weldability of the superalloys haynes 188 and hastelloy x ... · pdf filematec web of...
TRANSCRIPT

MATEC Web of Conferences 14, 13006 (2014)DOI: 10.1051/matecconf/20141413006c© Owned by the authors, published by EDP Sciences, 2014
Weldability of the superalloys Haynes 188 and Hastelloy X by Nd:YAG
Jeremie Graneix1, Jean-Denis Beguin1, Francois Pardheillan2, Joel Alexis1,a, and Talal Masri1
1 Universite de Toulouse, LGP, ENIT/INPT, 47 avenue d’Azereix, BP. 1629, 65016 Tarbes Cedex, France2 Exameca, 64121 Serres Castet, France
Abstract. The requirements for welded aircraft parts have become increasingly severe, especially in terms ofthe reproducibility of the geometry and metallurgical grade of the weld bead. Laser welding is a viable methodof assembly to meet these new demands, because of automation, to replace the manual TIG welding process. Thepurpose of this study is to determine the weldability of Hastelloy X and Haynes 188 alloys by the butt weldingprocess with a Nd:YAG laser. To identify the influential parameters of the welding process (laser power, feedrate, focal diameter and flow of gas) while streamlining testing, an experimental design was established withthe CORICO software using the graphic correlation method. The position of the focal point was fixed at 1/3 ofthe thickness of the sheet. The gas flow rate and the power of the beam have a major effect on the mechanicalproperties and geometry of the weld. The strength of the weld is comparable to that of the base metal. However,there is a significant decrease in the elongation at break of approximately 30%. The first observations of the crosssection of the weld by scanning electron microscopy coupled with EBSD analysis show a molten zone presentingdendritic large grains compared to the equiaxed grains of the base metals without a heat affected zone.
1. Introduction
Solid-solution-strengthened alloys Haynes 188 and Hastel-loy X have good oxidation resistance, good mechanicalproperties at high temperature and a significant formabil-ity, sine qua criteria for the choice of materials for theproduction of turbojet combustion chambers, which is partof this study [1].
The requirements for welded aeronautical parts havebecome increasingly severe, especially in terms of thereproducibility of the geometry and metallurgical-gradefillet weld. Laser welding is a viable method of assemblyto meet these new demands by automation and toreplace manual TIG welding. Given the multitude ofinput parameters and the complexity of the phenomenainvolved, the implementation of an experimental designapproach is required [2,3]. The purpose of this study isto determine the field of the homogeneous weldability ofalloys Hastelloy X and Haynes 188 by welding with aNd:YAG laser and to determine the relationships amongthe parameters, mechanical properties and microstructure.The effects of the process parameters, such as weldingpower, welding speed, focal beam diameter and the flowrate of the inert gas, on the geometrical shape of fillet weldsare studied.
a Corresponding author: [email protected]
Table 1. Chemical composition of the Hastellloy X (wt%).
Ni Cr Co Mo W Fe Mn Si CBal 22.1 1.38 9.0 0.45 18.7 0.66 0.35 0.07
Table 2. Chemical composition of the Haynes 188 (wt%).
Ni Cr Co La W Fe Mn Si C22.0 22.0 Bal 0.03 14.0 3.0 1.25 0.35 0.1
2. Base metals and experimentalprocess2.1. Base metals
The alloys studied are the nickel-chromium-molybdenumalloy Hastelloy X and the cobalt-nickel-chromium-tungsten alloy Haynes 188, whose compositions are given,respectively, in Table 1 and Table 2. The sheet metals arein the annealed condition: they were heat treated between1150 ◦C and 1175 ◦C and cooled rapidly. Treatment andcooling were conducted under a protective atmosphere [2].Their thickness is 1.2 mm.
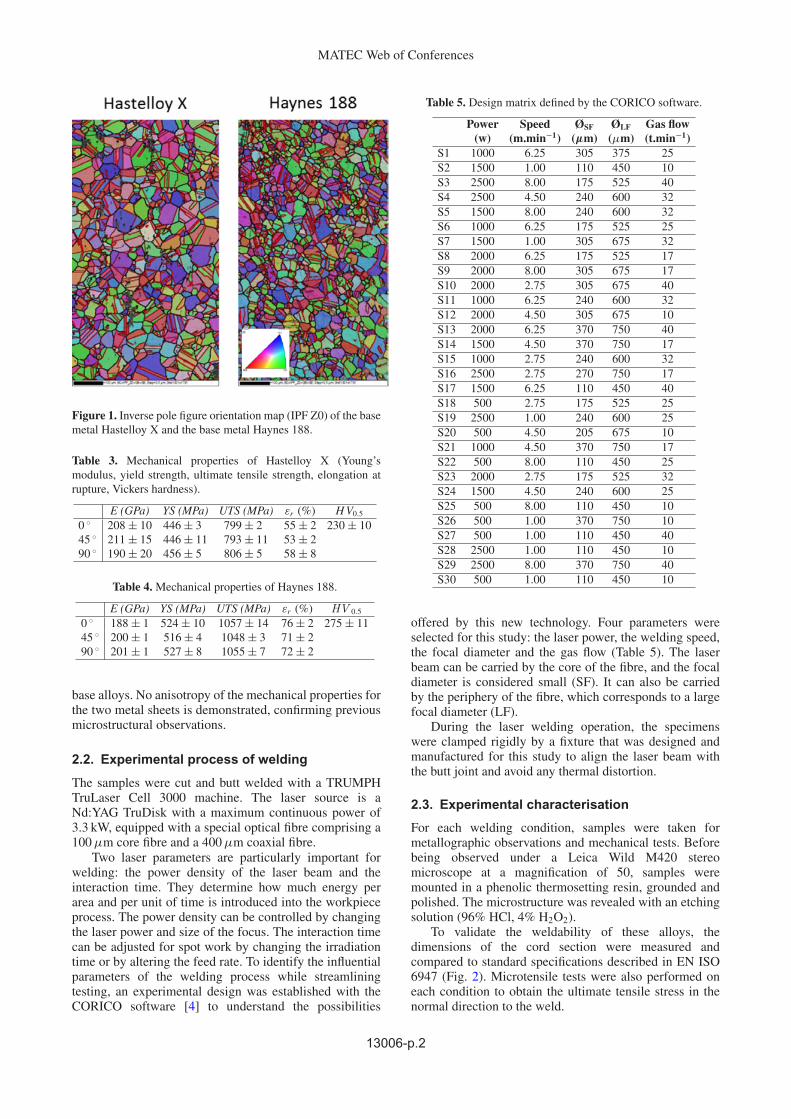
The microstructures have been studied from obser-vations by optical microscopy and scanning electronmicroscopy (FEG-SEM JEOL 7000F) coupled withEBSD analysis (OXFORD Nordlys Fast camera). Themicrostructure consists of equiaxed grains of average sizebetween 100 and 150 µm for Hastelloy X and between 70and 100 µm for the Haynes 188 regardless of the planeplate studied (Fig. 1). Neither plate shows texture.
The tensile mechanical properties in different direc-tions in the plane RD-LT have been determined for the
This is an Open Access article distributed under the terms of the Creative Commons Attribution License 4.0, which permits unrestricted use, distribution,and reproduction in any medium, provided the original work is properly cited.
Article available at http://www.matec-conferences.org or http://dx.doi.org/10.1051/matecconf/20141413006
MATEC Web of Conferences
Figure 1. Inverse pole figure orientation map (IPF Z0) of the basemetal Hastelloy X and the base metal Haynes 188.
Table 3. Mechanical properties of Hastelloy X (Young’smodulus, yield strength, ultimate tensile strength, elongation atrupture, Vickers hardness).
E (GPa) YS (MPa) UTS (MPa) εr (%) H V0.5
0 ◦ 208 ± 10 446 ± 3 799 ± 2 55 ± 2 230 ± 1045 ◦ 211 ± 15 446 ± 11 793 ± 11 53 ± 290 ◦ 190 ± 20 456 ± 5 806 ± 5 58 ± 8
Table 4. Mechanical properties of Haynes 188.
E (GPa) YS (MPa) UTS (MPa) εr (%) HV 0.5
0 ◦ 188 ± 1 524 ± 10 1057 ± 14 76 ± 2 275 ± 1145 ◦ 200 ± 1 516 ± 4 1048 ± 3 71 ± 290 ◦ 201 ± 1 527 ± 8 1055 ± 7 72 ± 2
base alloys. No anisotropy of the mechanical properties forthe two metal sheets is demonstrated, confirming previousmicrostructural observations.
2.2. Experimental process of welding
The samples were cut and butt welded with a TRUMPHTruLaser Cell 3000 machine. The laser source is aNd:YAG TruDisk with a maximum continuous power of3.3 kW, equipped with a special optical fibre comprising a100 µm core fibre and a 400 µm coaxial fibre.
Two laser parameters are particularly important forwelding: the power density of the laser beam and theinteraction time. They determine how much energy perarea and per unit of time is introduced into the workpieceprocess. The power density can be controlled by changingthe laser power and size of the focus. The interaction timecan be adjusted for spot work by changing the irradiationtime or by altering the feed rate. To identify the influentialparameters of the welding process while streamliningtesting, an experimental design was established with theCORICO software [4] to understand the possibilities
Table 5. Design matrix defined by the CORICO software.
Power Speed ØSF ØLF Gas flow(w) (m.min−1) (µm) (µm) (t.min−1)
S1 1000 6.25 305 375 25S2 1500 1.00 110 450 10S3 2500 8.00 175 525 40S4 2500 4.50 240 600 32S5 1500 8.00 240 600 32S6 1000 6.25 175 525 25S7 1500 1.00 305 675 32S8 2000 6.25 175 525 17S9 2000 8.00 305 675 17S10 2000 2.75 305 675 40S11 1000 6.25 240 600 32S12 2000 4.50 305 675 10S13 2000 6.25 370 750 40S14 1500 4.50 370 750 17S15 1000 2.75 240 600 32S16 2500 2.75 270 750 17S17 1500 6.25 110 450 40S18 500 2.75 175 525 25S19 2500 1.00 240 600 25S20 500 4.50 205 675 10S21 1000 4.50 370 750 17S22 500 8.00 110 450 25S23 2000 2.75 175 525 32S24 1500 4.50 240 600 25S25 500 8.00 110 450 10S26 500 1.00 370 750 10S27 500 1.00 110 450 40S28 2500 1.00 110 450 10S29 2500 8.00 370 750 40S30 500 1.00 110 450 10
offered by this new technology. Four parameters wereselected for this study: the laser power, the welding speed,the focal diameter and the gas flow (Table 5). The laserbeam can be carried by the core of the fibre, and the focaldiameter is considered small (SF). It can also be carriedby the periphery of the fibre, which corresponds to a largefocal diameter (LF).
During the laser welding operation, the specimenswere clamped rigidly by a fixture that was designed andmanufactured for this study to align the laser beam withthe butt joint and avoid any thermal distortion.
2.3. Experimental characterisation
For each welding condition, samples were taken formetallographic observations and mechanical tests. Beforebeing observed under a Leica Wild M420 stereomicroscope at a magnification of 50, samples weremounted in a phenolic thermosetting resin, grounded andpolished. The microstructure was revealed with an etchingsolution (96% HCl, 4% H2O2).
To validate the weldability of these alloys, thedimensions of the cord section were measured andcompared to standard specifications described in EN ISO6947 (Fig. 2). Microtensile tests were also performed oneach condition to obtain the ultimate tensile stress in thenormal direction to the weld.
13006-p.2

EUROSUPERALLOYS 2014
Figure 2. Geometry conditions with respect to welding norm ENISO 6947.
The position of the focal point relative to the surface ofthe sheet has not been considered as a variable parameter.Indeed, much research in this area showed a penetrationat a maximum focal length of 1/3 of the sheet thicknessrelative to the surface, regardless of the focal diameter andthe feed speed [3].
This study was conducted in several stages withCORICO software: a preliminary study was conductedto determine the limits of weldability defined from thegeometric criteria of a fillet weld. A second study clarifiedthe weldability, taking into account the mechanicalproperties of the fillet weld, and highlights the influenceof each parameter on the welding quality of the weldedjoint.
3. Experimental results and discussion
3.1. Determining the weldability for both alloys
The weldability was defined for each alloy from30 homogeneous welded specimens. Figure 3 shows,respectively, the fields of weldability of these two alloysaccording to the power, the welding speed and thefocal diameter. The conditions represented by circles arethose where the weld is penetrating and respects thegeometric criteria of the standard. The triangular cursorindicates that the weld is only penetrating, and the squaresliders represent the conditions for which the weld isnot penetrating. Analysis of the various maps of Fig. 4suggests that the power parameter is a parameter of thefirst order. The weldability becomes relevant for powersbetween 1500 W and 2500 W. For a power of 2000 W, theweldability is most important for both alloys.
Iconographic correlation of the experimental designperformed by the CORICO software (Fig. 4) confirmedthat the most influential factor on the geometry andmechanical properties was the power. Other factors, suchas the speed of the welding head and the flow of the gas,also affect the response but to a smaller degree. An increasein the power results in an increase of all of the geometricaldimensions of the bead [5]. Conversely, increases ofthe focal diameter or the speed cause a decrease ofthe same geometrical parameters. The gas flow has asignificant influence on the protection against oxidationduring welding. The sphere iconographic relationship alsoshows that the shrinkage groove parameters Ct and Cp
Figure 3. Weldability field of the Hastelloy X and the Haynes188 alloys.
Figure 4. Iconographic relations graphic.
cannot be obtained directly by acting on the processparameters.
For each response Y, a regression equation is createdfrom the iconographic correlations as:
Yi = b0 + b1 X1i + . . . bp X pi + ui . (1)
Constants bp are the coefficients of the partial regressionmodel, the constant ui is the random term and theregressors X pi are determined by factors or interactionslogical correlated to the best answer. From the regression
13006-p.3

MATEC Web of Conferences
Table 6. Optimised parameters determined by the softwareCORICO for homogeneous welding Hastelloy X and Haynes188.
Hastelloy X Haynes 188SF LF SF LF
Power (W) 1571 2430 2097 2353Speed (m.min−1) 7.65 3.17 4.12 1.39Gas flow (L.min−1) 350 518 370 750Ø focal (µm) 40 39 33 40
Table 7. Comparison of the different geometric criteria of thefillet weld, as determined by the CORICO software and measuredby optical microscopy.
Hastelloy X Haynes 188SF LF SF LF
Lt calculated 1.17 1.10 0.80 1.64measured 0.80 1.47 1.13 1.81
Lp calculated 1.02 1.32 1.07 1.36measured 0.50 1.31 0.84 1.66
L0 calculated 0.89 0.99 0.43 1.38measured 0.33 0.73 0.52 1.49
B calculated 0.02 0.06 >0.01 0.02measured 0 0.03 0 0.02
b calculated 0.05 0.08 0.04 0.03measured 0 0.03 0.06 0.04
R calculated 0.05 0.01 >0.01 >0.01measured 0.04 0 0 0
r calculated >0.01 >0.01 >0.01 0measured 0 0 0 0
Ct calculated 0.02 >0.01 0.01 >0.01measured 0 0 0 0
Cp calculated 0 >0.01 >0.01 0measured 0 0 0 0
equations, optimisation factors was performed using thesoftware CORICO implementing a random Monte Carlobased on the desirability of different answers. Theoptimum parameters are summarised in Table 6 for thesmall and large focal lengths for both homogeneouswelding.
The dimensions of the fillet welds with these optimisedparameters were characterised by optical microscopy oncross-sections cut along the plane LT-ST to comparethe geometry of the beads obtained to that providedby the software CORICO (Table 7). The dimensions ofthe fillet weld were consistent with the values expectedby the software despite greater dispersion for the filletweld with a smaller focal. All welds obtained with thewelding parameters determined by the software meetthe criteria of the standard. The microstructure andmechanical properties of these optimised fillet welds werecharacterised to better understand the influence of thewelding parameters.
3.2. Microstructure of optimised welds
The fusion zone shape and final solidification structureof these two alloys were evaluated as a function of thelaser parameters. The shapes of the weld beads optimisedin cross section are shown in Fig. 5. A typical form ofa keyhole welding mode is observed for the butt weld
FLFS
Has
tello
y X
H
ayne
s 18
8
Figure 5. Metallographic observations of welds obtained with theoptimal welding parameters.
Figure 6. Inverse pole figure orientation map (IPF Z0) of the buttweld obtained with a small focal (a) Hastelloy X, (c) Haynes 188and with large focal (b) Hastelloy X and (d) Haynes 188.
obtained with a small focal, and an X-shaped weld is morerepresentative of a conduction welding method obtainedwith a large focal. The conduction mode is characterisedby low penetration welds. The weld depth is determinedby a combination of heat conduction and convection ofthe liquid in the solder bath. In contrast, the mode calledkeyhole, wherein evaporation and ejection of metal occurs,achieves substantial penetration depths.
Regardless of the welding mode, normal columnardendritic grains are observed in terms of solidificationfrom the fusion boundary to the heat affected zone. Theheat affected zone is not visible. B.S. Yilbas showed thesame result for CO2 laser welding of Haynes 188 alloy [6].The liquid is generally solidified epitaxially with respect tothe substrate. The solid needs not germinate solidificationfrom unmelted grains (Fig. 6).
3.3. Mechanical properties of the optimisedfillet weld
Transverse tensile tests were performed on the weldedjoints. Figure 7 shows the different stress-strain curvesobtained for the welded joints and base metals. Weldedjoints have a different mechanical behaviour than thebase materials. Analyses of the stress-strain curves wereperformed to determine the transverse ultimate tensilestrength, yield strength and elongation at rupture (Table 8).
13006-p.4

EUROSUPERALLOYS 2014
Figure 7. Stress-strain curves obtained for the welded jointsloaded in the transverse direction and for the base metals.
Figure 8. Fracture surfaces observed by scanning electronmicroscopy (a) Hastelloy X, (b) Hastelloy X-Hastelloy X buttwelded, (c) Haynes 188 and (d) Haynes 188-Haynes 188 buttwelded.
Table 8. Mechanical properties of the optimised weld bead.
ϕ f ocal YS UTS E(MPa) (MPa) (%)
Hastelloy X / Hastelloy X SF 436 687 22Hastelloy X / Hastelloy X LF 451 748 32Hastelloy X – weld bead LF 364 637 20Haynes 188 / Haynes 188 SF 515 927 35Haynes 188 / Haynes 188 LF 583 908 24Haynes 188 – weld bead LF 437 749 24
The yield strength of the welded specimens is comparableto those of the respective base materials (BM). In contrast,the ultimate tensile strength and elongation at rupture ofthe butt welds are inferior to those of the base materials.
The rupture zone of the specimens was still localisedin the weld, regardless of the focal diameter andwelded base materials. The ruptures observed by scanningelectron microscopy are shown in Fig. 8. The fracturesurface of base metals Hastelloy X or Haynes 188exhibit predominately dimpled rupture features withoutany preferential fracture paths. The dimples have variousshapes and sizes (Figs. 8a and b).
To complete these tests and analyses, tensile tests inthe longitudinal direction of the weld were performed. The
Figure 9. Stress-strain curves obtained for the welded jointsloaded in the welding direction and for the base metals.
Figure 10. Fracture surfaces observed by scanning electronmicroscopy (a) Hastelloy X-Hastelloy X butt welded, (d) Haynes188-Haynes 188 butt welded.
results of these tests are shown in Fig. 9. The mechanicalproperties of the melt zone are lower than those of thebase materials. In contrast, the ductility of the moltenzone is comparable to that determined in the transversetensile testing. This low ductility can be explained by theobservations of the fracture surface of the tensile samples(Fig. 10). The appearance of dendritic patterns on the weldfracture surface indicates that the fracture had taken placepreferentially along the interdendritic regions. Some minorspherical particles were detected by EDS as enriched inMo and W for the Hastelloy X and W for the Haynes 188alloy. The fracture process is an easier way of providingfavourable sites for excessive microvoid initiation andgrowth of microscopic cracks. It results in lower tensilestrength and elongation.
4. ConclusionThe weldability of Hastelloy X and Haynes 188 alloys wasdefined, based on the welding parameters, such as the laserpower, the speed, the focal diameter and the gas flow. Themost influential parameters were the laser power and thefocal diameter. The predicted values from the experimentaldesign given by the CORICO software with small or largefocal diameters are similar to the experimental values, withgreater dispersion for the small focal diameter.
The yield strength of the welded joint is similar to thatof the base metal, whereas the tensile strength and ductilityare reduced. This loss of the properties can be explained bythe dendrite orientation in the molten zone, with respectto the tensile stress solicitation. Further analyses of thecarbon content and, more specifically, of the state of
13006-p.5

MATEC Web of Conferences
precipitation in the weld are planned in order to understandtheir mechanical behaviour.
References
[1] Hastelloy X alloy, Haynes international report H-3009C, 1-16, (1997)
[2] K.Y. Benyounis, A.G. Olabi, M.S.J. Hashmi, OpticLaser Tech, 40, 76–87 (2008)
[3] M. Ghoreishi, Int J Adv Manuf Technol, 29, 70–78(2006)
[4] http://www.coryent.com[5] M. Moradi, M. Ghoreishi, Int J Adv Manuf Technol,
55, 205–215 (2011)[6] B.S. Yilbas, S. Akthar, Int J Adv Manuf Technol, 56,
115–124 (2011)
13006-p.6