the participation of qa department in the activities ... · the participation of qa department in...
TRANSCRIPT

Technical Meeting on the
Dissimilar Metal Welding Experiences and Lessons Learned
Ana Rosa Baliza Maia
The participation of QA department in the activities
related to dissimilar metal welding in Angra 1

Technical Meeting on the
Dissimilar Metal Welding Experiences and Lessons Learned
Energy Matrix in Brazil
The participation of QA department in the activities related
to dissimilar metal welding in Angra 1
Hydroelectric energy, 71%
Natural Gas, 11%
Wind, 1%
Nuclear, 3%
Biomass, 8% Petroleum
products, 4% coal, 2%

Technical Meeting on the
Dissimilar Metal Welding Experiences and Lessons Learned
Where we are:
Angra 1 – 640 MWe
Angra 2 – 1367 MWe
Angra 3 - building

Technical Meeting on the
Dissimilar Metal Welding Experiences and Lessons Learned
Introduction:
• In Angra 1 many activities have been done to inspect, monitor and
mitigate dissimilar welds.
• The QA department monitors all these activities with the objective of
verify that the normative bases adopted are in accordance to the
approved documents by the Brazilian regulatory body – CNEN and
applicable international standards.
The participation of QA department in the activities related
to dissimilar metal welding in Angra 1

Technical Meeting on the
Dissimilar Metal Welding Experiences and Lessons Learned
Standards Requirements
• Angra 1 NPP was designed and built by Westinghouse, the rules of the U.S.
NRC (United States Nuclear Regulatory Commission) are adopted in
conjunction with the rules of CNEN. This statement is based on the
requirements of the CNEN NE 1.04 standard:
"6.5.1 - Items must be designed, manufactured, assembled, built, tested and
inspected in accordance with standards compatible with the importance of the
safety function to be performed.
6.5.2 - In applying the provisions of section 6.5.1, shall be adopted current
Brazilian codes and standards. When Brazilian standards could not be used,
preferably, Codes, Guides and Recommendations of the International Atomic
Energy Agency shall be used and, in their lack, international standards shall be
used, provided that such rules and regulations are accepted by CNEN”
The participation of QA department in the activities related
to dissimilar metal welding in Angra 1

Technical Meeting on the
Dissimilar Metal Welding Experiences and Lessons Learned
Standards Requirements
Eletronuclear in accordance with CNEN NN - 1.16 - "Quality
Assurance for Safety of Nuclear Power Plants and other
facilities" implemented a Quality Management System - QMS,
valid for all its utilities.
This standard has the same 18 BR of 10 CFR 50 App B.
The participation of QA department in the activities related
to dissimilar metal welding in Angra 1
Appendix B to Part 50 - Quality Assurance Criteria for
Nuclear Power Plants and Fuel Reprocessing Plants

Technical Meeting on the
Dissimilar Metal Welding Experiences and Lessons Learned
The 18 Basic Requirements I – Organization
II - Quality assurance program
III – Design control
IV – Procurement Document control
V – Instructions, procedures and drawings
VI – Document control
VII – Control of purchase material, equipment, and services
VIII – Identification and control of materials, parts and components
IX – Control of special processes
X – Inspection
XI – Test Control
XII – Control of measuring and test equipment
XIII – Handling, storage and shipping
XIV – Inspection, test and operation status
XV – Nonconforming materials, parts, or components
XVI – Corrective action
XVII – Quality assurance records
XVIII - Audits
The participation of QA department in the activities related
to dissimilar metal welding in Angra 1
Technical Meeting on the
Dissimilar Metal Welding Experiences and Lessons Learned
Dissimilar Weld Standards
Appicable to Angra 1

Technical Meeting on the
Dissimilar Metal Welding Experiences and Lessons Learned
The in-service inspection program of the Angra 1 NPP is updated every 10 years,
according to 10CFR 50.55a, ASME section XI and CNEN NE 1.25:
CNEN NE 1.25 requirement 2.2.2 : "In addition to the requirements of this Standard, the
implementation of in-service inspection programs shall comply with the standards or
codes established by the operating organization in the technical specifications of the Final
Safety Analysis Report, in accordance with the guidance of the designer and CNEN
approval.”
(*) There is not Ap VIII – PDI, There is not special UT inspection for Dissimilar Weld
(**) There is Ap VIII – PDI, There is special UT inspection - EPRI procedures
Interval of 10 years Date Section XI edition
1st Inteval 01/01/1985-31/05/1996 1981(*)
2nd Interval 01/06/1996-31/05/2006 1989 (*)
3rd Interval 01/06/2006-31/05/2016 2001 ad 2002 and 2003(**)
4th Interval 01/06/2016-31/05/2026 2007 AD 2008 (**)

Technical Meeting on the
Dissimilar Metal Welding Experiences and Lessons Learned
Utilities have followed the required ASME Code Section XI examination:
• Welds ≥ 4 Inch NPS - Visual, Surface and Volumetric
• Welds > 1 Inch NPS and < 4 Inch NPS - Visual and Surface (Volumetric for HPI)
• Welds ≤ 1 Inch NPS - Visual Only
• Table IWB-2500-1 of Section XI requires that 100% of dissimilar metal vessel nozzle-
to-safe end welds (Category B-F) and dissimilar metal piping welds (Category B-J) be
included in the percentage requirements of Note 1 (Table IWB-2500-1, Category B-J)
and be inspected at 10-year intervals.
• Essentially all of the key Alloy 82/182 pipe welds are dissimilar metal welds joining
low-alloy or carbon steel nozzles to stainless steel pipe. Accordingly, most Alloy
82/182 butt welds have been inspected to the visual, surface, or volumetric
examination requirements noted above, depending on the nominal pipe size.
Dissimilar Weld Inspection according to ASME Code Section XI:

Technical Meeting on the
Dissimilar Metal Welding Experiences and Lessons Learned
Volumetric Examination: Improvements After 1990
Supplements in Appendix VIII (Performance Demonstrations for Ultrasonic Examination
Systems) of ASME Code Section XI address specific components such as piping welds, vessel
welds, vessel nozzles, and bolting.
Supplement 10 of Appendix VIII addresses UT of dissimilar metal welds and was incorporated
into 10 CFR50.55a, requiring implementation by November 22, 2002.
All dissimilar metal weld examinations after that date have been required to be performed with
Appendix VIII qualified procedures, personnel and equipment.
ETN uses ASME Section XI and 10 CFR 50.55a and:
Supplement 10 - Qualification requirements for dissimilar metal piping welds.
Generic procedure PDI-UT-10 (EPRI) - Generic Procedure for the Ultrasonic
Examination of Dissimilar Metal Welds
Supplement 11 — Qualification requirements for full structural overlaid wrought
austenitic piping welds
Generic procedure PDI-UT-08 (EPRI) - Generic Procedure for the Ultrasonic Examination of
Weld Overlaid Similar and Dissimilar Metal Welds
Code Case N-722 - Additional Examinations for PWR Pressure Retaining Welds in Class 1
Components Fabricated With Alloy 600/82/182 Materials Section XI, Division 1
MRP 139 - Material Reliability Program: Primary System Piping Butt Weld Inspection and
Evaluation Guideline

Technical Meeting on the
Dissimilar Metal Welding Experiences and Lessons Learned
NRC and CNEN approved the use of the document:
• MRP-139 - Material Reliability Program: Primary System Piping Butt Weld Inspection and
Evaluation Guideline
According to MRP-139 - Locations in Westinghouse Design Plants

Technical Meeting on the
Dissimilar Metal Welding Experiences and Lessons Learned
Part Examined ISI Angra 1 Total of welds in ISI Program
B5.10
Reactor Vessel
NPS 4 or Larger
Nozzle-to-Safe End Butt Welds
RCP inlet and outlet
nozzle. Loop 1 and 2
4 welds/2 for each loop
(Loop 1 – 14DM e 1DM)
(Loop 2 – 14DM e 1DM)
Safety Injection 2 welds (24 DM e 21DM)
B5.40
Pressurizer
NPS 4 or Larger
Nozzle-to-Safe End Butt Welds
Surge Line Nozzle 1 weld(*) (1DMW)
Spray Nozzle 1 weld (*) (43DMW)
Relief nozzle 1 welds (*) (1DMW)
Safety line 2 welds (*) (1DMW/12DMW)
B5.70
Steam Generator
B5.70 NPS 4 or Larger
Nozzle-to-Safe End Butt Welds
INLET/outlet nozzle 4 welds/ 2 for each loop
(Loop 1 – 24DM e 25DM)
(Loop 2 – 23DM e 24 DM)
ASME Sec XI IWA 2500-1
B-F – Pressure Retaining Dissimilar Metal Welds in Vessel Nozzles
(*) WOL
According the Angra 1 ISI program – procedure PI-V 12.
UT procedures – PDI-UT 10 for dissimilar weld and PDI-UT 08 for WOL.

Technical Meeting on the
Dissimilar Metal Welding Experiences and Lessons Learned
ASME Sec XI IWA 2500-1
B-J - Pressure Retaining Welds in Piping
Part Examined ISI Angra 1 Total of welds in ISI Program
B9.10
B9.11
NPS 4 or larger
Circumferential welds
Safety Injection to
Reactor vessel
2 welds/ 1 for each loop (20 and 34)
During the 1P22 (2016), ETN had
identified these two dissimilar weld, that
since Preservice were inspected like not
dissimilar.
CNEN send a non conformance to ETN.
PDI-UT-2 (EPRI) - Generic Procedure for
the Ultrasonic Examination of Austenitic
Pipe Welds

Technical Meeting on the
Dissimilar Metal Welding Experiences and Lessons Learned

Technical Meeting on the
Dissimilar Metal Welding Experiences and Lessons Learned
During the outage (P22), ETN had performed some extra NDE in the welds 20 and 34:
- Visual
- Superficial
- Gammagraphy to compare with the Preservice X-ray.
- UT using the procedure EPRI PDI UT 2 (for not dissimilar weld) – that find the
discontinuity but it cant size it.
- Chemistry analysis
- CNEN had accepted these inspections, becase it was not find any descontinuity.
ETN consulted EPRI and WEC to find a solution for these two weld and it was informed
that “is a very unique” case of dissimilar weld.
EPRI doesnt have a PDI procedure to perform UT in this weld.
ETN, WEC and EPRI started the process to qualifify a PDI procedure to inspect them, so
EPRI has been building a mock up and developing a new EPRI PDI procedure.
Technical Meeting on the
Dissimilar Metal Welding Experiences and Lessons Learned
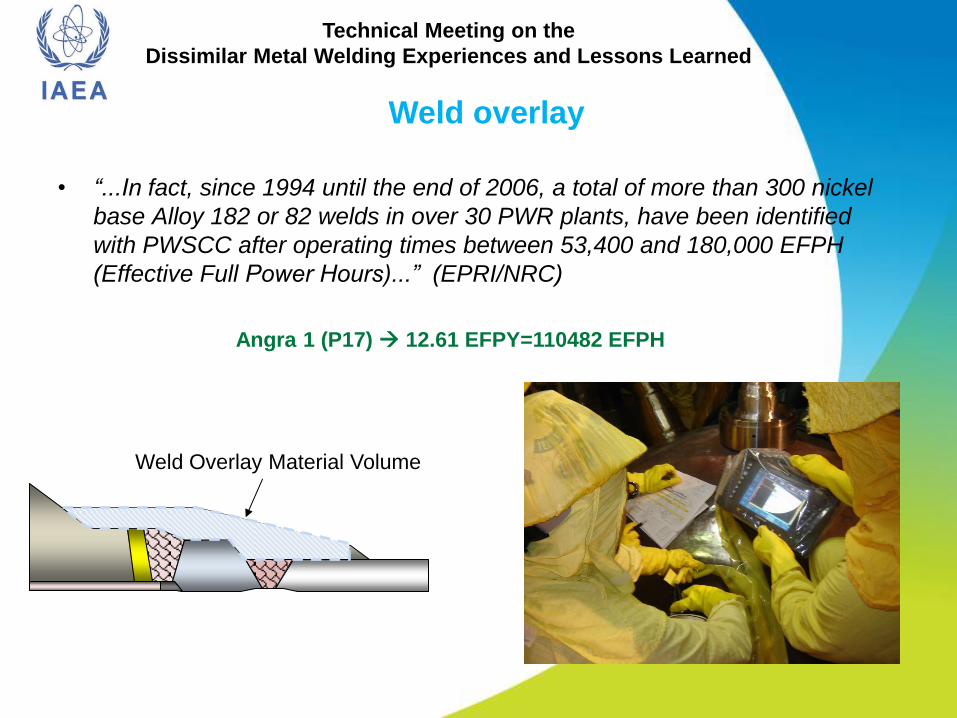
• “...In fact, since 1994 until the end of 2006, a total of more than 300 nickel
base Alloy 182 or 82 welds in over 30 PWR plants, have been identified
with PWSCC after operating times between 53,400 and 180,000 EFPH
(Effective Full Power Hours)...” (EPRI/NRC)
Angra 1 (P17) 12.61 EFPY=110482 EFPH
Weld Overlay Material Volume
Weld overlay

Technical Meeting on the
Dissimilar Metal Welding Experiences and Lessons Learned
• Weld overlay of PZR dissimilar weld
In 2009, ETN started the process to implemente the WOL in the PZR dissimilar weld.
The QA department sugested that the WOL should be done througt a relief request and a design change
package (DCP, according to 10 CFR 50.59 and ASME section XI IWA 4000), based on NRC TI 2515/172 –
Reactor coolant system dissimilar metal butt weld:
“ 03.03 Weld Overlays
Verify that the licensee has submitted a relief request and obtained NRC staff authorization to install the weld
overlays, whether full structural or optimized weld overlays.
c. 04.03 Weld Overlays.
ASME Section XI does not presently contain inspection requirements for weld overlays. Section XI has issued
Code Cases N-504-3, “Alternative Rules for Repair of Classes 1, 2, and 3 Austenitic Stainless Steel Piping”
and N-638-1, “Similar and Dissimilar Metal Welding Using Ambient Temperature Machine GTAW Temper
Bead Technique.”
These two code cases are listed in Regulatory Guide (RG) 1.147, Revision 15, “Inservice Inspection Code
Case Acceptability, ASME Section XI, Division 1,” with limitations.
Although these code cases are approved with limitations in RG 1.147, their use for a weld overlay on an
Alloy 82/182 weld requires a relief request, since they were not written for this application.
ASME Section XI has issued N-740 and N-740-1, “Dissimilar Metal Weld Overlay for Repair of Class 1, 2, and
3 Items,” and is working on the second revision to this code case. When the NRC staff approves code case
N-740-X in RG 1.147 and endorses this regulatory guide in an update to 10 CFR 50.55a, application of
weld overlays will no longer require NRC approval through authorization of a relief request.”
During a meeting in CNEN, in 16/06/2009, all agree that ETN should send a relief request to CNEN and
start a design change package.

Technical Meeting on the
Dissimilar Metal Welding Experiences and Lessons Learned
Preparing surface
Installing the equipment of WOL
Preparing the
Surface after
WOL
UT
Inspection
Welding operator
Technical Meeting on the
Dissimilar Metal Welding Experiences and Lessons Learned
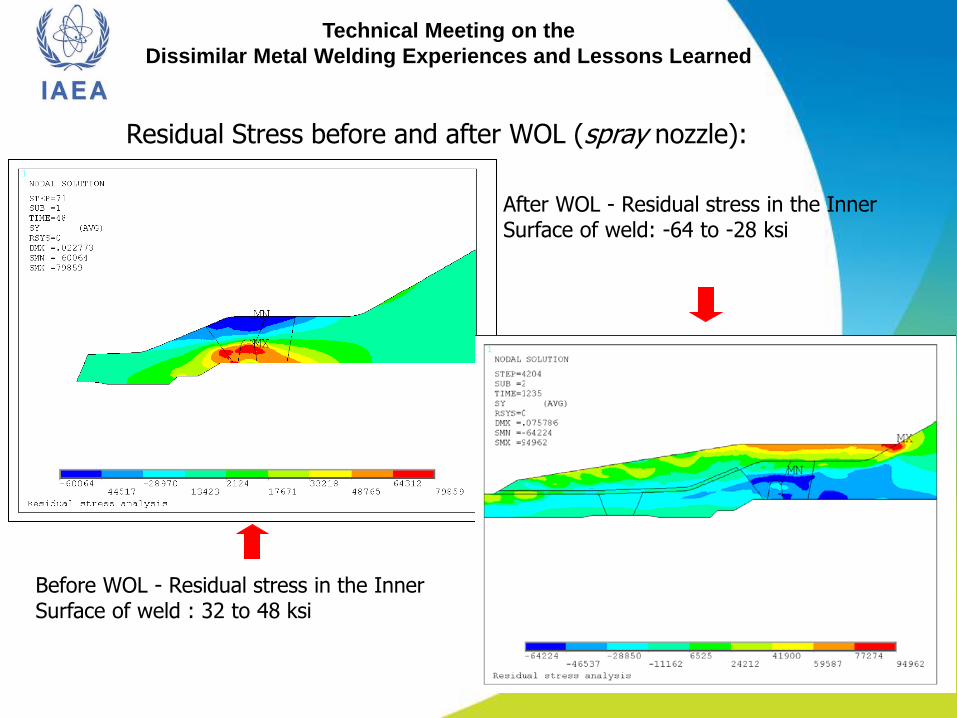
Residual Stress before and after WOL (spray nozzle):
After WOL - Residual stress in the Inner Surface of weld: -64 to -28 ksi
Before WOL - Residual stress in the Inner Surface of weld : 32 to 48 ksi

Technical Meeting on the
Dissimilar Metal Welding Experiences and Lessons Learned
OLD Reactor Vessel Head
Angra 1 reactor vessel used to have penetrations for control rods and instrumentation
system, these penetrations were made of a nickel alloy (alloy 600).
In the case of vessel head with 8 <= EDY <= 12 (Effective Degradation Years for moderate
susceptibility), the case of Angra 1 before change, the requirements of EA-03-009 (*) and
Code case N-729-1(*) were:
• Every outage - visual inspection and
• Every two outage visual and volumetric inspection.
• This until the head is replaced, according to a
DCP (10 CFR 50.59 and ASME Sec XI – IWA 4000 (*))
(*) EA-03-009 - Issuance of order establishing interim inspection requirements for reactor
pressure vessel heads at pressurized water reactors)
Code case N-729-1 (Alternative Examination Requirements for PWR Reactor Vessel Upper
Heads With Nozzles Having Pressure-Retaining Partial-Penetration Welds Section XI,
Division 1)
10 CFR 50.59 - Changes, tests and experiments and
ASME section XI IWA 4000 – Repair/Replacement Activities

Technical Meeting on the
Dissimilar Metal Welding Experiences and Lessons Learned
New Reactor Vessel Head
During the P18 (2013) ETN had changed the reactor vessel head.
(Design Change Package)
Vessel
Head
Steel Internal
coating
Rod Drive
Old ASTM A 533 gr B AISI304 Inconel 600
New ASTM 533 Gr B Cl 2 AISI 316 Inconel 690
Inspection according code case N-729-1.

Technical Meeting on the
Dissimilar Metal Welding Experiences and Lessons Learned
Reactor Vessel Bottom
Every outage it is performed remote VT in the Reactor Vessel Bottom, according to
Code case N-722.

Technical Meeting on the
Dissimilar Metal Welding Experiences and Lessons Learned
MSIP – Mechanical Stress Improvement Process
Plan (Future) - MSIP on the nozzle of reactor vessel

Technical Meeting on the
Dissimilar Metal Welding Experiences and Lessons Learned
• CONCLUSION
Angra 1 has been following all applicable standards to the inspection
and mitigation of dissimilar welds.
The quality assurance department has been participating in activities
related to inspections and mitigations of dissimilar welds, according to
the requirements of CNEN NN 1.16 and 10CFR 50 App. B:
- Analyzing the normative base and procedures
- Checking the qualifications of personnel and equipment calibration
- Verifying the records and the design change package (WOL, vessel
head change)
- Qualifying the suppliers and
- conducting quality audits.

Technical Meeting on the
Dissimilar Metal Welding Experiences and Lessons Learned
I would like to thanks
• The IAEA, CNEN and ETN
And
• My co-workers:
Emílio Lento
Jonas Lourenço
Magno V. Messias Jr
Marcelo da S. M. Ferreira
Millena de Souza Pereira
Paulo Roberto de Souza
Valéria Campos de Carvalho
Vera Lúcia Silveira da Cunha

Technical Meeting on the
Dissimilar Metal Welding Experiences and Lessons Learned
REFERÊNCIAS
U.S. NRC
U.S.NUCLEAR REGULATORY COMISSION. Quality Assurance Criteria for Nuclear Power Plants and Fuel Reprocessing
Plants. Appendix B to Part 50
U.S.NUCLEAR REGULATORY COMISSION. Codes and Standards - 10 CFR 50.55a.
U.S.NUCLEAR REGULATORY COMISSION. Issuance of order establishing interim inspection requirements for reactor
pressure vessel heads at pressurized water reactors). EA-03-009
U.S.NUCLEAR REGULATORY COMISSION . Changes, tests and experiments. 10 CFR 50.59.
U.S.NUCLEAR REGULATORY COMISSION. Reactor coolant system dissimilar metal butt weld. TI 2515/172
U.S.NUCLEAR REGULATORY COMISSION. Review of Responses to NRC Bulletin 2003-02-Leakage from Reactor
Pressure Vessel Lower Head Penetrations and Reactor Coolant Pressure Boundary Integrity. NUREG 1863
EPRI
Generic procedure PDI-UT-10 (EPRI) - Generic Procedure for the Ultrasonic
Examination of Dissimilar Metal Welds
Generic procedure PDI-UT-08 (EPRI) - Generic Procedure for the Ultrasonic Examination of Weld Overlaid Similar and
Dissimilar Metal Welds
MRP 139 - Material Reliability Program: Primary System Piping Butt Weld Inspection and Evaluation Guideline
CNEN
COMISSÃO NACIONAL DE ENERGIA ATÔMICA, Inspeção em Serviço em Usinas Nucleoelétricas, Norma NE 1.25
COMISSÃO NACIONAL DE ENERGIA ATÔMICA, Licenciamento de Instalações Nucleares, Norma NE 1.04
COMISSÃO NACIONAL DE ENERGIA ATÔMICA, Garantia Da Qualidade Para a Segurança de Usinas Nucleoelétricas
e Outras Instalações, Norma NN 1.16.
ASME
RULES FOR INSERVICE INSPECTION OF NUCLEAR POWER PLANT COMPONENTS. ASME Boiler Pressure
Vessel. Seção XI. Edições : 1989, 1992, 1995, 1998, 2001 adendos até 2003.
Code case N-729-1 (Alternative Examination Requirements for PWR Reactor Vessel Upper Heads With Nozzles
Having Pressure-Retaining Partial-Penetration Welds Section XI, Division 1)
Case N-722 - Additional Examinations for PWR Pressure Retaining Welds in Class 1 Components Fabricated With
Alloy 600/82/182 Materials Section XI, Division 1
Technical Meeting on the
Dissimilar Metal Welding Experiences and Lessons Learned
Thank you !