study!of!kinetic!parameters!in!a!fed4batch alcoholic...
TRANSCRIPT

Study of Kinetic Parameters in a Fed-‐Batch
Alcoholic Fermentation with Cell Recycle
Scholar Magaly Herrera García
Student of Biochemical Engineering at Technological Institute of Veracruz
Supervisor Dr. Elmer Ccopa Rivera / PAT-‐CTBE
Co-‐Supervisor
Celina Kiyomi Yamakawa / PIN-‐CTBE

Study of Kinetic Parameters in a Fed-
Batch Alcoholic Fermentation with Cell Recycle
Scholar Magaly Herrera García
Student of Biochemical Engineering at Technological Institute of Veracruz
Technical-Scientific Report presented as a Partial requirement for the 22nd Program of
Summer Grants of Brazilian Center for Research in Energy and Materials (CNPEM)
Supervisor Dr. Elmer Ccopa Rivera / PAT-CTBE
Co-Supervisor
Celina Kiyomi Yamakawa / PIN-CTBE
Campinas, SP - 2013

RELATÓRIO FINAL DE BOLSISTA – 22º PROGRAMA BOLSAS DE VERÃO DO CNPEM
1
Agradecimientos
A mis padres, Myriam García Sierra y Norberto M. Herrera Tapia, de quienes he recibido todo el amor, el apoyo y la disciplina. Ellos son los cimientos de todos mis proyectos realizados y los que pretendo realizar. A mi hermano, Norbertt Herrera García, por ser auténtico, apoyarme y desearme lo mejor siempre, a pesar de los desacuerdos. A mi familia, por celebrar a lo grande cada uno de mis logros y acompañarme muy de cerca en los estresantes días de espera; abuelos, tíos y primos sin los cuales no habría tenido tanta confianza, especialmente a Michelle, que vivió todo el proceso conmigo y sin quien no habría sido posible.
A Mario, por esa confianza ciega desde el inicio. Por ser siempre la voz del realismo, por su apoyo aún desde lejos y sobre todo, por estos 5 maravillosos años juntos.
A María y Karen, por seguir aquí sin importar el paso de los años, celebrando nuestros logros. A mis amigos Rolando, Myriam y Risela, por los ánimos y el apoyo todos los días, hacen mi vida cotidiana mucho más fácil y entretenida.
A mis profesores, el Dr. M. A. Salgado Cervantes y la Dra. Dolores Reyes Duarte, su apoyo fue fundamental en la realización de esta experiencia. Especiales agradecimientos al Profesor Alejandro González Valdéz por presentarme esta gran oportunidad e impulsarme a aprovecharla, por su apoyo y comprensión durante todo el proceso.
A mi asesor Elmer A. Ccopa Rivera y co-asesora Celina Kiyomi Yamakawa, por todas sus enseñanzas, dedicación y tiempo durante mi estancia en CTBE, gracias por la confianza depositada; fue para mí una experiencia muy grata el haber podido trabajar con ustedes. A Fernanda Keile Gabrielli por toda la paciencia y su apoyo en mis primeros días. A Victor Coelho, Lucas Pavanello y Sayonara Soares, por su amistad y compañerismo todos los días.
A mis colegas Becarios, por hacer de esta una experiencia de vida completa, pero en especial a Thiago (Alberto), Fi, Paola (mostri), Dulcinea, Patricio (Pato) e Izabel, por haber sido mi familia durante 2 meses, por las risas y noches de desvelo compartidas, por su empatía en momentos de crisis y porque son lazos que conservaré toda la vida.
A Tatiane Madruga Morais y Roberto Pereira Medeiros por su hospitalidad y cuidados durante todo el proceso. Por último agradezco al CNPEM por la gran oportunidad que me fue brindada a través del 22° Programa de Becas de Verano para desarrollarme en el campo de la investigación en un centro tan importante como lo es el CTBE.
RELATÓRIO FINAL DE BOLSISTA – 22º PROGRAMA BOLSAS DE VERÃO DO CNPEM
2
Resumo
A configuração de plantas de fermentação industrial no Brasil é predominantemente em batelada alimentada com reciclo de células. Neste modo de operação, a levedura é exposta a inibidores através de longos períodos de tempo e a concentrações elevadas de células, bem como a flutuações na qualidade da matéria-prima, com impacto na cinética do processo e no desempenho operacional. Neste contexto, para a implementação de estratégias de operação adequadas, é necessário dispor de modelos cinéticos capazes de descrever o processo em batelada alimentada, o mais realista possível. Assim, neste trabalho, avaliou-se um processo de fermentação em batelada alimentada com reciclo de células, utilizando levedura industrial e caldo de cana como substrato..
A precisão da previsão de um modelo cinético é avaliada não apenas por sua precisão na descrição de observações experimentais, mas, essencialmente, pelos desafios envolvidos na estimativa de seus parâmetros. Fermentações sucessivas de experimentos em batelada alimentada foram realizadas para desenvolver o método para a estimativa de parâmetros cinéticos. O modelo foi capaz de prever com precisão as fermentações em batelada alimentada, após a etapa de tratamento de levedura. Observou-se medidas de desempenho aceitaveis (RSD e R2) para a previsão das concentrações de células, substrato e etanol.
Abstract
The configuration of industrial fermentation plants in Brazil is predominantly fed-batch culture with cell recycle. In this mode of operation, yeast is exposed to inhibitors through long time periods and under high cell concentrations as well as fluctuations in the quality of the raw material, with impact on process kinetic and operating performance.
In this context, for implementation of suitable operational strategies, it is necessary to have fed-batch kinetic models able to describe the process as much realistic as possible. Bearing this in mind, in this work the alcoholic fermentation by industrial yeast strain and sugarcane juice in fed-batch with cell recycle was assessed. The accuracy of prediction of a mechanistic kinetic model is evaluated not only by their precision in describing experimental observations, but essentially by the challenges involved in the estimation of their parameters. Fed-batch experiments in successive fermentations were performed to develop the method for estimation of kinetic parameters. The model was able to accurately predict the fed-batch fermentations after the yeast treatment step. It was observed an acceptable performance measures (RSD and R2) for prediction of cell, substrate and ethanol concentrations.

RELATÓRIO FINAL DE BOLSISTA – 22º PROGRAMA BOLSAS DE VERÃO DO CNPEM
3
Summary
Resumo/Abstract ......................................................................................................................... 2 1. Introduction ......................................................................................................................... 4 1.1 Background. ............................................................................................................................ 4 1.2 First and Second Generation Ethanol.....................................................................................6 1.3 Ethanol Production in Brazil...................................................................................................7
1.4 The Melle-Boinot Process ......................................................................................................8
1.5 Bacterial and Yeast Contamination.......................................................................................10
2. Objectives ........................................................................................................................... 11 2.1 General Objective ................................................................................................................. 11 2.2 Specific Objectives ................................................................................................................ 11 3. Methodology ....................................................................................................................... 12 3.1 Fed Batch Fermentation: Experimental Part ....................................................................... 12 3.1.1 Materials and methods ................................................................................................. 12 3.2 Analytical Determinations.....................................................................................................15 4. Results .................................................................................................................................... 16 5. Mathematical Modeling........................................................................................................18
5.1 Kinetic model ...................................................................................................................................18
5.2 Fed-Batch Model ............................................................................................................................19
5.3 Parameter Estimation ....................................................................................................................20
5.4 Mathematical Modeling: Results...................................................................................................21
6. Conclusions............................................................................................................................24 7.References...............................................................................................................................25

RELATÓRIO FINAL DE BOLSISTA – 22º PROGRAMA BOLSAS DE VERÃO DO CNPEM
4
1. Introduction
For the last few years, the alternative energy field has been expanding in order to
compensate the fuel demand worldwide dealing with fossil fuels problems such as
unavailability of resources and high greenhouse emissions.
Nowadays, ethanol has been established as the best fuel alternative and a fair
competition to gasoline, replacing approximately 50% of the gasoline that would be
used in Brazil if there wasn’t another option (Goldemberg, 2013).
The cultivation of sugarcane in Brazil is one of the most notorious worldwide,
this makes it a highly available resource for exploitation.
The total use of sugarcane (bagasse and straw included) as raw cellulosic
material has become an important alternative for ethanol industrial production processes
by depolymerizing, through hydrolysis, the cellulose and hemicelluloses fractions into
fermentable sugars (Andrade, 2013).
In Brazil, ethanol has been produced by industrial fermentation processes since
the 20th century. Currently there are 432 mills and distilleries processing about 625
million tons of sugarcane per crop, resulting in a production about 27 billion liters of
ethanol and 38.7 tons of sugar (Amorim and Lopes, 2011).
Even though Brazil is a pioneer and a leader in fermentative processes for
biofuels production, there are still a lot of problems that need to be taken care of, such
as the cost of production, the complete exploitation of sugarcane and the yeast cell
recycling, which is not yet explored as much.
The main purpose of this work is to generate a mathematical model that can
adjust and predict the effects, advantages and disadvantages of cell recycling in fed-
batch fermentation for ethanol industrial production processes.
It is also intended that it can be applied to the processes already being used in
order to improve the efficiency and lower the costs.

RELATÓRIO FINAL DE BOLSISTA – 22º PROGRAMA BOLSAS DE VERÃO DO CNPEM
5
1.1 Background
Due to the fossil energy depletion and the need to reduce green house gas
emissions and their effects on global warming, alternative energy sources must be
developed. Biofuels, derived from renewable resources are realistic and viable
substitutes to fossil fuels.
At the present time, bioethanol, the main biofuel produced by fermentation of
several feedstocks, constitutes a rapid and significant answer to these problems which is
already being taken into account (Amillastre et al., 2012).
Among all forms of producing ethanol, the fermentation route is the most
economically profitable to Brazil. This fact is due mainly to Brazilian geographic
location, type of soil, variety of feedstock and possibility of nationwide cultivation
(Basso et al., 2011).
Brazil is one of the largest producers of sugarcane worldwide and responsible of
sugar accounting for approximately a quarter of the entire world’s production
(Goldemberg, 2013). Thus, Brazil is the most competitive producer of bioethanol from
sugarcane in the world with a well developed domestic market that’s also being
increasingly stimulated by growing sales of flex fuel cars.
At the beginning the priority was to produce anhydrous bioethanol so that it
could be mixed with gasoline; after the world oil crisis that took place in the late 70’s
this objective turned into the initiation of ethanol-powered vehicles. This plan was
successful and it culminated in an increase of vehicles that functioned on hydrated
ethanol in Brazil to the point where the occupation of these cars occurred in almost
100% of the country.
In 2008 bioethanol consumption as a fuel exceeded the consumption of gasoline
in Brazil; currently more than 95% of all the cars sold in Brazil are “flex-fuel” (meaning
they can run either on ethanol or gasoline).
In Brazilian ethanol production industry, the fermentation is a biochemical
process in which glucose, fructose and sucrose (from sugarcane juice and sugarcane
molasses in varying proportion) is metabolized to ethanol by yeast Saccharomyces
cerevisiae in fermentors containing millions of liters. Ethanol yields in the order of 90–

RELATÓRIO FINAL DE BOLSISTA – 22º PROGRAMA BOLSAS DE VERÃO DO CNPEM
6
92% of the theoretical sugar conversion into ethanol were achieved in the last decade
(Della-Bianca et al., 2012).
Gasoline sold in Brazil nowadays contains 25% anhydrous bioethanol. The
expansion of ethanol consumption due to the growing fleet of light vehicles, mainly flex
fuel cars, and increased exports have opened new opportunities for industrial growth.
However, the success of these industries depends on how they solve and face the
challenges that this new fuel brings to the table.
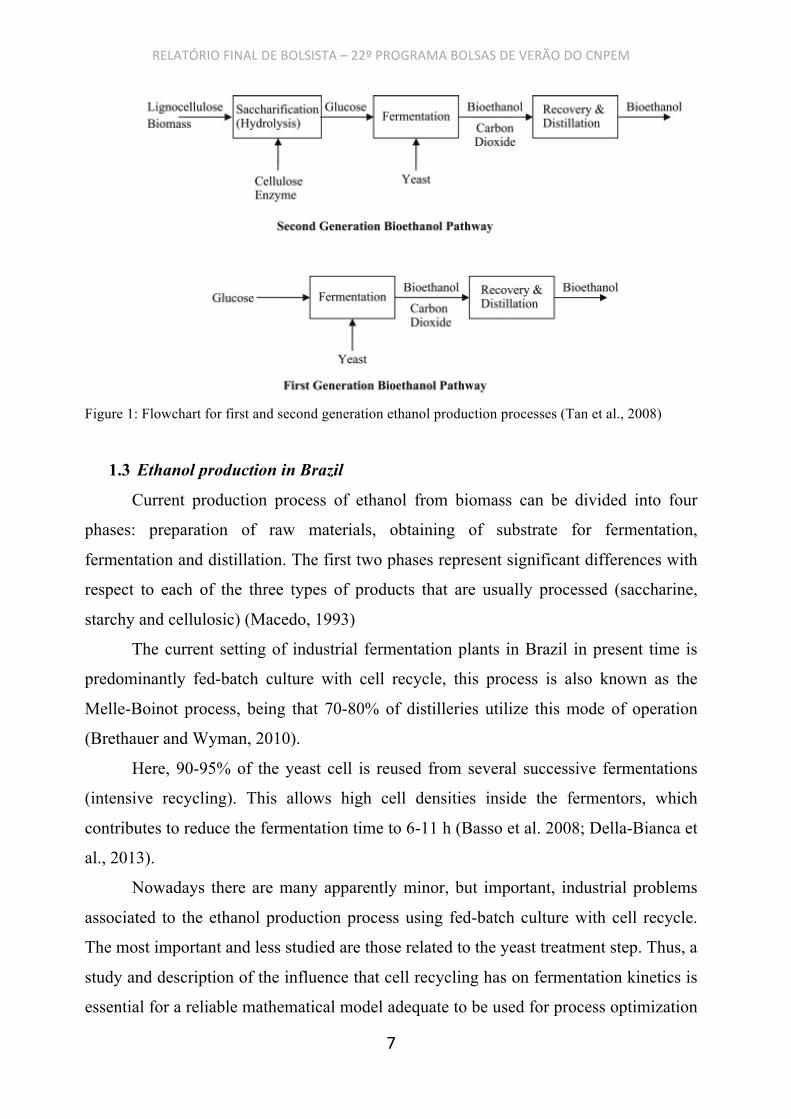
1.2 First and Second Generation Ethanol
At present, there are two main streams in biofuels production: First and Second
generation biofuels (see Figure 1).
• First generation biofuels
First generation or “conventional biofuels” are the one´s produced from raw
materials ready for fermentation; these raw materials don’t mandatorily need a
pretreatment. Some examples of these feedstocks are mainly crops rich in starch such as
grains, sugarcane and corn.
Starch is a glucose-containing polymer which can readily be hydrolyzed by
industrially produced enzymes and fermented by yeast strains. This process is well
known and is being currently applied for industrial production of bioethanol in many
parts of the world, especially in the USA (whit corn as feedstock) and Brazil (with
sugarcane as feedstock).
• Second Generation Biofuels.
Second-generation biofuels are the ones produced from sustainable feedstock.
These feedstocks are usually lignocellulosic materials which need to be pre-treated for
the fermentation (hydrolysis or thermo-chemical pretreatments). After this additional
step, the sugar released during the pretreatment is fermentation ready to produce
ethanol. Wood, bagasse and straw are the most common lignocellulosic resources for
this type of fermentation.
RELATÓRIO FINAL DE BOLSISTA – 22º PROGRAMA BOLSAS DE VERÃO DO CNPEM
7
Figure 1: Flowchart for first and second generation ethanol production processes (Tan et al., 2008)
1.3 Ethanol production in Brazil
Current production process of ethanol from biomass can be divided into four
phases: preparation of raw materials, obtaining of substrate for fermentation,
fermentation and distillation. The first two phases represent significant differences with
respect to each of the three types of products that are usually processed (saccharine,
starchy and cellulosic) (Macedo, 1993)
The current setting of industrial fermentation plants in Brazil in present time is
predominantly fed-batch culture with cell recycle, this process is also known as the
Melle-Boinot process, being that 70-80% of distilleries utilize this mode of operation
(Brethauer and Wyman, 2010).
Here, 90-95% of the yeast cell is reused from several successive fermentations
(intensive recycling). This allows high cell densities inside the fermentors, which
contributes to reduce the fermentation time to 6-11 h (Basso et al. 2008; Della-Bianca et
al., 2013).
Nowadays there are many apparently minor, but important, industrial problems
associated to the ethanol production process using fed-batch culture with cell recycle.
The most important and less studied are those related to the yeast treatment step. Thus, a
study and description of the influence that cell recycling has on fermentation kinetics is
essential for a reliable mathematical model adequate to be used for process optimization

RELATÓRIO FINAL DE BOLSISTA – 22º PROGRAMA BOLSAS DE VERÃO DO CNPEM
8
by predicting the behavior of the fermentation for it to perform in a more efficient way
and thus reduce the costs and time of production, as well as determinate the optimal
conditions for the process to work at its highest levels of performance.
In this work an alcoholic fermentation by an industrial yeast strain
(Saccharomyces cerevisiae from LEB-UNICAMP) and sugarcane juice in fed-batch
with cell-recycle was performed. These experiments were assessed in order to study and
analyze the kinetic model with focus on a method that may be used always a re-
estimation of parameters is required. In this sense, the performance of a mechanistic
kinetic model, considering the effect of cell recycling on the kinetic, is evaluated not
only by their accuracy in describing experimental data, but mainly by the difficulties
involved in the adaptation of their parameters. Fed-batch experiments with cell recycle
were performed to develop the method for estimation of kinetic parameters.
1.4 The Melle-Boinot process
The actual fermentation process was developed in the 1930’s by Firmino Boinot and
this technology was patented in 1937. Melle-Boinot Process is the most popular
fermentation technology being used in Brazil; this process involves yeast recovery for
cell recycling by wine centrifuging.
Yeast cell recycling represents an advantage for the industry because the re-
utilization of the living cell biomass saves sugar and increases the fermentation yield
because, according to Amorim and Lopez (2005), instead of the yeast converting sugar
into the cellular biomass, more sugar is converted into ethanol. For this reason, other
processes worldwide without cell recycle cannot compete with Brazilian distilleries
ethanol yields (Amorim et al., 2011).
Typical configuration of a Melle-Boinot fermentation process is presented in
Table 1.

RELATÓRIO FINAL DE BOLSISTA – 22º PROGRAMA BOLSAS DE VERÃO DO CNPEM
9
Table 1: Data table of Melle-Boinot process’ traditional configuration (Johnson and Seebaluck, 2012)
In the last 30 years this process has been improved allowing Brazilian distilleries
to achieve yields up to 92-93%.This yield refers specifically to ethanol produced from
sugar, nonetheless there are various sub-products such as glycerol, cellular biomass,
succinate and malate (Amorim et al., 2011); now every industrial fermentation plant in
Brazil uses modified Melle-Boinot processes to produce ethanol on an industrial scale.
• Disadvantages of the Melle-Boinot process
Despite the high level yields that this process achieves, it presents a few
significant problems such as contamination risks and loss of activity because of cell
recycling and stressful conditions.
In fermentation process with cell recycling the yeast cells are being constantly
submitted to stressful conditions such as high ethanol levels, low pH, temperature,
excess of salts and mineral deficiency among others; due to this the first challenge
nowadays for process improvements is the comprehension of how this parameters affect
the yeast cells and the fermentation. Although several laboratories are now working in
the reproduction of these conditions at bench scale, it’s still very difficult to understand
how the yeast is being affected at an industrial scale since the results of other
fermentation processes can’t be applied to the Brazilian distilleries because of the
difference in the conditions between sugar cane and other feedstocks such as wheat,
corn, etc (Amorim et al, 2011).

RELATÓRIO FINAL DE BOLSISTA – 22º PROGRAMA BOLSAS DE VERÃO DO CNPEM
10
1.5 Bacterial and yeast contamination
As it was mentioned earlier, one of the problems that the fed-batch industrial
fermentation process presents is the high risk of contamination, which can be by
bacteria and wild yeast that end up competing with the selected yeast to survive in the
fermentors.
Among the main contaminants of alcoholic fermentations we can find species
such as Lactobacillus and Bacillus. Between the factors that allow the contaminating
microorganisms to enter into the process are the successive recycling of tons of yeast
cells everyday and the difficulties to sterilize large volumes of juice and water. At the
present time, these bacterial populations are being controlled with acid treatments,
antibiotics and chemical biocides that aren’t harmful for the yeast cells.

RELATÓRIO FINAL DE BOLSISTA – 22º PROGRAMA BOLSAS DE VERÃO DO CNPEM
11
2. Objectives
2.1 General Objective:
The main purpose of this work is to evaluate the prediction accuracy of a
mechanistic kinetic model not only by its precision in describing experimental
observations, but essentially by the challenges involved in the estimation of their
parameters.
2.2 Specific Objectives:
1. Development of experiments for a fed-batch fermentation process with cell recycles
using industrial yeast strain and sugarcane juice.
2. Development and testing of a modeling approach for the kinetic parameter
estimation with focus on a method that may be used when a re-estimation or
comparison of parameters is required.
2.1 Evaluate optimization criteria expressions to find optimal values for the
parameters that result in the closest fit between the experimental
observations and the simulated response variables.
2.2 Evaluate the performance of the model considering the effect of cell
recycling on the kinetic.

RELATÓRIO FINAL DE BOLSISTA – 22º PROGRAMA BOLSAS DE VERÃO DO CNPEM
12
3. Methodology
3.1 Fed Batch Fermentation: Experimental Part
For the first part of this study a fed-batch fermentation experiment was assessed
to produce the appropriate conditions to emulate the industrial conditions of the
Brazilian industrial alcoholic fermentation.
The characteristics of this experiment are presented in Figure 2.
Figure 2: Flowsheet of the yeast treatment with operational specifications
3.1.1 Materials and methods • Microorganism
The Saccharomyces cerevisiae strain used in this work was an un-named strain
cultivated in the Development Bioprocess Laboratory at CTBE (see Figure 3) and
obtained from the Faculty of Food Engineering/ State University of Campinas,
originally coming from an industrial ethanol distillery. The strain was maintained on
agar plates that were prepared per liter of desmineralized water: yeast extract, 10 g;
peptone, 20 g; glucose, 20 g; and agar, 20 g.
Figure 3: Saccharomyces cerevisiae Experiment 401.13.00.001.004 Time 1 and Time 6 photographed with 100X objective
Bioflo Fermentor 115 -‐ 3L (0.8-‐2.2 L)
•Agitation: 100 rpm•Temperature: 33.0°C•Time: ~10 hours.•pH: 5•Fermentor final total volume: 2000 mL.•Inoculum Volume: 500 mL•Total must volume: 1500 mL.•Volume per Fermentation: 1500 mL•Number of recycles: 5
Must
•Glucose SolutionPA 500g/L: 1800.00 mL•Water: 7200.00 mL
RELATÓRIO FINAL DE BOLSISTA – 22º PROGRAMA BOLSAS DE VERÃO DO CNPEM
13
Previous the inoculum preparation, three slopes from agar plate were transferred
to liquid complex medium containing per liter of desmineralized water: yeast extract, 10
g; peptone, 20 g; and glucose, 20 g. This step named pre inoculum aimed cells
activation that was performed in flask shaker culture for 24 hours at 33°C and 250 rpm.
• Inoculum and cultivation
The complex medium used for inoculum and cultivation contained the following
per liter of desmineralized water: K2SO4, 6.6 g; KH2PO4, 3 g; MgSO4, 0.5 g;
CaCl2.2H2O, 1.0; and yeast extract, 5.0 g. After autoclaving at 121°C for 15 minutes, the
medium was cooled to room temperature. Thereafter, filter-sterilized elements were
added in the following concentration per liter: urea, 2.3 g; thiamine, 3.0 g; EDTA, 15
mg; ZnSO4.7H2O, 4.5 mg; CoCl2.6H2O, 0.3 mg; MnCl2.4H2O, 0.84 mg; CuSo4.5H2O,
0.3; FeSO4.7H2O, 3 mg; NaMoO4.2H2O, 0.4 mg; H3BO3, 1 mg; and KI, 0.1 mg. The
carbon source, 80 g/ L of glucose, was sterilized separately at 121°C for 15 minutes.
The inoculum culture was performed in Erlenmeyer flask for 24 hours, 33°C and
250 rpm in an orbital shaker incubator (Innova 44 New Brunswick). After that the
inoculum was centrifuged in a Sorvall centrifuge at 8000 rpm for 20 minutes, then the
supernatant was discarded and the cells were suspended in sterilized water up to 200 mL
and transferred to the cultivation bioreactor aseptically. The cultivation was performed
at 33°C in a bioreactor (Bioflo 115; New Brunswick Scientific) (as shown in Figure 4)
in fed batch configuration in cascade control with agitation and air flow to maintain the
dissolved) O2 concentration above 60% of saturation with air. Thereafter, the yeast
culture was centrifuged in a Sorvall centrifuge at 8000 rpm for 20 minutes, then the
supernatant was discarded and the cells were suspended in sterilized water (quantity
sufficient for 800 mL) and transferred to the bioreactor for alcoholic fermentations.

RELATÓRIO FINAL DE BOLSISTA – 22º PROGRAMA BOLSAS DE VERÃO DO CNPEM
14
• Alcoholic fermentation medium
Figure 4: Fed-batch fermentation in Bioflo fermentor 115.
The substrate used for alcoholic fermentations was slight the same of cultivation but
glucose concentration was per liter of desmineralized water 198.53 g in the first recycle,
197.78 g in the second recycle and 136.44 g in the third recycle. The alcoholic
fermentations were performed with cells recycling in the fed batch configuration as is
usual in industrial Brazilian process (Melle-Boinot). However the cell density was not
high as at industrial process (approximately 30 g/ L in the end of must feed) whereas the
main aim in these experiments was to obtain many data to obtain kinetic tendency in fed
batch.
The yeast cells required were obtained previously in the cultivation step. The batch
feeding using must was performed in nine hours (flow of 2.26 mL/min) up to the final
volume of 2 L. After that, the wine was then centrifuged meaning not ensure that all
sugar was consumed. The fermented wine was centrifuged at 8000 rpm for 20 minutes
in a Sorvall centrifuge then the yeast was suspended with sterilized water and
centrifuged again in the same condition above. The centrifuged yeast biomass was
carried back to the bioreactor for treatment with H2SO4 under pH of 3.0 and aeration
during one hour. This treatment was performed before each fermentative cycle during
yeast cell recycling in other words fermentation and yeast recover step and recycle were
carried out for four cycles (see figure 5).
Samples were taken on every hour of each fermentation cycle in triplicates, for them
to be analyzed later and determinate the products and the yields of the fermentation and

RELATÓRIO FINAL DE BOLSISTA – 22º PROGRAMA BOLSAS DE VERÃO DO CNPEM
15
discuss how does the cell recycling affects the yeast cells and impact on the
fermentation kinetics.
Figure 5: Yeast treatment flow sheet with condition specifications.
3.2 Analytical determinations
Concentrations of glucose and ethanol were detected by high-performance liquid
chromatography (HPLC) Dionex Ultimate 3000 with IR detector Shodex RI-101,
Aminex column HPX-87H 300 mm x 7.8 mm at 50°C and 0.5 mL/min of sulfuric acid 5
mM as eluent phase. Measurements of the dry weight mass were carried out in triplicate
and determined gravimetrically after centrifuging, washing two times with water and
drying at 80°C until constant weight in the analytical balance.
1st. Recovery
Fermentation
Reinvigoration
2nd Recovery
De-‐yeasted wine
Detoxification
Cells
must
Yeast Treatment
H2SO4pH=3
T=30 min.150 rpm0.1 vvm
RELATÓRIO FINAL DE BOLSISTA – 22º PROGRAMA BOLSAS DE VERÃO DO CNPEM
16
4. Results
The first part of this study includes data obtained from 5 fed-batch fermentations (4
cell recycles) in which the triplicate samples of each fermentation cycles were weight to
determine the dry mass data contained in 2 mL eppendorfs: MA (empty eppendorf’s
weight), MD (eppendorf’s weight with dry cell weight) and MC (dry cell weight).
These data were analyzed in order to obtain concentration values for the samples.
As it was previously mentioned, the samples were taken in triplicates and to avoid any
probabilistic error, the standard deviation between the 3 samples was calculated. The
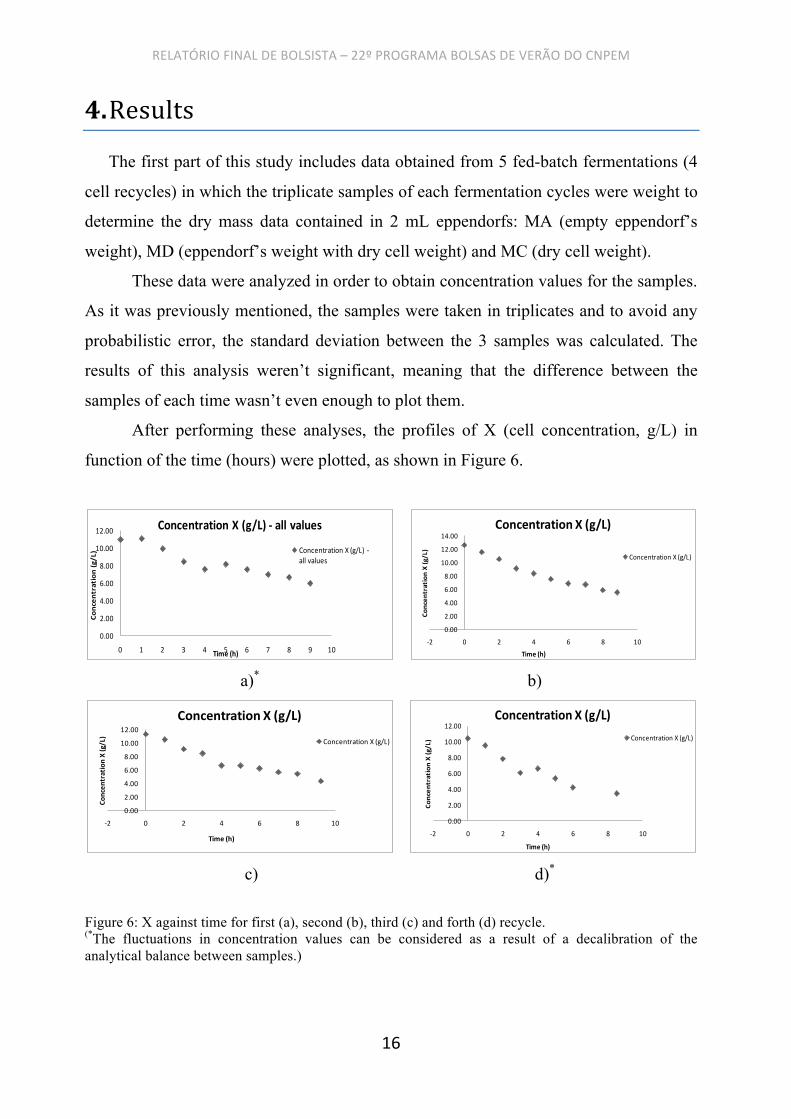
results of this analysis weren’t significant, meaning that the difference between the
samples of each time wasn’t even enough to plot them.
After performing these analyses, the profiles of X (cell concentration, g/L) in
function of the time (hours) were plotted, as shown in Figure 6.
a)* b)
c) d)*
Figure 6: X against time for first (a), second (b), third (c) and forth (d) recycle. (*The fluctuations in concentration values can be considered as a result of a decalibration of the analytical balance between samples.)
0.00
2.00
4.00
6.00
8.00
10.00
12.00
0 1 2 3 4 5 6 7 8 9 10
Concen
tration (g/L)
Time (h)
Concentration X (g/L) -‐ all values
Concentration X (g/L) -‐all values
0.00
2.00
4.00
6.00
8.00
10.00
12.00
14.00
-‐2 0 2 4 6 8 10
Concen
tration X (g/L)
Time (h)
Concentration X (g/L)
Concentration X (g/L)
0.00
2.00
4.00
6.00
8.00
10.00
12.00
-‐2 0 2 4 6 8 10
Concen
tration X (g/L)
Time (h)
Concentration X (g/L)
Concentration X (g/L)
0.00
2.00
4.00
6.00
8.00
10.00
12.00
-‐2 0 2 4 6 8 10
Concen
tration X (g/L)
Time (h)
Concentration X (g/L)Concentration X (g/L)
RELATÓRIO FINAL DE BOLSISTA – 22º PROGRAMA BOLSAS DE VERÃO DO CNPEM
17
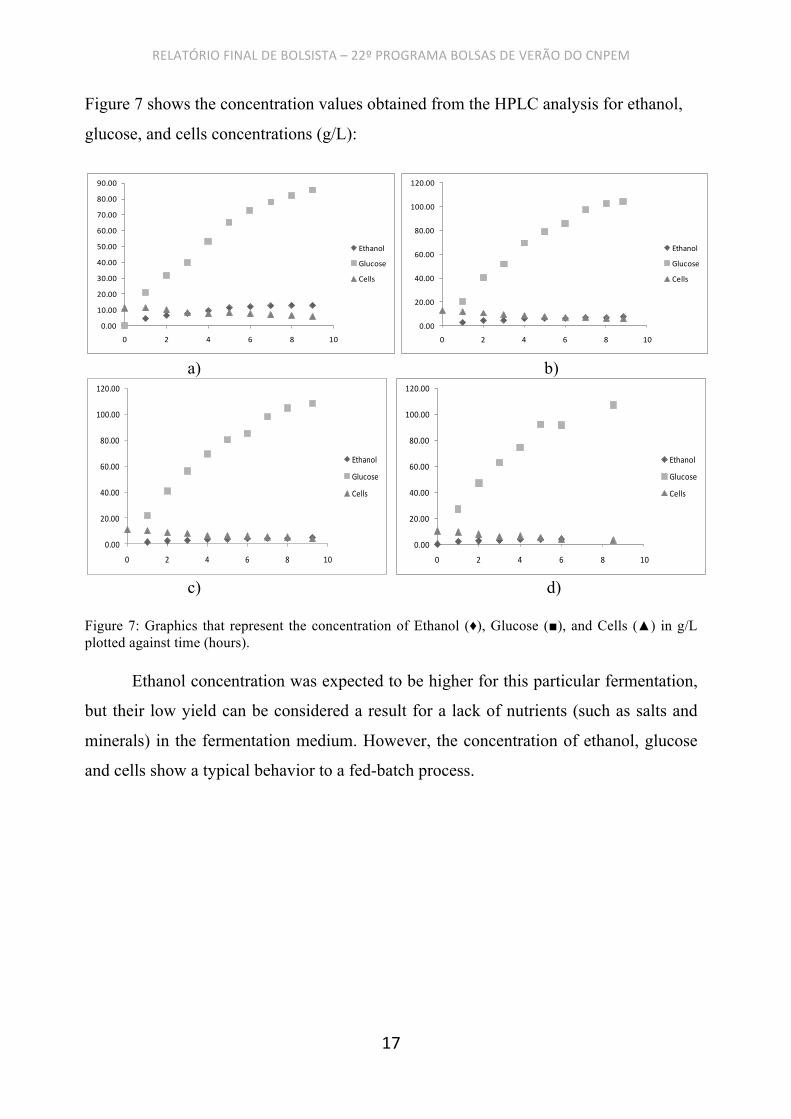
Figure 7 shows the concentration values obtained from the HPLC analysis for ethanol,
glucose, and cells concentrations (g/L):
a) b)
c) d)
Figure 7: Graphics that represent the concentration of Ethanol (♦), Glucose (■), and Cells (▲) in g/L plotted against time (hours).
Ethanol concentration was expected to be higher for this particular fermentation,
but their low yield can be considered a result for a lack of nutrients (such as salts and
minerals) in the fermentation medium. However, the concentration of ethanol, glucose
and cells show a typical behavior to a fed-batch process.
0.00
10.00
20.00
30.00
40.00
50.00
60.00
70.00
80.00
90.00
0 2 4 6 8 10
Ethanol
Glucose
Cells
0.00
20.00
40.00
60.00
80.00
100.00
120.00
0 2 4 6 8 10
Ethanol
Glucose
Cells
0.00
20.00
40.00
60.00
80.00
100.00
120.00
0 2 4 6 8 10
Ethanol
Glucose
Cells
0.00
20.00
40.00
60.00
80.00
100.00
120.00
0 2 4 6 8 10
Ethanol
Glucose
Cells

RELATÓRIO FINAL DE BOLSISTA – 22º PROGRAMA BOLSAS DE VERÃO DO CNPEM
18
5. Mathematical modeling
This section presents the considerations required to develop a model-based
technique for the estimate of the kinetic parameters.
5.1 Kinetic model
The state variables involved in this fed-batch process were concentration of total
cell mass, X (kg/m3), concentration of substrate, S (kg/m3) and concentration of ethanol,
P (kg/m3).
Experimental observations have shown that cell, substrate and product inhibitions
are significant for ethanol fermentation (Rivera et al., 2007; Andrade et al., 2013). Eq
(1) shows the cell growth rate equation, rx, which includes terms for such types of
inhibitions:
XPP1
XX1S)Kexp(
SKSµr
n
max
m
maxi
smaxx ⎟⎟
⎠
⎞⎜⎜⎝
⎛−⎟⎟
⎠
⎞⎜⎜⎝
⎛−−
+= (1)
where µmax is the maximum specific growth rate (h−1), Ks the substrate saturation
constant (kg/m3), Ki the substrate inhibition parameter (m3/kg), Xmax the cell
concentration where the growth ceases (kg/m3), Pmax the ethanol concentration where
the cell growth ceases (kg/m3), and m and n are empirical parameters.
In this study, a modified Luedking-Piret expression was used to account for the ethanol
formation rate, rp, as shown in Eq (2). This rate depended on the specific growth rate
and cell concentration (X). Yp/x (kg/kg) is the product yield based on cell growth, βm
(kg/kg h) is a parameter associated with maintenance, and Kβs (kg/m3) a saturation
parameter.
XSKSβ
rΥrβs
mxp/xp ++= (2)
The substrate consumption rate, rs, was expressed as follows:
Xm)/Υ(rr sxxs += (3)
Were Yx (kg/kg) and ms (kg/kg h) denote the limit cellular yield and maintenance
parameter.

RELATÓRIO FINAL DE BOLSISTA – 22º PROGRAMA BOLSAS DE VERÃO DO CNPEM
19
5.2 Fed-batch model
Mechanistic models comprise the mass balance differential equations, with
microorganism growth, substrate consumption and ethanol formation for a fed-batch
reactor described as follows:
- Total biomass
VXFr
dtdX A
x −= (4)
- Substrate
sAA rV
)(SFdtdS
−−
=S
(5)
- Ethanol
VPF
rdtdP A
p −= (6)
- Volume
AFdtdV
= (7)
The mass balance differential equations were solved with the using the
Livermore Solver for Ordinary Differential Equations (LSODE, Radhakrishnan and
Hindmarsh 1993).
Figure 8: General framework of the model-based approach used to estimate the kinetic parameters
Fed-‐batch model
State variables(Xn, Sn, Pn)
Fixed kinetic parameters
Guess to the influential kinetic parameters
Re-‐estimate the influentialkinetic parameters byoptimization algorithms
-‐ Initial conditions values: X0,S0,P0(kg/m3)-‐ Feeding time (h)-‐ Feed stream flow rate (m3/h)-‐ Feed substrate concentration (kg/m3)
Minimize cost function: E(θ)
Experimental data (Xen,Sen,Pen)
Stop?
End
Optimization step
Initial dataset

RELATÓRIO FINAL DE BOLSISTA – 22º PROGRAMA BOLSAS DE VERÃO DO CNPEM
20
5.3 Parameter estimation method
The proposed method for estimation of kinetic parameters is shown in Figure 1.
First the kinetic parameters are initialized (including fixed parameters and the
parameters to be estimated) as well as the operational conditions values for the fed-
batch process (Feeding time tF; Feed stream flow rate, FA and Feed substrate
concentration, SA). After this step, the method proposed can find optimal values for the
parameters that produce the best fit between the experimental observations and the
simulated response variables by minimizing cost functions, Eq (8), Eq (9).
∑=
−+
−+
−=np
1n2max
2nn
2max
2nn
2max
2nn
Pe)Pe(P
Se)Se(S
Xe)Xe(X
)θ(E
∑=
⎟⎠
⎞⎜⎝
⎛ −
−+
⎟⎠
⎞⎜⎝
⎛ −
−+
⎟⎠
⎞⎜⎝
⎛ −
−=np
1n2
nn
2nn
2nn
2nn
2nn
2nn
2PeP
)Pe(P
2SeS
)Se(S
2XeX
)Xe(X)θ(E
Where θ is the vector of kinetic parameters constrained by bounds within a
realistic range, i.e, biological meaning. Xen, Sen and Pen are the experimental
observations of cell; substrate and ethanol concentrations at the sampling time n. Xn, Sn
and Pn are the concentrations computed by the model at the sampling time n. Xemax,
Semax and Pemax are the maximum measured concentrations.
If a stopping criterion is reached, the estimation is finished. If not, the algorithm
re-estimates the parameters using an optimization technique based on Genetic
Algorithm and Quasi-Newton method. The determination of the feasible region of the
total search space in the multi-parameter optimization of a mechanistic model is not a
trivial procedure. For that reason, in this study, the optimization procedure is based on
the combination of two optimization techniques. Initially, the potential of global
searching of Genetic Algorithm (GA) was explored for simultaneous estimation of the
initial guesses for a set of kinetic parameter in the model. Subsequently, the quasi-
Newton algorithm (QN), which converges much more quickly than GA to the optimal
values, was used to continue the optimization of the kinetic rate constants near to the
global optimum region.
(8)
(9)

RELATÓRIO FINAL DE BOLSISTA – 22º PROGRAMA BOLSAS DE VERÃO DO CNPEM
21
5.4 Mathematical modeling: Results and Discussion
Experiments used in this study were obtained following the methodology as
describe in Section 3. The difference lays in the fact that for the first experimental study
(Section 3) the sampling process and the data correspond only to the fed-batch part of
the process because the fermentation was stopped right after the must feeding emptied
completely. On the other hand, the experimental results for the mathematical modeling
study also include the batch part of the process and the natural curse of the fermentation
as can be seen in Figures 9 and 10.
Table 2: Initial values and operational conditions of the experiments
Fermentation 1
Fermentation 2
Fermentation 3
Fermentation 4
Initial values X0 (kg/m3) 17.95 3.37 15.52 4.22 S0 (kg/m3) 9.84 14.55 14.56 11.13 P0 (kg/m3) 40.55 44.15 44.83 44.65
Operational conditions
V0 (m3) 0.5 0.5 0.5 0.5 SA (kg/m3) 171.7 171.7 171.7 171.7 FA (m3/h) 0.43 0.26 0.22 0.23 tF (h) 2 3 3 3
The parameter estimation process requires appropriate initial guess values to start
the optimization process. This step is critical to find the optimal values of the
parameters that minimize the error between the experimental and simulation data.
Fortran routines was used to accomplish this procedure. Two cost functions were
compared (Equations 8 and 9) and the results are show in Table 3.
The parameters shaded in green were the only ones varied during the adjustment.
In this study, mp, βm, Kβs also were studied. The remaining ones were fixed in the
previous values used in several studies (Atala et al., 2001; Rivera et al., 2007, Andrade
et al., 2013 ), as follows: Ks = 4.1 (kg/m3), Ki = 0.004 m3/kg, m = 1.0 and n = 1.5.

RELATÓRIO FINAL DE BOLSISTA – 22º PROGRAMA BOLSAS DE VERÃO DO CNPEM
22
Table 3: Estimated parameters values using cost function in Equations 8 (Obj. Eqn. 1) and Equation 9 (Obj. Eqn. 2).
Obj. Eqn. 1 Obj. Eqn. 2 Obj. Eqn. 1 Obj. Eqn. 2 Obj. Eqn. 1 Obj. Eqn. 2 Obj. Eqn. 1 Obj. Eqn. 2Ks (Kg/m3) Substrate Saturation parameter. 4.1 4.1 4.1 4.1 4.1 4.1 4.1 4.1
Ki (m3/kg) Substrate inhibition coefficient. 0.02 0.02 0.02 0.02 0.02 0.02 0.02 0.02
Pmax (g/L) Product concentration whe cell growth ceases. 75.61201899 92.7767951 72.459508 71.67815207 128.0495434 104.7110895 76.4021715 78.12817597
Xmax (g/L) Biomass concentration when cell growth ceases.100.8944462 93.39447076 98.176 94.17771218 45.27023103 69.85805492 63.20667339 76.22623341n Product inhibition parameter. 1.5 1.5 1.5 1.5 1.5 1.5 1.5 1.5m Cellular inhibition parameter. 1 1 1 1 1 1 1 1
Ypx (kg/kg) Product yield based on cell growth. 9.6993 10.23472122 5.5924 5.53461521 9.840849015 9.809487592 9.079148271 9.356566396
µmax (h-1) Maximum specific growth rate. 0.3057 0.365345316 0.3484 0.432892842 0.03555624 0.262421984 0.229800896 0.212278924
ms (kg/[kg h] Maintenance parameter. 1 1 1 1 0.85 0.85 0.84 0.84
βm (kg/[kg h]) Growth associated Ethanol production. 0.795 0.795 0.917 0.917 0.482 0.482 0.55 0.55
Kβs (kg/m3) Saturation Parameter. 12.75 12.75 13.65 13.65 5.96 5.96 5.84 5.84
Yx (kg/kg) Limit cellular yield. 1.1328 0.015177643 0.100301138 0.012840896 0.076578042 0.077629355 0.076861025 0.077082446
Ferm. 1 Ferm. 2 Ferm. 3 Ferm. 4Parameter Description
Figure 9: Cell (X), substrate (S) and ethanol (P) concentrations plotted against time, being the dotted line (---) the plot corresponding to equation (8) and the continuous line corresponding to equation (9). a), b), and c) correspond to Recycle 1; d), e) and f) correspond to recycle 2.
a)
b)
c)
d)
f))
e)

RELATÓRIO FINAL DE BOLSISTA – 22º PROGRAMA BOLSAS DE VERÃO DO CNPEM
23
Figure 10: cell (X), substrate (S) and ethanol (P) concentrations plotted against time, being the dotted line (---) the plot corresponding to equation (8) and the continuous line corresponding to equation (9). g), h), and i) correspond to Recycle 3; j), k) and l) correspond to recycle 4. Table 4: Statistical Criteria to characterize the prediction quality of the fed batch model:
X S P X S PRSD(%) 5.03 12.22 3.02 5.96 8.35 6.35
R20.97 1.00 1.00 0.99 1.00 1.00
RSD(%) 11.56 22.96 6.52 7.94 23.98 4.99
R20.98 0.98 1.00 0.98 0.98 1.00
RSD(%) 6.37 7.83 7.82 4.81 10.42 9.36
R20.99 0.99 0.99 0.98 0.99 0.98
RSD(%) 7.20 4.90 7.12 6.21 6.00 7.19
R21.00 1.00 1.00 1.00 0.99 1.00
Obejctive equation 2.
RECYCLE 4
RECYCLE 1
RECYCLE 2
RECYCLE 3
Objective equation 1.
The performance of the model in describing the experimental observations for
Fermentations is shown in Figures 9 and 10 and quantified through the RSD(%)
(Residual Standard Deviation) and R2 (correlation coefficient) (Rivera et al., 2007).
From these criteria, it was concluded that the model described the experimental data
accurately, as evaluated by RSD(%) values. Furthermore, in all cases R2 was close to
unity, indicating a good fit of the model, as can be seen in Table 4.
g)
h)
i)
j)
k)
l)

RELATÓRIO FINAL DE BOLSISTA – 22º PROGRAMA BOLSAS DE VERÃO DO CNPEM
24
6. Conclusions
This work presents results from the development and testing of a modeling approach
for the estimation parameters in fed-batch fermentation with high cell densities
intensively recycled. Even considering that the kinetic rate expressions are known in the
mechanistic model, the estimation problem is complex and time consuming.
This suggests that using a model in a situation where frequent parameter re-
estimation is necessary, such as the studied system could be a limitation. In this work, a
model-based approach has been developed using a mechanistic model and optimization
algorithms that have been widely used for modeling and optimization purposes in
engineering application.
Based on this approach, a mechanistic model was obtained and its performance in
describing the dynamic behavior of cell, substrate and ethanol concentrations during
fed-batch fermentation was assessed. Model predictions using the experimental
observations provided acceptable performance measures (RSD and R2). Finally, it can
be said that the use of this approach enables a rapid determination of a mathematical
description of fed-batch fermentation processes that can be used for optimization and
control.

RELATÓRIO FINAL DE BOLSISTA – 22º PROGRAMA BOLSAS DE VERÃO DO CNPEM
25
7. References
Amillastre E., Aceves-Lara C.A., Uribelarrea J.L., Alfenore S., Guillouete S.E, 2012. Dynamic model of temperature impact on cell viability and major product formation during fed-batch and continuous ethanolic fermentation in Saccharomyces cerevisiae. Bioresour Technol; 117C :242-250.
Amorim Henrique V., Lopez L. Mario., 2005. Yeast Selection for fuel ethanol
production in Brazil. FEMS Yeast Research. Volume 8, Issue 7. Andrade R.R, 2007., Procedimento Para o Desenvolvimento De Um Modelo
Mstemático Robusto Para o Processo De Fermentacao alcoólica. Dissertação de Mestrado. Campinas 2007.
Andrade R.R., Rivera E.C., Atala, D.I.P., Maciel Filho R., Maugeri Filho F., Costa,
A.C., 2009. Study of kinetic parameters in a mechanistic model for bioethanol production through a screening technique and optimization, Bioprocess Biosyst. Eng. 32, 673-680.
Andrade R.R., Maugeri Filho F., Maciel Filho, R., Costa A.C., 2013. Kinetic of ethanol
production from sugarcane bagasse enzymatic hydrolysate concentrated with molasses under cell recycle, Bioresource Tech. 130, 351-359.
Atala D.I.P., Costa A.C., Maciel Filho R., Maugeri Filho F., 2001. Kinetics of ethanol
fermentation with high biomass concentration considering the effect of temperature, App. Biochem. Biotechnol. 91-93, 353-366.
Basso L.C., Amorin H.V., Oliveira A.J., Lopes M.L., 2008. Yeast selection for fuel
ethanol production in Brazil, FEMS Yeast Res. 8, 1155-1163. Basso L.C., Basso T.O., Rocha S.N., 2011. Ethanol production in Brazil: The industrial
process and its impact on yeast fermentation. In: Biofuel Production – Recent developments and prospects, Eds. Bernardes M.A.D.S., InTech, Rijeka, Croatia.
Brethauer S., E. Wyman C.,2010, Review: Continuous hydrolysis and fermentation for
cellulosic ethanol production, Bioresource Technology. Della-Bianca B.E., Basso T.O., Stambuk B.U., Basso L.C., Gombert A.K., 2013. What
do we know about the yeast strains from the Brazilian fuel ethanol industry?, Appl. Microbiol. Biotechnol. 97, 979-991.

RELATÓRIO FINAL DE BOLSISTA – 22º PROGRAMA BOLSAS DE VERÃO DO CNPEM
26
Henrique V. Amorim, Lopes M.L., Velasco de Castro J., Buckeridge M.S., Henrique G.G., 2011, Scientific challenges of Bioethanol Production in Brazil., Appl. Microbiol. Biotechnol. 91, 1267-1275.
J. Goldemberg., 2013. Sugarcane Ethanol: Strategies to a successful program in Brazil.
Advanced Biofuels and Bioproducts Part 1, Chapter 2. Johnson and Seebaluck, 2012. Bioenergy for Sustainable Development and
International Competitiveness: The Role of Sugarcane in Africa. Experimental Agriculture Vol. 49.
Macedo et. al., 1993. Sugarcane etanol: Contributions to climate challenge mitigation
and the environment. Chapter 4. Oliveira L. M., Valdes Serra J.C., Magalhães K.B., 2012 Estudo Comparativo Das
Diferentes Tecnologias Utilizadas Para Producao De Etanol. Geo-Ambiente on-line. 1,4-6.
Rivera E.C., Costa A.C., Andrade R.R., Atala D.I.P, Maugeri Filho F., Maciel Filho R.,
2007. Development of adaptive modeling techniques to describe the temperature-dependent kinetics of biotechnological process, Biochem. Eng. J. 36, 157-166.
Tan T.K., Lee K.T. Mohamed, A.R., Role of energy policy in renewable energy
accomplishment: The case of second-generation bioethanol, Energy Policy 36, 3360-3365.