universidad central del ecuador facultad de … · figura 8. diagrama de flujo de alergin jarabe...
TRANSCRIPT

UNIVERSIDAD CENTRAL DEL ECUADOR
FACULTAD DE INGENIERÍA QUÍMICA
CARRERA DE INGENIERÍA QUÍMICA
APLICACIÓN DE TEORÍA DE LAS RESTRICCIONES EN LA LÍNEA DE
LÍQUIDOS DE UNA EMPRESA FARMACÉUTICA.
TRABAJO DE TITULACIÓN, MODALIDAD PROYECTO TÉCNICO PARA
LA OBTENCIÓN DEL TÍTULO DE INGENIERA QUÍMICA
AUTOR: ELIZABETH JACKELINE ZAMBRANO ARBOLEDA
TUTOR: ING. HUMBERTO ROBESPIERRE GONZÁLEZ GAVILÁNEZ
QUITO
2017

ii
© DERECHOS DE AUTOR
Yo, Elizabeth Jackeline Zambrano Arboleda en calidad de autor del trabajo de
titulación, modalidad proyecto técnico: APLICACIÓN DE TEORIA DE LAS
RESTRICCIONES EN LA LÍNEA DE LÍQUIDOS DE UNA EMPRESA
FARMACÉUTICA, autorizo a la Universidad Central del Ecuador hacer uso de todos
los contenidos que me pertenecen o parte de los que contiene esta obra, con fines
estrictamente académicos o de investigación.
Los derechos que como autores me corresponden, con excepción de la presente
autorización seguirán vigentes a mi favor, de conformidad con lo establecido a los
artículos 5, 6, 8, 19 y además pertinentes a la Ley de Propiedad Intelectual y su
Reglamento.
Asimismo, autorizo a la Universidad Central del Ecuador para que realice la
digitalización y publicación de este trabajo de investigación en el repositorio virtual, de
conformidad a lo dispuesto en el Art. 144 de la Ley Orgánica de Educación Superior.
Elizabeth Jackeline Zambrano Arboleda
C.C. 2100447180

iii
APROBACIÓN DEL TUTOR
Yo, Humberto Robespierre González Gavilánez en calidad de tutor del trabajo de
titulación, modalidad proyecto técnico APLICACIÓN DE TEORIA DE LAS
RESTRICCIONES EN LA LÍNEA DE LÍQUIDOS DE UNA EMPRESA
FARMACÉUTICA, elaborado por la estudiante Elizabeth Jackeline Zambrano
Arboleda de la Carrera de Ingeniería Química, Facultad de Ingeniería Química de la
Universidad Central del Ecuador, considero que el mismo reúne los requisitos y
méritos necesarios en el campo metodológico y en el campo epistemológico, para ser
sometido a la evaluación por parte del jurado examinador que se designe, por lo que lo
APRUEBO, a fin de que el trabajo sea habilitado para continuar con el proceso de
titulación determinado por la Universidad Central del Ecuador.
En la ciudad de Quito, a los 22 días del mes de Mayo del 2017
Humberto Robespierre González Gavilánez
C.C. 1704459039

iv
DEDICATORIA
A Dios, a mis padres Raúl Zambrano, Bélgica
Arboleda y a mis hermanos Diego, Esther Sara
y Ana por su constante apoyo, amor y
fortaleza, que me enseñaron a no rendirme
jamás.
A Francisco Delgado, quien me motiva a ser
mejor y ha sido un referente importante en mi
vida, a mis amigos y maestros quienes me han
acompañado en este largo camino de estudio
lleno de lecciones y experiencias que han
ayudado a formarme como una gran
profesional.

v
AGRADECIMIENTOS
A la Facultad de Ingeniería Química.
Al Ingeniero Humberto González por su apoyo incondicional en la elaboración del
presente trabajo, quien más allá de compartir sus conocimientos, me brindó también su
confianza, amistad y apoyo.
A la empresa farmacéutica Química Ariston por permitirme desarrollar este trabajo de
titulación en sus instalaciones, en especial al Doctor Marco Andrango por su ayuda y
conocimientos impartidos y a su grupo de apoyo técnico.
Al Ingeniero Carlos Almeida por brindarme su amistad y ayuda incondicional en todo
momento.
A mis amigos y hermanos scouts por ser mi segunda familia y porque me han brindado
su amistad incondicional.

vi
CONTENIDO
pág.
LISTA DE TABLAS .............................................................................................. …………..ix
LISTA DE FIGURAS ......................................................................................................xi
LISTA DE ANEXOS ..................................................................................................... xii
RESUMEN .................................................................................................................... xiii
ABSTRACT ...................................................................................................................xiv
INTRODUCCIÓN ............................................................................................................. 1
1. MARCO TEÓRICO ..................................................................................................... 3
1.1 Teoría de las restricciones (TOC) ..................................................................................... 3
1.1.1 Medidas del sistema................................................................................................. 4
1.1.1.1 Indicadores operativos ................................................................................................. 5
1.1.1.2 Indicadores estratégicos ............................................................................................... 6
1.1.2 Restricciones ............................................................................................................ 7
1.1.2.1 Restricciones físicas ..................................................................................................... 7
1.1.2.2 Restricciones del mercado ........................................................................................... 7
1.1.2.3 Restricciones de gestión .............................................................................................. 8
1.1.3 Cycle time ................................................................................................................ 8
1.1.4 Número de Octano ................................................................................................... 8
1.1.5 Sistema tambor- amortiguador- cuerda ......................................................................... 8
1.1.5.1 Tambor ................................................................................................................. 9
1.1.5.2 Amortiguador ....................................................................................................... 9
1.1.5.3 Cuerda ................................................................................................................. 10
1.1.6 Sistema tambor- amortiguador- cuerda simplificado ................................................ 10
1.2 Empresa Farmacéutica .............................................................................................. 11
1.2.1 Línea de producción ............................................................................................... 11
1.2.2 Producción ................................................................................................. ……….11

vii
1.2.3 Producto ................................................................................................................. 11
1.2.4 Producto terminado ............................................................................................... 11
1.2.5 Fórmula maestra .................................................................................................... 12
1.2.6 Fórmula farmacéutica ............................................................................................ 12
1.2.7 Materia prima ........................................................................................................ 12
1.2.8 Material para el envase ................................................................................................. 12
1.2.9 Área de líquidos ...................................................................................................... 12
1.2.10 Plan de ventas ....................................................................................................... 12
1.2.11 Plan maestro de producción ........................................................................................ 13
1.2.12 Planificación de área .................................................................................................... 13
2. DIAGNÓSTICO DE LA ORGANIZACIÓN .................................................................. 14
2.1 Datos de la organización .................................................................................................. 14
2.2 Presentación .............................................................................................................. 15
2.2.1 Visión .................................................................................................................... 15
2.2.2 Misión .................................................................................................................... 15
2.2.3 Nuestros valores .................................................................................................... 15
2.2.4 Política de calidad .................................................................................................. 15
2.2.5 Objetivos de calidad .............................................................................................. 16
2.3 Productos líquidos .................................................................................................... 16
2.4 Principales ingresos .................................................................................................. 23
2.5 Principales egresos ................................................................................................... 25
2.6 Materia prima y material de acondicionamiento consumidos en los meses de
estudio ........................................................................................................................................ 25
2.7 Inventario de producto en bodega ................................................................................... 27
2.8 Situación actual de la línea de líquidos .......................................................................... 27
2.8.1 Planificación del área .................................................................................................... 27
2.8.2 Recursos que intervienen en el proceso ...................................................................... 27
2.8.3 Tamaño de lote de los productos del área de líquidos .............................................. 28
2.8.4 Capacidad de los equipos ............................................................................................. 29
2.8.5 Equipos y capacidad utilizada por producto .............................................................. 30
2.8.6 Cycle Time de los productos en línea ......................................................................... 33

viii
3. PROPUESTA DE LA TEORÍA DE LAS RESTRICCIONES ..................................... 34
3.1 Indicadores operativos y estratégicos ............................................................................. 34
3.2 Sincronización del proceso mediante el sistema
tambor – amortiguador - cuerda simplificado (DBR-S) ...................................................... 39
3.2.1 Identificar la(s) restricción(es) del sistema ................................................................ 39
3.2.2 Decidir cómo explotar la(s) restricción(es) ................................................................ 47
3.2.2.1 Amortiguador de tiempo ............................................................................................ 48
3.2.2.2 Número de Octano .............................................................................................. 49
3.2.3 Subordinar todo lo demás a la decisión del paso anterior. ....................................... 50
4. DISCUSIÓN ............................................................................................................... 54
5. CONCLUSIONES ...................................................................................................... 56
6. RECOMENDACIONES ............................................................................................ 57
CITAS BIBLIOGRÁFICAS ........................................................................................... 58
BIBLIOGRAFÍA ............................................................................................................. 59
ANEXOS ......................................................................................................................... 60

ix
LISTA DE TABLAS
pág.
Tabla 1. Productos fabricados en el área de líquidos .................................................................. 16
Tabla 2. Ventas reales de los seis primeros meses del año 2016 ....................................... 23
Tabla 3. Principales productos con proceso en línea ................................................................... 24
Tabla 4. Principales egresos de la organización .......................................................................... 25
Tabla 5. Costo de materias primas y material de acondicionamiento consumidas en los
meses de estudio .......................................................................................................................... 25
Tabla 6. Inventario de producto terminado ................................................................................. 26
Tabla 7. Porcentaje de cumplimiento de las áreas ....................................................................... 27
Tabla 8. Tamaño de lote de los productos ................................................................................... 28
Tabla 9. Capacidad actual de los equipos ................................................................................... 29
Tabla 10. Alergin Jarabe ............................................................................................................. 30
Tabla 11. Amevan 125 mg Susp. Oral ........................................................................................ 30
Tabla 12. Amevan 250 mg Susp. Oral ........................................................................................ 30
Tabla 13. Avir Susp. Oral............................................................................................................ 30
Tabla 14. Complejo B Jarabe ...................................................................................................... 31
Tabla 15. Ferrumklinge Jarabe .................................................................................................... 31
Tabla 16. Ferrumklinge Plus Jarabe ............................................................................................ 31
Tabla 17. Helixil Jarabe .............................................................................................................. 31
Tabla 18. Ibupront Susp. Oral ..................................................................................................... 31
Tabla 19. Katrina Loción Capilar ................................................................................................ 31
Tabla 20. Loratadina Jarabe ........................................................................................................ 32
Tabla 21. Meprimforte Susp. Oral .............................................................................................. 32
Tabla 22. Meprim Susp. Oral ...................................................................................................... 32
Tabla 23. Stoptos Expectorante Jarabe ....................................................................................... 32
Tabla 24. Stoptos Jarabe.............................................................................................................. 32

x
Tabla 25. Cycle Time de los productos con proceso en línea ..................................................... 33
Tabla 26. Trúput y Costos totalmente variables por producto .................................................... 35
Tabla 27. Trúput mensual y total situación actual....................................................................... 36
Tabla 28. Indicadores Operativos situación actual ...................................................................... 38
Tabla 29. Indicadores Estratégicos situación actual .................................................................... 38
Tabla 30. Dosificadora Jhepco D1 capacidad por producto ........................................................ 47
Tabla 31. Tamaño del Amortiguador de tiempo ......................................................................... 48
Tabla 32. Octano mes de Enero .................................................................................................. 49
Tabla 33. Octano mes de Febrero ................................................................................................ 49
Tabla 34. Octano mes de Marzo .................................................................................................. 49
Tabla 35. Octano mes de Abril .................................................................................................... 49
Tabla 36. Octano mes de Mayo ................................................................................................... 50
Tabla 37. Octano mes de Junio ................................................................................................... 50
Tabla 38. Pedidos confirmados de los principales productos ..................................................... 52
Tabla 39. Resultados de los indicadores operativos en la simulación ......................................... 53
Tabla 40. Resultados globales de los indicadores operativos en la simulación .......................... 53
Tabla 41. Resultados indicadores estratégicos con la simulación ............................................... 53
Tabla 42. Porcentajes de variación con los indicadores en la simulación ................................... 53
xi
LISTA DE FIGURAS
pág.
Figura 1. Pasos propuestos por la TOC ................................................................................... 4
Figura 2. Relación entre indicadores ........................................................................................ 7
Figura 3. DBR Tradicional ................................................................................................ 8
Figura 4. Amortiguador de tiempo ......................................................................................... 10
Figura 5. DBR Simplicado .............................................................................................. 11
Figura 6. Logo de la empresa Química Ariston .................................................................... 14
Figura 7. Perfil de utilización de los recursos ....................................................................... 28
Figura 8. Diagrama de flujo de Alergin Jarabe..................................................................... 39
Figura 9. Diagrama de flujo de Amevan 125 mg Susp. Oral .............................................. 40
Figura 10. Diagrama de flujo de Amevan 250 mg Susp. Oral ........................................... 40
Figura 11. Diagrama de flujo de Avir Susp. Oral ................................................................ 41
Figura 12. Diagrama de flujo de Complejo B Jarabe........................................................... 41
Figura 13. Diagrama de flujo de Ferrumklinge Jarabe ........................................................ 42
Figura 14. Diagrama de flujo de Ferrumklinge Plus Jarabe ............................................... 42
Figura 15. Diagrama de flujo de Helixil Jarabe .................................................................... 43
Figura 16. Diagrama de flujo de Ibupront Susp. Oral ......................................................... 43
Figura 17. Diagrama de flujo de Katrina Loción Capilar ................................................... 44
Figura 18. Diagrama de flujo de Loratadina Jarabe ............................................................. 44
Figura 19. Diagrama de flujo de Meprimforte Susp. Oral .................................................. 45
Figura 20. Diagrama de flujo de Meprim Susp. Oral .......................................................... 45
Figura 21. Diagrama de flujo de Stoptos Expectorante Jarabe ........................................... 46
Figura 22. Diagrama de flujo de Stoptos Jarabe ................................................................... 46

xii
LISTA DE ANEXOS
pág.
Anexo A. Carta de conformidad de la Empresa Química Ariston ..................................... 61
Anexo B. Simulación de la programación con el sistema DBR-S correspondiente
al mes de Enero con tres porcentajes de amortiguadores .................................................... 62

xiii
APLICACIÓN DE TEORÍA DE LAS RESTRICCIONES EN LA LÍNEA DE
LÍQUIDOS DE UNA EMPRESA FARMACÉUTICA.
RESUMEN
Aplicación de teoría de las restricciones (TOC) en la línea de líquidos de una empresa
farmacéutica, para mejorar su productividad.
Se utilizaron los datos de ingresos por ventas de los seis primeros meses del año 2016.
Se seleccionaron quince productos de los veinte que se elaboran en esta área debido a
que los mismos se fabrican en línea, éstos fueron objeto del presente estudio. Para
analizar la situación actual del proceso productivo de estas formas farmacéuticas, se
elaboraron los diagramas de flujo de procesos por producto, determinando los tiempos y
capacidad de producción en función de los equipos disponibles. Se concluye que la
restricción física es la dosificadora de líquidos Jhepco D1 y el incumplimiento de las
planificaciones es la restricción de gestión.
Se calculó y comparó los indicadores operativos y estratégicos actuales con los
obtenidos en la simulación, aplicando los cinco pasos de mejoramiento continuo de la
TOC en el sistema de planificación, tambor- amortiguador- cuerda simplificado (DBR-
S).
Se obtuvo como resultado principal el incremento de la utilidad neta en un 140,77 % y
el retorno sobre la inversión en un 181,16 %.
PALABRAS CLAVES: / INDUSTRIA FARMACEÚTICA / TEORÍA DE LAS
RESTRICCIONES / PRODUCTIVIDAD / PLANIFICACIÓN DE LA PRODUCCIÓN
/ FORMAS FARMACÉUTICAS LÍQUIDAS/

xiv
APPLICATION OF THEORY OF CONSTRAINTS ON THE LINE OF LIQUIDS
OF A PHARMACEUTICAL COMPANY.
ABSTRACT
Application of the theory of Constraints (TOC) in the line of liquids of a pharmaceutic
Company, for improve its productivity.
The income data were used by sales of the first six months of the year 2016. Fifteen
products were selected from the twenty that are produced in this area because they are
produced in line, these were the object of the present study. In order to analyze the
current situation of the productive process of these pharmaceutic forms, process flow
diagrams developed by product, times and capacity of production were determined in
function of the equipment available. It is concluded that the physical restriction is the
liquid dosing Jhepco D1 and the non-compliance of the schedules is the management
restriction.
The current operational and strategic indicators were calculated and compared with
those obtained in the simulation using the five steps of continuous improvement of the
TOC in the drum-damper-simplified (DBR-S) planning system.
The main result was the increase in net income by 140.77% and return on investment by
181.16%.
KEY WORDS: / PHARMACEUTICAL INDUSTRY / THEORY OF CONSTRAINTS
/ PRODUCTIVITY / PRODUCTION PLANNING / PHARMACEUTIC LIQUID
FORMS/

1
INTRODUCCIÓN
La industria farmacéutica es un sector muy importante a nivel mundial. El mismo
alcanzó un crecimiento de ventas anual de un 8,8 %, sobrepasando los 1.000 millones
de dólares, según un estudio realizado por IMS Health, el sector debería experimentar
una progresión del 4% al 7% de aquí al año 2018. Los principales mercados se
encuentran en los países tales como China, Brasil o la India que sobrepasan el 10% del
crecimiento anual. [1]
La industria farmacéutica ecuatoriana exhibe cifras dispares sobre su desempeño en la
economía del país en los últimos tres años. Mientras las ventas de los laboratorios
locales en el mercado privado (lo que no se vendió al sector estatal) crecieron, al pasar
de USD 164 millones en el 2012 a USD 203 millones los primeros ocho meses del
2015, su participación de mercado se redujo, del 28% al 25%, en los últimos tres años,
esto se debe a problemas administrativos y de producción presentes en el sistema, por lo
que la mejora continua de tareas y procesos es una preocupación fundamental y
permanente de las empresas. Por ello, promover el desarrollo de métodos y herramientas
que sistematicen la mejora continua, tratándola como una secuencia de problemas que
se van resolviendo, uno tras otro, utilizando un marco sistémico y un lenguaje común es
la metodología más utilizada. [2]
La empresa farmacéutica objeto de estudio presenta problemas de producción que
restringen el desempeño financiero esperado por sus directivos y se ve en la necesidad
de mejorar sus procesos para seguir compitiendo en el mercado nacional e internacional,
por lo que se requiere que todas sus áreas mejoren permanentemente sus niveles de
productividad con el fin de satisfacer la actual demanda de mercado.
Una de las líneas de producción que se ve afectada, es la de fabricación de líquidos,
específicamente en el proceso de envasado ya que en sus subprocesos se da la
acumulación de inventarios de semielaborados, además de un incremento muy elevado
en los costos de producción, lo que trae como consecuencia problemas con lo que

2
respecta a los tiempos de entrega de los pedidos a los clientes y una baja rentabilidad.
Todo esto

3
representa una restricción para que la empresa satisfaga eficazmente la demanda del
mercado y a su vez genere más utilidades.
El objetivo del presente trabajo es la aplicación de la teoría de las restricciones como
una herramienta que permita a la empresa eliminar el cuello de botella y generar valor
de modo sucesivo, además de optimizar los procesos ya existentes, generando mayor
rentabilidad mediante un proceso de mejora continua.
Para comparar si se obtuvo alguna mejora entre la planificación que se manejó en la
empresa durante los seis primeros meses del año 2016 y la simulación aplicando el
sistema tambor- amortiguador- cuerda simplificado planteada se usó indicadores
operativos y estratégicos. Los resultados obtenidos fueron que, si bien en ambos casos,
se mantuvo constante el trúput, con la aplicación del sistema (DBR-S) disminuyeron los
gastos operacionales en un 25 %, los inventarios crecieron en un 12, 84 % a corto plazo
durante el periodo de entrega, este incremento no alteró los indicadores estratégicos
puesto que la utilidad neta aumentó en un 140,77 % y el ROI en un 113,37 %.
Se observó una mejora significativa en la planificación del área de líquidos ya que se la
elaboró en función del recurso cuello de botella encontrado y del número de octano.

4
1. MARCO TEÓRICO
1.1 Teoría de las restricciones (TOC) [3]
Fue descrita por primera vez por el Dr. Eliyahu Goldratt a principios del año 80 como
una metodología sistémica de gestión y considera que una organización es creada para
lograr una meta esencial, que es incrementar la utilidad neta de forma sostenible,
satisfaciendo las necesidades de los inversionistas, empleados y clientes. Este propósito
se ve afectado por un conjunto de eventos dependientes y fluctuaciones estadísticas,
intrínsecos en los procesos, los cuales le impiden alcanzar su propósito.
Está basada en el simple hecho de que los procesos multitarea, solo se mueven a la
velocidad del paso más lento, estos factores limitantes se denominan restricciones o
“cuellos de botella”, la manera de acelerar el proceso es encontrar el mismo y lograr que
trabaje hasta el límite de su capacidad. Por lo que se debe concentrar esfuerzos en
localizarlo para fortalecer este eslabón débil hasta el punto en que no sea una
restricción, para lo cual la TOC plantea cinco pasos de enfoque los cuales son:
a. Identificar la(s) restricción(es) del sistema: Ya que no es posible realizar cambios,
sino se encuentra la restricción. La TOC sostiene que sin importan cuán complejo o
complicado sea el sistema, siempre hay unos pocos elementos que determinan su
capacidad.
b. Decidir cómo explotar la(s) restricción(es) del sistema: Dependiendo de cuáles sean
las restricciones (máquina, mercado o materia prima) existen numerosos métodos
para aprovechar su rendimiento.
c. Subordinar todo lo demás a la decisión anterior: Todos los recursos que forman parte
del sistema deben cumplir con sus procesos de tal manera que cumplan con la
planificación y respalden a la restricción.
d. Elevar la(s) restricción(es) del sistema: Se debe aumentar la capacidad de las
restricciones ya sea con un mantenimiento preventivo o total de las máquinas durante

5
la producción o con la compra de la misma y manejar un mejor control sobre los
desperdicios y reprocesos.
e. Regresar al primer paso. Como se busca siempre un mejoramiento continuo, si la
restricción se rompe es porque ahora existen otros recursos con capacidad limitada.
Advertencia: no permitir que la inercia sea la restricción del sistema.
Figura 1. Pasos propuestos por la TOC
Este conjunto de pasos constituye un proceso de mejora continua con los cuales se
pueden analizar los aspectos más importantes de cada actividad ya que se ve a la
organización como un “sistema” y no como la suma de sus partes.
También es necesario tener en cuenta dos áreas importantes que se incluye en la TOC
como son las medidas de desempeño y la logística.
1.1.1 Medidas del sistema. Bajo el punto de vista de la TOC la productividad se verá
evidenciada en las acciones y estrategias que lleven a la organización más cerca de la
meta, es decir, ganar dinero, y solo estas acciones que contribuyan pueden definirse
como productivas.

6
Para medir el comportamiento del sistema empleado se utilizarán indicadores
operativos: trúput, inventario y gastos operacionales e indicadores estratégicos: utilidad
neta, y ROI (Retorno sobre la inversión).
1.1.1.1 Indicadores operativos. Estos indicadores nos permiten determinar el efecto de
cualquier acción local en el proceso hacia la meta global de la empresa.
Trúput. Es la velocidad a la cual ingresa dinero a una organización a través de las
ventas, el libro “La Meta” nos dice que:
“Mientras que, en las operaciones de manufactura, tradicionalmente se mide la
producción en cada una de sus etapas, el único trúput que importa es el que sale al
final de la línea de producción para ser vendido. ¿Porqué?, porque eso ayuda a
alcanzar la meta.” [4]
Se traduce como la diferencia entre el precio de venta neto y los costos totalmente
variables (esencialmente costo de la materia prima). Se representará con la letra “T”.
(1)
Donde:
T = trúput, [$/unidad].
PV = precio de venta, [$/unidad].
CTV = costos totalmente variables, [$/unidad].
Inventario. Es el dinero que el sistema invierte para generar trúput, es decir compras
de insumos, bienes o servicios utilizados en la manufactura de un producto que se
pretende ofertar al mercado. Esta definición excluye el valor de la mano de obra y los
gastos operacionales, para eliminar las distorsiones y decisiones contraproducentes
causadas por las utilidades y pérdidas por inventarios generadas contablemente. Es
un término para el dinero retenido en el sistema. Se representa con la letra “I”.

7
Gastos de operación. Es todo el dinero que gasta el sistema en la transformación del
inventario en trúput. Se incluye en esta definición la mano de obra directa e indirecta.
Es un término para el dinero que sale del sistema. Se representa con las siglas “GO”.
1.1.1.2 Indicadores estratégicos. Este tipo de indicadores permiten conocer, analizar y
controlar en un sistema, los efectos directos de una decisión local. La TOC recomienda
dos que se detallan a continuación:
Utilidad neta. Este indicador es vital en el área financiera ya que nos reporta cuánto
dinero el sistema o empresa está generando. Y está definida como la diferencia entre
el trúput y el gasto operativo.
(2)
Donde:
UN = utilidad neta, [$].
T = trúput total, [$].
GO = gastos de operación, [$].
Retorno sobre la inversión. Se encuentra definido como la razón entre la utilidad
neta y la inversión realizada.
Nos permite efectuar un análisis en base a la inversión y está expresada de la
siguiente forma:
(3)
Dónde:
ROI = retorno sobre la inversión (es adimensional).
UN = utilidad neta,
[$].
I = inventario inicial,
[$].

8
Figura 2. Relación entre indicadores
Cuando hay un incremento en el trúput, sin afectar ninguno de los otros dos
indicadores operativos, hay un incremento simultáneo en la Utilidad Neta, el ROI y
el flujo de efectivo.
Una disminución del inventario en el sistema, tendrá un impacto de manera positiva
en el ROI y en el flujo de efectivo, permaneciendo constante la utilidad neta.
Y si se disminuyen los gastos operacionales pues de igual manera ayudará al
incremento de la Utilidad Neta, el ROI y el flujo de efectivo.
1.1.2 Restricciones. Son obstáculos que impiden o limitan a una organización alcanzar
su objetivo y pueden llegar a condicionar un proceso de tal manera que generan un daño
progresivo, en nuestro entorno cualquier sistema tiene al menos una restricción.
Los diferentes tipos de restricciones son: físicas, de mercado y de gestión.
1.1.2.1 Restricciones físicas. Están relacionadas con un factor tangible de la
organización, y estas pueden ser: falta de insumos o materias primas, capacidad de
producción limitada, entre otras. Estos recursos limitantes en un proceso se les
denomina recursos con capacidad restringida (CCR) porque su utilización está cerca de
su capacidad y al estar al límite no satisfacen la demanda requerida de ellos.
1.1.2.2 Restricciones de mercado. Se dan cuando la demanda máxima de un producto
está limitada por el mercado. Y se vuelve un impedimento cuando la capacidad del
sistema es mayor a la demanda del mercado.

9
1.1.2.3 Restricciones de gestión. Son las decisiones mal tomadas por parte de la
gerencia y personal administrativo las cuales afectan directamente a la planificación de
la producción.
1.1.3 Cycle time: También denominado tiempo de ciclo, es la medida para establecer el
tiempo de duración de un proceso de forma detallada es decir actividad por actividad
desde su inicio hasta su fin.
1.1.4 Número de Octano. Determina la rentabilidad de un producto ya que proporciona
información sobre la cantidad de dinero que se genera por el uso de la restricción.
1.1.5 Sistema tambor – amortiguador - cuerda. Es una herramienta propuesta por el
Dr. Goldratt para la programación y control del sistema de producción y puede ser
implementada por la TOC en instalaciones de servicios o producción, conocido también
como DBR por sus siglas en inglés de“drumb- buffer- rope”, y está diseñada para
regular el flujo de trabajo o producto en proceso a través de una línea de producción.
Tiene como objetivo principal, lograr que el área de operaciones obtenga el mayor flujo
de producción posible respetando siempre la calidad y aceptando que algunos de los
recursos presentes en el proceso tienen mayor capacidad que otros, y que además todo
sistema presenta fluctuaciones estadísticas a las que se añaden eventos dependientes (los
cuales son función de otros que se efectúan de forma subsecuente).
Figura 3. DBR Tradicional

10
Al implementar esta propuesta también se pretende reducir tiempos de entrega y
equilibrar la planta de tal manera que los gastos operacionales e inventarios se
mantengan en niveles bajos y que el cumplimiento de los pedidos sea confiable y los
productos sean entregados en el tiempo acordado.
Para entender mejor el funcionamiento de esta herramienta se requiere definir 3
conceptos que intervienen como son: tambor, amortiguador y la cuerda.
1.1.5.1 Tambor. Es la restricción, ya que lleva el ritmo de producción más lento y va a
dictar la velocidad para los demás procesos, el cuál al estar limitado tiene capacidad
preestablecida y por ende debe trabajar de forma consecutiva, es decir todo el tiempo,
y para asegurar que se lleve a cabo este proceso se necesita elaborar una planificación
detallada, donde se puntualice el trabajo a realizar por la restricción del sistema
cerciorándose que las operaciones anteriores no generen tanto inventario el cuál se
acumulará de tal manera que el cuello de botella no lo podrá manejar.
Luego se determina la secuencia de producción y se cuantifica el tamaño del lote que
disminuirá la acumulación de inventario de productos en proceso de fabricación. [5]
1.1.5.2 Amortiguador. Como cada proceso que se lleva a cabo tiene su tiempo de
ejecución, en ocasiones se pueden presentar variaciones o fluctuaciones en el sistema,
por lo que el amortiguador se utiliza como un mecanismo de protección, esto quiere
decir que se debe asegurar el funcionamiento total del cuello de botella protegiéndolo de
tiempos improductivos; el amortiguador es de tiempo mas no de producto con el fin de
que el trabajo que se va dando en el proceso llegue a un punto de control antes de que se
lo necesite, consiguiendo que el flujo a través del sistema sea lo suficientemente
confiable para cumplir con la demanda del CCR, en otras palabras, el objetivo no es
proteger cada tarea que se realice acorde a un plan, sino que el sistema entero cumpla
con lo planificado. El sistema DBR reconoce tres puntos de control en los procesos de
producción que necesitan ser protegidos para lo cual considera tres tipos de
amortiguadores: recursos, ensamble y el de despacho:
Amortiguador de recursos. Es el amortiguador que se sitúa delante del CCR, el
cual contiene inventario de trabajo en proceso y permite a los CCR y no CCR
recuperarse de las perturbaciones del sistema.

11
Amortiguador de ensamble. Garantiza que el producto que tiene que entregar un
CCR a otra operación no retrase el proceso debido a que no fue alimentado del
requerido por un no CCR.
Amortiguador de despacho. Protege el cumplimiento de las fechas de entrega
comenzando desde la bodega de producto terminado. [6]
El amortiguador se divide en tres partes iguales denominadas zonas, a las mismas que se
le colocan colores dependiendo de la prioridad, y de esta manera se puede monitorear el
avance de las operaciones de producción e intervenir cuando sea necesario para
mantener el control del proceso.
Figura 4. Amortiguador de tiempo
1.1.5.3 Cuerda. Es la representación de la planificación detallada de la materia prima
que necesita ser liberada a la planta en el tiempo adecuado, asegurando que el CCR
cumpla con la planificación y no genera una pérdida de tiempo en todo el sistema. [7]
1.1.6 Sistema tambor - amortiguador - cuerda simplificado. Es más sencillo que el
sistema DBR tradicional, llamado (simplified drum- buffer- rope) por sus siglas en
inglés DBR-S, solo considera un tipo de amortiguador, el de despacho, este sistema
hace énfasis especial en las fechas acordadas de entrega. Esta es la razón por la que el
DBR-S asume que la limitación más importante es el mercado y a pesar de subordinar
todas las decisiones a esta restricción, esta metodología no se opone a que exista una
limitación física que también impida el desenvolvimiento óptimo del sistema.
Cabe indicar que al igual que el sistema tradicional se necesita un tambor, que será la
restricción, un amortiguador que protege al tambor, y una cuerda que da la señal para
realizar nuevas órdenes.

12
Figura 5. DBR Simplificado
1.2. Empresa Farmacéutica: La industria farmacéutica es un sector empresarial
dedicado a la fabricación, preparación y comercialización de productos químicos
medicinales para el tratamiento y la prevención de las enfermedades, la cual reporta
niveles de lucro económico altos. Algunas empresas del sector fabrican productos
químicos farmacéuticos a granel (producción primaria), y todas ellas los preparan para
su uso médico mediante métodos conocidos colectivamente como producción
secundaria. Entre los procesos de producción secundaria, altamente automatizados, se
encuentran la fabricación de fármacos dosificados, como pastillas y jarabes.
1.2.1 Línea de producción: Es un conjunto de “estaciones de trabajo”, donde se llevan
a cabo una serie de operaciones (fabricación, envasado y empaque) que dan como
resultado el producto final. Cada Estación de Trabajo está compuesta a su vez por: una o
varias máquinas, manipuladas por uno o varios operarios.
1.2.2 Producción: Son todas las operaciones involucradas en la elaboración de un
producto farmacéutico, desde la recepción de los materiales, a través del procesado, el
envasado, hasta llegar al producto acabado.
1.2.3 Producto: Es el resultado de actividades o procesos.
1.2.4 Producto terminado: Es el producto que ha sido sometido a todas las etapas de
producción, incluyendo el envasado en el contenedor final, y el etiquetado.

13
1.2.5 Fórmula maestra: Es el documento (o conjunto de documentos) que especifica
las materias primas con sus cantidades y materiales de envasado, y que incluye no solo
la descripción de los procedimientos y precauciones que deben tomarse para producir
una cantidad específica de un producto acabado, sino también las instrucciones para el
procesado y su control.
1.2.6 Forma Farmacéutica: Es el estado final o presentación física de un medicamento
que se obtiene mediante un proceso farmacéutico determinado.
1.2.7 Materia prima: Toda sustancia de calidad definida empleada en la fabricación de
un producto natural, excluyendo los materiales de envasado.
1.2.8. Material para el envase: Cualquier material, incluyendo el material impreso,
empleado en el envasado de un producto farmacéutico, excluyendo todo envase exterior
utilizado para el transporte o embarque. Los materiales de envasado se consideran
primarios cuando están destinados a estar en contacto directo con el producto, y
secundarios cuando no lo están.
1.2.9. Área de líquidos: Esta encargada de procesar todos los productos que tienen
forma farmacéutica líquida como son:
Suspensiones: Son preparados líquidos, de aspecto turbio o lechoso, constituidos por
la dispersión de un sólido en un vehículo acuoso.
Si son muy densos se denomina magma o leche y si las partículas son muy pequeñas
y están hidratadas es un gel
Jarabes: Medicamentos que se presentan en forma de líquido espeso, generalmente
dulce y viscoso, elaborados a partir de una solución saturada de agua y azúcar a la
que se añaden principios activos y excipientes.
Gotas: Para facilitar el ajuste de dosis, se recomienda la utilización de la presentación
en gotas y son elaborados a partir de una solución saturada de agua y azúcar a la que
se añaden principios activos y excipientes.
1.2.10. Plan de ventas: Conjunto de actividades ordenadas y sistematizadas, en donde
se proyectan las ventas periódicamente que se estiman realizar en un periodo de tiempo,

14
el mismo que se compara con las ventas registradas en periodos anteriores para tener un
pronóstico de venta futura.
1.2.11. Plan maestro de producción: Es una decisión de tipo operativa respecto a un
periodo de planificación. La cual puede estar sometida a cambios dependiendo de la
demanda del mercado.
1.2.12. Planificación de área: Es un desglose del plan maestro de producción en el cual
se decide el día de fabricación de los productos, su tamaño de lote, se pretende tener un
equilibrio entre la producción y la capacidad de los distintos recursos. Para ello, se
requiere un proceso concatenado de planes que vinculen los distintos niveles jerárquicos
de la organización.

15
2. DIAGNÓSTICO DE LA ORGANIZACIÓN
2.1 Datos de la organización
Razón social: Química Ariston.
Actividad económica: Desarrollar, fabricar y comercializar productos
farmacéuticos en todo el Ecuador.
Gerente General: Sr. Roberto Hahn
Matriz (fábrica): Panamericana Norte. Km 6½
Joaquín Mancheno y Francisco García
Filial :
Guayaquil: Oficina Comercial Dirección: Av. Joaquín Orrantía SG-1
y Av. Leopoldo Benitez. Edificio “TRADE BUILDING”
TORRE “A” PISO “2” OFICINA 208.
Cuenca: Oficina Comercial Dirección: Av. de las Américas, 3180 y
Los Naranjos, Ed. El Molino 2do Piso, of. 12 • Barrio de
San Sebastián.
Manta: Oficina Comercial Dirección: Calle 28 # 208 y Av. Flavio
Reyes, Barrio Umiña
Correo electrónico: www.quimicaariston.com
Figura 6. Logo de la empresa Química Ariston

16
2.2 Presentación [8]
Química Ariston nació en el año de 1972 en la ciudad de Quito y se dedica a desarrollar,
fabricar y comercializar productos farmacéuticos en todo el Ecuador.
2.2.1 Visión: “Ser líder en el mercado farmacéutico a nivel nacional con proyección a
multinacional por medio de innovaciones tecnológicas, altos estándares de calidad,
eficiencia y alta satisfacción de clientes y colaboradores.”
2.2.2 Misión: “Preservar la salud humana, mediante el desarrollo, producción y
comercialización de productos farmacéuticos con altos estándares de calidad para
alcanzar la máxima satisfacción de nuestros clientes externos e internos; en un ambiente
de trabajo seguro y promoviendo el cuidado de la naturaleza.”
2.2.3 Nuestros Valores: Están basados en la comunicación, integridad y trabajo en
equipo ya que somos responsables por nuestras propias acciones y nos apoyamos
positivamente a través de una comunicación abierta y una actitud leal y profesional,
generando trabajo en equipo que produce resultados exitosos en todas las áreas de la
empresa.
Y como consideramos los valores como el apalancamiento para nuestro desarrollo y la
empresa por ello las “3P” son parte de nuestra vida laboral.
• Pertenencia: Sentimos que formamos parte y nos identificamos con los objetivos de
la Empresa.
• Productividad: Aprovechamos adecuadamente los recursos de la Empresa y
superamos las metas establecidas, produciendo mayor rentabilidad.
• Pro-actividad: Tenemos la actitud para tomar la iniciativa y asumir la
responsabilidad de hacer que las cosas sucedan de modo activo.
2.2.4 Política de Calidad: El compromiso permanente de Química Ariston es elaborar
medicamentos que cumplan con estándares internacionales de calidad, satisfaciendo las
necesidades del cliente, basados en los requisitos de las Buenas Prácticas de

17
Manufactura y Normas ISO 9001, mediante la mejora continua en los procesos de la
organización, en un entorno de trabajo seguro protegiendo el medio ambiente.
2.2.5 Objetivos de Calidad:
• Aumentar la satisfacción del cliente.
• Reducir gastos y costos.
2.3 Productos líquidos
En la siguiente tabla de detallan los productos fabricados en el área de líquidos con sus
respectivas indicaciones, son tres formas farmacéuticas: jarabes, suspensiones y gotas
Tabla 1. Productos fabricados en el área de líquidos
Producto Indicaciones por producto:
1. 6-Copin Gotas
Indicaciones: Trastornos que tienen
a la náusea y vómito como
características prominentes, Vómitos
comunes del embarazo, hiperemesis
gravídica, vómitos inducidos por
fármacos. Cinetosis.
2. Alergin Jarabe
Indicaciones: Indicado para el alivio
de los síntomas nasales y no nasales
de la rinitis alérgica, para el
tratamiento de la urticaria idiopática
crónica y para el alivio sintomático
de reacciones de hipersensibilidad en
pacientes a partir de los 2 años de
edad.

18
Continuación tabla 1
3. Alzaten Gotas
Indicaciones: Estados hipotensivos
de cualquier etiología, por
insuficiencia circulatoria o inducida
por medicamentos, hipotensión
ortostática.
Mecanismo de acción: Aumenta la
resistencia periférica, estimula el
SNC aumentando la vigilia,
disminuyendo la somnolencia, la
fatiga e incrementando la actividad
mental.
4. Amevan 125 mg Susp. Oral
Indicaciones: Amebiasis intestinal,
absceso hepático amebiano,
giardiasis, balantidiasis, infección
por Blastocystis hominis,
tricomoniasis, tratamiento y
profilaxis de infecciones por
anaerobios, gingivitis ulcerativa
necrotizante aguda. Helicobacter
pylori.
5. Amevan 250 mg Susp. Oral
Indicaciones: Amebiasis intestinal,
absceso hepático amebiano,
giardiasis, balantidiasis, infección
por Blastocystis hominis,
tricomoniasis, tratamiento y
profilaxis de infecciones por
anaerobios, gingivitis ulcerativa
necrotizante aguda. Helicobacter

19
pylori.
Continuación tabla 1
6. Avir Susp. Oral
Indicaciones: Está indicado para el
tratamiento de infecciones
intestinales únicas o mixtas
incluyendo ascaridiasis, enterobiasis,
uncinariasis, estrongiloidiasis y
tricocefalosis.
7. Complejo B Jarabe
Indicaciones: Tratamiento y
prevención de los estados resultantes
de la deficiencia específica de cada
componente del complejo B (beri-
beri, arriboflavinosis, neuropatías
inducidas por drogas o alcohol,
pelagra, anemia megaloblastica. La
deficiencia vitamínica resulta de una
dieta inadecuada, por un incremento
en los requerimientos como en el
embarazo y lactancia, o inducida por
drogas o enfermedades.
8. Dolovan Gotas
Indicaciones: Dismenorrea y
espasmos localizados en: Tracto
gastrointestinal, sistema biliar,
aparato urinario. Las gotas en los
niños es utilizado para aliviar el
dolor del espasmo del músculo liso
gastrointestinal.

20
Continuación tabla 1
9. Ferrumklinge Ampollas Monodosis
Indicaciones: Está indicado para el
tratamiento y profilaxis de anemias
por carencia de hierro debido a
aumento de la demanda: embarazo,
fase de crecimiento postnatal rápida,
crecimiento en la adolescencia, o por
pérdidas patológicas: hemorragias
gastrointestinales ginecológicas,
quirúrgicas.
10. Ferrumklinge Gotas
Indicaciones: Está indicado para el
tratamiento y profilaxis de anemias
por carencia de hierro debido a
aumento de la demanda: embarazo,
fase de crecimiento postnatal rápida,
crecimiento en la adolescencia, o por
pérdidas patológicas: hemorragias
gastrointestinales ginecológicas,
quirúrgicas.

21
11. Ferrumklinge Jarabe
Indicaciones: Está indicado para el
tratamiento y profilaxis de anemias
por carencia de hierro debido a
aumento de la demanda: embarazo,
fase de crecimiento postnatal rápida,
crecimiento en la adolescencia, o por
pérdidas patológicas: hemorragias
gastrointestinales ginecológicas,
quirúrgicas.
Continuación tabla 1
12. Ferrumklinge Plus Jarabe
Indicaciones: Está indicado para el
tratamiento y profilaxis de anemias
por carencia de hierro debido a
aumento de la demanda: embarazo,
fase de crecimiento postnatal rápida,
crecimiento en la adolescencia, o por
pérdidas patológicas: hemorragias
gastrointestinales ginecológicas,
quirúrgicas.
13. Helixil Jarabe
Indicaciones: Tratamiento y alivio
para la tos, con acción
broncodilatadora, mucolítica y
expectorante: HELIXIL.
En presentación con 150 mL ofrece
más días de tratamiento. Presenta
excelente tolerancia en pacientes

22
pediátricos ya que no contiene
alcohol y tiene un agradable sabor.
14. Ibupront Susp. Oral
Indicaciones: Está indicado para uso
pediátrico. Dolor y fiebre: 5-10 mg /
kg por vía oral c/6-8h; que no exceda
de 40 mg/kg/ día. Artritis idiopática
juvenil: 7,5-12,5 mg/ kg por vía oral
c/8h. I.R. leve-moderada y/o I.H.
leve-moderada, reducir dosis.
Continuación tabla 1
15. Katrina Loción Capilar
Usos y Administración: Se usa para
tratar las infestaciones de piojos en la
cabeza, el cuerpo y el área del pubis
(ladillas).

23
16. Loratadina Jarabe
Indicaciones: Alivio de los síntomas
nasales y no nasales de la rinitis
alérgica y para los síntomas de
resfrío, en niños mayores de 6 años.
17. Meprimforte Susp. Oral
Indicaciones: Infecciones por
gérmenes (bronquitis crónica),
urinario, gastroenteritis incluyendo
cólera, fiebre tifoidea y paratífica,
shigellosis y enteritis por Yersinia,
infecciones biliares, de huesos y
articulaciones, brucelosis (en
combinación con otros fármacos).
Continuación tabla 1
18. Meprim Susp. Oral
Indicaciones: Infecciones por
gérmenes (bronquitis crónica),
urinario, gastroenteritis incluyendo
cólera, fiebre tifoidea y paratífica,
shigellosis y enteritis por Yersinia,
infecciones biliares, de huesos y
articulaciones, brucelosis (en
combinación con otros fármacos).

24
19. Stoptos Expectorante Jarabe
Indicaciones:
GUAIFENESINA: Actúa como
expectorante incrementando el
volumen y reduciendo la viscosidad
de las secreciones en la tráquea y
bronquios.
DEXTROMETORFAN
BROMHIDRATO: Es un
antitusígeno utilizado para aliviar la
tos no productiva.
20. Stoptos Jarabe
Indicaciones: Tos improductiva,
irritativa y alérgica. Tos idiopática y
que no cumple un propósito útil. Tos
que molesta al paciente e impide el
descanso y sueño.
2.4 Principales Ingresos
Se detalla a continuación la lista total de los productos líquidos con su resumen de venta
realizada en los seis primeros meses del año 2016:
Tabla 2. Ventas reales de los seis primeros meses del año 2016
Producto Enero
[$]
Febrero
[$]
Marzo
[$]
Abril
[$]
Mayo
[$]
Junio
[$]
Ingreso
por
Producto
[$]
6-Copin Gotas 68978,40 57852,00 51696,00 39832,80 68683,20 54679,20 341721,60
Alergin Jarabe 8030,62 16457,70 7721,75 12746,65 7638,77 9727,10 62322,59
Alzaten gotas 19771,32 4088,22 10293,75 4518,27 7219,35 2221,62 48112,53
Amevan 125
mg Susp. Oral 6931,95 2913,75 5555,55 7092,90 4773,00 7300,10 34567,25

25
Amevan 250
mg Susp. Oral 14761,37 12899,60 17360,26 17869,74 8010,76 9268,20 80169,93
Avir Susp. Oral 6609,70 4801,06 6934,69 3443,01 8468,58 6579,87 36836,91
Complejo B
Jarabe 68455,14 31114,26 4942,36 52025,09 35816,41 44322,67 236675,93
Dolovan Gotas 19439,86 5899,96 9771,96 5447,42 1357,62 1706,10 43622,92
Ferrumklinge
Ampollas
Monodosis
15089,50 1730,40 0,00 40406,90 2675,94 7663,20 67565,94
Ferrumklinge
Gotas 10125,17 0,00 1486,06 3692,97 1785,49 2672,69 19762,38
Ferrumklinge
Jarabe 4422,35 15303,50 1361,65 2482,30 1650,85 3639,10 28859,75
Ferrumklinge
Plus Jarabe 18182,18 0,00 1009,12 3730,14 1387,54 1225,36 25534,34
Helixil Jarabe 3151,20 17889,12 30865,60 5316,64 13251,20 16887,20 87360,96
Ibupront Susp.
Oral 9392,50 10865,00 13607,50 3972,50 15612,50 9407,50 62857,50
Katrina Loción
Capilar 32309,55 41449,59 80898,09 36167,04 35290,71 41034,63 267149,61
Loratadina
Jarabe 34865,16 128998,41 183970,08 83118,11 23254,18 55975,49 510181,43
Meprimforte
Susp. Oral 14298,53 10138,45 9869,72 5063,99 3772,69 31179,66 74323,04
Meprim Susp.
Oral 5611,50 3814,10 6751,00 4809,55 10760,75 8494,65 40241,55
Stoptos
Expectorante
Jarabe
50232,38 27393,74 33829,51 20561,09 41122,18 6124,58 179263,48
Stoptos Jarabe 12506,99 3643,05 9793,04 8464,59 3431,15 8984,56 46823,38
Sumatoria 423165,37 397251,91 487717,69 360761,70 295962,87 329093,48 2293953,02

26
Tabla 3. Principales productos con proceso en línea
Producto Stock Inicial
[$]
Enero
[$]
Febrero
[$]
Marzo
[$]
Abril
[$]
Mayo
[$]
Junio
[$]
Ingreso por Producto
[$]
Alergin Jarabe 33039,87 8030,62 16457,70 7721,75 12746,65 7638,77 9727,10 62322,59
Amevan 125 mg Susp. Oral 6660,00 6931,95 2913,75 5555,55 7092,90 4773,00 7300,10 34567,25
Amevan 250 mg Susp. Oral 0,00 14761,37 12899,60 17360,26 17869,74 8010,76 9268,20 80169,93
Avir Susp. Oral 41526,50 6609,70 4801,06 6934,69 3443,01 8468,58 6579,87 36836,91
Complejo B Jarabe 39248,43 68455,14 31114,26 4942,36 52025,09 35816,41 44322,67 236675,93
Ferrumklinge Jarabe 0,00 4422,35 15303,50 1361,65 2482,30 1650,85 3639,10 28859,75
Ferrumklinge Plus Jarabe 24236,90 18182,18 0,00 1009,12 3730,14 1387,54 1225,36 25534,34
Helixil Jarabe 3474,40 3151,20 17889,12 30865,60 5316,64 13251,20 16887,20 87360,96
Ibupront Susp. Oral 20832,50 9392,50 10865,00 13607,50 3972,50 15612,50 9407,50 62857,50
Katrina Loción Capilar 9099,09 32309,55 41449,59 80898,09 36167,04 35290,71 41034,63 267149,61
Loratadina Jarabe 1401,72 34865,16 128998,41 183970,08 83118,11 23254,18 55975,49 510181,43
Meprimforte Susp. Oral 9956,97 14298,53 10138,45 9869,72 5063,99 3772,69 31179,66 74323,04
Meprim Susp. Oral 5581,40 5611,50 3814,10 6751,00 4809,55 10760,75 8494,65 40241,55
Stoptos Expectorante Jarabe 18793,17 50232,38 27393,74 33829,51 20561,09 41122,18 6124,58 179263,48
Stoptos Jarabe 17364,39 12506,99 3643,05 9793,04 8464,59 3431,15 8984,56 46823,38
Sumatoria 231215,34 289761,12 327681,33 414469,92 266863,34 214241,27 260150,67 1773167,65
La tabla 3 engloba a los quince productos que siguen un proceso en línea y a los cuales se plantea implementar la mejora continua
focalizada.

27
2.5 Principales egresos
Se resume a continuación el total de egresos representativos en la empresa:
Tabla 4. Principales egresos de la organización
Enero [$] Febrero [$] Marzo [$] Abril [$] Mayo [$] Junio [$] Egreso
Total [$]
175377,04 185325,15 212632,42 172177,82 197547,42 155015,84 1098075,68
Esta información fue proporcionada por la empresa y en estos valores se incluyen:
sueldos y salarios, horas extras, pago al IESS, servicios básicos e impuestos.
2.6 Materia prima y material de acondicionamiento consumidos en los meses de
estudio
Si se decidiera fabricar cada mes sin que exista stock en bodegas este sería el valor en
dólares de las materias primas durante los meses en que se realiza el estudio:
Tabla 5. Costo de materias primas y material de acondicionamiento consumidas en
los meses de estudio
Producto Enero
[$]
Febrero
[$]
Marzo
[$]
Abril
[$]
Mayo
[$]
Junio
[$] Total [$]
Alergin Jarabe 0,00 0,00 0,00 1291,35 773,87 0,00 2065,22
Amevan 125 mg
Susp. Oral 3710,33 0,00 0,00 3796,48 2554,75 3907,38 13968,93
Amevan 250 mg
Susp. Oral 6370,61 5567,12 7492,23 7712,10 3457,23 0,00 30599,30
Avir Susp. Oral 0,00 0,00 0,00 0,00 0,00 0,00 0,00
Complejo B
Jarabe 20709,03 9412,68 1495,16 15738,62 10835,17 13408,48 71599,15
Ferrumklinge
Jarabe 474,09 0,00 0,00 0,00 0,00 0,00 474,09
Ferrumklinge
Plus Jarabe 0,00 0,00 0,00 0,00 99,63 0,00 99,63
Helixil Jarabe 0,00 1336,49 0,00 0,00 990,00 0,00 2326,49
Ibupront Susp.
Oral 0,00 0,00 3966,73 0,00 4551,21 2742,39 11260,32
Katrina Loción
Capilar 5930,96 7608,77 14850,20 6639,07 6478,20 7532,59 49039,78
Loratadina Jarabe 17515,51 64806,03 92422,62 41756,76 11682,40 28120,89 256304,20
Meprimforte
Susp. Oral 3815,03 0,00 2633,37 1351,14 0,00 8319,13 16118,65

28
Continuación tabla 5
Meprim Susp.
Oral 1595,94 0,00 0,00 1367,86 3060,41 2415,92 8440,13
Stoptos
Expectorante
Jarabe
3758,01 2049,39 2530,87 1538,22 3076,45 0,00 12952,94
Stoptos Jarabe 0,00 0,00 1743,95 1507,38 0,00 1599,98 4851,31
Sumatoria 63879,50 90780,49 127135,12 82698,97 47559,32 68046,76 480100,16
2.7 Inventario de producto en bodega
La tabla 6 reporta el inventario en dólares que representa el producto almacenado en la
bodega de producto terminado durante los meses de estudio:
Tabla 6. Inventario de producto terminado
Producto Enero [$] Febrero [$] Marzo [$] Abril [$] Mayo [$] Junio [$]
Alergin Jarabe 25009,25 8551,55 829,80 7293,02 18864,12 9137,02
Amevan 125
mg Susp. Oral 8978,05 6064,30 508,75 2665,85 7142,85 9092,75
Amevan 250
mg Susp. Oral 7823,77 6216,74 149,05 4864,45 10403,69 1135,49
Avir Susp. Oral 34916,80 30115,74 23181,05 19738,04 11269,46 4689,59
Complejo B
Jarabe 9884,72 4936,08 13076,53 299,87 3731,89 11740,46
Ferrumklinge
Jarabe 29052,55 13749,05 12387,40 9905,10 8254,25 4615,15
Ferrumklinge
Plus Jarabe 6054,72 6054,72 5045,60 1315,46 49987,48 48762,12
Helixil Jarabe 323,20 36303,44 5437,84 121,20 40739,36 23852,16
Ibupront Susp.
Oral 11440,00 575,00 7800,00 3827,50 9047,50 20472,50
Katrina Loción
Capilar 4086,81 8132,67 27,30 256,62 1362,27 5823,09
Loratadina
Jarabe 85,22 5281,44 237,53 991,07 102,66 41,60
Meprimforte
Susp. Oral 10201,27 62,82 4735,93 14214,77 10442,08 8348,08
Meprim Susp.
Oral 10719,90 6905,80 154,80 6095,25 6084,50 8339,85
Stoptos
Expectorante
Jarabe
6147,13 16339,73 1303,39 18328,64 14792,80 8668,22
Stoptos Jarabe 4857,40 1214,35 5004,10 10122,30 6691,15 11289,38
Sumatoria 169580,79 150503,43 79879,07 100039,14 198916,06 176007,46

29
2.8 Situación actual de la línea de líquidos
2.8.1 Planificación del área. En la planta de producción se manejan dos tipos de
planificaciones, el plan maestro y la planificación del área, estas no siempre se cumplen
ya que dependen de las disposiciones del área de ventas, por lo que se comparó con la
planificación del área de ventas, encontrándose los siguientes porcentajes de
cumplimiento:
Tabla 7. Porcentaje de cumplimiento de las áreas
El porcentaje de cumplimiento de planificaciones entre las áreas es muy bajo dado que
no existe coordinación ni comunicación de cambios entre ellos.
2.8.2 Recursos que intervienen en el proceso. Los recursos que intervienen en la
planta de producción para la línea de líquidos de la empresa son:
Agitadores AW1 (R1) y 3HP (R1') para mezclar, disolver, combinar dos o más
líquidos y homogeneizar temperatura;
Balanzas (R2) para fraccionar y repesar las materias primas que indique la fórmula
maestra;
Bomba GL1 (R3) utilizada para el trasvase y desenvase de los productos;
Dosificadoras de líquidos D1 (R4) y DAUMAC (R4'): utilizadas para el envasado del
producto;
Etiquetadora EH3 (R5): Etiqueta los frascos;
Homogenizador (R6): que mantiene todos los principios activos en suspensión;
Impresoras HITACHI e HITACHI 1 (R7): codifican la información personalizada de
cada producto;
Molino Coloidal Colmil (R8) que muele algunos principios activos con el objetivo de
facilitar la homogenización del mismo;
Reactor T 500L (R9) donde tendrá lugar la preparación del jarabe;
Planificación Porcentaje de Cumplimiento
Plan de Ventas 35,71%
Plan Maestro 33,33%
Planificación Área 33,33%

30
Tanques T 500 L1 y T 500L2 (R10) donde se realizan las disoluciones;
Tanque T 1000 L1 (R11) donde se realizan las mezclas finales.
Para la fabricación y empaque de los productos líquidos intervienen algunas áreas
dentro de la planta como son: el área de materias primas (donde se lleva a cabo el
fraccionamiento y repesaje de las materias primas), el área de líquidos (fabricación y
envase de los productos líquidos) y el área de empaque donde se etiqueta, codifica,
empaca, y se entrega a bodega los productos terminados.
Figura 7. Perfil de utilización de los recursos
2.8.3 Tamaño de lote de los productos del área de líquidos. Los productos que se
fabrican en esta área tienen un tamaño de lote ya establecido.
Tabla 8. Tamaño de lote de los productos
Producto Tamaño De Lote [ml] Tamaño de Lote [Frascos]
Alergin Jarabe 500000 4167
Amevan 125 mg Susp. Oral 500000 5000
Amevan 250 mg Susp. Oral 500000 4167
Avir Susp. Oral 500000 25000
Complejo B Jarabe 1000000 8333

31
Continuación tabla 8
Ferrumklinge Jarabe 500000 2778
Ferrumklinge Plus Jarabe 500000 2778
Helixil Jarabe 1000000 6667
Ibupront Susp. Oral 1000000 8333
Katrina Loción Capilar 200000 3333
Loratadina Jarabe 1000000 8333
Meprimforte Susp. Oral 500000 4167
Meprim Susp. Oral 500000 5000
Stoptos Expectorante Jarabe 500000 4167
Stoptos Jarabe 500000 8333
2.8.4 Capacidad de los equipos. Los equipos involucrados en este proceso presentan
diversas capacidades que se detallan a continuación:
Tabla 9. Capacidad actual de los equipos
Equipo Capacidad
1. Agitador 3HP 1725 rpm
2. Agitador AW1 1725 rpm
2 Balanza Mettler Toledo X53200L 10000 g
3 Balanza Mettler Toledo PB503-S 10000 g
4 Bomba GL1 2000000 ml/h
5 Dosificadora de líquidos Jhepco D1 2000 u/h
6 Dosificadora de líquidos DAUMAC 800 u/h
7 Etiquetadora EH2 2500 u/h
8 Etiquetadora EH3 2500 u/h
9 Homogenizador H1 1725 rpm
10 Impresora HITACHI 3500 u/h
11 Impresora HITACHI 1 3500 u/h
12 Molino coloidal COLMIL 19000 ml
13 Reactor T 500L 500000 ml
14 Tanque T1000 L1 1000000 ml
15 Tanque T 500L1 500000 ml
16 Tanque T 500L2 500000 ml

32
De esta lista de equipos no todos participan en el proceso de fabricación y empaque de
un producto, por lo que es necesario detallar a continuación los equipos que se utilizan
dependiendo del producto a fabricar.
2.8.5 Equipos y capacidad utilizada por producto. Los equipos en el área de líquidos
son utilizados dependiendo del producto y aunque su capacidad se encuentra ya
establecida, no siempre se utiliza a su límite , esto se debe a que la cantidad de lote varía
dependiendo del producto a fabricarse y a que los productos no presentan las mismas
carasterísticas:
Tabla 10. Alergin Jarabe
Tabla 11. Amevan 125 mg Susp. Oral
Equipos: Capacidad:
Balanza MT PB503-S 10000 g
Balanza MT X53200L 10000 g
Bomba GL1 2000000 ml/h
Dosificadora Jhepco D1 971 u/h
Etiquetadora EH3 2500 u/h
Impresora HITACHI 3500 u/h
Impresora HITACHI 1 3500 u/h
Reactor T 500 L 500000 ml
Tanque T500 L1 500000 ml
Equipos: Capacidad:
Agitador AW1 1725 rpm
Balanza MT PB503-S 10000 g
Balanza MT X53200L 10000 g
Bomba GL1 2000000 ml/h
Dosificadora Jhepco D1 969 u/h
Etiquetadora EH3 2500 u/h
Homogenizador H 1 1725 rpm
Impresora HITACHI 3500 u/h
Impresora HITACHI 1 3500 u/h
Molino Coloidal Colmil 19000 ml
Reactor T 500 L 500000 ml
Tanque T 500 L2 500000 ml
Equipos: Capacidad:
Agitador AW1 1725 rpm
Balanza MT PB503-S 10000 g
Balanza MT X53200L 10000 g
Bomba GL1 2000000 ml/h
Dosificadora Jhepco D1 2706 u/h
Etiquetadora EH3 2500 u/h
Homogenizador H 1 1725 rpm
Impresora HITACHI 3500 u/h
Impresora HITACHI 1 3500 u/h
Molino Coloidal Colmil 19000 ml
Reactor T 500 L 500000 ml

33
Tabla 12. Amevan 250 mg Susp. Oral
Tabla 13. Avir Susp. Oral
Tabla 14. Complejo B Jarabe
Tabla 15. Ferrumklinge
Jarabe
Equipos: Capacidad:
Tanque T1000 L1 1000000 ml
Balanza MT PB503-S 10000 g
Balanza MT X53200L 10000 g
Bomba GL1 2000000 ml/h
Dosificadora Jhepco D1 1667 u/h
Etiquetadora EH3 2500 u/h
Impresora HITACHI 3500 u/h
Impresora HITACHI 1 3500 u/h
Reactor T 500 L 500000 ml
Tabla 16. Ferrumklinge Plus Jarabe
Tabla 17. Helixil Jarabe
Equipos: Capacidad:
Agitador AW1 1725 rpm
Balanza MT PB503-S 10000 g
Balanza MT X53200L 10000 g
Bomba GL1 2000000 ml/h
Dosificadora Jhepco D1 969 u/h
Etiquetadora EH3 2500 u/h
Homogenizador H 1 1725 rpm
Impresora HITACHI 3500 u/h
Impresora HITACHI 1 3500 u/h
Molino Coloidal Colmil 19000 ml
Reactor T 500 L 500000 ml
Tanque T 500 L2 500000 ml
Equipos: Capacidad:
Bomba GL1 2000000 ml/h
Balanza MT PB503-S 10000 g
Balanza MT X53200L 10000 g
Dosificadora Jhepco D1 445 u/h
Etiquetadora EH3 2500 u/h
Impresora HITACHI 3500 u/h
Impresora HITACHI 1 3500 u/h
Reactor T 500 L 500000 ml
Equipos: Capacidad:
Bomba GL1 2000000 ml/h
Balanza MT PB503-S 10000 g
Balanza MT X53200L 10000 g
Dosificadora Jhepco D1 389 u/h
Etiquetadora EH3 2500 u/h
Impresora HITACHI 3500 u/h
Impresora HITACHI 1 3500 u/h
Reactor T 500 L 500000 ml
Equipos: Capacidad:
Bomba GL1 2000000 ml/h
Agitador AW1 1725 rpm
Balanza MT PB503-S 10000 g
Balanza MT X53200L 10000 g
Dosificadora Jhepco D1 951 u/h
Etiquetadora EH3 2500 u/h
Impresora HITACHI 3500 u/h
Impresora HITACHI 1 3500 u/h
Reactor T 500 L 500000 ml
Tanque T1000 L1 1000000 ml
Equipos: Capacidad:
Agitador AW1 1725 rpm
Balanza MT PB503-S 10000 g
Balanza MT X53200L 10000 g

34
Tabla 20. Loratadina Jarabe
Tabla 21. Meprimforte Susp. Oral
Tabla 22. Meprim Susp. Oral Tabla 23. Stoptos Expectorante Jarabe
….
Tabla 24. Stoptos Jarabe
Bomba GL1 2000000 ml/h
Dosificadora Jhepco D1 918 u/h
Etiquetadora EH3 2500 u/h
Impresora HITACHI 3500 u/h
Impresora HITACHI 1 3500 u/h
Molino Coloidal Colmil 19000 ml
Reactor T 500 L 500000 ml
Tanque T1000 L1 1000000 ml
Equipos: Capacidad:
Agitador 3 HP 1725 rpm
Balanza MT PB503-S 10000 g
Balanza MT X53200L 10000 g
Dosificadora DAUMAC 651 u/h
Etiquetadora EH2 2500 u/h
Impresora HITACHI 3500 u/h
Impresora HITACHI 1 3500 u/h
Equipos: Capacidad:
Bomba GL1 2000000 ml/h
Balanza MT PB503-S 10000 g
Balanza MT X53200L 10000 g
Dosificadora Jhepco D1 1593 u/h
Etiquetadora EH3 2500 u/h
Impresora HITACHI 1 3500 u /h
Reactor T 500 L 500000 ml
Tanque T1000 L1 1000000 ml
Tanque T500 L1 500000 ml
Equipos: Capacidad:
Bomba GL1 2000000 ml/h
Agitador AW1 1725 rpm
Balanza MT PB503-S 10000 g
Balanza MT X53200L 10000 g
Dosificadora Jhepco D1 785 u/h
Etiquetadora EH3 2500 u/h
Homogenizador H 1 1725 rpm
Impresora HITACHI 3500 u/h
Impresora HITACHI 1 3500 u/h
Molino Coloidal Colmil 19000 ml
Reactor T 500 L 500000 ml
Tanque T 500 L2 500000 ml
Equipos: Capacidad:
Bomba GL1 2000000 ml/h
Agitador AW1 1725 rpm
Balanza MT PB503-S 10000 g
Balanza MT X53200L 10000 g
Dosificadora Jhepco D1 982 u/h
Etiquetadora EH3 2500 u/h
Homogenizador H 1 1725 rpm
Impresora HITACHI 3500 u/h
Impresora HITACHI 1 3500 u/h
Molino Coloidal Colmil 19000 ml
Reactor T 500 L 500000 ml
Tanque T 500 L2 500000 ml
Equipos: Capacidad:
Reactor T 500 L 500000 ml
Agitador AW1 1725 rpm
Balanza MT PB503-S 10000 g
Balanza MT X53200L 10000 g
Bomba GL1 2000000 ml/h
Dosificadora Jhepco D1 992 u/h
Etiquetadora EH3 2500 u/h
Impresora HITACHI 3500 u/h
Impresora HITACHI 1 3500 u/h
Equipos: Capacidad:
Reactor T 500 L 500000 ml
Agitador AW1 1725 rpm
35
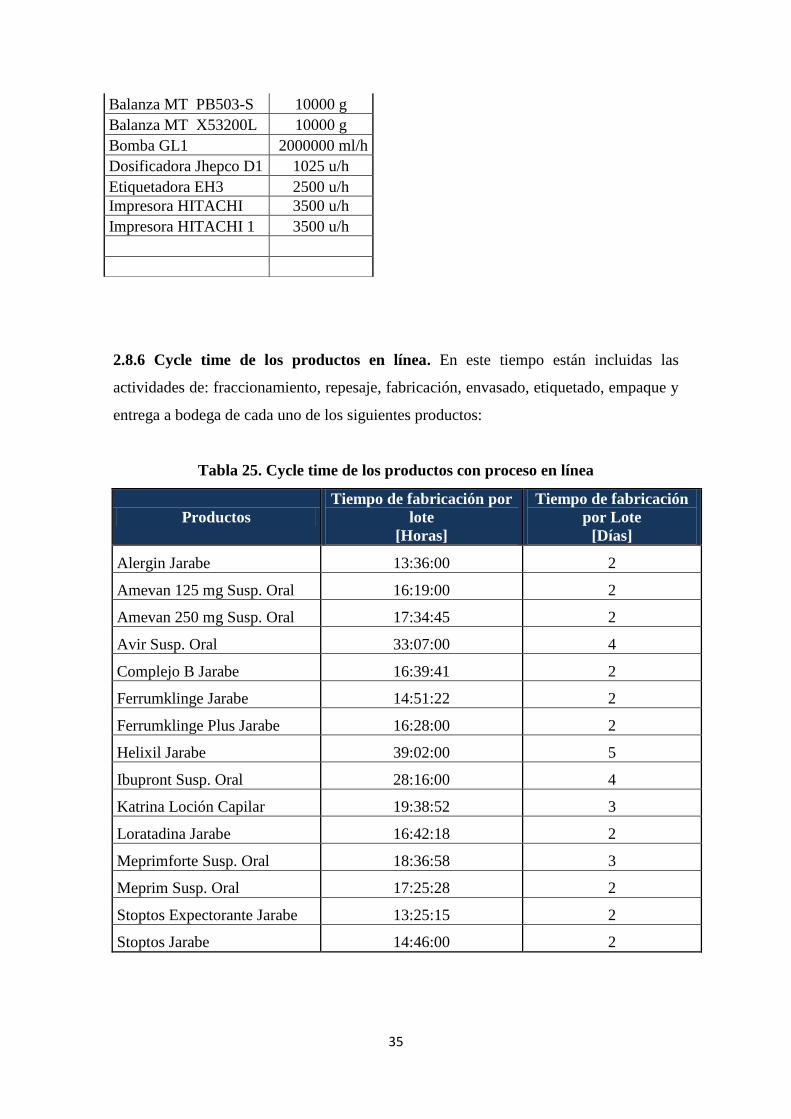
2.8.6 Cycle time de los productos en línea. En este tiempo están incluidas las
actividades de: fraccionamiento, repesaje, fabricación, envasado, etiquetado, empaque y
entrega a bodega de cada uno de los siguientes productos:
Tabla 25. Cycle time de los productos con proceso en línea
Productos
Tiempo de fabricación por
lote
[Horas]
Tiempo de fabricación
por Lote
[Días]
Alergin Jarabe 13:36:00 2
Amevan 125 mg Susp. Oral 16:19:00 2
Amevan 250 mg Susp. Oral 17:34:45 2
Avir Susp. Oral 33:07:00 4
Complejo B Jarabe 16:39:41 2
Ferrumklinge Jarabe 14:51:22 2
Ferrumklinge Plus Jarabe 16:28:00 2
Helixil Jarabe 39:02:00 5
Ibupront Susp. Oral 28:16:00 4
Katrina Loción Capilar 19:38:52 3
Loratadina Jarabe 16:42:18 2
Meprimforte Susp. Oral 18:36:58 3
Meprim Susp. Oral 17:25:28 2
Stoptos Expectorante Jarabe 13:25:15 2
Stoptos Jarabe 14:46:00 2
Balanza MT PB503-S 10000 g
Balanza MT X53200L 10000 g
Bomba GL1 2000000 ml/h
Dosificadora Jhepco D1 1025 u/h
Etiquetadora EH3 2500 u/h
Impresora HITACHI 3500 u/h
Impresora HITACHI 1 3500 u/h

36

37
3. PROPUESTA DE LA TEORÍA DE LAS RESTRICCIONES
3.1 Indicadores operativos y estratégicos
Para iniciar con la presente propuesta se recurre a la implementación de las medidas del
sistema. El primer indicador citado fue el trúput, que se calcula empleando la ecuación
(1) que tiene dos términos que son: el precio de venta citado en la tabla 3 y los costos
totalmente variables (tabla 6). Analizando este indicador en el producto “Loratadina
Jarabe” (LJ) se obtiene:
[
]
[
]
[
]
[
]
Dónde:
TLJ = trúput de cada producto LJ, [$*loratadina jarabe-1].
CTVLJ = costos totalmente variables de cada producto LJ, [$*loratadina jarabe -1].

38
Las materias primas que forman parte del producto “Loratadina Jarabe” son:
propilenglicol, ácido cítrico, loratadina micronizada, azúcar granulada (sacarosa),
benzoato de sodio, sacarina sódica, colorante chocolate, glicerina, esencias de fresa,
banano y menta, además se utiliza materiales de acondicionamiento como: frascos,
tapas y etiquetas. Tomando en cuenta todas las materias primas y los materiales de
acondicionamiento para cada producto se procedió a determinar los costos totalmente
variables de forma individualizada.
Tabla 26. Trúput y costos totalmente variables por producto
Producto PV [$/u] CTV [$/u] Trúput [$/u]
Alergin Jarabe 62322,59 2065,22 60257,37
Amevan 125 mg Susp. Oral 34567,25 13968,93 20598,32
Amevan 250 mg Susp. Oral 80169,93 30599,30 49570,63
Avir Susp. Oral 36836,91 0,00 36836,91
Complejo B Jarabe 236675,93 71599,15 165076,78
Ferrumklinge Jarabe 28859,75 474,09 28385,66
Ferrumklinge Plus Jarabe 25534,34 99,63 25434,71
Helixil Jarabe 87360,96 2326,49 85034,47
Ibupront Susp. Oral 62857,50 11260,32 51597,18
Katrina Loción Capilar 267149,61 49039,78 218109,83
Loratadina Jarabe 510181,43 256304,20 253877,23
Meprimforte Susp. Oral 74323,04 16118,65 58204,39
Meprim Susp. Oral 40241,55 8440,13 31801,42
Stoptos Expectorante Jarabe 179263,48 12952,94 166310,54
Stoptos Jarabe 46823,38 4851,31 41972,07
El trúput total para este estudio, se calculará mediante la suma del trúput que se obtuvo
mensualmente en los seis meses, para lo cual, el primer término de la ecuación (1) se
sustituirá por el ingreso mensual, desglosado en la tabla 3, de 15 de los productos
detallados, el segundo término se obtiene del consumo de materias primas, descrito en
la tabla 5, para el respectivo mes, constituye los costos totalmente variables o
fundamentalmente costos de materia prima y material de acondicionamiento utilizados
en los productos vendidos, se realizará el cálculo modelo para el mes de enero del 2016
obteniéndose los siguientes resultados:

39
(4)
8030,62 + 6931,95 + 14761,37 + 6609,70 + 68455,14 + 4422,35 +
18182,18 + 3151,20 + 9392,50 + 32309,55 + 34865,16 + 5611,50 + 14298,53 +
50232,38 + 12506,99; (5)
Dónde:
CTV Enero = costos totalmente variables del mes de enero, [$].
Ventas Enero = ventas correspondientes a todos los productos del mes de enero, [$].
TEnero = trúput del mes de enero para todos los productos, [$].
De la misma manera se procede a calcular para los meses de febrero, marzo, abril, mayo
y junio del año 2016, obteniendo los siguientes resultados:
Tabla 27. Trúput mensual y total situación actual
El valor obtenido Mes Ingreso Mensual [$] CTV [$] Trúput [$]
Enero 289761,12 63879,50 225881,62
Febrero 327681,33 90780,49 236900,84
Marzo 414469,92 127135,12 287334,80
Abril 266863,34 82698,97 184164,37
Mayo 214241,27 47559,32 166681,94
Junio 260150,67 68046,76 192103,91
TOTAL 1773167,65 480100,16 1293067,49

40
involucra a todos los productos vendidos durante los meses de análisis, por lo tanto, se
denomina “trúput total”.
El segundo indicador es el inventario y se calcula a partir del total en dólares del
inventario de producto terminado citado en la tabla 6, sumando estos valores se obtiene:
(6)
Para calcular el último indicador operativo, los gastos operacionales, recurrimos a la
tabla 4 que contiene los valores en dólares de los gastos que el sistema incurre
mensualmente para la transformación de sus productos y se obtiene:
(7)
Con los datos obtenidos se procede a calcular los dos indicadores estratégicos.
El primer indicador es la utilidad neta y se obtiene al restar los gastos operacionales del
trúput de la siguiente manera:
El siguiente indicador es el retorno sobre la inversión el cual proporciona información
sobre el rendimiento del sistema, y se obtiene del cociente entre el valor obtenido de
utilidad neta y el inventario, de la siguiente manera:

41
Al calcular todos estos valores, se cumple con el objetivo de implementar indicadores
operativos y estratégicos que permitirán posteriormente comparar si la organización
incrementó productividad.
La tabla 28 resume los indicadores operativos calculados en la situación actual de la
empresa y serán la base para la toma de decisiones en la teoría de las restricciones.
Tabla 28. Indicadores operativos situación actual
Indicador Valor, [$]
Trúput total 1293067,49
Inventario
Gasto operativo
De igual forma se tiene el resumen de los indicadores estratégicos en la tabla 29 que
está a continuación:
Tabla 29. Indicadores estratégicos situación actual
Indicador Valor, [$]
Utilidad neta
Retorno sobre la inversión
Se muestran en las tablas 28 y 29 los resultados obtenidos con la planificación actual
aplicada en esos meses y que posteriormente podrán ser comparados con los resultados
de la simulación de los mismos meses, pero aplicando el sistema DBR-S.

42
3.2 Sincronización del proceso mediante el sistema tambor- amortiguador- cuerda
simplificado (DBR-S)
En la teoría de las restricciones el sistema DBR-S ayuda a sincronizar el proceso
productivo de la organización con las fechas de entregas a los clientes, cumpliendo
fielmente las mismas mediante la aplicación de los cinco pasos de enfoque, los cuales
son:
3.2.1 Identificar la(s) restricción(es) del sistema. Encontrar el cuello de botella es el
paso más importante para el desarrollo de la estrategia del negocio y nos ayudar para
balancear el flujo en la planta de producción. Al trabajar con un sistema de manufactura
(MAKE TO STOCK), debe mantener siempre en bodega producto terminado, por lo
que se puede inferir que la restricción es uno de los recursos de la planta. El presente
trabajo propone encontrar al recurso cuello de botella mediante diagramas de flujo
donde se denote el camino que cada producto sigue a través del proceso de fabricación,
indicando los centros de trabajo, los equipos utilizados y la información de la capacidad
de cada equipo, de esta manera se detectó colas de trabajo en el recurso (R4) que es la
Dosificadora de Líquidos D1.
Figura 8. Diagrama de flujo de Alergin Jarabe

43
Figura 9. Diagrama de flujo de Amevan 125 mg Susp. Oral
Figura 10. Diagrama de flujo de Amevan 250 mg Susp. Oral

44
Figura 11. Diagrama de flujo de Avir Susp. Oral
Figura 12. Diagrama de flujo de Complejo B Jarabe

45
Figura 13. Diagrama de flujo de Ferrumklinge Jarabe
Figura 14. Diagrama de flujo de Ferrumklinge Plus Jarabe

46
Figura 15. Diagrama de flujo de Helixil Jarabe
Figura 16. Diagrama de flujo de Ibupront Susp. Oral

47
Figura 17. Diagrama de flujo de Katrina Loción Capilar
Figura 18. Diagrama de flujo de Loratadina Jarabe

48
Figura 19. Diagrama de flujo de Meprimforte Susp. Oral
Figura 20. Diagrama de flujo de Meprim Susp. Oral

49
Figura 21. Diagrama de flujo de Stoptos Expectorante Jarabe
Figura 22. Diagrama de flujo de Stoptos Jarabe

50
Tabla 30. Dosificadora Jhepco D1 capacidad por producto
Producto Capacidad [ml] Capacidad [Frascos]
Alergin Jarabe 116520 971 u/h
Amevan 125 mg Susp. Oral 96900 969 u/h
Amevan 250 mg Susp. Oral 91200 760 u/h
Avir Susp. Oral 54120 2706 u/h
Complejo B Jarabe 200040 1667 u/h
Ferrumklinge Jarabe 80100 445 u/h
Ferrumklinge Plus Jarabe 70020 389 u/h
Helixil Jarabe 142650 951 u/h
Ibupront Susp. Oral 110160 918 u/h
Loratadina Jarabe 191160 1593 u/h
Meprimforte Susp. Oral 94200 785 u/h
Meprim Susp. Oral 98200 982 u/h
Stoptos Expectorante Jarabe 119040 992 u/h
Stoptos Jarabe 61500 1025 u/h
3.2.2 Decidir cómo explotar la(s) restricción(es). En el área de fabricación de
líquidos, la restricción es la capacidad de procesamiento del recurso R4. Explotar este
recurso significa sacarle el mayor provecho, para lo cual se trabajará de manera
continua para maximizar el desempeño tanto del recurso como de los indicadores, con
lo que se espera aumentar el trúput al tiempo que disminuye el inventario y los gastos
operativos, para lo cual, se analizará las formas en que se ha perdido la capacidad en el
cuello de botella.
En la planta se puede evidenciar que existen:
Tiempo perdido durante cambios de uniformes, turnos como la hora de almuerzo
Se da prioridad a productos que la demanda del mercado no ha solicitado por tener
stock en bodega de producto terminado.
Las proyecciones son solo información de datos históricos y los mismos no siempre
son acertados.

51
Para contrarrestar estos inconvenientes se implementarán dos conceptos:
El amortiguador de tiempo, el cual se asignará a cada producto
Numero de octano
3.2.2.1 Amortiguador de tiempo. Ya que la composición del contenido de trabajo de
una restricción está condicionada por el tiempo, el amortiguador debe expresarse en
unidades de tiempo.
Para la aplicación del sistema DBR-S el único amortiguador que se utilizará será el de
despacho, donde se tomará en cuenta el tiempo desde que se libera la materia prima y
material de acondicionamiento a la planta de producción hasta la entrega de producto a
la bodega de producto terminado. [9]
Tabla 31. Tamaño del amortiguador de tiempo
Productos Cycle Time [Días] Tamaño del amortiguador [Días]
Alergin Jarabe 2 1
Amevan 125 mg Susp. Oral 2 1
Amevan 250 mg Susp. Oral 2 1
Avir Susp. Oral 4 2
Complejo B Jarabe 2 1
Ferrumklinge Jarabe 2 1
Ferrumklinge Plus Jarabe 2 1
Helixil Jarabe 5 2,5
Ibupront Susp. Oral 4 2
Katrina Loción Capilar 3 1,5
Loratadina Jarabe 2 1
Meprimforte Susp. Oral 3 1,5
Meprim Susp. Oral 2 1
Stoptos Expectorante Jarabe 2 1
Stoptos Jarabe 2 1
El tamaño del amortiguador es el intervalo de tiempo que debe adelantarse la
fabricación de la orden para poder terminar su producción sin que la misma se vea

52
afectada por las diversas fluctuaciones estadísticas y eventos dependientes, este no será
mayor al cycle time fijado para cada producto.
3.2.2.2 Número de Octano: Con el número de octano obtenido se dará prioridad al
producto que genere mayor ingreso por el uso de la restricción mensualmente.
Tabla 32. Octano mes de Enero
Tabla 33. Octano mes de Febrero
Producto Octano
Alergin Jarabe -
Avir Susp. Oral -
Ferrumklinge Plus Jarabe -
Helixil Jarabe -
Ibupront Susp. Oral -
Stoptos Jarabe -
Stoptos Expectorante Jarabe 11065,32734
Complejo B Jarabe 9549,221073
Katrina Loción Capilar 5152,068593
Loratadina Jarabe 3317,33301
Meprimforte Susp. Oral 1974,294221
Amevan 250 mg Susp. Oral 1531,159935
Meprim Susp. Oral 788,9117269
Ferrumklinge Jarabe 631,722162
Amevan 125 mg Susp. Oral 624,3453273
Tabla 34. Octano mes de Marzo Tabla 35. Octano mes de Abril
Producto Octano
Alergin Jarabe -
Amevan 125 mg Susp. Oral -
Avir Susp. Oral -
Ferrumklinge Jarabe -
Ferrumklinge Plus Jarabe -
Ibupront Susp. Oral -
Meprimforte Susp. Oral -
Meprim Susp. Oral -
Stoptos Jarabe -
Loratadina Jarabe 12273,87676
Katrina Loción Capilar 6609,535905
Stoptos Expectorante Jarabe 6034,368672
Complejo B Jarabe 4340,316114
Helixil Jarabe 2361,287646
Amevan 250 mg Susp. Oral 1338,043197
Producto Octano
Alergin Jarabe -
Amevan 125 mg Susp. Oral -
Avir Susp. Oral -
Ferrumklinge Jarabe -
Ferrumklinge Plus Jarabe -
Helixil Jarabe -
Meprim Susp. Oral -
Loratadina Jarabe 17504,29452
Katrina Loción Capilar 12899,97876
Stoptos Expectorante Jarabe 7452,057854
Amevan 250 mg Susp. Oral 1800,736285
Meprimforte Susp. Oral 1362,778632
Ibupront Susp. Oral 1061,758838
Stoptos Jarabe 990,0475345
Complejo B Jarabe 689,4396573
Producto Octano
Avir Susp. Oral -
Ferrumklinge Jarabe -
Ferrumklinge Plus Jarabe -
Helixil Jarabe -
Ibupront Susp. Oral -
Loratadina Jarabe 7908,481035
Complejo B Jarabe 7257,294131
Katrina Loción Capilar 5767,182485
Stoptos Expectorante Jarabe 4529,253667
Alergin Jarabe 2670,233745
Amevan 250 mg Susp. Oral 1853,583369
Stoptos Jarabe 855,7451476
Meprimforte Susp. Oral 699,2191639
Meprim Susp. Oral 676,1668709
Amevan 125 mg Susp. Oral 638,841736
Producto Octano Avir Susp. Oral -
Ferrumklinge Jarabe -
Stoptos Jarabe -
Stoptos Expectorante Jarabe 9058,507335
Katrina Loción Capilar 5627,443236
Complejo B Jarabe 4996,247428
Loratadina Jarabe 2212,576843
Helixil Jarabe 1749,10196
Alergin Jarabe 1600,208794
Meprim Susp. Oral 1512,836472
Ibupront Susp. Oral 1218,203921
Amevan 250 mg Susp. Oral 830,9360691
Meprimforte Susp. Oral 710,4877589

53
Tabl
a 36.
Octano mes de Mayo
3.2.3 Subordinar todo lo demás a la
decisión del paso anterior. En este paso nos
aseguramos que el resto de los recursos
funcionen al ritmo que marca la restricción del
sistema (tambor), según fue definido en el
paso anterior. Como la empresa es un sistema,
existe interdependencia entre los recursos que la componen, por tal motivo no tiene
sentido exigir a cada recurso que actúe obteniendo el máximo rendimiento respecto de
su capacidad, sino que se le debe exigir que actúe de manera que la restricción siempre
cumpla con su planificación.
Para la implementación de la cuerda, se propone un cronograma detallado donde se
encuentra el tiempo y la secuencia en la que tienen que ser liberadas las materias primas
y material de acondicionamiento al proceso de fabricación.
Con el amortiguador de tiempo se dará prioridad a las órdenes de fabricación en
cualquier estación de trabajo que se encuentre.
En cuanto se ha elevado una restricción debemos preguntarnos si ésta sigue siendo tal o
si ahora existen otros recursos con menor capacidad. volver al paso a), comenzando
nuevamente el proceso.
Para la simulación de la planificación mediante el sistema DBR-S se aplicará el estado
del amortiguador:
(9)
Donde sí es menor del 33% es considerado verde, mientras que, si se encuentra entre el
33 y 67% será amarillo y, sobre el 67% el estado del amortiguador será rojo. Estas son
las tres zonas mencionada en el punto 1.1.5.2 donde se determina su prioridad.
Amevan 125 mg Susp. Oral 429,8935
Ferrumklinge Plus Jarabe 180,1269513 Producto Octano
Alergin Jarabe -
Amevan 250 mg Susp. Oral -
Avir Susp. Oral -
Ferrumklinge Jarabe -
Ferrumklinge Plus Jarabe -
Helixil Jarabe -
Stoptos Expectorante Jarabe -
Katrina Loción Capilar 6543,366541
Complejo B Jarabe 6182,837028
Loratadina Jarabe 5325,928349
Meprimforte Susp. Oral 4305,185397
Meprim Susp. Oral 1194,249131
Stoptos Jarabe 908,3125849
Ibupront Susp. Oral 734,0434514
Amevan 125 mg Susp. Oral 657,5037795
Tabla 37. Octano mes de Junio

54
De acuerdo con el número de octano obtenido se dará prioridad al producto que genere
dinero con mayor velocidad por mes.
Posteriormente, se procede a dar la planificación detallada del CCR y la liberación de
las materias primas, el mismo incluye el amortiguador para protección de la
programación para proteger al sistema (ver anexo B).
Se emplea la planificación de los pedidos confirmados por los clientes durante los
meses de estudio, los cuales fueron las siguientes:

55
Tabla 38. Pedidos confirmados de los principales productos
Producto
Enero Febrero Marzo Abril Mayo Junio
Unidades Fecha Unidades Fecha Unidades Fecha Unidades Fecha Unidades Fecha Unidades Fecha
Alergin Jarabe 1742 29-ene 3570 29-Feb 1675 31-mar 2765 29-abr 1657 31-may 2110 30-jun
Amevan 125 mg Susp. Oral 3747 29-ene 1575 29-Feb 3003 31-mar 3834 29-abr 2580 31-may 3946 30-jun
Amevan 250 mg Susp. Oral 5447 29-ene 4760 29-Feb 6406 31-mar 6594 29-abr 2956 31-may 3420 30-jun
Avir Susp. Oral 4210 29-ene 3058 29-Feb 4417 31-mar 2193 29-abr 5394 31-may 4191 30-jun
Complejo B Jarabe 43602 29-ene 19818 29-Feb 3148 31-mar 33137 29-abr 22813 31-may 28231 30-jun
Ferrumklinge Jarabe 367 29-ene 1270 29-Feb 113 31-mar 206 29-abr 137 31-may 302 30-jun
Ferrumklinge Plus Jarabe 1009 29-ene 0 29-Feb 56 31-mar 207 29-abr 77 31-may 68 30-jun
Helixil Jarabe 390 29-ene 2214 29-Feb 3820 31-mar 658 29-abr 1640 31-may 2090 30-jun
Ibupront Susp. Oral 3757 29-ene 4346 29-Feb 5443 31-mar 1589 29-abr 6245 31-may 3763 30-jun
Katrina Loción Capilar 11835 29-ene 15183 29-Feb 29633 31-mar 13248 29-abr 12927 31-may 15031 30-jun
Loratadina Jarabe 51960 29-ene 192248 29-Feb 274173 31-mar 123872 29-abr 34656 31-may 83421 30-jun
Meprimforte Susp. Oral 4097 29-ene 2905 29-Feb 2828 31-mar 1451 29-abr 1081 31-may 8934 30-jun
Meprim Susp. Oral 2610 29-ene 1774 29-Feb 3140 31-mar 2237 29-abr 5005 31-may 3951 30-jun
Stoptos Expectorante Jarabe 11138 29-ene 6074 29-Feb 7501 31-mar 4559 29-abr 9118 31-may 1358 30-jun
Stoptos Jarabe 7673 29-ene 2235 29-Feb 6008 31-mar 5193 29-abr 2105 31-may 5512 30-jun

56
Finalmente, se presentan los resultados de la simulación, para lo cual se mantuvo
constante el trúput, disminuyeron los gastos operacionales, los inventarios crecieron,
esto no afectó a los demás indicadores ya que la utilidad neta y el ROI crecieron de
manera significativa.
Tabla 39. Resultados de los indicadores operativos en la simulación
Indicador Trúput, Gastos operativos,
[$]
Inventario,
[$] [$]
Enero 225881,62 127538,36 197022,77
Febrero 236900,84 142859,59 130746,31
Marzo 287334,80 194848,81 170300,48
Abril 184164,37 136355,31 164800,64
Mayo 166681,94 108304,90 173663,82
Junio 192103,91 113684,59 150723,77
TOTAL 1293067,49 823591,57 -
Tabla 40. Resultados globales de los indicadores operativos con la simulación
INDICADOR VALOR,
[$]
Trúput total 1293067,49
Inventario 150723,77
Gasto operativo 823591,57
Tabla 41. Resultados indicadores estratégicos con la simulación
Indicador Valor, [$]
Utilidad neta 469475,91
Retorno sobre la inversión 3,11
Tabla 42. Porcentajes de variación con los indicadores en la simulación
Indicador Porcentaje de variación [%]
Trúput total 0,00
Inventario -14,37
Gasto operativo -25,00
Utilidad Neta 140,77
Retorno sobre la inversión 181,16

57
4. DISCUSIÓN
La restricción más significativa encontrada en el sistema fue la gestión que se realiza
en la empresa, ya que las disposiciones que se dan no se encuentran armonizadas,
uno de estos casos se da en las áreas de ventas y producción, las cuales realizan
planificaciones por separado, basándose en datos históricos; al no existir
comunicación y coordinación entre las 2 áreas se produce exceso o falta de producto
para la venta, lo que origina en ambos casos pérdida de trúput (Tabla 7).
El estudio de tiempos realizado y los perfiles de utilización de cada uno de los
recursos que intervienen en el área de líquidos, nos permitió identificar a la
dosificadora de líquidos Jhepco D1 como el recurso con capacidad restringida
(CCR), por presentar colas de producto semielaborado antes del proceso de
envasado, por procesar menor cantidad de producto con respecto a los otros recursos
y por tener el mayor porcentaje de utilización, 82 % de las horas disponibles (Figura
7).
La programación se realizó en base al recurso R4 (Dosificadora de líquidos Jhepco
D1) que es el tambor, el amortiguador utilizado fue el 50 % del tiempo de ciclo, para
proteger a este recurso de las fluctuaciones estadísticas y la cuerda dependió de la
cantidad de producto ofertado por mes (Anexo B).
Se simuló con tres porcentajes de amortiguadores de tiempo para elegir el más
apropiado y que el punto crítico de la planta no afecte el flujo del producto, con un
amortiguador del 30 %, el tiempo de respuesta fue corto e insuficiente, se presentan
zonas críticas en el proceso (zona roja) y las entregas no serían confiables, con el 70
% del amortiguador, se presentó tiempos excesivos, por lo tanto el tiempo total de
manufactura aumentó, la liberación de materiales sería temprana y esto a su vez
genera costos de manejo de inventarios elevados.

58
Se calcularon los indicadores operativos y estratégicos con fines comparativos entre
la situación real y la situación futura basada en la simulación con el sistema DBR-S y
con un amortiguador del 50 % se observa que, en ambos casos se mantiene el trúput
constante, con la simulación, los inventarios disminuyeron en un 14,37 % (Tabla 42),
se redujo de manera significativa los gastos operacionales en un 25 % dado que solo
se fabricará lo que se ofertó a los clientes. También se evidenció un cambio en la
utilidad neta en un 140. 77% y el ROI en un 181,16 % (Tabla 42), los cuales
aumentaron con la implementación de la simulación.

59
5. CONCLUSIONES
Se concluye que la principal restricción encontrada en el área de líquidos es de
gestión por presentar un porcentaje de incumplimiento de planificación actual menor
al 36 % (Tabla 7).
La segunda restricción fue física y se presentó en el proceso de envasado
específicamente en el recurso R4 (Dosificadora de líquidos Jhepco D1), debido a que
su capacidad de procesamiento puede llegar hasta 389 u/h en tanto que los procesos
anteriores tienen una capacidad superior.
Se concluye que para la programación del sistema de planificación DBR-S el recurso
R4 es el tambor y marcó la velocidad del proceso, el amortiguador fue de tiempo y
facilitó la explotación del CCR, la cuerda nos permitió controlar la falta de material y
la sobreproducción acorde al plan detallado que se describe en el anexo B.
Al comparar los indicadores operativos y estratégicos actuales con los de la
simulación, se evidencia una mejora, se reducen los gastos operacionales en un 25
%, los inventarios disminuyen en un 14,37 % y existe un incremento en la utilidad
neta del 140,67 % y un ROI del 181,16 %. Resultados considerados como
satisfactorios.
Se utilizó un amortiguador del 50 % del tiempo de ciclo, debido a sus valores
permitieron trabajar dentro de las zonas verde y amarilla teniendo el control del
proceso, al utilizar un amortiguador del 30 % el tiempo de respuesta fue muy corto y
hasta presentó en ciertos productos zona
El tamaño del amortiguador empleado nos dió el tiempo suficiente para que el
sistema pueda recuperarse en el caso de que se presenten perturbaciones.

60
6. RECOMENDACIONES
En la planificación del área de ventas no se toma en cuenta uno de los productos
top que es la loratadina jarabe. Este es un factor que hace que se altere toda la
planificación y se responda de manera reactiva lo que provoca retrasos en la
producción, para llevar adelante este proceso, se necesita la implementación de
una reunión de ventas-operaciones, en la cual se armonicen las cifras y
productos a venderse en función de la realidad del mercado.
Dado el exceso de inventario de semielaborados y producto terminado sería
conveniente fabricar solo lo que se va a vender y esto se va controlar con el uso
del buffer, lo que protegerá al sistema de las posibles perturbaciones o
fluctuaciones estadísticas para no quedarse sin stock de producto.
Para mejorar el tiempo del proceso de envasado se debería aumentar la
capacidad de procesamiento de la Dosificadora de líquidos Jhepco D1, para lo
cual se puede aplicar al recurso un variador de velocidad con lo que puede
evidenciar una mejora en la actividad.
Actualmente, el proceso de fabricación, envasado y empaque de las gotas en el
área de líquidos no se realiza de forma secuencial por lo que existe presencia de
semielaborados en el área, se propone en un futuro que este proceso se lleve a
cabo en línea aprovechando los tiempos de envasado y etiquetado.

61
CITAS BIBLIOGRÁFICAS
[1] CONSULTORÍA INTERNACIONAL DE EQUIPOS. El crecimiento del sector
farmacéutico [en línea]. 2015. [Fecha de consulta: Abril 2017].
Disponible en: <http://www.int-team.com/el-sector-farmaceutico-en-el-mundo/>.
[2] PASPUEL, Washington. Las farmacéuticas crecen despacio [en línea]. Quito:
Revista Líderes. Enero 2016. [Fecha de consulta: Abril 2017].
Disponible en: <http://www.revistalideres.ec/lideres/farmaceuticas-crecimiento-
produccion-medicamentos.html>.
[3] KRAJEWSKI, Lee, RITZMAN, Larry y MALHOTRA Manoj. Administración de
operaciones. Octava edición. Pearson Ed. México D.F. 2008. pp. 253-256.
[4] GOLDRATT, Eliyahu y COX, Jeff. La meta: un proceso de mejora continua.
Ediciones Castillo. Mexico DF. 1998. p. 25.
[5] GOLDRATT, Eliyahu. La carrera: en busca de las ventajas competitivas. Editorial
GRÁNICA. Buenos Aires. 2010. pp.30-32.
[6] Ibíd., pp.32-34.
[7] Ibíd., pp 34-38.
[8] QUIMICA ARISTON, Quito, 2016. [Fecha de consulta: Abril 2016].
Disponible en: <http:// www.quimicaariston.com>.
[9] CORRELL, James y EDSON, Norris. Gaining Control. Estados Unidos. Editorial
Oliver Wight Limited Publications. (1990). p 87.

62
BIBLIOGRAFÍA
CHAPMAN, Stephen. Planificación y control de la producción. Primera Edición.
Editorial Pearson. México. 2006
CORRELL, James y EDSON, Norris. Gaining Control. Estados Unidos. Editorial
Oliver Wight Limited Publications. (1990).
COX, James y SCHLEIER, Jhon. Theory of constraints handbook. Editorial McGraw
Hill. 2010.
GOLDRATT, Eliyahu. El Síndrome del Pajar, cómo extraer información del océano de
datos. Ediciones Castillo. 1997.
GOLDRATT, Eliyahu. No fue la Suerte. Primera Edición. Ediciones Castillo. México.
2001.
GOLDRATT, Eliyahu y COX, Jeff. La meta: un proceso de mejora continua. Ediciones
Castillo. Mexico DF. 1998
GOLDRATT, Eliyahu y FOX, Robert. La carrera: en busca de ventajas competitivas.
Segunda Edición. Editorial GRÁNICA. Buenos Aires. 2010.
KRAJEWSKI, Lee, RITZMAN, Larry y MALHOTRA Manoj. Administración de
operaciones. Octava edición. Pearson Ed. México D.F. 2008.

63
ANEXOS

64
ANEXO A. Carta de conformidad de la Empresa Química Ariston

65
ANEXO B. Simulación de la programación con el sistema DBR-S correspondiente al mes de Enero con tres porcentajes de
amortiguadores
Mes de Enero
Productos a fabricarse: Lotes Días por Lote
Stoptos Expectorante Jarabe 2 3
Complejo B Jarabe 3 4
Katrina Loción Capilar FUERA DE PROGRAMACIÓN
Loratadina Jarabe 6 3
Ferrunklinge Plus Jarabe 0 0
Meprimforte Susp. Oral 1 3
Alergin Jarabe 0 0
Amevan 250 mg Susp. Oral 2 3
Stoptos Jarabe 0 0
Meprim Susp. Oral 1 3
Ibupront Susp. Oral 0 0
Avir Susp. Oral 0 0
Ferrumklinge Jarabe 1 3
Amevan 125 mg Susp. Oral 1 3
Helixil Jarabe 0 0
Total días trabajados = 22 Días
Días fabricación productos en línea = 10 Días
Días fabricación Katrina ( 3 Lotes) = 5 Días
Días Fabricación Gotas = 7 Días

66
Programación al 30 % de amortiguador
Stoptos Expectorante Jarabe
Hora Recurso Proceso Acondicionamiento Limpieza Proceso
+Acond
Proceso
+ Limp
Penetración
del
Amortiguador
8:00:00 - 9:55:00 (R2) Balanza Mettler Toledo X53200L 1:44:00 0:10:00 0:10:00 1:54:00 1:54:00 9,12
9:55:00 - 10:25:00 (R2) Balanza Mettler Toledo PB503-S 0:23:00 0:05:00 0:07:00 0:28:00 0:30:00 11,36
8:00:00 - 12:20:00 (R9) Reactor T 500L 4:09:15 0:08:00 0:15:00 4:17:15 4:24:15 31,94
- (R1) Agitador AW1 1:50:00 0:05:00 0:12:02 1:55:00 2:02:02 -
12:20:00 - 12:45:00 (R3) Bomba GL1 0:08:00 0:04:00 0:06:00 0:12:00 0:14:00 32,90
8:00:00 - 11:55:00 (R4) Dosificadora de líquidos Jhepco D1 3:20:00 0:35:00 0:25:00 3:55:00 3:45:00 51,70
- (R7) Impresora HITACHI 1:20:00 0:05:00 0:09:00 1:25:00 1:29:00 -
- (R7) Impresora HITACHI 1 1:19:00 0:05:00 0:10:00 1:24:00 1:29:00 -
- (R5) Etiquetadora EH3 2:37:00 0:05:00 0:10:00 2:42:00 2:47:00 -
11:55:00 - 13:30:00 Despacho 1:36:00 59,38
Hora Recurso Proceso Acondicionamiento Limpieza Proceso
+Acond
Proceso
+ Limp
Penetración
del
Amortiguador
9:55:00 - 11:50:00 (R2) Balanza Mettler Toledo X53200L 1:44:00 0:10:00 0:10:00 1:54:00 1:54:00 9,12
11:50:00 - 12:20:00 (R2) Balanza Mettler Toledo PB503-S 0:23:00 0:05:00 0:07:00 0:28:00 0:30:00 11,52
12:20:00 - 16:45:00 (R9) Reactor T 500L 4:09:15 0:08:00 0:15:00 4:17:15 4:24:15 32,66
- (R1) Agitador AW1 1:50:00 0:05:00 0:12:02 1:55:00 2:02:02 -
8:00:00 - 8:15:00 (R3) Bomba GL1 0:08:00 0:04:00 0:06:00 0:12:00 0:14:00 33,78
11:55:00 - 15:40:00 (R4) Dosificadora de líquidos Jhepco D1 3:20:00 0:35:00 0:25:00 3:55:00 3:45:00 51,78
- (R7) Impresora HITACHI 1:20:00 0:05:00 0:09:00 1:25:00 1:29:00 -
- (R7) Impresora HITACHI 1 1:19:00 0:05:00 0:10:00 1:24:00 1:29:00 -
- (R5) Etiquetadora EH3 2:37:00 0:05:00 0:10:00 2:42:00 2:47:00 -
15:40:00 - 16:30:00 - 8:00:00 - 8:50:00 Despacho 1:36:00 59,46

67
Continuación Anexo B
Complejo B Jarabe
Hora Recurso Proceso Acondicionamiento Limpieza Proceso
+Acond
Proceso
+ Limp
Penetración
del
Amortiguador
11:50:00 - 14:10:00 (R2) Balanza Mettler Toledo X53200L 2:10:00 0:10:00 0:10:00 2:20:00 2:20:00 11,20
14:10:00 - 14:35:00 (R2) Balanza Mettler Toledo PB503-S 0:20:00 0:05:00 0:07:00 0:25:00 0:27:00 13,20
8:00:00 - 11:35:00 (R9) Reactor T 500L 3:25:00 0:08:00 0:12:29 3:33:00 3:37:29 30,24
11:35:00 - 12:10:00 (R3) Bomba GL1 0:30:00 0:05:00 - 0:35:00 - 33,04
12:10:00 - 14:30:00 (R11)Tanque T1000 L1 2:05:00 0:12:02 0:15:00 2:17:02 2:20:00 44,00
14:30:00 - 15:15:00 (R3) Bomba GL1 0:45:00 - 0:10:00 - 0:55:00 47,60
15:40:00 - 16:30:00 - 8:00:00 - 11:20:00 (R4) Dosificadora de líquidos Jhepco D1 3:45:14 0:25:00 0:50:00 4:10:14 4:35:14 67,62
- (R7) Impresora HITACHI 1:20:00 0:05:00 0:06:22 1:25:00 1:26:22 -
- (R7) Impresora HITACHI 1 3:00:00 0:05:00 0:10:31 3:05:00 3:10:31 -
- (R5) Etiquetadora EH3 5:30:00 0:10:00 0:12:59 5:40:00 5:42:59 -
11:20:00 - 12:10:00 Despacho 0:49:56 60,65
Hora Recurso Proceso Acondicionamiento Limpieza Proceso
+Acond
Proceso
+ Limp
Penetración
del
Amortiguador
14:10:00 - 16:20:00 (R2) Balanza Mettler Toledo X53200L 2:10:00 0:10:00 0:10:00 2:20:00 2:20:00 10,40
8:00:00 - 8:20:00 (R2) Balanza Mettler Toledo PB503-S 0:20:00 0:05:00 0:07:00 0:25:00 0:27:00 12,00
11:35:00 - 15:00:00 (R9) Reactor T 500L 3:25:00 0:08:00 0:12:29 3:33:00 3:37:29 28,40
15:00:00 - 15:30:00 (R3) Bomba GL1 0:30:00 0:05:00 - 0:35:00 - 30,80
15:30:00 - 17:35:00 (R11)Tanque T1000 L1 2:05:00 0:12:02 0:15:00 2:17:02 2:20:00 40,80
8:00:00 - 8:45:00 (R3) Bomba GL1 0:45:00 - 0:10:00 - 0:55:00 44,40
11:20:00 - 15:05:00 (R4) Dosificadora de líquidos Jhepco D1 3:45:14 0:25:00 0:50:00 4:10:14 4:35:14 62,42
- (R7) Impresora HITACHI 1:20:00 0:05:00 0:06:22 1:25:00 1:26:22 -
- (R7) Impresora HITACHI 1 3:00:00 0:05:00 0:10:31 3:05:00 3:10:31 -
- (R5) Etiquetadora EH3 5:30:00 0:10:00 0:12:59 5:40:00 5:42:59 -

68
Continuación Anexo B
15:05:00 - 15:55:00 Despacho 0:49:56 66,41
Hora Recurso Proceso Acondicionamiento Limpieza Proceso
+Acond
Proceso
+ Limp
Penetración
del
Amortiguador
8:00:00 - 10:20:00 (R2) Balanza Mettler Toledo X53200L 2:10:00 0:10:00 0:10:00 2:20:00 2:20:00 2,24
10:20:00 - 10:50:00 (R2) Balanza Mettler Toledo PB503-S 0:20:00 0:05:00 0:07:00 0:25:00 0:27:00 13,36
15:00:00 - 18:40:00 (R9) Reactor T 500L 3:25:00 0:08:00 0:12:29 3:33:00 3:37:29 30,76
8:00:00 - 8:30:00 (R3) Bomba GL1 0:30:00 0:05:00 - 0:35:00 - 33,16
8:30:00 - 10:50:00 (R11)Tanque T1000 L1 2:05:00 0:12:02 0:15:00 2:17:02 2:20:00 44,36
10:50:00 - 11:45:00 (R3) Bomba GL1 0:45:00 - 0:10:00 - 0:55:00 48,76
15:05:00 - 16:30:00 - 8:00:00 - 11:10:00 (R4) Dosificadora de líquidos Jhepco D1 3:45:14 0:25:00 0:50:00 4:10:14 4:35:14 70,78
- (R7) Impresora HITACHI 1:20:00 0:05:00 0:06:22 1:25:00 1:26:22 -
- (R7) Impresora HITACHI 1 3:00:00 0:05:00 0:10:31 3:05:00 3:10:31 -
- (R5) Etiquetadora EH3 5:30:00 0:10:00 0:12:59 5:40:00 5:42:59 -
11:10:00 - 12:00:00 Despacho 0:49:56 74,77
Loratadina Jarabe
Hora Recurso Proceso Acondicionamiento Limpieza Proceso
+Acond
Proceso
+ Limp
Penetración
del
Amortiguador
10:20:00 - 10:50:00 (R2) Balanza Mettler Toledo X53200L 0:21:00 0:07:00 0:07:00 0:28:00 0:28:00 2,24
10:50:00 - 11:10:00 (R2) Balanza Mettler Toledo PB503-S 0:14:00 0:05:00 0:07:00 0:19:00 0:21:00 3,76
8:00:00 - 9:25:00 (R9) Reactor T 500L 1:15:00 0:09:42 0:15:00 1:24:42 1:30:00 10,54
9:25:00 - 13:00:00 (R10) Tanque T 500L1 3:25:00 0:10:00 0:15:00 3:35:00 3:40:00 27,74
13:00:00 - 13:35:00 (R3) Bomba GL1 0:30:00 0:05:00 - 0:35:00 - 30,54
13:35:00 - 15:35:00 (R11)Tanque T1000 L1 1:50:00 0:09:08 0:15:00 1:59:08 2:05:00 40,07
15:35:00 - 16:20:00 (R3) Bomba GL1 0:45:00 - 0:10:00 - 0:55:00 43,67
11:10:00 - 15:48:00 (R4) Dosificadora de líquidos Jhepco D1 4:15:00 0:23:22 0:45:00 4:38:22 5:00:00 65,94

69
Continuación Anexo B
- (R7) Impresora HITACHI 1 1:30:00 0:05:00 0:05:39 1:35:00 1:35:39 -
- (R5) Etiquetadora EH3 5:00:00 0:10:00 0:11:35 5:10:00 5:11:35 -
15:50:00 - 16:30:00 - 8:00:00 - 8:25:00 Despacho 1:03:56 71,05
Hora Recurso Proceso Acondicionamiento Limpieza Proceso
+Acond
Proceso
+ Limp
Penetración
del
Amortiguador
10:50:00 - 11:11:00 (R2) Balanza Mettler Toledo X53200L 0:21:00 0:07:00 0:07:00 0:28:00 0:28:00 1,68
11:11:00 - 11:25:00 (R2) Balanza Mettler Toledo PB503-S 0:14:00 0:05:00 0:07:00 0:19:00 0:21:00 2,80
15:00:00 - 16:15:00 (R9) Reactor T 500L 1:15:00 0:09:42 0:15:00 1:24:42 1:30:00 8,80
8:00:00 - 11:25:00 (R10) Tanque T 500L1 3:25:00 0:10:00 0:15:00 3:35:00 3:40:00 25,20
11:25:00 - 11:55:00 (R3) Bomba GL1 0:30:00 0:05:00 - 0:35:00 - 27,60
12:00:00 - 13:50:00 (R11)Tanque T1000 L1 1:50:00 0:09:08 0:15:00 1:59:08 2:05:00 36,40
13:50:00 - 14:35:00 (R3) Bomba GL1 0:45:00 - 0:10:00 - 0:55:00 40,00
15:48:00 - 16:30:00 - 8:00:00 - 11:33:00 (R4) Dosificadora de líquidos Jhepco D1 4:15:00 0:23:22 0:45:00 4:38:22 5:00:00 60,40
- (R7) Impresora HITACHI 1 1:30:00 0:05:00 0:05:39 1:35:00 1:35:39 -
- (R5) Etiquetadora EH3 5:00:00 0:10:00 0:11:35 5:10:00 5:11:35 -
11:33:00 - 12:38:00 Despacho 1:03:56 65,51
Hora Recurso Proceso Acondicionamiento Limpieza Proceso
+Acond
Proceso
+ Limp
Penetración
del
Amortiguador
11:11:00 - 11:32:00 (R2) Balanza Mettler Toledo X53200L 0:21:00 0:07:00 0:07:00 0:28:00 0:28:00 1,68
11:32:00 - 11:46:00 (R2) Balanza Mettler Toledo PB503-S 0:14:00 0:05:00 0:07:00 0:19:00 0:21:00 2,80
11:45:00 - 13:00:00 (R9) Reactor T 500L 1:15:00 0:09:42 0:15:00 1:24:42 1:30:00 8,80
13:00:00 - 16:25:00 (R10) Tanque T 500L1 3:25:00 0:10:00 0:15:00 3:35:00 3:40:00 25,20
8:00:00 - 8:30:00 (R3) Bomba GL1 0:30:00 0:05:00 - 0:35:00 - 27,60
8:30:00 - 10:20:00 (R11)Tanque T1000 L1 1:50:00 0:09:08 0:15:00 1:59:08 2:05:00 36,40
10:20:00 - 11:05:00 (R3) Bomba GL1 0:45:00 - 0:10:00 - 0:55:00 40,00

70
Continuación Anexo B
11:33:00 - 15:48:00 (R4) Dosificadora de líquidos Jhepco D1 4:15:00 0:23:22 0:45:00 4:38:22 5:00:00 60,40
- (R7) Impresora HITACHI 1 1:30:00 0:05:00 0:05:39 1:35:00 1:35:39 -
- (R5) Etiquetadora EH3 5:00:00 0:10:00 0:11:35 5:10:00 5:11:35 -
15:50:00 - 16:30:00 - 8:00:00 - 8:25:00 Despacho 1:03:56 65,51
Hora Recurso Proceso Acondicionamiento Limpieza Proceso
+Acond
Proceso
+ Limp
Penetración
del
Amortiguador
11:32:00 - 11:53:00 (R2) Balanza Mettler Toledo X53200L 0:21:00 0:07:00 0:07:00 0:28:00 0:28:00 1,68
11:53:00 - 12:07:00 (R2) Balanza Mettler Toledo PB503-S 0:14:00 0:05:00 0:07:00 0:19:00 0:21:00 2,80
15:00:00 - 16:15:00 (R9) Reactor T 500L 1:15:00 0:09:42 0:15:00 1:24:42 1:30:00 8,80
8:00:00 - 11:25:00 (R10) Tanque T 500L1 3:25:00 0:10:00 0:15:00 3:35:00 3:40:00 25,20
11:25:00 - 11:55:00 (R3) Bomba GL1 0:30:00 0:05:00 - 0:35:00 - 27,60
12:00:00 - 13:50:00 (R11)Tanque T1000 L1 1:50:00 0:09:08 0:15:00 1:59:08 2:05:00 36,40
13:50:00 - 14:35:00 (R3) Bomba GL1 0:45:00 - 0:10:00 - 0:55:00 40,00
15:48:00 - 16:30:00 - 8:00:00 - 11:33:00 (R4) Dosificadora de líquidos Jhepco D1 4:15:00 0:23:22 0:45:00 4:38:22 5:00:00 60,40
- (R7) Impresora HITACHI 1 1:30:00 0:05:00 0:05:39 1:35:00 1:35:39 -
- (R5) Etiquetadora EH3 5:00:00 0:10:00 0:11:35 5:10:00 5:11:35 -
11:33:00 - 12:38:00 Despacho 1:03:56 65,51
Hora Recurso Proceso Acondicionamiento Limpieza Proceso
+Acond
Proceso
+ Limp
Penetración
del
Amortiguador
12:30:00 - 12:51:00 (R2) Balanza Mettler Toledo X53200L 0:21:00 0:07:00 0:07:00 0:28:00 0:28:00 1,68
12:51:00 - 13:05:00 (R2) Balanza Mettler Toledo PB503-S 0:14:00 0:05:00 0:07:00 0:19:00 0:21:00 2,80
11:45:00 - 13:00:00 (R9) Reactor T 500L 1:15:00 0:09:42 0:15:00 1:24:42 1:30:00 8,80
13:00:00 - 16:25:00 (R10) Tanque T 500L1 3:25:00 0:10:00 0:15:00 3:35:00 3:40:00 25,20
8:00:00 - 8:30:00 (R3) Bomba GL1 0:30:00 0:05:00 - 0:35:00 - 27,60
8:30:00 - 10:20:00 (R11)Tanque T1000 L1 1:50:00 0:09:08 0:15:00 1:59:08 2:05:00 36,40

71
Continuación Anexo B
10:20:00 - 11:05:00 (R3) Bomba GL1 0:45:00 - 0:10:00 - 0:55:00 40,00
11:33:00 - 15:48:00 (R4) Dosificadora de líquidos Jhepco D1 4:15:00 0:23:22 0:45:00 4:38:22 5:00:00 60,40
- (R7) Impresora HITACHI 1 1:30:00 0:05:00 0:05:39 1:35:00 1:35:39 -
- (R5) Etiquetadora EH3 5:00:00 0:10:00 0:11:35 5:10:00 5:11:35 -
15:50:00 - 16:30:00 - 8:00:00 - 8:25:00 Despacho 1:03:56 65,51
Hora Recurso Proceso Acondicionamiento Limpieza Proceso
+Acond
Proceso
+ Limp
Penetración
del
Amortiguador
12:51:00 - 13:21:00 (R2) Balanza Mettler Toledo X53200L 0:21:00 0:07:00 0:07:00 0:28:00 0:28:00 2,24
13:21:00 - 13:45:00 (R2) Balanza Mettler Toledo PB503-S 0:14:00 0:05:00 0:07:00 0:19:00 0:21:00 3,92
15:00:00 - 16:40:00 (R9) Reactor T 500L 1:15:00 0:09:42 0:15:00 1:24:42 1:30:00 11,12
8:00:00 - 11:40:00 (R10) Tanque T 500L1 3:25:00 0:10:00 0:15:00 3:35:00 3:40:00 28,72
11:40:00 - 12:10:00 (R3) Bomba GL1 0:30:00 0:05:00 - 0:35:00 - 31,12
12:10:00 - 14:15:00 (R11)Tanque T1000 L1 1:50:00 0:09:08 0:15:00 1:59:08 2:05:00 41,12
14:15:00 - 15:10:00 (R3) Bomba GL1 0:45:00 - 0:10:00 - 0:55:00 45,52
15:48:00 - 16:30:00 - 8:00:00 - 12:18:00 (R4) Dosificadora de líquidos Jhepco D1 4:15:00 0:23:22 0:45:00 4:38:22 5:00:00 69,52
- (R7) Impresora HITACHI 1 1:30:00 0:05:00 0:05:39 1:35:00 1:35:39 -
- (R5) Etiquetadora EH3 5:00:00 0:10:00 0:11:35 5:10:00 5:11:35 -
12:20:00 - 13:25:00 Despacho 1:03:56 74,63
Meprimforte SUSP. ORAL
Hora Recurso Proceso Acondicionamiento Limpieza Proceso
+Acond
Proceso
+ Limp
Penetración
del
Amortiguador
13:25:00 - 14:20:00 (R2) Balanza Mettler Toledo X53200L 0:40:00 0:07:00 0:08:00 0:47:00 0:48:00 4,40
14:20:00 - 14:55:00 (R2) Balanza Mettler Toledo PB503-S 0:20:00 0:06:00 0:08:00 0:26:00 0:28:00 7,12
8:00:00 - 10:15:00 (R9) Reactor T 500L 1:45:00 0:11:28 0:15:00 1:56:28 2:00:00 17,64
- (R1) Agitador AW1 0:45:00 0:05:00 0:10:00 0:50:00 0:55:00 -

72
Continuación Anexo B
10:30:00 - 12:15:00 (R8) Molino coloidal COLMIL 1:15:00 0:08:00 0:20:00 1:23:00 1:35:00 25,88
12:15:00 - 12:40:00 (R3) Bomba GL1 0:20:00 0:05:00 - 0:25:00 - 27,88
12:40:00 - 16:35:00 (R10) Tanque T 500L2 3:25:00 0:10:00 0:16:00 3:35:00 3:41:00 46,36
8:00:00 - 8:45:00 (R3) Bomba GL1 0:35:00 - 0:10:00 - 0:45:00 49,96
12:18:00 - 16:30:00 - 8:00:00 - 9:19:00 (R4) Dosificadora de líquidos Jhepco D1 4:15:00 0:26:00 0:50:00 4:41:00 5:05:00 74,52
- (R7) Impresora HITACHI 1:25:00 0:05:00 0:09:00 1:30:00 1:34:00 -
- (R7) Impresora HITACHI 1 2:00:00 0:05:00 0:10:00 2:05:00 2:10:00 -
- (R5) Etiquetadora EH3 3:10:00 0:05:43 0:10:00 3:15:43 3:20:00 -
9:20:00 - 10:50:00 Despacho 1:30:00 76,76
Amevan 250 mg SUSP. ORAL
Hora Recurso Proceso Acondicionamiento Limpieza Proceso
+Acond
Proceso
+ Limp
Penetración
del
Amortiguador
14:20:00 - 15:35:00 (R2) Balanza Mettler Toledo X53200L 1:07:00 0:07:00 0:08:00 1:14:00 1:15:00 5,92
15:35:00 - 15:05:00 (R2) Balanza Mettler Toledo PB503-S 0:25:00 0:05:00 0:06:00 0:30:00 0:31:00 8,32
8:00:00 - 9:45:00 (R9) Reactor T 500L 1:36:00 0:09:57 0:15:00 1:45:57 1:51:00 16,80
- (R1) Agitador AW1 0:15:00 0:05:00 0:10:00 0:20:00 0:25:00 -
9:45:00 - 10:40:00 (R8) Molino coloidal COLMIL 0:45:00 0:07:17 0:20:00 0:52:17 1:05:00 20,98
10:40:00 - 11:05:00 (R3) Bomba GL1 0:20:00 0:05:00 - 0:25:00 - 22,98
11:05:00 - 15:20:00 (R10) Tanque T 500L2 4:05:00 0:06:52 0:15:00 4:11:52 4:20:00 43,13
15:20:00 - 15:50:00 (R3) Bomba GL1 0:22:00 - 0:10:52 - 0:32:52 44,89
9:19:00 - 14:19:00 (R4) Dosificadora de líquidos Jhepco D1 4:35:00 0:25:00 0:48:30 5:00:00 5:23:30 68,89
- (R7) Impresora HITACHI 0:55:00 0:05:00 0:09:35 1:00:00 1:04:35 -
- (R7) Impresora HITACHI 1 1:17:00 0:05:06 0:10:00 1:22:06 1:27:00 -
- (R5) Etiquetadora EH3 2:37:00 0:06:00 0:10:00 2:43:00 2:47:00 -
14:20:00 - 15:30:00 Despacho 1:10:17 74,51

73
Continuación Anexo B
Hora Recurso Proceso Acondicionamiento Limpieza Proceso
+Acond
Proceso
+ Limp
Penetración
del
Amortiguador
8:00:00 - 9:15:00 (R2) Balanza Mettler Toledo X53200L 1:07:00 0:07:00 0:08:00 1:14:00 1:15:00 6,00
9:15:00 - 9:46:00 (R2) Balanza Mettler Toledo PB503-S 0:25:00 0:05:00 0:06:00 0:30:00 0:31:00 8,48
13:30:00 - 15:25:00 (R9) Reactor T 500L 1:36:00 0:09:57 0:15:00 1:45:57 1:51:00 17,36
- (R1) Agitador AW1 0:15:00 0:05:00 0:10:00 0:20:00 0:25:00 -
15:30:00 - 16:35:00 (R8) Molino coloidal COLMIL 0:45:00 0:07:17 0:20:00 0:52:17 1:05:00 22,56
8:00:00 - 8:20:00 (R3) Bomba GL1 0:20:00 0:05:00 - 0:25:00 - 24,16
8:20:00 - 12:40:00 (R10) Tanque T 500L2 4:05:00 0:06:52 0:15:00 4:11:52 4:20:00 44,96
12:40:00 - 13:15:00 (R3) Bomba GL1 0:22:00 - 0:10:52 - 0:32:52 47,59
14:19:00 - 16:30:00 - 8:00:00 - 11:12:00 (R4) Dosificadora de líquidos Jhepco D1 4:35:00 0:25:00 0:48:30 5:00:00 5:23:30 73,47
- (R7) Impresora HITACHI 0:55:00 0:05:00 0:09:35 1:00:00 1:04:35 -
- (R7) Impresora HITACHI 1 1:17:00 0:05:06 0:10:00 1:22:06 1:27:00 -
- (R5) Etiquetadora EH3 2:37:00 0:06:00 0:10:00 2:43:00 2:47:00 -
11:15:00 - 12:25:00 Despacho 1:10:17 76,13
Meprim SUSP. ORAL
Hora Recurso Proceso Acondicionamiento Limpieza Proceso
+Acond
Proceso
+ Limp
Penetración
del
Amortiguador
9:15:00 - 11:55:00 (R2) Balanza Mettler Toledo X53200L 2:24:00 0:07:00 0:08:00 2:31:00 2:32:00 8,28
11:55:00 - 12:35:00 (R2) Balanza Mettler Toledo PB503-S 0:25:00 0:05:00 0:08:00 0:30:00 0:33:00 10,26
10:00:00 - 12:00:00 (R9) Reactor T 500L 1:32:00 0:11:28 0:15:00 1:43:28 1:47:00 16,43
- (R1) Agitador AW1 0:45:00 0:05:00 0:10:00 0:50:00 0:55:00 -
13:35:00 - 14:30:00 (R8) Molino coloidal COLMIL 0:26:00 0:08:00 0:20:00 0:34:00 0:46:00 19,24
14:35:00 - 15:00:00 (R3) Bomba GL1 0:20:00 0:05:30 - 0:25:30 - 20,57
15:00:00 - 19:50:00 (R10) Tanque T 500L2 4:20:00 0:10:00 0:16:00 4:30:00 4:36:00 35,47
8:00:00 - 8:35:00 (R3) Bomba GL1 0:25:00 - 0:10:00 - 0:35:00 37,29

74
Continuación Anexo B
11:12:00 - 16:21:00 (R4) Dosificadora de líquidos Jhepco D1 3:50:00 0:26:00 0:53:00 4:16:00 4:43:00 53,38
- (R7) Impresora HITACHI 1:15:00 0:05:00 0:09:00 1:20:00 1:24:00 -
- (R7) Impresora HITACHI 1 1:50:00 0:05:00 0:10:00 1:55:00 2:00:00 -
- (R5) Etiquetadora EH3 3:04:00 0:05:18 0:10:00 3:09:18 3:14:00 -
8:00:00 - 9:35:00 Despacho 1:32:00 58,18
Ferrumklinge Jarabe
Hora Recurso Proceso Acondicionamiento Limpieza Proceso
+Acond
Proceso
+ Limp
Penetración
del
Amortiguador
11:55:00 - 13:35:00 (R2) Balanza Mettler Toledo X53200L 1:13:00 0:09:00 0:15:00 1:22:00 1:28:00 7,76
13:35:00 - 14:15:00 (R2) Balanza Mettler Toledo PB503-S 0:24:00 0:05:00 0:07:00 0:29:00 0:31:00 10,64
8:00:00 - 12:20:00 (R9) Reactor T 500L 3:35:00 0:15:22 0:30:00 3:50:22 4:05:00 31,47
12:20:00 - 12:40:00 (R3) Bomba GL1 0:08:00 0:04:00 0:06:00 0:12:00 0:14:00 32,91
16:21:00 - 16:30:00 - 8:00:00 - 14:16:00 (R4) Dosificadora de líquidos Jhepco D1 5:05:00 0:30:00 0:50:00 5:35:00 5:55:00 63,71
- (R7) Impresora HITACHI 1:41:00 0:05:00 0:09:00 1:46:00 1:50:00 -
- (R7) Impresora HITACHI 1 1:30:00 0:05:00 0:10:00 1:35:00 1:40:00 -
- (R5) Etiquetadora EH3 3:18:00 0:05:00 0:10:00 3:23:00 3:28:00 -
14:20:00 - 16:00 Despacho 1:35:00 71,31
Amevan 125 mg SUSP. ORAL
Hora Recurso Proceso Acondicionamiento Limpieza Proceso
+Acond
Proceso
+ Limp
Penetración
del
Amortiguador
13:35:00 - 14:50:00 (R2) Balanza Mettler Toledo X53200L 1:00:00 0:06:00 0:08:00 1:06:00 1:08:00 5,92
14:50:00 - 15:25:00 (R2) Balanza Mettler Toledo PB503-S 0:24:00 0:05:00 0:06:00 0:29:00 0:30:00 8,72
13:00:00 - 15:00:00 (R9) Reactor T 500L 1:32:00 0:09:09 0:15:00 1:41:09 1:47:00 18,01
- (R1) Agitador AW1 0:15:00 0:05:24 0:10:00 0:20:24 0:25:00 -
15:00:00 - 16:00:00 (R8) Molino coloidal COLMIL 0:34:00 0:07:42 0:20:00 0:41:42 0:54:00 22,95

75
Continuación Anexo B
8:00:00 - 8:25:00 (R3) Bomba GL1 0:20:00 0:05:00 - 0:25:00 - 24,95
8:25:00 - 12:35:00 (R10) Tanque T 500L2 3:45:00 0:06:29 0:15:00 3:51:29 4:00:00 44,67
12:35:00 - 13:10:00 (R3) Bomba GL1 0:22:00 - 0:10:33 - 0:32:33 47,27
14:16:00 - 16:30:00 - 8:00:00 - 11:02:00 (R4) Dosificadora de líquidos Jhepco D1 4:03:00 0:25:00 0:48:18 4:28:00 4:51:18 72,57
- (R7) Impresora HITACHI 1:33:00 0:05:00 0:09:49 1:38:00 1:42:49 -
- (R7) Impresora HITACHI 1 1:50:00 0:06:25 0:10:00 1:56:25 2:00:00 -
- (R5) Etiquetadora EH3 3:26:00 0:06:57 0:10:00 3:32:57 3:36:00 -
11:05:00 - 12:20:00 Despacho 1:11:49 76,46

76
Programación al 50 % de amortiguador
Stoptos Expectorante Jarabe
Hora Recurso Proceso Acondicionamiento Limpieza Proceso
+Acond
Proceso
+ Limp
Penetración
del
Amortiguador
8:00:00 - 9:55:00 (R2) Balanza Mettler Toledo X53200L 1:44:00 0:10:00 0:10:00 1:54:00 1:54:00 7,92
9:55:00 - 10:25:00 (R2) Balanza Mettler Toledo PB503-S 0:23:00 0:05:00 0:07:00 0:28:00 0:30:00 9,86
8:00:00 - 12:20:00 (R9) Reactor T 500L 4:09:15 0:08:00 0:15:00 4:17:15 4:24:15 27,73
- (R1) Agitador AW1 1:50:00 0:05:00 0:12:02 1:55:00 2:02:02 -
12:20:00 - 12:45:00 (R3) Bomba GL1 0:08:00 0:04:00 0:06:00 0:12:00 0:14:00 28,56
8:00:00 - 11:55:00 (R4) Dosificadora de líquidos Jhepco D1 3:20:00 0:35:00 0:25:00 3:55:00 3:45:00 44,88
- (R7) Impresora HITACHI 1:20:00 0:05:00 0:09:00 1:25:00 1:29:00 -
- (R7) Impresora HITACHI 1 1:19:00 0:05:00 0:10:00 1:24:00 1:29:00 -
- (R5) Etiquetadora EH3 2:37:00 0:05:00 0:10:00 2:42:00 2:47:00 -
11:55:00 - 13:30:00 Despacho 1:36:00 51,55
Hora Recurso Proceso Acondicionamiento Limpieza Proceso
+Acond
Proceso
+ Limp
Penetración
del
Amortiguador
9:55:00 - 11:50:00 (R2) Balanza Mettler Toledo X53200L 1:44:00 0:10:00 0:10:00 1:54:00 1:54:00 7,92
11:50:00 - 12:20:00 (R2) Balanza Mettler Toledo PB503-S 0:23:00 0:05:00 0:07:00 0:28:00 0:30:00 10,00
12:20:00 - 16:45:00 (R9) Reactor T 500L 4:09:15 0:08:00 0:15:00 4:17:15 4:24:15 28,35
- (R1) Agitador AW1 1:50:00 0:05:00 0:12:02 1:55:00 2:02:02 -
8:00:00 - 8:15:00 (R3) Bomba GL1 0:08:00 0:04:00 0:06:00 0:12:00 0:14:00 29,32
11:55:00 - 15:40:00 (R4) Dosificadora de líquidos Jhepco D1 3:20:00 0:35:00 0:25:00 3:55:00 3:45:00 44,95
- (R7) Impresora HITACHI 1:20:00 0:05:00 0:09:00 1:25:00 1:29:00 -
- (R7) Impresora HITACHI 1 1:19:00 0:05:00 0:10:00 1:24:00 1:29:00 -
- (R5) Etiquetadora EH3 2:37:00 0:05:00 0:10:00 2:42:00 2:47:00 -
15:40:00 - 16:30:00 - 8:00:00 - 8:50:00 Despacho 1:36:00 51,61

77
Continuación Anexo B
Complejo B Jarabe
Hora Recurso Proceso Acondicionamiento Limpieza Proceso
+Acond
Proceso
+ Limp
Penetración
del
Amortiguador
11:50:00 - 14:10:00 (R2) Balanza Mettler Toledo X53200L 2:10:00 0:10:00 0:10:00 2:20:00 2:20:00 9,72
14:10:00 - 14:35:00 (R2) Balanza Mettler Toledo PB503-S 0:20:00 0:05:00 0:07:00 0:25:00 0:27:00 11,46
8:00:00 - 11:35:00 (R9) Reactor T 500L 3:25:00 0:08:00 0:12:29 3:33:00 3:37:29 26,25
11:35:00 - 12:10:00 (R3) Bomba GL1 0:30:00 0:05:00 - 0:35:00 - 28,68
12:10:00 - 14:30:00 (R11)Tanque T1000 L1 2:05:00 0:12:02 0:15:00 2:17:02 2:20:00 38,20
14:30:00 - 15:15:00 (R3) Bomba GL1 0:45:00 - 0:10:00 - 0:55:00 41,32
15:40:00 - 16:30:00 - 8:00:00 - 11:20:00 (R4) Dosificadora de líquidos Jhepco D1 3:45:14 0:25:00 0:50:00 4:10:14 4:35:14 58,70
- (R7) Impresora HITACHI 1:20:00 0:05:00 0:06:22 1:25:00 1:26:22 -
- (R7) Impresora HITACHI 1 3:00:00 0:05:00 0:10:31 3:05:00 3:10:31 -
- (R5) Etiquetadora EH3 5:30:00 0:10:00 0:12:59 5:40:00 5:42:59 -
11:20:00 - 12:10:00 Despacho 0:49:56 52,65
Hora Recurso Proceso Acondicionamiento Limpieza Proceso
+Acond
Proceso
+ Limp
Penetración
del
Amortiguador
14:10:00 - 16:20:00 (R2) Balanza Mettler Toledo X53200L 2:10:00 0:10:00 0:10:00 2:20:00 2:20:00 9,03
8:00:00 - 8:20:00 (R2) Balanza Mettler Toledo PB503-S 0:20:00 0:05:00 0:07:00 0:25:00 0:27:00 10,42
11:35:00 - 15:00:00 (R9) Reactor T 500L 3:25:00 0:08:00 0:12:29 3:33:00 3:37:29 24,65
15:00:00 - 15:30:00 (R3) Bomba GL1 0:30:00 0:05:00 - 0:35:00 - 26,74
15:30:00 - 17:35:00 (R11)Tanque T1000 L1 2:05:00 0:12:02 0:15:00 2:17:02 2:20:00 35,42
8:00:00 - 8:45:00 (R3) Bomba GL1 0:45:00 - 0:10:00 - 0:55:00 38,54
11:20:00 - 15:05:00 (R4) Dosificadora de líquidos Jhepco D1 3:45:14 0:25:00 0:50:00 4:10:14 4:35:14 54,18
- (R7) Impresora HITACHI 1:20:00 0:05:00 0:06:22 1:25:00 1:26:22 -
- (R7) Impresora HITACHI 1 3:00:00 0:05:00 0:10:31 3:05:00 3:10:31 -
- (R5) Etiquetadora EH3 5:30:00 0:10:00 0:12:59 5:40:00 5:42:59 -

78
Continuación Anexo B
15:05:00 - 15:55:00 Despacho 0:49:56 57,65
Hora Recurso Proceso Acondicionamiento Limpieza Proceso
+Acond
Proceso
+ Limp
Penetración
del
Amortiguador
8:00:00 - 10:20:00 (R2) Balanza Mettler Toledo X53200L 2:10:00 0:10:00 0:10:00 2:20:00 2:20:00 1,94
10:20:00 - 10:50:00 (R2) Balanza Mettler Toledo PB503-S 0:20:00 0:05:00 0:07:00 0:25:00 0:27:00 11,60
15:00:00 - 18:40:00 (R9) Reactor T 500L 3:25:00 0:08:00 0:12:29 3:33:00 3:37:29 26,70
8:00:00 - 8:30:00 (R3) Bomba GL1 0:30:00 0:05:00 - 0:35:00 - 28,78
8:30:00 - 10:50:00 (R11)Tanque T1000 L1 2:05:00 0:12:02 0:15:00 2:17:02 2:20:00 38,51
10:50:00 - 11:45:00 (R3) Bomba GL1 0:45:00 - 0:10:00 - 0:55:00 42,33
15:05:00 - 16:30:00 - 8:00:00 - 11:10:00 (R4) Dosificadora de líquidos Jhepco D1 3:45:14 0:25:00 0:50:00 4:10:14 4:35:14 61,44
- (R7) Impresora HITACHI 1:20:00 0:05:00 0:06:22 1:25:00 1:26:22 -
- (R7) Impresora HITACHI 1 3:00:00 0:05:00 0:10:31 3:05:00 3:10:31 -
- (R5) Etiquetadora EH3 5:30:00 0:10:00 0:12:59 5:40:00 5:42:59 -
11:10:00 - 12:00:00 Despacho 0:49:56 64,91
Loratadina Jarabe
Hora Recurso Proceso Acondicionamiento Limpieza Proceso
+Acond
Proceso
+ Limp
Penetración
del
Amortiguador
10:20:00 - 10:50:00 (R2) Balanza Mettler Toledo X53200L 0:21:00 0:07:00 0:07:00 0:28:00 0:28:00 1,94
10:50:00 - 11:10:00 (R2) Balanza Mettler Toledo PB503-S 0:14:00 0:05:00 0:07:00 0:19:00 0:21:00 3,26
8:00:00 - 9:25:00 (R9) Reactor T 500L 1:15:00 0:09:42 0:15:00 1:24:42 1:30:00 9,15
9:25:00 - 13:00:00 (R10) Tanque T 500L1 3:25:00 0:10:00 0:15:00 3:35:00 3:40:00 24,08
13:00:00 - 13:35:00 (R3) Bomba GL1 0:30:00 0:05:00 - 0:35:00 - 26,51
13:35:00 - 15:35:00 (R11)Tanque T1000 L1 1:50:00 0:09:08 0:15:00 1:59:08 2:05:00 34,78
15:35:00 - 16:20:00 (R3) Bomba GL1 0:45:00 - 0:10:00 - 0:55:00 37,91
11:10:00 - 15:48:00 (R4) Dosificadora de líquidos Jhepco D1 4:15:00 0:23:22 0:45:00 4:38:22 5:00:00 57,24

79
Continuación Anexo B
- (R7) Impresora HITACHI 1 1:30:00 0:05:00 0:05:39 1:35:00 1:35:39 -
- (R5) Etiquetadora EH3 5:00:00 0:10:00 0:11:35 5:10:00 5:11:35 -
15:50:00 - 16:30:00 - 8:00:00 - 8:25:00 Despacho 1:03:56 61,68
Hora Recurso Proceso Acondicionamiento Limpieza Proceso
+Acond
Proceso
+ Limp
Penetración
del
Amortiguador
10:50:00 - 11:11:00 (R2) Balanza Mettler Toledo X53200L 0:21:00 0:07:00 0:07:00 0:28:00 0:28:00 1,46
11:11:00 - 11:25:00 (R2) Balanza Mettler Toledo PB503-S 0:14:00 0:05:00 0:07:00 0:19:00 0:21:00 2,43
15:00:00 - 16:15:00 (R9) Reactor T 500L 1:15:00 0:09:42 0:15:00 1:24:42 1:30:00 7,64
8:00:00 - 11:25:00 (R10) Tanque T 500L1 3:25:00 0:10:00 0:15:00 3:35:00 3:40:00 21,88
11:25:00 - 11:55:00 (R3) Bomba GL1 0:30:00 0:05:00 - 0:35:00 - 23,96
12:00:00 - 13:50:00 (R11)Tanque T1000 L1 1:50:00 0:09:08 0:15:00 1:59:08 2:05:00 31,60
13:50:00 - 14:35:00 (R3) Bomba GL1 0:45:00 - 0:10:00 - 0:55:00 34,72
15:48:00 - 16:30:00 - 8:00:00 - 11:33:00 (R4) Dosificadora de líquidos Jhepco D1 4:15:00 0:23:22 0:45:00 4:38:22 5:00:00 52,43
- (R7) Impresora HITACHI 1 1:30:00 0:05:00 0:05:39 1:35:00 1:35:39 -
- (R5) Etiquetadora EH3 5:00:00 0:10:00 0:11:35 5:10:00 5:11:35 -
11:33:00 - 12:38:00 Despacho 1:03:56 56,87
Hora Recurso Proceso Acondicionamiento Limpieza Proceso
+Acond
Proceso
+ Limp
Penetración
del
Amortiguador
11:11:00 - 11:32:00 (R2) Balanza Mettler Toledo X53200L 0:21:00 0:07:00 0:07:00 0:28:00 0:28:00 1,46
11:32:00 - 11:46:00 (R2) Balanza Mettler Toledo PB503-S 0:14:00 0:05:00 0:07:00 0:19:00 0:21:00 2,43
11:45:00 - 13:00:00 (R9) Reactor T 500L 1:15:00 0:09:42 0:15:00 1:24:42 1:30:00 7,64
13:00:00 - 16:25:00 (R10) Tanque T 500L1 3:25:00 0:10:00 0:15:00 3:35:00 3:40:00 21,88
8:00:00 - 8:30:00 (R3) Bomba GL1 0:30:00 0:05:00 - 0:35:00 - 23,96
8:30:00 - 10:20:00 (R11)Tanque T1000 L1 1:50:00 0:09:08 0:15:00 1:59:08 2:05:00 31,60
10:20:00 - 11:05:00 (R3) Bomba GL1 0:45:00 - 0:10:00 - 0:55:00 34,72

80
Continuación Anexo B
11:33:00 - 15:48:00 (R4) Dosificadora de líquidos Jhepco D1 4:15:00 0:23:22 0:45:00 4:38:22 5:00:00 52,43
- (R7) Impresora HITACHI 1 1:30:00 0:05:00 0:05:39 1:35:00 1:35:39 -
- (R5) Etiquetadora EH3 5:00:00 0:10:00 0:11:35 5:10:00 5:11:35 -
15:50:00 - 16:30:00 - 8:00:00 - 8:25:00 Despacho 1:03:56 56,87
Hora Recurso Proceso Acondicionamiento Limpieza Proceso
+Acond
Proceso
+ Limp
Penetración
del
Amortiguador
11:32:00 - 11:53:00 (R2) Balanza Mettler Toledo X53200L 0:21:00 0:07:00 0:07:00 0:28:00 0:28:00 1,46
11:53:00 - 12:07:00 (R2) Balanza Mettler Toledo PB503-S 0:14:00 0:05:00 0:07:00 0:19:00 0:21:00 2,43
15:00:00 - 16:15:00 (R9) Reactor T 500L 1:15:00 0:09:42 0:15:00 1:24:42 1:30:00 7,64
8:00:00 - 11:25:00 (R10) Tanque T 500L1 3:25:00 0:10:00 0:15:00 3:35:00 3:40:00 21,88
11:25:00 - 11:55:00 (R3) Bomba GL1 0:30:00 0:05:00 - 0:35:00 - 23,96
12:00:00 - 13:50:00 (R11)Tanque T1000 L1 1:50:00 0:09:08 0:15:00 1:59:08 2:05:00 31,60
13:50:00 - 14:35:00 (R3) Bomba GL1 0:45:00 - 0:10:00 - 0:55:00 34,72
15:48:00 - 16:30:00 - 8:00:00 - 11:33:00 (R4) Dosificadora de líquidos Jhepco D1 4:15:00 0:23:22 0:45:00 4:38:22 5:00:00 52,43
- (R7) Impresora HITACHI 1 1:30:00 0:05:00 0:05:39 1:35:00 1:35:39 -
- (R5) Etiquetadora EH3 5:00:00 0:10:00 0:11:35 5:10:00 5:11:35 -
11:33:00 - 12:38:00 Despacho 1:03:56 56,87
Hora Recurso Proceso Acondicionamiento Limpieza Proceso
+Acond
Proceso
+ Limp
Penetración
del
Amortiguador
12:30:00 - 12:51:00 (R2) Balanza Mettler Toledo X53200L 0:21:00 0:07:00 0:07:00 0:28:00 0:28:00 1,46
12:51:00 - 13:05:00 (R2) Balanza Mettler Toledo PB503-S 0:14:00 0:05:00 0:07:00 0:19:00 0:21:00 2,43
11:45:00 - 13:00:00 (R9) Reactor T 500L 1:15:00 0:09:42 0:15:00 1:24:42 1:30:00 7,64
13:00:00 - 16:25:00 (R10) Tanque T 500L1 3:25:00 0:10:00 0:15:00 3:35:00 3:40:00 21,88
8:00:00 - 8:30:00 (R3) Bomba GL1 0:30:00 0:05:00 - 0:35:00 - 23,96

81
Continuación Anexo B
8:30:00 - 10:20:00 (R11)Tanque T1000 L1 1:50:00 0:09:08 0:15:00 1:59:08 2:05:00 31,60
10:20:00 - 11:05:00 (R3) Bomba GL1 0:45:00 - 0:10:00 - 0:55:00 34,72
11:33:00 - 15:48:00 (R4) Dosificadora de líquidos Jhepco D1 4:15:00 0:23:22 0:45:00 4:38:22 5:00:00 52,43
- (R7) Impresora HITACHI 1 1:30:00 0:05:00 0:05:39 1:35:00 1:35:39 -
- (R5) Etiquetadora EH3 5:00:00 0:10:00 0:11:35 5:10:00 5:11:35 -
15:50:00 - 16:30:00 - 8:00:00 - 8:25:00 Despacho 1:03:56 56,87
Hora Recurso Proceso Acondicionamiento Limpieza Proceso
+Acond
Proceso
+ Limp
Penetración
del
Amortiguador
12:51:00 - 13:21:00 (R2) Balanza Mettler Toledo X53200L 0:21:00 0:07:00 0:07:00 0:28:00 0:28:00 1,94
13:21:00 - 13:45:00 (R2) Balanza Mettler Toledo PB503-S 0:14:00 0:05:00 0:07:00 0:19:00 0:21:00 3,40
15:00:00 - 16:40:00 (R9) Reactor T 500L 1:15:00 0:09:42 0:15:00 1:24:42 1:30:00 9,65
8:00:00 - 11:40:00 (R10) Tanque T 500L1 3:25:00 0:10:00 0:15:00 3:35:00 3:40:00 24,93
11:40:00 - 12:10:00 (R3) Bomba GL1 0:30:00 0:05:00 - 0:35:00 - 27,01
12:10:00 - 14:15:00 (R11)Tanque T1000 L1 1:50:00 0:09:08 0:15:00 1:59:08 2:05:00 35,69
14:15:00 - 15:10:00 (R3) Bomba GL1 0:45:00 - 0:10:00 - 0:55:00 39,51
15:48:00 - 16:30:00 - 8:00:00 - 12:18:00 (R4) Dosificadora de líquidos Jhepco D1 4:15:00 0:23:22 0:45:00 4:38:22 5:00:00 60,35
- (R7) Impresora HITACHI 1 1:30:00 0:05:00 0:05:39 1:35:00 1:35:39 -
- (R5) Etiquetadora EH3 5:00:00 0:10:00 0:11:35 5:10:00 5:11:35 -
12:20:00 - 13:25:00 Despacho 1:03:56 64,79
Meprimforte SUSP. ORAL
Hora Recurso Proceso Acondicionamiento Limpieza Proceso
+Acond
Proceso
+ Limp
Penetración
del
Amortiguador
13:25:00 - 14:20:00 (R2) Balanza Mettler Toledo X53200L 0:40:00 0:07:00 0:08:00 0:47:00 0:48:00 3,82
14:20:00 - 14:55:00 (R2) Balanza Mettler Toledo PB503-S 0:20:00 0:06:00 0:08:00 0:26:00 0:28:00 6,18
8:00:00 - 10:15:00 (R9) Reactor T 500L 1:45:00 0:11:28 0:15:00 1:56:28 2:00:00 15,31

82
Continuación Anexo B
- (R1) Agitador AW1 0:45:00 0:05:00 0:10:00 0:50:00 0:55:00 -
10:30:00 - 12:15:00 (R8) Molino coloidal COLMIL 1:15:00 0:08:00 0:20:00 1:23:00 1:35:00 22,46
12:15:00 - 12:40:00 (R3) Bomba GL1 0:20:00 0:05:00 - 0:25:00 - 24,20
12:40:00 - 16:35:00 (R10) Tanque T 500L2 3:25:00 0:10:00 0:16:00 3:35:00 3:41:00 40,24
8:00:00 - 8:45:00 (R3) Bomba GL1 0:35:00 - 0:10:00 - 0:45:00 43,37
12:18:00 - 16:30:00 - 8:00:00 - 9:19:00 (R4) Dosificadora de líquidos Jhepco D1 4:15:00 0:26:00 0:50:00 4:41:00 5:05:00 64,69
- (R7) Impresora HITACHI 1:25:00 0:05:00 0:09:00 1:30:00 1:34:00 -
- (R7) Impresora HITACHI 1 2:00:00 0:05:00 0:10:00 2:05:00 2:10:00 -
- (R5) Etiquetadora EH3 3:10:00 0:05:43 0:10:00 3:15:43 3:20:00 -
9:20:00 - 10:50:00 Despacho 1:30:00 66,63
Amevan 250 mg SUSP. ORAL
Hora Recurso Proceso Acondicionamiento Limpieza Proceso
+Acond
Proceso
+ Limp
Penetración
del
Amortiguador
14:20:00 - 15:35:00 (R2) Balanza Mettler Toledo X53200L 1:07:00 0:07:00 0:08:00 1:14:00 1:15:00 5,14
15:35:00 - 15:05:00 (R2) Balanza Mettler Toledo PB503-S 0:25:00 0:05:00 0:06:00 0:30:00 0:31:00 7,22
8:00:00 - 9:45:00 (R9) Reactor T 500L 1:36:00 0:09:57 0:15:00 1:45:57 1:51:00 14,58
- (R1) Agitador AW1 0:15:00 0:05:00 0:10:00 0:20:00 0:25:00 -
9:45:00 - 10:40:00 (R8) Molino coloidal COLMIL 0:45:00 0:07:17 0:20:00 0:52:17 1:05:00 18,21
10:40:00 - 11:05:00 (R3) Bomba GL1 0:20:00 0:05:00 - 0:25:00 - 19,95
11:05:00 - 15:20:00 (R10) Tanque T 500L2 4:05:00 0:06:52 0:15:00 4:11:52 4:20:00 37,44
15:20:00 - 15:50:00 (R3) Bomba GL1 0:22:00 - 0:10:52 - 0:32:52 38,97
9:19:00 - 14:19:00 (R4) Dosificadora de líquidos Jhepco D1 4:35:00 0:25:00 0:48:30 5:00:00 5:23:30 59,80
- (R7) Impresora HITACHI 0:55:00 0:05:00 0:09:35 1:00:00 1:04:35 -
- (R7) Impresora HITACHI 1 1:17:00 0:05:06 0:10:00 1:22:06 1:27:00 -
- (R5) Etiquetadora EH3 2:37:00 0:06:00 0:10:00 2:43:00 2:47:00 -
14:20:00 - 15:30:00 Despacho 1:10:17 64,68

83
Continuación Anexo B
Hora Recurso Proceso Acondicionamiento Limpieza Proceso
+Acond
Proceso
+ Limp
Penetración
del
Amortiguador
8:00:00 - 9:15:00 (R2) Balanza Mettler Toledo X53200L 1:07:00 0:07:00 0:08:00 1:14:00 1:15:00 5,21
9:15:00 - 9:46:00 (R2) Balanza Mettler Toledo PB503-S 0:25:00 0:05:00 0:06:00 0:30:00 0:31:00 7,36
13:30:00 - 15:25:00 (R9) Reactor T 500L 1:36:00 0:09:57 0:15:00 1:45:57 1:51:00 15,07
- (R1) Agitador AW1 0:15:00 0:05:00 0:10:00 0:20:00 0:25:00 -
15:30:00 - 16:35:00 (R8) Molino coloidal COLMIL 0:45:00 0:07:17 0:20:00 0:52:17 1:05:00 19,58
8:00:00 - 8:20:00 (R3) Bomba GL1 0:20:00 0:05:00 - 0:25:00 - 20,97
8:20:00 - 12:40:00 (R10) Tanque T 500L2 4:05:00 0:06:52 0:15:00 4:11:52 4:20:00 39,03
12:40:00 - 13:15:00 (R3) Bomba GL1 0:22:00 - 0:10:52 - 0:32:52 41,31
14:19:00 - 16:30:00 - 8:00:00 - 11:12:00 (R4) Dosificadora de líquidos Jhepco D1 4:35:00 0:25:00 0:48:30 5:00:00 5:23:30 63,78
- (R7) Impresora HITACHI 0:55:00 0:05:00 0:09:35 1:00:00 1:04:35 -
- (R7) Impresora HITACHI 1 1:17:00 0:05:06 0:10:00 1:22:06 1:27:00 -
- (R5) Etiquetadora EH3 2:37:00 0:06:00 0:10:00 2:43:00 2:47:00 -
11:15:00 - 12:25:00 Despacho 1:10:17 66,09
Meprim SUSP. ORAL
Hora Recurso Proceso Acondicionamiento Limpieza Proceso
+Acond
Proceso
+ Limp
Penetración
del
Amortiguador
9:15:00 - 11:55:00 (R2) Balanza Mettler Toledo X53200L 2:24:00 0:07:00 0:08:00 2:31:00 2:32:00 7,36
11:55:00 - 12:35:00 (R2) Balanza Mettler Toledo PB503-S 0:25:00 0:05:00 0:08:00 0:30:00 0:33:00 9,12
10:00:00 - 12:00:00 (R9) Reactor T 500L 1:32:00 0:11:28 0:15:00 1:43:28 1:47:00 14,60
- (R1) Agitador AW1 0:45:00 0:05:00 0:10:00 0:50:00 0:55:00 -
13:35:00 - 14:30:00 (R8) Molino coloidal COLMIL 0:26:00 0:08:00 0:20:00 0:34:00 0:46:00 17,10
14:35:00 - 15:00:00 (R3) Bomba GL1 0:20:00 0:05:30 - 0:25:30 - 18,29
15:00:00 - 19:50:00 (R10) Tanque T 500L2 4:20:00 0:10:00 0:16:00 4:30:00 4:36:00 31,53
8:00:00 - 8:35:00 (R3) Bomba GL1 0:25:00 - 0:10:00 - 0:35:00 33,15

84
Continuación Anexo B
11:12:00 - 16:21:00 (R4) Dosificadora de líquidos Jhepco D1 3:50:00 0:26:00 0:53:00 4:16:00 4:43:00 47,45
- (R7) Impresora HITACHI 1:15:00 0:05:00 0:09:00 1:20:00 1:24:00 -
- (R7) Impresora HITACHI 1 1:50:00 0:05:00 0:10:00 1:55:00 2:00:00 -
- (R5) Etiquetadora EH3 3:04:00 0:05:18 0:10:00 3:09:18 3:14:00 -
8:00:00 - 9:35:00 Despacho 1:32:00 51,71
Ferrumklinge Jarabe
Hora Recurso Proceso Acondicionamiento Limpieza Proceso
+Acond
Proceso
+ Limp
Penetración
del
Amortiguador
11:55:00 - 13:35:00 (R2) Balanza Mettler Toledo X53200L 1:13:00 0:09:00 0:15:00 1:22:00 1:28:00 6,74
13:35:00 - 14:15:00 (R2) Balanza Mettler Toledo PB503-S 0:24:00 0:05:00 0:07:00 0:29:00 0:31:00 9,24
8:00:00 - 12:20:00 (R9) Reactor T 500L 3:35:00 0:15:22 0:30:00 3:50:22 4:05:00 27,32
12:20:00 - 12:40:00 (R3) Bomba GL1 0:08:00 0:04:00 0:06:00 0:12:00 0:14:00 28,57
16:21:00 - 16:30:00 - 8:00:00 - 14:16:00 (R4) Dosificadora de líquidos Jhepco D1 5:05:00 0:30:00 0:50:00 5:35:00 5:55:00 55,30
- (R7) Impresora HITACHI 1:41:00 0:05:00 0:09:00 1:46:00 1:50:00 -
- (R7) Impresora HITACHI 1 1:30:00 0:05:00 0:10:00 1:35:00 1:40:00 -
- (R5) Etiquetadora EH3 3:18:00 0:05:00 0:10:00 3:23:00 3:28:00 -
14:20:00 - 16:00 Despacho 1:35:00 61,90
Amevan 125 mg SUSP. ORAL
Hora Recurso Proceso Acondicionamiento Limpieza Proceso
+Acond
Proceso
+ Limp
Penetración
del
Amortiguador
13:35:00 - 14:50:00 (R2) Balanza Mettler Toledo X53200L 1:00:00 0:06:00 0:08:00 1:06:00 1:08:00 5,14
14:50:00 - 15:25:00 (R2) Balanza Mettler Toledo PB503-S 0:24:00 0:05:00 0:06:00 0:29:00 0:30:00 7,57
13:00:00 - 15:00:00 (R9) Reactor T 500L 1:32:00 0:09:09 0:15:00 1:41:09 1:47:00 15,64
- (R1) Agitador AW1 0:15:00 0:05:24 0:10:00 0:20:24 0:25:00 -
15:00:00 - 16:00:00 (R8) Molino coloidal COLMIL 0:34:00 0:07:42 0:20:00 0:41:42 0:54:00 19,92

85
Continuación Anexo B
8:00:00 - 8:25:00 (R3) Bomba GL1 0:20:00 0:05:00 - 0:25:00 - 21,66
8:25:00 - 12:35:00 (R10) Tanque T 500L2 3:45:00 0:06:29 0:15:00 3:51:29 4:00:00 38,77
12:35:00 - 13:10:00 (R3) Bomba GL1 0:22:00 - 0:10:33 - 0:32:33 41,03
14:16:00 - 16:30:00 - 8:00:00 - 11:02:00 (R4) Dosificadora de líquidos Jhepco D1 4:03:00 0:25:00 0:48:18 4:28:00 4:51:18 63,00
- (R7) Impresora HITACHI 1:33:00 0:05:00 0:09:49 1:38:00 1:42:49 -
- (R7) Impresora HITACHI 1 1:50:00 0:06:25 0:10:00 1:56:25 2:00:00 -
- (R5) Etiquetadora EH3 3:26:00 0:06:57 0:10:00 3:32:57 3:36:00 -
11:05:00 - 12:20:00 Despacho 1:11:49 66,37

86
Programación al 70 % de amortiguador
Stoptos Expectorante Jarabe
Hora Recurso Proceso Acondicionamiento Limpieza Proceso
+Acond
Proceso
+ Limp
Penetración
del
Amortiguador
8:00:00 - 9:55:00 (R2) Balanza Mettler Toledo X53200L 1:44:00 0:10:00 0:10:00 1:54:00 1:54:00 6,97
9:55:00 - 10:25:00 (R2) Balanza Mettler Toledo PB503-S 0:23:00 0:05:00 0:07:00 0:28:00 0:30:00 8,69
8:00:00 - 12:20:00 (R9) Reactor T 500L 4:09:15 0:08:00 0:15:00 4:17:15 4:24:15 24,42
- (R1) Agitador AW1 1:50:00 0:05:00 0:12:02 1:55:00 2:02:02 -
12:20:00 - 12:45:00 (R3) Bomba GL1 0:08:00 0:04:00 0:06:00 0:12:00 0:14:00 25,15
8:00:00 - 11:55:00 (R4) Dosificadora de líquidos Jhepco D1 3:20:00 0:35:00 0:25:00 3:55:00 3:45:00 39,53
- (R7) Impresora HITACHI 1:20:00 0:05:00 0:09:00 1:25:00 1:29:00 -
- (R7) Impresora HITACHI 1 1:19:00 0:05:00 0:10:00 1:24:00 1:29:00 -
- (R5) Etiquetadora EH3 2:37:00 0:05:00 0:10:00 2:42:00 2:47:00 -
11:55:00 - 13:30:00 Despacho 1:36:00 45,40
Hora Recurso Proceso Acondicionamiento Limpieza Proceso
+Acond
Proceso
+ Limp
Penetración
del
Amortiguador
9:55:00 - 11:50:00 (R2) Balanza Mettler Toledo X53200L 1:44:00 0:10:00 0:10:00 1:54:00 1:54:00 6,97
11:50:00 - 12:20:00 (R2) Balanza Mettler Toledo PB503-S 0:23:00 0:05:00 0:07:00 0:28:00 0:30:00 8,81
12:20:00 - 16:45:00 (R9) Reactor T 500L 4:09:15 0:08:00 0:15:00 4:17:15 4:24:15 24,97
- (R1) Agitador AW1 1:50:00 0:05:00 0:12:02 1:55:00 2:02:02 -
8:00:00 - 8:15:00 (R3) Bomba GL1 0:08:00 0:04:00 0:06:00 0:12:00 0:14:00 25,83
11:55:00 - 15:40:00 (R4) Dosificadora de líquidos Jhepco D1 3:20:00 0:35:00 0:25:00 3:55:00 3:45:00 39,59
- (R7) Impresora HITACHI 1:20:00 0:05:00 0:09:00 1:25:00 1:29:00 -
- (R7) Impresora HITACHI 1 1:19:00 0:05:00 0:10:00 1:24:00 1:29:00 -
- (R5) Etiquetadora EH3 2:37:00 0:05:00 0:10:00 2:42:00 2:47:00 -
15:40:00 - 16:30:00 - 8:00:00 - 8:50:00 Despacho 1:36:00 45,46

87
Continuación Anexo B
Complejo B Jarabe
Hora Recurso Proceso Acondicionamiento Limpieza Proceso
+Acond
Proceso
+ Limp
Penetración
del
Amortiguador
11:50:00 - 14:10:00 (R2) Balanza Mettler Toledo X53200L 2:10:00 0:10:00 0:10:00 2:20:00 2:20:00 8,56
14:10:00 - 14:35:00 (R2) Balanza Mettler Toledo PB503-S 0:20:00 0:05:00 0:07:00 0:25:00 0:27:00 10,09
8:00:00 - 11:35:00 (R9) Reactor T 500L 3:25:00 0:08:00 0:12:29 3:33:00 3:37:29 23,12
11:35:00 - 12:10:00 (R3) Bomba GL1 0:30:00 0:05:00 - 0:35:00 - 25,26
12:10:00 - 14:30:00 (R11)Tanque T1000 L1 2:05:00 0:12:02 0:15:00 2:17:02 2:20:00 33,64
14:30:00 - 15:15:00 (R3) Bomba GL1 0:45:00 - 0:10:00 - 0:55:00 36,39
15:40:00 - 16:30:00 - 8:00:00 - 11:20:00 (R4) Dosificadora de líquidos Jhepco D1 3:45:14 0:25:00 0:50:00 4:10:14 4:35:14 51,70
- (R7) Impresora HITACHI 1:20:00 0:05:00 0:06:22 1:25:00 1:26:22 -
- (R7) Impresora HITACHI 1 3:00:00 0:05:00 0:10:31 3:05:00 3:10:31 -
- (R5) Etiquetadora EH3 5:30:00 0:10:00 0:12:59 5:40:00 5:42:59 -
11:20:00 - 12:10:00 Despacho 0:49:56 46,37
Hora Recurso Proceso Acondicionamiento Limpieza
Proceso
+Acond
Proceso
+ Limp
Penetración
del
Amortiguador
14:10:00 - 16:20:00 (R2) Balanza Mettler Toledo X53200L 2:10:00 0:10:00 0:10:00 2:20:00 2:20:00 7,95
8:00:00 - 8:20:00 (R2) Balanza Mettler Toledo PB503-S 0:20:00 0:05:00 0:07:00 0:25:00 0:27:00 9,17
11:35:00 - 15:00:00 (R9) Reactor T 500L 3:25:00 0:08:00 0:12:29 3:33:00 3:37:29 21,71
15:00:00 - 15:30:00 (R3) Bomba GL1 0:30:00 0:05:00 - 0:35:00 - 23,55
15:30:00 - 17:35:00 (R11)Tanque T1000 L1 2:05:00 0:12:02 0:15:00 2:17:02 2:20:00 31,19
8:00:00 - 8:45:00 (R3) Bomba GL1 0:45:00 - 0:10:00 - 0:55:00 33,94
11:20:00 - 15:05:00 (R4) Dosificadora de líquidos Jhepco D1 3:45:14 0:25:00 0:50:00 4:10:14 4:35:14 47,72
- (R7) Impresora HITACHI 1:20:00 0:05:00 0:06:22 1:25:00 1:26:22 -
- (R7) Impresora HITACHI 1 3:00:00 0:05:00 0:10:31 3:05:00 3:10:31 -
- (R5) Etiquetadora EH3 5:30:00 0:10:00 0:12:59 5:40:00 5:42:59 -

88
Continuación Anexo B
15:05:00 - 15:55:00 Despacho 0:49:56 50,77
Hora Recurso Proceso Acondicionamiento Limpieza
Proceso
+Acond
Proceso
+ Limp
Penetración
del
Amortiguador
8:00:00 - 10:20:00 (R2) Balanza Mettler Toledo X53200L 2:10:00 0:10:00 0:10:00 2:20:00 2:20:00 1,71
10:20:00 - 10:50:00 (R2) Balanza Mettler Toledo PB503-S 0:20:00 0:05:00 0:07:00 0:25:00 0:27:00 10,21
15:00:00 - 18:40:00 (R9) Reactor T 500L 3:25:00 0:08:00 0:12:29 3:33:00 3:37:29 23,52
8:00:00 - 8:30:00 (R3) Bomba GL1 0:30:00 0:05:00 - 0:35:00 - 25,35
8:30:00 - 10:50:00 (R11)Tanque T1000 L1 2:05:00 0:12:02 0:15:00 2:17:02 2:20:00 33,91
10:50:00 - 11:45:00 (R3) Bomba GL1 0:45:00 - 0:10:00 - 0:55:00 37,28
15:05:00 - 16:30:00 - 8:00:00 - 11:10:00 (R4) Dosificadora de líquidos Jhepco D1 3:45:14 0:25:00 0:50:00 4:10:14 4:35:14 54,11
- (R7) Impresora HITACHI 1:20:00 0:05:00 0:06:22 1:25:00 1:26:22 -
- (R7) Impresora HITACHI 1 3:00:00 0:05:00 0:10:31 3:05:00 3:10:31 -
- (R5) Etiquetadora EH3 5:30:00 0:10:00 0:12:59 5:40:00 5:42:59 -
11:10:00 - 12:00:00 Despacho 0:49:56 57,17
Loratadina Jarabe
Hora Recurso Proceso Acondicionamiento Limpieza Proceso
+Acond
Proceso
+ Limp
Penetración
del
Amortiguador
10:20:00 - 10:50:00 (R2) Balanza Mettler Toledo X53200L 0:21:00 0:07:00 0:07:00 0:28:00 0:28:00 1,71
10:50:00 - 11:10:00 (R2) Balanza Mettler Toledo PB503-S 0:14:00 0:05:00 0:07:00 0:19:00 0:21:00 2,87
8:00:00 - 9:25:00 (R9) Reactor T 500L 1:15:00 0:09:42 0:15:00 1:24:42 1:30:00 8,06
9:25:00 - 13:00:00 (R10) Tanque T 500L1 3:25:00 0:10:00 0:15:00 3:35:00 3:40:00 21,20
13:00:00 - 13:35:00 (R3) Bomba GL1 0:30:00 0:05:00 - 0:35:00 - 23,35
13:35:00 - 15:35:00 (R11)Tanque T1000 L1 1:50:00 0:09:08 0:15:00 1:59:08 2:05:00 30,63
15:35:00 - 16:20:00 (R3) Bomba GL1 0:45:00 - 0:10:00 - 0:55:00 33,38
11:10:00 - 15:48:00 (R4) Dosificadora de líquidos Jhepco D1 4:15:00 0:23:22 0:45:00 4:38:22 5:00:00 50,41

89
Continuación Anexo B
- (R7) Impresora HITACHI 1 1:30:00 0:05:00 0:05:39 1:35:00 1:35:39 -
- (R5) Etiquetadora EH3 5:00:00 0:10:00 0:11:35 5:10:00 5:11:35 -
15:50:00 - 16:30:00 - 8:00:00 - 8:25:00 Despacho 1:03:56 54,32
Hora Recurso Proceso Acondicionamiento Limpieza Proceso
+Acond
Proceso
+ Limp
Penetración
del
Amortiguador
10:50:00 - 11:11:00 (R2) Balanza Mettler Toledo X53200L 0:21:00 0:07:00 0:07:00 0:28:00 0:28:00 1,28
11:11:00 - 11:25:00 (R2) Balanza Mettler Toledo PB503-S 0:14:00 0:05:00 0:07:00 0:19:00 0:21:00 2,14
15:00:00 - 16:15:00 (R9) Reactor T 500L 1:15:00 0:09:42 0:15:00 1:24:42 1:30:00 6,73
8:00:00 - 11:25:00 (R10) Tanque T 500L1 3:25:00 0:10:00 0:15:00 3:35:00 3:40:00 19,27
11:25:00 - 11:55:00 (R3) Bomba GL1 0:30:00 0:05:00 - 0:35:00 - 21,10
12:00:00 - 13:50:00 (R11)Tanque T1000 L1 1:50:00 0:09:08 0:15:00 1:59:08 2:05:00 27,83
13:50:00 - 14:35:00 (R3) Bomba GL1 0:45:00 - 0:10:00 - 0:55:00 30,58
15:48:00 - 16:30:00 - 8:00:00 - 11:33:00 (R4) Dosificadora de líquidos Jhepco D1 4:15:00 0:23:22 0:45:00 4:38:22 5:00:00 46,18
- (R7) Impresora HITACHI 1 1:30:00 0:05:00 0:05:39 1:35:00 1:35:39 -
- (R5) Etiquetadora EH3 5:00:00 0:10:00 0:11:35 5:10:00 5:11:35 -
11:33:00 - 12:38:00 Despacho 1:03:56 50,09
Hora Recurso Proceso Acondicionamiento Limpieza Proceso
+Acond
Proceso
+ Limp
Penetración
del
Amortiguador
11:11:00 - 11:32:00 (R2) Balanza Mettler Toledo X53200L 0:21:00 0:07:00 0:07:00 0:28:00 0:28:00 1,28
11:32:00 - 11:46:00 (R2) Balanza Mettler Toledo PB503-S 0:14:00 0:05:00 0:07:00 0:19:00 0:21:00 2,14
11:45:00 - 13:00:00 (R9) Reactor T 500L 1:15:00 0:09:42 0:15:00 1:24:42 1:30:00 6,73
13:00:00 - 16:25:00 (R10) Tanque T 500L1 3:25:00 0:10:00 0:15:00 3:35:00 3:40:00 19,27
8:00:00 - 8:30:00 (R3) Bomba GL1 0:30:00 0:05:00 - 0:35:00 - 21,10
8:30:00 - 10:20:00 (R11)Tanque T1000 L1 1:50:00 0:09:08 0:15:00 1:59:08 2:05:00 27,83
10:20:00 - 11:05:00 (R3) Bomba GL1 0:45:00 - 0:10:00 - 0:55:00 30,58

90
Continuación Anexo B
11:33:00 - 15:48:00 (R4) Dosificadora de líquidos Jhepco D1 4:15:00 0:23:22 0:45:00 4:38:22 5:00:00 46,18
- (R7) Impresora HITACHI 1 1:30:00 0:05:00 0:05:39 1:35:00 1:35:39 -
- (R5) Etiquetadora EH3 5:00:00 0:10:00 0:11:35 5:10:00 5:11:35 -
15:50:00 - 16:30:00 - 8:00:00 - 8:25:00 Despacho 1:03:56 50,09
Hora Recurso Proceso Acondicionamiento Limpieza Proceso
+Acond
Proceso
+ Limp
Penetración
del
Amortiguador
11:32:00 - 11:53:00 (R2) Balanza Mettler Toledo X53200L 0:21:00 0:07:00 0:07:00 0:28:00 0:28:00 1,28
11:53:00 - 12:07:00 (R2) Balanza Mettler Toledo PB503-S 0:14:00 0:05:00 0:07:00 0:19:00 0:21:00 2,14
15:00:00 - 16:15:00 (R9) Reactor T 500L 1:15:00 0:09:42 0:15:00 1:24:42 1:30:00 6,73
8:00:00 - 11:25:00 (R10) Tanque T 500L1 3:25:00 0:10:00 0:15:00 3:35:00 3:40:00 19,27
11:25:00 - 11:55:00 (R3) Bomba GL1 0:30:00 0:05:00 - 0:35:00 - 21,10
12:00:00 - 13:50:00 (R11)Tanque T1000 L1 1:50:00 0:09:08 0:15:00 1:59:08 2:05:00 27,83
13:50:00 - 14:35:00 (R3) Bomba GL1 0:45:00 - 0:10:00 - 0:55:00 30,58
15:48:00 - 16:30:00 - 8:00:00 - 11:33:00 (R4) Dosificadora de líquidos Jhepco D1 4:15:00 0:23:22 0:45:00 4:38:22 5:00:00 46,18
- (R7) Impresora HITACHI 1 1:30:00 0:05:00 0:05:39 1:35:00 1:35:39 -
- (R5) Etiquetadora EH3 5:00:00 0:10:00 0:11:35 5:10:00 5:11:35 -
11:33:00 - 12:38:00 Despacho 1:03:56 50,09
Hora Recurso Proceso Acondicionamiento Limpieza Proceso
+Acond
Proceso
+ Limp
Penetración
del
Amortiguador
12:30:00 - 12:51:00 (R2) Balanza Mettler Toledo X53200L 0:21:00 0:07:00 0:07:00 0:28:00 0:28:00 1,28
12:51:00 - 13:05:00 (R2) Balanza Mettler Toledo PB503-S 0:14:00 0:05:00 0:07:00 0:19:00 0:21:00 2,14
11:45:00 - 13:00:00 (R9) Reactor T 500L 1:15:00 0:09:42 0:15:00 1:24:42 1:30:00 6,73
13:00:00 - 16:25:00 (R10) Tanque T 500L1 3:25:00 0:10:00 0:15:00 3:35:00 3:40:00 19,27
8:00:00 - 8:30:00 (R3) Bomba GL1 0:30:00 0:05:00 - 0:35:00 - 21,10
8:30:00 - 10:20:00 (R11)Tanque T1000 L1 1:50:00 0:09:08 0:15:00 1:59:08 2:05:00 27,83

91
Continuación Anexo B
10:20:00 - 11:05:00 (R3) Bomba GL1 0:45:00 - 0:10:00 - 0:55:00 30,58
11:33:00 - 15:48:00 (R4) Dosificadora de líquidos Jhepco D1 4:15:00 0:23:22 0:45:00 4:38:22 5:00:00 46,18
- (R7) Impresora HITACHI 1 1:30:00 0:05:00 0:05:39 1:35:00 1:35:39 -
- (R5) Etiquetadora EH3 5:00:00 0:10:00 0:11:35 5:10:00 5:11:35 -
15:50:00 - 16:30:00 - 8:00:00 - 8:25:00 Despacho 1:03:56 50,09
Hora Recurso Proceso Acondicionamiento Limpieza Proceso
+Acond
Proceso
+ Limp
Penetración
del
Amortiguador
12:51:00 - 13:21:00 (R2) Balanza Mettler Toledo X53200L 0:21:00 0:07:00 0:07:00 0:28:00 0:28:00 1,71
13:21:00 - 13:45:00 (R2) Balanza Mettler Toledo PB503-S 0:14:00 0:05:00 0:07:00 0:19:00 0:21:00 3,00
15:00:00 - 16:40:00 (R9) Reactor T 500L 1:15:00 0:09:42 0:15:00 1:24:42 1:30:00 8,50
8:00:00 - 11:40:00 (R10) Tanque T 500L1 3:25:00 0:10:00 0:15:00 3:35:00 3:40:00 21,96
11:40:00 - 12:10:00 (R3) Bomba GL1 0:30:00 0:05:00 - 0:35:00 - 23,79
12:10:00 - 14:15:00 (R11)Tanque T1000 L1 1:50:00 0:09:08 0:15:00 1:59:08 2:05:00 31,44
14:15:00 - 15:10:00 (R3) Bomba GL1 0:45:00 - 0:10:00 - 0:55:00 34,80
15:48:00 - 16:30:00 - 8:00:00 - 12:18:00 (R4) Dosificadora de líquidos Jhepco D1 4:15:00 0:23:22 0:45:00 4:38:22 5:00:00 53,15
- (R7) Impresora HITACHI 1 1:30:00 0:05:00 0:05:39 1:35:00 1:35:39 -
- (R5) Etiquetadora EH3 5:00:00 0:10:00 0:11:35 5:10:00 5:11:35 -
12:20:00 - 13:25:00 Despacho 1:03:56 57,06
Meprimforte SUSP. ORAL
Hora Recurso Proceso Acondicionamiento Limpieza Proceso
+Acond
Proceso
+ Limp
Penetración
del
Amortiguador
13:25:00 - 14:20:00 (R2) Balanza Mettler Toledo X53200L 0:40:00 0:07:00 0:08:00 0:47:00 0:48:00 3,36
14:20:00 - 14:55:00 (R2) Balanza Mettler Toledo PB503-S 0:20:00 0:06:00 0:08:00 0:26:00 0:28:00 5,44
8:00:00 - 10:15:00 (R9) Reactor T 500L 1:45:00 0:11:28 0:15:00 1:56:28 2:00:00 13,48
- (R1) Agitador AW1 0:45:00 0:05:00 0:10:00 0:50:00 0:55:00 -

92
Continuación Anexo B
10:30:00 - 12:15:00 (R8) Molino coloidal COLMIL 1:15:00 0:08:00 0:20:00 1:23:00 1:35:00 19,78
12:15:00 - 12:40:00 (R3) Bomba GL1 0:20:00 0:05:00 - 0:25:00 - 21,31
12:40:00 - 16:35:00 (R10) Tanque T 500L2 3:25:00 0:10:00 0:16:00 3:35:00 3:41:00 35,44
8:00:00 - 8:45:00 (R3) Bomba GL1 0:35:00 - 0:10:00 - 0:45:00 38,19
12:18:00 - 16:30:00 - 8:00:00 - 9:19:00 (R4) Dosificadora de líquidos Jhepco D1 4:15:00 0:26:00 0:50:00 4:41:00 5:05:00 56,97
- (R7) Impresora HITACHI 1:25:00 0:05:00 0:09:00 1:30:00 1:34:00 -
- (R7) Impresora HITACHI 1 2:00:00 0:05:00 0:10:00 2:05:00 2:10:00 -
- (R5) Etiquetadora EH3 3:10:00 0:05:43 0:10:00 3:15:43 3:20:00 -
9:20:00 - 10:50:00 Despacho 1:30:00 58,68
Amevan 250 mg SUSP. ORAL
Hora Recurso Proceso Acondicionamiento Limpieza Proceso
+Acond
Proceso
+ Limp
Penetración
del
Amortiguador
14:20:00 - 15:35:00 (R2) Balanza Mettler Toledo X53200L 1:07:00 0:07:00 0:08:00 1:14:00 1:15:00 4,53
15:35:00 - 15:05:00 (R2) Balanza Mettler Toledo PB503-S 0:25:00 0:05:00 0:06:00 0:30:00 0:31:00 6,36
8:00:00 - 9:45:00 (R9) Reactor T 500L 1:36:00 0:09:57 0:15:00 1:45:57 1:51:00 12,84
- (R1) Agitador AW1 0:15:00 0:05:00 0:10:00 0:20:00 0:25:00 -
9:45:00 - 10:40:00 (R8) Molino coloidal COLMIL 0:45:00 0:07:17 0:20:00 0:52:17 1:05:00 16,04
10:40:00 - 11:05:00 (R3) Bomba GL1 0:20:00 0:05:00 - 0:25:00 - 17,57
11:05:00 - 15:20:00 (R10) Tanque T 500L2 4:05:00 0:06:52 0:15:00 4:11:52 4:20:00 32,97
15:20:00 - 15:50:00 (R3) Bomba GL1 0:22:00 - 0:10:52 - 0:32:52 34,32
9:19:00 - 14:19:00 (R4) Dosificadora de líquidos Jhepco D1 4:35:00 0:25:00 0:48:30 5:00:00 5:23:30 52,67
- (R7) Impresora HITACHI 0:55:00 0:05:00 0:09:35 1:00:00 1:04:35 -
- (R7) Impresora HITACHI 1 1:17:00 0:05:06 0:10:00 1:22:06 1:27:00 -
- (R5) Etiquetadora EH3 2:37:00 0:06:00 0:10:00 2:43:00 2:47:00 -
14:20:00 - 15:30:00 Despacho 1:10:17 56,97

93
Continuación Anexo B
Hora Recurso Proceso Acondicionamiento Limpieza Proceso
+Acond
Proceso
+ Limp
Penetración
del
Amortiguador
8:00:00 - 9:15:00 (R2) Balanza Mettler Toledo X53200L 1:07:00 0:07:00 0:08:00 1:14:00 1:15:00 4,59
9:15:00 - 9:46:00 (R2) Balanza Mettler Toledo PB503-S 0:25:00 0:05:00 0:06:00 0:30:00 0:31:00 6,48
13:30:00 - 15:25:00 (R9) Reactor T 500L 1:36:00 0:09:57 0:15:00 1:45:57 1:51:00 13,27
- (R1) Agitador AW1 0:15:00 0:05:00 0:10:00 0:20:00 0:25:00 -
15:30:00 - 16:35:00 (R8) Molino coloidal COLMIL 0:45:00 0:07:17 0:20:00 0:52:17 1:05:00 17,25
8:00:00 - 8:20:00 (R3) Bomba GL1 0:20:00 0:05:00 - 0:25:00 - 18,47
8:20:00 - 12:40:00 (R10) Tanque T 500L2 4:05:00 0:06:52 0:15:00 4:11:52 4:20:00 34,37
12:40:00 - 13:15:00 (R3) Bomba GL1 0:22:00 - 0:10:52 - 0:32:52 36,38
14:19:00 - 16:30:00 - 8:00:00 - 11:12:00 (R4) Dosificadora de líquidos Jhepco D1 4:35:00 0:25:00 0:48:30 5:00:00 5:23:30 56,17
- (R7) Impresora HITACHI 0:55:00 0:05:00 0:09:35 1:00:00 1:04:35 -
- (R7) Impresora HITACHI 1 1:17:00 0:05:06 0:10:00 1:22:06 1:27:00 -
- (R5) Etiquetadora EH3 2:37:00 0:06:00 0:10:00 2:43:00 2:47:00 -
11:15:00 - 12:25:00 Despacho 1:10:17 58,20
Meprim SUSP. ORAL
Hora Recurso Proceso Acondicionamiento Limpieza Proceso
+Acond
Proceso
+ Limp
Penetración
del
Amortiguador
9:15:00 - 11:55:00 (R2) Balanza Mettler Toledo X53200L 2:24:00 0:07:00 0:08:00 2:31:00 2:32:00 6,63
11:55:00 - 12:35:00 (R2) Balanza Mettler Toledo PB503-S 0:25:00 0:05:00 0:08:00 0:30:00 0:33:00 8,21
10:00:00 - 12:00:00 (R9) Reactor T 500L 1:32:00 0:11:28 0:15:00 1:43:28 1:47:00 13,14
- (R1) Agitador AW1 0:45:00 0:05:00 0:10:00 0:50:00 0:55:00 -
13:35:00 - 14:30:00 (R8) Molino coloidal COLMIL 0:26:00 0:08:00 0:20:00 0:34:00 0:46:00 15,39
14:35:00 - 15:00:00 (R3) Bomba GL1 0:20:00 0:05:30 - 0:25:30 - 16,46
15:00:00 - 19:50:00 (R10) Tanque T 500L2 4:20:00 0:10:00 0:16:00 4:30:00 4:36:00 28,37
8:00:00 - 8:35:00 (R3) Bomba GL1 0:25:00 - 0:10:00 - 0:35:00 29,83

94
Continuación Anexo B
11:12:00 - 16:21:00 (R4) Dosificadora de líquidos Jhepco D1 3:50:00 0:26:00 0:53:00 4:16:00 4:43:00 42,71
- (R7) Impresora HITACHI 1:15:00 0:05:00 0:09:00 1:20:00 1:24:00 -
- (R7) Impresora HITACHI 1 1:50:00 0:05:00 0:10:00 1:55:00 2:00:00 -
- (R5) Etiquetadora EH3 3:04:00 0:05:18 0:10:00 3:09:18 3:14:00 -
8:00:00 - 9:35:00 Despacho 1:32:00 46,54
Ferrumklinge Jarabe
Hora Recurso Proceso Acondicionamiento Limpieza Proceso
+Acond
Proceso
+ Limp
Penetración
del
Amortiguador
11:55:00 - 13:35:00 (R2) Balanza Mettler Toledo X53200L 1:13:00 0:09:00 0:15:00 1:22:00 1:28:00 5,93
13:35:00 - 14:15:00 (R2) Balanza Mettler Toledo PB503-S 0:24:00 0:05:00 0:07:00 0:29:00 0:31:00 8,13
8:00:00 - 12:20:00 (R9) Reactor T 500L 3:35:00 0:15:22 0:30:00 3:50:22 4:05:00 24,06
12:20:00 - 12:40:00 (R3) Bomba GL1 0:08:00 0:04:00 0:06:00 0:12:00 0:14:00 25,16
16:21:00 - 16:30:00 - 8:00:00 - 14:16:00 (R4) Dosificadora de líquidos Jhepco D1 5:05:00 0:30:00 0:50:00 5:35:00 5:55:00 48,71
- (R7) Impresora HITACHI 1:41:00 0:05:00 0:09:00 1:46:00 1:50:00 -
- (R7) Impresora HITACHI 1 1:30:00 0:05:00 0:10:00 1:35:00 1:40:00 -
- (R5) Etiquetadora EH3 3:18:00 0:05:00 0:10:00 3:23:00 3:28:00 -
14:20:00 - 16:00 Despacho 1:35:00 54,52
Amevan 125 mg SUSP. ORAL
Hora Recurso Proceso Acondicionamiento Limpieza Proceso
+Acond
Proceso
+ Limp
Penetración
del
Amortiguador
13:35:00 - 14:50:00 (R2) Balanza Mettler Toledo X53200L 1:00:00 0:06:00 0:08:00 1:06:00 1:08:00 4,53
14:50:00 - 15:25:00 (R2) Balanza Mettler Toledo PB503-S 0:24:00 0:05:00 0:06:00 0:29:00 0:30:00 6,67
13:00:00 - 15:00:00 (R9) Reactor T 500L 1:32:00 0:09:09 0:15:00 1:41:09 1:47:00 13,77
- (R1) Agitador AW1 0:15:00 0:05:24 0:10:00 0:20:24 0:25:00 -
15:00:00 - 16:00:00 (R8) Molino coloidal COLMIL 0:34:00 0:07:42 0:20:00 0:41:42 0:54:00 17,54

95
Continuación Anexo B
8:00:00 - 8:25:00 (R3) Bomba GL1 0:20:00 0:05:00 - 0:25:00 - 19,07
8:25:00 - 12:35:00 (R10) Tanque T 500L2 3:45:00 0:06:29 0:15:00 3:51:29 4:00:00 34,15
12:35:00 - 13:10:00 (R3) Bomba GL1 0:22:00 - 0:10:33 - 0:32:33 36,14
14:16:00 - 16:30:00 - 8:00:00 - 11:02:00 (R4) Dosificadora de líquidos Jhepco D1 4:03:00 0:25:00 0:48:18 4:28:00 4:51:18 55,49
- (R7) Impresora HITACHI 1:33:00 0:05:00 0:09:49 1:38:00 1:42:49 -
- (R7) Impresora HITACHI 1 1:50:00 0:06:25 0:10:00 1:56:25 2:00:00 -
- (R5) Etiquetadora EH3 3:26:00 0:06:57 0:10:00 3:32:57 3:36:00 -
11:05:00 - 12:20:00 Despacho 1:11:49 58,45