the fate of residual solvent in drying ... fate of residual solvent in drying coatings: can it get...
TRANSCRIPT
T H E F A T E O F R E S I D U A L S O L V E N T IN D R Y I N G C O A T I N G S : C A N IT G E T T R A P P E D A N D H O W ?
Richard Allan Caimcross, Drexel University, Philadelphia, PA
Abstract
A common goal in industrial drying of polymer solution coatings is to reduce the residual solvent content (RSC) to a specified level. Industrial dryers consist of a series of zones operated at different air temperatures and airflowrates to meet the RSC specifications, and to produce defect-free coatings. A common observation is that, whendrying at a constant temperature, the residual solvent content plateaus and the drying rate effectively drops to zero. Often the RSC can be reduced by further increasing the temperature. In homogeneous polymer solutions above the glass transition temperature of the polymer, the observed plateau in RSC is accurately predicted by Fickian diffusion with a concentration-dependent diffusion coefficient. We have developed a simple model which predicts the dependence of RSC on temperature, coating thickness, and the diffusion properties of the solution. In this case, solvent is retained by the diffusional resistance to mass transfer, and the diffusional resistance can be lowered by increasing temperature.
However, there are numerous claims that the RSC can also be reduced by using milder drying conditions, e.g. lowering airflow, lowering temperature or partially saturating the air with solvent vapor. Such behavior is anomalous and cannot be predicted by Fickian diffusion; we call this behavior anomalous skinning. We have measured anomalous skinning in PMMA/acetone coatings and have developed a non-Fickian model which predicts the anomalous behavior.
Introduction
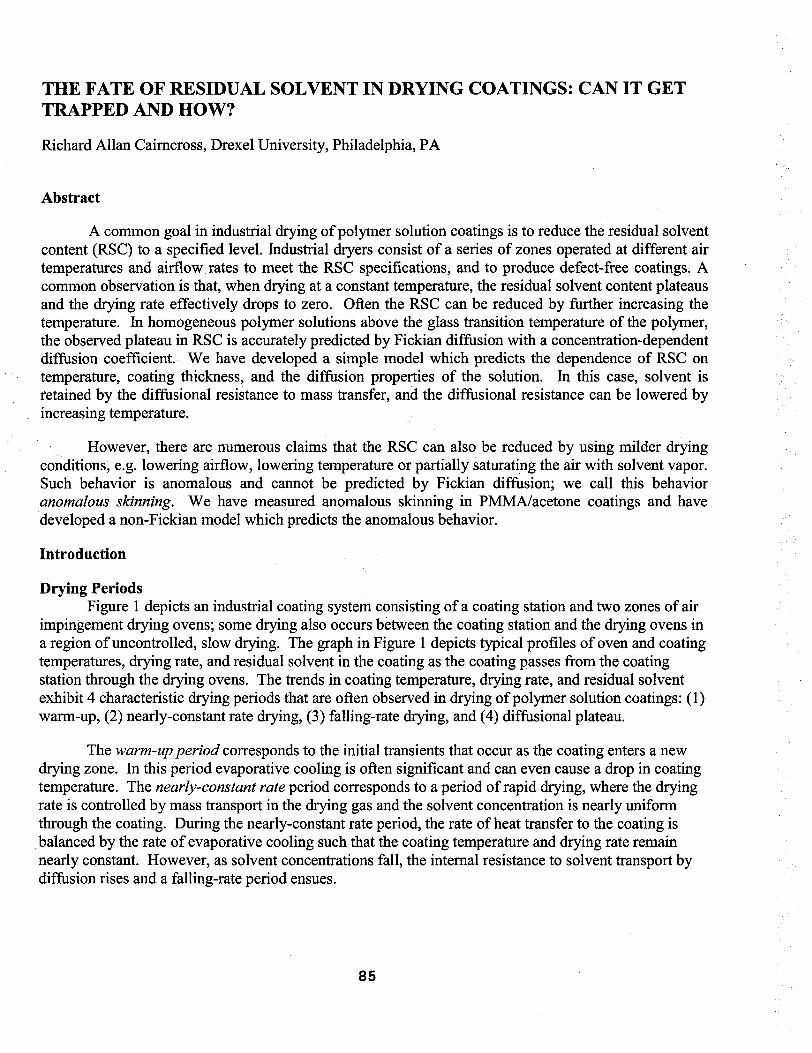
Drying Periods Figure 1 depicts an industrial coating system consisting of a coating station and two zones of air
impingement drying ovens; some drying also occurs between the coating station and the drying ovens in a region of uncontrolled, slow drying. The graph in Figure 1 depicts typical profiles of oven and coating temperatures, drying rate, and residual Solvent in the coating as the coating passes from the coating station through the drying ovens. The trends in coating temperature, drying rate, and residual solvent exhibit 4 characteristic drying periods that are often observed in drying of polymer solution coatings: (1) warm-up, (2) nearly-constant rate drying, (3) falling-rate drying, and (4) diffusional plateau.
The warm-up period corresponds to the initial transients that occur as the coating enters a new drying zone. In this period evaporative cooling is often significant and can even cause a drop in coating temperature. The nearly-constant rate period corresponds to a period of rapid drying, where the drying rate is controlled by mass transport in the drying gas and the solvent concentration is nearly uniform through the coating. During the nearly-constant rate period, the rate of heat transfer to the coating is balanced by the rate of evaporative cooling such that the coating temperature and drying rate remain nearly constant. However, as solvent concentrations fall, the internal resistance to solvent transport by diffusion rises and a falling-rate period ensues.
i- .
i
85

Initial Transients
Constant Rate Period
Falling Rate Period
Falling Rate Period
c 0
° , , , . =
o 0.8 (g 1.1,.
E = 0.6
e ~
0 . 4 o
m
.~- 0.2 I /1
DRYING RATE
100
90
80
l 70 .... tO
60
, 5o J •
I D i f f u s i o n a l 40 E I P l a t e a u s ® I 3o ~
F- -4 .... \ , ,0 . I , L 0
o . . . . . ..... s, . v , . , .v . . , v ...... v ~ ' ....... ~": '"" '~"" : :" : ' " :~" ~" .................. ' ~ ' ' ~"'>'~ "": ........... ":":'. . . . . . . ? . : :? ' . -~-:"~. . . . . . . I . . . . . . . ~:".':.:--'.'?-:-:.:.'.~ .. . . . .~:--:".':.:-:-:~ .. . . . . '::':'.-:-:-:-:'?:--':'::'.'-'. . . . . . . _"_'~-":~!-:-::-:'_'~ . . . . . . . . . .
. . . . . . . : .......... ~..'~"~:~, . : , ' .~'"~::.: '%- - ' - -;.-:--..:i----.~,.; ~:...~.:--:-:::.'- ....... .,<,..,-,-;~..-:--',-,~, ~ ~ , , - % i ZONE ! ZONE i
Figure 1. Schematic of a two-zone industrial dryer with typical profiles of temperature, drying rate, and residual solvent content along the dryer length.
The falling rate period corresponds to a period in which drying becomes diffusion controlled and drying rates asymptotically approach zero. In this period, the solvent concentration at the surface of the coating drops sharply to reach equilibrium with the solvent vapor in the drying gas, and there is typically a steep gradient in solvent concentration near the surface of the coating. In polymer solution coatings, the falling rate period dominates because the diffusion coefficient for solvent transport through a polymer drops by several orders of magnitude as solvent departs. Another characteristic feature often observed in drying of polymer solution coatings is a diffusional plateau. A diffusionalplateau corresponds to the later part of the falling rate period where the drying rate becomes negligible while a significant amount of residual solvent remains in the coating.
The duration and magnitude of each of these periods during drying of a polymer solution coating depend on the operating conditions and physical properties of the coating. However, in polymer solution coatings, the internal resistance to mass transfer caused by a diffusion coefficient that drops several orders of magnitude during drying leads to a falling rate period and a diffusional plateau that controls the final residual solvent. Hence in design of dryers and choice of operating conditions, it is important to understand the relationship between diffusional resistance and residual solvent. The diffusional resistance can be reduced by raising diffusion coefficients (for example by raising temperature), changing solvents, or reducing film thickness.
86

Diffusion in Polymer-Solvent Solutions During drying, solvent must (1) diffuse to the surface of the coating, (2) evaporate into the
drying gas, and (3) be convected away from the coating surface by the drying gas. The rate of evaporation and removal from the coating surface is typically described by a mass transfer coefficient formulation:
.
E - !C (ps,~ ~ -Ps , - ) (1) R T
Where E is the evaporation rate, k is a mass transfer coefficient, ps,~.,-f is the partial pressure of solvent in the gas at the coating surface, andps,~ is the partial pressure of solvent in the drying gas. The solvent partial pressure in the gas at the coating surface is in equilibrium with the solvent in the coating at the surface; this equilibrium is often described using the solvent activity at the coating surface:
Ps,,u,y - Ps,v,,p a (2)
Where the vapor pressure, Ps, vap, is only a function of temperature and the activity, a, is only a function of solvent concentration.
The mass transfer coefficient, solvent vapor pressure, and solvent activity comprise the external resistance to solvent transport. The external resistance determines drying rate in the warm-up period and constant rate period. In the falling-rate period, the solvent partial pressure at the coating surface becomes nearly equal to the solvent partial pressure in the drying gas, and the value of the mass transfer coefficient becomes unimportant. The mass transfer coefficient is related to the intensity of the airflow in the dryer and proportional to the heat transfer coefficient in the drying gas. In the falling rate period the heat transfer coefficient is often important because the rate of change of temperature of the coating is dictated by the heat transfer coefficient.
1.E-05 A
¢N
l= 1.E-06 (.1
C • ~ 1.E-07 = m
Q 0 1 .E-08
C 0 = m
1.E-09
¢1
100 C
1.E-10 "
0.0 0.1 0.2 0.3 0.4 0.5 0.6
Solvent Mass Fraction
Figure 2. Concentration and temperaturedependence of the diffusion coefficient for poly(vinyl acetate)-toluene solutions.
87

Constant Rate Model Heat Flow = Evaporative Cooling
I, Lumped Parameter Model
Temperature & Solvent Conc. Uniform through Coating
dT/dt = Heat Flow - Evaporative Cooling
Diffusion Transport Model Internal & External Mass Transfer
Resistances Partial Differential equations for Cs & T
Residua Solvent
Constant Rate Model
/ Lumped \ k /Parameter/Model \ ~ ~, / / Diffusion
Time
Figure 3. Hierarchy of mathematical models for predicting drying of polymer solution coatings" (a) flow diagram indicating model complexity and (b) schematic of residual solvent predictions from different models.
As discussed above, the internal diffusional resistance to mass transfer normally controls the final residual solvent in a dried polymer solution coating. In homogeneous polymer solutions above glass-transition temperature of the polymer, solvent flux is normally described by Fick's Law:
Js - - D dCs (3) dx
Wherejs is the flux of solvent in the x direction, D is the mutual diffusion coefficient, and Cs is the solvent concentration. The diffusion coefficient D(Cs, T) is a material property that characterizes the rate at whichsolvent can move through the polymer. As shown in Figure 2, the diffusion coefficient is a strong function of concentration and temperature [Zielinski 1992]. The steep drop of diffusion coefficients at low solvent concentration is a dominant cause of excessive residual solvent in drying polymer-solvent coatings. The diffusional resistance is proportional to the square of the coating thickness and inversely proportional to the diffusion coefficient. So, as residual solvent drops in the falling rate period, diffusional resistance rises sharply and causes the diffusional plateau.
Mathematical Models of Drying Coatings
Figure 3 depicts a hierarchy of drying models in terms of the complexity of the model and the amount of physical property data needed to solve the models. This section reviews briefly the standard models that have been used to predict residual solvent in drying polymer coatings.
Lumped Parameter Models In lumped parameter models, the solvent concentration and temperature are assumed uniform
through the coating thickness. This leads to substantial simplification of mass and energy balances on the coating and neglects the diffusional resistance to drying. Constant rate drying models further simplify the mathematical problem by assuming a pseudo-steady state; then the coating temperature is determined from a balance of the rate of heat transfer from the gas phase and the rate of evaporative cooling due to evaporation. In a constant-rate model, the residual solvent content decreases linearly to zero as shown in Figure 3b. A constant-rate model is applicable to the start of drying, but loses accuracy if diffusional resistance becomes significant or if the solvent activity changes significantly. Constant rate models are most accurate for drying of particulate systems such as sand and clay [van Brakel 1980].
88
Lumped parameter models are accurate for a longer portion of the drying time than constant rate models, because they allow for changes in coating temperature, solvent vapor pressure, and solvent activity. Lumped parameter models are useful for predicting initial drying in the nearly-constant rate period [Gutoff 1996]
Fickian Diffusion Models By far, the most successful drying models for predicting residual solvent in binary polymer-
solvent coatings have been diffusion models. In these models, solvent transport occurs by diffusion using Fick's Law (equation (3)) with a concentration and temperature dependent diffusion coefficient. Conservation of mass and energy in the coating-substrate system leads to coupled equations for evolution of the temperature, solvent concentration, and coating thickness. Diffusion models require solving a non-linear partial differential equation subject to flux boundary conditions at the surfaces of the coating. Because the coating and substrate are thin, the temperatm'e evolution can typically be predicted by a lumped-parameter model, because temperature variation in coating/substrate is often small (i.e. less than 1 °C). The resulting equations can be solved numerically using Finite Difference or Finite Element techniques, which require a significant amount of expertise to apply to these problems.
Nevertheless, diffusion drying models have been solved by many researchers for many binary polymer solution coatings with good comparison to experimental measurements [e.g. Yapel 1988, Caimcross 1995, Price 1997 & 2000, Alsoy 1998]. With advances in computing speed and performance, it is now possible to solve a complete transient diffusion model for drying of a binary polymer solution coating on a personal computer in less than one minute. The primary challenge in applying these models is determining accurate values of the physical properties needed in the models.
Extension of the Fickian diffusion models to multicomponent systems (i.e. two or more solvents or two or more polymers) requires additional physical parameters that are difficult to measure. There is not currently agreement about the correct equations to describe dependence of diffusion coefficients on composition in multicomponent systems[Alsoy 1999, Zelinski 1999]. This will likely be an area of significant research effort in the future.
Non-Fickian Models The Fickian diffusion models discussed above are based on concentration gradients being the
only driving force for solvent diffusion. However, in solutions with polymers that pass through a glass transition during drying, stresses develop that can also contribute to solvent transport. Stresses arising due to swelling in glassy polymer coatings have been shown to cause anomalous solvent transport in so~tion experiments- leading to so-called Case II diffusion [Thomas & Windle 1980 & 1982, Fu & Duming 1993]. There are currently a couple of competing approaches for modifying the diffusion models to account for the effect of passing through a glass transition. One approach is to modify the concentration-dependence of the diffusion coefficient in the glassy region [Haj Rohmdane 2001]. Another approach is to develop a new constitutive equation for the solvent transport which includes a stress-driven diffusion term; then an additional equation is required to determine how the stress in a coating develops and relaxes during drying [Caimcross & Duming 1996, Vinjamur 2001, Edwards 1998 & 1999].
89

Figure 4.
0 , m
o.a IJI,. w w m O.8
e~
o.4 0
¢D
"~ 0.2 , , m , ,
0
0 1000 2000 3000 4000 5000
T i m e , s
Predictions of residual solvent content versus time for poly(vinyl acetate)-toluene coatings dried at a series of different oven temperatures using a diffusion model solved with the f'mite element method. At long times, the residual solvent reaches a diffusional plateau, and the only effective way to reduce the residual solvent is by increasing temperature. [Vadapalli, 2001 ]
Examples of Predictions from Drying Models
Goals of Drying Models The models discussed above have been used to accurately predict residual solvent levels in
drying coatings. In addition to predicting residual solvent, drying models can also predict defects relevant to coating processes. The key issue is developing a mathematical expression for the onset of defects, which can be evaluated based on results from the model. For example, Caimcross et al. (1995) predicted onset of blister defects due to solvent boiling; whenever the temperature of the coating was higher than the bubble-point temperature of the coating (at its current composition), the drying model indicated formation of blister defects. Such a criterion does not account for the rate of bubble growth, but merely indicates the initiation of bubble formation. The predictions matched qualitatively with experimental results. Caimcross et al. (1995) and Price and Caimcross (2000) used the mathematical model of blister formation as a constraint on the choice of acceptable operating conditions and used a drying model to determine the optimal conditions to minimize the residual solvent while avoiding blister defects.
There are other measures of dryer performance that can be predicted by drying models; for example energy usage, susceptibility to vapor explosion, and overall economics. Aust et al. (1997) used the lower explosion limit as a constraint on vapor concentrations predicted from a drying model to develop additional dryer design heuristics. The limitations imposed by explosion limits favor higher air velocities.
go

1.4 x 10 4
1.2 x 10 4
E 0 ,br c (u >
, .m .
0 (n r a m ,
" 0 . l
(/) G)
r¢
10 4 '
8 x 10 "5,
6 x I 0 "5'
4 x 1 0
P s e u d o - S t e a d y State . , , Model
T r a n s i e n t D i f f u s i o n M o d e l
310 320 330 340 350
Temperature, K
Figure 5. Comparison of predictions of residual solvent at long time (i.e. in the diffusional plateau) versus oven temperature for a pseudo-steady-state diffusion model and a complete transient diffusion model. Predictions for a poly(vinyl acetate)-toluene coating with 100 l.tm dry film thickness [Vadapalli, 2001 ]
A philosophical goal of modeling is to aid in developing intuition about the affect of operating parameters on dryer performance and to reduce the number of exploratory experiments required to design/optimize a dryer. With all models, it is necessary to take into account the physical phenomena that are not included in the model when applying the conclusions of the model to practical processes.
Predictions of Residual Solvent at Various Operating Conditions Figure 4 displays predictions of residual solvent (mass of solvent per mass of coating) in a drying
poly(vinyl acetate)-toluene coating in a single-zone dryer using a Fickian diffusion drying model. Poly(vinyl acetate) has a glass transition temperature of about 32 °C and Fickian diffusion has been ~ shown to be accurate in this system at the temperatures considered here. The predictions show that as the oven temperature increases the drying rate and final residual solvent content decrease monotonically. In addition, all the predictions show a diffusional plateau in the falling rate period where the drying rate becomes negligible. It is apparent from these predictions and others that once a diffusional plateau is reached, the only effective way to reduce the residual solvent is by increasing the air (and coating) temperature.
The model predictions also show that the prior temperature history does not affect the residual solvent level in the diffusional plateau (i.e. it does not matter how quiCkly the temperature was raised to the final temperature, the residual solvent level in the diffusional plateau only depends on the final
91
:i
.i

0.09 m
C
= o 0.08
g 0.07 >
~ 0.06
I~ 0.05 m m
C
u_ 0.04
0.0001 0.001 0.01 0.1 1
Velocity across coating (m/s)
Figure 6. Experimental measurement of trapping skinning in PMMA-acetone coatings dried in a High Airflow Drying Experiment. The dry film thickness is approximately 15 ~tm and
the drying temperature is 50 °C. [Vinjamur 2001 ]
temperature). Because the diffusion models require significant computational effort, a simpler method was developed to estimate the residual solvent level using a pseudo steady-state model (PSS). In the PSS model, the diffusional resistance to solvent transport to the coating surface was assumed to be controlled by a thin low-concentration layer near the coating surface; below this layer, the solvent concentration profile was presumed to be fairly fiat. Because the PSS model assumes a steady-state profile, the model can only predict the residual solvent content at long times and cannot determine how long it takes to get there. Figure 5 shows a comparison between predictions from the PSS model and a transient diffusion model. The PSS model consistently predicts a higher residual solvent level, but reproduces the trends accurately. Consequently, the PSS model could be used as a rough, quick calculation of what oven temperature is needed to achieve a desired residual solvent content.
A n o m a l o u s S k i n n i n g
A claim commonly reported in the drying literature is that rapid drying can lead to formation of a skin that "traps" solvent within the coating. Furthermore it is often claimed that slower drying can avoid the "skin" and result in lower final residual solvent levels; we will refer to this observation as anomalous sMnning because it is contrary to intuition - i.e. in anomalous skinning, lower driving force leads to higher solvent removal. The predictions in Figures 4 and 5 demonstrate a type of skinning where the residualsolvent content stops changing (on practical time scales) while there is still significant residual solvent in the coating, but the results in Figures 4 and 5 are not anomalous.
However, Fickian drying models (without chemical reactions or phase transitions) cannot predict anomalous skinning as defined above - i.e. even though Fickian diffusion models predict the diffusional plateaus displayed in Figure 4, the residual solvent always decreases when the drying conditions become more severe. Indeed, despite the numerous claims of anomalous skinning, there are very few experimental studies demonstrating it, and all of the reported experimental results of anomalous skinning show a very slight affect, within the range of experimental error [Powers & Collier 1990].
9 2

Recently Vinjamur & Caimcross (2001 & 2002) measured anomalous skinning in poly(methyl methacrylate)-acetone coatings. PMMA is a glassy polyrner at room temperature and is well known for anomalous diffusion behaviour in sorption experiments. Figure 6 shows measured residual solvent content in PMMA-acetone coatings drying in a High Airflow Drying Experiment that enables accurate control of the drying gas flowrate. In these experiments, the residual solvent reached a minimum at an intermediate air velocity of 0.01 m/s and became significantly higher at higher air velocities.
Vinjamur (2001) also developed a model of non-Fickian solvent transport in polymer coatings which pass through a glass transition during drying. In essence the model accounts for how stress gradients in the glassy polymer contribute to solvent transport. The non-Fickian model predicts anomalous skinning as shown in Figure 7. At high gas flowrates the coating temperature rises rapidly to the oven temperature and a thin low-concentration layer forms at the surface of the coating. This low- concentration layer deviates significantly from what is predicted by Fickian diffusion models, because the concentration profile shows a sigmoidal shape; in a Fickian model, the concentration gradient always becomes steeper towards the coating surface.
At low gas flowrates, the coating temperature rises more slowly to the oven temperature and the surface layer of low concentration is thicker; this leads to lower overall residual solvent content at low airflows. Vinjamur's model matches qualitatively with experimental measurements of anomalous skinning in PMMA-acetone coatings.
Challenges to Drying Models
Mathematical models are an effective way to predict drying behavior of polymer solution coatings. While developing and solving a fundamental diffusion-based model of drying requires significant expertise in numerical methods, the resulting models can be solved quickly on standard personal computers. The main barrier to applying these models to many practical coating processes is the significant number of physical properties needed in the models. For binary polymer solutions, there are published methods to predict the diffusion properties, but to obtain accurate predictions requires sophisticated techniques for measuring diffusion coefficients.
Furthermore, many practical systems are multicomponent, with several solvents, polymers, and additives. Applying binary models to multicomponent systems has sometimes been successful, but there are many cases where multicomponent diffusion is important, and this is an active research area. Also, many coatings contain curing components, and it is not difficult to augment mathematical models of drying to include curing reactions. However, the relationship between extent of reaction and concentration-dependent diffusion coefficients are not well established.
J
93

350
340 I . ¢1
" - 330
[ [ 320 CJ
310 e ~
© 300 r,,)
290
280
200
high gas flow
low .gas flow
50 100 150
Time, s
n 1 i l l I 1 m
1 n i i l l I 1 i N
~8 0 0 4 ,
360
• mm mm mmm mm mm mm mm m mm mm m | mmm m | | mm
cmmmmmmmm mmmmmmmm m mm | | | m m m m @ ~ ~ ~f mmmmlmB m mmm mm mm mmm m m
o 003" . • j E
: "-~ '-" high gas flow "~ 0 . 0 2 - : " " • • - ~ " - low gas flow
~ 0 .01"
0 . . , , I , , , , m . , m . . . . . . m . ,.m.i 0 m - i m " * m m
0 0.002 0.004 0.006 0.008
| • |
0.01
Distance from coating surface in polymer material coordinates, cm
Figure 7. Predictions of trapping skinning with a non-Fickian transport model. The dry film thickness is 100 l.tm and the drying temperature is 70 °C. [Vinjamur 2001]
Despite some of these concerns, mathematical models of diffusion and drying in polymer solutions have proven valuable for optimizing drying conditions and designing dryers for better performance. Where residual solvent is a critical parameter, drying models are an effective tool speeding up the design and optimization processes.
Acknowledgements
The author would like to acknowledge Vatsala Vadapalli and Madhu Vinjamur for many fruitful discussion of drying phenomena while they were working on their theses and for some of the data used
94

in this paper. Prior collaboration with Peter Price from 3M was also a critical part of developing the material presented here.
Literature Citations
Alsoy, S., and J.L. Duda, 1998, "Drying of Solvent Coated Polymer Films," Drying Technology, 16 p 15-44.
Alsoy, S., and J.L. Duda, 1999, "Modeling Multicomponent Drying of Polymer Films," AIChE Journal, 45, p 896-905.
Aust, R., F. Durst, and H. Raszillier, 1997, "Modeling a Multiple-zone Air Impingement Dryer," Chemical Engineering and Processing, 36 p 469-487.
Caimcross, R.A., and C.J. Duming, 1996, "Modeling Drying of Viscoelastic Polymer Coatings," AIChE J., 42 p 2415-2425.
Caimcross, R.A., S. Jeyadev, R.F. Dunham, K. Evans, L.F. Francis, and L.E. Scriven, 1995, "Modeling and Design of an Industrial Dryer with Convective and Radiant Heating," J. Applied Polymer Science, 58 p 1279-1290.
Edwards, D.A., 1998, "Trapping Skinning in Polymers: Theoretical Predictions," Chemical Engineering Communications, 166 p 201-216.
Edwards, D.A., 1999, " Skinning During Desorption of Polymers: Asymptotic Analysis," SIAM J. Applied Math, 59 p 1134-1155.
Fu, T.Z., and C.J. Durning, 1993 "Numerical Simulation of Case II Transport," AIChE J., 39 p 1030- 1044.
Gutoff, E.B., 1996, "Modeling Solvent Drying on Coated Webs Including the Initial Transient," Drying Technology, 14 p 1673-1693.
Hadj Romdhane, I., P.E. Price, C.A. Miller, P.T. Benson, and S. Wang, 2001, "Drying of Glassy Polymer Films," Industrial & Engineering Chemistry Research, 40, p 3065-3075
Powers, G.W., and J.R. Collier, 1990, "Experimental Modelling of Solvent-Casting Thin Polymer Films," Polymer Engineering and Science, 30 p 118-123.
Price, P.E., and R.A. Caimcross, 2000, "Optimization of Single-Zone Drying of Polymer Solution Coatings Using Mathematical Modeling," J. Applied Polymer Science, 78 p 149-165.
Price, P.E., S. Wang, and I.H. Romdhane, 1997, "Extracting Effective Diffusion Parameters from Drying Experiments," AIChE J., 43 p 1925-1934.
Thomas, N.L., and A.H. Windle, 1980, "A Deformation Model for Case II Diffusion," Polymer, 21 p 613-619.
Thomas, N.L., and A.H. Windle, 1982, "A Theory of Case II Diffusion," Polymer, 23 p 529-542.
Van Brakel, J., 1980, "Mass Transfer in Convective Drying," Advances in Drying, p 217-267.
Vadapali, V., 2001, "Simplified Method for Predicting Residual Solvent Content in Polymer Coatings," Masters Thesis, Drexel University.
Vinjamur, M., "Trapping Skining: An Anomalous Drying Behavior of Polymer Solvent Systems," Ph.D. Thesis, Drexel University.
95

Vinjamur, M., & R.A. Caimcross, 2002, "Experimental Investigations of Trapping Skinning," J. Applied Polymer Science, 83, 2269-2273.
Vinjamur, M., & R.A. Caimcross, 2001, "A High Airflow Drying Experimental Set-up to Study Drying Behavior of Polymer Solvent Coatings," Drying Technology, 19, p 1591-1612.
Yapel, R.A., 1988, "A Physical Model of the Drying of Coated Films," Masters Thesis, University of Minnesota.
Zielinski, J.M., and B.F. Hanley, 1999, "Practical Friction-Based Approach to Modeling Multicomponent Diffuion," AIChE Journal, 45, p 1-12.
Zielinski, J.M., and J.L. Duda, 1992"Predicting Polymer/Solvent Diffusion Coefficients Using Free- Volume Theory," AIChE Journal, 38, p 405-415.
96