thermoplastic welding - trimfix · pdf file · 2013-04-08welding tip clean a...
TRANSCRIPT

Thermoplastic Welding
Udo WagnerWegener GmbH, Aachen/Germany
Thermoplastic Materials inIndustrial Applications
� Storage and processing tanks� Dual laminate construction� Concrete protective liners� Ventilation Systems�Wastewater treatment� Secondary containment� Piping systems

Thermoplastic Welding TerminologyThermoplastic Welding - the connectionof thermoplastic materials by means of heat,time and pressure
Thermoplastic state - the heated temperaturerange in which molecular flow permitsinterconnection

Common Characteristics� Use a filler material (welding rod) to
perform the connection between two parts
� Require gas (air) as heat transfer medium to heat up parent and filler material
� Manual processes
� Compatibility between parent and filler material
� Material preparation
� Require proper CORRELATION between TEMPERATURE, TIME and PRESSURE

Primary Welding Processes utilized in thermoplastic Fabrication
� Hot Air Hand Welding
� Hot Air Extrusion Welding
� Butt Welding
� Bending
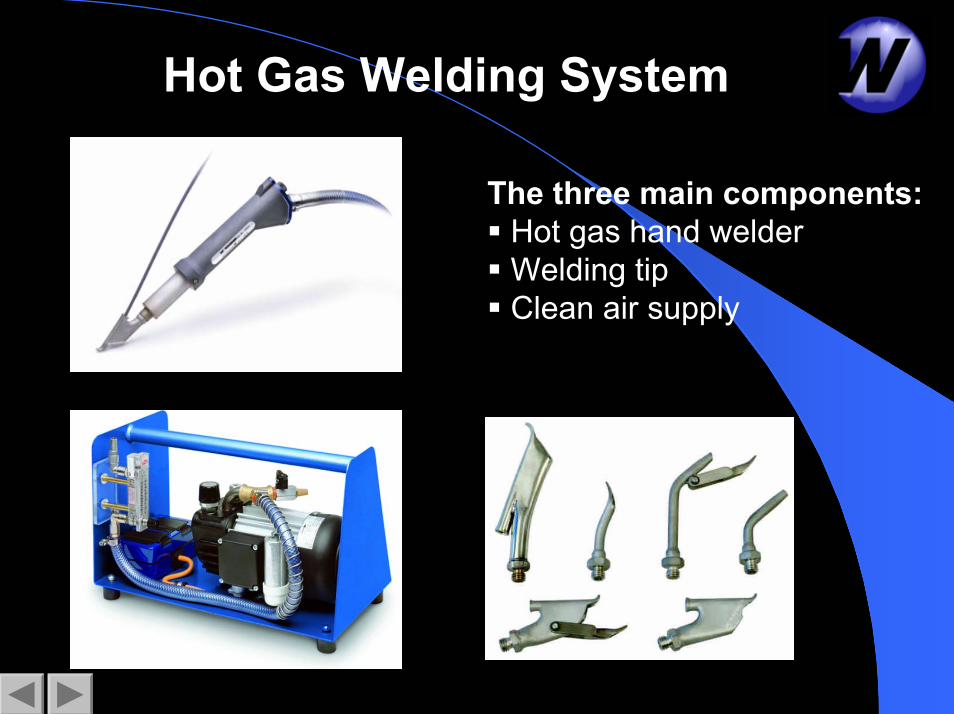
Hot Gas Welding System
The three main components:� Hot gas hand welder�Welding tip� Clean air supply

Hot Gas Welding Equipment
Hot gas hand welder (torch, gun) – requires temperature control, preferably temperaturesetting capability

Hot Gas Welding EquipmentWelding tip (nozzle) – needs to suit task

Hot Gas Welding Equipment
Air Supply – clean, oil and water freeair – volume gauge
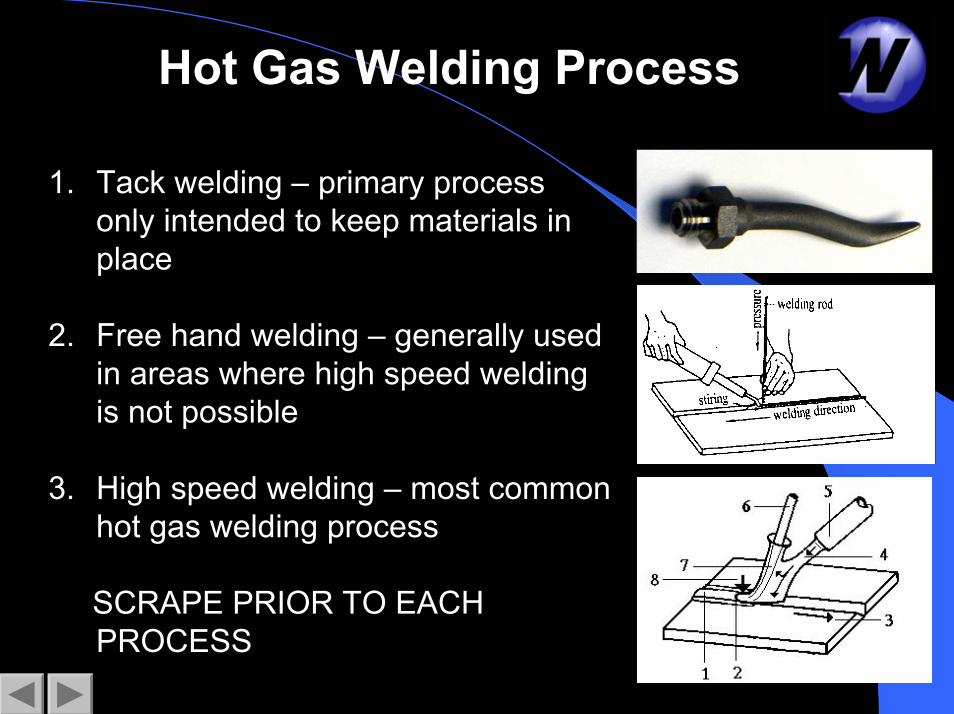
Hot Gas Welding Process
1. Tack welding – primary process only intended to keep materials in place
2. Free hand welding – generally used in areas where high speed welding is not possible
3. High speed welding – most common hot gas welding process
SCRAPE PRIOR TO EACH PROCESS
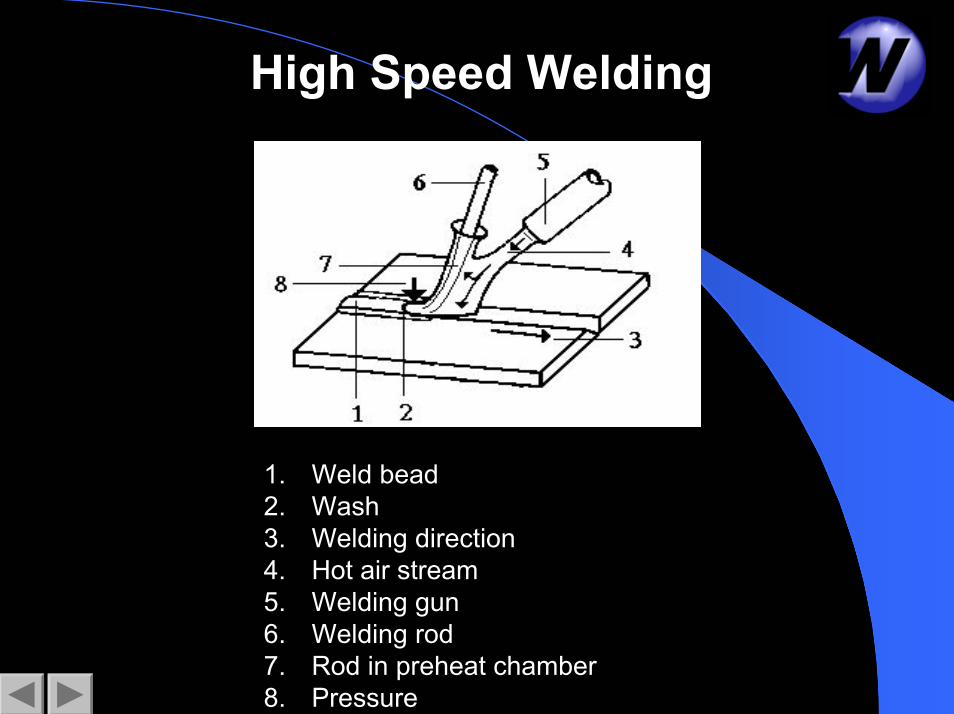
High Speed Welding
1. Weld bead2. Wash3. Welding direction4. Hot air stream5. Welding gun6. Welding rod7. Rod in preheat chamber8. Pressure

Weld Geometries
single V-butt weld
corner weld with counter root
double V-butt weld with counter root
full penetrationT-joint – accessible
one side only
full penetration T-joint – accessible
both sidesdouble V-butt weld

Hot Gas Welding of Thermoplastic DirectionSheet and Pipe DVS 2207-3
Welding Parameters (I) Supplement 1(Draft 11/00)
This supplement contains parameter guidelines for hot gas free hand and hot gas high speed welding. The parameters published by the material manufacturers should also be observed.
By correlating the parameters air temperature, air volume and welding speed, it needs to be assured that the material in the weld zone isplasticized 0 .2 - 0.3 mm in depth and adjacent to the weld bead.
WeldingProcess
Materials Hot Gas (1)Temperature
ºC
Air volume (2)
l/min
WeldingSpeedcm/min
WeldingPressure
(N)Rod ø 3mm
Welding Pressure
(N)Rod ø 4 mm
Free Hand
WeldingWF
HDPE 300 - 320
40 - 50
6 - 1015 - 20
PP-H, PPB, PP-R
305 - 315
PVC-U 330 - 350 5 - 10
PVC-C 340 - 36010 - 15
10 - 15
PVDF 350 - 370 15 - 20
1) Measured 5 mm (3/16”) inside main opening of nozzle
2) Standard cubic liters/minute

High Speed
WeldingWZ
HDPE 320 - 340
45 - 5510 - 16
25 - 35
PP-H, PPB, PP-R
320 - 340
PVC-U 350 - 370 15 - 25
PVC-C 370 - 390 15 - 20 25 - 30
PVDF 365 - 385 12 - 17 25 -35
E/CTFE 350 - 380 50 - 60Inert gas N2
10 - 15 No informationFEP 380 - 390
50 - 60MFA 395 - 405
PFA 400 - 410 7
PTFE/PFA (1)
580 5 No infor-mation
1) Welding rod PFA
Hot Gas Welding of Thermoplastic DirectionSheet and Pipe DVS 2207-3
Welding Parameters (II) Supplement 1(Draft 11/00)

Temperature Measurement
Most accurate reading performed 3/16” inside main outlet of welding tip with
needle style probe.

Hot Gas Extrusion Welding
Designed to replace multiple pass hand welds
� no physical constraints� material is extrusion weldable

Hot Gas Extrusion Welder
EXWELD alpha

Hand Held Extrusion Welders
EXWELD alpha Fsmall / medium size unit
with self contained air source
EXWELD betahigh output model with external air requirement

Equiqment Set-Up
1. Adjustment of Extrudate Temperature
2. Shoe Design
3. Adjustment of Preheat Temperature (Air Temperature / Preheat Extension)

Extruder Shoe Design
T- or K- Joint

Extruder Shoe Design

MATERIAL PREPARATIONSHOE DESIGN

� External air supply - higher air volume� Self contained - lower air volume
Material Preheat - Key to Quality
Influence of preheat air nozzle design onplastification of parent material

Fracture Behaviour atdifferent Velocities
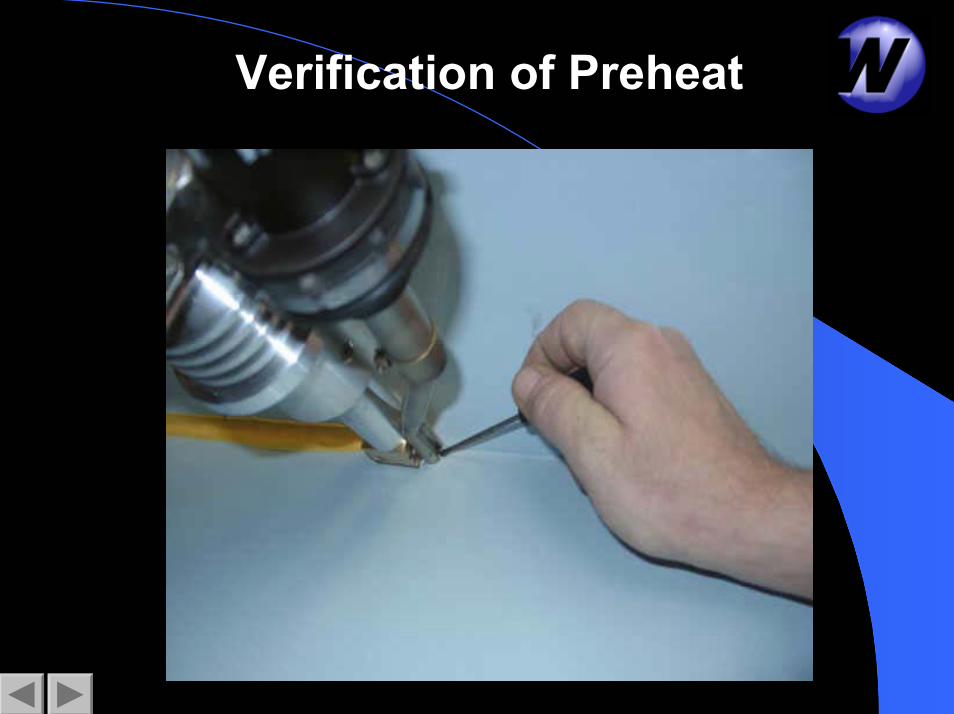
Verification of Preheat

The Key Factor – The Operator
Welding Parameters
Equipment
EnvironmentalConditions
External Influences
Execution of Weld
i Temperature i Pressurei Welding speed
Material Preparation

Welding Without Filler Material
� Butt Welding� Bending
Machine performed processes
� higher weld quality� repetitive weld quality� faster

Butt Welding
� No transfer medium / air required� Direct contact of material against heated surface� Material / surface specific temperatures� Material / surface specific pressures� Material / surface specific cycle times
Butt Welding Process
Three Cycle Process
1. High pressure melting cycle
2. Low pressure heating cycle
3. High pressure welding cycle

Butt Welding Machine
90° welding device

Sheet Bending
� No transfer medium / air required� Direct contact of material against heated surface� Material specific temperatures� Material / thickness specific cycle times

Sheet Bending Process
Two Stage Process
1. Heating
2. Bending
Bending of Thermoplastics
Top Heating Bar
PVC/CPVCPolyolefins
V-Groove & Butt Weld
Radius Bend
Lower Heating Bar

Material TypesCommon Processes
Hot Air Welding Hot Air Extrusion Welding
Butt Welding Bending
PP X X X X
PE X X X X
UHMWPE / /
PVC X O X X
CPVC X O X X
PVDF X O X X
FEP X O
ECTFE X O
MFA X
ETFE X O
X common process/ common process with limited weld strengthO newly developed

References
DVS 2201-2DVS 2202-1DVS 2205DVS 2207DVS 2209DVS 2211DVS 2212
AWS G1.10

Thank you for your attention!
Wegener GmbH, Aachen/Germany