sake and tennesse whiskey manufacture
TRANSCRIPT

8/3/2019 Sake and Tennesse Whiskey Manufacture
http://slidepdf.com/reader/full/sake-and-tennesse-whiskey-manufacture 1/12
FOOD TECHNOLOGY
SEMINAR
PRODUCTION OF
SAKE WINE
BOURBON WHISKEY

8/3/2019 Sake and Tennesse Whiskey Manufacture
http://slidepdf.com/reader/full/sake-and-tennesse-whiskey-manufacture 2/12
SAKE MANUFACTURE
Introduction
SAKE is a rice-based alcoholic beverage of Japanese origin.Sake is also referred to in English as a form of rice wine. However, unliketrue wine, in which alcohol is produced by fermenting the sugar naturally presentin fruit, sake is made through a brewing process more like that of beer , thus it ismore like a rice beer than a rice wine. To make beer or sake, the sugar neededto produce alcohol must first be converted from starch. However, the brewingprocess for sake differs from beer brewing as well, notably in that for beer, theconversion of starch to sugar and sugar to alcohol occurs in two discrete steps,but with sake they occur simultaneously. Additionally, alcohol content also differsbetween sake, wine, and beer. Wine generally contains 9–16%alcohol[1] and most beer is 3–9%, whereas undiluted sake is 18–20% alcohol,
although this is often lowered to around 15% by diluting the sake with water prior to bottling.
History
The production of sake began in Japan sometime after the introduction of wet-rice culture in the third century B.C.E. The first written record of sake dates fromthe third century C.E., and the first reference to its manufacture from the eighthcentury C.E.
The history of sake is not well documented and there are a number of theoriesabout how it was discovered. One theory suggests that the brewing of an
alcoholic beverage using rice started in China, along the Yangtze River, and wassubsequently exported to Japan. Another theory traces sake brewing back to theadvent of wet-rice cultivation in the third century B.C.E., when a combination of water and rice, if left untouched for a while, could have resulted in molds andfermentation. The first sake was called kuchikami no sake, or "mouth-chewedsake," and was made by people chewing rice, chestnuts, millet, and acorns, andspitting the mixture into a tub. The enzymes from the saliva allowed the starchesto saccharify (convert to sugar). Then this sweet mixture was combined withfreshly cooked grain and allowed to naturally ferment. This early form of sakewas probably low in alcohol and consumed like porridge. This method was alsoused by indigenous peoples to manufacture cauim in Brazil and pulque in central
Mexico. Chinese millet wine made in this way, is mentioned in inscriptions fromthe fourteenth century B.C.E. as an offering to the gods in religious rituals. Later,from approximately the eighth century B.C.E., rice wine, with a formula almostexactly like that of the later Japanese sake, became popular in China.

8/3/2019 Sake and Tennesse Whiskey Manufacture
http://slidepdf.com/reader/full/sake-and-tennesse-whiskey-manufacture 3/12
The Sake Brewing Process
Five crucial elements are involved in brewing sake -- water, rice, technical skill,yeast, and land / weather. More than anything else, sake is a result of a brewingprocess that uses rice and lots of water. In fact, water comprises as much as
80% of the final product, so fine water and fine rice are natural prerequisites if one hopes to brew great sake. But beyond that, the technical skill needed to pullthis all off lies with the toji (head brewers), the type of yeast they use, and thelimitations entailed by local land and weather conditions. Please visit the linksshown above for a detailed review of the crucial ingredients.
Rice Milling
After proper sake rice (in the case of premium sake, anyway) has beensecured, it is milled, or polished, to prepare it for brewing good sake. This is notas simple as it might sound, since it must be done gently so as to not generatetoo much heat (which adversely affects water absorption) or not crack the rice
kernels (which is not good for the fermentation process). In the photo on left, therice in top left corner is unmilled, the rice next to it has only 70% of kernelremaining, while the rice at bottom has been milled so only 35% remains. Thephoto at top right (with red background) shows rice ground to 50%. The amountof milling greatly influences the taste.
Washing and Soaking
Next, the white powder (called nuka) left on the rice after polishing is washedaway, as this makes a significant difference in the final quality of the steamedrice. (It also affects the flavor of table rice; try washing your rice very thoroughlyand notice the difference in consistency and flavor.) Following that, it is soaked
to attain a certain water content deemed optimum for steaming that particular rice. The degree to which the rice has been milled in the previous stepdetermines what its pre-steaming water content should be. The more a rice hasbeen polished, the faster it absorbs water and the shorter the soaking time.Often it is done for as little as a stopwatch-measured minute, sometimes it isdone overnight.
Steaming
Next the rice is steamed. Note this is different from the way table rice isprepared. It is not mixed with water and brought to a boil; rather, steam is
brought up through the bottom of the steaming vat (traditionally called a koshiki)to work its way through the rice. This gives a firmer consistency and slightlyharder outside surface and softer center. Generally, a batch of steamed rice isdivided up, with some going to have koji mold sprinkled over it, and some goingdirectly to the fermentation vat. (Photo at left: rice steaming in koshiki, or vat).

8/3/2019 Sake and Tennesse Whiskey Manufacture
http://slidepdf.com/reader/full/sake-and-tennesse-whiskey-manufacture 4/12
Koji Making (Seigiku)
This is the heart of the entire brewing process, really, and could have severalchapters, if not books, written about it. Summarizing, koji mold in the form of adark, fine powder is sprinkled on steamed rice that has been cooled. It is then
taken to a special room within which a higher than average humidity andtemperature are maintained. Over the next 36 to 45 hours, the developing koji ischecked, mixed and re-arranged constantly. The final product looks like ricegrains with a slight frosting on them, and smells faintly of sweet chestnuts. Koji isused at least four times throughout the process, and is always made fresh andused immediately. Therefore, any one batch goes through the "heart of theprocess" at least four times. (Photo: Koji being cultivated in small trays, and agrain of rice cultavated with koji mold).
The yeast starter
A yeast starter, or seed mash of sorts, is first created. This is done by mixing
finished koji and plain steamed white rice from the above two steps, water and aconcentration of pure yeast cells. Over the next two weeks, (typically) aconcentration of yeast cells that can reach 100 million cells in one teaspoon isdeveloped.
The Mash (Moromi)
After being moved to a larger tank, more rice, more koji and more water areadded in three successive stages over four days, roughly doubling the size of thebatch each time. This is the main mash, and as it ferments over the next 18 to32 days, its temperature and other factors are measured and adjusted to createprecisely the flavor profile being sought.
Pasteurization
Most sake is then pasteurized once. This is done by heating it quickly by passingit through a pipe immersed in hot water. This process kills off bacteria anddeactivates enzymes that would likely adverse flavor and color later on. Sakethat is not pasteurized is called namazake, and maintains a certain freshness of flavor, although it must be kept refrigerated to protect it.
Aging
Finally, most sake is left to age about six months, rounding out the flavor, beforeshipping. Before shipping it is mixed with a bit of pure water to bring the near 20
percent alcohol down to 16 percent or so, and blended to ensure consistency.Also, it is usually pasteurized a second time at this stage. It is somewhat unfair to the sake-brewing craft and industry to reduce sake brewing down to the shortexplanation above, but excessive detail would soon go beyond the scope of thisbook. The basics are as explained here.

8/3/2019 Sake and Tennesse Whiskey Manufacture
http://slidepdf.com/reader/full/sake-and-tennesse-whiskey-manufacture 5/12
Changes Over the Years
Over the centuries, naturally there were many adjustments and changes to thesake brewing process. These arose to either make better sake, or to make sakemore economically. Sometimes, advances in the economic forum also lead to
improved sake quality.
One of the most important advances was the improvement in rice-polishingequipment. Originally, rice was stomped on in a vat to remove the husks. Later,water wheels and grinding stones were used. Today, there are great computer-controlled machines that will polish off the specified percentage of the outside of the grains, and do it in a specified amount of time (with longer being better). Thisminimized damage from friction heat and cracked grains.
Another major advance was the use of ceramic-lined or stainless steel tanks,now the standard, over cedar tanks, which were used for hundreds of years.
This has drastically improved the quality and purity of sake since the beginning of this century.
Then there is the pressing stage. Until the early 1900's, all sake was pressed bypouring the moromi into canvas bags which were then put into a large woodenbox called a fune. The lid was then cranked down into the box, squeezing outthe sake. Now, almost all sake is pressed with a huge, accordion-like machinethat squeezes the moromi between balloon-like inflating panels, making disposalof the lees (called kasu) simple.
Almost all breweries will still press some of their best sake in the old way, using a
fune. It does indeed make subtly noticeably better sake. But the accordion-likemachine (called an Assaku-ki) is so much more efficient, and the fune so labor intensive, that the tradeoffs are only worth it for top-grade sake. Most controversially, however, is the koji making equipment. It is truly amazinghow the slightest differences in koji can affect the flavor of the final product.Traditionally, koji is all made by hand in wood-paneled rooms kept warm andhumid. As this is such a labor-intensive step, many changes have come about,and a lot of them are rejected later. (It is interesting to note that almost all super premium sake like daiginjo is made using hand-made koji.)
There are now large machines that will perform part or all of the koji makingprocess, doing the work of several individuals. There are countlessmanifestations of these, all attempting to imitate the skill and intuition of thehuman masters. Other changes include stainless steel instead of wood walls.The risk of the development of unwanted mold is reduced, but humidity isaffected. In the end, there are countless arguments for and against thesechanges. Subtle changes in daily temperature and rice quality may not always

8/3/2019 Sake and Tennesse Whiskey Manufacture
http://slidepdf.com/reader/full/sake-and-tennesse-whiskey-manufacture 6/12
be picked up by machines, but for example sanitation can be greatly improvedupon. Naturally, technological progress to some degree is necessary for theindustry to survive.
Taste and flavor The label on a bottle of sake gives a rough indication of its taste. Terms found onthe label may include nihonshu-do , san-do (酸度), and aminosan-do.
Nihonshu-do indicates the sugar and acid content of the sake. When comparingsake to water, sake that is heavier than water is listed as a negative value, andsake that is lighter (drier ) than water is given a positive value. As examples,"+10" is very dry, and "−10" is very sweet.
San-do indicates the concentration of acid, which is determined by titration.
Sake with a high san-do value is dry, and low san-do is sweet.
Aminosan-do indicates a taste of umami or savoriness. As the proportionof amino acids rises, the sake tastes more savory.
Sake can have many flavor notes, such as apples, bananas, melons, flowers,herbs, spices, rice, chestnuts, chocolates, dry grapes, sherry, caramel sauce,etc. The flavor of apples comes from ethyl caproate, and bananas from isoamylacetate. These two constituents are contained in many types of sake, suchas ginjyoshu
StorageSake is sold in volume units divisible by 180 mL (a gō), the traditional Japaneseunit for cup size: sake is traditional sold by the gō-sized cup, or in a 1.8 L(one shō, ten gō) sized flask. Today sake is also often sold in 720 mL (four gō)bottles – note that this is almost the same as the 750 mL standard for winebottles, but is divisible into 4 gō.
In general, it is best to keep sake refrigerated in a cool or dark room, asprolonged exposure to heat or direct light will lead to spoilage. In addition, sakestored at relatively high time can lead to formation of dicetopiperazine, a cyclo(Pro-Leu) that makes it bitter as it ages (Lecture Note, Oct. 2011). Sake has highmicrobiological stability due to its high content of ethanol. However, incidences of
spoilage has been known to occur. One of the microoganisms implicated in thisspoilage is lactic acid bacteria (LAB) that has grown tolerant to ethanol and isreferred to as hiochi-bacteria (Suzuki et al., 2008). Sake stored at roomtemperature is best consumed within a few months after purchase. [citation needed ]
After opening a bottle of sake, it is best consumed within 2 or 3 hours. [citation needed ] Itis possible to store sake in the refrigerator, but it is recommended to finish thesake within 2 days. This is because once premium sake is opened it begins to

8/3/2019 Sake and Tennesse Whiskey Manufacture
http://slidepdf.com/reader/full/sake-and-tennesse-whiskey-manufacture 7/12
8/3/2019 Sake and Tennesse Whiskey Manufacture
http://slidepdf.com/reader/full/sake-and-tennesse-whiskey-manufacture 8/12
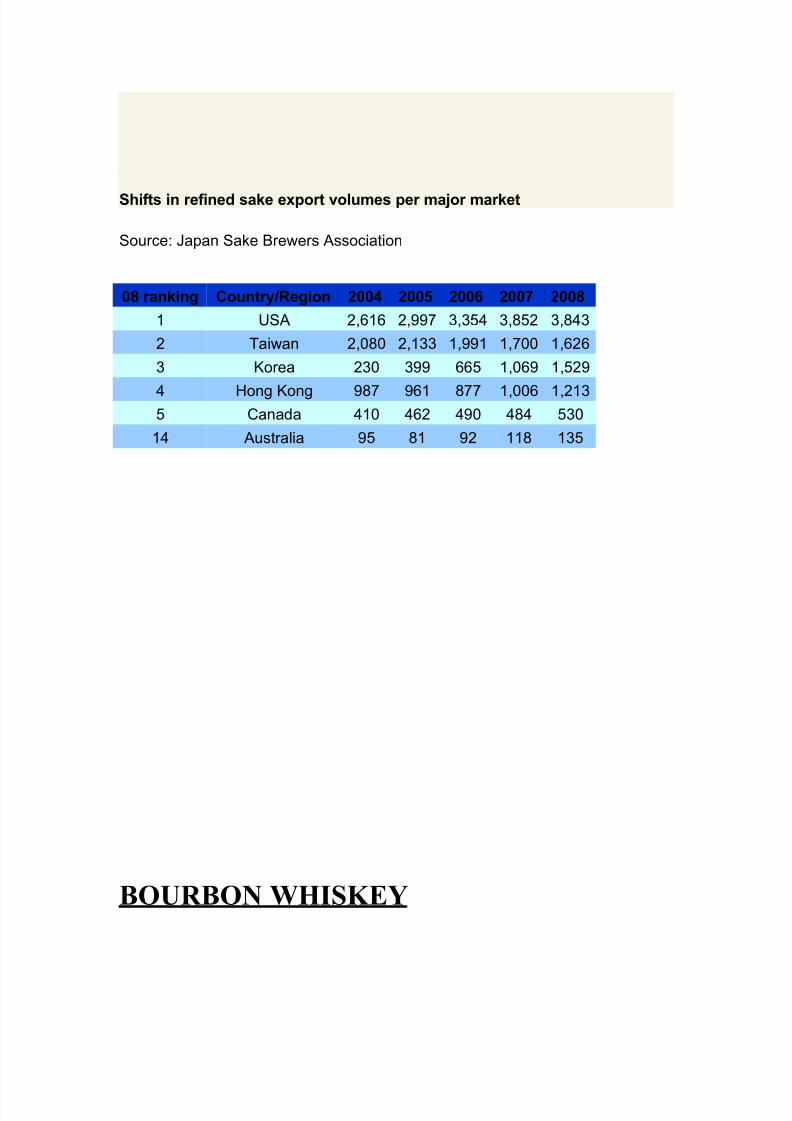
Shifts in refined sake export volumes per major market
Source: Japan Sake Brewers Association
08 ranking Country/Region 2004 2005 2006 2007 2008
1 USA 2,616 2,997 3,354 3,852 3,843
2 Taiwan 2,080 2,133 1,991 1,700 1,626
3 Korea 230 399 665 1,069 1,529
4 Hong Kong 987 961 877 1,006 1,2135 Canada 410 462 490 484 530
14 Australia 95 81 92 118 135
BOURBON WHISKEY

8/3/2019 Sake and Tennesse Whiskey Manufacture
http://slidepdf.com/reader/full/sake-and-tennesse-whiskey-manufacture 9/12
INTRODUCTION
Bourbon is a type of American whiskey – a barrel-aged distilled spirit made
primarily from corn. The name of the spirit derives from its historical associationwith an area known as Old Bourbon, around what is now Bourbon County,Kentucky (which, in turn, was named after the French House of Bourbon royalfamily). It has been produced since the 18th century. [1] While it may be madeanywhere in the United States, it is strongly associated with the AmericanSouth in general, and Kentucky in particular. Bourbon is served straight, dilutedwith water, over ice cubes, or mixed with soda and into cocktails, including theManhattan, the Old Fashioned, and the iconic mint julep. It is also used incooking.
Since 2003, high-end bourbons have seen revenue grow from $450 million to over $500 million,
some 2.2 million cases, in the United States. High-end bourbon sales accounted for eight percent
of total spirits growth in 2006. Most high-end bourbons are aged for six years or longer .[37]
In 2007, United States spirits exports, virtually all of which are American whiskey, exceeded $1
billion for the first time. This represents a 15 percent increase over 2006. American whiskey is
now sold in more than 100 countries. The leading markets are the United
Kingdom, Canada, Germany,Australia, and Japan. Key emerging markets for American whiskey
are China, Vietnam, Brazil,Chile, Romania, and Bulgaria.[38]
Legal requirements
Bourbon's legal definition varies somewhat from country to country, but manytrade agreements require the name bourbon to be reserved for products made in
the United States. The U.S. regulations for labeling and advertising bourbonapply only to products made for consumption within the United States; they donot apply to distilled spirits made for export. [2] Canadian law requires productslabeled bourbon to be made in the United States and to also conform to therequirements that apply within the United States. But in countries other than theUnited States and Canada, products labeled bourbon may not adhere to thesame standards. European Union regulations require bourbon-labeled productsto be made in the United States, but do not require them to conform to all of therequirements that apply within the United States.
Only whiskey produced in the United States can be called bourbon.[3] TheFederal Standards of Identity for Distilled Spirits (27 C.F.R. 5) state that bourbonmade for U.S. consumption[2] must be:
made from a grain mixture that is at least 51% corn;[4]
aged in new, charred-oak barrels;[4]
distilled to no more than 160 (U.S.) proof (80% alcohol by volume);[4]
entered into the barrel for aging at no more than 125 proof (62.5% alcoholby volume);[4] and be

8/3/2019 Sake and Tennesse Whiskey Manufacture
http://slidepdf.com/reader/full/sake-and-tennesse-whiskey-manufacture 10/12
bottled (like other whiskeys) at 80 proof or more (40% alcohol by volume).[5]
Bourbon has no minimum specified duration for its aging period, but it must beaged at least briefly.[6]
Bourbon that meets the above requirements, has been aged for a minimum of two years, and does not have added coloring, flavoring, or other spirits may (butis not required to) be called straight bourbon.[7]
Bourbon that is labeled as straight that has been aged under four yearsmust be labeled with the duration of its aging. [8]
Bourbon that has an age stated on its label must be labeled with the ageof the youngest whiskey in the bottle (not counting the age of anyadded neutral grain spirits in a bourbon that is labeled as blended , as neutral-grain spirits are not considered whiskey under the regulations and are not
required to be aged at all).
[9]
Bourbon that is labeled blended (or as ‘a blend ’) may contain added coloring,flavoring, and other spirits (such as un-aged neutral grain spirits); but at least51% of the product must be straight bourbon.[10][11]
n practice, almost all bourbons marketed today contain more than two-thirds corn, have been aged at least four years, and do qualify as "straightbourbon"—with or without the "straight-bourbon" label.[citation needed ] The exceptionsare inexpensive commodity bourbon brands (aged only three years) andpremixed cocktails made with straight bourbon aged for two years. But at leastone small distillery markets bourbon aged for as little as three months.[12]
Whiskey sold as Tennessee whiskey is also defined as bourbonunder NAFTA[13] and at least one other international trade agreement, [14] and isrequired to meet the legal definition of bourbon under Canadian law, [15] but someTennessee whiskey makers do not label their product as bourbon and insist thatit is a different type of whiskey when marketing their product.
MANUFACTURE PROCESS
The typical grain mixture for bourbon, known as the mash bill, is 70% corn—with the remainder
being wheat, rye (or both), and malted barley.
[1]
A mash bill that contains wheat instead of ryeproduces what is known as a wheated bourbon. The grain is ground and mixed with water.
Usually, though not always, mash from a previous distillation is added to ensure a
consistent pH across batches—and a mash produced in that manner is referred to as a sour
mash. Finally, yeast is added and the mash is fermented. The fermented mash, referred to as
the wash, is then distilled to (typically) between 65% and 80% alcohol. Distillation was historically
performed using an alembicor pot still, although in modern production, the use of a continuous
still is much more common.

8/3/2019 Sake and Tennesse Whiskey Manufacture
http://slidepdf.com/reader/full/sake-and-tennesse-whiskey-manufacture 11/12
The resulting clear spirit is placed in charred-oak barrels for aging, during which it gains color and
flavor from the carmelized sugars in the charred wood. Changes to the spirit also occur due to
evaporation and chemical processes such as oxidation. Bourbons gain more color and flavor the
longer they mature. Maturity, not a particular age, is the goal. Bourbon can age too long and
become woody and unbalanced.
After maturing, bourbon is withdrawn from the barrel, usually diluted with water, and bottled to at
least 80 US proof (40% abv).[5] Most bourbon whiskey is sold at 80 US proof. Other common
proofs are 86, 90, 94, 100, and 107, and whiskeys of up to 151 proof have been sold. Some
higher-proof bottlings are marketed as "barrel proof ", meaning that they have not been diluted or
have been only lightly diluted after removal from the barrels.
Bourbon whiskey may be sold at less than 80 proof but must be labeled as "diluted bourbon".
1. Grains
The main ingredient in bourbon is corn which varies from 51% to 79%
depending on the brand. The other ingredients are rye, malted barley (10-15%
each), and in some cases red winter wheat (10%). Distilleries are meticulousabout selecting their crops, and once approved by quality control, the grains are
stored in silos. The grains are ground in a hammer mille into a fine flour.
2. Mashing
The grain is placed in a mash cooker with iron-free water and cooked for
approximately 30 minutes. The corn is cooked the longest at a temperature of
220 degrees Fahrenheit (F), the rye at 170F, and the barley 150F. The mix is
then transported to a fermentation tank and it is called mash.
3. Fermentation
At this stage, the yeast is prepared by placing a nutrient solution below a pear
or apple tree. Once the solution has collected the yeast, it is placed in an oven,
bred, and then left in stasis at around 95-100F. Only a small amount is removed
(a few grams) and added to a malt extract. A mixture of approximately two
cups of yeast is added to a large storage container called the "Dona Tub". Once
the mash has been cooled to 75-85F, the yeast is added to the fermentation
tank. The yeast breaks down the sugar in the mash converting it to alcohol and
carbon dioxide over a period of three days. The alcohol is actually beer which
is 10% alcohol/volume (20 proof). It is drained from the fermenting tube into a
beer well.
4. Distillation
To separate the whiskey, the beer is moved to the bottom of a still where it is
heated at 200F. The liquid boils at the bottom and moves to the top in the form
of a gas. The gas is filtered to a tank called a "thumper" where it is condensed.
The liquid is called "low wine" and it is 45-65% alcohol/volume (90-130

8/3/2019 Sake and Tennesse Whiskey Manufacture
http://slidepdf.com/reader/full/sake-and-tennesse-whiskey-manufacture 12/12
proof). The liquid is then condensed again to further refine the flavor and it is
now called "White Dog" or "high wine" (50-58% alcohol/volume or 100-116
proof). The White Dog is often sampled and then put in a barrel to mature.
5. Cooperage
Bourbon must be stored in new, white oak barrels. The wood is cut into staves
which are super heated and bent into ovular form. The barrel is then "toasted"
by sending it through a small fire for about 12 minutes to caramelize the sugar
in the wood. Next, it is applied to a larger fire for 6 to 12 seconds to burn out
the inside and produce a charcoal layer. The charring must cover the barrel
evenly so the whiskey has a consistent flavor. Finally the barrel is closed by a
"Bung" and transported to the distilleries. Once the barrels have been used, they
are often re-sold to age Scotch.
6. Maturity
The barrels are transported to warehouses where they are placed using a series
of elevators and moveable joints. Each barrel must stay for at least two years,
and sometimes more depending on the position in the warehouse. A year
consists of one cycle of expansion and contraction. When the temperature rises
in the summer, the bourbon expands, and with lower temperatures in the
winter, it contracts. This movement gives the bourbon its amber color and oak
flavor. After a designated period, someone will open the barrel and taste if the
whiskey is ready. If it meets the brand's standards, the barrel is opened, bottled,
and shipped.