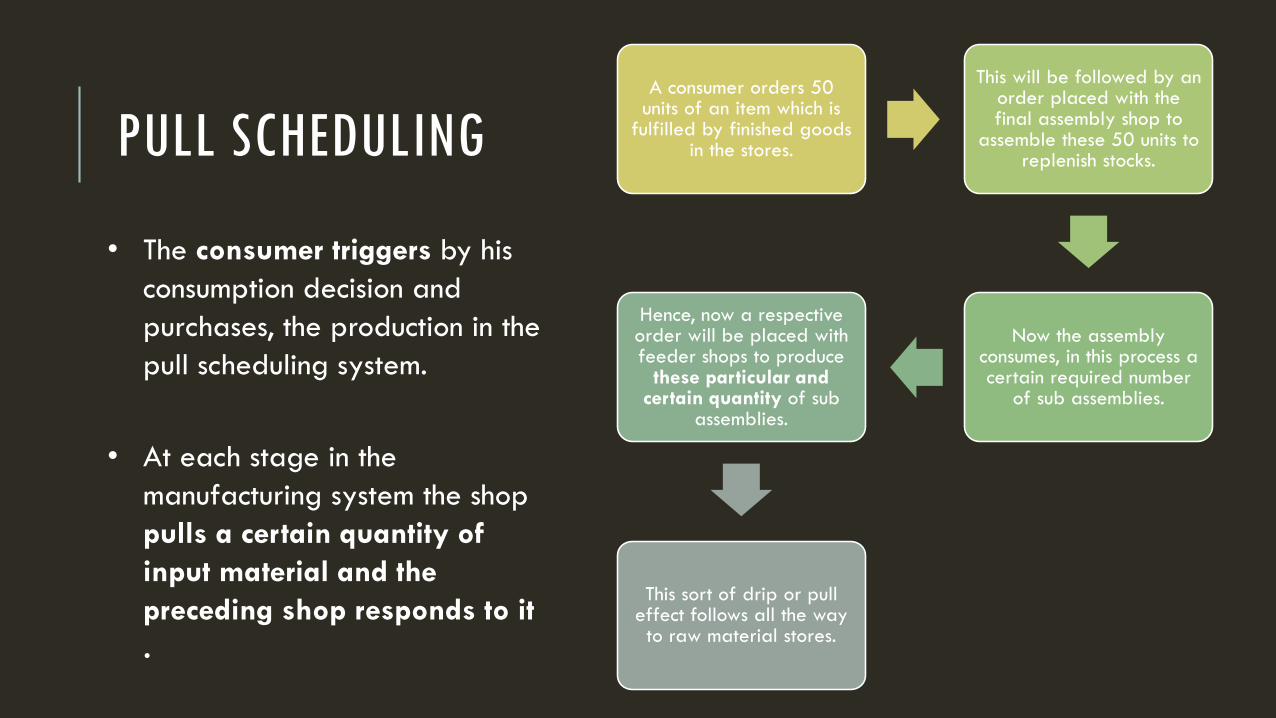
• The consumer triggers by his
consumption decision and
purchases, the production in the
pull scheduling system.
• At each stage in the
manufacturing system the shop
pulls a certain quantity of
input material and the
preceding shop responds to it
.
A consumer orders 50 units of an item which is
fulfilled by finished goods in the stores.
This will be followed by an order placed with the final assembly shop to
assemble these 50 units to replenish stocks.
Now the assembly consumes, in this process a certain required number
of sub assemblies.
Hence, now a respective order will be placed with feeder shops to produce
these particular and certain quantity of sub
assemblies.
This sort of drip or pull effect follows all the way to raw material stores.
PUSH SCHEDULING
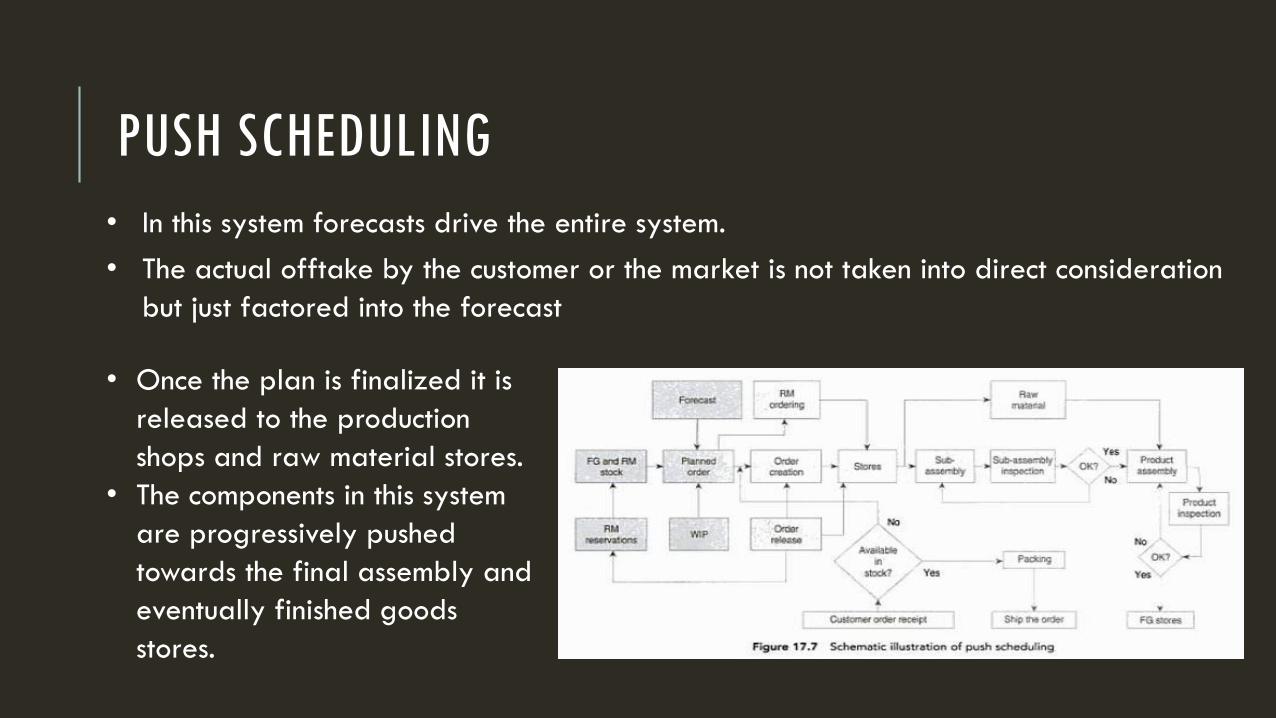
• In this system forecasts drive the entire system.
• The actual offtake by the customer or the market is not taken into direct consideration
but just factored into the forecast
• Once the plan is finalized it is
released to the production
shops and raw material stores.
• The components in this system
are progressively pushed
towards the final assembly and
eventually finished goods
stores.
DECIDING BETWEEN PUSH & PULL
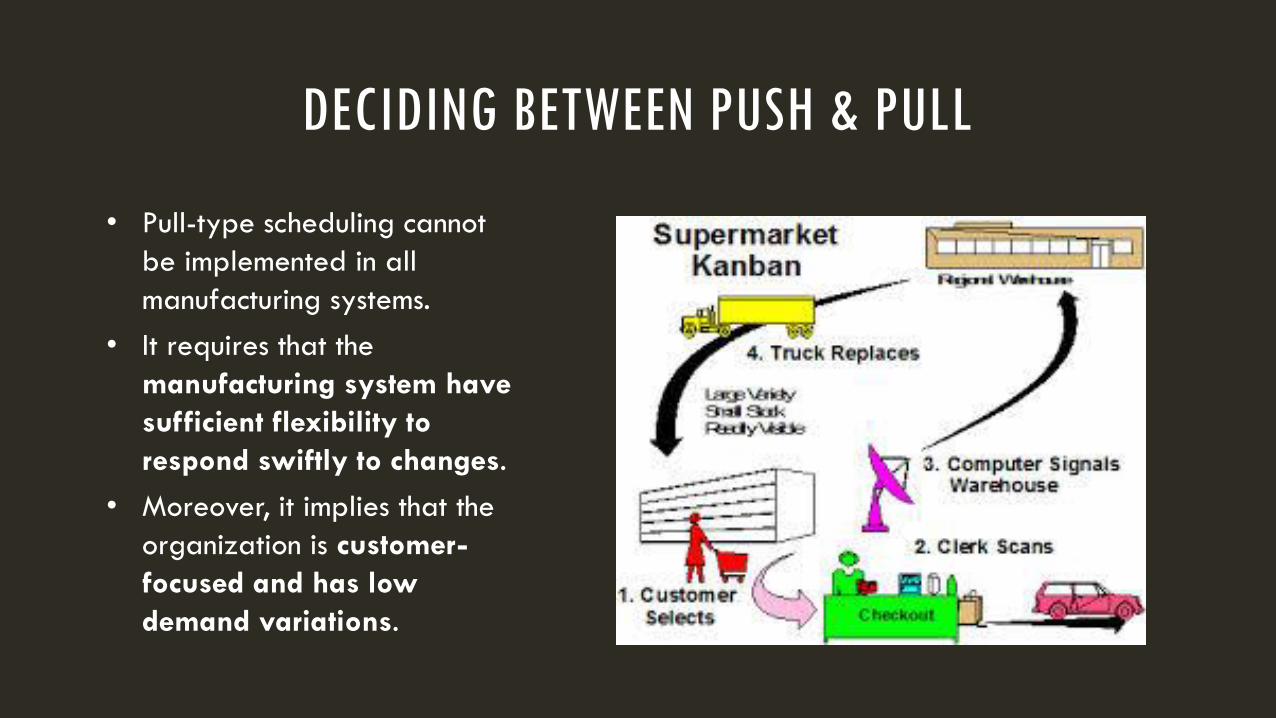
• Pull-type scheduling cannot
be implemented in all
manufacturing systems.
• It requires that the
manufacturing system have
sufficient flexibility to
respond swiftly to changes.
• Moreover, it implies that the
organization is customer-
focused and has low
demand variations.

DECIDING BETWEEN PUSH & PULL
• On the other hand, if the manufacturing system works with long lead time and a
greater emphasis on utilization-based measures of performance, the push method of
scheduling may be appropriate.
• However, since the actual customer demand is not directly incorporated into the
scheduling exercise, build-up of inventory may take place in a push system
• Moreover, an organization practising push-scheduling tends to be internally focused

RESPONSIBILITIES AND PROBLEMS
Push – Centrally scheduled and
problems are hiddenPull – Responsibility on
operating personnel and a visible urgency is created
in case of shortfall

KANBAN Literally means visual record
KanbanBecause Japanese that’s why!

Kanban
• A supermarket stocks the items needed by its customers when they are needed in the quantity needed, and has all of these items available for sale at any given time.
• By having the next process (the customer) go to the preceding process (the supermarket) to retrieve the necessary parts when they are needed and in the amount needed, it was possible to improve upon the existing inefficient production system.
• No longer were the preceding processes making excess parts and delivering them to the next process.
Inspired by American Supermarkets!

Kanban uses PULL SCHEDULING.Which is better than push scheduling, actually.

DUAL CARD Kanban SYSTEM
• Also known as the Toyota Kanban System
• More useful in large-scale, high variety manufacturing facilities.
• In this system, each part has its own special container designed to hold a precise quantity of that part.
• Two cards are used: production & conveyance Kanban

• Irrespective of the type of Kanban, each of cards have basic information about the
item, its specifications, details about the preceding and succeeding process and the
quantity of items associated with each such Kanban.
• P-Kanban basically serves as the authorization for production of the number of
items indicated in the Kanban. For example, if a P-Kanban has the indicated
quantity to be 40 units, then each such P-Kanban serves as an authorization for the
work centre to manufacture 40 units.
• In a similar fashion, a C-Kanban serves as the authorization to move that many units
from the preceding process to the succeeding process, where it is used for
processing.
DUAL CARD Kanban SYSTEM WORKING

• A more convenient system for manufacturing facilities requiting less variety in their parts
• It’s simply a dual-card kanban system with the absence of the production kanban and designated stock points.
SINGLE CARD Kanban SYSTEM

SOME STRUCTURAL FEATURES OF THE MANUFACTURING SYSTEM:
1
Preceding and Succeeding Processes

SOME STRUCTURAL FEATURES OF THE MANUFACTURING SYSTEM:
2
Inbound buffer
SOME STRUCTURAL FEATURES OF THE MANUFACTURING SYSTEM:
3
outbound buffer

Kanban POST

DUAL CARD Kanban PROCESS
Step 1 The succeeding process begins one cycle of production as soon as P-Kanbans and empty containers are
available.
One P-Kanban is drawn from the Kanban post and an empty container is picked up from the outbound buffer.
Step 2In order to begin production, one full container with an attached C-Kanban is moved from the inbound buffer
area to the processing area.
The C-Kanban is detached from the container and displayed at the Kanban post.
Production of components begins.
Step 3As production is completed, the P-Kanban is attached to the full container of finished item and the container is
moved to the outbound area.
Similarly, the empty container (since all components are used up for manufacturing) is moved back to the
inbound buffer area.

DUAL CARD Kanban PROCESS
Step 4One empty container from the input buffer area of a succeeding process and a C-Kanban from the Kanban
post of the succeeding process will be taken to the outbound buffer area of the preceding process for
replenishment.
Step 5Swapping of Kanban cards between containers takes place at the outbound buffer area of the preceding
process.
What this means is that the P-Kanban attached to the full container will be replaced by C-Kanban.
Step 6As a result of this swapping operation, the full container and C-Kanban will return to the inbound buffer area
of the succeeding process.
Step 7The empty container will be placed in the outbound buffer area of the preceding process.
The P-Kanban will be displayed at the Kanban post of the preceding process.

DUAL CARD Kanban PROCESSStep 4One empty container from the input buffer area of a succeeding process and a C-Kanban from the Kanban
post of the succeeding process will be taken to the outbound buffer area of the preceding process for
replenishment.
Step 5Swapping of Kanban cards between containers takes place at the outbound buffer area of the preceding
process.
What this means is that the P-Kanban attached to the full container will be replaced by C-Kanban.
Step 6As a result of this swapping operation, the full container and C-Kanban will return to the inbound buffer area
of the succeeding process.
Step 7The empty container will be placed in the outbound buffer area of the preceding process.
The P-Kanban will be displayed at the Kanban post of the preceding process.

STANDARD CONTAINERS
Generally container of small quantities are recommended
The thumb rule is to have about 10 percent of daily demand as per the quantity of the container.

NUMBERS OF KANBAN
Demand rate = D
Number of Kanbans = K
Production lead time = P
Conveyance lead time = C
Safety factor = α
Container size = Q
K =D(P+C) (1+ α)/Q
IMPROVEMENT OPTIONS
•Step improvement
•Ramp improvement
•Hybrid improvement

CONTINUOUS IMPROVEMENT
Means a positive change in the working conditions in an operating system leadingto better performance evident from key performance measures on an ongoing basis
Systematic
Optimizes available resources, technology and capacity
Reduces wastage
Operational efficiency
Iterative increments
Business, Manufacturing, Business processes like marketing finance and CRM.
FEATURES

RADICAL IMPROVEMENTAlso known as the step improvement process
There is a sudden and dramatic shift in the performance of the system
happens due to innovations in technology pertaining to the operations and substantialupgradation of the capacity of the existing system
FEATURESQuality
Low production cost
Sporadic but Substantial change
Steel and Petrochemical processes.
Innovation
Economies of Scale
Investments required
High productivity

THE CONTINUOUS IMPROVEMENT PROCESS
Set up a measurement methodology for assessing
the quantum of Improvement
Equip employees
with tools and techniquesCreate
appropriate Organizational
Structure
Monitor improvements
Create a Context for continuous
improvement

THE CONTINUOUS IMPROVEMENT PROCESS
• Process mapping
• Non value added analysis
• Business Process Reingineering
• QC tools
• Kaizen
TOOLS

KAIZEN
1. Seiri, or sort
2. Seiton or set in order
3. Seiso or scrub
4. Seiketsu or standardize
5. Shitsuki or sustain

THE CONTINUOUS IMPROVEMENT PROCESS
• Task Force
• Quality Circles
• SGIA
• Visual Control Aids
ORGANIZATION

CHALLENGES IN LEAN IMPLEMENTATION
• Supply chain issues
• Employee development
• Cultural and human issues
• Technological challenges