Étude de l’impact du transfert de technologie pour une ... fileetude de l’impact du transfert...
TRANSCRIPT

HAL Id: emse-00538226https://hal-emse.ccsd.cnrs.fr/emse-00538226
Submitted on 22 Nov 2010
HAL is a multi-disciplinary open accessarchive for the deposit and dissemination of sci-entific research documents, whether they are pub-lished or not. The documents may come fromteaching and research institutions in France orabroad, or from public or private research centers.
L’archive ouverte pluridisciplinaire HAL, estdestinée au dépôt et à la diffusion de documentsscientifiques de niveau recherche, publiés ou non,émanant des établissements d’enseignement et derecherche français ou étrangers, des laboratoirespublics ou privés.
Étude de l’impact du transfert de technologie pour unemeilleure gestion des risques
Souâd Marref, Henry Londiche, A. Benoudjit
To cite this version:Souâd Marref, Henry Londiche, A. Benoudjit. Étude de l’impact du transfert de technologie pour unemeilleure gestion des risques. Revue Internationale sur l’Ingénierie des Risques Industriels, 2010, 3(2), pp.24-44. �emse-00538226�

ETUDE DE L’IMPACT DU TRANSFERT DE TECHNOLOGIE POUR UNE
MEILLEURE GESTION DES RISQUES
Marref S.1
, Londiche H.2
et Benoudjit A.1
1
Institut d'hygiène et de sécurité industrielle, Université El Hadj Lakhdar, 05000, Batna, Algérie. 2
Ecole Nationale
Supérieure des Mines de Saint-Etienne, Centre SITE, 42100, Saint-Etienne, France E-mail: [email protected]
ABSTRACT
In accordance with the general principles of prevention, developed within the legislative
framework of the protection of workers in the case of a technology transfer, an analysis of the
risks must be carried out in all the industrial facilities. In the company COTITEX of Batna in
Algeria, this principle of prevention is scarcely implemented and one can partly attribute this gap
to the fact that the recommended methods of analysis are not adapted to the culture of the
company. A similar study is more successfully carried out in oil industry (SONATRACH). To
assess the degree of adequacy of these various methods and to observe blockings occurring
during the application of technology transfer, we carried out first an ergonomic analysis using the
RENAULT method to show the difficult conditions generated by the technology transfer. In a
second step, a study of various risk analysis methods compared with our criterion of engagement,
namely the triptych: man-installation-environment lead us to choose the systemic method named
MOSAR (Méthode Organisée et Systémique d’Analyse des Risques). In a third step we carry out
a study dealing with the human capital and the adaptation to the working post. The so-called
"Human-side" approach is mainly characterized by the use of a psychotechnical test related to the
working post. Finally a global approach by means of cindynics analysis situates the problem in a
societal and economical context. During the experimental phase, many difficulties and blockings
appeared that find mainly their causes in a conflict of values between the company and the
institutions of prevention. The tracks of evolution which we propose should lead to a perennial
reduction of the frequency and gravity of the accidents related to the impact of the technology
transfer.
Key words: technology transfer, risk analysis, risk management, textile industry, industry of
hydrocarbons.
RESUME
Conformément aux principes généraux de prévention, développés dans le cadre législatif
de la protection des travailleurs, une analyse des risques doit être effectuée dans toutes les
installations industrielles lors d’un transfert de technologie. Dans l'entreprise COTITEX de
Batna, en Algérie, ce principe de prévention est très peu appliqué, cette lacune étant due, en
partie, au fait que les méthodes d’analyse proposées sont peu adaptées à la culture de l'entreprise.
Par contre cette approche est proposée avec plus de succès dans le secteur pétrolier
(SONATRACH). Pour évaluer le degré d’adéquation de ces méthodes, nous les avons comparées
sur le terrain afin d’observer les blocages survenant à l'occasion d'un transfert de technologie.
Nous avons d’abord procédé à une analyse des conditions difficiles générées par le transfert de
technologie à l'aide de la méthode ergonomique RENAULT, puis dans un deuxième temps nous

avons réalisé une étude comparative de plusieurs méthodes d’analyse du risque avant de choisir
la méthode MOSAR dont le champ d'application répondait le plus à notre critère d’engagement, à
savoir le triptyque: homme-installation-environnement. Dans un troisième temps, pour compléter
les études précédentes, nous nous sommes intéressés au capital humain et à l’adaptation au poste
de travail. L’approche "Human Side" alors réalisée est surtout caractérisée par la mise en
œuvre de tests psychotechniques relatifs au poste de travail. Finalement une analyse globale de
type cindynique permet de replacer la problématique dans un contexte sociétal et économique.
Lors de la phase expérimentale, de nombreuses difficultés et blocages sont apparus. Ils trouvent
principalement leurs causes dans un conflit de valeurs et de modèles de représentation entre
l’entreprise, les opérateurs et les institutions de prévention. Les pistes d’évolution proposées
devraient conduire à une réduction pérenne de la fréquence et de la gravité des accidents liés à
l’impact du transfert de technologie.
Mots clés: transfert de technologie, analyse de risques, gestion des risques, industrie
textile, industrie du pétrole.
1. INTRODUCTION
Le transfert de technologie présente plusieurs inconvénients du fait des différences
culturelles, anthropologiques, géographiques, climatiques, etc., entre les pays en voie de
développement, importateurs, et les pays développés, exportateurs de technologies. Usuellement
ce transfert se fait vers des pays où l’environnement industriel, le niveau scolaire des opérateurs
et la formation à l'utilisation de dispositifs techniques parfois très dangereux, sont limités. Les
différences de niveaux observées entre les populations des deux types de pays et les conditions de
travail plus exigeantes attachées aux nouvelles technologies rendent l’adaptation de ces
techniques importées de plus en plus complexe [1]. Il en résulte l'émergence ou l'accroissement
de nombreux risques industriels: risques électriques, risques incendie, explosion etc. Des lois ont
été votées pour la protection des travailleurs et des organismes de prévention sont chargés de
vérifier la bonne application de ces lois dans les entreprises. Cette protection des travailleurs
passe par les principes de prévention des risques, énoncés par la directive européenne cadre
n°89/391 du 12 juin 1989 et la loi n° 1414 du 31 décembre 1991 (cette loi est intégrée au code du
travail : Article L 230-2) [2]. Bien que ces principes soient obligatoires dans les pays exportateurs
de technologie, ils sont peu appliqués, voire inexistants, dans les pays en voie de développement
industriel. On observe très souvent une mauvaise adaptation des règles de sécurité et de gestion et
une non-conformité aux normes en vigueur conduisant à des dangers qui peuvent nuire à la
sécurité des personnes et des biens (électrocution, détérioration, incendie, etc.) [3].
Partant de ce constat, nous nous sommes fixés comme objectif d'étudier et de caractériser
l’impact du transfert de technologie et les blocages qu’il peut induire au cours d’une analyse de
risque. Dans une seconde phase nous en avons déduit des pistes pour développer une démarche
méthodologique complète susceptible de permettre aux entreprises étudiées et aux PME en
général, de mettre en place une analyse et une gestion des risques plus sûres et efficaces.
1.1 Choix d'une méthodologie et caractérisation des méthodes retenues
Notre domaine d'observation et d'analyse s'appuie sur le triptyque
Homme-Machine-Environnement qui sert de modèle pour décrire les processus, car l'approche

pour traiter de la maîtrise des risques industriels dans le cadre d'un transfert de technologie est
nécessairement de nature systémique, même si la démarche analytique est aussi mise en œuvre.
Pour parvenir à ce résultat nous avons fait appel à l'étude de cas comme méthode de recherche [4]
en l'adaptant au contexte particulier de l'Algérie. Ce choix méthodologique est justifié car l'étude
de cas est une méthode bien adaptée pour comprendre des systèmes sociaux complexes incluant
des aspects techniques et générant des situations qui impliquent des personnes, des
comportements et des contraintes organisationnelles, réglementaires et économiques. Par ailleurs
l'étude de cas se prête naturellement à une recherche de type exploratoire, et c’est là notre
problème puisqu'il faut traiter du transfert de nouvelles technologies dans un contexte spécifique
(celui de l'Algérie) et face à des exigences en pleine mutation (évolution économique et sociale
des pays émergents) [5]. Pour notre expérimentation, le choix d’un modèle d’accident simple,
testé et validé par l'étude de cas, était indispensable. Ce modèle devait pouvoir être aisément
expliqué à l’entreprise et intégré par celle-ci afin de faciliter l’analyse des risques par les
opérateurs sur le terrain. Enfin les méthodes utilisées devaient intégrer ce modèle pour assurer
une maîtrise des risques incluant:
La formalisation des étapes de l’analyse des risques, La
considération simultanée de l’installation, de l’homme au travail et des
écosystèmes comme victimes potentielles du risque, La prise en
compte des facteurs de risque de type technologique, humain et
organisationnel [6, 7, 8, 9, 10, 11].
1.2 La démarche méthodologique adoptée et le choix des entreprises soumises à l'étude
Dans une première étape, nous nous inspirons de la méthodologie proposée par Malchaire
[12] pour aborder les risques engendrés par le transfert de technologie avec une vision
anthropotechnologique. La méthode permet d'identifier et de quantifier systématiquement chaque
facteur de risque [13, 14]. Elle conduit ensuite à combiner les évaluations dans un indice qui
permet de caractériser la situation, d'effectuer des comparaisons ou d'apprécier l'effet de
modifications. Enfin la démarche s'appuie sur la stratégie SOBANE [15], approche de prévention
en quatre niveaux: dépistage, observation, analyse et expertise. Nous avons réalisé concrètement
l'étude sur le terrain, à partir de la méthode des profils de poste (SIRTES) mise au point par la
régie RENAULT [16]. Cette méthode autorise une double analyse à caractère non seulement
ergonomique, mais aussi anthropotechnologique.
Dans une seconde étape, nous révélons par une approche systémique, la méthode MOSAR
(Méthode Organisée et Systémique d’Analyse des Risques) [17], les processus de danger (aspects
techniques et organisationnels) et les scénarios d'accidents associés à l'activité de l'entreprise.
Dans un troisième temps, nous proposons une autre approche gérant le capital humain et
visant une meilleure adaptation et un meilleur rendement: c'est l’approche "Human Side" [18].
Enfin dans une dernière étape, nous analysons l'ensemble des résultats obtenus, en prenant
en compte les écarts observés entre discours et réalité, grâce au modèle cindynique [19, 20]. Créé
initialement pour analyser les causes des dysfonctionnements conduisant à des accidents majeurs
et à des crises, ce modèle permet d'étudier, à travers les différents points de vue, les blocages
observés lors de l’expérimentation et de proposer alors des pistes d’amélioration pour rendre plus
efficaces la démarche d'analyse de risques et les décisions qui en découlent. Pour être menées à
bien, avec l'aide de tous les acteurs, toutes ces étapes nécessitent de mettre en place, pour chaque

entreprise retenue, une démarche du type étude de cas, principalement exploratoire puisque l'on
s'appuie sur des méthodes éprouvées pour chacune des étapes. Pour clarifier la compréhension
des travaux présentés il est utile de préciser, dès à présent, sur quelles entreprises ont porté nos
investigations. C'est la phase de préparation des études de cas qui a permis de faire le choix tout
en en reconnaissant les limites. Il fallait disposer:
de plusieurs entreprises traditionnelles, d'un secteur très accidentogène, confrontées à de
nouvelles technologies importées,
d'entreprises modernes bien sécurisées, s'appuyant depuis l'origine sur des technologies
importées.
En effet la culture industrielle est très différente en Algérie, selon que l'on s'intéresse aux
industries modernes du secteur de l'énergie, très structurées et souvent automatisées, ou bien aux
industries plus classiques et anciennes employant une main d'œuvre nombreuse, moins qualifiée.
De plus il fallait obtenir un appui fort de la direction, une collaboration et une motivation des
spécialistes (médecins du travail, ingénieurs hygiène et sécurité) et une participation réelle des
personnels sur le terrain afin de garantir la véracité et la validité des résultats. Cela a fortement
limité le choix des entreprises dans un pays où le développement industriel ne bénéficie pas d'une
densité et d'une ancienneté très grandes. Finalement, deux secteurs industriels ont été retenus:
1. 1. L’industrie textile: Sur 35 entreprises de textiles de la région Sud-Est, 10 seulement
ont été retenues, en fonction de deux critères: accessibilité et volonté de collaboration de la
direction et du médecin du travail. Toutes dépendent du groupe COTITEX, société algérienne du
secteur de l'habillement, en pleine expansion malgré la pression de la concurrence internationale.
Le secteur représente 40% du total des exportations de l’industrie manufacturière et emploie
près de 204000 salariés répartis sur 2079 entreprises. C'est le secteur le plus exposé à l’impact
du transfert de technologie, aux accidents de travail et aux maladies professionnelles, étant donné
le grand nombre de facteurs de risque (bruit, poussières, contraintes physiques, travail répétitif,
postures inadéquates, etc.). L’étude a été conduite en 2006-2007, dans des établissements des
complexes COTITEX Batna et COTITEX Biskra, seules zones accessibles de la région Est
algérienne.
2. 2. L'industrie pétrolière: La collaboration a impliqué le groupe pétrolier SONATRACH,
sa filiale NAFTAL a fourni l'étude de cas (établissement de Hassi r'mel). L'entreprise représente
un domaine où le transfert de technologie est associé à un haut niveau de technologie moderne.
2. LES APPROCHES ERGONOMIQUE ET ANTHROPOTECHNOLOGIQUE [21, 22]
En observant les interactions entre l’homme et la machine [23], nous adoptons d'abord
une approche ergonomique soulignant les difficultés d’adaptation liées aux conditions locales:
conception du poste de travail, environnement physique, charge physique, charge mentale, aspect
psychosociologique. Les causes entrainant ces difficultés sont directement liées aux conditions
délicates de mise en œuvre du transfert de technologie. Celui-ci révèle les différences notables
entre les systèmes culturels de représentation des peuples importateur et exportateur de
technologie. Notre problématique concerne donc, à ce niveau de l'étude, l’adaptation
ergonomique du poste et de l’espace de travail, conçu lors d'un transfert de technologie, pour un
opérateur algérien dont le niveau de formation scolaire est, au départ, limité [24].

2.1 Fiabilité opérationnelle
Pour qualifier les données recueillies à l’aide d’observations directes ou de mesures
(ambiance, charge physique etc.) et ainsi assurer la validité et la fiabilité des résultats, nous avons
choisi, comme indiqué précédemment, de pratiquer une analyse globale à l'aide de la méthode
développée par la Régie Renault et publiée en 1979. Cette approche éprouvée permet d'assurer
un recueil d'informations ergonomiques approfondies grâce à une investigation complète qui
prend en compte: le poste de travail, la charge mentale, l'environnement physique et enfin les
aspects psychosociologiques liés aux conditions difficiles d’un transfert de technologie. D'autres
approches auraient pu être adoptées et on peut faire référence à des études plus "récentes"
présentées lors du congrès de Vienne sur la sécurité et la santé au travail en 2002: approches
française [25], canadienne [26], anglaise [27], italienne [28], slovaque [29], japonaise [30],
multiplicité qui souligne l’intérêt de la recherche dans ce domaine.
L'organisation pratique de cette étape (recueil, stockage et confirmation des données,
nature et composition de l'équipe de recherche, limitation de son influence, reproductibilité des
résultats, choix des postes et des personnes soumis à l'étude, etc.) sont autant d'éléments pris en
compte pour garantir la véracité de l'étude. Les difficultés rencontrées pour satisfaire à ces
exigences sont discutées avec la présentation des résultats. La méthode exige une équipe
pluridisciplinaire avec des connaissances en ergonomie, psychologie, psychosociologie. On
s'appuie sur une grille de profils de postes (tableau 1) recensant des variables relatives aux
conditions de travail, évaluées sur une échelle en cinq points allant de 1, très satisfaisant à 5, très
médiocre, et couvrant six domaines. La méthode se décline, en général, en trois étapes:
Recueil des données par des observations directes, ou des mesures (pour tout ce qui est
ambiance, charge physique, etc.),
Confrontation de ces données à des valeurs de référence permettant une cotation relative
sur une échelle de pénibilité ou de nuisances,
Etablissement d’un profil de poste ou de groupe de postes permettant un diagnostic de
base des choix pour une amélioration des postes de travail.
2.2 Déroulement de l’analyse
Dans les deux entreprises COTITEX, vingt huit "situations de travail" ont été identifiées
d'après les critères de la Commission Européenne et selon le type d'opération (préparation,
cardage, bobinage, peignage, retordage, filature). Vingt-six d’entre elles ont été sélectionnées
selon un échantillonnage proportionnel stratifié. Le guide de concertation "Renault" a été adapté,
quant au fond et à la forme, à la situation de travail à étudier, par l’ajout d’aspects à discuter et de
termes techniques propres au secteur du textile et par la suppression de sous rubriques et de
nomenclature non utilisable dans ce secteur. Il s'est avéré également indispensable de traduire le
guide en langue arabe, pour le rendre compréhensible sans ambiguïté par les opérateurs algériens.
La stratégie SOBANE recommandée fut rigoureusement suivie dans les deux entreprises:
Le "groupe coordinateur" comprenant l’auteur de l’étude et quatre étudiants stagiaires, aidé
par le médecin du travail local et l’ingénieur de sécurité, exposa à la direction la procédure mise
en œuvre, son intérêt et l’efficacité de la méthode. La direction des deux entreprises marqua son
accord et sa disposition à prendre en compte les propositions qui seraient émises.

Le "groupe de réflexion" fut formé de sept ou huit personnes: le contremaître, des salariés
volontaires représentatifs de leurs collègues, le personnel de maintenance, le responsable de
sécurité et le médecin du travail de l’entreprise. Les participants "opérateurs" ont été choisis après
concertation avec le contremaître, en se fondant sur l’expérience professionnelle, la connaissance
des différents aspects du métier ainsi que la motivation et l’aspect critique et constructif.
L’équipe visita brièvement les ateliers avec le contremaître afin de bien comprendre les
procédures de travail et l’enchainement des tâches. Cette visite fut suivie d’une réunion d'une
durée de 2 h 30, dans un local administratif jouxtant l’atelier, au cours de laquelle le coordinateur
présenta brièvement les objectifs de la réunion, puis les rubriques du guide de concertation. Il
anima le débat afin que chaque participant puisse s’exprimer clairement. Le second responsable
joua le rôle de secrétaire, notant, sans les dénaturer, les idées et les propositions des participants.
En dépit de certaines réticences au départ de chaque étude, la discussion permit d'évoquer
sans difficulté notoire les problèmes réellement rencontrés et le vécu quotidien des travailleurs.
Chacun put s’exprimer dans un climat d’écoute et de respect mutuel.
Après chaque réunion, les notes furent mises au net et un projet de synthèse rédigé par le
coordinateur. Quelques incertitudes et interrogations apparurent pour deux rapports, concernant
un atelier de filature et un atelier de préparation-encollage. Une seconde réunion fut alors réalisée
pour ces deux cas afin de préciser la liste des solutions envisagées. Aux termes de ces réunions,
une synthèse fut finalisée pour chacune des deux entreprises et le rapport fut communiqué aux
participants et à leur responsable hiérarchique par l’intermédiaire du médecin du travail.
2.3 Les points forts de l'étude
Chaque "situation de travail" inclut un ensemble de postes où les travailleurs interfèrent
les uns avec les autres face à une technologie étrangère. Ainsi, la situation ne désigne pas
uniquement l’endroit (espace de travail, distance d’atteinte etc.) et les conditions (bruit, chaleur,
agents chimiques etc.), mais fait aussi référence à tous les aspects physiques, organisationnels,
psychosociologiques, socioculturels, susceptibles d’interférer avec la santé, la sécurité, le bien
être de l'opérateur, ou avec la qualité du travail et la productivité. Les résultats sont rassemblés
dans une grille et un graphe d’évaluation concernant les 26 rubriques retenues. Les dépassements
détectés traduisent un déphasage entre le travail prescrit, défini par l’organisation du travail, et le
travail réellement fait par l’opérateur. Un exemple de résultats (tableau 1) est donné pour l'atelier
de tissage. Le graphe de la figure 1 représente les écarts entre le travail réel (____
) et le travail
prescrit (.….) à partir des facteurs de cotation. Ceux-ci ont été estimés à l'aide de questionnaires,
d'enquêtes et d'observations.
L'analyse (figure 1) fait ressortir plusieurs écarts entre les courbes. Le poste de l’atelier de
tissage présente des conditions défavorables à l’accomplissement de la tâche: paramètres
atteignant la valeur 5 (ambiance sonore) ou 4 (hauteur et éloignement, ambiance thermique,
hygiène atmosphérique). Ces écarts s'expliquent par des conditions de transfert des technologies
importées mal adaptées, constituant autant d'éléments défavorables à la réalisation de la tâche
[31]. Les situations insatisfaisantes ont concerné les ateliers de tissage (bruit : 90 dB voire 100 à
110 seuil de douleur), les ateliers de filature (poussière de coton : 0,2 mg/m3
), les ateliers de
finissage (locaux et zones de travail, positions de travail et efforts de manutention).
Tableau 1 : Exemple de résultats de la grille d'évaluation

Facteurs de cotation niveau de cotation Facteurs de cotation niveau de cotation
I Conception du poste 13 Posture la plus défavorable 4
1Hauteur et éloignement 4 14 Effort de travail 3
2 Alignement, évacuation 3 15 Posture de travail 3
3 Encombrement,
accessibilité
3 16 Effort manutention 3
4 Commande, signaux 2 V Charge mentale II Sécurité 17 Opération mentale 3
5 Sécurité 4 18 Niveau d’attention 3
III environnement physique VI Aspect Psychosociologique 6 Ambiance thermique 4 19 Autonomie individuelle 3
7 Ambiance sonore 5 20 Autonomie de groupe 3
8 Eclairage artificiel 2 21 Relation indépendante du travail 3
9 Bruit et vibration 5 22 Relation dépendante du travail 2
10 Hygiène atmosphérique 4 23 Répétitivité 4
11 Aspect du poste 3 24 Potentiel requis 4
IV charge physique 25 Responsabilité 3
12 Posture principale 4 26 Intérêt du travail 4
Figure 1 : Évaluation graphique par la méthode Renault
Les améliorations urgentes à réaliser, ont concerné l’hygiène atmosphérique, les accidents
de travail et les locaux et zones de travail. Il est à noter le nombre très faible de remarques et de
suggestions faites en ce qui concerne les aspects psychosociaux du travail abordés par les huit
dernières rubriques de la grille d’évaluation (sensibilité moindre, manque de recul ou résignation
des opérateurs... ou culture de sûreté moins enracinée ou moins mature, autres priorités ?).
2.4 L'analyse des résultats
2.4.1 Les contraintes liées au contexte:
le problème de langue et de compréhension: tous les documents techniques sont en anglais
et posent un problème de traduction.
les contraintes religieuses: lors de la période de Ramadan, la poussière de coton en
suspension dans l’air et le manque de moyen de ventilation sont perçus par certains opérateurs
comme un risque de rupture du jeun.
le problème anthropométrique: les opérateurs algériens présentent en moyenne une petite
stature et un faible somatotype avec une différence de taille de 15 cm par rapport aux corpulences
européennes standard, induisant des postures anti-ergonomiques dans le cas de matériel importé.
De plus 60% des salariés des deux entreprises sont âgés de 50 à 67 ans.
l'aspect ethnologique: les travailleurs algériens de sexe masculin ne sont pas habitués à
réaliser des tâches fines telles que : faire et défaire des nœuds de fil fin. Dans l'atelier de filature
l'absence de procédures qui stimuleraient l’apprentissage a pour conséquences la lenteur des
tâches, un manque de communication et de motivation.
2.4.2 Les dysfonctionnements techniques et organisationnels liés au transfert:
l'achat des machines: le choix des machines n'intègre pas les normes anthropométriques
d'où un manque cruel de machines conçues et adaptées à la morphologie des travailleurs.
la sélection et la formation du personnel: cet aspect ne fait pas l'objet d'une attention
suffisante. L'embauche de candidats, non adaptés d'un point de vue physique ou mental aux
exigences de certains postes, conduit à un taux d'absentéisme plus élevé du personnel présentant
des difficultés psychologiques. Ceci explique la dégradation rapide des capacités de certains
travailleurs sous l’effet des conditions internes, et même externes à l’entreprise (logement, santé
etc.). La sélection à l'embauche devrait être faite dans une perspective dynamique pour proposer
des opérateurs propres à s'adapter aux postes à pourvoir.
le comportement du personnel: les entretiens avec les responsables ont permis de relever
une fuite du personnel bien formé vers d’autres entreprises plus attractives. On a remarqué aussi
une lacune pédagogique dans la formation, se rattachant au système de valeurs industrielles :
exactitude, précision, attention, vigilance, fiabilité etc. En effet les notions enseignées ne
correspondent pas à la culture traditionnelle des travailleurs et la formation devrait être faite en
langue arabe en intégrant les modèles culturels locaux.
2.4.3 Les conditions environnementales et leurs effets sur la santé physique:
les conditions physiques d'ambiance sonore: on relève dans la majorité des ateliers un
niveau sonore dépassant la côte d’alerte (85 dB). De plus le bruit devient nettement plus élevé
lors du fonctionnement de toutes les machines, provoquant plusieurs effets gênants (gêne pour la
communication, la perception des signaux sonores, maux de tête, fatigue nerveuse, stress).
le niveau de concentration en poussière et en humidité: on relève une concentration élevée
en poussière de coton (0,662 mg/m³) par rapport aux normes internationales concernant les taux
de poussières admissibles dans les locaux de travail par l'OMS (0,2 mg/m³) [32, 33]. Même en
tenant compte de l’influence de l’humidité, les résultats corrigés demeurent élevés et on note
l'apparition, d’après les statistiques, de difficultés respiratoires, d'intoxications, de maladies
professionnelles et de mauvaises odeurs. De plus on note une hygrométrie d'environ 80%.
la santé des opérateurs dans leur environnement professionnel, économique et social: on
constate que la plupart des ouvriers présentent des capacités physiques moyennes, de loin très
inférieures à celle d’un travailleur européen. Leurs caractéristiques (stature, somatotype, âge)

sont autant de facteurs accentuant les inadaptations poste-opérateur. Seule une réflexion sur les
conditions propres de l’installation de l’usine permettra de trouver des solutions adaptées et peu
coûteuses aux problèmes réels rencontrés lors d'un transfert de technologie.
les risques électriques [34] et les arrêts répétés: lors de notre visite et grâce aux entretiens
avec les ouvriers, nous avons noté un défaut de formation du personnel électricien à l’utilisation
du matériel conçu pour assurer la continuité du fonctionnement des machines et la sécurité des
opérateurs. Nous avons constaté un niveau élevé de poussière et d'humidité rendant l’isolation
des installations électriques insuffisante, exposant ainsi les travailleurs à un risque
d’électrocution, et entrainant par ailleurs des coupures d’énergie électrique qui induisent des
arrêts répétés des machines. Ces dysfonctionnements impliquent une baisse de productivité et une
perturbation du service. Le redémarrage automatique des machines expose alors les opérateurs au
danger d’engrenages pouvant entrainer des blessures graves comme le coincement des doigts
dans le chevauchement des fils.
2.4.4 Les conditions économiques et géographiques
L'étude de cas pour les établissements COTITEX de Batna et Biskra fait ressortir les
éléments suivants qui se retrouvent dans un grand nombre d'entreprises affectées par une
évolution technologique importante dictée par le contexte des pays émergents:
l'entreprise est une usine livrée "clefs en main", le transfert de technologie n'a pas fait l'objet
d'une adaptation aux conditions particulières locales (ergonomie, environnement, culture et
organisation de la société).
la population des opérateurs est une population vieillissante, de personnes dont le niveau
scolaire est faible pour la majorité d'entre elles.
on ne prend pas en compte des données objectives quantifiées sur les mensurations des
opérateurs pour pourvoir à l'affectation de chaque poste ou à son aménagement: la plupart des
opérateurs sont exposés à des conditions de travail difficiles.
2.5 Les difficultés rencontrées par la démarche de l'étude de cas
L'étude entreprise a soulevé plusieurs difficultés relativisant la validité des résultats,
aussi bien au plan interne que d'un point de vue externe. On peut citer:
La mise en place difficile et délicate d'une étude exhaustive, dont les résultats peuvent être
comparés avec d'autres cas. L’ampleur de l’impact du transfert de technologie dépend fortement
du domaine d'activité et du contexte (pays concerné).
Pour la COTITEX le recours à des conseillers de prévention externes représente un coût
important dès que la demande dépasse le cadre des tâches usuelles soumises à la réglementation.
De plus, l'indisponibilité de certains appareils de mesure dans l’entreprise a demandé de recourir
à d’autres entreprises pour réunir les équipements nécessaires à une analyse objective et fine.
L'effectif réduit des participants à l'étude (deux entreprises textiles sur les huit principales
de la région de l’Est Algérien) souligne les réticences des directions à mettre en œuvre une telle
approche collaborative, par craintes diverses: perte de temps de production, inapplicabilité de
l'outil en Algérie, encouragement des salariés à se révolter contre les conditions de travail.

Aucune réglementation algérienne n’impose aux employeurs une évaluation périodique des
risques professionnels au sein de leur entreprise, ni a fortiori, la mise en place d'un programme
d’action. Seule une loi générale oblige employeurs et employés à respecter les règles de santé et
sécurité au travail (Loi n°90-03 du 6 février 1990), alors que les pays de l’union européenne ont
des législations contraignantes: en France, l’article L.320-2 exige d'établir un "document unique",
en Belgique, la stratégie SOBANE est fortement conseillée aux entreprises.
Les travailleurs peu habitués à cette approche participative montrent des réticences à
dévoiler leur savoir faire (crainte de conflits avec la hiérarchie). S’écarter de la situation usuelle
de travail, envisager des modifications pour des procédures suivies depuis une dizaine d’années
et devenues "automatiques", provoque chez eux des réticences traduites par leurs remarques:
"L’étude n’aboutira à rien, comme les études antérieures" ; "Il n’y a pas de solution pour la
poussière et le bruit" ; "On ne peut pas porter les bouchons d’oreille " ; "Il n’y a pas d’argent pour
améliorer les condition de travail" ; "Soyez sûr que la direction ne tiendra pas compte des
propositions envisagées" ; "On ne parle pas de ces sujets tabous !".
Les travailleurs ont néanmoins été plutôt participatifs concernant le vécu accidentel, la
nécessité de protection individuelle et les contraintes physiques et chimiques. S'ils ont eu des
difficultés à analyser leur statut et à évoquer les aspects psycho-organisationnels et socioculturels,
ces difficultés ont été en partie levées en leur expliquant qu’ils étaient reconnus, cette fois-ci,
comme des acteurs de leurs santé et de la sécurité au travail, les plus compétents pour proposer
des mesures de prévention concrètes et adaptées.
2.6 Conclusion
L'amélioration des conditions de travail induites par un transfert de technologie, associée
à une forte interaction entre les opérateurs, amène finalement à chercher à harmoniser deux types
d'actions complémentaires: décision et régulation. La décision conduit à concevoir l’organisation
pour adapter l’homme à la technologie (sélection et formation du personnel, aspects
physiologique, cognitif et affectif) tandis que la régulation cherche à adapter la technologie à
l’homme (environnement physique, interface homme-machine, aide à l’opérateur, répartition des
tâches entre l’homme et la machine). Notre analyse incite à conclure à l’existence d’une
problématique propre à chaque pays. Elle révèle des dysfonctionnements et des écarts, techniques
et organisationnels, par rapport à un usage bien adapté aux conditions du milieu. Cela conduit à
proposer des changements et des actions correctrices pour diminuer les risques (couple fréquence
/gravité). L’approche "Renault" minimise la fréquence de l’erreur humaine en conduisant à mieux
former l’opérateur et à l’adapter à son environnement de travail (quand on ne peut pas faire
l’inverse), tandis que l’anthropotechnologie réduit l’impact de l’organisation sur cette erreur. Les
avantages de la combinaison des deux méthodes se résument ainsi:
Les opérateurs et leur encadrement sont les acteurs du processus d'amélioration, au centre
de l’intervention,
La méthodologie leur permet de faire le point sur tous les aspects de leur situation de travail
qui conditionnent leur santé, leur bien être et, par conséquent, leur productivité,
La démarche les amène à formuler des solutions immédiates pertinentes et à déterminer les
aspects prioritaires à approfondir,
L'étude permet de faire évoluer le climat de participation et donc le climat social au sein de
l’entreprise. Elle conduit à organiser un système dynamique de gestion des risques requis par la

loi sur le bien-être au travail.
1. 3. L'APPROCHE SYSTEMIQUE PAR LA METHODE MOSAR :
2. 3.1 Les principaux apports de la méthodologie MOSAR
La méthode concerne principalement les risques techniques. Elle associe à deux modules
A et B d’analyse proprement dit, un module de recherche de solutions pour traiter les risques
jugés inacceptables. Ceci est obtenu en considérant les barrières de sécurité envisageables, en les
classifiant par catégorie (active et passive, mais aussi préventive et limitative, ou encore
technique et organisationnelle) puis en les validant. Nous avons pu, grâce à cette méthode:
identifier les sources de dangers, principalement électriques: ignorance du risque, non
formation, mauvaise organisation, installations défectueuses, non respect des normes,
identifier les risques principaux et les scénarios associés : brûlures, chocs électriques,
électrocution, etc.
évaluer ces risques en termes de gravité et de probabilité,
définir avec l’entreprise la limite d’acceptabilité et établir une grille gravité /
probabilité par rapport à l’homme et par rapport à l’installation, identifier
enfin les meilleures barrières à mettre en place : choix, validation et évaluation de
la réduction du risque associé à chaque scénario.
3.2 Difficultés rencontrées dans l'application de la méthodologie MOSAR
Lors de notre expérimentation, nous avons relevé plusieurs carences: Le modèle "MADS"
du processus de danger nécessite une bonne connaissance, pas toujours acquise par le groupe
d'analyse, des procédés mis en jeu par les installations et du fonctionnement général complexe de
l'entreprise. La méthode MOSAR, dans sa grille 1, met en évidence les conséquences des
processus de danger, mais n’explicite pas le détail des événements possibles dans leur intégralité.
Ces lacunes en modèles (et en données associées) se traduisent par des difficultés dans le
déroulement de l’analyse qui ont particulièrement été observées lors de l’étape 2 d’identification
des scénarios d’accidents. La dynamique du travail en groupe, pour des acteurs peu formés, a été
limitée par le manque d'adaptation de certains outils (grille 1, tableau A) au contexte de
l'entreprise (risques chroniques difficilement pris en compte). Il faut aussi souligner la difficulté
relative à la mise en œuvre d'un modèle gravité/probabilité dans un contexte où les données,
notamment en ce qui concerne les probabilités, sont très difficiles à obtenir. L'approche
quantitative se révèle souvent impossible par manque d'informations et l’évaluation qualitative,
peu traitée au plan méthodologique, mériterait une attention particulière.
Enfin cette analyse n'est pas toujours pérenne. En effet, si les outils proposés par MOSAR
sont assez performants pour la détermination des barrières, les conclusions, en revanche, ne sont
valables que pour l'état dans lequel se trouve l'entreprise au moment de l'étude. L'actualisation de
l’analyse des risques est nécessaire pour que les mesures prises restent pérennes. Il faut instaurer
une approche gestionnaire à plusieurs étapes étalée, dans le temps. Le système de gestion retenu
s'appuie sur la boucle d’amélioration continue, dite "roue de Deming" (cycle PDCA) [35].
3.3 Application au cas de l'entreprise EGZIH à Hassi R'mel
L'analyse globale de cette entreprise, à partir du module A de MOSAR, a permis d'établir
plusieurs scénarios d'accidents majeurs. L'arbre de la figure 2 représente l'un de ces accidents
majeurs, réellement survenu. L'étude a posteriori de cet accident a montré en quoi la méthode

permet de réaliser une analyse systémique a priori d'un enchaînement logique et cohérent de faits
conduisant à l'accident, sans attendre sa survenue. Le 31 mars 2002 au sein de l'Entreprise de
Gestion de la Zone Industrielle de Hassi r’mel (EGZIH), l'événement a consisté en l'éclatement
électrique de la boite d’extrémité d’une phase de la ligne de secours 30KV, à la suite de
perturbations engendrées par une surtension atmosphérique induite par la foudre. Cet incident a
entraîné un sur-échauffement puis un incendie intense causant la mort de deux opérateurs, des
dégâts matériels importants et occasionnant l’arrêt de l’entreprise pendant quatre semaines. La
figure 3 résume les barrières techniques à mettre en place, selon l'origine des surintensités
électriques sources des incendies majeurs susceptibles d'affecter cette installation [36]. Pour les
causes non techniques les mesures à prendre sont de nature différente et touchent à la formation
du personnel et à l'organisation. L'arbre construit après l'analyse permet ainsi d'envisager et de
recommander l'implantation de barrières de sécurité d'un autre type, destinées à contrecarrer les
effets néfastes induits par le transfert de technologie: perception incomplète ou faussée du
danger, manque d'adaptation des équipements de sécurité, mode de gestion en conflit avec la
culture des opérateurs et n'incitant pas ceux-ci à modifier leur comportement pour adhérer aux
consignes de sécurité. Ces observations conduisent à une étude plus approfondie du facteur
humain [37, 38] dans le cadre d'une approche ergonomique du transfert de technologie [39].
Figure 2 : Analyse causale de l’accident Figure 3 : Les mesures de prévention contre les
surintensités

4. L'APPROCHE DU FACTEUR HUMAIN A PARTIR DU MODELE "HUMAN SIDE"
Le système "Human Side" de gestion de la qualité, développé par R. Doss [18] en 1973,
se focalise sur les opérateurs considérés comme étant la véritable source de qualité. Nous
étendons cette approche au domaine de la sécurité lors du transfert de technologie. On caractérise
la qualification exigée par le poste (capacités cognitives) et on évalue l'adéquation entre le poste
et la personne à partir des capacités psychologiques de l'opérateur (figure 4). Cette évaluation
amène à définir les "déterminants du succès" qui garantiront le niveau de sécurité à atteindre.
4.1 Mise en œuvre pratique de l'approche de type "Human Side"
Pratiquée sur un échantillon d’opérateurs par un psychologue industriel, l'évaluation se
fait en deux étapes et repose sur l'estimation de deux classes de critères:
.-les critères de capacité fondés sur les connaissances (capacités intellectuelles et mentales), les
compétences (techniques, gestionnaires et interpersonnelles) et l'expérience relative à la tâche.
.-les critères de comportement fondés sur le style (aspect psychique, traits de caractère), la
préférence de pensée (influences et considérations) et les valeurs (vaillances et persévérances).
Capacités cognitives Capacités psychologiques
Performance = Totale au

+ Poste
Qualification pour le poste Adéquation Personne / Poste
Figure 4: Description du poste opérateur
4.1.1 Etape 1: évaluation des capacités intellectuelles et mentales (tests psychométriques):
Le test a été proposé à l’ensemble des travailleurs de la COTITEX (et aussi de la
SONATRACH) selon les modalités subséquentes : sujet volontaire, présentant la physionomie
moyenne d’un travailleur algérien (taille : 1m 60), ayant une certaine expérience dans le domaine
(au moins 5 ans). Les évaluations et mesures ont ensuite été transmises à l’ingénieur de sécurité.
4.1.2 Etape 2: évaluation des "performances intégrées"
Cette étape vise à mesurer l'adéquation des niveaux de valeur obtenus pour les critères
précédents avec les objectifs de l'entreprise en termes de performance globale (sécurité,
productivité et qualité). Pour cela, l'ingénieur sécurité estime, en collaboration avec une équipe de
gestion de l’usine, les "vaillances" ou "valeurs" à attribuer à chaque poste, cf. le tableau 2.
Pour chaque poste, on a ainsi demandé, aux personnes concernées par le poste, d'affecter
pour ce qui concerne l'aspect sécurité, un poids à chacun des critères prédéfinis listés dans le
tableau ainsi qu'une note allant de 1 (inacceptable) à 5 (excellent) pour chacune des forces
personnelles associées pour pouvoir assurer convenablement la fonction. Le produit du poids par
la force personnelle donne une valeur appelée déterminant du succès pour le critère. La somme
pour les six critères donne un total compris entre 0 et 500 auquel correspond donc un score entre
0 et 100 %. Plus le score est élevé et plus il y a concordance entre le poste et son titulaire. Les
résultats diffèrent selon les postes et leur perception au sein de l'entreprise. On caractérise alors
l’adéquation entre l'opérateur et le poste à partir du tableau 3. Si les critères de "capacité" et de
"comportements" des opérateurs satisfont aux "performances" souhaitées pour le poste,
l'adéquation est optimale. Ce système de gestion permet de garantir la pérennité de l'approche
sécuritaire si le suivi et la veille sont assurés pour les ressources humaines. La démarche "Human
Side" favorise donc une meilleure sélection au poste et le développement des personnes.
Tableau 2 : Evaluation des valeurs de poste pour le poste "ingénieur de sécurité industrielle"
Critère Poids Forces Personnelles Note moyenne sur
5 Valeur Score
Connaissance 15 Maitrise, expérience, résolution 4.5 67.5
Compétences 20 Capacité de sensibiliser, convaincre, i 3.8 76
Expérience 15 Autorité, responsabilité, souveraineté 4.0 60
Style 15 Capacité d'action en situation dangereuse 3.5 52.5
Intérêts 15 Capacité d’atteindre le but (produire sans
id t ) 3.0 45
Psychologie 20 Autorité, personnalité 3.7 74
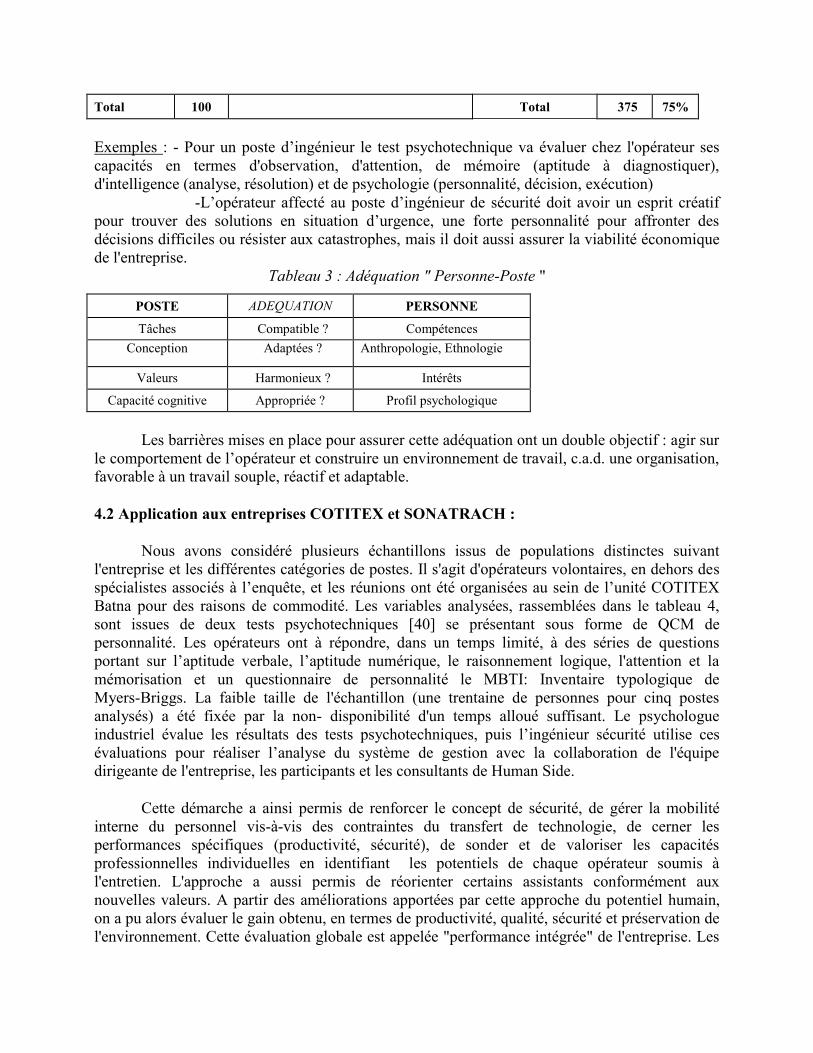
Total 100 Total 375 75%
Exemples : - Pour un poste d’ingénieur le test psychotechnique va évaluer chez l'opérateur ses
capacités en termes d'observation, d'attention, de mémoire (aptitude à diagnostiquer),
d'intelligence (analyse, résolution) et de psychologie (personnalité, décision, exécution)
-L’opérateur affecté au poste d’ingénieur de sécurité doit avoir un esprit créatif
pour trouver des solutions en situation d’urgence, une forte personnalité pour affronter des
décisions difficiles ou résister aux catastrophes, mais il doit aussi assurer la viabilité économique
de l'entreprise.
Tableau 3 : Adéquation " Personne-Poste "
POSTE ADEQUATION PERSONNE
Tâches Compatible ? Compétences
Conception Adaptées ? Anthropologie, Ethnologie
Valeurs Harmonieux ? Intérêts
Capacité cognitive Appropriée ? Profil psychologique
Les barrières mises en place pour assurer cette adéquation ont un double objectif : agir sur
le comportement de l’opérateur et construire un environnement de travail, c.a.d. une organisation,
favorable à un travail souple, réactif et adaptable.
4.2 Application aux entreprises COTITEX et SONATRACH :
Nous avons considéré plusieurs échantillons issus de populations distinctes suivant
l'entreprise et les différentes catégories de postes. Il s'agit d'opérateurs volontaires, en dehors des
spécialistes associés à l’enquête, et les réunions ont été organisées au sein de l’unité COTITEX
Batna pour des raisons de commodité. Les variables analysées, rassemblées dans le tableau 4,
sont issues de deux tests psychotechniques [40] se présentant sous forme de QCM de
personnalité. Les opérateurs ont à répondre, dans un temps limité, à des séries de questions
portant sur l’aptitude verbale, l’aptitude numérique, le raisonnement logique, l'attention et la
mémorisation et un questionnaire de personnalité le MBTI: Inventaire typologique de
Myers-Briggs. La faible taille de l'échantillon (une trentaine de personnes pour cinq postes
analysés) a été fixée par la non- disponibilité d'un temps alloué suffisant. Le psychologue
industriel évalue les résultats des tests psychotechniques, puis l’ingénieur sécurité utilise ces
évaluations pour réaliser l’analyse du système de gestion avec la collaboration de l'équipe
dirigeante de l'entreprise, les participants et les consultants de Human Side.
Cette démarche a ainsi permis de renforcer le concept de sécurité, de gérer la mobilité
interne du personnel vis-à-vis des contraintes du transfert de technologie, de cerner les
performances spécifiques (productivité, sécurité), de sonder et de valoriser les capacités
professionnelles individuelles en identifiant les potentiels de chaque opérateur soumis à
l'entretien. L'approche a aussi permis de réorienter certains assistants conformément aux
nouvelles valeurs. A partir des améliorations apportées par cette approche du potentiel humain,
on a pu alors évaluer le gain obtenu, en termes de productivité, qualité, sécurité et préservation de
l'environnement. Cette évaluation globale est appelée "performance intégrée" de l'entreprise. Les

données du tableau 4 permettent de quantifier les progrès accomplis à partir de la mise en œuvre
de la démarche.
Par ailleurs cette approche favorise une application efficace des recommandations issues
de l'étude anthropo-techno-logique et de l’analyse ergonomique, ce qui se traduit par une
amélioration des conditions physiques: système de ventilation plus efficace, détecteur de fumées,
casques antibruit, machines certifiées silencieuses, correction de hauteur de plancher, etc.
2010
Tableau 4 : Evaluation de performance intégrée pour la société COTITEX
Critères Poids Performance à atteindre: fixée
par l’entreprise
Résultats obtenus Note
entre 1 et
5
Valeur
Tonnes
produites
30 Augmenter la production de
40%, (exigence du marché)
Production accrue de
50%
5 150
Qualité 25 Réduire les rejets de 4% Réduction de rejet de 3% 3.75 93
Productivité 20 Améliorer la productivité de
80% en qualité textile
Productivité accrue de
50% en qualité textile
3.13 62
Application des 15 Améliorer le niveau de sécurité Gain en sécurité de 8% 4.0 60
consignes de de 10% pour le niveau (diminution du nombre sécurité économique de l’entreprise d’accident et d’incident)
Développement
personnel
10 Améliorer la gestion de 50%
(rentabilité, sécurité)
Note obtenue 8.5/10 4.25 42
Total 100 Total 407/500
Date : avril
2008 Evaluation de performance intégrée (après application de
l'approche "Human Side")
Score 81%
Date : mai 2003 Evaluation de performance intégrée (obtenue par calcul) Score 77 %
Cette méthode, grâce à une meilleure gestion des postes, facilite donc la mise en place
concrète des barrières préconisées par l’approche MOSAR, tout en améliorant les performances
(quantité, qualité de production, rejets) et en réduisant le nombre et la fréquence des accidents.
1. 5. LES AMELIORATIONS DE PRODUCTION ET DE SECURITE OBTENUES
2. 5.1 Statistiques des accidents du travail pour COTITEX Batna
Les tableaux 5 et 6 illustrent les gains obtenus en matière de sécurité sur la période 2003-
2007 suite à la mise en œuvre des méthodes d'analyse et de gestion des risques au sein des deux
entreprises COTITEX et SONATRACH.

Tableau 5 : Effectifs des accidents de travail, atelier d’électricité et de filature COTITEX Batna
Année 2003 2004 2005 2006 2007
AT - arrêt 76 55 47 41 52
AT - IP 5 4 2 3 2
décès 1 0 0 0 0
AT-arrêt : accidents du travail avec arrêt AT-IP : accidents ayant entraîné une incapacité permanente (source COTITEX)
Tableau 6: Effectifs des accidents de travail, SONATRACH sur l’intervalle de six années
Année 2003 2004 2005 2006 2007
AT - arrêt 76 55 47 41 52
AT - IP 5 4 2 3 2
décès 1 0 0 0 0
5.2 Le transfert de technologie sur la production COTITEX Batna, évolution sur 5 ans
Tableau 7 : Evolution de la production (produit tissé, exprimé en m, source COTITEX Batna)
ANNEE PRODUCTION
PROGRAMMEE (en m)
PRODUCTION
REALISEE (en m)
PRODUCTION
REALISEE en %
PERTE EN %
2003 1 305 614 569 049 43,58% 56.42
2004 1 196 895 575 802 48,11% 51.89
2005 3 825 650 2400200 62.74 37.26
2006 3 834 927 3 002 320 78,29 21 .71
2007 2 695 227 2 265 057 84,04 15.96
2008 3 651 734 3 654 485 100,08 00.00
Le tableau 7 permet d'apprécier l'évolution d'une meilleure maîtrise du transfert de
technologie sur une période de 5 ans. Au départ aucune analyse des risques n'avait été faite. Les
données initiales (2003-2004) traduisent le mauvais fonctionnement du parc machines,
particulièrement:
les arrêts imprévus de la production, suite aux coupures d’électricité,
le nombre élevé de machines à l’arrêt (83 machines sur un nombre total de 203 dans les
ateliers de filature et de tissage) par manque de pièces de rechange et défaut de maintenance,
la mauvaise qualité du coton, non-conforme au mode de fonctionnement des machines: La
propriété du coton utilisé à la COTITEX est très inférieure à la norme associée au fonctionnement
des machines, ce qui accentue la perte de produit fini en quantité et en qualité.

On constate une perte de 56% en 2003, avant l’application des approches choisies, puis la
démarche proposée ayant été mise en place (analyse ergonomique, anthropotechnologie, méthode
MOSAR, approche "Human Side"), cette perte se réduit jusqu'à devenir nulle en 2008.
6. ANALYSE DES RESULTATS AVEC LE MODELE CINDYNIQUE DE KERVERN
Durant notre étude, des dysfonctionnements et des carences sont apparus, créant des
blocages qui se révèlent tout au long de l’analyse des risques. Le modèle cindynique de Kervern
fait ressortir alors le rôle des divers acteurs, leurs valeurs et leurs modèles de représentation face
aux conflits en situation de crise. Les mécanismes conduisant à ne pas mettre en œuvre l’analyse
des risques ou à ne pas la mener à son terme pour les entreprises COTITEX et SONATRACH
sont ainsi explicités. Ces mécanismes mettent en jeu le comportement de l'entreprise face au
contexte économique (c’est principalement le modèle externe du marché qui va dicter les
objectifs de l’entreprise) et face au risque (c'est un compromis entre les valeurs internes de
l'entreprise "sécurité et prévention", et des règles externes législatives, qui va orienter son action).
Cette double contrainte conduit l’entreprise à définir ses propres objectifs en matière d’analyse
des risques (quelle analyse et pour quels buts?). Elle va alors faire appel à des modèles de
compréhension du risque qui, pour être exploitables, devront être nourris de données. Les sources
de conflits ou dissonances peuvent alors concerner:
1. 6.1 Les données: Quelquefois difficiles à obtenir, voire discutables et entachées
d'incertitudes, les données concernent, entre autres, les défaillances électriques qui induisent une
baisse du rendement, la détérioration de la matière première et une qualité moindre du produit
fini. Il faut aussi recueillir des données sur les accidents du travail et leurs conséquences.
2. 6.2 Les modèles: C'est à partir de modèles réducteurs et imparfaits, représentant le
système "entreprise" et son organisation, que l'on fixe le choix et que l'on évalue l'efficacité des
barrières de sécurité mises en place pour réduire la gravité ou la probabilité de chaque scénario
d'accident (type d'appareil de mesure et de surveillance du niveau d’isolation électrique par
exemple).
3. 6.3 Les valeurs: Dans les pays en voie de développement industriel comme l'Algérie, les
institutions mettent la production, pour des raisons économiques, au centre des préoccupations,
un peu au dépend de l’homme et de l’environnement. Ainsi s’esquisse un conflit de valeurs à
l’origine des réticences des industriels face à l’analyse des risques.
4. 6.4 Les règles: Les institutions sont émettrices de normes, notamment à travers la
législation et la réglementation, par exemple dans le domaine électrique, norme UTE NF C
15–100, décret de 1962 /11/14. Ces règles ne sont pas toujours adaptées ou appliquées de manière
satisfaisante.
5. 6.5 Les objectifs: Pour le transfert de technologie une confusion perdure entre objectifs et
valeurs bien que ce soient des entités de natures différentes (l'objectif est économique et la valeur
est d'ordre culturel ou éthique).
Les difficultés et blocages observés lors de notre démarche "étude de cas" résultent de ces
dissonances et peuvent s’interpréter, a posteriori, comme étant l’expression principale :
de conflits de valeurs entre les institutions et les entreprises confrontées au transfert de
technologie,
de l’absence de certaines connaissances sur les risques, leurs modèles d’apparition et leurs

modèles de représentation, pour les deux types d'entreprises SONATRACH et COTITEX,
de problèmes de choix de représentation du risque par les institutions, à mettre en
adéquation avec les modèles existant à SONATRACH et COTITEX,
de la disparité de l’image du risque suscitée par les institutions et celle véhiculée au sein
d'une entreprise équipée d’une technologie étrangère.
Pour mettre en place et réussir une analyse des risques dans ces entreprises, il est donc
important de proposer des pistes d’évolution de la méthode et de la démarche pédagogique à
adopter afin de minimiser les conflits et combler les carences provoquées par l’impact du
transfert de technologie. Ces suggestions concernent principalement trois aspects de la démarche:
la formation et la sensibilisation de tout le personnel de l’entreprise aux modèles de
compréhension et de représentation des risques,
la recherche de modèles d’évaluation des risques adaptés aux données disponibles dans les
deux entreprises,
le dialogue entre celles-ci et les institutions pour qu’elles puissent ensemble définir des
objectifs communs.
7. CONCLUSION ET DISCUSSION DES RESULTATS
Dans chacune des entreprises étudiées, nous avons appliqué quatre approches
complémentaires adaptées au contexte socioculturel du pays:
La première démarche est une approche ergonomique dont l’efficacité dépend de la
performance du groupe de travail. Cette démarche permet de relier les effets du transfert de
technologie aux aspects culturels spécifiques du pays. Dans notre cas, le manque de disponibilité
et de compétence de nombreux membres de l’entreprise et leur connaissance souvent réduite du
système à étudier, ont été autant de difficultés pour créer une dynamique de groupe.
La seconde approche de type systémique, la méthode MOSAR, vise à adapter la
technologie pour minimiser son impact sur l’environnement et sur l’opérateur. C'est aussi un
moyen efficace de sensibilisation, mais pour cette méthode un blocage est apparu au niveau du
modèle MADS, lié principalement au manque ressenti par les acteurs en termes de formation à la
méthode et d’assimilation des modèles conceptuels représentant le processus de danger.
La troisième approche cherche à harmoniser l’homme et son environnement
technologique et social et se concentre donc sur le facteur humain. Le système de management
qui en découle s'inspire d'une méthode de gestion de la qualité, c'est la démarche "Human Side".
Cette approche organisationnelle permet d'assurer une maîtrise plus efficace des facteurs
humains, et donc de conférer une plus grande fiabilité aux décisions affectant les opérateurs face
à un transfert de technologie. Toutefois, elle nécessite beaucoup de temps et de moyens pour sa
réalisation et son aboutissement, ce que ne permet pas un nombre d’interviewés limité.
La dernière approche, le modèle cindynique, analyse les causes des difficultés et des

écarts relevés, qui sont multiples et diversifiées, mais il est intéressant d’en établir une
classification pour identifier des pistes d’amélioration concernant autant les méthodes
elles-mêmes que la mise en œuvre complète de la méthodologie dans les entreprises à analyser.
Quelle que soit l’étape où surgissent les difficultés, elles peuvent être reliées, en
apparence, à la méthode ou à l’entreprise. Toutefois elles peuvent aussi être attribuées, dans une
certaine mesure, au décalage entre les points de vue des trois acteurs principaux de l’analyse des
risques qui sont :
-L’entreprise (par l’intermédiaire de son responsable, et de ses cadres).
-Les prescripteurs de l’analyse (administrations, assureur,…).
-Les opérateurs de terrain.
Nous avons cherché à représenter et étudier ces écarts à l'aide du modèle cindynique,
initialement conçu pour analyser les causes des dysfonctionnements conduisant à des accidents
majeurs. Ces causes trouvent généralement leur origine dans le jeu de plusieurs acteurs dont les
systèmes de représentation entrent en conflit à un moment donné. Cette constatation met en
évidence les aspects sociétaux et culturels accompagnant la représentation du risque. Cette réalité
est difficile à percevoir et à cerner, car on est souvent trop loin du terrain. Néanmoins l'analyse
cindynique présente une vision organisationnelle et gestionnaire propice à un transfert de
technologie bien adapté (lien entre le contexte socio économique et la réalité du terrain).
Au cours de nos analyses, nous avons donc mis en évidence des difficultés, certaines ont
pu être contournées par des adaptations immédiates de la méthodologie employée, d’autres, au
contraire, demeurent irrésolues et constituent des pistes de travail pour des recherches ultérieures.
Ces blocages, révélés par le modèle cindynique, sont provoqués par un manque d'adaptation du
transfert de technologie. Pour minimiser les conflits et combler les carences, nous proposons de
réfléchir à une réorganisation du transfert de technologie qui prenne mieux en compte
l'environnement humain, économique, culturel et sociétal dans lequel ce transfert s'effectue. On
pourrait s’appuyer sur une démarche intégrée reprenant le système de gestion de la qualité,
permettant de susciter plus aisément une prise de conscience des opérateurs concernant l’intérêt
de la maîtrise des risques. Comme cela est déjà engagé pour la qualité, avec des outils proches,
on pourrait alors envisager le développement progressif d'une culture de sûreté adaptée à
l'entreprise. La méthodologie présentée devrait alors susciter un développement plus stratégique
de la représentation du processus de risque et d’accident (approche systémique) et ainsi permettre
de mieux maîtriser les effets néfastes du transfert de technologie.
8. REFERENCES BIBLIOGRAPHIQUES
1. 1. Leplat J., 1996, Quelques aspects de la complexité en ergonomie, In Daniellou, F.
(ed) L'ergonomie en quête de ses principes, Octarès, 256 pages, Toulouse.
2. 2. Management du risque - Principes et lignes directrices. Norme ISO
31000:2009(F).
3. 3. Villemeur A., 1988, Sûreté de fonctionnement des systèmes industriels, collection
de la Direction des Etudes et Recherches d’Electricité de France n°67, Eyrolles, 798 pages, Paris.
4. 4. Gagnon Y.C., 2005, L’étude de cas comme méthode de recherche, Presse de

l’Université du Québec, 128 pages, Canada, ISBN 2-7605-1288-6
5. 5. Besson B. et Possin J.C., L'audit d'intelligence économique, Dunod, 2002 (2e
édition), 205 pages, ISBN 2-10-006699-4.
6. 6. Management du risque. Approche globale. Norme AFNOR, 2002, 560 pages,
ISBN 2-12-169221-5
7. 7. Louisot J-P., 2007, 100 questions pour comprendre et agir, Gestion des risques,
AFNOR et CARM Institute, 268 pages, ISBN 2-12-475087-9
8. 8. Charles A., et Baddache F., 2006, Prévenir les risques, agir en organisation
responsable, Éditions AFNOR, 190 pages, ISBN 2-1247-5519-6.
9. 9. Veret C., Mekouar R., 2005, Fonction Risk manager, Dunod, 354 pages,
ISBN2-10-048697-7.
10. 10. Mercier J.Y., septembre 2002, Anticiper les risques par la gestion du savoir,
conférence devant les conseillers aux États, Contrôle Fédéral des Finances, Berne.
11. 11. Douglas Mc Gregor, 1960 " Le coté Humain de l’Entreprise"
12. 12. Malchaire J., 2002, Stratégies générales de gestion des risques professionnels,
Illustration dans le cas des ambiances thermiques au travail, Cahiers des notes documentaires,
186, 39-52.
13. 13. Malchaire J., 2002, Médecine du travail et ergonomie, vol. 39, n° 4, pp. 149-167.
14. 14. Benbekhti O., 1986, Etude ergonomique sur l’organisation et l’analyse du travail en
système industriel, O.P.U., Alger.
15. 15. Malchaire J., 2004, Stratégie SOBANE et méthode de Dépistage. Série stratégie
SOBANE. Bruxelles ; Edition Service Public Fédéral Emploi Travail et Concertation sociale,
Novembre 2004.
16. 16. Anon, 1979, Les profils de postes, méthode d'analyse des conditions de travail,
collection Hommes et Savoirs, Masson, Paris.
17. 17. Périlhon P., 2003, Méthode d’analyse de risque MOSAR: présentation générale,
Techniques de l'Ingénieur, fascicule SE 4060, Paris.
18. 18. Doss R. B., 1992, Theory P, a formula for improving personal and organizational
performance, Human Side Press, Houston, Texas.
19. 19. Kervern G. Y. & Rubise P., 1991, L'archipel du danger, introduction aux cindyniques,
CPE-Economica, 444 pages, Paris.
20. 20. Kervern G.Y., 1995, Latest advances in cindynics, Economica, 112 pages, Paris.
21. 21. Wisner A., 1996, Ergonomie de développement économique, exposé introductif au
deuxième symposium international d’ergonomie, de santé du travail et d’environnement, 25-28
novembre 1996, New Delhi.
22. 22. Wisner A., 1997, Anthropotechnologie. Vers un monde industriel pluricentrique,
Octarès, 304 pages, Toulouse.
23. 23. Anon, 1992, Aide mémoire d’ergonomie, conception et réception des postes de
travail, ème
édition, édition de la Régie Renault.
1. 24. Oufriha F.Z. & Djefla, A., 1975, Introduction et transfert de technologie dans les pays
en développement: le cas de l’Algérie, O.P.U 4012375, Algérie.
2. 25. Lafond D., Andeol B, 2002, Création de réseaux et de guides d’aide à l’évaluation du
risque dans les très petites entreprises, Institut National de Recherche et de Sécurité (INRS),
Paris, France. Proceedings, XVIth World Congress on Safety and Health at Work Vienna/Austria
3. 26. Champoux D. et Brun J.P., 2002, Le développement de grilles d’autodiagnostic en

santé et sécurité du travail pour les petites entreprises. Une approche pragmatique et concertée.
Proceedings, XVIth World Congress on Safety and Health at Work, Vienna/Austria
4. 27. Walker D., and Tait R., 2002, Risk assessment adding value to health and safety
management in small firms, Centre for Hazard and Risk Management, Loughborough University,
Leicestershire, LE11 3TU, UK, Proceedings, XVIth World Congress on Safety and Health at
Work, Vienna/Austria
5. 28. Fioretti P., and Mancini G., 2002, QSE Integrated Management system for small and
medium sized 1 companies, INAIL ConT.A.R.A, Rome, Italy, Proceedings, XVIth World
Congress on Safety and Health at Work, Vienna/Austria
6. 29. Krajcovic J., 2002, Prevention in Klein-und Mittel Betriebe in der Slowakei,
Proceedings, XVIth World Congress on Safety and Health at Work, Vienna/Austria
7. 30. Muto T., and Aizaway Y., 2002, New Factors and measures for occupational safety
and health for small-scale enterprises in Japan, Proceedings, XVIth World Congress on Safety
and Health at Work, Vienna/Austria
8. 31. Ahonen M., and Launis M., and Kuorinka R., 1989, (eds), Ergonomic workplace
analysis, Finnish Institute of Occupational Health, Helsinki, pp 31.
9. 32. O.M.S., 1976, Choix de méthodes de prélèvement des polluants, Genève.
10. 33. Cambi M., 1970, La mesure des polluants de l’air, O.M.S., Genève.
11. 34. Choquet R., 1984, La sécurité électrique, Technique de prévention, Dunod, 238 pages,
Paris.
12. 35. Deming W. E., 1982, Out of the Crisis, Cambridge, MIT Press, Center for
advanced engineering study, 507 pages.
13. 36. Claude R., 1991, Les dispositifs de protection, Cahier technique du IEEE N° 609-15
Avril 1991.
14. 37. Swain A.D., 1964, Some problems in the measurement of human performance in
man-machine systems, Human factors, p.687-700.
15. 38. Mosneron-Dupin F., 1993, Les facteurs humains de la sûreté: quelques points de
repère, 93NB0063 E.D.F, Direction des études et recherches.
16. 39. Domont A., 1989, Transfert de technologie et ergonomie, Masson, Paris.
17. 40. Combres A., 2005, Tests psychotechniques: sujets complets corrigés, édition Lamarre.
Remerciements
Je remercie tout le personnel des unités COTITEX, NAFTAL et SONATRACH, en
particulier messieurs : El hadj Fertass, Sarhani Azeddine et Boughara Salah, pour leur esprit de
coopération, mes remerciements sont adressés également au personnel de SONALGAZ, en
particulier à monsieur Khadraoui, chef de division sécurité.