round tool materials 2020 en p-line - cdn.plansee …...cemented carbide is a powder metallurgical...
TRANSCRIPT

CERATIZIT is a high-technology engineering group specialised in cutting tools and hard material solutions
2020 EN
p-lineprogramme
ROUND TOOL MATERIALS
3ROUND TOOL MATERIALS ndash P-LINE
CERATIZIT Group develops and produces innovative solu-tions for tool manufacturers Based on your requirements and the desired price point when it comes to tool production you can choose from three different product lines p-lineThe p-line (Premium line) includes the largest selection of grades and designs and is suitable for every kind of appli-cation with high-performance tools Our p-line products are exclusively manufactured using carbide grades which are produced at our company sites in Reutte Austria or War-ren in the USA You can choose from 12 standard grades ranging from ultra-fine to submicron and fine grain as well as cermet grades With over 1100 stock products in 25 different variants we offer you the largest stock range worldwide for manufacturers of solid carbide toolsOf course we can also supply you with individual near net shape preforms and semi-finished tools based on your draw-ings with timely deliveriesCERATIZIT gives you a unique complete package with out-standing performance in all fields ndash from the development to the product along with ready availability and service
Highly developed logistics processesYou can count on our high and flexible production capacity for stock products an optimally stocked warehouse ensures that your order will always be dealt with swiftly and reliably You can order stock products without any problem 247 online from our E-Techstore and take advantage of the technical expertise of our sales and office staff With over 50 company sites in Europe America and Asia we are available for you at any time throughout the world
Dear customers
ROUND TOOL MATERIALS ndash P-LINE4
INTRODUCTIONCERATIZIT Group 6Production site 7Supreme availability 9Cemented carbide 10Grades composition and properties 16Designation system 20Stock programme at a glance 22
SOLID CARBIDE RODS 24As sintered 25Ground metric 29Ground inch 32
END MILL BLANKS 34Metric 35Metric with Weldon 39Metric DualBlank 40Metric with through-coolant 41Inch 43
DRILL BLANKS 443xDndash12xD with through-coolant 45For micro-drills with through-coolant 47
RODS WITH HELICAL COOLANT HOLES 48As sinteredemsp Withemsptwoemspcoolantemspholesemspleemsp22deg 49emsp Withemsptwoemspcoolantemspholesemsp23degemspndashemsp49deg 50emsp Withemsptwoemspcoolantemspholesemspndashemspextra-longemsp23degemspndashemsp49deg 53emsp Withemsptwoemspcoolantemspholesemspgeemsp50deg 54 With three coolant holes 55 With four coolant holes 56Groundemsp Withemsptwoemspcoolantemspholesemspleemsp22deg 57emsp Withemsptwoemspcoolantemspholesemsp23degemspndashemsp49deg 58 With three coolant holes 59
Contents
CONTENTS
5ROUND TOOL MATERIALS ndash P-LINE
RODS WITH STRAIGHT COOLANT HOLES 60As sintered With central coolant hole 61 With two coolant holes 63Ground With central coolant hole 66 With two coolant holes 67
BLANKS FOR GUN DRILLS 68Rods Rods with kidney-shaped coolant hole 69emsp Profiledemsprodsemspwithemspkidney-shapedemspcoolantemspholeemsp120deg 71emsp Profiledemsprodsemspwithemsptwoemspcoolantemspholesemsp115degemspandemsp120deg 73Tipsemsp Profiledemsptipsemspwithemsptwoemspcoolantemspholesemsp115deg 75
FLAT AND SQUARE STRIPS BRAZING TIPS 76Flat strips 77Square strips 78Brazing tips to DIN 8011 79
SPECIAL PRODUCTS 82Available types 83
PREFORMS 84Available types 85Grades composition and properties 87Specifications 88
INFORMATION 90Product information Labelling 91 Pitch classification 92Specifications Specification features 93 Solid carbide rods 94 End mill blanks 95 Drill blanks 96 Rods with helical coolant holes 98 Rods with straight coolant holes 100 Flat and square strips 102Technical information Mechanical properties 103 Physical properties 110 Corrosion resistance 112
CONTENTS
ROUND TOOL MATERIALS ndash P-LINE6
Facts amp figures
1 headquarters Mamer Luxembourg
30 production sites
gt 50 sales subsidiaries
gt 8000 employees
gt 100000 different products
gt 1000 patents and utility models
gt 200 employees in RampD
gt 10 innovation awards
30 of products developed in the last 5 years
The CERATIZIT Group is the global market leader in several wear part application areas and successfully develops new types of carbide cermet and ceramic grades which are used for instance in the wood metal and stone working industries
The CERATIZIT Group
For over 95 years CERATIZIT has been a pioneer in devel-oping exceptional hard material solutions for machining and wear protection The privately owned company based in Mamer Luxem-bourg develops and manufactures highly specialised cutting tools indexable inserts and rods made of hard materials as well as wear parts
INTRODUCTION CERATIZIT GROUP
7ROUND TOOL MATERIALS ndash P-LINE
The CERATIZIT centre of excellence for cutting tool products rods and preforms can be found at the BreitenwangReutte site in Austria CERATIZIT Austria GmbH is certified to ISO 9001 and currently has around 850 employees making it the second-largest site of the CERATIZIT Group
From powder preparation to producing rods and preforms and recycling carbide - all production processes are located in Reutte The CERATIZIT Group continues to focus strongly on this successful production site and in 2013 2017 and 2018 extended the production surface by 4000 msup2 1900 msup2 and 4500 msup2 respectively
CERATIZIT worldwide
Production site
ReutteAustria site
INTRODUCTION PRODUCTION SITE
ROUND TOOL MATERIALS ndash P-LINE8
Highly developed logistics processes guarantee quick and reliable delivery
9ROUND TOOL MATERIALS ndash P-LINE
Live product availability check
Detailed up-to-date technical information and graphic illustrations
Fast delivery orders up to 630 pm will leave our warehouse in Kempten Germany on the same day
Reliable delivery we work only with the best and most reliable service providers in the sector
e-techstorecomAvailable 247 for you
A majority of our standard products are available from stock A well-organised warehouse means that we can respond quickly and reliably to your order even for bulk quantities Thanks to our advanced supply chain management our pro-duction capacity is flexible and able to produce a maximum
of quantities even in a short time frame You can order stock products online around the clock at our E-Techstore
Your benefits
Supreme availability
INTRODUCTION SUPREME AVAILABILITY
ROUND TOOL MATERIALS ndash P-LINE10
Powder preparation and mixing
Forming pressing Sintering
Grinding Dispatch Recycling
Cemented carbide is a powder metallurgical composite con-sisting of one or more hard material phases (eg tungsten carbide) and a binding material (eg cobalt) It is an extremely hard material characterised by high wear resistance and thermal stability It is used in various fields that require tools or components to be particularly wear-resistant
We manage the entire process chain
Cemented carbide
INTRODUCTION CEMENTED CARBIDE
11ROUND TOOL MATERIALS ndash P-LINE
Cemented carbide ndash a composite material with valuable propertiesCemented carbides are composite materials consisting of a hard material and a comparatively soft binder metal like cobalt (Co) The performance characteristics of cemented carbide are determined by hardness transverse rupture strength and fracture toughness With regard to their appli-cation important parameters for the optimisation of these characteristics are the cobalt content and the grain size of the metal binder phase The tungsten carbide grains have an averageemspsizeemspofemsplessemspthanemsp02μmemspupemsptoemspseveralemspmicrometresemsp(μm)emspTheemspcobaltemspfillsemsptheemspgapsemspbetweenemsptheemspcarbideemspgrainsemsp
When extremely high toughness is required the cobalt con-tent can amount to as much as 30 whereas for maximum wear resistance the cobalt content is reduced and the grain sizeemspdecreasedemsptoemsptheemspnanocrystallineemsprangeemspofemspltemsp02μmCERATIZIT produces far more than 100 different cemented carbide grades particularly for wear parts and cutting tools thus offering a customised solution for every application
INTRODUCTION CEMENTED CARBIDE
ROUND TOOL MATERIALS ndash P-LINE12
Tungsten carbide production
Powder preparation
Carbide production at CERATIZIT started in 1929 Last but not least thanks to long-standing experience CERATIZIT handles the entire process chain from the raw material to the dispatch-ing of the finished products to customers The production process of powder-metallurgical products basically includes the four steps of powder preparation shaping sintering and finishing
The APT (ammonium para-tungstate) is calcined into tungsten oxide under high temperature Subsequently the oxide is reduced to tungsten metal in a hydrogen atmosphere The metal powder is then mixed with carbon and carburised under inert atmosphere at high temperatures The production param-eters are decisive for the WC grain size in the sintered carbide
The tungsten carbide is intensely mixed with the binder metal cobalt nickel or iron various grain growth inhibitors and special alloys as well as materials which promote compaction by wet grinding so that a homogeneous suspension is created Afterwards the suspension is dried in a spray tower to pro-duce a granulate with good flow characteristics This granulate represents the basis for all forming processes
Carbide production
Tungsten
Blue tungsten oxide
Yellow tungsten oxide
Tungsten carbide
APT (ammonium para-tungstate)
INTRODUCTION CEMENTED CARBIDE
13ROUND TOOL MATERIALS ndash P-LINE
The objective of the forming process is to obtain a near net shape sample Pressing is normally carried out at room tem-perature with pressures reaching up to several tons per square centimetre There are several ways of pressing blanks
During isostatic cold pressing the powder is filled into an elastic flexible hose and pressed into a compacted form through high liquid pressure The powder blocks which are produced in this way can then be processed mechanically All common machining methods like milling cutting drilling or turning may be used
In uniaxial pressing the pressing tool con-sists of a die and an upper and a lower punch The carbide powder is filled into the die and then compacted to create the near net shape geometry of the green compact which is ejected from the pressing die
Extrusion pressing is mainly used to pro-duce rectangular bars or cylindrical rods with or without axial hole(s) A plastifier is added to the powder The resulting paste is pressed through an extrusion nozzle Before sintering the plastifier must be evaporated in special drying furnaces
Metal Injection Moulding (MIM) is a process used to produce more complex forms which cannot be produced by direct pressing The paste preparation is similar to the extrusion process
Pressing ndash shaping ndash machining
INTRODUCTION CEMENTED CARBIDE
ROUND TOOL MATERIALS ndash P-LINE14
Sintering
The sintering process converts the blank into a homogeneous and dense cemented carbide with a high level of hardness The material is sintered at temperatures betweenemsp1300emspandemsp1500degCemsp(liquidemspphaseemspsintering) and sometimes also at high pres-sure (up to 100 bar) The volume is reduced by up to 50 during this process
INTRODUCTION CEMENTED CARBIDE
15ROUND TOOL MATERIALS ndash P-LINE
Finishing ndash grinding
In order to achieve the final requirements of surface finish tolerances etc carbide parts can undergo a series of finishing pro-cesses such as grinding spark erosion and coating
The most important grinding procedures for carbide rods are centreless grinding and cylindrical grinding When producing tool blanks minimum diameter tolerances and optimal surface quality represent an excel-lent quality characteristic
INTRODUCTION CEMENTED CARBIDE
ROUND TOOL MATERIALS ndash P-LINE16
KIC (Shetty)
[m ] [gcm3] [HV30] [HRA] [MPa] [psi] [MPam12]
CTU08L K10 C-2 42 1505 2200 952 3700 536600 84
TSF22 K10 ndash K20 C-2 82 1455 1930 937 4400 638800 92
TSF44 K10 ndash K20 C-2 120 1410 1730 927 4600 667000 98
KIC (Shetty)
[m ] [gcm3] [HV30] [HRA] [MPa] [psi] [MPam12]
CTS12D K05 ndash K10 C-3 60 1480 1820 931 3600 522100 93
CTS15D K10 ndash K30 C-3 75 1470 1750 928 3700 536000 95
CTS18D K20 ndash K40 C-2 90 1455 1590 919 3650 529400 107
CTS20D K20 ndash K40 C-2 100 1438 1600 919 4000 580100 104
CTS24Z K20 ndash K40 C-2 120 1410 1570 917 4000 580100 113
CTS30D K30 ndash K40 C-2 150 1384 1400 904 4300 623700 132
KIC (Shetty)
[m ] [gcm3] [HV30] [HRA] [MPa] [psi] [MPam12]
CTF12E K15 C-2 60 1495 1620 921 3000 435100 99
CTF25E K30 ndash K40 C-2 125 1415 1300 895 3500 507600 150
Ultrafine grades
Grade ISO code US codeBinder Density Hardness
Transverse rupture strength
Submicron grades
Grade ISO code US codeBinder Density Hardness
Transverse rupture strength
Fine grades
Grade ISO code US codeBinder Density Hardness
Transverse rupture strength
Grades composition and properties
INTRODUCTION GRADES COMPOSITION AND PROPERTIES
17ROUND TOOL MATERIALS ndash P-LINE
KIC (Shetty)
[m ] [gcm3] [HV30] [HRA] [MPa] [psi] [MPam12]
CTF28T K05 ndash K10 C-2 141 640 1580 918 2000 290100 85
lt 02 N02 ndash lt 05 U05 ndash lt 08 S08 ndash lt 13 F13 ndash lt 25 M25 ndash lt 60 C
gt 60 E
Cermet grade
Grade ISO code US codeBinder Density Hardness
Transverse rupture strength
Carbide grades for biocompatible tools
The biocompatibility requirement for medical products increases patient safety For tools that come into short-term direct contact with body tissue cell tolerance must be guaranteed
Testing for in-vitro cytotoxicity in accordance with DIN EN ISO 10993-5 was carried out by the accredited testing labo-ratory Creamedix GmbH The following carbide grades were successfully tested for their cell tolerance
Certified biological testing of the in-vitro cytotoxicity in accordance with
DIN EN ISO 10993-5 by
Creamedix GmbH
Accreditation number D-PL-19876-01
TSF22 TSF44 CTS12D
CTS15D CTS18D
CTS20D CTS24Z
in accordance with ISO 10993-5 for the medical and dental industry
BIOLAB
CommentThe data in this table are typical material parameters We reserve the right to modify the data due to technical progress or due to further development within our company
Grain size classification
ClassificationCERATIZIT
code
nanoultrafine
submicronfine
mediumcoarse
extra-coarse
) The classification of carbides according to grain size corresponds to the recommendations of the Powder Metallurgy AssociationThe standard ISO codes for carbides which were developed for fine to medium grain sizes no longer correspond to todayrsquos state of the art In order to choose the correct grades only the application data are relevantKIC The measured critical tension intensity factors (KIC) depend to a high degree on the sample geometry and sample preparation A direct comparison with parameters which have been determined by means of a different method is therefore not admissible
Average grain size [microm]
INTRODUCTION GRADES COMPOSITION AND PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE18
CTU08Lemspcarbideemspgradeemspwithemspaemsptypicalemspgrainemspsizeemspofemsp02emspμmemspforemsptheemspma-chining of materials with a hardness gt 65 HRC Thanks to the high wear resistance also excellent suitability for abrasive fibre composite materials
TSF22 ultrafine carbide grade for HSC machining of tempered steels with a hardness of gt 60 HRC and abrasive aluminium alloys
TSF44 ultrafine carbide grade for HSC machining of tempered steels up to 60 HRC suitable for micro-tools and finishing tools and for a variety of materials
Ultrafine grades
CTS12D for machining aluminium alloys fibre-reinforced plastics (carbon-fibre and glass-fibre reinforced) composite materials graphite particular-ly suitable for diamond coating
CTS15D for machining grey cast iron tempered cast iron non-alloyed steel non-ferrous metals and plastics
CTS18D for high-performance machining of steel stainless steel and the machining of difficult materials
CTS20D for universal machining of alloyed and non-alloyed steels Suit-able for a variety of cutting operations on different materials thanks to its balanced properties Improved toughness ensures a low risk of cutting edge breakage
CTS24Z the special high-performance grade for the roughing of titanium and heat-resistant alloys Even higher fracture toughness than CTS18D and CTS20D with approximately the same hardness
CTS30D with extremely high fracture toughness for particularly unstable and difficult applications A good choice when switching from HSS to carbide
Submicron grades
Picture example
Picture example
INTRODUCTION GRADES COMPOSITION AND PROPERTIES
19ROUND TOOL MATERIALS ndash P-LINE
CTF12E for gun drills with an adapted relation between hardness and toughness Suitable also for diamond-coated solid carbide tools
CTF25E for the production of PCD tools and tool shanks The increased cobalt content and the coarser grain improve brazability while increasing fracture toughness
Fine grain grades
CTF28T particularly for the finish machining of steel Thanks to high oxidation resistance and low tendency to stick it is particularly suitable for the production of uncoated reamers
Cermet
Picture example
Picture example
INTRODUCTION GRADES COMPOSITION AND PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE20
1 =
2 =
3 =
4 =
Number of coolant holes
Designation system
RR
RGM
W
D
Y
Sintered rods
with chamfer
with Weldon shank
Ground rods metric
DualBlank
with radial coolant exit holes
GD
SR
FR
00
RGI
RK
VK
30
V2
40
V2P
G
R
C
B
C
Helix angle coolant hole rods as sintered
coolant hole rods groundofcoolant hole rods
Blanks for gun drills
Flat strips
Square strips
round rods with kidney-shaped coolant holes
profiled rods with kidney-shaped coolant holes
profiled rods with two coolant holes
profiled tips with two coolant holes
drill blanks
Ground rods inch
with chamfer
INTRODUCTION DESIGNATION SYSTEM
21ROUND TOOL MATERIALS ndash P-LINE
S
SL
d1
D
H
D
[1100 mm]
[1100 mm]
10004813 544-104 CTS20D h5
ThicknessDiameter of the coolant holes Rod length
Pitch circle of the coolant holes
Height
Nominal pitch of the
coolant holes
Grade
Outside diameter
Diameter tolerance
INTRODUCTION DESIGNATION SYSTEM
ROUND TOOL MATERIALS ndash P-LINE22
CTU0
8L
TSF2
2
TSF4
4
CTS1
2D
CTS1
5D
CTS1
8D
CTS2
0D
CTS2
4Z
CTF1
2E
CTF2
8T
RR
RGM
RGI
RGMC
RGMCW
RGMCD
RGMCY
RGIC
GB2
G2
R2
R3
R4
G2
G3
00R1
00R2
00G1
00G2
GDRK
GDVK
GDV2
GDV2P
DIN 8011
Ultra-fine grades Submicron grades
Fine
gr
ades
Cerm
et
star
ting
page
Solid carbide rods as sintered 25
Solid carbide rods ground metric 29
Solid carbide rods inch 32
End mill blanks metric 35
End mill blanks with Weldon shank metric 39
DualBlank end mill blanks metric 40
End mill blanks with through-coolant metric 41
End mill blanks inch 43
Drill blanks with through-coolant 45
Drill blanks for micro-drills with through-coolant 47
Rods as sintered with two helical coolant holes 49
Rods as sintered with three helical coolant holes 55
Rods as sintered with four helical coolant holes 56
Rods ground with two helical coolant holes 57
Rods ground with three helical coolant holes 59
Rods as sintered with central coolant hole 61
Rods as sintered with two straight coolant holes 63
Rods ground with central coolant hole 66
Rods ground with two straight coolant holes 67
Rods for gun drills with kidney-shaped coolant holes 69
Profiled rods for gun drills with kidney-shaped coolant holes 71
Profiled rods for gun drills with two coolant holes 73
Profiled tips for gun drills with two coolant holes 75
Flat and square strips FR and SR 77
Brazing tips to DIN 8011 79
The product map below provides you with a quick overview of the grades and rods which are available in stockOther products are available upon request
Stock programme at a glance
INTRODUCTION STOCK PROGRAMME AT A GLANCE
23ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE24
A comprehensive standard range of sintered and ground solid carbide rods in various dimensions is available from stock Furthermore you can choose from carbide grades with the most varied characteristics for every application area from ultrafine grades for the machining of superhard materials by way of submi-cron grades for universal application to our cermet grade for the finish machining of ferrous materials Of course we can also produce carbide rods in other dimensions and grades to order ndash simply get in touch with your contact person at CERATIZIT Detailed technical data for our solid carbide rods can be found in the lsquoInforma-tionrsquo section
Solid carbide rods
25ROUND TOOL MATERIALS ndash P-LINE
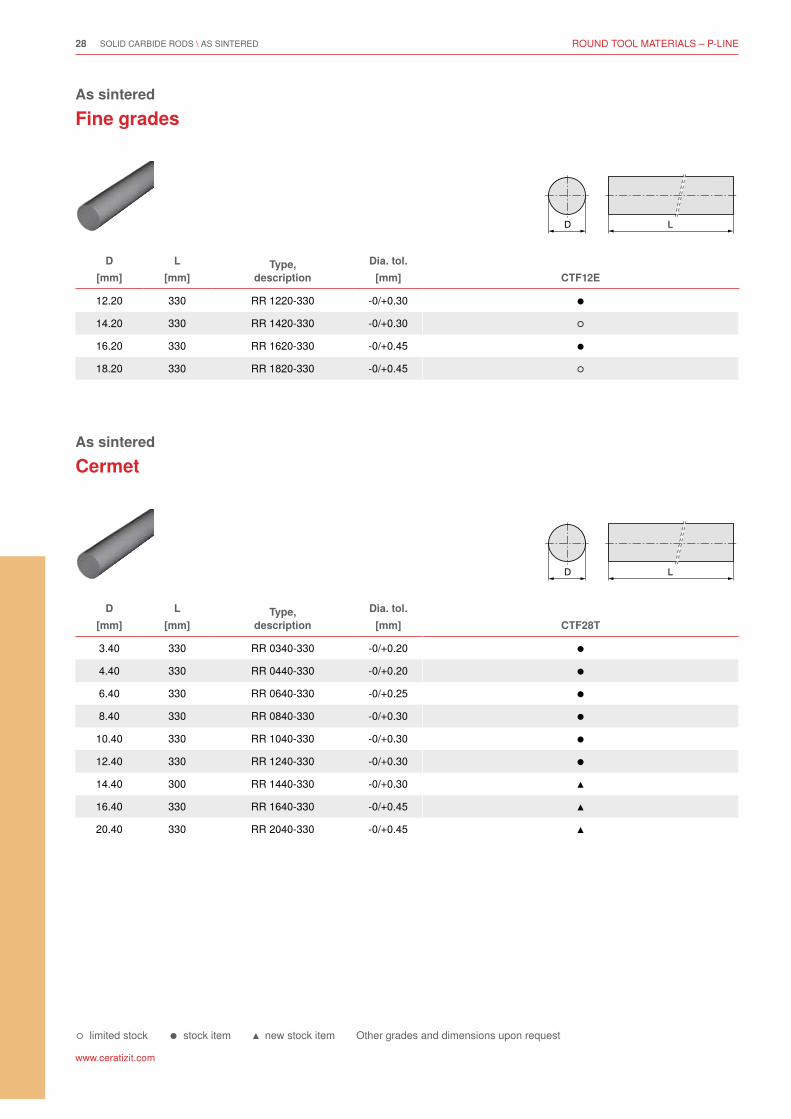
As sintered
D L
Ultrafine grades
D L Type description
Dia tol[mm] [mm] [mm] CTU08L TSF22 TSF44
325 330 RR 0325-330 -0+020
420 330 RR 0420-330 -0+020
520 330 RR 0520-330 -0+025
620 330 RR 0620-330 -0+025
820 330 RR 0820-330 -0+030
1020 330 RR 1020-330 -0+030
1220 330 RR 1220-330 -0+030
1420 330 RR 1420-330 -0+030
1620 330 RR 1620-330 -0+045
1820 330 RR 1820-330 -0+045
2020 330 RR 2020-330 -0+045
2520 330 RR 2520-330 -0+065
3220 330 RR 3220-330 -0+065
As sintered
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
115 330 RR 0115-330 -0+015
165 330 RR 0165-330 -0+015
180 330 RR 0180-330 -0+015
220 330 RR 0220-330 -0+020
270 330 RR 0270-330 -0+020
325 330 RR 0325-330 -0+020
370 330 RR 0370-330 -0+020
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE26
As sintered
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
420 330 RR 0420-330 -0+020
470 330 RR 0470-330 -0+020
520 330 RR 0520-330 -0+025
570 330 RR 0570-330 -0+025
620 330 RR 0620-330 -0+025
655 330 RR 0655-330 -0+025
670 330 RR 0670-330 -0+025
720 330 RR 0720-330 -0+030
770 330 RR 0770-330 -0+030
820 330 RR 0820-330 -0+030
870 330 RR 0870-330 -0+030
920 330 RR 0920-330 -0+030
970 330 RR 0970-330 -0+030
1020 330 RR 1020-330 -0+030
1070 330 RR 1070-330 -0+030
1120 330 RR 1120-330 -0+030
1170 330 RR 1170-330 -0+030
1220 330 RR 1220-330 -0+030
1270 330 RR 1270-330 -0+030
1300 330 RR 1300-330 -0+030
1320 330 RR 1320-330 -0+030
1420 330 RR 1420-330 -0+030
1470 330 RR 1470-330 -0+030
1520 330 RR 1520-330 -0+030
1620 330 RR 1620-330 -0+045
1720 330 RR 1720-330 -0+045
1820 330 RR 1820-330 -0+045
1920 330 RR 1920-330 -0+045
2020 330 RR 2020-330 -0+045
2120 330 RR 2120-330 -0+055
2220 330 RR 2220-330 -0+055
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS AS SINTERED
27ROUND TOOL MATERIALS ndash P-LINE
As sintered
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
2320 330 RR 2320-330 -0+055
2420 330 RR 2420-330 -0+055
2520 330 RR 2520-330 -0+065
2580 330 RR 2580-330 -0+065
2620 330 RR 2620-330 -0+065
2820 330 RR 2820-330 -0+065
3020 330 RR 3020-330 -0+065
3220 330 RR 3220-330 -0+065
3420 330 RR 3420-330 -0+065
3620 330 RR 3620-330 -0+065
3820 330 RR 3820-330 -0+070
4020 330 RR 4020-330 -0+070
4220 330 RR 4220-330 -0+070
4620 330 RR 4620-330 -0+070
As sintered
D L
Fine grades
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
325 330 RR 0325-330 -0+020
620 330 RR 0420-330 -0+020
520 330 RR 0520-330 -0+025
620 330 RR 0620-330 -0+025
820 330 RR 0820-330 -0+030
1020 330 RR 1020-330 -0+030
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE28
As sintered
D L
Fine grades
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
1220 330 RR 1220-330 -0+030
1420 330 RR 1420-330 -0+030
1620 330 RR 1620-330 -0+045
1820 330 RR 1820-330 -0+045
As sintered
D L
Cermet
D L Type description
Dia tol[mm] [mm] [mm] CTF28T
340 330 RR 0340-330 -0+020
440 330 RR 0440-330 -0+020
640 330 RR 0640-330 -0+025
840 330 RR 0840-330 -0+030
1040 330 RR 1040-330 -0+030
1240 330 RR 1240-330 -0+030
1440 300 RR 1440-330 -0+030
1640 330 RR 1640-330 -0+045
2040 330 RR 2040-330 -0+045
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS AS SINTERED
29ROUND TOOL MATERIALS ndash P-LINE
Ground metric
D L
Ultrafine grades
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 TSF22 TSF44
200 330 RGM 0200-330 +0-0004 h5
300 330 RGM 0300-330 +0-0004 h5
400 330 RGM 0400-330 +0-0005 h5
500 330 RGM 0500-330 +0-0005 h5
600 330 RGM 0600-330 +0-0005 h5
800 330 RGM 0800-330 +0-0006 h5
1000 330 RGM 1000-330 +0-0006 h5
1200 330 RGM 1200-330 +0-0008 h5
1400 330 RGM 1400-330 +0-0008 h5
1600 330 RGM 1600-330 +0-0008 h5
2000 330 RGM 2000-330 +0-0009 h5
2500 330 RGM 2500-330 +0-0009 h5
Ground metric
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
100 330 RGM 0100-330 +0-0006 h6
150 330 RGM 0150-330 +0-0006 h6
200 330 RGM 0200-330 +0-0006 h6
250 330 RGM 0250-330 +0-0006 h6
300 330 RGM 0300-330 +0-0006 h6
350 330 RGM 0350-330 +0-0008 h6
400 330 RGM 0400-330 +0-0008 h6
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS GROUND METRIC
ROUND TOOL MATERIALS ndash P-LINE30
Ground metric
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
450 330 RGM 0450-330 +0-0008 h6
500 330 RGM 0500-330 +0-0008 h6
550 330 RGM 0550-330 +0-0008 h6
600 330 RGM 0600-330 +0-0008 h6
650 330 RGM 0650-330 +0-0009 h6
700 330 RGM 0700-330 +0-0009 h6
750 330 RGM 0750-330 +0-0009 h6
800 330 RGM 0800-330 +0-0009 h6
850 330 RGM 0850-330 +0-0009 h6
900 330 RGM 0900-330 +0-0009 h6
950 330 RGM 0950-330 +0-0009 h6
1000 330 RGM 1000-330 +0-0009 h6
1100 330 RGM 1100-330 +0-0011 h6
1200 330 RGM 1200-330 +0-0011 h6
1300 330 RGM 1300-330 +0-0011 h6
1400 330 RGM 1400-330 +0-0011 h6
1500 330 RGM 1500-330 +0-0011 h6
1600 330 RGM 1600-330 +0-0011 h6
1800 330 RGM 1800-330 +0-0011 h6
1900 330 RGM 1900-330 +0-0013 h6
2000 330 RGM 2000-330 +0-0013 h6
2200 330 RGM 2200-330 +0-0013 h6
2400 330 RGM 2400-330 +0-0013 h6
2500 330 RGM 2500-330 +0-0013 h6
2800 330 RGM 2800-330 +0-0013 h6
3000 330 RGM 3000-330 +0-0013 h6
3200 330 RGM 3200-330 +0-0016 h6
3800 330 RGM 3800-330 +0-0016 h6
4000 330 RGM 4000-330 +0-0016 h6
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS GROUND METRIC
31ROUND TOOL MATERIALS ndash P-LINE
Ground metric
D L
Fine grades
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 CTF12E
300 330 RGM 0300-330 +0-0004 h6
400 330 RGM 0400-330 +0-0008 h6
600 330 RGM 0600-330 +0-0008 h6
800 330 RGM 0800-330 +0-0009 h6
1000 330 RGM 1000-330 +0-0009 h6
1200 330 RGM 1200-330 +0-0011 h6
1400 330 RGM 1400-330 +0-0011 h6
1600 330 RGM 1600-330 +0-0011 h6
Ground metric
D L
Cermet
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 CTF28T
300 330 RGM 0300-330 +0-0004 h6
400 330 RGM 0400-330 +0-0008 h6
600 330 RGM 0600-330 +0-0008 h6
800 330 RGM 0800-330 +0-0009 h6
1000 330 RGM 1000-330 +0-0009 h6
1200 330 RGM 1200-330 +0-0011 h6
1400 330 RGM 1400-330 +0-0011 h6
1600 330 RGM 1600-330 +0-0011 h6
2000 330 RGM 2000-330 +0-0013 h6
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS GROUND METRIC
ROUND TOOL MATERIALS ndash P-LINE32
Ground inch
D L
Submicron grades
D L Type description
Dia tol[inch] [inch] [mm] ISO 286 CTS20D
18 13000 RGI 18-13 +0-0008 h6
316 13000 RGI 316-13 +0-0008 h6
14 13000 RGI 14-13 +0-0009 h6
516 13000 RGI 516-13 +0-0009 h6
38 13000 RGI 38-13 +0-0009 h6
716 13000 RGI 716-13 +0-0011 h6
12 13000 RGI 12-13 +0-0011 h6
58 13000 RGI 58-13 +0-0011 h6
34 13000 RGI 34-13 +0-0013 h6
1 13000 RGI 1-13 +0-0013 h6
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS GROUND INCH
33ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE34
In addition to DIN dimensions we can also supply our high-precision end mill blanks in extra-long sizes End mill blanks in the most popular inch dimensions have now been added to the range Whether in standard execution with Wel-don shanks internal cooling or as a DualBlank you can be sure of finding the product you need Our end mill blanks are now also available in the new high-performance grade CTS24Z for the machining of difficult materials like titanium or Inconel Having virtually the same hardness CTS24Z is even tougher than our proven CTS18D and CTS20D grades This extreme toughness offers maximum protection against breakage and ensures consistent performance of your toolsOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our end mill blanks can be found in the lsquoInformationrsquo section
End mill blanks
35ROUND TOOL MATERIALS ndash P-LINE
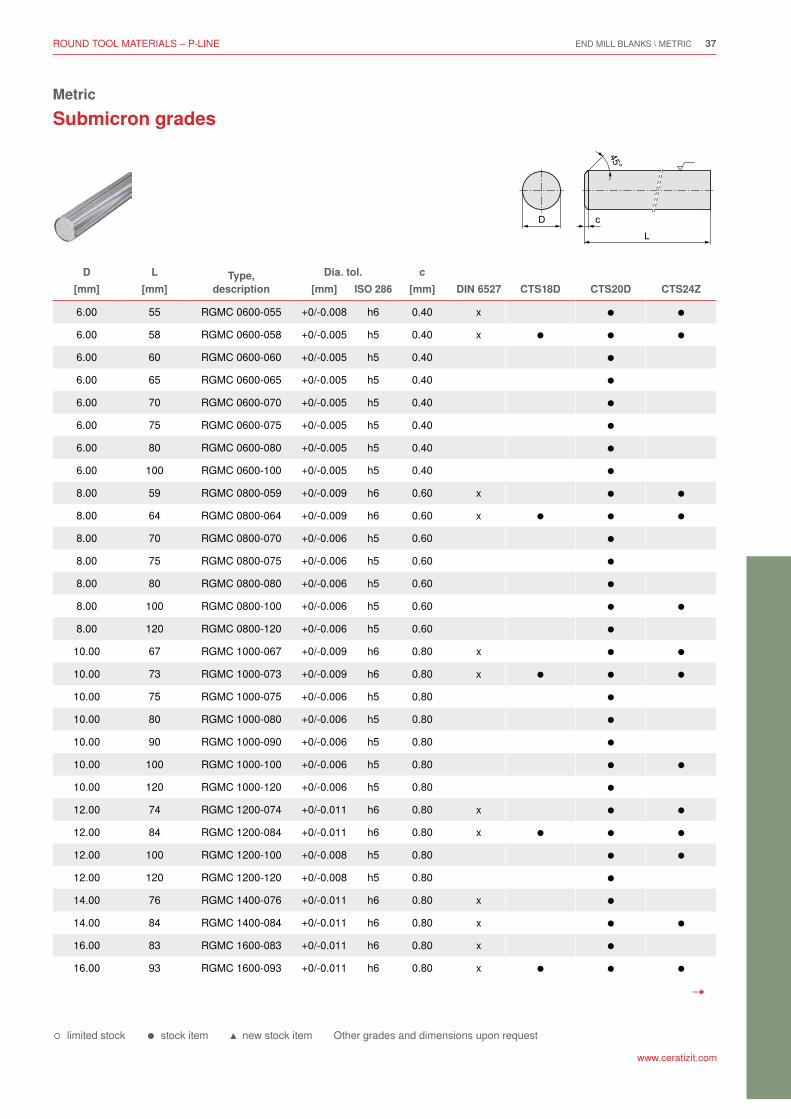
Metric
D
L
c
45deg
Ultrafine grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTU08L TSF22 TSF44
300 39 RGMC 0300-039 +0-0004 h5 030 x
300 40 RGMC 0300-040 +0-0004 h5 030
300 50 RGMC 0300-050 +0-0004 h5 030
300 60 RGMC 0300-060 +0-0004 h5 030
400 51 RGMC 0400-051 +0-0004 h5 040 x
400 60 RGMC 0400-060 +0-0005 h5 040
400 75 RGMC 0400-075 +0-0005 h5 040
500 51 RGMC 0500-051 +0-0005 h5 040 x
600 51 RGMC 0600-051 +0-0005 h5 040 x
600 58 RGMC 0600-058 +0-0005 h5 040 x
600 60 RGMC 0600-060 +0-0005 h5 040
600 65 RGMC 0600-065 +0-0005 h5 040
600 70 RGMC 0600-070 +0-0005 h5 040
600 75 RGMC 0600-075 +0-0005 h5 040
600 80 RGMC 0600-080 +0-0005 h5 040
600 100 RGMC 0600-100 +0-0005 h5 040
800 64 RGMC 0800-064 +0-0006 h5 060 x
800 70 RGMC 0800-070 +0-0006 h5 060
800 75 RGMC 0800-075 +0-0006 h5 060
800 100 RGMC 0800-100 +0-0006 h5 060
800 120 RGMC 0800-120 +0-0006 h5 060
1000 67 RGMC 1000-067 +0-0006 h5 080 x
1000 73 RGMC 1000-073 +0-0006 h5 080 x
1000 75 RGMC 1000-075 +0-0006 h5 080
1000 80 RGMC 1000-080 +0-0006 h5 080
1000 100 RGMC 1000-100 +0-0006 h5 080
1000 120 RGMC 1000-120 +0-0006 h5 080
1200 84 RGMC 1200-084 +0-0008 h5 080 x
1200 100 RGMC 1200-100 +0-0008 h5 080
1200 120 RGMC 1200-120 +0-0008 h5 080
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC
ROUND TOOL MATERIALS ndash P-LINE36
Metric
D
L
c
45deg
Ultrafine grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTU08L TSF22 TSF44
1600 93 RGMC 1600-093 +0-0008 h5 080 x
1600 110 RGMC 1600-110 +0-0008 h5 080
1600 120 RGMC 1600-120 +0-0008 h5 080
1600 130 RGMC 1600-130 +0-0008 h5 080
1600 150 RGMC 1600-150 +0-0008 h5 080
2000 105 RGMC 2000-105 +0-0009 h5 100 x
2000 125 RGMC 2000-125 +0-0009 h5 100
2000 150 RGMC 2000-150 +0-0009 h5 100
2500 125 RGMC 2500-125 +0-0009 h5 100
2500 150 RGMC 2500-150 +0-0009 h5 100
Metric
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTS18D CTS20D CTS24Z
300 39 RGMC 0300-039 +0-0006 h6 030 x
300 40 RGMC 0300-040 +0-0004 h5 030
300 50 RGMC 0300-050 +0-0004 h5 030
300 60 RGMC 0300-060 +0-0004 h5 030
400 51 RGMC 0400-051 +0-0008 h6 040 x
400 60 RGMC 0400-060 +0-0005 h5 040
400 75 RGMC 0400-075 +0-0005 h5 040
500 51 RGMC 0500-051 +0-0008 h6 040 x
600 51 RGMC 0600-051 +0-0008 h6 040 x
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC
37ROUND TOOL MATERIALS ndash P-LINE
Metric
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTS18D CTS20D CTS24Z
600 55 RGMC 0600-055 +0-0008 h6 040 x
600 58 RGMC 0600-058 +0-0005 h5 040 x
600 60 RGMC 0600-060 +0-0005 h5 040
600 65 RGMC 0600-065 +0-0005 h5 040
600 70 RGMC 0600-070 +0-0005 h5 040
600 75 RGMC 0600-075 +0-0005 h5 040
600 80 RGMC 0600-080 +0-0005 h5 040
600 100 RGMC 0600-100 +0-0005 h5 040
800 59 RGMC 0800-059 +0-0009 h6 060 x
800 64 RGMC 0800-064 +0-0009 h6 060 x
800 70 RGMC 0800-070 +0-0006 h5 060
800 75 RGMC 0800-075 +0-0006 h5 060
800 80 RGMC 0800-080 +0-0006 h5 060
800 100 RGMC 0800-100 +0-0006 h5 060
800 120 RGMC 0800-120 +0-0006 h5 060
1000 67 RGMC 1000-067 +0-0009 h6 080 x
1000 73 RGMC 1000-073 +0-0009 h6 080 x
1000 75 RGMC 1000-075 +0-0006 h5 080
1000 80 RGMC 1000-080 +0-0006 h5 080
1000 90 RGMC 1000-090 +0-0006 h5 080
1000 100 RGMC 1000-100 +0-0006 h5 080
1000 120 RGMC 1000-120 +0-0006 h5 080
1200 74 RGMC 1200-074 +0-0011 h6 080 x
1200 84 RGMC 1200-084 +0-0011 h6 080 x
1200 100 RGMC 1200-100 +0-0008 h5 080
1200 120 RGMC 1200-120 +0-0008 h5 080
1400 76 RGMC 1400-076 +0-0011 h6 080 x
1400 84 RGMC 1400-084 +0-0011 h6 080 x
1600 83 RGMC 1600-083 +0-0011 h6 080 x
1600 93 RGMC 1600-093 +0-0011 h6 080 x
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC
ROUND TOOL MATERIALS ndash P-LINE38
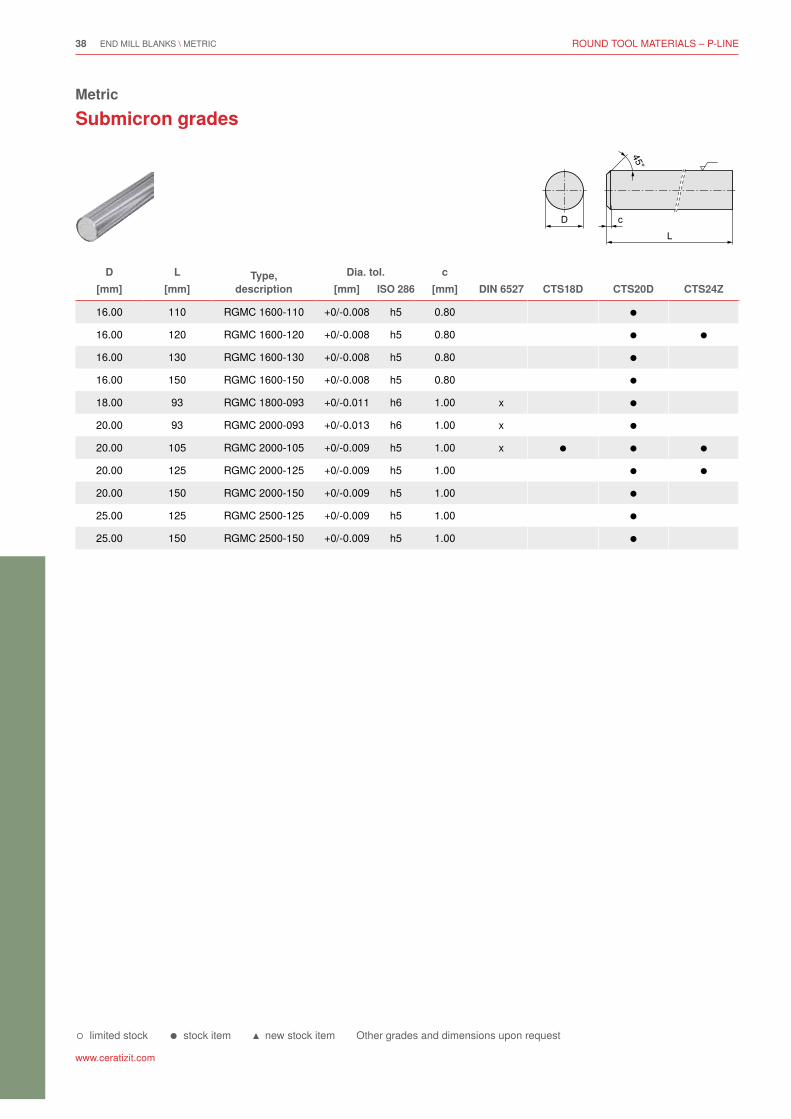
Metric
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTS18D CTS20D CTS24Z
1600 110 RGMC 1600-110 +0-0008 h5 080
1600 120 RGMC 1600-120 +0-0008 h5 080
1600 130 RGMC 1600-130 +0-0008 h5 080
1600 150 RGMC 1600-150 +0-0008 h5 080
1800 93 RGMC 1800-093 +0-0011 h6 100 x
2000 93 RGMC 2000-093 +0-0013 h6 100 x
2000 105 RGMC 2000-105 +0-0009 h5 100 x
2000 125 RGMC 2000-125 +0-0009 h5 100
2000 150 RGMC 2000-150 +0-0009 h5 100
2500 125 RGMC 2500-125 +0-0009 h5 100
2500 150 RGMC 2500-150 +0-0009 h5 100
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC
39ROUND TOOL MATERIALS ndash P-LINE
Metric with Weldon
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTS20D
600 51 RGMCW 0600-051 +0-0008 h6 040 x
600 55 RGMCW 0600-055 +0-0008 h6 040 x
600 58 RGMCW 0600-058 +0-0008 h6 040 x
800 64 RGMCW 0800-064 +0-0009 h6 060 x
1000 67 RGMCW 1000-067 +0-0009 h6 080 x
1000 73 RGMCW 1000-073 +0-0009 h6 080 x
1200 74 RGMCW 1200-074 +0-0011 h6 080 x
1200 84 RGMCW 1200-084 +0-0011 h6 080 x
1600 93 RGMCW 1600-093 +0-0011 h6 080 x
2000 93 RGMCW 2000-093 +0-0013 h6 100 x
2000 105 RGMCW 2000-105 +0-0013 h6 100 x
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC WITH WELDON
ROUND TOOL MATERIALS ndash P-LINE40
Metric DualBlank
D
L
c
30degCTSDTMG30
l1
Submicron grades
D L Type description
Dia tol l1 c[mm] [mm] [mm] ISO 286 [mm] [mm] DIN 6527 CTS20D CTS18D
600 58 RGMCD 0600-058 +0-0008 h6 26 050 x
800 64 RGMCD 0800-064 +0-0009 h6 29 070 x
1000 73 RGMCD 1000-073 +0-0009 h6 33 090 x
1200 84 RGMCD 1200-084 +0-0011 h6 38 090 x
1600 93 RGMCD 1600-093 +0-0011 h6 41 090 x
2000 105 RGMCD 2000-105 +0-0013 h6 46 110 x
DualBlank rods
A combination of a high-performing Premium grade in the cutting edge area with a shank made of an economical recycled grade
emspThe high-performance grade in the cutting edge area guarantees maximum performance in metal cutting
emspAbsolutely homogeneous and resistant to fracture where the two materials are joined
emspOptimised price-performance ratioemspProduced with less impact of the environment
s-line
p-line
CTS18DCTS20D
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC DUALBLANK
41ROUND TOOL MATERIALS ndash P-LINE
Metric with through-coolant 2x 180deg
c
2x18
0deg
Oslash d
1
L+1
45deg
l2 60degOslash
D
Oslash d 2
Submicron grades
D L Type description
Dia tol d1 d2 l2 c[mm] [mm] [mm] ISO 286 [mm] [mm] [mm] [mm] CTS20D
600 58 RGMCY2 0600-058 +0-0008 h6 120 080 300 040
800 64 RGMCY2 0800-064 +0-0009 h6 160 110 400 060
1000 73 RGMCY2 1000-073 +0-0009 h6 200 140 500 080
1200 84 RGMCY2 1200-084 +0-0011 h6 220 160 600 080
1400 84 RGMCY2 1400-084 +0-0011 h6 240 170 700 080
1600 93 RGMCY2 1600-093 +0-0011 h6 260 190 800 080
1800 93 RGMCY2 1800-093 +0-0011 h6 280 200 900 100
2000 105 RGMCY2 2000-105 +0-0013 h6 300 210 1000 100
2500 125 RGMCY2 2500-125 +0-0013 h6 320 230 1250 100
Metric with through-coolant 3x 120deg
3x12
0deg
c
Oslash d
1
L+1
45deg
l2 60degOslash
D
Oslash d 2
Submicron grades
D L Type description
Dia tol d1 d2 l2 c[mm] [mm] [mm] ISO 286 [mm] [mm] [mm] [mm] CTS20D
600 58 RGMCY3 0600-058 +0-0008 h6 120 070 300 040
800 64 RGMCY3 0800-064 +0-0009 h6 160 090 400 060
1000 73 RGMCY3 1000-073 +0-0009 h6 200 120 500 080
1200 84 RGMCY3 1200-084 +0-0011 h6 220 130 600 080
1400 84 RGMCY3 1400-084 +0-0011 h6 240 140 700 080
1600 93 RGMCY3 1600-093 +0-0011 h6 260 150 800 080
1800 93 RGMCY3 1800-093 +0-0011 h6 280 160 900 100
2000 105 RGMCY3 2000-105 +0-0013 h6 300 170 1000 100
2500 125 RGMCY3 2500-125 +0-0013 h6 320 180 1250 100
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC WITH THROUGH-COOLANT
ROUND TOOL MATERIALS ndash P-LINE42
Metric with through-coolant 4x 90deg
4x90
deg
c
Oslash d
1
L+1
45deg
l2 60degOslash
D
Oslash d 2
Submicron grades
D L Type description
Dia tol d1 d2 l2 c[mm] [mm] [mm] ISO 286 [mm] [mm] [mm] [mm] CTS20D
600 58 RGMCY4 0600-058 +0-0008 h6 120 060 300 040
800 64 RGMCY4 0800-064 +0-0009 h6 160 080 400 060
1000 73 RGMCY4 1000-073 +0-0009 h6 200 100 500 080
1200 84 RGMCY4 1200-084 +0-0011 h6 220 110 600 080
1400 84 RGMCY4 1400-084 +0-0011 h6 240 120 700 080
1600 93 RGMCY4 1600-093 +0-0011 h6 260 130 800 080
1800 93 RGMCY4 1800-093 +0-0011 h6 280 140 900 100
2000 105 RGMCY4 2000-105 +0-0013 h6 300 150 1000 100
2500 125 RGMCY4 2500-125 +0-0013 h6 320 160 1250 100
Metric with through-coolant 5x 72deg
5x72deg
c
Oslash d
1
L+1
45deg
l2 60degOslash
D
Oslash d 2
Submicron grades
D L Type description
Dia tol d1 d2 l2 c[mm] [mm] [mm] ISO 286 [mm] [mm] [mm] [mm] CTS20D
600 58 RGMCY5 0600-058 +0-0008 h6 120 050 300 040
800 64 RGMCY5 0800-064 +0-0009 h6 160 070 400 060
1000 73 RGMCY5 1000-073 +0-0009 h6 200 090 500 080
1200 84 RGMCY5 1200-084 +0-0011 h6 220 100 600 080
1400 84 RGMCY5 1400-084 +0-0011 h6 240 110 700 080
1600 93 RGMCY5 1600-093 +0-0011 h6 260 120 800 080
1800 93 RGMCY5 1800-093 +0-0011 h6 280 130 900 100
2000 105 RGMCY5 2000-105 +0-0013 h6 300 140 1000 100
2500 125 RGMCY5 2500-125 +0-0013 h6 320 150 1250 100
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC WITH THROUGH-COOLANT
43ROUND TOOL MATERIALS ndash P-LINE
Inch
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[inch] [inch] [mm] ISO 286 [mm] CTS20D
18 1500 RGIC 18 - 150 +0-0008 h6 025
316 2000 RGIC 316 - 200 +0-0008 h6 040
14 2000 RGIC 14 - 200 +0-0009 h6 040
14 3000 RGIC 14 - 300 +0-0009 h6 040
516 2500 RGIC 516 - 250 +0-0009 h6 040
38 2500 RGIC 38 - 250 +0-0009 h6 040
38 3000 RGIC 38 - 300 +0-0009 h6 040
12 3000 RGIC 12 - 300 +0-0011 h6 080
12 4000 RGIC 12 - 400 +0-0011 h6 080
58 3500 RGIC 58 - 350 +0-0011 h6 080
34 4000 RGIC 34 - 400 +0-0013 h6 080
1 4000 RGIC 1 - 400 +0-0013 h6 080
1 6000 RGIC 1 - 600 +0-0013 h6 080
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS INCH
ROUND TOOL MATERIALS ndash P-LINE44
In addition to their geometrical precision thanks to a special grinding surface our drill blanks are also notable for the improved pull-out resistance of the tool shank The shank end corresponds to DIN 69090-3 and therefore complies with the standard for cutting tools which are suitable for MQLOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZITDetailed technical data for our drill blanks can be found in the lsquoInformationrsquo section
Drill blanks
45ROUND TOOL MATERIALS ndash P-LINE
3xD 5xD with through-coolant
cD1
d 1
D L
45deg
Drill blanks
xD factor
D L Type description
Dia tol Nominal pitch c D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] [mm] CTS20D
3 600 63 40GB2 06001907225-063 +0-0005 h5 2250 400 095 190 070
3 600 63 46GB2 06001605180-063 +0-0005 h5 1800 463 095 160 050
3 600 67 30GB2 06002708327-067 +0-0005 h5 3270 300 095 270 080
3 600 67 33GB2 06002209290-067 +0-0005 h5 2900 330 095 220 090
3 800 80 30GB2 08003410435-080 +0-0006 h5 4350 300 125 340 100
3 1000 90 30GB2 10004813544-090 +0-0006 h5 5440 300 135 480 130
3 1200 103 30GB2 12006317653-103 +0-0008 h5 6530 300 175 630 170
3 1400 108 30GB2 14006718762-108 +0-0008 h5 7620 300 195 670 180
3 1600 116 30GB2 16008020871-116 +0-0008 h5 8710 300 245 800 200
3 1800 124 30GB2 18009023980-124 +0-0008 h5 9800 300 275 900 230
3 2000 132 30GB2 2000100251088-132 +0-0009 h5 10880 300 325 1000 250
5 600 67 46GB2 06001605180-067 +0-0005 h5 1800 463 095 160 050
5 600 67 40GB2 06001907225-067 +0-0005 h5 2250 400 095 190 070
5 600 75 33GB2 06002209290-075 +0-0005 h5 2900 330 095 220 090
5 600 75 40GB2 06001907225-075 +0-0005 h5 2250 400 095 190 070
5 600 83 30GB2 06002708327-083 +0-0005 h5 3270 300 095 270 080
5 800 92 30GB2 08003410435-092 +0-0006 h5 4350 300 125 340 100
5 1000 104 30GB2 10004813544-104 +0-0006 h5 5440 300 135 480 130
5 1200 119 30GB2 12006317653-119 +0-0008 h5 6530 300 175 630 170
5 1400 125 30GB2 14006718762-125 +0-0008 h5 7620 300 195 670 180
5 1600 134 30GB2 16008020871-134 +0-0008 h5 8710 300 245 800 200
5 1800 144 30GB2 18009023980-144 +0-0008 h5 9800 300 275 900 230
5 2000 154 30GB2 2000100251088-154 +0-0009 h5 10880 300 325 1000 250
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
DRILL BLANKS 3XDndash12XD WITH THROUGH-COOLANT
ROUND TOOL MATERIALS ndash P-LINE46
8xD 12xD with through-coolant
cD1
d 1
D L
45deg
Drill blanks
xD factor
D L Type description
Dia tol Nominal pitch c D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] [mm] CTS20D
8 600 73 46GB2 06001605180-073 +0-0005 h5 1800 463 095 160 050
8 600 73 40GB2 06001907225-073 +0-0005 h5 2250 400 095 190 070
8 600 82 33GB2 06002209290-082 +0-0005 h5 2900 330 095 220 090
8 600 82 40GB2 06001907225-082 +0-0005 h5 2250 400 095 190 070
8 600 96 30GB2 06002708327-096 +0-0005 h5 3270 300 095 270 080
8 800 115 30GB2 08003410435-115 +0-0006 h5 4350 300 125 340 100
8 1000 143 30GB2 10004813544-143 +0-0006 h5 5440 300 135 480 130
8 1200 163 30GB2 12006317653-163 +0-0008 h5 6530 300 175 630 170
8 1400 179 30GB2 14006718762-179 +0-0008 h5 7620 300 195 670 180
8 1600 204 30GB2 16008020871-204 +0-0008 h5 8710 300 245 800 200
8 1800 223 30GB2 18009023980-223 +0-0008 h5 9800 300 275 900 230
8 2000 244 30GB2 2000100251088-244 +0-0009 h5 10880 300 325 1000 250
12 600 93 40GB2 06001907225-093 +0-0005 h5 2250 400 095 190 070
12 600 93 46GB2 06001605180-093 +0-0005 h5 1800 463 095 160 050
12 600 103 40GB2 06001907225-103 +0-0005 h5 2250 400 095 190 070
12 600 103 33GB2 06002209290-103 +0-0005 h5 2900 330 095 220 090
12 600 117 30GB2 06002708327-117 +0-0005 h5 3270 300 095 270 080
12 800 147 30GB2 08003410435-147 +0-0006 h5 4350 300 125 340 100
12 1000 163 30GB2 10004813544-163 +0-0006 h5 5440 300 135 480 130
12 1200 205 30GB2 12006317653-205 +0-0008 h5 6530 300 175 630 170
12 1400 231 30GB2 14006718762-231 +0-0008 h5 7620 300 195 670 180
12 1600 261 30GB2 16008020871-261 +0-0008 h5 8710 300 245 800 200
12 1800 286 30GB2 18009023980-286 +0-0008 h5 9800 300 275 900 230
12 2000 311 30GB2 2000100251088-311 +0-0009 h5 10880 300 325 1000 250
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
DRILL BLANKS 3XDndash12XD WITH THROUGH-COOLANT
47ROUND TOOL MATERIALS ndash P-LINE
For micro-drills with through-coolant
D1
Dd1
L
STG
d 2
l2
c
Blanks for micro-drills
D L Type description
Dia tol Nominal pitch c D1 d1 d2 l2[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] [mm] [mm] [mm] CTS20D
300 55 71G2 030002900532-055 +0-0004 h5 320 712 020 029 005 070 25
300 60 67G2 030003700740-060 +0-0004 h5 400 670 020 037 007 090 25
300 65 62G2 030004701050-065 +0-0004 h5 500 621 020 047 010 120 25
300 75 58G2 030006001360-075 +0-0004 h5 600 575 020 060 013 150 25
300 85 53G2 030007501672-085 +0-0004 h5 720 526 020 075 016 170 25
300 95 46G2 030009002090-095 +0-0004 h5 900 463 020 090 020
300 105 42G2 0300105025106-105 +0-0004 h5 1060 416 020 105 025
300 120 37G2 0300125030125-120 +0-0004 h5 1250 370 020 125 030
300 140 33G2 0300150035145-140 +0-0004 h5 1450 330 020 150 035
400 55 76G2 040002900532-055 +0-0005 h5 320 757 030 029 005 070 25
400 60 72G2 040003700740-060 +0-0005 h5 400 723 030 037 007 090 25
400 65 68G2 040004701050-065 +0-0005 h5 500 683 030 047 010 120 25
400 75 64G2 040006001360-075 +0-0005 h5 600 645 030 060 013 150 25
400 85 60G2 040007501672-085 +0-0005 h5 720 602 030 075 016 200 25
400 95 54G2 040009002090-095 +0-0005 h5 900 544 030 090 020 250 25
400 105 50G2 0400105025106-105 +0-0005 h5 1060 499 030 105 025
400 120 46G2 0400125030120-120 +0-0005 h5 1200 463 030 125 030
400 140 38G2 0400150035162-140 +0-0004 h5 1620 378 030 150 035
400 160 35G2 0400170040180-160 +0-0004 h5 1800 349 030 170 040
400 180 30G2 0400200045218-180 +0-0004 h5 2180 300 030 200 045
with power chamber without power chamber
STG
d 2
l2 STG
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
DRILL BLANKS FOR MICRO-DRILLS WITH THROUGH-COOLANT
ROUND TOOL MATERIALS ndash P-LINE48
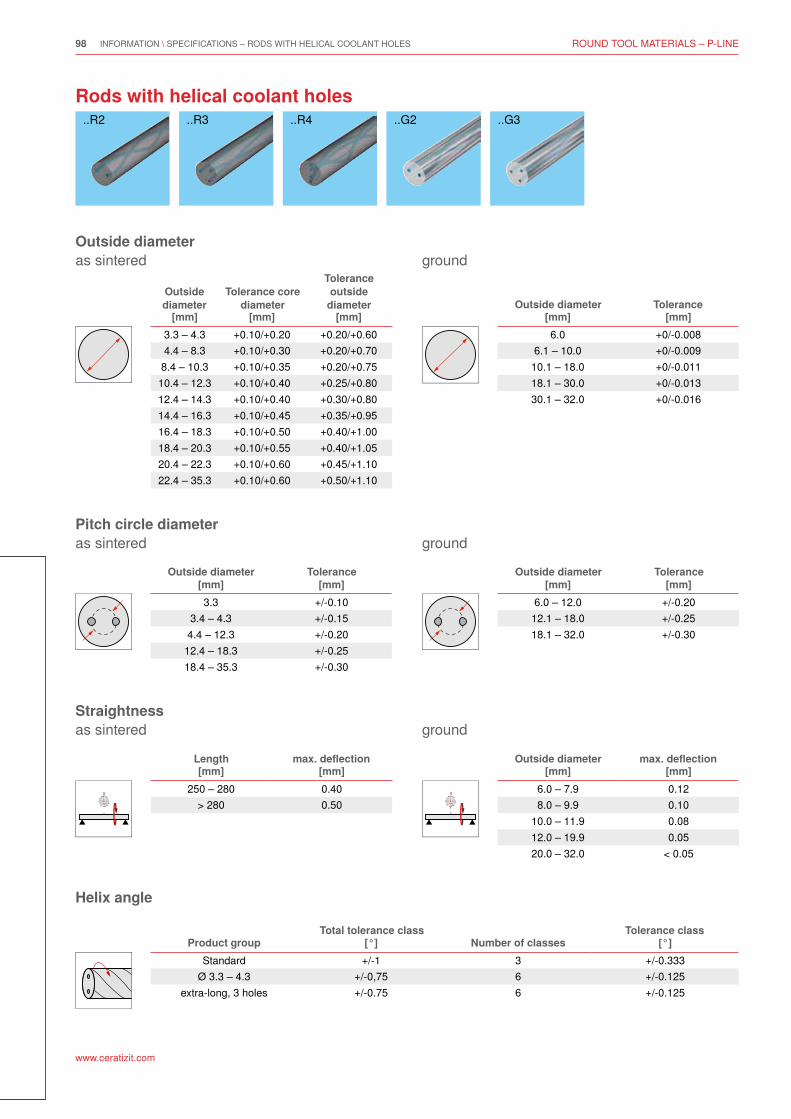
Our range of sintered and ground rods with helical coolant holes supports the production of drills in a diameter range from 3 mm to 35 mmOur rods with helical coolant holes are available in the proven CTS20D grade for the universal machining of steel stainless steel or heat-resistant alloys and now also in CTS12D and the new high-performance grade CTS24Z for the machining of difficult materials like titanium or Inconel Having virtually the same hardness CTS24Z is even tougher than our proven CTS18D and CTS20D grades This extreme toughness offers maximum protection against breakage and ensures consistent performance of your toolsOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our rods with helical coolant holes can be found in the lsquoInformationrsquo section
Rods with helical coolant holes
49ROUND TOOL MATERIALS ndash P-LINE
As sintered
d1
D1
DL
With two coolant holes le 22deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS12D CTS20D
630 415 22R2 06301906469-415 4690 219 190 060
630 330 15R2 063026077035-330 7035 150 260 070
630 415 15R2 063026077035-415 7035 150 260 070
830 415 20R2 083033107034-415 7034 197 330 100
830 330 15R2 083036125938-330 9380 150 360 125
830 415 15R2 083036125938-415 9380 150 360 125
1030 415 19R2 10304401209380-415 9380 185 440 120
1030 330 15R2 103048014011725-330 11725 150 480 140
1030 415 15R2 103048014011725-415 11725 150 480 140
1230 415 18R2 123054015011725-415 11725 178 540 150
1230 330 15R2 123062515514070-330 14070 150 625 155
1230 415 15R2 123062515514070-415 14070 150 625 155
1430 330 15R2 143067019016414-330 16414 150 670 190
1430 415 15R2 143067019016414-415 16414 150 670 190
1630 330 15R2 16308021018759-330 18759 150 800 210
1830 330 15R2 183090232110-330 21100 150 900 230
2030 330 15R2 203010025023449-330 23449 150 1000 250
2230 330 15R2 22301202525794-330 25794 150 1200 250
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE50
As sintered
d1
D1
DL
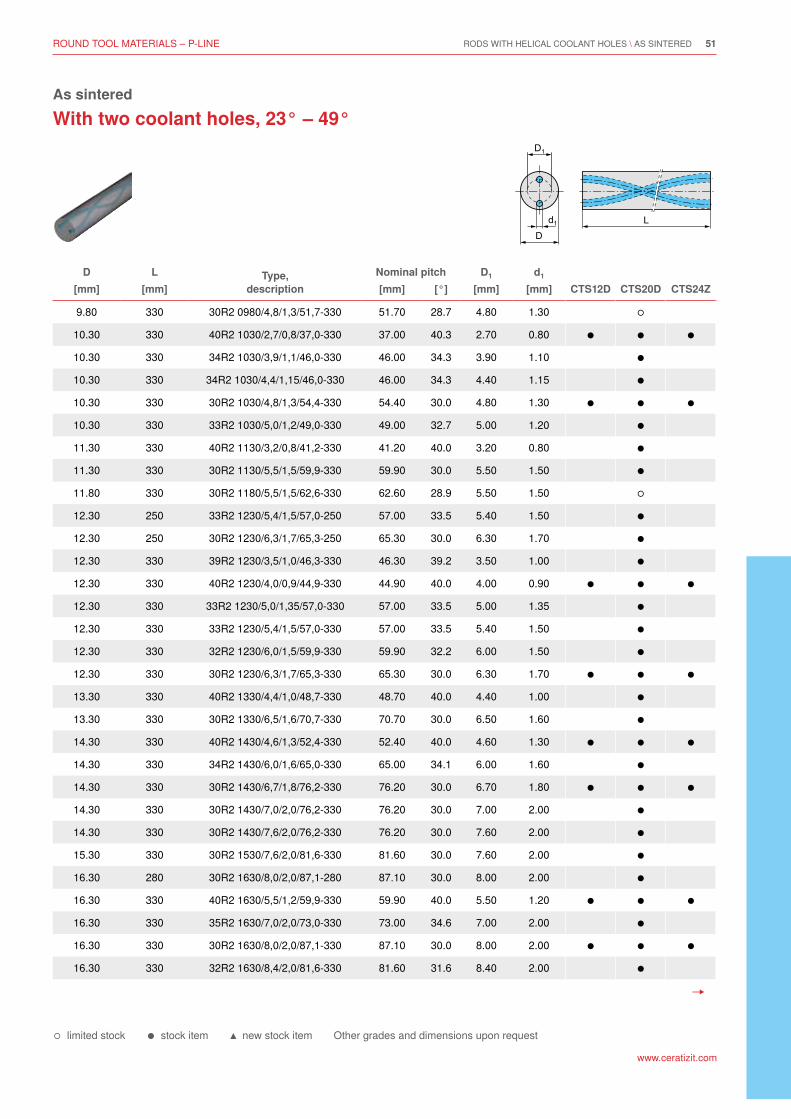
With two coolant holes 23deg ndash 49deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS12D CTS20D CTS24Z
330 330 40R2 033003015112-330 1120 401 030 015
330 330 49R2 033005502082-330 820 490 055 020
330 330 39R2 033008023115-330 1150 393 080 023
330 330 34R2 033011035140-330 1400 340 110 035
330 330 30R2 0330140351632-330 1632 300 140 035
430 330 46R2 04301003120-330 1200 463 100 030
430 330 38R2 043012035162-330 1620 378 120 035
430 330 35R2 043016045180-330 1800 349 160 045
430 330 30R2 043021045218-330 2180 300 210 045
530 330 33R2 05302206245-330 2450 327 220 060
630 330 46R2 06301605180-330 1800 463 160 050
630 330 40R2 06301907225-330 2250 400 190 070
630 330 30R2 06302009327-330 3270 300 200 090
630 330 30R2 06302207327-330 3270 300 220 070
630 330 30R2 06302708327-330 3270 300 270 080
630 330 30R2 06303009327-330 3270 300 300 090
630 350 46R2 06301605180-350 1800 463 160 050
630 350 40R2 06301907225-350 2250 400 190 070
630 350 30R2 06302207327-350 3270 300 220 070
680 330 30R2 06802708354-330 3540 280 270 080
680 330 30R2 06803309354-330 3540 280 330 090
730 330 30R2 07303510381-330 3810 300 350 100
830 330 43R2 08302307272-330 2720 427 230 070
830 330 40R2 08302907300-330 3000 400 290 070
830 330 36R2 08303310350-330 3500 357 330 100
830 330 30R2 08303410435-330 4350 300 340 100
830 330 30R2 08304112435-330 4350 300 410 120
830 350 36R2 08303310350-350 3500 357 330 100
830 350 30R2 08303410435-350 4350 300 340 100
930 330 30R2 093043510490-330 4900 300 435 100
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
51ROUND TOOL MATERIALS ndash P-LINE
As sintered
d1
D1
DL
With two coolant holes 23deg ndash 49deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS12D CTS20D CTS24Z
980 330 30R2 09804813517-330 5170 287 480 130
1030 330 40R2 10302708370-330 3700 403 270 080
1030 330 34R2 10303911460-330 4600 343 390 110
1030 330 34R2 103044115460-330 4600 343 440 115
1030 330 30R2 10304813544-330 5440 300 480 130
1030 330 33R2 10305012490-330 4900 327 500 120
1130 330 40R2 11303208412-330 4120 400 320 080
1130 330 30R2 11305515599-330 5990 300 550 150
1180 330 30R2 11805515626-330 6260 289 550 150
1230 250 33R2 12305415570-250 5700 335 540 150
1230 250 30R2 12306317653-250 6530 300 630 170
1230 330 39R2 12303510463-330 4630 392 350 100
1230 330 40R2 12304009449-330 4490 400 400 090
1230 330 33R2 123050135570-330 5700 335 500 135
1230 330 33R2 12305415570-330 5700 335 540 150
1230 330 32R2 12306015599-330 5990 322 600 150
1230 330 30R2 12306317653-330 6530 300 630 170
1330 330 40R2 13304410487-330 4870 400 440 100
1330 330 30R2 13306516707-330 7070 300 650 160
1430 330 40R2 14304613524-330 5240 400 460 130
1430 330 34R2 14306016650-330 6500 341 600 160
1430 330 30R2 14306718762-330 7620 300 670 180
1430 330 30R2 14307020762-330 7620 300 700 200
1430 330 30R2 14307620762-330 7620 300 760 200
1530 330 30R2 15307620816-330 8160 300 760 200
1630 280 30R2 16308020871-280 8710 300 800 200
1630 330 40R2 16305512599-330 5990 400 550 120
1630 330 35R2 16307020730-330 7300 346 700 200
1630 330 30R2 16308020871-330 8710 300 800 200
1630 330 32R2 16308420816-330 8160 316 840 200
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE52
As sintered
d1
D1
DL
With two coolant holes 23deg ndash 49deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS12D CTS20D CTS24Z
1630 330 30R2 16308625871-330 8710 300 860 250
1730 330 40R2 173057513636-330 6360 400 575 130
1730 330 30R2 17308925925-330 9250 300 890 250
1830 330 40R2 18305616680-330 6800 397 560 160
1830 330 40R2 18306317680-330 6800 397 630 170
1830 330 35R2 183077522820-330 8200 346 775 220
1830 330 30R2 18309327980-330 9800 300 930 270
1980 330 30R2 198096241061-330 10610 294 960 240
2030 330 37R2 20306517843-330 8430 367 650 170
2030 330 40R2 20307115749-330 7490 400 710 150
2030 330 30R2 2030100251088-330 10880 300 1000 250
2030 330 30R2 2030107321088-330 10880 300 1070 320
2130 330 30R2 21301065201142-330 11420 300 1065 200
2130 330 30R2 2130115321142-330 11420 300 1150 320
2230 330 40R2 22307717824-330 8240 400 770 170
2230 330 33R2 22301002501080-330 10800 326 1000 250
2230 330 30R2 2230113201197-330 11970 300 1130 200
2230 330 30R2 2230115341197-330 11970 300 1150 340
2530 330 40R2 253077175936-330 9360 400 770 175
2530 330 33R2 2530120321190-330 11900 330 1200 320
2830 330 39R2 283090201077-330 10770 392 900 200
2830 330 29R2 2830148251590-330 15900 290 1480 250
3030 330 39R2 3030100201160-330 11600 391 1000 200
3030 330 29R2 3030160251720-330 17200 287 1600 250
3230 330 40R2 3230110201198-330 11980 400 1100 200
3230 330 29R2 3230170301778-330 17780 295 1700 300
3530 330 30R2 3530180301895-330 18950 300 1800 300
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
53ROUND TOOL MATERIALS ndash P-LINE
As sintered
d1
D1
DL
With two coolant holes extra-long 23deg ndash 49deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS20D
630 430 46R2 06301605180-430 1800 463 160 050
630 430 40R2 06301907225-430 2250 400 190 070
630 430 30R2 06302207327-430 3270 300 220 070
630 430 30R2 06303009327-430 3270 300 300 090
830 430 30R2 08303410435-430 4350 300 340 100
1030 430 30R2 10304813544-430 5440 300 480 130
1030 530 30R2 10304813544-530 5440 300 480 130
1230 430 30R2 12306317653-430 6530 300 630 170
1230 530 30R2 12306317653-530 6530 300 630 170
1430 430 30R2 14306718762-430 7620 300 670 180
1430 530 30R2 14306718762-530 7620 300 670 180
1630 430 30R2 16308020871-430 8710 300 800 200
1630 530 30R2 16308020871-530 8710 300 800 200
1830 530 30R2 18309327980-530 9800 300 930 270
1830 430 30R2 18309327980-430 9800 300 930 270
2030 430 30R2 2030100251088-430 10880 300 1000 250
2030 530 30R2 2030100251088-530 10880 300 1000 250
2530 530 33R2 2530120321190-530 11900 334 1200 320
2530 430 33R2 2530120321190-430 11900 334 1200 320
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE54
As sintered
d1
D1
DL
With two coolant holes ge 50deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS20D
1030 330 50R2 10302307260-330 2600 504 230 070
1230 330 51R2 12302307301-330 3010 514 230 070
1330 330 50R2 13302607340-330 3400 502 260 070
1630 330 50R2 16303710420-330 4200 501 370 100
2030 330 50R2 20304412527-330 5270 500 440 120
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
55ROUND TOOL MATERIALS ndash P-LINE
As sintered
D
D1
Ld1
With three coolant holes
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS20D
630 330 30R3 06303006327-330 3270 312 300 060
830 330 40R3 08302907300-330 3000 400 290 070
830 330 30R3 083040075435-330 4350 300 400 075
1030 330 40R3 103035075370-330 3700 403 350 075
1030 330 30R3 10304910544-330 5440 300 490 100
1230 330 40R3 12304009449-330 4490 400 400 090
1230 330 30R3 12306011653-330 6530 300 600 110
1430 330 40R3 143046512524-330 5240 400 465 120
1430 330 30R3 14307113762-330 7620 300 710 130
1630 330 40R3 16305512599-330 5990 400 550 120
1630 330 30R3 16308315870-330 8700 300 830 150
1830 330 40R3 183062515674-330 6740 400 625 150
1830 330 30R3 18309617980-330 9800 300 960 170
2030 330 40R3 20307115749-330 7490 400 710 150
2030 330 30R3 2030104201088-330 10880 300 1040 200
2230 330 40R3 22307717824-330 8240 400 770 170
2230 330 30R3 2230107201197-330 11970 300 1070 200
2530 330 40R3 25308117936-330 9360 400 810 170
2530 330 33R3 2530115221190-330 11900 334 1150 220
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
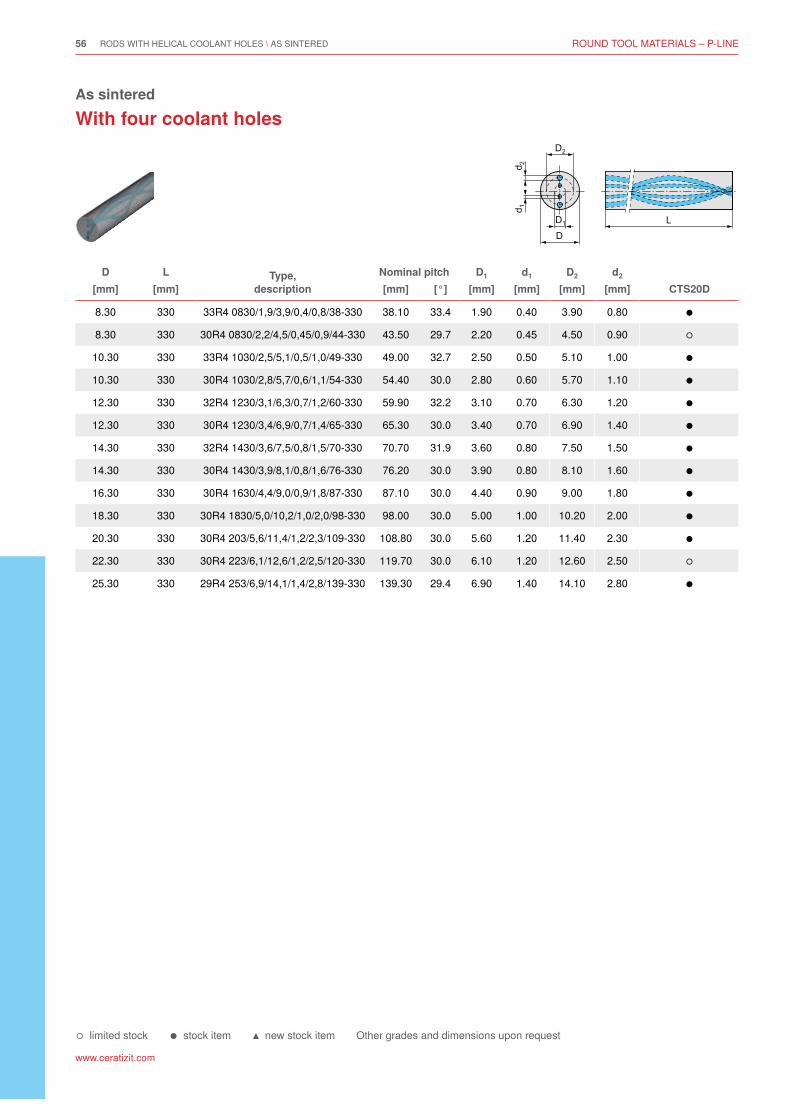
ROUND TOOL MATERIALS ndash P-LINE56
As sintered
D1
D2
DL
d 2d 1
With four coolant holes
D L Type description
Nominal pitch D1 d1 D2 d2
[mm] [mm] [mm] [deg] [mm] [mm] [mm] [mm] CTS20D
830 330 33R4 08301939040838-330 3810 334 190 040 390 080
830 330 30R4 083022450450944-330 4350 297 220 045 450 090
1030 330 33R4 10302551051049-330 4900 327 250 050 510 100
1030 330 30R4 10302857061154-330 5440 300 280 060 570 110
1230 330 32R4 12303163071260-330 5990 322 310 070 630 120
1230 330 30R4 12303469071465-330 6530 300 340 070 690 140
1430 330 32R4 14303675081570-330 7070 319 360 080 750 150
1430 330 30R4 14303981081676-330 7620 300 390 080 810 160
1630 330 30R4 16304490091887-330 8710 300 440 090 900 180
1830 330 30R4 183050102102098-330 9800 300 500 100 1020 200
2030 330 30R4 203561141223109-330 10880 300 560 120 1140 230
2230 330 30R4 223611261225120-330 11970 300 610 120 1260 250
2530 330 29R4 253691411428139-330 13930 294 690 140 1410 280
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
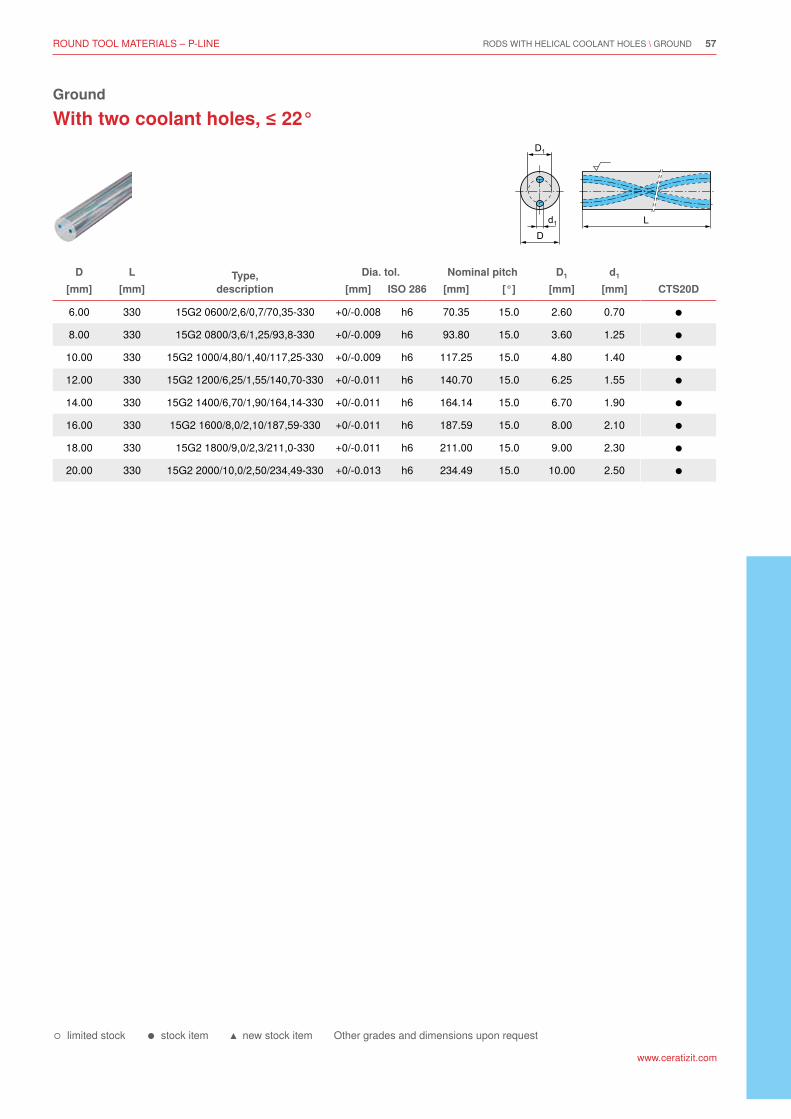
57ROUND TOOL MATERIALS ndash P-LINE
Ground
DLd1
D1
With two coolant holes le 22deg
D L Type description
Dia tol Nominal pitch D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] CTS20D
600 330 15G2 060026077035-330 +0-0008 h6 7035 150 260 070
800 330 15G2 080036125938-330 +0-0009 h6 9380 150 360 125
1000 330 15G2 100048014011725-330 +0-0009 h6 11725 150 480 140
1200 330 15G2 120062515514070-330 +0-0011 h6 14070 150 625 155
1400 330 15G2 140067019016414-330 +0-0011 h6 16414 150 670 190
1600 330 15G2 16008021018759-330 +0-0011 h6 18759 150 800 210
1800 330 15G2 180090232110-330 +0-0011 h6 21100 150 900 230
2000 330 15G2 200010025023449-330 +0-0013 h6 23449 150 1000 250
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES GROUND
ROUND TOOL MATERIALS ndash P-LINE58
Ground
DLd1
D1
With two coolant holes 23deg ndash 49deg
D L Type description
Dia tol Nominal pitch D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] CTS20D
600 330 40G2 06001907225-330 +0-0008 h6 2250 400 190 070
600 330 30G2 06003009327-330 +0-0008 h6 3270 300 300 090
800 330 43G2 08002307272-330 +0-0009 h6 2720 427 230 070
800 330 30G2 08003410435-330 +0-0009 h6 4350 300 340 100
1000 330 40G2 10002708370-330 +0-0009 h6 3700 400 270 080
1000 330 30G2 10004813544-330 +0-0009 h6 5440 300 480 130
1200 330 39G2 12003510463-330 +0-0011 h6 4630 390 350 100
1200 330 30G2 12006317653-330 +0-0011 h6 6530 300 630 170
1400 330 40G2 14004613524-330 +0-0011 h6 5240 400 460 130
1400 330 30G2 14006718762-330 +0-0011 h6 7620 300 670 180
1600 330 40G2 16005512599-330 +0-0011 h6 5990 400 550 120
1600 330 30G2 16008020871-330 +0-0011 h6 8710 300 800 200
1800 330 40G2 18006317680-330 +0-0011 h6 6800 397 630 170
1800 330 30G2 18009327980-330 +0-0011 h6 9800 300 930 270
2000 330 40G2 20007115749-330 +0-0013 h6 7490 400 710 150
2000 330 30G2 2000100251088-330 +0-0013 h6 10880 300 1000 250
2500 330 40G2 250077175936-330 +0-0013 h6 9360 400 770 175
2500 330 33G2 2500120321190-330 +0-0013 h6 11900 334 120 320
3200 330 40G2 3200110201198-330 +0-0016 h6 11980 400 1100 200
3200 330 29G2 3200170301778-330 +0-0016 h6 17780 295 1700 300
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES GROUND
59ROUND TOOL MATERIALS ndash P-LINE
Ground
D
D1
Ld1
With three coolant holes
D L Type description
Dia tol Nominal pitch D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] CTS20D
600 330 30G3 06003006327-330 +0-0008 h6 3270 300 300 060
800 330 30G3 080040075435-330 +0-0009 h6 4350 300 400 075
1000 330 30G3 10004910544-330 +0-0009 h6 5440 300 490 100
1200 330 30G3 12006011653-330 +0-0011 h6 6530 300 600 110
1400 330 30G3 14007113762-330 +0-0011 h6 7620 300 710 130
1600 330 30G3 16008315870-330 +0-0011 h6 8700 300 830 150
1800 330 30G3 18009617980-330 +0-0011 h6 9800 300 960 170
2000 330 30G3 2000104201088-330 +0-0013 h6 10880 300 1040 200
2500 330 33G3 2500115221190-330 +0-0013 h6 11900 330 1150 220
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES GROUND
ROUND TOOL MATERIALS ndash P-LINE60
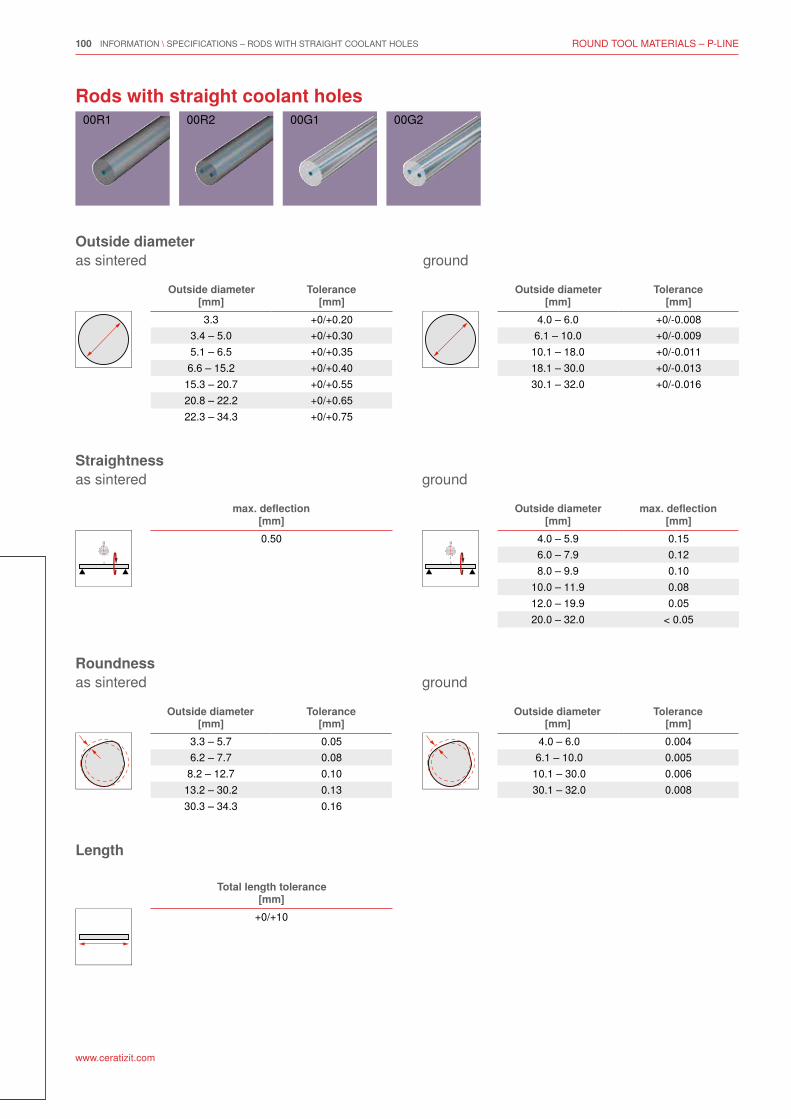
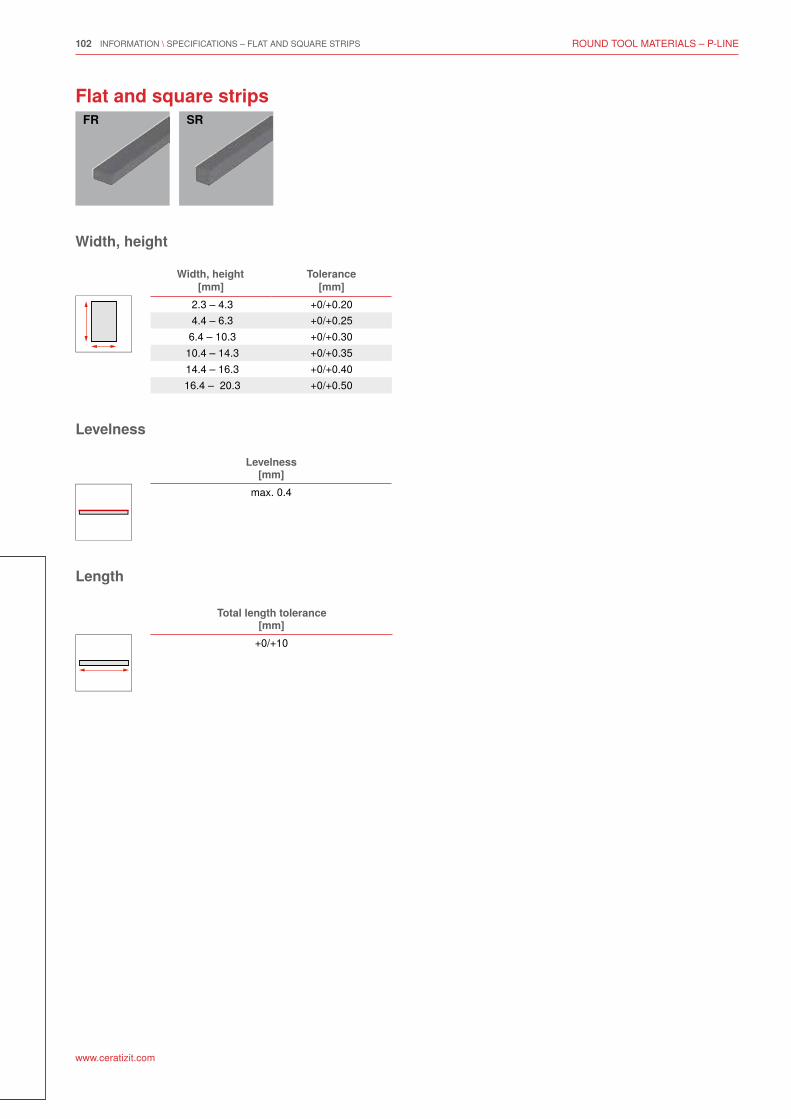
Our standard range includes sintered and ground rods with one central or two straight coolant holes In addition to our established carbide grades we offer a selection of dimensions in the cermet grade CTF28T which has been specially developed for the finish machining of steelOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our rods with straight coolant holes can be found in the lsquoInformationrsquo section
Rods with straight coolant holes
61ROUND TOOL MATERIALS ndash P-LINE
As sintered
d1
D
L
With central coolant hole ultra-fine grades
D L Type description
d1
[mm] [mm] [mm] TSF44
645 330 00R1 064510-330 100
855 330 00R1 085513-330 130
1055 330 00R1 105513-330 130
1055 330 00R1 105520-330 200
1255 330 00R1 125520-330 200
1470 330 00R1 147020-330 200
1670 330 00R1 167020-330 200
2070 330 00R1 207030-330 300
As sintered
d1
D
L
With central coolant hole submicron grades
D L Type description
d1
[mm] [mm] [mm] CTS15D CTS20D
495 330 00R1 049506-330 060
630 330 00R1 063010-330 100
645 330 00R1 064510-330 100
830 330 00R1 083013-330 130
855 330 00R1 085513-330 130
855 330 00R1 085520-330 200
1030 330 00R1 103020-330 200
1055 330 00R1 105513-330 130
1055 330 00R1 105520-330 200
1130 330 00R1 113020-330 200
1230 330 00R1 123020-330 200
1255 330 00R1 125520-330 200
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE62
As sintered
d1
D
L
With central coolant hole submicron grades
D L Type description
d1
[mm] [mm] [mm] CTS15D CTS20D
1330 330 00R1 133020-330 200
1430 330 00R1 143020-330 200
1470 330 00R1 147020-330 200
1630 330 00R1 163020-330 200
1670 330 00R1 167020-330 200
1830 330 00R1 183030-330 300
1870 330 00R1 187030-330 300
2030 330 00R1 203030-330 300
2070 330 00R1 207030-330 300
2530 330 00R1 253030-330 300
2830 330 00R1 283040-330 400
3030 330 00R1 303050-330 500
3230 330 00R1 323050-330 500
As sintered
d1
D
L
With central coolant hole cermet
D L Type description
d1
[mm] [mm] [mm] CTF28T
645 330 00R1 064510-330 100
855 330 00R1 085513-330 130
1055 330 00R1 105520-330 200
1255 330 00R1 125520-330 200
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
63ROUND TOOL MATERIALS ndash P-LINE
As sintered
D1
D
Ld1
With two straight coolant holes submicron grades
D L Type description
D1 d1
[mm] [mm] [mm] [mm] CTS15D CTS20D
330 330 00R2 0330110425-330 110 043
420 330 00R2 042011045-330 110 045
520 330 00R2 05202009-330 200 090
620 330 00R2 06201105-330 110 050
620 330 00R2 06201509-330 150 090
620 330 00R2 06201706-330 170 060
620 330 00R2 06202009-330 200 090
620 330 00R2 06202309-330 230 090
620 330 00R2 06202609-330 260 090
620 330 00R2 06203012-330 300 120
720 330 00R2 07202009-330 200 090
720 330 00R2 07203009-330 300 090
820 330 00R2 08202009-330 200 090
820 330 00R2 08202609-330 260 090
820 330 00R2 08202612-330 260 120
820 330 00R2 08203410-330 340 100
820 330 00R2 08203515-330 350 150
820 330 00R2 08204009-330 400 090
920 330 00R2 09202612-330 260 120
920 330 00R2 09203515-330 350 150
920 330 00R2 09203812-330 380 120
920 330 00R2 09204013-330 400 130
1020 330 00R2 10202010-330 200 100
1020 330 00R2 10202612-330 260 120
1020 330 00R2 10202810-330 280 100
1020 330 00R2 10203515-330 350 150
1020 330 00R2 10204214-330 420 140
1020 330 00R2 10205012-330 500 120
1020 330 00R2 10205214-330 520 140
1220 330 00R2 12202612-330 260 120
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE64
As sintered
D1
D
Ld1
With two straight coolant holes submicron grades
D L Type description
D1 d1
[mm] [mm] [mm] [mm] CTS15D CTS20D
1220 330 00R2 12203515-330 350 150
1220 330 00R2 12204815-330 480 150
1220 330 00R2 12205020-330 500 200
1220 330 00R2 12206015-330 600 150
1320 330 00R2 13205420-330 540 200
1420 330 00R2 14203515-330 350 150
1420 330 00R2 14205020-330 500 200
1420 330 00R2 14205017-330 500 170
1420 330 00R2 14205820-330 580 200
1420 330 00R2 14207020-330 700 200
1520 330 00R2 15205020-330 500 200
1620 330 00R2 16203515-330 350 150
1620 330 00R2 16205015-330 500 150
1620 330 00R2 16205020-330 500 200
1620 400 00R2 16206220-400 620 200
1620 330 00R2 16206625-330 660 250
1620 330 00R2 16208020-330 800 200
1620 415 00R2 16208020-415 800 200
1820 330 00R2 18205020-330 500 200
1820 330 00R2 18206020-330 600 200
1820 330 00R2 18207525-330 750 250
1820 330 00R2 18209020-330 900 200
1920 330 00R2 19207925-330 790 250
2020 330 00R2 20203515-330 350 150
2020 330 00R2 20206020-330 600 200
2020 330 00R2 20206220-330 620 200
2020 330 00R2 20208225-330 820 250
2020 330 00R2 202010025-330 1000 250
2120 330 00R2 21207023-330 700 230
2220 330 00R2 22207023-330 700 230
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
65ROUND TOOL MATERIALS ndash P-LINE
As sintered
D1
D
Ld1
With two straight coolant holes submicron grades
D L Type description
D1 d1
[mm] [mm] [mm] [mm] CTS15D CTS20D
2220 330 00R2 222010530-330 1050 300
2530 330 00R2 25306220-330 620 200
2530 330 00R2 25308020-330 800 200
2530 330 00R2 253010025-330 1000 250
2530 330 00R2 253012030-330 1200 300
2630 330 00R2 26307520-330 750 200
2630 330 00R2 263012030-330 1200 300
2830 330 00R2 283013030-330 1300 300
3030 330 00R2 303013030-330 1300 300
3230 330 00R2 32309022-330 900 220
3230 330 00R2 323013830-330 1380 300
3430 330 00R2 343013830-330 1380 300
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE66
Ground
DLd1
With central coolant hole submicron grades
D L Type description
Dia tol d1
[mm] [mm] [mm] ISO 286 [mm] CTS15D
600 330 00G1 060010-330 +0-0008 h6 100
800 330 00G1 080013-330 +0-0009 h6 130
1000 330 00G1 100020-330 +0-0009 h6 200
1200 330 00G1 120020-330 +0-0011 h6 200
1400 330 00G1 140020-330 +0-0011 h6 200
1600 330 00G1 160020-330 +0-0011 h6 200
1600 330 00G1 160030-330 +0-0011 h6 300
2000 330 00G1 200030-330 +0-0013 h6 300
2500 330 00G1 250030-330 +0-0013 h6 300
3200 330 00G1 320050-330 +0-0016 h6 500
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES GROUND
67ROUND TOOL MATERIALS ndash P-LINE
Ground
D1
D
Ld1
With two coolant holes submicron grades
D L Type description
Dia tol D1 d1
[mm] [mm] [mm] ISO 286 [mm] [mm] CTS15D
600 330 00G2 06001509-330 +0-0008 h6 150 090
600 330 00G2 06003012-330 +0-0008 h6 300 120
800 330 00G2 08002009-330 +0-0009 h6 200 090
800 330 00G2 08004009-330 +0-0009 h6 400 090
1000 330 00G2 10002810-330 +0-0009 h6 280 100
1000 330 00G2 10005214-330 +0-0009 h6 520 140
1200 330 00G2 12003515-330 +0-0011 h6 350 150
1200 330 00G2 12006015-330 +0-0011 h6 600 150
1400 330 00G2 14005017-330 +0-0011 h6 500 170
1400 330 00G2 14007020-330 +0-0011 h6 700 200
1600 330 00G2 16005015-330 +0-0011 h6 500 150
1600 330 00G2 16008020-330 +0-0011 h6 800 200
1800 330 00G2 18006020-330 +0-0011 h6 600 200
1800 330 00G2 18009020-330 +0-0011 h6 900 200
2000 330 00G2 20006220-330 +0-0013 h6 620 200
2000 330 00G2 200010025-330 +0-0013 h6 1000 250
2500 330 00G2 25006220-330 +0-0013 h6 620 200
2500 330 00G2 25008020-330 +0-0013 h6 800 200
2500 330 00G2 250012030-330 +0-0013 h6 1200 300
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES GROUND
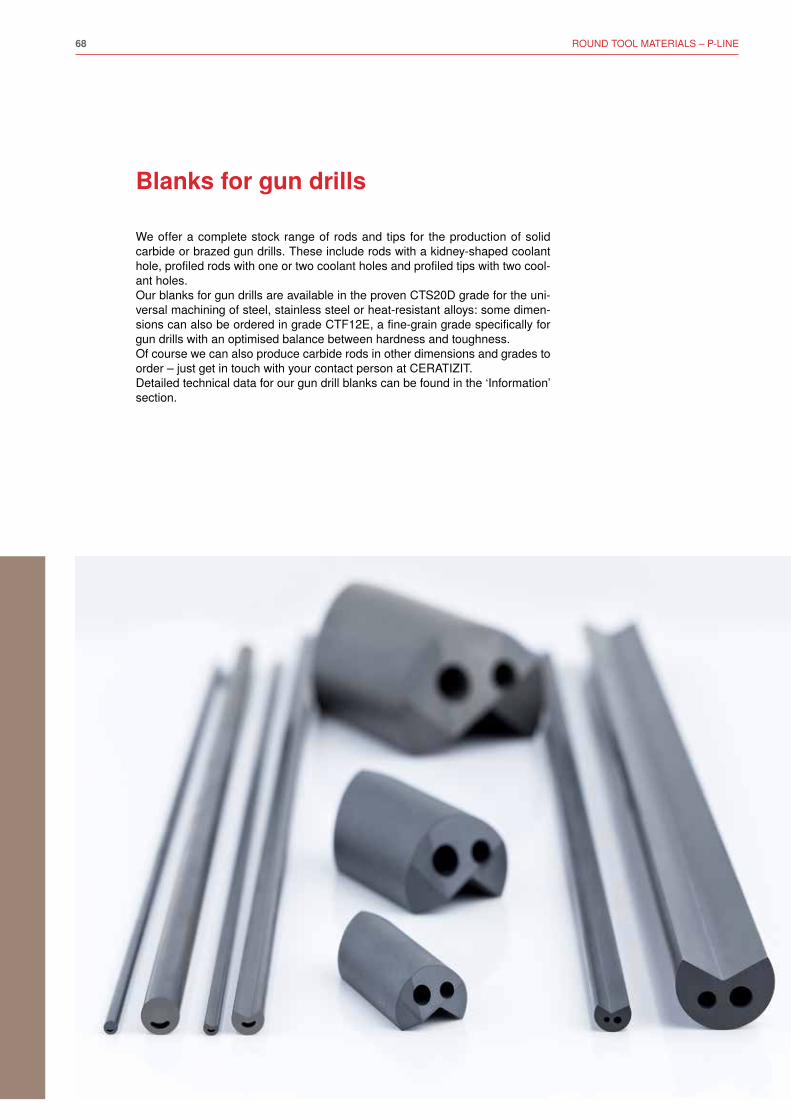
ROUND TOOL MATERIALS ndash P-LINE68
We offer a complete stock range of rods and tips for the production of solid carbide or brazed gun drills These include rods with a kidney-shaped coolant hole profiled rods with one or two coolant holes and profiled tips with two cool-ant holes Our blanks for gun drills are available in the proven CTS20D grade for the uni-versal machining of steel stainless steel or heat-resistant alloys some dimen-sions can also be ordered in grade CTF12E a fine-grain grade specifically for gun drills with an optimised balance between hardness and toughnessOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our gun drill blanks can be found in the lsquoInformationrsquo section
Blanks for gun drills
69ROUND TOOL MATERIALS ndash P-LINE
Rods
D
L
Rods with kidney-shaped coolant holes submicron grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTS20D
240 310 GDRK 0240-310 plusmn015
260 310 GDRK 0260-310 plusmn015
290 310 GDRK 0290-310 plusmn015
315 310 GDRK 0315-310 plusmn015
345 310 GDRK 0345-310 plusmn015
350 310 GDRK 0350-310 plusmn015
390 310 GDRK 0390-310 plusmn015
440 310 GDRK 0440-310 plusmn015
490 310 GDRK 0490-310 plusmn015
550 310 GDRK 0550-310 plusmn015
600 310 GDRK 0600-310 plusmn015
650 310 GDRK 0650-310 plusmn015
710 310 GDRK 0710-310 plusmn015
760 310 GDRK 0760-310 plusmn015
810 310 GDRK 0810-310 plusmn015
830 310 GDRK 0830-310 plusmn015
870 310 GDRK 0870-310 plusmn015
920 310 GDRK 0920-310 plusmn015
1060 310 GDRK 1060-310 plusmn015
1130 310 GDRK 1130-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
ROUND TOOL MATERIALS ndash P-LINE70
Rods
D
L
Rods with kidney-shaped coolant hole fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
240 310 GDRK 0240-310 plusmn015
260 310 GDRK 0260-310 plusmn015
290 310 GDRK 0290-310 plusmn015
315 310 GDRK 0315-310 plusmn015
345 310 GDRK 0345-310 plusmn015
350 310 GDRK 0350-310 plusmn015
390 310 GDRK 0390-310 plusmn015
440 310 GDRK 0440-310 plusmn015
490 310 GDRK 0490-310 plusmn015
550 310 GDRK 0550-310 plusmn015
600 310 GDRK 0600-310 plusmn015
650 310 GDRK 0650-310 plusmn015
710 310 GDRK 0710-310 plusmn015
760 310 GDRK 0760-310 plusmn015
810 310 GDRK 0810-310 plusmn015
830 310 GDRK 0830-310 plusmn015
870 310 GDRK 0870-310 plusmn015
920 310 GDRK 0920-310 plusmn015
1060 310 GDRK 1060-310 plusmn015
1130 310 GDRK 1130-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
71ROUND TOOL MATERIALS ndash P-LINE
Rods
120deg
D
L
Profiled rods with kidney-shaped coolant hole 120deg submicron grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTS20D
240 310 GDVK 0240-310 plusmn015
260 310 GDVK 0260-310 plusmn015
290 310 GDVK 0290-310 plusmn015
315 310 GDVK 0315-310 plusmn015
345 310 GDVK 0345-310 plusmn015
390 310 GDVK 0390-310 plusmn015
440 310 GDVK 0440-310 plusmn015
490 310 GDVK 0490-310 plusmn015
550 310 GDVK 0550-310 plusmn015
600 310 GDVK 0600-310 plusmn015
650 310 GDVK 0650-310 plusmn015
710 310 GDVK 0710-310 plusmn015
760 310 GDVK 0760-310 plusmn015
810 310 GDVK 0810-310 plusmn015
870 310 GDVK 0870-310 plusmn015
920 310 GDVK 0920-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
ROUND TOOL MATERIALS ndash P-LINE72
Rods
120deg
D
L
Profiled rods with kidney-shaped coolant hole 120deg fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
240 310 GDVK 0240-310 plusmn015
260 310 GDVK 0260-310 plusmn015
290 310 GDVK 0290-310 plusmn015
315 310 GDVK 0315-310 plusmn015
345 310 GDVK 0345-310 plusmn015
390 310 GDVK 0390-310 plusmn015
440 310 GDVK 0440-310 plusmn015
490 310 GDVK 0490-310 plusmn015
550 310 GDVK 0550-310 plusmn015
600 310 GDVK 0600-310 plusmn015
650 310 GDVK 0650-310 plusmn015
710 310 GDVK 0710-310 plusmn015
760 310 GDVK 0760-310 plusmn015
810 310 GDVK 0810-310 plusmn015
870 310 GDVK 0870-310 plusmn015
920 310 GDVK 0920-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
73ROUND TOOL MATERIALS ndash P-LINE
Rods
115deg
D
L
Profiled rods with two coolant hole 115deg fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
1350 310 GDV2 1350115-310 plusmn020
1390 310 GDV2 1390115-310 plusmn020
1450 310 GDV2 1450115-310 plusmn020
1550 310 GDV2 1550115-310 plusmn020
1650 310 GDV2 1650115-310 plusmn020
1750 310 GDV2 1750115-310 plusmn020
1860 310 GDV2 1860115-310 plusmn020
1960 310 GDV2 1960115-310 plusmn025
2060 310 GDV2 2060115-310 plusmn025
2160 310 GDV2 2160115-310 plusmn025
ensp limitedenspstockensp ensp ensp stockenspitemensp ensp ensp newenspstockenspitemensp ensp Otherenspgradesenspandenspdimensionsenspuponensprequest
BLANKSenspFORenspGUNenspDRILLSenspenspRODS
ROUND TOOL MATERIALS ndash P-LINE74
Rods
120deg
D
L
Profiled rods with two coolant hole 120deg fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
550 310 GDV2 0550-310 plusmn015
600 310 GDV2 0600-310 plusmn015
650 310 GDV2 0650-310 plusmn015
710 310 GDV2 0710-310 plusmn015
760 310 GDV2 0760-310 plusmn015
810 310 GDV2 0810-310 plusmn015
870 310 GDV2 0870-310 plusmn015
920 310 GDV2 0920-310 plusmn015
970 310 GDV2 0970-310 plusmn015
1080 310 GDV2 1080-310 plusmn015
1130 310 GDV2 1130-310 plusmn015
1180 310 GDV2 1180-310 plusmn015
1230 310 GDV2 1230-310 plusmn015
1280 310 GDV2 1280-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
75ROUND TOOL MATERIALS ndash P-LINE
Tips
115deg
L
D
Profiled tips with two coolant holes 115deg fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
1350 40 GDV2P 1350-040 plusmn020
1450 40 GDV2P 1450-040 plusmn020
1550 40 GDV2P 1550-040 plusmn020
1650 40 GDV2P 1650-040 plusmn020
1750 40 GDV2P 1750-040 plusmn020
1860 40 GDV2P 1860-040 plusmn025
1960 45 GDV2P 1960-045 plusmn025
2060 45 GDV2P 2060-045 plusmn025
2160 45 GDV2P 2160-045 plusmn025
2260 50 GDV2P 2260-050 plusmn025
2360 50 GDV2P 2360-050 plusmn025
2460 55 GDV2P 2460-055 plusmn025
2560 55 GDV2P 2560-055 plusmn025
2660 55 GDV2P 2660-055 plusmn025
2720 55 GDV2P 2720-055 plusmn025
2870 65 GDV2P 2870-065 plusmn025
3080 65 GDV2P 3080-065 plusmn025
3310 65 GDV2P 3310-065 plusmn025
3610 75 GDV2P 3610-075 plusmn025
3910 75 GDV2P 3910-075 plusmn025
4000 80 GDV2P 4000-080 plusmn030
4200 80 GDV2P 4200-080 plusmn030
4500 80 GDV2P 4500-080 plusmn030
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS TIPS
ROUND TOOL MATERIALS ndash P-LINE76
Our flat and square strips in the proven CTS20D grade and in a wide variety of dimensions are available directly from stock Our brazing tips are characterised by very good brazability and can be supplied upon request in the most com-mon DIN dimensions Our stock range includes DIN 8011 brazing tips in grade CTS12D as well as in the cermet grade CTF28T (especially suited to the finish machining of steel materials)Of course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our flat and square strips can be found in the lsquoInfor-mationrsquo section
Flat and square strips brazing tips
77ROUND TOOL MATERIALS ndash P-LINE
Flat strips
S
L
H
Submicron grade
Type description
H S L[mm] [mm] [mm] CTS20D
FR 02300530-330 530 230 330
FR 02300630-330 630 230 330
FR 02300830-330 830 230 330
FR 02301030-330 1030 230 330
FR 02301630-330 1630 230 330
FR 03300430-330 430 330 330
FR 03300530-330 530 330 330
FR 03300630-330 630 330 330
FR 03300830-330 830 330 330
FR 03301030-330 1030 330 330
FR 03301230-330 1230 330 330
FR 03301630-330 1630 330 330
FR 03302030-330 2030 330 330
FR 04300630-330 630 430 330
FR 04300830-330 830 430 330
FR 04301030-330 1030 430 330
FR 04301330-330 1330 430 330
FR 04301630-330 1630 430 330
FR 04302030-330 2030 430 330
FR 05301030-330 1030 530 330
FR 05301330-330 1330 530 330
FR 06301030-330 1030 630 330
FR 06301330-330 1330 630 330
FR 08301230-330 1230 830 330
FR 08301630-330 1630 830 330
FR 10301630-330 1630 1030 330
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
FLAT AND SQUARE STRIPS BRAZING TIPS FLAT STRIPS
ROUND TOOL MATERIALS ndash P-LINE78
Square strips
S
LH
Submicron grade
Type description
H S L[mm] [mm] [mm] CTS20D
SR 0330-330 330 330 330
SR 0430-330 430 430 330
SR 0530-330 530 530 330
SR 0830-330 830 830 330
SR 1030-330 1030 1030 330
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
FLAT AND SQUARE STRIPS BRAZING TIPS SQUARE STRIPS
79ROUND TOOL MATERIALS ndash P-LINE
Brazing tips to DIN 8011
L
St
c
e
r
Form R
Type description
L e S r c t[mm] [mm] [mm] [mm] [mm] [mm] CTF28T CTS12D
DIN 8011 R 12 12 500 080 2500 080 200
DIN 8011 R 16 16 710 120 2500 100 250
DIN 8011 R 19 19 900 140 2500 100 300
DIN 8011 R 22 22 1120 180 2500 140 350
DIN 8011 R 25 25 1500 220 2500 140 400
DIN 8011 R 30 30 1800 280 2500 140 500
Brazing tips to DIN 8011
L
St
c
e
r
Form T
Type description
L e S r c t[mm] [mm] [mm] [mm] [mm] [mm] CTS12D
DIN 8011 T 12 12 450 120 1500 100 300
DIN 8011 T 16 16 750 160 1500 100 350
DIN 8011 T 19 19 750 200 2500 180 450
DIN 8011 T 22 22 950 250 2500 250 560
DIN 8011 T 25 25 1000 280 2500 300 800
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
FLAT AND SQUARE STRIPS BRAZING TIPS DIN 8011 BRAZING TIPS
ROUND TOOL MATERIALS ndash P-LINE80
Brazing tips to DIN 8011
L
St
c
e
r
Form U
Type description
L e S r c t[mm] [mm] [mm] [mm] [mm] [mm] CTS12D
DIN 8011 U 12 12 140 120 1500 100 560
DIN 8011 U 16 16 400 160 1500 100 670
DIN 8011 U 19 19 250 200 2500 180 800
DIN 8011 U 22 22 280 250 2500 250 1120
DIN 8011 U 25 25 400 280 2500 300 1400
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
FLAT AND SQUARE STRIPS BRAZING TIPS DIN 8011 BRAZING TIPS
81ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE82
Special products
In addition to our standard programme we also offer individual solutions for our rods Thanks to our comprehensive manufacturing possibilities we can also implement your most demanding requirements Whether special coolant hole profiles large helix angles or other customised versions see for yourself and benefit from our expertiseIn our up-to-date grinding department we also produce semi-finished ground articles in high volumes as well as in small batches
83ROUND TOOL MATERIALS
Broad selection of diameters and grades starting at 040 mm eg for erosion electrodes up to 80 mm for special tools For semi-finished tools bigger than that we offer customised preforms
Solid carbide or coolant hole rods up to a metre in length are no problem for us Close tolerance production techniques of spiral through hole rod minimise the risk of grinding through into the coolant channels Using leading-edge technologies we are also able to deliver coolant hole rod with pre-formed flutes if required
Increasingly tool producers rely on prefabricated semi-finished products In this context we offer ground cut-to-lengths in a variety of versions For example steps tapers cones male or female centres ball noses chamfers recesses ground holes and many others
Thanks to our modern extrusion processes we can offer you a variety of coolant hole profiles
Available types
SPECIAL PRODUCTS AVAILABLE TYPES
ROUND TOOL MATERIALS ndash P-LINE84
Preforms
In addition to our comprehensive range of rods we also offer various types of preforms for rotary cutting tools The products include both blanks and semi-fin-ished tools for solid carbide and PCD tools exchangeable head systems and tool shanks Years of experience in the field of blank machining combined with a state-of-the-art production plant make it possible for us to produce the most complex near net shape geometries with short delivery times In particular for tool shanks and PCD tool bodies we have developed the new grade CTF25E which is ideal even for the most sophisticated tool versions with narrow shapes and critical transitions
85ROUND TOOL MATERIALS ndash P-LINE
Preformed seats for PCD inserts
Based on your drawings of blanks or finished parts we are able to produce outside diameters of up to approx 300 mm and lengths of approx 500 mm Ideally you should provide us with digital drawings or 3-D models (stp prthellip)
Straight and helical chip flutes
Ground shanks
External and internal thread
Coolant holes
As sintered male or female centres
emspDiameter as sintered up to around 500 mmemspLengths up to around 300 mm
Available types
PREFORMS AVAILABLE TYPES
ROUND TOOL MATERIALS ndash P-LINE86
Individually designed coolant exit holes can be formed into the blank
emspOutside and inside threadsemspMetric ISO threads as sintered tolerance class 8HemspUN threads as sinteredemspSpecial threads upon requestemspGround threads are possible upon request
emspFemale and male centresemspFemale centres to DIN 332emspAs sintered centres (form R preferred)emspUpon request ground version also available
emspUpon request ground version also available for example ground shank to h6
Our preformed chip flutes and insert seats with optimised machining allowance make it possible to save production costs thanks to reduced grinding times in tool production
Do not hesitate to contact us with questions about possible variations We will be pleased to help you design blanks for cost-efficient production of precision tools
emspAxial holes from Oslash 065 mmemspRadial exit holes from Oslash 05 mm and greateremspSmaller holes available depending on the depth and upon
request
PREFORMS AVAILABLE TYPES
87ROUND TOOL MATERIALS ndash P-LINE
[m ] [gcm3] HV30 HRA [MPa] [psi] [MPam frac12]
CTS12D K05 ndash K10 C-3 60 1480 1820 931 3600 522100 93CTS15D K10 ndash K30 C-3 75 1470 1750 928 3700 536000 95CTS20D K20 ndash K40 C-2 100 1438 1600 919 4000 580100 104
[m ] [gcm3] HV30 HRA [MPa] [psi] [MPam frac12]
CTF25E K30 ndash K40 C-2 125 1415 1300 895 3500 507600 150
Grades composition and properties
GradeDensity Hardness
US codeBinder
ISO code
Transverse rupture strength KIC (Shetty)
Submicron grade
An extensive stock of the most important grades makes short-est delivery times for customised blanks possible
Our CTF25E fine-grain grade has been specially designed for PCD tools and tool shanks
The coarser grain structure combined with higher cobalt con-tent provides this grade with increased resistance to break-age and excellent brazability
CTF25E vs CTS20D
Of course we also offer preforms in all other Round Tool Materials grades upon request
GradeDensity Hardness
US codeBinder
ISO code
Transverse rupture strength KIC (Shetty)
Fine grain grade
CTS20D CTF25E Grain size Cobalt content Additives Hardness Transverse rupture strength Fracture toughness KIC
submicron fine grain1001151600 HV304000 MPa104 MPam05
125121300 HV303500 MPa15 MPam05
CTS20D CTF25E
PREFORMS GRADES COMPOSITION AND PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE88
[mm]03
max deflection
Straightness
1
1000 1
1000 1
1000
1
1000
Min wall thicknesses and hole distancesgeemsp1emspmm
Wall thicknesses
min 1 mm
min 1 mm
Diameter steps
Different diameters dia stepsD1 ndash D2 ge1 mmD 1D
1
[mm] [mm] [plusmn]lt 20 055 plusmn015
gt 20 ndash 35 060 plusmn020gt 35 ndash 45 065 plusmn025gt 45 ndash 55 070 plusmn030gt 55 ndash 70 085 plusmn035
gt 70 ndash 100 090 plusmn040gt 100 ndash 150 100 plusmn050
Tolerance table for preforms
Diameters for preforms
Example of a finished diameter 22 mm with grinding allowance
Finished dimension Oslash 2200 mm Grinding allowance +060 mm Blank dimensions Oslash 2260 plusmn020 mm
Nominal Oslash
Blank tolerance incl grinding
allowance Sintering tolerance
Lengths for preforms
Example of a finished length 150 mm with grinding allowance
Finished dimension 150 mm Grinding allowance +115 mm Blank dimensions 15115 plusmn075 mm
Length
Blank tolerance incl grinding
allowance Sintering tolerance
[mm] [mm] [plusmn]
L 05 L + 04 plusmn05 L
For further information go to page 93
Specifications
PREFORMS SPECIFICATIONS
89ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE90
In this section you can find additional information on product labelling technical product specifications and carbide properties Specifications for preforms can be found at the end of the lsquoPreformsrsquo section
Information
91ROUND TOOL MATERIALS ndash P-LINE
Product labelling
Material short text
The material short text describes the article in terms of the most important geometrical specifications A guide to the designation system can be found in the catalogue on page 20
Pitch information(for rods with helical coolant holes) The pitch class and its average value are stated This value acts as the adjustment value for flute grinding More information on the pitch classification for rods with helical coolant holes can be found in the catalogue on page 92
RGMC 1000-073
CTS20D11769718
Mad
e in
Aus
tria
2659013
RGM
C 10
00-0
73
CTS2
0D
10
10
30G2 10004813544-330
CTS20D11793406
Mad
e in
Aus
tria
2650868 30G
2 10
004
81
35
44-
330
CTS2
0D
100
Blaublue 52930 mm
Blau
blu
e 52
930
mm 10
0
Carbide grade Material number
Production order Quantity
Material number barcode
Production order barcode
Material short text
Grade
INFORMATION PRODUCT INFORMATION ndash LABELLING
ROUND TOOL MATERIALS ndash P-LINE92
α = tan-1 d times πStg
Stg = d times πtan α
0deg-1deg +1deg
-033deg +033deg+033deg -033deg +033deg -033deg
0deg-075deg +075deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
Stg pitchd nominal diameterα helix angle
Pitch in mm
Helix
ang
le in
deg
rees
Nominal pitch3 class system
6 class system
yellow white blue
white blue green black red yellow
Conversion pitch to angle
Conversion angle to pitch
Definition of the helix angle
The helix angle indicates the torsion of the coolant holes in relation to the nominal diameter In this context it has to be taken into account that the angle decreases depending on theemspdiameteremspstepsemspForemspthisemspreasonemsprodsemspwithemsp40degemspcoolantemspholes are used for step drills in order to achieve an optimal spiralemspfluteemsphelixemspangleemspofemsp25emsptoemsp30deg
Definition of pitch
Theemsppitchemsp isemsp theemsp lengthemspofemspaemspcompleteemsp360degemsprotationemspofemsp theemspcoolant holes This value is independent of the diameter or the diameter steps The CERATIZIT designation system for coolant hole rods includes both the helix angle in degrees and the pitch of the helix in millimetres
Conversion helix anglepitch
Pitch classification
In order to guarantee closest pitch tolerances our carbide rods with helical coolant holes are divided into tolerance classes For this purpose all rods are measured and assigned to the respective class which is indicated on the product label For details of our pitch classification see page 98
INFORMATION PRODUCT INFORMATION ndash PITCH CLASSIFICATION
93ROUND TOOL MATERIALS ndash P-LINE
Ra max
1
1000
1
1000
Measured outside diameter of the round rod In case of helical coolant hole rods the outside diameter means the OD (addendum diameter) including the helical tooling grooves
Outside diameter
Measured length of the round rodLength
The surface quality describes the state of the surface For ground rods the surface value is indicated as maximum average roughness value Ra (DIN EN ISO 42871998)
Surface
Maximum deflection of a rotating rod which lies on two contact points measured in the middle of the rod The distance between the two contact points is 300 mm When the rod is longer or shorter than 330 mm the contact width corresponds to the rod length minus 10 mm
Straightness
Maximum deflection of a rod Contact point A is 5 mm before the chamfer Contact point B is in the middle of the rod The measurement is carried out 2 mm from the end
Concentricity
The cylindricity describes the tolerance field of an ideal cylinder inside which the skin surface of the rod should be
Cylindricity
Lateral length of flat and square stripsWidth height
Roundness is the radial distance of two con-centric circles which include the circumference line of the round rods section (DIN ISO 1101)
Roundness
The pitch circle is defined as the circle which goes through two or three centre points of coolant holes
Pitch circle diameter
The hole diameter is the diameter of the cool-ant holes inside the rod
Hole diameter
Excentricity means the deviation of the pitch circle centre point or in case of a coolant hole the deviation of the coolant hole centre point from the centre point of the rod
Excentricity
The helix angle is the angle between the longi-tudinal axis and the helix line
Helix angle
Maximum difference of the angle of the two imaginary lines which go through the centre point of the coolant holes which are on the pitch circle
Torsion
For rods with three helical coolant holes the section surface is divided into three circle sec-tors which go through the centre point of the coolant holes The pitch error is the difference of the angles between the circle sectors
Pitch error
INFORMATION SPECIFICATIONS ndash SPECIFICATION FEATURES
ROUND TOOL MATERIALS ndash P-LINE94
RR RGM RGI
[mm] h6 [mm] h5 [mm]10 ndash 30 +0-0006 +0-000431 ndash 60 +0-0008 +0-000561 ndash 100 +0-0009 +0-0006101 ndash 180 +0-0011 +0-0008181ndash 300 +0-0013 +0-0009301 ndash 400 +0-0016 +0-0011
[mm] [mm]08 ndash 21 +0+01522 ndash 47 +0+02048 ndash 67 +0+02568 ndash 152 +0+030153 ndash 202 +0+045203 ndash 242 +0+055243 ndash 362 +0+065363 ndash 462 +0+070
Tolerance
Outside diameter
Outside diameter ToleranceOutside diameter
as sintered ground
[mm] [mm]10 ndash 29 12030 ndash 59 01560 ndash 79 012 80 ndash 99 010
100 ndash 119 008 120 ndash 199 005 200 ndash 400 lt 005
[mm] [mm]08 ndash 32 12
325 ndash 462 05
Outside diameter
Straightness
max deflection max deflectionOutside diameter
as sintered ground
1
1000
1
1000
[mm] [mm]08 ndash 57 005 58 ndash 77 008
78 ndash 127 010128 ndash 302 013 303 ndash 462 016
[mm] h6 [mm] h5 [mm]10 ndash 30 0003 000331 ndash 60 0004 0003
61 ndash 100 0005 0003101 ndash 300 0006 0004301 ndash 400 0008 0005
Roundnessas sintered ground
ToleranceOutside diameter ToleranceOutside diameter
as sintered as sinteredground 005
Tolerance
LengthSurface finish
Executions [mm]+0+10Ra max
[μm]Ramax
Solid carbide rods
INFORMATION SPECIFICATIONS ndash SOLID CARBIDE RODS
95ROUND TOOL MATERIALS ndash P-LINE
RGMC RGMCW RGMCD RGMCY RGIC
[mm] h6 [mm] h5 [mm]10 ndash 30 +0-0006 +0-000431 ndash 60 +0-0008 +0-000561 ndash 100 +0-0009 +0-0006101 ndash 180 +0-0011 +0-0008181 ndash 300 +0-0013 +0-0009301 ndash 400 +0-0016 +0-0011
Tolerance
Outside diameter
Outside diameter
[mm]RGMC +1 RGIC +15
Total length tolerance
Length
Type
Surface finish
Ramax [microm]005Ra max
[mm] h6 [mm] h5 [mm]10 ndash 30 +0+0003 +0+000231 ndash 60 +0+0003 +0+0002
61 ndash 100 +0+0003 +0+0002101 ndash 250 +0+0004 +0+0002
Outside diameter
Roundness
Tolerance
[mm] 30 40 50 60 70 80 90 110 14030 5 5 6 7 - - - - -
40 ndash 50 5 5 6 6 7 - - - -60 4 5 5 6 6 7 8 - -
80 ndash 100 4 4 4 5 5 5 6 7 -120 ndash 140 3 4 4 4 4 5 5 6 -160 ndash 200 3 4 4 4 4 4 5 5 6
250 3 4 4 4 4 4 5 5 6
max concentricity [microm] starting length [mm]
Run-out RGMC
Outside diameter
1
1000
[inch] 1500 ndash 2500 2501 ndash 3500 3501 ndash 800018 ndash 316 5 76 ndash
14 ndash 1 5 76 10
maximum concentricity [microm] starting length [inch]
Run-out RGIC
Outside diameter
1
1000
End mill blanks
INFORMATION SPECIFICATIONS ndash END MILL BLANKS
ROUND TOOL MATERIALS ndash P-LINE96
GB2 G2 SO
[mm] [mm]16 ndash 63 +-02067 ndash 80 +-02590 ndash 100 +-030
TolerancePitch circle diameter
Pitch circle diameter of DIN drill blanks
[mm] [mm]029 +-003
030 ndash 105 +-005106 ndash 20 +-008
TolerancePitch circle diameter
Pitch circle diameter for micro-drill blanks
[deg] [deg]+-1 3 +-033
Total tolerance class Number of
classes
Tolerance class
Helix angle for DIN drill blanks
[deg] [deg]+-075 6 +-0125
Total tolerance class Number of
classes
Tolerance class
Helix angle for micro-drill blanks
[mm] 63ndash6
6
67ndash8
1
82ndash1
14
115ndash
133
134ndash
162
163ndash
310
60 10 15 30 40 ndash ndash80 ndash 15 20 40 40 ndash
100 ndash ndash 20 30 40 50120 ndash ndash 20 30 30 50140 ndash ndash 20 30 30 50160 ndash ndash ndash 20 30 50180 ndash ndash ndash 20 30 50200 ndash ndash ndash 20 30 50
Outside diameter
Straightness of DIN drill blanksDeflection [microm] with length [mm]
1
1000
[mm] 55ndash6
5
66ndash8
5
86ndash1
05
106ndash
180
30 5 8 20 2040 ndash 8 15 20
Outside diameter
Run-out of micro-drill blanksDeflection [microm] with length [mm]
1
1000
[mm] [mm]16 ndash 34 010
48 01563 ndash 67 018
80 ndash 100 020
max excentricity
Excentricity of DIN drill blanks
Pitch circle diameter[mm] [mm]029 0025
030 ndash 059 003506 ndash 15 0040
151 ndash 200 0050
max excentricity
Excentricity of micro-drill blanks
Pitch circle diameter
Drill blanks
INFORMATION SPECIFICATIONS ndash DRILL BLANKS
97ROUND TOOL MATERIALS ndash P-LINE
[mm] h5 [mm]30 +0-0004
31 ndash 60 +0-000561 ndash 100 +0-0006101 ndash 180 +0-0008181 ndash 300 +0-0009
Tolerance
Outside diameter
Outside diameter
+0+1Tolerance
Length
[mm] [mm]005 +-0010
006 ndash 020 +-0015021 ndash 045 +-003005 ndash 13 +-0050
131 ndash 250 +-0075
Hole diameter
ToleranceHole diameter
Surface finishProduct Ramax [microm]
DIN drill blanks Ground mat 005 - 01Micro-drill blanks 005
Ra max
[mm] [mm]30 ndash 60 000280 ndash 100 0003
120 ndash 180 0004200 0005
Tolerance
Roundness
Outside diameter
[mm] [mm] [mm]6 15 +-01 030 +-0058 15 +-01 040 +-005
10 20 +-01 050 +-01012 20 +-01 060 +-01014 25 +-01 080 +-01016 25 +-01 110 +-01018 30 +-01 130 +-01020 30 +-01 160 +-010
Cross groove profile for DIN drill blanks
Outside diameter
Cross groove width
Cross groove depth
INFORMATION SPECIFICATIONS ndash DRILL BLANKS
ROUND TOOL MATERIALS ndash P-LINE98
R2 R3 R4 G2 G3
[mm] [mm] [mm]33 ndash 43 +010+020 +020+06044 ndash 83 +010+030 +020+07084 ndash 103 +010+035 +020+075104 ndash 123 +010+040 +025+080124 ndash 143 +010+040 +030+080144 ndash 163 +010+045 +035+095164 ndash 183 +010+050 +040+100184 ndash 203 +010+055 +040+105204 ndash 223 +010+060 +045+110224 ndash 353 +010+060 +050+110
Tolerance core diameter
Tolerance outside
diameterOutside diameter
Outside diameteras sintered ground
[mm] [mm]60 +0-0008
61 ndash 100 +0-0009101 ndash 180 +0-0011181 ndash 300 +0-0013301 ndash 320 +0-0016
ToleranceOutside diameter
[mm] [mm]33 +-010
34 ndash 43 +-01544 ndash 123 +-020124 ndash 183 +-025184 ndash 353 +-030
ToleranceOutside diameter
Pitch circle diameteras sintered ground
[mm] [mm]60 ndash 120 +-020121 ndash 180 +-025181 ndash 320 +-030
ToleranceOutside diameter
[mm] [mm]250 ndash 280 040
gt 280 050
max deflection
Straightness
Length
1
1000
as sintered ground
1
1000
[mm] [mm]60 ndash 79 01280 ndash 99 010
100 ndash 119 008120 ndash 199 005200 ndash 320 lt 005
max deflectionOutside diameter
Product group [deg] Number of classes [deg]Standard +-1 3 +-0333
Oslash 33 ndash 43 +-075 6 +-0125extra-long 3 holes +-075 6 +-0125
Total tolerance class Tolerance class
Helix angle
Rods with helical coolant holes
INFORMATION SPECIFICATIONS ndash RODS WITH HELICAL COOLANT HOLES
99ROUND TOOL MATERIALS ndash P-LINE
[mm]+0+10
Total length tolerance
Length
Executions Ra max [microm]as sintered as sintered
ground 005
Surface finish
Ra max
[deg]+-30
max pitch error with R3
Pitch error
[mm] [mm]33 004
34 ndash 43 00544 ndash 83 010
84 ndash 103 015104 ndash 143 018144 ndash 353 020
Tolerance
Excentricity
Outside diameter
[mm] [mm]60 0004
61 ndash 100 0005101 ndash 300 0006301 ndash 320 0008
Tolerance
Roundness
Outside diameter
[deg]20
max torsion with R4
Torsionas sintered
[mm] [mm] [mm]33 ndash 43 leemsp100 +-003033 ndash 43 geemsp101 +-005044 ndash 353 040 ndash 130 +-005044 ndash 353 131 ndash 250 +-007544 ndash 353 251 ndash 500 +-0100
Hole diameter
Hole diameter
ToleranceOutside diameter
INFORMATION SPECIFICATIONS ndash RODS WITH HELICAL COOLANT HOLES
ROUND TOOL MATERIALS ndash P-LINE100
00R1 00R2 00G1 00G2
[mm] [mm]33 +0+020
34 ndash 50 +0+03051 ndash 65 +0+03566 ndash 152 +0+040153 ndash 207 +0+055208 ndash 222 +0+065223 ndash 343 +0+075
Tolerance
Outside diameter
Outside diameter
as sintered ground
[mm] [mm]40 ndash 60 +0-000861 ndash 100 +0-0009101 ndash 180 +0-0011181 ndash 300 +0-0013301 ndash 320 +0-0016
ToleranceOutside diameter
[mm]050
max deflection
Straightness
1
1000
as sintered ground
1
1000
[mm] [mm]40 ndash 59 01560 ndash 79 01280 ndash 99 010
100 ndash 119 008120 ndash 199 005200 ndash 320 lt 005
max deflectionOutside diameter
[mm] [mm]33 ndash 57 00562 ndash 77 008
82 ndash 127 010132 ndash 302 013303 ndash 343 016
Tolerance
Roundness
Outside diameter
as sintered
[mm] [mm] 40 ndash 60 0004 61 ndash 100 0005 101 ndash 300 0006 301 ndash 320 0008
ToleranceOutside diameter
ground
[mm]+0+10
Total length tolerance
Length
Rods with straight coolant holes
INFORMATION SPECIFICATIONS ndash RODS WITH STRAIGHT COOLANT HOLES
101ROUND TOOL MATERIALS ndash P-LINE
[mm] [mm]
central coolant hole
010 ndash 050 +005051 ndash 130 +010131 ndash 250 +015251 ndash 500 +020
two coolant holes
010 ndash 050 +-0025051 ndash 130 +-0050131 ndash 250 +-0075251 ndash 500 +-0100
Hole diameter
ToleranceHole diameterProduct group
[mm] [mm]33 ndash 39 +-00540 ndash 59 +-01060 ndash 149 +-020
150 ndash 209 +-025210 ndash 343 +-030
ToleranceOutside diameter
Pitch circle diameter
Executions Ra max [microm]as sintered as sintered
ground 005
Surface finish
Ra max
[mm] [mm] 33 ndash 39 0025 40 ndash 59 0050 60 ndash 79 0100 80 ndash 109 0120 110 ndash 249 0150 250 ndash 343 0200
Tolerance
Excentricity
Outside diameter[mm] [mm]
33 ndash 39 0025 40 ndash 59 0050 60 ndash 79 0100 80 ndash 109 0120 110 ndash 249 0150 250 ndash 343 0200
ToleranceOutside diameter
INFORMATION SPECIFICATIONS ndash RODS WITH STRAIGHT COOLANT HOLES
ROUND TOOL MATERIALS ndash P-LINE102
FR SR
[mm] [mm] 23 ndash 43 +0+020 44 ndash 63 +0+025 64 ndash 103 +0+030
104 ndash 143 +0+035 144 ndash 163 +0+040 164 ndash 203 +0+050
Width height
Width height
Tolerance
[mm]
max 04
Levelness
Levelness
[mm]+0+10
Total length tolerance
Length
Flat and square strips
INFORMATION SPECIFICATIONS ndash FLAT AND SQUARE STRIPS
103ROUND TOOL MATERIALS ndash P-LINE
z
F
x
22deg
y
x
d2d 1
HV = 0102 times 2 times F times sind2 asymp 01891 F
d2
136deg2
100
80
60
40
20
00 5 10 15 20 25
120
Wea
r res
ista
nce
[1c
m3 ]
Submicron gradesFine medium grades
Coarse grades
Cobalt content []
Figure 1 test assembly for the determination of wear resistance according to ASTM B611-85
Figure 3 Vickers hardness test according to ISO 3878
Formula 1 calculation of the Vickers hardness (ISO 3878)
Figure 2 wear resistance in relation to the cobalt content and grain size
Mechanical properties of carbideWear resistanceThe most important property of carbide is wear resistance This property - or to be precise this combination of prop-erties - refers to the surface of the component When two surfaces rub against each other material is removed from both of them Under low stress the material removed consists of single grains or particles This phenomenon is called lsquoscor-ingrsquo In cases of high stress the material removed consists of grain clusters and is called lsquoabrasionrsquo The concept of wear is very complex and depends on many variables Wear resist-ance is mainly tested using the ASTM B611-85 method In this method a carbide piece is pressed onto a rotating steel disk using a lever The rotating steel disk is the carrier for the abrasive material which together with the material that is subject to analysis is transported from a tank below the con-tainer directly to the contact zone (see figure 1) The abrasive material consists of water and aluminium oxide (corundum)Wear resistance is determined by measuring the volume of material removed from the carbide piece while the revolution numberemsptestemsptimeemspandemsptheemspforceemspappliedemspatemsp90degemsponemsptheemspsteelemspdisk are held at consistent levels A gravimetric evaluation is carried out with the volume removal indicated in mm3 As shown in figure 2 wear resistance increases the finer the grain and the lower the cobalt content
HardnessHardness is a materialrsquos mechanical resistance to another harder material which penetrates it The hardness is normally determined based on the Vickers hardness test according to ISOemsp3878emsp Inemspthisemsp testemspaemsp136degemsppyramidalemspdiamondemspindenteremspis pressed onto a work piece with a determined test force The size of the indent is determined optically by measur-ing the two diagonals of the square indent produced by the applied force (F) The impression surface is calculated with formula 1 (see fig 3) When introducing this test method the obsolete unit lsquokilopondrsquo was used for the test force Therefore in the formula the factor 0102 is used for conversion The standardised indication of the Vickers hardness for example is as follows
620 HV 30
Parameters- 620 = hardness- HV = test procedure- 30 = test force in kilopond
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE104
1500
1300
1100
900
700
5000 5 10 15 20 25
1700
1900
2100
30
2300
2500HV
30
100
80
60
40
20
0750 1000
120
1250 1500 1750 2000
Cobalt content []
Ultrafine gradesSubmicron grades
Fine medium gradesCoarse grades
Wea
r res
ista
nce
[1c
m3 ]
Vickers hardness
Submicron gradesFine medium grades
Coarse grades
Figure 4 hardness in relation to the cobalt content and grain size
Figure 5 wear resistance in function of hardness with different grain sizes
Another method for determining hardness is the Rockwell procedure (ISO 3738) It is similar to the Vickers procedure but uses a diamond brale indenter Here the depth of pen-etration is used as the degree of hardness There is no the-oretical basis for a conversion between the two procedures In order to create a comparison a determinate test must be carried out Like wear resistance hardness also increases with a smaller grain size and lower cobalt content (see figure 4) As wear resistance and hardness show similar behaviour with regard to cobalt content and grain size hardness is often used as a reference for wear resistance Furthermore the Vickers procedure is easier and quicker than ASTM B611-85 Nevertheless the relation of hardness and wear resistance is exponential and also depends on the grain size (see figure 5)
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
105ROUND TOOL MATERIALS ndash P-LINE
KIC = 015 32
HV30sum Lradic MN
m
0 5 10 15 20 25 30
K IC
[MN
m3
2 ]
L2
L3
L4
L1
Cobalt content []
Ultrafine gradesSubmicron grades
Fine medium gradesCoarse grain grades
Formula 2 calculation of the critical tension intensity factor KIC
Figure 7 fracture toughness in relation to the grain size and the cobalt content
ToughnessWhen a material is exposed to external static or dynamic stress this leads to mechanical tensions In many cases particularly with impact loads both the strength and ductil-ity of the material have to be taken into account These two properties represent the basis for the concept of toughness which is defined as the capacity to resist fracture or crack progagation Fracture in this context means the complete separation of the material into at least two parts There are numerous possibilities to define or determine toughness transverse rupture strength or fracture toughness In the defi-nition above the integrated product of force and deformation until fracture occurs is used as the toughness value In the case of carbide the Palmqvist method is frequently applied to determine the toughness as a critical tension intensity factor KIC For this purpose the crack length of a Vickers hardness indent is used to deduce the fracture toughness (see figure 6) This is then converted into the tension intensity factor using formula 2 As can be seen in figure 7 tough-ness increases with the metal binder content and growing grain size Compared to other metal materials carbide can be found in the lower part of the toughness range about the same as hardened steel
Figure 6 Palmqvist method for the determination of fracture toughness
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE106
By definition carbide is to be considered a brittle material as there is basically no plastic deformation prior to fracture This is confirmed by examination of surfaces where breakage occurred Various carbides however show very big differ-ences in terms of toughness which can be best explained by taking a look at the microstructure Cracks inside the carbide grains may occur just like intergranular fractures and shear fractures in the binder metal Generally the number of grain cracks rises with increasing grain size and the number of shear fractures when raising the binder content In terms of fracture energy the main contribution to toughness comes from the length of the rupture in the metal binder (see figures 8 and 9)
Figure 8 crack propagation in large grain sizes larger crack propa-gation requires higher fracture energy - higher toughness
Figure 9 crack propagation in small grain sizes direct shorter crack propagation - requires lower fracture energy - lower toughness
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
107ROUND TOOL MATERIALS ndash P-LINE
4000
3500
3000
2500
2000
15000 5 10 15 20 25
4500
30
Tran
sver
se ru
ptur
e st
reng
th [M
Pa]
Cobalt content []
Ultrafine gradesSubmicron grades
Fine medium gradesCoarse grades
Figure 10 illustration of a transverse rupture strength test
Figure 11 transverse rupture strength in relation to the grain size and the cobalt content
Mechanical strengthEvery material has defects such as inclusions and micro-cracks For brittle materials such as hardened steels or car-bide the mechanical strength is limited by the number and size of these defects In this context the mechanical strength depends on the volume as with a growing material volume the probability of a large defect rises Depending on the type of stress various types of strength are distinguished
Transverse rupture strengthTesting the transverse rupture strength is the easiest and most common procedure of analysing the mechanical strength of carbide According to the standardised ISO 3327 procedure a test material of a certain length is placed on a surface and put under stress in the middle until it breaks (see figure 10) The transverse rupture strength (TRS) is then the average value of several tests The maximum value is achieved with a cobalt content of around 14 weight- and grain sizes of around 02 ndash 05micromThe very low plastic deformation is normally not taken into account as it occurs only in the toughest carbides Transverse rupture strength decreases with increasing temperatureFurthermore the carbides show creep values when they are subjected to stress or to high temperatures for a long time The transverse rupture strength is decisively influenced by the number and size of defects in the structure or on the surface Fractures always occur at the weakest point of the structure which is also where the largest defect is A high number of defects therefore increases the probability that one of these defects causes a premature fracture on the point with the highest stress As the quality demands in the field of carbide manufacturing are high impurities or defects can be minimised and thus the risk of breakage reduced
Tensile strengthWhen testing the tensile strength of brittle materials it is dif-ficult to measure exact results A precise result depends on both the perfect preparation of the test materials as well as on the additional stress present on the mounting fixtures Applying the Weibull theory however the tensile strength can be deducted from the values of the transverse rupture strength
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE108
7000
6000
5000
4000
3000
20000 5 10 15 20 25
8000
9000
10000Co
mpr
essi
ve s
treng
th [N
mm
2 ]
Submicron gradesFine medium grades
Coarse grades
Cobalt content []
Extra-coarse grades
Figure 12 compressive strength in relation to the grain size and the cobalt content
Compressive strengthOne of the most remarkable properties of carbide is the extremely high compressive strength under uniaxial stress This valuable property is used in virtually all application fields (cutting edges with high compressive strength in all machin-ing processes pressing and drawing dies rolls anvils and dies for the production of synthetic diamonds etc) The ten-sion of this kind of stress doesnrsquot actually cause fracture due to pressure but due to tension a shear fracture A suitable procedure for determining compressive strength can be found in ISO 4506 To achieve precise values for carbide the test piecersquos geometry must be changed so that the effects of the edges and contact which occur in a simple cylindrical test piece are eliminated Elastic deformation is produced under initial load however before fracture a degree of plastic defor-mation results Figure 12 shows the compressive strength of various grain sizes in relation to the cobalt contentThe compressive strength increases when the metal binder content decreases and the grain size is reduced A small grain carbide grade with a low metal binder content typi-cally has a compressive strength of almost 7000 Nmm2 The compressive strength decreases when the tempera-ture increases The degree of plastic deformation increases notably with the temperature so that the results are variable when temperatures are high
Shear strengthThe implementation of pure shear tests is very difficult However numerous things speak for the fact that the shear strength is somewhat higher than the compressive strength
Fatigue strengthThe fatigue strength of carbide is above 2 million pulsating compressive loads at around 65 to 85 of the static compres-sive strength The compressive fatigue strength increases with a decreasing cobalt content and with decreasing grain size
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
109ROUND TOOL MATERIALS ndash P-LINE
650
600
550
500
450
4000 5 10 15 20 25
700
1300 22002000 4600
0
100
80
60
40
20
Mod
ulus
of e
last
icity
[kN
mm
2 ]
Cobalt content []
Hardness [HV30]
Property from to
Transverse rupture strength [MPa]Fracture toughness [MPa y middot m12]
Hardness
Fracture toughness
CTU08L ultrafine grade 42 Co
Transverse rupture strength
CTS20D submicron grade 100 CoCTF25E finemedium grain grade 125 Co
Figure 15 tension fields of three CERATIZIT grades 0 - lowest value of all grades 100 - highest value of all grades
Figure 14 properties of CERATIZIT round rods and preforms
Figure 13 modulus of elasticity of WC-Co carbides
Modulus of elasticity shear modulus Poissonrsquos ratioThe modulus of elasticity indicates the resistance of a mate-rial against elastic deformation and is higher the more rigid a material is In the case of carbide the modulus of elasticity is 2 to 3 times higher than in steel and increases linearly with decreasing metal binder content See fig 13 additives ofemspγ-phaseemspreduceemsptheemspmodulusemspofemspelasticityemspAnemspexactemspdeter-mination of the modulus of elasticity based on the tension-ex-pansion diagram is difficult Therefore for reliable results res-onance measurements of transverse and longitudinal waves are carried out according to ISO 3312 The shear module is determined in the same way with the help of torsional vibra-tion By determining the modulus of elasticity and the shear module the Poissonrsquos ratio can be calculated
Influence of the grain size and the cobalt content on the most important propertiesThe most important mechanical properties of the carbide such as hardness transverse rupture strength and fracture toughness are determined by the grain size of the tungsten carbide and cobalt content Figure 14 shows the properties of CERATIZIT round rods and preforms Sporadically it can be sustained that through smaller grain sizes higher hard-ness and transverse rupture strength can be achieved At the same time however fracture toughness decreases By increasing the cobalt content hardness is reduced while the transverse rupture strength and fracture toughness are raised Based on this fact a compromise between hardness and fracture toughness can be made Figure 15 shows three different CERATIZIT grades and their hardness fracture toughness and transverse rupture strength 0 is the lowest value and 100 the highest value of all CERATIZIT grades
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE110
65
60
55
50
45
400 5 10 15 20 25
7
75
8
100
80
60
40
20
00 100
120
200 300 400 500 600 700 800
Ther
mal
exp
ansi
on c
oeffi
cien
t [10
-6 deg
C]
20degCemspndashemsp800degC
Cobalt content []
20degCemspndashemsp40degC
Ther
mal
con
duct
ivity
[Wm
n deg
C]
Temperature [degC]
Submicron gradesFine medium grades
Coarse gradesLow y-phase content
High y-phase content
Figure 17 thermal conductivity in relation to the temperature of various micro-structures and grain sizes
Figure 16 thermal expansion in function of the cobalt content for two temperature intervals
Physical properties of carbide DensityThe density of carbide is determined according to ISO 3369 and varies strongly depending on the composition of the car-bide grade Grades with a very high WC content have the highest density Grades with a high titanium carbide content and a high binder content have the lowest density Typically it can however be assumed that the density is around 50 to 100 higher than that of steel
Thermal expansionAs tungsten carbide has a very low thermal expansion coef-ficient the values for carbide compared to steel are very low For carbide grades which contain titanium carbide the values are somewhat higher than for the pure WC-Co carbides Fig-ure 16 shows the thermal expansion in relation to the cobalt content
Thermal conductivityThe thermal conductivity is of great significance for carbide applications as it determines the temperature in the wear areas and has a large influence on the carbidersquos thermal fatigue resistance and resistance to thermal fluctuations The thermal conductivity of WC-Co carbide is around twice that of unalloyed steels It is only slightly influenced by the cobaltemspcontentemspandemsptheemspgrainemspsizeemspwhileemspγ-phasesemsp likeemsp tita-nium carbide or tantalum carbide have an impact Titanium carbide strongly reduces the thermal conductivity Therefore foremspmillingemspgradesemsptantalumemspcarbideemspisemspmostlyemspusedemspasemspγ-phaseemsp(see figure 17)
Specific thermal capacityThe specific thermal capacity is the quantity of heat which is necessaryemsptoemspheatemspupemsp1emspkgemspofemspaemspmaterialemspbyemsp1degCemspInemspapplica-tion technology it is equally important as thermal conductivity because during the machining processes the heat has to be taken away from the cutting edge Through a high thermal capacity the surrounding area is less hot as it can absorb more energy
Specific electric resistanceWC-Co carbides have a low specific resistance of around 20microΩemspcmemspandemspasemspsuchemspareemspgoodemspconductorsemspofemspelectricityemspCarbidesemspwithemspγ-phasesemsphaveemspaemsphigheremspspecificemspresistance
INFORMATION TECHNICAL INFORMATION ndash PHYSICAL PROPERTIES
111ROUND TOOL MATERIALS ndash P-LINE
B
BR
-HC
HS
H
Figure 18 hysteresis curve of a ferromagnetic material
Magnetic saturation amp coercive field strengthCarbides with cobalt as a metal binder are ferromagnetic If a ferromagnetic material is exposed to a magnetic field strength H the magnetic flux density B in this material increases (fig-ure 18 blue line) The flux density decreases when the field strength rises until maximum saturation is achieved This maximum flux density is defined as magnetic saturation (4πσ)emspWhenemsptheemspexternalemspfieldemspstrengthemspisemspremovedemsptheemspfluxemspdensity in the material is reduced along the upper green line to a certain residual magnetism (BR) the so called lsquorema-nencersquo The higher the remanence is the better a material can be magnetised and the remanence can only be elimi-nated when the material is subjected to an inverse field The inverse field strength HC which is necessary to reduce the magnetic flux density to zero or to lsquode-magnetisersquo the mate-rial is defined as coercive field strength
The finer the magnetic field lines of the metal binder phase in the carbide the higher the coercive field strength This means that the coercive field strength provides information about the state of the metal binder phase The metal binder phase becomes finer with smaller tungsten carbide grains and lower binder content As described in the section on lsquoMechanical properties of carbidersquo the smaller the grains and the lower the metal binder content the higher the hardness of the structure In this way an accordant correlation between coercive field strength and hardness can be seen In practi-cal applications this represents a non-destructive measuring method for the hardnessThe magnetic saturation of carbide also depends on the con-tent and the state of the cobalt binder When one of these parameters is known information can be given about the other parameters In this context the carbon content of the carbide has a decisive influence on the magnetic state of the cobalt The magnetic saturation provides information about the carburisation of the carbide This measuring method rep-resents an important tool for checking the production quality
PermeabilityMagnetic permeability means the penetrability of materials for magnetic fields Although carbide is ferromagnetic the magnetic permeability values are low They increase equally along with the magnetic saturation and with the cobalt con-tent and amount to around 5 Hm with 20 vol Compared to this vacuum has a magnetic permeability of 1 Hm and iron between 300 and 10000 Hm
INFORMATION TECHNICAL INFORMATION ndash PHYSICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE112
Acetone
Chemical compounds Resistance
EthanolSodium hydroxide
All acidsTap waterPetroleum
high resistancehigh resistancehigh resistancelow resistancehigh resistancehigh resistance
Figure 19 some chemical compounds and the corresponding resistance of carbide
Corrosion resistanceAccording to DIN EN ISO 8044 corrosion is a reaction of a metal material with its environment which causes a measur-able modification of the material and may lead to a reduced performance of the metal element or the entire system In most cases the reaction is electrochemical in nature or in some cases chemical or metallurgical in nature In carbides corrosion causes a reduction of the surface of the binder phase thus on the surface there remains only a carbide lsquoskeletonrsquo The bond between carbide grains next to each other is very weak so the rate of destruction increases cor-respondingly When the metal binder content is low the car-bide lsquoskeletonrsquo is more pronounced Consequently this type of carbide grade shows higher wear resistance and corrosion resistance than carbides with a higher metal binder content In practical applications however this is not sufficient to sig-nificantly increase the service life Due to their limited corro-sion resistance pure WC-Co carbides are often not suitable for application fields with difficult corrosion conditions Typi-cally it can be assumed that WC-Co carbides down to pH 7 are corrosion-resistant
INFORMATION TECHNICAL INFORMATION ndash CORROSION RESISTANCE
113ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE114
We
rese
rve
the
right
to m
ake
tech
nica
l cha
nges
for i
mpr
ovem
ent o
f the
pro
duct
M
A-PR
O-0
147-
EN-0
220
7003
581
Worldwide CERATIZIT Austria GmbHAT-6600 Reutte T +43 5672 200-0 E infoaustriaceratizitcom
Brazil CERATIZIT Ameacuterica Latina Ltda BR-13069-310 Campinas Satildeo Paulo T +55 11 4133 2300 E infoamericalatinaceratizitcom China CB-CERATIZIT Xiamen Co Ltd 69 Xingxi Road Xinglin Jimei CN-361022 Xiamen (Jimei) China T +86 592 666 1000
Great BritainCERATIZIT UK amp Ireland LtdUK-Sheffield S9 1XUToll Free 0800 048 4877 4878T +44 1925 261 161E infoukceratizitcom
India CERATIZIT India Pvt Ltd IN-Bengaluru 560099 T +91 80 4043 1262 E ctindiainfoceratizitcom
Italy CERATIZIT Como SpA IT-22040 Alserio (CO) T +39 031 6349 211 E infocomoceratizitcom
Japan CERATIZIT Japan CoLtd JP-421ndash0115 Shizuoka T +81-54-268-1060 E infojapanceratizit-jcojp
Spain Portugal CERATIZIT Ibeacuterica Herramientas de Precisioacuten SL ES-28660 Madrid T +34 91 351 0609 E infoibericaceratizitcom
Headquarters
CERATIZIT SALU-8232 MamerT +352 31 20 85-1E infoceratizitcom
wwwceratizitcom

3ROUND TOOL MATERIALS ndash P-LINE
CERATIZIT Group develops and produces innovative solu-tions for tool manufacturers Based on your requirements and the desired price point when it comes to tool production you can choose from three different product lines p-lineThe p-line (Premium line) includes the largest selection of grades and designs and is suitable for every kind of appli-cation with high-performance tools Our p-line products are exclusively manufactured using carbide grades which are produced at our company sites in Reutte Austria or War-ren in the USA You can choose from 12 standard grades ranging from ultra-fine to submicron and fine grain as well as cermet grades With over 1100 stock products in 25 different variants we offer you the largest stock range worldwide for manufacturers of solid carbide toolsOf course we can also supply you with individual near net shape preforms and semi-finished tools based on your draw-ings with timely deliveriesCERATIZIT gives you a unique complete package with out-standing performance in all fields ndash from the development to the product along with ready availability and service
Highly developed logistics processesYou can count on our high and flexible production capacity for stock products an optimally stocked warehouse ensures that your order will always be dealt with swiftly and reliably You can order stock products without any problem 247 online from our E-Techstore and take advantage of the technical expertise of our sales and office staff With over 50 company sites in Europe America and Asia we are available for you at any time throughout the world
Dear customers
ROUND TOOL MATERIALS ndash P-LINE4
INTRODUCTIONCERATIZIT Group 6Production site 7Supreme availability 9Cemented carbide 10Grades composition and properties 16Designation system 20Stock programme at a glance 22
SOLID CARBIDE RODS 24As sintered 25Ground metric 29Ground inch 32
END MILL BLANKS 34Metric 35Metric with Weldon 39Metric DualBlank 40Metric with through-coolant 41Inch 43
DRILL BLANKS 443xDndash12xD with through-coolant 45For micro-drills with through-coolant 47
RODS WITH HELICAL COOLANT HOLES 48As sinteredemsp Withemsptwoemspcoolantemspholesemspleemsp22deg 49emsp Withemsptwoemspcoolantemspholesemsp23degemspndashemsp49deg 50emsp Withemsptwoemspcoolantemspholesemspndashemspextra-longemsp23degemspndashemsp49deg 53emsp Withemsptwoemspcoolantemspholesemspgeemsp50deg 54 With three coolant holes 55 With four coolant holes 56Groundemsp Withemsptwoemspcoolantemspholesemspleemsp22deg 57emsp Withemsptwoemspcoolantemspholesemsp23degemspndashemsp49deg 58 With three coolant holes 59
Contents
CONTENTS
5ROUND TOOL MATERIALS ndash P-LINE
RODS WITH STRAIGHT COOLANT HOLES 60As sintered With central coolant hole 61 With two coolant holes 63Ground With central coolant hole 66 With two coolant holes 67
BLANKS FOR GUN DRILLS 68Rods Rods with kidney-shaped coolant hole 69emsp Profiledemsprodsemspwithemspkidney-shapedemspcoolantemspholeemsp120deg 71emsp Profiledemsprodsemspwithemsptwoemspcoolantemspholesemsp115degemspandemsp120deg 73Tipsemsp Profiledemsptipsemspwithemsptwoemspcoolantemspholesemsp115deg 75
FLAT AND SQUARE STRIPS BRAZING TIPS 76Flat strips 77Square strips 78Brazing tips to DIN 8011 79
SPECIAL PRODUCTS 82Available types 83
PREFORMS 84Available types 85Grades composition and properties 87Specifications 88
INFORMATION 90Product information Labelling 91 Pitch classification 92Specifications Specification features 93 Solid carbide rods 94 End mill blanks 95 Drill blanks 96 Rods with helical coolant holes 98 Rods with straight coolant holes 100 Flat and square strips 102Technical information Mechanical properties 103 Physical properties 110 Corrosion resistance 112
CONTENTS
ROUND TOOL MATERIALS ndash P-LINE6
Facts amp figures
1 headquarters Mamer Luxembourg
30 production sites
gt 50 sales subsidiaries
gt 8000 employees
gt 100000 different products
gt 1000 patents and utility models
gt 200 employees in RampD
gt 10 innovation awards
30 of products developed in the last 5 years
The CERATIZIT Group is the global market leader in several wear part application areas and successfully develops new types of carbide cermet and ceramic grades which are used for instance in the wood metal and stone working industries
The CERATIZIT Group
For over 95 years CERATIZIT has been a pioneer in devel-oping exceptional hard material solutions for machining and wear protection The privately owned company based in Mamer Luxem-bourg develops and manufactures highly specialised cutting tools indexable inserts and rods made of hard materials as well as wear parts
INTRODUCTION CERATIZIT GROUP
7ROUND TOOL MATERIALS ndash P-LINE
The CERATIZIT centre of excellence for cutting tool products rods and preforms can be found at the BreitenwangReutte site in Austria CERATIZIT Austria GmbH is certified to ISO 9001 and currently has around 850 employees making it the second-largest site of the CERATIZIT Group
From powder preparation to producing rods and preforms and recycling carbide - all production processes are located in Reutte The CERATIZIT Group continues to focus strongly on this successful production site and in 2013 2017 and 2018 extended the production surface by 4000 msup2 1900 msup2 and 4500 msup2 respectively
CERATIZIT worldwide
Production site
ReutteAustria site
INTRODUCTION PRODUCTION SITE
ROUND TOOL MATERIALS ndash P-LINE8
Highly developed logistics processes guarantee quick and reliable delivery
9ROUND TOOL MATERIALS ndash P-LINE
Live product availability check
Detailed up-to-date technical information and graphic illustrations
Fast delivery orders up to 630 pm will leave our warehouse in Kempten Germany on the same day
Reliable delivery we work only with the best and most reliable service providers in the sector
e-techstorecomAvailable 247 for you
A majority of our standard products are available from stock A well-organised warehouse means that we can respond quickly and reliably to your order even for bulk quantities Thanks to our advanced supply chain management our pro-duction capacity is flexible and able to produce a maximum
of quantities even in a short time frame You can order stock products online around the clock at our E-Techstore
Your benefits
Supreme availability
INTRODUCTION SUPREME AVAILABILITY
ROUND TOOL MATERIALS ndash P-LINE10
Powder preparation and mixing
Forming pressing Sintering
Grinding Dispatch Recycling
Cemented carbide is a powder metallurgical composite con-sisting of one or more hard material phases (eg tungsten carbide) and a binding material (eg cobalt) It is an extremely hard material characterised by high wear resistance and thermal stability It is used in various fields that require tools or components to be particularly wear-resistant
We manage the entire process chain
Cemented carbide
INTRODUCTION CEMENTED CARBIDE
11ROUND TOOL MATERIALS ndash P-LINE
Cemented carbide ndash a composite material with valuable propertiesCemented carbides are composite materials consisting of a hard material and a comparatively soft binder metal like cobalt (Co) The performance characteristics of cemented carbide are determined by hardness transverse rupture strength and fracture toughness With regard to their appli-cation important parameters for the optimisation of these characteristics are the cobalt content and the grain size of the metal binder phase The tungsten carbide grains have an averageemspsizeemspofemsplessemspthanemsp02μmemspupemsptoemspseveralemspmicrometresemsp(μm)emspTheemspcobaltemspfillsemsptheemspgapsemspbetweenemsptheemspcarbideemspgrainsemsp
When extremely high toughness is required the cobalt con-tent can amount to as much as 30 whereas for maximum wear resistance the cobalt content is reduced and the grain sizeemspdecreasedemsptoemsptheemspnanocrystallineemsprangeemspofemspltemsp02μmCERATIZIT produces far more than 100 different cemented carbide grades particularly for wear parts and cutting tools thus offering a customised solution for every application
INTRODUCTION CEMENTED CARBIDE
ROUND TOOL MATERIALS ndash P-LINE12
Tungsten carbide production
Powder preparation
Carbide production at CERATIZIT started in 1929 Last but not least thanks to long-standing experience CERATIZIT handles the entire process chain from the raw material to the dispatch-ing of the finished products to customers The production process of powder-metallurgical products basically includes the four steps of powder preparation shaping sintering and finishing
The APT (ammonium para-tungstate) is calcined into tungsten oxide under high temperature Subsequently the oxide is reduced to tungsten metal in a hydrogen atmosphere The metal powder is then mixed with carbon and carburised under inert atmosphere at high temperatures The production param-eters are decisive for the WC grain size in the sintered carbide
The tungsten carbide is intensely mixed with the binder metal cobalt nickel or iron various grain growth inhibitors and special alloys as well as materials which promote compaction by wet grinding so that a homogeneous suspension is created Afterwards the suspension is dried in a spray tower to pro-duce a granulate with good flow characteristics This granulate represents the basis for all forming processes
Carbide production
Tungsten
Blue tungsten oxide
Yellow tungsten oxide
Tungsten carbide
APT (ammonium para-tungstate)
INTRODUCTION CEMENTED CARBIDE
13ROUND TOOL MATERIALS ndash P-LINE
The objective of the forming process is to obtain a near net shape sample Pressing is normally carried out at room tem-perature with pressures reaching up to several tons per square centimetre There are several ways of pressing blanks
During isostatic cold pressing the powder is filled into an elastic flexible hose and pressed into a compacted form through high liquid pressure The powder blocks which are produced in this way can then be processed mechanically All common machining methods like milling cutting drilling or turning may be used
In uniaxial pressing the pressing tool con-sists of a die and an upper and a lower punch The carbide powder is filled into the die and then compacted to create the near net shape geometry of the green compact which is ejected from the pressing die
Extrusion pressing is mainly used to pro-duce rectangular bars or cylindrical rods with or without axial hole(s) A plastifier is added to the powder The resulting paste is pressed through an extrusion nozzle Before sintering the plastifier must be evaporated in special drying furnaces
Metal Injection Moulding (MIM) is a process used to produce more complex forms which cannot be produced by direct pressing The paste preparation is similar to the extrusion process
Pressing ndash shaping ndash machining
INTRODUCTION CEMENTED CARBIDE
ROUND TOOL MATERIALS ndash P-LINE14
Sintering
The sintering process converts the blank into a homogeneous and dense cemented carbide with a high level of hardness The material is sintered at temperatures betweenemsp1300emspandemsp1500degCemsp(liquidemspphaseemspsintering) and sometimes also at high pres-sure (up to 100 bar) The volume is reduced by up to 50 during this process
INTRODUCTION CEMENTED CARBIDE
15ROUND TOOL MATERIALS ndash P-LINE
Finishing ndash grinding
In order to achieve the final requirements of surface finish tolerances etc carbide parts can undergo a series of finishing pro-cesses such as grinding spark erosion and coating
The most important grinding procedures for carbide rods are centreless grinding and cylindrical grinding When producing tool blanks minimum diameter tolerances and optimal surface quality represent an excel-lent quality characteristic
INTRODUCTION CEMENTED CARBIDE
ROUND TOOL MATERIALS ndash P-LINE16
KIC (Shetty)
[m ] [gcm3] [HV30] [HRA] [MPa] [psi] [MPam12]
CTU08L K10 C-2 42 1505 2200 952 3700 536600 84
TSF22 K10 ndash K20 C-2 82 1455 1930 937 4400 638800 92
TSF44 K10 ndash K20 C-2 120 1410 1730 927 4600 667000 98
KIC (Shetty)
[m ] [gcm3] [HV30] [HRA] [MPa] [psi] [MPam12]
CTS12D K05 ndash K10 C-3 60 1480 1820 931 3600 522100 93
CTS15D K10 ndash K30 C-3 75 1470 1750 928 3700 536000 95
CTS18D K20 ndash K40 C-2 90 1455 1590 919 3650 529400 107
CTS20D K20 ndash K40 C-2 100 1438 1600 919 4000 580100 104
CTS24Z K20 ndash K40 C-2 120 1410 1570 917 4000 580100 113
CTS30D K30 ndash K40 C-2 150 1384 1400 904 4300 623700 132
KIC (Shetty)
[m ] [gcm3] [HV30] [HRA] [MPa] [psi] [MPam12]
CTF12E K15 C-2 60 1495 1620 921 3000 435100 99
CTF25E K30 ndash K40 C-2 125 1415 1300 895 3500 507600 150
Ultrafine grades
Grade ISO code US codeBinder Density Hardness
Transverse rupture strength
Submicron grades
Grade ISO code US codeBinder Density Hardness
Transverse rupture strength
Fine grades
Grade ISO code US codeBinder Density Hardness
Transverse rupture strength
Grades composition and properties
INTRODUCTION GRADES COMPOSITION AND PROPERTIES
17ROUND TOOL MATERIALS ndash P-LINE
KIC (Shetty)
[m ] [gcm3] [HV30] [HRA] [MPa] [psi] [MPam12]
CTF28T K05 ndash K10 C-2 141 640 1580 918 2000 290100 85
lt 02 N02 ndash lt 05 U05 ndash lt 08 S08 ndash lt 13 F13 ndash lt 25 M25 ndash lt 60 C
gt 60 E
Cermet grade
Grade ISO code US codeBinder Density Hardness
Transverse rupture strength
Carbide grades for biocompatible tools
The biocompatibility requirement for medical products increases patient safety For tools that come into short-term direct contact with body tissue cell tolerance must be guaranteed
Testing for in-vitro cytotoxicity in accordance with DIN EN ISO 10993-5 was carried out by the accredited testing labo-ratory Creamedix GmbH The following carbide grades were successfully tested for their cell tolerance
Certified biological testing of the in-vitro cytotoxicity in accordance with
DIN EN ISO 10993-5 by
Creamedix GmbH
Accreditation number D-PL-19876-01
TSF22 TSF44 CTS12D
CTS15D CTS18D
CTS20D CTS24Z
in accordance with ISO 10993-5 for the medical and dental industry
BIOLAB
CommentThe data in this table are typical material parameters We reserve the right to modify the data due to technical progress or due to further development within our company
Grain size classification
ClassificationCERATIZIT
code
nanoultrafine
submicronfine
mediumcoarse
extra-coarse
) The classification of carbides according to grain size corresponds to the recommendations of the Powder Metallurgy AssociationThe standard ISO codes for carbides which were developed for fine to medium grain sizes no longer correspond to todayrsquos state of the art In order to choose the correct grades only the application data are relevantKIC The measured critical tension intensity factors (KIC) depend to a high degree on the sample geometry and sample preparation A direct comparison with parameters which have been determined by means of a different method is therefore not admissible
Average grain size [microm]
INTRODUCTION GRADES COMPOSITION AND PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE18
CTU08Lemspcarbideemspgradeemspwithemspaemsptypicalemspgrainemspsizeemspofemsp02emspμmemspforemsptheemspma-chining of materials with a hardness gt 65 HRC Thanks to the high wear resistance also excellent suitability for abrasive fibre composite materials
TSF22 ultrafine carbide grade for HSC machining of tempered steels with a hardness of gt 60 HRC and abrasive aluminium alloys
TSF44 ultrafine carbide grade for HSC machining of tempered steels up to 60 HRC suitable for micro-tools and finishing tools and for a variety of materials
Ultrafine grades
CTS12D for machining aluminium alloys fibre-reinforced plastics (carbon-fibre and glass-fibre reinforced) composite materials graphite particular-ly suitable for diamond coating
CTS15D for machining grey cast iron tempered cast iron non-alloyed steel non-ferrous metals and plastics
CTS18D for high-performance machining of steel stainless steel and the machining of difficult materials
CTS20D for universal machining of alloyed and non-alloyed steels Suit-able for a variety of cutting operations on different materials thanks to its balanced properties Improved toughness ensures a low risk of cutting edge breakage
CTS24Z the special high-performance grade for the roughing of titanium and heat-resistant alloys Even higher fracture toughness than CTS18D and CTS20D with approximately the same hardness
CTS30D with extremely high fracture toughness for particularly unstable and difficult applications A good choice when switching from HSS to carbide
Submicron grades
Picture example
Picture example
INTRODUCTION GRADES COMPOSITION AND PROPERTIES
19ROUND TOOL MATERIALS ndash P-LINE
CTF12E for gun drills with an adapted relation between hardness and toughness Suitable also for diamond-coated solid carbide tools
CTF25E for the production of PCD tools and tool shanks The increased cobalt content and the coarser grain improve brazability while increasing fracture toughness
Fine grain grades
CTF28T particularly for the finish machining of steel Thanks to high oxidation resistance and low tendency to stick it is particularly suitable for the production of uncoated reamers
Cermet
Picture example
Picture example
INTRODUCTION GRADES COMPOSITION AND PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE20
1 =
2 =
3 =
4 =
Number of coolant holes
Designation system
RR
RGM
W
D
Y
Sintered rods
with chamfer
with Weldon shank
Ground rods metric
DualBlank
with radial coolant exit holes
GD
SR
FR
00
RGI
RK
VK
30
V2
40
V2P
G
R
C
B
C
Helix angle coolant hole rods as sintered
coolant hole rods groundofcoolant hole rods
Blanks for gun drills
Flat strips
Square strips
round rods with kidney-shaped coolant holes
profiled rods with kidney-shaped coolant holes
profiled rods with two coolant holes
profiled tips with two coolant holes
drill blanks
Ground rods inch
with chamfer
INTRODUCTION DESIGNATION SYSTEM
21ROUND TOOL MATERIALS ndash P-LINE
S
SL
d1
D
H
D
[1100 mm]
[1100 mm]
10004813 544-104 CTS20D h5
ThicknessDiameter of the coolant holes Rod length
Pitch circle of the coolant holes
Height
Nominal pitch of the
coolant holes
Grade
Outside diameter
Diameter tolerance
INTRODUCTION DESIGNATION SYSTEM
ROUND TOOL MATERIALS ndash P-LINE22
CTU0
8L
TSF2
2
TSF4
4
CTS1
2D
CTS1
5D
CTS1
8D
CTS2
0D
CTS2
4Z
CTF1
2E
CTF2
8T
RR
RGM
RGI
RGMC
RGMCW
RGMCD
RGMCY
RGIC
GB2
G2
R2
R3
R4
G2
G3
00R1
00R2
00G1
00G2
GDRK
GDVK
GDV2
GDV2P
DIN 8011
Ultra-fine grades Submicron grades
Fine
gr
ades
Cerm
et
star
ting
page
Solid carbide rods as sintered 25
Solid carbide rods ground metric 29
Solid carbide rods inch 32
End mill blanks metric 35
End mill blanks with Weldon shank metric 39
DualBlank end mill blanks metric 40
End mill blanks with through-coolant metric 41
End mill blanks inch 43
Drill blanks with through-coolant 45
Drill blanks for micro-drills with through-coolant 47
Rods as sintered with two helical coolant holes 49
Rods as sintered with three helical coolant holes 55
Rods as sintered with four helical coolant holes 56
Rods ground with two helical coolant holes 57
Rods ground with three helical coolant holes 59
Rods as sintered with central coolant hole 61
Rods as sintered with two straight coolant holes 63
Rods ground with central coolant hole 66
Rods ground with two straight coolant holes 67
Rods for gun drills with kidney-shaped coolant holes 69
Profiled rods for gun drills with kidney-shaped coolant holes 71
Profiled rods for gun drills with two coolant holes 73
Profiled tips for gun drills with two coolant holes 75
Flat and square strips FR and SR 77
Brazing tips to DIN 8011 79
The product map below provides you with a quick overview of the grades and rods which are available in stockOther products are available upon request
Stock programme at a glance
INTRODUCTION STOCK PROGRAMME AT A GLANCE
23ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE24
A comprehensive standard range of sintered and ground solid carbide rods in various dimensions is available from stock Furthermore you can choose from carbide grades with the most varied characteristics for every application area from ultrafine grades for the machining of superhard materials by way of submi-cron grades for universal application to our cermet grade for the finish machining of ferrous materials Of course we can also produce carbide rods in other dimensions and grades to order ndash simply get in touch with your contact person at CERATIZIT Detailed technical data for our solid carbide rods can be found in the lsquoInforma-tionrsquo section
Solid carbide rods
25ROUND TOOL MATERIALS ndash P-LINE
As sintered
D L
Ultrafine grades
D L Type description
Dia tol[mm] [mm] [mm] CTU08L TSF22 TSF44
325 330 RR 0325-330 -0+020
420 330 RR 0420-330 -0+020
520 330 RR 0520-330 -0+025
620 330 RR 0620-330 -0+025
820 330 RR 0820-330 -0+030
1020 330 RR 1020-330 -0+030
1220 330 RR 1220-330 -0+030
1420 330 RR 1420-330 -0+030
1620 330 RR 1620-330 -0+045
1820 330 RR 1820-330 -0+045
2020 330 RR 2020-330 -0+045
2520 330 RR 2520-330 -0+065
3220 330 RR 3220-330 -0+065
As sintered
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
115 330 RR 0115-330 -0+015
165 330 RR 0165-330 -0+015
180 330 RR 0180-330 -0+015
220 330 RR 0220-330 -0+020
270 330 RR 0270-330 -0+020
325 330 RR 0325-330 -0+020
370 330 RR 0370-330 -0+020
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE26
As sintered
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
420 330 RR 0420-330 -0+020
470 330 RR 0470-330 -0+020
520 330 RR 0520-330 -0+025
570 330 RR 0570-330 -0+025
620 330 RR 0620-330 -0+025
655 330 RR 0655-330 -0+025
670 330 RR 0670-330 -0+025
720 330 RR 0720-330 -0+030
770 330 RR 0770-330 -0+030
820 330 RR 0820-330 -0+030
870 330 RR 0870-330 -0+030
920 330 RR 0920-330 -0+030
970 330 RR 0970-330 -0+030
1020 330 RR 1020-330 -0+030
1070 330 RR 1070-330 -0+030
1120 330 RR 1120-330 -0+030
1170 330 RR 1170-330 -0+030
1220 330 RR 1220-330 -0+030
1270 330 RR 1270-330 -0+030
1300 330 RR 1300-330 -0+030
1320 330 RR 1320-330 -0+030
1420 330 RR 1420-330 -0+030
1470 330 RR 1470-330 -0+030
1520 330 RR 1520-330 -0+030
1620 330 RR 1620-330 -0+045
1720 330 RR 1720-330 -0+045
1820 330 RR 1820-330 -0+045
1920 330 RR 1920-330 -0+045
2020 330 RR 2020-330 -0+045
2120 330 RR 2120-330 -0+055
2220 330 RR 2220-330 -0+055
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS AS SINTERED
27ROUND TOOL MATERIALS ndash P-LINE
As sintered
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
2320 330 RR 2320-330 -0+055
2420 330 RR 2420-330 -0+055
2520 330 RR 2520-330 -0+065
2580 330 RR 2580-330 -0+065
2620 330 RR 2620-330 -0+065
2820 330 RR 2820-330 -0+065
3020 330 RR 3020-330 -0+065
3220 330 RR 3220-330 -0+065
3420 330 RR 3420-330 -0+065
3620 330 RR 3620-330 -0+065
3820 330 RR 3820-330 -0+070
4020 330 RR 4020-330 -0+070
4220 330 RR 4220-330 -0+070
4620 330 RR 4620-330 -0+070
As sintered
D L
Fine grades
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
325 330 RR 0325-330 -0+020
620 330 RR 0420-330 -0+020
520 330 RR 0520-330 -0+025
620 330 RR 0620-330 -0+025
820 330 RR 0820-330 -0+030
1020 330 RR 1020-330 -0+030
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE28
As sintered
D L
Fine grades
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
1220 330 RR 1220-330 -0+030
1420 330 RR 1420-330 -0+030
1620 330 RR 1620-330 -0+045
1820 330 RR 1820-330 -0+045
As sintered
D L
Cermet
D L Type description
Dia tol[mm] [mm] [mm] CTF28T
340 330 RR 0340-330 -0+020
440 330 RR 0440-330 -0+020
640 330 RR 0640-330 -0+025
840 330 RR 0840-330 -0+030
1040 330 RR 1040-330 -0+030
1240 330 RR 1240-330 -0+030
1440 300 RR 1440-330 -0+030
1640 330 RR 1640-330 -0+045
2040 330 RR 2040-330 -0+045
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS AS SINTERED
29ROUND TOOL MATERIALS ndash P-LINE
Ground metric
D L
Ultrafine grades
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 TSF22 TSF44
200 330 RGM 0200-330 +0-0004 h5
300 330 RGM 0300-330 +0-0004 h5
400 330 RGM 0400-330 +0-0005 h5
500 330 RGM 0500-330 +0-0005 h5
600 330 RGM 0600-330 +0-0005 h5
800 330 RGM 0800-330 +0-0006 h5
1000 330 RGM 1000-330 +0-0006 h5
1200 330 RGM 1200-330 +0-0008 h5
1400 330 RGM 1400-330 +0-0008 h5
1600 330 RGM 1600-330 +0-0008 h5
2000 330 RGM 2000-330 +0-0009 h5
2500 330 RGM 2500-330 +0-0009 h5
Ground metric
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
100 330 RGM 0100-330 +0-0006 h6
150 330 RGM 0150-330 +0-0006 h6
200 330 RGM 0200-330 +0-0006 h6
250 330 RGM 0250-330 +0-0006 h6
300 330 RGM 0300-330 +0-0006 h6
350 330 RGM 0350-330 +0-0008 h6
400 330 RGM 0400-330 +0-0008 h6
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS GROUND METRIC
ROUND TOOL MATERIALS ndash P-LINE30
Ground metric
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
450 330 RGM 0450-330 +0-0008 h6
500 330 RGM 0500-330 +0-0008 h6
550 330 RGM 0550-330 +0-0008 h6
600 330 RGM 0600-330 +0-0008 h6
650 330 RGM 0650-330 +0-0009 h6
700 330 RGM 0700-330 +0-0009 h6
750 330 RGM 0750-330 +0-0009 h6
800 330 RGM 0800-330 +0-0009 h6
850 330 RGM 0850-330 +0-0009 h6
900 330 RGM 0900-330 +0-0009 h6
950 330 RGM 0950-330 +0-0009 h6
1000 330 RGM 1000-330 +0-0009 h6
1100 330 RGM 1100-330 +0-0011 h6
1200 330 RGM 1200-330 +0-0011 h6
1300 330 RGM 1300-330 +0-0011 h6
1400 330 RGM 1400-330 +0-0011 h6
1500 330 RGM 1500-330 +0-0011 h6
1600 330 RGM 1600-330 +0-0011 h6
1800 330 RGM 1800-330 +0-0011 h6
1900 330 RGM 1900-330 +0-0013 h6
2000 330 RGM 2000-330 +0-0013 h6
2200 330 RGM 2200-330 +0-0013 h6
2400 330 RGM 2400-330 +0-0013 h6
2500 330 RGM 2500-330 +0-0013 h6
2800 330 RGM 2800-330 +0-0013 h6
3000 330 RGM 3000-330 +0-0013 h6
3200 330 RGM 3200-330 +0-0016 h6
3800 330 RGM 3800-330 +0-0016 h6
4000 330 RGM 4000-330 +0-0016 h6
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS GROUND METRIC
31ROUND TOOL MATERIALS ndash P-LINE
Ground metric
D L
Fine grades
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 CTF12E
300 330 RGM 0300-330 +0-0004 h6
400 330 RGM 0400-330 +0-0008 h6
600 330 RGM 0600-330 +0-0008 h6
800 330 RGM 0800-330 +0-0009 h6
1000 330 RGM 1000-330 +0-0009 h6
1200 330 RGM 1200-330 +0-0011 h6
1400 330 RGM 1400-330 +0-0011 h6
1600 330 RGM 1600-330 +0-0011 h6
Ground metric
D L
Cermet
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 CTF28T
300 330 RGM 0300-330 +0-0004 h6
400 330 RGM 0400-330 +0-0008 h6
600 330 RGM 0600-330 +0-0008 h6
800 330 RGM 0800-330 +0-0009 h6
1000 330 RGM 1000-330 +0-0009 h6
1200 330 RGM 1200-330 +0-0011 h6
1400 330 RGM 1400-330 +0-0011 h6
1600 330 RGM 1600-330 +0-0011 h6
2000 330 RGM 2000-330 +0-0013 h6
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS GROUND METRIC
ROUND TOOL MATERIALS ndash P-LINE32
Ground inch
D L
Submicron grades
D L Type description
Dia tol[inch] [inch] [mm] ISO 286 CTS20D
18 13000 RGI 18-13 +0-0008 h6
316 13000 RGI 316-13 +0-0008 h6
14 13000 RGI 14-13 +0-0009 h6
516 13000 RGI 516-13 +0-0009 h6
38 13000 RGI 38-13 +0-0009 h6
716 13000 RGI 716-13 +0-0011 h6
12 13000 RGI 12-13 +0-0011 h6
58 13000 RGI 58-13 +0-0011 h6
34 13000 RGI 34-13 +0-0013 h6
1 13000 RGI 1-13 +0-0013 h6
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS GROUND INCH
33ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE34
In addition to DIN dimensions we can also supply our high-precision end mill blanks in extra-long sizes End mill blanks in the most popular inch dimensions have now been added to the range Whether in standard execution with Wel-don shanks internal cooling or as a DualBlank you can be sure of finding the product you need Our end mill blanks are now also available in the new high-performance grade CTS24Z for the machining of difficult materials like titanium or Inconel Having virtually the same hardness CTS24Z is even tougher than our proven CTS18D and CTS20D grades This extreme toughness offers maximum protection against breakage and ensures consistent performance of your toolsOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our end mill blanks can be found in the lsquoInformationrsquo section
End mill blanks
35ROUND TOOL MATERIALS ndash P-LINE
Metric
D
L
c
45deg
Ultrafine grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTU08L TSF22 TSF44
300 39 RGMC 0300-039 +0-0004 h5 030 x
300 40 RGMC 0300-040 +0-0004 h5 030
300 50 RGMC 0300-050 +0-0004 h5 030
300 60 RGMC 0300-060 +0-0004 h5 030
400 51 RGMC 0400-051 +0-0004 h5 040 x
400 60 RGMC 0400-060 +0-0005 h5 040
400 75 RGMC 0400-075 +0-0005 h5 040
500 51 RGMC 0500-051 +0-0005 h5 040 x
600 51 RGMC 0600-051 +0-0005 h5 040 x
600 58 RGMC 0600-058 +0-0005 h5 040 x
600 60 RGMC 0600-060 +0-0005 h5 040
600 65 RGMC 0600-065 +0-0005 h5 040
600 70 RGMC 0600-070 +0-0005 h5 040
600 75 RGMC 0600-075 +0-0005 h5 040
600 80 RGMC 0600-080 +0-0005 h5 040
600 100 RGMC 0600-100 +0-0005 h5 040
800 64 RGMC 0800-064 +0-0006 h5 060 x
800 70 RGMC 0800-070 +0-0006 h5 060
800 75 RGMC 0800-075 +0-0006 h5 060
800 100 RGMC 0800-100 +0-0006 h5 060
800 120 RGMC 0800-120 +0-0006 h5 060
1000 67 RGMC 1000-067 +0-0006 h5 080 x
1000 73 RGMC 1000-073 +0-0006 h5 080 x
1000 75 RGMC 1000-075 +0-0006 h5 080
1000 80 RGMC 1000-080 +0-0006 h5 080
1000 100 RGMC 1000-100 +0-0006 h5 080
1000 120 RGMC 1000-120 +0-0006 h5 080
1200 84 RGMC 1200-084 +0-0008 h5 080 x
1200 100 RGMC 1200-100 +0-0008 h5 080
1200 120 RGMC 1200-120 +0-0008 h5 080
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC
ROUND TOOL MATERIALS ndash P-LINE36
Metric
D
L
c
45deg
Ultrafine grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTU08L TSF22 TSF44
1600 93 RGMC 1600-093 +0-0008 h5 080 x
1600 110 RGMC 1600-110 +0-0008 h5 080
1600 120 RGMC 1600-120 +0-0008 h5 080
1600 130 RGMC 1600-130 +0-0008 h5 080
1600 150 RGMC 1600-150 +0-0008 h5 080
2000 105 RGMC 2000-105 +0-0009 h5 100 x
2000 125 RGMC 2000-125 +0-0009 h5 100
2000 150 RGMC 2000-150 +0-0009 h5 100
2500 125 RGMC 2500-125 +0-0009 h5 100
2500 150 RGMC 2500-150 +0-0009 h5 100
Metric
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTS18D CTS20D CTS24Z
300 39 RGMC 0300-039 +0-0006 h6 030 x
300 40 RGMC 0300-040 +0-0004 h5 030
300 50 RGMC 0300-050 +0-0004 h5 030
300 60 RGMC 0300-060 +0-0004 h5 030
400 51 RGMC 0400-051 +0-0008 h6 040 x
400 60 RGMC 0400-060 +0-0005 h5 040
400 75 RGMC 0400-075 +0-0005 h5 040
500 51 RGMC 0500-051 +0-0008 h6 040 x
600 51 RGMC 0600-051 +0-0008 h6 040 x
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC
37ROUND TOOL MATERIALS ndash P-LINE
Metric
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTS18D CTS20D CTS24Z
600 55 RGMC 0600-055 +0-0008 h6 040 x
600 58 RGMC 0600-058 +0-0005 h5 040 x
600 60 RGMC 0600-060 +0-0005 h5 040
600 65 RGMC 0600-065 +0-0005 h5 040
600 70 RGMC 0600-070 +0-0005 h5 040
600 75 RGMC 0600-075 +0-0005 h5 040
600 80 RGMC 0600-080 +0-0005 h5 040
600 100 RGMC 0600-100 +0-0005 h5 040
800 59 RGMC 0800-059 +0-0009 h6 060 x
800 64 RGMC 0800-064 +0-0009 h6 060 x
800 70 RGMC 0800-070 +0-0006 h5 060
800 75 RGMC 0800-075 +0-0006 h5 060
800 80 RGMC 0800-080 +0-0006 h5 060
800 100 RGMC 0800-100 +0-0006 h5 060
800 120 RGMC 0800-120 +0-0006 h5 060
1000 67 RGMC 1000-067 +0-0009 h6 080 x
1000 73 RGMC 1000-073 +0-0009 h6 080 x
1000 75 RGMC 1000-075 +0-0006 h5 080
1000 80 RGMC 1000-080 +0-0006 h5 080
1000 90 RGMC 1000-090 +0-0006 h5 080
1000 100 RGMC 1000-100 +0-0006 h5 080
1000 120 RGMC 1000-120 +0-0006 h5 080
1200 74 RGMC 1200-074 +0-0011 h6 080 x
1200 84 RGMC 1200-084 +0-0011 h6 080 x
1200 100 RGMC 1200-100 +0-0008 h5 080
1200 120 RGMC 1200-120 +0-0008 h5 080
1400 76 RGMC 1400-076 +0-0011 h6 080 x
1400 84 RGMC 1400-084 +0-0011 h6 080 x
1600 83 RGMC 1600-083 +0-0011 h6 080 x
1600 93 RGMC 1600-093 +0-0011 h6 080 x
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC
ROUND TOOL MATERIALS ndash P-LINE38
Metric
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTS18D CTS20D CTS24Z
1600 110 RGMC 1600-110 +0-0008 h5 080
1600 120 RGMC 1600-120 +0-0008 h5 080
1600 130 RGMC 1600-130 +0-0008 h5 080
1600 150 RGMC 1600-150 +0-0008 h5 080
1800 93 RGMC 1800-093 +0-0011 h6 100 x
2000 93 RGMC 2000-093 +0-0013 h6 100 x
2000 105 RGMC 2000-105 +0-0009 h5 100 x
2000 125 RGMC 2000-125 +0-0009 h5 100
2000 150 RGMC 2000-150 +0-0009 h5 100
2500 125 RGMC 2500-125 +0-0009 h5 100
2500 150 RGMC 2500-150 +0-0009 h5 100
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC
39ROUND TOOL MATERIALS ndash P-LINE
Metric with Weldon
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTS20D
600 51 RGMCW 0600-051 +0-0008 h6 040 x
600 55 RGMCW 0600-055 +0-0008 h6 040 x
600 58 RGMCW 0600-058 +0-0008 h6 040 x
800 64 RGMCW 0800-064 +0-0009 h6 060 x
1000 67 RGMCW 1000-067 +0-0009 h6 080 x
1000 73 RGMCW 1000-073 +0-0009 h6 080 x
1200 74 RGMCW 1200-074 +0-0011 h6 080 x
1200 84 RGMCW 1200-084 +0-0011 h6 080 x
1600 93 RGMCW 1600-093 +0-0011 h6 080 x
2000 93 RGMCW 2000-093 +0-0013 h6 100 x
2000 105 RGMCW 2000-105 +0-0013 h6 100 x
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC WITH WELDON
ROUND TOOL MATERIALS ndash P-LINE40
Metric DualBlank
D
L
c
30degCTSDTMG30
l1
Submicron grades
D L Type description
Dia tol l1 c[mm] [mm] [mm] ISO 286 [mm] [mm] DIN 6527 CTS20D CTS18D
600 58 RGMCD 0600-058 +0-0008 h6 26 050 x
800 64 RGMCD 0800-064 +0-0009 h6 29 070 x
1000 73 RGMCD 1000-073 +0-0009 h6 33 090 x
1200 84 RGMCD 1200-084 +0-0011 h6 38 090 x
1600 93 RGMCD 1600-093 +0-0011 h6 41 090 x
2000 105 RGMCD 2000-105 +0-0013 h6 46 110 x
DualBlank rods
A combination of a high-performing Premium grade in the cutting edge area with a shank made of an economical recycled grade
emspThe high-performance grade in the cutting edge area guarantees maximum performance in metal cutting
emspAbsolutely homogeneous and resistant to fracture where the two materials are joined
emspOptimised price-performance ratioemspProduced with less impact of the environment
s-line
p-line
CTS18DCTS20D
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC DUALBLANK
41ROUND TOOL MATERIALS ndash P-LINE
Metric with through-coolant 2x 180deg
c
2x18
0deg
Oslash d
1
L+1
45deg
l2 60degOslash
D
Oslash d 2
Submicron grades
D L Type description
Dia tol d1 d2 l2 c[mm] [mm] [mm] ISO 286 [mm] [mm] [mm] [mm] CTS20D
600 58 RGMCY2 0600-058 +0-0008 h6 120 080 300 040
800 64 RGMCY2 0800-064 +0-0009 h6 160 110 400 060
1000 73 RGMCY2 1000-073 +0-0009 h6 200 140 500 080
1200 84 RGMCY2 1200-084 +0-0011 h6 220 160 600 080
1400 84 RGMCY2 1400-084 +0-0011 h6 240 170 700 080
1600 93 RGMCY2 1600-093 +0-0011 h6 260 190 800 080
1800 93 RGMCY2 1800-093 +0-0011 h6 280 200 900 100
2000 105 RGMCY2 2000-105 +0-0013 h6 300 210 1000 100
2500 125 RGMCY2 2500-125 +0-0013 h6 320 230 1250 100
Metric with through-coolant 3x 120deg
3x12
0deg
c
Oslash d
1
L+1
45deg
l2 60degOslash
D
Oslash d 2
Submicron grades
D L Type description
Dia tol d1 d2 l2 c[mm] [mm] [mm] ISO 286 [mm] [mm] [mm] [mm] CTS20D
600 58 RGMCY3 0600-058 +0-0008 h6 120 070 300 040
800 64 RGMCY3 0800-064 +0-0009 h6 160 090 400 060
1000 73 RGMCY3 1000-073 +0-0009 h6 200 120 500 080
1200 84 RGMCY3 1200-084 +0-0011 h6 220 130 600 080
1400 84 RGMCY3 1400-084 +0-0011 h6 240 140 700 080
1600 93 RGMCY3 1600-093 +0-0011 h6 260 150 800 080
1800 93 RGMCY3 1800-093 +0-0011 h6 280 160 900 100
2000 105 RGMCY3 2000-105 +0-0013 h6 300 170 1000 100
2500 125 RGMCY3 2500-125 +0-0013 h6 320 180 1250 100
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC WITH THROUGH-COOLANT
ROUND TOOL MATERIALS ndash P-LINE42
Metric with through-coolant 4x 90deg
4x90
deg
c
Oslash d
1
L+1
45deg
l2 60degOslash
D
Oslash d 2
Submicron grades
D L Type description
Dia tol d1 d2 l2 c[mm] [mm] [mm] ISO 286 [mm] [mm] [mm] [mm] CTS20D
600 58 RGMCY4 0600-058 +0-0008 h6 120 060 300 040
800 64 RGMCY4 0800-064 +0-0009 h6 160 080 400 060
1000 73 RGMCY4 1000-073 +0-0009 h6 200 100 500 080
1200 84 RGMCY4 1200-084 +0-0011 h6 220 110 600 080
1400 84 RGMCY4 1400-084 +0-0011 h6 240 120 700 080
1600 93 RGMCY4 1600-093 +0-0011 h6 260 130 800 080
1800 93 RGMCY4 1800-093 +0-0011 h6 280 140 900 100
2000 105 RGMCY4 2000-105 +0-0013 h6 300 150 1000 100
2500 125 RGMCY4 2500-125 +0-0013 h6 320 160 1250 100
Metric with through-coolant 5x 72deg
5x72deg
c
Oslash d
1
L+1
45deg
l2 60degOslash
D
Oslash d 2
Submicron grades
D L Type description
Dia tol d1 d2 l2 c[mm] [mm] [mm] ISO 286 [mm] [mm] [mm] [mm] CTS20D
600 58 RGMCY5 0600-058 +0-0008 h6 120 050 300 040
800 64 RGMCY5 0800-064 +0-0009 h6 160 070 400 060
1000 73 RGMCY5 1000-073 +0-0009 h6 200 090 500 080
1200 84 RGMCY5 1200-084 +0-0011 h6 220 100 600 080
1400 84 RGMCY5 1400-084 +0-0011 h6 240 110 700 080
1600 93 RGMCY5 1600-093 +0-0011 h6 260 120 800 080
1800 93 RGMCY5 1800-093 +0-0011 h6 280 130 900 100
2000 105 RGMCY5 2000-105 +0-0013 h6 300 140 1000 100
2500 125 RGMCY5 2500-125 +0-0013 h6 320 150 1250 100
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC WITH THROUGH-COOLANT
43ROUND TOOL MATERIALS ndash P-LINE
Inch
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[inch] [inch] [mm] ISO 286 [mm] CTS20D
18 1500 RGIC 18 - 150 +0-0008 h6 025
316 2000 RGIC 316 - 200 +0-0008 h6 040
14 2000 RGIC 14 - 200 +0-0009 h6 040
14 3000 RGIC 14 - 300 +0-0009 h6 040
516 2500 RGIC 516 - 250 +0-0009 h6 040
38 2500 RGIC 38 - 250 +0-0009 h6 040
38 3000 RGIC 38 - 300 +0-0009 h6 040
12 3000 RGIC 12 - 300 +0-0011 h6 080
12 4000 RGIC 12 - 400 +0-0011 h6 080
58 3500 RGIC 58 - 350 +0-0011 h6 080
34 4000 RGIC 34 - 400 +0-0013 h6 080
1 4000 RGIC 1 - 400 +0-0013 h6 080
1 6000 RGIC 1 - 600 +0-0013 h6 080
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS INCH
ROUND TOOL MATERIALS ndash P-LINE44
In addition to their geometrical precision thanks to a special grinding surface our drill blanks are also notable for the improved pull-out resistance of the tool shank The shank end corresponds to DIN 69090-3 and therefore complies with the standard for cutting tools which are suitable for MQLOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZITDetailed technical data for our drill blanks can be found in the lsquoInformationrsquo section
Drill blanks
45ROUND TOOL MATERIALS ndash P-LINE
3xD 5xD with through-coolant
cD1
d 1
D L
45deg
Drill blanks
xD factor
D L Type description
Dia tol Nominal pitch c D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] [mm] CTS20D
3 600 63 40GB2 06001907225-063 +0-0005 h5 2250 400 095 190 070
3 600 63 46GB2 06001605180-063 +0-0005 h5 1800 463 095 160 050
3 600 67 30GB2 06002708327-067 +0-0005 h5 3270 300 095 270 080
3 600 67 33GB2 06002209290-067 +0-0005 h5 2900 330 095 220 090
3 800 80 30GB2 08003410435-080 +0-0006 h5 4350 300 125 340 100
3 1000 90 30GB2 10004813544-090 +0-0006 h5 5440 300 135 480 130
3 1200 103 30GB2 12006317653-103 +0-0008 h5 6530 300 175 630 170
3 1400 108 30GB2 14006718762-108 +0-0008 h5 7620 300 195 670 180
3 1600 116 30GB2 16008020871-116 +0-0008 h5 8710 300 245 800 200
3 1800 124 30GB2 18009023980-124 +0-0008 h5 9800 300 275 900 230
3 2000 132 30GB2 2000100251088-132 +0-0009 h5 10880 300 325 1000 250
5 600 67 46GB2 06001605180-067 +0-0005 h5 1800 463 095 160 050
5 600 67 40GB2 06001907225-067 +0-0005 h5 2250 400 095 190 070
5 600 75 33GB2 06002209290-075 +0-0005 h5 2900 330 095 220 090
5 600 75 40GB2 06001907225-075 +0-0005 h5 2250 400 095 190 070
5 600 83 30GB2 06002708327-083 +0-0005 h5 3270 300 095 270 080
5 800 92 30GB2 08003410435-092 +0-0006 h5 4350 300 125 340 100
5 1000 104 30GB2 10004813544-104 +0-0006 h5 5440 300 135 480 130
5 1200 119 30GB2 12006317653-119 +0-0008 h5 6530 300 175 630 170
5 1400 125 30GB2 14006718762-125 +0-0008 h5 7620 300 195 670 180
5 1600 134 30GB2 16008020871-134 +0-0008 h5 8710 300 245 800 200
5 1800 144 30GB2 18009023980-144 +0-0008 h5 9800 300 275 900 230
5 2000 154 30GB2 2000100251088-154 +0-0009 h5 10880 300 325 1000 250
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
DRILL BLANKS 3XDndash12XD WITH THROUGH-COOLANT
ROUND TOOL MATERIALS ndash P-LINE46
8xD 12xD with through-coolant
cD1
d 1
D L
45deg
Drill blanks
xD factor
D L Type description
Dia tol Nominal pitch c D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] [mm] CTS20D
8 600 73 46GB2 06001605180-073 +0-0005 h5 1800 463 095 160 050
8 600 73 40GB2 06001907225-073 +0-0005 h5 2250 400 095 190 070
8 600 82 33GB2 06002209290-082 +0-0005 h5 2900 330 095 220 090
8 600 82 40GB2 06001907225-082 +0-0005 h5 2250 400 095 190 070
8 600 96 30GB2 06002708327-096 +0-0005 h5 3270 300 095 270 080
8 800 115 30GB2 08003410435-115 +0-0006 h5 4350 300 125 340 100
8 1000 143 30GB2 10004813544-143 +0-0006 h5 5440 300 135 480 130
8 1200 163 30GB2 12006317653-163 +0-0008 h5 6530 300 175 630 170
8 1400 179 30GB2 14006718762-179 +0-0008 h5 7620 300 195 670 180
8 1600 204 30GB2 16008020871-204 +0-0008 h5 8710 300 245 800 200
8 1800 223 30GB2 18009023980-223 +0-0008 h5 9800 300 275 900 230
8 2000 244 30GB2 2000100251088-244 +0-0009 h5 10880 300 325 1000 250
12 600 93 40GB2 06001907225-093 +0-0005 h5 2250 400 095 190 070
12 600 93 46GB2 06001605180-093 +0-0005 h5 1800 463 095 160 050
12 600 103 40GB2 06001907225-103 +0-0005 h5 2250 400 095 190 070
12 600 103 33GB2 06002209290-103 +0-0005 h5 2900 330 095 220 090
12 600 117 30GB2 06002708327-117 +0-0005 h5 3270 300 095 270 080
12 800 147 30GB2 08003410435-147 +0-0006 h5 4350 300 125 340 100
12 1000 163 30GB2 10004813544-163 +0-0006 h5 5440 300 135 480 130
12 1200 205 30GB2 12006317653-205 +0-0008 h5 6530 300 175 630 170
12 1400 231 30GB2 14006718762-231 +0-0008 h5 7620 300 195 670 180
12 1600 261 30GB2 16008020871-261 +0-0008 h5 8710 300 245 800 200
12 1800 286 30GB2 18009023980-286 +0-0008 h5 9800 300 275 900 230
12 2000 311 30GB2 2000100251088-311 +0-0009 h5 10880 300 325 1000 250
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
DRILL BLANKS 3XDndash12XD WITH THROUGH-COOLANT
47ROUND TOOL MATERIALS ndash P-LINE
For micro-drills with through-coolant
D1
Dd1
L
STG
d 2
l2
c
Blanks for micro-drills
D L Type description
Dia tol Nominal pitch c D1 d1 d2 l2[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] [mm] [mm] [mm] CTS20D
300 55 71G2 030002900532-055 +0-0004 h5 320 712 020 029 005 070 25
300 60 67G2 030003700740-060 +0-0004 h5 400 670 020 037 007 090 25
300 65 62G2 030004701050-065 +0-0004 h5 500 621 020 047 010 120 25
300 75 58G2 030006001360-075 +0-0004 h5 600 575 020 060 013 150 25
300 85 53G2 030007501672-085 +0-0004 h5 720 526 020 075 016 170 25
300 95 46G2 030009002090-095 +0-0004 h5 900 463 020 090 020
300 105 42G2 0300105025106-105 +0-0004 h5 1060 416 020 105 025
300 120 37G2 0300125030125-120 +0-0004 h5 1250 370 020 125 030
300 140 33G2 0300150035145-140 +0-0004 h5 1450 330 020 150 035
400 55 76G2 040002900532-055 +0-0005 h5 320 757 030 029 005 070 25
400 60 72G2 040003700740-060 +0-0005 h5 400 723 030 037 007 090 25
400 65 68G2 040004701050-065 +0-0005 h5 500 683 030 047 010 120 25
400 75 64G2 040006001360-075 +0-0005 h5 600 645 030 060 013 150 25
400 85 60G2 040007501672-085 +0-0005 h5 720 602 030 075 016 200 25
400 95 54G2 040009002090-095 +0-0005 h5 900 544 030 090 020 250 25
400 105 50G2 0400105025106-105 +0-0005 h5 1060 499 030 105 025
400 120 46G2 0400125030120-120 +0-0005 h5 1200 463 030 125 030
400 140 38G2 0400150035162-140 +0-0004 h5 1620 378 030 150 035
400 160 35G2 0400170040180-160 +0-0004 h5 1800 349 030 170 040
400 180 30G2 0400200045218-180 +0-0004 h5 2180 300 030 200 045
with power chamber without power chamber
STG
d 2
l2 STG
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
DRILL BLANKS FOR MICRO-DRILLS WITH THROUGH-COOLANT
ROUND TOOL MATERIALS ndash P-LINE48
Our range of sintered and ground rods with helical coolant holes supports the production of drills in a diameter range from 3 mm to 35 mmOur rods with helical coolant holes are available in the proven CTS20D grade for the universal machining of steel stainless steel or heat-resistant alloys and now also in CTS12D and the new high-performance grade CTS24Z for the machining of difficult materials like titanium or Inconel Having virtually the same hardness CTS24Z is even tougher than our proven CTS18D and CTS20D grades This extreme toughness offers maximum protection against breakage and ensures consistent performance of your toolsOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our rods with helical coolant holes can be found in the lsquoInformationrsquo section
Rods with helical coolant holes
49ROUND TOOL MATERIALS ndash P-LINE
As sintered
d1
D1
DL
With two coolant holes le 22deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS12D CTS20D
630 415 22R2 06301906469-415 4690 219 190 060
630 330 15R2 063026077035-330 7035 150 260 070
630 415 15R2 063026077035-415 7035 150 260 070
830 415 20R2 083033107034-415 7034 197 330 100
830 330 15R2 083036125938-330 9380 150 360 125
830 415 15R2 083036125938-415 9380 150 360 125
1030 415 19R2 10304401209380-415 9380 185 440 120
1030 330 15R2 103048014011725-330 11725 150 480 140
1030 415 15R2 103048014011725-415 11725 150 480 140
1230 415 18R2 123054015011725-415 11725 178 540 150
1230 330 15R2 123062515514070-330 14070 150 625 155
1230 415 15R2 123062515514070-415 14070 150 625 155
1430 330 15R2 143067019016414-330 16414 150 670 190
1430 415 15R2 143067019016414-415 16414 150 670 190
1630 330 15R2 16308021018759-330 18759 150 800 210
1830 330 15R2 183090232110-330 21100 150 900 230
2030 330 15R2 203010025023449-330 23449 150 1000 250
2230 330 15R2 22301202525794-330 25794 150 1200 250
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE50
As sintered
d1
D1
DL
With two coolant holes 23deg ndash 49deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS12D CTS20D CTS24Z
330 330 40R2 033003015112-330 1120 401 030 015
330 330 49R2 033005502082-330 820 490 055 020
330 330 39R2 033008023115-330 1150 393 080 023
330 330 34R2 033011035140-330 1400 340 110 035
330 330 30R2 0330140351632-330 1632 300 140 035
430 330 46R2 04301003120-330 1200 463 100 030
430 330 38R2 043012035162-330 1620 378 120 035
430 330 35R2 043016045180-330 1800 349 160 045
430 330 30R2 043021045218-330 2180 300 210 045
530 330 33R2 05302206245-330 2450 327 220 060
630 330 46R2 06301605180-330 1800 463 160 050
630 330 40R2 06301907225-330 2250 400 190 070
630 330 30R2 06302009327-330 3270 300 200 090
630 330 30R2 06302207327-330 3270 300 220 070
630 330 30R2 06302708327-330 3270 300 270 080
630 330 30R2 06303009327-330 3270 300 300 090
630 350 46R2 06301605180-350 1800 463 160 050
630 350 40R2 06301907225-350 2250 400 190 070
630 350 30R2 06302207327-350 3270 300 220 070
680 330 30R2 06802708354-330 3540 280 270 080
680 330 30R2 06803309354-330 3540 280 330 090
730 330 30R2 07303510381-330 3810 300 350 100
830 330 43R2 08302307272-330 2720 427 230 070
830 330 40R2 08302907300-330 3000 400 290 070
830 330 36R2 08303310350-330 3500 357 330 100
830 330 30R2 08303410435-330 4350 300 340 100
830 330 30R2 08304112435-330 4350 300 410 120
830 350 36R2 08303310350-350 3500 357 330 100
830 350 30R2 08303410435-350 4350 300 340 100
930 330 30R2 093043510490-330 4900 300 435 100
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
51ROUND TOOL MATERIALS ndash P-LINE
As sintered
d1
D1
DL
With two coolant holes 23deg ndash 49deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS12D CTS20D CTS24Z
980 330 30R2 09804813517-330 5170 287 480 130
1030 330 40R2 10302708370-330 3700 403 270 080
1030 330 34R2 10303911460-330 4600 343 390 110
1030 330 34R2 103044115460-330 4600 343 440 115
1030 330 30R2 10304813544-330 5440 300 480 130
1030 330 33R2 10305012490-330 4900 327 500 120
1130 330 40R2 11303208412-330 4120 400 320 080
1130 330 30R2 11305515599-330 5990 300 550 150
1180 330 30R2 11805515626-330 6260 289 550 150
1230 250 33R2 12305415570-250 5700 335 540 150
1230 250 30R2 12306317653-250 6530 300 630 170
1230 330 39R2 12303510463-330 4630 392 350 100
1230 330 40R2 12304009449-330 4490 400 400 090
1230 330 33R2 123050135570-330 5700 335 500 135
1230 330 33R2 12305415570-330 5700 335 540 150
1230 330 32R2 12306015599-330 5990 322 600 150
1230 330 30R2 12306317653-330 6530 300 630 170
1330 330 40R2 13304410487-330 4870 400 440 100
1330 330 30R2 13306516707-330 7070 300 650 160
1430 330 40R2 14304613524-330 5240 400 460 130
1430 330 34R2 14306016650-330 6500 341 600 160
1430 330 30R2 14306718762-330 7620 300 670 180
1430 330 30R2 14307020762-330 7620 300 700 200
1430 330 30R2 14307620762-330 7620 300 760 200
1530 330 30R2 15307620816-330 8160 300 760 200
1630 280 30R2 16308020871-280 8710 300 800 200
1630 330 40R2 16305512599-330 5990 400 550 120
1630 330 35R2 16307020730-330 7300 346 700 200
1630 330 30R2 16308020871-330 8710 300 800 200
1630 330 32R2 16308420816-330 8160 316 840 200
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE52
As sintered
d1
D1
DL
With two coolant holes 23deg ndash 49deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS12D CTS20D CTS24Z
1630 330 30R2 16308625871-330 8710 300 860 250
1730 330 40R2 173057513636-330 6360 400 575 130
1730 330 30R2 17308925925-330 9250 300 890 250
1830 330 40R2 18305616680-330 6800 397 560 160
1830 330 40R2 18306317680-330 6800 397 630 170
1830 330 35R2 183077522820-330 8200 346 775 220
1830 330 30R2 18309327980-330 9800 300 930 270
1980 330 30R2 198096241061-330 10610 294 960 240
2030 330 37R2 20306517843-330 8430 367 650 170
2030 330 40R2 20307115749-330 7490 400 710 150
2030 330 30R2 2030100251088-330 10880 300 1000 250
2030 330 30R2 2030107321088-330 10880 300 1070 320
2130 330 30R2 21301065201142-330 11420 300 1065 200
2130 330 30R2 2130115321142-330 11420 300 1150 320
2230 330 40R2 22307717824-330 8240 400 770 170
2230 330 33R2 22301002501080-330 10800 326 1000 250
2230 330 30R2 2230113201197-330 11970 300 1130 200
2230 330 30R2 2230115341197-330 11970 300 1150 340
2530 330 40R2 253077175936-330 9360 400 770 175
2530 330 33R2 2530120321190-330 11900 330 1200 320
2830 330 39R2 283090201077-330 10770 392 900 200
2830 330 29R2 2830148251590-330 15900 290 1480 250
3030 330 39R2 3030100201160-330 11600 391 1000 200
3030 330 29R2 3030160251720-330 17200 287 1600 250
3230 330 40R2 3230110201198-330 11980 400 1100 200
3230 330 29R2 3230170301778-330 17780 295 1700 300
3530 330 30R2 3530180301895-330 18950 300 1800 300
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
53ROUND TOOL MATERIALS ndash P-LINE
As sintered
d1
D1
DL
With two coolant holes extra-long 23deg ndash 49deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS20D
630 430 46R2 06301605180-430 1800 463 160 050
630 430 40R2 06301907225-430 2250 400 190 070
630 430 30R2 06302207327-430 3270 300 220 070
630 430 30R2 06303009327-430 3270 300 300 090
830 430 30R2 08303410435-430 4350 300 340 100
1030 430 30R2 10304813544-430 5440 300 480 130
1030 530 30R2 10304813544-530 5440 300 480 130
1230 430 30R2 12306317653-430 6530 300 630 170
1230 530 30R2 12306317653-530 6530 300 630 170
1430 430 30R2 14306718762-430 7620 300 670 180
1430 530 30R2 14306718762-530 7620 300 670 180
1630 430 30R2 16308020871-430 8710 300 800 200
1630 530 30R2 16308020871-530 8710 300 800 200
1830 530 30R2 18309327980-530 9800 300 930 270
1830 430 30R2 18309327980-430 9800 300 930 270
2030 430 30R2 2030100251088-430 10880 300 1000 250
2030 530 30R2 2030100251088-530 10880 300 1000 250
2530 530 33R2 2530120321190-530 11900 334 1200 320
2530 430 33R2 2530120321190-430 11900 334 1200 320
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE54
As sintered
d1
D1
DL
With two coolant holes ge 50deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS20D
1030 330 50R2 10302307260-330 2600 504 230 070
1230 330 51R2 12302307301-330 3010 514 230 070
1330 330 50R2 13302607340-330 3400 502 260 070
1630 330 50R2 16303710420-330 4200 501 370 100
2030 330 50R2 20304412527-330 5270 500 440 120
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
55ROUND TOOL MATERIALS ndash P-LINE
As sintered
D
D1
Ld1
With three coolant holes
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS20D
630 330 30R3 06303006327-330 3270 312 300 060
830 330 40R3 08302907300-330 3000 400 290 070
830 330 30R3 083040075435-330 4350 300 400 075
1030 330 40R3 103035075370-330 3700 403 350 075
1030 330 30R3 10304910544-330 5440 300 490 100
1230 330 40R3 12304009449-330 4490 400 400 090
1230 330 30R3 12306011653-330 6530 300 600 110
1430 330 40R3 143046512524-330 5240 400 465 120
1430 330 30R3 14307113762-330 7620 300 710 130
1630 330 40R3 16305512599-330 5990 400 550 120
1630 330 30R3 16308315870-330 8700 300 830 150
1830 330 40R3 183062515674-330 6740 400 625 150
1830 330 30R3 18309617980-330 9800 300 960 170
2030 330 40R3 20307115749-330 7490 400 710 150
2030 330 30R3 2030104201088-330 10880 300 1040 200
2230 330 40R3 22307717824-330 8240 400 770 170
2230 330 30R3 2230107201197-330 11970 300 1070 200
2530 330 40R3 25308117936-330 9360 400 810 170
2530 330 33R3 2530115221190-330 11900 334 1150 220
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE56
As sintered
D1
D2
DL
d 2d 1
With four coolant holes
D L Type description
Nominal pitch D1 d1 D2 d2
[mm] [mm] [mm] [deg] [mm] [mm] [mm] [mm] CTS20D
830 330 33R4 08301939040838-330 3810 334 190 040 390 080
830 330 30R4 083022450450944-330 4350 297 220 045 450 090
1030 330 33R4 10302551051049-330 4900 327 250 050 510 100
1030 330 30R4 10302857061154-330 5440 300 280 060 570 110
1230 330 32R4 12303163071260-330 5990 322 310 070 630 120
1230 330 30R4 12303469071465-330 6530 300 340 070 690 140
1430 330 32R4 14303675081570-330 7070 319 360 080 750 150
1430 330 30R4 14303981081676-330 7620 300 390 080 810 160
1630 330 30R4 16304490091887-330 8710 300 440 090 900 180
1830 330 30R4 183050102102098-330 9800 300 500 100 1020 200
2030 330 30R4 203561141223109-330 10880 300 560 120 1140 230
2230 330 30R4 223611261225120-330 11970 300 610 120 1260 250
2530 330 29R4 253691411428139-330 13930 294 690 140 1410 280
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
57ROUND TOOL MATERIALS ndash P-LINE
Ground
DLd1
D1
With two coolant holes le 22deg
D L Type description
Dia tol Nominal pitch D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] CTS20D
600 330 15G2 060026077035-330 +0-0008 h6 7035 150 260 070
800 330 15G2 080036125938-330 +0-0009 h6 9380 150 360 125
1000 330 15G2 100048014011725-330 +0-0009 h6 11725 150 480 140
1200 330 15G2 120062515514070-330 +0-0011 h6 14070 150 625 155
1400 330 15G2 140067019016414-330 +0-0011 h6 16414 150 670 190
1600 330 15G2 16008021018759-330 +0-0011 h6 18759 150 800 210
1800 330 15G2 180090232110-330 +0-0011 h6 21100 150 900 230
2000 330 15G2 200010025023449-330 +0-0013 h6 23449 150 1000 250
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES GROUND
ROUND TOOL MATERIALS ndash P-LINE58
Ground
DLd1
D1
With two coolant holes 23deg ndash 49deg
D L Type description
Dia tol Nominal pitch D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] CTS20D
600 330 40G2 06001907225-330 +0-0008 h6 2250 400 190 070
600 330 30G2 06003009327-330 +0-0008 h6 3270 300 300 090
800 330 43G2 08002307272-330 +0-0009 h6 2720 427 230 070
800 330 30G2 08003410435-330 +0-0009 h6 4350 300 340 100
1000 330 40G2 10002708370-330 +0-0009 h6 3700 400 270 080
1000 330 30G2 10004813544-330 +0-0009 h6 5440 300 480 130
1200 330 39G2 12003510463-330 +0-0011 h6 4630 390 350 100
1200 330 30G2 12006317653-330 +0-0011 h6 6530 300 630 170
1400 330 40G2 14004613524-330 +0-0011 h6 5240 400 460 130
1400 330 30G2 14006718762-330 +0-0011 h6 7620 300 670 180
1600 330 40G2 16005512599-330 +0-0011 h6 5990 400 550 120
1600 330 30G2 16008020871-330 +0-0011 h6 8710 300 800 200
1800 330 40G2 18006317680-330 +0-0011 h6 6800 397 630 170
1800 330 30G2 18009327980-330 +0-0011 h6 9800 300 930 270
2000 330 40G2 20007115749-330 +0-0013 h6 7490 400 710 150
2000 330 30G2 2000100251088-330 +0-0013 h6 10880 300 1000 250
2500 330 40G2 250077175936-330 +0-0013 h6 9360 400 770 175
2500 330 33G2 2500120321190-330 +0-0013 h6 11900 334 120 320
3200 330 40G2 3200110201198-330 +0-0016 h6 11980 400 1100 200
3200 330 29G2 3200170301778-330 +0-0016 h6 17780 295 1700 300
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES GROUND
59ROUND TOOL MATERIALS ndash P-LINE
Ground
D
D1
Ld1
With three coolant holes
D L Type description
Dia tol Nominal pitch D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] CTS20D
600 330 30G3 06003006327-330 +0-0008 h6 3270 300 300 060
800 330 30G3 080040075435-330 +0-0009 h6 4350 300 400 075
1000 330 30G3 10004910544-330 +0-0009 h6 5440 300 490 100
1200 330 30G3 12006011653-330 +0-0011 h6 6530 300 600 110
1400 330 30G3 14007113762-330 +0-0011 h6 7620 300 710 130
1600 330 30G3 16008315870-330 +0-0011 h6 8700 300 830 150
1800 330 30G3 18009617980-330 +0-0011 h6 9800 300 960 170
2000 330 30G3 2000104201088-330 +0-0013 h6 10880 300 1040 200
2500 330 33G3 2500115221190-330 +0-0013 h6 11900 330 1150 220
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES GROUND
ROUND TOOL MATERIALS ndash P-LINE60
Our standard range includes sintered and ground rods with one central or two straight coolant holes In addition to our established carbide grades we offer a selection of dimensions in the cermet grade CTF28T which has been specially developed for the finish machining of steelOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our rods with straight coolant holes can be found in the lsquoInformationrsquo section
Rods with straight coolant holes
61ROUND TOOL MATERIALS ndash P-LINE
As sintered
d1
D
L
With central coolant hole ultra-fine grades
D L Type description
d1
[mm] [mm] [mm] TSF44
645 330 00R1 064510-330 100
855 330 00R1 085513-330 130
1055 330 00R1 105513-330 130
1055 330 00R1 105520-330 200
1255 330 00R1 125520-330 200
1470 330 00R1 147020-330 200
1670 330 00R1 167020-330 200
2070 330 00R1 207030-330 300
As sintered
d1
D
L
With central coolant hole submicron grades
D L Type description
d1
[mm] [mm] [mm] CTS15D CTS20D
495 330 00R1 049506-330 060
630 330 00R1 063010-330 100
645 330 00R1 064510-330 100
830 330 00R1 083013-330 130
855 330 00R1 085513-330 130
855 330 00R1 085520-330 200
1030 330 00R1 103020-330 200
1055 330 00R1 105513-330 130
1055 330 00R1 105520-330 200
1130 330 00R1 113020-330 200
1230 330 00R1 123020-330 200
1255 330 00R1 125520-330 200
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE62
As sintered
d1
D
L
With central coolant hole submicron grades
D L Type description
d1
[mm] [mm] [mm] CTS15D CTS20D
1330 330 00R1 133020-330 200
1430 330 00R1 143020-330 200
1470 330 00R1 147020-330 200
1630 330 00R1 163020-330 200
1670 330 00R1 167020-330 200
1830 330 00R1 183030-330 300
1870 330 00R1 187030-330 300
2030 330 00R1 203030-330 300
2070 330 00R1 207030-330 300
2530 330 00R1 253030-330 300
2830 330 00R1 283040-330 400
3030 330 00R1 303050-330 500
3230 330 00R1 323050-330 500
As sintered
d1
D
L
With central coolant hole cermet
D L Type description
d1
[mm] [mm] [mm] CTF28T
645 330 00R1 064510-330 100
855 330 00R1 085513-330 130
1055 330 00R1 105520-330 200
1255 330 00R1 125520-330 200
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
63ROUND TOOL MATERIALS ndash P-LINE
As sintered
D1
D
Ld1
With two straight coolant holes submicron grades
D L Type description
D1 d1
[mm] [mm] [mm] [mm] CTS15D CTS20D
330 330 00R2 0330110425-330 110 043
420 330 00R2 042011045-330 110 045
520 330 00R2 05202009-330 200 090
620 330 00R2 06201105-330 110 050
620 330 00R2 06201509-330 150 090
620 330 00R2 06201706-330 170 060
620 330 00R2 06202009-330 200 090
620 330 00R2 06202309-330 230 090
620 330 00R2 06202609-330 260 090
620 330 00R2 06203012-330 300 120
720 330 00R2 07202009-330 200 090
720 330 00R2 07203009-330 300 090
820 330 00R2 08202009-330 200 090
820 330 00R2 08202609-330 260 090
820 330 00R2 08202612-330 260 120
820 330 00R2 08203410-330 340 100
820 330 00R2 08203515-330 350 150
820 330 00R2 08204009-330 400 090
920 330 00R2 09202612-330 260 120
920 330 00R2 09203515-330 350 150
920 330 00R2 09203812-330 380 120
920 330 00R2 09204013-330 400 130
1020 330 00R2 10202010-330 200 100
1020 330 00R2 10202612-330 260 120
1020 330 00R2 10202810-330 280 100
1020 330 00R2 10203515-330 350 150
1020 330 00R2 10204214-330 420 140
1020 330 00R2 10205012-330 500 120
1020 330 00R2 10205214-330 520 140
1220 330 00R2 12202612-330 260 120
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE64
As sintered
D1
D
Ld1
With two straight coolant holes submicron grades
D L Type description
D1 d1
[mm] [mm] [mm] [mm] CTS15D CTS20D
1220 330 00R2 12203515-330 350 150
1220 330 00R2 12204815-330 480 150
1220 330 00R2 12205020-330 500 200
1220 330 00R2 12206015-330 600 150
1320 330 00R2 13205420-330 540 200
1420 330 00R2 14203515-330 350 150
1420 330 00R2 14205020-330 500 200
1420 330 00R2 14205017-330 500 170
1420 330 00R2 14205820-330 580 200
1420 330 00R2 14207020-330 700 200
1520 330 00R2 15205020-330 500 200
1620 330 00R2 16203515-330 350 150
1620 330 00R2 16205015-330 500 150
1620 330 00R2 16205020-330 500 200
1620 400 00R2 16206220-400 620 200
1620 330 00R2 16206625-330 660 250
1620 330 00R2 16208020-330 800 200
1620 415 00R2 16208020-415 800 200
1820 330 00R2 18205020-330 500 200
1820 330 00R2 18206020-330 600 200
1820 330 00R2 18207525-330 750 250
1820 330 00R2 18209020-330 900 200
1920 330 00R2 19207925-330 790 250
2020 330 00R2 20203515-330 350 150
2020 330 00R2 20206020-330 600 200
2020 330 00R2 20206220-330 620 200
2020 330 00R2 20208225-330 820 250
2020 330 00R2 202010025-330 1000 250
2120 330 00R2 21207023-330 700 230
2220 330 00R2 22207023-330 700 230
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
65ROUND TOOL MATERIALS ndash P-LINE
As sintered
D1
D
Ld1
With two straight coolant holes submicron grades
D L Type description
D1 d1
[mm] [mm] [mm] [mm] CTS15D CTS20D
2220 330 00R2 222010530-330 1050 300
2530 330 00R2 25306220-330 620 200
2530 330 00R2 25308020-330 800 200
2530 330 00R2 253010025-330 1000 250
2530 330 00R2 253012030-330 1200 300
2630 330 00R2 26307520-330 750 200
2630 330 00R2 263012030-330 1200 300
2830 330 00R2 283013030-330 1300 300
3030 330 00R2 303013030-330 1300 300
3230 330 00R2 32309022-330 900 220
3230 330 00R2 323013830-330 1380 300
3430 330 00R2 343013830-330 1380 300
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE66
Ground
DLd1
With central coolant hole submicron grades
D L Type description
Dia tol d1
[mm] [mm] [mm] ISO 286 [mm] CTS15D
600 330 00G1 060010-330 +0-0008 h6 100
800 330 00G1 080013-330 +0-0009 h6 130
1000 330 00G1 100020-330 +0-0009 h6 200
1200 330 00G1 120020-330 +0-0011 h6 200
1400 330 00G1 140020-330 +0-0011 h6 200
1600 330 00G1 160020-330 +0-0011 h6 200
1600 330 00G1 160030-330 +0-0011 h6 300
2000 330 00G1 200030-330 +0-0013 h6 300
2500 330 00G1 250030-330 +0-0013 h6 300
3200 330 00G1 320050-330 +0-0016 h6 500
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES GROUND
67ROUND TOOL MATERIALS ndash P-LINE
Ground
D1
D
Ld1
With two coolant holes submicron grades
D L Type description
Dia tol D1 d1
[mm] [mm] [mm] ISO 286 [mm] [mm] CTS15D
600 330 00G2 06001509-330 +0-0008 h6 150 090
600 330 00G2 06003012-330 +0-0008 h6 300 120
800 330 00G2 08002009-330 +0-0009 h6 200 090
800 330 00G2 08004009-330 +0-0009 h6 400 090
1000 330 00G2 10002810-330 +0-0009 h6 280 100
1000 330 00G2 10005214-330 +0-0009 h6 520 140
1200 330 00G2 12003515-330 +0-0011 h6 350 150
1200 330 00G2 12006015-330 +0-0011 h6 600 150
1400 330 00G2 14005017-330 +0-0011 h6 500 170
1400 330 00G2 14007020-330 +0-0011 h6 700 200
1600 330 00G2 16005015-330 +0-0011 h6 500 150
1600 330 00G2 16008020-330 +0-0011 h6 800 200
1800 330 00G2 18006020-330 +0-0011 h6 600 200
1800 330 00G2 18009020-330 +0-0011 h6 900 200
2000 330 00G2 20006220-330 +0-0013 h6 620 200
2000 330 00G2 200010025-330 +0-0013 h6 1000 250
2500 330 00G2 25006220-330 +0-0013 h6 620 200
2500 330 00G2 25008020-330 +0-0013 h6 800 200
2500 330 00G2 250012030-330 +0-0013 h6 1200 300
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES GROUND
ROUND TOOL MATERIALS ndash P-LINE68
We offer a complete stock range of rods and tips for the production of solid carbide or brazed gun drills These include rods with a kidney-shaped coolant hole profiled rods with one or two coolant holes and profiled tips with two cool-ant holes Our blanks for gun drills are available in the proven CTS20D grade for the uni-versal machining of steel stainless steel or heat-resistant alloys some dimen-sions can also be ordered in grade CTF12E a fine-grain grade specifically for gun drills with an optimised balance between hardness and toughnessOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our gun drill blanks can be found in the lsquoInformationrsquo section
Blanks for gun drills
69ROUND TOOL MATERIALS ndash P-LINE
Rods
D
L
Rods with kidney-shaped coolant holes submicron grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTS20D
240 310 GDRK 0240-310 plusmn015
260 310 GDRK 0260-310 plusmn015
290 310 GDRK 0290-310 plusmn015
315 310 GDRK 0315-310 plusmn015
345 310 GDRK 0345-310 plusmn015
350 310 GDRK 0350-310 plusmn015
390 310 GDRK 0390-310 plusmn015
440 310 GDRK 0440-310 plusmn015
490 310 GDRK 0490-310 plusmn015
550 310 GDRK 0550-310 plusmn015
600 310 GDRK 0600-310 plusmn015
650 310 GDRK 0650-310 plusmn015
710 310 GDRK 0710-310 plusmn015
760 310 GDRK 0760-310 plusmn015
810 310 GDRK 0810-310 plusmn015
830 310 GDRK 0830-310 plusmn015
870 310 GDRK 0870-310 plusmn015
920 310 GDRK 0920-310 plusmn015
1060 310 GDRK 1060-310 plusmn015
1130 310 GDRK 1130-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
ROUND TOOL MATERIALS ndash P-LINE70
Rods
D
L
Rods with kidney-shaped coolant hole fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
240 310 GDRK 0240-310 plusmn015
260 310 GDRK 0260-310 plusmn015
290 310 GDRK 0290-310 plusmn015
315 310 GDRK 0315-310 plusmn015
345 310 GDRK 0345-310 plusmn015
350 310 GDRK 0350-310 plusmn015
390 310 GDRK 0390-310 plusmn015
440 310 GDRK 0440-310 plusmn015
490 310 GDRK 0490-310 plusmn015
550 310 GDRK 0550-310 plusmn015
600 310 GDRK 0600-310 plusmn015
650 310 GDRK 0650-310 plusmn015
710 310 GDRK 0710-310 plusmn015
760 310 GDRK 0760-310 plusmn015
810 310 GDRK 0810-310 plusmn015
830 310 GDRK 0830-310 plusmn015
870 310 GDRK 0870-310 plusmn015
920 310 GDRK 0920-310 plusmn015
1060 310 GDRK 1060-310 plusmn015
1130 310 GDRK 1130-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
71ROUND TOOL MATERIALS ndash P-LINE
Rods
120deg
D
L
Profiled rods with kidney-shaped coolant hole 120deg submicron grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTS20D
240 310 GDVK 0240-310 plusmn015
260 310 GDVK 0260-310 plusmn015
290 310 GDVK 0290-310 plusmn015
315 310 GDVK 0315-310 plusmn015
345 310 GDVK 0345-310 plusmn015
390 310 GDVK 0390-310 plusmn015
440 310 GDVK 0440-310 plusmn015
490 310 GDVK 0490-310 plusmn015
550 310 GDVK 0550-310 plusmn015
600 310 GDVK 0600-310 plusmn015
650 310 GDVK 0650-310 plusmn015
710 310 GDVK 0710-310 plusmn015
760 310 GDVK 0760-310 plusmn015
810 310 GDVK 0810-310 plusmn015
870 310 GDVK 0870-310 plusmn015
920 310 GDVK 0920-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
ROUND TOOL MATERIALS ndash P-LINE72
Rods
120deg
D
L
Profiled rods with kidney-shaped coolant hole 120deg fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
240 310 GDVK 0240-310 plusmn015
260 310 GDVK 0260-310 plusmn015
290 310 GDVK 0290-310 plusmn015
315 310 GDVK 0315-310 plusmn015
345 310 GDVK 0345-310 plusmn015
390 310 GDVK 0390-310 plusmn015
440 310 GDVK 0440-310 plusmn015
490 310 GDVK 0490-310 plusmn015
550 310 GDVK 0550-310 plusmn015
600 310 GDVK 0600-310 plusmn015
650 310 GDVK 0650-310 plusmn015
710 310 GDVK 0710-310 plusmn015
760 310 GDVK 0760-310 plusmn015
810 310 GDVK 0810-310 plusmn015
870 310 GDVK 0870-310 plusmn015
920 310 GDVK 0920-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
73ROUND TOOL MATERIALS ndash P-LINE
Rods
115deg
D
L
Profiled rods with two coolant hole 115deg fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
1350 310 GDV2 1350115-310 plusmn020
1390 310 GDV2 1390115-310 plusmn020
1450 310 GDV2 1450115-310 plusmn020
1550 310 GDV2 1550115-310 plusmn020
1650 310 GDV2 1650115-310 plusmn020
1750 310 GDV2 1750115-310 plusmn020
1860 310 GDV2 1860115-310 plusmn020
1960 310 GDV2 1960115-310 plusmn025
2060 310 GDV2 2060115-310 plusmn025
2160 310 GDV2 2160115-310 plusmn025
ensp limitedenspstockensp ensp ensp stockenspitemensp ensp ensp newenspstockenspitemensp ensp Otherenspgradesenspandenspdimensionsenspuponensprequest
BLANKSenspFORenspGUNenspDRILLSenspenspRODS
ROUND TOOL MATERIALS ndash P-LINE74
Rods
120deg
D
L
Profiled rods with two coolant hole 120deg fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
550 310 GDV2 0550-310 plusmn015
600 310 GDV2 0600-310 plusmn015
650 310 GDV2 0650-310 plusmn015
710 310 GDV2 0710-310 plusmn015
760 310 GDV2 0760-310 plusmn015
810 310 GDV2 0810-310 plusmn015
870 310 GDV2 0870-310 plusmn015
920 310 GDV2 0920-310 plusmn015
970 310 GDV2 0970-310 plusmn015
1080 310 GDV2 1080-310 plusmn015
1130 310 GDV2 1130-310 plusmn015
1180 310 GDV2 1180-310 plusmn015
1230 310 GDV2 1230-310 plusmn015
1280 310 GDV2 1280-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
75ROUND TOOL MATERIALS ndash P-LINE
Tips
115deg
L
D
Profiled tips with two coolant holes 115deg fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
1350 40 GDV2P 1350-040 plusmn020
1450 40 GDV2P 1450-040 plusmn020
1550 40 GDV2P 1550-040 plusmn020
1650 40 GDV2P 1650-040 plusmn020
1750 40 GDV2P 1750-040 plusmn020
1860 40 GDV2P 1860-040 plusmn025
1960 45 GDV2P 1960-045 plusmn025
2060 45 GDV2P 2060-045 plusmn025
2160 45 GDV2P 2160-045 plusmn025
2260 50 GDV2P 2260-050 plusmn025
2360 50 GDV2P 2360-050 plusmn025
2460 55 GDV2P 2460-055 plusmn025
2560 55 GDV2P 2560-055 plusmn025
2660 55 GDV2P 2660-055 plusmn025
2720 55 GDV2P 2720-055 plusmn025
2870 65 GDV2P 2870-065 plusmn025
3080 65 GDV2P 3080-065 plusmn025
3310 65 GDV2P 3310-065 plusmn025
3610 75 GDV2P 3610-075 plusmn025
3910 75 GDV2P 3910-075 plusmn025
4000 80 GDV2P 4000-080 plusmn030
4200 80 GDV2P 4200-080 plusmn030
4500 80 GDV2P 4500-080 plusmn030
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS TIPS
ROUND TOOL MATERIALS ndash P-LINE76
Our flat and square strips in the proven CTS20D grade and in a wide variety of dimensions are available directly from stock Our brazing tips are characterised by very good brazability and can be supplied upon request in the most com-mon DIN dimensions Our stock range includes DIN 8011 brazing tips in grade CTS12D as well as in the cermet grade CTF28T (especially suited to the finish machining of steel materials)Of course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our flat and square strips can be found in the lsquoInfor-mationrsquo section
Flat and square strips brazing tips
77ROUND TOOL MATERIALS ndash P-LINE
Flat strips
S
L
H
Submicron grade
Type description
H S L[mm] [mm] [mm] CTS20D
FR 02300530-330 530 230 330
FR 02300630-330 630 230 330
FR 02300830-330 830 230 330
FR 02301030-330 1030 230 330
FR 02301630-330 1630 230 330
FR 03300430-330 430 330 330
FR 03300530-330 530 330 330
FR 03300630-330 630 330 330
FR 03300830-330 830 330 330
FR 03301030-330 1030 330 330
FR 03301230-330 1230 330 330
FR 03301630-330 1630 330 330
FR 03302030-330 2030 330 330
FR 04300630-330 630 430 330
FR 04300830-330 830 430 330
FR 04301030-330 1030 430 330
FR 04301330-330 1330 430 330
FR 04301630-330 1630 430 330
FR 04302030-330 2030 430 330
FR 05301030-330 1030 530 330
FR 05301330-330 1330 530 330
FR 06301030-330 1030 630 330
FR 06301330-330 1330 630 330
FR 08301230-330 1230 830 330
FR 08301630-330 1630 830 330
FR 10301630-330 1630 1030 330
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
FLAT AND SQUARE STRIPS BRAZING TIPS FLAT STRIPS
ROUND TOOL MATERIALS ndash P-LINE78
Square strips
S
LH
Submicron grade
Type description
H S L[mm] [mm] [mm] CTS20D
SR 0330-330 330 330 330
SR 0430-330 430 430 330
SR 0530-330 530 530 330
SR 0830-330 830 830 330
SR 1030-330 1030 1030 330
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
FLAT AND SQUARE STRIPS BRAZING TIPS SQUARE STRIPS
79ROUND TOOL MATERIALS ndash P-LINE
Brazing tips to DIN 8011
L
St
c
e
r
Form R
Type description
L e S r c t[mm] [mm] [mm] [mm] [mm] [mm] CTF28T CTS12D
DIN 8011 R 12 12 500 080 2500 080 200
DIN 8011 R 16 16 710 120 2500 100 250
DIN 8011 R 19 19 900 140 2500 100 300
DIN 8011 R 22 22 1120 180 2500 140 350
DIN 8011 R 25 25 1500 220 2500 140 400
DIN 8011 R 30 30 1800 280 2500 140 500
Brazing tips to DIN 8011
L
St
c
e
r
Form T
Type description
L e S r c t[mm] [mm] [mm] [mm] [mm] [mm] CTS12D
DIN 8011 T 12 12 450 120 1500 100 300
DIN 8011 T 16 16 750 160 1500 100 350
DIN 8011 T 19 19 750 200 2500 180 450
DIN 8011 T 22 22 950 250 2500 250 560
DIN 8011 T 25 25 1000 280 2500 300 800
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
FLAT AND SQUARE STRIPS BRAZING TIPS DIN 8011 BRAZING TIPS
ROUND TOOL MATERIALS ndash P-LINE80
Brazing tips to DIN 8011
L
St
c
e
r
Form U
Type description
L e S r c t[mm] [mm] [mm] [mm] [mm] [mm] CTS12D
DIN 8011 U 12 12 140 120 1500 100 560
DIN 8011 U 16 16 400 160 1500 100 670
DIN 8011 U 19 19 250 200 2500 180 800
DIN 8011 U 22 22 280 250 2500 250 1120
DIN 8011 U 25 25 400 280 2500 300 1400
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
FLAT AND SQUARE STRIPS BRAZING TIPS DIN 8011 BRAZING TIPS
81ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE82
Special products
In addition to our standard programme we also offer individual solutions for our rods Thanks to our comprehensive manufacturing possibilities we can also implement your most demanding requirements Whether special coolant hole profiles large helix angles or other customised versions see for yourself and benefit from our expertiseIn our up-to-date grinding department we also produce semi-finished ground articles in high volumes as well as in small batches
83ROUND TOOL MATERIALS
Broad selection of diameters and grades starting at 040 mm eg for erosion electrodes up to 80 mm for special tools For semi-finished tools bigger than that we offer customised preforms
Solid carbide or coolant hole rods up to a metre in length are no problem for us Close tolerance production techniques of spiral through hole rod minimise the risk of grinding through into the coolant channels Using leading-edge technologies we are also able to deliver coolant hole rod with pre-formed flutes if required
Increasingly tool producers rely on prefabricated semi-finished products In this context we offer ground cut-to-lengths in a variety of versions For example steps tapers cones male or female centres ball noses chamfers recesses ground holes and many others
Thanks to our modern extrusion processes we can offer you a variety of coolant hole profiles
Available types
SPECIAL PRODUCTS AVAILABLE TYPES
ROUND TOOL MATERIALS ndash P-LINE84
Preforms
In addition to our comprehensive range of rods we also offer various types of preforms for rotary cutting tools The products include both blanks and semi-fin-ished tools for solid carbide and PCD tools exchangeable head systems and tool shanks Years of experience in the field of blank machining combined with a state-of-the-art production plant make it possible for us to produce the most complex near net shape geometries with short delivery times In particular for tool shanks and PCD tool bodies we have developed the new grade CTF25E which is ideal even for the most sophisticated tool versions with narrow shapes and critical transitions
85ROUND TOOL MATERIALS ndash P-LINE
Preformed seats for PCD inserts
Based on your drawings of blanks or finished parts we are able to produce outside diameters of up to approx 300 mm and lengths of approx 500 mm Ideally you should provide us with digital drawings or 3-D models (stp prthellip)
Straight and helical chip flutes
Ground shanks
External and internal thread
Coolant holes
As sintered male or female centres
emspDiameter as sintered up to around 500 mmemspLengths up to around 300 mm
Available types
PREFORMS AVAILABLE TYPES
ROUND TOOL MATERIALS ndash P-LINE86
Individually designed coolant exit holes can be formed into the blank
emspOutside and inside threadsemspMetric ISO threads as sintered tolerance class 8HemspUN threads as sinteredemspSpecial threads upon requestemspGround threads are possible upon request
emspFemale and male centresemspFemale centres to DIN 332emspAs sintered centres (form R preferred)emspUpon request ground version also available
emspUpon request ground version also available for example ground shank to h6
Our preformed chip flutes and insert seats with optimised machining allowance make it possible to save production costs thanks to reduced grinding times in tool production
Do not hesitate to contact us with questions about possible variations We will be pleased to help you design blanks for cost-efficient production of precision tools
emspAxial holes from Oslash 065 mmemspRadial exit holes from Oslash 05 mm and greateremspSmaller holes available depending on the depth and upon
request
PREFORMS AVAILABLE TYPES
87ROUND TOOL MATERIALS ndash P-LINE
[m ] [gcm3] HV30 HRA [MPa] [psi] [MPam frac12]
CTS12D K05 ndash K10 C-3 60 1480 1820 931 3600 522100 93CTS15D K10 ndash K30 C-3 75 1470 1750 928 3700 536000 95CTS20D K20 ndash K40 C-2 100 1438 1600 919 4000 580100 104
[m ] [gcm3] HV30 HRA [MPa] [psi] [MPam frac12]
CTF25E K30 ndash K40 C-2 125 1415 1300 895 3500 507600 150
Grades composition and properties
GradeDensity Hardness
US codeBinder
ISO code
Transverse rupture strength KIC (Shetty)
Submicron grade
An extensive stock of the most important grades makes short-est delivery times for customised blanks possible
Our CTF25E fine-grain grade has been specially designed for PCD tools and tool shanks
The coarser grain structure combined with higher cobalt con-tent provides this grade with increased resistance to break-age and excellent brazability
CTF25E vs CTS20D
Of course we also offer preforms in all other Round Tool Materials grades upon request
GradeDensity Hardness
US codeBinder
ISO code
Transverse rupture strength KIC (Shetty)
Fine grain grade
CTS20D CTF25E Grain size Cobalt content Additives Hardness Transverse rupture strength Fracture toughness KIC
submicron fine grain1001151600 HV304000 MPa104 MPam05
125121300 HV303500 MPa15 MPam05
CTS20D CTF25E
PREFORMS GRADES COMPOSITION AND PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE88
[mm]03
max deflection
Straightness
1
1000 1
1000 1
1000
1
1000
Min wall thicknesses and hole distancesgeemsp1emspmm
Wall thicknesses
min 1 mm
min 1 mm
Diameter steps
Different diameters dia stepsD1 ndash D2 ge1 mmD 1D
1
[mm] [mm] [plusmn]lt 20 055 plusmn015
gt 20 ndash 35 060 plusmn020gt 35 ndash 45 065 plusmn025gt 45 ndash 55 070 plusmn030gt 55 ndash 70 085 plusmn035
gt 70 ndash 100 090 plusmn040gt 100 ndash 150 100 plusmn050
Tolerance table for preforms
Diameters for preforms
Example of a finished diameter 22 mm with grinding allowance
Finished dimension Oslash 2200 mm Grinding allowance +060 mm Blank dimensions Oslash 2260 plusmn020 mm
Nominal Oslash
Blank tolerance incl grinding
allowance Sintering tolerance
Lengths for preforms
Example of a finished length 150 mm with grinding allowance
Finished dimension 150 mm Grinding allowance +115 mm Blank dimensions 15115 plusmn075 mm
Length
Blank tolerance incl grinding
allowance Sintering tolerance
[mm] [mm] [plusmn]
L 05 L + 04 plusmn05 L
For further information go to page 93
Specifications
PREFORMS SPECIFICATIONS
89ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE90
In this section you can find additional information on product labelling technical product specifications and carbide properties Specifications for preforms can be found at the end of the lsquoPreformsrsquo section
Information
91ROUND TOOL MATERIALS ndash P-LINE
Product labelling
Material short text
The material short text describes the article in terms of the most important geometrical specifications A guide to the designation system can be found in the catalogue on page 20
Pitch information(for rods with helical coolant holes) The pitch class and its average value are stated This value acts as the adjustment value for flute grinding More information on the pitch classification for rods with helical coolant holes can be found in the catalogue on page 92
RGMC 1000-073
CTS20D11769718
Mad
e in
Aus
tria
2659013
RGM
C 10
00-0
73
CTS2
0D
10
10
30G2 10004813544-330
CTS20D11793406
Mad
e in
Aus
tria
2650868 30G
2 10
004
81
35
44-
330
CTS2
0D
100
Blaublue 52930 mm
Blau
blu
e 52
930
mm 10
0
Carbide grade Material number
Production order Quantity
Material number barcode
Production order barcode
Material short text
Grade
INFORMATION PRODUCT INFORMATION ndash LABELLING
ROUND TOOL MATERIALS ndash P-LINE92
α = tan-1 d times πStg
Stg = d times πtan α
0deg-1deg +1deg
-033deg +033deg+033deg -033deg +033deg -033deg
0deg-075deg +075deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
Stg pitchd nominal diameterα helix angle
Pitch in mm
Helix
ang
le in
deg
rees
Nominal pitch3 class system
6 class system
yellow white blue
white blue green black red yellow
Conversion pitch to angle
Conversion angle to pitch
Definition of the helix angle
The helix angle indicates the torsion of the coolant holes in relation to the nominal diameter In this context it has to be taken into account that the angle decreases depending on theemspdiameteremspstepsemspForemspthisemspreasonemsprodsemspwithemsp40degemspcoolantemspholes are used for step drills in order to achieve an optimal spiralemspfluteemsphelixemspangleemspofemsp25emsptoemsp30deg
Definition of pitch
Theemsppitchemsp isemsp theemsp lengthemspofemspaemspcompleteemsp360degemsprotationemspofemsp theemspcoolant holes This value is independent of the diameter or the diameter steps The CERATIZIT designation system for coolant hole rods includes both the helix angle in degrees and the pitch of the helix in millimetres
Conversion helix anglepitch
Pitch classification
In order to guarantee closest pitch tolerances our carbide rods with helical coolant holes are divided into tolerance classes For this purpose all rods are measured and assigned to the respective class which is indicated on the product label For details of our pitch classification see page 98
INFORMATION PRODUCT INFORMATION ndash PITCH CLASSIFICATION
93ROUND TOOL MATERIALS ndash P-LINE
Ra max
1
1000
1
1000
Measured outside diameter of the round rod In case of helical coolant hole rods the outside diameter means the OD (addendum diameter) including the helical tooling grooves
Outside diameter
Measured length of the round rodLength
The surface quality describes the state of the surface For ground rods the surface value is indicated as maximum average roughness value Ra (DIN EN ISO 42871998)
Surface
Maximum deflection of a rotating rod which lies on two contact points measured in the middle of the rod The distance between the two contact points is 300 mm When the rod is longer or shorter than 330 mm the contact width corresponds to the rod length minus 10 mm
Straightness
Maximum deflection of a rod Contact point A is 5 mm before the chamfer Contact point B is in the middle of the rod The measurement is carried out 2 mm from the end
Concentricity
The cylindricity describes the tolerance field of an ideal cylinder inside which the skin surface of the rod should be
Cylindricity
Lateral length of flat and square stripsWidth height
Roundness is the radial distance of two con-centric circles which include the circumference line of the round rods section (DIN ISO 1101)
Roundness
The pitch circle is defined as the circle which goes through two or three centre points of coolant holes
Pitch circle diameter
The hole diameter is the diameter of the cool-ant holes inside the rod
Hole diameter
Excentricity means the deviation of the pitch circle centre point or in case of a coolant hole the deviation of the coolant hole centre point from the centre point of the rod
Excentricity
The helix angle is the angle between the longi-tudinal axis and the helix line
Helix angle
Maximum difference of the angle of the two imaginary lines which go through the centre point of the coolant holes which are on the pitch circle
Torsion
For rods with three helical coolant holes the section surface is divided into three circle sec-tors which go through the centre point of the coolant holes The pitch error is the difference of the angles between the circle sectors
Pitch error
INFORMATION SPECIFICATIONS ndash SPECIFICATION FEATURES
ROUND TOOL MATERIALS ndash P-LINE94
RR RGM RGI
[mm] h6 [mm] h5 [mm]10 ndash 30 +0-0006 +0-000431 ndash 60 +0-0008 +0-000561 ndash 100 +0-0009 +0-0006101 ndash 180 +0-0011 +0-0008181ndash 300 +0-0013 +0-0009301 ndash 400 +0-0016 +0-0011
[mm] [mm]08 ndash 21 +0+01522 ndash 47 +0+02048 ndash 67 +0+02568 ndash 152 +0+030153 ndash 202 +0+045203 ndash 242 +0+055243 ndash 362 +0+065363 ndash 462 +0+070
Tolerance
Outside diameter
Outside diameter ToleranceOutside diameter
as sintered ground
[mm] [mm]10 ndash 29 12030 ndash 59 01560 ndash 79 012 80 ndash 99 010
100 ndash 119 008 120 ndash 199 005 200 ndash 400 lt 005
[mm] [mm]08 ndash 32 12
325 ndash 462 05
Outside diameter
Straightness
max deflection max deflectionOutside diameter
as sintered ground
1
1000
1
1000
[mm] [mm]08 ndash 57 005 58 ndash 77 008
78 ndash 127 010128 ndash 302 013 303 ndash 462 016
[mm] h6 [mm] h5 [mm]10 ndash 30 0003 000331 ndash 60 0004 0003
61 ndash 100 0005 0003101 ndash 300 0006 0004301 ndash 400 0008 0005
Roundnessas sintered ground
ToleranceOutside diameter ToleranceOutside diameter
as sintered as sinteredground 005
Tolerance
LengthSurface finish
Executions [mm]+0+10Ra max
[μm]Ramax
Solid carbide rods
INFORMATION SPECIFICATIONS ndash SOLID CARBIDE RODS
95ROUND TOOL MATERIALS ndash P-LINE
RGMC RGMCW RGMCD RGMCY RGIC
[mm] h6 [mm] h5 [mm]10 ndash 30 +0-0006 +0-000431 ndash 60 +0-0008 +0-000561 ndash 100 +0-0009 +0-0006101 ndash 180 +0-0011 +0-0008181 ndash 300 +0-0013 +0-0009301 ndash 400 +0-0016 +0-0011
Tolerance
Outside diameter
Outside diameter
[mm]RGMC +1 RGIC +15
Total length tolerance
Length
Type
Surface finish
Ramax [microm]005Ra max
[mm] h6 [mm] h5 [mm]10 ndash 30 +0+0003 +0+000231 ndash 60 +0+0003 +0+0002
61 ndash 100 +0+0003 +0+0002101 ndash 250 +0+0004 +0+0002
Outside diameter
Roundness
Tolerance
[mm] 30 40 50 60 70 80 90 110 14030 5 5 6 7 - - - - -
40 ndash 50 5 5 6 6 7 - - - -60 4 5 5 6 6 7 8 - -
80 ndash 100 4 4 4 5 5 5 6 7 -120 ndash 140 3 4 4 4 4 5 5 6 -160 ndash 200 3 4 4 4 4 4 5 5 6
250 3 4 4 4 4 4 5 5 6
max concentricity [microm] starting length [mm]
Run-out RGMC
Outside diameter
1
1000
[inch] 1500 ndash 2500 2501 ndash 3500 3501 ndash 800018 ndash 316 5 76 ndash
14 ndash 1 5 76 10
maximum concentricity [microm] starting length [inch]
Run-out RGIC
Outside diameter
1
1000
End mill blanks
INFORMATION SPECIFICATIONS ndash END MILL BLANKS
ROUND TOOL MATERIALS ndash P-LINE96
GB2 G2 SO
[mm] [mm]16 ndash 63 +-02067 ndash 80 +-02590 ndash 100 +-030
TolerancePitch circle diameter
Pitch circle diameter of DIN drill blanks
[mm] [mm]029 +-003
030 ndash 105 +-005106 ndash 20 +-008
TolerancePitch circle diameter
Pitch circle diameter for micro-drill blanks
[deg] [deg]+-1 3 +-033
Total tolerance class Number of
classes
Tolerance class
Helix angle for DIN drill blanks
[deg] [deg]+-075 6 +-0125
Total tolerance class Number of
classes
Tolerance class
Helix angle for micro-drill blanks
[mm] 63ndash6
6
67ndash8
1
82ndash1
14
115ndash
133
134ndash
162
163ndash
310
60 10 15 30 40 ndash ndash80 ndash 15 20 40 40 ndash
100 ndash ndash 20 30 40 50120 ndash ndash 20 30 30 50140 ndash ndash 20 30 30 50160 ndash ndash ndash 20 30 50180 ndash ndash ndash 20 30 50200 ndash ndash ndash 20 30 50
Outside diameter
Straightness of DIN drill blanksDeflection [microm] with length [mm]
1
1000
[mm] 55ndash6
5
66ndash8
5
86ndash1
05
106ndash
180
30 5 8 20 2040 ndash 8 15 20
Outside diameter
Run-out of micro-drill blanksDeflection [microm] with length [mm]
1
1000
[mm] [mm]16 ndash 34 010
48 01563 ndash 67 018
80 ndash 100 020
max excentricity
Excentricity of DIN drill blanks
Pitch circle diameter[mm] [mm]029 0025
030 ndash 059 003506 ndash 15 0040
151 ndash 200 0050
max excentricity
Excentricity of micro-drill blanks
Pitch circle diameter
Drill blanks
INFORMATION SPECIFICATIONS ndash DRILL BLANKS
97ROUND TOOL MATERIALS ndash P-LINE
[mm] h5 [mm]30 +0-0004
31 ndash 60 +0-000561 ndash 100 +0-0006101 ndash 180 +0-0008181 ndash 300 +0-0009
Tolerance
Outside diameter
Outside diameter
+0+1Tolerance
Length
[mm] [mm]005 +-0010
006 ndash 020 +-0015021 ndash 045 +-003005 ndash 13 +-0050
131 ndash 250 +-0075
Hole diameter
ToleranceHole diameter
Surface finishProduct Ramax [microm]
DIN drill blanks Ground mat 005 - 01Micro-drill blanks 005
Ra max
[mm] [mm]30 ndash 60 000280 ndash 100 0003
120 ndash 180 0004200 0005
Tolerance
Roundness
Outside diameter
[mm] [mm] [mm]6 15 +-01 030 +-0058 15 +-01 040 +-005
10 20 +-01 050 +-01012 20 +-01 060 +-01014 25 +-01 080 +-01016 25 +-01 110 +-01018 30 +-01 130 +-01020 30 +-01 160 +-010
Cross groove profile for DIN drill blanks
Outside diameter
Cross groove width
Cross groove depth
INFORMATION SPECIFICATIONS ndash DRILL BLANKS
ROUND TOOL MATERIALS ndash P-LINE98
R2 R3 R4 G2 G3
[mm] [mm] [mm]33 ndash 43 +010+020 +020+06044 ndash 83 +010+030 +020+07084 ndash 103 +010+035 +020+075104 ndash 123 +010+040 +025+080124 ndash 143 +010+040 +030+080144 ndash 163 +010+045 +035+095164 ndash 183 +010+050 +040+100184 ndash 203 +010+055 +040+105204 ndash 223 +010+060 +045+110224 ndash 353 +010+060 +050+110
Tolerance core diameter
Tolerance outside
diameterOutside diameter
Outside diameteras sintered ground
[mm] [mm]60 +0-0008
61 ndash 100 +0-0009101 ndash 180 +0-0011181 ndash 300 +0-0013301 ndash 320 +0-0016
ToleranceOutside diameter
[mm] [mm]33 +-010
34 ndash 43 +-01544 ndash 123 +-020124 ndash 183 +-025184 ndash 353 +-030
ToleranceOutside diameter
Pitch circle diameteras sintered ground
[mm] [mm]60 ndash 120 +-020121 ndash 180 +-025181 ndash 320 +-030
ToleranceOutside diameter
[mm] [mm]250 ndash 280 040
gt 280 050
max deflection
Straightness
Length
1
1000
as sintered ground
1
1000
[mm] [mm]60 ndash 79 01280 ndash 99 010
100 ndash 119 008120 ndash 199 005200 ndash 320 lt 005
max deflectionOutside diameter
Product group [deg] Number of classes [deg]Standard +-1 3 +-0333
Oslash 33 ndash 43 +-075 6 +-0125extra-long 3 holes +-075 6 +-0125
Total tolerance class Tolerance class
Helix angle
Rods with helical coolant holes
INFORMATION SPECIFICATIONS ndash RODS WITH HELICAL COOLANT HOLES
99ROUND TOOL MATERIALS ndash P-LINE
[mm]+0+10
Total length tolerance
Length
Executions Ra max [microm]as sintered as sintered
ground 005
Surface finish
Ra max
[deg]+-30
max pitch error with R3
Pitch error
[mm] [mm]33 004
34 ndash 43 00544 ndash 83 010
84 ndash 103 015104 ndash 143 018144 ndash 353 020
Tolerance
Excentricity
Outside diameter
[mm] [mm]60 0004
61 ndash 100 0005101 ndash 300 0006301 ndash 320 0008
Tolerance
Roundness
Outside diameter
[deg]20
max torsion with R4
Torsionas sintered
[mm] [mm] [mm]33 ndash 43 leemsp100 +-003033 ndash 43 geemsp101 +-005044 ndash 353 040 ndash 130 +-005044 ndash 353 131 ndash 250 +-007544 ndash 353 251 ndash 500 +-0100
Hole diameter
Hole diameter
ToleranceOutside diameter
INFORMATION SPECIFICATIONS ndash RODS WITH HELICAL COOLANT HOLES
ROUND TOOL MATERIALS ndash P-LINE100
00R1 00R2 00G1 00G2
[mm] [mm]33 +0+020
34 ndash 50 +0+03051 ndash 65 +0+03566 ndash 152 +0+040153 ndash 207 +0+055208 ndash 222 +0+065223 ndash 343 +0+075
Tolerance
Outside diameter
Outside diameter
as sintered ground
[mm] [mm]40 ndash 60 +0-000861 ndash 100 +0-0009101 ndash 180 +0-0011181 ndash 300 +0-0013301 ndash 320 +0-0016
ToleranceOutside diameter
[mm]050
max deflection
Straightness
1
1000
as sintered ground
1
1000
[mm] [mm]40 ndash 59 01560 ndash 79 01280 ndash 99 010
100 ndash 119 008120 ndash 199 005200 ndash 320 lt 005
max deflectionOutside diameter
[mm] [mm]33 ndash 57 00562 ndash 77 008
82 ndash 127 010132 ndash 302 013303 ndash 343 016
Tolerance
Roundness
Outside diameter
as sintered
[mm] [mm] 40 ndash 60 0004 61 ndash 100 0005 101 ndash 300 0006 301 ndash 320 0008
ToleranceOutside diameter
ground
[mm]+0+10
Total length tolerance
Length
Rods with straight coolant holes
INFORMATION SPECIFICATIONS ndash RODS WITH STRAIGHT COOLANT HOLES
101ROUND TOOL MATERIALS ndash P-LINE
[mm] [mm]
central coolant hole
010 ndash 050 +005051 ndash 130 +010131 ndash 250 +015251 ndash 500 +020
two coolant holes
010 ndash 050 +-0025051 ndash 130 +-0050131 ndash 250 +-0075251 ndash 500 +-0100
Hole diameter
ToleranceHole diameterProduct group
[mm] [mm]33 ndash 39 +-00540 ndash 59 +-01060 ndash 149 +-020
150 ndash 209 +-025210 ndash 343 +-030
ToleranceOutside diameter
Pitch circle diameter
Executions Ra max [microm]as sintered as sintered
ground 005
Surface finish
Ra max
[mm] [mm] 33 ndash 39 0025 40 ndash 59 0050 60 ndash 79 0100 80 ndash 109 0120 110 ndash 249 0150 250 ndash 343 0200
Tolerance
Excentricity
Outside diameter[mm] [mm]
33 ndash 39 0025 40 ndash 59 0050 60 ndash 79 0100 80 ndash 109 0120 110 ndash 249 0150 250 ndash 343 0200
ToleranceOutside diameter
INFORMATION SPECIFICATIONS ndash RODS WITH STRAIGHT COOLANT HOLES
ROUND TOOL MATERIALS ndash P-LINE102
FR SR
[mm] [mm] 23 ndash 43 +0+020 44 ndash 63 +0+025 64 ndash 103 +0+030
104 ndash 143 +0+035 144 ndash 163 +0+040 164 ndash 203 +0+050
Width height
Width height
Tolerance
[mm]
max 04
Levelness
Levelness
[mm]+0+10
Total length tolerance
Length
Flat and square strips
INFORMATION SPECIFICATIONS ndash FLAT AND SQUARE STRIPS
103ROUND TOOL MATERIALS ndash P-LINE
z
F
x
22deg
y
x
d2d 1
HV = 0102 times 2 times F times sind2 asymp 01891 F
d2
136deg2
100
80
60
40
20
00 5 10 15 20 25
120
Wea
r res
ista
nce
[1c
m3 ]
Submicron gradesFine medium grades
Coarse grades
Cobalt content []
Figure 1 test assembly for the determination of wear resistance according to ASTM B611-85
Figure 3 Vickers hardness test according to ISO 3878
Formula 1 calculation of the Vickers hardness (ISO 3878)
Figure 2 wear resistance in relation to the cobalt content and grain size
Mechanical properties of carbideWear resistanceThe most important property of carbide is wear resistance This property - or to be precise this combination of prop-erties - refers to the surface of the component When two surfaces rub against each other material is removed from both of them Under low stress the material removed consists of single grains or particles This phenomenon is called lsquoscor-ingrsquo In cases of high stress the material removed consists of grain clusters and is called lsquoabrasionrsquo The concept of wear is very complex and depends on many variables Wear resist-ance is mainly tested using the ASTM B611-85 method In this method a carbide piece is pressed onto a rotating steel disk using a lever The rotating steel disk is the carrier for the abrasive material which together with the material that is subject to analysis is transported from a tank below the con-tainer directly to the contact zone (see figure 1) The abrasive material consists of water and aluminium oxide (corundum)Wear resistance is determined by measuring the volume of material removed from the carbide piece while the revolution numberemsptestemsptimeemspandemsptheemspforceemspappliedemspatemsp90degemsponemsptheemspsteelemspdisk are held at consistent levels A gravimetric evaluation is carried out with the volume removal indicated in mm3 As shown in figure 2 wear resistance increases the finer the grain and the lower the cobalt content
HardnessHardness is a materialrsquos mechanical resistance to another harder material which penetrates it The hardness is normally determined based on the Vickers hardness test according to ISOemsp3878emsp Inemspthisemsp testemspaemsp136degemsppyramidalemspdiamondemspindenteremspis pressed onto a work piece with a determined test force The size of the indent is determined optically by measur-ing the two diagonals of the square indent produced by the applied force (F) The impression surface is calculated with formula 1 (see fig 3) When introducing this test method the obsolete unit lsquokilopondrsquo was used for the test force Therefore in the formula the factor 0102 is used for conversion The standardised indication of the Vickers hardness for example is as follows
620 HV 30
Parameters- 620 = hardness- HV = test procedure- 30 = test force in kilopond
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE104
1500
1300
1100
900
700
5000 5 10 15 20 25
1700
1900
2100
30
2300
2500HV
30
100
80
60
40
20
0750 1000
120
1250 1500 1750 2000
Cobalt content []
Ultrafine gradesSubmicron grades
Fine medium gradesCoarse grades
Wea
r res
ista
nce
[1c
m3 ]
Vickers hardness
Submicron gradesFine medium grades
Coarse grades
Figure 4 hardness in relation to the cobalt content and grain size
Figure 5 wear resistance in function of hardness with different grain sizes
Another method for determining hardness is the Rockwell procedure (ISO 3738) It is similar to the Vickers procedure but uses a diamond brale indenter Here the depth of pen-etration is used as the degree of hardness There is no the-oretical basis for a conversion between the two procedures In order to create a comparison a determinate test must be carried out Like wear resistance hardness also increases with a smaller grain size and lower cobalt content (see figure 4) As wear resistance and hardness show similar behaviour with regard to cobalt content and grain size hardness is often used as a reference for wear resistance Furthermore the Vickers procedure is easier and quicker than ASTM B611-85 Nevertheless the relation of hardness and wear resistance is exponential and also depends on the grain size (see figure 5)
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
105ROUND TOOL MATERIALS ndash P-LINE
KIC = 015 32
HV30sum Lradic MN
m
0 5 10 15 20 25 30
K IC
[MN
m3
2 ]
L2
L3
L4
L1
Cobalt content []
Ultrafine gradesSubmicron grades
Fine medium gradesCoarse grain grades
Formula 2 calculation of the critical tension intensity factor KIC
Figure 7 fracture toughness in relation to the grain size and the cobalt content
ToughnessWhen a material is exposed to external static or dynamic stress this leads to mechanical tensions In many cases particularly with impact loads both the strength and ductil-ity of the material have to be taken into account These two properties represent the basis for the concept of toughness which is defined as the capacity to resist fracture or crack progagation Fracture in this context means the complete separation of the material into at least two parts There are numerous possibilities to define or determine toughness transverse rupture strength or fracture toughness In the defi-nition above the integrated product of force and deformation until fracture occurs is used as the toughness value In the case of carbide the Palmqvist method is frequently applied to determine the toughness as a critical tension intensity factor KIC For this purpose the crack length of a Vickers hardness indent is used to deduce the fracture toughness (see figure 6) This is then converted into the tension intensity factor using formula 2 As can be seen in figure 7 tough-ness increases with the metal binder content and growing grain size Compared to other metal materials carbide can be found in the lower part of the toughness range about the same as hardened steel
Figure 6 Palmqvist method for the determination of fracture toughness
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE106
By definition carbide is to be considered a brittle material as there is basically no plastic deformation prior to fracture This is confirmed by examination of surfaces where breakage occurred Various carbides however show very big differ-ences in terms of toughness which can be best explained by taking a look at the microstructure Cracks inside the carbide grains may occur just like intergranular fractures and shear fractures in the binder metal Generally the number of grain cracks rises with increasing grain size and the number of shear fractures when raising the binder content In terms of fracture energy the main contribution to toughness comes from the length of the rupture in the metal binder (see figures 8 and 9)
Figure 8 crack propagation in large grain sizes larger crack propa-gation requires higher fracture energy - higher toughness
Figure 9 crack propagation in small grain sizes direct shorter crack propagation - requires lower fracture energy - lower toughness
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
107ROUND TOOL MATERIALS ndash P-LINE
4000
3500
3000
2500
2000
15000 5 10 15 20 25
4500
30
Tran
sver
se ru
ptur
e st
reng
th [M
Pa]
Cobalt content []
Ultrafine gradesSubmicron grades
Fine medium gradesCoarse grades
Figure 10 illustration of a transverse rupture strength test
Figure 11 transverse rupture strength in relation to the grain size and the cobalt content
Mechanical strengthEvery material has defects such as inclusions and micro-cracks For brittle materials such as hardened steels or car-bide the mechanical strength is limited by the number and size of these defects In this context the mechanical strength depends on the volume as with a growing material volume the probability of a large defect rises Depending on the type of stress various types of strength are distinguished
Transverse rupture strengthTesting the transverse rupture strength is the easiest and most common procedure of analysing the mechanical strength of carbide According to the standardised ISO 3327 procedure a test material of a certain length is placed on a surface and put under stress in the middle until it breaks (see figure 10) The transverse rupture strength (TRS) is then the average value of several tests The maximum value is achieved with a cobalt content of around 14 weight- and grain sizes of around 02 ndash 05micromThe very low plastic deformation is normally not taken into account as it occurs only in the toughest carbides Transverse rupture strength decreases with increasing temperatureFurthermore the carbides show creep values when they are subjected to stress or to high temperatures for a long time The transverse rupture strength is decisively influenced by the number and size of defects in the structure or on the surface Fractures always occur at the weakest point of the structure which is also where the largest defect is A high number of defects therefore increases the probability that one of these defects causes a premature fracture on the point with the highest stress As the quality demands in the field of carbide manufacturing are high impurities or defects can be minimised and thus the risk of breakage reduced
Tensile strengthWhen testing the tensile strength of brittle materials it is dif-ficult to measure exact results A precise result depends on both the perfect preparation of the test materials as well as on the additional stress present on the mounting fixtures Applying the Weibull theory however the tensile strength can be deducted from the values of the transverse rupture strength
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE108
7000
6000
5000
4000
3000
20000 5 10 15 20 25
8000
9000
10000Co
mpr
essi
ve s
treng
th [N
mm
2 ]
Submicron gradesFine medium grades
Coarse grades
Cobalt content []
Extra-coarse grades
Figure 12 compressive strength in relation to the grain size and the cobalt content
Compressive strengthOne of the most remarkable properties of carbide is the extremely high compressive strength under uniaxial stress This valuable property is used in virtually all application fields (cutting edges with high compressive strength in all machin-ing processes pressing and drawing dies rolls anvils and dies for the production of synthetic diamonds etc) The ten-sion of this kind of stress doesnrsquot actually cause fracture due to pressure but due to tension a shear fracture A suitable procedure for determining compressive strength can be found in ISO 4506 To achieve precise values for carbide the test piecersquos geometry must be changed so that the effects of the edges and contact which occur in a simple cylindrical test piece are eliminated Elastic deformation is produced under initial load however before fracture a degree of plastic defor-mation results Figure 12 shows the compressive strength of various grain sizes in relation to the cobalt contentThe compressive strength increases when the metal binder content decreases and the grain size is reduced A small grain carbide grade with a low metal binder content typi-cally has a compressive strength of almost 7000 Nmm2 The compressive strength decreases when the tempera-ture increases The degree of plastic deformation increases notably with the temperature so that the results are variable when temperatures are high
Shear strengthThe implementation of pure shear tests is very difficult However numerous things speak for the fact that the shear strength is somewhat higher than the compressive strength
Fatigue strengthThe fatigue strength of carbide is above 2 million pulsating compressive loads at around 65 to 85 of the static compres-sive strength The compressive fatigue strength increases with a decreasing cobalt content and with decreasing grain size
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
109ROUND TOOL MATERIALS ndash P-LINE
650
600
550
500
450
4000 5 10 15 20 25
700
1300 22002000 4600
0
100
80
60
40
20
Mod
ulus
of e
last
icity
[kN
mm
2 ]
Cobalt content []
Hardness [HV30]
Property from to
Transverse rupture strength [MPa]Fracture toughness [MPa y middot m12]
Hardness
Fracture toughness
CTU08L ultrafine grade 42 Co
Transverse rupture strength
CTS20D submicron grade 100 CoCTF25E finemedium grain grade 125 Co
Figure 15 tension fields of three CERATIZIT grades 0 - lowest value of all grades 100 - highest value of all grades
Figure 14 properties of CERATIZIT round rods and preforms
Figure 13 modulus of elasticity of WC-Co carbides
Modulus of elasticity shear modulus Poissonrsquos ratioThe modulus of elasticity indicates the resistance of a mate-rial against elastic deformation and is higher the more rigid a material is In the case of carbide the modulus of elasticity is 2 to 3 times higher than in steel and increases linearly with decreasing metal binder content See fig 13 additives ofemspγ-phaseemspreduceemsptheemspmodulusemspofemspelasticityemspAnemspexactemspdeter-mination of the modulus of elasticity based on the tension-ex-pansion diagram is difficult Therefore for reliable results res-onance measurements of transverse and longitudinal waves are carried out according to ISO 3312 The shear module is determined in the same way with the help of torsional vibra-tion By determining the modulus of elasticity and the shear module the Poissonrsquos ratio can be calculated
Influence of the grain size and the cobalt content on the most important propertiesThe most important mechanical properties of the carbide such as hardness transverse rupture strength and fracture toughness are determined by the grain size of the tungsten carbide and cobalt content Figure 14 shows the properties of CERATIZIT round rods and preforms Sporadically it can be sustained that through smaller grain sizes higher hard-ness and transverse rupture strength can be achieved At the same time however fracture toughness decreases By increasing the cobalt content hardness is reduced while the transverse rupture strength and fracture toughness are raised Based on this fact a compromise between hardness and fracture toughness can be made Figure 15 shows three different CERATIZIT grades and their hardness fracture toughness and transverse rupture strength 0 is the lowest value and 100 the highest value of all CERATIZIT grades
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE110
65
60
55
50
45
400 5 10 15 20 25
7
75
8
100
80
60
40
20
00 100
120
200 300 400 500 600 700 800
Ther
mal
exp
ansi
on c
oeffi
cien
t [10
-6 deg
C]
20degCemspndashemsp800degC
Cobalt content []
20degCemspndashemsp40degC
Ther
mal
con
duct
ivity
[Wm
n deg
C]
Temperature [degC]
Submicron gradesFine medium grades
Coarse gradesLow y-phase content
High y-phase content
Figure 17 thermal conductivity in relation to the temperature of various micro-structures and grain sizes
Figure 16 thermal expansion in function of the cobalt content for two temperature intervals
Physical properties of carbide DensityThe density of carbide is determined according to ISO 3369 and varies strongly depending on the composition of the car-bide grade Grades with a very high WC content have the highest density Grades with a high titanium carbide content and a high binder content have the lowest density Typically it can however be assumed that the density is around 50 to 100 higher than that of steel
Thermal expansionAs tungsten carbide has a very low thermal expansion coef-ficient the values for carbide compared to steel are very low For carbide grades which contain titanium carbide the values are somewhat higher than for the pure WC-Co carbides Fig-ure 16 shows the thermal expansion in relation to the cobalt content
Thermal conductivityThe thermal conductivity is of great significance for carbide applications as it determines the temperature in the wear areas and has a large influence on the carbidersquos thermal fatigue resistance and resistance to thermal fluctuations The thermal conductivity of WC-Co carbide is around twice that of unalloyed steels It is only slightly influenced by the cobaltemspcontentemspandemsptheemspgrainemspsizeemspwhileemspγ-phasesemsp likeemsp tita-nium carbide or tantalum carbide have an impact Titanium carbide strongly reduces the thermal conductivity Therefore foremspmillingemspgradesemsptantalumemspcarbideemspisemspmostlyemspusedemspasemspγ-phaseemsp(see figure 17)
Specific thermal capacityThe specific thermal capacity is the quantity of heat which is necessaryemsptoemspheatemspupemsp1emspkgemspofemspaemspmaterialemspbyemsp1degCemspInemspapplica-tion technology it is equally important as thermal conductivity because during the machining processes the heat has to be taken away from the cutting edge Through a high thermal capacity the surrounding area is less hot as it can absorb more energy
Specific electric resistanceWC-Co carbides have a low specific resistance of around 20microΩemspcmemspandemspasemspsuchemspareemspgoodemspconductorsemspofemspelectricityemspCarbidesemspwithemspγ-phasesemsphaveemspaemsphigheremspspecificemspresistance
INFORMATION TECHNICAL INFORMATION ndash PHYSICAL PROPERTIES
111ROUND TOOL MATERIALS ndash P-LINE
B
BR
-HC
HS
H
Figure 18 hysteresis curve of a ferromagnetic material
Magnetic saturation amp coercive field strengthCarbides with cobalt as a metal binder are ferromagnetic If a ferromagnetic material is exposed to a magnetic field strength H the magnetic flux density B in this material increases (fig-ure 18 blue line) The flux density decreases when the field strength rises until maximum saturation is achieved This maximum flux density is defined as magnetic saturation (4πσ)emspWhenemsptheemspexternalemspfieldemspstrengthemspisemspremovedemsptheemspfluxemspdensity in the material is reduced along the upper green line to a certain residual magnetism (BR) the so called lsquorema-nencersquo The higher the remanence is the better a material can be magnetised and the remanence can only be elimi-nated when the material is subjected to an inverse field The inverse field strength HC which is necessary to reduce the magnetic flux density to zero or to lsquode-magnetisersquo the mate-rial is defined as coercive field strength
The finer the magnetic field lines of the metal binder phase in the carbide the higher the coercive field strength This means that the coercive field strength provides information about the state of the metal binder phase The metal binder phase becomes finer with smaller tungsten carbide grains and lower binder content As described in the section on lsquoMechanical properties of carbidersquo the smaller the grains and the lower the metal binder content the higher the hardness of the structure In this way an accordant correlation between coercive field strength and hardness can be seen In practi-cal applications this represents a non-destructive measuring method for the hardnessThe magnetic saturation of carbide also depends on the con-tent and the state of the cobalt binder When one of these parameters is known information can be given about the other parameters In this context the carbon content of the carbide has a decisive influence on the magnetic state of the cobalt The magnetic saturation provides information about the carburisation of the carbide This measuring method rep-resents an important tool for checking the production quality
PermeabilityMagnetic permeability means the penetrability of materials for magnetic fields Although carbide is ferromagnetic the magnetic permeability values are low They increase equally along with the magnetic saturation and with the cobalt con-tent and amount to around 5 Hm with 20 vol Compared to this vacuum has a magnetic permeability of 1 Hm and iron between 300 and 10000 Hm
INFORMATION TECHNICAL INFORMATION ndash PHYSICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE112
Acetone
Chemical compounds Resistance
EthanolSodium hydroxide
All acidsTap waterPetroleum
high resistancehigh resistancehigh resistancelow resistancehigh resistancehigh resistance
Figure 19 some chemical compounds and the corresponding resistance of carbide
Corrosion resistanceAccording to DIN EN ISO 8044 corrosion is a reaction of a metal material with its environment which causes a measur-able modification of the material and may lead to a reduced performance of the metal element or the entire system In most cases the reaction is electrochemical in nature or in some cases chemical or metallurgical in nature In carbides corrosion causes a reduction of the surface of the binder phase thus on the surface there remains only a carbide lsquoskeletonrsquo The bond between carbide grains next to each other is very weak so the rate of destruction increases cor-respondingly When the metal binder content is low the car-bide lsquoskeletonrsquo is more pronounced Consequently this type of carbide grade shows higher wear resistance and corrosion resistance than carbides with a higher metal binder content In practical applications however this is not sufficient to sig-nificantly increase the service life Due to their limited corro-sion resistance pure WC-Co carbides are often not suitable for application fields with difficult corrosion conditions Typi-cally it can be assumed that WC-Co carbides down to pH 7 are corrosion-resistant
INFORMATION TECHNICAL INFORMATION ndash CORROSION RESISTANCE
113ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE114
We
rese
rve
the
right
to m
ake
tech
nica
l cha
nges
for i
mpr
ovem
ent o
f the
pro
duct
M
A-PR
O-0
147-
EN-0
220
7003
581
Worldwide CERATIZIT Austria GmbHAT-6600 Reutte T +43 5672 200-0 E infoaustriaceratizitcom
Brazil CERATIZIT Ameacuterica Latina Ltda BR-13069-310 Campinas Satildeo Paulo T +55 11 4133 2300 E infoamericalatinaceratizitcom China CB-CERATIZIT Xiamen Co Ltd 69 Xingxi Road Xinglin Jimei CN-361022 Xiamen (Jimei) China T +86 592 666 1000
Great BritainCERATIZIT UK amp Ireland LtdUK-Sheffield S9 1XUToll Free 0800 048 4877 4878T +44 1925 261 161E infoukceratizitcom
India CERATIZIT India Pvt Ltd IN-Bengaluru 560099 T +91 80 4043 1262 E ctindiainfoceratizitcom
Italy CERATIZIT Como SpA IT-22040 Alserio (CO) T +39 031 6349 211 E infocomoceratizitcom
Japan CERATIZIT Japan CoLtd JP-421ndash0115 Shizuoka T +81-54-268-1060 E infojapanceratizit-jcojp
Spain Portugal CERATIZIT Ibeacuterica Herramientas de Precisioacuten SL ES-28660 Madrid T +34 91 351 0609 E infoibericaceratizitcom
Headquarters
CERATIZIT SALU-8232 MamerT +352 31 20 85-1E infoceratizitcom
wwwceratizitcom

ROUND TOOL MATERIALS ndash P-LINE4
INTRODUCTIONCERATIZIT Group 6Production site 7Supreme availability 9Cemented carbide 10Grades composition and properties 16Designation system 20Stock programme at a glance 22
SOLID CARBIDE RODS 24As sintered 25Ground metric 29Ground inch 32
END MILL BLANKS 34Metric 35Metric with Weldon 39Metric DualBlank 40Metric with through-coolant 41Inch 43
DRILL BLANKS 443xDndash12xD with through-coolant 45For micro-drills with through-coolant 47
RODS WITH HELICAL COOLANT HOLES 48As sinteredemsp Withemsptwoemspcoolantemspholesemspleemsp22deg 49emsp Withemsptwoemspcoolantemspholesemsp23degemspndashemsp49deg 50emsp Withemsptwoemspcoolantemspholesemspndashemspextra-longemsp23degemspndashemsp49deg 53emsp Withemsptwoemspcoolantemspholesemspgeemsp50deg 54 With three coolant holes 55 With four coolant holes 56Groundemsp Withemsptwoemspcoolantemspholesemspleemsp22deg 57emsp Withemsptwoemspcoolantemspholesemsp23degemspndashemsp49deg 58 With three coolant holes 59
Contents
CONTENTS
5ROUND TOOL MATERIALS ndash P-LINE
RODS WITH STRAIGHT COOLANT HOLES 60As sintered With central coolant hole 61 With two coolant holes 63Ground With central coolant hole 66 With two coolant holes 67
BLANKS FOR GUN DRILLS 68Rods Rods with kidney-shaped coolant hole 69emsp Profiledemsprodsemspwithemspkidney-shapedemspcoolantemspholeemsp120deg 71emsp Profiledemsprodsemspwithemsptwoemspcoolantemspholesemsp115degemspandemsp120deg 73Tipsemsp Profiledemsptipsemspwithemsptwoemspcoolantemspholesemsp115deg 75
FLAT AND SQUARE STRIPS BRAZING TIPS 76Flat strips 77Square strips 78Brazing tips to DIN 8011 79
SPECIAL PRODUCTS 82Available types 83
PREFORMS 84Available types 85Grades composition and properties 87Specifications 88
INFORMATION 90Product information Labelling 91 Pitch classification 92Specifications Specification features 93 Solid carbide rods 94 End mill blanks 95 Drill blanks 96 Rods with helical coolant holes 98 Rods with straight coolant holes 100 Flat and square strips 102Technical information Mechanical properties 103 Physical properties 110 Corrosion resistance 112
CONTENTS
ROUND TOOL MATERIALS ndash P-LINE6
Facts amp figures
1 headquarters Mamer Luxembourg
30 production sites
gt 50 sales subsidiaries
gt 8000 employees
gt 100000 different products
gt 1000 patents and utility models
gt 200 employees in RampD
gt 10 innovation awards
30 of products developed in the last 5 years
The CERATIZIT Group is the global market leader in several wear part application areas and successfully develops new types of carbide cermet and ceramic grades which are used for instance in the wood metal and stone working industries
The CERATIZIT Group
For over 95 years CERATIZIT has been a pioneer in devel-oping exceptional hard material solutions for machining and wear protection The privately owned company based in Mamer Luxem-bourg develops and manufactures highly specialised cutting tools indexable inserts and rods made of hard materials as well as wear parts
INTRODUCTION CERATIZIT GROUP
7ROUND TOOL MATERIALS ndash P-LINE
The CERATIZIT centre of excellence for cutting tool products rods and preforms can be found at the BreitenwangReutte site in Austria CERATIZIT Austria GmbH is certified to ISO 9001 and currently has around 850 employees making it the second-largest site of the CERATIZIT Group
From powder preparation to producing rods and preforms and recycling carbide - all production processes are located in Reutte The CERATIZIT Group continues to focus strongly on this successful production site and in 2013 2017 and 2018 extended the production surface by 4000 msup2 1900 msup2 and 4500 msup2 respectively
CERATIZIT worldwide
Production site
ReutteAustria site
INTRODUCTION PRODUCTION SITE
ROUND TOOL MATERIALS ndash P-LINE8
Highly developed logistics processes guarantee quick and reliable delivery
9ROUND TOOL MATERIALS ndash P-LINE
Live product availability check
Detailed up-to-date technical information and graphic illustrations
Fast delivery orders up to 630 pm will leave our warehouse in Kempten Germany on the same day
Reliable delivery we work only with the best and most reliable service providers in the sector
e-techstorecomAvailable 247 for you
A majority of our standard products are available from stock A well-organised warehouse means that we can respond quickly and reliably to your order even for bulk quantities Thanks to our advanced supply chain management our pro-duction capacity is flexible and able to produce a maximum
of quantities even in a short time frame You can order stock products online around the clock at our E-Techstore
Your benefits
Supreme availability
INTRODUCTION SUPREME AVAILABILITY
ROUND TOOL MATERIALS ndash P-LINE10
Powder preparation and mixing
Forming pressing Sintering
Grinding Dispatch Recycling
Cemented carbide is a powder metallurgical composite con-sisting of one or more hard material phases (eg tungsten carbide) and a binding material (eg cobalt) It is an extremely hard material characterised by high wear resistance and thermal stability It is used in various fields that require tools or components to be particularly wear-resistant
We manage the entire process chain
Cemented carbide
INTRODUCTION CEMENTED CARBIDE
11ROUND TOOL MATERIALS ndash P-LINE
Cemented carbide ndash a composite material with valuable propertiesCemented carbides are composite materials consisting of a hard material and a comparatively soft binder metal like cobalt (Co) The performance characteristics of cemented carbide are determined by hardness transverse rupture strength and fracture toughness With regard to their appli-cation important parameters for the optimisation of these characteristics are the cobalt content and the grain size of the metal binder phase The tungsten carbide grains have an averageemspsizeemspofemsplessemspthanemsp02μmemspupemsptoemspseveralemspmicrometresemsp(μm)emspTheemspcobaltemspfillsemsptheemspgapsemspbetweenemsptheemspcarbideemspgrainsemsp
When extremely high toughness is required the cobalt con-tent can amount to as much as 30 whereas for maximum wear resistance the cobalt content is reduced and the grain sizeemspdecreasedemsptoemsptheemspnanocrystallineemsprangeemspofemspltemsp02μmCERATIZIT produces far more than 100 different cemented carbide grades particularly for wear parts and cutting tools thus offering a customised solution for every application
INTRODUCTION CEMENTED CARBIDE
ROUND TOOL MATERIALS ndash P-LINE12
Tungsten carbide production
Powder preparation
Carbide production at CERATIZIT started in 1929 Last but not least thanks to long-standing experience CERATIZIT handles the entire process chain from the raw material to the dispatch-ing of the finished products to customers The production process of powder-metallurgical products basically includes the four steps of powder preparation shaping sintering and finishing
The APT (ammonium para-tungstate) is calcined into tungsten oxide under high temperature Subsequently the oxide is reduced to tungsten metal in a hydrogen atmosphere The metal powder is then mixed with carbon and carburised under inert atmosphere at high temperatures The production param-eters are decisive for the WC grain size in the sintered carbide
The tungsten carbide is intensely mixed with the binder metal cobalt nickel or iron various grain growth inhibitors and special alloys as well as materials which promote compaction by wet grinding so that a homogeneous suspension is created Afterwards the suspension is dried in a spray tower to pro-duce a granulate with good flow characteristics This granulate represents the basis for all forming processes
Carbide production
Tungsten
Blue tungsten oxide
Yellow tungsten oxide
Tungsten carbide
APT (ammonium para-tungstate)
INTRODUCTION CEMENTED CARBIDE
13ROUND TOOL MATERIALS ndash P-LINE
The objective of the forming process is to obtain a near net shape sample Pressing is normally carried out at room tem-perature with pressures reaching up to several tons per square centimetre There are several ways of pressing blanks
During isostatic cold pressing the powder is filled into an elastic flexible hose and pressed into a compacted form through high liquid pressure The powder blocks which are produced in this way can then be processed mechanically All common machining methods like milling cutting drilling or turning may be used
In uniaxial pressing the pressing tool con-sists of a die and an upper and a lower punch The carbide powder is filled into the die and then compacted to create the near net shape geometry of the green compact which is ejected from the pressing die
Extrusion pressing is mainly used to pro-duce rectangular bars or cylindrical rods with or without axial hole(s) A plastifier is added to the powder The resulting paste is pressed through an extrusion nozzle Before sintering the plastifier must be evaporated in special drying furnaces
Metal Injection Moulding (MIM) is a process used to produce more complex forms which cannot be produced by direct pressing The paste preparation is similar to the extrusion process
Pressing ndash shaping ndash machining
INTRODUCTION CEMENTED CARBIDE
ROUND TOOL MATERIALS ndash P-LINE14
Sintering
The sintering process converts the blank into a homogeneous and dense cemented carbide with a high level of hardness The material is sintered at temperatures betweenemsp1300emspandemsp1500degCemsp(liquidemspphaseemspsintering) and sometimes also at high pres-sure (up to 100 bar) The volume is reduced by up to 50 during this process
INTRODUCTION CEMENTED CARBIDE
15ROUND TOOL MATERIALS ndash P-LINE
Finishing ndash grinding
In order to achieve the final requirements of surface finish tolerances etc carbide parts can undergo a series of finishing pro-cesses such as grinding spark erosion and coating
The most important grinding procedures for carbide rods are centreless grinding and cylindrical grinding When producing tool blanks minimum diameter tolerances and optimal surface quality represent an excel-lent quality characteristic
INTRODUCTION CEMENTED CARBIDE
ROUND TOOL MATERIALS ndash P-LINE16
KIC (Shetty)
[m ] [gcm3] [HV30] [HRA] [MPa] [psi] [MPam12]
CTU08L K10 C-2 42 1505 2200 952 3700 536600 84
TSF22 K10 ndash K20 C-2 82 1455 1930 937 4400 638800 92
TSF44 K10 ndash K20 C-2 120 1410 1730 927 4600 667000 98
KIC (Shetty)
[m ] [gcm3] [HV30] [HRA] [MPa] [psi] [MPam12]
CTS12D K05 ndash K10 C-3 60 1480 1820 931 3600 522100 93
CTS15D K10 ndash K30 C-3 75 1470 1750 928 3700 536000 95
CTS18D K20 ndash K40 C-2 90 1455 1590 919 3650 529400 107
CTS20D K20 ndash K40 C-2 100 1438 1600 919 4000 580100 104
CTS24Z K20 ndash K40 C-2 120 1410 1570 917 4000 580100 113
CTS30D K30 ndash K40 C-2 150 1384 1400 904 4300 623700 132
KIC (Shetty)
[m ] [gcm3] [HV30] [HRA] [MPa] [psi] [MPam12]
CTF12E K15 C-2 60 1495 1620 921 3000 435100 99
CTF25E K30 ndash K40 C-2 125 1415 1300 895 3500 507600 150
Ultrafine grades
Grade ISO code US codeBinder Density Hardness
Transverse rupture strength
Submicron grades
Grade ISO code US codeBinder Density Hardness
Transverse rupture strength
Fine grades
Grade ISO code US codeBinder Density Hardness
Transverse rupture strength
Grades composition and properties
INTRODUCTION GRADES COMPOSITION AND PROPERTIES
17ROUND TOOL MATERIALS ndash P-LINE
KIC (Shetty)
[m ] [gcm3] [HV30] [HRA] [MPa] [psi] [MPam12]
CTF28T K05 ndash K10 C-2 141 640 1580 918 2000 290100 85
lt 02 N02 ndash lt 05 U05 ndash lt 08 S08 ndash lt 13 F13 ndash lt 25 M25 ndash lt 60 C
gt 60 E
Cermet grade
Grade ISO code US codeBinder Density Hardness
Transverse rupture strength
Carbide grades for biocompatible tools
The biocompatibility requirement for medical products increases patient safety For tools that come into short-term direct contact with body tissue cell tolerance must be guaranteed
Testing for in-vitro cytotoxicity in accordance with DIN EN ISO 10993-5 was carried out by the accredited testing labo-ratory Creamedix GmbH The following carbide grades were successfully tested for their cell tolerance
Certified biological testing of the in-vitro cytotoxicity in accordance with
DIN EN ISO 10993-5 by
Creamedix GmbH
Accreditation number D-PL-19876-01
TSF22 TSF44 CTS12D
CTS15D CTS18D
CTS20D CTS24Z
in accordance with ISO 10993-5 for the medical and dental industry
BIOLAB
CommentThe data in this table are typical material parameters We reserve the right to modify the data due to technical progress or due to further development within our company
Grain size classification
ClassificationCERATIZIT
code
nanoultrafine
submicronfine
mediumcoarse
extra-coarse
) The classification of carbides according to grain size corresponds to the recommendations of the Powder Metallurgy AssociationThe standard ISO codes for carbides which were developed for fine to medium grain sizes no longer correspond to todayrsquos state of the art In order to choose the correct grades only the application data are relevantKIC The measured critical tension intensity factors (KIC) depend to a high degree on the sample geometry and sample preparation A direct comparison with parameters which have been determined by means of a different method is therefore not admissible
Average grain size [microm]
INTRODUCTION GRADES COMPOSITION AND PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE18
CTU08Lemspcarbideemspgradeemspwithemspaemsptypicalemspgrainemspsizeemspofemsp02emspμmemspforemsptheemspma-chining of materials with a hardness gt 65 HRC Thanks to the high wear resistance also excellent suitability for abrasive fibre composite materials
TSF22 ultrafine carbide grade for HSC machining of tempered steels with a hardness of gt 60 HRC and abrasive aluminium alloys
TSF44 ultrafine carbide grade for HSC machining of tempered steels up to 60 HRC suitable for micro-tools and finishing tools and for a variety of materials
Ultrafine grades
CTS12D for machining aluminium alloys fibre-reinforced plastics (carbon-fibre and glass-fibre reinforced) composite materials graphite particular-ly suitable for diamond coating
CTS15D for machining grey cast iron tempered cast iron non-alloyed steel non-ferrous metals and plastics
CTS18D for high-performance machining of steel stainless steel and the machining of difficult materials
CTS20D for universal machining of alloyed and non-alloyed steels Suit-able for a variety of cutting operations on different materials thanks to its balanced properties Improved toughness ensures a low risk of cutting edge breakage
CTS24Z the special high-performance grade for the roughing of titanium and heat-resistant alloys Even higher fracture toughness than CTS18D and CTS20D with approximately the same hardness
CTS30D with extremely high fracture toughness for particularly unstable and difficult applications A good choice when switching from HSS to carbide
Submicron grades
Picture example
Picture example
INTRODUCTION GRADES COMPOSITION AND PROPERTIES
19ROUND TOOL MATERIALS ndash P-LINE
CTF12E for gun drills with an adapted relation between hardness and toughness Suitable also for diamond-coated solid carbide tools
CTF25E for the production of PCD tools and tool shanks The increased cobalt content and the coarser grain improve brazability while increasing fracture toughness
Fine grain grades
CTF28T particularly for the finish machining of steel Thanks to high oxidation resistance and low tendency to stick it is particularly suitable for the production of uncoated reamers
Cermet
Picture example
Picture example
INTRODUCTION GRADES COMPOSITION AND PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE20
1 =
2 =
3 =
4 =
Number of coolant holes
Designation system
RR
RGM
W
D
Y
Sintered rods
with chamfer
with Weldon shank
Ground rods metric
DualBlank
with radial coolant exit holes
GD
SR
FR
00
RGI
RK
VK
30
V2
40
V2P
G
R
C
B
C
Helix angle coolant hole rods as sintered
coolant hole rods groundofcoolant hole rods
Blanks for gun drills
Flat strips
Square strips
round rods with kidney-shaped coolant holes
profiled rods with kidney-shaped coolant holes
profiled rods with two coolant holes
profiled tips with two coolant holes
drill blanks
Ground rods inch
with chamfer
INTRODUCTION DESIGNATION SYSTEM
21ROUND TOOL MATERIALS ndash P-LINE
S
SL
d1
D
H
D
[1100 mm]
[1100 mm]
10004813 544-104 CTS20D h5
ThicknessDiameter of the coolant holes Rod length
Pitch circle of the coolant holes
Height
Nominal pitch of the
coolant holes
Grade
Outside diameter
Diameter tolerance
INTRODUCTION DESIGNATION SYSTEM
ROUND TOOL MATERIALS ndash P-LINE22
CTU0
8L
TSF2
2
TSF4
4
CTS1
2D
CTS1
5D
CTS1
8D
CTS2
0D
CTS2
4Z
CTF1
2E
CTF2
8T
RR
RGM
RGI
RGMC
RGMCW
RGMCD
RGMCY
RGIC
GB2
G2
R2
R3
R4
G2
G3
00R1
00R2
00G1
00G2
GDRK
GDVK
GDV2
GDV2P
DIN 8011
Ultra-fine grades Submicron grades
Fine
gr
ades
Cerm
et
star
ting
page
Solid carbide rods as sintered 25
Solid carbide rods ground metric 29
Solid carbide rods inch 32
End mill blanks metric 35
End mill blanks with Weldon shank metric 39
DualBlank end mill blanks metric 40
End mill blanks with through-coolant metric 41
End mill blanks inch 43
Drill blanks with through-coolant 45
Drill blanks for micro-drills with through-coolant 47
Rods as sintered with two helical coolant holes 49
Rods as sintered with three helical coolant holes 55
Rods as sintered with four helical coolant holes 56
Rods ground with two helical coolant holes 57
Rods ground with three helical coolant holes 59
Rods as sintered with central coolant hole 61
Rods as sintered with two straight coolant holes 63
Rods ground with central coolant hole 66
Rods ground with two straight coolant holes 67
Rods for gun drills with kidney-shaped coolant holes 69
Profiled rods for gun drills with kidney-shaped coolant holes 71
Profiled rods for gun drills with two coolant holes 73
Profiled tips for gun drills with two coolant holes 75
Flat and square strips FR and SR 77
Brazing tips to DIN 8011 79
The product map below provides you with a quick overview of the grades and rods which are available in stockOther products are available upon request
Stock programme at a glance
INTRODUCTION STOCK PROGRAMME AT A GLANCE
23ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE24
A comprehensive standard range of sintered and ground solid carbide rods in various dimensions is available from stock Furthermore you can choose from carbide grades with the most varied characteristics for every application area from ultrafine grades for the machining of superhard materials by way of submi-cron grades for universal application to our cermet grade for the finish machining of ferrous materials Of course we can also produce carbide rods in other dimensions and grades to order ndash simply get in touch with your contact person at CERATIZIT Detailed technical data for our solid carbide rods can be found in the lsquoInforma-tionrsquo section
Solid carbide rods
25ROUND TOOL MATERIALS ndash P-LINE
As sintered
D L
Ultrafine grades
D L Type description
Dia tol[mm] [mm] [mm] CTU08L TSF22 TSF44
325 330 RR 0325-330 -0+020
420 330 RR 0420-330 -0+020
520 330 RR 0520-330 -0+025
620 330 RR 0620-330 -0+025
820 330 RR 0820-330 -0+030
1020 330 RR 1020-330 -0+030
1220 330 RR 1220-330 -0+030
1420 330 RR 1420-330 -0+030
1620 330 RR 1620-330 -0+045
1820 330 RR 1820-330 -0+045
2020 330 RR 2020-330 -0+045
2520 330 RR 2520-330 -0+065
3220 330 RR 3220-330 -0+065
As sintered
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
115 330 RR 0115-330 -0+015
165 330 RR 0165-330 -0+015
180 330 RR 0180-330 -0+015
220 330 RR 0220-330 -0+020
270 330 RR 0270-330 -0+020
325 330 RR 0325-330 -0+020
370 330 RR 0370-330 -0+020
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE26
As sintered
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
420 330 RR 0420-330 -0+020
470 330 RR 0470-330 -0+020
520 330 RR 0520-330 -0+025
570 330 RR 0570-330 -0+025
620 330 RR 0620-330 -0+025
655 330 RR 0655-330 -0+025
670 330 RR 0670-330 -0+025
720 330 RR 0720-330 -0+030
770 330 RR 0770-330 -0+030
820 330 RR 0820-330 -0+030
870 330 RR 0870-330 -0+030
920 330 RR 0920-330 -0+030
970 330 RR 0970-330 -0+030
1020 330 RR 1020-330 -0+030
1070 330 RR 1070-330 -0+030
1120 330 RR 1120-330 -0+030
1170 330 RR 1170-330 -0+030
1220 330 RR 1220-330 -0+030
1270 330 RR 1270-330 -0+030
1300 330 RR 1300-330 -0+030
1320 330 RR 1320-330 -0+030
1420 330 RR 1420-330 -0+030
1470 330 RR 1470-330 -0+030
1520 330 RR 1520-330 -0+030
1620 330 RR 1620-330 -0+045
1720 330 RR 1720-330 -0+045
1820 330 RR 1820-330 -0+045
1920 330 RR 1920-330 -0+045
2020 330 RR 2020-330 -0+045
2120 330 RR 2120-330 -0+055
2220 330 RR 2220-330 -0+055
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS AS SINTERED
27ROUND TOOL MATERIALS ndash P-LINE
As sintered
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
2320 330 RR 2320-330 -0+055
2420 330 RR 2420-330 -0+055
2520 330 RR 2520-330 -0+065
2580 330 RR 2580-330 -0+065
2620 330 RR 2620-330 -0+065
2820 330 RR 2820-330 -0+065
3020 330 RR 3020-330 -0+065
3220 330 RR 3220-330 -0+065
3420 330 RR 3420-330 -0+065
3620 330 RR 3620-330 -0+065
3820 330 RR 3820-330 -0+070
4020 330 RR 4020-330 -0+070
4220 330 RR 4220-330 -0+070
4620 330 RR 4620-330 -0+070
As sintered
D L
Fine grades
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
325 330 RR 0325-330 -0+020
620 330 RR 0420-330 -0+020
520 330 RR 0520-330 -0+025
620 330 RR 0620-330 -0+025
820 330 RR 0820-330 -0+030
1020 330 RR 1020-330 -0+030
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE28
As sintered
D L
Fine grades
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
1220 330 RR 1220-330 -0+030
1420 330 RR 1420-330 -0+030
1620 330 RR 1620-330 -0+045
1820 330 RR 1820-330 -0+045
As sintered
D L
Cermet
D L Type description
Dia tol[mm] [mm] [mm] CTF28T
340 330 RR 0340-330 -0+020
440 330 RR 0440-330 -0+020
640 330 RR 0640-330 -0+025
840 330 RR 0840-330 -0+030
1040 330 RR 1040-330 -0+030
1240 330 RR 1240-330 -0+030
1440 300 RR 1440-330 -0+030
1640 330 RR 1640-330 -0+045
2040 330 RR 2040-330 -0+045
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS AS SINTERED
29ROUND TOOL MATERIALS ndash P-LINE
Ground metric
D L
Ultrafine grades
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 TSF22 TSF44
200 330 RGM 0200-330 +0-0004 h5
300 330 RGM 0300-330 +0-0004 h5
400 330 RGM 0400-330 +0-0005 h5
500 330 RGM 0500-330 +0-0005 h5
600 330 RGM 0600-330 +0-0005 h5
800 330 RGM 0800-330 +0-0006 h5
1000 330 RGM 1000-330 +0-0006 h5
1200 330 RGM 1200-330 +0-0008 h5
1400 330 RGM 1400-330 +0-0008 h5
1600 330 RGM 1600-330 +0-0008 h5
2000 330 RGM 2000-330 +0-0009 h5
2500 330 RGM 2500-330 +0-0009 h5
Ground metric
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
100 330 RGM 0100-330 +0-0006 h6
150 330 RGM 0150-330 +0-0006 h6
200 330 RGM 0200-330 +0-0006 h6
250 330 RGM 0250-330 +0-0006 h6
300 330 RGM 0300-330 +0-0006 h6
350 330 RGM 0350-330 +0-0008 h6
400 330 RGM 0400-330 +0-0008 h6
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS GROUND METRIC
ROUND TOOL MATERIALS ndash P-LINE30
Ground metric
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
450 330 RGM 0450-330 +0-0008 h6
500 330 RGM 0500-330 +0-0008 h6
550 330 RGM 0550-330 +0-0008 h6
600 330 RGM 0600-330 +0-0008 h6
650 330 RGM 0650-330 +0-0009 h6
700 330 RGM 0700-330 +0-0009 h6
750 330 RGM 0750-330 +0-0009 h6
800 330 RGM 0800-330 +0-0009 h6
850 330 RGM 0850-330 +0-0009 h6
900 330 RGM 0900-330 +0-0009 h6
950 330 RGM 0950-330 +0-0009 h6
1000 330 RGM 1000-330 +0-0009 h6
1100 330 RGM 1100-330 +0-0011 h6
1200 330 RGM 1200-330 +0-0011 h6
1300 330 RGM 1300-330 +0-0011 h6
1400 330 RGM 1400-330 +0-0011 h6
1500 330 RGM 1500-330 +0-0011 h6
1600 330 RGM 1600-330 +0-0011 h6
1800 330 RGM 1800-330 +0-0011 h6
1900 330 RGM 1900-330 +0-0013 h6
2000 330 RGM 2000-330 +0-0013 h6
2200 330 RGM 2200-330 +0-0013 h6
2400 330 RGM 2400-330 +0-0013 h6
2500 330 RGM 2500-330 +0-0013 h6
2800 330 RGM 2800-330 +0-0013 h6
3000 330 RGM 3000-330 +0-0013 h6
3200 330 RGM 3200-330 +0-0016 h6
3800 330 RGM 3800-330 +0-0016 h6
4000 330 RGM 4000-330 +0-0016 h6
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS GROUND METRIC
31ROUND TOOL MATERIALS ndash P-LINE
Ground metric
D L
Fine grades
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 CTF12E
300 330 RGM 0300-330 +0-0004 h6
400 330 RGM 0400-330 +0-0008 h6
600 330 RGM 0600-330 +0-0008 h6
800 330 RGM 0800-330 +0-0009 h6
1000 330 RGM 1000-330 +0-0009 h6
1200 330 RGM 1200-330 +0-0011 h6
1400 330 RGM 1400-330 +0-0011 h6
1600 330 RGM 1600-330 +0-0011 h6
Ground metric
D L
Cermet
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 CTF28T
300 330 RGM 0300-330 +0-0004 h6
400 330 RGM 0400-330 +0-0008 h6
600 330 RGM 0600-330 +0-0008 h6
800 330 RGM 0800-330 +0-0009 h6
1000 330 RGM 1000-330 +0-0009 h6
1200 330 RGM 1200-330 +0-0011 h6
1400 330 RGM 1400-330 +0-0011 h6
1600 330 RGM 1600-330 +0-0011 h6
2000 330 RGM 2000-330 +0-0013 h6
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS GROUND METRIC
ROUND TOOL MATERIALS ndash P-LINE32
Ground inch
D L
Submicron grades
D L Type description
Dia tol[inch] [inch] [mm] ISO 286 CTS20D
18 13000 RGI 18-13 +0-0008 h6
316 13000 RGI 316-13 +0-0008 h6
14 13000 RGI 14-13 +0-0009 h6
516 13000 RGI 516-13 +0-0009 h6
38 13000 RGI 38-13 +0-0009 h6
716 13000 RGI 716-13 +0-0011 h6
12 13000 RGI 12-13 +0-0011 h6
58 13000 RGI 58-13 +0-0011 h6
34 13000 RGI 34-13 +0-0013 h6
1 13000 RGI 1-13 +0-0013 h6
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS GROUND INCH
33ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE34
In addition to DIN dimensions we can also supply our high-precision end mill blanks in extra-long sizes End mill blanks in the most popular inch dimensions have now been added to the range Whether in standard execution with Wel-don shanks internal cooling or as a DualBlank you can be sure of finding the product you need Our end mill blanks are now also available in the new high-performance grade CTS24Z for the machining of difficult materials like titanium or Inconel Having virtually the same hardness CTS24Z is even tougher than our proven CTS18D and CTS20D grades This extreme toughness offers maximum protection against breakage and ensures consistent performance of your toolsOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our end mill blanks can be found in the lsquoInformationrsquo section
End mill blanks
35ROUND TOOL MATERIALS ndash P-LINE
Metric
D
L
c
45deg
Ultrafine grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTU08L TSF22 TSF44
300 39 RGMC 0300-039 +0-0004 h5 030 x
300 40 RGMC 0300-040 +0-0004 h5 030
300 50 RGMC 0300-050 +0-0004 h5 030
300 60 RGMC 0300-060 +0-0004 h5 030
400 51 RGMC 0400-051 +0-0004 h5 040 x
400 60 RGMC 0400-060 +0-0005 h5 040
400 75 RGMC 0400-075 +0-0005 h5 040
500 51 RGMC 0500-051 +0-0005 h5 040 x
600 51 RGMC 0600-051 +0-0005 h5 040 x
600 58 RGMC 0600-058 +0-0005 h5 040 x
600 60 RGMC 0600-060 +0-0005 h5 040
600 65 RGMC 0600-065 +0-0005 h5 040
600 70 RGMC 0600-070 +0-0005 h5 040
600 75 RGMC 0600-075 +0-0005 h5 040
600 80 RGMC 0600-080 +0-0005 h5 040
600 100 RGMC 0600-100 +0-0005 h5 040
800 64 RGMC 0800-064 +0-0006 h5 060 x
800 70 RGMC 0800-070 +0-0006 h5 060
800 75 RGMC 0800-075 +0-0006 h5 060
800 100 RGMC 0800-100 +0-0006 h5 060
800 120 RGMC 0800-120 +0-0006 h5 060
1000 67 RGMC 1000-067 +0-0006 h5 080 x
1000 73 RGMC 1000-073 +0-0006 h5 080 x
1000 75 RGMC 1000-075 +0-0006 h5 080
1000 80 RGMC 1000-080 +0-0006 h5 080
1000 100 RGMC 1000-100 +0-0006 h5 080
1000 120 RGMC 1000-120 +0-0006 h5 080
1200 84 RGMC 1200-084 +0-0008 h5 080 x
1200 100 RGMC 1200-100 +0-0008 h5 080
1200 120 RGMC 1200-120 +0-0008 h5 080
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC
ROUND TOOL MATERIALS ndash P-LINE36
Metric
D
L
c
45deg
Ultrafine grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTU08L TSF22 TSF44
1600 93 RGMC 1600-093 +0-0008 h5 080 x
1600 110 RGMC 1600-110 +0-0008 h5 080
1600 120 RGMC 1600-120 +0-0008 h5 080
1600 130 RGMC 1600-130 +0-0008 h5 080
1600 150 RGMC 1600-150 +0-0008 h5 080
2000 105 RGMC 2000-105 +0-0009 h5 100 x
2000 125 RGMC 2000-125 +0-0009 h5 100
2000 150 RGMC 2000-150 +0-0009 h5 100
2500 125 RGMC 2500-125 +0-0009 h5 100
2500 150 RGMC 2500-150 +0-0009 h5 100
Metric
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTS18D CTS20D CTS24Z
300 39 RGMC 0300-039 +0-0006 h6 030 x
300 40 RGMC 0300-040 +0-0004 h5 030
300 50 RGMC 0300-050 +0-0004 h5 030
300 60 RGMC 0300-060 +0-0004 h5 030
400 51 RGMC 0400-051 +0-0008 h6 040 x
400 60 RGMC 0400-060 +0-0005 h5 040
400 75 RGMC 0400-075 +0-0005 h5 040
500 51 RGMC 0500-051 +0-0008 h6 040 x
600 51 RGMC 0600-051 +0-0008 h6 040 x
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC
37ROUND TOOL MATERIALS ndash P-LINE
Metric
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTS18D CTS20D CTS24Z
600 55 RGMC 0600-055 +0-0008 h6 040 x
600 58 RGMC 0600-058 +0-0005 h5 040 x
600 60 RGMC 0600-060 +0-0005 h5 040
600 65 RGMC 0600-065 +0-0005 h5 040
600 70 RGMC 0600-070 +0-0005 h5 040
600 75 RGMC 0600-075 +0-0005 h5 040
600 80 RGMC 0600-080 +0-0005 h5 040
600 100 RGMC 0600-100 +0-0005 h5 040
800 59 RGMC 0800-059 +0-0009 h6 060 x
800 64 RGMC 0800-064 +0-0009 h6 060 x
800 70 RGMC 0800-070 +0-0006 h5 060
800 75 RGMC 0800-075 +0-0006 h5 060
800 80 RGMC 0800-080 +0-0006 h5 060
800 100 RGMC 0800-100 +0-0006 h5 060
800 120 RGMC 0800-120 +0-0006 h5 060
1000 67 RGMC 1000-067 +0-0009 h6 080 x
1000 73 RGMC 1000-073 +0-0009 h6 080 x
1000 75 RGMC 1000-075 +0-0006 h5 080
1000 80 RGMC 1000-080 +0-0006 h5 080
1000 90 RGMC 1000-090 +0-0006 h5 080
1000 100 RGMC 1000-100 +0-0006 h5 080
1000 120 RGMC 1000-120 +0-0006 h5 080
1200 74 RGMC 1200-074 +0-0011 h6 080 x
1200 84 RGMC 1200-084 +0-0011 h6 080 x
1200 100 RGMC 1200-100 +0-0008 h5 080
1200 120 RGMC 1200-120 +0-0008 h5 080
1400 76 RGMC 1400-076 +0-0011 h6 080 x
1400 84 RGMC 1400-084 +0-0011 h6 080 x
1600 83 RGMC 1600-083 +0-0011 h6 080 x
1600 93 RGMC 1600-093 +0-0011 h6 080 x
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC
ROUND TOOL MATERIALS ndash P-LINE38
Metric
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTS18D CTS20D CTS24Z
1600 110 RGMC 1600-110 +0-0008 h5 080
1600 120 RGMC 1600-120 +0-0008 h5 080
1600 130 RGMC 1600-130 +0-0008 h5 080
1600 150 RGMC 1600-150 +0-0008 h5 080
1800 93 RGMC 1800-093 +0-0011 h6 100 x
2000 93 RGMC 2000-093 +0-0013 h6 100 x
2000 105 RGMC 2000-105 +0-0009 h5 100 x
2000 125 RGMC 2000-125 +0-0009 h5 100
2000 150 RGMC 2000-150 +0-0009 h5 100
2500 125 RGMC 2500-125 +0-0009 h5 100
2500 150 RGMC 2500-150 +0-0009 h5 100
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC
39ROUND TOOL MATERIALS ndash P-LINE
Metric with Weldon
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTS20D
600 51 RGMCW 0600-051 +0-0008 h6 040 x
600 55 RGMCW 0600-055 +0-0008 h6 040 x
600 58 RGMCW 0600-058 +0-0008 h6 040 x
800 64 RGMCW 0800-064 +0-0009 h6 060 x
1000 67 RGMCW 1000-067 +0-0009 h6 080 x
1000 73 RGMCW 1000-073 +0-0009 h6 080 x
1200 74 RGMCW 1200-074 +0-0011 h6 080 x
1200 84 RGMCW 1200-084 +0-0011 h6 080 x
1600 93 RGMCW 1600-093 +0-0011 h6 080 x
2000 93 RGMCW 2000-093 +0-0013 h6 100 x
2000 105 RGMCW 2000-105 +0-0013 h6 100 x
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC WITH WELDON
ROUND TOOL MATERIALS ndash P-LINE40
Metric DualBlank
D
L
c
30degCTSDTMG30
l1
Submicron grades
D L Type description
Dia tol l1 c[mm] [mm] [mm] ISO 286 [mm] [mm] DIN 6527 CTS20D CTS18D
600 58 RGMCD 0600-058 +0-0008 h6 26 050 x
800 64 RGMCD 0800-064 +0-0009 h6 29 070 x
1000 73 RGMCD 1000-073 +0-0009 h6 33 090 x
1200 84 RGMCD 1200-084 +0-0011 h6 38 090 x
1600 93 RGMCD 1600-093 +0-0011 h6 41 090 x
2000 105 RGMCD 2000-105 +0-0013 h6 46 110 x
DualBlank rods
A combination of a high-performing Premium grade in the cutting edge area with a shank made of an economical recycled grade
emspThe high-performance grade in the cutting edge area guarantees maximum performance in metal cutting
emspAbsolutely homogeneous and resistant to fracture where the two materials are joined
emspOptimised price-performance ratioemspProduced with less impact of the environment
s-line
p-line
CTS18DCTS20D
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC DUALBLANK
41ROUND TOOL MATERIALS ndash P-LINE
Metric with through-coolant 2x 180deg
c
2x18
0deg
Oslash d
1
L+1
45deg
l2 60degOslash
D
Oslash d 2
Submicron grades
D L Type description
Dia tol d1 d2 l2 c[mm] [mm] [mm] ISO 286 [mm] [mm] [mm] [mm] CTS20D
600 58 RGMCY2 0600-058 +0-0008 h6 120 080 300 040
800 64 RGMCY2 0800-064 +0-0009 h6 160 110 400 060
1000 73 RGMCY2 1000-073 +0-0009 h6 200 140 500 080
1200 84 RGMCY2 1200-084 +0-0011 h6 220 160 600 080
1400 84 RGMCY2 1400-084 +0-0011 h6 240 170 700 080
1600 93 RGMCY2 1600-093 +0-0011 h6 260 190 800 080
1800 93 RGMCY2 1800-093 +0-0011 h6 280 200 900 100
2000 105 RGMCY2 2000-105 +0-0013 h6 300 210 1000 100
2500 125 RGMCY2 2500-125 +0-0013 h6 320 230 1250 100
Metric with through-coolant 3x 120deg
3x12
0deg
c
Oslash d
1
L+1
45deg
l2 60degOslash
D
Oslash d 2
Submicron grades
D L Type description
Dia tol d1 d2 l2 c[mm] [mm] [mm] ISO 286 [mm] [mm] [mm] [mm] CTS20D
600 58 RGMCY3 0600-058 +0-0008 h6 120 070 300 040
800 64 RGMCY3 0800-064 +0-0009 h6 160 090 400 060
1000 73 RGMCY3 1000-073 +0-0009 h6 200 120 500 080
1200 84 RGMCY3 1200-084 +0-0011 h6 220 130 600 080
1400 84 RGMCY3 1400-084 +0-0011 h6 240 140 700 080
1600 93 RGMCY3 1600-093 +0-0011 h6 260 150 800 080
1800 93 RGMCY3 1800-093 +0-0011 h6 280 160 900 100
2000 105 RGMCY3 2000-105 +0-0013 h6 300 170 1000 100
2500 125 RGMCY3 2500-125 +0-0013 h6 320 180 1250 100
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC WITH THROUGH-COOLANT
ROUND TOOL MATERIALS ndash P-LINE42
Metric with through-coolant 4x 90deg
4x90
deg
c
Oslash d
1
L+1
45deg
l2 60degOslash
D
Oslash d 2
Submicron grades
D L Type description
Dia tol d1 d2 l2 c[mm] [mm] [mm] ISO 286 [mm] [mm] [mm] [mm] CTS20D
600 58 RGMCY4 0600-058 +0-0008 h6 120 060 300 040
800 64 RGMCY4 0800-064 +0-0009 h6 160 080 400 060
1000 73 RGMCY4 1000-073 +0-0009 h6 200 100 500 080
1200 84 RGMCY4 1200-084 +0-0011 h6 220 110 600 080
1400 84 RGMCY4 1400-084 +0-0011 h6 240 120 700 080
1600 93 RGMCY4 1600-093 +0-0011 h6 260 130 800 080
1800 93 RGMCY4 1800-093 +0-0011 h6 280 140 900 100
2000 105 RGMCY4 2000-105 +0-0013 h6 300 150 1000 100
2500 125 RGMCY4 2500-125 +0-0013 h6 320 160 1250 100
Metric with through-coolant 5x 72deg
5x72deg
c
Oslash d
1
L+1
45deg
l2 60degOslash
D
Oslash d 2
Submicron grades
D L Type description
Dia tol d1 d2 l2 c[mm] [mm] [mm] ISO 286 [mm] [mm] [mm] [mm] CTS20D
600 58 RGMCY5 0600-058 +0-0008 h6 120 050 300 040
800 64 RGMCY5 0800-064 +0-0009 h6 160 070 400 060
1000 73 RGMCY5 1000-073 +0-0009 h6 200 090 500 080
1200 84 RGMCY5 1200-084 +0-0011 h6 220 100 600 080
1400 84 RGMCY5 1400-084 +0-0011 h6 240 110 700 080
1600 93 RGMCY5 1600-093 +0-0011 h6 260 120 800 080
1800 93 RGMCY5 1800-093 +0-0011 h6 280 130 900 100
2000 105 RGMCY5 2000-105 +0-0013 h6 300 140 1000 100
2500 125 RGMCY5 2500-125 +0-0013 h6 320 150 1250 100
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC WITH THROUGH-COOLANT
43ROUND TOOL MATERIALS ndash P-LINE
Inch
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[inch] [inch] [mm] ISO 286 [mm] CTS20D
18 1500 RGIC 18 - 150 +0-0008 h6 025
316 2000 RGIC 316 - 200 +0-0008 h6 040
14 2000 RGIC 14 - 200 +0-0009 h6 040
14 3000 RGIC 14 - 300 +0-0009 h6 040
516 2500 RGIC 516 - 250 +0-0009 h6 040
38 2500 RGIC 38 - 250 +0-0009 h6 040
38 3000 RGIC 38 - 300 +0-0009 h6 040
12 3000 RGIC 12 - 300 +0-0011 h6 080
12 4000 RGIC 12 - 400 +0-0011 h6 080
58 3500 RGIC 58 - 350 +0-0011 h6 080
34 4000 RGIC 34 - 400 +0-0013 h6 080
1 4000 RGIC 1 - 400 +0-0013 h6 080
1 6000 RGIC 1 - 600 +0-0013 h6 080
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS INCH
ROUND TOOL MATERIALS ndash P-LINE44
In addition to their geometrical precision thanks to a special grinding surface our drill blanks are also notable for the improved pull-out resistance of the tool shank The shank end corresponds to DIN 69090-3 and therefore complies with the standard for cutting tools which are suitable for MQLOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZITDetailed technical data for our drill blanks can be found in the lsquoInformationrsquo section
Drill blanks
45ROUND TOOL MATERIALS ndash P-LINE
3xD 5xD with through-coolant
cD1
d 1
D L
45deg
Drill blanks
xD factor
D L Type description
Dia tol Nominal pitch c D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] [mm] CTS20D
3 600 63 40GB2 06001907225-063 +0-0005 h5 2250 400 095 190 070
3 600 63 46GB2 06001605180-063 +0-0005 h5 1800 463 095 160 050
3 600 67 30GB2 06002708327-067 +0-0005 h5 3270 300 095 270 080
3 600 67 33GB2 06002209290-067 +0-0005 h5 2900 330 095 220 090
3 800 80 30GB2 08003410435-080 +0-0006 h5 4350 300 125 340 100
3 1000 90 30GB2 10004813544-090 +0-0006 h5 5440 300 135 480 130
3 1200 103 30GB2 12006317653-103 +0-0008 h5 6530 300 175 630 170
3 1400 108 30GB2 14006718762-108 +0-0008 h5 7620 300 195 670 180
3 1600 116 30GB2 16008020871-116 +0-0008 h5 8710 300 245 800 200
3 1800 124 30GB2 18009023980-124 +0-0008 h5 9800 300 275 900 230
3 2000 132 30GB2 2000100251088-132 +0-0009 h5 10880 300 325 1000 250
5 600 67 46GB2 06001605180-067 +0-0005 h5 1800 463 095 160 050
5 600 67 40GB2 06001907225-067 +0-0005 h5 2250 400 095 190 070
5 600 75 33GB2 06002209290-075 +0-0005 h5 2900 330 095 220 090
5 600 75 40GB2 06001907225-075 +0-0005 h5 2250 400 095 190 070
5 600 83 30GB2 06002708327-083 +0-0005 h5 3270 300 095 270 080
5 800 92 30GB2 08003410435-092 +0-0006 h5 4350 300 125 340 100
5 1000 104 30GB2 10004813544-104 +0-0006 h5 5440 300 135 480 130
5 1200 119 30GB2 12006317653-119 +0-0008 h5 6530 300 175 630 170
5 1400 125 30GB2 14006718762-125 +0-0008 h5 7620 300 195 670 180
5 1600 134 30GB2 16008020871-134 +0-0008 h5 8710 300 245 800 200
5 1800 144 30GB2 18009023980-144 +0-0008 h5 9800 300 275 900 230
5 2000 154 30GB2 2000100251088-154 +0-0009 h5 10880 300 325 1000 250
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
DRILL BLANKS 3XDndash12XD WITH THROUGH-COOLANT
ROUND TOOL MATERIALS ndash P-LINE46
8xD 12xD with through-coolant
cD1
d 1
D L
45deg
Drill blanks
xD factor
D L Type description
Dia tol Nominal pitch c D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] [mm] CTS20D
8 600 73 46GB2 06001605180-073 +0-0005 h5 1800 463 095 160 050
8 600 73 40GB2 06001907225-073 +0-0005 h5 2250 400 095 190 070
8 600 82 33GB2 06002209290-082 +0-0005 h5 2900 330 095 220 090
8 600 82 40GB2 06001907225-082 +0-0005 h5 2250 400 095 190 070
8 600 96 30GB2 06002708327-096 +0-0005 h5 3270 300 095 270 080
8 800 115 30GB2 08003410435-115 +0-0006 h5 4350 300 125 340 100
8 1000 143 30GB2 10004813544-143 +0-0006 h5 5440 300 135 480 130
8 1200 163 30GB2 12006317653-163 +0-0008 h5 6530 300 175 630 170
8 1400 179 30GB2 14006718762-179 +0-0008 h5 7620 300 195 670 180
8 1600 204 30GB2 16008020871-204 +0-0008 h5 8710 300 245 800 200
8 1800 223 30GB2 18009023980-223 +0-0008 h5 9800 300 275 900 230
8 2000 244 30GB2 2000100251088-244 +0-0009 h5 10880 300 325 1000 250
12 600 93 40GB2 06001907225-093 +0-0005 h5 2250 400 095 190 070
12 600 93 46GB2 06001605180-093 +0-0005 h5 1800 463 095 160 050
12 600 103 40GB2 06001907225-103 +0-0005 h5 2250 400 095 190 070
12 600 103 33GB2 06002209290-103 +0-0005 h5 2900 330 095 220 090
12 600 117 30GB2 06002708327-117 +0-0005 h5 3270 300 095 270 080
12 800 147 30GB2 08003410435-147 +0-0006 h5 4350 300 125 340 100
12 1000 163 30GB2 10004813544-163 +0-0006 h5 5440 300 135 480 130
12 1200 205 30GB2 12006317653-205 +0-0008 h5 6530 300 175 630 170
12 1400 231 30GB2 14006718762-231 +0-0008 h5 7620 300 195 670 180
12 1600 261 30GB2 16008020871-261 +0-0008 h5 8710 300 245 800 200
12 1800 286 30GB2 18009023980-286 +0-0008 h5 9800 300 275 900 230
12 2000 311 30GB2 2000100251088-311 +0-0009 h5 10880 300 325 1000 250
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
DRILL BLANKS 3XDndash12XD WITH THROUGH-COOLANT
47ROUND TOOL MATERIALS ndash P-LINE
For micro-drills with through-coolant
D1
Dd1
L
STG
d 2
l2
c
Blanks for micro-drills
D L Type description
Dia tol Nominal pitch c D1 d1 d2 l2[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] [mm] [mm] [mm] CTS20D
300 55 71G2 030002900532-055 +0-0004 h5 320 712 020 029 005 070 25
300 60 67G2 030003700740-060 +0-0004 h5 400 670 020 037 007 090 25
300 65 62G2 030004701050-065 +0-0004 h5 500 621 020 047 010 120 25
300 75 58G2 030006001360-075 +0-0004 h5 600 575 020 060 013 150 25
300 85 53G2 030007501672-085 +0-0004 h5 720 526 020 075 016 170 25
300 95 46G2 030009002090-095 +0-0004 h5 900 463 020 090 020
300 105 42G2 0300105025106-105 +0-0004 h5 1060 416 020 105 025
300 120 37G2 0300125030125-120 +0-0004 h5 1250 370 020 125 030
300 140 33G2 0300150035145-140 +0-0004 h5 1450 330 020 150 035
400 55 76G2 040002900532-055 +0-0005 h5 320 757 030 029 005 070 25
400 60 72G2 040003700740-060 +0-0005 h5 400 723 030 037 007 090 25
400 65 68G2 040004701050-065 +0-0005 h5 500 683 030 047 010 120 25
400 75 64G2 040006001360-075 +0-0005 h5 600 645 030 060 013 150 25
400 85 60G2 040007501672-085 +0-0005 h5 720 602 030 075 016 200 25
400 95 54G2 040009002090-095 +0-0005 h5 900 544 030 090 020 250 25
400 105 50G2 0400105025106-105 +0-0005 h5 1060 499 030 105 025
400 120 46G2 0400125030120-120 +0-0005 h5 1200 463 030 125 030
400 140 38G2 0400150035162-140 +0-0004 h5 1620 378 030 150 035
400 160 35G2 0400170040180-160 +0-0004 h5 1800 349 030 170 040
400 180 30G2 0400200045218-180 +0-0004 h5 2180 300 030 200 045
with power chamber without power chamber
STG
d 2
l2 STG
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
DRILL BLANKS FOR MICRO-DRILLS WITH THROUGH-COOLANT
ROUND TOOL MATERIALS ndash P-LINE48
Our range of sintered and ground rods with helical coolant holes supports the production of drills in a diameter range from 3 mm to 35 mmOur rods with helical coolant holes are available in the proven CTS20D grade for the universal machining of steel stainless steel or heat-resistant alloys and now also in CTS12D and the new high-performance grade CTS24Z for the machining of difficult materials like titanium or Inconel Having virtually the same hardness CTS24Z is even tougher than our proven CTS18D and CTS20D grades This extreme toughness offers maximum protection against breakage and ensures consistent performance of your toolsOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our rods with helical coolant holes can be found in the lsquoInformationrsquo section
Rods with helical coolant holes
49ROUND TOOL MATERIALS ndash P-LINE
As sintered
d1
D1
DL
With two coolant holes le 22deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS12D CTS20D
630 415 22R2 06301906469-415 4690 219 190 060
630 330 15R2 063026077035-330 7035 150 260 070
630 415 15R2 063026077035-415 7035 150 260 070
830 415 20R2 083033107034-415 7034 197 330 100
830 330 15R2 083036125938-330 9380 150 360 125
830 415 15R2 083036125938-415 9380 150 360 125
1030 415 19R2 10304401209380-415 9380 185 440 120
1030 330 15R2 103048014011725-330 11725 150 480 140
1030 415 15R2 103048014011725-415 11725 150 480 140
1230 415 18R2 123054015011725-415 11725 178 540 150
1230 330 15R2 123062515514070-330 14070 150 625 155
1230 415 15R2 123062515514070-415 14070 150 625 155
1430 330 15R2 143067019016414-330 16414 150 670 190
1430 415 15R2 143067019016414-415 16414 150 670 190
1630 330 15R2 16308021018759-330 18759 150 800 210
1830 330 15R2 183090232110-330 21100 150 900 230
2030 330 15R2 203010025023449-330 23449 150 1000 250
2230 330 15R2 22301202525794-330 25794 150 1200 250
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE50
As sintered
d1
D1
DL
With two coolant holes 23deg ndash 49deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS12D CTS20D CTS24Z
330 330 40R2 033003015112-330 1120 401 030 015
330 330 49R2 033005502082-330 820 490 055 020
330 330 39R2 033008023115-330 1150 393 080 023
330 330 34R2 033011035140-330 1400 340 110 035
330 330 30R2 0330140351632-330 1632 300 140 035
430 330 46R2 04301003120-330 1200 463 100 030
430 330 38R2 043012035162-330 1620 378 120 035
430 330 35R2 043016045180-330 1800 349 160 045
430 330 30R2 043021045218-330 2180 300 210 045
530 330 33R2 05302206245-330 2450 327 220 060
630 330 46R2 06301605180-330 1800 463 160 050
630 330 40R2 06301907225-330 2250 400 190 070
630 330 30R2 06302009327-330 3270 300 200 090
630 330 30R2 06302207327-330 3270 300 220 070
630 330 30R2 06302708327-330 3270 300 270 080
630 330 30R2 06303009327-330 3270 300 300 090
630 350 46R2 06301605180-350 1800 463 160 050
630 350 40R2 06301907225-350 2250 400 190 070
630 350 30R2 06302207327-350 3270 300 220 070
680 330 30R2 06802708354-330 3540 280 270 080
680 330 30R2 06803309354-330 3540 280 330 090
730 330 30R2 07303510381-330 3810 300 350 100
830 330 43R2 08302307272-330 2720 427 230 070
830 330 40R2 08302907300-330 3000 400 290 070
830 330 36R2 08303310350-330 3500 357 330 100
830 330 30R2 08303410435-330 4350 300 340 100
830 330 30R2 08304112435-330 4350 300 410 120
830 350 36R2 08303310350-350 3500 357 330 100
830 350 30R2 08303410435-350 4350 300 340 100
930 330 30R2 093043510490-330 4900 300 435 100
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
51ROUND TOOL MATERIALS ndash P-LINE
As sintered
d1
D1
DL
With two coolant holes 23deg ndash 49deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS12D CTS20D CTS24Z
980 330 30R2 09804813517-330 5170 287 480 130
1030 330 40R2 10302708370-330 3700 403 270 080
1030 330 34R2 10303911460-330 4600 343 390 110
1030 330 34R2 103044115460-330 4600 343 440 115
1030 330 30R2 10304813544-330 5440 300 480 130
1030 330 33R2 10305012490-330 4900 327 500 120
1130 330 40R2 11303208412-330 4120 400 320 080
1130 330 30R2 11305515599-330 5990 300 550 150
1180 330 30R2 11805515626-330 6260 289 550 150
1230 250 33R2 12305415570-250 5700 335 540 150
1230 250 30R2 12306317653-250 6530 300 630 170
1230 330 39R2 12303510463-330 4630 392 350 100
1230 330 40R2 12304009449-330 4490 400 400 090
1230 330 33R2 123050135570-330 5700 335 500 135
1230 330 33R2 12305415570-330 5700 335 540 150
1230 330 32R2 12306015599-330 5990 322 600 150
1230 330 30R2 12306317653-330 6530 300 630 170
1330 330 40R2 13304410487-330 4870 400 440 100
1330 330 30R2 13306516707-330 7070 300 650 160
1430 330 40R2 14304613524-330 5240 400 460 130
1430 330 34R2 14306016650-330 6500 341 600 160
1430 330 30R2 14306718762-330 7620 300 670 180
1430 330 30R2 14307020762-330 7620 300 700 200
1430 330 30R2 14307620762-330 7620 300 760 200
1530 330 30R2 15307620816-330 8160 300 760 200
1630 280 30R2 16308020871-280 8710 300 800 200
1630 330 40R2 16305512599-330 5990 400 550 120
1630 330 35R2 16307020730-330 7300 346 700 200
1630 330 30R2 16308020871-330 8710 300 800 200
1630 330 32R2 16308420816-330 8160 316 840 200
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE52
As sintered
d1
D1
DL
With two coolant holes 23deg ndash 49deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS12D CTS20D CTS24Z
1630 330 30R2 16308625871-330 8710 300 860 250
1730 330 40R2 173057513636-330 6360 400 575 130
1730 330 30R2 17308925925-330 9250 300 890 250
1830 330 40R2 18305616680-330 6800 397 560 160
1830 330 40R2 18306317680-330 6800 397 630 170
1830 330 35R2 183077522820-330 8200 346 775 220
1830 330 30R2 18309327980-330 9800 300 930 270
1980 330 30R2 198096241061-330 10610 294 960 240
2030 330 37R2 20306517843-330 8430 367 650 170
2030 330 40R2 20307115749-330 7490 400 710 150
2030 330 30R2 2030100251088-330 10880 300 1000 250
2030 330 30R2 2030107321088-330 10880 300 1070 320
2130 330 30R2 21301065201142-330 11420 300 1065 200
2130 330 30R2 2130115321142-330 11420 300 1150 320
2230 330 40R2 22307717824-330 8240 400 770 170
2230 330 33R2 22301002501080-330 10800 326 1000 250
2230 330 30R2 2230113201197-330 11970 300 1130 200
2230 330 30R2 2230115341197-330 11970 300 1150 340
2530 330 40R2 253077175936-330 9360 400 770 175
2530 330 33R2 2530120321190-330 11900 330 1200 320
2830 330 39R2 283090201077-330 10770 392 900 200
2830 330 29R2 2830148251590-330 15900 290 1480 250
3030 330 39R2 3030100201160-330 11600 391 1000 200
3030 330 29R2 3030160251720-330 17200 287 1600 250
3230 330 40R2 3230110201198-330 11980 400 1100 200
3230 330 29R2 3230170301778-330 17780 295 1700 300
3530 330 30R2 3530180301895-330 18950 300 1800 300
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
53ROUND TOOL MATERIALS ndash P-LINE
As sintered
d1
D1
DL
With two coolant holes extra-long 23deg ndash 49deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS20D
630 430 46R2 06301605180-430 1800 463 160 050
630 430 40R2 06301907225-430 2250 400 190 070
630 430 30R2 06302207327-430 3270 300 220 070
630 430 30R2 06303009327-430 3270 300 300 090
830 430 30R2 08303410435-430 4350 300 340 100
1030 430 30R2 10304813544-430 5440 300 480 130
1030 530 30R2 10304813544-530 5440 300 480 130
1230 430 30R2 12306317653-430 6530 300 630 170
1230 530 30R2 12306317653-530 6530 300 630 170
1430 430 30R2 14306718762-430 7620 300 670 180
1430 530 30R2 14306718762-530 7620 300 670 180
1630 430 30R2 16308020871-430 8710 300 800 200
1630 530 30R2 16308020871-530 8710 300 800 200
1830 530 30R2 18309327980-530 9800 300 930 270
1830 430 30R2 18309327980-430 9800 300 930 270
2030 430 30R2 2030100251088-430 10880 300 1000 250
2030 530 30R2 2030100251088-530 10880 300 1000 250
2530 530 33R2 2530120321190-530 11900 334 1200 320
2530 430 33R2 2530120321190-430 11900 334 1200 320
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE54
As sintered
d1
D1
DL
With two coolant holes ge 50deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS20D
1030 330 50R2 10302307260-330 2600 504 230 070
1230 330 51R2 12302307301-330 3010 514 230 070
1330 330 50R2 13302607340-330 3400 502 260 070
1630 330 50R2 16303710420-330 4200 501 370 100
2030 330 50R2 20304412527-330 5270 500 440 120
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
55ROUND TOOL MATERIALS ndash P-LINE
As sintered
D
D1
Ld1
With three coolant holes
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS20D
630 330 30R3 06303006327-330 3270 312 300 060
830 330 40R3 08302907300-330 3000 400 290 070
830 330 30R3 083040075435-330 4350 300 400 075
1030 330 40R3 103035075370-330 3700 403 350 075
1030 330 30R3 10304910544-330 5440 300 490 100
1230 330 40R3 12304009449-330 4490 400 400 090
1230 330 30R3 12306011653-330 6530 300 600 110
1430 330 40R3 143046512524-330 5240 400 465 120
1430 330 30R3 14307113762-330 7620 300 710 130
1630 330 40R3 16305512599-330 5990 400 550 120
1630 330 30R3 16308315870-330 8700 300 830 150
1830 330 40R3 183062515674-330 6740 400 625 150
1830 330 30R3 18309617980-330 9800 300 960 170
2030 330 40R3 20307115749-330 7490 400 710 150
2030 330 30R3 2030104201088-330 10880 300 1040 200
2230 330 40R3 22307717824-330 8240 400 770 170
2230 330 30R3 2230107201197-330 11970 300 1070 200
2530 330 40R3 25308117936-330 9360 400 810 170
2530 330 33R3 2530115221190-330 11900 334 1150 220
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE56
As sintered
D1
D2
DL
d 2d 1
With four coolant holes
D L Type description
Nominal pitch D1 d1 D2 d2
[mm] [mm] [mm] [deg] [mm] [mm] [mm] [mm] CTS20D
830 330 33R4 08301939040838-330 3810 334 190 040 390 080
830 330 30R4 083022450450944-330 4350 297 220 045 450 090
1030 330 33R4 10302551051049-330 4900 327 250 050 510 100
1030 330 30R4 10302857061154-330 5440 300 280 060 570 110
1230 330 32R4 12303163071260-330 5990 322 310 070 630 120
1230 330 30R4 12303469071465-330 6530 300 340 070 690 140
1430 330 32R4 14303675081570-330 7070 319 360 080 750 150
1430 330 30R4 14303981081676-330 7620 300 390 080 810 160
1630 330 30R4 16304490091887-330 8710 300 440 090 900 180
1830 330 30R4 183050102102098-330 9800 300 500 100 1020 200
2030 330 30R4 203561141223109-330 10880 300 560 120 1140 230
2230 330 30R4 223611261225120-330 11970 300 610 120 1260 250
2530 330 29R4 253691411428139-330 13930 294 690 140 1410 280
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
57ROUND TOOL MATERIALS ndash P-LINE
Ground
DLd1
D1
With two coolant holes le 22deg
D L Type description
Dia tol Nominal pitch D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] CTS20D
600 330 15G2 060026077035-330 +0-0008 h6 7035 150 260 070
800 330 15G2 080036125938-330 +0-0009 h6 9380 150 360 125
1000 330 15G2 100048014011725-330 +0-0009 h6 11725 150 480 140
1200 330 15G2 120062515514070-330 +0-0011 h6 14070 150 625 155
1400 330 15G2 140067019016414-330 +0-0011 h6 16414 150 670 190
1600 330 15G2 16008021018759-330 +0-0011 h6 18759 150 800 210
1800 330 15G2 180090232110-330 +0-0011 h6 21100 150 900 230
2000 330 15G2 200010025023449-330 +0-0013 h6 23449 150 1000 250
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES GROUND
ROUND TOOL MATERIALS ndash P-LINE58
Ground
DLd1
D1
With two coolant holes 23deg ndash 49deg
D L Type description
Dia tol Nominal pitch D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] CTS20D
600 330 40G2 06001907225-330 +0-0008 h6 2250 400 190 070
600 330 30G2 06003009327-330 +0-0008 h6 3270 300 300 090
800 330 43G2 08002307272-330 +0-0009 h6 2720 427 230 070
800 330 30G2 08003410435-330 +0-0009 h6 4350 300 340 100
1000 330 40G2 10002708370-330 +0-0009 h6 3700 400 270 080
1000 330 30G2 10004813544-330 +0-0009 h6 5440 300 480 130
1200 330 39G2 12003510463-330 +0-0011 h6 4630 390 350 100
1200 330 30G2 12006317653-330 +0-0011 h6 6530 300 630 170
1400 330 40G2 14004613524-330 +0-0011 h6 5240 400 460 130
1400 330 30G2 14006718762-330 +0-0011 h6 7620 300 670 180
1600 330 40G2 16005512599-330 +0-0011 h6 5990 400 550 120
1600 330 30G2 16008020871-330 +0-0011 h6 8710 300 800 200
1800 330 40G2 18006317680-330 +0-0011 h6 6800 397 630 170
1800 330 30G2 18009327980-330 +0-0011 h6 9800 300 930 270
2000 330 40G2 20007115749-330 +0-0013 h6 7490 400 710 150
2000 330 30G2 2000100251088-330 +0-0013 h6 10880 300 1000 250
2500 330 40G2 250077175936-330 +0-0013 h6 9360 400 770 175
2500 330 33G2 2500120321190-330 +0-0013 h6 11900 334 120 320
3200 330 40G2 3200110201198-330 +0-0016 h6 11980 400 1100 200
3200 330 29G2 3200170301778-330 +0-0016 h6 17780 295 1700 300
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES GROUND
59ROUND TOOL MATERIALS ndash P-LINE
Ground
D
D1
Ld1
With three coolant holes
D L Type description
Dia tol Nominal pitch D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] CTS20D
600 330 30G3 06003006327-330 +0-0008 h6 3270 300 300 060
800 330 30G3 080040075435-330 +0-0009 h6 4350 300 400 075
1000 330 30G3 10004910544-330 +0-0009 h6 5440 300 490 100
1200 330 30G3 12006011653-330 +0-0011 h6 6530 300 600 110
1400 330 30G3 14007113762-330 +0-0011 h6 7620 300 710 130
1600 330 30G3 16008315870-330 +0-0011 h6 8700 300 830 150
1800 330 30G3 18009617980-330 +0-0011 h6 9800 300 960 170
2000 330 30G3 2000104201088-330 +0-0013 h6 10880 300 1040 200
2500 330 33G3 2500115221190-330 +0-0013 h6 11900 330 1150 220
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES GROUND
ROUND TOOL MATERIALS ndash P-LINE60
Our standard range includes sintered and ground rods with one central or two straight coolant holes In addition to our established carbide grades we offer a selection of dimensions in the cermet grade CTF28T which has been specially developed for the finish machining of steelOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our rods with straight coolant holes can be found in the lsquoInformationrsquo section
Rods with straight coolant holes
61ROUND TOOL MATERIALS ndash P-LINE
As sintered
d1
D
L
With central coolant hole ultra-fine grades
D L Type description
d1
[mm] [mm] [mm] TSF44
645 330 00R1 064510-330 100
855 330 00R1 085513-330 130
1055 330 00R1 105513-330 130
1055 330 00R1 105520-330 200
1255 330 00R1 125520-330 200
1470 330 00R1 147020-330 200
1670 330 00R1 167020-330 200
2070 330 00R1 207030-330 300
As sintered
d1
D
L
With central coolant hole submicron grades
D L Type description
d1
[mm] [mm] [mm] CTS15D CTS20D
495 330 00R1 049506-330 060
630 330 00R1 063010-330 100
645 330 00R1 064510-330 100
830 330 00R1 083013-330 130
855 330 00R1 085513-330 130
855 330 00R1 085520-330 200
1030 330 00R1 103020-330 200
1055 330 00R1 105513-330 130
1055 330 00R1 105520-330 200
1130 330 00R1 113020-330 200
1230 330 00R1 123020-330 200
1255 330 00R1 125520-330 200
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE62
As sintered
d1
D
L
With central coolant hole submicron grades
D L Type description
d1
[mm] [mm] [mm] CTS15D CTS20D
1330 330 00R1 133020-330 200
1430 330 00R1 143020-330 200
1470 330 00R1 147020-330 200
1630 330 00R1 163020-330 200
1670 330 00R1 167020-330 200
1830 330 00R1 183030-330 300
1870 330 00R1 187030-330 300
2030 330 00R1 203030-330 300
2070 330 00R1 207030-330 300
2530 330 00R1 253030-330 300
2830 330 00R1 283040-330 400
3030 330 00R1 303050-330 500
3230 330 00R1 323050-330 500
As sintered
d1
D
L
With central coolant hole cermet
D L Type description
d1
[mm] [mm] [mm] CTF28T
645 330 00R1 064510-330 100
855 330 00R1 085513-330 130
1055 330 00R1 105520-330 200
1255 330 00R1 125520-330 200
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
63ROUND TOOL MATERIALS ndash P-LINE
As sintered
D1
D
Ld1
With two straight coolant holes submicron grades
D L Type description
D1 d1
[mm] [mm] [mm] [mm] CTS15D CTS20D
330 330 00R2 0330110425-330 110 043
420 330 00R2 042011045-330 110 045
520 330 00R2 05202009-330 200 090
620 330 00R2 06201105-330 110 050
620 330 00R2 06201509-330 150 090
620 330 00R2 06201706-330 170 060
620 330 00R2 06202009-330 200 090
620 330 00R2 06202309-330 230 090
620 330 00R2 06202609-330 260 090
620 330 00R2 06203012-330 300 120
720 330 00R2 07202009-330 200 090
720 330 00R2 07203009-330 300 090
820 330 00R2 08202009-330 200 090
820 330 00R2 08202609-330 260 090
820 330 00R2 08202612-330 260 120
820 330 00R2 08203410-330 340 100
820 330 00R2 08203515-330 350 150
820 330 00R2 08204009-330 400 090
920 330 00R2 09202612-330 260 120
920 330 00R2 09203515-330 350 150
920 330 00R2 09203812-330 380 120
920 330 00R2 09204013-330 400 130
1020 330 00R2 10202010-330 200 100
1020 330 00R2 10202612-330 260 120
1020 330 00R2 10202810-330 280 100
1020 330 00R2 10203515-330 350 150
1020 330 00R2 10204214-330 420 140
1020 330 00R2 10205012-330 500 120
1020 330 00R2 10205214-330 520 140
1220 330 00R2 12202612-330 260 120
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE64
As sintered
D1
D
Ld1
With two straight coolant holes submicron grades
D L Type description
D1 d1
[mm] [mm] [mm] [mm] CTS15D CTS20D
1220 330 00R2 12203515-330 350 150
1220 330 00R2 12204815-330 480 150
1220 330 00R2 12205020-330 500 200
1220 330 00R2 12206015-330 600 150
1320 330 00R2 13205420-330 540 200
1420 330 00R2 14203515-330 350 150
1420 330 00R2 14205020-330 500 200
1420 330 00R2 14205017-330 500 170
1420 330 00R2 14205820-330 580 200
1420 330 00R2 14207020-330 700 200
1520 330 00R2 15205020-330 500 200
1620 330 00R2 16203515-330 350 150
1620 330 00R2 16205015-330 500 150
1620 330 00R2 16205020-330 500 200
1620 400 00R2 16206220-400 620 200
1620 330 00R2 16206625-330 660 250
1620 330 00R2 16208020-330 800 200
1620 415 00R2 16208020-415 800 200
1820 330 00R2 18205020-330 500 200
1820 330 00R2 18206020-330 600 200
1820 330 00R2 18207525-330 750 250
1820 330 00R2 18209020-330 900 200
1920 330 00R2 19207925-330 790 250
2020 330 00R2 20203515-330 350 150
2020 330 00R2 20206020-330 600 200
2020 330 00R2 20206220-330 620 200
2020 330 00R2 20208225-330 820 250
2020 330 00R2 202010025-330 1000 250
2120 330 00R2 21207023-330 700 230
2220 330 00R2 22207023-330 700 230
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
65ROUND TOOL MATERIALS ndash P-LINE
As sintered
D1
D
Ld1
With two straight coolant holes submicron grades
D L Type description
D1 d1
[mm] [mm] [mm] [mm] CTS15D CTS20D
2220 330 00R2 222010530-330 1050 300
2530 330 00R2 25306220-330 620 200
2530 330 00R2 25308020-330 800 200
2530 330 00R2 253010025-330 1000 250
2530 330 00R2 253012030-330 1200 300
2630 330 00R2 26307520-330 750 200
2630 330 00R2 263012030-330 1200 300
2830 330 00R2 283013030-330 1300 300
3030 330 00R2 303013030-330 1300 300
3230 330 00R2 32309022-330 900 220
3230 330 00R2 323013830-330 1380 300
3430 330 00R2 343013830-330 1380 300
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE66
Ground
DLd1
With central coolant hole submicron grades
D L Type description
Dia tol d1
[mm] [mm] [mm] ISO 286 [mm] CTS15D
600 330 00G1 060010-330 +0-0008 h6 100
800 330 00G1 080013-330 +0-0009 h6 130
1000 330 00G1 100020-330 +0-0009 h6 200
1200 330 00G1 120020-330 +0-0011 h6 200
1400 330 00G1 140020-330 +0-0011 h6 200
1600 330 00G1 160020-330 +0-0011 h6 200
1600 330 00G1 160030-330 +0-0011 h6 300
2000 330 00G1 200030-330 +0-0013 h6 300
2500 330 00G1 250030-330 +0-0013 h6 300
3200 330 00G1 320050-330 +0-0016 h6 500
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES GROUND
67ROUND TOOL MATERIALS ndash P-LINE
Ground
D1
D
Ld1
With two coolant holes submicron grades
D L Type description
Dia tol D1 d1
[mm] [mm] [mm] ISO 286 [mm] [mm] CTS15D
600 330 00G2 06001509-330 +0-0008 h6 150 090
600 330 00G2 06003012-330 +0-0008 h6 300 120
800 330 00G2 08002009-330 +0-0009 h6 200 090
800 330 00G2 08004009-330 +0-0009 h6 400 090
1000 330 00G2 10002810-330 +0-0009 h6 280 100
1000 330 00G2 10005214-330 +0-0009 h6 520 140
1200 330 00G2 12003515-330 +0-0011 h6 350 150
1200 330 00G2 12006015-330 +0-0011 h6 600 150
1400 330 00G2 14005017-330 +0-0011 h6 500 170
1400 330 00G2 14007020-330 +0-0011 h6 700 200
1600 330 00G2 16005015-330 +0-0011 h6 500 150
1600 330 00G2 16008020-330 +0-0011 h6 800 200
1800 330 00G2 18006020-330 +0-0011 h6 600 200
1800 330 00G2 18009020-330 +0-0011 h6 900 200
2000 330 00G2 20006220-330 +0-0013 h6 620 200
2000 330 00G2 200010025-330 +0-0013 h6 1000 250
2500 330 00G2 25006220-330 +0-0013 h6 620 200
2500 330 00G2 25008020-330 +0-0013 h6 800 200
2500 330 00G2 250012030-330 +0-0013 h6 1200 300
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES GROUND
ROUND TOOL MATERIALS ndash P-LINE68
We offer a complete stock range of rods and tips for the production of solid carbide or brazed gun drills These include rods with a kidney-shaped coolant hole profiled rods with one or two coolant holes and profiled tips with two cool-ant holes Our blanks for gun drills are available in the proven CTS20D grade for the uni-versal machining of steel stainless steel or heat-resistant alloys some dimen-sions can also be ordered in grade CTF12E a fine-grain grade specifically for gun drills with an optimised balance between hardness and toughnessOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our gun drill blanks can be found in the lsquoInformationrsquo section
Blanks for gun drills
69ROUND TOOL MATERIALS ndash P-LINE
Rods
D
L
Rods with kidney-shaped coolant holes submicron grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTS20D
240 310 GDRK 0240-310 plusmn015
260 310 GDRK 0260-310 plusmn015
290 310 GDRK 0290-310 plusmn015
315 310 GDRK 0315-310 plusmn015
345 310 GDRK 0345-310 plusmn015
350 310 GDRK 0350-310 plusmn015
390 310 GDRK 0390-310 plusmn015
440 310 GDRK 0440-310 plusmn015
490 310 GDRK 0490-310 plusmn015
550 310 GDRK 0550-310 plusmn015
600 310 GDRK 0600-310 plusmn015
650 310 GDRK 0650-310 plusmn015
710 310 GDRK 0710-310 plusmn015
760 310 GDRK 0760-310 plusmn015
810 310 GDRK 0810-310 plusmn015
830 310 GDRK 0830-310 plusmn015
870 310 GDRK 0870-310 plusmn015
920 310 GDRK 0920-310 plusmn015
1060 310 GDRK 1060-310 plusmn015
1130 310 GDRK 1130-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
ROUND TOOL MATERIALS ndash P-LINE70
Rods
D
L
Rods with kidney-shaped coolant hole fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
240 310 GDRK 0240-310 plusmn015
260 310 GDRK 0260-310 plusmn015
290 310 GDRK 0290-310 plusmn015
315 310 GDRK 0315-310 plusmn015
345 310 GDRK 0345-310 plusmn015
350 310 GDRK 0350-310 plusmn015
390 310 GDRK 0390-310 plusmn015
440 310 GDRK 0440-310 plusmn015
490 310 GDRK 0490-310 plusmn015
550 310 GDRK 0550-310 plusmn015
600 310 GDRK 0600-310 plusmn015
650 310 GDRK 0650-310 plusmn015
710 310 GDRK 0710-310 plusmn015
760 310 GDRK 0760-310 plusmn015
810 310 GDRK 0810-310 plusmn015
830 310 GDRK 0830-310 plusmn015
870 310 GDRK 0870-310 plusmn015
920 310 GDRK 0920-310 plusmn015
1060 310 GDRK 1060-310 plusmn015
1130 310 GDRK 1130-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
71ROUND TOOL MATERIALS ndash P-LINE
Rods
120deg
D
L
Profiled rods with kidney-shaped coolant hole 120deg submicron grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTS20D
240 310 GDVK 0240-310 plusmn015
260 310 GDVK 0260-310 plusmn015
290 310 GDVK 0290-310 plusmn015
315 310 GDVK 0315-310 plusmn015
345 310 GDVK 0345-310 plusmn015
390 310 GDVK 0390-310 plusmn015
440 310 GDVK 0440-310 plusmn015
490 310 GDVK 0490-310 plusmn015
550 310 GDVK 0550-310 plusmn015
600 310 GDVK 0600-310 plusmn015
650 310 GDVK 0650-310 plusmn015
710 310 GDVK 0710-310 plusmn015
760 310 GDVK 0760-310 plusmn015
810 310 GDVK 0810-310 plusmn015
870 310 GDVK 0870-310 plusmn015
920 310 GDVK 0920-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
ROUND TOOL MATERIALS ndash P-LINE72
Rods
120deg
D
L
Profiled rods with kidney-shaped coolant hole 120deg fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
240 310 GDVK 0240-310 plusmn015
260 310 GDVK 0260-310 plusmn015
290 310 GDVK 0290-310 plusmn015
315 310 GDVK 0315-310 plusmn015
345 310 GDVK 0345-310 plusmn015
390 310 GDVK 0390-310 plusmn015
440 310 GDVK 0440-310 plusmn015
490 310 GDVK 0490-310 plusmn015
550 310 GDVK 0550-310 plusmn015
600 310 GDVK 0600-310 plusmn015
650 310 GDVK 0650-310 plusmn015
710 310 GDVK 0710-310 plusmn015
760 310 GDVK 0760-310 plusmn015
810 310 GDVK 0810-310 plusmn015
870 310 GDVK 0870-310 plusmn015
920 310 GDVK 0920-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
73ROUND TOOL MATERIALS ndash P-LINE
Rods
115deg
D
L
Profiled rods with two coolant hole 115deg fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
1350 310 GDV2 1350115-310 plusmn020
1390 310 GDV2 1390115-310 plusmn020
1450 310 GDV2 1450115-310 plusmn020
1550 310 GDV2 1550115-310 plusmn020
1650 310 GDV2 1650115-310 plusmn020
1750 310 GDV2 1750115-310 plusmn020
1860 310 GDV2 1860115-310 plusmn020
1960 310 GDV2 1960115-310 plusmn025
2060 310 GDV2 2060115-310 plusmn025
2160 310 GDV2 2160115-310 plusmn025
ensp limitedenspstockensp ensp ensp stockenspitemensp ensp ensp newenspstockenspitemensp ensp Otherenspgradesenspandenspdimensionsenspuponensprequest
BLANKSenspFORenspGUNenspDRILLSenspenspRODS
ROUND TOOL MATERIALS ndash P-LINE74
Rods
120deg
D
L
Profiled rods with two coolant hole 120deg fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
550 310 GDV2 0550-310 plusmn015
600 310 GDV2 0600-310 plusmn015
650 310 GDV2 0650-310 plusmn015
710 310 GDV2 0710-310 plusmn015
760 310 GDV2 0760-310 plusmn015
810 310 GDV2 0810-310 plusmn015
870 310 GDV2 0870-310 plusmn015
920 310 GDV2 0920-310 plusmn015
970 310 GDV2 0970-310 plusmn015
1080 310 GDV2 1080-310 plusmn015
1130 310 GDV2 1130-310 plusmn015
1180 310 GDV2 1180-310 plusmn015
1230 310 GDV2 1230-310 plusmn015
1280 310 GDV2 1280-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
75ROUND TOOL MATERIALS ndash P-LINE
Tips
115deg
L
D
Profiled tips with two coolant holes 115deg fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
1350 40 GDV2P 1350-040 plusmn020
1450 40 GDV2P 1450-040 plusmn020
1550 40 GDV2P 1550-040 plusmn020
1650 40 GDV2P 1650-040 plusmn020
1750 40 GDV2P 1750-040 plusmn020
1860 40 GDV2P 1860-040 plusmn025
1960 45 GDV2P 1960-045 plusmn025
2060 45 GDV2P 2060-045 plusmn025
2160 45 GDV2P 2160-045 plusmn025
2260 50 GDV2P 2260-050 plusmn025
2360 50 GDV2P 2360-050 plusmn025
2460 55 GDV2P 2460-055 plusmn025
2560 55 GDV2P 2560-055 plusmn025
2660 55 GDV2P 2660-055 plusmn025
2720 55 GDV2P 2720-055 plusmn025
2870 65 GDV2P 2870-065 plusmn025
3080 65 GDV2P 3080-065 plusmn025
3310 65 GDV2P 3310-065 plusmn025
3610 75 GDV2P 3610-075 plusmn025
3910 75 GDV2P 3910-075 plusmn025
4000 80 GDV2P 4000-080 plusmn030
4200 80 GDV2P 4200-080 plusmn030
4500 80 GDV2P 4500-080 plusmn030
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS TIPS
ROUND TOOL MATERIALS ndash P-LINE76
Our flat and square strips in the proven CTS20D grade and in a wide variety of dimensions are available directly from stock Our brazing tips are characterised by very good brazability and can be supplied upon request in the most com-mon DIN dimensions Our stock range includes DIN 8011 brazing tips in grade CTS12D as well as in the cermet grade CTF28T (especially suited to the finish machining of steel materials)Of course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our flat and square strips can be found in the lsquoInfor-mationrsquo section
Flat and square strips brazing tips
77ROUND TOOL MATERIALS ndash P-LINE
Flat strips
S
L
H
Submicron grade
Type description
H S L[mm] [mm] [mm] CTS20D
FR 02300530-330 530 230 330
FR 02300630-330 630 230 330
FR 02300830-330 830 230 330
FR 02301030-330 1030 230 330
FR 02301630-330 1630 230 330
FR 03300430-330 430 330 330
FR 03300530-330 530 330 330
FR 03300630-330 630 330 330
FR 03300830-330 830 330 330
FR 03301030-330 1030 330 330
FR 03301230-330 1230 330 330
FR 03301630-330 1630 330 330
FR 03302030-330 2030 330 330
FR 04300630-330 630 430 330
FR 04300830-330 830 430 330
FR 04301030-330 1030 430 330
FR 04301330-330 1330 430 330
FR 04301630-330 1630 430 330
FR 04302030-330 2030 430 330
FR 05301030-330 1030 530 330
FR 05301330-330 1330 530 330
FR 06301030-330 1030 630 330
FR 06301330-330 1330 630 330
FR 08301230-330 1230 830 330
FR 08301630-330 1630 830 330
FR 10301630-330 1630 1030 330
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
FLAT AND SQUARE STRIPS BRAZING TIPS FLAT STRIPS
ROUND TOOL MATERIALS ndash P-LINE78
Square strips
S
LH
Submicron grade
Type description
H S L[mm] [mm] [mm] CTS20D
SR 0330-330 330 330 330
SR 0430-330 430 430 330
SR 0530-330 530 530 330
SR 0830-330 830 830 330
SR 1030-330 1030 1030 330
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
FLAT AND SQUARE STRIPS BRAZING TIPS SQUARE STRIPS
79ROUND TOOL MATERIALS ndash P-LINE
Brazing tips to DIN 8011
L
St
c
e
r
Form R
Type description
L e S r c t[mm] [mm] [mm] [mm] [mm] [mm] CTF28T CTS12D
DIN 8011 R 12 12 500 080 2500 080 200
DIN 8011 R 16 16 710 120 2500 100 250
DIN 8011 R 19 19 900 140 2500 100 300
DIN 8011 R 22 22 1120 180 2500 140 350
DIN 8011 R 25 25 1500 220 2500 140 400
DIN 8011 R 30 30 1800 280 2500 140 500
Brazing tips to DIN 8011
L
St
c
e
r
Form T
Type description
L e S r c t[mm] [mm] [mm] [mm] [mm] [mm] CTS12D
DIN 8011 T 12 12 450 120 1500 100 300
DIN 8011 T 16 16 750 160 1500 100 350
DIN 8011 T 19 19 750 200 2500 180 450
DIN 8011 T 22 22 950 250 2500 250 560
DIN 8011 T 25 25 1000 280 2500 300 800
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
FLAT AND SQUARE STRIPS BRAZING TIPS DIN 8011 BRAZING TIPS
ROUND TOOL MATERIALS ndash P-LINE80
Brazing tips to DIN 8011
L
St
c
e
r
Form U
Type description
L e S r c t[mm] [mm] [mm] [mm] [mm] [mm] CTS12D
DIN 8011 U 12 12 140 120 1500 100 560
DIN 8011 U 16 16 400 160 1500 100 670
DIN 8011 U 19 19 250 200 2500 180 800
DIN 8011 U 22 22 280 250 2500 250 1120
DIN 8011 U 25 25 400 280 2500 300 1400
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
FLAT AND SQUARE STRIPS BRAZING TIPS DIN 8011 BRAZING TIPS
81ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE82
Special products
In addition to our standard programme we also offer individual solutions for our rods Thanks to our comprehensive manufacturing possibilities we can also implement your most demanding requirements Whether special coolant hole profiles large helix angles or other customised versions see for yourself and benefit from our expertiseIn our up-to-date grinding department we also produce semi-finished ground articles in high volumes as well as in small batches
83ROUND TOOL MATERIALS
Broad selection of diameters and grades starting at 040 mm eg for erosion electrodes up to 80 mm for special tools For semi-finished tools bigger than that we offer customised preforms
Solid carbide or coolant hole rods up to a metre in length are no problem for us Close tolerance production techniques of spiral through hole rod minimise the risk of grinding through into the coolant channels Using leading-edge technologies we are also able to deliver coolant hole rod with pre-formed flutes if required
Increasingly tool producers rely on prefabricated semi-finished products In this context we offer ground cut-to-lengths in a variety of versions For example steps tapers cones male or female centres ball noses chamfers recesses ground holes and many others
Thanks to our modern extrusion processes we can offer you a variety of coolant hole profiles
Available types
SPECIAL PRODUCTS AVAILABLE TYPES
ROUND TOOL MATERIALS ndash P-LINE84
Preforms
In addition to our comprehensive range of rods we also offer various types of preforms for rotary cutting tools The products include both blanks and semi-fin-ished tools for solid carbide and PCD tools exchangeable head systems and tool shanks Years of experience in the field of blank machining combined with a state-of-the-art production plant make it possible for us to produce the most complex near net shape geometries with short delivery times In particular for tool shanks and PCD tool bodies we have developed the new grade CTF25E which is ideal even for the most sophisticated tool versions with narrow shapes and critical transitions
85ROUND TOOL MATERIALS ndash P-LINE
Preformed seats for PCD inserts
Based on your drawings of blanks or finished parts we are able to produce outside diameters of up to approx 300 mm and lengths of approx 500 mm Ideally you should provide us with digital drawings or 3-D models (stp prthellip)
Straight and helical chip flutes
Ground shanks
External and internal thread
Coolant holes
As sintered male or female centres
emspDiameter as sintered up to around 500 mmemspLengths up to around 300 mm
Available types
PREFORMS AVAILABLE TYPES
ROUND TOOL MATERIALS ndash P-LINE86
Individually designed coolant exit holes can be formed into the blank
emspOutside and inside threadsemspMetric ISO threads as sintered tolerance class 8HemspUN threads as sinteredemspSpecial threads upon requestemspGround threads are possible upon request
emspFemale and male centresemspFemale centres to DIN 332emspAs sintered centres (form R preferred)emspUpon request ground version also available
emspUpon request ground version also available for example ground shank to h6
Our preformed chip flutes and insert seats with optimised machining allowance make it possible to save production costs thanks to reduced grinding times in tool production
Do not hesitate to contact us with questions about possible variations We will be pleased to help you design blanks for cost-efficient production of precision tools
emspAxial holes from Oslash 065 mmemspRadial exit holes from Oslash 05 mm and greateremspSmaller holes available depending on the depth and upon
request
PREFORMS AVAILABLE TYPES
87ROUND TOOL MATERIALS ndash P-LINE
[m ] [gcm3] HV30 HRA [MPa] [psi] [MPam frac12]
CTS12D K05 ndash K10 C-3 60 1480 1820 931 3600 522100 93CTS15D K10 ndash K30 C-3 75 1470 1750 928 3700 536000 95CTS20D K20 ndash K40 C-2 100 1438 1600 919 4000 580100 104
[m ] [gcm3] HV30 HRA [MPa] [psi] [MPam frac12]
CTF25E K30 ndash K40 C-2 125 1415 1300 895 3500 507600 150
Grades composition and properties
GradeDensity Hardness
US codeBinder
ISO code
Transverse rupture strength KIC (Shetty)
Submicron grade
An extensive stock of the most important grades makes short-est delivery times for customised blanks possible
Our CTF25E fine-grain grade has been specially designed for PCD tools and tool shanks
The coarser grain structure combined with higher cobalt con-tent provides this grade with increased resistance to break-age and excellent brazability
CTF25E vs CTS20D
Of course we also offer preforms in all other Round Tool Materials grades upon request
GradeDensity Hardness
US codeBinder
ISO code
Transverse rupture strength KIC (Shetty)
Fine grain grade
CTS20D CTF25E Grain size Cobalt content Additives Hardness Transverse rupture strength Fracture toughness KIC
submicron fine grain1001151600 HV304000 MPa104 MPam05
125121300 HV303500 MPa15 MPam05
CTS20D CTF25E
PREFORMS GRADES COMPOSITION AND PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE88
[mm]03
max deflection
Straightness
1
1000 1
1000 1
1000
1
1000
Min wall thicknesses and hole distancesgeemsp1emspmm
Wall thicknesses
min 1 mm
min 1 mm
Diameter steps
Different diameters dia stepsD1 ndash D2 ge1 mmD 1D
1
[mm] [mm] [plusmn]lt 20 055 plusmn015
gt 20 ndash 35 060 plusmn020gt 35 ndash 45 065 plusmn025gt 45 ndash 55 070 plusmn030gt 55 ndash 70 085 plusmn035
gt 70 ndash 100 090 plusmn040gt 100 ndash 150 100 plusmn050
Tolerance table for preforms
Diameters for preforms
Example of a finished diameter 22 mm with grinding allowance
Finished dimension Oslash 2200 mm Grinding allowance +060 mm Blank dimensions Oslash 2260 plusmn020 mm
Nominal Oslash
Blank tolerance incl grinding
allowance Sintering tolerance
Lengths for preforms
Example of a finished length 150 mm with grinding allowance
Finished dimension 150 mm Grinding allowance +115 mm Blank dimensions 15115 plusmn075 mm
Length
Blank tolerance incl grinding
allowance Sintering tolerance
[mm] [mm] [plusmn]
L 05 L + 04 plusmn05 L
For further information go to page 93
Specifications
PREFORMS SPECIFICATIONS
89ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE90
In this section you can find additional information on product labelling technical product specifications and carbide properties Specifications for preforms can be found at the end of the lsquoPreformsrsquo section
Information
91ROUND TOOL MATERIALS ndash P-LINE
Product labelling
Material short text
The material short text describes the article in terms of the most important geometrical specifications A guide to the designation system can be found in the catalogue on page 20
Pitch information(for rods with helical coolant holes) The pitch class and its average value are stated This value acts as the adjustment value for flute grinding More information on the pitch classification for rods with helical coolant holes can be found in the catalogue on page 92
RGMC 1000-073
CTS20D11769718
Mad
e in
Aus
tria
2659013
RGM
C 10
00-0
73
CTS2
0D
10
10
30G2 10004813544-330
CTS20D11793406
Mad
e in
Aus
tria
2650868 30G
2 10
004
81
35
44-
330
CTS2
0D
100
Blaublue 52930 mm
Blau
blu
e 52
930
mm 10
0
Carbide grade Material number
Production order Quantity
Material number barcode
Production order barcode
Material short text
Grade
INFORMATION PRODUCT INFORMATION ndash LABELLING
ROUND TOOL MATERIALS ndash P-LINE92
α = tan-1 d times πStg
Stg = d times πtan α
0deg-1deg +1deg
-033deg +033deg+033deg -033deg +033deg -033deg
0deg-075deg +075deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
Stg pitchd nominal diameterα helix angle
Pitch in mm
Helix
ang
le in
deg
rees
Nominal pitch3 class system
6 class system
yellow white blue
white blue green black red yellow
Conversion pitch to angle
Conversion angle to pitch
Definition of the helix angle
The helix angle indicates the torsion of the coolant holes in relation to the nominal diameter In this context it has to be taken into account that the angle decreases depending on theemspdiameteremspstepsemspForemspthisemspreasonemsprodsemspwithemsp40degemspcoolantemspholes are used for step drills in order to achieve an optimal spiralemspfluteemsphelixemspangleemspofemsp25emsptoemsp30deg
Definition of pitch
Theemsppitchemsp isemsp theemsp lengthemspofemspaemspcompleteemsp360degemsprotationemspofemsp theemspcoolant holes This value is independent of the diameter or the diameter steps The CERATIZIT designation system for coolant hole rods includes both the helix angle in degrees and the pitch of the helix in millimetres
Conversion helix anglepitch
Pitch classification
In order to guarantee closest pitch tolerances our carbide rods with helical coolant holes are divided into tolerance classes For this purpose all rods are measured and assigned to the respective class which is indicated on the product label For details of our pitch classification see page 98
INFORMATION PRODUCT INFORMATION ndash PITCH CLASSIFICATION
93ROUND TOOL MATERIALS ndash P-LINE
Ra max
1
1000
1
1000
Measured outside diameter of the round rod In case of helical coolant hole rods the outside diameter means the OD (addendum diameter) including the helical tooling grooves
Outside diameter
Measured length of the round rodLength
The surface quality describes the state of the surface For ground rods the surface value is indicated as maximum average roughness value Ra (DIN EN ISO 42871998)
Surface
Maximum deflection of a rotating rod which lies on two contact points measured in the middle of the rod The distance between the two contact points is 300 mm When the rod is longer or shorter than 330 mm the contact width corresponds to the rod length minus 10 mm
Straightness
Maximum deflection of a rod Contact point A is 5 mm before the chamfer Contact point B is in the middle of the rod The measurement is carried out 2 mm from the end
Concentricity
The cylindricity describes the tolerance field of an ideal cylinder inside which the skin surface of the rod should be
Cylindricity
Lateral length of flat and square stripsWidth height
Roundness is the radial distance of two con-centric circles which include the circumference line of the round rods section (DIN ISO 1101)
Roundness
The pitch circle is defined as the circle which goes through two or three centre points of coolant holes
Pitch circle diameter
The hole diameter is the diameter of the cool-ant holes inside the rod
Hole diameter
Excentricity means the deviation of the pitch circle centre point or in case of a coolant hole the deviation of the coolant hole centre point from the centre point of the rod
Excentricity
The helix angle is the angle between the longi-tudinal axis and the helix line
Helix angle
Maximum difference of the angle of the two imaginary lines which go through the centre point of the coolant holes which are on the pitch circle
Torsion
For rods with three helical coolant holes the section surface is divided into three circle sec-tors which go through the centre point of the coolant holes The pitch error is the difference of the angles between the circle sectors
Pitch error
INFORMATION SPECIFICATIONS ndash SPECIFICATION FEATURES
ROUND TOOL MATERIALS ndash P-LINE94
RR RGM RGI
[mm] h6 [mm] h5 [mm]10 ndash 30 +0-0006 +0-000431 ndash 60 +0-0008 +0-000561 ndash 100 +0-0009 +0-0006101 ndash 180 +0-0011 +0-0008181ndash 300 +0-0013 +0-0009301 ndash 400 +0-0016 +0-0011
[mm] [mm]08 ndash 21 +0+01522 ndash 47 +0+02048 ndash 67 +0+02568 ndash 152 +0+030153 ndash 202 +0+045203 ndash 242 +0+055243 ndash 362 +0+065363 ndash 462 +0+070
Tolerance
Outside diameter
Outside diameter ToleranceOutside diameter
as sintered ground
[mm] [mm]10 ndash 29 12030 ndash 59 01560 ndash 79 012 80 ndash 99 010
100 ndash 119 008 120 ndash 199 005 200 ndash 400 lt 005
[mm] [mm]08 ndash 32 12
325 ndash 462 05
Outside diameter
Straightness
max deflection max deflectionOutside diameter
as sintered ground
1
1000
1
1000
[mm] [mm]08 ndash 57 005 58 ndash 77 008
78 ndash 127 010128 ndash 302 013 303 ndash 462 016
[mm] h6 [mm] h5 [mm]10 ndash 30 0003 000331 ndash 60 0004 0003
61 ndash 100 0005 0003101 ndash 300 0006 0004301 ndash 400 0008 0005
Roundnessas sintered ground
ToleranceOutside diameter ToleranceOutside diameter
as sintered as sinteredground 005
Tolerance
LengthSurface finish
Executions [mm]+0+10Ra max
[μm]Ramax
Solid carbide rods
INFORMATION SPECIFICATIONS ndash SOLID CARBIDE RODS
95ROUND TOOL MATERIALS ndash P-LINE
RGMC RGMCW RGMCD RGMCY RGIC
[mm] h6 [mm] h5 [mm]10 ndash 30 +0-0006 +0-000431 ndash 60 +0-0008 +0-000561 ndash 100 +0-0009 +0-0006101 ndash 180 +0-0011 +0-0008181 ndash 300 +0-0013 +0-0009301 ndash 400 +0-0016 +0-0011
Tolerance
Outside diameter
Outside diameter
[mm]RGMC +1 RGIC +15
Total length tolerance
Length
Type
Surface finish
Ramax [microm]005Ra max
[mm] h6 [mm] h5 [mm]10 ndash 30 +0+0003 +0+000231 ndash 60 +0+0003 +0+0002
61 ndash 100 +0+0003 +0+0002101 ndash 250 +0+0004 +0+0002
Outside diameter
Roundness
Tolerance
[mm] 30 40 50 60 70 80 90 110 14030 5 5 6 7 - - - - -
40 ndash 50 5 5 6 6 7 - - - -60 4 5 5 6 6 7 8 - -
80 ndash 100 4 4 4 5 5 5 6 7 -120 ndash 140 3 4 4 4 4 5 5 6 -160 ndash 200 3 4 4 4 4 4 5 5 6
250 3 4 4 4 4 4 5 5 6
max concentricity [microm] starting length [mm]
Run-out RGMC
Outside diameter
1
1000
[inch] 1500 ndash 2500 2501 ndash 3500 3501 ndash 800018 ndash 316 5 76 ndash
14 ndash 1 5 76 10
maximum concentricity [microm] starting length [inch]
Run-out RGIC
Outside diameter
1
1000
End mill blanks
INFORMATION SPECIFICATIONS ndash END MILL BLANKS
ROUND TOOL MATERIALS ndash P-LINE96
GB2 G2 SO
[mm] [mm]16 ndash 63 +-02067 ndash 80 +-02590 ndash 100 +-030
TolerancePitch circle diameter
Pitch circle diameter of DIN drill blanks
[mm] [mm]029 +-003
030 ndash 105 +-005106 ndash 20 +-008
TolerancePitch circle diameter
Pitch circle diameter for micro-drill blanks
[deg] [deg]+-1 3 +-033
Total tolerance class Number of
classes
Tolerance class
Helix angle for DIN drill blanks
[deg] [deg]+-075 6 +-0125
Total tolerance class Number of
classes
Tolerance class
Helix angle for micro-drill blanks
[mm] 63ndash6
6
67ndash8
1
82ndash1
14
115ndash
133
134ndash
162
163ndash
310
60 10 15 30 40 ndash ndash80 ndash 15 20 40 40 ndash
100 ndash ndash 20 30 40 50120 ndash ndash 20 30 30 50140 ndash ndash 20 30 30 50160 ndash ndash ndash 20 30 50180 ndash ndash ndash 20 30 50200 ndash ndash ndash 20 30 50
Outside diameter
Straightness of DIN drill blanksDeflection [microm] with length [mm]
1
1000
[mm] 55ndash6
5
66ndash8
5
86ndash1
05
106ndash
180
30 5 8 20 2040 ndash 8 15 20
Outside diameter
Run-out of micro-drill blanksDeflection [microm] with length [mm]
1
1000
[mm] [mm]16 ndash 34 010
48 01563 ndash 67 018
80 ndash 100 020
max excentricity
Excentricity of DIN drill blanks
Pitch circle diameter[mm] [mm]029 0025
030 ndash 059 003506 ndash 15 0040
151 ndash 200 0050
max excentricity
Excentricity of micro-drill blanks
Pitch circle diameter
Drill blanks
INFORMATION SPECIFICATIONS ndash DRILL BLANKS
97ROUND TOOL MATERIALS ndash P-LINE
[mm] h5 [mm]30 +0-0004
31 ndash 60 +0-000561 ndash 100 +0-0006101 ndash 180 +0-0008181 ndash 300 +0-0009
Tolerance
Outside diameter
Outside diameter
+0+1Tolerance
Length
[mm] [mm]005 +-0010
006 ndash 020 +-0015021 ndash 045 +-003005 ndash 13 +-0050
131 ndash 250 +-0075
Hole diameter
ToleranceHole diameter
Surface finishProduct Ramax [microm]
DIN drill blanks Ground mat 005 - 01Micro-drill blanks 005
Ra max
[mm] [mm]30 ndash 60 000280 ndash 100 0003
120 ndash 180 0004200 0005
Tolerance
Roundness
Outside diameter
[mm] [mm] [mm]6 15 +-01 030 +-0058 15 +-01 040 +-005
10 20 +-01 050 +-01012 20 +-01 060 +-01014 25 +-01 080 +-01016 25 +-01 110 +-01018 30 +-01 130 +-01020 30 +-01 160 +-010
Cross groove profile for DIN drill blanks
Outside diameter
Cross groove width
Cross groove depth
INFORMATION SPECIFICATIONS ndash DRILL BLANKS
ROUND TOOL MATERIALS ndash P-LINE98
R2 R3 R4 G2 G3
[mm] [mm] [mm]33 ndash 43 +010+020 +020+06044 ndash 83 +010+030 +020+07084 ndash 103 +010+035 +020+075104 ndash 123 +010+040 +025+080124 ndash 143 +010+040 +030+080144 ndash 163 +010+045 +035+095164 ndash 183 +010+050 +040+100184 ndash 203 +010+055 +040+105204 ndash 223 +010+060 +045+110224 ndash 353 +010+060 +050+110
Tolerance core diameter
Tolerance outside
diameterOutside diameter
Outside diameteras sintered ground
[mm] [mm]60 +0-0008
61 ndash 100 +0-0009101 ndash 180 +0-0011181 ndash 300 +0-0013301 ndash 320 +0-0016
ToleranceOutside diameter
[mm] [mm]33 +-010
34 ndash 43 +-01544 ndash 123 +-020124 ndash 183 +-025184 ndash 353 +-030
ToleranceOutside diameter
Pitch circle diameteras sintered ground
[mm] [mm]60 ndash 120 +-020121 ndash 180 +-025181 ndash 320 +-030
ToleranceOutside diameter
[mm] [mm]250 ndash 280 040
gt 280 050
max deflection
Straightness
Length
1
1000
as sintered ground
1
1000
[mm] [mm]60 ndash 79 01280 ndash 99 010
100 ndash 119 008120 ndash 199 005200 ndash 320 lt 005
max deflectionOutside diameter
Product group [deg] Number of classes [deg]Standard +-1 3 +-0333
Oslash 33 ndash 43 +-075 6 +-0125extra-long 3 holes +-075 6 +-0125
Total tolerance class Tolerance class
Helix angle
Rods with helical coolant holes
INFORMATION SPECIFICATIONS ndash RODS WITH HELICAL COOLANT HOLES
99ROUND TOOL MATERIALS ndash P-LINE
[mm]+0+10
Total length tolerance
Length
Executions Ra max [microm]as sintered as sintered
ground 005
Surface finish
Ra max
[deg]+-30
max pitch error with R3
Pitch error
[mm] [mm]33 004
34 ndash 43 00544 ndash 83 010
84 ndash 103 015104 ndash 143 018144 ndash 353 020
Tolerance
Excentricity
Outside diameter
[mm] [mm]60 0004
61 ndash 100 0005101 ndash 300 0006301 ndash 320 0008
Tolerance
Roundness
Outside diameter
[deg]20
max torsion with R4
Torsionas sintered
[mm] [mm] [mm]33 ndash 43 leemsp100 +-003033 ndash 43 geemsp101 +-005044 ndash 353 040 ndash 130 +-005044 ndash 353 131 ndash 250 +-007544 ndash 353 251 ndash 500 +-0100
Hole diameter
Hole diameter
ToleranceOutside diameter
INFORMATION SPECIFICATIONS ndash RODS WITH HELICAL COOLANT HOLES
ROUND TOOL MATERIALS ndash P-LINE100
00R1 00R2 00G1 00G2
[mm] [mm]33 +0+020
34 ndash 50 +0+03051 ndash 65 +0+03566 ndash 152 +0+040153 ndash 207 +0+055208 ndash 222 +0+065223 ndash 343 +0+075
Tolerance
Outside diameter
Outside diameter
as sintered ground
[mm] [mm]40 ndash 60 +0-000861 ndash 100 +0-0009101 ndash 180 +0-0011181 ndash 300 +0-0013301 ndash 320 +0-0016
ToleranceOutside diameter
[mm]050
max deflection
Straightness
1
1000
as sintered ground
1
1000
[mm] [mm]40 ndash 59 01560 ndash 79 01280 ndash 99 010
100 ndash 119 008120 ndash 199 005200 ndash 320 lt 005
max deflectionOutside diameter
[mm] [mm]33 ndash 57 00562 ndash 77 008
82 ndash 127 010132 ndash 302 013303 ndash 343 016
Tolerance
Roundness
Outside diameter
as sintered
[mm] [mm] 40 ndash 60 0004 61 ndash 100 0005 101 ndash 300 0006 301 ndash 320 0008
ToleranceOutside diameter
ground
[mm]+0+10
Total length tolerance
Length
Rods with straight coolant holes
INFORMATION SPECIFICATIONS ndash RODS WITH STRAIGHT COOLANT HOLES
101ROUND TOOL MATERIALS ndash P-LINE
[mm] [mm]
central coolant hole
010 ndash 050 +005051 ndash 130 +010131 ndash 250 +015251 ndash 500 +020
two coolant holes
010 ndash 050 +-0025051 ndash 130 +-0050131 ndash 250 +-0075251 ndash 500 +-0100
Hole diameter
ToleranceHole diameterProduct group
[mm] [mm]33 ndash 39 +-00540 ndash 59 +-01060 ndash 149 +-020
150 ndash 209 +-025210 ndash 343 +-030
ToleranceOutside diameter
Pitch circle diameter
Executions Ra max [microm]as sintered as sintered
ground 005
Surface finish
Ra max
[mm] [mm] 33 ndash 39 0025 40 ndash 59 0050 60 ndash 79 0100 80 ndash 109 0120 110 ndash 249 0150 250 ndash 343 0200
Tolerance
Excentricity
Outside diameter[mm] [mm]
33 ndash 39 0025 40 ndash 59 0050 60 ndash 79 0100 80 ndash 109 0120 110 ndash 249 0150 250 ndash 343 0200
ToleranceOutside diameter
INFORMATION SPECIFICATIONS ndash RODS WITH STRAIGHT COOLANT HOLES
ROUND TOOL MATERIALS ndash P-LINE102
FR SR
[mm] [mm] 23 ndash 43 +0+020 44 ndash 63 +0+025 64 ndash 103 +0+030
104 ndash 143 +0+035 144 ndash 163 +0+040 164 ndash 203 +0+050
Width height
Width height
Tolerance
[mm]
max 04
Levelness
Levelness
[mm]+0+10
Total length tolerance
Length
Flat and square strips
INFORMATION SPECIFICATIONS ndash FLAT AND SQUARE STRIPS
103ROUND TOOL MATERIALS ndash P-LINE
z
F
x
22deg
y
x
d2d 1
HV = 0102 times 2 times F times sind2 asymp 01891 F
d2
136deg2
100
80
60
40
20
00 5 10 15 20 25
120
Wea
r res
ista
nce
[1c
m3 ]
Submicron gradesFine medium grades
Coarse grades
Cobalt content []
Figure 1 test assembly for the determination of wear resistance according to ASTM B611-85
Figure 3 Vickers hardness test according to ISO 3878
Formula 1 calculation of the Vickers hardness (ISO 3878)
Figure 2 wear resistance in relation to the cobalt content and grain size
Mechanical properties of carbideWear resistanceThe most important property of carbide is wear resistance This property - or to be precise this combination of prop-erties - refers to the surface of the component When two surfaces rub against each other material is removed from both of them Under low stress the material removed consists of single grains or particles This phenomenon is called lsquoscor-ingrsquo In cases of high stress the material removed consists of grain clusters and is called lsquoabrasionrsquo The concept of wear is very complex and depends on many variables Wear resist-ance is mainly tested using the ASTM B611-85 method In this method a carbide piece is pressed onto a rotating steel disk using a lever The rotating steel disk is the carrier for the abrasive material which together with the material that is subject to analysis is transported from a tank below the con-tainer directly to the contact zone (see figure 1) The abrasive material consists of water and aluminium oxide (corundum)Wear resistance is determined by measuring the volume of material removed from the carbide piece while the revolution numberemsptestemsptimeemspandemsptheemspforceemspappliedemspatemsp90degemsponemsptheemspsteelemspdisk are held at consistent levels A gravimetric evaluation is carried out with the volume removal indicated in mm3 As shown in figure 2 wear resistance increases the finer the grain and the lower the cobalt content
HardnessHardness is a materialrsquos mechanical resistance to another harder material which penetrates it The hardness is normally determined based on the Vickers hardness test according to ISOemsp3878emsp Inemspthisemsp testemspaemsp136degemsppyramidalemspdiamondemspindenteremspis pressed onto a work piece with a determined test force The size of the indent is determined optically by measur-ing the two diagonals of the square indent produced by the applied force (F) The impression surface is calculated with formula 1 (see fig 3) When introducing this test method the obsolete unit lsquokilopondrsquo was used for the test force Therefore in the formula the factor 0102 is used for conversion The standardised indication of the Vickers hardness for example is as follows
620 HV 30
Parameters- 620 = hardness- HV = test procedure- 30 = test force in kilopond
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE104
1500
1300
1100
900
700
5000 5 10 15 20 25
1700
1900
2100
30
2300
2500HV
30
100
80
60
40
20
0750 1000
120
1250 1500 1750 2000
Cobalt content []
Ultrafine gradesSubmicron grades
Fine medium gradesCoarse grades
Wea
r res
ista
nce
[1c
m3 ]
Vickers hardness
Submicron gradesFine medium grades
Coarse grades
Figure 4 hardness in relation to the cobalt content and grain size
Figure 5 wear resistance in function of hardness with different grain sizes
Another method for determining hardness is the Rockwell procedure (ISO 3738) It is similar to the Vickers procedure but uses a diamond brale indenter Here the depth of pen-etration is used as the degree of hardness There is no the-oretical basis for a conversion between the two procedures In order to create a comparison a determinate test must be carried out Like wear resistance hardness also increases with a smaller grain size and lower cobalt content (see figure 4) As wear resistance and hardness show similar behaviour with regard to cobalt content and grain size hardness is often used as a reference for wear resistance Furthermore the Vickers procedure is easier and quicker than ASTM B611-85 Nevertheless the relation of hardness and wear resistance is exponential and also depends on the grain size (see figure 5)
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
105ROUND TOOL MATERIALS ndash P-LINE
KIC = 015 32
HV30sum Lradic MN
m
0 5 10 15 20 25 30
K IC
[MN
m3
2 ]
L2
L3
L4
L1
Cobalt content []
Ultrafine gradesSubmicron grades
Fine medium gradesCoarse grain grades
Formula 2 calculation of the critical tension intensity factor KIC
Figure 7 fracture toughness in relation to the grain size and the cobalt content
ToughnessWhen a material is exposed to external static or dynamic stress this leads to mechanical tensions In many cases particularly with impact loads both the strength and ductil-ity of the material have to be taken into account These two properties represent the basis for the concept of toughness which is defined as the capacity to resist fracture or crack progagation Fracture in this context means the complete separation of the material into at least two parts There are numerous possibilities to define or determine toughness transverse rupture strength or fracture toughness In the defi-nition above the integrated product of force and deformation until fracture occurs is used as the toughness value In the case of carbide the Palmqvist method is frequently applied to determine the toughness as a critical tension intensity factor KIC For this purpose the crack length of a Vickers hardness indent is used to deduce the fracture toughness (see figure 6) This is then converted into the tension intensity factor using formula 2 As can be seen in figure 7 tough-ness increases with the metal binder content and growing grain size Compared to other metal materials carbide can be found in the lower part of the toughness range about the same as hardened steel
Figure 6 Palmqvist method for the determination of fracture toughness
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE106
By definition carbide is to be considered a brittle material as there is basically no plastic deformation prior to fracture This is confirmed by examination of surfaces where breakage occurred Various carbides however show very big differ-ences in terms of toughness which can be best explained by taking a look at the microstructure Cracks inside the carbide grains may occur just like intergranular fractures and shear fractures in the binder metal Generally the number of grain cracks rises with increasing grain size and the number of shear fractures when raising the binder content In terms of fracture energy the main contribution to toughness comes from the length of the rupture in the metal binder (see figures 8 and 9)
Figure 8 crack propagation in large grain sizes larger crack propa-gation requires higher fracture energy - higher toughness
Figure 9 crack propagation in small grain sizes direct shorter crack propagation - requires lower fracture energy - lower toughness
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
107ROUND TOOL MATERIALS ndash P-LINE
4000
3500
3000
2500
2000
15000 5 10 15 20 25
4500
30
Tran
sver
se ru
ptur
e st
reng
th [M
Pa]
Cobalt content []
Ultrafine gradesSubmicron grades
Fine medium gradesCoarse grades
Figure 10 illustration of a transverse rupture strength test
Figure 11 transverse rupture strength in relation to the grain size and the cobalt content
Mechanical strengthEvery material has defects such as inclusions and micro-cracks For brittle materials such as hardened steels or car-bide the mechanical strength is limited by the number and size of these defects In this context the mechanical strength depends on the volume as with a growing material volume the probability of a large defect rises Depending on the type of stress various types of strength are distinguished
Transverse rupture strengthTesting the transverse rupture strength is the easiest and most common procedure of analysing the mechanical strength of carbide According to the standardised ISO 3327 procedure a test material of a certain length is placed on a surface and put under stress in the middle until it breaks (see figure 10) The transverse rupture strength (TRS) is then the average value of several tests The maximum value is achieved with a cobalt content of around 14 weight- and grain sizes of around 02 ndash 05micromThe very low plastic deformation is normally not taken into account as it occurs only in the toughest carbides Transverse rupture strength decreases with increasing temperatureFurthermore the carbides show creep values when they are subjected to stress or to high temperatures for a long time The transverse rupture strength is decisively influenced by the number and size of defects in the structure or on the surface Fractures always occur at the weakest point of the structure which is also where the largest defect is A high number of defects therefore increases the probability that one of these defects causes a premature fracture on the point with the highest stress As the quality demands in the field of carbide manufacturing are high impurities or defects can be minimised and thus the risk of breakage reduced
Tensile strengthWhen testing the tensile strength of brittle materials it is dif-ficult to measure exact results A precise result depends on both the perfect preparation of the test materials as well as on the additional stress present on the mounting fixtures Applying the Weibull theory however the tensile strength can be deducted from the values of the transverse rupture strength
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE108
7000
6000
5000
4000
3000
20000 5 10 15 20 25
8000
9000
10000Co
mpr
essi
ve s
treng
th [N
mm
2 ]
Submicron gradesFine medium grades
Coarse grades
Cobalt content []
Extra-coarse grades
Figure 12 compressive strength in relation to the grain size and the cobalt content
Compressive strengthOne of the most remarkable properties of carbide is the extremely high compressive strength under uniaxial stress This valuable property is used in virtually all application fields (cutting edges with high compressive strength in all machin-ing processes pressing and drawing dies rolls anvils and dies for the production of synthetic diamonds etc) The ten-sion of this kind of stress doesnrsquot actually cause fracture due to pressure but due to tension a shear fracture A suitable procedure for determining compressive strength can be found in ISO 4506 To achieve precise values for carbide the test piecersquos geometry must be changed so that the effects of the edges and contact which occur in a simple cylindrical test piece are eliminated Elastic deformation is produced under initial load however before fracture a degree of plastic defor-mation results Figure 12 shows the compressive strength of various grain sizes in relation to the cobalt contentThe compressive strength increases when the metal binder content decreases and the grain size is reduced A small grain carbide grade with a low metal binder content typi-cally has a compressive strength of almost 7000 Nmm2 The compressive strength decreases when the tempera-ture increases The degree of plastic deformation increases notably with the temperature so that the results are variable when temperatures are high
Shear strengthThe implementation of pure shear tests is very difficult However numerous things speak for the fact that the shear strength is somewhat higher than the compressive strength
Fatigue strengthThe fatigue strength of carbide is above 2 million pulsating compressive loads at around 65 to 85 of the static compres-sive strength The compressive fatigue strength increases with a decreasing cobalt content and with decreasing grain size
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
109ROUND TOOL MATERIALS ndash P-LINE
650
600
550
500
450
4000 5 10 15 20 25
700
1300 22002000 4600
0
100
80
60
40
20
Mod
ulus
of e
last
icity
[kN
mm
2 ]
Cobalt content []
Hardness [HV30]
Property from to
Transverse rupture strength [MPa]Fracture toughness [MPa y middot m12]
Hardness
Fracture toughness
CTU08L ultrafine grade 42 Co
Transverse rupture strength
CTS20D submicron grade 100 CoCTF25E finemedium grain grade 125 Co
Figure 15 tension fields of three CERATIZIT grades 0 - lowest value of all grades 100 - highest value of all grades
Figure 14 properties of CERATIZIT round rods and preforms
Figure 13 modulus of elasticity of WC-Co carbides
Modulus of elasticity shear modulus Poissonrsquos ratioThe modulus of elasticity indicates the resistance of a mate-rial against elastic deformation and is higher the more rigid a material is In the case of carbide the modulus of elasticity is 2 to 3 times higher than in steel and increases linearly with decreasing metal binder content See fig 13 additives ofemspγ-phaseemspreduceemsptheemspmodulusemspofemspelasticityemspAnemspexactemspdeter-mination of the modulus of elasticity based on the tension-ex-pansion diagram is difficult Therefore for reliable results res-onance measurements of transverse and longitudinal waves are carried out according to ISO 3312 The shear module is determined in the same way with the help of torsional vibra-tion By determining the modulus of elasticity and the shear module the Poissonrsquos ratio can be calculated
Influence of the grain size and the cobalt content on the most important propertiesThe most important mechanical properties of the carbide such as hardness transverse rupture strength and fracture toughness are determined by the grain size of the tungsten carbide and cobalt content Figure 14 shows the properties of CERATIZIT round rods and preforms Sporadically it can be sustained that through smaller grain sizes higher hard-ness and transverse rupture strength can be achieved At the same time however fracture toughness decreases By increasing the cobalt content hardness is reduced while the transverse rupture strength and fracture toughness are raised Based on this fact a compromise between hardness and fracture toughness can be made Figure 15 shows three different CERATIZIT grades and their hardness fracture toughness and transverse rupture strength 0 is the lowest value and 100 the highest value of all CERATIZIT grades
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE110
65
60
55
50
45
400 5 10 15 20 25
7
75
8
100
80
60
40
20
00 100
120
200 300 400 500 600 700 800
Ther
mal
exp
ansi
on c
oeffi
cien
t [10
-6 deg
C]
20degCemspndashemsp800degC
Cobalt content []
20degCemspndashemsp40degC
Ther
mal
con
duct
ivity
[Wm
n deg
C]
Temperature [degC]
Submicron gradesFine medium grades
Coarse gradesLow y-phase content
High y-phase content
Figure 17 thermal conductivity in relation to the temperature of various micro-structures and grain sizes
Figure 16 thermal expansion in function of the cobalt content for two temperature intervals
Physical properties of carbide DensityThe density of carbide is determined according to ISO 3369 and varies strongly depending on the composition of the car-bide grade Grades with a very high WC content have the highest density Grades with a high titanium carbide content and a high binder content have the lowest density Typically it can however be assumed that the density is around 50 to 100 higher than that of steel
Thermal expansionAs tungsten carbide has a very low thermal expansion coef-ficient the values for carbide compared to steel are very low For carbide grades which contain titanium carbide the values are somewhat higher than for the pure WC-Co carbides Fig-ure 16 shows the thermal expansion in relation to the cobalt content
Thermal conductivityThe thermal conductivity is of great significance for carbide applications as it determines the temperature in the wear areas and has a large influence on the carbidersquos thermal fatigue resistance and resistance to thermal fluctuations The thermal conductivity of WC-Co carbide is around twice that of unalloyed steels It is only slightly influenced by the cobaltemspcontentemspandemsptheemspgrainemspsizeemspwhileemspγ-phasesemsp likeemsp tita-nium carbide or tantalum carbide have an impact Titanium carbide strongly reduces the thermal conductivity Therefore foremspmillingemspgradesemsptantalumemspcarbideemspisemspmostlyemspusedemspasemspγ-phaseemsp(see figure 17)
Specific thermal capacityThe specific thermal capacity is the quantity of heat which is necessaryemsptoemspheatemspupemsp1emspkgemspofemspaemspmaterialemspbyemsp1degCemspInemspapplica-tion technology it is equally important as thermal conductivity because during the machining processes the heat has to be taken away from the cutting edge Through a high thermal capacity the surrounding area is less hot as it can absorb more energy
Specific electric resistanceWC-Co carbides have a low specific resistance of around 20microΩemspcmemspandemspasemspsuchemspareemspgoodemspconductorsemspofemspelectricityemspCarbidesemspwithemspγ-phasesemsphaveemspaemsphigheremspspecificemspresistance
INFORMATION TECHNICAL INFORMATION ndash PHYSICAL PROPERTIES
111ROUND TOOL MATERIALS ndash P-LINE
B
BR
-HC
HS
H
Figure 18 hysteresis curve of a ferromagnetic material
Magnetic saturation amp coercive field strengthCarbides with cobalt as a metal binder are ferromagnetic If a ferromagnetic material is exposed to a magnetic field strength H the magnetic flux density B in this material increases (fig-ure 18 blue line) The flux density decreases when the field strength rises until maximum saturation is achieved This maximum flux density is defined as magnetic saturation (4πσ)emspWhenemsptheemspexternalemspfieldemspstrengthemspisemspremovedemsptheemspfluxemspdensity in the material is reduced along the upper green line to a certain residual magnetism (BR) the so called lsquorema-nencersquo The higher the remanence is the better a material can be magnetised and the remanence can only be elimi-nated when the material is subjected to an inverse field The inverse field strength HC which is necessary to reduce the magnetic flux density to zero or to lsquode-magnetisersquo the mate-rial is defined as coercive field strength
The finer the magnetic field lines of the metal binder phase in the carbide the higher the coercive field strength This means that the coercive field strength provides information about the state of the metal binder phase The metal binder phase becomes finer with smaller tungsten carbide grains and lower binder content As described in the section on lsquoMechanical properties of carbidersquo the smaller the grains and the lower the metal binder content the higher the hardness of the structure In this way an accordant correlation between coercive field strength and hardness can be seen In practi-cal applications this represents a non-destructive measuring method for the hardnessThe magnetic saturation of carbide also depends on the con-tent and the state of the cobalt binder When one of these parameters is known information can be given about the other parameters In this context the carbon content of the carbide has a decisive influence on the magnetic state of the cobalt The magnetic saturation provides information about the carburisation of the carbide This measuring method rep-resents an important tool for checking the production quality
PermeabilityMagnetic permeability means the penetrability of materials for magnetic fields Although carbide is ferromagnetic the magnetic permeability values are low They increase equally along with the magnetic saturation and with the cobalt con-tent and amount to around 5 Hm with 20 vol Compared to this vacuum has a magnetic permeability of 1 Hm and iron between 300 and 10000 Hm
INFORMATION TECHNICAL INFORMATION ndash PHYSICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE112
Acetone
Chemical compounds Resistance
EthanolSodium hydroxide
All acidsTap waterPetroleum
high resistancehigh resistancehigh resistancelow resistancehigh resistancehigh resistance
Figure 19 some chemical compounds and the corresponding resistance of carbide
Corrosion resistanceAccording to DIN EN ISO 8044 corrosion is a reaction of a metal material with its environment which causes a measur-able modification of the material and may lead to a reduced performance of the metal element or the entire system In most cases the reaction is electrochemical in nature or in some cases chemical or metallurgical in nature In carbides corrosion causes a reduction of the surface of the binder phase thus on the surface there remains only a carbide lsquoskeletonrsquo The bond between carbide grains next to each other is very weak so the rate of destruction increases cor-respondingly When the metal binder content is low the car-bide lsquoskeletonrsquo is more pronounced Consequently this type of carbide grade shows higher wear resistance and corrosion resistance than carbides with a higher metal binder content In practical applications however this is not sufficient to sig-nificantly increase the service life Due to their limited corro-sion resistance pure WC-Co carbides are often not suitable for application fields with difficult corrosion conditions Typi-cally it can be assumed that WC-Co carbides down to pH 7 are corrosion-resistant
INFORMATION TECHNICAL INFORMATION ndash CORROSION RESISTANCE
113ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE114
We
rese
rve
the
right
to m
ake
tech
nica
l cha
nges
for i
mpr
ovem
ent o
f the
pro
duct
M
A-PR
O-0
147-
EN-0
220
7003
581
Worldwide CERATIZIT Austria GmbHAT-6600 Reutte T +43 5672 200-0 E infoaustriaceratizitcom
Brazil CERATIZIT Ameacuterica Latina Ltda BR-13069-310 Campinas Satildeo Paulo T +55 11 4133 2300 E infoamericalatinaceratizitcom China CB-CERATIZIT Xiamen Co Ltd 69 Xingxi Road Xinglin Jimei CN-361022 Xiamen (Jimei) China T +86 592 666 1000
Great BritainCERATIZIT UK amp Ireland LtdUK-Sheffield S9 1XUToll Free 0800 048 4877 4878T +44 1925 261 161E infoukceratizitcom
India CERATIZIT India Pvt Ltd IN-Bengaluru 560099 T +91 80 4043 1262 E ctindiainfoceratizitcom
Italy CERATIZIT Como SpA IT-22040 Alserio (CO) T +39 031 6349 211 E infocomoceratizitcom
Japan CERATIZIT Japan CoLtd JP-421ndash0115 Shizuoka T +81-54-268-1060 E infojapanceratizit-jcojp
Spain Portugal CERATIZIT Ibeacuterica Herramientas de Precisioacuten SL ES-28660 Madrid T +34 91 351 0609 E infoibericaceratizitcom
Headquarters
CERATIZIT SALU-8232 MamerT +352 31 20 85-1E infoceratizitcom
wwwceratizitcom
5ROUND TOOL MATERIALS ndash P-LINE
RODS WITH STRAIGHT COOLANT HOLES 60As sintered With central coolant hole 61 With two coolant holes 63Ground With central coolant hole 66 With two coolant holes 67
BLANKS FOR GUN DRILLS 68Rods Rods with kidney-shaped coolant hole 69emsp Profiledemsprodsemspwithemspkidney-shapedemspcoolantemspholeemsp120deg 71emsp Profiledemsprodsemspwithemsptwoemspcoolantemspholesemsp115degemspandemsp120deg 73Tipsemsp Profiledemsptipsemspwithemsptwoemspcoolantemspholesemsp115deg 75
FLAT AND SQUARE STRIPS BRAZING TIPS 76Flat strips 77Square strips 78Brazing tips to DIN 8011 79
SPECIAL PRODUCTS 82Available types 83
PREFORMS 84Available types 85Grades composition and properties 87Specifications 88
INFORMATION 90Product information Labelling 91 Pitch classification 92Specifications Specification features 93 Solid carbide rods 94 End mill blanks 95 Drill blanks 96 Rods with helical coolant holes 98 Rods with straight coolant holes 100 Flat and square strips 102Technical information Mechanical properties 103 Physical properties 110 Corrosion resistance 112
CONTENTS
ROUND TOOL MATERIALS ndash P-LINE6
Facts amp figures
1 headquarters Mamer Luxembourg
30 production sites
gt 50 sales subsidiaries
gt 8000 employees
gt 100000 different products
gt 1000 patents and utility models
gt 200 employees in RampD
gt 10 innovation awards
30 of products developed in the last 5 years
The CERATIZIT Group is the global market leader in several wear part application areas and successfully develops new types of carbide cermet and ceramic grades which are used for instance in the wood metal and stone working industries
The CERATIZIT Group
For over 95 years CERATIZIT has been a pioneer in devel-oping exceptional hard material solutions for machining and wear protection The privately owned company based in Mamer Luxem-bourg develops and manufactures highly specialised cutting tools indexable inserts and rods made of hard materials as well as wear parts
INTRODUCTION CERATIZIT GROUP
7ROUND TOOL MATERIALS ndash P-LINE
The CERATIZIT centre of excellence for cutting tool products rods and preforms can be found at the BreitenwangReutte site in Austria CERATIZIT Austria GmbH is certified to ISO 9001 and currently has around 850 employees making it the second-largest site of the CERATIZIT Group
From powder preparation to producing rods and preforms and recycling carbide - all production processes are located in Reutte The CERATIZIT Group continues to focus strongly on this successful production site and in 2013 2017 and 2018 extended the production surface by 4000 msup2 1900 msup2 and 4500 msup2 respectively
CERATIZIT worldwide
Production site
ReutteAustria site
INTRODUCTION PRODUCTION SITE
ROUND TOOL MATERIALS ndash P-LINE8
Highly developed logistics processes guarantee quick and reliable delivery
9ROUND TOOL MATERIALS ndash P-LINE
Live product availability check
Detailed up-to-date technical information and graphic illustrations
Fast delivery orders up to 630 pm will leave our warehouse in Kempten Germany on the same day
Reliable delivery we work only with the best and most reliable service providers in the sector
e-techstorecomAvailable 247 for you
A majority of our standard products are available from stock A well-organised warehouse means that we can respond quickly and reliably to your order even for bulk quantities Thanks to our advanced supply chain management our pro-duction capacity is flexible and able to produce a maximum
of quantities even in a short time frame You can order stock products online around the clock at our E-Techstore
Your benefits
Supreme availability
INTRODUCTION SUPREME AVAILABILITY
ROUND TOOL MATERIALS ndash P-LINE10
Powder preparation and mixing
Forming pressing Sintering
Grinding Dispatch Recycling
Cemented carbide is a powder metallurgical composite con-sisting of one or more hard material phases (eg tungsten carbide) and a binding material (eg cobalt) It is an extremely hard material characterised by high wear resistance and thermal stability It is used in various fields that require tools or components to be particularly wear-resistant
We manage the entire process chain
Cemented carbide
INTRODUCTION CEMENTED CARBIDE
11ROUND TOOL MATERIALS ndash P-LINE
Cemented carbide ndash a composite material with valuable propertiesCemented carbides are composite materials consisting of a hard material and a comparatively soft binder metal like cobalt (Co) The performance characteristics of cemented carbide are determined by hardness transverse rupture strength and fracture toughness With regard to their appli-cation important parameters for the optimisation of these characteristics are the cobalt content and the grain size of the metal binder phase The tungsten carbide grains have an averageemspsizeemspofemsplessemspthanemsp02μmemspupemsptoemspseveralemspmicrometresemsp(μm)emspTheemspcobaltemspfillsemsptheemspgapsemspbetweenemsptheemspcarbideemspgrainsemsp
When extremely high toughness is required the cobalt con-tent can amount to as much as 30 whereas for maximum wear resistance the cobalt content is reduced and the grain sizeemspdecreasedemsptoemsptheemspnanocrystallineemsprangeemspofemspltemsp02μmCERATIZIT produces far more than 100 different cemented carbide grades particularly for wear parts and cutting tools thus offering a customised solution for every application
INTRODUCTION CEMENTED CARBIDE
ROUND TOOL MATERIALS ndash P-LINE12
Tungsten carbide production
Powder preparation
Carbide production at CERATIZIT started in 1929 Last but not least thanks to long-standing experience CERATIZIT handles the entire process chain from the raw material to the dispatch-ing of the finished products to customers The production process of powder-metallurgical products basically includes the four steps of powder preparation shaping sintering and finishing
The APT (ammonium para-tungstate) is calcined into tungsten oxide under high temperature Subsequently the oxide is reduced to tungsten metal in a hydrogen atmosphere The metal powder is then mixed with carbon and carburised under inert atmosphere at high temperatures The production param-eters are decisive for the WC grain size in the sintered carbide
The tungsten carbide is intensely mixed with the binder metal cobalt nickel or iron various grain growth inhibitors and special alloys as well as materials which promote compaction by wet grinding so that a homogeneous suspension is created Afterwards the suspension is dried in a spray tower to pro-duce a granulate with good flow characteristics This granulate represents the basis for all forming processes
Carbide production
Tungsten
Blue tungsten oxide
Yellow tungsten oxide
Tungsten carbide
APT (ammonium para-tungstate)
INTRODUCTION CEMENTED CARBIDE
13ROUND TOOL MATERIALS ndash P-LINE
The objective of the forming process is to obtain a near net shape sample Pressing is normally carried out at room tem-perature with pressures reaching up to several tons per square centimetre There are several ways of pressing blanks
During isostatic cold pressing the powder is filled into an elastic flexible hose and pressed into a compacted form through high liquid pressure The powder blocks which are produced in this way can then be processed mechanically All common machining methods like milling cutting drilling or turning may be used
In uniaxial pressing the pressing tool con-sists of a die and an upper and a lower punch The carbide powder is filled into the die and then compacted to create the near net shape geometry of the green compact which is ejected from the pressing die
Extrusion pressing is mainly used to pro-duce rectangular bars or cylindrical rods with or without axial hole(s) A plastifier is added to the powder The resulting paste is pressed through an extrusion nozzle Before sintering the plastifier must be evaporated in special drying furnaces
Metal Injection Moulding (MIM) is a process used to produce more complex forms which cannot be produced by direct pressing The paste preparation is similar to the extrusion process
Pressing ndash shaping ndash machining
INTRODUCTION CEMENTED CARBIDE
ROUND TOOL MATERIALS ndash P-LINE14
Sintering
The sintering process converts the blank into a homogeneous and dense cemented carbide with a high level of hardness The material is sintered at temperatures betweenemsp1300emspandemsp1500degCemsp(liquidemspphaseemspsintering) and sometimes also at high pres-sure (up to 100 bar) The volume is reduced by up to 50 during this process
INTRODUCTION CEMENTED CARBIDE
15ROUND TOOL MATERIALS ndash P-LINE
Finishing ndash grinding
In order to achieve the final requirements of surface finish tolerances etc carbide parts can undergo a series of finishing pro-cesses such as grinding spark erosion and coating
The most important grinding procedures for carbide rods are centreless grinding and cylindrical grinding When producing tool blanks minimum diameter tolerances and optimal surface quality represent an excel-lent quality characteristic
INTRODUCTION CEMENTED CARBIDE
ROUND TOOL MATERIALS ndash P-LINE16
KIC (Shetty)
[m ] [gcm3] [HV30] [HRA] [MPa] [psi] [MPam12]
CTU08L K10 C-2 42 1505 2200 952 3700 536600 84
TSF22 K10 ndash K20 C-2 82 1455 1930 937 4400 638800 92
TSF44 K10 ndash K20 C-2 120 1410 1730 927 4600 667000 98
KIC (Shetty)
[m ] [gcm3] [HV30] [HRA] [MPa] [psi] [MPam12]
CTS12D K05 ndash K10 C-3 60 1480 1820 931 3600 522100 93
CTS15D K10 ndash K30 C-3 75 1470 1750 928 3700 536000 95
CTS18D K20 ndash K40 C-2 90 1455 1590 919 3650 529400 107
CTS20D K20 ndash K40 C-2 100 1438 1600 919 4000 580100 104
CTS24Z K20 ndash K40 C-2 120 1410 1570 917 4000 580100 113
CTS30D K30 ndash K40 C-2 150 1384 1400 904 4300 623700 132
KIC (Shetty)
[m ] [gcm3] [HV30] [HRA] [MPa] [psi] [MPam12]
CTF12E K15 C-2 60 1495 1620 921 3000 435100 99
CTF25E K30 ndash K40 C-2 125 1415 1300 895 3500 507600 150
Ultrafine grades
Grade ISO code US codeBinder Density Hardness
Transverse rupture strength
Submicron grades
Grade ISO code US codeBinder Density Hardness
Transverse rupture strength
Fine grades
Grade ISO code US codeBinder Density Hardness
Transverse rupture strength
Grades composition and properties
INTRODUCTION GRADES COMPOSITION AND PROPERTIES
17ROUND TOOL MATERIALS ndash P-LINE
KIC (Shetty)
[m ] [gcm3] [HV30] [HRA] [MPa] [psi] [MPam12]
CTF28T K05 ndash K10 C-2 141 640 1580 918 2000 290100 85
lt 02 N02 ndash lt 05 U05 ndash lt 08 S08 ndash lt 13 F13 ndash lt 25 M25 ndash lt 60 C
gt 60 E
Cermet grade
Grade ISO code US codeBinder Density Hardness
Transverse rupture strength
Carbide grades for biocompatible tools
The biocompatibility requirement for medical products increases patient safety For tools that come into short-term direct contact with body tissue cell tolerance must be guaranteed
Testing for in-vitro cytotoxicity in accordance with DIN EN ISO 10993-5 was carried out by the accredited testing labo-ratory Creamedix GmbH The following carbide grades were successfully tested for their cell tolerance
Certified biological testing of the in-vitro cytotoxicity in accordance with
DIN EN ISO 10993-5 by
Creamedix GmbH
Accreditation number D-PL-19876-01
TSF22 TSF44 CTS12D
CTS15D CTS18D
CTS20D CTS24Z
in accordance with ISO 10993-5 for the medical and dental industry
BIOLAB
CommentThe data in this table are typical material parameters We reserve the right to modify the data due to technical progress or due to further development within our company
Grain size classification
ClassificationCERATIZIT
code
nanoultrafine
submicronfine
mediumcoarse
extra-coarse
) The classification of carbides according to grain size corresponds to the recommendations of the Powder Metallurgy AssociationThe standard ISO codes for carbides which were developed for fine to medium grain sizes no longer correspond to todayrsquos state of the art In order to choose the correct grades only the application data are relevantKIC The measured critical tension intensity factors (KIC) depend to a high degree on the sample geometry and sample preparation A direct comparison with parameters which have been determined by means of a different method is therefore not admissible
Average grain size [microm]
INTRODUCTION GRADES COMPOSITION AND PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE18
CTU08Lemspcarbideemspgradeemspwithemspaemsptypicalemspgrainemspsizeemspofemsp02emspμmemspforemsptheemspma-chining of materials with a hardness gt 65 HRC Thanks to the high wear resistance also excellent suitability for abrasive fibre composite materials
TSF22 ultrafine carbide grade for HSC machining of tempered steels with a hardness of gt 60 HRC and abrasive aluminium alloys
TSF44 ultrafine carbide grade for HSC machining of tempered steels up to 60 HRC suitable for micro-tools and finishing tools and for a variety of materials
Ultrafine grades
CTS12D for machining aluminium alloys fibre-reinforced plastics (carbon-fibre and glass-fibre reinforced) composite materials graphite particular-ly suitable for diamond coating
CTS15D for machining grey cast iron tempered cast iron non-alloyed steel non-ferrous metals and plastics
CTS18D for high-performance machining of steel stainless steel and the machining of difficult materials
CTS20D for universal machining of alloyed and non-alloyed steels Suit-able for a variety of cutting operations on different materials thanks to its balanced properties Improved toughness ensures a low risk of cutting edge breakage
CTS24Z the special high-performance grade for the roughing of titanium and heat-resistant alloys Even higher fracture toughness than CTS18D and CTS20D with approximately the same hardness
CTS30D with extremely high fracture toughness for particularly unstable and difficult applications A good choice when switching from HSS to carbide
Submicron grades
Picture example
Picture example
INTRODUCTION GRADES COMPOSITION AND PROPERTIES
19ROUND TOOL MATERIALS ndash P-LINE
CTF12E for gun drills with an adapted relation between hardness and toughness Suitable also for diamond-coated solid carbide tools
CTF25E for the production of PCD tools and tool shanks The increased cobalt content and the coarser grain improve brazability while increasing fracture toughness
Fine grain grades
CTF28T particularly for the finish machining of steel Thanks to high oxidation resistance and low tendency to stick it is particularly suitable for the production of uncoated reamers
Cermet
Picture example
Picture example
INTRODUCTION GRADES COMPOSITION AND PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE20
1 =
2 =
3 =
4 =
Number of coolant holes
Designation system
RR
RGM
W
D
Y
Sintered rods
with chamfer
with Weldon shank
Ground rods metric
DualBlank
with radial coolant exit holes
GD
SR
FR
00
RGI
RK
VK
30
V2
40
V2P
G
R
C
B
C
Helix angle coolant hole rods as sintered
coolant hole rods groundofcoolant hole rods
Blanks for gun drills
Flat strips
Square strips
round rods with kidney-shaped coolant holes
profiled rods with kidney-shaped coolant holes
profiled rods with two coolant holes
profiled tips with two coolant holes
drill blanks
Ground rods inch
with chamfer
INTRODUCTION DESIGNATION SYSTEM
21ROUND TOOL MATERIALS ndash P-LINE
S
SL
d1
D
H
D
[1100 mm]
[1100 mm]
10004813 544-104 CTS20D h5
ThicknessDiameter of the coolant holes Rod length
Pitch circle of the coolant holes
Height
Nominal pitch of the
coolant holes
Grade
Outside diameter
Diameter tolerance
INTRODUCTION DESIGNATION SYSTEM
ROUND TOOL MATERIALS ndash P-LINE22
CTU0
8L
TSF2
2
TSF4
4
CTS1
2D
CTS1
5D
CTS1
8D
CTS2
0D
CTS2
4Z
CTF1
2E
CTF2
8T
RR
RGM
RGI
RGMC
RGMCW
RGMCD
RGMCY
RGIC
GB2
G2
R2
R3
R4
G2
G3
00R1
00R2
00G1
00G2
GDRK
GDVK
GDV2
GDV2P
DIN 8011
Ultra-fine grades Submicron grades
Fine
gr
ades
Cerm
et
star
ting
page
Solid carbide rods as sintered 25
Solid carbide rods ground metric 29
Solid carbide rods inch 32
End mill blanks metric 35
End mill blanks with Weldon shank metric 39
DualBlank end mill blanks metric 40
End mill blanks with through-coolant metric 41
End mill blanks inch 43
Drill blanks with through-coolant 45
Drill blanks for micro-drills with through-coolant 47
Rods as sintered with two helical coolant holes 49
Rods as sintered with three helical coolant holes 55
Rods as sintered with four helical coolant holes 56
Rods ground with two helical coolant holes 57
Rods ground with three helical coolant holes 59
Rods as sintered with central coolant hole 61
Rods as sintered with two straight coolant holes 63
Rods ground with central coolant hole 66
Rods ground with two straight coolant holes 67
Rods for gun drills with kidney-shaped coolant holes 69
Profiled rods for gun drills with kidney-shaped coolant holes 71
Profiled rods for gun drills with two coolant holes 73
Profiled tips for gun drills with two coolant holes 75
Flat and square strips FR and SR 77
Brazing tips to DIN 8011 79
The product map below provides you with a quick overview of the grades and rods which are available in stockOther products are available upon request
Stock programme at a glance
INTRODUCTION STOCK PROGRAMME AT A GLANCE
23ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE24
A comprehensive standard range of sintered and ground solid carbide rods in various dimensions is available from stock Furthermore you can choose from carbide grades with the most varied characteristics for every application area from ultrafine grades for the machining of superhard materials by way of submi-cron grades for universal application to our cermet grade for the finish machining of ferrous materials Of course we can also produce carbide rods in other dimensions and grades to order ndash simply get in touch with your contact person at CERATIZIT Detailed technical data for our solid carbide rods can be found in the lsquoInforma-tionrsquo section
Solid carbide rods
25ROUND TOOL MATERIALS ndash P-LINE
As sintered
D L
Ultrafine grades
D L Type description
Dia tol[mm] [mm] [mm] CTU08L TSF22 TSF44
325 330 RR 0325-330 -0+020
420 330 RR 0420-330 -0+020
520 330 RR 0520-330 -0+025
620 330 RR 0620-330 -0+025
820 330 RR 0820-330 -0+030
1020 330 RR 1020-330 -0+030
1220 330 RR 1220-330 -0+030
1420 330 RR 1420-330 -0+030
1620 330 RR 1620-330 -0+045
1820 330 RR 1820-330 -0+045
2020 330 RR 2020-330 -0+045
2520 330 RR 2520-330 -0+065
3220 330 RR 3220-330 -0+065
As sintered
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
115 330 RR 0115-330 -0+015
165 330 RR 0165-330 -0+015
180 330 RR 0180-330 -0+015
220 330 RR 0220-330 -0+020
270 330 RR 0270-330 -0+020
325 330 RR 0325-330 -0+020
370 330 RR 0370-330 -0+020
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE26
As sintered
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
420 330 RR 0420-330 -0+020
470 330 RR 0470-330 -0+020
520 330 RR 0520-330 -0+025
570 330 RR 0570-330 -0+025
620 330 RR 0620-330 -0+025
655 330 RR 0655-330 -0+025
670 330 RR 0670-330 -0+025
720 330 RR 0720-330 -0+030
770 330 RR 0770-330 -0+030
820 330 RR 0820-330 -0+030
870 330 RR 0870-330 -0+030
920 330 RR 0920-330 -0+030
970 330 RR 0970-330 -0+030
1020 330 RR 1020-330 -0+030
1070 330 RR 1070-330 -0+030
1120 330 RR 1120-330 -0+030
1170 330 RR 1170-330 -0+030
1220 330 RR 1220-330 -0+030
1270 330 RR 1270-330 -0+030
1300 330 RR 1300-330 -0+030
1320 330 RR 1320-330 -0+030
1420 330 RR 1420-330 -0+030
1470 330 RR 1470-330 -0+030
1520 330 RR 1520-330 -0+030
1620 330 RR 1620-330 -0+045
1720 330 RR 1720-330 -0+045
1820 330 RR 1820-330 -0+045
1920 330 RR 1920-330 -0+045
2020 330 RR 2020-330 -0+045
2120 330 RR 2120-330 -0+055
2220 330 RR 2220-330 -0+055
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS AS SINTERED
27ROUND TOOL MATERIALS ndash P-LINE
As sintered
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
2320 330 RR 2320-330 -0+055
2420 330 RR 2420-330 -0+055
2520 330 RR 2520-330 -0+065
2580 330 RR 2580-330 -0+065
2620 330 RR 2620-330 -0+065
2820 330 RR 2820-330 -0+065
3020 330 RR 3020-330 -0+065
3220 330 RR 3220-330 -0+065
3420 330 RR 3420-330 -0+065
3620 330 RR 3620-330 -0+065
3820 330 RR 3820-330 -0+070
4020 330 RR 4020-330 -0+070
4220 330 RR 4220-330 -0+070
4620 330 RR 4620-330 -0+070
As sintered
D L
Fine grades
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
325 330 RR 0325-330 -0+020
620 330 RR 0420-330 -0+020
520 330 RR 0520-330 -0+025
620 330 RR 0620-330 -0+025
820 330 RR 0820-330 -0+030
1020 330 RR 1020-330 -0+030
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE28
As sintered
D L
Fine grades
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
1220 330 RR 1220-330 -0+030
1420 330 RR 1420-330 -0+030
1620 330 RR 1620-330 -0+045
1820 330 RR 1820-330 -0+045
As sintered
D L
Cermet
D L Type description
Dia tol[mm] [mm] [mm] CTF28T
340 330 RR 0340-330 -0+020
440 330 RR 0440-330 -0+020
640 330 RR 0640-330 -0+025
840 330 RR 0840-330 -0+030
1040 330 RR 1040-330 -0+030
1240 330 RR 1240-330 -0+030
1440 300 RR 1440-330 -0+030
1640 330 RR 1640-330 -0+045
2040 330 RR 2040-330 -0+045
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS AS SINTERED
29ROUND TOOL MATERIALS ndash P-LINE
Ground metric
D L
Ultrafine grades
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 TSF22 TSF44
200 330 RGM 0200-330 +0-0004 h5
300 330 RGM 0300-330 +0-0004 h5
400 330 RGM 0400-330 +0-0005 h5
500 330 RGM 0500-330 +0-0005 h5
600 330 RGM 0600-330 +0-0005 h5
800 330 RGM 0800-330 +0-0006 h5
1000 330 RGM 1000-330 +0-0006 h5
1200 330 RGM 1200-330 +0-0008 h5
1400 330 RGM 1400-330 +0-0008 h5
1600 330 RGM 1600-330 +0-0008 h5
2000 330 RGM 2000-330 +0-0009 h5
2500 330 RGM 2500-330 +0-0009 h5
Ground metric
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
100 330 RGM 0100-330 +0-0006 h6
150 330 RGM 0150-330 +0-0006 h6
200 330 RGM 0200-330 +0-0006 h6
250 330 RGM 0250-330 +0-0006 h6
300 330 RGM 0300-330 +0-0006 h6
350 330 RGM 0350-330 +0-0008 h6
400 330 RGM 0400-330 +0-0008 h6
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS GROUND METRIC
ROUND TOOL MATERIALS ndash P-LINE30
Ground metric
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
450 330 RGM 0450-330 +0-0008 h6
500 330 RGM 0500-330 +0-0008 h6
550 330 RGM 0550-330 +0-0008 h6
600 330 RGM 0600-330 +0-0008 h6
650 330 RGM 0650-330 +0-0009 h6
700 330 RGM 0700-330 +0-0009 h6
750 330 RGM 0750-330 +0-0009 h6
800 330 RGM 0800-330 +0-0009 h6
850 330 RGM 0850-330 +0-0009 h6
900 330 RGM 0900-330 +0-0009 h6
950 330 RGM 0950-330 +0-0009 h6
1000 330 RGM 1000-330 +0-0009 h6
1100 330 RGM 1100-330 +0-0011 h6
1200 330 RGM 1200-330 +0-0011 h6
1300 330 RGM 1300-330 +0-0011 h6
1400 330 RGM 1400-330 +0-0011 h6
1500 330 RGM 1500-330 +0-0011 h6
1600 330 RGM 1600-330 +0-0011 h6
1800 330 RGM 1800-330 +0-0011 h6
1900 330 RGM 1900-330 +0-0013 h6
2000 330 RGM 2000-330 +0-0013 h6
2200 330 RGM 2200-330 +0-0013 h6
2400 330 RGM 2400-330 +0-0013 h6
2500 330 RGM 2500-330 +0-0013 h6
2800 330 RGM 2800-330 +0-0013 h6
3000 330 RGM 3000-330 +0-0013 h6
3200 330 RGM 3200-330 +0-0016 h6
3800 330 RGM 3800-330 +0-0016 h6
4000 330 RGM 4000-330 +0-0016 h6
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS GROUND METRIC
31ROUND TOOL MATERIALS ndash P-LINE
Ground metric
D L
Fine grades
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 CTF12E
300 330 RGM 0300-330 +0-0004 h6
400 330 RGM 0400-330 +0-0008 h6
600 330 RGM 0600-330 +0-0008 h6
800 330 RGM 0800-330 +0-0009 h6
1000 330 RGM 1000-330 +0-0009 h6
1200 330 RGM 1200-330 +0-0011 h6
1400 330 RGM 1400-330 +0-0011 h6
1600 330 RGM 1600-330 +0-0011 h6
Ground metric
D L
Cermet
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 CTF28T
300 330 RGM 0300-330 +0-0004 h6
400 330 RGM 0400-330 +0-0008 h6
600 330 RGM 0600-330 +0-0008 h6
800 330 RGM 0800-330 +0-0009 h6
1000 330 RGM 1000-330 +0-0009 h6
1200 330 RGM 1200-330 +0-0011 h6
1400 330 RGM 1400-330 +0-0011 h6
1600 330 RGM 1600-330 +0-0011 h6
2000 330 RGM 2000-330 +0-0013 h6
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS GROUND METRIC
ROUND TOOL MATERIALS ndash P-LINE32
Ground inch
D L
Submicron grades
D L Type description
Dia tol[inch] [inch] [mm] ISO 286 CTS20D
18 13000 RGI 18-13 +0-0008 h6
316 13000 RGI 316-13 +0-0008 h6
14 13000 RGI 14-13 +0-0009 h6
516 13000 RGI 516-13 +0-0009 h6
38 13000 RGI 38-13 +0-0009 h6
716 13000 RGI 716-13 +0-0011 h6
12 13000 RGI 12-13 +0-0011 h6
58 13000 RGI 58-13 +0-0011 h6
34 13000 RGI 34-13 +0-0013 h6
1 13000 RGI 1-13 +0-0013 h6
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS GROUND INCH
33ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE34
In addition to DIN dimensions we can also supply our high-precision end mill blanks in extra-long sizes End mill blanks in the most popular inch dimensions have now been added to the range Whether in standard execution with Wel-don shanks internal cooling or as a DualBlank you can be sure of finding the product you need Our end mill blanks are now also available in the new high-performance grade CTS24Z for the machining of difficult materials like titanium or Inconel Having virtually the same hardness CTS24Z is even tougher than our proven CTS18D and CTS20D grades This extreme toughness offers maximum protection against breakage and ensures consistent performance of your toolsOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our end mill blanks can be found in the lsquoInformationrsquo section
End mill blanks
35ROUND TOOL MATERIALS ndash P-LINE
Metric
D
L
c
45deg
Ultrafine grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTU08L TSF22 TSF44
300 39 RGMC 0300-039 +0-0004 h5 030 x
300 40 RGMC 0300-040 +0-0004 h5 030
300 50 RGMC 0300-050 +0-0004 h5 030
300 60 RGMC 0300-060 +0-0004 h5 030
400 51 RGMC 0400-051 +0-0004 h5 040 x
400 60 RGMC 0400-060 +0-0005 h5 040
400 75 RGMC 0400-075 +0-0005 h5 040
500 51 RGMC 0500-051 +0-0005 h5 040 x
600 51 RGMC 0600-051 +0-0005 h5 040 x
600 58 RGMC 0600-058 +0-0005 h5 040 x
600 60 RGMC 0600-060 +0-0005 h5 040
600 65 RGMC 0600-065 +0-0005 h5 040
600 70 RGMC 0600-070 +0-0005 h5 040
600 75 RGMC 0600-075 +0-0005 h5 040
600 80 RGMC 0600-080 +0-0005 h5 040
600 100 RGMC 0600-100 +0-0005 h5 040
800 64 RGMC 0800-064 +0-0006 h5 060 x
800 70 RGMC 0800-070 +0-0006 h5 060
800 75 RGMC 0800-075 +0-0006 h5 060
800 100 RGMC 0800-100 +0-0006 h5 060
800 120 RGMC 0800-120 +0-0006 h5 060
1000 67 RGMC 1000-067 +0-0006 h5 080 x
1000 73 RGMC 1000-073 +0-0006 h5 080 x
1000 75 RGMC 1000-075 +0-0006 h5 080
1000 80 RGMC 1000-080 +0-0006 h5 080
1000 100 RGMC 1000-100 +0-0006 h5 080
1000 120 RGMC 1000-120 +0-0006 h5 080
1200 84 RGMC 1200-084 +0-0008 h5 080 x
1200 100 RGMC 1200-100 +0-0008 h5 080
1200 120 RGMC 1200-120 +0-0008 h5 080
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC
ROUND TOOL MATERIALS ndash P-LINE36
Metric
D
L
c
45deg
Ultrafine grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTU08L TSF22 TSF44
1600 93 RGMC 1600-093 +0-0008 h5 080 x
1600 110 RGMC 1600-110 +0-0008 h5 080
1600 120 RGMC 1600-120 +0-0008 h5 080
1600 130 RGMC 1600-130 +0-0008 h5 080
1600 150 RGMC 1600-150 +0-0008 h5 080
2000 105 RGMC 2000-105 +0-0009 h5 100 x
2000 125 RGMC 2000-125 +0-0009 h5 100
2000 150 RGMC 2000-150 +0-0009 h5 100
2500 125 RGMC 2500-125 +0-0009 h5 100
2500 150 RGMC 2500-150 +0-0009 h5 100
Metric
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTS18D CTS20D CTS24Z
300 39 RGMC 0300-039 +0-0006 h6 030 x
300 40 RGMC 0300-040 +0-0004 h5 030
300 50 RGMC 0300-050 +0-0004 h5 030
300 60 RGMC 0300-060 +0-0004 h5 030
400 51 RGMC 0400-051 +0-0008 h6 040 x
400 60 RGMC 0400-060 +0-0005 h5 040
400 75 RGMC 0400-075 +0-0005 h5 040
500 51 RGMC 0500-051 +0-0008 h6 040 x
600 51 RGMC 0600-051 +0-0008 h6 040 x
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC
37ROUND TOOL MATERIALS ndash P-LINE
Metric
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTS18D CTS20D CTS24Z
600 55 RGMC 0600-055 +0-0008 h6 040 x
600 58 RGMC 0600-058 +0-0005 h5 040 x
600 60 RGMC 0600-060 +0-0005 h5 040
600 65 RGMC 0600-065 +0-0005 h5 040
600 70 RGMC 0600-070 +0-0005 h5 040
600 75 RGMC 0600-075 +0-0005 h5 040
600 80 RGMC 0600-080 +0-0005 h5 040
600 100 RGMC 0600-100 +0-0005 h5 040
800 59 RGMC 0800-059 +0-0009 h6 060 x
800 64 RGMC 0800-064 +0-0009 h6 060 x
800 70 RGMC 0800-070 +0-0006 h5 060
800 75 RGMC 0800-075 +0-0006 h5 060
800 80 RGMC 0800-080 +0-0006 h5 060
800 100 RGMC 0800-100 +0-0006 h5 060
800 120 RGMC 0800-120 +0-0006 h5 060
1000 67 RGMC 1000-067 +0-0009 h6 080 x
1000 73 RGMC 1000-073 +0-0009 h6 080 x
1000 75 RGMC 1000-075 +0-0006 h5 080
1000 80 RGMC 1000-080 +0-0006 h5 080
1000 90 RGMC 1000-090 +0-0006 h5 080
1000 100 RGMC 1000-100 +0-0006 h5 080
1000 120 RGMC 1000-120 +0-0006 h5 080
1200 74 RGMC 1200-074 +0-0011 h6 080 x
1200 84 RGMC 1200-084 +0-0011 h6 080 x
1200 100 RGMC 1200-100 +0-0008 h5 080
1200 120 RGMC 1200-120 +0-0008 h5 080
1400 76 RGMC 1400-076 +0-0011 h6 080 x
1400 84 RGMC 1400-084 +0-0011 h6 080 x
1600 83 RGMC 1600-083 +0-0011 h6 080 x
1600 93 RGMC 1600-093 +0-0011 h6 080 x
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC
ROUND TOOL MATERIALS ndash P-LINE38
Metric
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTS18D CTS20D CTS24Z
1600 110 RGMC 1600-110 +0-0008 h5 080
1600 120 RGMC 1600-120 +0-0008 h5 080
1600 130 RGMC 1600-130 +0-0008 h5 080
1600 150 RGMC 1600-150 +0-0008 h5 080
1800 93 RGMC 1800-093 +0-0011 h6 100 x
2000 93 RGMC 2000-093 +0-0013 h6 100 x
2000 105 RGMC 2000-105 +0-0009 h5 100 x
2000 125 RGMC 2000-125 +0-0009 h5 100
2000 150 RGMC 2000-150 +0-0009 h5 100
2500 125 RGMC 2500-125 +0-0009 h5 100
2500 150 RGMC 2500-150 +0-0009 h5 100
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC
39ROUND TOOL MATERIALS ndash P-LINE
Metric with Weldon
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTS20D
600 51 RGMCW 0600-051 +0-0008 h6 040 x
600 55 RGMCW 0600-055 +0-0008 h6 040 x
600 58 RGMCW 0600-058 +0-0008 h6 040 x
800 64 RGMCW 0800-064 +0-0009 h6 060 x
1000 67 RGMCW 1000-067 +0-0009 h6 080 x
1000 73 RGMCW 1000-073 +0-0009 h6 080 x
1200 74 RGMCW 1200-074 +0-0011 h6 080 x
1200 84 RGMCW 1200-084 +0-0011 h6 080 x
1600 93 RGMCW 1600-093 +0-0011 h6 080 x
2000 93 RGMCW 2000-093 +0-0013 h6 100 x
2000 105 RGMCW 2000-105 +0-0013 h6 100 x
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC WITH WELDON
ROUND TOOL MATERIALS ndash P-LINE40
Metric DualBlank
D
L
c
30degCTSDTMG30
l1
Submicron grades
D L Type description
Dia tol l1 c[mm] [mm] [mm] ISO 286 [mm] [mm] DIN 6527 CTS20D CTS18D
600 58 RGMCD 0600-058 +0-0008 h6 26 050 x
800 64 RGMCD 0800-064 +0-0009 h6 29 070 x
1000 73 RGMCD 1000-073 +0-0009 h6 33 090 x
1200 84 RGMCD 1200-084 +0-0011 h6 38 090 x
1600 93 RGMCD 1600-093 +0-0011 h6 41 090 x
2000 105 RGMCD 2000-105 +0-0013 h6 46 110 x
DualBlank rods
A combination of a high-performing Premium grade in the cutting edge area with a shank made of an economical recycled grade
emspThe high-performance grade in the cutting edge area guarantees maximum performance in metal cutting
emspAbsolutely homogeneous and resistant to fracture where the two materials are joined
emspOptimised price-performance ratioemspProduced with less impact of the environment
s-line
p-line
CTS18DCTS20D
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC DUALBLANK
41ROUND TOOL MATERIALS ndash P-LINE
Metric with through-coolant 2x 180deg
c
2x18
0deg
Oslash d
1
L+1
45deg
l2 60degOslash
D
Oslash d 2
Submicron grades
D L Type description
Dia tol d1 d2 l2 c[mm] [mm] [mm] ISO 286 [mm] [mm] [mm] [mm] CTS20D
600 58 RGMCY2 0600-058 +0-0008 h6 120 080 300 040
800 64 RGMCY2 0800-064 +0-0009 h6 160 110 400 060
1000 73 RGMCY2 1000-073 +0-0009 h6 200 140 500 080
1200 84 RGMCY2 1200-084 +0-0011 h6 220 160 600 080
1400 84 RGMCY2 1400-084 +0-0011 h6 240 170 700 080
1600 93 RGMCY2 1600-093 +0-0011 h6 260 190 800 080
1800 93 RGMCY2 1800-093 +0-0011 h6 280 200 900 100
2000 105 RGMCY2 2000-105 +0-0013 h6 300 210 1000 100
2500 125 RGMCY2 2500-125 +0-0013 h6 320 230 1250 100
Metric with through-coolant 3x 120deg
3x12
0deg
c
Oslash d
1
L+1
45deg
l2 60degOslash
D
Oslash d 2
Submicron grades
D L Type description
Dia tol d1 d2 l2 c[mm] [mm] [mm] ISO 286 [mm] [mm] [mm] [mm] CTS20D
600 58 RGMCY3 0600-058 +0-0008 h6 120 070 300 040
800 64 RGMCY3 0800-064 +0-0009 h6 160 090 400 060
1000 73 RGMCY3 1000-073 +0-0009 h6 200 120 500 080
1200 84 RGMCY3 1200-084 +0-0011 h6 220 130 600 080
1400 84 RGMCY3 1400-084 +0-0011 h6 240 140 700 080
1600 93 RGMCY3 1600-093 +0-0011 h6 260 150 800 080
1800 93 RGMCY3 1800-093 +0-0011 h6 280 160 900 100
2000 105 RGMCY3 2000-105 +0-0013 h6 300 170 1000 100
2500 125 RGMCY3 2500-125 +0-0013 h6 320 180 1250 100
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC WITH THROUGH-COOLANT
ROUND TOOL MATERIALS ndash P-LINE42
Metric with through-coolant 4x 90deg
4x90
deg
c
Oslash d
1
L+1
45deg
l2 60degOslash
D
Oslash d 2
Submicron grades
D L Type description
Dia tol d1 d2 l2 c[mm] [mm] [mm] ISO 286 [mm] [mm] [mm] [mm] CTS20D
600 58 RGMCY4 0600-058 +0-0008 h6 120 060 300 040
800 64 RGMCY4 0800-064 +0-0009 h6 160 080 400 060
1000 73 RGMCY4 1000-073 +0-0009 h6 200 100 500 080
1200 84 RGMCY4 1200-084 +0-0011 h6 220 110 600 080
1400 84 RGMCY4 1400-084 +0-0011 h6 240 120 700 080
1600 93 RGMCY4 1600-093 +0-0011 h6 260 130 800 080
1800 93 RGMCY4 1800-093 +0-0011 h6 280 140 900 100
2000 105 RGMCY4 2000-105 +0-0013 h6 300 150 1000 100
2500 125 RGMCY4 2500-125 +0-0013 h6 320 160 1250 100
Metric with through-coolant 5x 72deg
5x72deg
c
Oslash d
1
L+1
45deg
l2 60degOslash
D
Oslash d 2
Submicron grades
D L Type description
Dia tol d1 d2 l2 c[mm] [mm] [mm] ISO 286 [mm] [mm] [mm] [mm] CTS20D
600 58 RGMCY5 0600-058 +0-0008 h6 120 050 300 040
800 64 RGMCY5 0800-064 +0-0009 h6 160 070 400 060
1000 73 RGMCY5 1000-073 +0-0009 h6 200 090 500 080
1200 84 RGMCY5 1200-084 +0-0011 h6 220 100 600 080
1400 84 RGMCY5 1400-084 +0-0011 h6 240 110 700 080
1600 93 RGMCY5 1600-093 +0-0011 h6 260 120 800 080
1800 93 RGMCY5 1800-093 +0-0011 h6 280 130 900 100
2000 105 RGMCY5 2000-105 +0-0013 h6 300 140 1000 100
2500 125 RGMCY5 2500-125 +0-0013 h6 320 150 1250 100
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC WITH THROUGH-COOLANT
43ROUND TOOL MATERIALS ndash P-LINE
Inch
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[inch] [inch] [mm] ISO 286 [mm] CTS20D
18 1500 RGIC 18 - 150 +0-0008 h6 025
316 2000 RGIC 316 - 200 +0-0008 h6 040
14 2000 RGIC 14 - 200 +0-0009 h6 040
14 3000 RGIC 14 - 300 +0-0009 h6 040
516 2500 RGIC 516 - 250 +0-0009 h6 040
38 2500 RGIC 38 - 250 +0-0009 h6 040
38 3000 RGIC 38 - 300 +0-0009 h6 040
12 3000 RGIC 12 - 300 +0-0011 h6 080
12 4000 RGIC 12 - 400 +0-0011 h6 080
58 3500 RGIC 58 - 350 +0-0011 h6 080
34 4000 RGIC 34 - 400 +0-0013 h6 080
1 4000 RGIC 1 - 400 +0-0013 h6 080
1 6000 RGIC 1 - 600 +0-0013 h6 080
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS INCH
ROUND TOOL MATERIALS ndash P-LINE44
In addition to their geometrical precision thanks to a special grinding surface our drill blanks are also notable for the improved pull-out resistance of the tool shank The shank end corresponds to DIN 69090-3 and therefore complies with the standard for cutting tools which are suitable for MQLOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZITDetailed technical data for our drill blanks can be found in the lsquoInformationrsquo section
Drill blanks
45ROUND TOOL MATERIALS ndash P-LINE
3xD 5xD with through-coolant
cD1
d 1
D L
45deg
Drill blanks
xD factor
D L Type description
Dia tol Nominal pitch c D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] [mm] CTS20D
3 600 63 40GB2 06001907225-063 +0-0005 h5 2250 400 095 190 070
3 600 63 46GB2 06001605180-063 +0-0005 h5 1800 463 095 160 050
3 600 67 30GB2 06002708327-067 +0-0005 h5 3270 300 095 270 080
3 600 67 33GB2 06002209290-067 +0-0005 h5 2900 330 095 220 090
3 800 80 30GB2 08003410435-080 +0-0006 h5 4350 300 125 340 100
3 1000 90 30GB2 10004813544-090 +0-0006 h5 5440 300 135 480 130
3 1200 103 30GB2 12006317653-103 +0-0008 h5 6530 300 175 630 170
3 1400 108 30GB2 14006718762-108 +0-0008 h5 7620 300 195 670 180
3 1600 116 30GB2 16008020871-116 +0-0008 h5 8710 300 245 800 200
3 1800 124 30GB2 18009023980-124 +0-0008 h5 9800 300 275 900 230
3 2000 132 30GB2 2000100251088-132 +0-0009 h5 10880 300 325 1000 250
5 600 67 46GB2 06001605180-067 +0-0005 h5 1800 463 095 160 050
5 600 67 40GB2 06001907225-067 +0-0005 h5 2250 400 095 190 070
5 600 75 33GB2 06002209290-075 +0-0005 h5 2900 330 095 220 090
5 600 75 40GB2 06001907225-075 +0-0005 h5 2250 400 095 190 070
5 600 83 30GB2 06002708327-083 +0-0005 h5 3270 300 095 270 080
5 800 92 30GB2 08003410435-092 +0-0006 h5 4350 300 125 340 100
5 1000 104 30GB2 10004813544-104 +0-0006 h5 5440 300 135 480 130
5 1200 119 30GB2 12006317653-119 +0-0008 h5 6530 300 175 630 170
5 1400 125 30GB2 14006718762-125 +0-0008 h5 7620 300 195 670 180
5 1600 134 30GB2 16008020871-134 +0-0008 h5 8710 300 245 800 200
5 1800 144 30GB2 18009023980-144 +0-0008 h5 9800 300 275 900 230
5 2000 154 30GB2 2000100251088-154 +0-0009 h5 10880 300 325 1000 250
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
DRILL BLANKS 3XDndash12XD WITH THROUGH-COOLANT
ROUND TOOL MATERIALS ndash P-LINE46
8xD 12xD with through-coolant
cD1
d 1
D L
45deg
Drill blanks
xD factor
D L Type description
Dia tol Nominal pitch c D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] [mm] CTS20D
8 600 73 46GB2 06001605180-073 +0-0005 h5 1800 463 095 160 050
8 600 73 40GB2 06001907225-073 +0-0005 h5 2250 400 095 190 070
8 600 82 33GB2 06002209290-082 +0-0005 h5 2900 330 095 220 090
8 600 82 40GB2 06001907225-082 +0-0005 h5 2250 400 095 190 070
8 600 96 30GB2 06002708327-096 +0-0005 h5 3270 300 095 270 080
8 800 115 30GB2 08003410435-115 +0-0006 h5 4350 300 125 340 100
8 1000 143 30GB2 10004813544-143 +0-0006 h5 5440 300 135 480 130
8 1200 163 30GB2 12006317653-163 +0-0008 h5 6530 300 175 630 170
8 1400 179 30GB2 14006718762-179 +0-0008 h5 7620 300 195 670 180
8 1600 204 30GB2 16008020871-204 +0-0008 h5 8710 300 245 800 200
8 1800 223 30GB2 18009023980-223 +0-0008 h5 9800 300 275 900 230
8 2000 244 30GB2 2000100251088-244 +0-0009 h5 10880 300 325 1000 250
12 600 93 40GB2 06001907225-093 +0-0005 h5 2250 400 095 190 070
12 600 93 46GB2 06001605180-093 +0-0005 h5 1800 463 095 160 050
12 600 103 40GB2 06001907225-103 +0-0005 h5 2250 400 095 190 070
12 600 103 33GB2 06002209290-103 +0-0005 h5 2900 330 095 220 090
12 600 117 30GB2 06002708327-117 +0-0005 h5 3270 300 095 270 080
12 800 147 30GB2 08003410435-147 +0-0006 h5 4350 300 125 340 100
12 1000 163 30GB2 10004813544-163 +0-0006 h5 5440 300 135 480 130
12 1200 205 30GB2 12006317653-205 +0-0008 h5 6530 300 175 630 170
12 1400 231 30GB2 14006718762-231 +0-0008 h5 7620 300 195 670 180
12 1600 261 30GB2 16008020871-261 +0-0008 h5 8710 300 245 800 200
12 1800 286 30GB2 18009023980-286 +0-0008 h5 9800 300 275 900 230
12 2000 311 30GB2 2000100251088-311 +0-0009 h5 10880 300 325 1000 250
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
DRILL BLANKS 3XDndash12XD WITH THROUGH-COOLANT
47ROUND TOOL MATERIALS ndash P-LINE
For micro-drills with through-coolant
D1
Dd1
L
STG
d 2
l2
c
Blanks for micro-drills
D L Type description
Dia tol Nominal pitch c D1 d1 d2 l2[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] [mm] [mm] [mm] CTS20D
300 55 71G2 030002900532-055 +0-0004 h5 320 712 020 029 005 070 25
300 60 67G2 030003700740-060 +0-0004 h5 400 670 020 037 007 090 25
300 65 62G2 030004701050-065 +0-0004 h5 500 621 020 047 010 120 25
300 75 58G2 030006001360-075 +0-0004 h5 600 575 020 060 013 150 25
300 85 53G2 030007501672-085 +0-0004 h5 720 526 020 075 016 170 25
300 95 46G2 030009002090-095 +0-0004 h5 900 463 020 090 020
300 105 42G2 0300105025106-105 +0-0004 h5 1060 416 020 105 025
300 120 37G2 0300125030125-120 +0-0004 h5 1250 370 020 125 030
300 140 33G2 0300150035145-140 +0-0004 h5 1450 330 020 150 035
400 55 76G2 040002900532-055 +0-0005 h5 320 757 030 029 005 070 25
400 60 72G2 040003700740-060 +0-0005 h5 400 723 030 037 007 090 25
400 65 68G2 040004701050-065 +0-0005 h5 500 683 030 047 010 120 25
400 75 64G2 040006001360-075 +0-0005 h5 600 645 030 060 013 150 25
400 85 60G2 040007501672-085 +0-0005 h5 720 602 030 075 016 200 25
400 95 54G2 040009002090-095 +0-0005 h5 900 544 030 090 020 250 25
400 105 50G2 0400105025106-105 +0-0005 h5 1060 499 030 105 025
400 120 46G2 0400125030120-120 +0-0005 h5 1200 463 030 125 030
400 140 38G2 0400150035162-140 +0-0004 h5 1620 378 030 150 035
400 160 35G2 0400170040180-160 +0-0004 h5 1800 349 030 170 040
400 180 30G2 0400200045218-180 +0-0004 h5 2180 300 030 200 045
with power chamber without power chamber
STG
d 2
l2 STG
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
DRILL BLANKS FOR MICRO-DRILLS WITH THROUGH-COOLANT
ROUND TOOL MATERIALS ndash P-LINE48
Our range of sintered and ground rods with helical coolant holes supports the production of drills in a diameter range from 3 mm to 35 mmOur rods with helical coolant holes are available in the proven CTS20D grade for the universal machining of steel stainless steel or heat-resistant alloys and now also in CTS12D and the new high-performance grade CTS24Z for the machining of difficult materials like titanium or Inconel Having virtually the same hardness CTS24Z is even tougher than our proven CTS18D and CTS20D grades This extreme toughness offers maximum protection against breakage and ensures consistent performance of your toolsOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our rods with helical coolant holes can be found in the lsquoInformationrsquo section
Rods with helical coolant holes
49ROUND TOOL MATERIALS ndash P-LINE
As sintered
d1
D1
DL
With two coolant holes le 22deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS12D CTS20D
630 415 22R2 06301906469-415 4690 219 190 060
630 330 15R2 063026077035-330 7035 150 260 070
630 415 15R2 063026077035-415 7035 150 260 070
830 415 20R2 083033107034-415 7034 197 330 100
830 330 15R2 083036125938-330 9380 150 360 125
830 415 15R2 083036125938-415 9380 150 360 125
1030 415 19R2 10304401209380-415 9380 185 440 120
1030 330 15R2 103048014011725-330 11725 150 480 140
1030 415 15R2 103048014011725-415 11725 150 480 140
1230 415 18R2 123054015011725-415 11725 178 540 150
1230 330 15R2 123062515514070-330 14070 150 625 155
1230 415 15R2 123062515514070-415 14070 150 625 155
1430 330 15R2 143067019016414-330 16414 150 670 190
1430 415 15R2 143067019016414-415 16414 150 670 190
1630 330 15R2 16308021018759-330 18759 150 800 210
1830 330 15R2 183090232110-330 21100 150 900 230
2030 330 15R2 203010025023449-330 23449 150 1000 250
2230 330 15R2 22301202525794-330 25794 150 1200 250
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE50
As sintered
d1
D1
DL
With two coolant holes 23deg ndash 49deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS12D CTS20D CTS24Z
330 330 40R2 033003015112-330 1120 401 030 015
330 330 49R2 033005502082-330 820 490 055 020
330 330 39R2 033008023115-330 1150 393 080 023
330 330 34R2 033011035140-330 1400 340 110 035
330 330 30R2 0330140351632-330 1632 300 140 035
430 330 46R2 04301003120-330 1200 463 100 030
430 330 38R2 043012035162-330 1620 378 120 035
430 330 35R2 043016045180-330 1800 349 160 045
430 330 30R2 043021045218-330 2180 300 210 045
530 330 33R2 05302206245-330 2450 327 220 060
630 330 46R2 06301605180-330 1800 463 160 050
630 330 40R2 06301907225-330 2250 400 190 070
630 330 30R2 06302009327-330 3270 300 200 090
630 330 30R2 06302207327-330 3270 300 220 070
630 330 30R2 06302708327-330 3270 300 270 080
630 330 30R2 06303009327-330 3270 300 300 090
630 350 46R2 06301605180-350 1800 463 160 050
630 350 40R2 06301907225-350 2250 400 190 070
630 350 30R2 06302207327-350 3270 300 220 070
680 330 30R2 06802708354-330 3540 280 270 080
680 330 30R2 06803309354-330 3540 280 330 090
730 330 30R2 07303510381-330 3810 300 350 100
830 330 43R2 08302307272-330 2720 427 230 070
830 330 40R2 08302907300-330 3000 400 290 070
830 330 36R2 08303310350-330 3500 357 330 100
830 330 30R2 08303410435-330 4350 300 340 100
830 330 30R2 08304112435-330 4350 300 410 120
830 350 36R2 08303310350-350 3500 357 330 100
830 350 30R2 08303410435-350 4350 300 340 100
930 330 30R2 093043510490-330 4900 300 435 100
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
51ROUND TOOL MATERIALS ndash P-LINE
As sintered
d1
D1
DL
With two coolant holes 23deg ndash 49deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS12D CTS20D CTS24Z
980 330 30R2 09804813517-330 5170 287 480 130
1030 330 40R2 10302708370-330 3700 403 270 080
1030 330 34R2 10303911460-330 4600 343 390 110
1030 330 34R2 103044115460-330 4600 343 440 115
1030 330 30R2 10304813544-330 5440 300 480 130
1030 330 33R2 10305012490-330 4900 327 500 120
1130 330 40R2 11303208412-330 4120 400 320 080
1130 330 30R2 11305515599-330 5990 300 550 150
1180 330 30R2 11805515626-330 6260 289 550 150
1230 250 33R2 12305415570-250 5700 335 540 150
1230 250 30R2 12306317653-250 6530 300 630 170
1230 330 39R2 12303510463-330 4630 392 350 100
1230 330 40R2 12304009449-330 4490 400 400 090
1230 330 33R2 123050135570-330 5700 335 500 135
1230 330 33R2 12305415570-330 5700 335 540 150
1230 330 32R2 12306015599-330 5990 322 600 150
1230 330 30R2 12306317653-330 6530 300 630 170
1330 330 40R2 13304410487-330 4870 400 440 100
1330 330 30R2 13306516707-330 7070 300 650 160
1430 330 40R2 14304613524-330 5240 400 460 130
1430 330 34R2 14306016650-330 6500 341 600 160
1430 330 30R2 14306718762-330 7620 300 670 180
1430 330 30R2 14307020762-330 7620 300 700 200
1430 330 30R2 14307620762-330 7620 300 760 200
1530 330 30R2 15307620816-330 8160 300 760 200
1630 280 30R2 16308020871-280 8710 300 800 200
1630 330 40R2 16305512599-330 5990 400 550 120
1630 330 35R2 16307020730-330 7300 346 700 200
1630 330 30R2 16308020871-330 8710 300 800 200
1630 330 32R2 16308420816-330 8160 316 840 200
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE52
As sintered
d1
D1
DL
With two coolant holes 23deg ndash 49deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS12D CTS20D CTS24Z
1630 330 30R2 16308625871-330 8710 300 860 250
1730 330 40R2 173057513636-330 6360 400 575 130
1730 330 30R2 17308925925-330 9250 300 890 250
1830 330 40R2 18305616680-330 6800 397 560 160
1830 330 40R2 18306317680-330 6800 397 630 170
1830 330 35R2 183077522820-330 8200 346 775 220
1830 330 30R2 18309327980-330 9800 300 930 270
1980 330 30R2 198096241061-330 10610 294 960 240
2030 330 37R2 20306517843-330 8430 367 650 170
2030 330 40R2 20307115749-330 7490 400 710 150
2030 330 30R2 2030100251088-330 10880 300 1000 250
2030 330 30R2 2030107321088-330 10880 300 1070 320
2130 330 30R2 21301065201142-330 11420 300 1065 200
2130 330 30R2 2130115321142-330 11420 300 1150 320
2230 330 40R2 22307717824-330 8240 400 770 170
2230 330 33R2 22301002501080-330 10800 326 1000 250
2230 330 30R2 2230113201197-330 11970 300 1130 200
2230 330 30R2 2230115341197-330 11970 300 1150 340
2530 330 40R2 253077175936-330 9360 400 770 175
2530 330 33R2 2530120321190-330 11900 330 1200 320
2830 330 39R2 283090201077-330 10770 392 900 200
2830 330 29R2 2830148251590-330 15900 290 1480 250
3030 330 39R2 3030100201160-330 11600 391 1000 200
3030 330 29R2 3030160251720-330 17200 287 1600 250
3230 330 40R2 3230110201198-330 11980 400 1100 200
3230 330 29R2 3230170301778-330 17780 295 1700 300
3530 330 30R2 3530180301895-330 18950 300 1800 300
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
53ROUND TOOL MATERIALS ndash P-LINE
As sintered
d1
D1
DL
With two coolant holes extra-long 23deg ndash 49deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS20D
630 430 46R2 06301605180-430 1800 463 160 050
630 430 40R2 06301907225-430 2250 400 190 070
630 430 30R2 06302207327-430 3270 300 220 070
630 430 30R2 06303009327-430 3270 300 300 090
830 430 30R2 08303410435-430 4350 300 340 100
1030 430 30R2 10304813544-430 5440 300 480 130
1030 530 30R2 10304813544-530 5440 300 480 130
1230 430 30R2 12306317653-430 6530 300 630 170
1230 530 30R2 12306317653-530 6530 300 630 170
1430 430 30R2 14306718762-430 7620 300 670 180
1430 530 30R2 14306718762-530 7620 300 670 180
1630 430 30R2 16308020871-430 8710 300 800 200
1630 530 30R2 16308020871-530 8710 300 800 200
1830 530 30R2 18309327980-530 9800 300 930 270
1830 430 30R2 18309327980-430 9800 300 930 270
2030 430 30R2 2030100251088-430 10880 300 1000 250
2030 530 30R2 2030100251088-530 10880 300 1000 250
2530 530 33R2 2530120321190-530 11900 334 1200 320
2530 430 33R2 2530120321190-430 11900 334 1200 320
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE54
As sintered
d1
D1
DL
With two coolant holes ge 50deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS20D
1030 330 50R2 10302307260-330 2600 504 230 070
1230 330 51R2 12302307301-330 3010 514 230 070
1330 330 50R2 13302607340-330 3400 502 260 070
1630 330 50R2 16303710420-330 4200 501 370 100
2030 330 50R2 20304412527-330 5270 500 440 120
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
55ROUND TOOL MATERIALS ndash P-LINE
As sintered
D
D1
Ld1
With three coolant holes
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS20D
630 330 30R3 06303006327-330 3270 312 300 060
830 330 40R3 08302907300-330 3000 400 290 070
830 330 30R3 083040075435-330 4350 300 400 075
1030 330 40R3 103035075370-330 3700 403 350 075
1030 330 30R3 10304910544-330 5440 300 490 100
1230 330 40R3 12304009449-330 4490 400 400 090
1230 330 30R3 12306011653-330 6530 300 600 110
1430 330 40R3 143046512524-330 5240 400 465 120
1430 330 30R3 14307113762-330 7620 300 710 130
1630 330 40R3 16305512599-330 5990 400 550 120
1630 330 30R3 16308315870-330 8700 300 830 150
1830 330 40R3 183062515674-330 6740 400 625 150
1830 330 30R3 18309617980-330 9800 300 960 170
2030 330 40R3 20307115749-330 7490 400 710 150
2030 330 30R3 2030104201088-330 10880 300 1040 200
2230 330 40R3 22307717824-330 8240 400 770 170
2230 330 30R3 2230107201197-330 11970 300 1070 200
2530 330 40R3 25308117936-330 9360 400 810 170
2530 330 33R3 2530115221190-330 11900 334 1150 220
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE56
As sintered
D1
D2
DL
d 2d 1
With four coolant holes
D L Type description
Nominal pitch D1 d1 D2 d2
[mm] [mm] [mm] [deg] [mm] [mm] [mm] [mm] CTS20D
830 330 33R4 08301939040838-330 3810 334 190 040 390 080
830 330 30R4 083022450450944-330 4350 297 220 045 450 090
1030 330 33R4 10302551051049-330 4900 327 250 050 510 100
1030 330 30R4 10302857061154-330 5440 300 280 060 570 110
1230 330 32R4 12303163071260-330 5990 322 310 070 630 120
1230 330 30R4 12303469071465-330 6530 300 340 070 690 140
1430 330 32R4 14303675081570-330 7070 319 360 080 750 150
1430 330 30R4 14303981081676-330 7620 300 390 080 810 160
1630 330 30R4 16304490091887-330 8710 300 440 090 900 180
1830 330 30R4 183050102102098-330 9800 300 500 100 1020 200
2030 330 30R4 203561141223109-330 10880 300 560 120 1140 230
2230 330 30R4 223611261225120-330 11970 300 610 120 1260 250
2530 330 29R4 253691411428139-330 13930 294 690 140 1410 280
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
57ROUND TOOL MATERIALS ndash P-LINE
Ground
DLd1
D1
With two coolant holes le 22deg
D L Type description
Dia tol Nominal pitch D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] CTS20D
600 330 15G2 060026077035-330 +0-0008 h6 7035 150 260 070
800 330 15G2 080036125938-330 +0-0009 h6 9380 150 360 125
1000 330 15G2 100048014011725-330 +0-0009 h6 11725 150 480 140
1200 330 15G2 120062515514070-330 +0-0011 h6 14070 150 625 155
1400 330 15G2 140067019016414-330 +0-0011 h6 16414 150 670 190
1600 330 15G2 16008021018759-330 +0-0011 h6 18759 150 800 210
1800 330 15G2 180090232110-330 +0-0011 h6 21100 150 900 230
2000 330 15G2 200010025023449-330 +0-0013 h6 23449 150 1000 250
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES GROUND
ROUND TOOL MATERIALS ndash P-LINE58
Ground
DLd1
D1
With two coolant holes 23deg ndash 49deg
D L Type description
Dia tol Nominal pitch D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] CTS20D
600 330 40G2 06001907225-330 +0-0008 h6 2250 400 190 070
600 330 30G2 06003009327-330 +0-0008 h6 3270 300 300 090
800 330 43G2 08002307272-330 +0-0009 h6 2720 427 230 070
800 330 30G2 08003410435-330 +0-0009 h6 4350 300 340 100
1000 330 40G2 10002708370-330 +0-0009 h6 3700 400 270 080
1000 330 30G2 10004813544-330 +0-0009 h6 5440 300 480 130
1200 330 39G2 12003510463-330 +0-0011 h6 4630 390 350 100
1200 330 30G2 12006317653-330 +0-0011 h6 6530 300 630 170
1400 330 40G2 14004613524-330 +0-0011 h6 5240 400 460 130
1400 330 30G2 14006718762-330 +0-0011 h6 7620 300 670 180
1600 330 40G2 16005512599-330 +0-0011 h6 5990 400 550 120
1600 330 30G2 16008020871-330 +0-0011 h6 8710 300 800 200
1800 330 40G2 18006317680-330 +0-0011 h6 6800 397 630 170
1800 330 30G2 18009327980-330 +0-0011 h6 9800 300 930 270
2000 330 40G2 20007115749-330 +0-0013 h6 7490 400 710 150
2000 330 30G2 2000100251088-330 +0-0013 h6 10880 300 1000 250
2500 330 40G2 250077175936-330 +0-0013 h6 9360 400 770 175
2500 330 33G2 2500120321190-330 +0-0013 h6 11900 334 120 320
3200 330 40G2 3200110201198-330 +0-0016 h6 11980 400 1100 200
3200 330 29G2 3200170301778-330 +0-0016 h6 17780 295 1700 300
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES GROUND
59ROUND TOOL MATERIALS ndash P-LINE
Ground
D
D1
Ld1
With three coolant holes
D L Type description
Dia tol Nominal pitch D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] CTS20D
600 330 30G3 06003006327-330 +0-0008 h6 3270 300 300 060
800 330 30G3 080040075435-330 +0-0009 h6 4350 300 400 075
1000 330 30G3 10004910544-330 +0-0009 h6 5440 300 490 100
1200 330 30G3 12006011653-330 +0-0011 h6 6530 300 600 110
1400 330 30G3 14007113762-330 +0-0011 h6 7620 300 710 130
1600 330 30G3 16008315870-330 +0-0011 h6 8700 300 830 150
1800 330 30G3 18009617980-330 +0-0011 h6 9800 300 960 170
2000 330 30G3 2000104201088-330 +0-0013 h6 10880 300 1040 200
2500 330 33G3 2500115221190-330 +0-0013 h6 11900 330 1150 220
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES GROUND
ROUND TOOL MATERIALS ndash P-LINE60
Our standard range includes sintered and ground rods with one central or two straight coolant holes In addition to our established carbide grades we offer a selection of dimensions in the cermet grade CTF28T which has been specially developed for the finish machining of steelOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our rods with straight coolant holes can be found in the lsquoInformationrsquo section
Rods with straight coolant holes
61ROUND TOOL MATERIALS ndash P-LINE
As sintered
d1
D
L
With central coolant hole ultra-fine grades
D L Type description
d1
[mm] [mm] [mm] TSF44
645 330 00R1 064510-330 100
855 330 00R1 085513-330 130
1055 330 00R1 105513-330 130
1055 330 00R1 105520-330 200
1255 330 00R1 125520-330 200
1470 330 00R1 147020-330 200
1670 330 00R1 167020-330 200
2070 330 00R1 207030-330 300
As sintered
d1
D
L
With central coolant hole submicron grades
D L Type description
d1
[mm] [mm] [mm] CTS15D CTS20D
495 330 00R1 049506-330 060
630 330 00R1 063010-330 100
645 330 00R1 064510-330 100
830 330 00R1 083013-330 130
855 330 00R1 085513-330 130
855 330 00R1 085520-330 200
1030 330 00R1 103020-330 200
1055 330 00R1 105513-330 130
1055 330 00R1 105520-330 200
1130 330 00R1 113020-330 200
1230 330 00R1 123020-330 200
1255 330 00R1 125520-330 200
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE62
As sintered
d1
D
L
With central coolant hole submicron grades
D L Type description
d1
[mm] [mm] [mm] CTS15D CTS20D
1330 330 00R1 133020-330 200
1430 330 00R1 143020-330 200
1470 330 00R1 147020-330 200
1630 330 00R1 163020-330 200
1670 330 00R1 167020-330 200
1830 330 00R1 183030-330 300
1870 330 00R1 187030-330 300
2030 330 00R1 203030-330 300
2070 330 00R1 207030-330 300
2530 330 00R1 253030-330 300
2830 330 00R1 283040-330 400
3030 330 00R1 303050-330 500
3230 330 00R1 323050-330 500
As sintered
d1
D
L
With central coolant hole cermet
D L Type description
d1
[mm] [mm] [mm] CTF28T
645 330 00R1 064510-330 100
855 330 00R1 085513-330 130
1055 330 00R1 105520-330 200
1255 330 00R1 125520-330 200
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
63ROUND TOOL MATERIALS ndash P-LINE
As sintered
D1
D
Ld1
With two straight coolant holes submicron grades
D L Type description
D1 d1
[mm] [mm] [mm] [mm] CTS15D CTS20D
330 330 00R2 0330110425-330 110 043
420 330 00R2 042011045-330 110 045
520 330 00R2 05202009-330 200 090
620 330 00R2 06201105-330 110 050
620 330 00R2 06201509-330 150 090
620 330 00R2 06201706-330 170 060
620 330 00R2 06202009-330 200 090
620 330 00R2 06202309-330 230 090
620 330 00R2 06202609-330 260 090
620 330 00R2 06203012-330 300 120
720 330 00R2 07202009-330 200 090
720 330 00R2 07203009-330 300 090
820 330 00R2 08202009-330 200 090
820 330 00R2 08202609-330 260 090
820 330 00R2 08202612-330 260 120
820 330 00R2 08203410-330 340 100
820 330 00R2 08203515-330 350 150
820 330 00R2 08204009-330 400 090
920 330 00R2 09202612-330 260 120
920 330 00R2 09203515-330 350 150
920 330 00R2 09203812-330 380 120
920 330 00R2 09204013-330 400 130
1020 330 00R2 10202010-330 200 100
1020 330 00R2 10202612-330 260 120
1020 330 00R2 10202810-330 280 100
1020 330 00R2 10203515-330 350 150
1020 330 00R2 10204214-330 420 140
1020 330 00R2 10205012-330 500 120
1020 330 00R2 10205214-330 520 140
1220 330 00R2 12202612-330 260 120
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE64
As sintered
D1
D
Ld1
With two straight coolant holes submicron grades
D L Type description
D1 d1
[mm] [mm] [mm] [mm] CTS15D CTS20D
1220 330 00R2 12203515-330 350 150
1220 330 00R2 12204815-330 480 150
1220 330 00R2 12205020-330 500 200
1220 330 00R2 12206015-330 600 150
1320 330 00R2 13205420-330 540 200
1420 330 00R2 14203515-330 350 150
1420 330 00R2 14205020-330 500 200
1420 330 00R2 14205017-330 500 170
1420 330 00R2 14205820-330 580 200
1420 330 00R2 14207020-330 700 200
1520 330 00R2 15205020-330 500 200
1620 330 00R2 16203515-330 350 150
1620 330 00R2 16205015-330 500 150
1620 330 00R2 16205020-330 500 200
1620 400 00R2 16206220-400 620 200
1620 330 00R2 16206625-330 660 250
1620 330 00R2 16208020-330 800 200
1620 415 00R2 16208020-415 800 200
1820 330 00R2 18205020-330 500 200
1820 330 00R2 18206020-330 600 200
1820 330 00R2 18207525-330 750 250
1820 330 00R2 18209020-330 900 200
1920 330 00R2 19207925-330 790 250
2020 330 00R2 20203515-330 350 150
2020 330 00R2 20206020-330 600 200
2020 330 00R2 20206220-330 620 200
2020 330 00R2 20208225-330 820 250
2020 330 00R2 202010025-330 1000 250
2120 330 00R2 21207023-330 700 230
2220 330 00R2 22207023-330 700 230
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
65ROUND TOOL MATERIALS ndash P-LINE
As sintered
D1
D
Ld1
With two straight coolant holes submicron grades
D L Type description
D1 d1
[mm] [mm] [mm] [mm] CTS15D CTS20D
2220 330 00R2 222010530-330 1050 300
2530 330 00R2 25306220-330 620 200
2530 330 00R2 25308020-330 800 200
2530 330 00R2 253010025-330 1000 250
2530 330 00R2 253012030-330 1200 300
2630 330 00R2 26307520-330 750 200
2630 330 00R2 263012030-330 1200 300
2830 330 00R2 283013030-330 1300 300
3030 330 00R2 303013030-330 1300 300
3230 330 00R2 32309022-330 900 220
3230 330 00R2 323013830-330 1380 300
3430 330 00R2 343013830-330 1380 300
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE66
Ground
DLd1
With central coolant hole submicron grades
D L Type description
Dia tol d1
[mm] [mm] [mm] ISO 286 [mm] CTS15D
600 330 00G1 060010-330 +0-0008 h6 100
800 330 00G1 080013-330 +0-0009 h6 130
1000 330 00G1 100020-330 +0-0009 h6 200
1200 330 00G1 120020-330 +0-0011 h6 200
1400 330 00G1 140020-330 +0-0011 h6 200
1600 330 00G1 160020-330 +0-0011 h6 200
1600 330 00G1 160030-330 +0-0011 h6 300
2000 330 00G1 200030-330 +0-0013 h6 300
2500 330 00G1 250030-330 +0-0013 h6 300
3200 330 00G1 320050-330 +0-0016 h6 500
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES GROUND
67ROUND TOOL MATERIALS ndash P-LINE
Ground
D1
D
Ld1
With two coolant holes submicron grades
D L Type description
Dia tol D1 d1
[mm] [mm] [mm] ISO 286 [mm] [mm] CTS15D
600 330 00G2 06001509-330 +0-0008 h6 150 090
600 330 00G2 06003012-330 +0-0008 h6 300 120
800 330 00G2 08002009-330 +0-0009 h6 200 090
800 330 00G2 08004009-330 +0-0009 h6 400 090
1000 330 00G2 10002810-330 +0-0009 h6 280 100
1000 330 00G2 10005214-330 +0-0009 h6 520 140
1200 330 00G2 12003515-330 +0-0011 h6 350 150
1200 330 00G2 12006015-330 +0-0011 h6 600 150
1400 330 00G2 14005017-330 +0-0011 h6 500 170
1400 330 00G2 14007020-330 +0-0011 h6 700 200
1600 330 00G2 16005015-330 +0-0011 h6 500 150
1600 330 00G2 16008020-330 +0-0011 h6 800 200
1800 330 00G2 18006020-330 +0-0011 h6 600 200
1800 330 00G2 18009020-330 +0-0011 h6 900 200
2000 330 00G2 20006220-330 +0-0013 h6 620 200
2000 330 00G2 200010025-330 +0-0013 h6 1000 250
2500 330 00G2 25006220-330 +0-0013 h6 620 200
2500 330 00G2 25008020-330 +0-0013 h6 800 200
2500 330 00G2 250012030-330 +0-0013 h6 1200 300
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES GROUND
ROUND TOOL MATERIALS ndash P-LINE68
We offer a complete stock range of rods and tips for the production of solid carbide or brazed gun drills These include rods with a kidney-shaped coolant hole profiled rods with one or two coolant holes and profiled tips with two cool-ant holes Our blanks for gun drills are available in the proven CTS20D grade for the uni-versal machining of steel stainless steel or heat-resistant alloys some dimen-sions can also be ordered in grade CTF12E a fine-grain grade specifically for gun drills with an optimised balance between hardness and toughnessOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our gun drill blanks can be found in the lsquoInformationrsquo section
Blanks for gun drills
69ROUND TOOL MATERIALS ndash P-LINE
Rods
D
L
Rods with kidney-shaped coolant holes submicron grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTS20D
240 310 GDRK 0240-310 plusmn015
260 310 GDRK 0260-310 plusmn015
290 310 GDRK 0290-310 plusmn015
315 310 GDRK 0315-310 plusmn015
345 310 GDRK 0345-310 plusmn015
350 310 GDRK 0350-310 plusmn015
390 310 GDRK 0390-310 plusmn015
440 310 GDRK 0440-310 plusmn015
490 310 GDRK 0490-310 plusmn015
550 310 GDRK 0550-310 plusmn015
600 310 GDRK 0600-310 plusmn015
650 310 GDRK 0650-310 plusmn015
710 310 GDRK 0710-310 plusmn015
760 310 GDRK 0760-310 plusmn015
810 310 GDRK 0810-310 plusmn015
830 310 GDRK 0830-310 plusmn015
870 310 GDRK 0870-310 plusmn015
920 310 GDRK 0920-310 plusmn015
1060 310 GDRK 1060-310 plusmn015
1130 310 GDRK 1130-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
ROUND TOOL MATERIALS ndash P-LINE70
Rods
D
L
Rods with kidney-shaped coolant hole fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
240 310 GDRK 0240-310 plusmn015
260 310 GDRK 0260-310 plusmn015
290 310 GDRK 0290-310 plusmn015
315 310 GDRK 0315-310 plusmn015
345 310 GDRK 0345-310 plusmn015
350 310 GDRK 0350-310 plusmn015
390 310 GDRK 0390-310 plusmn015
440 310 GDRK 0440-310 plusmn015
490 310 GDRK 0490-310 plusmn015
550 310 GDRK 0550-310 plusmn015
600 310 GDRK 0600-310 plusmn015
650 310 GDRK 0650-310 plusmn015
710 310 GDRK 0710-310 plusmn015
760 310 GDRK 0760-310 plusmn015
810 310 GDRK 0810-310 plusmn015
830 310 GDRK 0830-310 plusmn015
870 310 GDRK 0870-310 plusmn015
920 310 GDRK 0920-310 plusmn015
1060 310 GDRK 1060-310 plusmn015
1130 310 GDRK 1130-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
71ROUND TOOL MATERIALS ndash P-LINE
Rods
120deg
D
L
Profiled rods with kidney-shaped coolant hole 120deg submicron grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTS20D
240 310 GDVK 0240-310 plusmn015
260 310 GDVK 0260-310 plusmn015
290 310 GDVK 0290-310 plusmn015
315 310 GDVK 0315-310 plusmn015
345 310 GDVK 0345-310 plusmn015
390 310 GDVK 0390-310 plusmn015
440 310 GDVK 0440-310 plusmn015
490 310 GDVK 0490-310 plusmn015
550 310 GDVK 0550-310 plusmn015
600 310 GDVK 0600-310 plusmn015
650 310 GDVK 0650-310 plusmn015
710 310 GDVK 0710-310 plusmn015
760 310 GDVK 0760-310 plusmn015
810 310 GDVK 0810-310 plusmn015
870 310 GDVK 0870-310 plusmn015
920 310 GDVK 0920-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
ROUND TOOL MATERIALS ndash P-LINE72
Rods
120deg
D
L
Profiled rods with kidney-shaped coolant hole 120deg fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
240 310 GDVK 0240-310 plusmn015
260 310 GDVK 0260-310 plusmn015
290 310 GDVK 0290-310 plusmn015
315 310 GDVK 0315-310 plusmn015
345 310 GDVK 0345-310 plusmn015
390 310 GDVK 0390-310 plusmn015
440 310 GDVK 0440-310 plusmn015
490 310 GDVK 0490-310 plusmn015
550 310 GDVK 0550-310 plusmn015
600 310 GDVK 0600-310 plusmn015
650 310 GDVK 0650-310 plusmn015
710 310 GDVK 0710-310 plusmn015
760 310 GDVK 0760-310 plusmn015
810 310 GDVK 0810-310 plusmn015
870 310 GDVK 0870-310 plusmn015
920 310 GDVK 0920-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
73ROUND TOOL MATERIALS ndash P-LINE
Rods
115deg
D
L
Profiled rods with two coolant hole 115deg fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
1350 310 GDV2 1350115-310 plusmn020
1390 310 GDV2 1390115-310 plusmn020
1450 310 GDV2 1450115-310 plusmn020
1550 310 GDV2 1550115-310 plusmn020
1650 310 GDV2 1650115-310 plusmn020
1750 310 GDV2 1750115-310 plusmn020
1860 310 GDV2 1860115-310 plusmn020
1960 310 GDV2 1960115-310 plusmn025
2060 310 GDV2 2060115-310 plusmn025
2160 310 GDV2 2160115-310 plusmn025
ensp limitedenspstockensp ensp ensp stockenspitemensp ensp ensp newenspstockenspitemensp ensp Otherenspgradesenspandenspdimensionsenspuponensprequest
BLANKSenspFORenspGUNenspDRILLSenspenspRODS
ROUND TOOL MATERIALS ndash P-LINE74
Rods
120deg
D
L
Profiled rods with two coolant hole 120deg fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
550 310 GDV2 0550-310 plusmn015
600 310 GDV2 0600-310 plusmn015
650 310 GDV2 0650-310 plusmn015
710 310 GDV2 0710-310 plusmn015
760 310 GDV2 0760-310 plusmn015
810 310 GDV2 0810-310 plusmn015
870 310 GDV2 0870-310 plusmn015
920 310 GDV2 0920-310 plusmn015
970 310 GDV2 0970-310 plusmn015
1080 310 GDV2 1080-310 plusmn015
1130 310 GDV2 1130-310 plusmn015
1180 310 GDV2 1180-310 plusmn015
1230 310 GDV2 1230-310 plusmn015
1280 310 GDV2 1280-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
75ROUND TOOL MATERIALS ndash P-LINE
Tips
115deg
L
D
Profiled tips with two coolant holes 115deg fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
1350 40 GDV2P 1350-040 plusmn020
1450 40 GDV2P 1450-040 plusmn020
1550 40 GDV2P 1550-040 plusmn020
1650 40 GDV2P 1650-040 plusmn020
1750 40 GDV2P 1750-040 plusmn020
1860 40 GDV2P 1860-040 plusmn025
1960 45 GDV2P 1960-045 plusmn025
2060 45 GDV2P 2060-045 plusmn025
2160 45 GDV2P 2160-045 plusmn025
2260 50 GDV2P 2260-050 plusmn025
2360 50 GDV2P 2360-050 plusmn025
2460 55 GDV2P 2460-055 plusmn025
2560 55 GDV2P 2560-055 plusmn025
2660 55 GDV2P 2660-055 plusmn025
2720 55 GDV2P 2720-055 plusmn025
2870 65 GDV2P 2870-065 plusmn025
3080 65 GDV2P 3080-065 plusmn025
3310 65 GDV2P 3310-065 plusmn025
3610 75 GDV2P 3610-075 plusmn025
3910 75 GDV2P 3910-075 plusmn025
4000 80 GDV2P 4000-080 plusmn030
4200 80 GDV2P 4200-080 plusmn030
4500 80 GDV2P 4500-080 plusmn030
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS TIPS
ROUND TOOL MATERIALS ndash P-LINE76
Our flat and square strips in the proven CTS20D grade and in a wide variety of dimensions are available directly from stock Our brazing tips are characterised by very good brazability and can be supplied upon request in the most com-mon DIN dimensions Our stock range includes DIN 8011 brazing tips in grade CTS12D as well as in the cermet grade CTF28T (especially suited to the finish machining of steel materials)Of course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our flat and square strips can be found in the lsquoInfor-mationrsquo section
Flat and square strips brazing tips
77ROUND TOOL MATERIALS ndash P-LINE
Flat strips
S
L
H
Submicron grade
Type description
H S L[mm] [mm] [mm] CTS20D
FR 02300530-330 530 230 330
FR 02300630-330 630 230 330
FR 02300830-330 830 230 330
FR 02301030-330 1030 230 330
FR 02301630-330 1630 230 330
FR 03300430-330 430 330 330
FR 03300530-330 530 330 330
FR 03300630-330 630 330 330
FR 03300830-330 830 330 330
FR 03301030-330 1030 330 330
FR 03301230-330 1230 330 330
FR 03301630-330 1630 330 330
FR 03302030-330 2030 330 330
FR 04300630-330 630 430 330
FR 04300830-330 830 430 330
FR 04301030-330 1030 430 330
FR 04301330-330 1330 430 330
FR 04301630-330 1630 430 330
FR 04302030-330 2030 430 330
FR 05301030-330 1030 530 330
FR 05301330-330 1330 530 330
FR 06301030-330 1030 630 330
FR 06301330-330 1330 630 330
FR 08301230-330 1230 830 330
FR 08301630-330 1630 830 330
FR 10301630-330 1630 1030 330
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
FLAT AND SQUARE STRIPS BRAZING TIPS FLAT STRIPS
ROUND TOOL MATERIALS ndash P-LINE78
Square strips
S
LH
Submicron grade
Type description
H S L[mm] [mm] [mm] CTS20D
SR 0330-330 330 330 330
SR 0430-330 430 430 330
SR 0530-330 530 530 330
SR 0830-330 830 830 330
SR 1030-330 1030 1030 330
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
FLAT AND SQUARE STRIPS BRAZING TIPS SQUARE STRIPS
79ROUND TOOL MATERIALS ndash P-LINE
Brazing tips to DIN 8011
L
St
c
e
r
Form R
Type description
L e S r c t[mm] [mm] [mm] [mm] [mm] [mm] CTF28T CTS12D
DIN 8011 R 12 12 500 080 2500 080 200
DIN 8011 R 16 16 710 120 2500 100 250
DIN 8011 R 19 19 900 140 2500 100 300
DIN 8011 R 22 22 1120 180 2500 140 350
DIN 8011 R 25 25 1500 220 2500 140 400
DIN 8011 R 30 30 1800 280 2500 140 500
Brazing tips to DIN 8011
L
St
c
e
r
Form T
Type description
L e S r c t[mm] [mm] [mm] [mm] [mm] [mm] CTS12D
DIN 8011 T 12 12 450 120 1500 100 300
DIN 8011 T 16 16 750 160 1500 100 350
DIN 8011 T 19 19 750 200 2500 180 450
DIN 8011 T 22 22 950 250 2500 250 560
DIN 8011 T 25 25 1000 280 2500 300 800
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
FLAT AND SQUARE STRIPS BRAZING TIPS DIN 8011 BRAZING TIPS
ROUND TOOL MATERIALS ndash P-LINE80
Brazing tips to DIN 8011
L
St
c
e
r
Form U
Type description
L e S r c t[mm] [mm] [mm] [mm] [mm] [mm] CTS12D
DIN 8011 U 12 12 140 120 1500 100 560
DIN 8011 U 16 16 400 160 1500 100 670
DIN 8011 U 19 19 250 200 2500 180 800
DIN 8011 U 22 22 280 250 2500 250 1120
DIN 8011 U 25 25 400 280 2500 300 1400
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
FLAT AND SQUARE STRIPS BRAZING TIPS DIN 8011 BRAZING TIPS
81ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE82
Special products
In addition to our standard programme we also offer individual solutions for our rods Thanks to our comprehensive manufacturing possibilities we can also implement your most demanding requirements Whether special coolant hole profiles large helix angles or other customised versions see for yourself and benefit from our expertiseIn our up-to-date grinding department we also produce semi-finished ground articles in high volumes as well as in small batches
83ROUND TOOL MATERIALS
Broad selection of diameters and grades starting at 040 mm eg for erosion electrodes up to 80 mm for special tools For semi-finished tools bigger than that we offer customised preforms
Solid carbide or coolant hole rods up to a metre in length are no problem for us Close tolerance production techniques of spiral through hole rod minimise the risk of grinding through into the coolant channels Using leading-edge technologies we are also able to deliver coolant hole rod with pre-formed flutes if required
Increasingly tool producers rely on prefabricated semi-finished products In this context we offer ground cut-to-lengths in a variety of versions For example steps tapers cones male or female centres ball noses chamfers recesses ground holes and many others
Thanks to our modern extrusion processes we can offer you a variety of coolant hole profiles
Available types
SPECIAL PRODUCTS AVAILABLE TYPES
ROUND TOOL MATERIALS ndash P-LINE84
Preforms
In addition to our comprehensive range of rods we also offer various types of preforms for rotary cutting tools The products include both blanks and semi-fin-ished tools for solid carbide and PCD tools exchangeable head systems and tool shanks Years of experience in the field of blank machining combined with a state-of-the-art production plant make it possible for us to produce the most complex near net shape geometries with short delivery times In particular for tool shanks and PCD tool bodies we have developed the new grade CTF25E which is ideal even for the most sophisticated tool versions with narrow shapes and critical transitions
85ROUND TOOL MATERIALS ndash P-LINE
Preformed seats for PCD inserts
Based on your drawings of blanks or finished parts we are able to produce outside diameters of up to approx 300 mm and lengths of approx 500 mm Ideally you should provide us with digital drawings or 3-D models (stp prthellip)
Straight and helical chip flutes
Ground shanks
External and internal thread
Coolant holes
As sintered male or female centres
emspDiameter as sintered up to around 500 mmemspLengths up to around 300 mm
Available types
PREFORMS AVAILABLE TYPES
ROUND TOOL MATERIALS ndash P-LINE86
Individually designed coolant exit holes can be formed into the blank
emspOutside and inside threadsemspMetric ISO threads as sintered tolerance class 8HemspUN threads as sinteredemspSpecial threads upon requestemspGround threads are possible upon request
emspFemale and male centresemspFemale centres to DIN 332emspAs sintered centres (form R preferred)emspUpon request ground version also available
emspUpon request ground version also available for example ground shank to h6
Our preformed chip flutes and insert seats with optimised machining allowance make it possible to save production costs thanks to reduced grinding times in tool production
Do not hesitate to contact us with questions about possible variations We will be pleased to help you design blanks for cost-efficient production of precision tools
emspAxial holes from Oslash 065 mmemspRadial exit holes from Oslash 05 mm and greateremspSmaller holes available depending on the depth and upon
request
PREFORMS AVAILABLE TYPES
87ROUND TOOL MATERIALS ndash P-LINE
[m ] [gcm3] HV30 HRA [MPa] [psi] [MPam frac12]
CTS12D K05 ndash K10 C-3 60 1480 1820 931 3600 522100 93CTS15D K10 ndash K30 C-3 75 1470 1750 928 3700 536000 95CTS20D K20 ndash K40 C-2 100 1438 1600 919 4000 580100 104
[m ] [gcm3] HV30 HRA [MPa] [psi] [MPam frac12]
CTF25E K30 ndash K40 C-2 125 1415 1300 895 3500 507600 150
Grades composition and properties
GradeDensity Hardness
US codeBinder
ISO code
Transverse rupture strength KIC (Shetty)
Submicron grade
An extensive stock of the most important grades makes short-est delivery times for customised blanks possible
Our CTF25E fine-grain grade has been specially designed for PCD tools and tool shanks
The coarser grain structure combined with higher cobalt con-tent provides this grade with increased resistance to break-age and excellent brazability
CTF25E vs CTS20D
Of course we also offer preforms in all other Round Tool Materials grades upon request
GradeDensity Hardness
US codeBinder
ISO code
Transverse rupture strength KIC (Shetty)
Fine grain grade
CTS20D CTF25E Grain size Cobalt content Additives Hardness Transverse rupture strength Fracture toughness KIC
submicron fine grain1001151600 HV304000 MPa104 MPam05
125121300 HV303500 MPa15 MPam05
CTS20D CTF25E
PREFORMS GRADES COMPOSITION AND PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE88
[mm]03
max deflection
Straightness
1
1000 1
1000 1
1000
1
1000
Min wall thicknesses and hole distancesgeemsp1emspmm
Wall thicknesses
min 1 mm
min 1 mm
Diameter steps
Different diameters dia stepsD1 ndash D2 ge1 mmD 1D
1
[mm] [mm] [plusmn]lt 20 055 plusmn015
gt 20 ndash 35 060 plusmn020gt 35 ndash 45 065 plusmn025gt 45 ndash 55 070 plusmn030gt 55 ndash 70 085 plusmn035
gt 70 ndash 100 090 plusmn040gt 100 ndash 150 100 plusmn050
Tolerance table for preforms
Diameters for preforms
Example of a finished diameter 22 mm with grinding allowance
Finished dimension Oslash 2200 mm Grinding allowance +060 mm Blank dimensions Oslash 2260 plusmn020 mm
Nominal Oslash
Blank tolerance incl grinding
allowance Sintering tolerance
Lengths for preforms
Example of a finished length 150 mm with grinding allowance
Finished dimension 150 mm Grinding allowance +115 mm Blank dimensions 15115 plusmn075 mm
Length
Blank tolerance incl grinding
allowance Sintering tolerance
[mm] [mm] [plusmn]
L 05 L + 04 plusmn05 L
For further information go to page 93
Specifications
PREFORMS SPECIFICATIONS
89ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE90
In this section you can find additional information on product labelling technical product specifications and carbide properties Specifications for preforms can be found at the end of the lsquoPreformsrsquo section
Information
91ROUND TOOL MATERIALS ndash P-LINE
Product labelling
Material short text
The material short text describes the article in terms of the most important geometrical specifications A guide to the designation system can be found in the catalogue on page 20
Pitch information(for rods with helical coolant holes) The pitch class and its average value are stated This value acts as the adjustment value for flute grinding More information on the pitch classification for rods with helical coolant holes can be found in the catalogue on page 92
RGMC 1000-073
CTS20D11769718
Mad
e in
Aus
tria
2659013
RGM
C 10
00-0
73
CTS2
0D
10
10
30G2 10004813544-330
CTS20D11793406
Mad
e in
Aus
tria
2650868 30G
2 10
004
81
35
44-
330
CTS2
0D
100
Blaublue 52930 mm
Blau
blu
e 52
930
mm 10
0
Carbide grade Material number
Production order Quantity
Material number barcode
Production order barcode
Material short text
Grade
INFORMATION PRODUCT INFORMATION ndash LABELLING
ROUND TOOL MATERIALS ndash P-LINE92
α = tan-1 d times πStg
Stg = d times πtan α
0deg-1deg +1deg
-033deg +033deg+033deg -033deg +033deg -033deg
0deg-075deg +075deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
Stg pitchd nominal diameterα helix angle
Pitch in mm
Helix
ang
le in
deg
rees
Nominal pitch3 class system
6 class system
yellow white blue
white blue green black red yellow
Conversion pitch to angle
Conversion angle to pitch
Definition of the helix angle
The helix angle indicates the torsion of the coolant holes in relation to the nominal diameter In this context it has to be taken into account that the angle decreases depending on theemspdiameteremspstepsemspForemspthisemspreasonemsprodsemspwithemsp40degemspcoolantemspholes are used for step drills in order to achieve an optimal spiralemspfluteemsphelixemspangleemspofemsp25emsptoemsp30deg
Definition of pitch
Theemsppitchemsp isemsp theemsp lengthemspofemspaemspcompleteemsp360degemsprotationemspofemsp theemspcoolant holes This value is independent of the diameter or the diameter steps The CERATIZIT designation system for coolant hole rods includes both the helix angle in degrees and the pitch of the helix in millimetres
Conversion helix anglepitch
Pitch classification
In order to guarantee closest pitch tolerances our carbide rods with helical coolant holes are divided into tolerance classes For this purpose all rods are measured and assigned to the respective class which is indicated on the product label For details of our pitch classification see page 98
INFORMATION PRODUCT INFORMATION ndash PITCH CLASSIFICATION
93ROUND TOOL MATERIALS ndash P-LINE
Ra max
1
1000
1
1000
Measured outside diameter of the round rod In case of helical coolant hole rods the outside diameter means the OD (addendum diameter) including the helical tooling grooves
Outside diameter
Measured length of the round rodLength
The surface quality describes the state of the surface For ground rods the surface value is indicated as maximum average roughness value Ra (DIN EN ISO 42871998)
Surface
Maximum deflection of a rotating rod which lies on two contact points measured in the middle of the rod The distance between the two contact points is 300 mm When the rod is longer or shorter than 330 mm the contact width corresponds to the rod length minus 10 mm
Straightness
Maximum deflection of a rod Contact point A is 5 mm before the chamfer Contact point B is in the middle of the rod The measurement is carried out 2 mm from the end
Concentricity
The cylindricity describes the tolerance field of an ideal cylinder inside which the skin surface of the rod should be
Cylindricity
Lateral length of flat and square stripsWidth height
Roundness is the radial distance of two con-centric circles which include the circumference line of the round rods section (DIN ISO 1101)
Roundness
The pitch circle is defined as the circle which goes through two or three centre points of coolant holes
Pitch circle diameter
The hole diameter is the diameter of the cool-ant holes inside the rod
Hole diameter
Excentricity means the deviation of the pitch circle centre point or in case of a coolant hole the deviation of the coolant hole centre point from the centre point of the rod
Excentricity
The helix angle is the angle between the longi-tudinal axis and the helix line
Helix angle
Maximum difference of the angle of the two imaginary lines which go through the centre point of the coolant holes which are on the pitch circle
Torsion
For rods with three helical coolant holes the section surface is divided into three circle sec-tors which go through the centre point of the coolant holes The pitch error is the difference of the angles between the circle sectors
Pitch error
INFORMATION SPECIFICATIONS ndash SPECIFICATION FEATURES
ROUND TOOL MATERIALS ndash P-LINE94
RR RGM RGI
[mm] h6 [mm] h5 [mm]10 ndash 30 +0-0006 +0-000431 ndash 60 +0-0008 +0-000561 ndash 100 +0-0009 +0-0006101 ndash 180 +0-0011 +0-0008181ndash 300 +0-0013 +0-0009301 ndash 400 +0-0016 +0-0011
[mm] [mm]08 ndash 21 +0+01522 ndash 47 +0+02048 ndash 67 +0+02568 ndash 152 +0+030153 ndash 202 +0+045203 ndash 242 +0+055243 ndash 362 +0+065363 ndash 462 +0+070
Tolerance
Outside diameter
Outside diameter ToleranceOutside diameter
as sintered ground
[mm] [mm]10 ndash 29 12030 ndash 59 01560 ndash 79 012 80 ndash 99 010
100 ndash 119 008 120 ndash 199 005 200 ndash 400 lt 005
[mm] [mm]08 ndash 32 12
325 ndash 462 05
Outside diameter
Straightness
max deflection max deflectionOutside diameter
as sintered ground
1
1000
1
1000
[mm] [mm]08 ndash 57 005 58 ndash 77 008
78 ndash 127 010128 ndash 302 013 303 ndash 462 016
[mm] h6 [mm] h5 [mm]10 ndash 30 0003 000331 ndash 60 0004 0003
61 ndash 100 0005 0003101 ndash 300 0006 0004301 ndash 400 0008 0005
Roundnessas sintered ground
ToleranceOutside diameter ToleranceOutside diameter
as sintered as sinteredground 005
Tolerance
LengthSurface finish
Executions [mm]+0+10Ra max
[μm]Ramax
Solid carbide rods
INFORMATION SPECIFICATIONS ndash SOLID CARBIDE RODS
95ROUND TOOL MATERIALS ndash P-LINE
RGMC RGMCW RGMCD RGMCY RGIC
[mm] h6 [mm] h5 [mm]10 ndash 30 +0-0006 +0-000431 ndash 60 +0-0008 +0-000561 ndash 100 +0-0009 +0-0006101 ndash 180 +0-0011 +0-0008181 ndash 300 +0-0013 +0-0009301 ndash 400 +0-0016 +0-0011
Tolerance
Outside diameter
Outside diameter
[mm]RGMC +1 RGIC +15
Total length tolerance
Length
Type
Surface finish
Ramax [microm]005Ra max
[mm] h6 [mm] h5 [mm]10 ndash 30 +0+0003 +0+000231 ndash 60 +0+0003 +0+0002
61 ndash 100 +0+0003 +0+0002101 ndash 250 +0+0004 +0+0002
Outside diameter
Roundness
Tolerance
[mm] 30 40 50 60 70 80 90 110 14030 5 5 6 7 - - - - -
40 ndash 50 5 5 6 6 7 - - - -60 4 5 5 6 6 7 8 - -
80 ndash 100 4 4 4 5 5 5 6 7 -120 ndash 140 3 4 4 4 4 5 5 6 -160 ndash 200 3 4 4 4 4 4 5 5 6
250 3 4 4 4 4 4 5 5 6
max concentricity [microm] starting length [mm]
Run-out RGMC
Outside diameter
1
1000
[inch] 1500 ndash 2500 2501 ndash 3500 3501 ndash 800018 ndash 316 5 76 ndash
14 ndash 1 5 76 10
maximum concentricity [microm] starting length [inch]
Run-out RGIC
Outside diameter
1
1000
End mill blanks
INFORMATION SPECIFICATIONS ndash END MILL BLANKS
ROUND TOOL MATERIALS ndash P-LINE96
GB2 G2 SO
[mm] [mm]16 ndash 63 +-02067 ndash 80 +-02590 ndash 100 +-030
TolerancePitch circle diameter
Pitch circle diameter of DIN drill blanks
[mm] [mm]029 +-003
030 ndash 105 +-005106 ndash 20 +-008
TolerancePitch circle diameter
Pitch circle diameter for micro-drill blanks
[deg] [deg]+-1 3 +-033
Total tolerance class Number of
classes
Tolerance class
Helix angle for DIN drill blanks
[deg] [deg]+-075 6 +-0125
Total tolerance class Number of
classes
Tolerance class
Helix angle for micro-drill blanks
[mm] 63ndash6
6
67ndash8
1
82ndash1
14
115ndash
133
134ndash
162
163ndash
310
60 10 15 30 40 ndash ndash80 ndash 15 20 40 40 ndash
100 ndash ndash 20 30 40 50120 ndash ndash 20 30 30 50140 ndash ndash 20 30 30 50160 ndash ndash ndash 20 30 50180 ndash ndash ndash 20 30 50200 ndash ndash ndash 20 30 50
Outside diameter
Straightness of DIN drill blanksDeflection [microm] with length [mm]
1
1000
[mm] 55ndash6
5
66ndash8
5
86ndash1
05
106ndash
180
30 5 8 20 2040 ndash 8 15 20
Outside diameter
Run-out of micro-drill blanksDeflection [microm] with length [mm]
1
1000
[mm] [mm]16 ndash 34 010
48 01563 ndash 67 018
80 ndash 100 020
max excentricity
Excentricity of DIN drill blanks
Pitch circle diameter[mm] [mm]029 0025
030 ndash 059 003506 ndash 15 0040
151 ndash 200 0050
max excentricity
Excentricity of micro-drill blanks
Pitch circle diameter
Drill blanks
INFORMATION SPECIFICATIONS ndash DRILL BLANKS
97ROUND TOOL MATERIALS ndash P-LINE
[mm] h5 [mm]30 +0-0004
31 ndash 60 +0-000561 ndash 100 +0-0006101 ndash 180 +0-0008181 ndash 300 +0-0009
Tolerance
Outside diameter
Outside diameter
+0+1Tolerance
Length
[mm] [mm]005 +-0010
006 ndash 020 +-0015021 ndash 045 +-003005 ndash 13 +-0050
131 ndash 250 +-0075
Hole diameter
ToleranceHole diameter
Surface finishProduct Ramax [microm]
DIN drill blanks Ground mat 005 - 01Micro-drill blanks 005
Ra max
[mm] [mm]30 ndash 60 000280 ndash 100 0003
120 ndash 180 0004200 0005
Tolerance
Roundness
Outside diameter
[mm] [mm] [mm]6 15 +-01 030 +-0058 15 +-01 040 +-005
10 20 +-01 050 +-01012 20 +-01 060 +-01014 25 +-01 080 +-01016 25 +-01 110 +-01018 30 +-01 130 +-01020 30 +-01 160 +-010
Cross groove profile for DIN drill blanks
Outside diameter
Cross groove width
Cross groove depth
INFORMATION SPECIFICATIONS ndash DRILL BLANKS
ROUND TOOL MATERIALS ndash P-LINE98
R2 R3 R4 G2 G3
[mm] [mm] [mm]33 ndash 43 +010+020 +020+06044 ndash 83 +010+030 +020+07084 ndash 103 +010+035 +020+075104 ndash 123 +010+040 +025+080124 ndash 143 +010+040 +030+080144 ndash 163 +010+045 +035+095164 ndash 183 +010+050 +040+100184 ndash 203 +010+055 +040+105204 ndash 223 +010+060 +045+110224 ndash 353 +010+060 +050+110
Tolerance core diameter
Tolerance outside
diameterOutside diameter
Outside diameteras sintered ground
[mm] [mm]60 +0-0008
61 ndash 100 +0-0009101 ndash 180 +0-0011181 ndash 300 +0-0013301 ndash 320 +0-0016
ToleranceOutside diameter
[mm] [mm]33 +-010
34 ndash 43 +-01544 ndash 123 +-020124 ndash 183 +-025184 ndash 353 +-030
ToleranceOutside diameter
Pitch circle diameteras sintered ground
[mm] [mm]60 ndash 120 +-020121 ndash 180 +-025181 ndash 320 +-030
ToleranceOutside diameter
[mm] [mm]250 ndash 280 040
gt 280 050
max deflection
Straightness
Length
1
1000
as sintered ground
1
1000
[mm] [mm]60 ndash 79 01280 ndash 99 010
100 ndash 119 008120 ndash 199 005200 ndash 320 lt 005
max deflectionOutside diameter
Product group [deg] Number of classes [deg]Standard +-1 3 +-0333
Oslash 33 ndash 43 +-075 6 +-0125extra-long 3 holes +-075 6 +-0125
Total tolerance class Tolerance class
Helix angle
Rods with helical coolant holes
INFORMATION SPECIFICATIONS ndash RODS WITH HELICAL COOLANT HOLES
99ROUND TOOL MATERIALS ndash P-LINE
[mm]+0+10
Total length tolerance
Length
Executions Ra max [microm]as sintered as sintered
ground 005
Surface finish
Ra max
[deg]+-30
max pitch error with R3
Pitch error
[mm] [mm]33 004
34 ndash 43 00544 ndash 83 010
84 ndash 103 015104 ndash 143 018144 ndash 353 020
Tolerance
Excentricity
Outside diameter
[mm] [mm]60 0004
61 ndash 100 0005101 ndash 300 0006301 ndash 320 0008
Tolerance
Roundness
Outside diameter
[deg]20
max torsion with R4
Torsionas sintered
[mm] [mm] [mm]33 ndash 43 leemsp100 +-003033 ndash 43 geemsp101 +-005044 ndash 353 040 ndash 130 +-005044 ndash 353 131 ndash 250 +-007544 ndash 353 251 ndash 500 +-0100
Hole diameter
Hole diameter
ToleranceOutside diameter
INFORMATION SPECIFICATIONS ndash RODS WITH HELICAL COOLANT HOLES
ROUND TOOL MATERIALS ndash P-LINE100
00R1 00R2 00G1 00G2
[mm] [mm]33 +0+020
34 ndash 50 +0+03051 ndash 65 +0+03566 ndash 152 +0+040153 ndash 207 +0+055208 ndash 222 +0+065223 ndash 343 +0+075
Tolerance
Outside diameter
Outside diameter
as sintered ground
[mm] [mm]40 ndash 60 +0-000861 ndash 100 +0-0009101 ndash 180 +0-0011181 ndash 300 +0-0013301 ndash 320 +0-0016
ToleranceOutside diameter
[mm]050
max deflection
Straightness
1
1000
as sintered ground
1
1000
[mm] [mm]40 ndash 59 01560 ndash 79 01280 ndash 99 010
100 ndash 119 008120 ndash 199 005200 ndash 320 lt 005
max deflectionOutside diameter
[mm] [mm]33 ndash 57 00562 ndash 77 008
82 ndash 127 010132 ndash 302 013303 ndash 343 016
Tolerance
Roundness
Outside diameter
as sintered
[mm] [mm] 40 ndash 60 0004 61 ndash 100 0005 101 ndash 300 0006 301 ndash 320 0008
ToleranceOutside diameter
ground
[mm]+0+10
Total length tolerance
Length
Rods with straight coolant holes
INFORMATION SPECIFICATIONS ndash RODS WITH STRAIGHT COOLANT HOLES
101ROUND TOOL MATERIALS ndash P-LINE
[mm] [mm]
central coolant hole
010 ndash 050 +005051 ndash 130 +010131 ndash 250 +015251 ndash 500 +020
two coolant holes
010 ndash 050 +-0025051 ndash 130 +-0050131 ndash 250 +-0075251 ndash 500 +-0100
Hole diameter
ToleranceHole diameterProduct group
[mm] [mm]33 ndash 39 +-00540 ndash 59 +-01060 ndash 149 +-020
150 ndash 209 +-025210 ndash 343 +-030
ToleranceOutside diameter
Pitch circle diameter
Executions Ra max [microm]as sintered as sintered
ground 005
Surface finish
Ra max
[mm] [mm] 33 ndash 39 0025 40 ndash 59 0050 60 ndash 79 0100 80 ndash 109 0120 110 ndash 249 0150 250 ndash 343 0200
Tolerance
Excentricity
Outside diameter[mm] [mm]
33 ndash 39 0025 40 ndash 59 0050 60 ndash 79 0100 80 ndash 109 0120 110 ndash 249 0150 250 ndash 343 0200
ToleranceOutside diameter
INFORMATION SPECIFICATIONS ndash RODS WITH STRAIGHT COOLANT HOLES
ROUND TOOL MATERIALS ndash P-LINE102
FR SR
[mm] [mm] 23 ndash 43 +0+020 44 ndash 63 +0+025 64 ndash 103 +0+030
104 ndash 143 +0+035 144 ndash 163 +0+040 164 ndash 203 +0+050
Width height
Width height
Tolerance
[mm]
max 04
Levelness
Levelness
[mm]+0+10
Total length tolerance
Length
Flat and square strips
INFORMATION SPECIFICATIONS ndash FLAT AND SQUARE STRIPS
103ROUND TOOL MATERIALS ndash P-LINE
z
F
x
22deg
y
x
d2d 1
HV = 0102 times 2 times F times sind2 asymp 01891 F
d2
136deg2
100
80
60
40
20
00 5 10 15 20 25
120
Wea
r res
ista
nce
[1c
m3 ]
Submicron gradesFine medium grades
Coarse grades
Cobalt content []
Figure 1 test assembly for the determination of wear resistance according to ASTM B611-85
Figure 3 Vickers hardness test according to ISO 3878
Formula 1 calculation of the Vickers hardness (ISO 3878)
Figure 2 wear resistance in relation to the cobalt content and grain size
Mechanical properties of carbideWear resistanceThe most important property of carbide is wear resistance This property - or to be precise this combination of prop-erties - refers to the surface of the component When two surfaces rub against each other material is removed from both of them Under low stress the material removed consists of single grains or particles This phenomenon is called lsquoscor-ingrsquo In cases of high stress the material removed consists of grain clusters and is called lsquoabrasionrsquo The concept of wear is very complex and depends on many variables Wear resist-ance is mainly tested using the ASTM B611-85 method In this method a carbide piece is pressed onto a rotating steel disk using a lever The rotating steel disk is the carrier for the abrasive material which together with the material that is subject to analysis is transported from a tank below the con-tainer directly to the contact zone (see figure 1) The abrasive material consists of water and aluminium oxide (corundum)Wear resistance is determined by measuring the volume of material removed from the carbide piece while the revolution numberemsptestemsptimeemspandemsptheemspforceemspappliedemspatemsp90degemsponemsptheemspsteelemspdisk are held at consistent levels A gravimetric evaluation is carried out with the volume removal indicated in mm3 As shown in figure 2 wear resistance increases the finer the grain and the lower the cobalt content
HardnessHardness is a materialrsquos mechanical resistance to another harder material which penetrates it The hardness is normally determined based on the Vickers hardness test according to ISOemsp3878emsp Inemspthisemsp testemspaemsp136degemsppyramidalemspdiamondemspindenteremspis pressed onto a work piece with a determined test force The size of the indent is determined optically by measur-ing the two diagonals of the square indent produced by the applied force (F) The impression surface is calculated with formula 1 (see fig 3) When introducing this test method the obsolete unit lsquokilopondrsquo was used for the test force Therefore in the formula the factor 0102 is used for conversion The standardised indication of the Vickers hardness for example is as follows
620 HV 30
Parameters- 620 = hardness- HV = test procedure- 30 = test force in kilopond
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE104
1500
1300
1100
900
700
5000 5 10 15 20 25
1700
1900
2100
30
2300
2500HV
30
100
80
60
40
20
0750 1000
120
1250 1500 1750 2000
Cobalt content []
Ultrafine gradesSubmicron grades
Fine medium gradesCoarse grades
Wea
r res
ista
nce
[1c
m3 ]
Vickers hardness
Submicron gradesFine medium grades
Coarse grades
Figure 4 hardness in relation to the cobalt content and grain size
Figure 5 wear resistance in function of hardness with different grain sizes
Another method for determining hardness is the Rockwell procedure (ISO 3738) It is similar to the Vickers procedure but uses a diamond brale indenter Here the depth of pen-etration is used as the degree of hardness There is no the-oretical basis for a conversion between the two procedures In order to create a comparison a determinate test must be carried out Like wear resistance hardness also increases with a smaller grain size and lower cobalt content (see figure 4) As wear resistance and hardness show similar behaviour with regard to cobalt content and grain size hardness is often used as a reference for wear resistance Furthermore the Vickers procedure is easier and quicker than ASTM B611-85 Nevertheless the relation of hardness and wear resistance is exponential and also depends on the grain size (see figure 5)
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
105ROUND TOOL MATERIALS ndash P-LINE
KIC = 015 32
HV30sum Lradic MN
m
0 5 10 15 20 25 30
K IC
[MN
m3
2 ]
L2
L3
L4
L1
Cobalt content []
Ultrafine gradesSubmicron grades
Fine medium gradesCoarse grain grades
Formula 2 calculation of the critical tension intensity factor KIC
Figure 7 fracture toughness in relation to the grain size and the cobalt content
ToughnessWhen a material is exposed to external static or dynamic stress this leads to mechanical tensions In many cases particularly with impact loads both the strength and ductil-ity of the material have to be taken into account These two properties represent the basis for the concept of toughness which is defined as the capacity to resist fracture or crack progagation Fracture in this context means the complete separation of the material into at least two parts There are numerous possibilities to define or determine toughness transverse rupture strength or fracture toughness In the defi-nition above the integrated product of force and deformation until fracture occurs is used as the toughness value In the case of carbide the Palmqvist method is frequently applied to determine the toughness as a critical tension intensity factor KIC For this purpose the crack length of a Vickers hardness indent is used to deduce the fracture toughness (see figure 6) This is then converted into the tension intensity factor using formula 2 As can be seen in figure 7 tough-ness increases with the metal binder content and growing grain size Compared to other metal materials carbide can be found in the lower part of the toughness range about the same as hardened steel
Figure 6 Palmqvist method for the determination of fracture toughness
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE106
By definition carbide is to be considered a brittle material as there is basically no plastic deformation prior to fracture This is confirmed by examination of surfaces where breakage occurred Various carbides however show very big differ-ences in terms of toughness which can be best explained by taking a look at the microstructure Cracks inside the carbide grains may occur just like intergranular fractures and shear fractures in the binder metal Generally the number of grain cracks rises with increasing grain size and the number of shear fractures when raising the binder content In terms of fracture energy the main contribution to toughness comes from the length of the rupture in the metal binder (see figures 8 and 9)
Figure 8 crack propagation in large grain sizes larger crack propa-gation requires higher fracture energy - higher toughness
Figure 9 crack propagation in small grain sizes direct shorter crack propagation - requires lower fracture energy - lower toughness
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
107ROUND TOOL MATERIALS ndash P-LINE
4000
3500
3000
2500
2000
15000 5 10 15 20 25
4500
30
Tran
sver
se ru
ptur
e st
reng
th [M
Pa]
Cobalt content []
Ultrafine gradesSubmicron grades
Fine medium gradesCoarse grades
Figure 10 illustration of a transverse rupture strength test
Figure 11 transverse rupture strength in relation to the grain size and the cobalt content
Mechanical strengthEvery material has defects such as inclusions and micro-cracks For brittle materials such as hardened steels or car-bide the mechanical strength is limited by the number and size of these defects In this context the mechanical strength depends on the volume as with a growing material volume the probability of a large defect rises Depending on the type of stress various types of strength are distinguished
Transverse rupture strengthTesting the transverse rupture strength is the easiest and most common procedure of analysing the mechanical strength of carbide According to the standardised ISO 3327 procedure a test material of a certain length is placed on a surface and put under stress in the middle until it breaks (see figure 10) The transverse rupture strength (TRS) is then the average value of several tests The maximum value is achieved with a cobalt content of around 14 weight- and grain sizes of around 02 ndash 05micromThe very low plastic deformation is normally not taken into account as it occurs only in the toughest carbides Transverse rupture strength decreases with increasing temperatureFurthermore the carbides show creep values when they are subjected to stress or to high temperatures for a long time The transverse rupture strength is decisively influenced by the number and size of defects in the structure or on the surface Fractures always occur at the weakest point of the structure which is also where the largest defect is A high number of defects therefore increases the probability that one of these defects causes a premature fracture on the point with the highest stress As the quality demands in the field of carbide manufacturing are high impurities or defects can be minimised and thus the risk of breakage reduced
Tensile strengthWhen testing the tensile strength of brittle materials it is dif-ficult to measure exact results A precise result depends on both the perfect preparation of the test materials as well as on the additional stress present on the mounting fixtures Applying the Weibull theory however the tensile strength can be deducted from the values of the transverse rupture strength
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE108
7000
6000
5000
4000
3000
20000 5 10 15 20 25
8000
9000
10000Co
mpr
essi
ve s
treng
th [N
mm
2 ]
Submicron gradesFine medium grades
Coarse grades
Cobalt content []
Extra-coarse grades
Figure 12 compressive strength in relation to the grain size and the cobalt content
Compressive strengthOne of the most remarkable properties of carbide is the extremely high compressive strength under uniaxial stress This valuable property is used in virtually all application fields (cutting edges with high compressive strength in all machin-ing processes pressing and drawing dies rolls anvils and dies for the production of synthetic diamonds etc) The ten-sion of this kind of stress doesnrsquot actually cause fracture due to pressure but due to tension a shear fracture A suitable procedure for determining compressive strength can be found in ISO 4506 To achieve precise values for carbide the test piecersquos geometry must be changed so that the effects of the edges and contact which occur in a simple cylindrical test piece are eliminated Elastic deformation is produced under initial load however before fracture a degree of plastic defor-mation results Figure 12 shows the compressive strength of various grain sizes in relation to the cobalt contentThe compressive strength increases when the metal binder content decreases and the grain size is reduced A small grain carbide grade with a low metal binder content typi-cally has a compressive strength of almost 7000 Nmm2 The compressive strength decreases when the tempera-ture increases The degree of plastic deformation increases notably with the temperature so that the results are variable when temperatures are high
Shear strengthThe implementation of pure shear tests is very difficult However numerous things speak for the fact that the shear strength is somewhat higher than the compressive strength
Fatigue strengthThe fatigue strength of carbide is above 2 million pulsating compressive loads at around 65 to 85 of the static compres-sive strength The compressive fatigue strength increases with a decreasing cobalt content and with decreasing grain size
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
109ROUND TOOL MATERIALS ndash P-LINE
650
600
550
500
450
4000 5 10 15 20 25
700
1300 22002000 4600
0
100
80
60
40
20
Mod
ulus
of e
last
icity
[kN
mm
2 ]
Cobalt content []
Hardness [HV30]
Property from to
Transverse rupture strength [MPa]Fracture toughness [MPa y middot m12]
Hardness
Fracture toughness
CTU08L ultrafine grade 42 Co
Transverse rupture strength
CTS20D submicron grade 100 CoCTF25E finemedium grain grade 125 Co
Figure 15 tension fields of three CERATIZIT grades 0 - lowest value of all grades 100 - highest value of all grades
Figure 14 properties of CERATIZIT round rods and preforms
Figure 13 modulus of elasticity of WC-Co carbides
Modulus of elasticity shear modulus Poissonrsquos ratioThe modulus of elasticity indicates the resistance of a mate-rial against elastic deformation and is higher the more rigid a material is In the case of carbide the modulus of elasticity is 2 to 3 times higher than in steel and increases linearly with decreasing metal binder content See fig 13 additives ofemspγ-phaseemspreduceemsptheemspmodulusemspofemspelasticityemspAnemspexactemspdeter-mination of the modulus of elasticity based on the tension-ex-pansion diagram is difficult Therefore for reliable results res-onance measurements of transverse and longitudinal waves are carried out according to ISO 3312 The shear module is determined in the same way with the help of torsional vibra-tion By determining the modulus of elasticity and the shear module the Poissonrsquos ratio can be calculated
Influence of the grain size and the cobalt content on the most important propertiesThe most important mechanical properties of the carbide such as hardness transverse rupture strength and fracture toughness are determined by the grain size of the tungsten carbide and cobalt content Figure 14 shows the properties of CERATIZIT round rods and preforms Sporadically it can be sustained that through smaller grain sizes higher hard-ness and transverse rupture strength can be achieved At the same time however fracture toughness decreases By increasing the cobalt content hardness is reduced while the transverse rupture strength and fracture toughness are raised Based on this fact a compromise between hardness and fracture toughness can be made Figure 15 shows three different CERATIZIT grades and their hardness fracture toughness and transverse rupture strength 0 is the lowest value and 100 the highest value of all CERATIZIT grades
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE110
65
60
55
50
45
400 5 10 15 20 25
7
75
8
100
80
60
40
20
00 100
120
200 300 400 500 600 700 800
Ther
mal
exp
ansi
on c
oeffi
cien
t [10
-6 deg
C]
20degCemspndashemsp800degC
Cobalt content []
20degCemspndashemsp40degC
Ther
mal
con
duct
ivity
[Wm
n deg
C]
Temperature [degC]
Submicron gradesFine medium grades
Coarse gradesLow y-phase content
High y-phase content
Figure 17 thermal conductivity in relation to the temperature of various micro-structures and grain sizes
Figure 16 thermal expansion in function of the cobalt content for two temperature intervals
Physical properties of carbide DensityThe density of carbide is determined according to ISO 3369 and varies strongly depending on the composition of the car-bide grade Grades with a very high WC content have the highest density Grades with a high titanium carbide content and a high binder content have the lowest density Typically it can however be assumed that the density is around 50 to 100 higher than that of steel
Thermal expansionAs tungsten carbide has a very low thermal expansion coef-ficient the values for carbide compared to steel are very low For carbide grades which contain titanium carbide the values are somewhat higher than for the pure WC-Co carbides Fig-ure 16 shows the thermal expansion in relation to the cobalt content
Thermal conductivityThe thermal conductivity is of great significance for carbide applications as it determines the temperature in the wear areas and has a large influence on the carbidersquos thermal fatigue resistance and resistance to thermal fluctuations The thermal conductivity of WC-Co carbide is around twice that of unalloyed steels It is only slightly influenced by the cobaltemspcontentemspandemsptheemspgrainemspsizeemspwhileemspγ-phasesemsp likeemsp tita-nium carbide or tantalum carbide have an impact Titanium carbide strongly reduces the thermal conductivity Therefore foremspmillingemspgradesemsptantalumemspcarbideemspisemspmostlyemspusedemspasemspγ-phaseemsp(see figure 17)
Specific thermal capacityThe specific thermal capacity is the quantity of heat which is necessaryemsptoemspheatemspupemsp1emspkgemspofemspaemspmaterialemspbyemsp1degCemspInemspapplica-tion technology it is equally important as thermal conductivity because during the machining processes the heat has to be taken away from the cutting edge Through a high thermal capacity the surrounding area is less hot as it can absorb more energy
Specific electric resistanceWC-Co carbides have a low specific resistance of around 20microΩemspcmemspandemspasemspsuchemspareemspgoodemspconductorsemspofemspelectricityemspCarbidesemspwithemspγ-phasesemsphaveemspaemsphigheremspspecificemspresistance
INFORMATION TECHNICAL INFORMATION ndash PHYSICAL PROPERTIES
111ROUND TOOL MATERIALS ndash P-LINE
B
BR
-HC
HS
H
Figure 18 hysteresis curve of a ferromagnetic material
Magnetic saturation amp coercive field strengthCarbides with cobalt as a metal binder are ferromagnetic If a ferromagnetic material is exposed to a magnetic field strength H the magnetic flux density B in this material increases (fig-ure 18 blue line) The flux density decreases when the field strength rises until maximum saturation is achieved This maximum flux density is defined as magnetic saturation (4πσ)emspWhenemsptheemspexternalemspfieldemspstrengthemspisemspremovedemsptheemspfluxemspdensity in the material is reduced along the upper green line to a certain residual magnetism (BR) the so called lsquorema-nencersquo The higher the remanence is the better a material can be magnetised and the remanence can only be elimi-nated when the material is subjected to an inverse field The inverse field strength HC which is necessary to reduce the magnetic flux density to zero or to lsquode-magnetisersquo the mate-rial is defined as coercive field strength
The finer the magnetic field lines of the metal binder phase in the carbide the higher the coercive field strength This means that the coercive field strength provides information about the state of the metal binder phase The metal binder phase becomes finer with smaller tungsten carbide grains and lower binder content As described in the section on lsquoMechanical properties of carbidersquo the smaller the grains and the lower the metal binder content the higher the hardness of the structure In this way an accordant correlation between coercive field strength and hardness can be seen In practi-cal applications this represents a non-destructive measuring method for the hardnessThe magnetic saturation of carbide also depends on the con-tent and the state of the cobalt binder When one of these parameters is known information can be given about the other parameters In this context the carbon content of the carbide has a decisive influence on the magnetic state of the cobalt The magnetic saturation provides information about the carburisation of the carbide This measuring method rep-resents an important tool for checking the production quality
PermeabilityMagnetic permeability means the penetrability of materials for magnetic fields Although carbide is ferromagnetic the magnetic permeability values are low They increase equally along with the magnetic saturation and with the cobalt con-tent and amount to around 5 Hm with 20 vol Compared to this vacuum has a magnetic permeability of 1 Hm and iron between 300 and 10000 Hm
INFORMATION TECHNICAL INFORMATION ndash PHYSICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE112
Acetone
Chemical compounds Resistance
EthanolSodium hydroxide
All acidsTap waterPetroleum
high resistancehigh resistancehigh resistancelow resistancehigh resistancehigh resistance
Figure 19 some chemical compounds and the corresponding resistance of carbide
Corrosion resistanceAccording to DIN EN ISO 8044 corrosion is a reaction of a metal material with its environment which causes a measur-able modification of the material and may lead to a reduced performance of the metal element or the entire system In most cases the reaction is electrochemical in nature or in some cases chemical or metallurgical in nature In carbides corrosion causes a reduction of the surface of the binder phase thus on the surface there remains only a carbide lsquoskeletonrsquo The bond between carbide grains next to each other is very weak so the rate of destruction increases cor-respondingly When the metal binder content is low the car-bide lsquoskeletonrsquo is more pronounced Consequently this type of carbide grade shows higher wear resistance and corrosion resistance than carbides with a higher metal binder content In practical applications however this is not sufficient to sig-nificantly increase the service life Due to their limited corro-sion resistance pure WC-Co carbides are often not suitable for application fields with difficult corrosion conditions Typi-cally it can be assumed that WC-Co carbides down to pH 7 are corrosion-resistant
INFORMATION TECHNICAL INFORMATION ndash CORROSION RESISTANCE
113ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE114
We
rese
rve
the
right
to m
ake
tech
nica
l cha
nges
for i
mpr
ovem
ent o
f the
pro
duct
M
A-PR
O-0
147-
EN-0
220
7003
581
Worldwide CERATIZIT Austria GmbHAT-6600 Reutte T +43 5672 200-0 E infoaustriaceratizitcom
Brazil CERATIZIT Ameacuterica Latina Ltda BR-13069-310 Campinas Satildeo Paulo T +55 11 4133 2300 E infoamericalatinaceratizitcom China CB-CERATIZIT Xiamen Co Ltd 69 Xingxi Road Xinglin Jimei CN-361022 Xiamen (Jimei) China T +86 592 666 1000
Great BritainCERATIZIT UK amp Ireland LtdUK-Sheffield S9 1XUToll Free 0800 048 4877 4878T +44 1925 261 161E infoukceratizitcom
India CERATIZIT India Pvt Ltd IN-Bengaluru 560099 T +91 80 4043 1262 E ctindiainfoceratizitcom
Italy CERATIZIT Como SpA IT-22040 Alserio (CO) T +39 031 6349 211 E infocomoceratizitcom
Japan CERATIZIT Japan CoLtd JP-421ndash0115 Shizuoka T +81-54-268-1060 E infojapanceratizit-jcojp
Spain Portugal CERATIZIT Ibeacuterica Herramientas de Precisioacuten SL ES-28660 Madrid T +34 91 351 0609 E infoibericaceratizitcom
Headquarters
CERATIZIT SALU-8232 MamerT +352 31 20 85-1E infoceratizitcom
wwwceratizitcom

ROUND TOOL MATERIALS ndash P-LINE6
Facts amp figures
1 headquarters Mamer Luxembourg
30 production sites
gt 50 sales subsidiaries
gt 8000 employees
gt 100000 different products
gt 1000 patents and utility models
gt 200 employees in RampD
gt 10 innovation awards
30 of products developed in the last 5 years
The CERATIZIT Group is the global market leader in several wear part application areas and successfully develops new types of carbide cermet and ceramic grades which are used for instance in the wood metal and stone working industries
The CERATIZIT Group
For over 95 years CERATIZIT has been a pioneer in devel-oping exceptional hard material solutions for machining and wear protection The privately owned company based in Mamer Luxem-bourg develops and manufactures highly specialised cutting tools indexable inserts and rods made of hard materials as well as wear parts
INTRODUCTION CERATIZIT GROUP
7ROUND TOOL MATERIALS ndash P-LINE
The CERATIZIT centre of excellence for cutting tool products rods and preforms can be found at the BreitenwangReutte site in Austria CERATIZIT Austria GmbH is certified to ISO 9001 and currently has around 850 employees making it the second-largest site of the CERATIZIT Group
From powder preparation to producing rods and preforms and recycling carbide - all production processes are located in Reutte The CERATIZIT Group continues to focus strongly on this successful production site and in 2013 2017 and 2018 extended the production surface by 4000 msup2 1900 msup2 and 4500 msup2 respectively
CERATIZIT worldwide
Production site
ReutteAustria site
INTRODUCTION PRODUCTION SITE
ROUND TOOL MATERIALS ndash P-LINE8
Highly developed logistics processes guarantee quick and reliable delivery
9ROUND TOOL MATERIALS ndash P-LINE
Live product availability check
Detailed up-to-date technical information and graphic illustrations
Fast delivery orders up to 630 pm will leave our warehouse in Kempten Germany on the same day
Reliable delivery we work only with the best and most reliable service providers in the sector
e-techstorecomAvailable 247 for you
A majority of our standard products are available from stock A well-organised warehouse means that we can respond quickly and reliably to your order even for bulk quantities Thanks to our advanced supply chain management our pro-duction capacity is flexible and able to produce a maximum
of quantities even in a short time frame You can order stock products online around the clock at our E-Techstore
Your benefits
Supreme availability
INTRODUCTION SUPREME AVAILABILITY
ROUND TOOL MATERIALS ndash P-LINE10
Powder preparation and mixing
Forming pressing Sintering
Grinding Dispatch Recycling
Cemented carbide is a powder metallurgical composite con-sisting of one or more hard material phases (eg tungsten carbide) and a binding material (eg cobalt) It is an extremely hard material characterised by high wear resistance and thermal stability It is used in various fields that require tools or components to be particularly wear-resistant
We manage the entire process chain
Cemented carbide
INTRODUCTION CEMENTED CARBIDE
11ROUND TOOL MATERIALS ndash P-LINE
Cemented carbide ndash a composite material with valuable propertiesCemented carbides are composite materials consisting of a hard material and a comparatively soft binder metal like cobalt (Co) The performance characteristics of cemented carbide are determined by hardness transverse rupture strength and fracture toughness With regard to their appli-cation important parameters for the optimisation of these characteristics are the cobalt content and the grain size of the metal binder phase The tungsten carbide grains have an averageemspsizeemspofemsplessemspthanemsp02μmemspupemsptoemspseveralemspmicrometresemsp(μm)emspTheemspcobaltemspfillsemsptheemspgapsemspbetweenemsptheemspcarbideemspgrainsemsp
When extremely high toughness is required the cobalt con-tent can amount to as much as 30 whereas for maximum wear resistance the cobalt content is reduced and the grain sizeemspdecreasedemsptoemsptheemspnanocrystallineemsprangeemspofemspltemsp02μmCERATIZIT produces far more than 100 different cemented carbide grades particularly for wear parts and cutting tools thus offering a customised solution for every application
INTRODUCTION CEMENTED CARBIDE
ROUND TOOL MATERIALS ndash P-LINE12
Tungsten carbide production
Powder preparation
Carbide production at CERATIZIT started in 1929 Last but not least thanks to long-standing experience CERATIZIT handles the entire process chain from the raw material to the dispatch-ing of the finished products to customers The production process of powder-metallurgical products basically includes the four steps of powder preparation shaping sintering and finishing
The APT (ammonium para-tungstate) is calcined into tungsten oxide under high temperature Subsequently the oxide is reduced to tungsten metal in a hydrogen atmosphere The metal powder is then mixed with carbon and carburised under inert atmosphere at high temperatures The production param-eters are decisive for the WC grain size in the sintered carbide
The tungsten carbide is intensely mixed with the binder metal cobalt nickel or iron various grain growth inhibitors and special alloys as well as materials which promote compaction by wet grinding so that a homogeneous suspension is created Afterwards the suspension is dried in a spray tower to pro-duce a granulate with good flow characteristics This granulate represents the basis for all forming processes
Carbide production
Tungsten
Blue tungsten oxide
Yellow tungsten oxide
Tungsten carbide
APT (ammonium para-tungstate)
INTRODUCTION CEMENTED CARBIDE
13ROUND TOOL MATERIALS ndash P-LINE
The objective of the forming process is to obtain a near net shape sample Pressing is normally carried out at room tem-perature with pressures reaching up to several tons per square centimetre There are several ways of pressing blanks
During isostatic cold pressing the powder is filled into an elastic flexible hose and pressed into a compacted form through high liquid pressure The powder blocks which are produced in this way can then be processed mechanically All common machining methods like milling cutting drilling or turning may be used
In uniaxial pressing the pressing tool con-sists of a die and an upper and a lower punch The carbide powder is filled into the die and then compacted to create the near net shape geometry of the green compact which is ejected from the pressing die
Extrusion pressing is mainly used to pro-duce rectangular bars or cylindrical rods with or without axial hole(s) A plastifier is added to the powder The resulting paste is pressed through an extrusion nozzle Before sintering the plastifier must be evaporated in special drying furnaces
Metal Injection Moulding (MIM) is a process used to produce more complex forms which cannot be produced by direct pressing The paste preparation is similar to the extrusion process
Pressing ndash shaping ndash machining
INTRODUCTION CEMENTED CARBIDE
ROUND TOOL MATERIALS ndash P-LINE14
Sintering
The sintering process converts the blank into a homogeneous and dense cemented carbide with a high level of hardness The material is sintered at temperatures betweenemsp1300emspandemsp1500degCemsp(liquidemspphaseemspsintering) and sometimes also at high pres-sure (up to 100 bar) The volume is reduced by up to 50 during this process
INTRODUCTION CEMENTED CARBIDE
15ROUND TOOL MATERIALS ndash P-LINE
Finishing ndash grinding
In order to achieve the final requirements of surface finish tolerances etc carbide parts can undergo a series of finishing pro-cesses such as grinding spark erosion and coating
The most important grinding procedures for carbide rods are centreless grinding and cylindrical grinding When producing tool blanks minimum diameter tolerances and optimal surface quality represent an excel-lent quality characteristic
INTRODUCTION CEMENTED CARBIDE
ROUND TOOL MATERIALS ndash P-LINE16
KIC (Shetty)
[m ] [gcm3] [HV30] [HRA] [MPa] [psi] [MPam12]
CTU08L K10 C-2 42 1505 2200 952 3700 536600 84
TSF22 K10 ndash K20 C-2 82 1455 1930 937 4400 638800 92
TSF44 K10 ndash K20 C-2 120 1410 1730 927 4600 667000 98
KIC (Shetty)
[m ] [gcm3] [HV30] [HRA] [MPa] [psi] [MPam12]
CTS12D K05 ndash K10 C-3 60 1480 1820 931 3600 522100 93
CTS15D K10 ndash K30 C-3 75 1470 1750 928 3700 536000 95
CTS18D K20 ndash K40 C-2 90 1455 1590 919 3650 529400 107
CTS20D K20 ndash K40 C-2 100 1438 1600 919 4000 580100 104
CTS24Z K20 ndash K40 C-2 120 1410 1570 917 4000 580100 113
CTS30D K30 ndash K40 C-2 150 1384 1400 904 4300 623700 132
KIC (Shetty)
[m ] [gcm3] [HV30] [HRA] [MPa] [psi] [MPam12]
CTF12E K15 C-2 60 1495 1620 921 3000 435100 99
CTF25E K30 ndash K40 C-2 125 1415 1300 895 3500 507600 150
Ultrafine grades
Grade ISO code US codeBinder Density Hardness
Transverse rupture strength
Submicron grades
Grade ISO code US codeBinder Density Hardness
Transverse rupture strength
Fine grades
Grade ISO code US codeBinder Density Hardness
Transverse rupture strength
Grades composition and properties
INTRODUCTION GRADES COMPOSITION AND PROPERTIES
17ROUND TOOL MATERIALS ndash P-LINE
KIC (Shetty)
[m ] [gcm3] [HV30] [HRA] [MPa] [psi] [MPam12]
CTF28T K05 ndash K10 C-2 141 640 1580 918 2000 290100 85
lt 02 N02 ndash lt 05 U05 ndash lt 08 S08 ndash lt 13 F13 ndash lt 25 M25 ndash lt 60 C
gt 60 E
Cermet grade
Grade ISO code US codeBinder Density Hardness
Transverse rupture strength
Carbide grades for biocompatible tools
The biocompatibility requirement for medical products increases patient safety For tools that come into short-term direct contact with body tissue cell tolerance must be guaranteed
Testing for in-vitro cytotoxicity in accordance with DIN EN ISO 10993-5 was carried out by the accredited testing labo-ratory Creamedix GmbH The following carbide grades were successfully tested for their cell tolerance
Certified biological testing of the in-vitro cytotoxicity in accordance with
DIN EN ISO 10993-5 by
Creamedix GmbH
Accreditation number D-PL-19876-01
TSF22 TSF44 CTS12D
CTS15D CTS18D
CTS20D CTS24Z
in accordance with ISO 10993-5 for the medical and dental industry
BIOLAB
CommentThe data in this table are typical material parameters We reserve the right to modify the data due to technical progress or due to further development within our company
Grain size classification
ClassificationCERATIZIT
code
nanoultrafine
submicronfine
mediumcoarse
extra-coarse
) The classification of carbides according to grain size corresponds to the recommendations of the Powder Metallurgy AssociationThe standard ISO codes for carbides which were developed for fine to medium grain sizes no longer correspond to todayrsquos state of the art In order to choose the correct grades only the application data are relevantKIC The measured critical tension intensity factors (KIC) depend to a high degree on the sample geometry and sample preparation A direct comparison with parameters which have been determined by means of a different method is therefore not admissible
Average grain size [microm]
INTRODUCTION GRADES COMPOSITION AND PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE18
CTU08Lemspcarbideemspgradeemspwithemspaemsptypicalemspgrainemspsizeemspofemsp02emspμmemspforemsptheemspma-chining of materials with a hardness gt 65 HRC Thanks to the high wear resistance also excellent suitability for abrasive fibre composite materials
TSF22 ultrafine carbide grade for HSC machining of tempered steels with a hardness of gt 60 HRC and abrasive aluminium alloys
TSF44 ultrafine carbide grade for HSC machining of tempered steels up to 60 HRC suitable for micro-tools and finishing tools and for a variety of materials
Ultrafine grades
CTS12D for machining aluminium alloys fibre-reinforced plastics (carbon-fibre and glass-fibre reinforced) composite materials graphite particular-ly suitable for diamond coating
CTS15D for machining grey cast iron tempered cast iron non-alloyed steel non-ferrous metals and plastics
CTS18D for high-performance machining of steel stainless steel and the machining of difficult materials
CTS20D for universal machining of alloyed and non-alloyed steels Suit-able for a variety of cutting operations on different materials thanks to its balanced properties Improved toughness ensures a low risk of cutting edge breakage
CTS24Z the special high-performance grade for the roughing of titanium and heat-resistant alloys Even higher fracture toughness than CTS18D and CTS20D with approximately the same hardness
CTS30D with extremely high fracture toughness for particularly unstable and difficult applications A good choice when switching from HSS to carbide
Submicron grades
Picture example
Picture example
INTRODUCTION GRADES COMPOSITION AND PROPERTIES
19ROUND TOOL MATERIALS ndash P-LINE
CTF12E for gun drills with an adapted relation between hardness and toughness Suitable also for diamond-coated solid carbide tools
CTF25E for the production of PCD tools and tool shanks The increased cobalt content and the coarser grain improve brazability while increasing fracture toughness
Fine grain grades
CTF28T particularly for the finish machining of steel Thanks to high oxidation resistance and low tendency to stick it is particularly suitable for the production of uncoated reamers
Cermet
Picture example
Picture example
INTRODUCTION GRADES COMPOSITION AND PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE20
1 =
2 =
3 =
4 =
Number of coolant holes
Designation system
RR
RGM
W
D
Y
Sintered rods
with chamfer
with Weldon shank
Ground rods metric
DualBlank
with radial coolant exit holes
GD
SR
FR
00
RGI
RK
VK
30
V2
40
V2P
G
R
C
B
C
Helix angle coolant hole rods as sintered
coolant hole rods groundofcoolant hole rods
Blanks for gun drills
Flat strips
Square strips
round rods with kidney-shaped coolant holes
profiled rods with kidney-shaped coolant holes
profiled rods with two coolant holes
profiled tips with two coolant holes
drill blanks
Ground rods inch
with chamfer
INTRODUCTION DESIGNATION SYSTEM
21ROUND TOOL MATERIALS ndash P-LINE
S
SL
d1
D
H
D
[1100 mm]
[1100 mm]
10004813 544-104 CTS20D h5
ThicknessDiameter of the coolant holes Rod length
Pitch circle of the coolant holes
Height
Nominal pitch of the
coolant holes
Grade
Outside diameter
Diameter tolerance
INTRODUCTION DESIGNATION SYSTEM
ROUND TOOL MATERIALS ndash P-LINE22
CTU0
8L
TSF2
2
TSF4
4
CTS1
2D
CTS1
5D
CTS1
8D
CTS2
0D
CTS2
4Z
CTF1
2E
CTF2
8T
RR
RGM
RGI
RGMC
RGMCW
RGMCD
RGMCY
RGIC
GB2
G2
R2
R3
R4
G2
G3
00R1
00R2
00G1
00G2
GDRK
GDVK
GDV2
GDV2P
DIN 8011
Ultra-fine grades Submicron grades
Fine
gr
ades
Cerm
et
star
ting
page
Solid carbide rods as sintered 25
Solid carbide rods ground metric 29
Solid carbide rods inch 32
End mill blanks metric 35
End mill blanks with Weldon shank metric 39
DualBlank end mill blanks metric 40
End mill blanks with through-coolant metric 41
End mill blanks inch 43
Drill blanks with through-coolant 45
Drill blanks for micro-drills with through-coolant 47
Rods as sintered with two helical coolant holes 49
Rods as sintered with three helical coolant holes 55
Rods as sintered with four helical coolant holes 56
Rods ground with two helical coolant holes 57
Rods ground with three helical coolant holes 59
Rods as sintered with central coolant hole 61
Rods as sintered with two straight coolant holes 63
Rods ground with central coolant hole 66
Rods ground with two straight coolant holes 67
Rods for gun drills with kidney-shaped coolant holes 69
Profiled rods for gun drills with kidney-shaped coolant holes 71
Profiled rods for gun drills with two coolant holes 73
Profiled tips for gun drills with two coolant holes 75
Flat and square strips FR and SR 77
Brazing tips to DIN 8011 79
The product map below provides you with a quick overview of the grades and rods which are available in stockOther products are available upon request
Stock programme at a glance
INTRODUCTION STOCK PROGRAMME AT A GLANCE
23ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE24
A comprehensive standard range of sintered and ground solid carbide rods in various dimensions is available from stock Furthermore you can choose from carbide grades with the most varied characteristics for every application area from ultrafine grades for the machining of superhard materials by way of submi-cron grades for universal application to our cermet grade for the finish machining of ferrous materials Of course we can also produce carbide rods in other dimensions and grades to order ndash simply get in touch with your contact person at CERATIZIT Detailed technical data for our solid carbide rods can be found in the lsquoInforma-tionrsquo section
Solid carbide rods
25ROUND TOOL MATERIALS ndash P-LINE
As sintered
D L
Ultrafine grades
D L Type description
Dia tol[mm] [mm] [mm] CTU08L TSF22 TSF44
325 330 RR 0325-330 -0+020
420 330 RR 0420-330 -0+020
520 330 RR 0520-330 -0+025
620 330 RR 0620-330 -0+025
820 330 RR 0820-330 -0+030
1020 330 RR 1020-330 -0+030
1220 330 RR 1220-330 -0+030
1420 330 RR 1420-330 -0+030
1620 330 RR 1620-330 -0+045
1820 330 RR 1820-330 -0+045
2020 330 RR 2020-330 -0+045
2520 330 RR 2520-330 -0+065
3220 330 RR 3220-330 -0+065
As sintered
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
115 330 RR 0115-330 -0+015
165 330 RR 0165-330 -0+015
180 330 RR 0180-330 -0+015
220 330 RR 0220-330 -0+020
270 330 RR 0270-330 -0+020
325 330 RR 0325-330 -0+020
370 330 RR 0370-330 -0+020
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE26
As sintered
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
420 330 RR 0420-330 -0+020
470 330 RR 0470-330 -0+020
520 330 RR 0520-330 -0+025
570 330 RR 0570-330 -0+025
620 330 RR 0620-330 -0+025
655 330 RR 0655-330 -0+025
670 330 RR 0670-330 -0+025
720 330 RR 0720-330 -0+030
770 330 RR 0770-330 -0+030
820 330 RR 0820-330 -0+030
870 330 RR 0870-330 -0+030
920 330 RR 0920-330 -0+030
970 330 RR 0970-330 -0+030
1020 330 RR 1020-330 -0+030
1070 330 RR 1070-330 -0+030
1120 330 RR 1120-330 -0+030
1170 330 RR 1170-330 -0+030
1220 330 RR 1220-330 -0+030
1270 330 RR 1270-330 -0+030
1300 330 RR 1300-330 -0+030
1320 330 RR 1320-330 -0+030
1420 330 RR 1420-330 -0+030
1470 330 RR 1470-330 -0+030
1520 330 RR 1520-330 -0+030
1620 330 RR 1620-330 -0+045
1720 330 RR 1720-330 -0+045
1820 330 RR 1820-330 -0+045
1920 330 RR 1920-330 -0+045
2020 330 RR 2020-330 -0+045
2120 330 RR 2120-330 -0+055
2220 330 RR 2220-330 -0+055
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS AS SINTERED
27ROUND TOOL MATERIALS ndash P-LINE
As sintered
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
2320 330 RR 2320-330 -0+055
2420 330 RR 2420-330 -0+055
2520 330 RR 2520-330 -0+065
2580 330 RR 2580-330 -0+065
2620 330 RR 2620-330 -0+065
2820 330 RR 2820-330 -0+065
3020 330 RR 3020-330 -0+065
3220 330 RR 3220-330 -0+065
3420 330 RR 3420-330 -0+065
3620 330 RR 3620-330 -0+065
3820 330 RR 3820-330 -0+070
4020 330 RR 4020-330 -0+070
4220 330 RR 4220-330 -0+070
4620 330 RR 4620-330 -0+070
As sintered
D L
Fine grades
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
325 330 RR 0325-330 -0+020
620 330 RR 0420-330 -0+020
520 330 RR 0520-330 -0+025
620 330 RR 0620-330 -0+025
820 330 RR 0820-330 -0+030
1020 330 RR 1020-330 -0+030
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE28
As sintered
D L
Fine grades
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
1220 330 RR 1220-330 -0+030
1420 330 RR 1420-330 -0+030
1620 330 RR 1620-330 -0+045
1820 330 RR 1820-330 -0+045
As sintered
D L
Cermet
D L Type description
Dia tol[mm] [mm] [mm] CTF28T
340 330 RR 0340-330 -0+020
440 330 RR 0440-330 -0+020
640 330 RR 0640-330 -0+025
840 330 RR 0840-330 -0+030
1040 330 RR 1040-330 -0+030
1240 330 RR 1240-330 -0+030
1440 300 RR 1440-330 -0+030
1640 330 RR 1640-330 -0+045
2040 330 RR 2040-330 -0+045
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS AS SINTERED
29ROUND TOOL MATERIALS ndash P-LINE
Ground metric
D L
Ultrafine grades
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 TSF22 TSF44
200 330 RGM 0200-330 +0-0004 h5
300 330 RGM 0300-330 +0-0004 h5
400 330 RGM 0400-330 +0-0005 h5
500 330 RGM 0500-330 +0-0005 h5
600 330 RGM 0600-330 +0-0005 h5
800 330 RGM 0800-330 +0-0006 h5
1000 330 RGM 1000-330 +0-0006 h5
1200 330 RGM 1200-330 +0-0008 h5
1400 330 RGM 1400-330 +0-0008 h5
1600 330 RGM 1600-330 +0-0008 h5
2000 330 RGM 2000-330 +0-0009 h5
2500 330 RGM 2500-330 +0-0009 h5
Ground metric
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
100 330 RGM 0100-330 +0-0006 h6
150 330 RGM 0150-330 +0-0006 h6
200 330 RGM 0200-330 +0-0006 h6
250 330 RGM 0250-330 +0-0006 h6
300 330 RGM 0300-330 +0-0006 h6
350 330 RGM 0350-330 +0-0008 h6
400 330 RGM 0400-330 +0-0008 h6
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS GROUND METRIC
ROUND TOOL MATERIALS ndash P-LINE30
Ground metric
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
450 330 RGM 0450-330 +0-0008 h6
500 330 RGM 0500-330 +0-0008 h6
550 330 RGM 0550-330 +0-0008 h6
600 330 RGM 0600-330 +0-0008 h6
650 330 RGM 0650-330 +0-0009 h6
700 330 RGM 0700-330 +0-0009 h6
750 330 RGM 0750-330 +0-0009 h6
800 330 RGM 0800-330 +0-0009 h6
850 330 RGM 0850-330 +0-0009 h6
900 330 RGM 0900-330 +0-0009 h6
950 330 RGM 0950-330 +0-0009 h6
1000 330 RGM 1000-330 +0-0009 h6
1100 330 RGM 1100-330 +0-0011 h6
1200 330 RGM 1200-330 +0-0011 h6
1300 330 RGM 1300-330 +0-0011 h6
1400 330 RGM 1400-330 +0-0011 h6
1500 330 RGM 1500-330 +0-0011 h6
1600 330 RGM 1600-330 +0-0011 h6
1800 330 RGM 1800-330 +0-0011 h6
1900 330 RGM 1900-330 +0-0013 h6
2000 330 RGM 2000-330 +0-0013 h6
2200 330 RGM 2200-330 +0-0013 h6
2400 330 RGM 2400-330 +0-0013 h6
2500 330 RGM 2500-330 +0-0013 h6
2800 330 RGM 2800-330 +0-0013 h6
3000 330 RGM 3000-330 +0-0013 h6
3200 330 RGM 3200-330 +0-0016 h6
3800 330 RGM 3800-330 +0-0016 h6
4000 330 RGM 4000-330 +0-0016 h6
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS GROUND METRIC
31ROUND TOOL MATERIALS ndash P-LINE
Ground metric
D L
Fine grades
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 CTF12E
300 330 RGM 0300-330 +0-0004 h6
400 330 RGM 0400-330 +0-0008 h6
600 330 RGM 0600-330 +0-0008 h6
800 330 RGM 0800-330 +0-0009 h6
1000 330 RGM 1000-330 +0-0009 h6
1200 330 RGM 1200-330 +0-0011 h6
1400 330 RGM 1400-330 +0-0011 h6
1600 330 RGM 1600-330 +0-0011 h6
Ground metric
D L
Cermet
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 CTF28T
300 330 RGM 0300-330 +0-0004 h6
400 330 RGM 0400-330 +0-0008 h6
600 330 RGM 0600-330 +0-0008 h6
800 330 RGM 0800-330 +0-0009 h6
1000 330 RGM 1000-330 +0-0009 h6
1200 330 RGM 1200-330 +0-0011 h6
1400 330 RGM 1400-330 +0-0011 h6
1600 330 RGM 1600-330 +0-0011 h6
2000 330 RGM 2000-330 +0-0013 h6
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS GROUND METRIC
ROUND TOOL MATERIALS ndash P-LINE32
Ground inch
D L
Submicron grades
D L Type description
Dia tol[inch] [inch] [mm] ISO 286 CTS20D
18 13000 RGI 18-13 +0-0008 h6
316 13000 RGI 316-13 +0-0008 h6
14 13000 RGI 14-13 +0-0009 h6
516 13000 RGI 516-13 +0-0009 h6
38 13000 RGI 38-13 +0-0009 h6
716 13000 RGI 716-13 +0-0011 h6
12 13000 RGI 12-13 +0-0011 h6
58 13000 RGI 58-13 +0-0011 h6
34 13000 RGI 34-13 +0-0013 h6
1 13000 RGI 1-13 +0-0013 h6
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS GROUND INCH
33ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE34
In addition to DIN dimensions we can also supply our high-precision end mill blanks in extra-long sizes End mill blanks in the most popular inch dimensions have now been added to the range Whether in standard execution with Wel-don shanks internal cooling or as a DualBlank you can be sure of finding the product you need Our end mill blanks are now also available in the new high-performance grade CTS24Z for the machining of difficult materials like titanium or Inconel Having virtually the same hardness CTS24Z is even tougher than our proven CTS18D and CTS20D grades This extreme toughness offers maximum protection against breakage and ensures consistent performance of your toolsOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our end mill blanks can be found in the lsquoInformationrsquo section
End mill blanks
35ROUND TOOL MATERIALS ndash P-LINE
Metric
D
L
c
45deg
Ultrafine grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTU08L TSF22 TSF44
300 39 RGMC 0300-039 +0-0004 h5 030 x
300 40 RGMC 0300-040 +0-0004 h5 030
300 50 RGMC 0300-050 +0-0004 h5 030
300 60 RGMC 0300-060 +0-0004 h5 030
400 51 RGMC 0400-051 +0-0004 h5 040 x
400 60 RGMC 0400-060 +0-0005 h5 040
400 75 RGMC 0400-075 +0-0005 h5 040
500 51 RGMC 0500-051 +0-0005 h5 040 x
600 51 RGMC 0600-051 +0-0005 h5 040 x
600 58 RGMC 0600-058 +0-0005 h5 040 x
600 60 RGMC 0600-060 +0-0005 h5 040
600 65 RGMC 0600-065 +0-0005 h5 040
600 70 RGMC 0600-070 +0-0005 h5 040
600 75 RGMC 0600-075 +0-0005 h5 040
600 80 RGMC 0600-080 +0-0005 h5 040
600 100 RGMC 0600-100 +0-0005 h5 040
800 64 RGMC 0800-064 +0-0006 h5 060 x
800 70 RGMC 0800-070 +0-0006 h5 060
800 75 RGMC 0800-075 +0-0006 h5 060
800 100 RGMC 0800-100 +0-0006 h5 060
800 120 RGMC 0800-120 +0-0006 h5 060
1000 67 RGMC 1000-067 +0-0006 h5 080 x
1000 73 RGMC 1000-073 +0-0006 h5 080 x
1000 75 RGMC 1000-075 +0-0006 h5 080
1000 80 RGMC 1000-080 +0-0006 h5 080
1000 100 RGMC 1000-100 +0-0006 h5 080
1000 120 RGMC 1000-120 +0-0006 h5 080
1200 84 RGMC 1200-084 +0-0008 h5 080 x
1200 100 RGMC 1200-100 +0-0008 h5 080
1200 120 RGMC 1200-120 +0-0008 h5 080
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC
ROUND TOOL MATERIALS ndash P-LINE36
Metric
D
L
c
45deg
Ultrafine grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTU08L TSF22 TSF44
1600 93 RGMC 1600-093 +0-0008 h5 080 x
1600 110 RGMC 1600-110 +0-0008 h5 080
1600 120 RGMC 1600-120 +0-0008 h5 080
1600 130 RGMC 1600-130 +0-0008 h5 080
1600 150 RGMC 1600-150 +0-0008 h5 080
2000 105 RGMC 2000-105 +0-0009 h5 100 x
2000 125 RGMC 2000-125 +0-0009 h5 100
2000 150 RGMC 2000-150 +0-0009 h5 100
2500 125 RGMC 2500-125 +0-0009 h5 100
2500 150 RGMC 2500-150 +0-0009 h5 100
Metric
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTS18D CTS20D CTS24Z
300 39 RGMC 0300-039 +0-0006 h6 030 x
300 40 RGMC 0300-040 +0-0004 h5 030
300 50 RGMC 0300-050 +0-0004 h5 030
300 60 RGMC 0300-060 +0-0004 h5 030
400 51 RGMC 0400-051 +0-0008 h6 040 x
400 60 RGMC 0400-060 +0-0005 h5 040
400 75 RGMC 0400-075 +0-0005 h5 040
500 51 RGMC 0500-051 +0-0008 h6 040 x
600 51 RGMC 0600-051 +0-0008 h6 040 x
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC
37ROUND TOOL MATERIALS ndash P-LINE
Metric
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTS18D CTS20D CTS24Z
600 55 RGMC 0600-055 +0-0008 h6 040 x
600 58 RGMC 0600-058 +0-0005 h5 040 x
600 60 RGMC 0600-060 +0-0005 h5 040
600 65 RGMC 0600-065 +0-0005 h5 040
600 70 RGMC 0600-070 +0-0005 h5 040
600 75 RGMC 0600-075 +0-0005 h5 040
600 80 RGMC 0600-080 +0-0005 h5 040
600 100 RGMC 0600-100 +0-0005 h5 040
800 59 RGMC 0800-059 +0-0009 h6 060 x
800 64 RGMC 0800-064 +0-0009 h6 060 x
800 70 RGMC 0800-070 +0-0006 h5 060
800 75 RGMC 0800-075 +0-0006 h5 060
800 80 RGMC 0800-080 +0-0006 h5 060
800 100 RGMC 0800-100 +0-0006 h5 060
800 120 RGMC 0800-120 +0-0006 h5 060
1000 67 RGMC 1000-067 +0-0009 h6 080 x
1000 73 RGMC 1000-073 +0-0009 h6 080 x
1000 75 RGMC 1000-075 +0-0006 h5 080
1000 80 RGMC 1000-080 +0-0006 h5 080
1000 90 RGMC 1000-090 +0-0006 h5 080
1000 100 RGMC 1000-100 +0-0006 h5 080
1000 120 RGMC 1000-120 +0-0006 h5 080
1200 74 RGMC 1200-074 +0-0011 h6 080 x
1200 84 RGMC 1200-084 +0-0011 h6 080 x
1200 100 RGMC 1200-100 +0-0008 h5 080
1200 120 RGMC 1200-120 +0-0008 h5 080
1400 76 RGMC 1400-076 +0-0011 h6 080 x
1400 84 RGMC 1400-084 +0-0011 h6 080 x
1600 83 RGMC 1600-083 +0-0011 h6 080 x
1600 93 RGMC 1600-093 +0-0011 h6 080 x
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC
ROUND TOOL MATERIALS ndash P-LINE38
Metric
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTS18D CTS20D CTS24Z
1600 110 RGMC 1600-110 +0-0008 h5 080
1600 120 RGMC 1600-120 +0-0008 h5 080
1600 130 RGMC 1600-130 +0-0008 h5 080
1600 150 RGMC 1600-150 +0-0008 h5 080
1800 93 RGMC 1800-093 +0-0011 h6 100 x
2000 93 RGMC 2000-093 +0-0013 h6 100 x
2000 105 RGMC 2000-105 +0-0009 h5 100 x
2000 125 RGMC 2000-125 +0-0009 h5 100
2000 150 RGMC 2000-150 +0-0009 h5 100
2500 125 RGMC 2500-125 +0-0009 h5 100
2500 150 RGMC 2500-150 +0-0009 h5 100
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC
39ROUND TOOL MATERIALS ndash P-LINE
Metric with Weldon
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTS20D
600 51 RGMCW 0600-051 +0-0008 h6 040 x
600 55 RGMCW 0600-055 +0-0008 h6 040 x
600 58 RGMCW 0600-058 +0-0008 h6 040 x
800 64 RGMCW 0800-064 +0-0009 h6 060 x
1000 67 RGMCW 1000-067 +0-0009 h6 080 x
1000 73 RGMCW 1000-073 +0-0009 h6 080 x
1200 74 RGMCW 1200-074 +0-0011 h6 080 x
1200 84 RGMCW 1200-084 +0-0011 h6 080 x
1600 93 RGMCW 1600-093 +0-0011 h6 080 x
2000 93 RGMCW 2000-093 +0-0013 h6 100 x
2000 105 RGMCW 2000-105 +0-0013 h6 100 x
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC WITH WELDON
ROUND TOOL MATERIALS ndash P-LINE40
Metric DualBlank
D
L
c
30degCTSDTMG30
l1
Submicron grades
D L Type description
Dia tol l1 c[mm] [mm] [mm] ISO 286 [mm] [mm] DIN 6527 CTS20D CTS18D
600 58 RGMCD 0600-058 +0-0008 h6 26 050 x
800 64 RGMCD 0800-064 +0-0009 h6 29 070 x
1000 73 RGMCD 1000-073 +0-0009 h6 33 090 x
1200 84 RGMCD 1200-084 +0-0011 h6 38 090 x
1600 93 RGMCD 1600-093 +0-0011 h6 41 090 x
2000 105 RGMCD 2000-105 +0-0013 h6 46 110 x
DualBlank rods
A combination of a high-performing Premium grade in the cutting edge area with a shank made of an economical recycled grade
emspThe high-performance grade in the cutting edge area guarantees maximum performance in metal cutting
emspAbsolutely homogeneous and resistant to fracture where the two materials are joined
emspOptimised price-performance ratioemspProduced with less impact of the environment
s-line
p-line
CTS18DCTS20D
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC DUALBLANK
41ROUND TOOL MATERIALS ndash P-LINE
Metric with through-coolant 2x 180deg
c
2x18
0deg
Oslash d
1
L+1
45deg
l2 60degOslash
D
Oslash d 2
Submicron grades
D L Type description
Dia tol d1 d2 l2 c[mm] [mm] [mm] ISO 286 [mm] [mm] [mm] [mm] CTS20D
600 58 RGMCY2 0600-058 +0-0008 h6 120 080 300 040
800 64 RGMCY2 0800-064 +0-0009 h6 160 110 400 060
1000 73 RGMCY2 1000-073 +0-0009 h6 200 140 500 080
1200 84 RGMCY2 1200-084 +0-0011 h6 220 160 600 080
1400 84 RGMCY2 1400-084 +0-0011 h6 240 170 700 080
1600 93 RGMCY2 1600-093 +0-0011 h6 260 190 800 080
1800 93 RGMCY2 1800-093 +0-0011 h6 280 200 900 100
2000 105 RGMCY2 2000-105 +0-0013 h6 300 210 1000 100
2500 125 RGMCY2 2500-125 +0-0013 h6 320 230 1250 100
Metric with through-coolant 3x 120deg
3x12
0deg
c
Oslash d
1
L+1
45deg
l2 60degOslash
D
Oslash d 2
Submicron grades
D L Type description
Dia tol d1 d2 l2 c[mm] [mm] [mm] ISO 286 [mm] [mm] [mm] [mm] CTS20D
600 58 RGMCY3 0600-058 +0-0008 h6 120 070 300 040
800 64 RGMCY3 0800-064 +0-0009 h6 160 090 400 060
1000 73 RGMCY3 1000-073 +0-0009 h6 200 120 500 080
1200 84 RGMCY3 1200-084 +0-0011 h6 220 130 600 080
1400 84 RGMCY3 1400-084 +0-0011 h6 240 140 700 080
1600 93 RGMCY3 1600-093 +0-0011 h6 260 150 800 080
1800 93 RGMCY3 1800-093 +0-0011 h6 280 160 900 100
2000 105 RGMCY3 2000-105 +0-0013 h6 300 170 1000 100
2500 125 RGMCY3 2500-125 +0-0013 h6 320 180 1250 100
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC WITH THROUGH-COOLANT
ROUND TOOL MATERIALS ndash P-LINE42
Metric with through-coolant 4x 90deg
4x90
deg
c
Oslash d
1
L+1
45deg
l2 60degOslash
D
Oslash d 2
Submicron grades
D L Type description
Dia tol d1 d2 l2 c[mm] [mm] [mm] ISO 286 [mm] [mm] [mm] [mm] CTS20D
600 58 RGMCY4 0600-058 +0-0008 h6 120 060 300 040
800 64 RGMCY4 0800-064 +0-0009 h6 160 080 400 060
1000 73 RGMCY4 1000-073 +0-0009 h6 200 100 500 080
1200 84 RGMCY4 1200-084 +0-0011 h6 220 110 600 080
1400 84 RGMCY4 1400-084 +0-0011 h6 240 120 700 080
1600 93 RGMCY4 1600-093 +0-0011 h6 260 130 800 080
1800 93 RGMCY4 1800-093 +0-0011 h6 280 140 900 100
2000 105 RGMCY4 2000-105 +0-0013 h6 300 150 1000 100
2500 125 RGMCY4 2500-125 +0-0013 h6 320 160 1250 100
Metric with through-coolant 5x 72deg
5x72deg
c
Oslash d
1
L+1
45deg
l2 60degOslash
D
Oslash d 2
Submicron grades
D L Type description
Dia tol d1 d2 l2 c[mm] [mm] [mm] ISO 286 [mm] [mm] [mm] [mm] CTS20D
600 58 RGMCY5 0600-058 +0-0008 h6 120 050 300 040
800 64 RGMCY5 0800-064 +0-0009 h6 160 070 400 060
1000 73 RGMCY5 1000-073 +0-0009 h6 200 090 500 080
1200 84 RGMCY5 1200-084 +0-0011 h6 220 100 600 080
1400 84 RGMCY5 1400-084 +0-0011 h6 240 110 700 080
1600 93 RGMCY5 1600-093 +0-0011 h6 260 120 800 080
1800 93 RGMCY5 1800-093 +0-0011 h6 280 130 900 100
2000 105 RGMCY5 2000-105 +0-0013 h6 300 140 1000 100
2500 125 RGMCY5 2500-125 +0-0013 h6 320 150 1250 100
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC WITH THROUGH-COOLANT
43ROUND TOOL MATERIALS ndash P-LINE
Inch
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[inch] [inch] [mm] ISO 286 [mm] CTS20D
18 1500 RGIC 18 - 150 +0-0008 h6 025
316 2000 RGIC 316 - 200 +0-0008 h6 040
14 2000 RGIC 14 - 200 +0-0009 h6 040
14 3000 RGIC 14 - 300 +0-0009 h6 040
516 2500 RGIC 516 - 250 +0-0009 h6 040
38 2500 RGIC 38 - 250 +0-0009 h6 040
38 3000 RGIC 38 - 300 +0-0009 h6 040
12 3000 RGIC 12 - 300 +0-0011 h6 080
12 4000 RGIC 12 - 400 +0-0011 h6 080
58 3500 RGIC 58 - 350 +0-0011 h6 080
34 4000 RGIC 34 - 400 +0-0013 h6 080
1 4000 RGIC 1 - 400 +0-0013 h6 080
1 6000 RGIC 1 - 600 +0-0013 h6 080
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS INCH
ROUND TOOL MATERIALS ndash P-LINE44
In addition to their geometrical precision thanks to a special grinding surface our drill blanks are also notable for the improved pull-out resistance of the tool shank The shank end corresponds to DIN 69090-3 and therefore complies with the standard for cutting tools which are suitable for MQLOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZITDetailed technical data for our drill blanks can be found in the lsquoInformationrsquo section
Drill blanks
45ROUND TOOL MATERIALS ndash P-LINE
3xD 5xD with through-coolant
cD1
d 1
D L
45deg
Drill blanks
xD factor
D L Type description
Dia tol Nominal pitch c D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] [mm] CTS20D
3 600 63 40GB2 06001907225-063 +0-0005 h5 2250 400 095 190 070
3 600 63 46GB2 06001605180-063 +0-0005 h5 1800 463 095 160 050
3 600 67 30GB2 06002708327-067 +0-0005 h5 3270 300 095 270 080
3 600 67 33GB2 06002209290-067 +0-0005 h5 2900 330 095 220 090
3 800 80 30GB2 08003410435-080 +0-0006 h5 4350 300 125 340 100
3 1000 90 30GB2 10004813544-090 +0-0006 h5 5440 300 135 480 130
3 1200 103 30GB2 12006317653-103 +0-0008 h5 6530 300 175 630 170
3 1400 108 30GB2 14006718762-108 +0-0008 h5 7620 300 195 670 180
3 1600 116 30GB2 16008020871-116 +0-0008 h5 8710 300 245 800 200
3 1800 124 30GB2 18009023980-124 +0-0008 h5 9800 300 275 900 230
3 2000 132 30GB2 2000100251088-132 +0-0009 h5 10880 300 325 1000 250
5 600 67 46GB2 06001605180-067 +0-0005 h5 1800 463 095 160 050
5 600 67 40GB2 06001907225-067 +0-0005 h5 2250 400 095 190 070
5 600 75 33GB2 06002209290-075 +0-0005 h5 2900 330 095 220 090
5 600 75 40GB2 06001907225-075 +0-0005 h5 2250 400 095 190 070
5 600 83 30GB2 06002708327-083 +0-0005 h5 3270 300 095 270 080
5 800 92 30GB2 08003410435-092 +0-0006 h5 4350 300 125 340 100
5 1000 104 30GB2 10004813544-104 +0-0006 h5 5440 300 135 480 130
5 1200 119 30GB2 12006317653-119 +0-0008 h5 6530 300 175 630 170
5 1400 125 30GB2 14006718762-125 +0-0008 h5 7620 300 195 670 180
5 1600 134 30GB2 16008020871-134 +0-0008 h5 8710 300 245 800 200
5 1800 144 30GB2 18009023980-144 +0-0008 h5 9800 300 275 900 230
5 2000 154 30GB2 2000100251088-154 +0-0009 h5 10880 300 325 1000 250
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
DRILL BLANKS 3XDndash12XD WITH THROUGH-COOLANT
ROUND TOOL MATERIALS ndash P-LINE46
8xD 12xD with through-coolant
cD1
d 1
D L
45deg
Drill blanks
xD factor
D L Type description
Dia tol Nominal pitch c D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] [mm] CTS20D
8 600 73 46GB2 06001605180-073 +0-0005 h5 1800 463 095 160 050
8 600 73 40GB2 06001907225-073 +0-0005 h5 2250 400 095 190 070
8 600 82 33GB2 06002209290-082 +0-0005 h5 2900 330 095 220 090
8 600 82 40GB2 06001907225-082 +0-0005 h5 2250 400 095 190 070
8 600 96 30GB2 06002708327-096 +0-0005 h5 3270 300 095 270 080
8 800 115 30GB2 08003410435-115 +0-0006 h5 4350 300 125 340 100
8 1000 143 30GB2 10004813544-143 +0-0006 h5 5440 300 135 480 130
8 1200 163 30GB2 12006317653-163 +0-0008 h5 6530 300 175 630 170
8 1400 179 30GB2 14006718762-179 +0-0008 h5 7620 300 195 670 180
8 1600 204 30GB2 16008020871-204 +0-0008 h5 8710 300 245 800 200
8 1800 223 30GB2 18009023980-223 +0-0008 h5 9800 300 275 900 230
8 2000 244 30GB2 2000100251088-244 +0-0009 h5 10880 300 325 1000 250
12 600 93 40GB2 06001907225-093 +0-0005 h5 2250 400 095 190 070
12 600 93 46GB2 06001605180-093 +0-0005 h5 1800 463 095 160 050
12 600 103 40GB2 06001907225-103 +0-0005 h5 2250 400 095 190 070
12 600 103 33GB2 06002209290-103 +0-0005 h5 2900 330 095 220 090
12 600 117 30GB2 06002708327-117 +0-0005 h5 3270 300 095 270 080
12 800 147 30GB2 08003410435-147 +0-0006 h5 4350 300 125 340 100
12 1000 163 30GB2 10004813544-163 +0-0006 h5 5440 300 135 480 130
12 1200 205 30GB2 12006317653-205 +0-0008 h5 6530 300 175 630 170
12 1400 231 30GB2 14006718762-231 +0-0008 h5 7620 300 195 670 180
12 1600 261 30GB2 16008020871-261 +0-0008 h5 8710 300 245 800 200
12 1800 286 30GB2 18009023980-286 +0-0008 h5 9800 300 275 900 230
12 2000 311 30GB2 2000100251088-311 +0-0009 h5 10880 300 325 1000 250
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
DRILL BLANKS 3XDndash12XD WITH THROUGH-COOLANT
47ROUND TOOL MATERIALS ndash P-LINE
For micro-drills with through-coolant
D1
Dd1
L
STG
d 2
l2
c
Blanks for micro-drills
D L Type description
Dia tol Nominal pitch c D1 d1 d2 l2[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] [mm] [mm] [mm] CTS20D
300 55 71G2 030002900532-055 +0-0004 h5 320 712 020 029 005 070 25
300 60 67G2 030003700740-060 +0-0004 h5 400 670 020 037 007 090 25
300 65 62G2 030004701050-065 +0-0004 h5 500 621 020 047 010 120 25
300 75 58G2 030006001360-075 +0-0004 h5 600 575 020 060 013 150 25
300 85 53G2 030007501672-085 +0-0004 h5 720 526 020 075 016 170 25
300 95 46G2 030009002090-095 +0-0004 h5 900 463 020 090 020
300 105 42G2 0300105025106-105 +0-0004 h5 1060 416 020 105 025
300 120 37G2 0300125030125-120 +0-0004 h5 1250 370 020 125 030
300 140 33G2 0300150035145-140 +0-0004 h5 1450 330 020 150 035
400 55 76G2 040002900532-055 +0-0005 h5 320 757 030 029 005 070 25
400 60 72G2 040003700740-060 +0-0005 h5 400 723 030 037 007 090 25
400 65 68G2 040004701050-065 +0-0005 h5 500 683 030 047 010 120 25
400 75 64G2 040006001360-075 +0-0005 h5 600 645 030 060 013 150 25
400 85 60G2 040007501672-085 +0-0005 h5 720 602 030 075 016 200 25
400 95 54G2 040009002090-095 +0-0005 h5 900 544 030 090 020 250 25
400 105 50G2 0400105025106-105 +0-0005 h5 1060 499 030 105 025
400 120 46G2 0400125030120-120 +0-0005 h5 1200 463 030 125 030
400 140 38G2 0400150035162-140 +0-0004 h5 1620 378 030 150 035
400 160 35G2 0400170040180-160 +0-0004 h5 1800 349 030 170 040
400 180 30G2 0400200045218-180 +0-0004 h5 2180 300 030 200 045
with power chamber without power chamber
STG
d 2
l2 STG
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
DRILL BLANKS FOR MICRO-DRILLS WITH THROUGH-COOLANT
ROUND TOOL MATERIALS ndash P-LINE48
Our range of sintered and ground rods with helical coolant holes supports the production of drills in a diameter range from 3 mm to 35 mmOur rods with helical coolant holes are available in the proven CTS20D grade for the universal machining of steel stainless steel or heat-resistant alloys and now also in CTS12D and the new high-performance grade CTS24Z for the machining of difficult materials like titanium or Inconel Having virtually the same hardness CTS24Z is even tougher than our proven CTS18D and CTS20D grades This extreme toughness offers maximum protection against breakage and ensures consistent performance of your toolsOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our rods with helical coolant holes can be found in the lsquoInformationrsquo section
Rods with helical coolant holes
49ROUND TOOL MATERIALS ndash P-LINE
As sintered
d1
D1
DL
With two coolant holes le 22deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS12D CTS20D
630 415 22R2 06301906469-415 4690 219 190 060
630 330 15R2 063026077035-330 7035 150 260 070
630 415 15R2 063026077035-415 7035 150 260 070
830 415 20R2 083033107034-415 7034 197 330 100
830 330 15R2 083036125938-330 9380 150 360 125
830 415 15R2 083036125938-415 9380 150 360 125
1030 415 19R2 10304401209380-415 9380 185 440 120
1030 330 15R2 103048014011725-330 11725 150 480 140
1030 415 15R2 103048014011725-415 11725 150 480 140
1230 415 18R2 123054015011725-415 11725 178 540 150
1230 330 15R2 123062515514070-330 14070 150 625 155
1230 415 15R2 123062515514070-415 14070 150 625 155
1430 330 15R2 143067019016414-330 16414 150 670 190
1430 415 15R2 143067019016414-415 16414 150 670 190
1630 330 15R2 16308021018759-330 18759 150 800 210
1830 330 15R2 183090232110-330 21100 150 900 230
2030 330 15R2 203010025023449-330 23449 150 1000 250
2230 330 15R2 22301202525794-330 25794 150 1200 250
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE50
As sintered
d1
D1
DL
With two coolant holes 23deg ndash 49deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS12D CTS20D CTS24Z
330 330 40R2 033003015112-330 1120 401 030 015
330 330 49R2 033005502082-330 820 490 055 020
330 330 39R2 033008023115-330 1150 393 080 023
330 330 34R2 033011035140-330 1400 340 110 035
330 330 30R2 0330140351632-330 1632 300 140 035
430 330 46R2 04301003120-330 1200 463 100 030
430 330 38R2 043012035162-330 1620 378 120 035
430 330 35R2 043016045180-330 1800 349 160 045
430 330 30R2 043021045218-330 2180 300 210 045
530 330 33R2 05302206245-330 2450 327 220 060
630 330 46R2 06301605180-330 1800 463 160 050
630 330 40R2 06301907225-330 2250 400 190 070
630 330 30R2 06302009327-330 3270 300 200 090
630 330 30R2 06302207327-330 3270 300 220 070
630 330 30R2 06302708327-330 3270 300 270 080
630 330 30R2 06303009327-330 3270 300 300 090
630 350 46R2 06301605180-350 1800 463 160 050
630 350 40R2 06301907225-350 2250 400 190 070
630 350 30R2 06302207327-350 3270 300 220 070
680 330 30R2 06802708354-330 3540 280 270 080
680 330 30R2 06803309354-330 3540 280 330 090
730 330 30R2 07303510381-330 3810 300 350 100
830 330 43R2 08302307272-330 2720 427 230 070
830 330 40R2 08302907300-330 3000 400 290 070
830 330 36R2 08303310350-330 3500 357 330 100
830 330 30R2 08303410435-330 4350 300 340 100
830 330 30R2 08304112435-330 4350 300 410 120
830 350 36R2 08303310350-350 3500 357 330 100
830 350 30R2 08303410435-350 4350 300 340 100
930 330 30R2 093043510490-330 4900 300 435 100
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
51ROUND TOOL MATERIALS ndash P-LINE
As sintered
d1
D1
DL
With two coolant holes 23deg ndash 49deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS12D CTS20D CTS24Z
980 330 30R2 09804813517-330 5170 287 480 130
1030 330 40R2 10302708370-330 3700 403 270 080
1030 330 34R2 10303911460-330 4600 343 390 110
1030 330 34R2 103044115460-330 4600 343 440 115
1030 330 30R2 10304813544-330 5440 300 480 130
1030 330 33R2 10305012490-330 4900 327 500 120
1130 330 40R2 11303208412-330 4120 400 320 080
1130 330 30R2 11305515599-330 5990 300 550 150
1180 330 30R2 11805515626-330 6260 289 550 150
1230 250 33R2 12305415570-250 5700 335 540 150
1230 250 30R2 12306317653-250 6530 300 630 170
1230 330 39R2 12303510463-330 4630 392 350 100
1230 330 40R2 12304009449-330 4490 400 400 090
1230 330 33R2 123050135570-330 5700 335 500 135
1230 330 33R2 12305415570-330 5700 335 540 150
1230 330 32R2 12306015599-330 5990 322 600 150
1230 330 30R2 12306317653-330 6530 300 630 170
1330 330 40R2 13304410487-330 4870 400 440 100
1330 330 30R2 13306516707-330 7070 300 650 160
1430 330 40R2 14304613524-330 5240 400 460 130
1430 330 34R2 14306016650-330 6500 341 600 160
1430 330 30R2 14306718762-330 7620 300 670 180
1430 330 30R2 14307020762-330 7620 300 700 200
1430 330 30R2 14307620762-330 7620 300 760 200
1530 330 30R2 15307620816-330 8160 300 760 200
1630 280 30R2 16308020871-280 8710 300 800 200
1630 330 40R2 16305512599-330 5990 400 550 120
1630 330 35R2 16307020730-330 7300 346 700 200
1630 330 30R2 16308020871-330 8710 300 800 200
1630 330 32R2 16308420816-330 8160 316 840 200
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE52
As sintered
d1
D1
DL
With two coolant holes 23deg ndash 49deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS12D CTS20D CTS24Z
1630 330 30R2 16308625871-330 8710 300 860 250
1730 330 40R2 173057513636-330 6360 400 575 130
1730 330 30R2 17308925925-330 9250 300 890 250
1830 330 40R2 18305616680-330 6800 397 560 160
1830 330 40R2 18306317680-330 6800 397 630 170
1830 330 35R2 183077522820-330 8200 346 775 220
1830 330 30R2 18309327980-330 9800 300 930 270
1980 330 30R2 198096241061-330 10610 294 960 240
2030 330 37R2 20306517843-330 8430 367 650 170
2030 330 40R2 20307115749-330 7490 400 710 150
2030 330 30R2 2030100251088-330 10880 300 1000 250
2030 330 30R2 2030107321088-330 10880 300 1070 320
2130 330 30R2 21301065201142-330 11420 300 1065 200
2130 330 30R2 2130115321142-330 11420 300 1150 320
2230 330 40R2 22307717824-330 8240 400 770 170
2230 330 33R2 22301002501080-330 10800 326 1000 250
2230 330 30R2 2230113201197-330 11970 300 1130 200
2230 330 30R2 2230115341197-330 11970 300 1150 340
2530 330 40R2 253077175936-330 9360 400 770 175
2530 330 33R2 2530120321190-330 11900 330 1200 320
2830 330 39R2 283090201077-330 10770 392 900 200
2830 330 29R2 2830148251590-330 15900 290 1480 250
3030 330 39R2 3030100201160-330 11600 391 1000 200
3030 330 29R2 3030160251720-330 17200 287 1600 250
3230 330 40R2 3230110201198-330 11980 400 1100 200
3230 330 29R2 3230170301778-330 17780 295 1700 300
3530 330 30R2 3530180301895-330 18950 300 1800 300
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
53ROUND TOOL MATERIALS ndash P-LINE
As sintered
d1
D1
DL
With two coolant holes extra-long 23deg ndash 49deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS20D
630 430 46R2 06301605180-430 1800 463 160 050
630 430 40R2 06301907225-430 2250 400 190 070
630 430 30R2 06302207327-430 3270 300 220 070
630 430 30R2 06303009327-430 3270 300 300 090
830 430 30R2 08303410435-430 4350 300 340 100
1030 430 30R2 10304813544-430 5440 300 480 130
1030 530 30R2 10304813544-530 5440 300 480 130
1230 430 30R2 12306317653-430 6530 300 630 170
1230 530 30R2 12306317653-530 6530 300 630 170
1430 430 30R2 14306718762-430 7620 300 670 180
1430 530 30R2 14306718762-530 7620 300 670 180
1630 430 30R2 16308020871-430 8710 300 800 200
1630 530 30R2 16308020871-530 8710 300 800 200
1830 530 30R2 18309327980-530 9800 300 930 270
1830 430 30R2 18309327980-430 9800 300 930 270
2030 430 30R2 2030100251088-430 10880 300 1000 250
2030 530 30R2 2030100251088-530 10880 300 1000 250
2530 530 33R2 2530120321190-530 11900 334 1200 320
2530 430 33R2 2530120321190-430 11900 334 1200 320
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE54
As sintered
d1
D1
DL
With two coolant holes ge 50deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS20D
1030 330 50R2 10302307260-330 2600 504 230 070
1230 330 51R2 12302307301-330 3010 514 230 070
1330 330 50R2 13302607340-330 3400 502 260 070
1630 330 50R2 16303710420-330 4200 501 370 100
2030 330 50R2 20304412527-330 5270 500 440 120
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
55ROUND TOOL MATERIALS ndash P-LINE
As sintered
D
D1
Ld1
With three coolant holes
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS20D
630 330 30R3 06303006327-330 3270 312 300 060
830 330 40R3 08302907300-330 3000 400 290 070
830 330 30R3 083040075435-330 4350 300 400 075
1030 330 40R3 103035075370-330 3700 403 350 075
1030 330 30R3 10304910544-330 5440 300 490 100
1230 330 40R3 12304009449-330 4490 400 400 090
1230 330 30R3 12306011653-330 6530 300 600 110
1430 330 40R3 143046512524-330 5240 400 465 120
1430 330 30R3 14307113762-330 7620 300 710 130
1630 330 40R3 16305512599-330 5990 400 550 120
1630 330 30R3 16308315870-330 8700 300 830 150
1830 330 40R3 183062515674-330 6740 400 625 150
1830 330 30R3 18309617980-330 9800 300 960 170
2030 330 40R3 20307115749-330 7490 400 710 150
2030 330 30R3 2030104201088-330 10880 300 1040 200
2230 330 40R3 22307717824-330 8240 400 770 170
2230 330 30R3 2230107201197-330 11970 300 1070 200
2530 330 40R3 25308117936-330 9360 400 810 170
2530 330 33R3 2530115221190-330 11900 334 1150 220
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE56
As sintered
D1
D2
DL
d 2d 1
With four coolant holes
D L Type description
Nominal pitch D1 d1 D2 d2
[mm] [mm] [mm] [deg] [mm] [mm] [mm] [mm] CTS20D
830 330 33R4 08301939040838-330 3810 334 190 040 390 080
830 330 30R4 083022450450944-330 4350 297 220 045 450 090
1030 330 33R4 10302551051049-330 4900 327 250 050 510 100
1030 330 30R4 10302857061154-330 5440 300 280 060 570 110
1230 330 32R4 12303163071260-330 5990 322 310 070 630 120
1230 330 30R4 12303469071465-330 6530 300 340 070 690 140
1430 330 32R4 14303675081570-330 7070 319 360 080 750 150
1430 330 30R4 14303981081676-330 7620 300 390 080 810 160
1630 330 30R4 16304490091887-330 8710 300 440 090 900 180
1830 330 30R4 183050102102098-330 9800 300 500 100 1020 200
2030 330 30R4 203561141223109-330 10880 300 560 120 1140 230
2230 330 30R4 223611261225120-330 11970 300 610 120 1260 250
2530 330 29R4 253691411428139-330 13930 294 690 140 1410 280
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
57ROUND TOOL MATERIALS ndash P-LINE
Ground
DLd1
D1
With two coolant holes le 22deg
D L Type description
Dia tol Nominal pitch D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] CTS20D
600 330 15G2 060026077035-330 +0-0008 h6 7035 150 260 070
800 330 15G2 080036125938-330 +0-0009 h6 9380 150 360 125
1000 330 15G2 100048014011725-330 +0-0009 h6 11725 150 480 140
1200 330 15G2 120062515514070-330 +0-0011 h6 14070 150 625 155
1400 330 15G2 140067019016414-330 +0-0011 h6 16414 150 670 190
1600 330 15G2 16008021018759-330 +0-0011 h6 18759 150 800 210
1800 330 15G2 180090232110-330 +0-0011 h6 21100 150 900 230
2000 330 15G2 200010025023449-330 +0-0013 h6 23449 150 1000 250
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES GROUND
ROUND TOOL MATERIALS ndash P-LINE58
Ground
DLd1
D1
With two coolant holes 23deg ndash 49deg
D L Type description
Dia tol Nominal pitch D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] CTS20D
600 330 40G2 06001907225-330 +0-0008 h6 2250 400 190 070
600 330 30G2 06003009327-330 +0-0008 h6 3270 300 300 090
800 330 43G2 08002307272-330 +0-0009 h6 2720 427 230 070
800 330 30G2 08003410435-330 +0-0009 h6 4350 300 340 100
1000 330 40G2 10002708370-330 +0-0009 h6 3700 400 270 080
1000 330 30G2 10004813544-330 +0-0009 h6 5440 300 480 130
1200 330 39G2 12003510463-330 +0-0011 h6 4630 390 350 100
1200 330 30G2 12006317653-330 +0-0011 h6 6530 300 630 170
1400 330 40G2 14004613524-330 +0-0011 h6 5240 400 460 130
1400 330 30G2 14006718762-330 +0-0011 h6 7620 300 670 180
1600 330 40G2 16005512599-330 +0-0011 h6 5990 400 550 120
1600 330 30G2 16008020871-330 +0-0011 h6 8710 300 800 200
1800 330 40G2 18006317680-330 +0-0011 h6 6800 397 630 170
1800 330 30G2 18009327980-330 +0-0011 h6 9800 300 930 270
2000 330 40G2 20007115749-330 +0-0013 h6 7490 400 710 150
2000 330 30G2 2000100251088-330 +0-0013 h6 10880 300 1000 250
2500 330 40G2 250077175936-330 +0-0013 h6 9360 400 770 175
2500 330 33G2 2500120321190-330 +0-0013 h6 11900 334 120 320
3200 330 40G2 3200110201198-330 +0-0016 h6 11980 400 1100 200
3200 330 29G2 3200170301778-330 +0-0016 h6 17780 295 1700 300
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES GROUND
59ROUND TOOL MATERIALS ndash P-LINE
Ground
D
D1
Ld1
With three coolant holes
D L Type description
Dia tol Nominal pitch D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] CTS20D
600 330 30G3 06003006327-330 +0-0008 h6 3270 300 300 060
800 330 30G3 080040075435-330 +0-0009 h6 4350 300 400 075
1000 330 30G3 10004910544-330 +0-0009 h6 5440 300 490 100
1200 330 30G3 12006011653-330 +0-0011 h6 6530 300 600 110
1400 330 30G3 14007113762-330 +0-0011 h6 7620 300 710 130
1600 330 30G3 16008315870-330 +0-0011 h6 8700 300 830 150
1800 330 30G3 18009617980-330 +0-0011 h6 9800 300 960 170
2000 330 30G3 2000104201088-330 +0-0013 h6 10880 300 1040 200
2500 330 33G3 2500115221190-330 +0-0013 h6 11900 330 1150 220
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES GROUND
ROUND TOOL MATERIALS ndash P-LINE60
Our standard range includes sintered and ground rods with one central or two straight coolant holes In addition to our established carbide grades we offer a selection of dimensions in the cermet grade CTF28T which has been specially developed for the finish machining of steelOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our rods with straight coolant holes can be found in the lsquoInformationrsquo section
Rods with straight coolant holes
61ROUND TOOL MATERIALS ndash P-LINE
As sintered
d1
D
L
With central coolant hole ultra-fine grades
D L Type description
d1
[mm] [mm] [mm] TSF44
645 330 00R1 064510-330 100
855 330 00R1 085513-330 130
1055 330 00R1 105513-330 130
1055 330 00R1 105520-330 200
1255 330 00R1 125520-330 200
1470 330 00R1 147020-330 200
1670 330 00R1 167020-330 200
2070 330 00R1 207030-330 300
As sintered
d1
D
L
With central coolant hole submicron grades
D L Type description
d1
[mm] [mm] [mm] CTS15D CTS20D
495 330 00R1 049506-330 060
630 330 00R1 063010-330 100
645 330 00R1 064510-330 100
830 330 00R1 083013-330 130
855 330 00R1 085513-330 130
855 330 00R1 085520-330 200
1030 330 00R1 103020-330 200
1055 330 00R1 105513-330 130
1055 330 00R1 105520-330 200
1130 330 00R1 113020-330 200
1230 330 00R1 123020-330 200
1255 330 00R1 125520-330 200
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE62
As sintered
d1
D
L
With central coolant hole submicron grades
D L Type description
d1
[mm] [mm] [mm] CTS15D CTS20D
1330 330 00R1 133020-330 200
1430 330 00R1 143020-330 200
1470 330 00R1 147020-330 200
1630 330 00R1 163020-330 200
1670 330 00R1 167020-330 200
1830 330 00R1 183030-330 300
1870 330 00R1 187030-330 300
2030 330 00R1 203030-330 300
2070 330 00R1 207030-330 300
2530 330 00R1 253030-330 300
2830 330 00R1 283040-330 400
3030 330 00R1 303050-330 500
3230 330 00R1 323050-330 500
As sintered
d1
D
L
With central coolant hole cermet
D L Type description
d1
[mm] [mm] [mm] CTF28T
645 330 00R1 064510-330 100
855 330 00R1 085513-330 130
1055 330 00R1 105520-330 200
1255 330 00R1 125520-330 200
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
63ROUND TOOL MATERIALS ndash P-LINE
As sintered
D1
D
Ld1
With two straight coolant holes submicron grades
D L Type description
D1 d1
[mm] [mm] [mm] [mm] CTS15D CTS20D
330 330 00R2 0330110425-330 110 043
420 330 00R2 042011045-330 110 045
520 330 00R2 05202009-330 200 090
620 330 00R2 06201105-330 110 050
620 330 00R2 06201509-330 150 090
620 330 00R2 06201706-330 170 060
620 330 00R2 06202009-330 200 090
620 330 00R2 06202309-330 230 090
620 330 00R2 06202609-330 260 090
620 330 00R2 06203012-330 300 120
720 330 00R2 07202009-330 200 090
720 330 00R2 07203009-330 300 090
820 330 00R2 08202009-330 200 090
820 330 00R2 08202609-330 260 090
820 330 00R2 08202612-330 260 120
820 330 00R2 08203410-330 340 100
820 330 00R2 08203515-330 350 150
820 330 00R2 08204009-330 400 090
920 330 00R2 09202612-330 260 120
920 330 00R2 09203515-330 350 150
920 330 00R2 09203812-330 380 120
920 330 00R2 09204013-330 400 130
1020 330 00R2 10202010-330 200 100
1020 330 00R2 10202612-330 260 120
1020 330 00R2 10202810-330 280 100
1020 330 00R2 10203515-330 350 150
1020 330 00R2 10204214-330 420 140
1020 330 00R2 10205012-330 500 120
1020 330 00R2 10205214-330 520 140
1220 330 00R2 12202612-330 260 120
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE64
As sintered
D1
D
Ld1
With two straight coolant holes submicron grades
D L Type description
D1 d1
[mm] [mm] [mm] [mm] CTS15D CTS20D
1220 330 00R2 12203515-330 350 150
1220 330 00R2 12204815-330 480 150
1220 330 00R2 12205020-330 500 200
1220 330 00R2 12206015-330 600 150
1320 330 00R2 13205420-330 540 200
1420 330 00R2 14203515-330 350 150
1420 330 00R2 14205020-330 500 200
1420 330 00R2 14205017-330 500 170
1420 330 00R2 14205820-330 580 200
1420 330 00R2 14207020-330 700 200
1520 330 00R2 15205020-330 500 200
1620 330 00R2 16203515-330 350 150
1620 330 00R2 16205015-330 500 150
1620 330 00R2 16205020-330 500 200
1620 400 00R2 16206220-400 620 200
1620 330 00R2 16206625-330 660 250
1620 330 00R2 16208020-330 800 200
1620 415 00R2 16208020-415 800 200
1820 330 00R2 18205020-330 500 200
1820 330 00R2 18206020-330 600 200
1820 330 00R2 18207525-330 750 250
1820 330 00R2 18209020-330 900 200
1920 330 00R2 19207925-330 790 250
2020 330 00R2 20203515-330 350 150
2020 330 00R2 20206020-330 600 200
2020 330 00R2 20206220-330 620 200
2020 330 00R2 20208225-330 820 250
2020 330 00R2 202010025-330 1000 250
2120 330 00R2 21207023-330 700 230
2220 330 00R2 22207023-330 700 230
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
65ROUND TOOL MATERIALS ndash P-LINE
As sintered
D1
D
Ld1
With two straight coolant holes submicron grades
D L Type description
D1 d1
[mm] [mm] [mm] [mm] CTS15D CTS20D
2220 330 00R2 222010530-330 1050 300
2530 330 00R2 25306220-330 620 200
2530 330 00R2 25308020-330 800 200
2530 330 00R2 253010025-330 1000 250
2530 330 00R2 253012030-330 1200 300
2630 330 00R2 26307520-330 750 200
2630 330 00R2 263012030-330 1200 300
2830 330 00R2 283013030-330 1300 300
3030 330 00R2 303013030-330 1300 300
3230 330 00R2 32309022-330 900 220
3230 330 00R2 323013830-330 1380 300
3430 330 00R2 343013830-330 1380 300
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE66
Ground
DLd1
With central coolant hole submicron grades
D L Type description
Dia tol d1
[mm] [mm] [mm] ISO 286 [mm] CTS15D
600 330 00G1 060010-330 +0-0008 h6 100
800 330 00G1 080013-330 +0-0009 h6 130
1000 330 00G1 100020-330 +0-0009 h6 200
1200 330 00G1 120020-330 +0-0011 h6 200
1400 330 00G1 140020-330 +0-0011 h6 200
1600 330 00G1 160020-330 +0-0011 h6 200
1600 330 00G1 160030-330 +0-0011 h6 300
2000 330 00G1 200030-330 +0-0013 h6 300
2500 330 00G1 250030-330 +0-0013 h6 300
3200 330 00G1 320050-330 +0-0016 h6 500
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES GROUND
67ROUND TOOL MATERIALS ndash P-LINE
Ground
D1
D
Ld1
With two coolant holes submicron grades
D L Type description
Dia tol D1 d1
[mm] [mm] [mm] ISO 286 [mm] [mm] CTS15D
600 330 00G2 06001509-330 +0-0008 h6 150 090
600 330 00G2 06003012-330 +0-0008 h6 300 120
800 330 00G2 08002009-330 +0-0009 h6 200 090
800 330 00G2 08004009-330 +0-0009 h6 400 090
1000 330 00G2 10002810-330 +0-0009 h6 280 100
1000 330 00G2 10005214-330 +0-0009 h6 520 140
1200 330 00G2 12003515-330 +0-0011 h6 350 150
1200 330 00G2 12006015-330 +0-0011 h6 600 150
1400 330 00G2 14005017-330 +0-0011 h6 500 170
1400 330 00G2 14007020-330 +0-0011 h6 700 200
1600 330 00G2 16005015-330 +0-0011 h6 500 150
1600 330 00G2 16008020-330 +0-0011 h6 800 200
1800 330 00G2 18006020-330 +0-0011 h6 600 200
1800 330 00G2 18009020-330 +0-0011 h6 900 200
2000 330 00G2 20006220-330 +0-0013 h6 620 200
2000 330 00G2 200010025-330 +0-0013 h6 1000 250
2500 330 00G2 25006220-330 +0-0013 h6 620 200
2500 330 00G2 25008020-330 +0-0013 h6 800 200
2500 330 00G2 250012030-330 +0-0013 h6 1200 300
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES GROUND
ROUND TOOL MATERIALS ndash P-LINE68
We offer a complete stock range of rods and tips for the production of solid carbide or brazed gun drills These include rods with a kidney-shaped coolant hole profiled rods with one or two coolant holes and profiled tips with two cool-ant holes Our blanks for gun drills are available in the proven CTS20D grade for the uni-versal machining of steel stainless steel or heat-resistant alloys some dimen-sions can also be ordered in grade CTF12E a fine-grain grade specifically for gun drills with an optimised balance between hardness and toughnessOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our gun drill blanks can be found in the lsquoInformationrsquo section
Blanks for gun drills
69ROUND TOOL MATERIALS ndash P-LINE
Rods
D
L
Rods with kidney-shaped coolant holes submicron grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTS20D
240 310 GDRK 0240-310 plusmn015
260 310 GDRK 0260-310 plusmn015
290 310 GDRK 0290-310 plusmn015
315 310 GDRK 0315-310 plusmn015
345 310 GDRK 0345-310 plusmn015
350 310 GDRK 0350-310 plusmn015
390 310 GDRK 0390-310 plusmn015
440 310 GDRK 0440-310 plusmn015
490 310 GDRK 0490-310 plusmn015
550 310 GDRK 0550-310 plusmn015
600 310 GDRK 0600-310 plusmn015
650 310 GDRK 0650-310 plusmn015
710 310 GDRK 0710-310 plusmn015
760 310 GDRK 0760-310 plusmn015
810 310 GDRK 0810-310 plusmn015
830 310 GDRK 0830-310 plusmn015
870 310 GDRK 0870-310 plusmn015
920 310 GDRK 0920-310 plusmn015
1060 310 GDRK 1060-310 plusmn015
1130 310 GDRK 1130-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
ROUND TOOL MATERIALS ndash P-LINE70
Rods
D
L
Rods with kidney-shaped coolant hole fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
240 310 GDRK 0240-310 plusmn015
260 310 GDRK 0260-310 plusmn015
290 310 GDRK 0290-310 plusmn015
315 310 GDRK 0315-310 plusmn015
345 310 GDRK 0345-310 plusmn015
350 310 GDRK 0350-310 plusmn015
390 310 GDRK 0390-310 plusmn015
440 310 GDRK 0440-310 plusmn015
490 310 GDRK 0490-310 plusmn015
550 310 GDRK 0550-310 plusmn015
600 310 GDRK 0600-310 plusmn015
650 310 GDRK 0650-310 plusmn015
710 310 GDRK 0710-310 plusmn015
760 310 GDRK 0760-310 plusmn015
810 310 GDRK 0810-310 plusmn015
830 310 GDRK 0830-310 plusmn015
870 310 GDRK 0870-310 plusmn015
920 310 GDRK 0920-310 plusmn015
1060 310 GDRK 1060-310 plusmn015
1130 310 GDRK 1130-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
71ROUND TOOL MATERIALS ndash P-LINE
Rods
120deg
D
L
Profiled rods with kidney-shaped coolant hole 120deg submicron grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTS20D
240 310 GDVK 0240-310 plusmn015
260 310 GDVK 0260-310 plusmn015
290 310 GDVK 0290-310 plusmn015
315 310 GDVK 0315-310 plusmn015
345 310 GDVK 0345-310 plusmn015
390 310 GDVK 0390-310 plusmn015
440 310 GDVK 0440-310 plusmn015
490 310 GDVK 0490-310 plusmn015
550 310 GDVK 0550-310 plusmn015
600 310 GDVK 0600-310 plusmn015
650 310 GDVK 0650-310 plusmn015
710 310 GDVK 0710-310 plusmn015
760 310 GDVK 0760-310 plusmn015
810 310 GDVK 0810-310 plusmn015
870 310 GDVK 0870-310 plusmn015
920 310 GDVK 0920-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
ROUND TOOL MATERIALS ndash P-LINE72
Rods
120deg
D
L
Profiled rods with kidney-shaped coolant hole 120deg fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
240 310 GDVK 0240-310 plusmn015
260 310 GDVK 0260-310 plusmn015
290 310 GDVK 0290-310 plusmn015
315 310 GDVK 0315-310 plusmn015
345 310 GDVK 0345-310 plusmn015
390 310 GDVK 0390-310 plusmn015
440 310 GDVK 0440-310 plusmn015
490 310 GDVK 0490-310 plusmn015
550 310 GDVK 0550-310 plusmn015
600 310 GDVK 0600-310 plusmn015
650 310 GDVK 0650-310 plusmn015
710 310 GDVK 0710-310 plusmn015
760 310 GDVK 0760-310 plusmn015
810 310 GDVK 0810-310 plusmn015
870 310 GDVK 0870-310 plusmn015
920 310 GDVK 0920-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
73ROUND TOOL MATERIALS ndash P-LINE
Rods
115deg
D
L
Profiled rods with two coolant hole 115deg fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
1350 310 GDV2 1350115-310 plusmn020
1390 310 GDV2 1390115-310 plusmn020
1450 310 GDV2 1450115-310 plusmn020
1550 310 GDV2 1550115-310 plusmn020
1650 310 GDV2 1650115-310 plusmn020
1750 310 GDV2 1750115-310 plusmn020
1860 310 GDV2 1860115-310 plusmn020
1960 310 GDV2 1960115-310 plusmn025
2060 310 GDV2 2060115-310 plusmn025
2160 310 GDV2 2160115-310 plusmn025
ensp limitedenspstockensp ensp ensp stockenspitemensp ensp ensp newenspstockenspitemensp ensp Otherenspgradesenspandenspdimensionsenspuponensprequest
BLANKSenspFORenspGUNenspDRILLSenspenspRODS
ROUND TOOL MATERIALS ndash P-LINE74
Rods
120deg
D
L
Profiled rods with two coolant hole 120deg fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
550 310 GDV2 0550-310 plusmn015
600 310 GDV2 0600-310 plusmn015
650 310 GDV2 0650-310 plusmn015
710 310 GDV2 0710-310 plusmn015
760 310 GDV2 0760-310 plusmn015
810 310 GDV2 0810-310 plusmn015
870 310 GDV2 0870-310 plusmn015
920 310 GDV2 0920-310 plusmn015
970 310 GDV2 0970-310 plusmn015
1080 310 GDV2 1080-310 plusmn015
1130 310 GDV2 1130-310 plusmn015
1180 310 GDV2 1180-310 plusmn015
1230 310 GDV2 1230-310 plusmn015
1280 310 GDV2 1280-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
75ROUND TOOL MATERIALS ndash P-LINE
Tips
115deg
L
D
Profiled tips with two coolant holes 115deg fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
1350 40 GDV2P 1350-040 plusmn020
1450 40 GDV2P 1450-040 plusmn020
1550 40 GDV2P 1550-040 plusmn020
1650 40 GDV2P 1650-040 plusmn020
1750 40 GDV2P 1750-040 plusmn020
1860 40 GDV2P 1860-040 plusmn025
1960 45 GDV2P 1960-045 plusmn025
2060 45 GDV2P 2060-045 plusmn025
2160 45 GDV2P 2160-045 plusmn025
2260 50 GDV2P 2260-050 plusmn025
2360 50 GDV2P 2360-050 plusmn025
2460 55 GDV2P 2460-055 plusmn025
2560 55 GDV2P 2560-055 plusmn025
2660 55 GDV2P 2660-055 plusmn025
2720 55 GDV2P 2720-055 plusmn025
2870 65 GDV2P 2870-065 plusmn025
3080 65 GDV2P 3080-065 plusmn025
3310 65 GDV2P 3310-065 plusmn025
3610 75 GDV2P 3610-075 plusmn025
3910 75 GDV2P 3910-075 plusmn025
4000 80 GDV2P 4000-080 plusmn030
4200 80 GDV2P 4200-080 plusmn030
4500 80 GDV2P 4500-080 plusmn030
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS TIPS
ROUND TOOL MATERIALS ndash P-LINE76
Our flat and square strips in the proven CTS20D grade and in a wide variety of dimensions are available directly from stock Our brazing tips are characterised by very good brazability and can be supplied upon request in the most com-mon DIN dimensions Our stock range includes DIN 8011 brazing tips in grade CTS12D as well as in the cermet grade CTF28T (especially suited to the finish machining of steel materials)Of course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our flat and square strips can be found in the lsquoInfor-mationrsquo section
Flat and square strips brazing tips
77ROUND TOOL MATERIALS ndash P-LINE
Flat strips
S
L
H
Submicron grade
Type description
H S L[mm] [mm] [mm] CTS20D
FR 02300530-330 530 230 330
FR 02300630-330 630 230 330
FR 02300830-330 830 230 330
FR 02301030-330 1030 230 330
FR 02301630-330 1630 230 330
FR 03300430-330 430 330 330
FR 03300530-330 530 330 330
FR 03300630-330 630 330 330
FR 03300830-330 830 330 330
FR 03301030-330 1030 330 330
FR 03301230-330 1230 330 330
FR 03301630-330 1630 330 330
FR 03302030-330 2030 330 330
FR 04300630-330 630 430 330
FR 04300830-330 830 430 330
FR 04301030-330 1030 430 330
FR 04301330-330 1330 430 330
FR 04301630-330 1630 430 330
FR 04302030-330 2030 430 330
FR 05301030-330 1030 530 330
FR 05301330-330 1330 530 330
FR 06301030-330 1030 630 330
FR 06301330-330 1330 630 330
FR 08301230-330 1230 830 330
FR 08301630-330 1630 830 330
FR 10301630-330 1630 1030 330
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
FLAT AND SQUARE STRIPS BRAZING TIPS FLAT STRIPS
ROUND TOOL MATERIALS ndash P-LINE78
Square strips
S
LH
Submicron grade
Type description
H S L[mm] [mm] [mm] CTS20D
SR 0330-330 330 330 330
SR 0430-330 430 430 330
SR 0530-330 530 530 330
SR 0830-330 830 830 330
SR 1030-330 1030 1030 330
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
FLAT AND SQUARE STRIPS BRAZING TIPS SQUARE STRIPS
79ROUND TOOL MATERIALS ndash P-LINE
Brazing tips to DIN 8011
L
St
c
e
r
Form R
Type description
L e S r c t[mm] [mm] [mm] [mm] [mm] [mm] CTF28T CTS12D
DIN 8011 R 12 12 500 080 2500 080 200
DIN 8011 R 16 16 710 120 2500 100 250
DIN 8011 R 19 19 900 140 2500 100 300
DIN 8011 R 22 22 1120 180 2500 140 350
DIN 8011 R 25 25 1500 220 2500 140 400
DIN 8011 R 30 30 1800 280 2500 140 500
Brazing tips to DIN 8011
L
St
c
e
r
Form T
Type description
L e S r c t[mm] [mm] [mm] [mm] [mm] [mm] CTS12D
DIN 8011 T 12 12 450 120 1500 100 300
DIN 8011 T 16 16 750 160 1500 100 350
DIN 8011 T 19 19 750 200 2500 180 450
DIN 8011 T 22 22 950 250 2500 250 560
DIN 8011 T 25 25 1000 280 2500 300 800
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
FLAT AND SQUARE STRIPS BRAZING TIPS DIN 8011 BRAZING TIPS
ROUND TOOL MATERIALS ndash P-LINE80
Brazing tips to DIN 8011
L
St
c
e
r
Form U
Type description
L e S r c t[mm] [mm] [mm] [mm] [mm] [mm] CTS12D
DIN 8011 U 12 12 140 120 1500 100 560
DIN 8011 U 16 16 400 160 1500 100 670
DIN 8011 U 19 19 250 200 2500 180 800
DIN 8011 U 22 22 280 250 2500 250 1120
DIN 8011 U 25 25 400 280 2500 300 1400
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
FLAT AND SQUARE STRIPS BRAZING TIPS DIN 8011 BRAZING TIPS
81ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE82
Special products
In addition to our standard programme we also offer individual solutions for our rods Thanks to our comprehensive manufacturing possibilities we can also implement your most demanding requirements Whether special coolant hole profiles large helix angles or other customised versions see for yourself and benefit from our expertiseIn our up-to-date grinding department we also produce semi-finished ground articles in high volumes as well as in small batches
83ROUND TOOL MATERIALS
Broad selection of diameters and grades starting at 040 mm eg for erosion electrodes up to 80 mm for special tools For semi-finished tools bigger than that we offer customised preforms
Solid carbide or coolant hole rods up to a metre in length are no problem for us Close tolerance production techniques of spiral through hole rod minimise the risk of grinding through into the coolant channels Using leading-edge technologies we are also able to deliver coolant hole rod with pre-formed flutes if required
Increasingly tool producers rely on prefabricated semi-finished products In this context we offer ground cut-to-lengths in a variety of versions For example steps tapers cones male or female centres ball noses chamfers recesses ground holes and many others
Thanks to our modern extrusion processes we can offer you a variety of coolant hole profiles
Available types
SPECIAL PRODUCTS AVAILABLE TYPES
ROUND TOOL MATERIALS ndash P-LINE84
Preforms
In addition to our comprehensive range of rods we also offer various types of preforms for rotary cutting tools The products include both blanks and semi-fin-ished tools for solid carbide and PCD tools exchangeable head systems and tool shanks Years of experience in the field of blank machining combined with a state-of-the-art production plant make it possible for us to produce the most complex near net shape geometries with short delivery times In particular for tool shanks and PCD tool bodies we have developed the new grade CTF25E which is ideal even for the most sophisticated tool versions with narrow shapes and critical transitions
85ROUND TOOL MATERIALS ndash P-LINE
Preformed seats for PCD inserts
Based on your drawings of blanks or finished parts we are able to produce outside diameters of up to approx 300 mm and lengths of approx 500 mm Ideally you should provide us with digital drawings or 3-D models (stp prthellip)
Straight and helical chip flutes
Ground shanks
External and internal thread
Coolant holes
As sintered male or female centres
emspDiameter as sintered up to around 500 mmemspLengths up to around 300 mm
Available types
PREFORMS AVAILABLE TYPES
ROUND TOOL MATERIALS ndash P-LINE86
Individually designed coolant exit holes can be formed into the blank
emspOutside and inside threadsemspMetric ISO threads as sintered tolerance class 8HemspUN threads as sinteredemspSpecial threads upon requestemspGround threads are possible upon request
emspFemale and male centresemspFemale centres to DIN 332emspAs sintered centres (form R preferred)emspUpon request ground version also available
emspUpon request ground version also available for example ground shank to h6
Our preformed chip flutes and insert seats with optimised machining allowance make it possible to save production costs thanks to reduced grinding times in tool production
Do not hesitate to contact us with questions about possible variations We will be pleased to help you design blanks for cost-efficient production of precision tools
emspAxial holes from Oslash 065 mmemspRadial exit holes from Oslash 05 mm and greateremspSmaller holes available depending on the depth and upon
request
PREFORMS AVAILABLE TYPES
87ROUND TOOL MATERIALS ndash P-LINE
[m ] [gcm3] HV30 HRA [MPa] [psi] [MPam frac12]
CTS12D K05 ndash K10 C-3 60 1480 1820 931 3600 522100 93CTS15D K10 ndash K30 C-3 75 1470 1750 928 3700 536000 95CTS20D K20 ndash K40 C-2 100 1438 1600 919 4000 580100 104
[m ] [gcm3] HV30 HRA [MPa] [psi] [MPam frac12]
CTF25E K30 ndash K40 C-2 125 1415 1300 895 3500 507600 150
Grades composition and properties
GradeDensity Hardness
US codeBinder
ISO code
Transverse rupture strength KIC (Shetty)
Submicron grade
An extensive stock of the most important grades makes short-est delivery times for customised blanks possible
Our CTF25E fine-grain grade has been specially designed for PCD tools and tool shanks
The coarser grain structure combined with higher cobalt con-tent provides this grade with increased resistance to break-age and excellent brazability
CTF25E vs CTS20D
Of course we also offer preforms in all other Round Tool Materials grades upon request
GradeDensity Hardness
US codeBinder
ISO code
Transverse rupture strength KIC (Shetty)
Fine grain grade
CTS20D CTF25E Grain size Cobalt content Additives Hardness Transverse rupture strength Fracture toughness KIC
submicron fine grain1001151600 HV304000 MPa104 MPam05
125121300 HV303500 MPa15 MPam05
CTS20D CTF25E
PREFORMS GRADES COMPOSITION AND PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE88
[mm]03
max deflection
Straightness
1
1000 1
1000 1
1000
1
1000
Min wall thicknesses and hole distancesgeemsp1emspmm
Wall thicknesses
min 1 mm
min 1 mm
Diameter steps
Different diameters dia stepsD1 ndash D2 ge1 mmD 1D
1
[mm] [mm] [plusmn]lt 20 055 plusmn015
gt 20 ndash 35 060 plusmn020gt 35 ndash 45 065 plusmn025gt 45 ndash 55 070 plusmn030gt 55 ndash 70 085 plusmn035
gt 70 ndash 100 090 plusmn040gt 100 ndash 150 100 plusmn050
Tolerance table for preforms
Diameters for preforms
Example of a finished diameter 22 mm with grinding allowance
Finished dimension Oslash 2200 mm Grinding allowance +060 mm Blank dimensions Oslash 2260 plusmn020 mm
Nominal Oslash
Blank tolerance incl grinding
allowance Sintering tolerance
Lengths for preforms
Example of a finished length 150 mm with grinding allowance
Finished dimension 150 mm Grinding allowance +115 mm Blank dimensions 15115 plusmn075 mm
Length
Blank tolerance incl grinding
allowance Sintering tolerance
[mm] [mm] [plusmn]
L 05 L + 04 plusmn05 L
For further information go to page 93
Specifications
PREFORMS SPECIFICATIONS
89ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE90
In this section you can find additional information on product labelling technical product specifications and carbide properties Specifications for preforms can be found at the end of the lsquoPreformsrsquo section
Information
91ROUND TOOL MATERIALS ndash P-LINE
Product labelling
Material short text
The material short text describes the article in terms of the most important geometrical specifications A guide to the designation system can be found in the catalogue on page 20
Pitch information(for rods with helical coolant holes) The pitch class and its average value are stated This value acts as the adjustment value for flute grinding More information on the pitch classification for rods with helical coolant holes can be found in the catalogue on page 92
RGMC 1000-073
CTS20D11769718
Mad
e in
Aus
tria
2659013
RGM
C 10
00-0
73
CTS2
0D
10
10
30G2 10004813544-330
CTS20D11793406
Mad
e in
Aus
tria
2650868 30G
2 10
004
81
35
44-
330
CTS2
0D
100
Blaublue 52930 mm
Blau
blu
e 52
930
mm 10
0
Carbide grade Material number
Production order Quantity
Material number barcode
Production order barcode
Material short text
Grade
INFORMATION PRODUCT INFORMATION ndash LABELLING
ROUND TOOL MATERIALS ndash P-LINE92
α = tan-1 d times πStg
Stg = d times πtan α
0deg-1deg +1deg
-033deg +033deg+033deg -033deg +033deg -033deg
0deg-075deg +075deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
Stg pitchd nominal diameterα helix angle
Pitch in mm
Helix
ang
le in
deg
rees
Nominal pitch3 class system
6 class system
yellow white blue
white blue green black red yellow
Conversion pitch to angle
Conversion angle to pitch
Definition of the helix angle
The helix angle indicates the torsion of the coolant holes in relation to the nominal diameter In this context it has to be taken into account that the angle decreases depending on theemspdiameteremspstepsemspForemspthisemspreasonemsprodsemspwithemsp40degemspcoolantemspholes are used for step drills in order to achieve an optimal spiralemspfluteemsphelixemspangleemspofemsp25emsptoemsp30deg
Definition of pitch
Theemsppitchemsp isemsp theemsp lengthemspofemspaemspcompleteemsp360degemsprotationemspofemsp theemspcoolant holes This value is independent of the diameter or the diameter steps The CERATIZIT designation system for coolant hole rods includes both the helix angle in degrees and the pitch of the helix in millimetres
Conversion helix anglepitch
Pitch classification
In order to guarantee closest pitch tolerances our carbide rods with helical coolant holes are divided into tolerance classes For this purpose all rods are measured and assigned to the respective class which is indicated on the product label For details of our pitch classification see page 98
INFORMATION PRODUCT INFORMATION ndash PITCH CLASSIFICATION
93ROUND TOOL MATERIALS ndash P-LINE
Ra max
1
1000
1
1000
Measured outside diameter of the round rod In case of helical coolant hole rods the outside diameter means the OD (addendum diameter) including the helical tooling grooves
Outside diameter
Measured length of the round rodLength
The surface quality describes the state of the surface For ground rods the surface value is indicated as maximum average roughness value Ra (DIN EN ISO 42871998)
Surface
Maximum deflection of a rotating rod which lies on two contact points measured in the middle of the rod The distance between the two contact points is 300 mm When the rod is longer or shorter than 330 mm the contact width corresponds to the rod length minus 10 mm
Straightness
Maximum deflection of a rod Contact point A is 5 mm before the chamfer Contact point B is in the middle of the rod The measurement is carried out 2 mm from the end
Concentricity
The cylindricity describes the tolerance field of an ideal cylinder inside which the skin surface of the rod should be
Cylindricity
Lateral length of flat and square stripsWidth height
Roundness is the radial distance of two con-centric circles which include the circumference line of the round rods section (DIN ISO 1101)
Roundness
The pitch circle is defined as the circle which goes through two or three centre points of coolant holes
Pitch circle diameter
The hole diameter is the diameter of the cool-ant holes inside the rod
Hole diameter
Excentricity means the deviation of the pitch circle centre point or in case of a coolant hole the deviation of the coolant hole centre point from the centre point of the rod
Excentricity
The helix angle is the angle between the longi-tudinal axis and the helix line
Helix angle
Maximum difference of the angle of the two imaginary lines which go through the centre point of the coolant holes which are on the pitch circle
Torsion
For rods with three helical coolant holes the section surface is divided into three circle sec-tors which go through the centre point of the coolant holes The pitch error is the difference of the angles between the circle sectors
Pitch error
INFORMATION SPECIFICATIONS ndash SPECIFICATION FEATURES
ROUND TOOL MATERIALS ndash P-LINE94
RR RGM RGI
[mm] h6 [mm] h5 [mm]10 ndash 30 +0-0006 +0-000431 ndash 60 +0-0008 +0-000561 ndash 100 +0-0009 +0-0006101 ndash 180 +0-0011 +0-0008181ndash 300 +0-0013 +0-0009301 ndash 400 +0-0016 +0-0011
[mm] [mm]08 ndash 21 +0+01522 ndash 47 +0+02048 ndash 67 +0+02568 ndash 152 +0+030153 ndash 202 +0+045203 ndash 242 +0+055243 ndash 362 +0+065363 ndash 462 +0+070
Tolerance
Outside diameter
Outside diameter ToleranceOutside diameter
as sintered ground
[mm] [mm]10 ndash 29 12030 ndash 59 01560 ndash 79 012 80 ndash 99 010
100 ndash 119 008 120 ndash 199 005 200 ndash 400 lt 005
[mm] [mm]08 ndash 32 12
325 ndash 462 05
Outside diameter
Straightness
max deflection max deflectionOutside diameter
as sintered ground
1
1000
1
1000
[mm] [mm]08 ndash 57 005 58 ndash 77 008
78 ndash 127 010128 ndash 302 013 303 ndash 462 016
[mm] h6 [mm] h5 [mm]10 ndash 30 0003 000331 ndash 60 0004 0003
61 ndash 100 0005 0003101 ndash 300 0006 0004301 ndash 400 0008 0005
Roundnessas sintered ground
ToleranceOutside diameter ToleranceOutside diameter
as sintered as sinteredground 005
Tolerance
LengthSurface finish
Executions [mm]+0+10Ra max
[μm]Ramax
Solid carbide rods
INFORMATION SPECIFICATIONS ndash SOLID CARBIDE RODS
95ROUND TOOL MATERIALS ndash P-LINE
RGMC RGMCW RGMCD RGMCY RGIC
[mm] h6 [mm] h5 [mm]10 ndash 30 +0-0006 +0-000431 ndash 60 +0-0008 +0-000561 ndash 100 +0-0009 +0-0006101 ndash 180 +0-0011 +0-0008181 ndash 300 +0-0013 +0-0009301 ndash 400 +0-0016 +0-0011
Tolerance
Outside diameter
Outside diameter
[mm]RGMC +1 RGIC +15
Total length tolerance
Length
Type
Surface finish
Ramax [microm]005Ra max
[mm] h6 [mm] h5 [mm]10 ndash 30 +0+0003 +0+000231 ndash 60 +0+0003 +0+0002
61 ndash 100 +0+0003 +0+0002101 ndash 250 +0+0004 +0+0002
Outside diameter
Roundness
Tolerance
[mm] 30 40 50 60 70 80 90 110 14030 5 5 6 7 - - - - -
40 ndash 50 5 5 6 6 7 - - - -60 4 5 5 6 6 7 8 - -
80 ndash 100 4 4 4 5 5 5 6 7 -120 ndash 140 3 4 4 4 4 5 5 6 -160 ndash 200 3 4 4 4 4 4 5 5 6
250 3 4 4 4 4 4 5 5 6
max concentricity [microm] starting length [mm]
Run-out RGMC
Outside diameter
1
1000
[inch] 1500 ndash 2500 2501 ndash 3500 3501 ndash 800018 ndash 316 5 76 ndash
14 ndash 1 5 76 10
maximum concentricity [microm] starting length [inch]
Run-out RGIC
Outside diameter
1
1000
End mill blanks
INFORMATION SPECIFICATIONS ndash END MILL BLANKS
ROUND TOOL MATERIALS ndash P-LINE96
GB2 G2 SO
[mm] [mm]16 ndash 63 +-02067 ndash 80 +-02590 ndash 100 +-030
TolerancePitch circle diameter
Pitch circle diameter of DIN drill blanks
[mm] [mm]029 +-003
030 ndash 105 +-005106 ndash 20 +-008
TolerancePitch circle diameter
Pitch circle diameter for micro-drill blanks
[deg] [deg]+-1 3 +-033
Total tolerance class Number of
classes
Tolerance class
Helix angle for DIN drill blanks
[deg] [deg]+-075 6 +-0125
Total tolerance class Number of
classes
Tolerance class
Helix angle for micro-drill blanks
[mm] 63ndash6
6
67ndash8
1
82ndash1
14
115ndash
133
134ndash
162
163ndash
310
60 10 15 30 40 ndash ndash80 ndash 15 20 40 40 ndash
100 ndash ndash 20 30 40 50120 ndash ndash 20 30 30 50140 ndash ndash 20 30 30 50160 ndash ndash ndash 20 30 50180 ndash ndash ndash 20 30 50200 ndash ndash ndash 20 30 50
Outside diameter
Straightness of DIN drill blanksDeflection [microm] with length [mm]
1
1000
[mm] 55ndash6
5
66ndash8
5
86ndash1
05
106ndash
180
30 5 8 20 2040 ndash 8 15 20
Outside diameter
Run-out of micro-drill blanksDeflection [microm] with length [mm]
1
1000
[mm] [mm]16 ndash 34 010
48 01563 ndash 67 018
80 ndash 100 020
max excentricity
Excentricity of DIN drill blanks
Pitch circle diameter[mm] [mm]029 0025
030 ndash 059 003506 ndash 15 0040
151 ndash 200 0050
max excentricity
Excentricity of micro-drill blanks
Pitch circle diameter
Drill blanks
INFORMATION SPECIFICATIONS ndash DRILL BLANKS
97ROUND TOOL MATERIALS ndash P-LINE
[mm] h5 [mm]30 +0-0004
31 ndash 60 +0-000561 ndash 100 +0-0006101 ndash 180 +0-0008181 ndash 300 +0-0009
Tolerance
Outside diameter
Outside diameter
+0+1Tolerance
Length
[mm] [mm]005 +-0010
006 ndash 020 +-0015021 ndash 045 +-003005 ndash 13 +-0050
131 ndash 250 +-0075
Hole diameter
ToleranceHole diameter
Surface finishProduct Ramax [microm]
DIN drill blanks Ground mat 005 - 01Micro-drill blanks 005
Ra max
[mm] [mm]30 ndash 60 000280 ndash 100 0003
120 ndash 180 0004200 0005
Tolerance
Roundness
Outside diameter
[mm] [mm] [mm]6 15 +-01 030 +-0058 15 +-01 040 +-005
10 20 +-01 050 +-01012 20 +-01 060 +-01014 25 +-01 080 +-01016 25 +-01 110 +-01018 30 +-01 130 +-01020 30 +-01 160 +-010
Cross groove profile for DIN drill blanks
Outside diameter
Cross groove width
Cross groove depth
INFORMATION SPECIFICATIONS ndash DRILL BLANKS
ROUND TOOL MATERIALS ndash P-LINE98
R2 R3 R4 G2 G3
[mm] [mm] [mm]33 ndash 43 +010+020 +020+06044 ndash 83 +010+030 +020+07084 ndash 103 +010+035 +020+075104 ndash 123 +010+040 +025+080124 ndash 143 +010+040 +030+080144 ndash 163 +010+045 +035+095164 ndash 183 +010+050 +040+100184 ndash 203 +010+055 +040+105204 ndash 223 +010+060 +045+110224 ndash 353 +010+060 +050+110
Tolerance core diameter
Tolerance outside
diameterOutside diameter
Outside diameteras sintered ground
[mm] [mm]60 +0-0008
61 ndash 100 +0-0009101 ndash 180 +0-0011181 ndash 300 +0-0013301 ndash 320 +0-0016
ToleranceOutside diameter
[mm] [mm]33 +-010
34 ndash 43 +-01544 ndash 123 +-020124 ndash 183 +-025184 ndash 353 +-030
ToleranceOutside diameter
Pitch circle diameteras sintered ground
[mm] [mm]60 ndash 120 +-020121 ndash 180 +-025181 ndash 320 +-030
ToleranceOutside diameter
[mm] [mm]250 ndash 280 040
gt 280 050
max deflection
Straightness
Length
1
1000
as sintered ground
1
1000
[mm] [mm]60 ndash 79 01280 ndash 99 010
100 ndash 119 008120 ndash 199 005200 ndash 320 lt 005
max deflectionOutside diameter
Product group [deg] Number of classes [deg]Standard +-1 3 +-0333
Oslash 33 ndash 43 +-075 6 +-0125extra-long 3 holes +-075 6 +-0125
Total tolerance class Tolerance class
Helix angle
Rods with helical coolant holes
INFORMATION SPECIFICATIONS ndash RODS WITH HELICAL COOLANT HOLES
99ROUND TOOL MATERIALS ndash P-LINE
[mm]+0+10
Total length tolerance
Length
Executions Ra max [microm]as sintered as sintered
ground 005
Surface finish
Ra max
[deg]+-30
max pitch error with R3
Pitch error
[mm] [mm]33 004
34 ndash 43 00544 ndash 83 010
84 ndash 103 015104 ndash 143 018144 ndash 353 020
Tolerance
Excentricity
Outside diameter
[mm] [mm]60 0004
61 ndash 100 0005101 ndash 300 0006301 ndash 320 0008
Tolerance
Roundness
Outside diameter
[deg]20
max torsion with R4
Torsionas sintered
[mm] [mm] [mm]33 ndash 43 leemsp100 +-003033 ndash 43 geemsp101 +-005044 ndash 353 040 ndash 130 +-005044 ndash 353 131 ndash 250 +-007544 ndash 353 251 ndash 500 +-0100
Hole diameter
Hole diameter
ToleranceOutside diameter
INFORMATION SPECIFICATIONS ndash RODS WITH HELICAL COOLANT HOLES
ROUND TOOL MATERIALS ndash P-LINE100
00R1 00R2 00G1 00G2
[mm] [mm]33 +0+020
34 ndash 50 +0+03051 ndash 65 +0+03566 ndash 152 +0+040153 ndash 207 +0+055208 ndash 222 +0+065223 ndash 343 +0+075
Tolerance
Outside diameter
Outside diameter
as sintered ground
[mm] [mm]40 ndash 60 +0-000861 ndash 100 +0-0009101 ndash 180 +0-0011181 ndash 300 +0-0013301 ndash 320 +0-0016
ToleranceOutside diameter
[mm]050
max deflection
Straightness
1
1000
as sintered ground
1
1000
[mm] [mm]40 ndash 59 01560 ndash 79 01280 ndash 99 010
100 ndash 119 008120 ndash 199 005200 ndash 320 lt 005
max deflectionOutside diameter
[mm] [mm]33 ndash 57 00562 ndash 77 008
82 ndash 127 010132 ndash 302 013303 ndash 343 016
Tolerance
Roundness
Outside diameter
as sintered
[mm] [mm] 40 ndash 60 0004 61 ndash 100 0005 101 ndash 300 0006 301 ndash 320 0008
ToleranceOutside diameter
ground
[mm]+0+10
Total length tolerance
Length
Rods with straight coolant holes
INFORMATION SPECIFICATIONS ndash RODS WITH STRAIGHT COOLANT HOLES
101ROUND TOOL MATERIALS ndash P-LINE
[mm] [mm]
central coolant hole
010 ndash 050 +005051 ndash 130 +010131 ndash 250 +015251 ndash 500 +020
two coolant holes
010 ndash 050 +-0025051 ndash 130 +-0050131 ndash 250 +-0075251 ndash 500 +-0100
Hole diameter
ToleranceHole diameterProduct group
[mm] [mm]33 ndash 39 +-00540 ndash 59 +-01060 ndash 149 +-020
150 ndash 209 +-025210 ndash 343 +-030
ToleranceOutside diameter
Pitch circle diameter
Executions Ra max [microm]as sintered as sintered
ground 005
Surface finish
Ra max
[mm] [mm] 33 ndash 39 0025 40 ndash 59 0050 60 ndash 79 0100 80 ndash 109 0120 110 ndash 249 0150 250 ndash 343 0200
Tolerance
Excentricity
Outside diameter[mm] [mm]
33 ndash 39 0025 40 ndash 59 0050 60 ndash 79 0100 80 ndash 109 0120 110 ndash 249 0150 250 ndash 343 0200
ToleranceOutside diameter
INFORMATION SPECIFICATIONS ndash RODS WITH STRAIGHT COOLANT HOLES
ROUND TOOL MATERIALS ndash P-LINE102
FR SR
[mm] [mm] 23 ndash 43 +0+020 44 ndash 63 +0+025 64 ndash 103 +0+030
104 ndash 143 +0+035 144 ndash 163 +0+040 164 ndash 203 +0+050
Width height
Width height
Tolerance
[mm]
max 04
Levelness
Levelness
[mm]+0+10
Total length tolerance
Length
Flat and square strips
INFORMATION SPECIFICATIONS ndash FLAT AND SQUARE STRIPS
103ROUND TOOL MATERIALS ndash P-LINE
z
F
x
22deg
y
x
d2d 1
HV = 0102 times 2 times F times sind2 asymp 01891 F
d2
136deg2
100
80
60
40
20
00 5 10 15 20 25
120
Wea
r res
ista
nce
[1c
m3 ]
Submicron gradesFine medium grades
Coarse grades
Cobalt content []
Figure 1 test assembly for the determination of wear resistance according to ASTM B611-85
Figure 3 Vickers hardness test according to ISO 3878
Formula 1 calculation of the Vickers hardness (ISO 3878)
Figure 2 wear resistance in relation to the cobalt content and grain size
Mechanical properties of carbideWear resistanceThe most important property of carbide is wear resistance This property - or to be precise this combination of prop-erties - refers to the surface of the component When two surfaces rub against each other material is removed from both of them Under low stress the material removed consists of single grains or particles This phenomenon is called lsquoscor-ingrsquo In cases of high stress the material removed consists of grain clusters and is called lsquoabrasionrsquo The concept of wear is very complex and depends on many variables Wear resist-ance is mainly tested using the ASTM B611-85 method In this method a carbide piece is pressed onto a rotating steel disk using a lever The rotating steel disk is the carrier for the abrasive material which together with the material that is subject to analysis is transported from a tank below the con-tainer directly to the contact zone (see figure 1) The abrasive material consists of water and aluminium oxide (corundum)Wear resistance is determined by measuring the volume of material removed from the carbide piece while the revolution numberemsptestemsptimeemspandemsptheemspforceemspappliedemspatemsp90degemsponemsptheemspsteelemspdisk are held at consistent levels A gravimetric evaluation is carried out with the volume removal indicated in mm3 As shown in figure 2 wear resistance increases the finer the grain and the lower the cobalt content
HardnessHardness is a materialrsquos mechanical resistance to another harder material which penetrates it The hardness is normally determined based on the Vickers hardness test according to ISOemsp3878emsp Inemspthisemsp testemspaemsp136degemsppyramidalemspdiamondemspindenteremspis pressed onto a work piece with a determined test force The size of the indent is determined optically by measur-ing the two diagonals of the square indent produced by the applied force (F) The impression surface is calculated with formula 1 (see fig 3) When introducing this test method the obsolete unit lsquokilopondrsquo was used for the test force Therefore in the formula the factor 0102 is used for conversion The standardised indication of the Vickers hardness for example is as follows
620 HV 30
Parameters- 620 = hardness- HV = test procedure- 30 = test force in kilopond
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE104
1500
1300
1100
900
700
5000 5 10 15 20 25
1700
1900
2100
30
2300
2500HV
30
100
80
60
40
20
0750 1000
120
1250 1500 1750 2000
Cobalt content []
Ultrafine gradesSubmicron grades
Fine medium gradesCoarse grades
Wea
r res
ista
nce
[1c
m3 ]
Vickers hardness
Submicron gradesFine medium grades
Coarse grades
Figure 4 hardness in relation to the cobalt content and grain size
Figure 5 wear resistance in function of hardness with different grain sizes
Another method for determining hardness is the Rockwell procedure (ISO 3738) It is similar to the Vickers procedure but uses a diamond brale indenter Here the depth of pen-etration is used as the degree of hardness There is no the-oretical basis for a conversion between the two procedures In order to create a comparison a determinate test must be carried out Like wear resistance hardness also increases with a smaller grain size and lower cobalt content (see figure 4) As wear resistance and hardness show similar behaviour with regard to cobalt content and grain size hardness is often used as a reference for wear resistance Furthermore the Vickers procedure is easier and quicker than ASTM B611-85 Nevertheless the relation of hardness and wear resistance is exponential and also depends on the grain size (see figure 5)
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
105ROUND TOOL MATERIALS ndash P-LINE
KIC = 015 32
HV30sum Lradic MN
m
0 5 10 15 20 25 30
K IC
[MN
m3
2 ]
L2
L3
L4
L1
Cobalt content []
Ultrafine gradesSubmicron grades
Fine medium gradesCoarse grain grades
Formula 2 calculation of the critical tension intensity factor KIC
Figure 7 fracture toughness in relation to the grain size and the cobalt content
ToughnessWhen a material is exposed to external static or dynamic stress this leads to mechanical tensions In many cases particularly with impact loads both the strength and ductil-ity of the material have to be taken into account These two properties represent the basis for the concept of toughness which is defined as the capacity to resist fracture or crack progagation Fracture in this context means the complete separation of the material into at least two parts There are numerous possibilities to define or determine toughness transverse rupture strength or fracture toughness In the defi-nition above the integrated product of force and deformation until fracture occurs is used as the toughness value In the case of carbide the Palmqvist method is frequently applied to determine the toughness as a critical tension intensity factor KIC For this purpose the crack length of a Vickers hardness indent is used to deduce the fracture toughness (see figure 6) This is then converted into the tension intensity factor using formula 2 As can be seen in figure 7 tough-ness increases with the metal binder content and growing grain size Compared to other metal materials carbide can be found in the lower part of the toughness range about the same as hardened steel
Figure 6 Palmqvist method for the determination of fracture toughness
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE106
By definition carbide is to be considered a brittle material as there is basically no plastic deformation prior to fracture This is confirmed by examination of surfaces where breakage occurred Various carbides however show very big differ-ences in terms of toughness which can be best explained by taking a look at the microstructure Cracks inside the carbide grains may occur just like intergranular fractures and shear fractures in the binder metal Generally the number of grain cracks rises with increasing grain size and the number of shear fractures when raising the binder content In terms of fracture energy the main contribution to toughness comes from the length of the rupture in the metal binder (see figures 8 and 9)
Figure 8 crack propagation in large grain sizes larger crack propa-gation requires higher fracture energy - higher toughness
Figure 9 crack propagation in small grain sizes direct shorter crack propagation - requires lower fracture energy - lower toughness
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
107ROUND TOOL MATERIALS ndash P-LINE
4000
3500
3000
2500
2000
15000 5 10 15 20 25
4500
30
Tran
sver
se ru
ptur
e st
reng
th [M
Pa]
Cobalt content []
Ultrafine gradesSubmicron grades
Fine medium gradesCoarse grades
Figure 10 illustration of a transverse rupture strength test
Figure 11 transverse rupture strength in relation to the grain size and the cobalt content
Mechanical strengthEvery material has defects such as inclusions and micro-cracks For brittle materials such as hardened steels or car-bide the mechanical strength is limited by the number and size of these defects In this context the mechanical strength depends on the volume as with a growing material volume the probability of a large defect rises Depending on the type of stress various types of strength are distinguished
Transverse rupture strengthTesting the transverse rupture strength is the easiest and most common procedure of analysing the mechanical strength of carbide According to the standardised ISO 3327 procedure a test material of a certain length is placed on a surface and put under stress in the middle until it breaks (see figure 10) The transverse rupture strength (TRS) is then the average value of several tests The maximum value is achieved with a cobalt content of around 14 weight- and grain sizes of around 02 ndash 05micromThe very low plastic deformation is normally not taken into account as it occurs only in the toughest carbides Transverse rupture strength decreases with increasing temperatureFurthermore the carbides show creep values when they are subjected to stress or to high temperatures for a long time The transverse rupture strength is decisively influenced by the number and size of defects in the structure or on the surface Fractures always occur at the weakest point of the structure which is also where the largest defect is A high number of defects therefore increases the probability that one of these defects causes a premature fracture on the point with the highest stress As the quality demands in the field of carbide manufacturing are high impurities or defects can be minimised and thus the risk of breakage reduced
Tensile strengthWhen testing the tensile strength of brittle materials it is dif-ficult to measure exact results A precise result depends on both the perfect preparation of the test materials as well as on the additional stress present on the mounting fixtures Applying the Weibull theory however the tensile strength can be deducted from the values of the transverse rupture strength
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE108
7000
6000
5000
4000
3000
20000 5 10 15 20 25
8000
9000
10000Co
mpr
essi
ve s
treng
th [N
mm
2 ]
Submicron gradesFine medium grades
Coarse grades
Cobalt content []
Extra-coarse grades
Figure 12 compressive strength in relation to the grain size and the cobalt content
Compressive strengthOne of the most remarkable properties of carbide is the extremely high compressive strength under uniaxial stress This valuable property is used in virtually all application fields (cutting edges with high compressive strength in all machin-ing processes pressing and drawing dies rolls anvils and dies for the production of synthetic diamonds etc) The ten-sion of this kind of stress doesnrsquot actually cause fracture due to pressure but due to tension a shear fracture A suitable procedure for determining compressive strength can be found in ISO 4506 To achieve precise values for carbide the test piecersquos geometry must be changed so that the effects of the edges and contact which occur in a simple cylindrical test piece are eliminated Elastic deformation is produced under initial load however before fracture a degree of plastic defor-mation results Figure 12 shows the compressive strength of various grain sizes in relation to the cobalt contentThe compressive strength increases when the metal binder content decreases and the grain size is reduced A small grain carbide grade with a low metal binder content typi-cally has a compressive strength of almost 7000 Nmm2 The compressive strength decreases when the tempera-ture increases The degree of plastic deformation increases notably with the temperature so that the results are variable when temperatures are high
Shear strengthThe implementation of pure shear tests is very difficult However numerous things speak for the fact that the shear strength is somewhat higher than the compressive strength
Fatigue strengthThe fatigue strength of carbide is above 2 million pulsating compressive loads at around 65 to 85 of the static compres-sive strength The compressive fatigue strength increases with a decreasing cobalt content and with decreasing grain size
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
109ROUND TOOL MATERIALS ndash P-LINE
650
600
550
500
450
4000 5 10 15 20 25
700
1300 22002000 4600
0
100
80
60
40
20
Mod
ulus
of e
last
icity
[kN
mm
2 ]
Cobalt content []
Hardness [HV30]
Property from to
Transverse rupture strength [MPa]Fracture toughness [MPa y middot m12]
Hardness
Fracture toughness
CTU08L ultrafine grade 42 Co
Transverse rupture strength
CTS20D submicron grade 100 CoCTF25E finemedium grain grade 125 Co
Figure 15 tension fields of three CERATIZIT grades 0 - lowest value of all grades 100 - highest value of all grades
Figure 14 properties of CERATIZIT round rods and preforms
Figure 13 modulus of elasticity of WC-Co carbides
Modulus of elasticity shear modulus Poissonrsquos ratioThe modulus of elasticity indicates the resistance of a mate-rial against elastic deformation and is higher the more rigid a material is In the case of carbide the modulus of elasticity is 2 to 3 times higher than in steel and increases linearly with decreasing metal binder content See fig 13 additives ofemspγ-phaseemspreduceemsptheemspmodulusemspofemspelasticityemspAnemspexactemspdeter-mination of the modulus of elasticity based on the tension-ex-pansion diagram is difficult Therefore for reliable results res-onance measurements of transverse and longitudinal waves are carried out according to ISO 3312 The shear module is determined in the same way with the help of torsional vibra-tion By determining the modulus of elasticity and the shear module the Poissonrsquos ratio can be calculated
Influence of the grain size and the cobalt content on the most important propertiesThe most important mechanical properties of the carbide such as hardness transverse rupture strength and fracture toughness are determined by the grain size of the tungsten carbide and cobalt content Figure 14 shows the properties of CERATIZIT round rods and preforms Sporadically it can be sustained that through smaller grain sizes higher hard-ness and transverse rupture strength can be achieved At the same time however fracture toughness decreases By increasing the cobalt content hardness is reduced while the transverse rupture strength and fracture toughness are raised Based on this fact a compromise between hardness and fracture toughness can be made Figure 15 shows three different CERATIZIT grades and their hardness fracture toughness and transverse rupture strength 0 is the lowest value and 100 the highest value of all CERATIZIT grades
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE110
65
60
55
50
45
400 5 10 15 20 25
7
75
8
100
80
60
40
20
00 100
120
200 300 400 500 600 700 800
Ther
mal
exp
ansi
on c
oeffi
cien
t [10
-6 deg
C]
20degCemspndashemsp800degC
Cobalt content []
20degCemspndashemsp40degC
Ther
mal
con
duct
ivity
[Wm
n deg
C]
Temperature [degC]
Submicron gradesFine medium grades
Coarse gradesLow y-phase content
High y-phase content
Figure 17 thermal conductivity in relation to the temperature of various micro-structures and grain sizes
Figure 16 thermal expansion in function of the cobalt content for two temperature intervals
Physical properties of carbide DensityThe density of carbide is determined according to ISO 3369 and varies strongly depending on the composition of the car-bide grade Grades with a very high WC content have the highest density Grades with a high titanium carbide content and a high binder content have the lowest density Typically it can however be assumed that the density is around 50 to 100 higher than that of steel
Thermal expansionAs tungsten carbide has a very low thermal expansion coef-ficient the values for carbide compared to steel are very low For carbide grades which contain titanium carbide the values are somewhat higher than for the pure WC-Co carbides Fig-ure 16 shows the thermal expansion in relation to the cobalt content
Thermal conductivityThe thermal conductivity is of great significance for carbide applications as it determines the temperature in the wear areas and has a large influence on the carbidersquos thermal fatigue resistance and resistance to thermal fluctuations The thermal conductivity of WC-Co carbide is around twice that of unalloyed steels It is only slightly influenced by the cobaltemspcontentemspandemsptheemspgrainemspsizeemspwhileemspγ-phasesemsp likeemsp tita-nium carbide or tantalum carbide have an impact Titanium carbide strongly reduces the thermal conductivity Therefore foremspmillingemspgradesemsptantalumemspcarbideemspisemspmostlyemspusedemspasemspγ-phaseemsp(see figure 17)
Specific thermal capacityThe specific thermal capacity is the quantity of heat which is necessaryemsptoemspheatemspupemsp1emspkgemspofemspaemspmaterialemspbyemsp1degCemspInemspapplica-tion technology it is equally important as thermal conductivity because during the machining processes the heat has to be taken away from the cutting edge Through a high thermal capacity the surrounding area is less hot as it can absorb more energy
Specific electric resistanceWC-Co carbides have a low specific resistance of around 20microΩemspcmemspandemspasemspsuchemspareemspgoodemspconductorsemspofemspelectricityemspCarbidesemspwithemspγ-phasesemsphaveemspaemsphigheremspspecificemspresistance
INFORMATION TECHNICAL INFORMATION ndash PHYSICAL PROPERTIES
111ROUND TOOL MATERIALS ndash P-LINE
B
BR
-HC
HS
H
Figure 18 hysteresis curve of a ferromagnetic material
Magnetic saturation amp coercive field strengthCarbides with cobalt as a metal binder are ferromagnetic If a ferromagnetic material is exposed to a magnetic field strength H the magnetic flux density B in this material increases (fig-ure 18 blue line) The flux density decreases when the field strength rises until maximum saturation is achieved This maximum flux density is defined as magnetic saturation (4πσ)emspWhenemsptheemspexternalemspfieldemspstrengthemspisemspremovedemsptheemspfluxemspdensity in the material is reduced along the upper green line to a certain residual magnetism (BR) the so called lsquorema-nencersquo The higher the remanence is the better a material can be magnetised and the remanence can only be elimi-nated when the material is subjected to an inverse field The inverse field strength HC which is necessary to reduce the magnetic flux density to zero or to lsquode-magnetisersquo the mate-rial is defined as coercive field strength
The finer the magnetic field lines of the metal binder phase in the carbide the higher the coercive field strength This means that the coercive field strength provides information about the state of the metal binder phase The metal binder phase becomes finer with smaller tungsten carbide grains and lower binder content As described in the section on lsquoMechanical properties of carbidersquo the smaller the grains and the lower the metal binder content the higher the hardness of the structure In this way an accordant correlation between coercive field strength and hardness can be seen In practi-cal applications this represents a non-destructive measuring method for the hardnessThe magnetic saturation of carbide also depends on the con-tent and the state of the cobalt binder When one of these parameters is known information can be given about the other parameters In this context the carbon content of the carbide has a decisive influence on the magnetic state of the cobalt The magnetic saturation provides information about the carburisation of the carbide This measuring method rep-resents an important tool for checking the production quality
PermeabilityMagnetic permeability means the penetrability of materials for magnetic fields Although carbide is ferromagnetic the magnetic permeability values are low They increase equally along with the magnetic saturation and with the cobalt con-tent and amount to around 5 Hm with 20 vol Compared to this vacuum has a magnetic permeability of 1 Hm and iron between 300 and 10000 Hm
INFORMATION TECHNICAL INFORMATION ndash PHYSICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE112
Acetone
Chemical compounds Resistance
EthanolSodium hydroxide
All acidsTap waterPetroleum
high resistancehigh resistancehigh resistancelow resistancehigh resistancehigh resistance
Figure 19 some chemical compounds and the corresponding resistance of carbide
Corrosion resistanceAccording to DIN EN ISO 8044 corrosion is a reaction of a metal material with its environment which causes a measur-able modification of the material and may lead to a reduced performance of the metal element or the entire system In most cases the reaction is electrochemical in nature or in some cases chemical or metallurgical in nature In carbides corrosion causes a reduction of the surface of the binder phase thus on the surface there remains only a carbide lsquoskeletonrsquo The bond between carbide grains next to each other is very weak so the rate of destruction increases cor-respondingly When the metal binder content is low the car-bide lsquoskeletonrsquo is more pronounced Consequently this type of carbide grade shows higher wear resistance and corrosion resistance than carbides with a higher metal binder content In practical applications however this is not sufficient to sig-nificantly increase the service life Due to their limited corro-sion resistance pure WC-Co carbides are often not suitable for application fields with difficult corrosion conditions Typi-cally it can be assumed that WC-Co carbides down to pH 7 are corrosion-resistant
INFORMATION TECHNICAL INFORMATION ndash CORROSION RESISTANCE
113ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE114
We
rese
rve
the
right
to m
ake
tech
nica
l cha
nges
for i
mpr
ovem
ent o
f the
pro
duct
M
A-PR
O-0
147-
EN-0
220
7003
581
Worldwide CERATIZIT Austria GmbHAT-6600 Reutte T +43 5672 200-0 E infoaustriaceratizitcom
Brazil CERATIZIT Ameacuterica Latina Ltda BR-13069-310 Campinas Satildeo Paulo T +55 11 4133 2300 E infoamericalatinaceratizitcom China CB-CERATIZIT Xiamen Co Ltd 69 Xingxi Road Xinglin Jimei CN-361022 Xiamen (Jimei) China T +86 592 666 1000
Great BritainCERATIZIT UK amp Ireland LtdUK-Sheffield S9 1XUToll Free 0800 048 4877 4878T +44 1925 261 161E infoukceratizitcom
India CERATIZIT India Pvt Ltd IN-Bengaluru 560099 T +91 80 4043 1262 E ctindiainfoceratizitcom
Italy CERATIZIT Como SpA IT-22040 Alserio (CO) T +39 031 6349 211 E infocomoceratizitcom
Japan CERATIZIT Japan CoLtd JP-421ndash0115 Shizuoka T +81-54-268-1060 E infojapanceratizit-jcojp
Spain Portugal CERATIZIT Ibeacuterica Herramientas de Precisioacuten SL ES-28660 Madrid T +34 91 351 0609 E infoibericaceratizitcom
Headquarters
CERATIZIT SALU-8232 MamerT +352 31 20 85-1E infoceratizitcom
wwwceratizitcom

7ROUND TOOL MATERIALS ndash P-LINE
The CERATIZIT centre of excellence for cutting tool products rods and preforms can be found at the BreitenwangReutte site in Austria CERATIZIT Austria GmbH is certified to ISO 9001 and currently has around 850 employees making it the second-largest site of the CERATIZIT Group
From powder preparation to producing rods and preforms and recycling carbide - all production processes are located in Reutte The CERATIZIT Group continues to focus strongly on this successful production site and in 2013 2017 and 2018 extended the production surface by 4000 msup2 1900 msup2 and 4500 msup2 respectively
CERATIZIT worldwide
Production site
ReutteAustria site
INTRODUCTION PRODUCTION SITE
ROUND TOOL MATERIALS ndash P-LINE8
Highly developed logistics processes guarantee quick and reliable delivery
9ROUND TOOL MATERIALS ndash P-LINE
Live product availability check
Detailed up-to-date technical information and graphic illustrations
Fast delivery orders up to 630 pm will leave our warehouse in Kempten Germany on the same day
Reliable delivery we work only with the best and most reliable service providers in the sector
e-techstorecomAvailable 247 for you
A majority of our standard products are available from stock A well-organised warehouse means that we can respond quickly and reliably to your order even for bulk quantities Thanks to our advanced supply chain management our pro-duction capacity is flexible and able to produce a maximum
of quantities even in a short time frame You can order stock products online around the clock at our E-Techstore
Your benefits
Supreme availability
INTRODUCTION SUPREME AVAILABILITY
ROUND TOOL MATERIALS ndash P-LINE10
Powder preparation and mixing
Forming pressing Sintering
Grinding Dispatch Recycling
Cemented carbide is a powder metallurgical composite con-sisting of one or more hard material phases (eg tungsten carbide) and a binding material (eg cobalt) It is an extremely hard material characterised by high wear resistance and thermal stability It is used in various fields that require tools or components to be particularly wear-resistant
We manage the entire process chain
Cemented carbide
INTRODUCTION CEMENTED CARBIDE
11ROUND TOOL MATERIALS ndash P-LINE
Cemented carbide ndash a composite material with valuable propertiesCemented carbides are composite materials consisting of a hard material and a comparatively soft binder metal like cobalt (Co) The performance characteristics of cemented carbide are determined by hardness transverse rupture strength and fracture toughness With regard to their appli-cation important parameters for the optimisation of these characteristics are the cobalt content and the grain size of the metal binder phase The tungsten carbide grains have an averageemspsizeemspofemsplessemspthanemsp02μmemspupemsptoemspseveralemspmicrometresemsp(μm)emspTheemspcobaltemspfillsemsptheemspgapsemspbetweenemsptheemspcarbideemspgrainsemsp
When extremely high toughness is required the cobalt con-tent can amount to as much as 30 whereas for maximum wear resistance the cobalt content is reduced and the grain sizeemspdecreasedemsptoemsptheemspnanocrystallineemsprangeemspofemspltemsp02μmCERATIZIT produces far more than 100 different cemented carbide grades particularly for wear parts and cutting tools thus offering a customised solution for every application
INTRODUCTION CEMENTED CARBIDE
ROUND TOOL MATERIALS ndash P-LINE12
Tungsten carbide production
Powder preparation
Carbide production at CERATIZIT started in 1929 Last but not least thanks to long-standing experience CERATIZIT handles the entire process chain from the raw material to the dispatch-ing of the finished products to customers The production process of powder-metallurgical products basically includes the four steps of powder preparation shaping sintering and finishing
The APT (ammonium para-tungstate) is calcined into tungsten oxide under high temperature Subsequently the oxide is reduced to tungsten metal in a hydrogen atmosphere The metal powder is then mixed with carbon and carburised under inert atmosphere at high temperatures The production param-eters are decisive for the WC grain size in the sintered carbide
The tungsten carbide is intensely mixed with the binder metal cobalt nickel or iron various grain growth inhibitors and special alloys as well as materials which promote compaction by wet grinding so that a homogeneous suspension is created Afterwards the suspension is dried in a spray tower to pro-duce a granulate with good flow characteristics This granulate represents the basis for all forming processes
Carbide production
Tungsten
Blue tungsten oxide
Yellow tungsten oxide
Tungsten carbide
APT (ammonium para-tungstate)
INTRODUCTION CEMENTED CARBIDE
13ROUND TOOL MATERIALS ndash P-LINE
The objective of the forming process is to obtain a near net shape sample Pressing is normally carried out at room tem-perature with pressures reaching up to several tons per square centimetre There are several ways of pressing blanks
During isostatic cold pressing the powder is filled into an elastic flexible hose and pressed into a compacted form through high liquid pressure The powder blocks which are produced in this way can then be processed mechanically All common machining methods like milling cutting drilling or turning may be used
In uniaxial pressing the pressing tool con-sists of a die and an upper and a lower punch The carbide powder is filled into the die and then compacted to create the near net shape geometry of the green compact which is ejected from the pressing die
Extrusion pressing is mainly used to pro-duce rectangular bars or cylindrical rods with or without axial hole(s) A plastifier is added to the powder The resulting paste is pressed through an extrusion nozzle Before sintering the plastifier must be evaporated in special drying furnaces
Metal Injection Moulding (MIM) is a process used to produce more complex forms which cannot be produced by direct pressing The paste preparation is similar to the extrusion process
Pressing ndash shaping ndash machining
INTRODUCTION CEMENTED CARBIDE
ROUND TOOL MATERIALS ndash P-LINE14
Sintering
The sintering process converts the blank into a homogeneous and dense cemented carbide with a high level of hardness The material is sintered at temperatures betweenemsp1300emspandemsp1500degCemsp(liquidemspphaseemspsintering) and sometimes also at high pres-sure (up to 100 bar) The volume is reduced by up to 50 during this process
INTRODUCTION CEMENTED CARBIDE
15ROUND TOOL MATERIALS ndash P-LINE
Finishing ndash grinding
In order to achieve the final requirements of surface finish tolerances etc carbide parts can undergo a series of finishing pro-cesses such as grinding spark erosion and coating
The most important grinding procedures for carbide rods are centreless grinding and cylindrical grinding When producing tool blanks minimum diameter tolerances and optimal surface quality represent an excel-lent quality characteristic
INTRODUCTION CEMENTED CARBIDE
ROUND TOOL MATERIALS ndash P-LINE16
KIC (Shetty)
[m ] [gcm3] [HV30] [HRA] [MPa] [psi] [MPam12]
CTU08L K10 C-2 42 1505 2200 952 3700 536600 84
TSF22 K10 ndash K20 C-2 82 1455 1930 937 4400 638800 92
TSF44 K10 ndash K20 C-2 120 1410 1730 927 4600 667000 98
KIC (Shetty)
[m ] [gcm3] [HV30] [HRA] [MPa] [psi] [MPam12]
CTS12D K05 ndash K10 C-3 60 1480 1820 931 3600 522100 93
CTS15D K10 ndash K30 C-3 75 1470 1750 928 3700 536000 95
CTS18D K20 ndash K40 C-2 90 1455 1590 919 3650 529400 107
CTS20D K20 ndash K40 C-2 100 1438 1600 919 4000 580100 104
CTS24Z K20 ndash K40 C-2 120 1410 1570 917 4000 580100 113
CTS30D K30 ndash K40 C-2 150 1384 1400 904 4300 623700 132
KIC (Shetty)
[m ] [gcm3] [HV30] [HRA] [MPa] [psi] [MPam12]
CTF12E K15 C-2 60 1495 1620 921 3000 435100 99
CTF25E K30 ndash K40 C-2 125 1415 1300 895 3500 507600 150
Ultrafine grades
Grade ISO code US codeBinder Density Hardness
Transverse rupture strength
Submicron grades
Grade ISO code US codeBinder Density Hardness
Transverse rupture strength
Fine grades
Grade ISO code US codeBinder Density Hardness
Transverse rupture strength
Grades composition and properties
INTRODUCTION GRADES COMPOSITION AND PROPERTIES
17ROUND TOOL MATERIALS ndash P-LINE
KIC (Shetty)
[m ] [gcm3] [HV30] [HRA] [MPa] [psi] [MPam12]
CTF28T K05 ndash K10 C-2 141 640 1580 918 2000 290100 85
lt 02 N02 ndash lt 05 U05 ndash lt 08 S08 ndash lt 13 F13 ndash lt 25 M25 ndash lt 60 C
gt 60 E
Cermet grade
Grade ISO code US codeBinder Density Hardness
Transverse rupture strength
Carbide grades for biocompatible tools
The biocompatibility requirement for medical products increases patient safety For tools that come into short-term direct contact with body tissue cell tolerance must be guaranteed
Testing for in-vitro cytotoxicity in accordance with DIN EN ISO 10993-5 was carried out by the accredited testing labo-ratory Creamedix GmbH The following carbide grades were successfully tested for their cell tolerance
Certified biological testing of the in-vitro cytotoxicity in accordance with
DIN EN ISO 10993-5 by
Creamedix GmbH
Accreditation number D-PL-19876-01
TSF22 TSF44 CTS12D
CTS15D CTS18D
CTS20D CTS24Z
in accordance with ISO 10993-5 for the medical and dental industry
BIOLAB
CommentThe data in this table are typical material parameters We reserve the right to modify the data due to technical progress or due to further development within our company
Grain size classification
ClassificationCERATIZIT
code
nanoultrafine
submicronfine
mediumcoarse
extra-coarse
) The classification of carbides according to grain size corresponds to the recommendations of the Powder Metallurgy AssociationThe standard ISO codes for carbides which were developed for fine to medium grain sizes no longer correspond to todayrsquos state of the art In order to choose the correct grades only the application data are relevantKIC The measured critical tension intensity factors (KIC) depend to a high degree on the sample geometry and sample preparation A direct comparison with parameters which have been determined by means of a different method is therefore not admissible
Average grain size [microm]
INTRODUCTION GRADES COMPOSITION AND PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE18
CTU08Lemspcarbideemspgradeemspwithemspaemsptypicalemspgrainemspsizeemspofemsp02emspμmemspforemsptheemspma-chining of materials with a hardness gt 65 HRC Thanks to the high wear resistance also excellent suitability for abrasive fibre composite materials
TSF22 ultrafine carbide grade for HSC machining of tempered steels with a hardness of gt 60 HRC and abrasive aluminium alloys
TSF44 ultrafine carbide grade for HSC machining of tempered steels up to 60 HRC suitable for micro-tools and finishing tools and for a variety of materials
Ultrafine grades
CTS12D for machining aluminium alloys fibre-reinforced plastics (carbon-fibre and glass-fibre reinforced) composite materials graphite particular-ly suitable for diamond coating
CTS15D for machining grey cast iron tempered cast iron non-alloyed steel non-ferrous metals and plastics
CTS18D for high-performance machining of steel stainless steel and the machining of difficult materials
CTS20D for universal machining of alloyed and non-alloyed steels Suit-able for a variety of cutting operations on different materials thanks to its balanced properties Improved toughness ensures a low risk of cutting edge breakage
CTS24Z the special high-performance grade for the roughing of titanium and heat-resistant alloys Even higher fracture toughness than CTS18D and CTS20D with approximately the same hardness
CTS30D with extremely high fracture toughness for particularly unstable and difficult applications A good choice when switching from HSS to carbide
Submicron grades
Picture example
Picture example
INTRODUCTION GRADES COMPOSITION AND PROPERTIES
19ROUND TOOL MATERIALS ndash P-LINE
CTF12E for gun drills with an adapted relation between hardness and toughness Suitable also for diamond-coated solid carbide tools
CTF25E for the production of PCD tools and tool shanks The increased cobalt content and the coarser grain improve brazability while increasing fracture toughness
Fine grain grades
CTF28T particularly for the finish machining of steel Thanks to high oxidation resistance and low tendency to stick it is particularly suitable for the production of uncoated reamers
Cermet
Picture example
Picture example
INTRODUCTION GRADES COMPOSITION AND PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE20
1 =
2 =
3 =
4 =
Number of coolant holes
Designation system
RR
RGM
W
D
Y
Sintered rods
with chamfer
with Weldon shank
Ground rods metric
DualBlank
with radial coolant exit holes
GD
SR
FR
00
RGI
RK
VK
30
V2
40
V2P
G
R
C
B
C
Helix angle coolant hole rods as sintered
coolant hole rods groundofcoolant hole rods
Blanks for gun drills
Flat strips
Square strips
round rods with kidney-shaped coolant holes
profiled rods with kidney-shaped coolant holes
profiled rods with two coolant holes
profiled tips with two coolant holes
drill blanks
Ground rods inch
with chamfer
INTRODUCTION DESIGNATION SYSTEM
21ROUND TOOL MATERIALS ndash P-LINE
S
SL
d1
D
H
D
[1100 mm]
[1100 mm]
10004813 544-104 CTS20D h5
ThicknessDiameter of the coolant holes Rod length
Pitch circle of the coolant holes
Height
Nominal pitch of the
coolant holes
Grade
Outside diameter
Diameter tolerance
INTRODUCTION DESIGNATION SYSTEM
ROUND TOOL MATERIALS ndash P-LINE22
CTU0
8L
TSF2
2
TSF4
4
CTS1
2D
CTS1
5D
CTS1
8D
CTS2
0D
CTS2
4Z
CTF1
2E
CTF2
8T
RR
RGM
RGI
RGMC
RGMCW
RGMCD
RGMCY
RGIC
GB2
G2
R2
R3
R4
G2
G3
00R1
00R2
00G1
00G2
GDRK
GDVK
GDV2
GDV2P
DIN 8011
Ultra-fine grades Submicron grades
Fine
gr
ades
Cerm
et
star
ting
page
Solid carbide rods as sintered 25
Solid carbide rods ground metric 29
Solid carbide rods inch 32
End mill blanks metric 35
End mill blanks with Weldon shank metric 39
DualBlank end mill blanks metric 40
End mill blanks with through-coolant metric 41
End mill blanks inch 43
Drill blanks with through-coolant 45
Drill blanks for micro-drills with through-coolant 47
Rods as sintered with two helical coolant holes 49
Rods as sintered with three helical coolant holes 55
Rods as sintered with four helical coolant holes 56
Rods ground with two helical coolant holes 57
Rods ground with three helical coolant holes 59
Rods as sintered with central coolant hole 61
Rods as sintered with two straight coolant holes 63
Rods ground with central coolant hole 66
Rods ground with two straight coolant holes 67
Rods for gun drills with kidney-shaped coolant holes 69
Profiled rods for gun drills with kidney-shaped coolant holes 71
Profiled rods for gun drills with two coolant holes 73
Profiled tips for gun drills with two coolant holes 75
Flat and square strips FR and SR 77
Brazing tips to DIN 8011 79
The product map below provides you with a quick overview of the grades and rods which are available in stockOther products are available upon request
Stock programme at a glance
INTRODUCTION STOCK PROGRAMME AT A GLANCE
23ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE24
A comprehensive standard range of sintered and ground solid carbide rods in various dimensions is available from stock Furthermore you can choose from carbide grades with the most varied characteristics for every application area from ultrafine grades for the machining of superhard materials by way of submi-cron grades for universal application to our cermet grade for the finish machining of ferrous materials Of course we can also produce carbide rods in other dimensions and grades to order ndash simply get in touch with your contact person at CERATIZIT Detailed technical data for our solid carbide rods can be found in the lsquoInforma-tionrsquo section
Solid carbide rods
25ROUND TOOL MATERIALS ndash P-LINE
As sintered
D L
Ultrafine grades
D L Type description
Dia tol[mm] [mm] [mm] CTU08L TSF22 TSF44
325 330 RR 0325-330 -0+020
420 330 RR 0420-330 -0+020
520 330 RR 0520-330 -0+025
620 330 RR 0620-330 -0+025
820 330 RR 0820-330 -0+030
1020 330 RR 1020-330 -0+030
1220 330 RR 1220-330 -0+030
1420 330 RR 1420-330 -0+030
1620 330 RR 1620-330 -0+045
1820 330 RR 1820-330 -0+045
2020 330 RR 2020-330 -0+045
2520 330 RR 2520-330 -0+065
3220 330 RR 3220-330 -0+065
As sintered
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
115 330 RR 0115-330 -0+015
165 330 RR 0165-330 -0+015
180 330 RR 0180-330 -0+015
220 330 RR 0220-330 -0+020
270 330 RR 0270-330 -0+020
325 330 RR 0325-330 -0+020
370 330 RR 0370-330 -0+020
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE26
As sintered
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
420 330 RR 0420-330 -0+020
470 330 RR 0470-330 -0+020
520 330 RR 0520-330 -0+025
570 330 RR 0570-330 -0+025
620 330 RR 0620-330 -0+025
655 330 RR 0655-330 -0+025
670 330 RR 0670-330 -0+025
720 330 RR 0720-330 -0+030
770 330 RR 0770-330 -0+030
820 330 RR 0820-330 -0+030
870 330 RR 0870-330 -0+030
920 330 RR 0920-330 -0+030
970 330 RR 0970-330 -0+030
1020 330 RR 1020-330 -0+030
1070 330 RR 1070-330 -0+030
1120 330 RR 1120-330 -0+030
1170 330 RR 1170-330 -0+030
1220 330 RR 1220-330 -0+030
1270 330 RR 1270-330 -0+030
1300 330 RR 1300-330 -0+030
1320 330 RR 1320-330 -0+030
1420 330 RR 1420-330 -0+030
1470 330 RR 1470-330 -0+030
1520 330 RR 1520-330 -0+030
1620 330 RR 1620-330 -0+045
1720 330 RR 1720-330 -0+045
1820 330 RR 1820-330 -0+045
1920 330 RR 1920-330 -0+045
2020 330 RR 2020-330 -0+045
2120 330 RR 2120-330 -0+055
2220 330 RR 2220-330 -0+055
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS AS SINTERED
27ROUND TOOL MATERIALS ndash P-LINE
As sintered
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
2320 330 RR 2320-330 -0+055
2420 330 RR 2420-330 -0+055
2520 330 RR 2520-330 -0+065
2580 330 RR 2580-330 -0+065
2620 330 RR 2620-330 -0+065
2820 330 RR 2820-330 -0+065
3020 330 RR 3020-330 -0+065
3220 330 RR 3220-330 -0+065
3420 330 RR 3420-330 -0+065
3620 330 RR 3620-330 -0+065
3820 330 RR 3820-330 -0+070
4020 330 RR 4020-330 -0+070
4220 330 RR 4220-330 -0+070
4620 330 RR 4620-330 -0+070
As sintered
D L
Fine grades
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
325 330 RR 0325-330 -0+020
620 330 RR 0420-330 -0+020
520 330 RR 0520-330 -0+025
620 330 RR 0620-330 -0+025
820 330 RR 0820-330 -0+030
1020 330 RR 1020-330 -0+030
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE28
As sintered
D L
Fine grades
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
1220 330 RR 1220-330 -0+030
1420 330 RR 1420-330 -0+030
1620 330 RR 1620-330 -0+045
1820 330 RR 1820-330 -0+045
As sintered
D L
Cermet
D L Type description
Dia tol[mm] [mm] [mm] CTF28T
340 330 RR 0340-330 -0+020
440 330 RR 0440-330 -0+020
640 330 RR 0640-330 -0+025
840 330 RR 0840-330 -0+030
1040 330 RR 1040-330 -0+030
1240 330 RR 1240-330 -0+030
1440 300 RR 1440-330 -0+030
1640 330 RR 1640-330 -0+045
2040 330 RR 2040-330 -0+045
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS AS SINTERED
29ROUND TOOL MATERIALS ndash P-LINE
Ground metric
D L
Ultrafine grades
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 TSF22 TSF44
200 330 RGM 0200-330 +0-0004 h5
300 330 RGM 0300-330 +0-0004 h5
400 330 RGM 0400-330 +0-0005 h5
500 330 RGM 0500-330 +0-0005 h5
600 330 RGM 0600-330 +0-0005 h5
800 330 RGM 0800-330 +0-0006 h5
1000 330 RGM 1000-330 +0-0006 h5
1200 330 RGM 1200-330 +0-0008 h5
1400 330 RGM 1400-330 +0-0008 h5
1600 330 RGM 1600-330 +0-0008 h5
2000 330 RGM 2000-330 +0-0009 h5
2500 330 RGM 2500-330 +0-0009 h5
Ground metric
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
100 330 RGM 0100-330 +0-0006 h6
150 330 RGM 0150-330 +0-0006 h6
200 330 RGM 0200-330 +0-0006 h6
250 330 RGM 0250-330 +0-0006 h6
300 330 RGM 0300-330 +0-0006 h6
350 330 RGM 0350-330 +0-0008 h6
400 330 RGM 0400-330 +0-0008 h6
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS GROUND METRIC
ROUND TOOL MATERIALS ndash P-LINE30
Ground metric
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
450 330 RGM 0450-330 +0-0008 h6
500 330 RGM 0500-330 +0-0008 h6
550 330 RGM 0550-330 +0-0008 h6
600 330 RGM 0600-330 +0-0008 h6
650 330 RGM 0650-330 +0-0009 h6
700 330 RGM 0700-330 +0-0009 h6
750 330 RGM 0750-330 +0-0009 h6
800 330 RGM 0800-330 +0-0009 h6
850 330 RGM 0850-330 +0-0009 h6
900 330 RGM 0900-330 +0-0009 h6
950 330 RGM 0950-330 +0-0009 h6
1000 330 RGM 1000-330 +0-0009 h6
1100 330 RGM 1100-330 +0-0011 h6
1200 330 RGM 1200-330 +0-0011 h6
1300 330 RGM 1300-330 +0-0011 h6
1400 330 RGM 1400-330 +0-0011 h6
1500 330 RGM 1500-330 +0-0011 h6
1600 330 RGM 1600-330 +0-0011 h6
1800 330 RGM 1800-330 +0-0011 h6
1900 330 RGM 1900-330 +0-0013 h6
2000 330 RGM 2000-330 +0-0013 h6
2200 330 RGM 2200-330 +0-0013 h6
2400 330 RGM 2400-330 +0-0013 h6
2500 330 RGM 2500-330 +0-0013 h6
2800 330 RGM 2800-330 +0-0013 h6
3000 330 RGM 3000-330 +0-0013 h6
3200 330 RGM 3200-330 +0-0016 h6
3800 330 RGM 3800-330 +0-0016 h6
4000 330 RGM 4000-330 +0-0016 h6
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS GROUND METRIC
31ROUND TOOL MATERIALS ndash P-LINE
Ground metric
D L
Fine grades
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 CTF12E
300 330 RGM 0300-330 +0-0004 h6
400 330 RGM 0400-330 +0-0008 h6
600 330 RGM 0600-330 +0-0008 h6
800 330 RGM 0800-330 +0-0009 h6
1000 330 RGM 1000-330 +0-0009 h6
1200 330 RGM 1200-330 +0-0011 h6
1400 330 RGM 1400-330 +0-0011 h6
1600 330 RGM 1600-330 +0-0011 h6
Ground metric
D L
Cermet
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 CTF28T
300 330 RGM 0300-330 +0-0004 h6
400 330 RGM 0400-330 +0-0008 h6
600 330 RGM 0600-330 +0-0008 h6
800 330 RGM 0800-330 +0-0009 h6
1000 330 RGM 1000-330 +0-0009 h6
1200 330 RGM 1200-330 +0-0011 h6
1400 330 RGM 1400-330 +0-0011 h6
1600 330 RGM 1600-330 +0-0011 h6
2000 330 RGM 2000-330 +0-0013 h6
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS GROUND METRIC
ROUND TOOL MATERIALS ndash P-LINE32
Ground inch
D L
Submicron grades
D L Type description
Dia tol[inch] [inch] [mm] ISO 286 CTS20D
18 13000 RGI 18-13 +0-0008 h6
316 13000 RGI 316-13 +0-0008 h6
14 13000 RGI 14-13 +0-0009 h6
516 13000 RGI 516-13 +0-0009 h6
38 13000 RGI 38-13 +0-0009 h6
716 13000 RGI 716-13 +0-0011 h6
12 13000 RGI 12-13 +0-0011 h6
58 13000 RGI 58-13 +0-0011 h6
34 13000 RGI 34-13 +0-0013 h6
1 13000 RGI 1-13 +0-0013 h6
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS GROUND INCH
33ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE34
In addition to DIN dimensions we can also supply our high-precision end mill blanks in extra-long sizes End mill blanks in the most popular inch dimensions have now been added to the range Whether in standard execution with Wel-don shanks internal cooling or as a DualBlank you can be sure of finding the product you need Our end mill blanks are now also available in the new high-performance grade CTS24Z for the machining of difficult materials like titanium or Inconel Having virtually the same hardness CTS24Z is even tougher than our proven CTS18D and CTS20D grades This extreme toughness offers maximum protection against breakage and ensures consistent performance of your toolsOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our end mill blanks can be found in the lsquoInformationrsquo section
End mill blanks
35ROUND TOOL MATERIALS ndash P-LINE
Metric
D
L
c
45deg
Ultrafine grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTU08L TSF22 TSF44
300 39 RGMC 0300-039 +0-0004 h5 030 x
300 40 RGMC 0300-040 +0-0004 h5 030
300 50 RGMC 0300-050 +0-0004 h5 030
300 60 RGMC 0300-060 +0-0004 h5 030
400 51 RGMC 0400-051 +0-0004 h5 040 x
400 60 RGMC 0400-060 +0-0005 h5 040
400 75 RGMC 0400-075 +0-0005 h5 040
500 51 RGMC 0500-051 +0-0005 h5 040 x
600 51 RGMC 0600-051 +0-0005 h5 040 x
600 58 RGMC 0600-058 +0-0005 h5 040 x
600 60 RGMC 0600-060 +0-0005 h5 040
600 65 RGMC 0600-065 +0-0005 h5 040
600 70 RGMC 0600-070 +0-0005 h5 040
600 75 RGMC 0600-075 +0-0005 h5 040
600 80 RGMC 0600-080 +0-0005 h5 040
600 100 RGMC 0600-100 +0-0005 h5 040
800 64 RGMC 0800-064 +0-0006 h5 060 x
800 70 RGMC 0800-070 +0-0006 h5 060
800 75 RGMC 0800-075 +0-0006 h5 060
800 100 RGMC 0800-100 +0-0006 h5 060
800 120 RGMC 0800-120 +0-0006 h5 060
1000 67 RGMC 1000-067 +0-0006 h5 080 x
1000 73 RGMC 1000-073 +0-0006 h5 080 x
1000 75 RGMC 1000-075 +0-0006 h5 080
1000 80 RGMC 1000-080 +0-0006 h5 080
1000 100 RGMC 1000-100 +0-0006 h5 080
1000 120 RGMC 1000-120 +0-0006 h5 080
1200 84 RGMC 1200-084 +0-0008 h5 080 x
1200 100 RGMC 1200-100 +0-0008 h5 080
1200 120 RGMC 1200-120 +0-0008 h5 080
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC
ROUND TOOL MATERIALS ndash P-LINE36
Metric
D
L
c
45deg
Ultrafine grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTU08L TSF22 TSF44
1600 93 RGMC 1600-093 +0-0008 h5 080 x
1600 110 RGMC 1600-110 +0-0008 h5 080
1600 120 RGMC 1600-120 +0-0008 h5 080
1600 130 RGMC 1600-130 +0-0008 h5 080
1600 150 RGMC 1600-150 +0-0008 h5 080
2000 105 RGMC 2000-105 +0-0009 h5 100 x
2000 125 RGMC 2000-125 +0-0009 h5 100
2000 150 RGMC 2000-150 +0-0009 h5 100
2500 125 RGMC 2500-125 +0-0009 h5 100
2500 150 RGMC 2500-150 +0-0009 h5 100
Metric
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTS18D CTS20D CTS24Z
300 39 RGMC 0300-039 +0-0006 h6 030 x
300 40 RGMC 0300-040 +0-0004 h5 030
300 50 RGMC 0300-050 +0-0004 h5 030
300 60 RGMC 0300-060 +0-0004 h5 030
400 51 RGMC 0400-051 +0-0008 h6 040 x
400 60 RGMC 0400-060 +0-0005 h5 040
400 75 RGMC 0400-075 +0-0005 h5 040
500 51 RGMC 0500-051 +0-0008 h6 040 x
600 51 RGMC 0600-051 +0-0008 h6 040 x
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC
37ROUND TOOL MATERIALS ndash P-LINE
Metric
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTS18D CTS20D CTS24Z
600 55 RGMC 0600-055 +0-0008 h6 040 x
600 58 RGMC 0600-058 +0-0005 h5 040 x
600 60 RGMC 0600-060 +0-0005 h5 040
600 65 RGMC 0600-065 +0-0005 h5 040
600 70 RGMC 0600-070 +0-0005 h5 040
600 75 RGMC 0600-075 +0-0005 h5 040
600 80 RGMC 0600-080 +0-0005 h5 040
600 100 RGMC 0600-100 +0-0005 h5 040
800 59 RGMC 0800-059 +0-0009 h6 060 x
800 64 RGMC 0800-064 +0-0009 h6 060 x
800 70 RGMC 0800-070 +0-0006 h5 060
800 75 RGMC 0800-075 +0-0006 h5 060
800 80 RGMC 0800-080 +0-0006 h5 060
800 100 RGMC 0800-100 +0-0006 h5 060
800 120 RGMC 0800-120 +0-0006 h5 060
1000 67 RGMC 1000-067 +0-0009 h6 080 x
1000 73 RGMC 1000-073 +0-0009 h6 080 x
1000 75 RGMC 1000-075 +0-0006 h5 080
1000 80 RGMC 1000-080 +0-0006 h5 080
1000 90 RGMC 1000-090 +0-0006 h5 080
1000 100 RGMC 1000-100 +0-0006 h5 080
1000 120 RGMC 1000-120 +0-0006 h5 080
1200 74 RGMC 1200-074 +0-0011 h6 080 x
1200 84 RGMC 1200-084 +0-0011 h6 080 x
1200 100 RGMC 1200-100 +0-0008 h5 080
1200 120 RGMC 1200-120 +0-0008 h5 080
1400 76 RGMC 1400-076 +0-0011 h6 080 x
1400 84 RGMC 1400-084 +0-0011 h6 080 x
1600 83 RGMC 1600-083 +0-0011 h6 080 x
1600 93 RGMC 1600-093 +0-0011 h6 080 x
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC
ROUND TOOL MATERIALS ndash P-LINE38
Metric
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTS18D CTS20D CTS24Z
1600 110 RGMC 1600-110 +0-0008 h5 080
1600 120 RGMC 1600-120 +0-0008 h5 080
1600 130 RGMC 1600-130 +0-0008 h5 080
1600 150 RGMC 1600-150 +0-0008 h5 080
1800 93 RGMC 1800-093 +0-0011 h6 100 x
2000 93 RGMC 2000-093 +0-0013 h6 100 x
2000 105 RGMC 2000-105 +0-0009 h5 100 x
2000 125 RGMC 2000-125 +0-0009 h5 100
2000 150 RGMC 2000-150 +0-0009 h5 100
2500 125 RGMC 2500-125 +0-0009 h5 100
2500 150 RGMC 2500-150 +0-0009 h5 100
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC
39ROUND TOOL MATERIALS ndash P-LINE
Metric with Weldon
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTS20D
600 51 RGMCW 0600-051 +0-0008 h6 040 x
600 55 RGMCW 0600-055 +0-0008 h6 040 x
600 58 RGMCW 0600-058 +0-0008 h6 040 x
800 64 RGMCW 0800-064 +0-0009 h6 060 x
1000 67 RGMCW 1000-067 +0-0009 h6 080 x
1000 73 RGMCW 1000-073 +0-0009 h6 080 x
1200 74 RGMCW 1200-074 +0-0011 h6 080 x
1200 84 RGMCW 1200-084 +0-0011 h6 080 x
1600 93 RGMCW 1600-093 +0-0011 h6 080 x
2000 93 RGMCW 2000-093 +0-0013 h6 100 x
2000 105 RGMCW 2000-105 +0-0013 h6 100 x
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC WITH WELDON
ROUND TOOL MATERIALS ndash P-LINE40
Metric DualBlank
D
L
c
30degCTSDTMG30
l1
Submicron grades
D L Type description
Dia tol l1 c[mm] [mm] [mm] ISO 286 [mm] [mm] DIN 6527 CTS20D CTS18D
600 58 RGMCD 0600-058 +0-0008 h6 26 050 x
800 64 RGMCD 0800-064 +0-0009 h6 29 070 x
1000 73 RGMCD 1000-073 +0-0009 h6 33 090 x
1200 84 RGMCD 1200-084 +0-0011 h6 38 090 x
1600 93 RGMCD 1600-093 +0-0011 h6 41 090 x
2000 105 RGMCD 2000-105 +0-0013 h6 46 110 x
DualBlank rods
A combination of a high-performing Premium grade in the cutting edge area with a shank made of an economical recycled grade
emspThe high-performance grade in the cutting edge area guarantees maximum performance in metal cutting
emspAbsolutely homogeneous and resistant to fracture where the two materials are joined
emspOptimised price-performance ratioemspProduced with less impact of the environment
s-line
p-line
CTS18DCTS20D
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC DUALBLANK
41ROUND TOOL MATERIALS ndash P-LINE
Metric with through-coolant 2x 180deg
c
2x18
0deg
Oslash d
1
L+1
45deg
l2 60degOslash
D
Oslash d 2
Submicron grades
D L Type description
Dia tol d1 d2 l2 c[mm] [mm] [mm] ISO 286 [mm] [mm] [mm] [mm] CTS20D
600 58 RGMCY2 0600-058 +0-0008 h6 120 080 300 040
800 64 RGMCY2 0800-064 +0-0009 h6 160 110 400 060
1000 73 RGMCY2 1000-073 +0-0009 h6 200 140 500 080
1200 84 RGMCY2 1200-084 +0-0011 h6 220 160 600 080
1400 84 RGMCY2 1400-084 +0-0011 h6 240 170 700 080
1600 93 RGMCY2 1600-093 +0-0011 h6 260 190 800 080
1800 93 RGMCY2 1800-093 +0-0011 h6 280 200 900 100
2000 105 RGMCY2 2000-105 +0-0013 h6 300 210 1000 100
2500 125 RGMCY2 2500-125 +0-0013 h6 320 230 1250 100
Metric with through-coolant 3x 120deg
3x12
0deg
c
Oslash d
1
L+1
45deg
l2 60degOslash
D
Oslash d 2
Submicron grades
D L Type description
Dia tol d1 d2 l2 c[mm] [mm] [mm] ISO 286 [mm] [mm] [mm] [mm] CTS20D
600 58 RGMCY3 0600-058 +0-0008 h6 120 070 300 040
800 64 RGMCY3 0800-064 +0-0009 h6 160 090 400 060
1000 73 RGMCY3 1000-073 +0-0009 h6 200 120 500 080
1200 84 RGMCY3 1200-084 +0-0011 h6 220 130 600 080
1400 84 RGMCY3 1400-084 +0-0011 h6 240 140 700 080
1600 93 RGMCY3 1600-093 +0-0011 h6 260 150 800 080
1800 93 RGMCY3 1800-093 +0-0011 h6 280 160 900 100
2000 105 RGMCY3 2000-105 +0-0013 h6 300 170 1000 100
2500 125 RGMCY3 2500-125 +0-0013 h6 320 180 1250 100
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC WITH THROUGH-COOLANT
ROUND TOOL MATERIALS ndash P-LINE42
Metric with through-coolant 4x 90deg
4x90
deg
c
Oslash d
1
L+1
45deg
l2 60degOslash
D
Oslash d 2
Submicron grades
D L Type description
Dia tol d1 d2 l2 c[mm] [mm] [mm] ISO 286 [mm] [mm] [mm] [mm] CTS20D
600 58 RGMCY4 0600-058 +0-0008 h6 120 060 300 040
800 64 RGMCY4 0800-064 +0-0009 h6 160 080 400 060
1000 73 RGMCY4 1000-073 +0-0009 h6 200 100 500 080
1200 84 RGMCY4 1200-084 +0-0011 h6 220 110 600 080
1400 84 RGMCY4 1400-084 +0-0011 h6 240 120 700 080
1600 93 RGMCY4 1600-093 +0-0011 h6 260 130 800 080
1800 93 RGMCY4 1800-093 +0-0011 h6 280 140 900 100
2000 105 RGMCY4 2000-105 +0-0013 h6 300 150 1000 100
2500 125 RGMCY4 2500-125 +0-0013 h6 320 160 1250 100
Metric with through-coolant 5x 72deg
5x72deg
c
Oslash d
1
L+1
45deg
l2 60degOslash
D
Oslash d 2
Submicron grades
D L Type description
Dia tol d1 d2 l2 c[mm] [mm] [mm] ISO 286 [mm] [mm] [mm] [mm] CTS20D
600 58 RGMCY5 0600-058 +0-0008 h6 120 050 300 040
800 64 RGMCY5 0800-064 +0-0009 h6 160 070 400 060
1000 73 RGMCY5 1000-073 +0-0009 h6 200 090 500 080
1200 84 RGMCY5 1200-084 +0-0011 h6 220 100 600 080
1400 84 RGMCY5 1400-084 +0-0011 h6 240 110 700 080
1600 93 RGMCY5 1600-093 +0-0011 h6 260 120 800 080
1800 93 RGMCY5 1800-093 +0-0011 h6 280 130 900 100
2000 105 RGMCY5 2000-105 +0-0013 h6 300 140 1000 100
2500 125 RGMCY5 2500-125 +0-0013 h6 320 150 1250 100
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC WITH THROUGH-COOLANT
43ROUND TOOL MATERIALS ndash P-LINE
Inch
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[inch] [inch] [mm] ISO 286 [mm] CTS20D
18 1500 RGIC 18 - 150 +0-0008 h6 025
316 2000 RGIC 316 - 200 +0-0008 h6 040
14 2000 RGIC 14 - 200 +0-0009 h6 040
14 3000 RGIC 14 - 300 +0-0009 h6 040
516 2500 RGIC 516 - 250 +0-0009 h6 040
38 2500 RGIC 38 - 250 +0-0009 h6 040
38 3000 RGIC 38 - 300 +0-0009 h6 040
12 3000 RGIC 12 - 300 +0-0011 h6 080
12 4000 RGIC 12 - 400 +0-0011 h6 080
58 3500 RGIC 58 - 350 +0-0011 h6 080
34 4000 RGIC 34 - 400 +0-0013 h6 080
1 4000 RGIC 1 - 400 +0-0013 h6 080
1 6000 RGIC 1 - 600 +0-0013 h6 080
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS INCH
ROUND TOOL MATERIALS ndash P-LINE44
In addition to their geometrical precision thanks to a special grinding surface our drill blanks are also notable for the improved pull-out resistance of the tool shank The shank end corresponds to DIN 69090-3 and therefore complies with the standard for cutting tools which are suitable for MQLOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZITDetailed technical data for our drill blanks can be found in the lsquoInformationrsquo section
Drill blanks
45ROUND TOOL MATERIALS ndash P-LINE
3xD 5xD with through-coolant
cD1
d 1
D L
45deg
Drill blanks
xD factor
D L Type description
Dia tol Nominal pitch c D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] [mm] CTS20D
3 600 63 40GB2 06001907225-063 +0-0005 h5 2250 400 095 190 070
3 600 63 46GB2 06001605180-063 +0-0005 h5 1800 463 095 160 050
3 600 67 30GB2 06002708327-067 +0-0005 h5 3270 300 095 270 080
3 600 67 33GB2 06002209290-067 +0-0005 h5 2900 330 095 220 090
3 800 80 30GB2 08003410435-080 +0-0006 h5 4350 300 125 340 100
3 1000 90 30GB2 10004813544-090 +0-0006 h5 5440 300 135 480 130
3 1200 103 30GB2 12006317653-103 +0-0008 h5 6530 300 175 630 170
3 1400 108 30GB2 14006718762-108 +0-0008 h5 7620 300 195 670 180
3 1600 116 30GB2 16008020871-116 +0-0008 h5 8710 300 245 800 200
3 1800 124 30GB2 18009023980-124 +0-0008 h5 9800 300 275 900 230
3 2000 132 30GB2 2000100251088-132 +0-0009 h5 10880 300 325 1000 250
5 600 67 46GB2 06001605180-067 +0-0005 h5 1800 463 095 160 050
5 600 67 40GB2 06001907225-067 +0-0005 h5 2250 400 095 190 070
5 600 75 33GB2 06002209290-075 +0-0005 h5 2900 330 095 220 090
5 600 75 40GB2 06001907225-075 +0-0005 h5 2250 400 095 190 070
5 600 83 30GB2 06002708327-083 +0-0005 h5 3270 300 095 270 080
5 800 92 30GB2 08003410435-092 +0-0006 h5 4350 300 125 340 100
5 1000 104 30GB2 10004813544-104 +0-0006 h5 5440 300 135 480 130
5 1200 119 30GB2 12006317653-119 +0-0008 h5 6530 300 175 630 170
5 1400 125 30GB2 14006718762-125 +0-0008 h5 7620 300 195 670 180
5 1600 134 30GB2 16008020871-134 +0-0008 h5 8710 300 245 800 200
5 1800 144 30GB2 18009023980-144 +0-0008 h5 9800 300 275 900 230
5 2000 154 30GB2 2000100251088-154 +0-0009 h5 10880 300 325 1000 250
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
DRILL BLANKS 3XDndash12XD WITH THROUGH-COOLANT
ROUND TOOL MATERIALS ndash P-LINE46
8xD 12xD with through-coolant
cD1
d 1
D L
45deg
Drill blanks
xD factor
D L Type description
Dia tol Nominal pitch c D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] [mm] CTS20D
8 600 73 46GB2 06001605180-073 +0-0005 h5 1800 463 095 160 050
8 600 73 40GB2 06001907225-073 +0-0005 h5 2250 400 095 190 070
8 600 82 33GB2 06002209290-082 +0-0005 h5 2900 330 095 220 090
8 600 82 40GB2 06001907225-082 +0-0005 h5 2250 400 095 190 070
8 600 96 30GB2 06002708327-096 +0-0005 h5 3270 300 095 270 080
8 800 115 30GB2 08003410435-115 +0-0006 h5 4350 300 125 340 100
8 1000 143 30GB2 10004813544-143 +0-0006 h5 5440 300 135 480 130
8 1200 163 30GB2 12006317653-163 +0-0008 h5 6530 300 175 630 170
8 1400 179 30GB2 14006718762-179 +0-0008 h5 7620 300 195 670 180
8 1600 204 30GB2 16008020871-204 +0-0008 h5 8710 300 245 800 200
8 1800 223 30GB2 18009023980-223 +0-0008 h5 9800 300 275 900 230
8 2000 244 30GB2 2000100251088-244 +0-0009 h5 10880 300 325 1000 250
12 600 93 40GB2 06001907225-093 +0-0005 h5 2250 400 095 190 070
12 600 93 46GB2 06001605180-093 +0-0005 h5 1800 463 095 160 050
12 600 103 40GB2 06001907225-103 +0-0005 h5 2250 400 095 190 070
12 600 103 33GB2 06002209290-103 +0-0005 h5 2900 330 095 220 090
12 600 117 30GB2 06002708327-117 +0-0005 h5 3270 300 095 270 080
12 800 147 30GB2 08003410435-147 +0-0006 h5 4350 300 125 340 100
12 1000 163 30GB2 10004813544-163 +0-0006 h5 5440 300 135 480 130
12 1200 205 30GB2 12006317653-205 +0-0008 h5 6530 300 175 630 170
12 1400 231 30GB2 14006718762-231 +0-0008 h5 7620 300 195 670 180
12 1600 261 30GB2 16008020871-261 +0-0008 h5 8710 300 245 800 200
12 1800 286 30GB2 18009023980-286 +0-0008 h5 9800 300 275 900 230
12 2000 311 30GB2 2000100251088-311 +0-0009 h5 10880 300 325 1000 250
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
DRILL BLANKS 3XDndash12XD WITH THROUGH-COOLANT
47ROUND TOOL MATERIALS ndash P-LINE
For micro-drills with through-coolant
D1
Dd1
L
STG
d 2
l2
c
Blanks for micro-drills
D L Type description
Dia tol Nominal pitch c D1 d1 d2 l2[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] [mm] [mm] [mm] CTS20D
300 55 71G2 030002900532-055 +0-0004 h5 320 712 020 029 005 070 25
300 60 67G2 030003700740-060 +0-0004 h5 400 670 020 037 007 090 25
300 65 62G2 030004701050-065 +0-0004 h5 500 621 020 047 010 120 25
300 75 58G2 030006001360-075 +0-0004 h5 600 575 020 060 013 150 25
300 85 53G2 030007501672-085 +0-0004 h5 720 526 020 075 016 170 25
300 95 46G2 030009002090-095 +0-0004 h5 900 463 020 090 020
300 105 42G2 0300105025106-105 +0-0004 h5 1060 416 020 105 025
300 120 37G2 0300125030125-120 +0-0004 h5 1250 370 020 125 030
300 140 33G2 0300150035145-140 +0-0004 h5 1450 330 020 150 035
400 55 76G2 040002900532-055 +0-0005 h5 320 757 030 029 005 070 25
400 60 72G2 040003700740-060 +0-0005 h5 400 723 030 037 007 090 25
400 65 68G2 040004701050-065 +0-0005 h5 500 683 030 047 010 120 25
400 75 64G2 040006001360-075 +0-0005 h5 600 645 030 060 013 150 25
400 85 60G2 040007501672-085 +0-0005 h5 720 602 030 075 016 200 25
400 95 54G2 040009002090-095 +0-0005 h5 900 544 030 090 020 250 25
400 105 50G2 0400105025106-105 +0-0005 h5 1060 499 030 105 025
400 120 46G2 0400125030120-120 +0-0005 h5 1200 463 030 125 030
400 140 38G2 0400150035162-140 +0-0004 h5 1620 378 030 150 035
400 160 35G2 0400170040180-160 +0-0004 h5 1800 349 030 170 040
400 180 30G2 0400200045218-180 +0-0004 h5 2180 300 030 200 045
with power chamber without power chamber
STG
d 2
l2 STG
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
DRILL BLANKS FOR MICRO-DRILLS WITH THROUGH-COOLANT
ROUND TOOL MATERIALS ndash P-LINE48
Our range of sintered and ground rods with helical coolant holes supports the production of drills in a diameter range from 3 mm to 35 mmOur rods with helical coolant holes are available in the proven CTS20D grade for the universal machining of steel stainless steel or heat-resistant alloys and now also in CTS12D and the new high-performance grade CTS24Z for the machining of difficult materials like titanium or Inconel Having virtually the same hardness CTS24Z is even tougher than our proven CTS18D and CTS20D grades This extreme toughness offers maximum protection against breakage and ensures consistent performance of your toolsOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our rods with helical coolant holes can be found in the lsquoInformationrsquo section
Rods with helical coolant holes
49ROUND TOOL MATERIALS ndash P-LINE
As sintered
d1
D1
DL
With two coolant holes le 22deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS12D CTS20D
630 415 22R2 06301906469-415 4690 219 190 060
630 330 15R2 063026077035-330 7035 150 260 070
630 415 15R2 063026077035-415 7035 150 260 070
830 415 20R2 083033107034-415 7034 197 330 100
830 330 15R2 083036125938-330 9380 150 360 125
830 415 15R2 083036125938-415 9380 150 360 125
1030 415 19R2 10304401209380-415 9380 185 440 120
1030 330 15R2 103048014011725-330 11725 150 480 140
1030 415 15R2 103048014011725-415 11725 150 480 140
1230 415 18R2 123054015011725-415 11725 178 540 150
1230 330 15R2 123062515514070-330 14070 150 625 155
1230 415 15R2 123062515514070-415 14070 150 625 155
1430 330 15R2 143067019016414-330 16414 150 670 190
1430 415 15R2 143067019016414-415 16414 150 670 190
1630 330 15R2 16308021018759-330 18759 150 800 210
1830 330 15R2 183090232110-330 21100 150 900 230
2030 330 15R2 203010025023449-330 23449 150 1000 250
2230 330 15R2 22301202525794-330 25794 150 1200 250
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE50
As sintered
d1
D1
DL
With two coolant holes 23deg ndash 49deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS12D CTS20D CTS24Z
330 330 40R2 033003015112-330 1120 401 030 015
330 330 49R2 033005502082-330 820 490 055 020
330 330 39R2 033008023115-330 1150 393 080 023
330 330 34R2 033011035140-330 1400 340 110 035
330 330 30R2 0330140351632-330 1632 300 140 035
430 330 46R2 04301003120-330 1200 463 100 030
430 330 38R2 043012035162-330 1620 378 120 035
430 330 35R2 043016045180-330 1800 349 160 045
430 330 30R2 043021045218-330 2180 300 210 045
530 330 33R2 05302206245-330 2450 327 220 060
630 330 46R2 06301605180-330 1800 463 160 050
630 330 40R2 06301907225-330 2250 400 190 070
630 330 30R2 06302009327-330 3270 300 200 090
630 330 30R2 06302207327-330 3270 300 220 070
630 330 30R2 06302708327-330 3270 300 270 080
630 330 30R2 06303009327-330 3270 300 300 090
630 350 46R2 06301605180-350 1800 463 160 050
630 350 40R2 06301907225-350 2250 400 190 070
630 350 30R2 06302207327-350 3270 300 220 070
680 330 30R2 06802708354-330 3540 280 270 080
680 330 30R2 06803309354-330 3540 280 330 090
730 330 30R2 07303510381-330 3810 300 350 100
830 330 43R2 08302307272-330 2720 427 230 070
830 330 40R2 08302907300-330 3000 400 290 070
830 330 36R2 08303310350-330 3500 357 330 100
830 330 30R2 08303410435-330 4350 300 340 100
830 330 30R2 08304112435-330 4350 300 410 120
830 350 36R2 08303310350-350 3500 357 330 100
830 350 30R2 08303410435-350 4350 300 340 100
930 330 30R2 093043510490-330 4900 300 435 100
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
51ROUND TOOL MATERIALS ndash P-LINE
As sintered
d1
D1
DL
With two coolant holes 23deg ndash 49deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS12D CTS20D CTS24Z
980 330 30R2 09804813517-330 5170 287 480 130
1030 330 40R2 10302708370-330 3700 403 270 080
1030 330 34R2 10303911460-330 4600 343 390 110
1030 330 34R2 103044115460-330 4600 343 440 115
1030 330 30R2 10304813544-330 5440 300 480 130
1030 330 33R2 10305012490-330 4900 327 500 120
1130 330 40R2 11303208412-330 4120 400 320 080
1130 330 30R2 11305515599-330 5990 300 550 150
1180 330 30R2 11805515626-330 6260 289 550 150
1230 250 33R2 12305415570-250 5700 335 540 150
1230 250 30R2 12306317653-250 6530 300 630 170
1230 330 39R2 12303510463-330 4630 392 350 100
1230 330 40R2 12304009449-330 4490 400 400 090
1230 330 33R2 123050135570-330 5700 335 500 135
1230 330 33R2 12305415570-330 5700 335 540 150
1230 330 32R2 12306015599-330 5990 322 600 150
1230 330 30R2 12306317653-330 6530 300 630 170
1330 330 40R2 13304410487-330 4870 400 440 100
1330 330 30R2 13306516707-330 7070 300 650 160
1430 330 40R2 14304613524-330 5240 400 460 130
1430 330 34R2 14306016650-330 6500 341 600 160
1430 330 30R2 14306718762-330 7620 300 670 180
1430 330 30R2 14307020762-330 7620 300 700 200
1430 330 30R2 14307620762-330 7620 300 760 200
1530 330 30R2 15307620816-330 8160 300 760 200
1630 280 30R2 16308020871-280 8710 300 800 200
1630 330 40R2 16305512599-330 5990 400 550 120
1630 330 35R2 16307020730-330 7300 346 700 200
1630 330 30R2 16308020871-330 8710 300 800 200
1630 330 32R2 16308420816-330 8160 316 840 200
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE52
As sintered
d1
D1
DL
With two coolant holes 23deg ndash 49deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS12D CTS20D CTS24Z
1630 330 30R2 16308625871-330 8710 300 860 250
1730 330 40R2 173057513636-330 6360 400 575 130
1730 330 30R2 17308925925-330 9250 300 890 250
1830 330 40R2 18305616680-330 6800 397 560 160
1830 330 40R2 18306317680-330 6800 397 630 170
1830 330 35R2 183077522820-330 8200 346 775 220
1830 330 30R2 18309327980-330 9800 300 930 270
1980 330 30R2 198096241061-330 10610 294 960 240
2030 330 37R2 20306517843-330 8430 367 650 170
2030 330 40R2 20307115749-330 7490 400 710 150
2030 330 30R2 2030100251088-330 10880 300 1000 250
2030 330 30R2 2030107321088-330 10880 300 1070 320
2130 330 30R2 21301065201142-330 11420 300 1065 200
2130 330 30R2 2130115321142-330 11420 300 1150 320
2230 330 40R2 22307717824-330 8240 400 770 170
2230 330 33R2 22301002501080-330 10800 326 1000 250
2230 330 30R2 2230113201197-330 11970 300 1130 200
2230 330 30R2 2230115341197-330 11970 300 1150 340
2530 330 40R2 253077175936-330 9360 400 770 175
2530 330 33R2 2530120321190-330 11900 330 1200 320
2830 330 39R2 283090201077-330 10770 392 900 200
2830 330 29R2 2830148251590-330 15900 290 1480 250
3030 330 39R2 3030100201160-330 11600 391 1000 200
3030 330 29R2 3030160251720-330 17200 287 1600 250
3230 330 40R2 3230110201198-330 11980 400 1100 200
3230 330 29R2 3230170301778-330 17780 295 1700 300
3530 330 30R2 3530180301895-330 18950 300 1800 300
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
53ROUND TOOL MATERIALS ndash P-LINE
As sintered
d1
D1
DL
With two coolant holes extra-long 23deg ndash 49deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS20D
630 430 46R2 06301605180-430 1800 463 160 050
630 430 40R2 06301907225-430 2250 400 190 070
630 430 30R2 06302207327-430 3270 300 220 070
630 430 30R2 06303009327-430 3270 300 300 090
830 430 30R2 08303410435-430 4350 300 340 100
1030 430 30R2 10304813544-430 5440 300 480 130
1030 530 30R2 10304813544-530 5440 300 480 130
1230 430 30R2 12306317653-430 6530 300 630 170
1230 530 30R2 12306317653-530 6530 300 630 170
1430 430 30R2 14306718762-430 7620 300 670 180
1430 530 30R2 14306718762-530 7620 300 670 180
1630 430 30R2 16308020871-430 8710 300 800 200
1630 530 30R2 16308020871-530 8710 300 800 200
1830 530 30R2 18309327980-530 9800 300 930 270
1830 430 30R2 18309327980-430 9800 300 930 270
2030 430 30R2 2030100251088-430 10880 300 1000 250
2030 530 30R2 2030100251088-530 10880 300 1000 250
2530 530 33R2 2530120321190-530 11900 334 1200 320
2530 430 33R2 2530120321190-430 11900 334 1200 320
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE54
As sintered
d1
D1
DL
With two coolant holes ge 50deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS20D
1030 330 50R2 10302307260-330 2600 504 230 070
1230 330 51R2 12302307301-330 3010 514 230 070
1330 330 50R2 13302607340-330 3400 502 260 070
1630 330 50R2 16303710420-330 4200 501 370 100
2030 330 50R2 20304412527-330 5270 500 440 120
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
55ROUND TOOL MATERIALS ndash P-LINE
As sintered
D
D1
Ld1
With three coolant holes
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS20D
630 330 30R3 06303006327-330 3270 312 300 060
830 330 40R3 08302907300-330 3000 400 290 070
830 330 30R3 083040075435-330 4350 300 400 075
1030 330 40R3 103035075370-330 3700 403 350 075
1030 330 30R3 10304910544-330 5440 300 490 100
1230 330 40R3 12304009449-330 4490 400 400 090
1230 330 30R3 12306011653-330 6530 300 600 110
1430 330 40R3 143046512524-330 5240 400 465 120
1430 330 30R3 14307113762-330 7620 300 710 130
1630 330 40R3 16305512599-330 5990 400 550 120
1630 330 30R3 16308315870-330 8700 300 830 150
1830 330 40R3 183062515674-330 6740 400 625 150
1830 330 30R3 18309617980-330 9800 300 960 170
2030 330 40R3 20307115749-330 7490 400 710 150
2030 330 30R3 2030104201088-330 10880 300 1040 200
2230 330 40R3 22307717824-330 8240 400 770 170
2230 330 30R3 2230107201197-330 11970 300 1070 200
2530 330 40R3 25308117936-330 9360 400 810 170
2530 330 33R3 2530115221190-330 11900 334 1150 220
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE56
As sintered
D1
D2
DL
d 2d 1
With four coolant holes
D L Type description
Nominal pitch D1 d1 D2 d2
[mm] [mm] [mm] [deg] [mm] [mm] [mm] [mm] CTS20D
830 330 33R4 08301939040838-330 3810 334 190 040 390 080
830 330 30R4 083022450450944-330 4350 297 220 045 450 090
1030 330 33R4 10302551051049-330 4900 327 250 050 510 100
1030 330 30R4 10302857061154-330 5440 300 280 060 570 110
1230 330 32R4 12303163071260-330 5990 322 310 070 630 120
1230 330 30R4 12303469071465-330 6530 300 340 070 690 140
1430 330 32R4 14303675081570-330 7070 319 360 080 750 150
1430 330 30R4 14303981081676-330 7620 300 390 080 810 160
1630 330 30R4 16304490091887-330 8710 300 440 090 900 180
1830 330 30R4 183050102102098-330 9800 300 500 100 1020 200
2030 330 30R4 203561141223109-330 10880 300 560 120 1140 230
2230 330 30R4 223611261225120-330 11970 300 610 120 1260 250
2530 330 29R4 253691411428139-330 13930 294 690 140 1410 280
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
57ROUND TOOL MATERIALS ndash P-LINE
Ground
DLd1
D1
With two coolant holes le 22deg
D L Type description
Dia tol Nominal pitch D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] CTS20D
600 330 15G2 060026077035-330 +0-0008 h6 7035 150 260 070
800 330 15G2 080036125938-330 +0-0009 h6 9380 150 360 125
1000 330 15G2 100048014011725-330 +0-0009 h6 11725 150 480 140
1200 330 15G2 120062515514070-330 +0-0011 h6 14070 150 625 155
1400 330 15G2 140067019016414-330 +0-0011 h6 16414 150 670 190
1600 330 15G2 16008021018759-330 +0-0011 h6 18759 150 800 210
1800 330 15G2 180090232110-330 +0-0011 h6 21100 150 900 230
2000 330 15G2 200010025023449-330 +0-0013 h6 23449 150 1000 250
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES GROUND
ROUND TOOL MATERIALS ndash P-LINE58
Ground
DLd1
D1
With two coolant holes 23deg ndash 49deg
D L Type description
Dia tol Nominal pitch D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] CTS20D
600 330 40G2 06001907225-330 +0-0008 h6 2250 400 190 070
600 330 30G2 06003009327-330 +0-0008 h6 3270 300 300 090
800 330 43G2 08002307272-330 +0-0009 h6 2720 427 230 070
800 330 30G2 08003410435-330 +0-0009 h6 4350 300 340 100
1000 330 40G2 10002708370-330 +0-0009 h6 3700 400 270 080
1000 330 30G2 10004813544-330 +0-0009 h6 5440 300 480 130
1200 330 39G2 12003510463-330 +0-0011 h6 4630 390 350 100
1200 330 30G2 12006317653-330 +0-0011 h6 6530 300 630 170
1400 330 40G2 14004613524-330 +0-0011 h6 5240 400 460 130
1400 330 30G2 14006718762-330 +0-0011 h6 7620 300 670 180
1600 330 40G2 16005512599-330 +0-0011 h6 5990 400 550 120
1600 330 30G2 16008020871-330 +0-0011 h6 8710 300 800 200
1800 330 40G2 18006317680-330 +0-0011 h6 6800 397 630 170
1800 330 30G2 18009327980-330 +0-0011 h6 9800 300 930 270
2000 330 40G2 20007115749-330 +0-0013 h6 7490 400 710 150
2000 330 30G2 2000100251088-330 +0-0013 h6 10880 300 1000 250
2500 330 40G2 250077175936-330 +0-0013 h6 9360 400 770 175
2500 330 33G2 2500120321190-330 +0-0013 h6 11900 334 120 320
3200 330 40G2 3200110201198-330 +0-0016 h6 11980 400 1100 200
3200 330 29G2 3200170301778-330 +0-0016 h6 17780 295 1700 300
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES GROUND
59ROUND TOOL MATERIALS ndash P-LINE
Ground
D
D1
Ld1
With three coolant holes
D L Type description
Dia tol Nominal pitch D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] CTS20D
600 330 30G3 06003006327-330 +0-0008 h6 3270 300 300 060
800 330 30G3 080040075435-330 +0-0009 h6 4350 300 400 075
1000 330 30G3 10004910544-330 +0-0009 h6 5440 300 490 100
1200 330 30G3 12006011653-330 +0-0011 h6 6530 300 600 110
1400 330 30G3 14007113762-330 +0-0011 h6 7620 300 710 130
1600 330 30G3 16008315870-330 +0-0011 h6 8700 300 830 150
1800 330 30G3 18009617980-330 +0-0011 h6 9800 300 960 170
2000 330 30G3 2000104201088-330 +0-0013 h6 10880 300 1040 200
2500 330 33G3 2500115221190-330 +0-0013 h6 11900 330 1150 220
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES GROUND
ROUND TOOL MATERIALS ndash P-LINE60
Our standard range includes sintered and ground rods with one central or two straight coolant holes In addition to our established carbide grades we offer a selection of dimensions in the cermet grade CTF28T which has been specially developed for the finish machining of steelOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our rods with straight coolant holes can be found in the lsquoInformationrsquo section
Rods with straight coolant holes
61ROUND TOOL MATERIALS ndash P-LINE
As sintered
d1
D
L
With central coolant hole ultra-fine grades
D L Type description
d1
[mm] [mm] [mm] TSF44
645 330 00R1 064510-330 100
855 330 00R1 085513-330 130
1055 330 00R1 105513-330 130
1055 330 00R1 105520-330 200
1255 330 00R1 125520-330 200
1470 330 00R1 147020-330 200
1670 330 00R1 167020-330 200
2070 330 00R1 207030-330 300
As sintered
d1
D
L
With central coolant hole submicron grades
D L Type description
d1
[mm] [mm] [mm] CTS15D CTS20D
495 330 00R1 049506-330 060
630 330 00R1 063010-330 100
645 330 00R1 064510-330 100
830 330 00R1 083013-330 130
855 330 00R1 085513-330 130
855 330 00R1 085520-330 200
1030 330 00R1 103020-330 200
1055 330 00R1 105513-330 130
1055 330 00R1 105520-330 200
1130 330 00R1 113020-330 200
1230 330 00R1 123020-330 200
1255 330 00R1 125520-330 200
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE62
As sintered
d1
D
L
With central coolant hole submicron grades
D L Type description
d1
[mm] [mm] [mm] CTS15D CTS20D
1330 330 00R1 133020-330 200
1430 330 00R1 143020-330 200
1470 330 00R1 147020-330 200
1630 330 00R1 163020-330 200
1670 330 00R1 167020-330 200
1830 330 00R1 183030-330 300
1870 330 00R1 187030-330 300
2030 330 00R1 203030-330 300
2070 330 00R1 207030-330 300
2530 330 00R1 253030-330 300
2830 330 00R1 283040-330 400
3030 330 00R1 303050-330 500
3230 330 00R1 323050-330 500
As sintered
d1
D
L
With central coolant hole cermet
D L Type description
d1
[mm] [mm] [mm] CTF28T
645 330 00R1 064510-330 100
855 330 00R1 085513-330 130
1055 330 00R1 105520-330 200
1255 330 00R1 125520-330 200
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
63ROUND TOOL MATERIALS ndash P-LINE
As sintered
D1
D
Ld1
With two straight coolant holes submicron grades
D L Type description
D1 d1
[mm] [mm] [mm] [mm] CTS15D CTS20D
330 330 00R2 0330110425-330 110 043
420 330 00R2 042011045-330 110 045
520 330 00R2 05202009-330 200 090
620 330 00R2 06201105-330 110 050
620 330 00R2 06201509-330 150 090
620 330 00R2 06201706-330 170 060
620 330 00R2 06202009-330 200 090
620 330 00R2 06202309-330 230 090
620 330 00R2 06202609-330 260 090
620 330 00R2 06203012-330 300 120
720 330 00R2 07202009-330 200 090
720 330 00R2 07203009-330 300 090
820 330 00R2 08202009-330 200 090
820 330 00R2 08202609-330 260 090
820 330 00R2 08202612-330 260 120
820 330 00R2 08203410-330 340 100
820 330 00R2 08203515-330 350 150
820 330 00R2 08204009-330 400 090
920 330 00R2 09202612-330 260 120
920 330 00R2 09203515-330 350 150
920 330 00R2 09203812-330 380 120
920 330 00R2 09204013-330 400 130
1020 330 00R2 10202010-330 200 100
1020 330 00R2 10202612-330 260 120
1020 330 00R2 10202810-330 280 100
1020 330 00R2 10203515-330 350 150
1020 330 00R2 10204214-330 420 140
1020 330 00R2 10205012-330 500 120
1020 330 00R2 10205214-330 520 140
1220 330 00R2 12202612-330 260 120
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE64
As sintered
D1
D
Ld1
With two straight coolant holes submicron grades
D L Type description
D1 d1
[mm] [mm] [mm] [mm] CTS15D CTS20D
1220 330 00R2 12203515-330 350 150
1220 330 00R2 12204815-330 480 150
1220 330 00R2 12205020-330 500 200
1220 330 00R2 12206015-330 600 150
1320 330 00R2 13205420-330 540 200
1420 330 00R2 14203515-330 350 150
1420 330 00R2 14205020-330 500 200
1420 330 00R2 14205017-330 500 170
1420 330 00R2 14205820-330 580 200
1420 330 00R2 14207020-330 700 200
1520 330 00R2 15205020-330 500 200
1620 330 00R2 16203515-330 350 150
1620 330 00R2 16205015-330 500 150
1620 330 00R2 16205020-330 500 200
1620 400 00R2 16206220-400 620 200
1620 330 00R2 16206625-330 660 250
1620 330 00R2 16208020-330 800 200
1620 415 00R2 16208020-415 800 200
1820 330 00R2 18205020-330 500 200
1820 330 00R2 18206020-330 600 200
1820 330 00R2 18207525-330 750 250
1820 330 00R2 18209020-330 900 200
1920 330 00R2 19207925-330 790 250
2020 330 00R2 20203515-330 350 150
2020 330 00R2 20206020-330 600 200
2020 330 00R2 20206220-330 620 200
2020 330 00R2 20208225-330 820 250
2020 330 00R2 202010025-330 1000 250
2120 330 00R2 21207023-330 700 230
2220 330 00R2 22207023-330 700 230
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
65ROUND TOOL MATERIALS ndash P-LINE
As sintered
D1
D
Ld1
With two straight coolant holes submicron grades
D L Type description
D1 d1
[mm] [mm] [mm] [mm] CTS15D CTS20D
2220 330 00R2 222010530-330 1050 300
2530 330 00R2 25306220-330 620 200
2530 330 00R2 25308020-330 800 200
2530 330 00R2 253010025-330 1000 250
2530 330 00R2 253012030-330 1200 300
2630 330 00R2 26307520-330 750 200
2630 330 00R2 263012030-330 1200 300
2830 330 00R2 283013030-330 1300 300
3030 330 00R2 303013030-330 1300 300
3230 330 00R2 32309022-330 900 220
3230 330 00R2 323013830-330 1380 300
3430 330 00R2 343013830-330 1380 300
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE66
Ground
DLd1
With central coolant hole submicron grades
D L Type description
Dia tol d1
[mm] [mm] [mm] ISO 286 [mm] CTS15D
600 330 00G1 060010-330 +0-0008 h6 100
800 330 00G1 080013-330 +0-0009 h6 130
1000 330 00G1 100020-330 +0-0009 h6 200
1200 330 00G1 120020-330 +0-0011 h6 200
1400 330 00G1 140020-330 +0-0011 h6 200
1600 330 00G1 160020-330 +0-0011 h6 200
1600 330 00G1 160030-330 +0-0011 h6 300
2000 330 00G1 200030-330 +0-0013 h6 300
2500 330 00G1 250030-330 +0-0013 h6 300
3200 330 00G1 320050-330 +0-0016 h6 500
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES GROUND
67ROUND TOOL MATERIALS ndash P-LINE
Ground
D1
D
Ld1
With two coolant holes submicron grades
D L Type description
Dia tol D1 d1
[mm] [mm] [mm] ISO 286 [mm] [mm] CTS15D
600 330 00G2 06001509-330 +0-0008 h6 150 090
600 330 00G2 06003012-330 +0-0008 h6 300 120
800 330 00G2 08002009-330 +0-0009 h6 200 090
800 330 00G2 08004009-330 +0-0009 h6 400 090
1000 330 00G2 10002810-330 +0-0009 h6 280 100
1000 330 00G2 10005214-330 +0-0009 h6 520 140
1200 330 00G2 12003515-330 +0-0011 h6 350 150
1200 330 00G2 12006015-330 +0-0011 h6 600 150
1400 330 00G2 14005017-330 +0-0011 h6 500 170
1400 330 00G2 14007020-330 +0-0011 h6 700 200
1600 330 00G2 16005015-330 +0-0011 h6 500 150
1600 330 00G2 16008020-330 +0-0011 h6 800 200
1800 330 00G2 18006020-330 +0-0011 h6 600 200
1800 330 00G2 18009020-330 +0-0011 h6 900 200
2000 330 00G2 20006220-330 +0-0013 h6 620 200
2000 330 00G2 200010025-330 +0-0013 h6 1000 250
2500 330 00G2 25006220-330 +0-0013 h6 620 200
2500 330 00G2 25008020-330 +0-0013 h6 800 200
2500 330 00G2 250012030-330 +0-0013 h6 1200 300
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES GROUND
ROUND TOOL MATERIALS ndash P-LINE68
We offer a complete stock range of rods and tips for the production of solid carbide or brazed gun drills These include rods with a kidney-shaped coolant hole profiled rods with one or two coolant holes and profiled tips with two cool-ant holes Our blanks for gun drills are available in the proven CTS20D grade for the uni-versal machining of steel stainless steel or heat-resistant alloys some dimen-sions can also be ordered in grade CTF12E a fine-grain grade specifically for gun drills with an optimised balance between hardness and toughnessOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our gun drill blanks can be found in the lsquoInformationrsquo section
Blanks for gun drills
69ROUND TOOL MATERIALS ndash P-LINE
Rods
D
L
Rods with kidney-shaped coolant holes submicron grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTS20D
240 310 GDRK 0240-310 plusmn015
260 310 GDRK 0260-310 plusmn015
290 310 GDRK 0290-310 plusmn015
315 310 GDRK 0315-310 plusmn015
345 310 GDRK 0345-310 plusmn015
350 310 GDRK 0350-310 plusmn015
390 310 GDRK 0390-310 plusmn015
440 310 GDRK 0440-310 plusmn015
490 310 GDRK 0490-310 plusmn015
550 310 GDRK 0550-310 plusmn015
600 310 GDRK 0600-310 plusmn015
650 310 GDRK 0650-310 plusmn015
710 310 GDRK 0710-310 plusmn015
760 310 GDRK 0760-310 plusmn015
810 310 GDRK 0810-310 plusmn015
830 310 GDRK 0830-310 plusmn015
870 310 GDRK 0870-310 plusmn015
920 310 GDRK 0920-310 plusmn015
1060 310 GDRK 1060-310 plusmn015
1130 310 GDRK 1130-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
ROUND TOOL MATERIALS ndash P-LINE70
Rods
D
L
Rods with kidney-shaped coolant hole fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
240 310 GDRK 0240-310 plusmn015
260 310 GDRK 0260-310 plusmn015
290 310 GDRK 0290-310 plusmn015
315 310 GDRK 0315-310 plusmn015
345 310 GDRK 0345-310 plusmn015
350 310 GDRK 0350-310 plusmn015
390 310 GDRK 0390-310 plusmn015
440 310 GDRK 0440-310 plusmn015
490 310 GDRK 0490-310 plusmn015
550 310 GDRK 0550-310 plusmn015
600 310 GDRK 0600-310 plusmn015
650 310 GDRK 0650-310 plusmn015
710 310 GDRK 0710-310 plusmn015
760 310 GDRK 0760-310 plusmn015
810 310 GDRK 0810-310 plusmn015
830 310 GDRK 0830-310 plusmn015
870 310 GDRK 0870-310 plusmn015
920 310 GDRK 0920-310 plusmn015
1060 310 GDRK 1060-310 plusmn015
1130 310 GDRK 1130-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
71ROUND TOOL MATERIALS ndash P-LINE
Rods
120deg
D
L
Profiled rods with kidney-shaped coolant hole 120deg submicron grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTS20D
240 310 GDVK 0240-310 plusmn015
260 310 GDVK 0260-310 plusmn015
290 310 GDVK 0290-310 plusmn015
315 310 GDVK 0315-310 plusmn015
345 310 GDVK 0345-310 plusmn015
390 310 GDVK 0390-310 plusmn015
440 310 GDVK 0440-310 plusmn015
490 310 GDVK 0490-310 plusmn015
550 310 GDVK 0550-310 plusmn015
600 310 GDVK 0600-310 plusmn015
650 310 GDVK 0650-310 plusmn015
710 310 GDVK 0710-310 plusmn015
760 310 GDVK 0760-310 plusmn015
810 310 GDVK 0810-310 plusmn015
870 310 GDVK 0870-310 plusmn015
920 310 GDVK 0920-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
ROUND TOOL MATERIALS ndash P-LINE72
Rods
120deg
D
L
Profiled rods with kidney-shaped coolant hole 120deg fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
240 310 GDVK 0240-310 plusmn015
260 310 GDVK 0260-310 plusmn015
290 310 GDVK 0290-310 plusmn015
315 310 GDVK 0315-310 plusmn015
345 310 GDVK 0345-310 plusmn015
390 310 GDVK 0390-310 plusmn015
440 310 GDVK 0440-310 plusmn015
490 310 GDVK 0490-310 plusmn015
550 310 GDVK 0550-310 plusmn015
600 310 GDVK 0600-310 plusmn015
650 310 GDVK 0650-310 plusmn015
710 310 GDVK 0710-310 plusmn015
760 310 GDVK 0760-310 plusmn015
810 310 GDVK 0810-310 plusmn015
870 310 GDVK 0870-310 plusmn015
920 310 GDVK 0920-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
73ROUND TOOL MATERIALS ndash P-LINE
Rods
115deg
D
L
Profiled rods with two coolant hole 115deg fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
1350 310 GDV2 1350115-310 plusmn020
1390 310 GDV2 1390115-310 plusmn020
1450 310 GDV2 1450115-310 plusmn020
1550 310 GDV2 1550115-310 plusmn020
1650 310 GDV2 1650115-310 plusmn020
1750 310 GDV2 1750115-310 plusmn020
1860 310 GDV2 1860115-310 plusmn020
1960 310 GDV2 1960115-310 plusmn025
2060 310 GDV2 2060115-310 plusmn025
2160 310 GDV2 2160115-310 plusmn025
ensp limitedenspstockensp ensp ensp stockenspitemensp ensp ensp newenspstockenspitemensp ensp Otherenspgradesenspandenspdimensionsenspuponensprequest
BLANKSenspFORenspGUNenspDRILLSenspenspRODS
ROUND TOOL MATERIALS ndash P-LINE74
Rods
120deg
D
L
Profiled rods with two coolant hole 120deg fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
550 310 GDV2 0550-310 plusmn015
600 310 GDV2 0600-310 plusmn015
650 310 GDV2 0650-310 plusmn015
710 310 GDV2 0710-310 plusmn015
760 310 GDV2 0760-310 plusmn015
810 310 GDV2 0810-310 plusmn015
870 310 GDV2 0870-310 plusmn015
920 310 GDV2 0920-310 plusmn015
970 310 GDV2 0970-310 plusmn015
1080 310 GDV2 1080-310 plusmn015
1130 310 GDV2 1130-310 plusmn015
1180 310 GDV2 1180-310 plusmn015
1230 310 GDV2 1230-310 plusmn015
1280 310 GDV2 1280-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
75ROUND TOOL MATERIALS ndash P-LINE
Tips
115deg
L
D
Profiled tips with two coolant holes 115deg fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
1350 40 GDV2P 1350-040 plusmn020
1450 40 GDV2P 1450-040 plusmn020
1550 40 GDV2P 1550-040 plusmn020
1650 40 GDV2P 1650-040 plusmn020
1750 40 GDV2P 1750-040 plusmn020
1860 40 GDV2P 1860-040 plusmn025
1960 45 GDV2P 1960-045 plusmn025
2060 45 GDV2P 2060-045 plusmn025
2160 45 GDV2P 2160-045 plusmn025
2260 50 GDV2P 2260-050 plusmn025
2360 50 GDV2P 2360-050 plusmn025
2460 55 GDV2P 2460-055 plusmn025
2560 55 GDV2P 2560-055 plusmn025
2660 55 GDV2P 2660-055 plusmn025
2720 55 GDV2P 2720-055 plusmn025
2870 65 GDV2P 2870-065 plusmn025
3080 65 GDV2P 3080-065 plusmn025
3310 65 GDV2P 3310-065 plusmn025
3610 75 GDV2P 3610-075 plusmn025
3910 75 GDV2P 3910-075 plusmn025
4000 80 GDV2P 4000-080 plusmn030
4200 80 GDV2P 4200-080 plusmn030
4500 80 GDV2P 4500-080 plusmn030
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS TIPS
ROUND TOOL MATERIALS ndash P-LINE76
Our flat and square strips in the proven CTS20D grade and in a wide variety of dimensions are available directly from stock Our brazing tips are characterised by very good brazability and can be supplied upon request in the most com-mon DIN dimensions Our stock range includes DIN 8011 brazing tips in grade CTS12D as well as in the cermet grade CTF28T (especially suited to the finish machining of steel materials)Of course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our flat and square strips can be found in the lsquoInfor-mationrsquo section
Flat and square strips brazing tips
77ROUND TOOL MATERIALS ndash P-LINE
Flat strips
S
L
H
Submicron grade
Type description
H S L[mm] [mm] [mm] CTS20D
FR 02300530-330 530 230 330
FR 02300630-330 630 230 330
FR 02300830-330 830 230 330
FR 02301030-330 1030 230 330
FR 02301630-330 1630 230 330
FR 03300430-330 430 330 330
FR 03300530-330 530 330 330
FR 03300630-330 630 330 330
FR 03300830-330 830 330 330
FR 03301030-330 1030 330 330
FR 03301230-330 1230 330 330
FR 03301630-330 1630 330 330
FR 03302030-330 2030 330 330
FR 04300630-330 630 430 330
FR 04300830-330 830 430 330
FR 04301030-330 1030 430 330
FR 04301330-330 1330 430 330
FR 04301630-330 1630 430 330
FR 04302030-330 2030 430 330
FR 05301030-330 1030 530 330
FR 05301330-330 1330 530 330
FR 06301030-330 1030 630 330
FR 06301330-330 1330 630 330
FR 08301230-330 1230 830 330
FR 08301630-330 1630 830 330
FR 10301630-330 1630 1030 330
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
FLAT AND SQUARE STRIPS BRAZING TIPS FLAT STRIPS
ROUND TOOL MATERIALS ndash P-LINE78
Square strips
S
LH
Submicron grade
Type description
H S L[mm] [mm] [mm] CTS20D
SR 0330-330 330 330 330
SR 0430-330 430 430 330
SR 0530-330 530 530 330
SR 0830-330 830 830 330
SR 1030-330 1030 1030 330
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
FLAT AND SQUARE STRIPS BRAZING TIPS SQUARE STRIPS
79ROUND TOOL MATERIALS ndash P-LINE
Brazing tips to DIN 8011
L
St
c
e
r
Form R
Type description
L e S r c t[mm] [mm] [mm] [mm] [mm] [mm] CTF28T CTS12D
DIN 8011 R 12 12 500 080 2500 080 200
DIN 8011 R 16 16 710 120 2500 100 250
DIN 8011 R 19 19 900 140 2500 100 300
DIN 8011 R 22 22 1120 180 2500 140 350
DIN 8011 R 25 25 1500 220 2500 140 400
DIN 8011 R 30 30 1800 280 2500 140 500
Brazing tips to DIN 8011
L
St
c
e
r
Form T
Type description
L e S r c t[mm] [mm] [mm] [mm] [mm] [mm] CTS12D
DIN 8011 T 12 12 450 120 1500 100 300
DIN 8011 T 16 16 750 160 1500 100 350
DIN 8011 T 19 19 750 200 2500 180 450
DIN 8011 T 22 22 950 250 2500 250 560
DIN 8011 T 25 25 1000 280 2500 300 800
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
FLAT AND SQUARE STRIPS BRAZING TIPS DIN 8011 BRAZING TIPS
ROUND TOOL MATERIALS ndash P-LINE80
Brazing tips to DIN 8011
L
St
c
e
r
Form U
Type description
L e S r c t[mm] [mm] [mm] [mm] [mm] [mm] CTS12D
DIN 8011 U 12 12 140 120 1500 100 560
DIN 8011 U 16 16 400 160 1500 100 670
DIN 8011 U 19 19 250 200 2500 180 800
DIN 8011 U 22 22 280 250 2500 250 1120
DIN 8011 U 25 25 400 280 2500 300 1400
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
FLAT AND SQUARE STRIPS BRAZING TIPS DIN 8011 BRAZING TIPS
81ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE82
Special products
In addition to our standard programme we also offer individual solutions for our rods Thanks to our comprehensive manufacturing possibilities we can also implement your most demanding requirements Whether special coolant hole profiles large helix angles or other customised versions see for yourself and benefit from our expertiseIn our up-to-date grinding department we also produce semi-finished ground articles in high volumes as well as in small batches
83ROUND TOOL MATERIALS
Broad selection of diameters and grades starting at 040 mm eg for erosion electrodes up to 80 mm for special tools For semi-finished tools bigger than that we offer customised preforms
Solid carbide or coolant hole rods up to a metre in length are no problem for us Close tolerance production techniques of spiral through hole rod minimise the risk of grinding through into the coolant channels Using leading-edge technologies we are also able to deliver coolant hole rod with pre-formed flutes if required
Increasingly tool producers rely on prefabricated semi-finished products In this context we offer ground cut-to-lengths in a variety of versions For example steps tapers cones male or female centres ball noses chamfers recesses ground holes and many others
Thanks to our modern extrusion processes we can offer you a variety of coolant hole profiles
Available types
SPECIAL PRODUCTS AVAILABLE TYPES
ROUND TOOL MATERIALS ndash P-LINE84
Preforms
In addition to our comprehensive range of rods we also offer various types of preforms for rotary cutting tools The products include both blanks and semi-fin-ished tools for solid carbide and PCD tools exchangeable head systems and tool shanks Years of experience in the field of blank machining combined with a state-of-the-art production plant make it possible for us to produce the most complex near net shape geometries with short delivery times In particular for tool shanks and PCD tool bodies we have developed the new grade CTF25E which is ideal even for the most sophisticated tool versions with narrow shapes and critical transitions
85ROUND TOOL MATERIALS ndash P-LINE
Preformed seats for PCD inserts
Based on your drawings of blanks or finished parts we are able to produce outside diameters of up to approx 300 mm and lengths of approx 500 mm Ideally you should provide us with digital drawings or 3-D models (stp prthellip)
Straight and helical chip flutes
Ground shanks
External and internal thread
Coolant holes
As sintered male or female centres
emspDiameter as sintered up to around 500 mmemspLengths up to around 300 mm
Available types
PREFORMS AVAILABLE TYPES
ROUND TOOL MATERIALS ndash P-LINE86
Individually designed coolant exit holes can be formed into the blank
emspOutside and inside threadsemspMetric ISO threads as sintered tolerance class 8HemspUN threads as sinteredemspSpecial threads upon requestemspGround threads are possible upon request
emspFemale and male centresemspFemale centres to DIN 332emspAs sintered centres (form R preferred)emspUpon request ground version also available
emspUpon request ground version also available for example ground shank to h6
Our preformed chip flutes and insert seats with optimised machining allowance make it possible to save production costs thanks to reduced grinding times in tool production
Do not hesitate to contact us with questions about possible variations We will be pleased to help you design blanks for cost-efficient production of precision tools
emspAxial holes from Oslash 065 mmemspRadial exit holes from Oslash 05 mm and greateremspSmaller holes available depending on the depth and upon
request
PREFORMS AVAILABLE TYPES
87ROUND TOOL MATERIALS ndash P-LINE
[m ] [gcm3] HV30 HRA [MPa] [psi] [MPam frac12]
CTS12D K05 ndash K10 C-3 60 1480 1820 931 3600 522100 93CTS15D K10 ndash K30 C-3 75 1470 1750 928 3700 536000 95CTS20D K20 ndash K40 C-2 100 1438 1600 919 4000 580100 104
[m ] [gcm3] HV30 HRA [MPa] [psi] [MPam frac12]
CTF25E K30 ndash K40 C-2 125 1415 1300 895 3500 507600 150
Grades composition and properties
GradeDensity Hardness
US codeBinder
ISO code
Transverse rupture strength KIC (Shetty)
Submicron grade
An extensive stock of the most important grades makes short-est delivery times for customised blanks possible
Our CTF25E fine-grain grade has been specially designed for PCD tools and tool shanks
The coarser grain structure combined with higher cobalt con-tent provides this grade with increased resistance to break-age and excellent brazability
CTF25E vs CTS20D
Of course we also offer preforms in all other Round Tool Materials grades upon request
GradeDensity Hardness
US codeBinder
ISO code
Transverse rupture strength KIC (Shetty)
Fine grain grade
CTS20D CTF25E Grain size Cobalt content Additives Hardness Transverse rupture strength Fracture toughness KIC
submicron fine grain1001151600 HV304000 MPa104 MPam05
125121300 HV303500 MPa15 MPam05
CTS20D CTF25E
PREFORMS GRADES COMPOSITION AND PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE88
[mm]03
max deflection
Straightness
1
1000 1
1000 1
1000
1
1000
Min wall thicknesses and hole distancesgeemsp1emspmm
Wall thicknesses
min 1 mm
min 1 mm
Diameter steps
Different diameters dia stepsD1 ndash D2 ge1 mmD 1D
1
[mm] [mm] [plusmn]lt 20 055 plusmn015
gt 20 ndash 35 060 plusmn020gt 35 ndash 45 065 plusmn025gt 45 ndash 55 070 plusmn030gt 55 ndash 70 085 plusmn035
gt 70 ndash 100 090 plusmn040gt 100 ndash 150 100 plusmn050
Tolerance table for preforms
Diameters for preforms
Example of a finished diameter 22 mm with grinding allowance
Finished dimension Oslash 2200 mm Grinding allowance +060 mm Blank dimensions Oslash 2260 plusmn020 mm
Nominal Oslash
Blank tolerance incl grinding
allowance Sintering tolerance
Lengths for preforms
Example of a finished length 150 mm with grinding allowance
Finished dimension 150 mm Grinding allowance +115 mm Blank dimensions 15115 plusmn075 mm
Length
Blank tolerance incl grinding
allowance Sintering tolerance
[mm] [mm] [plusmn]
L 05 L + 04 plusmn05 L
For further information go to page 93
Specifications
PREFORMS SPECIFICATIONS
89ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE90
In this section you can find additional information on product labelling technical product specifications and carbide properties Specifications for preforms can be found at the end of the lsquoPreformsrsquo section
Information
91ROUND TOOL MATERIALS ndash P-LINE
Product labelling
Material short text
The material short text describes the article in terms of the most important geometrical specifications A guide to the designation system can be found in the catalogue on page 20
Pitch information(for rods with helical coolant holes) The pitch class and its average value are stated This value acts as the adjustment value for flute grinding More information on the pitch classification for rods with helical coolant holes can be found in the catalogue on page 92
RGMC 1000-073
CTS20D11769718
Mad
e in
Aus
tria
2659013
RGM
C 10
00-0
73
CTS2
0D
10
10
30G2 10004813544-330
CTS20D11793406
Mad
e in
Aus
tria
2650868 30G
2 10
004
81
35
44-
330
CTS2
0D
100
Blaublue 52930 mm
Blau
blu
e 52
930
mm 10
0
Carbide grade Material number
Production order Quantity
Material number barcode
Production order barcode
Material short text
Grade
INFORMATION PRODUCT INFORMATION ndash LABELLING
ROUND TOOL MATERIALS ndash P-LINE92
α = tan-1 d times πStg
Stg = d times πtan α
0deg-1deg +1deg
-033deg +033deg+033deg -033deg +033deg -033deg
0deg-075deg +075deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
Stg pitchd nominal diameterα helix angle
Pitch in mm
Helix
ang
le in
deg
rees
Nominal pitch3 class system
6 class system
yellow white blue
white blue green black red yellow
Conversion pitch to angle
Conversion angle to pitch
Definition of the helix angle
The helix angle indicates the torsion of the coolant holes in relation to the nominal diameter In this context it has to be taken into account that the angle decreases depending on theemspdiameteremspstepsemspForemspthisemspreasonemsprodsemspwithemsp40degemspcoolantemspholes are used for step drills in order to achieve an optimal spiralemspfluteemsphelixemspangleemspofemsp25emsptoemsp30deg
Definition of pitch
Theemsppitchemsp isemsp theemsp lengthemspofemspaemspcompleteemsp360degemsprotationemspofemsp theemspcoolant holes This value is independent of the diameter or the diameter steps The CERATIZIT designation system for coolant hole rods includes both the helix angle in degrees and the pitch of the helix in millimetres
Conversion helix anglepitch
Pitch classification
In order to guarantee closest pitch tolerances our carbide rods with helical coolant holes are divided into tolerance classes For this purpose all rods are measured and assigned to the respective class which is indicated on the product label For details of our pitch classification see page 98
INFORMATION PRODUCT INFORMATION ndash PITCH CLASSIFICATION
93ROUND TOOL MATERIALS ndash P-LINE
Ra max
1
1000
1
1000
Measured outside diameter of the round rod In case of helical coolant hole rods the outside diameter means the OD (addendum diameter) including the helical tooling grooves
Outside diameter
Measured length of the round rodLength
The surface quality describes the state of the surface For ground rods the surface value is indicated as maximum average roughness value Ra (DIN EN ISO 42871998)
Surface
Maximum deflection of a rotating rod which lies on two contact points measured in the middle of the rod The distance between the two contact points is 300 mm When the rod is longer or shorter than 330 mm the contact width corresponds to the rod length minus 10 mm
Straightness
Maximum deflection of a rod Contact point A is 5 mm before the chamfer Contact point B is in the middle of the rod The measurement is carried out 2 mm from the end
Concentricity
The cylindricity describes the tolerance field of an ideal cylinder inside which the skin surface of the rod should be
Cylindricity
Lateral length of flat and square stripsWidth height
Roundness is the radial distance of two con-centric circles which include the circumference line of the round rods section (DIN ISO 1101)
Roundness
The pitch circle is defined as the circle which goes through two or three centre points of coolant holes
Pitch circle diameter
The hole diameter is the diameter of the cool-ant holes inside the rod
Hole diameter
Excentricity means the deviation of the pitch circle centre point or in case of a coolant hole the deviation of the coolant hole centre point from the centre point of the rod
Excentricity
The helix angle is the angle between the longi-tudinal axis and the helix line
Helix angle
Maximum difference of the angle of the two imaginary lines which go through the centre point of the coolant holes which are on the pitch circle
Torsion
For rods with three helical coolant holes the section surface is divided into three circle sec-tors which go through the centre point of the coolant holes The pitch error is the difference of the angles between the circle sectors
Pitch error
INFORMATION SPECIFICATIONS ndash SPECIFICATION FEATURES
ROUND TOOL MATERIALS ndash P-LINE94
RR RGM RGI
[mm] h6 [mm] h5 [mm]10 ndash 30 +0-0006 +0-000431 ndash 60 +0-0008 +0-000561 ndash 100 +0-0009 +0-0006101 ndash 180 +0-0011 +0-0008181ndash 300 +0-0013 +0-0009301 ndash 400 +0-0016 +0-0011
[mm] [mm]08 ndash 21 +0+01522 ndash 47 +0+02048 ndash 67 +0+02568 ndash 152 +0+030153 ndash 202 +0+045203 ndash 242 +0+055243 ndash 362 +0+065363 ndash 462 +0+070
Tolerance
Outside diameter
Outside diameter ToleranceOutside diameter
as sintered ground
[mm] [mm]10 ndash 29 12030 ndash 59 01560 ndash 79 012 80 ndash 99 010
100 ndash 119 008 120 ndash 199 005 200 ndash 400 lt 005
[mm] [mm]08 ndash 32 12
325 ndash 462 05
Outside diameter
Straightness
max deflection max deflectionOutside diameter
as sintered ground
1
1000
1
1000
[mm] [mm]08 ndash 57 005 58 ndash 77 008
78 ndash 127 010128 ndash 302 013 303 ndash 462 016
[mm] h6 [mm] h5 [mm]10 ndash 30 0003 000331 ndash 60 0004 0003
61 ndash 100 0005 0003101 ndash 300 0006 0004301 ndash 400 0008 0005
Roundnessas sintered ground
ToleranceOutside diameter ToleranceOutside diameter
as sintered as sinteredground 005
Tolerance
LengthSurface finish
Executions [mm]+0+10Ra max
[μm]Ramax
Solid carbide rods
INFORMATION SPECIFICATIONS ndash SOLID CARBIDE RODS
95ROUND TOOL MATERIALS ndash P-LINE
RGMC RGMCW RGMCD RGMCY RGIC
[mm] h6 [mm] h5 [mm]10 ndash 30 +0-0006 +0-000431 ndash 60 +0-0008 +0-000561 ndash 100 +0-0009 +0-0006101 ndash 180 +0-0011 +0-0008181 ndash 300 +0-0013 +0-0009301 ndash 400 +0-0016 +0-0011
Tolerance
Outside diameter
Outside diameter
[mm]RGMC +1 RGIC +15
Total length tolerance
Length
Type
Surface finish
Ramax [microm]005Ra max
[mm] h6 [mm] h5 [mm]10 ndash 30 +0+0003 +0+000231 ndash 60 +0+0003 +0+0002
61 ndash 100 +0+0003 +0+0002101 ndash 250 +0+0004 +0+0002
Outside diameter
Roundness
Tolerance
[mm] 30 40 50 60 70 80 90 110 14030 5 5 6 7 - - - - -
40 ndash 50 5 5 6 6 7 - - - -60 4 5 5 6 6 7 8 - -
80 ndash 100 4 4 4 5 5 5 6 7 -120 ndash 140 3 4 4 4 4 5 5 6 -160 ndash 200 3 4 4 4 4 4 5 5 6
250 3 4 4 4 4 4 5 5 6
max concentricity [microm] starting length [mm]
Run-out RGMC
Outside diameter
1
1000
[inch] 1500 ndash 2500 2501 ndash 3500 3501 ndash 800018 ndash 316 5 76 ndash
14 ndash 1 5 76 10
maximum concentricity [microm] starting length [inch]
Run-out RGIC
Outside diameter
1
1000
End mill blanks
INFORMATION SPECIFICATIONS ndash END MILL BLANKS
ROUND TOOL MATERIALS ndash P-LINE96
GB2 G2 SO
[mm] [mm]16 ndash 63 +-02067 ndash 80 +-02590 ndash 100 +-030
TolerancePitch circle diameter
Pitch circle diameter of DIN drill blanks
[mm] [mm]029 +-003
030 ndash 105 +-005106 ndash 20 +-008
TolerancePitch circle diameter
Pitch circle diameter for micro-drill blanks
[deg] [deg]+-1 3 +-033
Total tolerance class Number of
classes
Tolerance class
Helix angle for DIN drill blanks
[deg] [deg]+-075 6 +-0125
Total tolerance class Number of
classes
Tolerance class
Helix angle for micro-drill blanks
[mm] 63ndash6
6
67ndash8
1
82ndash1
14
115ndash
133
134ndash
162
163ndash
310
60 10 15 30 40 ndash ndash80 ndash 15 20 40 40 ndash
100 ndash ndash 20 30 40 50120 ndash ndash 20 30 30 50140 ndash ndash 20 30 30 50160 ndash ndash ndash 20 30 50180 ndash ndash ndash 20 30 50200 ndash ndash ndash 20 30 50
Outside diameter
Straightness of DIN drill blanksDeflection [microm] with length [mm]
1
1000
[mm] 55ndash6
5
66ndash8
5
86ndash1
05
106ndash
180
30 5 8 20 2040 ndash 8 15 20
Outside diameter
Run-out of micro-drill blanksDeflection [microm] with length [mm]
1
1000
[mm] [mm]16 ndash 34 010
48 01563 ndash 67 018
80 ndash 100 020
max excentricity
Excentricity of DIN drill blanks
Pitch circle diameter[mm] [mm]029 0025
030 ndash 059 003506 ndash 15 0040
151 ndash 200 0050
max excentricity
Excentricity of micro-drill blanks
Pitch circle diameter
Drill blanks
INFORMATION SPECIFICATIONS ndash DRILL BLANKS
97ROUND TOOL MATERIALS ndash P-LINE
[mm] h5 [mm]30 +0-0004
31 ndash 60 +0-000561 ndash 100 +0-0006101 ndash 180 +0-0008181 ndash 300 +0-0009
Tolerance
Outside diameter
Outside diameter
+0+1Tolerance
Length
[mm] [mm]005 +-0010
006 ndash 020 +-0015021 ndash 045 +-003005 ndash 13 +-0050
131 ndash 250 +-0075
Hole diameter
ToleranceHole diameter
Surface finishProduct Ramax [microm]
DIN drill blanks Ground mat 005 - 01Micro-drill blanks 005
Ra max
[mm] [mm]30 ndash 60 000280 ndash 100 0003
120 ndash 180 0004200 0005
Tolerance
Roundness
Outside diameter
[mm] [mm] [mm]6 15 +-01 030 +-0058 15 +-01 040 +-005
10 20 +-01 050 +-01012 20 +-01 060 +-01014 25 +-01 080 +-01016 25 +-01 110 +-01018 30 +-01 130 +-01020 30 +-01 160 +-010
Cross groove profile for DIN drill blanks
Outside diameter
Cross groove width
Cross groove depth
INFORMATION SPECIFICATIONS ndash DRILL BLANKS
ROUND TOOL MATERIALS ndash P-LINE98
R2 R3 R4 G2 G3
[mm] [mm] [mm]33 ndash 43 +010+020 +020+06044 ndash 83 +010+030 +020+07084 ndash 103 +010+035 +020+075104 ndash 123 +010+040 +025+080124 ndash 143 +010+040 +030+080144 ndash 163 +010+045 +035+095164 ndash 183 +010+050 +040+100184 ndash 203 +010+055 +040+105204 ndash 223 +010+060 +045+110224 ndash 353 +010+060 +050+110
Tolerance core diameter
Tolerance outside
diameterOutside diameter
Outside diameteras sintered ground
[mm] [mm]60 +0-0008
61 ndash 100 +0-0009101 ndash 180 +0-0011181 ndash 300 +0-0013301 ndash 320 +0-0016
ToleranceOutside diameter
[mm] [mm]33 +-010
34 ndash 43 +-01544 ndash 123 +-020124 ndash 183 +-025184 ndash 353 +-030
ToleranceOutside diameter
Pitch circle diameteras sintered ground
[mm] [mm]60 ndash 120 +-020121 ndash 180 +-025181 ndash 320 +-030
ToleranceOutside diameter
[mm] [mm]250 ndash 280 040
gt 280 050
max deflection
Straightness
Length
1
1000
as sintered ground
1
1000
[mm] [mm]60 ndash 79 01280 ndash 99 010
100 ndash 119 008120 ndash 199 005200 ndash 320 lt 005
max deflectionOutside diameter
Product group [deg] Number of classes [deg]Standard +-1 3 +-0333
Oslash 33 ndash 43 +-075 6 +-0125extra-long 3 holes +-075 6 +-0125
Total tolerance class Tolerance class
Helix angle
Rods with helical coolant holes
INFORMATION SPECIFICATIONS ndash RODS WITH HELICAL COOLANT HOLES
99ROUND TOOL MATERIALS ndash P-LINE
[mm]+0+10
Total length tolerance
Length
Executions Ra max [microm]as sintered as sintered
ground 005
Surface finish
Ra max
[deg]+-30
max pitch error with R3
Pitch error
[mm] [mm]33 004
34 ndash 43 00544 ndash 83 010
84 ndash 103 015104 ndash 143 018144 ndash 353 020
Tolerance
Excentricity
Outside diameter
[mm] [mm]60 0004
61 ndash 100 0005101 ndash 300 0006301 ndash 320 0008
Tolerance
Roundness
Outside diameter
[deg]20
max torsion with R4
Torsionas sintered
[mm] [mm] [mm]33 ndash 43 leemsp100 +-003033 ndash 43 geemsp101 +-005044 ndash 353 040 ndash 130 +-005044 ndash 353 131 ndash 250 +-007544 ndash 353 251 ndash 500 +-0100
Hole diameter
Hole diameter
ToleranceOutside diameter
INFORMATION SPECIFICATIONS ndash RODS WITH HELICAL COOLANT HOLES
ROUND TOOL MATERIALS ndash P-LINE100
00R1 00R2 00G1 00G2
[mm] [mm]33 +0+020
34 ndash 50 +0+03051 ndash 65 +0+03566 ndash 152 +0+040153 ndash 207 +0+055208 ndash 222 +0+065223 ndash 343 +0+075
Tolerance
Outside diameter
Outside diameter
as sintered ground
[mm] [mm]40 ndash 60 +0-000861 ndash 100 +0-0009101 ndash 180 +0-0011181 ndash 300 +0-0013301 ndash 320 +0-0016
ToleranceOutside diameter
[mm]050
max deflection
Straightness
1
1000
as sintered ground
1
1000
[mm] [mm]40 ndash 59 01560 ndash 79 01280 ndash 99 010
100 ndash 119 008120 ndash 199 005200 ndash 320 lt 005
max deflectionOutside diameter
[mm] [mm]33 ndash 57 00562 ndash 77 008
82 ndash 127 010132 ndash 302 013303 ndash 343 016
Tolerance
Roundness
Outside diameter
as sintered
[mm] [mm] 40 ndash 60 0004 61 ndash 100 0005 101 ndash 300 0006 301 ndash 320 0008
ToleranceOutside diameter
ground
[mm]+0+10
Total length tolerance
Length
Rods with straight coolant holes
INFORMATION SPECIFICATIONS ndash RODS WITH STRAIGHT COOLANT HOLES
101ROUND TOOL MATERIALS ndash P-LINE
[mm] [mm]
central coolant hole
010 ndash 050 +005051 ndash 130 +010131 ndash 250 +015251 ndash 500 +020
two coolant holes
010 ndash 050 +-0025051 ndash 130 +-0050131 ndash 250 +-0075251 ndash 500 +-0100
Hole diameter
ToleranceHole diameterProduct group
[mm] [mm]33 ndash 39 +-00540 ndash 59 +-01060 ndash 149 +-020
150 ndash 209 +-025210 ndash 343 +-030
ToleranceOutside diameter
Pitch circle diameter
Executions Ra max [microm]as sintered as sintered
ground 005
Surface finish
Ra max
[mm] [mm] 33 ndash 39 0025 40 ndash 59 0050 60 ndash 79 0100 80 ndash 109 0120 110 ndash 249 0150 250 ndash 343 0200
Tolerance
Excentricity
Outside diameter[mm] [mm]
33 ndash 39 0025 40 ndash 59 0050 60 ndash 79 0100 80 ndash 109 0120 110 ndash 249 0150 250 ndash 343 0200
ToleranceOutside diameter
INFORMATION SPECIFICATIONS ndash RODS WITH STRAIGHT COOLANT HOLES
ROUND TOOL MATERIALS ndash P-LINE102
FR SR
[mm] [mm] 23 ndash 43 +0+020 44 ndash 63 +0+025 64 ndash 103 +0+030
104 ndash 143 +0+035 144 ndash 163 +0+040 164 ndash 203 +0+050
Width height
Width height
Tolerance
[mm]
max 04
Levelness
Levelness
[mm]+0+10
Total length tolerance
Length
Flat and square strips
INFORMATION SPECIFICATIONS ndash FLAT AND SQUARE STRIPS
103ROUND TOOL MATERIALS ndash P-LINE
z
F
x
22deg
y
x
d2d 1
HV = 0102 times 2 times F times sind2 asymp 01891 F
d2
136deg2
100
80
60
40
20
00 5 10 15 20 25
120
Wea
r res
ista
nce
[1c
m3 ]
Submicron gradesFine medium grades
Coarse grades
Cobalt content []
Figure 1 test assembly for the determination of wear resistance according to ASTM B611-85
Figure 3 Vickers hardness test according to ISO 3878
Formula 1 calculation of the Vickers hardness (ISO 3878)
Figure 2 wear resistance in relation to the cobalt content and grain size
Mechanical properties of carbideWear resistanceThe most important property of carbide is wear resistance This property - or to be precise this combination of prop-erties - refers to the surface of the component When two surfaces rub against each other material is removed from both of them Under low stress the material removed consists of single grains or particles This phenomenon is called lsquoscor-ingrsquo In cases of high stress the material removed consists of grain clusters and is called lsquoabrasionrsquo The concept of wear is very complex and depends on many variables Wear resist-ance is mainly tested using the ASTM B611-85 method In this method a carbide piece is pressed onto a rotating steel disk using a lever The rotating steel disk is the carrier for the abrasive material which together with the material that is subject to analysis is transported from a tank below the con-tainer directly to the contact zone (see figure 1) The abrasive material consists of water and aluminium oxide (corundum)Wear resistance is determined by measuring the volume of material removed from the carbide piece while the revolution numberemsptestemsptimeemspandemsptheemspforceemspappliedemspatemsp90degemsponemsptheemspsteelemspdisk are held at consistent levels A gravimetric evaluation is carried out with the volume removal indicated in mm3 As shown in figure 2 wear resistance increases the finer the grain and the lower the cobalt content
HardnessHardness is a materialrsquos mechanical resistance to another harder material which penetrates it The hardness is normally determined based on the Vickers hardness test according to ISOemsp3878emsp Inemspthisemsp testemspaemsp136degemsppyramidalemspdiamondemspindenteremspis pressed onto a work piece with a determined test force The size of the indent is determined optically by measur-ing the two diagonals of the square indent produced by the applied force (F) The impression surface is calculated with formula 1 (see fig 3) When introducing this test method the obsolete unit lsquokilopondrsquo was used for the test force Therefore in the formula the factor 0102 is used for conversion The standardised indication of the Vickers hardness for example is as follows
620 HV 30
Parameters- 620 = hardness- HV = test procedure- 30 = test force in kilopond
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE104
1500
1300
1100
900
700
5000 5 10 15 20 25
1700
1900
2100
30
2300
2500HV
30
100
80
60
40
20
0750 1000
120
1250 1500 1750 2000
Cobalt content []
Ultrafine gradesSubmicron grades
Fine medium gradesCoarse grades
Wea
r res
ista
nce
[1c
m3 ]
Vickers hardness
Submicron gradesFine medium grades
Coarse grades
Figure 4 hardness in relation to the cobalt content and grain size
Figure 5 wear resistance in function of hardness with different grain sizes
Another method for determining hardness is the Rockwell procedure (ISO 3738) It is similar to the Vickers procedure but uses a diamond brale indenter Here the depth of pen-etration is used as the degree of hardness There is no the-oretical basis for a conversion between the two procedures In order to create a comparison a determinate test must be carried out Like wear resistance hardness also increases with a smaller grain size and lower cobalt content (see figure 4) As wear resistance and hardness show similar behaviour with regard to cobalt content and grain size hardness is often used as a reference for wear resistance Furthermore the Vickers procedure is easier and quicker than ASTM B611-85 Nevertheless the relation of hardness and wear resistance is exponential and also depends on the grain size (see figure 5)
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
105ROUND TOOL MATERIALS ndash P-LINE
KIC = 015 32
HV30sum Lradic MN
m
0 5 10 15 20 25 30
K IC
[MN
m3
2 ]
L2
L3
L4
L1
Cobalt content []
Ultrafine gradesSubmicron grades
Fine medium gradesCoarse grain grades
Formula 2 calculation of the critical tension intensity factor KIC
Figure 7 fracture toughness in relation to the grain size and the cobalt content
ToughnessWhen a material is exposed to external static or dynamic stress this leads to mechanical tensions In many cases particularly with impact loads both the strength and ductil-ity of the material have to be taken into account These two properties represent the basis for the concept of toughness which is defined as the capacity to resist fracture or crack progagation Fracture in this context means the complete separation of the material into at least two parts There are numerous possibilities to define or determine toughness transverse rupture strength or fracture toughness In the defi-nition above the integrated product of force and deformation until fracture occurs is used as the toughness value In the case of carbide the Palmqvist method is frequently applied to determine the toughness as a critical tension intensity factor KIC For this purpose the crack length of a Vickers hardness indent is used to deduce the fracture toughness (see figure 6) This is then converted into the tension intensity factor using formula 2 As can be seen in figure 7 tough-ness increases with the metal binder content and growing grain size Compared to other metal materials carbide can be found in the lower part of the toughness range about the same as hardened steel
Figure 6 Palmqvist method for the determination of fracture toughness
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE106
By definition carbide is to be considered a brittle material as there is basically no plastic deformation prior to fracture This is confirmed by examination of surfaces where breakage occurred Various carbides however show very big differ-ences in terms of toughness which can be best explained by taking a look at the microstructure Cracks inside the carbide grains may occur just like intergranular fractures and shear fractures in the binder metal Generally the number of grain cracks rises with increasing grain size and the number of shear fractures when raising the binder content In terms of fracture energy the main contribution to toughness comes from the length of the rupture in the metal binder (see figures 8 and 9)
Figure 8 crack propagation in large grain sizes larger crack propa-gation requires higher fracture energy - higher toughness
Figure 9 crack propagation in small grain sizes direct shorter crack propagation - requires lower fracture energy - lower toughness
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
107ROUND TOOL MATERIALS ndash P-LINE
4000
3500
3000
2500
2000
15000 5 10 15 20 25
4500
30
Tran
sver
se ru
ptur
e st
reng
th [M
Pa]
Cobalt content []
Ultrafine gradesSubmicron grades
Fine medium gradesCoarse grades
Figure 10 illustration of a transverse rupture strength test
Figure 11 transverse rupture strength in relation to the grain size and the cobalt content
Mechanical strengthEvery material has defects such as inclusions and micro-cracks For brittle materials such as hardened steels or car-bide the mechanical strength is limited by the number and size of these defects In this context the mechanical strength depends on the volume as with a growing material volume the probability of a large defect rises Depending on the type of stress various types of strength are distinguished
Transverse rupture strengthTesting the transverse rupture strength is the easiest and most common procedure of analysing the mechanical strength of carbide According to the standardised ISO 3327 procedure a test material of a certain length is placed on a surface and put under stress in the middle until it breaks (see figure 10) The transverse rupture strength (TRS) is then the average value of several tests The maximum value is achieved with a cobalt content of around 14 weight- and grain sizes of around 02 ndash 05micromThe very low plastic deformation is normally not taken into account as it occurs only in the toughest carbides Transverse rupture strength decreases with increasing temperatureFurthermore the carbides show creep values when they are subjected to stress or to high temperatures for a long time The transverse rupture strength is decisively influenced by the number and size of defects in the structure or on the surface Fractures always occur at the weakest point of the structure which is also where the largest defect is A high number of defects therefore increases the probability that one of these defects causes a premature fracture on the point with the highest stress As the quality demands in the field of carbide manufacturing are high impurities or defects can be minimised and thus the risk of breakage reduced
Tensile strengthWhen testing the tensile strength of brittle materials it is dif-ficult to measure exact results A precise result depends on both the perfect preparation of the test materials as well as on the additional stress present on the mounting fixtures Applying the Weibull theory however the tensile strength can be deducted from the values of the transverse rupture strength
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE108
7000
6000
5000
4000
3000
20000 5 10 15 20 25
8000
9000
10000Co
mpr
essi
ve s
treng
th [N
mm
2 ]
Submicron gradesFine medium grades
Coarse grades
Cobalt content []
Extra-coarse grades
Figure 12 compressive strength in relation to the grain size and the cobalt content
Compressive strengthOne of the most remarkable properties of carbide is the extremely high compressive strength under uniaxial stress This valuable property is used in virtually all application fields (cutting edges with high compressive strength in all machin-ing processes pressing and drawing dies rolls anvils and dies for the production of synthetic diamonds etc) The ten-sion of this kind of stress doesnrsquot actually cause fracture due to pressure but due to tension a shear fracture A suitable procedure for determining compressive strength can be found in ISO 4506 To achieve precise values for carbide the test piecersquos geometry must be changed so that the effects of the edges and contact which occur in a simple cylindrical test piece are eliminated Elastic deformation is produced under initial load however before fracture a degree of plastic defor-mation results Figure 12 shows the compressive strength of various grain sizes in relation to the cobalt contentThe compressive strength increases when the metal binder content decreases and the grain size is reduced A small grain carbide grade with a low metal binder content typi-cally has a compressive strength of almost 7000 Nmm2 The compressive strength decreases when the tempera-ture increases The degree of plastic deformation increases notably with the temperature so that the results are variable when temperatures are high
Shear strengthThe implementation of pure shear tests is very difficult However numerous things speak for the fact that the shear strength is somewhat higher than the compressive strength
Fatigue strengthThe fatigue strength of carbide is above 2 million pulsating compressive loads at around 65 to 85 of the static compres-sive strength The compressive fatigue strength increases with a decreasing cobalt content and with decreasing grain size
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
109ROUND TOOL MATERIALS ndash P-LINE
650
600
550
500
450
4000 5 10 15 20 25
700
1300 22002000 4600
0
100
80
60
40
20
Mod
ulus
of e
last
icity
[kN
mm
2 ]
Cobalt content []
Hardness [HV30]
Property from to
Transverse rupture strength [MPa]Fracture toughness [MPa y middot m12]
Hardness
Fracture toughness
CTU08L ultrafine grade 42 Co
Transverse rupture strength
CTS20D submicron grade 100 CoCTF25E finemedium grain grade 125 Co
Figure 15 tension fields of three CERATIZIT grades 0 - lowest value of all grades 100 - highest value of all grades
Figure 14 properties of CERATIZIT round rods and preforms
Figure 13 modulus of elasticity of WC-Co carbides
Modulus of elasticity shear modulus Poissonrsquos ratioThe modulus of elasticity indicates the resistance of a mate-rial against elastic deformation and is higher the more rigid a material is In the case of carbide the modulus of elasticity is 2 to 3 times higher than in steel and increases linearly with decreasing metal binder content See fig 13 additives ofemspγ-phaseemspreduceemsptheemspmodulusemspofemspelasticityemspAnemspexactemspdeter-mination of the modulus of elasticity based on the tension-ex-pansion diagram is difficult Therefore for reliable results res-onance measurements of transverse and longitudinal waves are carried out according to ISO 3312 The shear module is determined in the same way with the help of torsional vibra-tion By determining the modulus of elasticity and the shear module the Poissonrsquos ratio can be calculated
Influence of the grain size and the cobalt content on the most important propertiesThe most important mechanical properties of the carbide such as hardness transverse rupture strength and fracture toughness are determined by the grain size of the tungsten carbide and cobalt content Figure 14 shows the properties of CERATIZIT round rods and preforms Sporadically it can be sustained that through smaller grain sizes higher hard-ness and transverse rupture strength can be achieved At the same time however fracture toughness decreases By increasing the cobalt content hardness is reduced while the transverse rupture strength and fracture toughness are raised Based on this fact a compromise between hardness and fracture toughness can be made Figure 15 shows three different CERATIZIT grades and their hardness fracture toughness and transverse rupture strength 0 is the lowest value and 100 the highest value of all CERATIZIT grades
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE110
65
60
55
50
45
400 5 10 15 20 25
7
75
8
100
80
60
40
20
00 100
120
200 300 400 500 600 700 800
Ther
mal
exp
ansi
on c
oeffi
cien
t [10
-6 deg
C]
20degCemspndashemsp800degC
Cobalt content []
20degCemspndashemsp40degC
Ther
mal
con
duct
ivity
[Wm
n deg
C]
Temperature [degC]
Submicron gradesFine medium grades
Coarse gradesLow y-phase content
High y-phase content
Figure 17 thermal conductivity in relation to the temperature of various micro-structures and grain sizes
Figure 16 thermal expansion in function of the cobalt content for two temperature intervals
Physical properties of carbide DensityThe density of carbide is determined according to ISO 3369 and varies strongly depending on the composition of the car-bide grade Grades with a very high WC content have the highest density Grades with a high titanium carbide content and a high binder content have the lowest density Typically it can however be assumed that the density is around 50 to 100 higher than that of steel
Thermal expansionAs tungsten carbide has a very low thermal expansion coef-ficient the values for carbide compared to steel are very low For carbide grades which contain titanium carbide the values are somewhat higher than for the pure WC-Co carbides Fig-ure 16 shows the thermal expansion in relation to the cobalt content
Thermal conductivityThe thermal conductivity is of great significance for carbide applications as it determines the temperature in the wear areas and has a large influence on the carbidersquos thermal fatigue resistance and resistance to thermal fluctuations The thermal conductivity of WC-Co carbide is around twice that of unalloyed steels It is only slightly influenced by the cobaltemspcontentemspandemsptheemspgrainemspsizeemspwhileemspγ-phasesemsp likeemsp tita-nium carbide or tantalum carbide have an impact Titanium carbide strongly reduces the thermal conductivity Therefore foremspmillingemspgradesemsptantalumemspcarbideemspisemspmostlyemspusedemspasemspγ-phaseemsp(see figure 17)
Specific thermal capacityThe specific thermal capacity is the quantity of heat which is necessaryemsptoemspheatemspupemsp1emspkgemspofemspaemspmaterialemspbyemsp1degCemspInemspapplica-tion technology it is equally important as thermal conductivity because during the machining processes the heat has to be taken away from the cutting edge Through a high thermal capacity the surrounding area is less hot as it can absorb more energy
Specific electric resistanceWC-Co carbides have a low specific resistance of around 20microΩemspcmemspandemspasemspsuchemspareemspgoodemspconductorsemspofemspelectricityemspCarbidesemspwithemspγ-phasesemsphaveemspaemsphigheremspspecificemspresistance
INFORMATION TECHNICAL INFORMATION ndash PHYSICAL PROPERTIES
111ROUND TOOL MATERIALS ndash P-LINE
B
BR
-HC
HS
H
Figure 18 hysteresis curve of a ferromagnetic material
Magnetic saturation amp coercive field strengthCarbides with cobalt as a metal binder are ferromagnetic If a ferromagnetic material is exposed to a magnetic field strength H the magnetic flux density B in this material increases (fig-ure 18 blue line) The flux density decreases when the field strength rises until maximum saturation is achieved This maximum flux density is defined as magnetic saturation (4πσ)emspWhenemsptheemspexternalemspfieldemspstrengthemspisemspremovedemsptheemspfluxemspdensity in the material is reduced along the upper green line to a certain residual magnetism (BR) the so called lsquorema-nencersquo The higher the remanence is the better a material can be magnetised and the remanence can only be elimi-nated when the material is subjected to an inverse field The inverse field strength HC which is necessary to reduce the magnetic flux density to zero or to lsquode-magnetisersquo the mate-rial is defined as coercive field strength
The finer the magnetic field lines of the metal binder phase in the carbide the higher the coercive field strength This means that the coercive field strength provides information about the state of the metal binder phase The metal binder phase becomes finer with smaller tungsten carbide grains and lower binder content As described in the section on lsquoMechanical properties of carbidersquo the smaller the grains and the lower the metal binder content the higher the hardness of the structure In this way an accordant correlation between coercive field strength and hardness can be seen In practi-cal applications this represents a non-destructive measuring method for the hardnessThe magnetic saturation of carbide also depends on the con-tent and the state of the cobalt binder When one of these parameters is known information can be given about the other parameters In this context the carbon content of the carbide has a decisive influence on the magnetic state of the cobalt The magnetic saturation provides information about the carburisation of the carbide This measuring method rep-resents an important tool for checking the production quality
PermeabilityMagnetic permeability means the penetrability of materials for magnetic fields Although carbide is ferromagnetic the magnetic permeability values are low They increase equally along with the magnetic saturation and with the cobalt con-tent and amount to around 5 Hm with 20 vol Compared to this vacuum has a magnetic permeability of 1 Hm and iron between 300 and 10000 Hm
INFORMATION TECHNICAL INFORMATION ndash PHYSICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE112
Acetone
Chemical compounds Resistance
EthanolSodium hydroxide
All acidsTap waterPetroleum
high resistancehigh resistancehigh resistancelow resistancehigh resistancehigh resistance
Figure 19 some chemical compounds and the corresponding resistance of carbide
Corrosion resistanceAccording to DIN EN ISO 8044 corrosion is a reaction of a metal material with its environment which causes a measur-able modification of the material and may lead to a reduced performance of the metal element or the entire system In most cases the reaction is electrochemical in nature or in some cases chemical or metallurgical in nature In carbides corrosion causes a reduction of the surface of the binder phase thus on the surface there remains only a carbide lsquoskeletonrsquo The bond between carbide grains next to each other is very weak so the rate of destruction increases cor-respondingly When the metal binder content is low the car-bide lsquoskeletonrsquo is more pronounced Consequently this type of carbide grade shows higher wear resistance and corrosion resistance than carbides with a higher metal binder content In practical applications however this is not sufficient to sig-nificantly increase the service life Due to their limited corro-sion resistance pure WC-Co carbides are often not suitable for application fields with difficult corrosion conditions Typi-cally it can be assumed that WC-Co carbides down to pH 7 are corrosion-resistant
INFORMATION TECHNICAL INFORMATION ndash CORROSION RESISTANCE
113ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE114
We
rese
rve
the
right
to m
ake
tech
nica
l cha
nges
for i
mpr
ovem
ent o
f the
pro
duct
M
A-PR
O-0
147-
EN-0
220
7003
581
Worldwide CERATIZIT Austria GmbHAT-6600 Reutte T +43 5672 200-0 E infoaustriaceratizitcom
Brazil CERATIZIT Ameacuterica Latina Ltda BR-13069-310 Campinas Satildeo Paulo T +55 11 4133 2300 E infoamericalatinaceratizitcom China CB-CERATIZIT Xiamen Co Ltd 69 Xingxi Road Xinglin Jimei CN-361022 Xiamen (Jimei) China T +86 592 666 1000
Great BritainCERATIZIT UK amp Ireland LtdUK-Sheffield S9 1XUToll Free 0800 048 4877 4878T +44 1925 261 161E infoukceratizitcom
India CERATIZIT India Pvt Ltd IN-Bengaluru 560099 T +91 80 4043 1262 E ctindiainfoceratizitcom
Italy CERATIZIT Como SpA IT-22040 Alserio (CO) T +39 031 6349 211 E infocomoceratizitcom
Japan CERATIZIT Japan CoLtd JP-421ndash0115 Shizuoka T +81-54-268-1060 E infojapanceratizit-jcojp
Spain Portugal CERATIZIT Ibeacuterica Herramientas de Precisioacuten SL ES-28660 Madrid T +34 91 351 0609 E infoibericaceratizitcom
Headquarters
CERATIZIT SALU-8232 MamerT +352 31 20 85-1E infoceratizitcom
wwwceratizitcom

ROUND TOOL MATERIALS ndash P-LINE8
Highly developed logistics processes guarantee quick and reliable delivery
9ROUND TOOL MATERIALS ndash P-LINE
Live product availability check
Detailed up-to-date technical information and graphic illustrations
Fast delivery orders up to 630 pm will leave our warehouse in Kempten Germany on the same day
Reliable delivery we work only with the best and most reliable service providers in the sector
e-techstorecomAvailable 247 for you
A majority of our standard products are available from stock A well-organised warehouse means that we can respond quickly and reliably to your order even for bulk quantities Thanks to our advanced supply chain management our pro-duction capacity is flexible and able to produce a maximum
of quantities even in a short time frame You can order stock products online around the clock at our E-Techstore
Your benefits
Supreme availability
INTRODUCTION SUPREME AVAILABILITY
ROUND TOOL MATERIALS ndash P-LINE10
Powder preparation and mixing
Forming pressing Sintering
Grinding Dispatch Recycling
Cemented carbide is a powder metallurgical composite con-sisting of one or more hard material phases (eg tungsten carbide) and a binding material (eg cobalt) It is an extremely hard material characterised by high wear resistance and thermal stability It is used in various fields that require tools or components to be particularly wear-resistant
We manage the entire process chain
Cemented carbide
INTRODUCTION CEMENTED CARBIDE
11ROUND TOOL MATERIALS ndash P-LINE
Cemented carbide ndash a composite material with valuable propertiesCemented carbides are composite materials consisting of a hard material and a comparatively soft binder metal like cobalt (Co) The performance characteristics of cemented carbide are determined by hardness transverse rupture strength and fracture toughness With regard to their appli-cation important parameters for the optimisation of these characteristics are the cobalt content and the grain size of the metal binder phase The tungsten carbide grains have an averageemspsizeemspofemsplessemspthanemsp02μmemspupemsptoemspseveralemspmicrometresemsp(μm)emspTheemspcobaltemspfillsemsptheemspgapsemspbetweenemsptheemspcarbideemspgrainsemsp
When extremely high toughness is required the cobalt con-tent can amount to as much as 30 whereas for maximum wear resistance the cobalt content is reduced and the grain sizeemspdecreasedemsptoemsptheemspnanocrystallineemsprangeemspofemspltemsp02μmCERATIZIT produces far more than 100 different cemented carbide grades particularly for wear parts and cutting tools thus offering a customised solution for every application
INTRODUCTION CEMENTED CARBIDE
ROUND TOOL MATERIALS ndash P-LINE12
Tungsten carbide production
Powder preparation
Carbide production at CERATIZIT started in 1929 Last but not least thanks to long-standing experience CERATIZIT handles the entire process chain from the raw material to the dispatch-ing of the finished products to customers The production process of powder-metallurgical products basically includes the four steps of powder preparation shaping sintering and finishing
The APT (ammonium para-tungstate) is calcined into tungsten oxide under high temperature Subsequently the oxide is reduced to tungsten metal in a hydrogen atmosphere The metal powder is then mixed with carbon and carburised under inert atmosphere at high temperatures The production param-eters are decisive for the WC grain size in the sintered carbide
The tungsten carbide is intensely mixed with the binder metal cobalt nickel or iron various grain growth inhibitors and special alloys as well as materials which promote compaction by wet grinding so that a homogeneous suspension is created Afterwards the suspension is dried in a spray tower to pro-duce a granulate with good flow characteristics This granulate represents the basis for all forming processes
Carbide production
Tungsten
Blue tungsten oxide
Yellow tungsten oxide
Tungsten carbide
APT (ammonium para-tungstate)
INTRODUCTION CEMENTED CARBIDE
13ROUND TOOL MATERIALS ndash P-LINE
The objective of the forming process is to obtain a near net shape sample Pressing is normally carried out at room tem-perature with pressures reaching up to several tons per square centimetre There are several ways of pressing blanks
During isostatic cold pressing the powder is filled into an elastic flexible hose and pressed into a compacted form through high liquid pressure The powder blocks which are produced in this way can then be processed mechanically All common machining methods like milling cutting drilling or turning may be used
In uniaxial pressing the pressing tool con-sists of a die and an upper and a lower punch The carbide powder is filled into the die and then compacted to create the near net shape geometry of the green compact which is ejected from the pressing die
Extrusion pressing is mainly used to pro-duce rectangular bars or cylindrical rods with or without axial hole(s) A plastifier is added to the powder The resulting paste is pressed through an extrusion nozzle Before sintering the plastifier must be evaporated in special drying furnaces
Metal Injection Moulding (MIM) is a process used to produce more complex forms which cannot be produced by direct pressing The paste preparation is similar to the extrusion process
Pressing ndash shaping ndash machining
INTRODUCTION CEMENTED CARBIDE
ROUND TOOL MATERIALS ndash P-LINE14
Sintering
The sintering process converts the blank into a homogeneous and dense cemented carbide with a high level of hardness The material is sintered at temperatures betweenemsp1300emspandemsp1500degCemsp(liquidemspphaseemspsintering) and sometimes also at high pres-sure (up to 100 bar) The volume is reduced by up to 50 during this process
INTRODUCTION CEMENTED CARBIDE
15ROUND TOOL MATERIALS ndash P-LINE
Finishing ndash grinding
In order to achieve the final requirements of surface finish tolerances etc carbide parts can undergo a series of finishing pro-cesses such as grinding spark erosion and coating
The most important grinding procedures for carbide rods are centreless grinding and cylindrical grinding When producing tool blanks minimum diameter tolerances and optimal surface quality represent an excel-lent quality characteristic
INTRODUCTION CEMENTED CARBIDE
ROUND TOOL MATERIALS ndash P-LINE16
KIC (Shetty)
[m ] [gcm3] [HV30] [HRA] [MPa] [psi] [MPam12]
CTU08L K10 C-2 42 1505 2200 952 3700 536600 84
TSF22 K10 ndash K20 C-2 82 1455 1930 937 4400 638800 92
TSF44 K10 ndash K20 C-2 120 1410 1730 927 4600 667000 98
KIC (Shetty)
[m ] [gcm3] [HV30] [HRA] [MPa] [psi] [MPam12]
CTS12D K05 ndash K10 C-3 60 1480 1820 931 3600 522100 93
CTS15D K10 ndash K30 C-3 75 1470 1750 928 3700 536000 95
CTS18D K20 ndash K40 C-2 90 1455 1590 919 3650 529400 107
CTS20D K20 ndash K40 C-2 100 1438 1600 919 4000 580100 104
CTS24Z K20 ndash K40 C-2 120 1410 1570 917 4000 580100 113
CTS30D K30 ndash K40 C-2 150 1384 1400 904 4300 623700 132
KIC (Shetty)
[m ] [gcm3] [HV30] [HRA] [MPa] [psi] [MPam12]
CTF12E K15 C-2 60 1495 1620 921 3000 435100 99
CTF25E K30 ndash K40 C-2 125 1415 1300 895 3500 507600 150
Ultrafine grades
Grade ISO code US codeBinder Density Hardness
Transverse rupture strength
Submicron grades
Grade ISO code US codeBinder Density Hardness
Transverse rupture strength
Fine grades
Grade ISO code US codeBinder Density Hardness
Transverse rupture strength
Grades composition and properties
INTRODUCTION GRADES COMPOSITION AND PROPERTIES
17ROUND TOOL MATERIALS ndash P-LINE
KIC (Shetty)
[m ] [gcm3] [HV30] [HRA] [MPa] [psi] [MPam12]
CTF28T K05 ndash K10 C-2 141 640 1580 918 2000 290100 85
lt 02 N02 ndash lt 05 U05 ndash lt 08 S08 ndash lt 13 F13 ndash lt 25 M25 ndash lt 60 C
gt 60 E
Cermet grade
Grade ISO code US codeBinder Density Hardness
Transverse rupture strength
Carbide grades for biocompatible tools
The biocompatibility requirement for medical products increases patient safety For tools that come into short-term direct contact with body tissue cell tolerance must be guaranteed
Testing for in-vitro cytotoxicity in accordance with DIN EN ISO 10993-5 was carried out by the accredited testing labo-ratory Creamedix GmbH The following carbide grades were successfully tested for their cell tolerance
Certified biological testing of the in-vitro cytotoxicity in accordance with
DIN EN ISO 10993-5 by
Creamedix GmbH
Accreditation number D-PL-19876-01
TSF22 TSF44 CTS12D
CTS15D CTS18D
CTS20D CTS24Z
in accordance with ISO 10993-5 for the medical and dental industry
BIOLAB
CommentThe data in this table are typical material parameters We reserve the right to modify the data due to technical progress or due to further development within our company
Grain size classification
ClassificationCERATIZIT
code
nanoultrafine
submicronfine
mediumcoarse
extra-coarse
) The classification of carbides according to grain size corresponds to the recommendations of the Powder Metallurgy AssociationThe standard ISO codes for carbides which were developed for fine to medium grain sizes no longer correspond to todayrsquos state of the art In order to choose the correct grades only the application data are relevantKIC The measured critical tension intensity factors (KIC) depend to a high degree on the sample geometry and sample preparation A direct comparison with parameters which have been determined by means of a different method is therefore not admissible
Average grain size [microm]
INTRODUCTION GRADES COMPOSITION AND PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE18
CTU08Lemspcarbideemspgradeemspwithemspaemsptypicalemspgrainemspsizeemspofemsp02emspμmemspforemsptheemspma-chining of materials with a hardness gt 65 HRC Thanks to the high wear resistance also excellent suitability for abrasive fibre composite materials
TSF22 ultrafine carbide grade for HSC machining of tempered steels with a hardness of gt 60 HRC and abrasive aluminium alloys
TSF44 ultrafine carbide grade for HSC machining of tempered steels up to 60 HRC suitable for micro-tools and finishing tools and for a variety of materials
Ultrafine grades
CTS12D for machining aluminium alloys fibre-reinforced plastics (carbon-fibre and glass-fibre reinforced) composite materials graphite particular-ly suitable for diamond coating
CTS15D for machining grey cast iron tempered cast iron non-alloyed steel non-ferrous metals and plastics
CTS18D for high-performance machining of steel stainless steel and the machining of difficult materials
CTS20D for universal machining of alloyed and non-alloyed steels Suit-able for a variety of cutting operations on different materials thanks to its balanced properties Improved toughness ensures a low risk of cutting edge breakage
CTS24Z the special high-performance grade for the roughing of titanium and heat-resistant alloys Even higher fracture toughness than CTS18D and CTS20D with approximately the same hardness
CTS30D with extremely high fracture toughness for particularly unstable and difficult applications A good choice when switching from HSS to carbide
Submicron grades
Picture example
Picture example
INTRODUCTION GRADES COMPOSITION AND PROPERTIES
19ROUND TOOL MATERIALS ndash P-LINE
CTF12E for gun drills with an adapted relation between hardness and toughness Suitable also for diamond-coated solid carbide tools
CTF25E for the production of PCD tools and tool shanks The increased cobalt content and the coarser grain improve brazability while increasing fracture toughness
Fine grain grades
CTF28T particularly for the finish machining of steel Thanks to high oxidation resistance and low tendency to stick it is particularly suitable for the production of uncoated reamers
Cermet
Picture example
Picture example
INTRODUCTION GRADES COMPOSITION AND PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE20
1 =
2 =
3 =
4 =
Number of coolant holes
Designation system
RR
RGM
W
D
Y
Sintered rods
with chamfer
with Weldon shank
Ground rods metric
DualBlank
with radial coolant exit holes
GD
SR
FR
00
RGI
RK
VK
30
V2
40
V2P
G
R
C
B
C
Helix angle coolant hole rods as sintered
coolant hole rods groundofcoolant hole rods
Blanks for gun drills
Flat strips
Square strips
round rods with kidney-shaped coolant holes
profiled rods with kidney-shaped coolant holes
profiled rods with two coolant holes
profiled tips with two coolant holes
drill blanks
Ground rods inch
with chamfer
INTRODUCTION DESIGNATION SYSTEM
21ROUND TOOL MATERIALS ndash P-LINE
S
SL
d1
D
H
D
[1100 mm]
[1100 mm]
10004813 544-104 CTS20D h5
ThicknessDiameter of the coolant holes Rod length
Pitch circle of the coolant holes
Height
Nominal pitch of the
coolant holes
Grade
Outside diameter
Diameter tolerance
INTRODUCTION DESIGNATION SYSTEM
ROUND TOOL MATERIALS ndash P-LINE22
CTU0
8L
TSF2
2
TSF4
4
CTS1
2D
CTS1
5D
CTS1
8D
CTS2
0D
CTS2
4Z
CTF1
2E
CTF2
8T
RR
RGM
RGI
RGMC
RGMCW
RGMCD
RGMCY
RGIC
GB2
G2
R2
R3
R4
G2
G3
00R1
00R2
00G1
00G2
GDRK
GDVK
GDV2
GDV2P
DIN 8011
Ultra-fine grades Submicron grades
Fine
gr
ades
Cerm
et
star
ting
page
Solid carbide rods as sintered 25
Solid carbide rods ground metric 29
Solid carbide rods inch 32
End mill blanks metric 35
End mill blanks with Weldon shank metric 39
DualBlank end mill blanks metric 40
End mill blanks with through-coolant metric 41
End mill blanks inch 43
Drill blanks with through-coolant 45
Drill blanks for micro-drills with through-coolant 47
Rods as sintered with two helical coolant holes 49
Rods as sintered with three helical coolant holes 55
Rods as sintered with four helical coolant holes 56
Rods ground with two helical coolant holes 57
Rods ground with three helical coolant holes 59
Rods as sintered with central coolant hole 61
Rods as sintered with two straight coolant holes 63
Rods ground with central coolant hole 66
Rods ground with two straight coolant holes 67
Rods for gun drills with kidney-shaped coolant holes 69
Profiled rods for gun drills with kidney-shaped coolant holes 71
Profiled rods for gun drills with two coolant holes 73
Profiled tips for gun drills with two coolant holes 75
Flat and square strips FR and SR 77
Brazing tips to DIN 8011 79
The product map below provides you with a quick overview of the grades and rods which are available in stockOther products are available upon request
Stock programme at a glance
INTRODUCTION STOCK PROGRAMME AT A GLANCE
23ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE24
A comprehensive standard range of sintered and ground solid carbide rods in various dimensions is available from stock Furthermore you can choose from carbide grades with the most varied characteristics for every application area from ultrafine grades for the machining of superhard materials by way of submi-cron grades for universal application to our cermet grade for the finish machining of ferrous materials Of course we can also produce carbide rods in other dimensions and grades to order ndash simply get in touch with your contact person at CERATIZIT Detailed technical data for our solid carbide rods can be found in the lsquoInforma-tionrsquo section
Solid carbide rods
25ROUND TOOL MATERIALS ndash P-LINE
As sintered
D L
Ultrafine grades
D L Type description
Dia tol[mm] [mm] [mm] CTU08L TSF22 TSF44
325 330 RR 0325-330 -0+020
420 330 RR 0420-330 -0+020
520 330 RR 0520-330 -0+025
620 330 RR 0620-330 -0+025
820 330 RR 0820-330 -0+030
1020 330 RR 1020-330 -0+030
1220 330 RR 1220-330 -0+030
1420 330 RR 1420-330 -0+030
1620 330 RR 1620-330 -0+045
1820 330 RR 1820-330 -0+045
2020 330 RR 2020-330 -0+045
2520 330 RR 2520-330 -0+065
3220 330 RR 3220-330 -0+065
As sintered
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
115 330 RR 0115-330 -0+015
165 330 RR 0165-330 -0+015
180 330 RR 0180-330 -0+015
220 330 RR 0220-330 -0+020
270 330 RR 0270-330 -0+020
325 330 RR 0325-330 -0+020
370 330 RR 0370-330 -0+020
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE26
As sintered
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
420 330 RR 0420-330 -0+020
470 330 RR 0470-330 -0+020
520 330 RR 0520-330 -0+025
570 330 RR 0570-330 -0+025
620 330 RR 0620-330 -0+025
655 330 RR 0655-330 -0+025
670 330 RR 0670-330 -0+025
720 330 RR 0720-330 -0+030
770 330 RR 0770-330 -0+030
820 330 RR 0820-330 -0+030
870 330 RR 0870-330 -0+030
920 330 RR 0920-330 -0+030
970 330 RR 0970-330 -0+030
1020 330 RR 1020-330 -0+030
1070 330 RR 1070-330 -0+030
1120 330 RR 1120-330 -0+030
1170 330 RR 1170-330 -0+030
1220 330 RR 1220-330 -0+030
1270 330 RR 1270-330 -0+030
1300 330 RR 1300-330 -0+030
1320 330 RR 1320-330 -0+030
1420 330 RR 1420-330 -0+030
1470 330 RR 1470-330 -0+030
1520 330 RR 1520-330 -0+030
1620 330 RR 1620-330 -0+045
1720 330 RR 1720-330 -0+045
1820 330 RR 1820-330 -0+045
1920 330 RR 1920-330 -0+045
2020 330 RR 2020-330 -0+045
2120 330 RR 2120-330 -0+055
2220 330 RR 2220-330 -0+055
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS AS SINTERED
27ROUND TOOL MATERIALS ndash P-LINE
As sintered
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
2320 330 RR 2320-330 -0+055
2420 330 RR 2420-330 -0+055
2520 330 RR 2520-330 -0+065
2580 330 RR 2580-330 -0+065
2620 330 RR 2620-330 -0+065
2820 330 RR 2820-330 -0+065
3020 330 RR 3020-330 -0+065
3220 330 RR 3220-330 -0+065
3420 330 RR 3420-330 -0+065
3620 330 RR 3620-330 -0+065
3820 330 RR 3820-330 -0+070
4020 330 RR 4020-330 -0+070
4220 330 RR 4220-330 -0+070
4620 330 RR 4620-330 -0+070
As sintered
D L
Fine grades
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
325 330 RR 0325-330 -0+020
620 330 RR 0420-330 -0+020
520 330 RR 0520-330 -0+025
620 330 RR 0620-330 -0+025
820 330 RR 0820-330 -0+030
1020 330 RR 1020-330 -0+030
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE28
As sintered
D L
Fine grades
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
1220 330 RR 1220-330 -0+030
1420 330 RR 1420-330 -0+030
1620 330 RR 1620-330 -0+045
1820 330 RR 1820-330 -0+045
As sintered
D L
Cermet
D L Type description
Dia tol[mm] [mm] [mm] CTF28T
340 330 RR 0340-330 -0+020
440 330 RR 0440-330 -0+020
640 330 RR 0640-330 -0+025
840 330 RR 0840-330 -0+030
1040 330 RR 1040-330 -0+030
1240 330 RR 1240-330 -0+030
1440 300 RR 1440-330 -0+030
1640 330 RR 1640-330 -0+045
2040 330 RR 2040-330 -0+045
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS AS SINTERED
29ROUND TOOL MATERIALS ndash P-LINE
Ground metric
D L
Ultrafine grades
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 TSF22 TSF44
200 330 RGM 0200-330 +0-0004 h5
300 330 RGM 0300-330 +0-0004 h5
400 330 RGM 0400-330 +0-0005 h5
500 330 RGM 0500-330 +0-0005 h5
600 330 RGM 0600-330 +0-0005 h5
800 330 RGM 0800-330 +0-0006 h5
1000 330 RGM 1000-330 +0-0006 h5
1200 330 RGM 1200-330 +0-0008 h5
1400 330 RGM 1400-330 +0-0008 h5
1600 330 RGM 1600-330 +0-0008 h5
2000 330 RGM 2000-330 +0-0009 h5
2500 330 RGM 2500-330 +0-0009 h5
Ground metric
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
100 330 RGM 0100-330 +0-0006 h6
150 330 RGM 0150-330 +0-0006 h6
200 330 RGM 0200-330 +0-0006 h6
250 330 RGM 0250-330 +0-0006 h6
300 330 RGM 0300-330 +0-0006 h6
350 330 RGM 0350-330 +0-0008 h6
400 330 RGM 0400-330 +0-0008 h6
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS GROUND METRIC
ROUND TOOL MATERIALS ndash P-LINE30
Ground metric
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
450 330 RGM 0450-330 +0-0008 h6
500 330 RGM 0500-330 +0-0008 h6
550 330 RGM 0550-330 +0-0008 h6
600 330 RGM 0600-330 +0-0008 h6
650 330 RGM 0650-330 +0-0009 h6
700 330 RGM 0700-330 +0-0009 h6
750 330 RGM 0750-330 +0-0009 h6
800 330 RGM 0800-330 +0-0009 h6
850 330 RGM 0850-330 +0-0009 h6
900 330 RGM 0900-330 +0-0009 h6
950 330 RGM 0950-330 +0-0009 h6
1000 330 RGM 1000-330 +0-0009 h6
1100 330 RGM 1100-330 +0-0011 h6
1200 330 RGM 1200-330 +0-0011 h6
1300 330 RGM 1300-330 +0-0011 h6
1400 330 RGM 1400-330 +0-0011 h6
1500 330 RGM 1500-330 +0-0011 h6
1600 330 RGM 1600-330 +0-0011 h6
1800 330 RGM 1800-330 +0-0011 h6
1900 330 RGM 1900-330 +0-0013 h6
2000 330 RGM 2000-330 +0-0013 h6
2200 330 RGM 2200-330 +0-0013 h6
2400 330 RGM 2400-330 +0-0013 h6
2500 330 RGM 2500-330 +0-0013 h6
2800 330 RGM 2800-330 +0-0013 h6
3000 330 RGM 3000-330 +0-0013 h6
3200 330 RGM 3200-330 +0-0016 h6
3800 330 RGM 3800-330 +0-0016 h6
4000 330 RGM 4000-330 +0-0016 h6
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS GROUND METRIC
31ROUND TOOL MATERIALS ndash P-LINE
Ground metric
D L
Fine grades
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 CTF12E
300 330 RGM 0300-330 +0-0004 h6
400 330 RGM 0400-330 +0-0008 h6
600 330 RGM 0600-330 +0-0008 h6
800 330 RGM 0800-330 +0-0009 h6
1000 330 RGM 1000-330 +0-0009 h6
1200 330 RGM 1200-330 +0-0011 h6
1400 330 RGM 1400-330 +0-0011 h6
1600 330 RGM 1600-330 +0-0011 h6
Ground metric
D L
Cermet
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 CTF28T
300 330 RGM 0300-330 +0-0004 h6
400 330 RGM 0400-330 +0-0008 h6
600 330 RGM 0600-330 +0-0008 h6
800 330 RGM 0800-330 +0-0009 h6
1000 330 RGM 1000-330 +0-0009 h6
1200 330 RGM 1200-330 +0-0011 h6
1400 330 RGM 1400-330 +0-0011 h6
1600 330 RGM 1600-330 +0-0011 h6
2000 330 RGM 2000-330 +0-0013 h6
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS GROUND METRIC
ROUND TOOL MATERIALS ndash P-LINE32
Ground inch
D L
Submicron grades
D L Type description
Dia tol[inch] [inch] [mm] ISO 286 CTS20D
18 13000 RGI 18-13 +0-0008 h6
316 13000 RGI 316-13 +0-0008 h6
14 13000 RGI 14-13 +0-0009 h6
516 13000 RGI 516-13 +0-0009 h6
38 13000 RGI 38-13 +0-0009 h6
716 13000 RGI 716-13 +0-0011 h6
12 13000 RGI 12-13 +0-0011 h6
58 13000 RGI 58-13 +0-0011 h6
34 13000 RGI 34-13 +0-0013 h6
1 13000 RGI 1-13 +0-0013 h6
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS GROUND INCH
33ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE34
In addition to DIN dimensions we can also supply our high-precision end mill blanks in extra-long sizes End mill blanks in the most popular inch dimensions have now been added to the range Whether in standard execution with Wel-don shanks internal cooling or as a DualBlank you can be sure of finding the product you need Our end mill blanks are now also available in the new high-performance grade CTS24Z for the machining of difficult materials like titanium or Inconel Having virtually the same hardness CTS24Z is even tougher than our proven CTS18D and CTS20D grades This extreme toughness offers maximum protection against breakage and ensures consistent performance of your toolsOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our end mill blanks can be found in the lsquoInformationrsquo section
End mill blanks
35ROUND TOOL MATERIALS ndash P-LINE
Metric
D
L
c
45deg
Ultrafine grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTU08L TSF22 TSF44
300 39 RGMC 0300-039 +0-0004 h5 030 x
300 40 RGMC 0300-040 +0-0004 h5 030
300 50 RGMC 0300-050 +0-0004 h5 030
300 60 RGMC 0300-060 +0-0004 h5 030
400 51 RGMC 0400-051 +0-0004 h5 040 x
400 60 RGMC 0400-060 +0-0005 h5 040
400 75 RGMC 0400-075 +0-0005 h5 040
500 51 RGMC 0500-051 +0-0005 h5 040 x
600 51 RGMC 0600-051 +0-0005 h5 040 x
600 58 RGMC 0600-058 +0-0005 h5 040 x
600 60 RGMC 0600-060 +0-0005 h5 040
600 65 RGMC 0600-065 +0-0005 h5 040
600 70 RGMC 0600-070 +0-0005 h5 040
600 75 RGMC 0600-075 +0-0005 h5 040
600 80 RGMC 0600-080 +0-0005 h5 040
600 100 RGMC 0600-100 +0-0005 h5 040
800 64 RGMC 0800-064 +0-0006 h5 060 x
800 70 RGMC 0800-070 +0-0006 h5 060
800 75 RGMC 0800-075 +0-0006 h5 060
800 100 RGMC 0800-100 +0-0006 h5 060
800 120 RGMC 0800-120 +0-0006 h5 060
1000 67 RGMC 1000-067 +0-0006 h5 080 x
1000 73 RGMC 1000-073 +0-0006 h5 080 x
1000 75 RGMC 1000-075 +0-0006 h5 080
1000 80 RGMC 1000-080 +0-0006 h5 080
1000 100 RGMC 1000-100 +0-0006 h5 080
1000 120 RGMC 1000-120 +0-0006 h5 080
1200 84 RGMC 1200-084 +0-0008 h5 080 x
1200 100 RGMC 1200-100 +0-0008 h5 080
1200 120 RGMC 1200-120 +0-0008 h5 080
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC
ROUND TOOL MATERIALS ndash P-LINE36
Metric
D
L
c
45deg
Ultrafine grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTU08L TSF22 TSF44
1600 93 RGMC 1600-093 +0-0008 h5 080 x
1600 110 RGMC 1600-110 +0-0008 h5 080
1600 120 RGMC 1600-120 +0-0008 h5 080
1600 130 RGMC 1600-130 +0-0008 h5 080
1600 150 RGMC 1600-150 +0-0008 h5 080
2000 105 RGMC 2000-105 +0-0009 h5 100 x
2000 125 RGMC 2000-125 +0-0009 h5 100
2000 150 RGMC 2000-150 +0-0009 h5 100
2500 125 RGMC 2500-125 +0-0009 h5 100
2500 150 RGMC 2500-150 +0-0009 h5 100
Metric
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTS18D CTS20D CTS24Z
300 39 RGMC 0300-039 +0-0006 h6 030 x
300 40 RGMC 0300-040 +0-0004 h5 030
300 50 RGMC 0300-050 +0-0004 h5 030
300 60 RGMC 0300-060 +0-0004 h5 030
400 51 RGMC 0400-051 +0-0008 h6 040 x
400 60 RGMC 0400-060 +0-0005 h5 040
400 75 RGMC 0400-075 +0-0005 h5 040
500 51 RGMC 0500-051 +0-0008 h6 040 x
600 51 RGMC 0600-051 +0-0008 h6 040 x
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC
37ROUND TOOL MATERIALS ndash P-LINE
Metric
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTS18D CTS20D CTS24Z
600 55 RGMC 0600-055 +0-0008 h6 040 x
600 58 RGMC 0600-058 +0-0005 h5 040 x
600 60 RGMC 0600-060 +0-0005 h5 040
600 65 RGMC 0600-065 +0-0005 h5 040
600 70 RGMC 0600-070 +0-0005 h5 040
600 75 RGMC 0600-075 +0-0005 h5 040
600 80 RGMC 0600-080 +0-0005 h5 040
600 100 RGMC 0600-100 +0-0005 h5 040
800 59 RGMC 0800-059 +0-0009 h6 060 x
800 64 RGMC 0800-064 +0-0009 h6 060 x
800 70 RGMC 0800-070 +0-0006 h5 060
800 75 RGMC 0800-075 +0-0006 h5 060
800 80 RGMC 0800-080 +0-0006 h5 060
800 100 RGMC 0800-100 +0-0006 h5 060
800 120 RGMC 0800-120 +0-0006 h5 060
1000 67 RGMC 1000-067 +0-0009 h6 080 x
1000 73 RGMC 1000-073 +0-0009 h6 080 x
1000 75 RGMC 1000-075 +0-0006 h5 080
1000 80 RGMC 1000-080 +0-0006 h5 080
1000 90 RGMC 1000-090 +0-0006 h5 080
1000 100 RGMC 1000-100 +0-0006 h5 080
1000 120 RGMC 1000-120 +0-0006 h5 080
1200 74 RGMC 1200-074 +0-0011 h6 080 x
1200 84 RGMC 1200-084 +0-0011 h6 080 x
1200 100 RGMC 1200-100 +0-0008 h5 080
1200 120 RGMC 1200-120 +0-0008 h5 080
1400 76 RGMC 1400-076 +0-0011 h6 080 x
1400 84 RGMC 1400-084 +0-0011 h6 080 x
1600 83 RGMC 1600-083 +0-0011 h6 080 x
1600 93 RGMC 1600-093 +0-0011 h6 080 x
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC
ROUND TOOL MATERIALS ndash P-LINE38
Metric
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTS18D CTS20D CTS24Z
1600 110 RGMC 1600-110 +0-0008 h5 080
1600 120 RGMC 1600-120 +0-0008 h5 080
1600 130 RGMC 1600-130 +0-0008 h5 080
1600 150 RGMC 1600-150 +0-0008 h5 080
1800 93 RGMC 1800-093 +0-0011 h6 100 x
2000 93 RGMC 2000-093 +0-0013 h6 100 x
2000 105 RGMC 2000-105 +0-0009 h5 100 x
2000 125 RGMC 2000-125 +0-0009 h5 100
2000 150 RGMC 2000-150 +0-0009 h5 100
2500 125 RGMC 2500-125 +0-0009 h5 100
2500 150 RGMC 2500-150 +0-0009 h5 100
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC
39ROUND TOOL MATERIALS ndash P-LINE
Metric with Weldon
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTS20D
600 51 RGMCW 0600-051 +0-0008 h6 040 x
600 55 RGMCW 0600-055 +0-0008 h6 040 x
600 58 RGMCW 0600-058 +0-0008 h6 040 x
800 64 RGMCW 0800-064 +0-0009 h6 060 x
1000 67 RGMCW 1000-067 +0-0009 h6 080 x
1000 73 RGMCW 1000-073 +0-0009 h6 080 x
1200 74 RGMCW 1200-074 +0-0011 h6 080 x
1200 84 RGMCW 1200-084 +0-0011 h6 080 x
1600 93 RGMCW 1600-093 +0-0011 h6 080 x
2000 93 RGMCW 2000-093 +0-0013 h6 100 x
2000 105 RGMCW 2000-105 +0-0013 h6 100 x
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC WITH WELDON
ROUND TOOL MATERIALS ndash P-LINE40
Metric DualBlank
D
L
c
30degCTSDTMG30
l1
Submicron grades
D L Type description
Dia tol l1 c[mm] [mm] [mm] ISO 286 [mm] [mm] DIN 6527 CTS20D CTS18D
600 58 RGMCD 0600-058 +0-0008 h6 26 050 x
800 64 RGMCD 0800-064 +0-0009 h6 29 070 x
1000 73 RGMCD 1000-073 +0-0009 h6 33 090 x
1200 84 RGMCD 1200-084 +0-0011 h6 38 090 x
1600 93 RGMCD 1600-093 +0-0011 h6 41 090 x
2000 105 RGMCD 2000-105 +0-0013 h6 46 110 x
DualBlank rods
A combination of a high-performing Premium grade in the cutting edge area with a shank made of an economical recycled grade
emspThe high-performance grade in the cutting edge area guarantees maximum performance in metal cutting
emspAbsolutely homogeneous and resistant to fracture where the two materials are joined
emspOptimised price-performance ratioemspProduced with less impact of the environment
s-line
p-line
CTS18DCTS20D
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC DUALBLANK
41ROUND TOOL MATERIALS ndash P-LINE
Metric with through-coolant 2x 180deg
c
2x18
0deg
Oslash d
1
L+1
45deg
l2 60degOslash
D
Oslash d 2
Submicron grades
D L Type description
Dia tol d1 d2 l2 c[mm] [mm] [mm] ISO 286 [mm] [mm] [mm] [mm] CTS20D
600 58 RGMCY2 0600-058 +0-0008 h6 120 080 300 040
800 64 RGMCY2 0800-064 +0-0009 h6 160 110 400 060
1000 73 RGMCY2 1000-073 +0-0009 h6 200 140 500 080
1200 84 RGMCY2 1200-084 +0-0011 h6 220 160 600 080
1400 84 RGMCY2 1400-084 +0-0011 h6 240 170 700 080
1600 93 RGMCY2 1600-093 +0-0011 h6 260 190 800 080
1800 93 RGMCY2 1800-093 +0-0011 h6 280 200 900 100
2000 105 RGMCY2 2000-105 +0-0013 h6 300 210 1000 100
2500 125 RGMCY2 2500-125 +0-0013 h6 320 230 1250 100
Metric with through-coolant 3x 120deg
3x12
0deg
c
Oslash d
1
L+1
45deg
l2 60degOslash
D
Oslash d 2
Submicron grades
D L Type description
Dia tol d1 d2 l2 c[mm] [mm] [mm] ISO 286 [mm] [mm] [mm] [mm] CTS20D
600 58 RGMCY3 0600-058 +0-0008 h6 120 070 300 040
800 64 RGMCY3 0800-064 +0-0009 h6 160 090 400 060
1000 73 RGMCY3 1000-073 +0-0009 h6 200 120 500 080
1200 84 RGMCY3 1200-084 +0-0011 h6 220 130 600 080
1400 84 RGMCY3 1400-084 +0-0011 h6 240 140 700 080
1600 93 RGMCY3 1600-093 +0-0011 h6 260 150 800 080
1800 93 RGMCY3 1800-093 +0-0011 h6 280 160 900 100
2000 105 RGMCY3 2000-105 +0-0013 h6 300 170 1000 100
2500 125 RGMCY3 2500-125 +0-0013 h6 320 180 1250 100
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC WITH THROUGH-COOLANT
ROUND TOOL MATERIALS ndash P-LINE42
Metric with through-coolant 4x 90deg
4x90
deg
c
Oslash d
1
L+1
45deg
l2 60degOslash
D
Oslash d 2
Submicron grades
D L Type description
Dia tol d1 d2 l2 c[mm] [mm] [mm] ISO 286 [mm] [mm] [mm] [mm] CTS20D
600 58 RGMCY4 0600-058 +0-0008 h6 120 060 300 040
800 64 RGMCY4 0800-064 +0-0009 h6 160 080 400 060
1000 73 RGMCY4 1000-073 +0-0009 h6 200 100 500 080
1200 84 RGMCY4 1200-084 +0-0011 h6 220 110 600 080
1400 84 RGMCY4 1400-084 +0-0011 h6 240 120 700 080
1600 93 RGMCY4 1600-093 +0-0011 h6 260 130 800 080
1800 93 RGMCY4 1800-093 +0-0011 h6 280 140 900 100
2000 105 RGMCY4 2000-105 +0-0013 h6 300 150 1000 100
2500 125 RGMCY4 2500-125 +0-0013 h6 320 160 1250 100
Metric with through-coolant 5x 72deg
5x72deg
c
Oslash d
1
L+1
45deg
l2 60degOslash
D
Oslash d 2
Submicron grades
D L Type description
Dia tol d1 d2 l2 c[mm] [mm] [mm] ISO 286 [mm] [mm] [mm] [mm] CTS20D
600 58 RGMCY5 0600-058 +0-0008 h6 120 050 300 040
800 64 RGMCY5 0800-064 +0-0009 h6 160 070 400 060
1000 73 RGMCY5 1000-073 +0-0009 h6 200 090 500 080
1200 84 RGMCY5 1200-084 +0-0011 h6 220 100 600 080
1400 84 RGMCY5 1400-084 +0-0011 h6 240 110 700 080
1600 93 RGMCY5 1600-093 +0-0011 h6 260 120 800 080
1800 93 RGMCY5 1800-093 +0-0011 h6 280 130 900 100
2000 105 RGMCY5 2000-105 +0-0013 h6 300 140 1000 100
2500 125 RGMCY5 2500-125 +0-0013 h6 320 150 1250 100
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC WITH THROUGH-COOLANT
43ROUND TOOL MATERIALS ndash P-LINE
Inch
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[inch] [inch] [mm] ISO 286 [mm] CTS20D
18 1500 RGIC 18 - 150 +0-0008 h6 025
316 2000 RGIC 316 - 200 +0-0008 h6 040
14 2000 RGIC 14 - 200 +0-0009 h6 040
14 3000 RGIC 14 - 300 +0-0009 h6 040
516 2500 RGIC 516 - 250 +0-0009 h6 040
38 2500 RGIC 38 - 250 +0-0009 h6 040
38 3000 RGIC 38 - 300 +0-0009 h6 040
12 3000 RGIC 12 - 300 +0-0011 h6 080
12 4000 RGIC 12 - 400 +0-0011 h6 080
58 3500 RGIC 58 - 350 +0-0011 h6 080
34 4000 RGIC 34 - 400 +0-0013 h6 080
1 4000 RGIC 1 - 400 +0-0013 h6 080
1 6000 RGIC 1 - 600 +0-0013 h6 080
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS INCH
ROUND TOOL MATERIALS ndash P-LINE44
In addition to their geometrical precision thanks to a special grinding surface our drill blanks are also notable for the improved pull-out resistance of the tool shank The shank end corresponds to DIN 69090-3 and therefore complies with the standard for cutting tools which are suitable for MQLOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZITDetailed technical data for our drill blanks can be found in the lsquoInformationrsquo section
Drill blanks
45ROUND TOOL MATERIALS ndash P-LINE
3xD 5xD with through-coolant
cD1
d 1
D L
45deg
Drill blanks
xD factor
D L Type description
Dia tol Nominal pitch c D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] [mm] CTS20D
3 600 63 40GB2 06001907225-063 +0-0005 h5 2250 400 095 190 070
3 600 63 46GB2 06001605180-063 +0-0005 h5 1800 463 095 160 050
3 600 67 30GB2 06002708327-067 +0-0005 h5 3270 300 095 270 080
3 600 67 33GB2 06002209290-067 +0-0005 h5 2900 330 095 220 090
3 800 80 30GB2 08003410435-080 +0-0006 h5 4350 300 125 340 100
3 1000 90 30GB2 10004813544-090 +0-0006 h5 5440 300 135 480 130
3 1200 103 30GB2 12006317653-103 +0-0008 h5 6530 300 175 630 170
3 1400 108 30GB2 14006718762-108 +0-0008 h5 7620 300 195 670 180
3 1600 116 30GB2 16008020871-116 +0-0008 h5 8710 300 245 800 200
3 1800 124 30GB2 18009023980-124 +0-0008 h5 9800 300 275 900 230
3 2000 132 30GB2 2000100251088-132 +0-0009 h5 10880 300 325 1000 250
5 600 67 46GB2 06001605180-067 +0-0005 h5 1800 463 095 160 050
5 600 67 40GB2 06001907225-067 +0-0005 h5 2250 400 095 190 070
5 600 75 33GB2 06002209290-075 +0-0005 h5 2900 330 095 220 090
5 600 75 40GB2 06001907225-075 +0-0005 h5 2250 400 095 190 070
5 600 83 30GB2 06002708327-083 +0-0005 h5 3270 300 095 270 080
5 800 92 30GB2 08003410435-092 +0-0006 h5 4350 300 125 340 100
5 1000 104 30GB2 10004813544-104 +0-0006 h5 5440 300 135 480 130
5 1200 119 30GB2 12006317653-119 +0-0008 h5 6530 300 175 630 170
5 1400 125 30GB2 14006718762-125 +0-0008 h5 7620 300 195 670 180
5 1600 134 30GB2 16008020871-134 +0-0008 h5 8710 300 245 800 200
5 1800 144 30GB2 18009023980-144 +0-0008 h5 9800 300 275 900 230
5 2000 154 30GB2 2000100251088-154 +0-0009 h5 10880 300 325 1000 250
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
DRILL BLANKS 3XDndash12XD WITH THROUGH-COOLANT
ROUND TOOL MATERIALS ndash P-LINE46
8xD 12xD with through-coolant
cD1
d 1
D L
45deg
Drill blanks
xD factor
D L Type description
Dia tol Nominal pitch c D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] [mm] CTS20D
8 600 73 46GB2 06001605180-073 +0-0005 h5 1800 463 095 160 050
8 600 73 40GB2 06001907225-073 +0-0005 h5 2250 400 095 190 070
8 600 82 33GB2 06002209290-082 +0-0005 h5 2900 330 095 220 090
8 600 82 40GB2 06001907225-082 +0-0005 h5 2250 400 095 190 070
8 600 96 30GB2 06002708327-096 +0-0005 h5 3270 300 095 270 080
8 800 115 30GB2 08003410435-115 +0-0006 h5 4350 300 125 340 100
8 1000 143 30GB2 10004813544-143 +0-0006 h5 5440 300 135 480 130
8 1200 163 30GB2 12006317653-163 +0-0008 h5 6530 300 175 630 170
8 1400 179 30GB2 14006718762-179 +0-0008 h5 7620 300 195 670 180
8 1600 204 30GB2 16008020871-204 +0-0008 h5 8710 300 245 800 200
8 1800 223 30GB2 18009023980-223 +0-0008 h5 9800 300 275 900 230
8 2000 244 30GB2 2000100251088-244 +0-0009 h5 10880 300 325 1000 250
12 600 93 40GB2 06001907225-093 +0-0005 h5 2250 400 095 190 070
12 600 93 46GB2 06001605180-093 +0-0005 h5 1800 463 095 160 050
12 600 103 40GB2 06001907225-103 +0-0005 h5 2250 400 095 190 070
12 600 103 33GB2 06002209290-103 +0-0005 h5 2900 330 095 220 090
12 600 117 30GB2 06002708327-117 +0-0005 h5 3270 300 095 270 080
12 800 147 30GB2 08003410435-147 +0-0006 h5 4350 300 125 340 100
12 1000 163 30GB2 10004813544-163 +0-0006 h5 5440 300 135 480 130
12 1200 205 30GB2 12006317653-205 +0-0008 h5 6530 300 175 630 170
12 1400 231 30GB2 14006718762-231 +0-0008 h5 7620 300 195 670 180
12 1600 261 30GB2 16008020871-261 +0-0008 h5 8710 300 245 800 200
12 1800 286 30GB2 18009023980-286 +0-0008 h5 9800 300 275 900 230
12 2000 311 30GB2 2000100251088-311 +0-0009 h5 10880 300 325 1000 250
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
DRILL BLANKS 3XDndash12XD WITH THROUGH-COOLANT
47ROUND TOOL MATERIALS ndash P-LINE
For micro-drills with through-coolant
D1
Dd1
L
STG
d 2
l2
c
Blanks for micro-drills
D L Type description
Dia tol Nominal pitch c D1 d1 d2 l2[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] [mm] [mm] [mm] CTS20D
300 55 71G2 030002900532-055 +0-0004 h5 320 712 020 029 005 070 25
300 60 67G2 030003700740-060 +0-0004 h5 400 670 020 037 007 090 25
300 65 62G2 030004701050-065 +0-0004 h5 500 621 020 047 010 120 25
300 75 58G2 030006001360-075 +0-0004 h5 600 575 020 060 013 150 25
300 85 53G2 030007501672-085 +0-0004 h5 720 526 020 075 016 170 25
300 95 46G2 030009002090-095 +0-0004 h5 900 463 020 090 020
300 105 42G2 0300105025106-105 +0-0004 h5 1060 416 020 105 025
300 120 37G2 0300125030125-120 +0-0004 h5 1250 370 020 125 030
300 140 33G2 0300150035145-140 +0-0004 h5 1450 330 020 150 035
400 55 76G2 040002900532-055 +0-0005 h5 320 757 030 029 005 070 25
400 60 72G2 040003700740-060 +0-0005 h5 400 723 030 037 007 090 25
400 65 68G2 040004701050-065 +0-0005 h5 500 683 030 047 010 120 25
400 75 64G2 040006001360-075 +0-0005 h5 600 645 030 060 013 150 25
400 85 60G2 040007501672-085 +0-0005 h5 720 602 030 075 016 200 25
400 95 54G2 040009002090-095 +0-0005 h5 900 544 030 090 020 250 25
400 105 50G2 0400105025106-105 +0-0005 h5 1060 499 030 105 025
400 120 46G2 0400125030120-120 +0-0005 h5 1200 463 030 125 030
400 140 38G2 0400150035162-140 +0-0004 h5 1620 378 030 150 035
400 160 35G2 0400170040180-160 +0-0004 h5 1800 349 030 170 040
400 180 30G2 0400200045218-180 +0-0004 h5 2180 300 030 200 045
with power chamber without power chamber
STG
d 2
l2 STG
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
DRILL BLANKS FOR MICRO-DRILLS WITH THROUGH-COOLANT
ROUND TOOL MATERIALS ndash P-LINE48
Our range of sintered and ground rods with helical coolant holes supports the production of drills in a diameter range from 3 mm to 35 mmOur rods with helical coolant holes are available in the proven CTS20D grade for the universal machining of steel stainless steel or heat-resistant alloys and now also in CTS12D and the new high-performance grade CTS24Z for the machining of difficult materials like titanium or Inconel Having virtually the same hardness CTS24Z is even tougher than our proven CTS18D and CTS20D grades This extreme toughness offers maximum protection against breakage and ensures consistent performance of your toolsOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our rods with helical coolant holes can be found in the lsquoInformationrsquo section
Rods with helical coolant holes
49ROUND TOOL MATERIALS ndash P-LINE
As sintered
d1
D1
DL
With two coolant holes le 22deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS12D CTS20D
630 415 22R2 06301906469-415 4690 219 190 060
630 330 15R2 063026077035-330 7035 150 260 070
630 415 15R2 063026077035-415 7035 150 260 070
830 415 20R2 083033107034-415 7034 197 330 100
830 330 15R2 083036125938-330 9380 150 360 125
830 415 15R2 083036125938-415 9380 150 360 125
1030 415 19R2 10304401209380-415 9380 185 440 120
1030 330 15R2 103048014011725-330 11725 150 480 140
1030 415 15R2 103048014011725-415 11725 150 480 140
1230 415 18R2 123054015011725-415 11725 178 540 150
1230 330 15R2 123062515514070-330 14070 150 625 155
1230 415 15R2 123062515514070-415 14070 150 625 155
1430 330 15R2 143067019016414-330 16414 150 670 190
1430 415 15R2 143067019016414-415 16414 150 670 190
1630 330 15R2 16308021018759-330 18759 150 800 210
1830 330 15R2 183090232110-330 21100 150 900 230
2030 330 15R2 203010025023449-330 23449 150 1000 250
2230 330 15R2 22301202525794-330 25794 150 1200 250
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE50
As sintered
d1
D1
DL
With two coolant holes 23deg ndash 49deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS12D CTS20D CTS24Z
330 330 40R2 033003015112-330 1120 401 030 015
330 330 49R2 033005502082-330 820 490 055 020
330 330 39R2 033008023115-330 1150 393 080 023
330 330 34R2 033011035140-330 1400 340 110 035
330 330 30R2 0330140351632-330 1632 300 140 035
430 330 46R2 04301003120-330 1200 463 100 030
430 330 38R2 043012035162-330 1620 378 120 035
430 330 35R2 043016045180-330 1800 349 160 045
430 330 30R2 043021045218-330 2180 300 210 045
530 330 33R2 05302206245-330 2450 327 220 060
630 330 46R2 06301605180-330 1800 463 160 050
630 330 40R2 06301907225-330 2250 400 190 070
630 330 30R2 06302009327-330 3270 300 200 090
630 330 30R2 06302207327-330 3270 300 220 070
630 330 30R2 06302708327-330 3270 300 270 080
630 330 30R2 06303009327-330 3270 300 300 090
630 350 46R2 06301605180-350 1800 463 160 050
630 350 40R2 06301907225-350 2250 400 190 070
630 350 30R2 06302207327-350 3270 300 220 070
680 330 30R2 06802708354-330 3540 280 270 080
680 330 30R2 06803309354-330 3540 280 330 090
730 330 30R2 07303510381-330 3810 300 350 100
830 330 43R2 08302307272-330 2720 427 230 070
830 330 40R2 08302907300-330 3000 400 290 070
830 330 36R2 08303310350-330 3500 357 330 100
830 330 30R2 08303410435-330 4350 300 340 100
830 330 30R2 08304112435-330 4350 300 410 120
830 350 36R2 08303310350-350 3500 357 330 100
830 350 30R2 08303410435-350 4350 300 340 100
930 330 30R2 093043510490-330 4900 300 435 100
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
51ROUND TOOL MATERIALS ndash P-LINE
As sintered
d1
D1
DL
With two coolant holes 23deg ndash 49deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS12D CTS20D CTS24Z
980 330 30R2 09804813517-330 5170 287 480 130
1030 330 40R2 10302708370-330 3700 403 270 080
1030 330 34R2 10303911460-330 4600 343 390 110
1030 330 34R2 103044115460-330 4600 343 440 115
1030 330 30R2 10304813544-330 5440 300 480 130
1030 330 33R2 10305012490-330 4900 327 500 120
1130 330 40R2 11303208412-330 4120 400 320 080
1130 330 30R2 11305515599-330 5990 300 550 150
1180 330 30R2 11805515626-330 6260 289 550 150
1230 250 33R2 12305415570-250 5700 335 540 150
1230 250 30R2 12306317653-250 6530 300 630 170
1230 330 39R2 12303510463-330 4630 392 350 100
1230 330 40R2 12304009449-330 4490 400 400 090
1230 330 33R2 123050135570-330 5700 335 500 135
1230 330 33R2 12305415570-330 5700 335 540 150
1230 330 32R2 12306015599-330 5990 322 600 150
1230 330 30R2 12306317653-330 6530 300 630 170
1330 330 40R2 13304410487-330 4870 400 440 100
1330 330 30R2 13306516707-330 7070 300 650 160
1430 330 40R2 14304613524-330 5240 400 460 130
1430 330 34R2 14306016650-330 6500 341 600 160
1430 330 30R2 14306718762-330 7620 300 670 180
1430 330 30R2 14307020762-330 7620 300 700 200
1430 330 30R2 14307620762-330 7620 300 760 200
1530 330 30R2 15307620816-330 8160 300 760 200
1630 280 30R2 16308020871-280 8710 300 800 200
1630 330 40R2 16305512599-330 5990 400 550 120
1630 330 35R2 16307020730-330 7300 346 700 200
1630 330 30R2 16308020871-330 8710 300 800 200
1630 330 32R2 16308420816-330 8160 316 840 200
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE52
As sintered
d1
D1
DL
With two coolant holes 23deg ndash 49deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS12D CTS20D CTS24Z
1630 330 30R2 16308625871-330 8710 300 860 250
1730 330 40R2 173057513636-330 6360 400 575 130
1730 330 30R2 17308925925-330 9250 300 890 250
1830 330 40R2 18305616680-330 6800 397 560 160
1830 330 40R2 18306317680-330 6800 397 630 170
1830 330 35R2 183077522820-330 8200 346 775 220
1830 330 30R2 18309327980-330 9800 300 930 270
1980 330 30R2 198096241061-330 10610 294 960 240
2030 330 37R2 20306517843-330 8430 367 650 170
2030 330 40R2 20307115749-330 7490 400 710 150
2030 330 30R2 2030100251088-330 10880 300 1000 250
2030 330 30R2 2030107321088-330 10880 300 1070 320
2130 330 30R2 21301065201142-330 11420 300 1065 200
2130 330 30R2 2130115321142-330 11420 300 1150 320
2230 330 40R2 22307717824-330 8240 400 770 170
2230 330 33R2 22301002501080-330 10800 326 1000 250
2230 330 30R2 2230113201197-330 11970 300 1130 200
2230 330 30R2 2230115341197-330 11970 300 1150 340
2530 330 40R2 253077175936-330 9360 400 770 175
2530 330 33R2 2530120321190-330 11900 330 1200 320
2830 330 39R2 283090201077-330 10770 392 900 200
2830 330 29R2 2830148251590-330 15900 290 1480 250
3030 330 39R2 3030100201160-330 11600 391 1000 200
3030 330 29R2 3030160251720-330 17200 287 1600 250
3230 330 40R2 3230110201198-330 11980 400 1100 200
3230 330 29R2 3230170301778-330 17780 295 1700 300
3530 330 30R2 3530180301895-330 18950 300 1800 300
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
53ROUND TOOL MATERIALS ndash P-LINE
As sintered
d1
D1
DL
With two coolant holes extra-long 23deg ndash 49deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS20D
630 430 46R2 06301605180-430 1800 463 160 050
630 430 40R2 06301907225-430 2250 400 190 070
630 430 30R2 06302207327-430 3270 300 220 070
630 430 30R2 06303009327-430 3270 300 300 090
830 430 30R2 08303410435-430 4350 300 340 100
1030 430 30R2 10304813544-430 5440 300 480 130
1030 530 30R2 10304813544-530 5440 300 480 130
1230 430 30R2 12306317653-430 6530 300 630 170
1230 530 30R2 12306317653-530 6530 300 630 170
1430 430 30R2 14306718762-430 7620 300 670 180
1430 530 30R2 14306718762-530 7620 300 670 180
1630 430 30R2 16308020871-430 8710 300 800 200
1630 530 30R2 16308020871-530 8710 300 800 200
1830 530 30R2 18309327980-530 9800 300 930 270
1830 430 30R2 18309327980-430 9800 300 930 270
2030 430 30R2 2030100251088-430 10880 300 1000 250
2030 530 30R2 2030100251088-530 10880 300 1000 250
2530 530 33R2 2530120321190-530 11900 334 1200 320
2530 430 33R2 2530120321190-430 11900 334 1200 320
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE54
As sintered
d1
D1
DL
With two coolant holes ge 50deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS20D
1030 330 50R2 10302307260-330 2600 504 230 070
1230 330 51R2 12302307301-330 3010 514 230 070
1330 330 50R2 13302607340-330 3400 502 260 070
1630 330 50R2 16303710420-330 4200 501 370 100
2030 330 50R2 20304412527-330 5270 500 440 120
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
55ROUND TOOL MATERIALS ndash P-LINE
As sintered
D
D1
Ld1
With three coolant holes
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS20D
630 330 30R3 06303006327-330 3270 312 300 060
830 330 40R3 08302907300-330 3000 400 290 070
830 330 30R3 083040075435-330 4350 300 400 075
1030 330 40R3 103035075370-330 3700 403 350 075
1030 330 30R3 10304910544-330 5440 300 490 100
1230 330 40R3 12304009449-330 4490 400 400 090
1230 330 30R3 12306011653-330 6530 300 600 110
1430 330 40R3 143046512524-330 5240 400 465 120
1430 330 30R3 14307113762-330 7620 300 710 130
1630 330 40R3 16305512599-330 5990 400 550 120
1630 330 30R3 16308315870-330 8700 300 830 150
1830 330 40R3 183062515674-330 6740 400 625 150
1830 330 30R3 18309617980-330 9800 300 960 170
2030 330 40R3 20307115749-330 7490 400 710 150
2030 330 30R3 2030104201088-330 10880 300 1040 200
2230 330 40R3 22307717824-330 8240 400 770 170
2230 330 30R3 2230107201197-330 11970 300 1070 200
2530 330 40R3 25308117936-330 9360 400 810 170
2530 330 33R3 2530115221190-330 11900 334 1150 220
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE56
As sintered
D1
D2
DL
d 2d 1
With four coolant holes
D L Type description
Nominal pitch D1 d1 D2 d2
[mm] [mm] [mm] [deg] [mm] [mm] [mm] [mm] CTS20D
830 330 33R4 08301939040838-330 3810 334 190 040 390 080
830 330 30R4 083022450450944-330 4350 297 220 045 450 090
1030 330 33R4 10302551051049-330 4900 327 250 050 510 100
1030 330 30R4 10302857061154-330 5440 300 280 060 570 110
1230 330 32R4 12303163071260-330 5990 322 310 070 630 120
1230 330 30R4 12303469071465-330 6530 300 340 070 690 140
1430 330 32R4 14303675081570-330 7070 319 360 080 750 150
1430 330 30R4 14303981081676-330 7620 300 390 080 810 160
1630 330 30R4 16304490091887-330 8710 300 440 090 900 180
1830 330 30R4 183050102102098-330 9800 300 500 100 1020 200
2030 330 30R4 203561141223109-330 10880 300 560 120 1140 230
2230 330 30R4 223611261225120-330 11970 300 610 120 1260 250
2530 330 29R4 253691411428139-330 13930 294 690 140 1410 280
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
57ROUND TOOL MATERIALS ndash P-LINE
Ground
DLd1
D1
With two coolant holes le 22deg
D L Type description
Dia tol Nominal pitch D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] CTS20D
600 330 15G2 060026077035-330 +0-0008 h6 7035 150 260 070
800 330 15G2 080036125938-330 +0-0009 h6 9380 150 360 125
1000 330 15G2 100048014011725-330 +0-0009 h6 11725 150 480 140
1200 330 15G2 120062515514070-330 +0-0011 h6 14070 150 625 155
1400 330 15G2 140067019016414-330 +0-0011 h6 16414 150 670 190
1600 330 15G2 16008021018759-330 +0-0011 h6 18759 150 800 210
1800 330 15G2 180090232110-330 +0-0011 h6 21100 150 900 230
2000 330 15G2 200010025023449-330 +0-0013 h6 23449 150 1000 250
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES GROUND
ROUND TOOL MATERIALS ndash P-LINE58
Ground
DLd1
D1
With two coolant holes 23deg ndash 49deg
D L Type description
Dia tol Nominal pitch D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] CTS20D
600 330 40G2 06001907225-330 +0-0008 h6 2250 400 190 070
600 330 30G2 06003009327-330 +0-0008 h6 3270 300 300 090
800 330 43G2 08002307272-330 +0-0009 h6 2720 427 230 070
800 330 30G2 08003410435-330 +0-0009 h6 4350 300 340 100
1000 330 40G2 10002708370-330 +0-0009 h6 3700 400 270 080
1000 330 30G2 10004813544-330 +0-0009 h6 5440 300 480 130
1200 330 39G2 12003510463-330 +0-0011 h6 4630 390 350 100
1200 330 30G2 12006317653-330 +0-0011 h6 6530 300 630 170
1400 330 40G2 14004613524-330 +0-0011 h6 5240 400 460 130
1400 330 30G2 14006718762-330 +0-0011 h6 7620 300 670 180
1600 330 40G2 16005512599-330 +0-0011 h6 5990 400 550 120
1600 330 30G2 16008020871-330 +0-0011 h6 8710 300 800 200
1800 330 40G2 18006317680-330 +0-0011 h6 6800 397 630 170
1800 330 30G2 18009327980-330 +0-0011 h6 9800 300 930 270
2000 330 40G2 20007115749-330 +0-0013 h6 7490 400 710 150
2000 330 30G2 2000100251088-330 +0-0013 h6 10880 300 1000 250
2500 330 40G2 250077175936-330 +0-0013 h6 9360 400 770 175
2500 330 33G2 2500120321190-330 +0-0013 h6 11900 334 120 320
3200 330 40G2 3200110201198-330 +0-0016 h6 11980 400 1100 200
3200 330 29G2 3200170301778-330 +0-0016 h6 17780 295 1700 300
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES GROUND
59ROUND TOOL MATERIALS ndash P-LINE
Ground
D
D1
Ld1
With three coolant holes
D L Type description
Dia tol Nominal pitch D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] CTS20D
600 330 30G3 06003006327-330 +0-0008 h6 3270 300 300 060
800 330 30G3 080040075435-330 +0-0009 h6 4350 300 400 075
1000 330 30G3 10004910544-330 +0-0009 h6 5440 300 490 100
1200 330 30G3 12006011653-330 +0-0011 h6 6530 300 600 110
1400 330 30G3 14007113762-330 +0-0011 h6 7620 300 710 130
1600 330 30G3 16008315870-330 +0-0011 h6 8700 300 830 150
1800 330 30G3 18009617980-330 +0-0011 h6 9800 300 960 170
2000 330 30G3 2000104201088-330 +0-0013 h6 10880 300 1040 200
2500 330 33G3 2500115221190-330 +0-0013 h6 11900 330 1150 220
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES GROUND
ROUND TOOL MATERIALS ndash P-LINE60
Our standard range includes sintered and ground rods with one central or two straight coolant holes In addition to our established carbide grades we offer a selection of dimensions in the cermet grade CTF28T which has been specially developed for the finish machining of steelOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our rods with straight coolant holes can be found in the lsquoInformationrsquo section
Rods with straight coolant holes
61ROUND TOOL MATERIALS ndash P-LINE
As sintered
d1
D
L
With central coolant hole ultra-fine grades
D L Type description
d1
[mm] [mm] [mm] TSF44
645 330 00R1 064510-330 100
855 330 00R1 085513-330 130
1055 330 00R1 105513-330 130
1055 330 00R1 105520-330 200
1255 330 00R1 125520-330 200
1470 330 00R1 147020-330 200
1670 330 00R1 167020-330 200
2070 330 00R1 207030-330 300
As sintered
d1
D
L
With central coolant hole submicron grades
D L Type description
d1
[mm] [mm] [mm] CTS15D CTS20D
495 330 00R1 049506-330 060
630 330 00R1 063010-330 100
645 330 00R1 064510-330 100
830 330 00R1 083013-330 130
855 330 00R1 085513-330 130
855 330 00R1 085520-330 200
1030 330 00R1 103020-330 200
1055 330 00R1 105513-330 130
1055 330 00R1 105520-330 200
1130 330 00R1 113020-330 200
1230 330 00R1 123020-330 200
1255 330 00R1 125520-330 200
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE62
As sintered
d1
D
L
With central coolant hole submicron grades
D L Type description
d1
[mm] [mm] [mm] CTS15D CTS20D
1330 330 00R1 133020-330 200
1430 330 00R1 143020-330 200
1470 330 00R1 147020-330 200
1630 330 00R1 163020-330 200
1670 330 00R1 167020-330 200
1830 330 00R1 183030-330 300
1870 330 00R1 187030-330 300
2030 330 00R1 203030-330 300
2070 330 00R1 207030-330 300
2530 330 00R1 253030-330 300
2830 330 00R1 283040-330 400
3030 330 00R1 303050-330 500
3230 330 00R1 323050-330 500
As sintered
d1
D
L
With central coolant hole cermet
D L Type description
d1
[mm] [mm] [mm] CTF28T
645 330 00R1 064510-330 100
855 330 00R1 085513-330 130
1055 330 00R1 105520-330 200
1255 330 00R1 125520-330 200
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
63ROUND TOOL MATERIALS ndash P-LINE
As sintered
D1
D
Ld1
With two straight coolant holes submicron grades
D L Type description
D1 d1
[mm] [mm] [mm] [mm] CTS15D CTS20D
330 330 00R2 0330110425-330 110 043
420 330 00R2 042011045-330 110 045
520 330 00R2 05202009-330 200 090
620 330 00R2 06201105-330 110 050
620 330 00R2 06201509-330 150 090
620 330 00R2 06201706-330 170 060
620 330 00R2 06202009-330 200 090
620 330 00R2 06202309-330 230 090
620 330 00R2 06202609-330 260 090
620 330 00R2 06203012-330 300 120
720 330 00R2 07202009-330 200 090
720 330 00R2 07203009-330 300 090
820 330 00R2 08202009-330 200 090
820 330 00R2 08202609-330 260 090
820 330 00R2 08202612-330 260 120
820 330 00R2 08203410-330 340 100
820 330 00R2 08203515-330 350 150
820 330 00R2 08204009-330 400 090
920 330 00R2 09202612-330 260 120
920 330 00R2 09203515-330 350 150
920 330 00R2 09203812-330 380 120
920 330 00R2 09204013-330 400 130
1020 330 00R2 10202010-330 200 100
1020 330 00R2 10202612-330 260 120
1020 330 00R2 10202810-330 280 100
1020 330 00R2 10203515-330 350 150
1020 330 00R2 10204214-330 420 140
1020 330 00R2 10205012-330 500 120
1020 330 00R2 10205214-330 520 140
1220 330 00R2 12202612-330 260 120
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE64
As sintered
D1
D
Ld1
With two straight coolant holes submicron grades
D L Type description
D1 d1
[mm] [mm] [mm] [mm] CTS15D CTS20D
1220 330 00R2 12203515-330 350 150
1220 330 00R2 12204815-330 480 150
1220 330 00R2 12205020-330 500 200
1220 330 00R2 12206015-330 600 150
1320 330 00R2 13205420-330 540 200
1420 330 00R2 14203515-330 350 150
1420 330 00R2 14205020-330 500 200
1420 330 00R2 14205017-330 500 170
1420 330 00R2 14205820-330 580 200
1420 330 00R2 14207020-330 700 200
1520 330 00R2 15205020-330 500 200
1620 330 00R2 16203515-330 350 150
1620 330 00R2 16205015-330 500 150
1620 330 00R2 16205020-330 500 200
1620 400 00R2 16206220-400 620 200
1620 330 00R2 16206625-330 660 250
1620 330 00R2 16208020-330 800 200
1620 415 00R2 16208020-415 800 200
1820 330 00R2 18205020-330 500 200
1820 330 00R2 18206020-330 600 200
1820 330 00R2 18207525-330 750 250
1820 330 00R2 18209020-330 900 200
1920 330 00R2 19207925-330 790 250
2020 330 00R2 20203515-330 350 150
2020 330 00R2 20206020-330 600 200
2020 330 00R2 20206220-330 620 200
2020 330 00R2 20208225-330 820 250
2020 330 00R2 202010025-330 1000 250
2120 330 00R2 21207023-330 700 230
2220 330 00R2 22207023-330 700 230
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
65ROUND TOOL MATERIALS ndash P-LINE
As sintered
D1
D
Ld1
With two straight coolant holes submicron grades
D L Type description
D1 d1
[mm] [mm] [mm] [mm] CTS15D CTS20D
2220 330 00R2 222010530-330 1050 300
2530 330 00R2 25306220-330 620 200
2530 330 00R2 25308020-330 800 200
2530 330 00R2 253010025-330 1000 250
2530 330 00R2 253012030-330 1200 300
2630 330 00R2 26307520-330 750 200
2630 330 00R2 263012030-330 1200 300
2830 330 00R2 283013030-330 1300 300
3030 330 00R2 303013030-330 1300 300
3230 330 00R2 32309022-330 900 220
3230 330 00R2 323013830-330 1380 300
3430 330 00R2 343013830-330 1380 300
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE66
Ground
DLd1
With central coolant hole submicron grades
D L Type description
Dia tol d1
[mm] [mm] [mm] ISO 286 [mm] CTS15D
600 330 00G1 060010-330 +0-0008 h6 100
800 330 00G1 080013-330 +0-0009 h6 130
1000 330 00G1 100020-330 +0-0009 h6 200
1200 330 00G1 120020-330 +0-0011 h6 200
1400 330 00G1 140020-330 +0-0011 h6 200
1600 330 00G1 160020-330 +0-0011 h6 200
1600 330 00G1 160030-330 +0-0011 h6 300
2000 330 00G1 200030-330 +0-0013 h6 300
2500 330 00G1 250030-330 +0-0013 h6 300
3200 330 00G1 320050-330 +0-0016 h6 500
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES GROUND
67ROUND TOOL MATERIALS ndash P-LINE
Ground
D1
D
Ld1
With two coolant holes submicron grades
D L Type description
Dia tol D1 d1
[mm] [mm] [mm] ISO 286 [mm] [mm] CTS15D
600 330 00G2 06001509-330 +0-0008 h6 150 090
600 330 00G2 06003012-330 +0-0008 h6 300 120
800 330 00G2 08002009-330 +0-0009 h6 200 090
800 330 00G2 08004009-330 +0-0009 h6 400 090
1000 330 00G2 10002810-330 +0-0009 h6 280 100
1000 330 00G2 10005214-330 +0-0009 h6 520 140
1200 330 00G2 12003515-330 +0-0011 h6 350 150
1200 330 00G2 12006015-330 +0-0011 h6 600 150
1400 330 00G2 14005017-330 +0-0011 h6 500 170
1400 330 00G2 14007020-330 +0-0011 h6 700 200
1600 330 00G2 16005015-330 +0-0011 h6 500 150
1600 330 00G2 16008020-330 +0-0011 h6 800 200
1800 330 00G2 18006020-330 +0-0011 h6 600 200
1800 330 00G2 18009020-330 +0-0011 h6 900 200
2000 330 00G2 20006220-330 +0-0013 h6 620 200
2000 330 00G2 200010025-330 +0-0013 h6 1000 250
2500 330 00G2 25006220-330 +0-0013 h6 620 200
2500 330 00G2 25008020-330 +0-0013 h6 800 200
2500 330 00G2 250012030-330 +0-0013 h6 1200 300
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES GROUND
ROUND TOOL MATERIALS ndash P-LINE68
We offer a complete stock range of rods and tips for the production of solid carbide or brazed gun drills These include rods with a kidney-shaped coolant hole profiled rods with one or two coolant holes and profiled tips with two cool-ant holes Our blanks for gun drills are available in the proven CTS20D grade for the uni-versal machining of steel stainless steel or heat-resistant alloys some dimen-sions can also be ordered in grade CTF12E a fine-grain grade specifically for gun drills with an optimised balance between hardness and toughnessOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our gun drill blanks can be found in the lsquoInformationrsquo section
Blanks for gun drills
69ROUND TOOL MATERIALS ndash P-LINE
Rods
D
L
Rods with kidney-shaped coolant holes submicron grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTS20D
240 310 GDRK 0240-310 plusmn015
260 310 GDRK 0260-310 plusmn015
290 310 GDRK 0290-310 plusmn015
315 310 GDRK 0315-310 plusmn015
345 310 GDRK 0345-310 plusmn015
350 310 GDRK 0350-310 plusmn015
390 310 GDRK 0390-310 plusmn015
440 310 GDRK 0440-310 plusmn015
490 310 GDRK 0490-310 plusmn015
550 310 GDRK 0550-310 plusmn015
600 310 GDRK 0600-310 plusmn015
650 310 GDRK 0650-310 plusmn015
710 310 GDRK 0710-310 plusmn015
760 310 GDRK 0760-310 plusmn015
810 310 GDRK 0810-310 plusmn015
830 310 GDRK 0830-310 plusmn015
870 310 GDRK 0870-310 plusmn015
920 310 GDRK 0920-310 plusmn015
1060 310 GDRK 1060-310 plusmn015
1130 310 GDRK 1130-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
ROUND TOOL MATERIALS ndash P-LINE70
Rods
D
L
Rods with kidney-shaped coolant hole fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
240 310 GDRK 0240-310 plusmn015
260 310 GDRK 0260-310 plusmn015
290 310 GDRK 0290-310 plusmn015
315 310 GDRK 0315-310 plusmn015
345 310 GDRK 0345-310 plusmn015
350 310 GDRK 0350-310 plusmn015
390 310 GDRK 0390-310 plusmn015
440 310 GDRK 0440-310 plusmn015
490 310 GDRK 0490-310 plusmn015
550 310 GDRK 0550-310 plusmn015
600 310 GDRK 0600-310 plusmn015
650 310 GDRK 0650-310 plusmn015
710 310 GDRK 0710-310 plusmn015
760 310 GDRK 0760-310 plusmn015
810 310 GDRK 0810-310 plusmn015
830 310 GDRK 0830-310 plusmn015
870 310 GDRK 0870-310 plusmn015
920 310 GDRK 0920-310 plusmn015
1060 310 GDRK 1060-310 plusmn015
1130 310 GDRK 1130-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
71ROUND TOOL MATERIALS ndash P-LINE
Rods
120deg
D
L
Profiled rods with kidney-shaped coolant hole 120deg submicron grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTS20D
240 310 GDVK 0240-310 plusmn015
260 310 GDVK 0260-310 plusmn015
290 310 GDVK 0290-310 plusmn015
315 310 GDVK 0315-310 plusmn015
345 310 GDVK 0345-310 plusmn015
390 310 GDVK 0390-310 plusmn015
440 310 GDVK 0440-310 plusmn015
490 310 GDVK 0490-310 plusmn015
550 310 GDVK 0550-310 plusmn015
600 310 GDVK 0600-310 plusmn015
650 310 GDVK 0650-310 plusmn015
710 310 GDVK 0710-310 plusmn015
760 310 GDVK 0760-310 plusmn015
810 310 GDVK 0810-310 plusmn015
870 310 GDVK 0870-310 plusmn015
920 310 GDVK 0920-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
ROUND TOOL MATERIALS ndash P-LINE72
Rods
120deg
D
L
Profiled rods with kidney-shaped coolant hole 120deg fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
240 310 GDVK 0240-310 plusmn015
260 310 GDVK 0260-310 plusmn015
290 310 GDVK 0290-310 plusmn015
315 310 GDVK 0315-310 plusmn015
345 310 GDVK 0345-310 plusmn015
390 310 GDVK 0390-310 plusmn015
440 310 GDVK 0440-310 plusmn015
490 310 GDVK 0490-310 plusmn015
550 310 GDVK 0550-310 plusmn015
600 310 GDVK 0600-310 plusmn015
650 310 GDVK 0650-310 plusmn015
710 310 GDVK 0710-310 plusmn015
760 310 GDVK 0760-310 plusmn015
810 310 GDVK 0810-310 plusmn015
870 310 GDVK 0870-310 plusmn015
920 310 GDVK 0920-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
73ROUND TOOL MATERIALS ndash P-LINE
Rods
115deg
D
L
Profiled rods with two coolant hole 115deg fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
1350 310 GDV2 1350115-310 plusmn020
1390 310 GDV2 1390115-310 plusmn020
1450 310 GDV2 1450115-310 plusmn020
1550 310 GDV2 1550115-310 plusmn020
1650 310 GDV2 1650115-310 plusmn020
1750 310 GDV2 1750115-310 plusmn020
1860 310 GDV2 1860115-310 plusmn020
1960 310 GDV2 1960115-310 plusmn025
2060 310 GDV2 2060115-310 plusmn025
2160 310 GDV2 2160115-310 plusmn025
ensp limitedenspstockensp ensp ensp stockenspitemensp ensp ensp newenspstockenspitemensp ensp Otherenspgradesenspandenspdimensionsenspuponensprequest
BLANKSenspFORenspGUNenspDRILLSenspenspRODS
ROUND TOOL MATERIALS ndash P-LINE74
Rods
120deg
D
L
Profiled rods with two coolant hole 120deg fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
550 310 GDV2 0550-310 plusmn015
600 310 GDV2 0600-310 plusmn015
650 310 GDV2 0650-310 plusmn015
710 310 GDV2 0710-310 plusmn015
760 310 GDV2 0760-310 plusmn015
810 310 GDV2 0810-310 plusmn015
870 310 GDV2 0870-310 plusmn015
920 310 GDV2 0920-310 plusmn015
970 310 GDV2 0970-310 plusmn015
1080 310 GDV2 1080-310 plusmn015
1130 310 GDV2 1130-310 plusmn015
1180 310 GDV2 1180-310 plusmn015
1230 310 GDV2 1230-310 plusmn015
1280 310 GDV2 1280-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
75ROUND TOOL MATERIALS ndash P-LINE
Tips
115deg
L
D
Profiled tips with two coolant holes 115deg fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
1350 40 GDV2P 1350-040 plusmn020
1450 40 GDV2P 1450-040 plusmn020
1550 40 GDV2P 1550-040 plusmn020
1650 40 GDV2P 1650-040 plusmn020
1750 40 GDV2P 1750-040 plusmn020
1860 40 GDV2P 1860-040 plusmn025
1960 45 GDV2P 1960-045 plusmn025
2060 45 GDV2P 2060-045 plusmn025
2160 45 GDV2P 2160-045 plusmn025
2260 50 GDV2P 2260-050 plusmn025
2360 50 GDV2P 2360-050 plusmn025
2460 55 GDV2P 2460-055 plusmn025
2560 55 GDV2P 2560-055 plusmn025
2660 55 GDV2P 2660-055 plusmn025
2720 55 GDV2P 2720-055 plusmn025
2870 65 GDV2P 2870-065 plusmn025
3080 65 GDV2P 3080-065 plusmn025
3310 65 GDV2P 3310-065 plusmn025
3610 75 GDV2P 3610-075 plusmn025
3910 75 GDV2P 3910-075 plusmn025
4000 80 GDV2P 4000-080 plusmn030
4200 80 GDV2P 4200-080 plusmn030
4500 80 GDV2P 4500-080 plusmn030
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS TIPS
ROUND TOOL MATERIALS ndash P-LINE76
Our flat and square strips in the proven CTS20D grade and in a wide variety of dimensions are available directly from stock Our brazing tips are characterised by very good brazability and can be supplied upon request in the most com-mon DIN dimensions Our stock range includes DIN 8011 brazing tips in grade CTS12D as well as in the cermet grade CTF28T (especially suited to the finish machining of steel materials)Of course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our flat and square strips can be found in the lsquoInfor-mationrsquo section
Flat and square strips brazing tips
77ROUND TOOL MATERIALS ndash P-LINE
Flat strips
S
L
H
Submicron grade
Type description
H S L[mm] [mm] [mm] CTS20D
FR 02300530-330 530 230 330
FR 02300630-330 630 230 330
FR 02300830-330 830 230 330
FR 02301030-330 1030 230 330
FR 02301630-330 1630 230 330
FR 03300430-330 430 330 330
FR 03300530-330 530 330 330
FR 03300630-330 630 330 330
FR 03300830-330 830 330 330
FR 03301030-330 1030 330 330
FR 03301230-330 1230 330 330
FR 03301630-330 1630 330 330
FR 03302030-330 2030 330 330
FR 04300630-330 630 430 330
FR 04300830-330 830 430 330
FR 04301030-330 1030 430 330
FR 04301330-330 1330 430 330
FR 04301630-330 1630 430 330
FR 04302030-330 2030 430 330
FR 05301030-330 1030 530 330
FR 05301330-330 1330 530 330
FR 06301030-330 1030 630 330
FR 06301330-330 1330 630 330
FR 08301230-330 1230 830 330
FR 08301630-330 1630 830 330
FR 10301630-330 1630 1030 330
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
FLAT AND SQUARE STRIPS BRAZING TIPS FLAT STRIPS
ROUND TOOL MATERIALS ndash P-LINE78
Square strips
S
LH
Submicron grade
Type description
H S L[mm] [mm] [mm] CTS20D
SR 0330-330 330 330 330
SR 0430-330 430 430 330
SR 0530-330 530 530 330
SR 0830-330 830 830 330
SR 1030-330 1030 1030 330
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
FLAT AND SQUARE STRIPS BRAZING TIPS SQUARE STRIPS
79ROUND TOOL MATERIALS ndash P-LINE
Brazing tips to DIN 8011
L
St
c
e
r
Form R
Type description
L e S r c t[mm] [mm] [mm] [mm] [mm] [mm] CTF28T CTS12D
DIN 8011 R 12 12 500 080 2500 080 200
DIN 8011 R 16 16 710 120 2500 100 250
DIN 8011 R 19 19 900 140 2500 100 300
DIN 8011 R 22 22 1120 180 2500 140 350
DIN 8011 R 25 25 1500 220 2500 140 400
DIN 8011 R 30 30 1800 280 2500 140 500
Brazing tips to DIN 8011
L
St
c
e
r
Form T
Type description
L e S r c t[mm] [mm] [mm] [mm] [mm] [mm] CTS12D
DIN 8011 T 12 12 450 120 1500 100 300
DIN 8011 T 16 16 750 160 1500 100 350
DIN 8011 T 19 19 750 200 2500 180 450
DIN 8011 T 22 22 950 250 2500 250 560
DIN 8011 T 25 25 1000 280 2500 300 800
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
FLAT AND SQUARE STRIPS BRAZING TIPS DIN 8011 BRAZING TIPS
ROUND TOOL MATERIALS ndash P-LINE80
Brazing tips to DIN 8011
L
St
c
e
r
Form U
Type description
L e S r c t[mm] [mm] [mm] [mm] [mm] [mm] CTS12D
DIN 8011 U 12 12 140 120 1500 100 560
DIN 8011 U 16 16 400 160 1500 100 670
DIN 8011 U 19 19 250 200 2500 180 800
DIN 8011 U 22 22 280 250 2500 250 1120
DIN 8011 U 25 25 400 280 2500 300 1400
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
FLAT AND SQUARE STRIPS BRAZING TIPS DIN 8011 BRAZING TIPS
81ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE82
Special products
In addition to our standard programme we also offer individual solutions for our rods Thanks to our comprehensive manufacturing possibilities we can also implement your most demanding requirements Whether special coolant hole profiles large helix angles or other customised versions see for yourself and benefit from our expertiseIn our up-to-date grinding department we also produce semi-finished ground articles in high volumes as well as in small batches
83ROUND TOOL MATERIALS
Broad selection of diameters and grades starting at 040 mm eg for erosion electrodes up to 80 mm for special tools For semi-finished tools bigger than that we offer customised preforms
Solid carbide or coolant hole rods up to a metre in length are no problem for us Close tolerance production techniques of spiral through hole rod minimise the risk of grinding through into the coolant channels Using leading-edge technologies we are also able to deliver coolant hole rod with pre-formed flutes if required
Increasingly tool producers rely on prefabricated semi-finished products In this context we offer ground cut-to-lengths in a variety of versions For example steps tapers cones male or female centres ball noses chamfers recesses ground holes and many others
Thanks to our modern extrusion processes we can offer you a variety of coolant hole profiles
Available types
SPECIAL PRODUCTS AVAILABLE TYPES
ROUND TOOL MATERIALS ndash P-LINE84
Preforms
In addition to our comprehensive range of rods we also offer various types of preforms for rotary cutting tools The products include both blanks and semi-fin-ished tools for solid carbide and PCD tools exchangeable head systems and tool shanks Years of experience in the field of blank machining combined with a state-of-the-art production plant make it possible for us to produce the most complex near net shape geometries with short delivery times In particular for tool shanks and PCD tool bodies we have developed the new grade CTF25E which is ideal even for the most sophisticated tool versions with narrow shapes and critical transitions
85ROUND TOOL MATERIALS ndash P-LINE
Preformed seats for PCD inserts
Based on your drawings of blanks or finished parts we are able to produce outside diameters of up to approx 300 mm and lengths of approx 500 mm Ideally you should provide us with digital drawings or 3-D models (stp prthellip)
Straight and helical chip flutes
Ground shanks
External and internal thread
Coolant holes
As sintered male or female centres
emspDiameter as sintered up to around 500 mmemspLengths up to around 300 mm
Available types
PREFORMS AVAILABLE TYPES
ROUND TOOL MATERIALS ndash P-LINE86
Individually designed coolant exit holes can be formed into the blank
emspOutside and inside threadsemspMetric ISO threads as sintered tolerance class 8HemspUN threads as sinteredemspSpecial threads upon requestemspGround threads are possible upon request
emspFemale and male centresemspFemale centres to DIN 332emspAs sintered centres (form R preferred)emspUpon request ground version also available
emspUpon request ground version also available for example ground shank to h6
Our preformed chip flutes and insert seats with optimised machining allowance make it possible to save production costs thanks to reduced grinding times in tool production
Do not hesitate to contact us with questions about possible variations We will be pleased to help you design blanks for cost-efficient production of precision tools
emspAxial holes from Oslash 065 mmemspRadial exit holes from Oslash 05 mm and greateremspSmaller holes available depending on the depth and upon
request
PREFORMS AVAILABLE TYPES
87ROUND TOOL MATERIALS ndash P-LINE
[m ] [gcm3] HV30 HRA [MPa] [psi] [MPam frac12]
CTS12D K05 ndash K10 C-3 60 1480 1820 931 3600 522100 93CTS15D K10 ndash K30 C-3 75 1470 1750 928 3700 536000 95CTS20D K20 ndash K40 C-2 100 1438 1600 919 4000 580100 104
[m ] [gcm3] HV30 HRA [MPa] [psi] [MPam frac12]
CTF25E K30 ndash K40 C-2 125 1415 1300 895 3500 507600 150
Grades composition and properties
GradeDensity Hardness
US codeBinder
ISO code
Transverse rupture strength KIC (Shetty)
Submicron grade
An extensive stock of the most important grades makes short-est delivery times for customised blanks possible
Our CTF25E fine-grain grade has been specially designed for PCD tools and tool shanks
The coarser grain structure combined with higher cobalt con-tent provides this grade with increased resistance to break-age and excellent brazability
CTF25E vs CTS20D
Of course we also offer preforms in all other Round Tool Materials grades upon request
GradeDensity Hardness
US codeBinder
ISO code
Transverse rupture strength KIC (Shetty)
Fine grain grade
CTS20D CTF25E Grain size Cobalt content Additives Hardness Transverse rupture strength Fracture toughness KIC
submicron fine grain1001151600 HV304000 MPa104 MPam05
125121300 HV303500 MPa15 MPam05
CTS20D CTF25E
PREFORMS GRADES COMPOSITION AND PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE88
[mm]03
max deflection
Straightness
1
1000 1
1000 1
1000
1
1000
Min wall thicknesses and hole distancesgeemsp1emspmm
Wall thicknesses
min 1 mm
min 1 mm
Diameter steps
Different diameters dia stepsD1 ndash D2 ge1 mmD 1D
1
[mm] [mm] [plusmn]lt 20 055 plusmn015
gt 20 ndash 35 060 plusmn020gt 35 ndash 45 065 plusmn025gt 45 ndash 55 070 plusmn030gt 55 ndash 70 085 plusmn035
gt 70 ndash 100 090 plusmn040gt 100 ndash 150 100 plusmn050
Tolerance table for preforms
Diameters for preforms
Example of a finished diameter 22 mm with grinding allowance
Finished dimension Oslash 2200 mm Grinding allowance +060 mm Blank dimensions Oslash 2260 plusmn020 mm
Nominal Oslash
Blank tolerance incl grinding
allowance Sintering tolerance
Lengths for preforms
Example of a finished length 150 mm with grinding allowance
Finished dimension 150 mm Grinding allowance +115 mm Blank dimensions 15115 plusmn075 mm
Length
Blank tolerance incl grinding
allowance Sintering tolerance
[mm] [mm] [plusmn]
L 05 L + 04 plusmn05 L
For further information go to page 93
Specifications
PREFORMS SPECIFICATIONS
89ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE90
In this section you can find additional information on product labelling technical product specifications and carbide properties Specifications for preforms can be found at the end of the lsquoPreformsrsquo section
Information
91ROUND TOOL MATERIALS ndash P-LINE
Product labelling
Material short text
The material short text describes the article in terms of the most important geometrical specifications A guide to the designation system can be found in the catalogue on page 20
Pitch information(for rods with helical coolant holes) The pitch class and its average value are stated This value acts as the adjustment value for flute grinding More information on the pitch classification for rods with helical coolant holes can be found in the catalogue on page 92
RGMC 1000-073
CTS20D11769718
Mad
e in
Aus
tria
2659013
RGM
C 10
00-0
73
CTS2
0D
10
10
30G2 10004813544-330
CTS20D11793406
Mad
e in
Aus
tria
2650868 30G
2 10
004
81
35
44-
330
CTS2
0D
100
Blaublue 52930 mm
Blau
blu
e 52
930
mm 10
0
Carbide grade Material number
Production order Quantity
Material number barcode
Production order barcode
Material short text
Grade
INFORMATION PRODUCT INFORMATION ndash LABELLING
ROUND TOOL MATERIALS ndash P-LINE92
α = tan-1 d times πStg
Stg = d times πtan α
0deg-1deg +1deg
-033deg +033deg+033deg -033deg +033deg -033deg
0deg-075deg +075deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
Stg pitchd nominal diameterα helix angle
Pitch in mm
Helix
ang
le in
deg
rees
Nominal pitch3 class system
6 class system
yellow white blue
white blue green black red yellow
Conversion pitch to angle
Conversion angle to pitch
Definition of the helix angle
The helix angle indicates the torsion of the coolant holes in relation to the nominal diameter In this context it has to be taken into account that the angle decreases depending on theemspdiameteremspstepsemspForemspthisemspreasonemsprodsemspwithemsp40degemspcoolantemspholes are used for step drills in order to achieve an optimal spiralemspfluteemsphelixemspangleemspofemsp25emsptoemsp30deg
Definition of pitch
Theemsppitchemsp isemsp theemsp lengthemspofemspaemspcompleteemsp360degemsprotationemspofemsp theemspcoolant holes This value is independent of the diameter or the diameter steps The CERATIZIT designation system for coolant hole rods includes both the helix angle in degrees and the pitch of the helix in millimetres
Conversion helix anglepitch
Pitch classification
In order to guarantee closest pitch tolerances our carbide rods with helical coolant holes are divided into tolerance classes For this purpose all rods are measured and assigned to the respective class which is indicated on the product label For details of our pitch classification see page 98
INFORMATION PRODUCT INFORMATION ndash PITCH CLASSIFICATION
93ROUND TOOL MATERIALS ndash P-LINE
Ra max
1
1000
1
1000
Measured outside diameter of the round rod In case of helical coolant hole rods the outside diameter means the OD (addendum diameter) including the helical tooling grooves
Outside diameter
Measured length of the round rodLength
The surface quality describes the state of the surface For ground rods the surface value is indicated as maximum average roughness value Ra (DIN EN ISO 42871998)
Surface
Maximum deflection of a rotating rod which lies on two contact points measured in the middle of the rod The distance between the two contact points is 300 mm When the rod is longer or shorter than 330 mm the contact width corresponds to the rod length minus 10 mm
Straightness
Maximum deflection of a rod Contact point A is 5 mm before the chamfer Contact point B is in the middle of the rod The measurement is carried out 2 mm from the end
Concentricity
The cylindricity describes the tolerance field of an ideal cylinder inside which the skin surface of the rod should be
Cylindricity
Lateral length of flat and square stripsWidth height
Roundness is the radial distance of two con-centric circles which include the circumference line of the round rods section (DIN ISO 1101)
Roundness
The pitch circle is defined as the circle which goes through two or three centre points of coolant holes
Pitch circle diameter
The hole diameter is the diameter of the cool-ant holes inside the rod
Hole diameter
Excentricity means the deviation of the pitch circle centre point or in case of a coolant hole the deviation of the coolant hole centre point from the centre point of the rod
Excentricity
The helix angle is the angle between the longi-tudinal axis and the helix line
Helix angle
Maximum difference of the angle of the two imaginary lines which go through the centre point of the coolant holes which are on the pitch circle
Torsion
For rods with three helical coolant holes the section surface is divided into three circle sec-tors which go through the centre point of the coolant holes The pitch error is the difference of the angles between the circle sectors
Pitch error
INFORMATION SPECIFICATIONS ndash SPECIFICATION FEATURES
ROUND TOOL MATERIALS ndash P-LINE94
RR RGM RGI
[mm] h6 [mm] h5 [mm]10 ndash 30 +0-0006 +0-000431 ndash 60 +0-0008 +0-000561 ndash 100 +0-0009 +0-0006101 ndash 180 +0-0011 +0-0008181ndash 300 +0-0013 +0-0009301 ndash 400 +0-0016 +0-0011
[mm] [mm]08 ndash 21 +0+01522 ndash 47 +0+02048 ndash 67 +0+02568 ndash 152 +0+030153 ndash 202 +0+045203 ndash 242 +0+055243 ndash 362 +0+065363 ndash 462 +0+070
Tolerance
Outside diameter
Outside diameter ToleranceOutside diameter
as sintered ground
[mm] [mm]10 ndash 29 12030 ndash 59 01560 ndash 79 012 80 ndash 99 010
100 ndash 119 008 120 ndash 199 005 200 ndash 400 lt 005
[mm] [mm]08 ndash 32 12
325 ndash 462 05
Outside diameter
Straightness
max deflection max deflectionOutside diameter
as sintered ground
1
1000
1
1000
[mm] [mm]08 ndash 57 005 58 ndash 77 008
78 ndash 127 010128 ndash 302 013 303 ndash 462 016
[mm] h6 [mm] h5 [mm]10 ndash 30 0003 000331 ndash 60 0004 0003
61 ndash 100 0005 0003101 ndash 300 0006 0004301 ndash 400 0008 0005
Roundnessas sintered ground
ToleranceOutside diameter ToleranceOutside diameter
as sintered as sinteredground 005
Tolerance
LengthSurface finish
Executions [mm]+0+10Ra max
[μm]Ramax
Solid carbide rods
INFORMATION SPECIFICATIONS ndash SOLID CARBIDE RODS
95ROUND TOOL MATERIALS ndash P-LINE
RGMC RGMCW RGMCD RGMCY RGIC
[mm] h6 [mm] h5 [mm]10 ndash 30 +0-0006 +0-000431 ndash 60 +0-0008 +0-000561 ndash 100 +0-0009 +0-0006101 ndash 180 +0-0011 +0-0008181 ndash 300 +0-0013 +0-0009301 ndash 400 +0-0016 +0-0011
Tolerance
Outside diameter
Outside diameter
[mm]RGMC +1 RGIC +15
Total length tolerance
Length
Type
Surface finish
Ramax [microm]005Ra max
[mm] h6 [mm] h5 [mm]10 ndash 30 +0+0003 +0+000231 ndash 60 +0+0003 +0+0002
61 ndash 100 +0+0003 +0+0002101 ndash 250 +0+0004 +0+0002
Outside diameter
Roundness
Tolerance
[mm] 30 40 50 60 70 80 90 110 14030 5 5 6 7 - - - - -
40 ndash 50 5 5 6 6 7 - - - -60 4 5 5 6 6 7 8 - -
80 ndash 100 4 4 4 5 5 5 6 7 -120 ndash 140 3 4 4 4 4 5 5 6 -160 ndash 200 3 4 4 4 4 4 5 5 6
250 3 4 4 4 4 4 5 5 6
max concentricity [microm] starting length [mm]
Run-out RGMC
Outside diameter
1
1000
[inch] 1500 ndash 2500 2501 ndash 3500 3501 ndash 800018 ndash 316 5 76 ndash
14 ndash 1 5 76 10
maximum concentricity [microm] starting length [inch]
Run-out RGIC
Outside diameter
1
1000
End mill blanks
INFORMATION SPECIFICATIONS ndash END MILL BLANKS
ROUND TOOL MATERIALS ndash P-LINE96
GB2 G2 SO
[mm] [mm]16 ndash 63 +-02067 ndash 80 +-02590 ndash 100 +-030
TolerancePitch circle diameter
Pitch circle diameter of DIN drill blanks
[mm] [mm]029 +-003
030 ndash 105 +-005106 ndash 20 +-008
TolerancePitch circle diameter
Pitch circle diameter for micro-drill blanks
[deg] [deg]+-1 3 +-033
Total tolerance class Number of
classes
Tolerance class
Helix angle for DIN drill blanks
[deg] [deg]+-075 6 +-0125
Total tolerance class Number of
classes
Tolerance class
Helix angle for micro-drill blanks
[mm] 63ndash6
6
67ndash8
1
82ndash1
14
115ndash
133
134ndash
162
163ndash
310
60 10 15 30 40 ndash ndash80 ndash 15 20 40 40 ndash
100 ndash ndash 20 30 40 50120 ndash ndash 20 30 30 50140 ndash ndash 20 30 30 50160 ndash ndash ndash 20 30 50180 ndash ndash ndash 20 30 50200 ndash ndash ndash 20 30 50
Outside diameter
Straightness of DIN drill blanksDeflection [microm] with length [mm]
1
1000
[mm] 55ndash6
5
66ndash8
5
86ndash1
05
106ndash
180
30 5 8 20 2040 ndash 8 15 20
Outside diameter
Run-out of micro-drill blanksDeflection [microm] with length [mm]
1
1000
[mm] [mm]16 ndash 34 010
48 01563 ndash 67 018
80 ndash 100 020
max excentricity
Excentricity of DIN drill blanks
Pitch circle diameter[mm] [mm]029 0025
030 ndash 059 003506 ndash 15 0040
151 ndash 200 0050
max excentricity
Excentricity of micro-drill blanks
Pitch circle diameter
Drill blanks
INFORMATION SPECIFICATIONS ndash DRILL BLANKS
97ROUND TOOL MATERIALS ndash P-LINE
[mm] h5 [mm]30 +0-0004
31 ndash 60 +0-000561 ndash 100 +0-0006101 ndash 180 +0-0008181 ndash 300 +0-0009
Tolerance
Outside diameter
Outside diameter
+0+1Tolerance
Length
[mm] [mm]005 +-0010
006 ndash 020 +-0015021 ndash 045 +-003005 ndash 13 +-0050
131 ndash 250 +-0075
Hole diameter
ToleranceHole diameter
Surface finishProduct Ramax [microm]
DIN drill blanks Ground mat 005 - 01Micro-drill blanks 005
Ra max
[mm] [mm]30 ndash 60 000280 ndash 100 0003
120 ndash 180 0004200 0005
Tolerance
Roundness
Outside diameter
[mm] [mm] [mm]6 15 +-01 030 +-0058 15 +-01 040 +-005
10 20 +-01 050 +-01012 20 +-01 060 +-01014 25 +-01 080 +-01016 25 +-01 110 +-01018 30 +-01 130 +-01020 30 +-01 160 +-010
Cross groove profile for DIN drill blanks
Outside diameter
Cross groove width
Cross groove depth
INFORMATION SPECIFICATIONS ndash DRILL BLANKS
ROUND TOOL MATERIALS ndash P-LINE98
R2 R3 R4 G2 G3
[mm] [mm] [mm]33 ndash 43 +010+020 +020+06044 ndash 83 +010+030 +020+07084 ndash 103 +010+035 +020+075104 ndash 123 +010+040 +025+080124 ndash 143 +010+040 +030+080144 ndash 163 +010+045 +035+095164 ndash 183 +010+050 +040+100184 ndash 203 +010+055 +040+105204 ndash 223 +010+060 +045+110224 ndash 353 +010+060 +050+110
Tolerance core diameter
Tolerance outside
diameterOutside diameter
Outside diameteras sintered ground
[mm] [mm]60 +0-0008
61 ndash 100 +0-0009101 ndash 180 +0-0011181 ndash 300 +0-0013301 ndash 320 +0-0016
ToleranceOutside diameter
[mm] [mm]33 +-010
34 ndash 43 +-01544 ndash 123 +-020124 ndash 183 +-025184 ndash 353 +-030
ToleranceOutside diameter
Pitch circle diameteras sintered ground
[mm] [mm]60 ndash 120 +-020121 ndash 180 +-025181 ndash 320 +-030
ToleranceOutside diameter
[mm] [mm]250 ndash 280 040
gt 280 050
max deflection
Straightness
Length
1
1000
as sintered ground
1
1000
[mm] [mm]60 ndash 79 01280 ndash 99 010
100 ndash 119 008120 ndash 199 005200 ndash 320 lt 005
max deflectionOutside diameter
Product group [deg] Number of classes [deg]Standard +-1 3 +-0333
Oslash 33 ndash 43 +-075 6 +-0125extra-long 3 holes +-075 6 +-0125
Total tolerance class Tolerance class
Helix angle
Rods with helical coolant holes
INFORMATION SPECIFICATIONS ndash RODS WITH HELICAL COOLANT HOLES
99ROUND TOOL MATERIALS ndash P-LINE
[mm]+0+10
Total length tolerance
Length
Executions Ra max [microm]as sintered as sintered
ground 005
Surface finish
Ra max
[deg]+-30
max pitch error with R3
Pitch error
[mm] [mm]33 004
34 ndash 43 00544 ndash 83 010
84 ndash 103 015104 ndash 143 018144 ndash 353 020
Tolerance
Excentricity
Outside diameter
[mm] [mm]60 0004
61 ndash 100 0005101 ndash 300 0006301 ndash 320 0008
Tolerance
Roundness
Outside diameter
[deg]20
max torsion with R4
Torsionas sintered
[mm] [mm] [mm]33 ndash 43 leemsp100 +-003033 ndash 43 geemsp101 +-005044 ndash 353 040 ndash 130 +-005044 ndash 353 131 ndash 250 +-007544 ndash 353 251 ndash 500 +-0100
Hole diameter
Hole diameter
ToleranceOutside diameter
INFORMATION SPECIFICATIONS ndash RODS WITH HELICAL COOLANT HOLES
ROUND TOOL MATERIALS ndash P-LINE100
00R1 00R2 00G1 00G2
[mm] [mm]33 +0+020
34 ndash 50 +0+03051 ndash 65 +0+03566 ndash 152 +0+040153 ndash 207 +0+055208 ndash 222 +0+065223 ndash 343 +0+075
Tolerance
Outside diameter
Outside diameter
as sintered ground
[mm] [mm]40 ndash 60 +0-000861 ndash 100 +0-0009101 ndash 180 +0-0011181 ndash 300 +0-0013301 ndash 320 +0-0016
ToleranceOutside diameter
[mm]050
max deflection
Straightness
1
1000
as sintered ground
1
1000
[mm] [mm]40 ndash 59 01560 ndash 79 01280 ndash 99 010
100 ndash 119 008120 ndash 199 005200 ndash 320 lt 005
max deflectionOutside diameter
[mm] [mm]33 ndash 57 00562 ndash 77 008
82 ndash 127 010132 ndash 302 013303 ndash 343 016
Tolerance
Roundness
Outside diameter
as sintered
[mm] [mm] 40 ndash 60 0004 61 ndash 100 0005 101 ndash 300 0006 301 ndash 320 0008
ToleranceOutside diameter
ground
[mm]+0+10
Total length tolerance
Length
Rods with straight coolant holes
INFORMATION SPECIFICATIONS ndash RODS WITH STRAIGHT COOLANT HOLES
101ROUND TOOL MATERIALS ndash P-LINE
[mm] [mm]
central coolant hole
010 ndash 050 +005051 ndash 130 +010131 ndash 250 +015251 ndash 500 +020
two coolant holes
010 ndash 050 +-0025051 ndash 130 +-0050131 ndash 250 +-0075251 ndash 500 +-0100
Hole diameter
ToleranceHole diameterProduct group
[mm] [mm]33 ndash 39 +-00540 ndash 59 +-01060 ndash 149 +-020
150 ndash 209 +-025210 ndash 343 +-030
ToleranceOutside diameter
Pitch circle diameter
Executions Ra max [microm]as sintered as sintered
ground 005
Surface finish
Ra max
[mm] [mm] 33 ndash 39 0025 40 ndash 59 0050 60 ndash 79 0100 80 ndash 109 0120 110 ndash 249 0150 250 ndash 343 0200
Tolerance
Excentricity
Outside diameter[mm] [mm]
33 ndash 39 0025 40 ndash 59 0050 60 ndash 79 0100 80 ndash 109 0120 110 ndash 249 0150 250 ndash 343 0200
ToleranceOutside diameter
INFORMATION SPECIFICATIONS ndash RODS WITH STRAIGHT COOLANT HOLES
ROUND TOOL MATERIALS ndash P-LINE102
FR SR
[mm] [mm] 23 ndash 43 +0+020 44 ndash 63 +0+025 64 ndash 103 +0+030
104 ndash 143 +0+035 144 ndash 163 +0+040 164 ndash 203 +0+050
Width height
Width height
Tolerance
[mm]
max 04
Levelness
Levelness
[mm]+0+10
Total length tolerance
Length
Flat and square strips
INFORMATION SPECIFICATIONS ndash FLAT AND SQUARE STRIPS
103ROUND TOOL MATERIALS ndash P-LINE
z
F
x
22deg
y
x
d2d 1
HV = 0102 times 2 times F times sind2 asymp 01891 F
d2
136deg2
100
80
60
40
20
00 5 10 15 20 25
120
Wea
r res
ista
nce
[1c
m3 ]
Submicron gradesFine medium grades
Coarse grades
Cobalt content []
Figure 1 test assembly for the determination of wear resistance according to ASTM B611-85
Figure 3 Vickers hardness test according to ISO 3878
Formula 1 calculation of the Vickers hardness (ISO 3878)
Figure 2 wear resistance in relation to the cobalt content and grain size
Mechanical properties of carbideWear resistanceThe most important property of carbide is wear resistance This property - or to be precise this combination of prop-erties - refers to the surface of the component When two surfaces rub against each other material is removed from both of them Under low stress the material removed consists of single grains or particles This phenomenon is called lsquoscor-ingrsquo In cases of high stress the material removed consists of grain clusters and is called lsquoabrasionrsquo The concept of wear is very complex and depends on many variables Wear resist-ance is mainly tested using the ASTM B611-85 method In this method a carbide piece is pressed onto a rotating steel disk using a lever The rotating steel disk is the carrier for the abrasive material which together with the material that is subject to analysis is transported from a tank below the con-tainer directly to the contact zone (see figure 1) The abrasive material consists of water and aluminium oxide (corundum)Wear resistance is determined by measuring the volume of material removed from the carbide piece while the revolution numberemsptestemsptimeemspandemsptheemspforceemspappliedemspatemsp90degemsponemsptheemspsteelemspdisk are held at consistent levels A gravimetric evaluation is carried out with the volume removal indicated in mm3 As shown in figure 2 wear resistance increases the finer the grain and the lower the cobalt content
HardnessHardness is a materialrsquos mechanical resistance to another harder material which penetrates it The hardness is normally determined based on the Vickers hardness test according to ISOemsp3878emsp Inemspthisemsp testemspaemsp136degemsppyramidalemspdiamondemspindenteremspis pressed onto a work piece with a determined test force The size of the indent is determined optically by measur-ing the two diagonals of the square indent produced by the applied force (F) The impression surface is calculated with formula 1 (see fig 3) When introducing this test method the obsolete unit lsquokilopondrsquo was used for the test force Therefore in the formula the factor 0102 is used for conversion The standardised indication of the Vickers hardness for example is as follows
620 HV 30
Parameters- 620 = hardness- HV = test procedure- 30 = test force in kilopond
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE104
1500
1300
1100
900
700
5000 5 10 15 20 25
1700
1900
2100
30
2300
2500HV
30
100
80
60
40
20
0750 1000
120
1250 1500 1750 2000
Cobalt content []
Ultrafine gradesSubmicron grades
Fine medium gradesCoarse grades
Wea
r res
ista
nce
[1c
m3 ]
Vickers hardness
Submicron gradesFine medium grades
Coarse grades
Figure 4 hardness in relation to the cobalt content and grain size
Figure 5 wear resistance in function of hardness with different grain sizes
Another method for determining hardness is the Rockwell procedure (ISO 3738) It is similar to the Vickers procedure but uses a diamond brale indenter Here the depth of pen-etration is used as the degree of hardness There is no the-oretical basis for a conversion between the two procedures In order to create a comparison a determinate test must be carried out Like wear resistance hardness also increases with a smaller grain size and lower cobalt content (see figure 4) As wear resistance and hardness show similar behaviour with regard to cobalt content and grain size hardness is often used as a reference for wear resistance Furthermore the Vickers procedure is easier and quicker than ASTM B611-85 Nevertheless the relation of hardness and wear resistance is exponential and also depends on the grain size (see figure 5)
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
105ROUND TOOL MATERIALS ndash P-LINE
KIC = 015 32
HV30sum Lradic MN
m
0 5 10 15 20 25 30
K IC
[MN
m3
2 ]
L2
L3
L4
L1
Cobalt content []
Ultrafine gradesSubmicron grades
Fine medium gradesCoarse grain grades
Formula 2 calculation of the critical tension intensity factor KIC
Figure 7 fracture toughness in relation to the grain size and the cobalt content
ToughnessWhen a material is exposed to external static or dynamic stress this leads to mechanical tensions In many cases particularly with impact loads both the strength and ductil-ity of the material have to be taken into account These two properties represent the basis for the concept of toughness which is defined as the capacity to resist fracture or crack progagation Fracture in this context means the complete separation of the material into at least two parts There are numerous possibilities to define or determine toughness transverse rupture strength or fracture toughness In the defi-nition above the integrated product of force and deformation until fracture occurs is used as the toughness value In the case of carbide the Palmqvist method is frequently applied to determine the toughness as a critical tension intensity factor KIC For this purpose the crack length of a Vickers hardness indent is used to deduce the fracture toughness (see figure 6) This is then converted into the tension intensity factor using formula 2 As can be seen in figure 7 tough-ness increases with the metal binder content and growing grain size Compared to other metal materials carbide can be found in the lower part of the toughness range about the same as hardened steel
Figure 6 Palmqvist method for the determination of fracture toughness
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE106
By definition carbide is to be considered a brittle material as there is basically no plastic deformation prior to fracture This is confirmed by examination of surfaces where breakage occurred Various carbides however show very big differ-ences in terms of toughness which can be best explained by taking a look at the microstructure Cracks inside the carbide grains may occur just like intergranular fractures and shear fractures in the binder metal Generally the number of grain cracks rises with increasing grain size and the number of shear fractures when raising the binder content In terms of fracture energy the main contribution to toughness comes from the length of the rupture in the metal binder (see figures 8 and 9)
Figure 8 crack propagation in large grain sizes larger crack propa-gation requires higher fracture energy - higher toughness
Figure 9 crack propagation in small grain sizes direct shorter crack propagation - requires lower fracture energy - lower toughness
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
107ROUND TOOL MATERIALS ndash P-LINE
4000
3500
3000
2500
2000
15000 5 10 15 20 25
4500
30
Tran
sver
se ru
ptur
e st
reng
th [M
Pa]
Cobalt content []
Ultrafine gradesSubmicron grades
Fine medium gradesCoarse grades
Figure 10 illustration of a transverse rupture strength test
Figure 11 transverse rupture strength in relation to the grain size and the cobalt content
Mechanical strengthEvery material has defects such as inclusions and micro-cracks For brittle materials such as hardened steels or car-bide the mechanical strength is limited by the number and size of these defects In this context the mechanical strength depends on the volume as with a growing material volume the probability of a large defect rises Depending on the type of stress various types of strength are distinguished
Transverse rupture strengthTesting the transverse rupture strength is the easiest and most common procedure of analysing the mechanical strength of carbide According to the standardised ISO 3327 procedure a test material of a certain length is placed on a surface and put under stress in the middle until it breaks (see figure 10) The transverse rupture strength (TRS) is then the average value of several tests The maximum value is achieved with a cobalt content of around 14 weight- and grain sizes of around 02 ndash 05micromThe very low plastic deformation is normally not taken into account as it occurs only in the toughest carbides Transverse rupture strength decreases with increasing temperatureFurthermore the carbides show creep values when they are subjected to stress or to high temperatures for a long time The transverse rupture strength is decisively influenced by the number and size of defects in the structure or on the surface Fractures always occur at the weakest point of the structure which is also where the largest defect is A high number of defects therefore increases the probability that one of these defects causes a premature fracture on the point with the highest stress As the quality demands in the field of carbide manufacturing are high impurities or defects can be minimised and thus the risk of breakage reduced
Tensile strengthWhen testing the tensile strength of brittle materials it is dif-ficult to measure exact results A precise result depends on both the perfect preparation of the test materials as well as on the additional stress present on the mounting fixtures Applying the Weibull theory however the tensile strength can be deducted from the values of the transverse rupture strength
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE108
7000
6000
5000
4000
3000
20000 5 10 15 20 25
8000
9000
10000Co
mpr
essi
ve s
treng
th [N
mm
2 ]
Submicron gradesFine medium grades
Coarse grades
Cobalt content []
Extra-coarse grades
Figure 12 compressive strength in relation to the grain size and the cobalt content
Compressive strengthOne of the most remarkable properties of carbide is the extremely high compressive strength under uniaxial stress This valuable property is used in virtually all application fields (cutting edges with high compressive strength in all machin-ing processes pressing and drawing dies rolls anvils and dies for the production of synthetic diamonds etc) The ten-sion of this kind of stress doesnrsquot actually cause fracture due to pressure but due to tension a shear fracture A suitable procedure for determining compressive strength can be found in ISO 4506 To achieve precise values for carbide the test piecersquos geometry must be changed so that the effects of the edges and contact which occur in a simple cylindrical test piece are eliminated Elastic deformation is produced under initial load however before fracture a degree of plastic defor-mation results Figure 12 shows the compressive strength of various grain sizes in relation to the cobalt contentThe compressive strength increases when the metal binder content decreases and the grain size is reduced A small grain carbide grade with a low metal binder content typi-cally has a compressive strength of almost 7000 Nmm2 The compressive strength decreases when the tempera-ture increases The degree of plastic deformation increases notably with the temperature so that the results are variable when temperatures are high
Shear strengthThe implementation of pure shear tests is very difficult However numerous things speak for the fact that the shear strength is somewhat higher than the compressive strength
Fatigue strengthThe fatigue strength of carbide is above 2 million pulsating compressive loads at around 65 to 85 of the static compres-sive strength The compressive fatigue strength increases with a decreasing cobalt content and with decreasing grain size
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
109ROUND TOOL MATERIALS ndash P-LINE
650
600
550
500
450
4000 5 10 15 20 25
700
1300 22002000 4600
0
100
80
60
40
20
Mod
ulus
of e
last
icity
[kN
mm
2 ]
Cobalt content []
Hardness [HV30]
Property from to
Transverse rupture strength [MPa]Fracture toughness [MPa y middot m12]
Hardness
Fracture toughness
CTU08L ultrafine grade 42 Co
Transverse rupture strength
CTS20D submicron grade 100 CoCTF25E finemedium grain grade 125 Co
Figure 15 tension fields of three CERATIZIT grades 0 - lowest value of all grades 100 - highest value of all grades
Figure 14 properties of CERATIZIT round rods and preforms
Figure 13 modulus of elasticity of WC-Co carbides
Modulus of elasticity shear modulus Poissonrsquos ratioThe modulus of elasticity indicates the resistance of a mate-rial against elastic deformation and is higher the more rigid a material is In the case of carbide the modulus of elasticity is 2 to 3 times higher than in steel and increases linearly with decreasing metal binder content See fig 13 additives ofemspγ-phaseemspreduceemsptheemspmodulusemspofemspelasticityemspAnemspexactemspdeter-mination of the modulus of elasticity based on the tension-ex-pansion diagram is difficult Therefore for reliable results res-onance measurements of transverse and longitudinal waves are carried out according to ISO 3312 The shear module is determined in the same way with the help of torsional vibra-tion By determining the modulus of elasticity and the shear module the Poissonrsquos ratio can be calculated
Influence of the grain size and the cobalt content on the most important propertiesThe most important mechanical properties of the carbide such as hardness transverse rupture strength and fracture toughness are determined by the grain size of the tungsten carbide and cobalt content Figure 14 shows the properties of CERATIZIT round rods and preforms Sporadically it can be sustained that through smaller grain sizes higher hard-ness and transverse rupture strength can be achieved At the same time however fracture toughness decreases By increasing the cobalt content hardness is reduced while the transverse rupture strength and fracture toughness are raised Based on this fact a compromise between hardness and fracture toughness can be made Figure 15 shows three different CERATIZIT grades and their hardness fracture toughness and transverse rupture strength 0 is the lowest value and 100 the highest value of all CERATIZIT grades
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE110
65
60
55
50
45
400 5 10 15 20 25
7
75
8
100
80
60
40
20
00 100
120
200 300 400 500 600 700 800
Ther
mal
exp
ansi
on c
oeffi
cien
t [10
-6 deg
C]
20degCemspndashemsp800degC
Cobalt content []
20degCemspndashemsp40degC
Ther
mal
con
duct
ivity
[Wm
n deg
C]
Temperature [degC]
Submicron gradesFine medium grades
Coarse gradesLow y-phase content
High y-phase content
Figure 17 thermal conductivity in relation to the temperature of various micro-structures and grain sizes
Figure 16 thermal expansion in function of the cobalt content for two temperature intervals
Physical properties of carbide DensityThe density of carbide is determined according to ISO 3369 and varies strongly depending on the composition of the car-bide grade Grades with a very high WC content have the highest density Grades with a high titanium carbide content and a high binder content have the lowest density Typically it can however be assumed that the density is around 50 to 100 higher than that of steel
Thermal expansionAs tungsten carbide has a very low thermal expansion coef-ficient the values for carbide compared to steel are very low For carbide grades which contain titanium carbide the values are somewhat higher than for the pure WC-Co carbides Fig-ure 16 shows the thermal expansion in relation to the cobalt content
Thermal conductivityThe thermal conductivity is of great significance for carbide applications as it determines the temperature in the wear areas and has a large influence on the carbidersquos thermal fatigue resistance and resistance to thermal fluctuations The thermal conductivity of WC-Co carbide is around twice that of unalloyed steels It is only slightly influenced by the cobaltemspcontentemspandemsptheemspgrainemspsizeemspwhileemspγ-phasesemsp likeemsp tita-nium carbide or tantalum carbide have an impact Titanium carbide strongly reduces the thermal conductivity Therefore foremspmillingemspgradesemsptantalumemspcarbideemspisemspmostlyemspusedemspasemspγ-phaseemsp(see figure 17)
Specific thermal capacityThe specific thermal capacity is the quantity of heat which is necessaryemsptoemspheatemspupemsp1emspkgemspofemspaemspmaterialemspbyemsp1degCemspInemspapplica-tion technology it is equally important as thermal conductivity because during the machining processes the heat has to be taken away from the cutting edge Through a high thermal capacity the surrounding area is less hot as it can absorb more energy
Specific electric resistanceWC-Co carbides have a low specific resistance of around 20microΩemspcmemspandemspasemspsuchemspareemspgoodemspconductorsemspofemspelectricityemspCarbidesemspwithemspγ-phasesemsphaveemspaemsphigheremspspecificemspresistance
INFORMATION TECHNICAL INFORMATION ndash PHYSICAL PROPERTIES
111ROUND TOOL MATERIALS ndash P-LINE
B
BR
-HC
HS
H
Figure 18 hysteresis curve of a ferromagnetic material
Magnetic saturation amp coercive field strengthCarbides with cobalt as a metal binder are ferromagnetic If a ferromagnetic material is exposed to a magnetic field strength H the magnetic flux density B in this material increases (fig-ure 18 blue line) The flux density decreases when the field strength rises until maximum saturation is achieved This maximum flux density is defined as magnetic saturation (4πσ)emspWhenemsptheemspexternalemspfieldemspstrengthemspisemspremovedemsptheemspfluxemspdensity in the material is reduced along the upper green line to a certain residual magnetism (BR) the so called lsquorema-nencersquo The higher the remanence is the better a material can be magnetised and the remanence can only be elimi-nated when the material is subjected to an inverse field The inverse field strength HC which is necessary to reduce the magnetic flux density to zero or to lsquode-magnetisersquo the mate-rial is defined as coercive field strength
The finer the magnetic field lines of the metal binder phase in the carbide the higher the coercive field strength This means that the coercive field strength provides information about the state of the metal binder phase The metal binder phase becomes finer with smaller tungsten carbide grains and lower binder content As described in the section on lsquoMechanical properties of carbidersquo the smaller the grains and the lower the metal binder content the higher the hardness of the structure In this way an accordant correlation between coercive field strength and hardness can be seen In practi-cal applications this represents a non-destructive measuring method for the hardnessThe magnetic saturation of carbide also depends on the con-tent and the state of the cobalt binder When one of these parameters is known information can be given about the other parameters In this context the carbon content of the carbide has a decisive influence on the magnetic state of the cobalt The magnetic saturation provides information about the carburisation of the carbide This measuring method rep-resents an important tool for checking the production quality
PermeabilityMagnetic permeability means the penetrability of materials for magnetic fields Although carbide is ferromagnetic the magnetic permeability values are low They increase equally along with the magnetic saturation and with the cobalt con-tent and amount to around 5 Hm with 20 vol Compared to this vacuum has a magnetic permeability of 1 Hm and iron between 300 and 10000 Hm
INFORMATION TECHNICAL INFORMATION ndash PHYSICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE112
Acetone
Chemical compounds Resistance
EthanolSodium hydroxide
All acidsTap waterPetroleum
high resistancehigh resistancehigh resistancelow resistancehigh resistancehigh resistance
Figure 19 some chemical compounds and the corresponding resistance of carbide
Corrosion resistanceAccording to DIN EN ISO 8044 corrosion is a reaction of a metal material with its environment which causes a measur-able modification of the material and may lead to a reduced performance of the metal element or the entire system In most cases the reaction is electrochemical in nature or in some cases chemical or metallurgical in nature In carbides corrosion causes a reduction of the surface of the binder phase thus on the surface there remains only a carbide lsquoskeletonrsquo The bond between carbide grains next to each other is very weak so the rate of destruction increases cor-respondingly When the metal binder content is low the car-bide lsquoskeletonrsquo is more pronounced Consequently this type of carbide grade shows higher wear resistance and corrosion resistance than carbides with a higher metal binder content In practical applications however this is not sufficient to sig-nificantly increase the service life Due to their limited corro-sion resistance pure WC-Co carbides are often not suitable for application fields with difficult corrosion conditions Typi-cally it can be assumed that WC-Co carbides down to pH 7 are corrosion-resistant
INFORMATION TECHNICAL INFORMATION ndash CORROSION RESISTANCE
113ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE114
We
rese
rve
the
right
to m
ake
tech
nica
l cha
nges
for i
mpr
ovem
ent o
f the
pro
duct
M
A-PR
O-0
147-
EN-0
220
7003
581
Worldwide CERATIZIT Austria GmbHAT-6600 Reutte T +43 5672 200-0 E infoaustriaceratizitcom
Brazil CERATIZIT Ameacuterica Latina Ltda BR-13069-310 Campinas Satildeo Paulo T +55 11 4133 2300 E infoamericalatinaceratizitcom China CB-CERATIZIT Xiamen Co Ltd 69 Xingxi Road Xinglin Jimei CN-361022 Xiamen (Jimei) China T +86 592 666 1000
Great BritainCERATIZIT UK amp Ireland LtdUK-Sheffield S9 1XUToll Free 0800 048 4877 4878T +44 1925 261 161E infoukceratizitcom
India CERATIZIT India Pvt Ltd IN-Bengaluru 560099 T +91 80 4043 1262 E ctindiainfoceratizitcom
Italy CERATIZIT Como SpA IT-22040 Alserio (CO) T +39 031 6349 211 E infocomoceratizitcom
Japan CERATIZIT Japan CoLtd JP-421ndash0115 Shizuoka T +81-54-268-1060 E infojapanceratizit-jcojp
Spain Portugal CERATIZIT Ibeacuterica Herramientas de Precisioacuten SL ES-28660 Madrid T +34 91 351 0609 E infoibericaceratizitcom
Headquarters
CERATIZIT SALU-8232 MamerT +352 31 20 85-1E infoceratizitcom
wwwceratizitcom

9ROUND TOOL MATERIALS ndash P-LINE
Live product availability check
Detailed up-to-date technical information and graphic illustrations
Fast delivery orders up to 630 pm will leave our warehouse in Kempten Germany on the same day
Reliable delivery we work only with the best and most reliable service providers in the sector
e-techstorecomAvailable 247 for you
A majority of our standard products are available from stock A well-organised warehouse means that we can respond quickly and reliably to your order even for bulk quantities Thanks to our advanced supply chain management our pro-duction capacity is flexible and able to produce a maximum
of quantities even in a short time frame You can order stock products online around the clock at our E-Techstore
Your benefits
Supreme availability
INTRODUCTION SUPREME AVAILABILITY
ROUND TOOL MATERIALS ndash P-LINE10
Powder preparation and mixing
Forming pressing Sintering
Grinding Dispatch Recycling
Cemented carbide is a powder metallurgical composite con-sisting of one or more hard material phases (eg tungsten carbide) and a binding material (eg cobalt) It is an extremely hard material characterised by high wear resistance and thermal stability It is used in various fields that require tools or components to be particularly wear-resistant
We manage the entire process chain
Cemented carbide
INTRODUCTION CEMENTED CARBIDE
11ROUND TOOL MATERIALS ndash P-LINE
Cemented carbide ndash a composite material with valuable propertiesCemented carbides are composite materials consisting of a hard material and a comparatively soft binder metal like cobalt (Co) The performance characteristics of cemented carbide are determined by hardness transverse rupture strength and fracture toughness With regard to their appli-cation important parameters for the optimisation of these characteristics are the cobalt content and the grain size of the metal binder phase The tungsten carbide grains have an averageemspsizeemspofemsplessemspthanemsp02μmemspupemsptoemspseveralemspmicrometresemsp(μm)emspTheemspcobaltemspfillsemsptheemspgapsemspbetweenemsptheemspcarbideemspgrainsemsp
When extremely high toughness is required the cobalt con-tent can amount to as much as 30 whereas for maximum wear resistance the cobalt content is reduced and the grain sizeemspdecreasedemsptoemsptheemspnanocrystallineemsprangeemspofemspltemsp02μmCERATIZIT produces far more than 100 different cemented carbide grades particularly for wear parts and cutting tools thus offering a customised solution for every application
INTRODUCTION CEMENTED CARBIDE
ROUND TOOL MATERIALS ndash P-LINE12
Tungsten carbide production
Powder preparation
Carbide production at CERATIZIT started in 1929 Last but not least thanks to long-standing experience CERATIZIT handles the entire process chain from the raw material to the dispatch-ing of the finished products to customers The production process of powder-metallurgical products basically includes the four steps of powder preparation shaping sintering and finishing
The APT (ammonium para-tungstate) is calcined into tungsten oxide under high temperature Subsequently the oxide is reduced to tungsten metal in a hydrogen atmosphere The metal powder is then mixed with carbon and carburised under inert atmosphere at high temperatures The production param-eters are decisive for the WC grain size in the sintered carbide
The tungsten carbide is intensely mixed with the binder metal cobalt nickel or iron various grain growth inhibitors and special alloys as well as materials which promote compaction by wet grinding so that a homogeneous suspension is created Afterwards the suspension is dried in a spray tower to pro-duce a granulate with good flow characteristics This granulate represents the basis for all forming processes
Carbide production
Tungsten
Blue tungsten oxide
Yellow tungsten oxide
Tungsten carbide
APT (ammonium para-tungstate)
INTRODUCTION CEMENTED CARBIDE
13ROUND TOOL MATERIALS ndash P-LINE
The objective of the forming process is to obtain a near net shape sample Pressing is normally carried out at room tem-perature with pressures reaching up to several tons per square centimetre There are several ways of pressing blanks
During isostatic cold pressing the powder is filled into an elastic flexible hose and pressed into a compacted form through high liquid pressure The powder blocks which are produced in this way can then be processed mechanically All common machining methods like milling cutting drilling or turning may be used
In uniaxial pressing the pressing tool con-sists of a die and an upper and a lower punch The carbide powder is filled into the die and then compacted to create the near net shape geometry of the green compact which is ejected from the pressing die
Extrusion pressing is mainly used to pro-duce rectangular bars or cylindrical rods with or without axial hole(s) A plastifier is added to the powder The resulting paste is pressed through an extrusion nozzle Before sintering the plastifier must be evaporated in special drying furnaces
Metal Injection Moulding (MIM) is a process used to produce more complex forms which cannot be produced by direct pressing The paste preparation is similar to the extrusion process
Pressing ndash shaping ndash machining
INTRODUCTION CEMENTED CARBIDE
ROUND TOOL MATERIALS ndash P-LINE14
Sintering
The sintering process converts the blank into a homogeneous and dense cemented carbide with a high level of hardness The material is sintered at temperatures betweenemsp1300emspandemsp1500degCemsp(liquidemspphaseemspsintering) and sometimes also at high pres-sure (up to 100 bar) The volume is reduced by up to 50 during this process
INTRODUCTION CEMENTED CARBIDE
15ROUND TOOL MATERIALS ndash P-LINE
Finishing ndash grinding
In order to achieve the final requirements of surface finish tolerances etc carbide parts can undergo a series of finishing pro-cesses such as grinding spark erosion and coating
The most important grinding procedures for carbide rods are centreless grinding and cylindrical grinding When producing tool blanks minimum diameter tolerances and optimal surface quality represent an excel-lent quality characteristic
INTRODUCTION CEMENTED CARBIDE
ROUND TOOL MATERIALS ndash P-LINE16
KIC (Shetty)
[m ] [gcm3] [HV30] [HRA] [MPa] [psi] [MPam12]
CTU08L K10 C-2 42 1505 2200 952 3700 536600 84
TSF22 K10 ndash K20 C-2 82 1455 1930 937 4400 638800 92
TSF44 K10 ndash K20 C-2 120 1410 1730 927 4600 667000 98
KIC (Shetty)
[m ] [gcm3] [HV30] [HRA] [MPa] [psi] [MPam12]
CTS12D K05 ndash K10 C-3 60 1480 1820 931 3600 522100 93
CTS15D K10 ndash K30 C-3 75 1470 1750 928 3700 536000 95
CTS18D K20 ndash K40 C-2 90 1455 1590 919 3650 529400 107
CTS20D K20 ndash K40 C-2 100 1438 1600 919 4000 580100 104
CTS24Z K20 ndash K40 C-2 120 1410 1570 917 4000 580100 113
CTS30D K30 ndash K40 C-2 150 1384 1400 904 4300 623700 132
KIC (Shetty)
[m ] [gcm3] [HV30] [HRA] [MPa] [psi] [MPam12]
CTF12E K15 C-2 60 1495 1620 921 3000 435100 99
CTF25E K30 ndash K40 C-2 125 1415 1300 895 3500 507600 150
Ultrafine grades
Grade ISO code US codeBinder Density Hardness
Transverse rupture strength
Submicron grades
Grade ISO code US codeBinder Density Hardness
Transverse rupture strength
Fine grades
Grade ISO code US codeBinder Density Hardness
Transverse rupture strength
Grades composition and properties
INTRODUCTION GRADES COMPOSITION AND PROPERTIES
17ROUND TOOL MATERIALS ndash P-LINE
KIC (Shetty)
[m ] [gcm3] [HV30] [HRA] [MPa] [psi] [MPam12]
CTF28T K05 ndash K10 C-2 141 640 1580 918 2000 290100 85
lt 02 N02 ndash lt 05 U05 ndash lt 08 S08 ndash lt 13 F13 ndash lt 25 M25 ndash lt 60 C
gt 60 E
Cermet grade
Grade ISO code US codeBinder Density Hardness
Transverse rupture strength
Carbide grades for biocompatible tools
The biocompatibility requirement for medical products increases patient safety For tools that come into short-term direct contact with body tissue cell tolerance must be guaranteed
Testing for in-vitro cytotoxicity in accordance with DIN EN ISO 10993-5 was carried out by the accredited testing labo-ratory Creamedix GmbH The following carbide grades were successfully tested for their cell tolerance
Certified biological testing of the in-vitro cytotoxicity in accordance with
DIN EN ISO 10993-5 by
Creamedix GmbH
Accreditation number D-PL-19876-01
TSF22 TSF44 CTS12D
CTS15D CTS18D
CTS20D CTS24Z
in accordance with ISO 10993-5 for the medical and dental industry
BIOLAB
CommentThe data in this table are typical material parameters We reserve the right to modify the data due to technical progress or due to further development within our company
Grain size classification
ClassificationCERATIZIT
code
nanoultrafine
submicronfine
mediumcoarse
extra-coarse
) The classification of carbides according to grain size corresponds to the recommendations of the Powder Metallurgy AssociationThe standard ISO codes for carbides which were developed for fine to medium grain sizes no longer correspond to todayrsquos state of the art In order to choose the correct grades only the application data are relevantKIC The measured critical tension intensity factors (KIC) depend to a high degree on the sample geometry and sample preparation A direct comparison with parameters which have been determined by means of a different method is therefore not admissible
Average grain size [microm]
INTRODUCTION GRADES COMPOSITION AND PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE18
CTU08Lemspcarbideemspgradeemspwithemspaemsptypicalemspgrainemspsizeemspofemsp02emspμmemspforemsptheemspma-chining of materials with a hardness gt 65 HRC Thanks to the high wear resistance also excellent suitability for abrasive fibre composite materials
TSF22 ultrafine carbide grade for HSC machining of tempered steels with a hardness of gt 60 HRC and abrasive aluminium alloys
TSF44 ultrafine carbide grade for HSC machining of tempered steels up to 60 HRC suitable for micro-tools and finishing tools and for a variety of materials
Ultrafine grades
CTS12D for machining aluminium alloys fibre-reinforced plastics (carbon-fibre and glass-fibre reinforced) composite materials graphite particular-ly suitable for diamond coating
CTS15D for machining grey cast iron tempered cast iron non-alloyed steel non-ferrous metals and plastics
CTS18D for high-performance machining of steel stainless steel and the machining of difficult materials
CTS20D for universal machining of alloyed and non-alloyed steels Suit-able for a variety of cutting operations on different materials thanks to its balanced properties Improved toughness ensures a low risk of cutting edge breakage
CTS24Z the special high-performance grade for the roughing of titanium and heat-resistant alloys Even higher fracture toughness than CTS18D and CTS20D with approximately the same hardness
CTS30D with extremely high fracture toughness for particularly unstable and difficult applications A good choice when switching from HSS to carbide
Submicron grades
Picture example
Picture example
INTRODUCTION GRADES COMPOSITION AND PROPERTIES
19ROUND TOOL MATERIALS ndash P-LINE
CTF12E for gun drills with an adapted relation between hardness and toughness Suitable also for diamond-coated solid carbide tools
CTF25E for the production of PCD tools and tool shanks The increased cobalt content and the coarser grain improve brazability while increasing fracture toughness
Fine grain grades
CTF28T particularly for the finish machining of steel Thanks to high oxidation resistance and low tendency to stick it is particularly suitable for the production of uncoated reamers
Cermet
Picture example
Picture example
INTRODUCTION GRADES COMPOSITION AND PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE20
1 =
2 =
3 =
4 =
Number of coolant holes
Designation system
RR
RGM
W
D
Y
Sintered rods
with chamfer
with Weldon shank
Ground rods metric
DualBlank
with radial coolant exit holes
GD
SR
FR
00
RGI
RK
VK
30
V2
40
V2P
G
R
C
B
C
Helix angle coolant hole rods as sintered
coolant hole rods groundofcoolant hole rods
Blanks for gun drills
Flat strips
Square strips
round rods with kidney-shaped coolant holes
profiled rods with kidney-shaped coolant holes
profiled rods with two coolant holes
profiled tips with two coolant holes
drill blanks
Ground rods inch
with chamfer
INTRODUCTION DESIGNATION SYSTEM
21ROUND TOOL MATERIALS ndash P-LINE
S
SL
d1
D
H
D
[1100 mm]
[1100 mm]
10004813 544-104 CTS20D h5
ThicknessDiameter of the coolant holes Rod length
Pitch circle of the coolant holes
Height
Nominal pitch of the
coolant holes
Grade
Outside diameter
Diameter tolerance
INTRODUCTION DESIGNATION SYSTEM
ROUND TOOL MATERIALS ndash P-LINE22
CTU0
8L
TSF2
2
TSF4
4
CTS1
2D
CTS1
5D
CTS1
8D
CTS2
0D
CTS2
4Z
CTF1
2E
CTF2
8T
RR
RGM
RGI
RGMC
RGMCW
RGMCD
RGMCY
RGIC
GB2
G2
R2
R3
R4
G2
G3
00R1
00R2
00G1
00G2
GDRK
GDVK
GDV2
GDV2P
DIN 8011
Ultra-fine grades Submicron grades
Fine
gr
ades
Cerm
et
star
ting
page
Solid carbide rods as sintered 25
Solid carbide rods ground metric 29
Solid carbide rods inch 32
End mill blanks metric 35
End mill blanks with Weldon shank metric 39
DualBlank end mill blanks metric 40
End mill blanks with through-coolant metric 41
End mill blanks inch 43
Drill blanks with through-coolant 45
Drill blanks for micro-drills with through-coolant 47
Rods as sintered with two helical coolant holes 49
Rods as sintered with three helical coolant holes 55
Rods as sintered with four helical coolant holes 56
Rods ground with two helical coolant holes 57
Rods ground with three helical coolant holes 59
Rods as sintered with central coolant hole 61
Rods as sintered with two straight coolant holes 63
Rods ground with central coolant hole 66
Rods ground with two straight coolant holes 67
Rods for gun drills with kidney-shaped coolant holes 69
Profiled rods for gun drills with kidney-shaped coolant holes 71
Profiled rods for gun drills with two coolant holes 73
Profiled tips for gun drills with two coolant holes 75
Flat and square strips FR and SR 77
Brazing tips to DIN 8011 79
The product map below provides you with a quick overview of the grades and rods which are available in stockOther products are available upon request
Stock programme at a glance
INTRODUCTION STOCK PROGRAMME AT A GLANCE
23ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE24
A comprehensive standard range of sintered and ground solid carbide rods in various dimensions is available from stock Furthermore you can choose from carbide grades with the most varied characteristics for every application area from ultrafine grades for the machining of superhard materials by way of submi-cron grades for universal application to our cermet grade for the finish machining of ferrous materials Of course we can also produce carbide rods in other dimensions and grades to order ndash simply get in touch with your contact person at CERATIZIT Detailed technical data for our solid carbide rods can be found in the lsquoInforma-tionrsquo section
Solid carbide rods
25ROUND TOOL MATERIALS ndash P-LINE
As sintered
D L
Ultrafine grades
D L Type description
Dia tol[mm] [mm] [mm] CTU08L TSF22 TSF44
325 330 RR 0325-330 -0+020
420 330 RR 0420-330 -0+020
520 330 RR 0520-330 -0+025
620 330 RR 0620-330 -0+025
820 330 RR 0820-330 -0+030
1020 330 RR 1020-330 -0+030
1220 330 RR 1220-330 -0+030
1420 330 RR 1420-330 -0+030
1620 330 RR 1620-330 -0+045
1820 330 RR 1820-330 -0+045
2020 330 RR 2020-330 -0+045
2520 330 RR 2520-330 -0+065
3220 330 RR 3220-330 -0+065
As sintered
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
115 330 RR 0115-330 -0+015
165 330 RR 0165-330 -0+015
180 330 RR 0180-330 -0+015
220 330 RR 0220-330 -0+020
270 330 RR 0270-330 -0+020
325 330 RR 0325-330 -0+020
370 330 RR 0370-330 -0+020
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE26
As sintered
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
420 330 RR 0420-330 -0+020
470 330 RR 0470-330 -0+020
520 330 RR 0520-330 -0+025
570 330 RR 0570-330 -0+025
620 330 RR 0620-330 -0+025
655 330 RR 0655-330 -0+025
670 330 RR 0670-330 -0+025
720 330 RR 0720-330 -0+030
770 330 RR 0770-330 -0+030
820 330 RR 0820-330 -0+030
870 330 RR 0870-330 -0+030
920 330 RR 0920-330 -0+030
970 330 RR 0970-330 -0+030
1020 330 RR 1020-330 -0+030
1070 330 RR 1070-330 -0+030
1120 330 RR 1120-330 -0+030
1170 330 RR 1170-330 -0+030
1220 330 RR 1220-330 -0+030
1270 330 RR 1270-330 -0+030
1300 330 RR 1300-330 -0+030
1320 330 RR 1320-330 -0+030
1420 330 RR 1420-330 -0+030
1470 330 RR 1470-330 -0+030
1520 330 RR 1520-330 -0+030
1620 330 RR 1620-330 -0+045
1720 330 RR 1720-330 -0+045
1820 330 RR 1820-330 -0+045
1920 330 RR 1920-330 -0+045
2020 330 RR 2020-330 -0+045
2120 330 RR 2120-330 -0+055
2220 330 RR 2220-330 -0+055
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS AS SINTERED
27ROUND TOOL MATERIALS ndash P-LINE
As sintered
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
2320 330 RR 2320-330 -0+055
2420 330 RR 2420-330 -0+055
2520 330 RR 2520-330 -0+065
2580 330 RR 2580-330 -0+065
2620 330 RR 2620-330 -0+065
2820 330 RR 2820-330 -0+065
3020 330 RR 3020-330 -0+065
3220 330 RR 3220-330 -0+065
3420 330 RR 3420-330 -0+065
3620 330 RR 3620-330 -0+065
3820 330 RR 3820-330 -0+070
4020 330 RR 4020-330 -0+070
4220 330 RR 4220-330 -0+070
4620 330 RR 4620-330 -0+070
As sintered
D L
Fine grades
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
325 330 RR 0325-330 -0+020
620 330 RR 0420-330 -0+020
520 330 RR 0520-330 -0+025
620 330 RR 0620-330 -0+025
820 330 RR 0820-330 -0+030
1020 330 RR 1020-330 -0+030
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE28
As sintered
D L
Fine grades
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
1220 330 RR 1220-330 -0+030
1420 330 RR 1420-330 -0+030
1620 330 RR 1620-330 -0+045
1820 330 RR 1820-330 -0+045
As sintered
D L
Cermet
D L Type description
Dia tol[mm] [mm] [mm] CTF28T
340 330 RR 0340-330 -0+020
440 330 RR 0440-330 -0+020
640 330 RR 0640-330 -0+025
840 330 RR 0840-330 -0+030
1040 330 RR 1040-330 -0+030
1240 330 RR 1240-330 -0+030
1440 300 RR 1440-330 -0+030
1640 330 RR 1640-330 -0+045
2040 330 RR 2040-330 -0+045
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS AS SINTERED
29ROUND TOOL MATERIALS ndash P-LINE
Ground metric
D L
Ultrafine grades
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 TSF22 TSF44
200 330 RGM 0200-330 +0-0004 h5
300 330 RGM 0300-330 +0-0004 h5
400 330 RGM 0400-330 +0-0005 h5
500 330 RGM 0500-330 +0-0005 h5
600 330 RGM 0600-330 +0-0005 h5
800 330 RGM 0800-330 +0-0006 h5
1000 330 RGM 1000-330 +0-0006 h5
1200 330 RGM 1200-330 +0-0008 h5
1400 330 RGM 1400-330 +0-0008 h5
1600 330 RGM 1600-330 +0-0008 h5
2000 330 RGM 2000-330 +0-0009 h5
2500 330 RGM 2500-330 +0-0009 h5
Ground metric
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
100 330 RGM 0100-330 +0-0006 h6
150 330 RGM 0150-330 +0-0006 h6
200 330 RGM 0200-330 +0-0006 h6
250 330 RGM 0250-330 +0-0006 h6
300 330 RGM 0300-330 +0-0006 h6
350 330 RGM 0350-330 +0-0008 h6
400 330 RGM 0400-330 +0-0008 h6
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS GROUND METRIC
ROUND TOOL MATERIALS ndash P-LINE30
Ground metric
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
450 330 RGM 0450-330 +0-0008 h6
500 330 RGM 0500-330 +0-0008 h6
550 330 RGM 0550-330 +0-0008 h6
600 330 RGM 0600-330 +0-0008 h6
650 330 RGM 0650-330 +0-0009 h6
700 330 RGM 0700-330 +0-0009 h6
750 330 RGM 0750-330 +0-0009 h6
800 330 RGM 0800-330 +0-0009 h6
850 330 RGM 0850-330 +0-0009 h6
900 330 RGM 0900-330 +0-0009 h6
950 330 RGM 0950-330 +0-0009 h6
1000 330 RGM 1000-330 +0-0009 h6
1100 330 RGM 1100-330 +0-0011 h6
1200 330 RGM 1200-330 +0-0011 h6
1300 330 RGM 1300-330 +0-0011 h6
1400 330 RGM 1400-330 +0-0011 h6
1500 330 RGM 1500-330 +0-0011 h6
1600 330 RGM 1600-330 +0-0011 h6
1800 330 RGM 1800-330 +0-0011 h6
1900 330 RGM 1900-330 +0-0013 h6
2000 330 RGM 2000-330 +0-0013 h6
2200 330 RGM 2200-330 +0-0013 h6
2400 330 RGM 2400-330 +0-0013 h6
2500 330 RGM 2500-330 +0-0013 h6
2800 330 RGM 2800-330 +0-0013 h6
3000 330 RGM 3000-330 +0-0013 h6
3200 330 RGM 3200-330 +0-0016 h6
3800 330 RGM 3800-330 +0-0016 h6
4000 330 RGM 4000-330 +0-0016 h6
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS GROUND METRIC
31ROUND TOOL MATERIALS ndash P-LINE
Ground metric
D L
Fine grades
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 CTF12E
300 330 RGM 0300-330 +0-0004 h6
400 330 RGM 0400-330 +0-0008 h6
600 330 RGM 0600-330 +0-0008 h6
800 330 RGM 0800-330 +0-0009 h6
1000 330 RGM 1000-330 +0-0009 h6
1200 330 RGM 1200-330 +0-0011 h6
1400 330 RGM 1400-330 +0-0011 h6
1600 330 RGM 1600-330 +0-0011 h6
Ground metric
D L
Cermet
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 CTF28T
300 330 RGM 0300-330 +0-0004 h6
400 330 RGM 0400-330 +0-0008 h6
600 330 RGM 0600-330 +0-0008 h6
800 330 RGM 0800-330 +0-0009 h6
1000 330 RGM 1000-330 +0-0009 h6
1200 330 RGM 1200-330 +0-0011 h6
1400 330 RGM 1400-330 +0-0011 h6
1600 330 RGM 1600-330 +0-0011 h6
2000 330 RGM 2000-330 +0-0013 h6
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS GROUND METRIC
ROUND TOOL MATERIALS ndash P-LINE32
Ground inch
D L
Submicron grades
D L Type description
Dia tol[inch] [inch] [mm] ISO 286 CTS20D
18 13000 RGI 18-13 +0-0008 h6
316 13000 RGI 316-13 +0-0008 h6
14 13000 RGI 14-13 +0-0009 h6
516 13000 RGI 516-13 +0-0009 h6
38 13000 RGI 38-13 +0-0009 h6
716 13000 RGI 716-13 +0-0011 h6
12 13000 RGI 12-13 +0-0011 h6
58 13000 RGI 58-13 +0-0011 h6
34 13000 RGI 34-13 +0-0013 h6
1 13000 RGI 1-13 +0-0013 h6
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS GROUND INCH
33ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE34
In addition to DIN dimensions we can also supply our high-precision end mill blanks in extra-long sizes End mill blanks in the most popular inch dimensions have now been added to the range Whether in standard execution with Wel-don shanks internal cooling or as a DualBlank you can be sure of finding the product you need Our end mill blanks are now also available in the new high-performance grade CTS24Z for the machining of difficult materials like titanium or Inconel Having virtually the same hardness CTS24Z is even tougher than our proven CTS18D and CTS20D grades This extreme toughness offers maximum protection against breakage and ensures consistent performance of your toolsOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our end mill blanks can be found in the lsquoInformationrsquo section
End mill blanks
35ROUND TOOL MATERIALS ndash P-LINE
Metric
D
L
c
45deg
Ultrafine grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTU08L TSF22 TSF44
300 39 RGMC 0300-039 +0-0004 h5 030 x
300 40 RGMC 0300-040 +0-0004 h5 030
300 50 RGMC 0300-050 +0-0004 h5 030
300 60 RGMC 0300-060 +0-0004 h5 030
400 51 RGMC 0400-051 +0-0004 h5 040 x
400 60 RGMC 0400-060 +0-0005 h5 040
400 75 RGMC 0400-075 +0-0005 h5 040
500 51 RGMC 0500-051 +0-0005 h5 040 x
600 51 RGMC 0600-051 +0-0005 h5 040 x
600 58 RGMC 0600-058 +0-0005 h5 040 x
600 60 RGMC 0600-060 +0-0005 h5 040
600 65 RGMC 0600-065 +0-0005 h5 040
600 70 RGMC 0600-070 +0-0005 h5 040
600 75 RGMC 0600-075 +0-0005 h5 040
600 80 RGMC 0600-080 +0-0005 h5 040
600 100 RGMC 0600-100 +0-0005 h5 040
800 64 RGMC 0800-064 +0-0006 h5 060 x
800 70 RGMC 0800-070 +0-0006 h5 060
800 75 RGMC 0800-075 +0-0006 h5 060
800 100 RGMC 0800-100 +0-0006 h5 060
800 120 RGMC 0800-120 +0-0006 h5 060
1000 67 RGMC 1000-067 +0-0006 h5 080 x
1000 73 RGMC 1000-073 +0-0006 h5 080 x
1000 75 RGMC 1000-075 +0-0006 h5 080
1000 80 RGMC 1000-080 +0-0006 h5 080
1000 100 RGMC 1000-100 +0-0006 h5 080
1000 120 RGMC 1000-120 +0-0006 h5 080
1200 84 RGMC 1200-084 +0-0008 h5 080 x
1200 100 RGMC 1200-100 +0-0008 h5 080
1200 120 RGMC 1200-120 +0-0008 h5 080
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC
ROUND TOOL MATERIALS ndash P-LINE36
Metric
D
L
c
45deg
Ultrafine grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTU08L TSF22 TSF44
1600 93 RGMC 1600-093 +0-0008 h5 080 x
1600 110 RGMC 1600-110 +0-0008 h5 080
1600 120 RGMC 1600-120 +0-0008 h5 080
1600 130 RGMC 1600-130 +0-0008 h5 080
1600 150 RGMC 1600-150 +0-0008 h5 080
2000 105 RGMC 2000-105 +0-0009 h5 100 x
2000 125 RGMC 2000-125 +0-0009 h5 100
2000 150 RGMC 2000-150 +0-0009 h5 100
2500 125 RGMC 2500-125 +0-0009 h5 100
2500 150 RGMC 2500-150 +0-0009 h5 100
Metric
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTS18D CTS20D CTS24Z
300 39 RGMC 0300-039 +0-0006 h6 030 x
300 40 RGMC 0300-040 +0-0004 h5 030
300 50 RGMC 0300-050 +0-0004 h5 030
300 60 RGMC 0300-060 +0-0004 h5 030
400 51 RGMC 0400-051 +0-0008 h6 040 x
400 60 RGMC 0400-060 +0-0005 h5 040
400 75 RGMC 0400-075 +0-0005 h5 040
500 51 RGMC 0500-051 +0-0008 h6 040 x
600 51 RGMC 0600-051 +0-0008 h6 040 x
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC
37ROUND TOOL MATERIALS ndash P-LINE
Metric
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTS18D CTS20D CTS24Z
600 55 RGMC 0600-055 +0-0008 h6 040 x
600 58 RGMC 0600-058 +0-0005 h5 040 x
600 60 RGMC 0600-060 +0-0005 h5 040
600 65 RGMC 0600-065 +0-0005 h5 040
600 70 RGMC 0600-070 +0-0005 h5 040
600 75 RGMC 0600-075 +0-0005 h5 040
600 80 RGMC 0600-080 +0-0005 h5 040
600 100 RGMC 0600-100 +0-0005 h5 040
800 59 RGMC 0800-059 +0-0009 h6 060 x
800 64 RGMC 0800-064 +0-0009 h6 060 x
800 70 RGMC 0800-070 +0-0006 h5 060
800 75 RGMC 0800-075 +0-0006 h5 060
800 80 RGMC 0800-080 +0-0006 h5 060
800 100 RGMC 0800-100 +0-0006 h5 060
800 120 RGMC 0800-120 +0-0006 h5 060
1000 67 RGMC 1000-067 +0-0009 h6 080 x
1000 73 RGMC 1000-073 +0-0009 h6 080 x
1000 75 RGMC 1000-075 +0-0006 h5 080
1000 80 RGMC 1000-080 +0-0006 h5 080
1000 90 RGMC 1000-090 +0-0006 h5 080
1000 100 RGMC 1000-100 +0-0006 h5 080
1000 120 RGMC 1000-120 +0-0006 h5 080
1200 74 RGMC 1200-074 +0-0011 h6 080 x
1200 84 RGMC 1200-084 +0-0011 h6 080 x
1200 100 RGMC 1200-100 +0-0008 h5 080
1200 120 RGMC 1200-120 +0-0008 h5 080
1400 76 RGMC 1400-076 +0-0011 h6 080 x
1400 84 RGMC 1400-084 +0-0011 h6 080 x
1600 83 RGMC 1600-083 +0-0011 h6 080 x
1600 93 RGMC 1600-093 +0-0011 h6 080 x
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC
ROUND TOOL MATERIALS ndash P-LINE38
Metric
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTS18D CTS20D CTS24Z
1600 110 RGMC 1600-110 +0-0008 h5 080
1600 120 RGMC 1600-120 +0-0008 h5 080
1600 130 RGMC 1600-130 +0-0008 h5 080
1600 150 RGMC 1600-150 +0-0008 h5 080
1800 93 RGMC 1800-093 +0-0011 h6 100 x
2000 93 RGMC 2000-093 +0-0013 h6 100 x
2000 105 RGMC 2000-105 +0-0009 h5 100 x
2000 125 RGMC 2000-125 +0-0009 h5 100
2000 150 RGMC 2000-150 +0-0009 h5 100
2500 125 RGMC 2500-125 +0-0009 h5 100
2500 150 RGMC 2500-150 +0-0009 h5 100
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC
39ROUND TOOL MATERIALS ndash P-LINE
Metric with Weldon
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTS20D
600 51 RGMCW 0600-051 +0-0008 h6 040 x
600 55 RGMCW 0600-055 +0-0008 h6 040 x
600 58 RGMCW 0600-058 +0-0008 h6 040 x
800 64 RGMCW 0800-064 +0-0009 h6 060 x
1000 67 RGMCW 1000-067 +0-0009 h6 080 x
1000 73 RGMCW 1000-073 +0-0009 h6 080 x
1200 74 RGMCW 1200-074 +0-0011 h6 080 x
1200 84 RGMCW 1200-084 +0-0011 h6 080 x
1600 93 RGMCW 1600-093 +0-0011 h6 080 x
2000 93 RGMCW 2000-093 +0-0013 h6 100 x
2000 105 RGMCW 2000-105 +0-0013 h6 100 x
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC WITH WELDON
ROUND TOOL MATERIALS ndash P-LINE40
Metric DualBlank
D
L
c
30degCTSDTMG30
l1
Submicron grades
D L Type description
Dia tol l1 c[mm] [mm] [mm] ISO 286 [mm] [mm] DIN 6527 CTS20D CTS18D
600 58 RGMCD 0600-058 +0-0008 h6 26 050 x
800 64 RGMCD 0800-064 +0-0009 h6 29 070 x
1000 73 RGMCD 1000-073 +0-0009 h6 33 090 x
1200 84 RGMCD 1200-084 +0-0011 h6 38 090 x
1600 93 RGMCD 1600-093 +0-0011 h6 41 090 x
2000 105 RGMCD 2000-105 +0-0013 h6 46 110 x
DualBlank rods
A combination of a high-performing Premium grade in the cutting edge area with a shank made of an economical recycled grade
emspThe high-performance grade in the cutting edge area guarantees maximum performance in metal cutting
emspAbsolutely homogeneous and resistant to fracture where the two materials are joined
emspOptimised price-performance ratioemspProduced with less impact of the environment
s-line
p-line
CTS18DCTS20D
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC DUALBLANK
41ROUND TOOL MATERIALS ndash P-LINE
Metric with through-coolant 2x 180deg
c
2x18
0deg
Oslash d
1
L+1
45deg
l2 60degOslash
D
Oslash d 2
Submicron grades
D L Type description
Dia tol d1 d2 l2 c[mm] [mm] [mm] ISO 286 [mm] [mm] [mm] [mm] CTS20D
600 58 RGMCY2 0600-058 +0-0008 h6 120 080 300 040
800 64 RGMCY2 0800-064 +0-0009 h6 160 110 400 060
1000 73 RGMCY2 1000-073 +0-0009 h6 200 140 500 080
1200 84 RGMCY2 1200-084 +0-0011 h6 220 160 600 080
1400 84 RGMCY2 1400-084 +0-0011 h6 240 170 700 080
1600 93 RGMCY2 1600-093 +0-0011 h6 260 190 800 080
1800 93 RGMCY2 1800-093 +0-0011 h6 280 200 900 100
2000 105 RGMCY2 2000-105 +0-0013 h6 300 210 1000 100
2500 125 RGMCY2 2500-125 +0-0013 h6 320 230 1250 100
Metric with through-coolant 3x 120deg
3x12
0deg
c
Oslash d
1
L+1
45deg
l2 60degOslash
D
Oslash d 2
Submicron grades
D L Type description
Dia tol d1 d2 l2 c[mm] [mm] [mm] ISO 286 [mm] [mm] [mm] [mm] CTS20D
600 58 RGMCY3 0600-058 +0-0008 h6 120 070 300 040
800 64 RGMCY3 0800-064 +0-0009 h6 160 090 400 060
1000 73 RGMCY3 1000-073 +0-0009 h6 200 120 500 080
1200 84 RGMCY3 1200-084 +0-0011 h6 220 130 600 080
1400 84 RGMCY3 1400-084 +0-0011 h6 240 140 700 080
1600 93 RGMCY3 1600-093 +0-0011 h6 260 150 800 080
1800 93 RGMCY3 1800-093 +0-0011 h6 280 160 900 100
2000 105 RGMCY3 2000-105 +0-0013 h6 300 170 1000 100
2500 125 RGMCY3 2500-125 +0-0013 h6 320 180 1250 100
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC WITH THROUGH-COOLANT
ROUND TOOL MATERIALS ndash P-LINE42
Metric with through-coolant 4x 90deg
4x90
deg
c
Oslash d
1
L+1
45deg
l2 60degOslash
D
Oslash d 2
Submicron grades
D L Type description
Dia tol d1 d2 l2 c[mm] [mm] [mm] ISO 286 [mm] [mm] [mm] [mm] CTS20D
600 58 RGMCY4 0600-058 +0-0008 h6 120 060 300 040
800 64 RGMCY4 0800-064 +0-0009 h6 160 080 400 060
1000 73 RGMCY4 1000-073 +0-0009 h6 200 100 500 080
1200 84 RGMCY4 1200-084 +0-0011 h6 220 110 600 080
1400 84 RGMCY4 1400-084 +0-0011 h6 240 120 700 080
1600 93 RGMCY4 1600-093 +0-0011 h6 260 130 800 080
1800 93 RGMCY4 1800-093 +0-0011 h6 280 140 900 100
2000 105 RGMCY4 2000-105 +0-0013 h6 300 150 1000 100
2500 125 RGMCY4 2500-125 +0-0013 h6 320 160 1250 100
Metric with through-coolant 5x 72deg
5x72deg
c
Oslash d
1
L+1
45deg
l2 60degOslash
D
Oslash d 2
Submicron grades
D L Type description
Dia tol d1 d2 l2 c[mm] [mm] [mm] ISO 286 [mm] [mm] [mm] [mm] CTS20D
600 58 RGMCY5 0600-058 +0-0008 h6 120 050 300 040
800 64 RGMCY5 0800-064 +0-0009 h6 160 070 400 060
1000 73 RGMCY5 1000-073 +0-0009 h6 200 090 500 080
1200 84 RGMCY5 1200-084 +0-0011 h6 220 100 600 080
1400 84 RGMCY5 1400-084 +0-0011 h6 240 110 700 080
1600 93 RGMCY5 1600-093 +0-0011 h6 260 120 800 080
1800 93 RGMCY5 1800-093 +0-0011 h6 280 130 900 100
2000 105 RGMCY5 2000-105 +0-0013 h6 300 140 1000 100
2500 125 RGMCY5 2500-125 +0-0013 h6 320 150 1250 100
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC WITH THROUGH-COOLANT
43ROUND TOOL MATERIALS ndash P-LINE
Inch
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[inch] [inch] [mm] ISO 286 [mm] CTS20D
18 1500 RGIC 18 - 150 +0-0008 h6 025
316 2000 RGIC 316 - 200 +0-0008 h6 040
14 2000 RGIC 14 - 200 +0-0009 h6 040
14 3000 RGIC 14 - 300 +0-0009 h6 040
516 2500 RGIC 516 - 250 +0-0009 h6 040
38 2500 RGIC 38 - 250 +0-0009 h6 040
38 3000 RGIC 38 - 300 +0-0009 h6 040
12 3000 RGIC 12 - 300 +0-0011 h6 080
12 4000 RGIC 12 - 400 +0-0011 h6 080
58 3500 RGIC 58 - 350 +0-0011 h6 080
34 4000 RGIC 34 - 400 +0-0013 h6 080
1 4000 RGIC 1 - 400 +0-0013 h6 080
1 6000 RGIC 1 - 600 +0-0013 h6 080
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS INCH
ROUND TOOL MATERIALS ndash P-LINE44
In addition to their geometrical precision thanks to a special grinding surface our drill blanks are also notable for the improved pull-out resistance of the tool shank The shank end corresponds to DIN 69090-3 and therefore complies with the standard for cutting tools which are suitable for MQLOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZITDetailed technical data for our drill blanks can be found in the lsquoInformationrsquo section
Drill blanks
45ROUND TOOL MATERIALS ndash P-LINE
3xD 5xD with through-coolant
cD1
d 1
D L
45deg
Drill blanks
xD factor
D L Type description
Dia tol Nominal pitch c D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] [mm] CTS20D
3 600 63 40GB2 06001907225-063 +0-0005 h5 2250 400 095 190 070
3 600 63 46GB2 06001605180-063 +0-0005 h5 1800 463 095 160 050
3 600 67 30GB2 06002708327-067 +0-0005 h5 3270 300 095 270 080
3 600 67 33GB2 06002209290-067 +0-0005 h5 2900 330 095 220 090
3 800 80 30GB2 08003410435-080 +0-0006 h5 4350 300 125 340 100
3 1000 90 30GB2 10004813544-090 +0-0006 h5 5440 300 135 480 130
3 1200 103 30GB2 12006317653-103 +0-0008 h5 6530 300 175 630 170
3 1400 108 30GB2 14006718762-108 +0-0008 h5 7620 300 195 670 180
3 1600 116 30GB2 16008020871-116 +0-0008 h5 8710 300 245 800 200
3 1800 124 30GB2 18009023980-124 +0-0008 h5 9800 300 275 900 230
3 2000 132 30GB2 2000100251088-132 +0-0009 h5 10880 300 325 1000 250
5 600 67 46GB2 06001605180-067 +0-0005 h5 1800 463 095 160 050
5 600 67 40GB2 06001907225-067 +0-0005 h5 2250 400 095 190 070
5 600 75 33GB2 06002209290-075 +0-0005 h5 2900 330 095 220 090
5 600 75 40GB2 06001907225-075 +0-0005 h5 2250 400 095 190 070
5 600 83 30GB2 06002708327-083 +0-0005 h5 3270 300 095 270 080
5 800 92 30GB2 08003410435-092 +0-0006 h5 4350 300 125 340 100
5 1000 104 30GB2 10004813544-104 +0-0006 h5 5440 300 135 480 130
5 1200 119 30GB2 12006317653-119 +0-0008 h5 6530 300 175 630 170
5 1400 125 30GB2 14006718762-125 +0-0008 h5 7620 300 195 670 180
5 1600 134 30GB2 16008020871-134 +0-0008 h5 8710 300 245 800 200
5 1800 144 30GB2 18009023980-144 +0-0008 h5 9800 300 275 900 230
5 2000 154 30GB2 2000100251088-154 +0-0009 h5 10880 300 325 1000 250
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
DRILL BLANKS 3XDndash12XD WITH THROUGH-COOLANT
ROUND TOOL MATERIALS ndash P-LINE46
8xD 12xD with through-coolant
cD1
d 1
D L
45deg
Drill blanks
xD factor
D L Type description
Dia tol Nominal pitch c D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] [mm] CTS20D
8 600 73 46GB2 06001605180-073 +0-0005 h5 1800 463 095 160 050
8 600 73 40GB2 06001907225-073 +0-0005 h5 2250 400 095 190 070
8 600 82 33GB2 06002209290-082 +0-0005 h5 2900 330 095 220 090
8 600 82 40GB2 06001907225-082 +0-0005 h5 2250 400 095 190 070
8 600 96 30GB2 06002708327-096 +0-0005 h5 3270 300 095 270 080
8 800 115 30GB2 08003410435-115 +0-0006 h5 4350 300 125 340 100
8 1000 143 30GB2 10004813544-143 +0-0006 h5 5440 300 135 480 130
8 1200 163 30GB2 12006317653-163 +0-0008 h5 6530 300 175 630 170
8 1400 179 30GB2 14006718762-179 +0-0008 h5 7620 300 195 670 180
8 1600 204 30GB2 16008020871-204 +0-0008 h5 8710 300 245 800 200
8 1800 223 30GB2 18009023980-223 +0-0008 h5 9800 300 275 900 230
8 2000 244 30GB2 2000100251088-244 +0-0009 h5 10880 300 325 1000 250
12 600 93 40GB2 06001907225-093 +0-0005 h5 2250 400 095 190 070
12 600 93 46GB2 06001605180-093 +0-0005 h5 1800 463 095 160 050
12 600 103 40GB2 06001907225-103 +0-0005 h5 2250 400 095 190 070
12 600 103 33GB2 06002209290-103 +0-0005 h5 2900 330 095 220 090
12 600 117 30GB2 06002708327-117 +0-0005 h5 3270 300 095 270 080
12 800 147 30GB2 08003410435-147 +0-0006 h5 4350 300 125 340 100
12 1000 163 30GB2 10004813544-163 +0-0006 h5 5440 300 135 480 130
12 1200 205 30GB2 12006317653-205 +0-0008 h5 6530 300 175 630 170
12 1400 231 30GB2 14006718762-231 +0-0008 h5 7620 300 195 670 180
12 1600 261 30GB2 16008020871-261 +0-0008 h5 8710 300 245 800 200
12 1800 286 30GB2 18009023980-286 +0-0008 h5 9800 300 275 900 230
12 2000 311 30GB2 2000100251088-311 +0-0009 h5 10880 300 325 1000 250
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
DRILL BLANKS 3XDndash12XD WITH THROUGH-COOLANT
47ROUND TOOL MATERIALS ndash P-LINE
For micro-drills with through-coolant
D1
Dd1
L
STG
d 2
l2
c
Blanks for micro-drills
D L Type description
Dia tol Nominal pitch c D1 d1 d2 l2[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] [mm] [mm] [mm] CTS20D
300 55 71G2 030002900532-055 +0-0004 h5 320 712 020 029 005 070 25
300 60 67G2 030003700740-060 +0-0004 h5 400 670 020 037 007 090 25
300 65 62G2 030004701050-065 +0-0004 h5 500 621 020 047 010 120 25
300 75 58G2 030006001360-075 +0-0004 h5 600 575 020 060 013 150 25
300 85 53G2 030007501672-085 +0-0004 h5 720 526 020 075 016 170 25
300 95 46G2 030009002090-095 +0-0004 h5 900 463 020 090 020
300 105 42G2 0300105025106-105 +0-0004 h5 1060 416 020 105 025
300 120 37G2 0300125030125-120 +0-0004 h5 1250 370 020 125 030
300 140 33G2 0300150035145-140 +0-0004 h5 1450 330 020 150 035
400 55 76G2 040002900532-055 +0-0005 h5 320 757 030 029 005 070 25
400 60 72G2 040003700740-060 +0-0005 h5 400 723 030 037 007 090 25
400 65 68G2 040004701050-065 +0-0005 h5 500 683 030 047 010 120 25
400 75 64G2 040006001360-075 +0-0005 h5 600 645 030 060 013 150 25
400 85 60G2 040007501672-085 +0-0005 h5 720 602 030 075 016 200 25
400 95 54G2 040009002090-095 +0-0005 h5 900 544 030 090 020 250 25
400 105 50G2 0400105025106-105 +0-0005 h5 1060 499 030 105 025
400 120 46G2 0400125030120-120 +0-0005 h5 1200 463 030 125 030
400 140 38G2 0400150035162-140 +0-0004 h5 1620 378 030 150 035
400 160 35G2 0400170040180-160 +0-0004 h5 1800 349 030 170 040
400 180 30G2 0400200045218-180 +0-0004 h5 2180 300 030 200 045
with power chamber without power chamber
STG
d 2
l2 STG
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
DRILL BLANKS FOR MICRO-DRILLS WITH THROUGH-COOLANT
ROUND TOOL MATERIALS ndash P-LINE48
Our range of sintered and ground rods with helical coolant holes supports the production of drills in a diameter range from 3 mm to 35 mmOur rods with helical coolant holes are available in the proven CTS20D grade for the universal machining of steel stainless steel or heat-resistant alloys and now also in CTS12D and the new high-performance grade CTS24Z for the machining of difficult materials like titanium or Inconel Having virtually the same hardness CTS24Z is even tougher than our proven CTS18D and CTS20D grades This extreme toughness offers maximum protection against breakage and ensures consistent performance of your toolsOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our rods with helical coolant holes can be found in the lsquoInformationrsquo section
Rods with helical coolant holes
49ROUND TOOL MATERIALS ndash P-LINE
As sintered
d1
D1
DL
With two coolant holes le 22deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS12D CTS20D
630 415 22R2 06301906469-415 4690 219 190 060
630 330 15R2 063026077035-330 7035 150 260 070
630 415 15R2 063026077035-415 7035 150 260 070
830 415 20R2 083033107034-415 7034 197 330 100
830 330 15R2 083036125938-330 9380 150 360 125
830 415 15R2 083036125938-415 9380 150 360 125
1030 415 19R2 10304401209380-415 9380 185 440 120
1030 330 15R2 103048014011725-330 11725 150 480 140
1030 415 15R2 103048014011725-415 11725 150 480 140
1230 415 18R2 123054015011725-415 11725 178 540 150
1230 330 15R2 123062515514070-330 14070 150 625 155
1230 415 15R2 123062515514070-415 14070 150 625 155
1430 330 15R2 143067019016414-330 16414 150 670 190
1430 415 15R2 143067019016414-415 16414 150 670 190
1630 330 15R2 16308021018759-330 18759 150 800 210
1830 330 15R2 183090232110-330 21100 150 900 230
2030 330 15R2 203010025023449-330 23449 150 1000 250
2230 330 15R2 22301202525794-330 25794 150 1200 250
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE50
As sintered
d1
D1
DL
With two coolant holes 23deg ndash 49deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS12D CTS20D CTS24Z
330 330 40R2 033003015112-330 1120 401 030 015
330 330 49R2 033005502082-330 820 490 055 020
330 330 39R2 033008023115-330 1150 393 080 023
330 330 34R2 033011035140-330 1400 340 110 035
330 330 30R2 0330140351632-330 1632 300 140 035
430 330 46R2 04301003120-330 1200 463 100 030
430 330 38R2 043012035162-330 1620 378 120 035
430 330 35R2 043016045180-330 1800 349 160 045
430 330 30R2 043021045218-330 2180 300 210 045
530 330 33R2 05302206245-330 2450 327 220 060
630 330 46R2 06301605180-330 1800 463 160 050
630 330 40R2 06301907225-330 2250 400 190 070
630 330 30R2 06302009327-330 3270 300 200 090
630 330 30R2 06302207327-330 3270 300 220 070
630 330 30R2 06302708327-330 3270 300 270 080
630 330 30R2 06303009327-330 3270 300 300 090
630 350 46R2 06301605180-350 1800 463 160 050
630 350 40R2 06301907225-350 2250 400 190 070
630 350 30R2 06302207327-350 3270 300 220 070
680 330 30R2 06802708354-330 3540 280 270 080
680 330 30R2 06803309354-330 3540 280 330 090
730 330 30R2 07303510381-330 3810 300 350 100
830 330 43R2 08302307272-330 2720 427 230 070
830 330 40R2 08302907300-330 3000 400 290 070
830 330 36R2 08303310350-330 3500 357 330 100
830 330 30R2 08303410435-330 4350 300 340 100
830 330 30R2 08304112435-330 4350 300 410 120
830 350 36R2 08303310350-350 3500 357 330 100
830 350 30R2 08303410435-350 4350 300 340 100
930 330 30R2 093043510490-330 4900 300 435 100
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
51ROUND TOOL MATERIALS ndash P-LINE
As sintered
d1
D1
DL
With two coolant holes 23deg ndash 49deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS12D CTS20D CTS24Z
980 330 30R2 09804813517-330 5170 287 480 130
1030 330 40R2 10302708370-330 3700 403 270 080
1030 330 34R2 10303911460-330 4600 343 390 110
1030 330 34R2 103044115460-330 4600 343 440 115
1030 330 30R2 10304813544-330 5440 300 480 130
1030 330 33R2 10305012490-330 4900 327 500 120
1130 330 40R2 11303208412-330 4120 400 320 080
1130 330 30R2 11305515599-330 5990 300 550 150
1180 330 30R2 11805515626-330 6260 289 550 150
1230 250 33R2 12305415570-250 5700 335 540 150
1230 250 30R2 12306317653-250 6530 300 630 170
1230 330 39R2 12303510463-330 4630 392 350 100
1230 330 40R2 12304009449-330 4490 400 400 090
1230 330 33R2 123050135570-330 5700 335 500 135
1230 330 33R2 12305415570-330 5700 335 540 150
1230 330 32R2 12306015599-330 5990 322 600 150
1230 330 30R2 12306317653-330 6530 300 630 170
1330 330 40R2 13304410487-330 4870 400 440 100
1330 330 30R2 13306516707-330 7070 300 650 160
1430 330 40R2 14304613524-330 5240 400 460 130
1430 330 34R2 14306016650-330 6500 341 600 160
1430 330 30R2 14306718762-330 7620 300 670 180
1430 330 30R2 14307020762-330 7620 300 700 200
1430 330 30R2 14307620762-330 7620 300 760 200
1530 330 30R2 15307620816-330 8160 300 760 200
1630 280 30R2 16308020871-280 8710 300 800 200
1630 330 40R2 16305512599-330 5990 400 550 120
1630 330 35R2 16307020730-330 7300 346 700 200
1630 330 30R2 16308020871-330 8710 300 800 200
1630 330 32R2 16308420816-330 8160 316 840 200
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE52
As sintered
d1
D1
DL
With two coolant holes 23deg ndash 49deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS12D CTS20D CTS24Z
1630 330 30R2 16308625871-330 8710 300 860 250
1730 330 40R2 173057513636-330 6360 400 575 130
1730 330 30R2 17308925925-330 9250 300 890 250
1830 330 40R2 18305616680-330 6800 397 560 160
1830 330 40R2 18306317680-330 6800 397 630 170
1830 330 35R2 183077522820-330 8200 346 775 220
1830 330 30R2 18309327980-330 9800 300 930 270
1980 330 30R2 198096241061-330 10610 294 960 240
2030 330 37R2 20306517843-330 8430 367 650 170
2030 330 40R2 20307115749-330 7490 400 710 150
2030 330 30R2 2030100251088-330 10880 300 1000 250
2030 330 30R2 2030107321088-330 10880 300 1070 320
2130 330 30R2 21301065201142-330 11420 300 1065 200
2130 330 30R2 2130115321142-330 11420 300 1150 320
2230 330 40R2 22307717824-330 8240 400 770 170
2230 330 33R2 22301002501080-330 10800 326 1000 250
2230 330 30R2 2230113201197-330 11970 300 1130 200
2230 330 30R2 2230115341197-330 11970 300 1150 340
2530 330 40R2 253077175936-330 9360 400 770 175
2530 330 33R2 2530120321190-330 11900 330 1200 320
2830 330 39R2 283090201077-330 10770 392 900 200
2830 330 29R2 2830148251590-330 15900 290 1480 250
3030 330 39R2 3030100201160-330 11600 391 1000 200
3030 330 29R2 3030160251720-330 17200 287 1600 250
3230 330 40R2 3230110201198-330 11980 400 1100 200
3230 330 29R2 3230170301778-330 17780 295 1700 300
3530 330 30R2 3530180301895-330 18950 300 1800 300
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
53ROUND TOOL MATERIALS ndash P-LINE
As sintered
d1
D1
DL
With two coolant holes extra-long 23deg ndash 49deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS20D
630 430 46R2 06301605180-430 1800 463 160 050
630 430 40R2 06301907225-430 2250 400 190 070
630 430 30R2 06302207327-430 3270 300 220 070
630 430 30R2 06303009327-430 3270 300 300 090
830 430 30R2 08303410435-430 4350 300 340 100
1030 430 30R2 10304813544-430 5440 300 480 130
1030 530 30R2 10304813544-530 5440 300 480 130
1230 430 30R2 12306317653-430 6530 300 630 170
1230 530 30R2 12306317653-530 6530 300 630 170
1430 430 30R2 14306718762-430 7620 300 670 180
1430 530 30R2 14306718762-530 7620 300 670 180
1630 430 30R2 16308020871-430 8710 300 800 200
1630 530 30R2 16308020871-530 8710 300 800 200
1830 530 30R2 18309327980-530 9800 300 930 270
1830 430 30R2 18309327980-430 9800 300 930 270
2030 430 30R2 2030100251088-430 10880 300 1000 250
2030 530 30R2 2030100251088-530 10880 300 1000 250
2530 530 33R2 2530120321190-530 11900 334 1200 320
2530 430 33R2 2530120321190-430 11900 334 1200 320
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE54
As sintered
d1
D1
DL
With two coolant holes ge 50deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS20D
1030 330 50R2 10302307260-330 2600 504 230 070
1230 330 51R2 12302307301-330 3010 514 230 070
1330 330 50R2 13302607340-330 3400 502 260 070
1630 330 50R2 16303710420-330 4200 501 370 100
2030 330 50R2 20304412527-330 5270 500 440 120
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
55ROUND TOOL MATERIALS ndash P-LINE
As sintered
D
D1
Ld1
With three coolant holes
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS20D
630 330 30R3 06303006327-330 3270 312 300 060
830 330 40R3 08302907300-330 3000 400 290 070
830 330 30R3 083040075435-330 4350 300 400 075
1030 330 40R3 103035075370-330 3700 403 350 075
1030 330 30R3 10304910544-330 5440 300 490 100
1230 330 40R3 12304009449-330 4490 400 400 090
1230 330 30R3 12306011653-330 6530 300 600 110
1430 330 40R3 143046512524-330 5240 400 465 120
1430 330 30R3 14307113762-330 7620 300 710 130
1630 330 40R3 16305512599-330 5990 400 550 120
1630 330 30R3 16308315870-330 8700 300 830 150
1830 330 40R3 183062515674-330 6740 400 625 150
1830 330 30R3 18309617980-330 9800 300 960 170
2030 330 40R3 20307115749-330 7490 400 710 150
2030 330 30R3 2030104201088-330 10880 300 1040 200
2230 330 40R3 22307717824-330 8240 400 770 170
2230 330 30R3 2230107201197-330 11970 300 1070 200
2530 330 40R3 25308117936-330 9360 400 810 170
2530 330 33R3 2530115221190-330 11900 334 1150 220
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE56
As sintered
D1
D2
DL
d 2d 1
With four coolant holes
D L Type description
Nominal pitch D1 d1 D2 d2
[mm] [mm] [mm] [deg] [mm] [mm] [mm] [mm] CTS20D
830 330 33R4 08301939040838-330 3810 334 190 040 390 080
830 330 30R4 083022450450944-330 4350 297 220 045 450 090
1030 330 33R4 10302551051049-330 4900 327 250 050 510 100
1030 330 30R4 10302857061154-330 5440 300 280 060 570 110
1230 330 32R4 12303163071260-330 5990 322 310 070 630 120
1230 330 30R4 12303469071465-330 6530 300 340 070 690 140
1430 330 32R4 14303675081570-330 7070 319 360 080 750 150
1430 330 30R4 14303981081676-330 7620 300 390 080 810 160
1630 330 30R4 16304490091887-330 8710 300 440 090 900 180
1830 330 30R4 183050102102098-330 9800 300 500 100 1020 200
2030 330 30R4 203561141223109-330 10880 300 560 120 1140 230
2230 330 30R4 223611261225120-330 11970 300 610 120 1260 250
2530 330 29R4 253691411428139-330 13930 294 690 140 1410 280
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
57ROUND TOOL MATERIALS ndash P-LINE
Ground
DLd1
D1
With two coolant holes le 22deg
D L Type description
Dia tol Nominal pitch D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] CTS20D
600 330 15G2 060026077035-330 +0-0008 h6 7035 150 260 070
800 330 15G2 080036125938-330 +0-0009 h6 9380 150 360 125
1000 330 15G2 100048014011725-330 +0-0009 h6 11725 150 480 140
1200 330 15G2 120062515514070-330 +0-0011 h6 14070 150 625 155
1400 330 15G2 140067019016414-330 +0-0011 h6 16414 150 670 190
1600 330 15G2 16008021018759-330 +0-0011 h6 18759 150 800 210
1800 330 15G2 180090232110-330 +0-0011 h6 21100 150 900 230
2000 330 15G2 200010025023449-330 +0-0013 h6 23449 150 1000 250
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES GROUND
ROUND TOOL MATERIALS ndash P-LINE58
Ground
DLd1
D1
With two coolant holes 23deg ndash 49deg
D L Type description
Dia tol Nominal pitch D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] CTS20D
600 330 40G2 06001907225-330 +0-0008 h6 2250 400 190 070
600 330 30G2 06003009327-330 +0-0008 h6 3270 300 300 090
800 330 43G2 08002307272-330 +0-0009 h6 2720 427 230 070
800 330 30G2 08003410435-330 +0-0009 h6 4350 300 340 100
1000 330 40G2 10002708370-330 +0-0009 h6 3700 400 270 080
1000 330 30G2 10004813544-330 +0-0009 h6 5440 300 480 130
1200 330 39G2 12003510463-330 +0-0011 h6 4630 390 350 100
1200 330 30G2 12006317653-330 +0-0011 h6 6530 300 630 170
1400 330 40G2 14004613524-330 +0-0011 h6 5240 400 460 130
1400 330 30G2 14006718762-330 +0-0011 h6 7620 300 670 180
1600 330 40G2 16005512599-330 +0-0011 h6 5990 400 550 120
1600 330 30G2 16008020871-330 +0-0011 h6 8710 300 800 200
1800 330 40G2 18006317680-330 +0-0011 h6 6800 397 630 170
1800 330 30G2 18009327980-330 +0-0011 h6 9800 300 930 270
2000 330 40G2 20007115749-330 +0-0013 h6 7490 400 710 150
2000 330 30G2 2000100251088-330 +0-0013 h6 10880 300 1000 250
2500 330 40G2 250077175936-330 +0-0013 h6 9360 400 770 175
2500 330 33G2 2500120321190-330 +0-0013 h6 11900 334 120 320
3200 330 40G2 3200110201198-330 +0-0016 h6 11980 400 1100 200
3200 330 29G2 3200170301778-330 +0-0016 h6 17780 295 1700 300
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES GROUND
59ROUND TOOL MATERIALS ndash P-LINE
Ground
D
D1
Ld1
With three coolant holes
D L Type description
Dia tol Nominal pitch D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] CTS20D
600 330 30G3 06003006327-330 +0-0008 h6 3270 300 300 060
800 330 30G3 080040075435-330 +0-0009 h6 4350 300 400 075
1000 330 30G3 10004910544-330 +0-0009 h6 5440 300 490 100
1200 330 30G3 12006011653-330 +0-0011 h6 6530 300 600 110
1400 330 30G3 14007113762-330 +0-0011 h6 7620 300 710 130
1600 330 30G3 16008315870-330 +0-0011 h6 8700 300 830 150
1800 330 30G3 18009617980-330 +0-0011 h6 9800 300 960 170
2000 330 30G3 2000104201088-330 +0-0013 h6 10880 300 1040 200
2500 330 33G3 2500115221190-330 +0-0013 h6 11900 330 1150 220
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES GROUND
ROUND TOOL MATERIALS ndash P-LINE60
Our standard range includes sintered and ground rods with one central or two straight coolant holes In addition to our established carbide grades we offer a selection of dimensions in the cermet grade CTF28T which has been specially developed for the finish machining of steelOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our rods with straight coolant holes can be found in the lsquoInformationrsquo section
Rods with straight coolant holes
61ROUND TOOL MATERIALS ndash P-LINE
As sintered
d1
D
L
With central coolant hole ultra-fine grades
D L Type description
d1
[mm] [mm] [mm] TSF44
645 330 00R1 064510-330 100
855 330 00R1 085513-330 130
1055 330 00R1 105513-330 130
1055 330 00R1 105520-330 200
1255 330 00R1 125520-330 200
1470 330 00R1 147020-330 200
1670 330 00R1 167020-330 200
2070 330 00R1 207030-330 300
As sintered
d1
D
L
With central coolant hole submicron grades
D L Type description
d1
[mm] [mm] [mm] CTS15D CTS20D
495 330 00R1 049506-330 060
630 330 00R1 063010-330 100
645 330 00R1 064510-330 100
830 330 00R1 083013-330 130
855 330 00R1 085513-330 130
855 330 00R1 085520-330 200
1030 330 00R1 103020-330 200
1055 330 00R1 105513-330 130
1055 330 00R1 105520-330 200
1130 330 00R1 113020-330 200
1230 330 00R1 123020-330 200
1255 330 00R1 125520-330 200
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE62
As sintered
d1
D
L
With central coolant hole submicron grades
D L Type description
d1
[mm] [mm] [mm] CTS15D CTS20D
1330 330 00R1 133020-330 200
1430 330 00R1 143020-330 200
1470 330 00R1 147020-330 200
1630 330 00R1 163020-330 200
1670 330 00R1 167020-330 200
1830 330 00R1 183030-330 300
1870 330 00R1 187030-330 300
2030 330 00R1 203030-330 300
2070 330 00R1 207030-330 300
2530 330 00R1 253030-330 300
2830 330 00R1 283040-330 400
3030 330 00R1 303050-330 500
3230 330 00R1 323050-330 500
As sintered
d1
D
L
With central coolant hole cermet
D L Type description
d1
[mm] [mm] [mm] CTF28T
645 330 00R1 064510-330 100
855 330 00R1 085513-330 130
1055 330 00R1 105520-330 200
1255 330 00R1 125520-330 200
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
63ROUND TOOL MATERIALS ndash P-LINE
As sintered
D1
D
Ld1
With two straight coolant holes submicron grades
D L Type description
D1 d1
[mm] [mm] [mm] [mm] CTS15D CTS20D
330 330 00R2 0330110425-330 110 043
420 330 00R2 042011045-330 110 045
520 330 00R2 05202009-330 200 090
620 330 00R2 06201105-330 110 050
620 330 00R2 06201509-330 150 090
620 330 00R2 06201706-330 170 060
620 330 00R2 06202009-330 200 090
620 330 00R2 06202309-330 230 090
620 330 00R2 06202609-330 260 090
620 330 00R2 06203012-330 300 120
720 330 00R2 07202009-330 200 090
720 330 00R2 07203009-330 300 090
820 330 00R2 08202009-330 200 090
820 330 00R2 08202609-330 260 090
820 330 00R2 08202612-330 260 120
820 330 00R2 08203410-330 340 100
820 330 00R2 08203515-330 350 150
820 330 00R2 08204009-330 400 090
920 330 00R2 09202612-330 260 120
920 330 00R2 09203515-330 350 150
920 330 00R2 09203812-330 380 120
920 330 00R2 09204013-330 400 130
1020 330 00R2 10202010-330 200 100
1020 330 00R2 10202612-330 260 120
1020 330 00R2 10202810-330 280 100
1020 330 00R2 10203515-330 350 150
1020 330 00R2 10204214-330 420 140
1020 330 00R2 10205012-330 500 120
1020 330 00R2 10205214-330 520 140
1220 330 00R2 12202612-330 260 120
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE64
As sintered
D1
D
Ld1
With two straight coolant holes submicron grades
D L Type description
D1 d1
[mm] [mm] [mm] [mm] CTS15D CTS20D
1220 330 00R2 12203515-330 350 150
1220 330 00R2 12204815-330 480 150
1220 330 00R2 12205020-330 500 200
1220 330 00R2 12206015-330 600 150
1320 330 00R2 13205420-330 540 200
1420 330 00R2 14203515-330 350 150
1420 330 00R2 14205020-330 500 200
1420 330 00R2 14205017-330 500 170
1420 330 00R2 14205820-330 580 200
1420 330 00R2 14207020-330 700 200
1520 330 00R2 15205020-330 500 200
1620 330 00R2 16203515-330 350 150
1620 330 00R2 16205015-330 500 150
1620 330 00R2 16205020-330 500 200
1620 400 00R2 16206220-400 620 200
1620 330 00R2 16206625-330 660 250
1620 330 00R2 16208020-330 800 200
1620 415 00R2 16208020-415 800 200
1820 330 00R2 18205020-330 500 200
1820 330 00R2 18206020-330 600 200
1820 330 00R2 18207525-330 750 250
1820 330 00R2 18209020-330 900 200
1920 330 00R2 19207925-330 790 250
2020 330 00R2 20203515-330 350 150
2020 330 00R2 20206020-330 600 200
2020 330 00R2 20206220-330 620 200
2020 330 00R2 20208225-330 820 250
2020 330 00R2 202010025-330 1000 250
2120 330 00R2 21207023-330 700 230
2220 330 00R2 22207023-330 700 230
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
65ROUND TOOL MATERIALS ndash P-LINE
As sintered
D1
D
Ld1
With two straight coolant holes submicron grades
D L Type description
D1 d1
[mm] [mm] [mm] [mm] CTS15D CTS20D
2220 330 00R2 222010530-330 1050 300
2530 330 00R2 25306220-330 620 200
2530 330 00R2 25308020-330 800 200
2530 330 00R2 253010025-330 1000 250
2530 330 00R2 253012030-330 1200 300
2630 330 00R2 26307520-330 750 200
2630 330 00R2 263012030-330 1200 300
2830 330 00R2 283013030-330 1300 300
3030 330 00R2 303013030-330 1300 300
3230 330 00R2 32309022-330 900 220
3230 330 00R2 323013830-330 1380 300
3430 330 00R2 343013830-330 1380 300
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE66
Ground
DLd1
With central coolant hole submicron grades
D L Type description
Dia tol d1
[mm] [mm] [mm] ISO 286 [mm] CTS15D
600 330 00G1 060010-330 +0-0008 h6 100
800 330 00G1 080013-330 +0-0009 h6 130
1000 330 00G1 100020-330 +0-0009 h6 200
1200 330 00G1 120020-330 +0-0011 h6 200
1400 330 00G1 140020-330 +0-0011 h6 200
1600 330 00G1 160020-330 +0-0011 h6 200
1600 330 00G1 160030-330 +0-0011 h6 300
2000 330 00G1 200030-330 +0-0013 h6 300
2500 330 00G1 250030-330 +0-0013 h6 300
3200 330 00G1 320050-330 +0-0016 h6 500
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES GROUND
67ROUND TOOL MATERIALS ndash P-LINE
Ground
D1
D
Ld1
With two coolant holes submicron grades
D L Type description
Dia tol D1 d1
[mm] [mm] [mm] ISO 286 [mm] [mm] CTS15D
600 330 00G2 06001509-330 +0-0008 h6 150 090
600 330 00G2 06003012-330 +0-0008 h6 300 120
800 330 00G2 08002009-330 +0-0009 h6 200 090
800 330 00G2 08004009-330 +0-0009 h6 400 090
1000 330 00G2 10002810-330 +0-0009 h6 280 100
1000 330 00G2 10005214-330 +0-0009 h6 520 140
1200 330 00G2 12003515-330 +0-0011 h6 350 150
1200 330 00G2 12006015-330 +0-0011 h6 600 150
1400 330 00G2 14005017-330 +0-0011 h6 500 170
1400 330 00G2 14007020-330 +0-0011 h6 700 200
1600 330 00G2 16005015-330 +0-0011 h6 500 150
1600 330 00G2 16008020-330 +0-0011 h6 800 200
1800 330 00G2 18006020-330 +0-0011 h6 600 200
1800 330 00G2 18009020-330 +0-0011 h6 900 200
2000 330 00G2 20006220-330 +0-0013 h6 620 200
2000 330 00G2 200010025-330 +0-0013 h6 1000 250
2500 330 00G2 25006220-330 +0-0013 h6 620 200
2500 330 00G2 25008020-330 +0-0013 h6 800 200
2500 330 00G2 250012030-330 +0-0013 h6 1200 300
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES GROUND
ROUND TOOL MATERIALS ndash P-LINE68
We offer a complete stock range of rods and tips for the production of solid carbide or brazed gun drills These include rods with a kidney-shaped coolant hole profiled rods with one or two coolant holes and profiled tips with two cool-ant holes Our blanks for gun drills are available in the proven CTS20D grade for the uni-versal machining of steel stainless steel or heat-resistant alloys some dimen-sions can also be ordered in grade CTF12E a fine-grain grade specifically for gun drills with an optimised balance between hardness and toughnessOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our gun drill blanks can be found in the lsquoInformationrsquo section
Blanks for gun drills
69ROUND TOOL MATERIALS ndash P-LINE
Rods
D
L
Rods with kidney-shaped coolant holes submicron grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTS20D
240 310 GDRK 0240-310 plusmn015
260 310 GDRK 0260-310 plusmn015
290 310 GDRK 0290-310 plusmn015
315 310 GDRK 0315-310 plusmn015
345 310 GDRK 0345-310 plusmn015
350 310 GDRK 0350-310 plusmn015
390 310 GDRK 0390-310 plusmn015
440 310 GDRK 0440-310 plusmn015
490 310 GDRK 0490-310 plusmn015
550 310 GDRK 0550-310 plusmn015
600 310 GDRK 0600-310 plusmn015
650 310 GDRK 0650-310 plusmn015
710 310 GDRK 0710-310 plusmn015
760 310 GDRK 0760-310 plusmn015
810 310 GDRK 0810-310 plusmn015
830 310 GDRK 0830-310 plusmn015
870 310 GDRK 0870-310 plusmn015
920 310 GDRK 0920-310 plusmn015
1060 310 GDRK 1060-310 plusmn015
1130 310 GDRK 1130-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
ROUND TOOL MATERIALS ndash P-LINE70
Rods
D
L
Rods with kidney-shaped coolant hole fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
240 310 GDRK 0240-310 plusmn015
260 310 GDRK 0260-310 plusmn015
290 310 GDRK 0290-310 plusmn015
315 310 GDRK 0315-310 plusmn015
345 310 GDRK 0345-310 plusmn015
350 310 GDRK 0350-310 plusmn015
390 310 GDRK 0390-310 plusmn015
440 310 GDRK 0440-310 plusmn015
490 310 GDRK 0490-310 plusmn015
550 310 GDRK 0550-310 plusmn015
600 310 GDRK 0600-310 plusmn015
650 310 GDRK 0650-310 plusmn015
710 310 GDRK 0710-310 plusmn015
760 310 GDRK 0760-310 plusmn015
810 310 GDRK 0810-310 plusmn015
830 310 GDRK 0830-310 plusmn015
870 310 GDRK 0870-310 plusmn015
920 310 GDRK 0920-310 plusmn015
1060 310 GDRK 1060-310 plusmn015
1130 310 GDRK 1130-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
71ROUND TOOL MATERIALS ndash P-LINE
Rods
120deg
D
L
Profiled rods with kidney-shaped coolant hole 120deg submicron grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTS20D
240 310 GDVK 0240-310 plusmn015
260 310 GDVK 0260-310 plusmn015
290 310 GDVK 0290-310 plusmn015
315 310 GDVK 0315-310 plusmn015
345 310 GDVK 0345-310 plusmn015
390 310 GDVK 0390-310 plusmn015
440 310 GDVK 0440-310 plusmn015
490 310 GDVK 0490-310 plusmn015
550 310 GDVK 0550-310 plusmn015
600 310 GDVK 0600-310 plusmn015
650 310 GDVK 0650-310 plusmn015
710 310 GDVK 0710-310 plusmn015
760 310 GDVK 0760-310 plusmn015
810 310 GDVK 0810-310 plusmn015
870 310 GDVK 0870-310 plusmn015
920 310 GDVK 0920-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
ROUND TOOL MATERIALS ndash P-LINE72
Rods
120deg
D
L
Profiled rods with kidney-shaped coolant hole 120deg fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
240 310 GDVK 0240-310 plusmn015
260 310 GDVK 0260-310 plusmn015
290 310 GDVK 0290-310 plusmn015
315 310 GDVK 0315-310 plusmn015
345 310 GDVK 0345-310 plusmn015
390 310 GDVK 0390-310 plusmn015
440 310 GDVK 0440-310 plusmn015
490 310 GDVK 0490-310 plusmn015
550 310 GDVK 0550-310 plusmn015
600 310 GDVK 0600-310 plusmn015
650 310 GDVK 0650-310 plusmn015
710 310 GDVK 0710-310 plusmn015
760 310 GDVK 0760-310 plusmn015
810 310 GDVK 0810-310 plusmn015
870 310 GDVK 0870-310 plusmn015
920 310 GDVK 0920-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
73ROUND TOOL MATERIALS ndash P-LINE
Rods
115deg
D
L
Profiled rods with two coolant hole 115deg fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
1350 310 GDV2 1350115-310 plusmn020
1390 310 GDV2 1390115-310 plusmn020
1450 310 GDV2 1450115-310 plusmn020
1550 310 GDV2 1550115-310 plusmn020
1650 310 GDV2 1650115-310 plusmn020
1750 310 GDV2 1750115-310 plusmn020
1860 310 GDV2 1860115-310 plusmn020
1960 310 GDV2 1960115-310 plusmn025
2060 310 GDV2 2060115-310 plusmn025
2160 310 GDV2 2160115-310 plusmn025
ensp limitedenspstockensp ensp ensp stockenspitemensp ensp ensp newenspstockenspitemensp ensp Otherenspgradesenspandenspdimensionsenspuponensprequest
BLANKSenspFORenspGUNenspDRILLSenspenspRODS
ROUND TOOL MATERIALS ndash P-LINE74
Rods
120deg
D
L
Profiled rods with two coolant hole 120deg fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
550 310 GDV2 0550-310 plusmn015
600 310 GDV2 0600-310 plusmn015
650 310 GDV2 0650-310 plusmn015
710 310 GDV2 0710-310 plusmn015
760 310 GDV2 0760-310 plusmn015
810 310 GDV2 0810-310 plusmn015
870 310 GDV2 0870-310 plusmn015
920 310 GDV2 0920-310 plusmn015
970 310 GDV2 0970-310 plusmn015
1080 310 GDV2 1080-310 plusmn015
1130 310 GDV2 1130-310 plusmn015
1180 310 GDV2 1180-310 plusmn015
1230 310 GDV2 1230-310 plusmn015
1280 310 GDV2 1280-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
75ROUND TOOL MATERIALS ndash P-LINE
Tips
115deg
L
D
Profiled tips with two coolant holes 115deg fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
1350 40 GDV2P 1350-040 plusmn020
1450 40 GDV2P 1450-040 plusmn020
1550 40 GDV2P 1550-040 plusmn020
1650 40 GDV2P 1650-040 plusmn020
1750 40 GDV2P 1750-040 plusmn020
1860 40 GDV2P 1860-040 plusmn025
1960 45 GDV2P 1960-045 plusmn025
2060 45 GDV2P 2060-045 plusmn025
2160 45 GDV2P 2160-045 plusmn025
2260 50 GDV2P 2260-050 plusmn025
2360 50 GDV2P 2360-050 plusmn025
2460 55 GDV2P 2460-055 plusmn025
2560 55 GDV2P 2560-055 plusmn025
2660 55 GDV2P 2660-055 plusmn025
2720 55 GDV2P 2720-055 plusmn025
2870 65 GDV2P 2870-065 plusmn025
3080 65 GDV2P 3080-065 plusmn025
3310 65 GDV2P 3310-065 plusmn025
3610 75 GDV2P 3610-075 plusmn025
3910 75 GDV2P 3910-075 plusmn025
4000 80 GDV2P 4000-080 plusmn030
4200 80 GDV2P 4200-080 plusmn030
4500 80 GDV2P 4500-080 plusmn030
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS TIPS
ROUND TOOL MATERIALS ndash P-LINE76
Our flat and square strips in the proven CTS20D grade and in a wide variety of dimensions are available directly from stock Our brazing tips are characterised by very good brazability and can be supplied upon request in the most com-mon DIN dimensions Our stock range includes DIN 8011 brazing tips in grade CTS12D as well as in the cermet grade CTF28T (especially suited to the finish machining of steel materials)Of course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our flat and square strips can be found in the lsquoInfor-mationrsquo section
Flat and square strips brazing tips
77ROUND TOOL MATERIALS ndash P-LINE
Flat strips
S
L
H
Submicron grade
Type description
H S L[mm] [mm] [mm] CTS20D
FR 02300530-330 530 230 330
FR 02300630-330 630 230 330
FR 02300830-330 830 230 330
FR 02301030-330 1030 230 330
FR 02301630-330 1630 230 330
FR 03300430-330 430 330 330
FR 03300530-330 530 330 330
FR 03300630-330 630 330 330
FR 03300830-330 830 330 330
FR 03301030-330 1030 330 330
FR 03301230-330 1230 330 330
FR 03301630-330 1630 330 330
FR 03302030-330 2030 330 330
FR 04300630-330 630 430 330
FR 04300830-330 830 430 330
FR 04301030-330 1030 430 330
FR 04301330-330 1330 430 330
FR 04301630-330 1630 430 330
FR 04302030-330 2030 430 330
FR 05301030-330 1030 530 330
FR 05301330-330 1330 530 330
FR 06301030-330 1030 630 330
FR 06301330-330 1330 630 330
FR 08301230-330 1230 830 330
FR 08301630-330 1630 830 330
FR 10301630-330 1630 1030 330
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
FLAT AND SQUARE STRIPS BRAZING TIPS FLAT STRIPS
ROUND TOOL MATERIALS ndash P-LINE78
Square strips
S
LH
Submicron grade
Type description
H S L[mm] [mm] [mm] CTS20D
SR 0330-330 330 330 330
SR 0430-330 430 430 330
SR 0530-330 530 530 330
SR 0830-330 830 830 330
SR 1030-330 1030 1030 330
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
FLAT AND SQUARE STRIPS BRAZING TIPS SQUARE STRIPS
79ROUND TOOL MATERIALS ndash P-LINE
Brazing tips to DIN 8011
L
St
c
e
r
Form R
Type description
L e S r c t[mm] [mm] [mm] [mm] [mm] [mm] CTF28T CTS12D
DIN 8011 R 12 12 500 080 2500 080 200
DIN 8011 R 16 16 710 120 2500 100 250
DIN 8011 R 19 19 900 140 2500 100 300
DIN 8011 R 22 22 1120 180 2500 140 350
DIN 8011 R 25 25 1500 220 2500 140 400
DIN 8011 R 30 30 1800 280 2500 140 500
Brazing tips to DIN 8011
L
St
c
e
r
Form T
Type description
L e S r c t[mm] [mm] [mm] [mm] [mm] [mm] CTS12D
DIN 8011 T 12 12 450 120 1500 100 300
DIN 8011 T 16 16 750 160 1500 100 350
DIN 8011 T 19 19 750 200 2500 180 450
DIN 8011 T 22 22 950 250 2500 250 560
DIN 8011 T 25 25 1000 280 2500 300 800
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
FLAT AND SQUARE STRIPS BRAZING TIPS DIN 8011 BRAZING TIPS
ROUND TOOL MATERIALS ndash P-LINE80
Brazing tips to DIN 8011
L
St
c
e
r
Form U
Type description
L e S r c t[mm] [mm] [mm] [mm] [mm] [mm] CTS12D
DIN 8011 U 12 12 140 120 1500 100 560
DIN 8011 U 16 16 400 160 1500 100 670
DIN 8011 U 19 19 250 200 2500 180 800
DIN 8011 U 22 22 280 250 2500 250 1120
DIN 8011 U 25 25 400 280 2500 300 1400
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
FLAT AND SQUARE STRIPS BRAZING TIPS DIN 8011 BRAZING TIPS
81ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE82
Special products
In addition to our standard programme we also offer individual solutions for our rods Thanks to our comprehensive manufacturing possibilities we can also implement your most demanding requirements Whether special coolant hole profiles large helix angles or other customised versions see for yourself and benefit from our expertiseIn our up-to-date grinding department we also produce semi-finished ground articles in high volumes as well as in small batches
83ROUND TOOL MATERIALS
Broad selection of diameters and grades starting at 040 mm eg for erosion electrodes up to 80 mm for special tools For semi-finished tools bigger than that we offer customised preforms
Solid carbide or coolant hole rods up to a metre in length are no problem for us Close tolerance production techniques of spiral through hole rod minimise the risk of grinding through into the coolant channels Using leading-edge technologies we are also able to deliver coolant hole rod with pre-formed flutes if required
Increasingly tool producers rely on prefabricated semi-finished products In this context we offer ground cut-to-lengths in a variety of versions For example steps tapers cones male or female centres ball noses chamfers recesses ground holes and many others
Thanks to our modern extrusion processes we can offer you a variety of coolant hole profiles
Available types
SPECIAL PRODUCTS AVAILABLE TYPES
ROUND TOOL MATERIALS ndash P-LINE84
Preforms
In addition to our comprehensive range of rods we also offer various types of preforms for rotary cutting tools The products include both blanks and semi-fin-ished tools for solid carbide and PCD tools exchangeable head systems and tool shanks Years of experience in the field of blank machining combined with a state-of-the-art production plant make it possible for us to produce the most complex near net shape geometries with short delivery times In particular for tool shanks and PCD tool bodies we have developed the new grade CTF25E which is ideal even for the most sophisticated tool versions with narrow shapes and critical transitions
85ROUND TOOL MATERIALS ndash P-LINE
Preformed seats for PCD inserts
Based on your drawings of blanks or finished parts we are able to produce outside diameters of up to approx 300 mm and lengths of approx 500 mm Ideally you should provide us with digital drawings or 3-D models (stp prthellip)
Straight and helical chip flutes
Ground shanks
External and internal thread
Coolant holes
As sintered male or female centres
emspDiameter as sintered up to around 500 mmemspLengths up to around 300 mm
Available types
PREFORMS AVAILABLE TYPES
ROUND TOOL MATERIALS ndash P-LINE86
Individually designed coolant exit holes can be formed into the blank
emspOutside and inside threadsemspMetric ISO threads as sintered tolerance class 8HemspUN threads as sinteredemspSpecial threads upon requestemspGround threads are possible upon request
emspFemale and male centresemspFemale centres to DIN 332emspAs sintered centres (form R preferred)emspUpon request ground version also available
emspUpon request ground version also available for example ground shank to h6
Our preformed chip flutes and insert seats with optimised machining allowance make it possible to save production costs thanks to reduced grinding times in tool production
Do not hesitate to contact us with questions about possible variations We will be pleased to help you design blanks for cost-efficient production of precision tools
emspAxial holes from Oslash 065 mmemspRadial exit holes from Oslash 05 mm and greateremspSmaller holes available depending on the depth and upon
request
PREFORMS AVAILABLE TYPES
87ROUND TOOL MATERIALS ndash P-LINE
[m ] [gcm3] HV30 HRA [MPa] [psi] [MPam frac12]
CTS12D K05 ndash K10 C-3 60 1480 1820 931 3600 522100 93CTS15D K10 ndash K30 C-3 75 1470 1750 928 3700 536000 95CTS20D K20 ndash K40 C-2 100 1438 1600 919 4000 580100 104
[m ] [gcm3] HV30 HRA [MPa] [psi] [MPam frac12]
CTF25E K30 ndash K40 C-2 125 1415 1300 895 3500 507600 150
Grades composition and properties
GradeDensity Hardness
US codeBinder
ISO code
Transverse rupture strength KIC (Shetty)
Submicron grade
An extensive stock of the most important grades makes short-est delivery times for customised blanks possible
Our CTF25E fine-grain grade has been specially designed for PCD tools and tool shanks
The coarser grain structure combined with higher cobalt con-tent provides this grade with increased resistance to break-age and excellent brazability
CTF25E vs CTS20D
Of course we also offer preforms in all other Round Tool Materials grades upon request
GradeDensity Hardness
US codeBinder
ISO code
Transverse rupture strength KIC (Shetty)
Fine grain grade
CTS20D CTF25E Grain size Cobalt content Additives Hardness Transverse rupture strength Fracture toughness KIC
submicron fine grain1001151600 HV304000 MPa104 MPam05
125121300 HV303500 MPa15 MPam05
CTS20D CTF25E
PREFORMS GRADES COMPOSITION AND PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE88
[mm]03
max deflection
Straightness
1
1000 1
1000 1
1000
1
1000
Min wall thicknesses and hole distancesgeemsp1emspmm
Wall thicknesses
min 1 mm
min 1 mm
Diameter steps
Different diameters dia stepsD1 ndash D2 ge1 mmD 1D
1
[mm] [mm] [plusmn]lt 20 055 plusmn015
gt 20 ndash 35 060 plusmn020gt 35 ndash 45 065 plusmn025gt 45 ndash 55 070 plusmn030gt 55 ndash 70 085 plusmn035
gt 70 ndash 100 090 plusmn040gt 100 ndash 150 100 plusmn050
Tolerance table for preforms
Diameters for preforms
Example of a finished diameter 22 mm with grinding allowance
Finished dimension Oslash 2200 mm Grinding allowance +060 mm Blank dimensions Oslash 2260 plusmn020 mm
Nominal Oslash
Blank tolerance incl grinding
allowance Sintering tolerance
Lengths for preforms
Example of a finished length 150 mm with grinding allowance
Finished dimension 150 mm Grinding allowance +115 mm Blank dimensions 15115 plusmn075 mm
Length
Blank tolerance incl grinding
allowance Sintering tolerance
[mm] [mm] [plusmn]
L 05 L + 04 plusmn05 L
For further information go to page 93
Specifications
PREFORMS SPECIFICATIONS
89ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE90
In this section you can find additional information on product labelling technical product specifications and carbide properties Specifications for preforms can be found at the end of the lsquoPreformsrsquo section
Information
91ROUND TOOL MATERIALS ndash P-LINE
Product labelling
Material short text
The material short text describes the article in terms of the most important geometrical specifications A guide to the designation system can be found in the catalogue on page 20
Pitch information(for rods with helical coolant holes) The pitch class and its average value are stated This value acts as the adjustment value for flute grinding More information on the pitch classification for rods with helical coolant holes can be found in the catalogue on page 92
RGMC 1000-073
CTS20D11769718
Mad
e in
Aus
tria
2659013
RGM
C 10
00-0
73
CTS2
0D
10
10
30G2 10004813544-330
CTS20D11793406
Mad
e in
Aus
tria
2650868 30G
2 10
004
81
35
44-
330
CTS2
0D
100
Blaublue 52930 mm
Blau
blu
e 52
930
mm 10
0
Carbide grade Material number
Production order Quantity
Material number barcode
Production order barcode
Material short text
Grade
INFORMATION PRODUCT INFORMATION ndash LABELLING
ROUND TOOL MATERIALS ndash P-LINE92
α = tan-1 d times πStg
Stg = d times πtan α
0deg-1deg +1deg
-033deg +033deg+033deg -033deg +033deg -033deg
0deg-075deg +075deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
Stg pitchd nominal diameterα helix angle
Pitch in mm
Helix
ang
le in
deg
rees
Nominal pitch3 class system
6 class system
yellow white blue
white blue green black red yellow
Conversion pitch to angle
Conversion angle to pitch
Definition of the helix angle
The helix angle indicates the torsion of the coolant holes in relation to the nominal diameter In this context it has to be taken into account that the angle decreases depending on theemspdiameteremspstepsemspForemspthisemspreasonemsprodsemspwithemsp40degemspcoolantemspholes are used for step drills in order to achieve an optimal spiralemspfluteemsphelixemspangleemspofemsp25emsptoemsp30deg
Definition of pitch
Theemsppitchemsp isemsp theemsp lengthemspofemspaemspcompleteemsp360degemsprotationemspofemsp theemspcoolant holes This value is independent of the diameter or the diameter steps The CERATIZIT designation system for coolant hole rods includes both the helix angle in degrees and the pitch of the helix in millimetres
Conversion helix anglepitch
Pitch classification
In order to guarantee closest pitch tolerances our carbide rods with helical coolant holes are divided into tolerance classes For this purpose all rods are measured and assigned to the respective class which is indicated on the product label For details of our pitch classification see page 98
INFORMATION PRODUCT INFORMATION ndash PITCH CLASSIFICATION
93ROUND TOOL MATERIALS ndash P-LINE
Ra max
1
1000
1
1000
Measured outside diameter of the round rod In case of helical coolant hole rods the outside diameter means the OD (addendum diameter) including the helical tooling grooves
Outside diameter
Measured length of the round rodLength
The surface quality describes the state of the surface For ground rods the surface value is indicated as maximum average roughness value Ra (DIN EN ISO 42871998)
Surface
Maximum deflection of a rotating rod which lies on two contact points measured in the middle of the rod The distance between the two contact points is 300 mm When the rod is longer or shorter than 330 mm the contact width corresponds to the rod length minus 10 mm
Straightness
Maximum deflection of a rod Contact point A is 5 mm before the chamfer Contact point B is in the middle of the rod The measurement is carried out 2 mm from the end
Concentricity
The cylindricity describes the tolerance field of an ideal cylinder inside which the skin surface of the rod should be
Cylindricity
Lateral length of flat and square stripsWidth height
Roundness is the radial distance of two con-centric circles which include the circumference line of the round rods section (DIN ISO 1101)
Roundness
The pitch circle is defined as the circle which goes through two or three centre points of coolant holes
Pitch circle diameter
The hole diameter is the diameter of the cool-ant holes inside the rod
Hole diameter
Excentricity means the deviation of the pitch circle centre point or in case of a coolant hole the deviation of the coolant hole centre point from the centre point of the rod
Excentricity
The helix angle is the angle between the longi-tudinal axis and the helix line
Helix angle
Maximum difference of the angle of the two imaginary lines which go through the centre point of the coolant holes which are on the pitch circle
Torsion
For rods with three helical coolant holes the section surface is divided into three circle sec-tors which go through the centre point of the coolant holes The pitch error is the difference of the angles between the circle sectors
Pitch error
INFORMATION SPECIFICATIONS ndash SPECIFICATION FEATURES
ROUND TOOL MATERIALS ndash P-LINE94
RR RGM RGI
[mm] h6 [mm] h5 [mm]10 ndash 30 +0-0006 +0-000431 ndash 60 +0-0008 +0-000561 ndash 100 +0-0009 +0-0006101 ndash 180 +0-0011 +0-0008181ndash 300 +0-0013 +0-0009301 ndash 400 +0-0016 +0-0011
[mm] [mm]08 ndash 21 +0+01522 ndash 47 +0+02048 ndash 67 +0+02568 ndash 152 +0+030153 ndash 202 +0+045203 ndash 242 +0+055243 ndash 362 +0+065363 ndash 462 +0+070
Tolerance
Outside diameter
Outside diameter ToleranceOutside diameter
as sintered ground
[mm] [mm]10 ndash 29 12030 ndash 59 01560 ndash 79 012 80 ndash 99 010
100 ndash 119 008 120 ndash 199 005 200 ndash 400 lt 005
[mm] [mm]08 ndash 32 12
325 ndash 462 05
Outside diameter
Straightness
max deflection max deflectionOutside diameter
as sintered ground
1
1000
1
1000
[mm] [mm]08 ndash 57 005 58 ndash 77 008
78 ndash 127 010128 ndash 302 013 303 ndash 462 016
[mm] h6 [mm] h5 [mm]10 ndash 30 0003 000331 ndash 60 0004 0003
61 ndash 100 0005 0003101 ndash 300 0006 0004301 ndash 400 0008 0005
Roundnessas sintered ground
ToleranceOutside diameter ToleranceOutside diameter
as sintered as sinteredground 005
Tolerance
LengthSurface finish
Executions [mm]+0+10Ra max
[μm]Ramax
Solid carbide rods
INFORMATION SPECIFICATIONS ndash SOLID CARBIDE RODS
95ROUND TOOL MATERIALS ndash P-LINE
RGMC RGMCW RGMCD RGMCY RGIC
[mm] h6 [mm] h5 [mm]10 ndash 30 +0-0006 +0-000431 ndash 60 +0-0008 +0-000561 ndash 100 +0-0009 +0-0006101 ndash 180 +0-0011 +0-0008181 ndash 300 +0-0013 +0-0009301 ndash 400 +0-0016 +0-0011
Tolerance
Outside diameter
Outside diameter
[mm]RGMC +1 RGIC +15
Total length tolerance
Length
Type
Surface finish
Ramax [microm]005Ra max
[mm] h6 [mm] h5 [mm]10 ndash 30 +0+0003 +0+000231 ndash 60 +0+0003 +0+0002
61 ndash 100 +0+0003 +0+0002101 ndash 250 +0+0004 +0+0002
Outside diameter
Roundness
Tolerance
[mm] 30 40 50 60 70 80 90 110 14030 5 5 6 7 - - - - -
40 ndash 50 5 5 6 6 7 - - - -60 4 5 5 6 6 7 8 - -
80 ndash 100 4 4 4 5 5 5 6 7 -120 ndash 140 3 4 4 4 4 5 5 6 -160 ndash 200 3 4 4 4 4 4 5 5 6
250 3 4 4 4 4 4 5 5 6
max concentricity [microm] starting length [mm]
Run-out RGMC
Outside diameter
1
1000
[inch] 1500 ndash 2500 2501 ndash 3500 3501 ndash 800018 ndash 316 5 76 ndash
14 ndash 1 5 76 10
maximum concentricity [microm] starting length [inch]
Run-out RGIC
Outside diameter
1
1000
End mill blanks
INFORMATION SPECIFICATIONS ndash END MILL BLANKS
ROUND TOOL MATERIALS ndash P-LINE96
GB2 G2 SO
[mm] [mm]16 ndash 63 +-02067 ndash 80 +-02590 ndash 100 +-030
TolerancePitch circle diameter
Pitch circle diameter of DIN drill blanks
[mm] [mm]029 +-003
030 ndash 105 +-005106 ndash 20 +-008
TolerancePitch circle diameter
Pitch circle diameter for micro-drill blanks
[deg] [deg]+-1 3 +-033
Total tolerance class Number of
classes
Tolerance class
Helix angle for DIN drill blanks
[deg] [deg]+-075 6 +-0125
Total tolerance class Number of
classes
Tolerance class
Helix angle for micro-drill blanks
[mm] 63ndash6
6
67ndash8
1
82ndash1
14
115ndash
133
134ndash
162
163ndash
310
60 10 15 30 40 ndash ndash80 ndash 15 20 40 40 ndash
100 ndash ndash 20 30 40 50120 ndash ndash 20 30 30 50140 ndash ndash 20 30 30 50160 ndash ndash ndash 20 30 50180 ndash ndash ndash 20 30 50200 ndash ndash ndash 20 30 50
Outside diameter
Straightness of DIN drill blanksDeflection [microm] with length [mm]
1
1000
[mm] 55ndash6
5
66ndash8
5
86ndash1
05
106ndash
180
30 5 8 20 2040 ndash 8 15 20
Outside diameter
Run-out of micro-drill blanksDeflection [microm] with length [mm]
1
1000
[mm] [mm]16 ndash 34 010
48 01563 ndash 67 018
80 ndash 100 020
max excentricity
Excentricity of DIN drill blanks
Pitch circle diameter[mm] [mm]029 0025
030 ndash 059 003506 ndash 15 0040
151 ndash 200 0050
max excentricity
Excentricity of micro-drill blanks
Pitch circle diameter
Drill blanks
INFORMATION SPECIFICATIONS ndash DRILL BLANKS
97ROUND TOOL MATERIALS ndash P-LINE
[mm] h5 [mm]30 +0-0004
31 ndash 60 +0-000561 ndash 100 +0-0006101 ndash 180 +0-0008181 ndash 300 +0-0009
Tolerance
Outside diameter
Outside diameter
+0+1Tolerance
Length
[mm] [mm]005 +-0010
006 ndash 020 +-0015021 ndash 045 +-003005 ndash 13 +-0050
131 ndash 250 +-0075
Hole diameter
ToleranceHole diameter
Surface finishProduct Ramax [microm]
DIN drill blanks Ground mat 005 - 01Micro-drill blanks 005
Ra max
[mm] [mm]30 ndash 60 000280 ndash 100 0003
120 ndash 180 0004200 0005
Tolerance
Roundness
Outside diameter
[mm] [mm] [mm]6 15 +-01 030 +-0058 15 +-01 040 +-005
10 20 +-01 050 +-01012 20 +-01 060 +-01014 25 +-01 080 +-01016 25 +-01 110 +-01018 30 +-01 130 +-01020 30 +-01 160 +-010
Cross groove profile for DIN drill blanks
Outside diameter
Cross groove width
Cross groove depth
INFORMATION SPECIFICATIONS ndash DRILL BLANKS
ROUND TOOL MATERIALS ndash P-LINE98
R2 R3 R4 G2 G3
[mm] [mm] [mm]33 ndash 43 +010+020 +020+06044 ndash 83 +010+030 +020+07084 ndash 103 +010+035 +020+075104 ndash 123 +010+040 +025+080124 ndash 143 +010+040 +030+080144 ndash 163 +010+045 +035+095164 ndash 183 +010+050 +040+100184 ndash 203 +010+055 +040+105204 ndash 223 +010+060 +045+110224 ndash 353 +010+060 +050+110
Tolerance core diameter
Tolerance outside
diameterOutside diameter
Outside diameteras sintered ground
[mm] [mm]60 +0-0008
61 ndash 100 +0-0009101 ndash 180 +0-0011181 ndash 300 +0-0013301 ndash 320 +0-0016
ToleranceOutside diameter
[mm] [mm]33 +-010
34 ndash 43 +-01544 ndash 123 +-020124 ndash 183 +-025184 ndash 353 +-030
ToleranceOutside diameter
Pitch circle diameteras sintered ground
[mm] [mm]60 ndash 120 +-020121 ndash 180 +-025181 ndash 320 +-030
ToleranceOutside diameter
[mm] [mm]250 ndash 280 040
gt 280 050
max deflection
Straightness
Length
1
1000
as sintered ground
1
1000
[mm] [mm]60 ndash 79 01280 ndash 99 010
100 ndash 119 008120 ndash 199 005200 ndash 320 lt 005
max deflectionOutside diameter
Product group [deg] Number of classes [deg]Standard +-1 3 +-0333
Oslash 33 ndash 43 +-075 6 +-0125extra-long 3 holes +-075 6 +-0125
Total tolerance class Tolerance class
Helix angle
Rods with helical coolant holes
INFORMATION SPECIFICATIONS ndash RODS WITH HELICAL COOLANT HOLES
99ROUND TOOL MATERIALS ndash P-LINE
[mm]+0+10
Total length tolerance
Length
Executions Ra max [microm]as sintered as sintered
ground 005
Surface finish
Ra max
[deg]+-30
max pitch error with R3
Pitch error
[mm] [mm]33 004
34 ndash 43 00544 ndash 83 010
84 ndash 103 015104 ndash 143 018144 ndash 353 020
Tolerance
Excentricity
Outside diameter
[mm] [mm]60 0004
61 ndash 100 0005101 ndash 300 0006301 ndash 320 0008
Tolerance
Roundness
Outside diameter
[deg]20
max torsion with R4
Torsionas sintered
[mm] [mm] [mm]33 ndash 43 leemsp100 +-003033 ndash 43 geemsp101 +-005044 ndash 353 040 ndash 130 +-005044 ndash 353 131 ndash 250 +-007544 ndash 353 251 ndash 500 +-0100
Hole diameter
Hole diameter
ToleranceOutside diameter
INFORMATION SPECIFICATIONS ndash RODS WITH HELICAL COOLANT HOLES
ROUND TOOL MATERIALS ndash P-LINE100
00R1 00R2 00G1 00G2
[mm] [mm]33 +0+020
34 ndash 50 +0+03051 ndash 65 +0+03566 ndash 152 +0+040153 ndash 207 +0+055208 ndash 222 +0+065223 ndash 343 +0+075
Tolerance
Outside diameter
Outside diameter
as sintered ground
[mm] [mm]40 ndash 60 +0-000861 ndash 100 +0-0009101 ndash 180 +0-0011181 ndash 300 +0-0013301 ndash 320 +0-0016
ToleranceOutside diameter
[mm]050
max deflection
Straightness
1
1000
as sintered ground
1
1000
[mm] [mm]40 ndash 59 01560 ndash 79 01280 ndash 99 010
100 ndash 119 008120 ndash 199 005200 ndash 320 lt 005
max deflectionOutside diameter
[mm] [mm]33 ndash 57 00562 ndash 77 008
82 ndash 127 010132 ndash 302 013303 ndash 343 016
Tolerance
Roundness
Outside diameter
as sintered
[mm] [mm] 40 ndash 60 0004 61 ndash 100 0005 101 ndash 300 0006 301 ndash 320 0008
ToleranceOutside diameter
ground
[mm]+0+10
Total length tolerance
Length
Rods with straight coolant holes
INFORMATION SPECIFICATIONS ndash RODS WITH STRAIGHT COOLANT HOLES
101ROUND TOOL MATERIALS ndash P-LINE
[mm] [mm]
central coolant hole
010 ndash 050 +005051 ndash 130 +010131 ndash 250 +015251 ndash 500 +020
two coolant holes
010 ndash 050 +-0025051 ndash 130 +-0050131 ndash 250 +-0075251 ndash 500 +-0100
Hole diameter
ToleranceHole diameterProduct group
[mm] [mm]33 ndash 39 +-00540 ndash 59 +-01060 ndash 149 +-020
150 ndash 209 +-025210 ndash 343 +-030
ToleranceOutside diameter
Pitch circle diameter
Executions Ra max [microm]as sintered as sintered
ground 005
Surface finish
Ra max
[mm] [mm] 33 ndash 39 0025 40 ndash 59 0050 60 ndash 79 0100 80 ndash 109 0120 110 ndash 249 0150 250 ndash 343 0200
Tolerance
Excentricity
Outside diameter[mm] [mm]
33 ndash 39 0025 40 ndash 59 0050 60 ndash 79 0100 80 ndash 109 0120 110 ndash 249 0150 250 ndash 343 0200
ToleranceOutside diameter
INFORMATION SPECIFICATIONS ndash RODS WITH STRAIGHT COOLANT HOLES
ROUND TOOL MATERIALS ndash P-LINE102
FR SR
[mm] [mm] 23 ndash 43 +0+020 44 ndash 63 +0+025 64 ndash 103 +0+030
104 ndash 143 +0+035 144 ndash 163 +0+040 164 ndash 203 +0+050
Width height
Width height
Tolerance
[mm]
max 04
Levelness
Levelness
[mm]+0+10
Total length tolerance
Length
Flat and square strips
INFORMATION SPECIFICATIONS ndash FLAT AND SQUARE STRIPS
103ROUND TOOL MATERIALS ndash P-LINE
z
F
x
22deg
y
x
d2d 1
HV = 0102 times 2 times F times sind2 asymp 01891 F
d2
136deg2
100
80
60
40
20
00 5 10 15 20 25
120
Wea
r res
ista
nce
[1c
m3 ]
Submicron gradesFine medium grades
Coarse grades
Cobalt content []
Figure 1 test assembly for the determination of wear resistance according to ASTM B611-85
Figure 3 Vickers hardness test according to ISO 3878
Formula 1 calculation of the Vickers hardness (ISO 3878)
Figure 2 wear resistance in relation to the cobalt content and grain size
Mechanical properties of carbideWear resistanceThe most important property of carbide is wear resistance This property - or to be precise this combination of prop-erties - refers to the surface of the component When two surfaces rub against each other material is removed from both of them Under low stress the material removed consists of single grains or particles This phenomenon is called lsquoscor-ingrsquo In cases of high stress the material removed consists of grain clusters and is called lsquoabrasionrsquo The concept of wear is very complex and depends on many variables Wear resist-ance is mainly tested using the ASTM B611-85 method In this method a carbide piece is pressed onto a rotating steel disk using a lever The rotating steel disk is the carrier for the abrasive material which together with the material that is subject to analysis is transported from a tank below the con-tainer directly to the contact zone (see figure 1) The abrasive material consists of water and aluminium oxide (corundum)Wear resistance is determined by measuring the volume of material removed from the carbide piece while the revolution numberemsptestemsptimeemspandemsptheemspforceemspappliedemspatemsp90degemsponemsptheemspsteelemspdisk are held at consistent levels A gravimetric evaluation is carried out with the volume removal indicated in mm3 As shown in figure 2 wear resistance increases the finer the grain and the lower the cobalt content
HardnessHardness is a materialrsquos mechanical resistance to another harder material which penetrates it The hardness is normally determined based on the Vickers hardness test according to ISOemsp3878emsp Inemspthisemsp testemspaemsp136degemsppyramidalemspdiamondemspindenteremspis pressed onto a work piece with a determined test force The size of the indent is determined optically by measur-ing the two diagonals of the square indent produced by the applied force (F) The impression surface is calculated with formula 1 (see fig 3) When introducing this test method the obsolete unit lsquokilopondrsquo was used for the test force Therefore in the formula the factor 0102 is used for conversion The standardised indication of the Vickers hardness for example is as follows
620 HV 30
Parameters- 620 = hardness- HV = test procedure- 30 = test force in kilopond
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE104
1500
1300
1100
900
700
5000 5 10 15 20 25
1700
1900
2100
30
2300
2500HV
30
100
80
60
40
20
0750 1000
120
1250 1500 1750 2000
Cobalt content []
Ultrafine gradesSubmicron grades
Fine medium gradesCoarse grades
Wea
r res
ista
nce
[1c
m3 ]
Vickers hardness
Submicron gradesFine medium grades
Coarse grades
Figure 4 hardness in relation to the cobalt content and grain size
Figure 5 wear resistance in function of hardness with different grain sizes
Another method for determining hardness is the Rockwell procedure (ISO 3738) It is similar to the Vickers procedure but uses a diamond brale indenter Here the depth of pen-etration is used as the degree of hardness There is no the-oretical basis for a conversion between the two procedures In order to create a comparison a determinate test must be carried out Like wear resistance hardness also increases with a smaller grain size and lower cobalt content (see figure 4) As wear resistance and hardness show similar behaviour with regard to cobalt content and grain size hardness is often used as a reference for wear resistance Furthermore the Vickers procedure is easier and quicker than ASTM B611-85 Nevertheless the relation of hardness and wear resistance is exponential and also depends on the grain size (see figure 5)
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
105ROUND TOOL MATERIALS ndash P-LINE
KIC = 015 32
HV30sum Lradic MN
m
0 5 10 15 20 25 30
K IC
[MN
m3
2 ]
L2
L3
L4
L1
Cobalt content []
Ultrafine gradesSubmicron grades
Fine medium gradesCoarse grain grades
Formula 2 calculation of the critical tension intensity factor KIC
Figure 7 fracture toughness in relation to the grain size and the cobalt content
ToughnessWhen a material is exposed to external static or dynamic stress this leads to mechanical tensions In many cases particularly with impact loads both the strength and ductil-ity of the material have to be taken into account These two properties represent the basis for the concept of toughness which is defined as the capacity to resist fracture or crack progagation Fracture in this context means the complete separation of the material into at least two parts There are numerous possibilities to define or determine toughness transverse rupture strength or fracture toughness In the defi-nition above the integrated product of force and deformation until fracture occurs is used as the toughness value In the case of carbide the Palmqvist method is frequently applied to determine the toughness as a critical tension intensity factor KIC For this purpose the crack length of a Vickers hardness indent is used to deduce the fracture toughness (see figure 6) This is then converted into the tension intensity factor using formula 2 As can be seen in figure 7 tough-ness increases with the metal binder content and growing grain size Compared to other metal materials carbide can be found in the lower part of the toughness range about the same as hardened steel
Figure 6 Palmqvist method for the determination of fracture toughness
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE106
By definition carbide is to be considered a brittle material as there is basically no plastic deformation prior to fracture This is confirmed by examination of surfaces where breakage occurred Various carbides however show very big differ-ences in terms of toughness which can be best explained by taking a look at the microstructure Cracks inside the carbide grains may occur just like intergranular fractures and shear fractures in the binder metal Generally the number of grain cracks rises with increasing grain size and the number of shear fractures when raising the binder content In terms of fracture energy the main contribution to toughness comes from the length of the rupture in the metal binder (see figures 8 and 9)
Figure 8 crack propagation in large grain sizes larger crack propa-gation requires higher fracture energy - higher toughness
Figure 9 crack propagation in small grain sizes direct shorter crack propagation - requires lower fracture energy - lower toughness
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
107ROUND TOOL MATERIALS ndash P-LINE
4000
3500
3000
2500
2000
15000 5 10 15 20 25
4500
30
Tran
sver
se ru
ptur
e st
reng
th [M
Pa]
Cobalt content []
Ultrafine gradesSubmicron grades
Fine medium gradesCoarse grades
Figure 10 illustration of a transverse rupture strength test
Figure 11 transverse rupture strength in relation to the grain size and the cobalt content
Mechanical strengthEvery material has defects such as inclusions and micro-cracks For brittle materials such as hardened steels or car-bide the mechanical strength is limited by the number and size of these defects In this context the mechanical strength depends on the volume as with a growing material volume the probability of a large defect rises Depending on the type of stress various types of strength are distinguished
Transverse rupture strengthTesting the transverse rupture strength is the easiest and most common procedure of analysing the mechanical strength of carbide According to the standardised ISO 3327 procedure a test material of a certain length is placed on a surface and put under stress in the middle until it breaks (see figure 10) The transverse rupture strength (TRS) is then the average value of several tests The maximum value is achieved with a cobalt content of around 14 weight- and grain sizes of around 02 ndash 05micromThe very low plastic deformation is normally not taken into account as it occurs only in the toughest carbides Transverse rupture strength decreases with increasing temperatureFurthermore the carbides show creep values when they are subjected to stress or to high temperatures for a long time The transverse rupture strength is decisively influenced by the number and size of defects in the structure or on the surface Fractures always occur at the weakest point of the structure which is also where the largest defect is A high number of defects therefore increases the probability that one of these defects causes a premature fracture on the point with the highest stress As the quality demands in the field of carbide manufacturing are high impurities or defects can be minimised and thus the risk of breakage reduced
Tensile strengthWhen testing the tensile strength of brittle materials it is dif-ficult to measure exact results A precise result depends on both the perfect preparation of the test materials as well as on the additional stress present on the mounting fixtures Applying the Weibull theory however the tensile strength can be deducted from the values of the transverse rupture strength
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE108
7000
6000
5000
4000
3000
20000 5 10 15 20 25
8000
9000
10000Co
mpr
essi
ve s
treng
th [N
mm
2 ]
Submicron gradesFine medium grades
Coarse grades
Cobalt content []
Extra-coarse grades
Figure 12 compressive strength in relation to the grain size and the cobalt content
Compressive strengthOne of the most remarkable properties of carbide is the extremely high compressive strength under uniaxial stress This valuable property is used in virtually all application fields (cutting edges with high compressive strength in all machin-ing processes pressing and drawing dies rolls anvils and dies for the production of synthetic diamonds etc) The ten-sion of this kind of stress doesnrsquot actually cause fracture due to pressure but due to tension a shear fracture A suitable procedure for determining compressive strength can be found in ISO 4506 To achieve precise values for carbide the test piecersquos geometry must be changed so that the effects of the edges and contact which occur in a simple cylindrical test piece are eliminated Elastic deformation is produced under initial load however before fracture a degree of plastic defor-mation results Figure 12 shows the compressive strength of various grain sizes in relation to the cobalt contentThe compressive strength increases when the metal binder content decreases and the grain size is reduced A small grain carbide grade with a low metal binder content typi-cally has a compressive strength of almost 7000 Nmm2 The compressive strength decreases when the tempera-ture increases The degree of plastic deformation increases notably with the temperature so that the results are variable when temperatures are high
Shear strengthThe implementation of pure shear tests is very difficult However numerous things speak for the fact that the shear strength is somewhat higher than the compressive strength
Fatigue strengthThe fatigue strength of carbide is above 2 million pulsating compressive loads at around 65 to 85 of the static compres-sive strength The compressive fatigue strength increases with a decreasing cobalt content and with decreasing grain size
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
109ROUND TOOL MATERIALS ndash P-LINE
650
600
550
500
450
4000 5 10 15 20 25
700
1300 22002000 4600
0
100
80
60
40
20
Mod
ulus
of e
last
icity
[kN
mm
2 ]
Cobalt content []
Hardness [HV30]
Property from to
Transverse rupture strength [MPa]Fracture toughness [MPa y middot m12]
Hardness
Fracture toughness
CTU08L ultrafine grade 42 Co
Transverse rupture strength
CTS20D submicron grade 100 CoCTF25E finemedium grain grade 125 Co
Figure 15 tension fields of three CERATIZIT grades 0 - lowest value of all grades 100 - highest value of all grades
Figure 14 properties of CERATIZIT round rods and preforms
Figure 13 modulus of elasticity of WC-Co carbides
Modulus of elasticity shear modulus Poissonrsquos ratioThe modulus of elasticity indicates the resistance of a mate-rial against elastic deformation and is higher the more rigid a material is In the case of carbide the modulus of elasticity is 2 to 3 times higher than in steel and increases linearly with decreasing metal binder content See fig 13 additives ofemspγ-phaseemspreduceemsptheemspmodulusemspofemspelasticityemspAnemspexactemspdeter-mination of the modulus of elasticity based on the tension-ex-pansion diagram is difficult Therefore for reliable results res-onance measurements of transverse and longitudinal waves are carried out according to ISO 3312 The shear module is determined in the same way with the help of torsional vibra-tion By determining the modulus of elasticity and the shear module the Poissonrsquos ratio can be calculated
Influence of the grain size and the cobalt content on the most important propertiesThe most important mechanical properties of the carbide such as hardness transverse rupture strength and fracture toughness are determined by the grain size of the tungsten carbide and cobalt content Figure 14 shows the properties of CERATIZIT round rods and preforms Sporadically it can be sustained that through smaller grain sizes higher hard-ness and transverse rupture strength can be achieved At the same time however fracture toughness decreases By increasing the cobalt content hardness is reduced while the transverse rupture strength and fracture toughness are raised Based on this fact a compromise between hardness and fracture toughness can be made Figure 15 shows three different CERATIZIT grades and their hardness fracture toughness and transverse rupture strength 0 is the lowest value and 100 the highest value of all CERATIZIT grades
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE110
65
60
55
50
45
400 5 10 15 20 25
7
75
8
100
80
60
40
20
00 100
120
200 300 400 500 600 700 800
Ther
mal
exp
ansi
on c
oeffi
cien
t [10
-6 deg
C]
20degCemspndashemsp800degC
Cobalt content []
20degCemspndashemsp40degC
Ther
mal
con
duct
ivity
[Wm
n deg
C]
Temperature [degC]
Submicron gradesFine medium grades
Coarse gradesLow y-phase content
High y-phase content
Figure 17 thermal conductivity in relation to the temperature of various micro-structures and grain sizes
Figure 16 thermal expansion in function of the cobalt content for two temperature intervals
Physical properties of carbide DensityThe density of carbide is determined according to ISO 3369 and varies strongly depending on the composition of the car-bide grade Grades with a very high WC content have the highest density Grades with a high titanium carbide content and a high binder content have the lowest density Typically it can however be assumed that the density is around 50 to 100 higher than that of steel
Thermal expansionAs tungsten carbide has a very low thermal expansion coef-ficient the values for carbide compared to steel are very low For carbide grades which contain titanium carbide the values are somewhat higher than for the pure WC-Co carbides Fig-ure 16 shows the thermal expansion in relation to the cobalt content
Thermal conductivityThe thermal conductivity is of great significance for carbide applications as it determines the temperature in the wear areas and has a large influence on the carbidersquos thermal fatigue resistance and resistance to thermal fluctuations The thermal conductivity of WC-Co carbide is around twice that of unalloyed steels It is only slightly influenced by the cobaltemspcontentemspandemsptheemspgrainemspsizeemspwhileemspγ-phasesemsp likeemsp tita-nium carbide or tantalum carbide have an impact Titanium carbide strongly reduces the thermal conductivity Therefore foremspmillingemspgradesemsptantalumemspcarbideemspisemspmostlyemspusedemspasemspγ-phaseemsp(see figure 17)
Specific thermal capacityThe specific thermal capacity is the quantity of heat which is necessaryemsptoemspheatemspupemsp1emspkgemspofemspaemspmaterialemspbyemsp1degCemspInemspapplica-tion technology it is equally important as thermal conductivity because during the machining processes the heat has to be taken away from the cutting edge Through a high thermal capacity the surrounding area is less hot as it can absorb more energy
Specific electric resistanceWC-Co carbides have a low specific resistance of around 20microΩemspcmemspandemspasemspsuchemspareemspgoodemspconductorsemspofemspelectricityemspCarbidesemspwithemspγ-phasesemsphaveemspaemsphigheremspspecificemspresistance
INFORMATION TECHNICAL INFORMATION ndash PHYSICAL PROPERTIES
111ROUND TOOL MATERIALS ndash P-LINE
B
BR
-HC
HS
H
Figure 18 hysteresis curve of a ferromagnetic material
Magnetic saturation amp coercive field strengthCarbides with cobalt as a metal binder are ferromagnetic If a ferromagnetic material is exposed to a magnetic field strength H the magnetic flux density B in this material increases (fig-ure 18 blue line) The flux density decreases when the field strength rises until maximum saturation is achieved This maximum flux density is defined as magnetic saturation (4πσ)emspWhenemsptheemspexternalemspfieldemspstrengthemspisemspremovedemsptheemspfluxemspdensity in the material is reduced along the upper green line to a certain residual magnetism (BR) the so called lsquorema-nencersquo The higher the remanence is the better a material can be magnetised and the remanence can only be elimi-nated when the material is subjected to an inverse field The inverse field strength HC which is necessary to reduce the magnetic flux density to zero or to lsquode-magnetisersquo the mate-rial is defined as coercive field strength
The finer the magnetic field lines of the metal binder phase in the carbide the higher the coercive field strength This means that the coercive field strength provides information about the state of the metal binder phase The metal binder phase becomes finer with smaller tungsten carbide grains and lower binder content As described in the section on lsquoMechanical properties of carbidersquo the smaller the grains and the lower the metal binder content the higher the hardness of the structure In this way an accordant correlation between coercive field strength and hardness can be seen In practi-cal applications this represents a non-destructive measuring method for the hardnessThe magnetic saturation of carbide also depends on the con-tent and the state of the cobalt binder When one of these parameters is known information can be given about the other parameters In this context the carbon content of the carbide has a decisive influence on the magnetic state of the cobalt The magnetic saturation provides information about the carburisation of the carbide This measuring method rep-resents an important tool for checking the production quality
PermeabilityMagnetic permeability means the penetrability of materials for magnetic fields Although carbide is ferromagnetic the magnetic permeability values are low They increase equally along with the magnetic saturation and with the cobalt con-tent and amount to around 5 Hm with 20 vol Compared to this vacuum has a magnetic permeability of 1 Hm and iron between 300 and 10000 Hm
INFORMATION TECHNICAL INFORMATION ndash PHYSICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE112
Acetone
Chemical compounds Resistance
EthanolSodium hydroxide
All acidsTap waterPetroleum
high resistancehigh resistancehigh resistancelow resistancehigh resistancehigh resistance
Figure 19 some chemical compounds and the corresponding resistance of carbide
Corrosion resistanceAccording to DIN EN ISO 8044 corrosion is a reaction of a metal material with its environment which causes a measur-able modification of the material and may lead to a reduced performance of the metal element or the entire system In most cases the reaction is electrochemical in nature or in some cases chemical or metallurgical in nature In carbides corrosion causes a reduction of the surface of the binder phase thus on the surface there remains only a carbide lsquoskeletonrsquo The bond between carbide grains next to each other is very weak so the rate of destruction increases cor-respondingly When the metal binder content is low the car-bide lsquoskeletonrsquo is more pronounced Consequently this type of carbide grade shows higher wear resistance and corrosion resistance than carbides with a higher metal binder content In practical applications however this is not sufficient to sig-nificantly increase the service life Due to their limited corro-sion resistance pure WC-Co carbides are often not suitable for application fields with difficult corrosion conditions Typi-cally it can be assumed that WC-Co carbides down to pH 7 are corrosion-resistant
INFORMATION TECHNICAL INFORMATION ndash CORROSION RESISTANCE
113ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE114
We
rese
rve
the
right
to m
ake
tech
nica
l cha
nges
for i
mpr
ovem
ent o
f the
pro
duct
M
A-PR
O-0
147-
EN-0
220
7003
581
Worldwide CERATIZIT Austria GmbHAT-6600 Reutte T +43 5672 200-0 E infoaustriaceratizitcom
Brazil CERATIZIT Ameacuterica Latina Ltda BR-13069-310 Campinas Satildeo Paulo T +55 11 4133 2300 E infoamericalatinaceratizitcom China CB-CERATIZIT Xiamen Co Ltd 69 Xingxi Road Xinglin Jimei CN-361022 Xiamen (Jimei) China T +86 592 666 1000
Great BritainCERATIZIT UK amp Ireland LtdUK-Sheffield S9 1XUToll Free 0800 048 4877 4878T +44 1925 261 161E infoukceratizitcom
India CERATIZIT India Pvt Ltd IN-Bengaluru 560099 T +91 80 4043 1262 E ctindiainfoceratizitcom
Italy CERATIZIT Como SpA IT-22040 Alserio (CO) T +39 031 6349 211 E infocomoceratizitcom
Japan CERATIZIT Japan CoLtd JP-421ndash0115 Shizuoka T +81-54-268-1060 E infojapanceratizit-jcojp
Spain Portugal CERATIZIT Ibeacuterica Herramientas de Precisioacuten SL ES-28660 Madrid T +34 91 351 0609 E infoibericaceratizitcom
Headquarters
CERATIZIT SALU-8232 MamerT +352 31 20 85-1E infoceratizitcom
wwwceratizitcom

ROUND TOOL MATERIALS ndash P-LINE10
Powder preparation and mixing
Forming pressing Sintering
Grinding Dispatch Recycling
Cemented carbide is a powder metallurgical composite con-sisting of one or more hard material phases (eg tungsten carbide) and a binding material (eg cobalt) It is an extremely hard material characterised by high wear resistance and thermal stability It is used in various fields that require tools or components to be particularly wear-resistant
We manage the entire process chain
Cemented carbide
INTRODUCTION CEMENTED CARBIDE
11ROUND TOOL MATERIALS ndash P-LINE
Cemented carbide ndash a composite material with valuable propertiesCemented carbides are composite materials consisting of a hard material and a comparatively soft binder metal like cobalt (Co) The performance characteristics of cemented carbide are determined by hardness transverse rupture strength and fracture toughness With regard to their appli-cation important parameters for the optimisation of these characteristics are the cobalt content and the grain size of the metal binder phase The tungsten carbide grains have an averageemspsizeemspofemsplessemspthanemsp02μmemspupemsptoemspseveralemspmicrometresemsp(μm)emspTheemspcobaltemspfillsemsptheemspgapsemspbetweenemsptheemspcarbideemspgrainsemsp
When extremely high toughness is required the cobalt con-tent can amount to as much as 30 whereas for maximum wear resistance the cobalt content is reduced and the grain sizeemspdecreasedemsptoemsptheemspnanocrystallineemsprangeemspofemspltemsp02μmCERATIZIT produces far more than 100 different cemented carbide grades particularly for wear parts and cutting tools thus offering a customised solution for every application
INTRODUCTION CEMENTED CARBIDE
ROUND TOOL MATERIALS ndash P-LINE12
Tungsten carbide production
Powder preparation
Carbide production at CERATIZIT started in 1929 Last but not least thanks to long-standing experience CERATIZIT handles the entire process chain from the raw material to the dispatch-ing of the finished products to customers The production process of powder-metallurgical products basically includes the four steps of powder preparation shaping sintering and finishing
The APT (ammonium para-tungstate) is calcined into tungsten oxide under high temperature Subsequently the oxide is reduced to tungsten metal in a hydrogen atmosphere The metal powder is then mixed with carbon and carburised under inert atmosphere at high temperatures The production param-eters are decisive for the WC grain size in the sintered carbide
The tungsten carbide is intensely mixed with the binder metal cobalt nickel or iron various grain growth inhibitors and special alloys as well as materials which promote compaction by wet grinding so that a homogeneous suspension is created Afterwards the suspension is dried in a spray tower to pro-duce a granulate with good flow characteristics This granulate represents the basis for all forming processes
Carbide production
Tungsten
Blue tungsten oxide
Yellow tungsten oxide
Tungsten carbide
APT (ammonium para-tungstate)
INTRODUCTION CEMENTED CARBIDE
13ROUND TOOL MATERIALS ndash P-LINE
The objective of the forming process is to obtain a near net shape sample Pressing is normally carried out at room tem-perature with pressures reaching up to several tons per square centimetre There are several ways of pressing blanks
During isostatic cold pressing the powder is filled into an elastic flexible hose and pressed into a compacted form through high liquid pressure The powder blocks which are produced in this way can then be processed mechanically All common machining methods like milling cutting drilling or turning may be used
In uniaxial pressing the pressing tool con-sists of a die and an upper and a lower punch The carbide powder is filled into the die and then compacted to create the near net shape geometry of the green compact which is ejected from the pressing die
Extrusion pressing is mainly used to pro-duce rectangular bars or cylindrical rods with or without axial hole(s) A plastifier is added to the powder The resulting paste is pressed through an extrusion nozzle Before sintering the plastifier must be evaporated in special drying furnaces
Metal Injection Moulding (MIM) is a process used to produce more complex forms which cannot be produced by direct pressing The paste preparation is similar to the extrusion process
Pressing ndash shaping ndash machining
INTRODUCTION CEMENTED CARBIDE
ROUND TOOL MATERIALS ndash P-LINE14
Sintering
The sintering process converts the blank into a homogeneous and dense cemented carbide with a high level of hardness The material is sintered at temperatures betweenemsp1300emspandemsp1500degCemsp(liquidemspphaseemspsintering) and sometimes also at high pres-sure (up to 100 bar) The volume is reduced by up to 50 during this process
INTRODUCTION CEMENTED CARBIDE
15ROUND TOOL MATERIALS ndash P-LINE
Finishing ndash grinding
In order to achieve the final requirements of surface finish tolerances etc carbide parts can undergo a series of finishing pro-cesses such as grinding spark erosion and coating
The most important grinding procedures for carbide rods are centreless grinding and cylindrical grinding When producing tool blanks minimum diameter tolerances and optimal surface quality represent an excel-lent quality characteristic
INTRODUCTION CEMENTED CARBIDE
ROUND TOOL MATERIALS ndash P-LINE16
KIC (Shetty)
[m ] [gcm3] [HV30] [HRA] [MPa] [psi] [MPam12]
CTU08L K10 C-2 42 1505 2200 952 3700 536600 84
TSF22 K10 ndash K20 C-2 82 1455 1930 937 4400 638800 92
TSF44 K10 ndash K20 C-2 120 1410 1730 927 4600 667000 98
KIC (Shetty)
[m ] [gcm3] [HV30] [HRA] [MPa] [psi] [MPam12]
CTS12D K05 ndash K10 C-3 60 1480 1820 931 3600 522100 93
CTS15D K10 ndash K30 C-3 75 1470 1750 928 3700 536000 95
CTS18D K20 ndash K40 C-2 90 1455 1590 919 3650 529400 107
CTS20D K20 ndash K40 C-2 100 1438 1600 919 4000 580100 104
CTS24Z K20 ndash K40 C-2 120 1410 1570 917 4000 580100 113
CTS30D K30 ndash K40 C-2 150 1384 1400 904 4300 623700 132
KIC (Shetty)
[m ] [gcm3] [HV30] [HRA] [MPa] [psi] [MPam12]
CTF12E K15 C-2 60 1495 1620 921 3000 435100 99
CTF25E K30 ndash K40 C-2 125 1415 1300 895 3500 507600 150
Ultrafine grades
Grade ISO code US codeBinder Density Hardness
Transverse rupture strength
Submicron grades
Grade ISO code US codeBinder Density Hardness
Transverse rupture strength
Fine grades
Grade ISO code US codeBinder Density Hardness
Transverse rupture strength
Grades composition and properties
INTRODUCTION GRADES COMPOSITION AND PROPERTIES
17ROUND TOOL MATERIALS ndash P-LINE
KIC (Shetty)
[m ] [gcm3] [HV30] [HRA] [MPa] [psi] [MPam12]
CTF28T K05 ndash K10 C-2 141 640 1580 918 2000 290100 85
lt 02 N02 ndash lt 05 U05 ndash lt 08 S08 ndash lt 13 F13 ndash lt 25 M25 ndash lt 60 C
gt 60 E
Cermet grade
Grade ISO code US codeBinder Density Hardness
Transverse rupture strength
Carbide grades for biocompatible tools
The biocompatibility requirement for medical products increases patient safety For tools that come into short-term direct contact with body tissue cell tolerance must be guaranteed
Testing for in-vitro cytotoxicity in accordance with DIN EN ISO 10993-5 was carried out by the accredited testing labo-ratory Creamedix GmbH The following carbide grades were successfully tested for their cell tolerance
Certified biological testing of the in-vitro cytotoxicity in accordance with
DIN EN ISO 10993-5 by
Creamedix GmbH
Accreditation number D-PL-19876-01
TSF22 TSF44 CTS12D
CTS15D CTS18D
CTS20D CTS24Z
in accordance with ISO 10993-5 for the medical and dental industry
BIOLAB
CommentThe data in this table are typical material parameters We reserve the right to modify the data due to technical progress or due to further development within our company
Grain size classification
ClassificationCERATIZIT
code
nanoultrafine
submicronfine
mediumcoarse
extra-coarse
) The classification of carbides according to grain size corresponds to the recommendations of the Powder Metallurgy AssociationThe standard ISO codes for carbides which were developed for fine to medium grain sizes no longer correspond to todayrsquos state of the art In order to choose the correct grades only the application data are relevantKIC The measured critical tension intensity factors (KIC) depend to a high degree on the sample geometry and sample preparation A direct comparison with parameters which have been determined by means of a different method is therefore not admissible
Average grain size [microm]
INTRODUCTION GRADES COMPOSITION AND PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE18
CTU08Lemspcarbideemspgradeemspwithemspaemsptypicalemspgrainemspsizeemspofemsp02emspμmemspforemsptheemspma-chining of materials with a hardness gt 65 HRC Thanks to the high wear resistance also excellent suitability for abrasive fibre composite materials
TSF22 ultrafine carbide grade for HSC machining of tempered steels with a hardness of gt 60 HRC and abrasive aluminium alloys
TSF44 ultrafine carbide grade for HSC machining of tempered steels up to 60 HRC suitable for micro-tools and finishing tools and for a variety of materials
Ultrafine grades
CTS12D for machining aluminium alloys fibre-reinforced plastics (carbon-fibre and glass-fibre reinforced) composite materials graphite particular-ly suitable for diamond coating
CTS15D for machining grey cast iron tempered cast iron non-alloyed steel non-ferrous metals and plastics
CTS18D for high-performance machining of steel stainless steel and the machining of difficult materials
CTS20D for universal machining of alloyed and non-alloyed steels Suit-able for a variety of cutting operations on different materials thanks to its balanced properties Improved toughness ensures a low risk of cutting edge breakage
CTS24Z the special high-performance grade for the roughing of titanium and heat-resistant alloys Even higher fracture toughness than CTS18D and CTS20D with approximately the same hardness
CTS30D with extremely high fracture toughness for particularly unstable and difficult applications A good choice when switching from HSS to carbide
Submicron grades
Picture example
Picture example
INTRODUCTION GRADES COMPOSITION AND PROPERTIES
19ROUND TOOL MATERIALS ndash P-LINE
CTF12E for gun drills with an adapted relation between hardness and toughness Suitable also for diamond-coated solid carbide tools
CTF25E for the production of PCD tools and tool shanks The increased cobalt content and the coarser grain improve brazability while increasing fracture toughness
Fine grain grades
CTF28T particularly for the finish machining of steel Thanks to high oxidation resistance and low tendency to stick it is particularly suitable for the production of uncoated reamers
Cermet
Picture example
Picture example
INTRODUCTION GRADES COMPOSITION AND PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE20
1 =
2 =
3 =
4 =
Number of coolant holes
Designation system
RR
RGM
W
D
Y
Sintered rods
with chamfer
with Weldon shank
Ground rods metric
DualBlank
with radial coolant exit holes
GD
SR
FR
00
RGI
RK
VK
30
V2
40
V2P
G
R
C
B
C
Helix angle coolant hole rods as sintered
coolant hole rods groundofcoolant hole rods
Blanks for gun drills
Flat strips
Square strips
round rods with kidney-shaped coolant holes
profiled rods with kidney-shaped coolant holes
profiled rods with two coolant holes
profiled tips with two coolant holes
drill blanks
Ground rods inch
with chamfer
INTRODUCTION DESIGNATION SYSTEM
21ROUND TOOL MATERIALS ndash P-LINE
S
SL
d1
D
H
D
[1100 mm]
[1100 mm]
10004813 544-104 CTS20D h5
ThicknessDiameter of the coolant holes Rod length
Pitch circle of the coolant holes
Height
Nominal pitch of the
coolant holes
Grade
Outside diameter
Diameter tolerance
INTRODUCTION DESIGNATION SYSTEM
ROUND TOOL MATERIALS ndash P-LINE22
CTU0
8L
TSF2
2
TSF4
4
CTS1
2D
CTS1
5D
CTS1
8D
CTS2
0D
CTS2
4Z
CTF1
2E
CTF2
8T
RR
RGM
RGI
RGMC
RGMCW
RGMCD
RGMCY
RGIC
GB2
G2
R2
R3
R4
G2
G3
00R1
00R2
00G1
00G2
GDRK
GDVK
GDV2
GDV2P
DIN 8011
Ultra-fine grades Submicron grades
Fine
gr
ades
Cerm
et
star
ting
page
Solid carbide rods as sintered 25
Solid carbide rods ground metric 29
Solid carbide rods inch 32
End mill blanks metric 35
End mill blanks with Weldon shank metric 39
DualBlank end mill blanks metric 40
End mill blanks with through-coolant metric 41
End mill blanks inch 43
Drill blanks with through-coolant 45
Drill blanks for micro-drills with through-coolant 47
Rods as sintered with two helical coolant holes 49
Rods as sintered with three helical coolant holes 55
Rods as sintered with four helical coolant holes 56
Rods ground with two helical coolant holes 57
Rods ground with three helical coolant holes 59
Rods as sintered with central coolant hole 61
Rods as sintered with two straight coolant holes 63
Rods ground with central coolant hole 66
Rods ground with two straight coolant holes 67
Rods for gun drills with kidney-shaped coolant holes 69
Profiled rods for gun drills with kidney-shaped coolant holes 71
Profiled rods for gun drills with two coolant holes 73
Profiled tips for gun drills with two coolant holes 75
Flat and square strips FR and SR 77
Brazing tips to DIN 8011 79
The product map below provides you with a quick overview of the grades and rods which are available in stockOther products are available upon request
Stock programme at a glance
INTRODUCTION STOCK PROGRAMME AT A GLANCE
23ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE24
A comprehensive standard range of sintered and ground solid carbide rods in various dimensions is available from stock Furthermore you can choose from carbide grades with the most varied characteristics for every application area from ultrafine grades for the machining of superhard materials by way of submi-cron grades for universal application to our cermet grade for the finish machining of ferrous materials Of course we can also produce carbide rods in other dimensions and grades to order ndash simply get in touch with your contact person at CERATIZIT Detailed technical data for our solid carbide rods can be found in the lsquoInforma-tionrsquo section
Solid carbide rods
25ROUND TOOL MATERIALS ndash P-LINE
As sintered
D L
Ultrafine grades
D L Type description
Dia tol[mm] [mm] [mm] CTU08L TSF22 TSF44
325 330 RR 0325-330 -0+020
420 330 RR 0420-330 -0+020
520 330 RR 0520-330 -0+025
620 330 RR 0620-330 -0+025
820 330 RR 0820-330 -0+030
1020 330 RR 1020-330 -0+030
1220 330 RR 1220-330 -0+030
1420 330 RR 1420-330 -0+030
1620 330 RR 1620-330 -0+045
1820 330 RR 1820-330 -0+045
2020 330 RR 2020-330 -0+045
2520 330 RR 2520-330 -0+065
3220 330 RR 3220-330 -0+065
As sintered
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
115 330 RR 0115-330 -0+015
165 330 RR 0165-330 -0+015
180 330 RR 0180-330 -0+015
220 330 RR 0220-330 -0+020
270 330 RR 0270-330 -0+020
325 330 RR 0325-330 -0+020
370 330 RR 0370-330 -0+020
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE26
As sintered
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
420 330 RR 0420-330 -0+020
470 330 RR 0470-330 -0+020
520 330 RR 0520-330 -0+025
570 330 RR 0570-330 -0+025
620 330 RR 0620-330 -0+025
655 330 RR 0655-330 -0+025
670 330 RR 0670-330 -0+025
720 330 RR 0720-330 -0+030
770 330 RR 0770-330 -0+030
820 330 RR 0820-330 -0+030
870 330 RR 0870-330 -0+030
920 330 RR 0920-330 -0+030
970 330 RR 0970-330 -0+030
1020 330 RR 1020-330 -0+030
1070 330 RR 1070-330 -0+030
1120 330 RR 1120-330 -0+030
1170 330 RR 1170-330 -0+030
1220 330 RR 1220-330 -0+030
1270 330 RR 1270-330 -0+030
1300 330 RR 1300-330 -0+030
1320 330 RR 1320-330 -0+030
1420 330 RR 1420-330 -0+030
1470 330 RR 1470-330 -0+030
1520 330 RR 1520-330 -0+030
1620 330 RR 1620-330 -0+045
1720 330 RR 1720-330 -0+045
1820 330 RR 1820-330 -0+045
1920 330 RR 1920-330 -0+045
2020 330 RR 2020-330 -0+045
2120 330 RR 2120-330 -0+055
2220 330 RR 2220-330 -0+055
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS AS SINTERED
27ROUND TOOL MATERIALS ndash P-LINE
As sintered
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
2320 330 RR 2320-330 -0+055
2420 330 RR 2420-330 -0+055
2520 330 RR 2520-330 -0+065
2580 330 RR 2580-330 -0+065
2620 330 RR 2620-330 -0+065
2820 330 RR 2820-330 -0+065
3020 330 RR 3020-330 -0+065
3220 330 RR 3220-330 -0+065
3420 330 RR 3420-330 -0+065
3620 330 RR 3620-330 -0+065
3820 330 RR 3820-330 -0+070
4020 330 RR 4020-330 -0+070
4220 330 RR 4220-330 -0+070
4620 330 RR 4620-330 -0+070
As sintered
D L
Fine grades
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
325 330 RR 0325-330 -0+020
620 330 RR 0420-330 -0+020
520 330 RR 0520-330 -0+025
620 330 RR 0620-330 -0+025
820 330 RR 0820-330 -0+030
1020 330 RR 1020-330 -0+030
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE28
As sintered
D L
Fine grades
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
1220 330 RR 1220-330 -0+030
1420 330 RR 1420-330 -0+030
1620 330 RR 1620-330 -0+045
1820 330 RR 1820-330 -0+045
As sintered
D L
Cermet
D L Type description
Dia tol[mm] [mm] [mm] CTF28T
340 330 RR 0340-330 -0+020
440 330 RR 0440-330 -0+020
640 330 RR 0640-330 -0+025
840 330 RR 0840-330 -0+030
1040 330 RR 1040-330 -0+030
1240 330 RR 1240-330 -0+030
1440 300 RR 1440-330 -0+030
1640 330 RR 1640-330 -0+045
2040 330 RR 2040-330 -0+045
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS AS SINTERED
29ROUND TOOL MATERIALS ndash P-LINE
Ground metric
D L
Ultrafine grades
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 TSF22 TSF44
200 330 RGM 0200-330 +0-0004 h5
300 330 RGM 0300-330 +0-0004 h5
400 330 RGM 0400-330 +0-0005 h5
500 330 RGM 0500-330 +0-0005 h5
600 330 RGM 0600-330 +0-0005 h5
800 330 RGM 0800-330 +0-0006 h5
1000 330 RGM 1000-330 +0-0006 h5
1200 330 RGM 1200-330 +0-0008 h5
1400 330 RGM 1400-330 +0-0008 h5
1600 330 RGM 1600-330 +0-0008 h5
2000 330 RGM 2000-330 +0-0009 h5
2500 330 RGM 2500-330 +0-0009 h5
Ground metric
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
100 330 RGM 0100-330 +0-0006 h6
150 330 RGM 0150-330 +0-0006 h6
200 330 RGM 0200-330 +0-0006 h6
250 330 RGM 0250-330 +0-0006 h6
300 330 RGM 0300-330 +0-0006 h6
350 330 RGM 0350-330 +0-0008 h6
400 330 RGM 0400-330 +0-0008 h6
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS GROUND METRIC
ROUND TOOL MATERIALS ndash P-LINE30
Ground metric
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
450 330 RGM 0450-330 +0-0008 h6
500 330 RGM 0500-330 +0-0008 h6
550 330 RGM 0550-330 +0-0008 h6
600 330 RGM 0600-330 +0-0008 h6
650 330 RGM 0650-330 +0-0009 h6
700 330 RGM 0700-330 +0-0009 h6
750 330 RGM 0750-330 +0-0009 h6
800 330 RGM 0800-330 +0-0009 h6
850 330 RGM 0850-330 +0-0009 h6
900 330 RGM 0900-330 +0-0009 h6
950 330 RGM 0950-330 +0-0009 h6
1000 330 RGM 1000-330 +0-0009 h6
1100 330 RGM 1100-330 +0-0011 h6
1200 330 RGM 1200-330 +0-0011 h6
1300 330 RGM 1300-330 +0-0011 h6
1400 330 RGM 1400-330 +0-0011 h6
1500 330 RGM 1500-330 +0-0011 h6
1600 330 RGM 1600-330 +0-0011 h6
1800 330 RGM 1800-330 +0-0011 h6
1900 330 RGM 1900-330 +0-0013 h6
2000 330 RGM 2000-330 +0-0013 h6
2200 330 RGM 2200-330 +0-0013 h6
2400 330 RGM 2400-330 +0-0013 h6
2500 330 RGM 2500-330 +0-0013 h6
2800 330 RGM 2800-330 +0-0013 h6
3000 330 RGM 3000-330 +0-0013 h6
3200 330 RGM 3200-330 +0-0016 h6
3800 330 RGM 3800-330 +0-0016 h6
4000 330 RGM 4000-330 +0-0016 h6
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS GROUND METRIC
31ROUND TOOL MATERIALS ndash P-LINE
Ground metric
D L
Fine grades
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 CTF12E
300 330 RGM 0300-330 +0-0004 h6
400 330 RGM 0400-330 +0-0008 h6
600 330 RGM 0600-330 +0-0008 h6
800 330 RGM 0800-330 +0-0009 h6
1000 330 RGM 1000-330 +0-0009 h6
1200 330 RGM 1200-330 +0-0011 h6
1400 330 RGM 1400-330 +0-0011 h6
1600 330 RGM 1600-330 +0-0011 h6
Ground metric
D L
Cermet
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 CTF28T
300 330 RGM 0300-330 +0-0004 h6
400 330 RGM 0400-330 +0-0008 h6
600 330 RGM 0600-330 +0-0008 h6
800 330 RGM 0800-330 +0-0009 h6
1000 330 RGM 1000-330 +0-0009 h6
1200 330 RGM 1200-330 +0-0011 h6
1400 330 RGM 1400-330 +0-0011 h6
1600 330 RGM 1600-330 +0-0011 h6
2000 330 RGM 2000-330 +0-0013 h6
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS GROUND METRIC
ROUND TOOL MATERIALS ndash P-LINE32
Ground inch
D L
Submicron grades
D L Type description
Dia tol[inch] [inch] [mm] ISO 286 CTS20D
18 13000 RGI 18-13 +0-0008 h6
316 13000 RGI 316-13 +0-0008 h6
14 13000 RGI 14-13 +0-0009 h6
516 13000 RGI 516-13 +0-0009 h6
38 13000 RGI 38-13 +0-0009 h6
716 13000 RGI 716-13 +0-0011 h6
12 13000 RGI 12-13 +0-0011 h6
58 13000 RGI 58-13 +0-0011 h6
34 13000 RGI 34-13 +0-0013 h6
1 13000 RGI 1-13 +0-0013 h6
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS GROUND INCH
33ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE34
In addition to DIN dimensions we can also supply our high-precision end mill blanks in extra-long sizes End mill blanks in the most popular inch dimensions have now been added to the range Whether in standard execution with Wel-don shanks internal cooling or as a DualBlank you can be sure of finding the product you need Our end mill blanks are now also available in the new high-performance grade CTS24Z for the machining of difficult materials like titanium or Inconel Having virtually the same hardness CTS24Z is even tougher than our proven CTS18D and CTS20D grades This extreme toughness offers maximum protection against breakage and ensures consistent performance of your toolsOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our end mill blanks can be found in the lsquoInformationrsquo section
End mill blanks
35ROUND TOOL MATERIALS ndash P-LINE
Metric
D
L
c
45deg
Ultrafine grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTU08L TSF22 TSF44
300 39 RGMC 0300-039 +0-0004 h5 030 x
300 40 RGMC 0300-040 +0-0004 h5 030
300 50 RGMC 0300-050 +0-0004 h5 030
300 60 RGMC 0300-060 +0-0004 h5 030
400 51 RGMC 0400-051 +0-0004 h5 040 x
400 60 RGMC 0400-060 +0-0005 h5 040
400 75 RGMC 0400-075 +0-0005 h5 040
500 51 RGMC 0500-051 +0-0005 h5 040 x
600 51 RGMC 0600-051 +0-0005 h5 040 x
600 58 RGMC 0600-058 +0-0005 h5 040 x
600 60 RGMC 0600-060 +0-0005 h5 040
600 65 RGMC 0600-065 +0-0005 h5 040
600 70 RGMC 0600-070 +0-0005 h5 040
600 75 RGMC 0600-075 +0-0005 h5 040
600 80 RGMC 0600-080 +0-0005 h5 040
600 100 RGMC 0600-100 +0-0005 h5 040
800 64 RGMC 0800-064 +0-0006 h5 060 x
800 70 RGMC 0800-070 +0-0006 h5 060
800 75 RGMC 0800-075 +0-0006 h5 060
800 100 RGMC 0800-100 +0-0006 h5 060
800 120 RGMC 0800-120 +0-0006 h5 060
1000 67 RGMC 1000-067 +0-0006 h5 080 x
1000 73 RGMC 1000-073 +0-0006 h5 080 x
1000 75 RGMC 1000-075 +0-0006 h5 080
1000 80 RGMC 1000-080 +0-0006 h5 080
1000 100 RGMC 1000-100 +0-0006 h5 080
1000 120 RGMC 1000-120 +0-0006 h5 080
1200 84 RGMC 1200-084 +0-0008 h5 080 x
1200 100 RGMC 1200-100 +0-0008 h5 080
1200 120 RGMC 1200-120 +0-0008 h5 080
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC
ROUND TOOL MATERIALS ndash P-LINE36
Metric
D
L
c
45deg
Ultrafine grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTU08L TSF22 TSF44
1600 93 RGMC 1600-093 +0-0008 h5 080 x
1600 110 RGMC 1600-110 +0-0008 h5 080
1600 120 RGMC 1600-120 +0-0008 h5 080
1600 130 RGMC 1600-130 +0-0008 h5 080
1600 150 RGMC 1600-150 +0-0008 h5 080
2000 105 RGMC 2000-105 +0-0009 h5 100 x
2000 125 RGMC 2000-125 +0-0009 h5 100
2000 150 RGMC 2000-150 +0-0009 h5 100
2500 125 RGMC 2500-125 +0-0009 h5 100
2500 150 RGMC 2500-150 +0-0009 h5 100
Metric
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTS18D CTS20D CTS24Z
300 39 RGMC 0300-039 +0-0006 h6 030 x
300 40 RGMC 0300-040 +0-0004 h5 030
300 50 RGMC 0300-050 +0-0004 h5 030
300 60 RGMC 0300-060 +0-0004 h5 030
400 51 RGMC 0400-051 +0-0008 h6 040 x
400 60 RGMC 0400-060 +0-0005 h5 040
400 75 RGMC 0400-075 +0-0005 h5 040
500 51 RGMC 0500-051 +0-0008 h6 040 x
600 51 RGMC 0600-051 +0-0008 h6 040 x
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC
37ROUND TOOL MATERIALS ndash P-LINE
Metric
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTS18D CTS20D CTS24Z
600 55 RGMC 0600-055 +0-0008 h6 040 x
600 58 RGMC 0600-058 +0-0005 h5 040 x
600 60 RGMC 0600-060 +0-0005 h5 040
600 65 RGMC 0600-065 +0-0005 h5 040
600 70 RGMC 0600-070 +0-0005 h5 040
600 75 RGMC 0600-075 +0-0005 h5 040
600 80 RGMC 0600-080 +0-0005 h5 040
600 100 RGMC 0600-100 +0-0005 h5 040
800 59 RGMC 0800-059 +0-0009 h6 060 x
800 64 RGMC 0800-064 +0-0009 h6 060 x
800 70 RGMC 0800-070 +0-0006 h5 060
800 75 RGMC 0800-075 +0-0006 h5 060
800 80 RGMC 0800-080 +0-0006 h5 060
800 100 RGMC 0800-100 +0-0006 h5 060
800 120 RGMC 0800-120 +0-0006 h5 060
1000 67 RGMC 1000-067 +0-0009 h6 080 x
1000 73 RGMC 1000-073 +0-0009 h6 080 x
1000 75 RGMC 1000-075 +0-0006 h5 080
1000 80 RGMC 1000-080 +0-0006 h5 080
1000 90 RGMC 1000-090 +0-0006 h5 080
1000 100 RGMC 1000-100 +0-0006 h5 080
1000 120 RGMC 1000-120 +0-0006 h5 080
1200 74 RGMC 1200-074 +0-0011 h6 080 x
1200 84 RGMC 1200-084 +0-0011 h6 080 x
1200 100 RGMC 1200-100 +0-0008 h5 080
1200 120 RGMC 1200-120 +0-0008 h5 080
1400 76 RGMC 1400-076 +0-0011 h6 080 x
1400 84 RGMC 1400-084 +0-0011 h6 080 x
1600 83 RGMC 1600-083 +0-0011 h6 080 x
1600 93 RGMC 1600-093 +0-0011 h6 080 x
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC
ROUND TOOL MATERIALS ndash P-LINE38
Metric
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTS18D CTS20D CTS24Z
1600 110 RGMC 1600-110 +0-0008 h5 080
1600 120 RGMC 1600-120 +0-0008 h5 080
1600 130 RGMC 1600-130 +0-0008 h5 080
1600 150 RGMC 1600-150 +0-0008 h5 080
1800 93 RGMC 1800-093 +0-0011 h6 100 x
2000 93 RGMC 2000-093 +0-0013 h6 100 x
2000 105 RGMC 2000-105 +0-0009 h5 100 x
2000 125 RGMC 2000-125 +0-0009 h5 100
2000 150 RGMC 2000-150 +0-0009 h5 100
2500 125 RGMC 2500-125 +0-0009 h5 100
2500 150 RGMC 2500-150 +0-0009 h5 100
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC
39ROUND TOOL MATERIALS ndash P-LINE
Metric with Weldon
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTS20D
600 51 RGMCW 0600-051 +0-0008 h6 040 x
600 55 RGMCW 0600-055 +0-0008 h6 040 x
600 58 RGMCW 0600-058 +0-0008 h6 040 x
800 64 RGMCW 0800-064 +0-0009 h6 060 x
1000 67 RGMCW 1000-067 +0-0009 h6 080 x
1000 73 RGMCW 1000-073 +0-0009 h6 080 x
1200 74 RGMCW 1200-074 +0-0011 h6 080 x
1200 84 RGMCW 1200-084 +0-0011 h6 080 x
1600 93 RGMCW 1600-093 +0-0011 h6 080 x
2000 93 RGMCW 2000-093 +0-0013 h6 100 x
2000 105 RGMCW 2000-105 +0-0013 h6 100 x
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC WITH WELDON
ROUND TOOL MATERIALS ndash P-LINE40
Metric DualBlank
D
L
c
30degCTSDTMG30
l1
Submicron grades
D L Type description
Dia tol l1 c[mm] [mm] [mm] ISO 286 [mm] [mm] DIN 6527 CTS20D CTS18D
600 58 RGMCD 0600-058 +0-0008 h6 26 050 x
800 64 RGMCD 0800-064 +0-0009 h6 29 070 x
1000 73 RGMCD 1000-073 +0-0009 h6 33 090 x
1200 84 RGMCD 1200-084 +0-0011 h6 38 090 x
1600 93 RGMCD 1600-093 +0-0011 h6 41 090 x
2000 105 RGMCD 2000-105 +0-0013 h6 46 110 x
DualBlank rods
A combination of a high-performing Premium grade in the cutting edge area with a shank made of an economical recycled grade
emspThe high-performance grade in the cutting edge area guarantees maximum performance in metal cutting
emspAbsolutely homogeneous and resistant to fracture where the two materials are joined
emspOptimised price-performance ratioemspProduced with less impact of the environment
s-line
p-line
CTS18DCTS20D
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC DUALBLANK
41ROUND TOOL MATERIALS ndash P-LINE
Metric with through-coolant 2x 180deg
c
2x18
0deg
Oslash d
1
L+1
45deg
l2 60degOslash
D
Oslash d 2
Submicron grades
D L Type description
Dia tol d1 d2 l2 c[mm] [mm] [mm] ISO 286 [mm] [mm] [mm] [mm] CTS20D
600 58 RGMCY2 0600-058 +0-0008 h6 120 080 300 040
800 64 RGMCY2 0800-064 +0-0009 h6 160 110 400 060
1000 73 RGMCY2 1000-073 +0-0009 h6 200 140 500 080
1200 84 RGMCY2 1200-084 +0-0011 h6 220 160 600 080
1400 84 RGMCY2 1400-084 +0-0011 h6 240 170 700 080
1600 93 RGMCY2 1600-093 +0-0011 h6 260 190 800 080
1800 93 RGMCY2 1800-093 +0-0011 h6 280 200 900 100
2000 105 RGMCY2 2000-105 +0-0013 h6 300 210 1000 100
2500 125 RGMCY2 2500-125 +0-0013 h6 320 230 1250 100
Metric with through-coolant 3x 120deg
3x12
0deg
c
Oslash d
1
L+1
45deg
l2 60degOslash
D
Oslash d 2
Submicron grades
D L Type description
Dia tol d1 d2 l2 c[mm] [mm] [mm] ISO 286 [mm] [mm] [mm] [mm] CTS20D
600 58 RGMCY3 0600-058 +0-0008 h6 120 070 300 040
800 64 RGMCY3 0800-064 +0-0009 h6 160 090 400 060
1000 73 RGMCY3 1000-073 +0-0009 h6 200 120 500 080
1200 84 RGMCY3 1200-084 +0-0011 h6 220 130 600 080
1400 84 RGMCY3 1400-084 +0-0011 h6 240 140 700 080
1600 93 RGMCY3 1600-093 +0-0011 h6 260 150 800 080
1800 93 RGMCY3 1800-093 +0-0011 h6 280 160 900 100
2000 105 RGMCY3 2000-105 +0-0013 h6 300 170 1000 100
2500 125 RGMCY3 2500-125 +0-0013 h6 320 180 1250 100
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC WITH THROUGH-COOLANT
ROUND TOOL MATERIALS ndash P-LINE42
Metric with through-coolant 4x 90deg
4x90
deg
c
Oslash d
1
L+1
45deg
l2 60degOslash
D
Oslash d 2
Submicron grades
D L Type description
Dia tol d1 d2 l2 c[mm] [mm] [mm] ISO 286 [mm] [mm] [mm] [mm] CTS20D
600 58 RGMCY4 0600-058 +0-0008 h6 120 060 300 040
800 64 RGMCY4 0800-064 +0-0009 h6 160 080 400 060
1000 73 RGMCY4 1000-073 +0-0009 h6 200 100 500 080
1200 84 RGMCY4 1200-084 +0-0011 h6 220 110 600 080
1400 84 RGMCY4 1400-084 +0-0011 h6 240 120 700 080
1600 93 RGMCY4 1600-093 +0-0011 h6 260 130 800 080
1800 93 RGMCY4 1800-093 +0-0011 h6 280 140 900 100
2000 105 RGMCY4 2000-105 +0-0013 h6 300 150 1000 100
2500 125 RGMCY4 2500-125 +0-0013 h6 320 160 1250 100
Metric with through-coolant 5x 72deg
5x72deg
c
Oslash d
1
L+1
45deg
l2 60degOslash
D
Oslash d 2
Submicron grades
D L Type description
Dia tol d1 d2 l2 c[mm] [mm] [mm] ISO 286 [mm] [mm] [mm] [mm] CTS20D
600 58 RGMCY5 0600-058 +0-0008 h6 120 050 300 040
800 64 RGMCY5 0800-064 +0-0009 h6 160 070 400 060
1000 73 RGMCY5 1000-073 +0-0009 h6 200 090 500 080
1200 84 RGMCY5 1200-084 +0-0011 h6 220 100 600 080
1400 84 RGMCY5 1400-084 +0-0011 h6 240 110 700 080
1600 93 RGMCY5 1600-093 +0-0011 h6 260 120 800 080
1800 93 RGMCY5 1800-093 +0-0011 h6 280 130 900 100
2000 105 RGMCY5 2000-105 +0-0013 h6 300 140 1000 100
2500 125 RGMCY5 2500-125 +0-0013 h6 320 150 1250 100
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC WITH THROUGH-COOLANT
43ROUND TOOL MATERIALS ndash P-LINE
Inch
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[inch] [inch] [mm] ISO 286 [mm] CTS20D
18 1500 RGIC 18 - 150 +0-0008 h6 025
316 2000 RGIC 316 - 200 +0-0008 h6 040
14 2000 RGIC 14 - 200 +0-0009 h6 040
14 3000 RGIC 14 - 300 +0-0009 h6 040
516 2500 RGIC 516 - 250 +0-0009 h6 040
38 2500 RGIC 38 - 250 +0-0009 h6 040
38 3000 RGIC 38 - 300 +0-0009 h6 040
12 3000 RGIC 12 - 300 +0-0011 h6 080
12 4000 RGIC 12 - 400 +0-0011 h6 080
58 3500 RGIC 58 - 350 +0-0011 h6 080
34 4000 RGIC 34 - 400 +0-0013 h6 080
1 4000 RGIC 1 - 400 +0-0013 h6 080
1 6000 RGIC 1 - 600 +0-0013 h6 080
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS INCH
ROUND TOOL MATERIALS ndash P-LINE44
In addition to their geometrical precision thanks to a special grinding surface our drill blanks are also notable for the improved pull-out resistance of the tool shank The shank end corresponds to DIN 69090-3 and therefore complies with the standard for cutting tools which are suitable for MQLOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZITDetailed technical data for our drill blanks can be found in the lsquoInformationrsquo section
Drill blanks
45ROUND TOOL MATERIALS ndash P-LINE
3xD 5xD with through-coolant
cD1
d 1
D L
45deg
Drill blanks
xD factor
D L Type description
Dia tol Nominal pitch c D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] [mm] CTS20D
3 600 63 40GB2 06001907225-063 +0-0005 h5 2250 400 095 190 070
3 600 63 46GB2 06001605180-063 +0-0005 h5 1800 463 095 160 050
3 600 67 30GB2 06002708327-067 +0-0005 h5 3270 300 095 270 080
3 600 67 33GB2 06002209290-067 +0-0005 h5 2900 330 095 220 090
3 800 80 30GB2 08003410435-080 +0-0006 h5 4350 300 125 340 100
3 1000 90 30GB2 10004813544-090 +0-0006 h5 5440 300 135 480 130
3 1200 103 30GB2 12006317653-103 +0-0008 h5 6530 300 175 630 170
3 1400 108 30GB2 14006718762-108 +0-0008 h5 7620 300 195 670 180
3 1600 116 30GB2 16008020871-116 +0-0008 h5 8710 300 245 800 200
3 1800 124 30GB2 18009023980-124 +0-0008 h5 9800 300 275 900 230
3 2000 132 30GB2 2000100251088-132 +0-0009 h5 10880 300 325 1000 250
5 600 67 46GB2 06001605180-067 +0-0005 h5 1800 463 095 160 050
5 600 67 40GB2 06001907225-067 +0-0005 h5 2250 400 095 190 070
5 600 75 33GB2 06002209290-075 +0-0005 h5 2900 330 095 220 090
5 600 75 40GB2 06001907225-075 +0-0005 h5 2250 400 095 190 070
5 600 83 30GB2 06002708327-083 +0-0005 h5 3270 300 095 270 080
5 800 92 30GB2 08003410435-092 +0-0006 h5 4350 300 125 340 100
5 1000 104 30GB2 10004813544-104 +0-0006 h5 5440 300 135 480 130
5 1200 119 30GB2 12006317653-119 +0-0008 h5 6530 300 175 630 170
5 1400 125 30GB2 14006718762-125 +0-0008 h5 7620 300 195 670 180
5 1600 134 30GB2 16008020871-134 +0-0008 h5 8710 300 245 800 200
5 1800 144 30GB2 18009023980-144 +0-0008 h5 9800 300 275 900 230
5 2000 154 30GB2 2000100251088-154 +0-0009 h5 10880 300 325 1000 250
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
DRILL BLANKS 3XDndash12XD WITH THROUGH-COOLANT
ROUND TOOL MATERIALS ndash P-LINE46
8xD 12xD with through-coolant
cD1
d 1
D L
45deg
Drill blanks
xD factor
D L Type description
Dia tol Nominal pitch c D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] [mm] CTS20D
8 600 73 46GB2 06001605180-073 +0-0005 h5 1800 463 095 160 050
8 600 73 40GB2 06001907225-073 +0-0005 h5 2250 400 095 190 070
8 600 82 33GB2 06002209290-082 +0-0005 h5 2900 330 095 220 090
8 600 82 40GB2 06001907225-082 +0-0005 h5 2250 400 095 190 070
8 600 96 30GB2 06002708327-096 +0-0005 h5 3270 300 095 270 080
8 800 115 30GB2 08003410435-115 +0-0006 h5 4350 300 125 340 100
8 1000 143 30GB2 10004813544-143 +0-0006 h5 5440 300 135 480 130
8 1200 163 30GB2 12006317653-163 +0-0008 h5 6530 300 175 630 170
8 1400 179 30GB2 14006718762-179 +0-0008 h5 7620 300 195 670 180
8 1600 204 30GB2 16008020871-204 +0-0008 h5 8710 300 245 800 200
8 1800 223 30GB2 18009023980-223 +0-0008 h5 9800 300 275 900 230
8 2000 244 30GB2 2000100251088-244 +0-0009 h5 10880 300 325 1000 250
12 600 93 40GB2 06001907225-093 +0-0005 h5 2250 400 095 190 070
12 600 93 46GB2 06001605180-093 +0-0005 h5 1800 463 095 160 050
12 600 103 40GB2 06001907225-103 +0-0005 h5 2250 400 095 190 070
12 600 103 33GB2 06002209290-103 +0-0005 h5 2900 330 095 220 090
12 600 117 30GB2 06002708327-117 +0-0005 h5 3270 300 095 270 080
12 800 147 30GB2 08003410435-147 +0-0006 h5 4350 300 125 340 100
12 1000 163 30GB2 10004813544-163 +0-0006 h5 5440 300 135 480 130
12 1200 205 30GB2 12006317653-205 +0-0008 h5 6530 300 175 630 170
12 1400 231 30GB2 14006718762-231 +0-0008 h5 7620 300 195 670 180
12 1600 261 30GB2 16008020871-261 +0-0008 h5 8710 300 245 800 200
12 1800 286 30GB2 18009023980-286 +0-0008 h5 9800 300 275 900 230
12 2000 311 30GB2 2000100251088-311 +0-0009 h5 10880 300 325 1000 250
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
DRILL BLANKS 3XDndash12XD WITH THROUGH-COOLANT
47ROUND TOOL MATERIALS ndash P-LINE
For micro-drills with through-coolant
D1
Dd1
L
STG
d 2
l2
c
Blanks for micro-drills
D L Type description
Dia tol Nominal pitch c D1 d1 d2 l2[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] [mm] [mm] [mm] CTS20D
300 55 71G2 030002900532-055 +0-0004 h5 320 712 020 029 005 070 25
300 60 67G2 030003700740-060 +0-0004 h5 400 670 020 037 007 090 25
300 65 62G2 030004701050-065 +0-0004 h5 500 621 020 047 010 120 25
300 75 58G2 030006001360-075 +0-0004 h5 600 575 020 060 013 150 25
300 85 53G2 030007501672-085 +0-0004 h5 720 526 020 075 016 170 25
300 95 46G2 030009002090-095 +0-0004 h5 900 463 020 090 020
300 105 42G2 0300105025106-105 +0-0004 h5 1060 416 020 105 025
300 120 37G2 0300125030125-120 +0-0004 h5 1250 370 020 125 030
300 140 33G2 0300150035145-140 +0-0004 h5 1450 330 020 150 035
400 55 76G2 040002900532-055 +0-0005 h5 320 757 030 029 005 070 25
400 60 72G2 040003700740-060 +0-0005 h5 400 723 030 037 007 090 25
400 65 68G2 040004701050-065 +0-0005 h5 500 683 030 047 010 120 25
400 75 64G2 040006001360-075 +0-0005 h5 600 645 030 060 013 150 25
400 85 60G2 040007501672-085 +0-0005 h5 720 602 030 075 016 200 25
400 95 54G2 040009002090-095 +0-0005 h5 900 544 030 090 020 250 25
400 105 50G2 0400105025106-105 +0-0005 h5 1060 499 030 105 025
400 120 46G2 0400125030120-120 +0-0005 h5 1200 463 030 125 030
400 140 38G2 0400150035162-140 +0-0004 h5 1620 378 030 150 035
400 160 35G2 0400170040180-160 +0-0004 h5 1800 349 030 170 040
400 180 30G2 0400200045218-180 +0-0004 h5 2180 300 030 200 045
with power chamber without power chamber
STG
d 2
l2 STG
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
DRILL BLANKS FOR MICRO-DRILLS WITH THROUGH-COOLANT
ROUND TOOL MATERIALS ndash P-LINE48
Our range of sintered and ground rods with helical coolant holes supports the production of drills in a diameter range from 3 mm to 35 mmOur rods with helical coolant holes are available in the proven CTS20D grade for the universal machining of steel stainless steel or heat-resistant alloys and now also in CTS12D and the new high-performance grade CTS24Z for the machining of difficult materials like titanium or Inconel Having virtually the same hardness CTS24Z is even tougher than our proven CTS18D and CTS20D grades This extreme toughness offers maximum protection against breakage and ensures consistent performance of your toolsOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our rods with helical coolant holes can be found in the lsquoInformationrsquo section
Rods with helical coolant holes
49ROUND TOOL MATERIALS ndash P-LINE
As sintered
d1
D1
DL
With two coolant holes le 22deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS12D CTS20D
630 415 22R2 06301906469-415 4690 219 190 060
630 330 15R2 063026077035-330 7035 150 260 070
630 415 15R2 063026077035-415 7035 150 260 070
830 415 20R2 083033107034-415 7034 197 330 100
830 330 15R2 083036125938-330 9380 150 360 125
830 415 15R2 083036125938-415 9380 150 360 125
1030 415 19R2 10304401209380-415 9380 185 440 120
1030 330 15R2 103048014011725-330 11725 150 480 140
1030 415 15R2 103048014011725-415 11725 150 480 140
1230 415 18R2 123054015011725-415 11725 178 540 150
1230 330 15R2 123062515514070-330 14070 150 625 155
1230 415 15R2 123062515514070-415 14070 150 625 155
1430 330 15R2 143067019016414-330 16414 150 670 190
1430 415 15R2 143067019016414-415 16414 150 670 190
1630 330 15R2 16308021018759-330 18759 150 800 210
1830 330 15R2 183090232110-330 21100 150 900 230
2030 330 15R2 203010025023449-330 23449 150 1000 250
2230 330 15R2 22301202525794-330 25794 150 1200 250
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE50
As sintered
d1
D1
DL
With two coolant holes 23deg ndash 49deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS12D CTS20D CTS24Z
330 330 40R2 033003015112-330 1120 401 030 015
330 330 49R2 033005502082-330 820 490 055 020
330 330 39R2 033008023115-330 1150 393 080 023
330 330 34R2 033011035140-330 1400 340 110 035
330 330 30R2 0330140351632-330 1632 300 140 035
430 330 46R2 04301003120-330 1200 463 100 030
430 330 38R2 043012035162-330 1620 378 120 035
430 330 35R2 043016045180-330 1800 349 160 045
430 330 30R2 043021045218-330 2180 300 210 045
530 330 33R2 05302206245-330 2450 327 220 060
630 330 46R2 06301605180-330 1800 463 160 050
630 330 40R2 06301907225-330 2250 400 190 070
630 330 30R2 06302009327-330 3270 300 200 090
630 330 30R2 06302207327-330 3270 300 220 070
630 330 30R2 06302708327-330 3270 300 270 080
630 330 30R2 06303009327-330 3270 300 300 090
630 350 46R2 06301605180-350 1800 463 160 050
630 350 40R2 06301907225-350 2250 400 190 070
630 350 30R2 06302207327-350 3270 300 220 070
680 330 30R2 06802708354-330 3540 280 270 080
680 330 30R2 06803309354-330 3540 280 330 090
730 330 30R2 07303510381-330 3810 300 350 100
830 330 43R2 08302307272-330 2720 427 230 070
830 330 40R2 08302907300-330 3000 400 290 070
830 330 36R2 08303310350-330 3500 357 330 100
830 330 30R2 08303410435-330 4350 300 340 100
830 330 30R2 08304112435-330 4350 300 410 120
830 350 36R2 08303310350-350 3500 357 330 100
830 350 30R2 08303410435-350 4350 300 340 100
930 330 30R2 093043510490-330 4900 300 435 100
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
51ROUND TOOL MATERIALS ndash P-LINE
As sintered
d1
D1
DL
With two coolant holes 23deg ndash 49deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS12D CTS20D CTS24Z
980 330 30R2 09804813517-330 5170 287 480 130
1030 330 40R2 10302708370-330 3700 403 270 080
1030 330 34R2 10303911460-330 4600 343 390 110
1030 330 34R2 103044115460-330 4600 343 440 115
1030 330 30R2 10304813544-330 5440 300 480 130
1030 330 33R2 10305012490-330 4900 327 500 120
1130 330 40R2 11303208412-330 4120 400 320 080
1130 330 30R2 11305515599-330 5990 300 550 150
1180 330 30R2 11805515626-330 6260 289 550 150
1230 250 33R2 12305415570-250 5700 335 540 150
1230 250 30R2 12306317653-250 6530 300 630 170
1230 330 39R2 12303510463-330 4630 392 350 100
1230 330 40R2 12304009449-330 4490 400 400 090
1230 330 33R2 123050135570-330 5700 335 500 135
1230 330 33R2 12305415570-330 5700 335 540 150
1230 330 32R2 12306015599-330 5990 322 600 150
1230 330 30R2 12306317653-330 6530 300 630 170
1330 330 40R2 13304410487-330 4870 400 440 100
1330 330 30R2 13306516707-330 7070 300 650 160
1430 330 40R2 14304613524-330 5240 400 460 130
1430 330 34R2 14306016650-330 6500 341 600 160
1430 330 30R2 14306718762-330 7620 300 670 180
1430 330 30R2 14307020762-330 7620 300 700 200
1430 330 30R2 14307620762-330 7620 300 760 200
1530 330 30R2 15307620816-330 8160 300 760 200
1630 280 30R2 16308020871-280 8710 300 800 200
1630 330 40R2 16305512599-330 5990 400 550 120
1630 330 35R2 16307020730-330 7300 346 700 200
1630 330 30R2 16308020871-330 8710 300 800 200
1630 330 32R2 16308420816-330 8160 316 840 200
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE52
As sintered
d1
D1
DL
With two coolant holes 23deg ndash 49deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS12D CTS20D CTS24Z
1630 330 30R2 16308625871-330 8710 300 860 250
1730 330 40R2 173057513636-330 6360 400 575 130
1730 330 30R2 17308925925-330 9250 300 890 250
1830 330 40R2 18305616680-330 6800 397 560 160
1830 330 40R2 18306317680-330 6800 397 630 170
1830 330 35R2 183077522820-330 8200 346 775 220
1830 330 30R2 18309327980-330 9800 300 930 270
1980 330 30R2 198096241061-330 10610 294 960 240
2030 330 37R2 20306517843-330 8430 367 650 170
2030 330 40R2 20307115749-330 7490 400 710 150
2030 330 30R2 2030100251088-330 10880 300 1000 250
2030 330 30R2 2030107321088-330 10880 300 1070 320
2130 330 30R2 21301065201142-330 11420 300 1065 200
2130 330 30R2 2130115321142-330 11420 300 1150 320
2230 330 40R2 22307717824-330 8240 400 770 170
2230 330 33R2 22301002501080-330 10800 326 1000 250
2230 330 30R2 2230113201197-330 11970 300 1130 200
2230 330 30R2 2230115341197-330 11970 300 1150 340
2530 330 40R2 253077175936-330 9360 400 770 175
2530 330 33R2 2530120321190-330 11900 330 1200 320
2830 330 39R2 283090201077-330 10770 392 900 200
2830 330 29R2 2830148251590-330 15900 290 1480 250
3030 330 39R2 3030100201160-330 11600 391 1000 200
3030 330 29R2 3030160251720-330 17200 287 1600 250
3230 330 40R2 3230110201198-330 11980 400 1100 200
3230 330 29R2 3230170301778-330 17780 295 1700 300
3530 330 30R2 3530180301895-330 18950 300 1800 300
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
53ROUND TOOL MATERIALS ndash P-LINE
As sintered
d1
D1
DL
With two coolant holes extra-long 23deg ndash 49deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS20D
630 430 46R2 06301605180-430 1800 463 160 050
630 430 40R2 06301907225-430 2250 400 190 070
630 430 30R2 06302207327-430 3270 300 220 070
630 430 30R2 06303009327-430 3270 300 300 090
830 430 30R2 08303410435-430 4350 300 340 100
1030 430 30R2 10304813544-430 5440 300 480 130
1030 530 30R2 10304813544-530 5440 300 480 130
1230 430 30R2 12306317653-430 6530 300 630 170
1230 530 30R2 12306317653-530 6530 300 630 170
1430 430 30R2 14306718762-430 7620 300 670 180
1430 530 30R2 14306718762-530 7620 300 670 180
1630 430 30R2 16308020871-430 8710 300 800 200
1630 530 30R2 16308020871-530 8710 300 800 200
1830 530 30R2 18309327980-530 9800 300 930 270
1830 430 30R2 18309327980-430 9800 300 930 270
2030 430 30R2 2030100251088-430 10880 300 1000 250
2030 530 30R2 2030100251088-530 10880 300 1000 250
2530 530 33R2 2530120321190-530 11900 334 1200 320
2530 430 33R2 2530120321190-430 11900 334 1200 320
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE54
As sintered
d1
D1
DL
With two coolant holes ge 50deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS20D
1030 330 50R2 10302307260-330 2600 504 230 070
1230 330 51R2 12302307301-330 3010 514 230 070
1330 330 50R2 13302607340-330 3400 502 260 070
1630 330 50R2 16303710420-330 4200 501 370 100
2030 330 50R2 20304412527-330 5270 500 440 120
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
55ROUND TOOL MATERIALS ndash P-LINE
As sintered
D
D1
Ld1
With three coolant holes
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS20D
630 330 30R3 06303006327-330 3270 312 300 060
830 330 40R3 08302907300-330 3000 400 290 070
830 330 30R3 083040075435-330 4350 300 400 075
1030 330 40R3 103035075370-330 3700 403 350 075
1030 330 30R3 10304910544-330 5440 300 490 100
1230 330 40R3 12304009449-330 4490 400 400 090
1230 330 30R3 12306011653-330 6530 300 600 110
1430 330 40R3 143046512524-330 5240 400 465 120
1430 330 30R3 14307113762-330 7620 300 710 130
1630 330 40R3 16305512599-330 5990 400 550 120
1630 330 30R3 16308315870-330 8700 300 830 150
1830 330 40R3 183062515674-330 6740 400 625 150
1830 330 30R3 18309617980-330 9800 300 960 170
2030 330 40R3 20307115749-330 7490 400 710 150
2030 330 30R3 2030104201088-330 10880 300 1040 200
2230 330 40R3 22307717824-330 8240 400 770 170
2230 330 30R3 2230107201197-330 11970 300 1070 200
2530 330 40R3 25308117936-330 9360 400 810 170
2530 330 33R3 2530115221190-330 11900 334 1150 220
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE56
As sintered
D1
D2
DL
d 2d 1
With four coolant holes
D L Type description
Nominal pitch D1 d1 D2 d2
[mm] [mm] [mm] [deg] [mm] [mm] [mm] [mm] CTS20D
830 330 33R4 08301939040838-330 3810 334 190 040 390 080
830 330 30R4 083022450450944-330 4350 297 220 045 450 090
1030 330 33R4 10302551051049-330 4900 327 250 050 510 100
1030 330 30R4 10302857061154-330 5440 300 280 060 570 110
1230 330 32R4 12303163071260-330 5990 322 310 070 630 120
1230 330 30R4 12303469071465-330 6530 300 340 070 690 140
1430 330 32R4 14303675081570-330 7070 319 360 080 750 150
1430 330 30R4 14303981081676-330 7620 300 390 080 810 160
1630 330 30R4 16304490091887-330 8710 300 440 090 900 180
1830 330 30R4 183050102102098-330 9800 300 500 100 1020 200
2030 330 30R4 203561141223109-330 10880 300 560 120 1140 230
2230 330 30R4 223611261225120-330 11970 300 610 120 1260 250
2530 330 29R4 253691411428139-330 13930 294 690 140 1410 280
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
57ROUND TOOL MATERIALS ndash P-LINE
Ground
DLd1
D1
With two coolant holes le 22deg
D L Type description
Dia tol Nominal pitch D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] CTS20D
600 330 15G2 060026077035-330 +0-0008 h6 7035 150 260 070
800 330 15G2 080036125938-330 +0-0009 h6 9380 150 360 125
1000 330 15G2 100048014011725-330 +0-0009 h6 11725 150 480 140
1200 330 15G2 120062515514070-330 +0-0011 h6 14070 150 625 155
1400 330 15G2 140067019016414-330 +0-0011 h6 16414 150 670 190
1600 330 15G2 16008021018759-330 +0-0011 h6 18759 150 800 210
1800 330 15G2 180090232110-330 +0-0011 h6 21100 150 900 230
2000 330 15G2 200010025023449-330 +0-0013 h6 23449 150 1000 250
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES GROUND
ROUND TOOL MATERIALS ndash P-LINE58
Ground
DLd1
D1
With two coolant holes 23deg ndash 49deg
D L Type description
Dia tol Nominal pitch D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] CTS20D
600 330 40G2 06001907225-330 +0-0008 h6 2250 400 190 070
600 330 30G2 06003009327-330 +0-0008 h6 3270 300 300 090
800 330 43G2 08002307272-330 +0-0009 h6 2720 427 230 070
800 330 30G2 08003410435-330 +0-0009 h6 4350 300 340 100
1000 330 40G2 10002708370-330 +0-0009 h6 3700 400 270 080
1000 330 30G2 10004813544-330 +0-0009 h6 5440 300 480 130
1200 330 39G2 12003510463-330 +0-0011 h6 4630 390 350 100
1200 330 30G2 12006317653-330 +0-0011 h6 6530 300 630 170
1400 330 40G2 14004613524-330 +0-0011 h6 5240 400 460 130
1400 330 30G2 14006718762-330 +0-0011 h6 7620 300 670 180
1600 330 40G2 16005512599-330 +0-0011 h6 5990 400 550 120
1600 330 30G2 16008020871-330 +0-0011 h6 8710 300 800 200
1800 330 40G2 18006317680-330 +0-0011 h6 6800 397 630 170
1800 330 30G2 18009327980-330 +0-0011 h6 9800 300 930 270
2000 330 40G2 20007115749-330 +0-0013 h6 7490 400 710 150
2000 330 30G2 2000100251088-330 +0-0013 h6 10880 300 1000 250
2500 330 40G2 250077175936-330 +0-0013 h6 9360 400 770 175
2500 330 33G2 2500120321190-330 +0-0013 h6 11900 334 120 320
3200 330 40G2 3200110201198-330 +0-0016 h6 11980 400 1100 200
3200 330 29G2 3200170301778-330 +0-0016 h6 17780 295 1700 300
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES GROUND
59ROUND TOOL MATERIALS ndash P-LINE
Ground
D
D1
Ld1
With three coolant holes
D L Type description
Dia tol Nominal pitch D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] CTS20D
600 330 30G3 06003006327-330 +0-0008 h6 3270 300 300 060
800 330 30G3 080040075435-330 +0-0009 h6 4350 300 400 075
1000 330 30G3 10004910544-330 +0-0009 h6 5440 300 490 100
1200 330 30G3 12006011653-330 +0-0011 h6 6530 300 600 110
1400 330 30G3 14007113762-330 +0-0011 h6 7620 300 710 130
1600 330 30G3 16008315870-330 +0-0011 h6 8700 300 830 150
1800 330 30G3 18009617980-330 +0-0011 h6 9800 300 960 170
2000 330 30G3 2000104201088-330 +0-0013 h6 10880 300 1040 200
2500 330 33G3 2500115221190-330 +0-0013 h6 11900 330 1150 220
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES GROUND
ROUND TOOL MATERIALS ndash P-LINE60
Our standard range includes sintered and ground rods with one central or two straight coolant holes In addition to our established carbide grades we offer a selection of dimensions in the cermet grade CTF28T which has been specially developed for the finish machining of steelOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our rods with straight coolant holes can be found in the lsquoInformationrsquo section
Rods with straight coolant holes
61ROUND TOOL MATERIALS ndash P-LINE
As sintered
d1
D
L
With central coolant hole ultra-fine grades
D L Type description
d1
[mm] [mm] [mm] TSF44
645 330 00R1 064510-330 100
855 330 00R1 085513-330 130
1055 330 00R1 105513-330 130
1055 330 00R1 105520-330 200
1255 330 00R1 125520-330 200
1470 330 00R1 147020-330 200
1670 330 00R1 167020-330 200
2070 330 00R1 207030-330 300
As sintered
d1
D
L
With central coolant hole submicron grades
D L Type description
d1
[mm] [mm] [mm] CTS15D CTS20D
495 330 00R1 049506-330 060
630 330 00R1 063010-330 100
645 330 00R1 064510-330 100
830 330 00R1 083013-330 130
855 330 00R1 085513-330 130
855 330 00R1 085520-330 200
1030 330 00R1 103020-330 200
1055 330 00R1 105513-330 130
1055 330 00R1 105520-330 200
1130 330 00R1 113020-330 200
1230 330 00R1 123020-330 200
1255 330 00R1 125520-330 200
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE62
As sintered
d1
D
L
With central coolant hole submicron grades
D L Type description
d1
[mm] [mm] [mm] CTS15D CTS20D
1330 330 00R1 133020-330 200
1430 330 00R1 143020-330 200
1470 330 00R1 147020-330 200
1630 330 00R1 163020-330 200
1670 330 00R1 167020-330 200
1830 330 00R1 183030-330 300
1870 330 00R1 187030-330 300
2030 330 00R1 203030-330 300
2070 330 00R1 207030-330 300
2530 330 00R1 253030-330 300
2830 330 00R1 283040-330 400
3030 330 00R1 303050-330 500
3230 330 00R1 323050-330 500
As sintered
d1
D
L
With central coolant hole cermet
D L Type description
d1
[mm] [mm] [mm] CTF28T
645 330 00R1 064510-330 100
855 330 00R1 085513-330 130
1055 330 00R1 105520-330 200
1255 330 00R1 125520-330 200
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
63ROUND TOOL MATERIALS ndash P-LINE
As sintered
D1
D
Ld1
With two straight coolant holes submicron grades
D L Type description
D1 d1
[mm] [mm] [mm] [mm] CTS15D CTS20D
330 330 00R2 0330110425-330 110 043
420 330 00R2 042011045-330 110 045
520 330 00R2 05202009-330 200 090
620 330 00R2 06201105-330 110 050
620 330 00R2 06201509-330 150 090
620 330 00R2 06201706-330 170 060
620 330 00R2 06202009-330 200 090
620 330 00R2 06202309-330 230 090
620 330 00R2 06202609-330 260 090
620 330 00R2 06203012-330 300 120
720 330 00R2 07202009-330 200 090
720 330 00R2 07203009-330 300 090
820 330 00R2 08202009-330 200 090
820 330 00R2 08202609-330 260 090
820 330 00R2 08202612-330 260 120
820 330 00R2 08203410-330 340 100
820 330 00R2 08203515-330 350 150
820 330 00R2 08204009-330 400 090
920 330 00R2 09202612-330 260 120
920 330 00R2 09203515-330 350 150
920 330 00R2 09203812-330 380 120
920 330 00R2 09204013-330 400 130
1020 330 00R2 10202010-330 200 100
1020 330 00R2 10202612-330 260 120
1020 330 00R2 10202810-330 280 100
1020 330 00R2 10203515-330 350 150
1020 330 00R2 10204214-330 420 140
1020 330 00R2 10205012-330 500 120
1020 330 00R2 10205214-330 520 140
1220 330 00R2 12202612-330 260 120
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE64
As sintered
D1
D
Ld1
With two straight coolant holes submicron grades
D L Type description
D1 d1
[mm] [mm] [mm] [mm] CTS15D CTS20D
1220 330 00R2 12203515-330 350 150
1220 330 00R2 12204815-330 480 150
1220 330 00R2 12205020-330 500 200
1220 330 00R2 12206015-330 600 150
1320 330 00R2 13205420-330 540 200
1420 330 00R2 14203515-330 350 150
1420 330 00R2 14205020-330 500 200
1420 330 00R2 14205017-330 500 170
1420 330 00R2 14205820-330 580 200
1420 330 00R2 14207020-330 700 200
1520 330 00R2 15205020-330 500 200
1620 330 00R2 16203515-330 350 150
1620 330 00R2 16205015-330 500 150
1620 330 00R2 16205020-330 500 200
1620 400 00R2 16206220-400 620 200
1620 330 00R2 16206625-330 660 250
1620 330 00R2 16208020-330 800 200
1620 415 00R2 16208020-415 800 200
1820 330 00R2 18205020-330 500 200
1820 330 00R2 18206020-330 600 200
1820 330 00R2 18207525-330 750 250
1820 330 00R2 18209020-330 900 200
1920 330 00R2 19207925-330 790 250
2020 330 00R2 20203515-330 350 150
2020 330 00R2 20206020-330 600 200
2020 330 00R2 20206220-330 620 200
2020 330 00R2 20208225-330 820 250
2020 330 00R2 202010025-330 1000 250
2120 330 00R2 21207023-330 700 230
2220 330 00R2 22207023-330 700 230
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
65ROUND TOOL MATERIALS ndash P-LINE
As sintered
D1
D
Ld1
With two straight coolant holes submicron grades
D L Type description
D1 d1
[mm] [mm] [mm] [mm] CTS15D CTS20D
2220 330 00R2 222010530-330 1050 300
2530 330 00R2 25306220-330 620 200
2530 330 00R2 25308020-330 800 200
2530 330 00R2 253010025-330 1000 250
2530 330 00R2 253012030-330 1200 300
2630 330 00R2 26307520-330 750 200
2630 330 00R2 263012030-330 1200 300
2830 330 00R2 283013030-330 1300 300
3030 330 00R2 303013030-330 1300 300
3230 330 00R2 32309022-330 900 220
3230 330 00R2 323013830-330 1380 300
3430 330 00R2 343013830-330 1380 300
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE66
Ground
DLd1
With central coolant hole submicron grades
D L Type description
Dia tol d1
[mm] [mm] [mm] ISO 286 [mm] CTS15D
600 330 00G1 060010-330 +0-0008 h6 100
800 330 00G1 080013-330 +0-0009 h6 130
1000 330 00G1 100020-330 +0-0009 h6 200
1200 330 00G1 120020-330 +0-0011 h6 200
1400 330 00G1 140020-330 +0-0011 h6 200
1600 330 00G1 160020-330 +0-0011 h6 200
1600 330 00G1 160030-330 +0-0011 h6 300
2000 330 00G1 200030-330 +0-0013 h6 300
2500 330 00G1 250030-330 +0-0013 h6 300
3200 330 00G1 320050-330 +0-0016 h6 500
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES GROUND
67ROUND TOOL MATERIALS ndash P-LINE
Ground
D1
D
Ld1
With two coolant holes submicron grades
D L Type description
Dia tol D1 d1
[mm] [mm] [mm] ISO 286 [mm] [mm] CTS15D
600 330 00G2 06001509-330 +0-0008 h6 150 090
600 330 00G2 06003012-330 +0-0008 h6 300 120
800 330 00G2 08002009-330 +0-0009 h6 200 090
800 330 00G2 08004009-330 +0-0009 h6 400 090
1000 330 00G2 10002810-330 +0-0009 h6 280 100
1000 330 00G2 10005214-330 +0-0009 h6 520 140
1200 330 00G2 12003515-330 +0-0011 h6 350 150
1200 330 00G2 12006015-330 +0-0011 h6 600 150
1400 330 00G2 14005017-330 +0-0011 h6 500 170
1400 330 00G2 14007020-330 +0-0011 h6 700 200
1600 330 00G2 16005015-330 +0-0011 h6 500 150
1600 330 00G2 16008020-330 +0-0011 h6 800 200
1800 330 00G2 18006020-330 +0-0011 h6 600 200
1800 330 00G2 18009020-330 +0-0011 h6 900 200
2000 330 00G2 20006220-330 +0-0013 h6 620 200
2000 330 00G2 200010025-330 +0-0013 h6 1000 250
2500 330 00G2 25006220-330 +0-0013 h6 620 200
2500 330 00G2 25008020-330 +0-0013 h6 800 200
2500 330 00G2 250012030-330 +0-0013 h6 1200 300
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES GROUND
ROUND TOOL MATERIALS ndash P-LINE68
We offer a complete stock range of rods and tips for the production of solid carbide or brazed gun drills These include rods with a kidney-shaped coolant hole profiled rods with one or two coolant holes and profiled tips with two cool-ant holes Our blanks for gun drills are available in the proven CTS20D grade for the uni-versal machining of steel stainless steel or heat-resistant alloys some dimen-sions can also be ordered in grade CTF12E a fine-grain grade specifically for gun drills with an optimised balance between hardness and toughnessOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our gun drill blanks can be found in the lsquoInformationrsquo section
Blanks for gun drills
69ROUND TOOL MATERIALS ndash P-LINE
Rods
D
L
Rods with kidney-shaped coolant holes submicron grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTS20D
240 310 GDRK 0240-310 plusmn015
260 310 GDRK 0260-310 plusmn015
290 310 GDRK 0290-310 plusmn015
315 310 GDRK 0315-310 plusmn015
345 310 GDRK 0345-310 plusmn015
350 310 GDRK 0350-310 plusmn015
390 310 GDRK 0390-310 plusmn015
440 310 GDRK 0440-310 plusmn015
490 310 GDRK 0490-310 plusmn015
550 310 GDRK 0550-310 plusmn015
600 310 GDRK 0600-310 plusmn015
650 310 GDRK 0650-310 plusmn015
710 310 GDRK 0710-310 plusmn015
760 310 GDRK 0760-310 plusmn015
810 310 GDRK 0810-310 plusmn015
830 310 GDRK 0830-310 plusmn015
870 310 GDRK 0870-310 plusmn015
920 310 GDRK 0920-310 plusmn015
1060 310 GDRK 1060-310 plusmn015
1130 310 GDRK 1130-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
ROUND TOOL MATERIALS ndash P-LINE70
Rods
D
L
Rods with kidney-shaped coolant hole fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
240 310 GDRK 0240-310 plusmn015
260 310 GDRK 0260-310 plusmn015
290 310 GDRK 0290-310 plusmn015
315 310 GDRK 0315-310 plusmn015
345 310 GDRK 0345-310 plusmn015
350 310 GDRK 0350-310 plusmn015
390 310 GDRK 0390-310 plusmn015
440 310 GDRK 0440-310 plusmn015
490 310 GDRK 0490-310 plusmn015
550 310 GDRK 0550-310 plusmn015
600 310 GDRK 0600-310 plusmn015
650 310 GDRK 0650-310 plusmn015
710 310 GDRK 0710-310 plusmn015
760 310 GDRK 0760-310 plusmn015
810 310 GDRK 0810-310 plusmn015
830 310 GDRK 0830-310 plusmn015
870 310 GDRK 0870-310 plusmn015
920 310 GDRK 0920-310 plusmn015
1060 310 GDRK 1060-310 plusmn015
1130 310 GDRK 1130-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
71ROUND TOOL MATERIALS ndash P-LINE
Rods
120deg
D
L
Profiled rods with kidney-shaped coolant hole 120deg submicron grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTS20D
240 310 GDVK 0240-310 plusmn015
260 310 GDVK 0260-310 plusmn015
290 310 GDVK 0290-310 plusmn015
315 310 GDVK 0315-310 plusmn015
345 310 GDVK 0345-310 plusmn015
390 310 GDVK 0390-310 plusmn015
440 310 GDVK 0440-310 plusmn015
490 310 GDVK 0490-310 plusmn015
550 310 GDVK 0550-310 plusmn015
600 310 GDVK 0600-310 plusmn015
650 310 GDVK 0650-310 plusmn015
710 310 GDVK 0710-310 plusmn015
760 310 GDVK 0760-310 plusmn015
810 310 GDVK 0810-310 plusmn015
870 310 GDVK 0870-310 plusmn015
920 310 GDVK 0920-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
ROUND TOOL MATERIALS ndash P-LINE72
Rods
120deg
D
L
Profiled rods with kidney-shaped coolant hole 120deg fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
240 310 GDVK 0240-310 plusmn015
260 310 GDVK 0260-310 plusmn015
290 310 GDVK 0290-310 plusmn015
315 310 GDVK 0315-310 plusmn015
345 310 GDVK 0345-310 plusmn015
390 310 GDVK 0390-310 plusmn015
440 310 GDVK 0440-310 plusmn015
490 310 GDVK 0490-310 plusmn015
550 310 GDVK 0550-310 plusmn015
600 310 GDVK 0600-310 plusmn015
650 310 GDVK 0650-310 plusmn015
710 310 GDVK 0710-310 plusmn015
760 310 GDVK 0760-310 plusmn015
810 310 GDVK 0810-310 plusmn015
870 310 GDVK 0870-310 plusmn015
920 310 GDVK 0920-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
73ROUND TOOL MATERIALS ndash P-LINE
Rods
115deg
D
L
Profiled rods with two coolant hole 115deg fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
1350 310 GDV2 1350115-310 plusmn020
1390 310 GDV2 1390115-310 plusmn020
1450 310 GDV2 1450115-310 plusmn020
1550 310 GDV2 1550115-310 plusmn020
1650 310 GDV2 1650115-310 plusmn020
1750 310 GDV2 1750115-310 plusmn020
1860 310 GDV2 1860115-310 plusmn020
1960 310 GDV2 1960115-310 plusmn025
2060 310 GDV2 2060115-310 plusmn025
2160 310 GDV2 2160115-310 plusmn025
ensp limitedenspstockensp ensp ensp stockenspitemensp ensp ensp newenspstockenspitemensp ensp Otherenspgradesenspandenspdimensionsenspuponensprequest
BLANKSenspFORenspGUNenspDRILLSenspenspRODS
ROUND TOOL MATERIALS ndash P-LINE74
Rods
120deg
D
L
Profiled rods with two coolant hole 120deg fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
550 310 GDV2 0550-310 plusmn015
600 310 GDV2 0600-310 plusmn015
650 310 GDV2 0650-310 plusmn015
710 310 GDV2 0710-310 plusmn015
760 310 GDV2 0760-310 plusmn015
810 310 GDV2 0810-310 plusmn015
870 310 GDV2 0870-310 plusmn015
920 310 GDV2 0920-310 plusmn015
970 310 GDV2 0970-310 plusmn015
1080 310 GDV2 1080-310 plusmn015
1130 310 GDV2 1130-310 plusmn015
1180 310 GDV2 1180-310 plusmn015
1230 310 GDV2 1230-310 plusmn015
1280 310 GDV2 1280-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
75ROUND TOOL MATERIALS ndash P-LINE
Tips
115deg
L
D
Profiled tips with two coolant holes 115deg fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
1350 40 GDV2P 1350-040 plusmn020
1450 40 GDV2P 1450-040 plusmn020
1550 40 GDV2P 1550-040 plusmn020
1650 40 GDV2P 1650-040 plusmn020
1750 40 GDV2P 1750-040 plusmn020
1860 40 GDV2P 1860-040 plusmn025
1960 45 GDV2P 1960-045 plusmn025
2060 45 GDV2P 2060-045 plusmn025
2160 45 GDV2P 2160-045 plusmn025
2260 50 GDV2P 2260-050 plusmn025
2360 50 GDV2P 2360-050 plusmn025
2460 55 GDV2P 2460-055 plusmn025
2560 55 GDV2P 2560-055 plusmn025
2660 55 GDV2P 2660-055 plusmn025
2720 55 GDV2P 2720-055 plusmn025
2870 65 GDV2P 2870-065 plusmn025
3080 65 GDV2P 3080-065 plusmn025
3310 65 GDV2P 3310-065 plusmn025
3610 75 GDV2P 3610-075 plusmn025
3910 75 GDV2P 3910-075 plusmn025
4000 80 GDV2P 4000-080 plusmn030
4200 80 GDV2P 4200-080 plusmn030
4500 80 GDV2P 4500-080 plusmn030
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS TIPS
ROUND TOOL MATERIALS ndash P-LINE76
Our flat and square strips in the proven CTS20D grade and in a wide variety of dimensions are available directly from stock Our brazing tips are characterised by very good brazability and can be supplied upon request in the most com-mon DIN dimensions Our stock range includes DIN 8011 brazing tips in grade CTS12D as well as in the cermet grade CTF28T (especially suited to the finish machining of steel materials)Of course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our flat and square strips can be found in the lsquoInfor-mationrsquo section
Flat and square strips brazing tips
77ROUND TOOL MATERIALS ndash P-LINE
Flat strips
S
L
H
Submicron grade
Type description
H S L[mm] [mm] [mm] CTS20D
FR 02300530-330 530 230 330
FR 02300630-330 630 230 330
FR 02300830-330 830 230 330
FR 02301030-330 1030 230 330
FR 02301630-330 1630 230 330
FR 03300430-330 430 330 330
FR 03300530-330 530 330 330
FR 03300630-330 630 330 330
FR 03300830-330 830 330 330
FR 03301030-330 1030 330 330
FR 03301230-330 1230 330 330
FR 03301630-330 1630 330 330
FR 03302030-330 2030 330 330
FR 04300630-330 630 430 330
FR 04300830-330 830 430 330
FR 04301030-330 1030 430 330
FR 04301330-330 1330 430 330
FR 04301630-330 1630 430 330
FR 04302030-330 2030 430 330
FR 05301030-330 1030 530 330
FR 05301330-330 1330 530 330
FR 06301030-330 1030 630 330
FR 06301330-330 1330 630 330
FR 08301230-330 1230 830 330
FR 08301630-330 1630 830 330
FR 10301630-330 1630 1030 330
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
FLAT AND SQUARE STRIPS BRAZING TIPS FLAT STRIPS
ROUND TOOL MATERIALS ndash P-LINE78
Square strips
S
LH
Submicron grade
Type description
H S L[mm] [mm] [mm] CTS20D
SR 0330-330 330 330 330
SR 0430-330 430 430 330
SR 0530-330 530 530 330
SR 0830-330 830 830 330
SR 1030-330 1030 1030 330
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
FLAT AND SQUARE STRIPS BRAZING TIPS SQUARE STRIPS
79ROUND TOOL MATERIALS ndash P-LINE
Brazing tips to DIN 8011
L
St
c
e
r
Form R
Type description
L e S r c t[mm] [mm] [mm] [mm] [mm] [mm] CTF28T CTS12D
DIN 8011 R 12 12 500 080 2500 080 200
DIN 8011 R 16 16 710 120 2500 100 250
DIN 8011 R 19 19 900 140 2500 100 300
DIN 8011 R 22 22 1120 180 2500 140 350
DIN 8011 R 25 25 1500 220 2500 140 400
DIN 8011 R 30 30 1800 280 2500 140 500
Brazing tips to DIN 8011
L
St
c
e
r
Form T
Type description
L e S r c t[mm] [mm] [mm] [mm] [mm] [mm] CTS12D
DIN 8011 T 12 12 450 120 1500 100 300
DIN 8011 T 16 16 750 160 1500 100 350
DIN 8011 T 19 19 750 200 2500 180 450
DIN 8011 T 22 22 950 250 2500 250 560
DIN 8011 T 25 25 1000 280 2500 300 800
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
FLAT AND SQUARE STRIPS BRAZING TIPS DIN 8011 BRAZING TIPS
ROUND TOOL MATERIALS ndash P-LINE80
Brazing tips to DIN 8011
L
St
c
e
r
Form U
Type description
L e S r c t[mm] [mm] [mm] [mm] [mm] [mm] CTS12D
DIN 8011 U 12 12 140 120 1500 100 560
DIN 8011 U 16 16 400 160 1500 100 670
DIN 8011 U 19 19 250 200 2500 180 800
DIN 8011 U 22 22 280 250 2500 250 1120
DIN 8011 U 25 25 400 280 2500 300 1400
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
FLAT AND SQUARE STRIPS BRAZING TIPS DIN 8011 BRAZING TIPS
81ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE82
Special products
In addition to our standard programme we also offer individual solutions for our rods Thanks to our comprehensive manufacturing possibilities we can also implement your most demanding requirements Whether special coolant hole profiles large helix angles or other customised versions see for yourself and benefit from our expertiseIn our up-to-date grinding department we also produce semi-finished ground articles in high volumes as well as in small batches
83ROUND TOOL MATERIALS
Broad selection of diameters and grades starting at 040 mm eg for erosion electrodes up to 80 mm for special tools For semi-finished tools bigger than that we offer customised preforms
Solid carbide or coolant hole rods up to a metre in length are no problem for us Close tolerance production techniques of spiral through hole rod minimise the risk of grinding through into the coolant channels Using leading-edge technologies we are also able to deliver coolant hole rod with pre-formed flutes if required
Increasingly tool producers rely on prefabricated semi-finished products In this context we offer ground cut-to-lengths in a variety of versions For example steps tapers cones male or female centres ball noses chamfers recesses ground holes and many others
Thanks to our modern extrusion processes we can offer you a variety of coolant hole profiles
Available types
SPECIAL PRODUCTS AVAILABLE TYPES
ROUND TOOL MATERIALS ndash P-LINE84
Preforms
In addition to our comprehensive range of rods we also offer various types of preforms for rotary cutting tools The products include both blanks and semi-fin-ished tools for solid carbide and PCD tools exchangeable head systems and tool shanks Years of experience in the field of blank machining combined with a state-of-the-art production plant make it possible for us to produce the most complex near net shape geometries with short delivery times In particular for tool shanks and PCD tool bodies we have developed the new grade CTF25E which is ideal even for the most sophisticated tool versions with narrow shapes and critical transitions
85ROUND TOOL MATERIALS ndash P-LINE
Preformed seats for PCD inserts
Based on your drawings of blanks or finished parts we are able to produce outside diameters of up to approx 300 mm and lengths of approx 500 mm Ideally you should provide us with digital drawings or 3-D models (stp prthellip)
Straight and helical chip flutes
Ground shanks
External and internal thread
Coolant holes
As sintered male or female centres
emspDiameter as sintered up to around 500 mmemspLengths up to around 300 mm
Available types
PREFORMS AVAILABLE TYPES
ROUND TOOL MATERIALS ndash P-LINE86
Individually designed coolant exit holes can be formed into the blank
emspOutside and inside threadsemspMetric ISO threads as sintered tolerance class 8HemspUN threads as sinteredemspSpecial threads upon requestemspGround threads are possible upon request
emspFemale and male centresemspFemale centres to DIN 332emspAs sintered centres (form R preferred)emspUpon request ground version also available
emspUpon request ground version also available for example ground shank to h6
Our preformed chip flutes and insert seats with optimised machining allowance make it possible to save production costs thanks to reduced grinding times in tool production
Do not hesitate to contact us with questions about possible variations We will be pleased to help you design blanks for cost-efficient production of precision tools
emspAxial holes from Oslash 065 mmemspRadial exit holes from Oslash 05 mm and greateremspSmaller holes available depending on the depth and upon
request
PREFORMS AVAILABLE TYPES
87ROUND TOOL MATERIALS ndash P-LINE
[m ] [gcm3] HV30 HRA [MPa] [psi] [MPam frac12]
CTS12D K05 ndash K10 C-3 60 1480 1820 931 3600 522100 93CTS15D K10 ndash K30 C-3 75 1470 1750 928 3700 536000 95CTS20D K20 ndash K40 C-2 100 1438 1600 919 4000 580100 104
[m ] [gcm3] HV30 HRA [MPa] [psi] [MPam frac12]
CTF25E K30 ndash K40 C-2 125 1415 1300 895 3500 507600 150
Grades composition and properties
GradeDensity Hardness
US codeBinder
ISO code
Transverse rupture strength KIC (Shetty)
Submicron grade
An extensive stock of the most important grades makes short-est delivery times for customised blanks possible
Our CTF25E fine-grain grade has been specially designed for PCD tools and tool shanks
The coarser grain structure combined with higher cobalt con-tent provides this grade with increased resistance to break-age and excellent brazability
CTF25E vs CTS20D
Of course we also offer preforms in all other Round Tool Materials grades upon request
GradeDensity Hardness
US codeBinder
ISO code
Transverse rupture strength KIC (Shetty)
Fine grain grade
CTS20D CTF25E Grain size Cobalt content Additives Hardness Transverse rupture strength Fracture toughness KIC
submicron fine grain1001151600 HV304000 MPa104 MPam05
125121300 HV303500 MPa15 MPam05
CTS20D CTF25E
PREFORMS GRADES COMPOSITION AND PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE88
[mm]03
max deflection
Straightness
1
1000 1
1000 1
1000
1
1000
Min wall thicknesses and hole distancesgeemsp1emspmm
Wall thicknesses
min 1 mm
min 1 mm
Diameter steps
Different diameters dia stepsD1 ndash D2 ge1 mmD 1D
1
[mm] [mm] [plusmn]lt 20 055 plusmn015
gt 20 ndash 35 060 plusmn020gt 35 ndash 45 065 plusmn025gt 45 ndash 55 070 plusmn030gt 55 ndash 70 085 plusmn035
gt 70 ndash 100 090 plusmn040gt 100 ndash 150 100 plusmn050
Tolerance table for preforms
Diameters for preforms
Example of a finished diameter 22 mm with grinding allowance
Finished dimension Oslash 2200 mm Grinding allowance +060 mm Blank dimensions Oslash 2260 plusmn020 mm
Nominal Oslash
Blank tolerance incl grinding
allowance Sintering tolerance
Lengths for preforms
Example of a finished length 150 mm with grinding allowance
Finished dimension 150 mm Grinding allowance +115 mm Blank dimensions 15115 plusmn075 mm
Length
Blank tolerance incl grinding
allowance Sintering tolerance
[mm] [mm] [plusmn]
L 05 L + 04 plusmn05 L
For further information go to page 93
Specifications
PREFORMS SPECIFICATIONS
89ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE90
In this section you can find additional information on product labelling technical product specifications and carbide properties Specifications for preforms can be found at the end of the lsquoPreformsrsquo section
Information
91ROUND TOOL MATERIALS ndash P-LINE
Product labelling
Material short text
The material short text describes the article in terms of the most important geometrical specifications A guide to the designation system can be found in the catalogue on page 20
Pitch information(for rods with helical coolant holes) The pitch class and its average value are stated This value acts as the adjustment value for flute grinding More information on the pitch classification for rods with helical coolant holes can be found in the catalogue on page 92
RGMC 1000-073
CTS20D11769718
Mad
e in
Aus
tria
2659013
RGM
C 10
00-0
73
CTS2
0D
10
10
30G2 10004813544-330
CTS20D11793406
Mad
e in
Aus
tria
2650868 30G
2 10
004
81
35
44-
330
CTS2
0D
100
Blaublue 52930 mm
Blau
blu
e 52
930
mm 10
0
Carbide grade Material number
Production order Quantity
Material number barcode
Production order barcode
Material short text
Grade
INFORMATION PRODUCT INFORMATION ndash LABELLING
ROUND TOOL MATERIALS ndash P-LINE92
α = tan-1 d times πStg
Stg = d times πtan α
0deg-1deg +1deg
-033deg +033deg+033deg -033deg +033deg -033deg
0deg-075deg +075deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
Stg pitchd nominal diameterα helix angle
Pitch in mm
Helix
ang
le in
deg
rees
Nominal pitch3 class system
6 class system
yellow white blue
white blue green black red yellow
Conversion pitch to angle
Conversion angle to pitch
Definition of the helix angle
The helix angle indicates the torsion of the coolant holes in relation to the nominal diameter In this context it has to be taken into account that the angle decreases depending on theemspdiameteremspstepsemspForemspthisemspreasonemsprodsemspwithemsp40degemspcoolantemspholes are used for step drills in order to achieve an optimal spiralemspfluteemsphelixemspangleemspofemsp25emsptoemsp30deg
Definition of pitch
Theemsppitchemsp isemsp theemsp lengthemspofemspaemspcompleteemsp360degemsprotationemspofemsp theemspcoolant holes This value is independent of the diameter or the diameter steps The CERATIZIT designation system for coolant hole rods includes both the helix angle in degrees and the pitch of the helix in millimetres
Conversion helix anglepitch
Pitch classification
In order to guarantee closest pitch tolerances our carbide rods with helical coolant holes are divided into tolerance classes For this purpose all rods are measured and assigned to the respective class which is indicated on the product label For details of our pitch classification see page 98
INFORMATION PRODUCT INFORMATION ndash PITCH CLASSIFICATION
93ROUND TOOL MATERIALS ndash P-LINE
Ra max
1
1000
1
1000
Measured outside diameter of the round rod In case of helical coolant hole rods the outside diameter means the OD (addendum diameter) including the helical tooling grooves
Outside diameter
Measured length of the round rodLength
The surface quality describes the state of the surface For ground rods the surface value is indicated as maximum average roughness value Ra (DIN EN ISO 42871998)
Surface
Maximum deflection of a rotating rod which lies on two contact points measured in the middle of the rod The distance between the two contact points is 300 mm When the rod is longer or shorter than 330 mm the contact width corresponds to the rod length minus 10 mm
Straightness
Maximum deflection of a rod Contact point A is 5 mm before the chamfer Contact point B is in the middle of the rod The measurement is carried out 2 mm from the end
Concentricity
The cylindricity describes the tolerance field of an ideal cylinder inside which the skin surface of the rod should be
Cylindricity
Lateral length of flat and square stripsWidth height
Roundness is the radial distance of two con-centric circles which include the circumference line of the round rods section (DIN ISO 1101)
Roundness
The pitch circle is defined as the circle which goes through two or three centre points of coolant holes
Pitch circle diameter
The hole diameter is the diameter of the cool-ant holes inside the rod
Hole diameter
Excentricity means the deviation of the pitch circle centre point or in case of a coolant hole the deviation of the coolant hole centre point from the centre point of the rod
Excentricity
The helix angle is the angle between the longi-tudinal axis and the helix line
Helix angle
Maximum difference of the angle of the two imaginary lines which go through the centre point of the coolant holes which are on the pitch circle
Torsion
For rods with three helical coolant holes the section surface is divided into three circle sec-tors which go through the centre point of the coolant holes The pitch error is the difference of the angles between the circle sectors
Pitch error
INFORMATION SPECIFICATIONS ndash SPECIFICATION FEATURES
ROUND TOOL MATERIALS ndash P-LINE94
RR RGM RGI
[mm] h6 [mm] h5 [mm]10 ndash 30 +0-0006 +0-000431 ndash 60 +0-0008 +0-000561 ndash 100 +0-0009 +0-0006101 ndash 180 +0-0011 +0-0008181ndash 300 +0-0013 +0-0009301 ndash 400 +0-0016 +0-0011
[mm] [mm]08 ndash 21 +0+01522 ndash 47 +0+02048 ndash 67 +0+02568 ndash 152 +0+030153 ndash 202 +0+045203 ndash 242 +0+055243 ndash 362 +0+065363 ndash 462 +0+070
Tolerance
Outside diameter
Outside diameter ToleranceOutside diameter
as sintered ground
[mm] [mm]10 ndash 29 12030 ndash 59 01560 ndash 79 012 80 ndash 99 010
100 ndash 119 008 120 ndash 199 005 200 ndash 400 lt 005
[mm] [mm]08 ndash 32 12
325 ndash 462 05
Outside diameter
Straightness
max deflection max deflectionOutside diameter
as sintered ground
1
1000
1
1000
[mm] [mm]08 ndash 57 005 58 ndash 77 008
78 ndash 127 010128 ndash 302 013 303 ndash 462 016
[mm] h6 [mm] h5 [mm]10 ndash 30 0003 000331 ndash 60 0004 0003
61 ndash 100 0005 0003101 ndash 300 0006 0004301 ndash 400 0008 0005
Roundnessas sintered ground
ToleranceOutside diameter ToleranceOutside diameter
as sintered as sinteredground 005
Tolerance
LengthSurface finish
Executions [mm]+0+10Ra max
[μm]Ramax
Solid carbide rods
INFORMATION SPECIFICATIONS ndash SOLID CARBIDE RODS
95ROUND TOOL MATERIALS ndash P-LINE
RGMC RGMCW RGMCD RGMCY RGIC
[mm] h6 [mm] h5 [mm]10 ndash 30 +0-0006 +0-000431 ndash 60 +0-0008 +0-000561 ndash 100 +0-0009 +0-0006101 ndash 180 +0-0011 +0-0008181 ndash 300 +0-0013 +0-0009301 ndash 400 +0-0016 +0-0011
Tolerance
Outside diameter
Outside diameter
[mm]RGMC +1 RGIC +15
Total length tolerance
Length
Type
Surface finish
Ramax [microm]005Ra max
[mm] h6 [mm] h5 [mm]10 ndash 30 +0+0003 +0+000231 ndash 60 +0+0003 +0+0002
61 ndash 100 +0+0003 +0+0002101 ndash 250 +0+0004 +0+0002
Outside diameter
Roundness
Tolerance
[mm] 30 40 50 60 70 80 90 110 14030 5 5 6 7 - - - - -
40 ndash 50 5 5 6 6 7 - - - -60 4 5 5 6 6 7 8 - -
80 ndash 100 4 4 4 5 5 5 6 7 -120 ndash 140 3 4 4 4 4 5 5 6 -160 ndash 200 3 4 4 4 4 4 5 5 6
250 3 4 4 4 4 4 5 5 6
max concentricity [microm] starting length [mm]
Run-out RGMC
Outside diameter
1
1000
[inch] 1500 ndash 2500 2501 ndash 3500 3501 ndash 800018 ndash 316 5 76 ndash
14 ndash 1 5 76 10
maximum concentricity [microm] starting length [inch]
Run-out RGIC
Outside diameter
1
1000
End mill blanks
INFORMATION SPECIFICATIONS ndash END MILL BLANKS
ROUND TOOL MATERIALS ndash P-LINE96
GB2 G2 SO
[mm] [mm]16 ndash 63 +-02067 ndash 80 +-02590 ndash 100 +-030
TolerancePitch circle diameter
Pitch circle diameter of DIN drill blanks
[mm] [mm]029 +-003
030 ndash 105 +-005106 ndash 20 +-008
TolerancePitch circle diameter
Pitch circle diameter for micro-drill blanks
[deg] [deg]+-1 3 +-033
Total tolerance class Number of
classes
Tolerance class
Helix angle for DIN drill blanks
[deg] [deg]+-075 6 +-0125
Total tolerance class Number of
classes
Tolerance class
Helix angle for micro-drill blanks
[mm] 63ndash6
6
67ndash8
1
82ndash1
14
115ndash
133
134ndash
162
163ndash
310
60 10 15 30 40 ndash ndash80 ndash 15 20 40 40 ndash
100 ndash ndash 20 30 40 50120 ndash ndash 20 30 30 50140 ndash ndash 20 30 30 50160 ndash ndash ndash 20 30 50180 ndash ndash ndash 20 30 50200 ndash ndash ndash 20 30 50
Outside diameter
Straightness of DIN drill blanksDeflection [microm] with length [mm]
1
1000
[mm] 55ndash6
5
66ndash8
5
86ndash1
05
106ndash
180
30 5 8 20 2040 ndash 8 15 20
Outside diameter
Run-out of micro-drill blanksDeflection [microm] with length [mm]
1
1000
[mm] [mm]16 ndash 34 010
48 01563 ndash 67 018
80 ndash 100 020
max excentricity
Excentricity of DIN drill blanks
Pitch circle diameter[mm] [mm]029 0025
030 ndash 059 003506 ndash 15 0040
151 ndash 200 0050
max excentricity
Excentricity of micro-drill blanks
Pitch circle diameter
Drill blanks
INFORMATION SPECIFICATIONS ndash DRILL BLANKS
97ROUND TOOL MATERIALS ndash P-LINE
[mm] h5 [mm]30 +0-0004
31 ndash 60 +0-000561 ndash 100 +0-0006101 ndash 180 +0-0008181 ndash 300 +0-0009
Tolerance
Outside diameter
Outside diameter
+0+1Tolerance
Length
[mm] [mm]005 +-0010
006 ndash 020 +-0015021 ndash 045 +-003005 ndash 13 +-0050
131 ndash 250 +-0075
Hole diameter
ToleranceHole diameter
Surface finishProduct Ramax [microm]
DIN drill blanks Ground mat 005 - 01Micro-drill blanks 005
Ra max
[mm] [mm]30 ndash 60 000280 ndash 100 0003
120 ndash 180 0004200 0005
Tolerance
Roundness
Outside diameter
[mm] [mm] [mm]6 15 +-01 030 +-0058 15 +-01 040 +-005
10 20 +-01 050 +-01012 20 +-01 060 +-01014 25 +-01 080 +-01016 25 +-01 110 +-01018 30 +-01 130 +-01020 30 +-01 160 +-010
Cross groove profile for DIN drill blanks
Outside diameter
Cross groove width
Cross groove depth
INFORMATION SPECIFICATIONS ndash DRILL BLANKS
ROUND TOOL MATERIALS ndash P-LINE98
R2 R3 R4 G2 G3
[mm] [mm] [mm]33 ndash 43 +010+020 +020+06044 ndash 83 +010+030 +020+07084 ndash 103 +010+035 +020+075104 ndash 123 +010+040 +025+080124 ndash 143 +010+040 +030+080144 ndash 163 +010+045 +035+095164 ndash 183 +010+050 +040+100184 ndash 203 +010+055 +040+105204 ndash 223 +010+060 +045+110224 ndash 353 +010+060 +050+110
Tolerance core diameter
Tolerance outside
diameterOutside diameter
Outside diameteras sintered ground
[mm] [mm]60 +0-0008
61 ndash 100 +0-0009101 ndash 180 +0-0011181 ndash 300 +0-0013301 ndash 320 +0-0016
ToleranceOutside diameter
[mm] [mm]33 +-010
34 ndash 43 +-01544 ndash 123 +-020124 ndash 183 +-025184 ndash 353 +-030
ToleranceOutside diameter
Pitch circle diameteras sintered ground
[mm] [mm]60 ndash 120 +-020121 ndash 180 +-025181 ndash 320 +-030
ToleranceOutside diameter
[mm] [mm]250 ndash 280 040
gt 280 050
max deflection
Straightness
Length
1
1000
as sintered ground
1
1000
[mm] [mm]60 ndash 79 01280 ndash 99 010
100 ndash 119 008120 ndash 199 005200 ndash 320 lt 005
max deflectionOutside diameter
Product group [deg] Number of classes [deg]Standard +-1 3 +-0333
Oslash 33 ndash 43 +-075 6 +-0125extra-long 3 holes +-075 6 +-0125
Total tolerance class Tolerance class
Helix angle
Rods with helical coolant holes
INFORMATION SPECIFICATIONS ndash RODS WITH HELICAL COOLANT HOLES
99ROUND TOOL MATERIALS ndash P-LINE
[mm]+0+10
Total length tolerance
Length
Executions Ra max [microm]as sintered as sintered
ground 005
Surface finish
Ra max
[deg]+-30
max pitch error with R3
Pitch error
[mm] [mm]33 004
34 ndash 43 00544 ndash 83 010
84 ndash 103 015104 ndash 143 018144 ndash 353 020
Tolerance
Excentricity
Outside diameter
[mm] [mm]60 0004
61 ndash 100 0005101 ndash 300 0006301 ndash 320 0008
Tolerance
Roundness
Outside diameter
[deg]20
max torsion with R4
Torsionas sintered
[mm] [mm] [mm]33 ndash 43 leemsp100 +-003033 ndash 43 geemsp101 +-005044 ndash 353 040 ndash 130 +-005044 ndash 353 131 ndash 250 +-007544 ndash 353 251 ndash 500 +-0100
Hole diameter
Hole diameter
ToleranceOutside diameter
INFORMATION SPECIFICATIONS ndash RODS WITH HELICAL COOLANT HOLES
ROUND TOOL MATERIALS ndash P-LINE100
00R1 00R2 00G1 00G2
[mm] [mm]33 +0+020
34 ndash 50 +0+03051 ndash 65 +0+03566 ndash 152 +0+040153 ndash 207 +0+055208 ndash 222 +0+065223 ndash 343 +0+075
Tolerance
Outside diameter
Outside diameter
as sintered ground
[mm] [mm]40 ndash 60 +0-000861 ndash 100 +0-0009101 ndash 180 +0-0011181 ndash 300 +0-0013301 ndash 320 +0-0016
ToleranceOutside diameter
[mm]050
max deflection
Straightness
1
1000
as sintered ground
1
1000
[mm] [mm]40 ndash 59 01560 ndash 79 01280 ndash 99 010
100 ndash 119 008120 ndash 199 005200 ndash 320 lt 005
max deflectionOutside diameter
[mm] [mm]33 ndash 57 00562 ndash 77 008
82 ndash 127 010132 ndash 302 013303 ndash 343 016
Tolerance
Roundness
Outside diameter
as sintered
[mm] [mm] 40 ndash 60 0004 61 ndash 100 0005 101 ndash 300 0006 301 ndash 320 0008
ToleranceOutside diameter
ground
[mm]+0+10
Total length tolerance
Length
Rods with straight coolant holes
INFORMATION SPECIFICATIONS ndash RODS WITH STRAIGHT COOLANT HOLES
101ROUND TOOL MATERIALS ndash P-LINE
[mm] [mm]
central coolant hole
010 ndash 050 +005051 ndash 130 +010131 ndash 250 +015251 ndash 500 +020
two coolant holes
010 ndash 050 +-0025051 ndash 130 +-0050131 ndash 250 +-0075251 ndash 500 +-0100
Hole diameter
ToleranceHole diameterProduct group
[mm] [mm]33 ndash 39 +-00540 ndash 59 +-01060 ndash 149 +-020
150 ndash 209 +-025210 ndash 343 +-030
ToleranceOutside diameter
Pitch circle diameter
Executions Ra max [microm]as sintered as sintered
ground 005
Surface finish
Ra max
[mm] [mm] 33 ndash 39 0025 40 ndash 59 0050 60 ndash 79 0100 80 ndash 109 0120 110 ndash 249 0150 250 ndash 343 0200
Tolerance
Excentricity
Outside diameter[mm] [mm]
33 ndash 39 0025 40 ndash 59 0050 60 ndash 79 0100 80 ndash 109 0120 110 ndash 249 0150 250 ndash 343 0200
ToleranceOutside diameter
INFORMATION SPECIFICATIONS ndash RODS WITH STRAIGHT COOLANT HOLES
ROUND TOOL MATERIALS ndash P-LINE102
FR SR
[mm] [mm] 23 ndash 43 +0+020 44 ndash 63 +0+025 64 ndash 103 +0+030
104 ndash 143 +0+035 144 ndash 163 +0+040 164 ndash 203 +0+050
Width height
Width height
Tolerance
[mm]
max 04
Levelness
Levelness
[mm]+0+10
Total length tolerance
Length
Flat and square strips
INFORMATION SPECIFICATIONS ndash FLAT AND SQUARE STRIPS
103ROUND TOOL MATERIALS ndash P-LINE
z
F
x
22deg
y
x
d2d 1
HV = 0102 times 2 times F times sind2 asymp 01891 F
d2
136deg2
100
80
60
40
20
00 5 10 15 20 25
120
Wea
r res
ista
nce
[1c
m3 ]
Submicron gradesFine medium grades
Coarse grades
Cobalt content []
Figure 1 test assembly for the determination of wear resistance according to ASTM B611-85
Figure 3 Vickers hardness test according to ISO 3878
Formula 1 calculation of the Vickers hardness (ISO 3878)
Figure 2 wear resistance in relation to the cobalt content and grain size
Mechanical properties of carbideWear resistanceThe most important property of carbide is wear resistance This property - or to be precise this combination of prop-erties - refers to the surface of the component When two surfaces rub against each other material is removed from both of them Under low stress the material removed consists of single grains or particles This phenomenon is called lsquoscor-ingrsquo In cases of high stress the material removed consists of grain clusters and is called lsquoabrasionrsquo The concept of wear is very complex and depends on many variables Wear resist-ance is mainly tested using the ASTM B611-85 method In this method a carbide piece is pressed onto a rotating steel disk using a lever The rotating steel disk is the carrier for the abrasive material which together with the material that is subject to analysis is transported from a tank below the con-tainer directly to the contact zone (see figure 1) The abrasive material consists of water and aluminium oxide (corundum)Wear resistance is determined by measuring the volume of material removed from the carbide piece while the revolution numberemsptestemsptimeemspandemsptheemspforceemspappliedemspatemsp90degemsponemsptheemspsteelemspdisk are held at consistent levels A gravimetric evaluation is carried out with the volume removal indicated in mm3 As shown in figure 2 wear resistance increases the finer the grain and the lower the cobalt content
HardnessHardness is a materialrsquos mechanical resistance to another harder material which penetrates it The hardness is normally determined based on the Vickers hardness test according to ISOemsp3878emsp Inemspthisemsp testemspaemsp136degemsppyramidalemspdiamondemspindenteremspis pressed onto a work piece with a determined test force The size of the indent is determined optically by measur-ing the two diagonals of the square indent produced by the applied force (F) The impression surface is calculated with formula 1 (see fig 3) When introducing this test method the obsolete unit lsquokilopondrsquo was used for the test force Therefore in the formula the factor 0102 is used for conversion The standardised indication of the Vickers hardness for example is as follows
620 HV 30
Parameters- 620 = hardness- HV = test procedure- 30 = test force in kilopond
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE104
1500
1300
1100
900
700
5000 5 10 15 20 25
1700
1900
2100
30
2300
2500HV
30
100
80
60
40
20
0750 1000
120
1250 1500 1750 2000
Cobalt content []
Ultrafine gradesSubmicron grades
Fine medium gradesCoarse grades
Wea
r res
ista
nce
[1c
m3 ]
Vickers hardness
Submicron gradesFine medium grades
Coarse grades
Figure 4 hardness in relation to the cobalt content and grain size
Figure 5 wear resistance in function of hardness with different grain sizes
Another method for determining hardness is the Rockwell procedure (ISO 3738) It is similar to the Vickers procedure but uses a diamond brale indenter Here the depth of pen-etration is used as the degree of hardness There is no the-oretical basis for a conversion between the two procedures In order to create a comparison a determinate test must be carried out Like wear resistance hardness also increases with a smaller grain size and lower cobalt content (see figure 4) As wear resistance and hardness show similar behaviour with regard to cobalt content and grain size hardness is often used as a reference for wear resistance Furthermore the Vickers procedure is easier and quicker than ASTM B611-85 Nevertheless the relation of hardness and wear resistance is exponential and also depends on the grain size (see figure 5)
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
105ROUND TOOL MATERIALS ndash P-LINE
KIC = 015 32
HV30sum Lradic MN
m
0 5 10 15 20 25 30
K IC
[MN
m3
2 ]
L2
L3
L4
L1
Cobalt content []
Ultrafine gradesSubmicron grades
Fine medium gradesCoarse grain grades
Formula 2 calculation of the critical tension intensity factor KIC
Figure 7 fracture toughness in relation to the grain size and the cobalt content
ToughnessWhen a material is exposed to external static or dynamic stress this leads to mechanical tensions In many cases particularly with impact loads both the strength and ductil-ity of the material have to be taken into account These two properties represent the basis for the concept of toughness which is defined as the capacity to resist fracture or crack progagation Fracture in this context means the complete separation of the material into at least two parts There are numerous possibilities to define or determine toughness transverse rupture strength or fracture toughness In the defi-nition above the integrated product of force and deformation until fracture occurs is used as the toughness value In the case of carbide the Palmqvist method is frequently applied to determine the toughness as a critical tension intensity factor KIC For this purpose the crack length of a Vickers hardness indent is used to deduce the fracture toughness (see figure 6) This is then converted into the tension intensity factor using formula 2 As can be seen in figure 7 tough-ness increases with the metal binder content and growing grain size Compared to other metal materials carbide can be found in the lower part of the toughness range about the same as hardened steel
Figure 6 Palmqvist method for the determination of fracture toughness
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE106
By definition carbide is to be considered a brittle material as there is basically no plastic deformation prior to fracture This is confirmed by examination of surfaces where breakage occurred Various carbides however show very big differ-ences in terms of toughness which can be best explained by taking a look at the microstructure Cracks inside the carbide grains may occur just like intergranular fractures and shear fractures in the binder metal Generally the number of grain cracks rises with increasing grain size and the number of shear fractures when raising the binder content In terms of fracture energy the main contribution to toughness comes from the length of the rupture in the metal binder (see figures 8 and 9)
Figure 8 crack propagation in large grain sizes larger crack propa-gation requires higher fracture energy - higher toughness
Figure 9 crack propagation in small grain sizes direct shorter crack propagation - requires lower fracture energy - lower toughness
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
107ROUND TOOL MATERIALS ndash P-LINE
4000
3500
3000
2500
2000
15000 5 10 15 20 25
4500
30
Tran
sver
se ru
ptur
e st
reng
th [M
Pa]
Cobalt content []
Ultrafine gradesSubmicron grades
Fine medium gradesCoarse grades
Figure 10 illustration of a transverse rupture strength test
Figure 11 transverse rupture strength in relation to the grain size and the cobalt content
Mechanical strengthEvery material has defects such as inclusions and micro-cracks For brittle materials such as hardened steels or car-bide the mechanical strength is limited by the number and size of these defects In this context the mechanical strength depends on the volume as with a growing material volume the probability of a large defect rises Depending on the type of stress various types of strength are distinguished
Transverse rupture strengthTesting the transverse rupture strength is the easiest and most common procedure of analysing the mechanical strength of carbide According to the standardised ISO 3327 procedure a test material of a certain length is placed on a surface and put under stress in the middle until it breaks (see figure 10) The transverse rupture strength (TRS) is then the average value of several tests The maximum value is achieved with a cobalt content of around 14 weight- and grain sizes of around 02 ndash 05micromThe very low plastic deformation is normally not taken into account as it occurs only in the toughest carbides Transverse rupture strength decreases with increasing temperatureFurthermore the carbides show creep values when they are subjected to stress or to high temperatures for a long time The transverse rupture strength is decisively influenced by the number and size of defects in the structure or on the surface Fractures always occur at the weakest point of the structure which is also where the largest defect is A high number of defects therefore increases the probability that one of these defects causes a premature fracture on the point with the highest stress As the quality demands in the field of carbide manufacturing are high impurities or defects can be minimised and thus the risk of breakage reduced
Tensile strengthWhen testing the tensile strength of brittle materials it is dif-ficult to measure exact results A precise result depends on both the perfect preparation of the test materials as well as on the additional stress present on the mounting fixtures Applying the Weibull theory however the tensile strength can be deducted from the values of the transverse rupture strength
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE108
7000
6000
5000
4000
3000
20000 5 10 15 20 25
8000
9000
10000Co
mpr
essi
ve s
treng
th [N
mm
2 ]
Submicron gradesFine medium grades
Coarse grades
Cobalt content []
Extra-coarse grades
Figure 12 compressive strength in relation to the grain size and the cobalt content
Compressive strengthOne of the most remarkable properties of carbide is the extremely high compressive strength under uniaxial stress This valuable property is used in virtually all application fields (cutting edges with high compressive strength in all machin-ing processes pressing and drawing dies rolls anvils and dies for the production of synthetic diamonds etc) The ten-sion of this kind of stress doesnrsquot actually cause fracture due to pressure but due to tension a shear fracture A suitable procedure for determining compressive strength can be found in ISO 4506 To achieve precise values for carbide the test piecersquos geometry must be changed so that the effects of the edges and contact which occur in a simple cylindrical test piece are eliminated Elastic deformation is produced under initial load however before fracture a degree of plastic defor-mation results Figure 12 shows the compressive strength of various grain sizes in relation to the cobalt contentThe compressive strength increases when the metal binder content decreases and the grain size is reduced A small grain carbide grade with a low metal binder content typi-cally has a compressive strength of almost 7000 Nmm2 The compressive strength decreases when the tempera-ture increases The degree of plastic deformation increases notably with the temperature so that the results are variable when temperatures are high
Shear strengthThe implementation of pure shear tests is very difficult However numerous things speak for the fact that the shear strength is somewhat higher than the compressive strength
Fatigue strengthThe fatigue strength of carbide is above 2 million pulsating compressive loads at around 65 to 85 of the static compres-sive strength The compressive fatigue strength increases with a decreasing cobalt content and with decreasing grain size
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
109ROUND TOOL MATERIALS ndash P-LINE
650
600
550
500
450
4000 5 10 15 20 25
700
1300 22002000 4600
0
100
80
60
40
20
Mod
ulus
of e
last
icity
[kN
mm
2 ]
Cobalt content []
Hardness [HV30]
Property from to
Transverse rupture strength [MPa]Fracture toughness [MPa y middot m12]
Hardness
Fracture toughness
CTU08L ultrafine grade 42 Co
Transverse rupture strength
CTS20D submicron grade 100 CoCTF25E finemedium grain grade 125 Co
Figure 15 tension fields of three CERATIZIT grades 0 - lowest value of all grades 100 - highest value of all grades
Figure 14 properties of CERATIZIT round rods and preforms
Figure 13 modulus of elasticity of WC-Co carbides
Modulus of elasticity shear modulus Poissonrsquos ratioThe modulus of elasticity indicates the resistance of a mate-rial against elastic deformation and is higher the more rigid a material is In the case of carbide the modulus of elasticity is 2 to 3 times higher than in steel and increases linearly with decreasing metal binder content See fig 13 additives ofemspγ-phaseemspreduceemsptheemspmodulusemspofemspelasticityemspAnemspexactemspdeter-mination of the modulus of elasticity based on the tension-ex-pansion diagram is difficult Therefore for reliable results res-onance measurements of transverse and longitudinal waves are carried out according to ISO 3312 The shear module is determined in the same way with the help of torsional vibra-tion By determining the modulus of elasticity and the shear module the Poissonrsquos ratio can be calculated
Influence of the grain size and the cobalt content on the most important propertiesThe most important mechanical properties of the carbide such as hardness transverse rupture strength and fracture toughness are determined by the grain size of the tungsten carbide and cobalt content Figure 14 shows the properties of CERATIZIT round rods and preforms Sporadically it can be sustained that through smaller grain sizes higher hard-ness and transverse rupture strength can be achieved At the same time however fracture toughness decreases By increasing the cobalt content hardness is reduced while the transverse rupture strength and fracture toughness are raised Based on this fact a compromise between hardness and fracture toughness can be made Figure 15 shows three different CERATIZIT grades and their hardness fracture toughness and transverse rupture strength 0 is the lowest value and 100 the highest value of all CERATIZIT grades
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE110
65
60
55
50
45
400 5 10 15 20 25
7
75
8
100
80
60
40
20
00 100
120
200 300 400 500 600 700 800
Ther
mal
exp
ansi
on c
oeffi
cien
t [10
-6 deg
C]
20degCemspndashemsp800degC
Cobalt content []
20degCemspndashemsp40degC
Ther
mal
con
duct
ivity
[Wm
n deg
C]
Temperature [degC]
Submicron gradesFine medium grades
Coarse gradesLow y-phase content
High y-phase content
Figure 17 thermal conductivity in relation to the temperature of various micro-structures and grain sizes
Figure 16 thermal expansion in function of the cobalt content for two temperature intervals
Physical properties of carbide DensityThe density of carbide is determined according to ISO 3369 and varies strongly depending on the composition of the car-bide grade Grades with a very high WC content have the highest density Grades with a high titanium carbide content and a high binder content have the lowest density Typically it can however be assumed that the density is around 50 to 100 higher than that of steel
Thermal expansionAs tungsten carbide has a very low thermal expansion coef-ficient the values for carbide compared to steel are very low For carbide grades which contain titanium carbide the values are somewhat higher than for the pure WC-Co carbides Fig-ure 16 shows the thermal expansion in relation to the cobalt content
Thermal conductivityThe thermal conductivity is of great significance for carbide applications as it determines the temperature in the wear areas and has a large influence on the carbidersquos thermal fatigue resistance and resistance to thermal fluctuations The thermal conductivity of WC-Co carbide is around twice that of unalloyed steels It is only slightly influenced by the cobaltemspcontentemspandemsptheemspgrainemspsizeemspwhileemspγ-phasesemsp likeemsp tita-nium carbide or tantalum carbide have an impact Titanium carbide strongly reduces the thermal conductivity Therefore foremspmillingemspgradesemsptantalumemspcarbideemspisemspmostlyemspusedemspasemspγ-phaseemsp(see figure 17)
Specific thermal capacityThe specific thermal capacity is the quantity of heat which is necessaryemsptoemspheatemspupemsp1emspkgemspofemspaemspmaterialemspbyemsp1degCemspInemspapplica-tion technology it is equally important as thermal conductivity because during the machining processes the heat has to be taken away from the cutting edge Through a high thermal capacity the surrounding area is less hot as it can absorb more energy
Specific electric resistanceWC-Co carbides have a low specific resistance of around 20microΩemspcmemspandemspasemspsuchemspareemspgoodemspconductorsemspofemspelectricityemspCarbidesemspwithemspγ-phasesemsphaveemspaemsphigheremspspecificemspresistance
INFORMATION TECHNICAL INFORMATION ndash PHYSICAL PROPERTIES
111ROUND TOOL MATERIALS ndash P-LINE
B
BR
-HC
HS
H
Figure 18 hysteresis curve of a ferromagnetic material
Magnetic saturation amp coercive field strengthCarbides with cobalt as a metal binder are ferromagnetic If a ferromagnetic material is exposed to a magnetic field strength H the magnetic flux density B in this material increases (fig-ure 18 blue line) The flux density decreases when the field strength rises until maximum saturation is achieved This maximum flux density is defined as magnetic saturation (4πσ)emspWhenemsptheemspexternalemspfieldemspstrengthemspisemspremovedemsptheemspfluxemspdensity in the material is reduced along the upper green line to a certain residual magnetism (BR) the so called lsquorema-nencersquo The higher the remanence is the better a material can be magnetised and the remanence can only be elimi-nated when the material is subjected to an inverse field The inverse field strength HC which is necessary to reduce the magnetic flux density to zero or to lsquode-magnetisersquo the mate-rial is defined as coercive field strength
The finer the magnetic field lines of the metal binder phase in the carbide the higher the coercive field strength This means that the coercive field strength provides information about the state of the metal binder phase The metal binder phase becomes finer with smaller tungsten carbide grains and lower binder content As described in the section on lsquoMechanical properties of carbidersquo the smaller the grains and the lower the metal binder content the higher the hardness of the structure In this way an accordant correlation between coercive field strength and hardness can be seen In practi-cal applications this represents a non-destructive measuring method for the hardnessThe magnetic saturation of carbide also depends on the con-tent and the state of the cobalt binder When one of these parameters is known information can be given about the other parameters In this context the carbon content of the carbide has a decisive influence on the magnetic state of the cobalt The magnetic saturation provides information about the carburisation of the carbide This measuring method rep-resents an important tool for checking the production quality
PermeabilityMagnetic permeability means the penetrability of materials for magnetic fields Although carbide is ferromagnetic the magnetic permeability values are low They increase equally along with the magnetic saturation and with the cobalt con-tent and amount to around 5 Hm with 20 vol Compared to this vacuum has a magnetic permeability of 1 Hm and iron between 300 and 10000 Hm
INFORMATION TECHNICAL INFORMATION ndash PHYSICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE112
Acetone
Chemical compounds Resistance
EthanolSodium hydroxide
All acidsTap waterPetroleum
high resistancehigh resistancehigh resistancelow resistancehigh resistancehigh resistance
Figure 19 some chemical compounds and the corresponding resistance of carbide
Corrosion resistanceAccording to DIN EN ISO 8044 corrosion is a reaction of a metal material with its environment which causes a measur-able modification of the material and may lead to a reduced performance of the metal element or the entire system In most cases the reaction is electrochemical in nature or in some cases chemical or metallurgical in nature In carbides corrosion causes a reduction of the surface of the binder phase thus on the surface there remains only a carbide lsquoskeletonrsquo The bond between carbide grains next to each other is very weak so the rate of destruction increases cor-respondingly When the metal binder content is low the car-bide lsquoskeletonrsquo is more pronounced Consequently this type of carbide grade shows higher wear resistance and corrosion resistance than carbides with a higher metal binder content In practical applications however this is not sufficient to sig-nificantly increase the service life Due to their limited corro-sion resistance pure WC-Co carbides are often not suitable for application fields with difficult corrosion conditions Typi-cally it can be assumed that WC-Co carbides down to pH 7 are corrosion-resistant
INFORMATION TECHNICAL INFORMATION ndash CORROSION RESISTANCE
113ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE114
We
rese
rve
the
right
to m
ake
tech
nica
l cha
nges
for i
mpr
ovem
ent o
f the
pro
duct
M
A-PR
O-0
147-
EN-0
220
7003
581
Worldwide CERATIZIT Austria GmbHAT-6600 Reutte T +43 5672 200-0 E infoaustriaceratizitcom
Brazil CERATIZIT Ameacuterica Latina Ltda BR-13069-310 Campinas Satildeo Paulo T +55 11 4133 2300 E infoamericalatinaceratizitcom China CB-CERATIZIT Xiamen Co Ltd 69 Xingxi Road Xinglin Jimei CN-361022 Xiamen (Jimei) China T +86 592 666 1000
Great BritainCERATIZIT UK amp Ireland LtdUK-Sheffield S9 1XUToll Free 0800 048 4877 4878T +44 1925 261 161E infoukceratizitcom
India CERATIZIT India Pvt Ltd IN-Bengaluru 560099 T +91 80 4043 1262 E ctindiainfoceratizitcom
Italy CERATIZIT Como SpA IT-22040 Alserio (CO) T +39 031 6349 211 E infocomoceratizitcom
Japan CERATIZIT Japan CoLtd JP-421ndash0115 Shizuoka T +81-54-268-1060 E infojapanceratizit-jcojp
Spain Portugal CERATIZIT Ibeacuterica Herramientas de Precisioacuten SL ES-28660 Madrid T +34 91 351 0609 E infoibericaceratizitcom
Headquarters
CERATIZIT SALU-8232 MamerT +352 31 20 85-1E infoceratizitcom
wwwceratizitcom

11ROUND TOOL MATERIALS ndash P-LINE
Cemented carbide ndash a composite material with valuable propertiesCemented carbides are composite materials consisting of a hard material and a comparatively soft binder metal like cobalt (Co) The performance characteristics of cemented carbide are determined by hardness transverse rupture strength and fracture toughness With regard to their appli-cation important parameters for the optimisation of these characteristics are the cobalt content and the grain size of the metal binder phase The tungsten carbide grains have an averageemspsizeemspofemsplessemspthanemsp02μmemspupemsptoemspseveralemspmicrometresemsp(μm)emspTheemspcobaltemspfillsemsptheemspgapsemspbetweenemsptheemspcarbideemspgrainsemsp
When extremely high toughness is required the cobalt con-tent can amount to as much as 30 whereas for maximum wear resistance the cobalt content is reduced and the grain sizeemspdecreasedemsptoemsptheemspnanocrystallineemsprangeemspofemspltemsp02μmCERATIZIT produces far more than 100 different cemented carbide grades particularly for wear parts and cutting tools thus offering a customised solution for every application
INTRODUCTION CEMENTED CARBIDE
ROUND TOOL MATERIALS ndash P-LINE12
Tungsten carbide production
Powder preparation
Carbide production at CERATIZIT started in 1929 Last but not least thanks to long-standing experience CERATIZIT handles the entire process chain from the raw material to the dispatch-ing of the finished products to customers The production process of powder-metallurgical products basically includes the four steps of powder preparation shaping sintering and finishing
The APT (ammonium para-tungstate) is calcined into tungsten oxide under high temperature Subsequently the oxide is reduced to tungsten metal in a hydrogen atmosphere The metal powder is then mixed with carbon and carburised under inert atmosphere at high temperatures The production param-eters are decisive for the WC grain size in the sintered carbide
The tungsten carbide is intensely mixed with the binder metal cobalt nickel or iron various grain growth inhibitors and special alloys as well as materials which promote compaction by wet grinding so that a homogeneous suspension is created Afterwards the suspension is dried in a spray tower to pro-duce a granulate with good flow characteristics This granulate represents the basis for all forming processes
Carbide production
Tungsten
Blue tungsten oxide
Yellow tungsten oxide
Tungsten carbide
APT (ammonium para-tungstate)
INTRODUCTION CEMENTED CARBIDE
13ROUND TOOL MATERIALS ndash P-LINE
The objective of the forming process is to obtain a near net shape sample Pressing is normally carried out at room tem-perature with pressures reaching up to several tons per square centimetre There are several ways of pressing blanks
During isostatic cold pressing the powder is filled into an elastic flexible hose and pressed into a compacted form through high liquid pressure The powder blocks which are produced in this way can then be processed mechanically All common machining methods like milling cutting drilling or turning may be used
In uniaxial pressing the pressing tool con-sists of a die and an upper and a lower punch The carbide powder is filled into the die and then compacted to create the near net shape geometry of the green compact which is ejected from the pressing die
Extrusion pressing is mainly used to pro-duce rectangular bars or cylindrical rods with or without axial hole(s) A plastifier is added to the powder The resulting paste is pressed through an extrusion nozzle Before sintering the plastifier must be evaporated in special drying furnaces
Metal Injection Moulding (MIM) is a process used to produce more complex forms which cannot be produced by direct pressing The paste preparation is similar to the extrusion process
Pressing ndash shaping ndash machining
INTRODUCTION CEMENTED CARBIDE
ROUND TOOL MATERIALS ndash P-LINE14
Sintering
The sintering process converts the blank into a homogeneous and dense cemented carbide with a high level of hardness The material is sintered at temperatures betweenemsp1300emspandemsp1500degCemsp(liquidemspphaseemspsintering) and sometimes also at high pres-sure (up to 100 bar) The volume is reduced by up to 50 during this process
INTRODUCTION CEMENTED CARBIDE
15ROUND TOOL MATERIALS ndash P-LINE
Finishing ndash grinding
In order to achieve the final requirements of surface finish tolerances etc carbide parts can undergo a series of finishing pro-cesses such as grinding spark erosion and coating
The most important grinding procedures for carbide rods are centreless grinding and cylindrical grinding When producing tool blanks minimum diameter tolerances and optimal surface quality represent an excel-lent quality characteristic
INTRODUCTION CEMENTED CARBIDE
ROUND TOOL MATERIALS ndash P-LINE16
KIC (Shetty)
[m ] [gcm3] [HV30] [HRA] [MPa] [psi] [MPam12]
CTU08L K10 C-2 42 1505 2200 952 3700 536600 84
TSF22 K10 ndash K20 C-2 82 1455 1930 937 4400 638800 92
TSF44 K10 ndash K20 C-2 120 1410 1730 927 4600 667000 98
KIC (Shetty)
[m ] [gcm3] [HV30] [HRA] [MPa] [psi] [MPam12]
CTS12D K05 ndash K10 C-3 60 1480 1820 931 3600 522100 93
CTS15D K10 ndash K30 C-3 75 1470 1750 928 3700 536000 95
CTS18D K20 ndash K40 C-2 90 1455 1590 919 3650 529400 107
CTS20D K20 ndash K40 C-2 100 1438 1600 919 4000 580100 104
CTS24Z K20 ndash K40 C-2 120 1410 1570 917 4000 580100 113
CTS30D K30 ndash K40 C-2 150 1384 1400 904 4300 623700 132
KIC (Shetty)
[m ] [gcm3] [HV30] [HRA] [MPa] [psi] [MPam12]
CTF12E K15 C-2 60 1495 1620 921 3000 435100 99
CTF25E K30 ndash K40 C-2 125 1415 1300 895 3500 507600 150
Ultrafine grades
Grade ISO code US codeBinder Density Hardness
Transverse rupture strength
Submicron grades
Grade ISO code US codeBinder Density Hardness
Transverse rupture strength
Fine grades
Grade ISO code US codeBinder Density Hardness
Transverse rupture strength
Grades composition and properties
INTRODUCTION GRADES COMPOSITION AND PROPERTIES
17ROUND TOOL MATERIALS ndash P-LINE
KIC (Shetty)
[m ] [gcm3] [HV30] [HRA] [MPa] [psi] [MPam12]
CTF28T K05 ndash K10 C-2 141 640 1580 918 2000 290100 85
lt 02 N02 ndash lt 05 U05 ndash lt 08 S08 ndash lt 13 F13 ndash lt 25 M25 ndash lt 60 C
gt 60 E
Cermet grade
Grade ISO code US codeBinder Density Hardness
Transverse rupture strength
Carbide grades for biocompatible tools
The biocompatibility requirement for medical products increases patient safety For tools that come into short-term direct contact with body tissue cell tolerance must be guaranteed
Testing for in-vitro cytotoxicity in accordance with DIN EN ISO 10993-5 was carried out by the accredited testing labo-ratory Creamedix GmbH The following carbide grades were successfully tested for their cell tolerance
Certified biological testing of the in-vitro cytotoxicity in accordance with
DIN EN ISO 10993-5 by
Creamedix GmbH
Accreditation number D-PL-19876-01
TSF22 TSF44 CTS12D
CTS15D CTS18D
CTS20D CTS24Z
in accordance with ISO 10993-5 for the medical and dental industry
BIOLAB
CommentThe data in this table are typical material parameters We reserve the right to modify the data due to technical progress or due to further development within our company
Grain size classification
ClassificationCERATIZIT
code
nanoultrafine
submicronfine
mediumcoarse
extra-coarse
) The classification of carbides according to grain size corresponds to the recommendations of the Powder Metallurgy AssociationThe standard ISO codes for carbides which were developed for fine to medium grain sizes no longer correspond to todayrsquos state of the art In order to choose the correct grades only the application data are relevantKIC The measured critical tension intensity factors (KIC) depend to a high degree on the sample geometry and sample preparation A direct comparison with parameters which have been determined by means of a different method is therefore not admissible
Average grain size [microm]
INTRODUCTION GRADES COMPOSITION AND PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE18
CTU08Lemspcarbideemspgradeemspwithemspaemsptypicalemspgrainemspsizeemspofemsp02emspμmemspforemsptheemspma-chining of materials with a hardness gt 65 HRC Thanks to the high wear resistance also excellent suitability for abrasive fibre composite materials
TSF22 ultrafine carbide grade for HSC machining of tempered steels with a hardness of gt 60 HRC and abrasive aluminium alloys
TSF44 ultrafine carbide grade for HSC machining of tempered steels up to 60 HRC suitable for micro-tools and finishing tools and for a variety of materials
Ultrafine grades
CTS12D for machining aluminium alloys fibre-reinforced plastics (carbon-fibre and glass-fibre reinforced) composite materials graphite particular-ly suitable for diamond coating
CTS15D for machining grey cast iron tempered cast iron non-alloyed steel non-ferrous metals and plastics
CTS18D for high-performance machining of steel stainless steel and the machining of difficult materials
CTS20D for universal machining of alloyed and non-alloyed steels Suit-able for a variety of cutting operations on different materials thanks to its balanced properties Improved toughness ensures a low risk of cutting edge breakage
CTS24Z the special high-performance grade for the roughing of titanium and heat-resistant alloys Even higher fracture toughness than CTS18D and CTS20D with approximately the same hardness
CTS30D with extremely high fracture toughness for particularly unstable and difficult applications A good choice when switching from HSS to carbide
Submicron grades
Picture example
Picture example
INTRODUCTION GRADES COMPOSITION AND PROPERTIES
19ROUND TOOL MATERIALS ndash P-LINE
CTF12E for gun drills with an adapted relation between hardness and toughness Suitable also for diamond-coated solid carbide tools
CTF25E for the production of PCD tools and tool shanks The increased cobalt content and the coarser grain improve brazability while increasing fracture toughness
Fine grain grades
CTF28T particularly for the finish machining of steel Thanks to high oxidation resistance and low tendency to stick it is particularly suitable for the production of uncoated reamers
Cermet
Picture example
Picture example
INTRODUCTION GRADES COMPOSITION AND PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE20
1 =
2 =
3 =
4 =
Number of coolant holes
Designation system
RR
RGM
W
D
Y
Sintered rods
with chamfer
with Weldon shank
Ground rods metric
DualBlank
with radial coolant exit holes
GD
SR
FR
00
RGI
RK
VK
30
V2
40
V2P
G
R
C
B
C
Helix angle coolant hole rods as sintered
coolant hole rods groundofcoolant hole rods
Blanks for gun drills
Flat strips
Square strips
round rods with kidney-shaped coolant holes
profiled rods with kidney-shaped coolant holes
profiled rods with two coolant holes
profiled tips with two coolant holes
drill blanks
Ground rods inch
with chamfer
INTRODUCTION DESIGNATION SYSTEM
21ROUND TOOL MATERIALS ndash P-LINE
S
SL
d1
D
H
D
[1100 mm]
[1100 mm]
10004813 544-104 CTS20D h5
ThicknessDiameter of the coolant holes Rod length
Pitch circle of the coolant holes
Height
Nominal pitch of the
coolant holes
Grade
Outside diameter
Diameter tolerance
INTRODUCTION DESIGNATION SYSTEM
ROUND TOOL MATERIALS ndash P-LINE22
CTU0
8L
TSF2
2
TSF4
4
CTS1
2D
CTS1
5D
CTS1
8D
CTS2
0D
CTS2
4Z
CTF1
2E
CTF2
8T
RR
RGM
RGI
RGMC
RGMCW
RGMCD
RGMCY
RGIC
GB2
G2
R2
R3
R4
G2
G3
00R1
00R2
00G1
00G2
GDRK
GDVK
GDV2
GDV2P
DIN 8011
Ultra-fine grades Submicron grades
Fine
gr
ades
Cerm
et
star
ting
page
Solid carbide rods as sintered 25
Solid carbide rods ground metric 29
Solid carbide rods inch 32
End mill blanks metric 35
End mill blanks with Weldon shank metric 39
DualBlank end mill blanks metric 40
End mill blanks with through-coolant metric 41
End mill blanks inch 43
Drill blanks with through-coolant 45
Drill blanks for micro-drills with through-coolant 47
Rods as sintered with two helical coolant holes 49
Rods as sintered with three helical coolant holes 55
Rods as sintered with four helical coolant holes 56
Rods ground with two helical coolant holes 57
Rods ground with three helical coolant holes 59
Rods as sintered with central coolant hole 61
Rods as sintered with two straight coolant holes 63
Rods ground with central coolant hole 66
Rods ground with two straight coolant holes 67
Rods for gun drills with kidney-shaped coolant holes 69
Profiled rods for gun drills with kidney-shaped coolant holes 71
Profiled rods for gun drills with two coolant holes 73
Profiled tips for gun drills with two coolant holes 75
Flat and square strips FR and SR 77
Brazing tips to DIN 8011 79
The product map below provides you with a quick overview of the grades and rods which are available in stockOther products are available upon request
Stock programme at a glance
INTRODUCTION STOCK PROGRAMME AT A GLANCE
23ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE24
A comprehensive standard range of sintered and ground solid carbide rods in various dimensions is available from stock Furthermore you can choose from carbide grades with the most varied characteristics for every application area from ultrafine grades for the machining of superhard materials by way of submi-cron grades for universal application to our cermet grade for the finish machining of ferrous materials Of course we can also produce carbide rods in other dimensions and grades to order ndash simply get in touch with your contact person at CERATIZIT Detailed technical data for our solid carbide rods can be found in the lsquoInforma-tionrsquo section
Solid carbide rods
25ROUND TOOL MATERIALS ndash P-LINE
As sintered
D L
Ultrafine grades
D L Type description
Dia tol[mm] [mm] [mm] CTU08L TSF22 TSF44
325 330 RR 0325-330 -0+020
420 330 RR 0420-330 -0+020
520 330 RR 0520-330 -0+025
620 330 RR 0620-330 -0+025
820 330 RR 0820-330 -0+030
1020 330 RR 1020-330 -0+030
1220 330 RR 1220-330 -0+030
1420 330 RR 1420-330 -0+030
1620 330 RR 1620-330 -0+045
1820 330 RR 1820-330 -0+045
2020 330 RR 2020-330 -0+045
2520 330 RR 2520-330 -0+065
3220 330 RR 3220-330 -0+065
As sintered
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
115 330 RR 0115-330 -0+015
165 330 RR 0165-330 -0+015
180 330 RR 0180-330 -0+015
220 330 RR 0220-330 -0+020
270 330 RR 0270-330 -0+020
325 330 RR 0325-330 -0+020
370 330 RR 0370-330 -0+020
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE26
As sintered
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
420 330 RR 0420-330 -0+020
470 330 RR 0470-330 -0+020
520 330 RR 0520-330 -0+025
570 330 RR 0570-330 -0+025
620 330 RR 0620-330 -0+025
655 330 RR 0655-330 -0+025
670 330 RR 0670-330 -0+025
720 330 RR 0720-330 -0+030
770 330 RR 0770-330 -0+030
820 330 RR 0820-330 -0+030
870 330 RR 0870-330 -0+030
920 330 RR 0920-330 -0+030
970 330 RR 0970-330 -0+030
1020 330 RR 1020-330 -0+030
1070 330 RR 1070-330 -0+030
1120 330 RR 1120-330 -0+030
1170 330 RR 1170-330 -0+030
1220 330 RR 1220-330 -0+030
1270 330 RR 1270-330 -0+030
1300 330 RR 1300-330 -0+030
1320 330 RR 1320-330 -0+030
1420 330 RR 1420-330 -0+030
1470 330 RR 1470-330 -0+030
1520 330 RR 1520-330 -0+030
1620 330 RR 1620-330 -0+045
1720 330 RR 1720-330 -0+045
1820 330 RR 1820-330 -0+045
1920 330 RR 1920-330 -0+045
2020 330 RR 2020-330 -0+045
2120 330 RR 2120-330 -0+055
2220 330 RR 2220-330 -0+055
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS AS SINTERED
27ROUND TOOL MATERIALS ndash P-LINE
As sintered
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
2320 330 RR 2320-330 -0+055
2420 330 RR 2420-330 -0+055
2520 330 RR 2520-330 -0+065
2580 330 RR 2580-330 -0+065
2620 330 RR 2620-330 -0+065
2820 330 RR 2820-330 -0+065
3020 330 RR 3020-330 -0+065
3220 330 RR 3220-330 -0+065
3420 330 RR 3420-330 -0+065
3620 330 RR 3620-330 -0+065
3820 330 RR 3820-330 -0+070
4020 330 RR 4020-330 -0+070
4220 330 RR 4220-330 -0+070
4620 330 RR 4620-330 -0+070
As sintered
D L
Fine grades
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
325 330 RR 0325-330 -0+020
620 330 RR 0420-330 -0+020
520 330 RR 0520-330 -0+025
620 330 RR 0620-330 -0+025
820 330 RR 0820-330 -0+030
1020 330 RR 1020-330 -0+030
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE28
As sintered
D L
Fine grades
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
1220 330 RR 1220-330 -0+030
1420 330 RR 1420-330 -0+030
1620 330 RR 1620-330 -0+045
1820 330 RR 1820-330 -0+045
As sintered
D L
Cermet
D L Type description
Dia tol[mm] [mm] [mm] CTF28T
340 330 RR 0340-330 -0+020
440 330 RR 0440-330 -0+020
640 330 RR 0640-330 -0+025
840 330 RR 0840-330 -0+030
1040 330 RR 1040-330 -0+030
1240 330 RR 1240-330 -0+030
1440 300 RR 1440-330 -0+030
1640 330 RR 1640-330 -0+045
2040 330 RR 2040-330 -0+045
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS AS SINTERED
29ROUND TOOL MATERIALS ndash P-LINE
Ground metric
D L
Ultrafine grades
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 TSF22 TSF44
200 330 RGM 0200-330 +0-0004 h5
300 330 RGM 0300-330 +0-0004 h5
400 330 RGM 0400-330 +0-0005 h5
500 330 RGM 0500-330 +0-0005 h5
600 330 RGM 0600-330 +0-0005 h5
800 330 RGM 0800-330 +0-0006 h5
1000 330 RGM 1000-330 +0-0006 h5
1200 330 RGM 1200-330 +0-0008 h5
1400 330 RGM 1400-330 +0-0008 h5
1600 330 RGM 1600-330 +0-0008 h5
2000 330 RGM 2000-330 +0-0009 h5
2500 330 RGM 2500-330 +0-0009 h5
Ground metric
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
100 330 RGM 0100-330 +0-0006 h6
150 330 RGM 0150-330 +0-0006 h6
200 330 RGM 0200-330 +0-0006 h6
250 330 RGM 0250-330 +0-0006 h6
300 330 RGM 0300-330 +0-0006 h6
350 330 RGM 0350-330 +0-0008 h6
400 330 RGM 0400-330 +0-0008 h6
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS GROUND METRIC
ROUND TOOL MATERIALS ndash P-LINE30
Ground metric
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
450 330 RGM 0450-330 +0-0008 h6
500 330 RGM 0500-330 +0-0008 h6
550 330 RGM 0550-330 +0-0008 h6
600 330 RGM 0600-330 +0-0008 h6
650 330 RGM 0650-330 +0-0009 h6
700 330 RGM 0700-330 +0-0009 h6
750 330 RGM 0750-330 +0-0009 h6
800 330 RGM 0800-330 +0-0009 h6
850 330 RGM 0850-330 +0-0009 h6
900 330 RGM 0900-330 +0-0009 h6
950 330 RGM 0950-330 +0-0009 h6
1000 330 RGM 1000-330 +0-0009 h6
1100 330 RGM 1100-330 +0-0011 h6
1200 330 RGM 1200-330 +0-0011 h6
1300 330 RGM 1300-330 +0-0011 h6
1400 330 RGM 1400-330 +0-0011 h6
1500 330 RGM 1500-330 +0-0011 h6
1600 330 RGM 1600-330 +0-0011 h6
1800 330 RGM 1800-330 +0-0011 h6
1900 330 RGM 1900-330 +0-0013 h6
2000 330 RGM 2000-330 +0-0013 h6
2200 330 RGM 2200-330 +0-0013 h6
2400 330 RGM 2400-330 +0-0013 h6
2500 330 RGM 2500-330 +0-0013 h6
2800 330 RGM 2800-330 +0-0013 h6
3000 330 RGM 3000-330 +0-0013 h6
3200 330 RGM 3200-330 +0-0016 h6
3800 330 RGM 3800-330 +0-0016 h6
4000 330 RGM 4000-330 +0-0016 h6
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS GROUND METRIC
31ROUND TOOL MATERIALS ndash P-LINE
Ground metric
D L
Fine grades
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 CTF12E
300 330 RGM 0300-330 +0-0004 h6
400 330 RGM 0400-330 +0-0008 h6
600 330 RGM 0600-330 +0-0008 h6
800 330 RGM 0800-330 +0-0009 h6
1000 330 RGM 1000-330 +0-0009 h6
1200 330 RGM 1200-330 +0-0011 h6
1400 330 RGM 1400-330 +0-0011 h6
1600 330 RGM 1600-330 +0-0011 h6
Ground metric
D L
Cermet
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 CTF28T
300 330 RGM 0300-330 +0-0004 h6
400 330 RGM 0400-330 +0-0008 h6
600 330 RGM 0600-330 +0-0008 h6
800 330 RGM 0800-330 +0-0009 h6
1000 330 RGM 1000-330 +0-0009 h6
1200 330 RGM 1200-330 +0-0011 h6
1400 330 RGM 1400-330 +0-0011 h6
1600 330 RGM 1600-330 +0-0011 h6
2000 330 RGM 2000-330 +0-0013 h6
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS GROUND METRIC
ROUND TOOL MATERIALS ndash P-LINE32
Ground inch
D L
Submicron grades
D L Type description
Dia tol[inch] [inch] [mm] ISO 286 CTS20D
18 13000 RGI 18-13 +0-0008 h6
316 13000 RGI 316-13 +0-0008 h6
14 13000 RGI 14-13 +0-0009 h6
516 13000 RGI 516-13 +0-0009 h6
38 13000 RGI 38-13 +0-0009 h6
716 13000 RGI 716-13 +0-0011 h6
12 13000 RGI 12-13 +0-0011 h6
58 13000 RGI 58-13 +0-0011 h6
34 13000 RGI 34-13 +0-0013 h6
1 13000 RGI 1-13 +0-0013 h6
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS GROUND INCH
33ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE34
In addition to DIN dimensions we can also supply our high-precision end mill blanks in extra-long sizes End mill blanks in the most popular inch dimensions have now been added to the range Whether in standard execution with Wel-don shanks internal cooling or as a DualBlank you can be sure of finding the product you need Our end mill blanks are now also available in the new high-performance grade CTS24Z for the machining of difficult materials like titanium or Inconel Having virtually the same hardness CTS24Z is even tougher than our proven CTS18D and CTS20D grades This extreme toughness offers maximum protection against breakage and ensures consistent performance of your toolsOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our end mill blanks can be found in the lsquoInformationrsquo section
End mill blanks
35ROUND TOOL MATERIALS ndash P-LINE
Metric
D
L
c
45deg
Ultrafine grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTU08L TSF22 TSF44
300 39 RGMC 0300-039 +0-0004 h5 030 x
300 40 RGMC 0300-040 +0-0004 h5 030
300 50 RGMC 0300-050 +0-0004 h5 030
300 60 RGMC 0300-060 +0-0004 h5 030
400 51 RGMC 0400-051 +0-0004 h5 040 x
400 60 RGMC 0400-060 +0-0005 h5 040
400 75 RGMC 0400-075 +0-0005 h5 040
500 51 RGMC 0500-051 +0-0005 h5 040 x
600 51 RGMC 0600-051 +0-0005 h5 040 x
600 58 RGMC 0600-058 +0-0005 h5 040 x
600 60 RGMC 0600-060 +0-0005 h5 040
600 65 RGMC 0600-065 +0-0005 h5 040
600 70 RGMC 0600-070 +0-0005 h5 040
600 75 RGMC 0600-075 +0-0005 h5 040
600 80 RGMC 0600-080 +0-0005 h5 040
600 100 RGMC 0600-100 +0-0005 h5 040
800 64 RGMC 0800-064 +0-0006 h5 060 x
800 70 RGMC 0800-070 +0-0006 h5 060
800 75 RGMC 0800-075 +0-0006 h5 060
800 100 RGMC 0800-100 +0-0006 h5 060
800 120 RGMC 0800-120 +0-0006 h5 060
1000 67 RGMC 1000-067 +0-0006 h5 080 x
1000 73 RGMC 1000-073 +0-0006 h5 080 x
1000 75 RGMC 1000-075 +0-0006 h5 080
1000 80 RGMC 1000-080 +0-0006 h5 080
1000 100 RGMC 1000-100 +0-0006 h5 080
1000 120 RGMC 1000-120 +0-0006 h5 080
1200 84 RGMC 1200-084 +0-0008 h5 080 x
1200 100 RGMC 1200-100 +0-0008 h5 080
1200 120 RGMC 1200-120 +0-0008 h5 080
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC
ROUND TOOL MATERIALS ndash P-LINE36
Metric
D
L
c
45deg
Ultrafine grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTU08L TSF22 TSF44
1600 93 RGMC 1600-093 +0-0008 h5 080 x
1600 110 RGMC 1600-110 +0-0008 h5 080
1600 120 RGMC 1600-120 +0-0008 h5 080
1600 130 RGMC 1600-130 +0-0008 h5 080
1600 150 RGMC 1600-150 +0-0008 h5 080
2000 105 RGMC 2000-105 +0-0009 h5 100 x
2000 125 RGMC 2000-125 +0-0009 h5 100
2000 150 RGMC 2000-150 +0-0009 h5 100
2500 125 RGMC 2500-125 +0-0009 h5 100
2500 150 RGMC 2500-150 +0-0009 h5 100
Metric
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTS18D CTS20D CTS24Z
300 39 RGMC 0300-039 +0-0006 h6 030 x
300 40 RGMC 0300-040 +0-0004 h5 030
300 50 RGMC 0300-050 +0-0004 h5 030
300 60 RGMC 0300-060 +0-0004 h5 030
400 51 RGMC 0400-051 +0-0008 h6 040 x
400 60 RGMC 0400-060 +0-0005 h5 040
400 75 RGMC 0400-075 +0-0005 h5 040
500 51 RGMC 0500-051 +0-0008 h6 040 x
600 51 RGMC 0600-051 +0-0008 h6 040 x
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC
37ROUND TOOL MATERIALS ndash P-LINE
Metric
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTS18D CTS20D CTS24Z
600 55 RGMC 0600-055 +0-0008 h6 040 x
600 58 RGMC 0600-058 +0-0005 h5 040 x
600 60 RGMC 0600-060 +0-0005 h5 040
600 65 RGMC 0600-065 +0-0005 h5 040
600 70 RGMC 0600-070 +0-0005 h5 040
600 75 RGMC 0600-075 +0-0005 h5 040
600 80 RGMC 0600-080 +0-0005 h5 040
600 100 RGMC 0600-100 +0-0005 h5 040
800 59 RGMC 0800-059 +0-0009 h6 060 x
800 64 RGMC 0800-064 +0-0009 h6 060 x
800 70 RGMC 0800-070 +0-0006 h5 060
800 75 RGMC 0800-075 +0-0006 h5 060
800 80 RGMC 0800-080 +0-0006 h5 060
800 100 RGMC 0800-100 +0-0006 h5 060
800 120 RGMC 0800-120 +0-0006 h5 060
1000 67 RGMC 1000-067 +0-0009 h6 080 x
1000 73 RGMC 1000-073 +0-0009 h6 080 x
1000 75 RGMC 1000-075 +0-0006 h5 080
1000 80 RGMC 1000-080 +0-0006 h5 080
1000 90 RGMC 1000-090 +0-0006 h5 080
1000 100 RGMC 1000-100 +0-0006 h5 080
1000 120 RGMC 1000-120 +0-0006 h5 080
1200 74 RGMC 1200-074 +0-0011 h6 080 x
1200 84 RGMC 1200-084 +0-0011 h6 080 x
1200 100 RGMC 1200-100 +0-0008 h5 080
1200 120 RGMC 1200-120 +0-0008 h5 080
1400 76 RGMC 1400-076 +0-0011 h6 080 x
1400 84 RGMC 1400-084 +0-0011 h6 080 x
1600 83 RGMC 1600-083 +0-0011 h6 080 x
1600 93 RGMC 1600-093 +0-0011 h6 080 x
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC
ROUND TOOL MATERIALS ndash P-LINE38
Metric
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTS18D CTS20D CTS24Z
1600 110 RGMC 1600-110 +0-0008 h5 080
1600 120 RGMC 1600-120 +0-0008 h5 080
1600 130 RGMC 1600-130 +0-0008 h5 080
1600 150 RGMC 1600-150 +0-0008 h5 080
1800 93 RGMC 1800-093 +0-0011 h6 100 x
2000 93 RGMC 2000-093 +0-0013 h6 100 x
2000 105 RGMC 2000-105 +0-0009 h5 100 x
2000 125 RGMC 2000-125 +0-0009 h5 100
2000 150 RGMC 2000-150 +0-0009 h5 100
2500 125 RGMC 2500-125 +0-0009 h5 100
2500 150 RGMC 2500-150 +0-0009 h5 100
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC
39ROUND TOOL MATERIALS ndash P-LINE
Metric with Weldon
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTS20D
600 51 RGMCW 0600-051 +0-0008 h6 040 x
600 55 RGMCW 0600-055 +0-0008 h6 040 x
600 58 RGMCW 0600-058 +0-0008 h6 040 x
800 64 RGMCW 0800-064 +0-0009 h6 060 x
1000 67 RGMCW 1000-067 +0-0009 h6 080 x
1000 73 RGMCW 1000-073 +0-0009 h6 080 x
1200 74 RGMCW 1200-074 +0-0011 h6 080 x
1200 84 RGMCW 1200-084 +0-0011 h6 080 x
1600 93 RGMCW 1600-093 +0-0011 h6 080 x
2000 93 RGMCW 2000-093 +0-0013 h6 100 x
2000 105 RGMCW 2000-105 +0-0013 h6 100 x
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC WITH WELDON
ROUND TOOL MATERIALS ndash P-LINE40
Metric DualBlank
D
L
c
30degCTSDTMG30
l1
Submicron grades
D L Type description
Dia tol l1 c[mm] [mm] [mm] ISO 286 [mm] [mm] DIN 6527 CTS20D CTS18D
600 58 RGMCD 0600-058 +0-0008 h6 26 050 x
800 64 RGMCD 0800-064 +0-0009 h6 29 070 x
1000 73 RGMCD 1000-073 +0-0009 h6 33 090 x
1200 84 RGMCD 1200-084 +0-0011 h6 38 090 x
1600 93 RGMCD 1600-093 +0-0011 h6 41 090 x
2000 105 RGMCD 2000-105 +0-0013 h6 46 110 x
DualBlank rods
A combination of a high-performing Premium grade in the cutting edge area with a shank made of an economical recycled grade
emspThe high-performance grade in the cutting edge area guarantees maximum performance in metal cutting
emspAbsolutely homogeneous and resistant to fracture where the two materials are joined
emspOptimised price-performance ratioemspProduced with less impact of the environment
s-line
p-line
CTS18DCTS20D
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC DUALBLANK
41ROUND TOOL MATERIALS ndash P-LINE
Metric with through-coolant 2x 180deg
c
2x18
0deg
Oslash d
1
L+1
45deg
l2 60degOslash
D
Oslash d 2
Submicron grades
D L Type description
Dia tol d1 d2 l2 c[mm] [mm] [mm] ISO 286 [mm] [mm] [mm] [mm] CTS20D
600 58 RGMCY2 0600-058 +0-0008 h6 120 080 300 040
800 64 RGMCY2 0800-064 +0-0009 h6 160 110 400 060
1000 73 RGMCY2 1000-073 +0-0009 h6 200 140 500 080
1200 84 RGMCY2 1200-084 +0-0011 h6 220 160 600 080
1400 84 RGMCY2 1400-084 +0-0011 h6 240 170 700 080
1600 93 RGMCY2 1600-093 +0-0011 h6 260 190 800 080
1800 93 RGMCY2 1800-093 +0-0011 h6 280 200 900 100
2000 105 RGMCY2 2000-105 +0-0013 h6 300 210 1000 100
2500 125 RGMCY2 2500-125 +0-0013 h6 320 230 1250 100
Metric with through-coolant 3x 120deg
3x12
0deg
c
Oslash d
1
L+1
45deg
l2 60degOslash
D
Oslash d 2
Submicron grades
D L Type description
Dia tol d1 d2 l2 c[mm] [mm] [mm] ISO 286 [mm] [mm] [mm] [mm] CTS20D
600 58 RGMCY3 0600-058 +0-0008 h6 120 070 300 040
800 64 RGMCY3 0800-064 +0-0009 h6 160 090 400 060
1000 73 RGMCY3 1000-073 +0-0009 h6 200 120 500 080
1200 84 RGMCY3 1200-084 +0-0011 h6 220 130 600 080
1400 84 RGMCY3 1400-084 +0-0011 h6 240 140 700 080
1600 93 RGMCY3 1600-093 +0-0011 h6 260 150 800 080
1800 93 RGMCY3 1800-093 +0-0011 h6 280 160 900 100
2000 105 RGMCY3 2000-105 +0-0013 h6 300 170 1000 100
2500 125 RGMCY3 2500-125 +0-0013 h6 320 180 1250 100
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC WITH THROUGH-COOLANT
ROUND TOOL MATERIALS ndash P-LINE42
Metric with through-coolant 4x 90deg
4x90
deg
c
Oslash d
1
L+1
45deg
l2 60degOslash
D
Oslash d 2
Submicron grades
D L Type description
Dia tol d1 d2 l2 c[mm] [mm] [mm] ISO 286 [mm] [mm] [mm] [mm] CTS20D
600 58 RGMCY4 0600-058 +0-0008 h6 120 060 300 040
800 64 RGMCY4 0800-064 +0-0009 h6 160 080 400 060
1000 73 RGMCY4 1000-073 +0-0009 h6 200 100 500 080
1200 84 RGMCY4 1200-084 +0-0011 h6 220 110 600 080
1400 84 RGMCY4 1400-084 +0-0011 h6 240 120 700 080
1600 93 RGMCY4 1600-093 +0-0011 h6 260 130 800 080
1800 93 RGMCY4 1800-093 +0-0011 h6 280 140 900 100
2000 105 RGMCY4 2000-105 +0-0013 h6 300 150 1000 100
2500 125 RGMCY4 2500-125 +0-0013 h6 320 160 1250 100
Metric with through-coolant 5x 72deg
5x72deg
c
Oslash d
1
L+1
45deg
l2 60degOslash
D
Oslash d 2
Submicron grades
D L Type description
Dia tol d1 d2 l2 c[mm] [mm] [mm] ISO 286 [mm] [mm] [mm] [mm] CTS20D
600 58 RGMCY5 0600-058 +0-0008 h6 120 050 300 040
800 64 RGMCY5 0800-064 +0-0009 h6 160 070 400 060
1000 73 RGMCY5 1000-073 +0-0009 h6 200 090 500 080
1200 84 RGMCY5 1200-084 +0-0011 h6 220 100 600 080
1400 84 RGMCY5 1400-084 +0-0011 h6 240 110 700 080
1600 93 RGMCY5 1600-093 +0-0011 h6 260 120 800 080
1800 93 RGMCY5 1800-093 +0-0011 h6 280 130 900 100
2000 105 RGMCY5 2000-105 +0-0013 h6 300 140 1000 100
2500 125 RGMCY5 2500-125 +0-0013 h6 320 150 1250 100
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC WITH THROUGH-COOLANT
43ROUND TOOL MATERIALS ndash P-LINE
Inch
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[inch] [inch] [mm] ISO 286 [mm] CTS20D
18 1500 RGIC 18 - 150 +0-0008 h6 025
316 2000 RGIC 316 - 200 +0-0008 h6 040
14 2000 RGIC 14 - 200 +0-0009 h6 040
14 3000 RGIC 14 - 300 +0-0009 h6 040
516 2500 RGIC 516 - 250 +0-0009 h6 040
38 2500 RGIC 38 - 250 +0-0009 h6 040
38 3000 RGIC 38 - 300 +0-0009 h6 040
12 3000 RGIC 12 - 300 +0-0011 h6 080
12 4000 RGIC 12 - 400 +0-0011 h6 080
58 3500 RGIC 58 - 350 +0-0011 h6 080
34 4000 RGIC 34 - 400 +0-0013 h6 080
1 4000 RGIC 1 - 400 +0-0013 h6 080
1 6000 RGIC 1 - 600 +0-0013 h6 080
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS INCH
ROUND TOOL MATERIALS ndash P-LINE44
In addition to their geometrical precision thanks to a special grinding surface our drill blanks are also notable for the improved pull-out resistance of the tool shank The shank end corresponds to DIN 69090-3 and therefore complies with the standard for cutting tools which are suitable for MQLOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZITDetailed technical data for our drill blanks can be found in the lsquoInformationrsquo section
Drill blanks
45ROUND TOOL MATERIALS ndash P-LINE
3xD 5xD with through-coolant
cD1
d 1
D L
45deg
Drill blanks
xD factor
D L Type description
Dia tol Nominal pitch c D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] [mm] CTS20D
3 600 63 40GB2 06001907225-063 +0-0005 h5 2250 400 095 190 070
3 600 63 46GB2 06001605180-063 +0-0005 h5 1800 463 095 160 050
3 600 67 30GB2 06002708327-067 +0-0005 h5 3270 300 095 270 080
3 600 67 33GB2 06002209290-067 +0-0005 h5 2900 330 095 220 090
3 800 80 30GB2 08003410435-080 +0-0006 h5 4350 300 125 340 100
3 1000 90 30GB2 10004813544-090 +0-0006 h5 5440 300 135 480 130
3 1200 103 30GB2 12006317653-103 +0-0008 h5 6530 300 175 630 170
3 1400 108 30GB2 14006718762-108 +0-0008 h5 7620 300 195 670 180
3 1600 116 30GB2 16008020871-116 +0-0008 h5 8710 300 245 800 200
3 1800 124 30GB2 18009023980-124 +0-0008 h5 9800 300 275 900 230
3 2000 132 30GB2 2000100251088-132 +0-0009 h5 10880 300 325 1000 250
5 600 67 46GB2 06001605180-067 +0-0005 h5 1800 463 095 160 050
5 600 67 40GB2 06001907225-067 +0-0005 h5 2250 400 095 190 070
5 600 75 33GB2 06002209290-075 +0-0005 h5 2900 330 095 220 090
5 600 75 40GB2 06001907225-075 +0-0005 h5 2250 400 095 190 070
5 600 83 30GB2 06002708327-083 +0-0005 h5 3270 300 095 270 080
5 800 92 30GB2 08003410435-092 +0-0006 h5 4350 300 125 340 100
5 1000 104 30GB2 10004813544-104 +0-0006 h5 5440 300 135 480 130
5 1200 119 30GB2 12006317653-119 +0-0008 h5 6530 300 175 630 170
5 1400 125 30GB2 14006718762-125 +0-0008 h5 7620 300 195 670 180
5 1600 134 30GB2 16008020871-134 +0-0008 h5 8710 300 245 800 200
5 1800 144 30GB2 18009023980-144 +0-0008 h5 9800 300 275 900 230
5 2000 154 30GB2 2000100251088-154 +0-0009 h5 10880 300 325 1000 250
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
DRILL BLANKS 3XDndash12XD WITH THROUGH-COOLANT
ROUND TOOL MATERIALS ndash P-LINE46
8xD 12xD with through-coolant
cD1
d 1
D L
45deg
Drill blanks
xD factor
D L Type description
Dia tol Nominal pitch c D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] [mm] CTS20D
8 600 73 46GB2 06001605180-073 +0-0005 h5 1800 463 095 160 050
8 600 73 40GB2 06001907225-073 +0-0005 h5 2250 400 095 190 070
8 600 82 33GB2 06002209290-082 +0-0005 h5 2900 330 095 220 090
8 600 82 40GB2 06001907225-082 +0-0005 h5 2250 400 095 190 070
8 600 96 30GB2 06002708327-096 +0-0005 h5 3270 300 095 270 080
8 800 115 30GB2 08003410435-115 +0-0006 h5 4350 300 125 340 100
8 1000 143 30GB2 10004813544-143 +0-0006 h5 5440 300 135 480 130
8 1200 163 30GB2 12006317653-163 +0-0008 h5 6530 300 175 630 170
8 1400 179 30GB2 14006718762-179 +0-0008 h5 7620 300 195 670 180
8 1600 204 30GB2 16008020871-204 +0-0008 h5 8710 300 245 800 200
8 1800 223 30GB2 18009023980-223 +0-0008 h5 9800 300 275 900 230
8 2000 244 30GB2 2000100251088-244 +0-0009 h5 10880 300 325 1000 250
12 600 93 40GB2 06001907225-093 +0-0005 h5 2250 400 095 190 070
12 600 93 46GB2 06001605180-093 +0-0005 h5 1800 463 095 160 050
12 600 103 40GB2 06001907225-103 +0-0005 h5 2250 400 095 190 070
12 600 103 33GB2 06002209290-103 +0-0005 h5 2900 330 095 220 090
12 600 117 30GB2 06002708327-117 +0-0005 h5 3270 300 095 270 080
12 800 147 30GB2 08003410435-147 +0-0006 h5 4350 300 125 340 100
12 1000 163 30GB2 10004813544-163 +0-0006 h5 5440 300 135 480 130
12 1200 205 30GB2 12006317653-205 +0-0008 h5 6530 300 175 630 170
12 1400 231 30GB2 14006718762-231 +0-0008 h5 7620 300 195 670 180
12 1600 261 30GB2 16008020871-261 +0-0008 h5 8710 300 245 800 200
12 1800 286 30GB2 18009023980-286 +0-0008 h5 9800 300 275 900 230
12 2000 311 30GB2 2000100251088-311 +0-0009 h5 10880 300 325 1000 250
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
DRILL BLANKS 3XDndash12XD WITH THROUGH-COOLANT
47ROUND TOOL MATERIALS ndash P-LINE
For micro-drills with through-coolant
D1
Dd1
L
STG
d 2
l2
c
Blanks for micro-drills
D L Type description
Dia tol Nominal pitch c D1 d1 d2 l2[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] [mm] [mm] [mm] CTS20D
300 55 71G2 030002900532-055 +0-0004 h5 320 712 020 029 005 070 25
300 60 67G2 030003700740-060 +0-0004 h5 400 670 020 037 007 090 25
300 65 62G2 030004701050-065 +0-0004 h5 500 621 020 047 010 120 25
300 75 58G2 030006001360-075 +0-0004 h5 600 575 020 060 013 150 25
300 85 53G2 030007501672-085 +0-0004 h5 720 526 020 075 016 170 25
300 95 46G2 030009002090-095 +0-0004 h5 900 463 020 090 020
300 105 42G2 0300105025106-105 +0-0004 h5 1060 416 020 105 025
300 120 37G2 0300125030125-120 +0-0004 h5 1250 370 020 125 030
300 140 33G2 0300150035145-140 +0-0004 h5 1450 330 020 150 035
400 55 76G2 040002900532-055 +0-0005 h5 320 757 030 029 005 070 25
400 60 72G2 040003700740-060 +0-0005 h5 400 723 030 037 007 090 25
400 65 68G2 040004701050-065 +0-0005 h5 500 683 030 047 010 120 25
400 75 64G2 040006001360-075 +0-0005 h5 600 645 030 060 013 150 25
400 85 60G2 040007501672-085 +0-0005 h5 720 602 030 075 016 200 25
400 95 54G2 040009002090-095 +0-0005 h5 900 544 030 090 020 250 25
400 105 50G2 0400105025106-105 +0-0005 h5 1060 499 030 105 025
400 120 46G2 0400125030120-120 +0-0005 h5 1200 463 030 125 030
400 140 38G2 0400150035162-140 +0-0004 h5 1620 378 030 150 035
400 160 35G2 0400170040180-160 +0-0004 h5 1800 349 030 170 040
400 180 30G2 0400200045218-180 +0-0004 h5 2180 300 030 200 045
with power chamber without power chamber
STG
d 2
l2 STG
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
DRILL BLANKS FOR MICRO-DRILLS WITH THROUGH-COOLANT
ROUND TOOL MATERIALS ndash P-LINE48
Our range of sintered and ground rods with helical coolant holes supports the production of drills in a diameter range from 3 mm to 35 mmOur rods with helical coolant holes are available in the proven CTS20D grade for the universal machining of steel stainless steel or heat-resistant alloys and now also in CTS12D and the new high-performance grade CTS24Z for the machining of difficult materials like titanium or Inconel Having virtually the same hardness CTS24Z is even tougher than our proven CTS18D and CTS20D grades This extreme toughness offers maximum protection against breakage and ensures consistent performance of your toolsOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our rods with helical coolant holes can be found in the lsquoInformationrsquo section
Rods with helical coolant holes
49ROUND TOOL MATERIALS ndash P-LINE
As sintered
d1
D1
DL
With two coolant holes le 22deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS12D CTS20D
630 415 22R2 06301906469-415 4690 219 190 060
630 330 15R2 063026077035-330 7035 150 260 070
630 415 15R2 063026077035-415 7035 150 260 070
830 415 20R2 083033107034-415 7034 197 330 100
830 330 15R2 083036125938-330 9380 150 360 125
830 415 15R2 083036125938-415 9380 150 360 125
1030 415 19R2 10304401209380-415 9380 185 440 120
1030 330 15R2 103048014011725-330 11725 150 480 140
1030 415 15R2 103048014011725-415 11725 150 480 140
1230 415 18R2 123054015011725-415 11725 178 540 150
1230 330 15R2 123062515514070-330 14070 150 625 155
1230 415 15R2 123062515514070-415 14070 150 625 155
1430 330 15R2 143067019016414-330 16414 150 670 190
1430 415 15R2 143067019016414-415 16414 150 670 190
1630 330 15R2 16308021018759-330 18759 150 800 210
1830 330 15R2 183090232110-330 21100 150 900 230
2030 330 15R2 203010025023449-330 23449 150 1000 250
2230 330 15R2 22301202525794-330 25794 150 1200 250
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE50
As sintered
d1
D1
DL
With two coolant holes 23deg ndash 49deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS12D CTS20D CTS24Z
330 330 40R2 033003015112-330 1120 401 030 015
330 330 49R2 033005502082-330 820 490 055 020
330 330 39R2 033008023115-330 1150 393 080 023
330 330 34R2 033011035140-330 1400 340 110 035
330 330 30R2 0330140351632-330 1632 300 140 035
430 330 46R2 04301003120-330 1200 463 100 030
430 330 38R2 043012035162-330 1620 378 120 035
430 330 35R2 043016045180-330 1800 349 160 045
430 330 30R2 043021045218-330 2180 300 210 045
530 330 33R2 05302206245-330 2450 327 220 060
630 330 46R2 06301605180-330 1800 463 160 050
630 330 40R2 06301907225-330 2250 400 190 070
630 330 30R2 06302009327-330 3270 300 200 090
630 330 30R2 06302207327-330 3270 300 220 070
630 330 30R2 06302708327-330 3270 300 270 080
630 330 30R2 06303009327-330 3270 300 300 090
630 350 46R2 06301605180-350 1800 463 160 050
630 350 40R2 06301907225-350 2250 400 190 070
630 350 30R2 06302207327-350 3270 300 220 070
680 330 30R2 06802708354-330 3540 280 270 080
680 330 30R2 06803309354-330 3540 280 330 090
730 330 30R2 07303510381-330 3810 300 350 100
830 330 43R2 08302307272-330 2720 427 230 070
830 330 40R2 08302907300-330 3000 400 290 070
830 330 36R2 08303310350-330 3500 357 330 100
830 330 30R2 08303410435-330 4350 300 340 100
830 330 30R2 08304112435-330 4350 300 410 120
830 350 36R2 08303310350-350 3500 357 330 100
830 350 30R2 08303410435-350 4350 300 340 100
930 330 30R2 093043510490-330 4900 300 435 100
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
51ROUND TOOL MATERIALS ndash P-LINE
As sintered
d1
D1
DL
With two coolant holes 23deg ndash 49deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS12D CTS20D CTS24Z
980 330 30R2 09804813517-330 5170 287 480 130
1030 330 40R2 10302708370-330 3700 403 270 080
1030 330 34R2 10303911460-330 4600 343 390 110
1030 330 34R2 103044115460-330 4600 343 440 115
1030 330 30R2 10304813544-330 5440 300 480 130
1030 330 33R2 10305012490-330 4900 327 500 120
1130 330 40R2 11303208412-330 4120 400 320 080
1130 330 30R2 11305515599-330 5990 300 550 150
1180 330 30R2 11805515626-330 6260 289 550 150
1230 250 33R2 12305415570-250 5700 335 540 150
1230 250 30R2 12306317653-250 6530 300 630 170
1230 330 39R2 12303510463-330 4630 392 350 100
1230 330 40R2 12304009449-330 4490 400 400 090
1230 330 33R2 123050135570-330 5700 335 500 135
1230 330 33R2 12305415570-330 5700 335 540 150
1230 330 32R2 12306015599-330 5990 322 600 150
1230 330 30R2 12306317653-330 6530 300 630 170
1330 330 40R2 13304410487-330 4870 400 440 100
1330 330 30R2 13306516707-330 7070 300 650 160
1430 330 40R2 14304613524-330 5240 400 460 130
1430 330 34R2 14306016650-330 6500 341 600 160
1430 330 30R2 14306718762-330 7620 300 670 180
1430 330 30R2 14307020762-330 7620 300 700 200
1430 330 30R2 14307620762-330 7620 300 760 200
1530 330 30R2 15307620816-330 8160 300 760 200
1630 280 30R2 16308020871-280 8710 300 800 200
1630 330 40R2 16305512599-330 5990 400 550 120
1630 330 35R2 16307020730-330 7300 346 700 200
1630 330 30R2 16308020871-330 8710 300 800 200
1630 330 32R2 16308420816-330 8160 316 840 200
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE52
As sintered
d1
D1
DL
With two coolant holes 23deg ndash 49deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS12D CTS20D CTS24Z
1630 330 30R2 16308625871-330 8710 300 860 250
1730 330 40R2 173057513636-330 6360 400 575 130
1730 330 30R2 17308925925-330 9250 300 890 250
1830 330 40R2 18305616680-330 6800 397 560 160
1830 330 40R2 18306317680-330 6800 397 630 170
1830 330 35R2 183077522820-330 8200 346 775 220
1830 330 30R2 18309327980-330 9800 300 930 270
1980 330 30R2 198096241061-330 10610 294 960 240
2030 330 37R2 20306517843-330 8430 367 650 170
2030 330 40R2 20307115749-330 7490 400 710 150
2030 330 30R2 2030100251088-330 10880 300 1000 250
2030 330 30R2 2030107321088-330 10880 300 1070 320
2130 330 30R2 21301065201142-330 11420 300 1065 200
2130 330 30R2 2130115321142-330 11420 300 1150 320
2230 330 40R2 22307717824-330 8240 400 770 170
2230 330 33R2 22301002501080-330 10800 326 1000 250
2230 330 30R2 2230113201197-330 11970 300 1130 200
2230 330 30R2 2230115341197-330 11970 300 1150 340
2530 330 40R2 253077175936-330 9360 400 770 175
2530 330 33R2 2530120321190-330 11900 330 1200 320
2830 330 39R2 283090201077-330 10770 392 900 200
2830 330 29R2 2830148251590-330 15900 290 1480 250
3030 330 39R2 3030100201160-330 11600 391 1000 200
3030 330 29R2 3030160251720-330 17200 287 1600 250
3230 330 40R2 3230110201198-330 11980 400 1100 200
3230 330 29R2 3230170301778-330 17780 295 1700 300
3530 330 30R2 3530180301895-330 18950 300 1800 300
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
53ROUND TOOL MATERIALS ndash P-LINE
As sintered
d1
D1
DL
With two coolant holes extra-long 23deg ndash 49deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS20D
630 430 46R2 06301605180-430 1800 463 160 050
630 430 40R2 06301907225-430 2250 400 190 070
630 430 30R2 06302207327-430 3270 300 220 070
630 430 30R2 06303009327-430 3270 300 300 090
830 430 30R2 08303410435-430 4350 300 340 100
1030 430 30R2 10304813544-430 5440 300 480 130
1030 530 30R2 10304813544-530 5440 300 480 130
1230 430 30R2 12306317653-430 6530 300 630 170
1230 530 30R2 12306317653-530 6530 300 630 170
1430 430 30R2 14306718762-430 7620 300 670 180
1430 530 30R2 14306718762-530 7620 300 670 180
1630 430 30R2 16308020871-430 8710 300 800 200
1630 530 30R2 16308020871-530 8710 300 800 200
1830 530 30R2 18309327980-530 9800 300 930 270
1830 430 30R2 18309327980-430 9800 300 930 270
2030 430 30R2 2030100251088-430 10880 300 1000 250
2030 530 30R2 2030100251088-530 10880 300 1000 250
2530 530 33R2 2530120321190-530 11900 334 1200 320
2530 430 33R2 2530120321190-430 11900 334 1200 320
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE54
As sintered
d1
D1
DL
With two coolant holes ge 50deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS20D
1030 330 50R2 10302307260-330 2600 504 230 070
1230 330 51R2 12302307301-330 3010 514 230 070
1330 330 50R2 13302607340-330 3400 502 260 070
1630 330 50R2 16303710420-330 4200 501 370 100
2030 330 50R2 20304412527-330 5270 500 440 120
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
55ROUND TOOL MATERIALS ndash P-LINE
As sintered
D
D1
Ld1
With three coolant holes
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS20D
630 330 30R3 06303006327-330 3270 312 300 060
830 330 40R3 08302907300-330 3000 400 290 070
830 330 30R3 083040075435-330 4350 300 400 075
1030 330 40R3 103035075370-330 3700 403 350 075
1030 330 30R3 10304910544-330 5440 300 490 100
1230 330 40R3 12304009449-330 4490 400 400 090
1230 330 30R3 12306011653-330 6530 300 600 110
1430 330 40R3 143046512524-330 5240 400 465 120
1430 330 30R3 14307113762-330 7620 300 710 130
1630 330 40R3 16305512599-330 5990 400 550 120
1630 330 30R3 16308315870-330 8700 300 830 150
1830 330 40R3 183062515674-330 6740 400 625 150
1830 330 30R3 18309617980-330 9800 300 960 170
2030 330 40R3 20307115749-330 7490 400 710 150
2030 330 30R3 2030104201088-330 10880 300 1040 200
2230 330 40R3 22307717824-330 8240 400 770 170
2230 330 30R3 2230107201197-330 11970 300 1070 200
2530 330 40R3 25308117936-330 9360 400 810 170
2530 330 33R3 2530115221190-330 11900 334 1150 220
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE56
As sintered
D1
D2
DL
d 2d 1
With four coolant holes
D L Type description
Nominal pitch D1 d1 D2 d2
[mm] [mm] [mm] [deg] [mm] [mm] [mm] [mm] CTS20D
830 330 33R4 08301939040838-330 3810 334 190 040 390 080
830 330 30R4 083022450450944-330 4350 297 220 045 450 090
1030 330 33R4 10302551051049-330 4900 327 250 050 510 100
1030 330 30R4 10302857061154-330 5440 300 280 060 570 110
1230 330 32R4 12303163071260-330 5990 322 310 070 630 120
1230 330 30R4 12303469071465-330 6530 300 340 070 690 140
1430 330 32R4 14303675081570-330 7070 319 360 080 750 150
1430 330 30R4 14303981081676-330 7620 300 390 080 810 160
1630 330 30R4 16304490091887-330 8710 300 440 090 900 180
1830 330 30R4 183050102102098-330 9800 300 500 100 1020 200
2030 330 30R4 203561141223109-330 10880 300 560 120 1140 230
2230 330 30R4 223611261225120-330 11970 300 610 120 1260 250
2530 330 29R4 253691411428139-330 13930 294 690 140 1410 280
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
57ROUND TOOL MATERIALS ndash P-LINE
Ground
DLd1
D1
With two coolant holes le 22deg
D L Type description
Dia tol Nominal pitch D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] CTS20D
600 330 15G2 060026077035-330 +0-0008 h6 7035 150 260 070
800 330 15G2 080036125938-330 +0-0009 h6 9380 150 360 125
1000 330 15G2 100048014011725-330 +0-0009 h6 11725 150 480 140
1200 330 15G2 120062515514070-330 +0-0011 h6 14070 150 625 155
1400 330 15G2 140067019016414-330 +0-0011 h6 16414 150 670 190
1600 330 15G2 16008021018759-330 +0-0011 h6 18759 150 800 210
1800 330 15G2 180090232110-330 +0-0011 h6 21100 150 900 230
2000 330 15G2 200010025023449-330 +0-0013 h6 23449 150 1000 250
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES GROUND
ROUND TOOL MATERIALS ndash P-LINE58
Ground
DLd1
D1
With two coolant holes 23deg ndash 49deg
D L Type description
Dia tol Nominal pitch D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] CTS20D
600 330 40G2 06001907225-330 +0-0008 h6 2250 400 190 070
600 330 30G2 06003009327-330 +0-0008 h6 3270 300 300 090
800 330 43G2 08002307272-330 +0-0009 h6 2720 427 230 070
800 330 30G2 08003410435-330 +0-0009 h6 4350 300 340 100
1000 330 40G2 10002708370-330 +0-0009 h6 3700 400 270 080
1000 330 30G2 10004813544-330 +0-0009 h6 5440 300 480 130
1200 330 39G2 12003510463-330 +0-0011 h6 4630 390 350 100
1200 330 30G2 12006317653-330 +0-0011 h6 6530 300 630 170
1400 330 40G2 14004613524-330 +0-0011 h6 5240 400 460 130
1400 330 30G2 14006718762-330 +0-0011 h6 7620 300 670 180
1600 330 40G2 16005512599-330 +0-0011 h6 5990 400 550 120
1600 330 30G2 16008020871-330 +0-0011 h6 8710 300 800 200
1800 330 40G2 18006317680-330 +0-0011 h6 6800 397 630 170
1800 330 30G2 18009327980-330 +0-0011 h6 9800 300 930 270
2000 330 40G2 20007115749-330 +0-0013 h6 7490 400 710 150
2000 330 30G2 2000100251088-330 +0-0013 h6 10880 300 1000 250
2500 330 40G2 250077175936-330 +0-0013 h6 9360 400 770 175
2500 330 33G2 2500120321190-330 +0-0013 h6 11900 334 120 320
3200 330 40G2 3200110201198-330 +0-0016 h6 11980 400 1100 200
3200 330 29G2 3200170301778-330 +0-0016 h6 17780 295 1700 300
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES GROUND
59ROUND TOOL MATERIALS ndash P-LINE
Ground
D
D1
Ld1
With three coolant holes
D L Type description
Dia tol Nominal pitch D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] CTS20D
600 330 30G3 06003006327-330 +0-0008 h6 3270 300 300 060
800 330 30G3 080040075435-330 +0-0009 h6 4350 300 400 075
1000 330 30G3 10004910544-330 +0-0009 h6 5440 300 490 100
1200 330 30G3 12006011653-330 +0-0011 h6 6530 300 600 110
1400 330 30G3 14007113762-330 +0-0011 h6 7620 300 710 130
1600 330 30G3 16008315870-330 +0-0011 h6 8700 300 830 150
1800 330 30G3 18009617980-330 +0-0011 h6 9800 300 960 170
2000 330 30G3 2000104201088-330 +0-0013 h6 10880 300 1040 200
2500 330 33G3 2500115221190-330 +0-0013 h6 11900 330 1150 220
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES GROUND
ROUND TOOL MATERIALS ndash P-LINE60
Our standard range includes sintered and ground rods with one central or two straight coolant holes In addition to our established carbide grades we offer a selection of dimensions in the cermet grade CTF28T which has been specially developed for the finish machining of steelOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our rods with straight coolant holes can be found in the lsquoInformationrsquo section
Rods with straight coolant holes
61ROUND TOOL MATERIALS ndash P-LINE
As sintered
d1
D
L
With central coolant hole ultra-fine grades
D L Type description
d1
[mm] [mm] [mm] TSF44
645 330 00R1 064510-330 100
855 330 00R1 085513-330 130
1055 330 00R1 105513-330 130
1055 330 00R1 105520-330 200
1255 330 00R1 125520-330 200
1470 330 00R1 147020-330 200
1670 330 00R1 167020-330 200
2070 330 00R1 207030-330 300
As sintered
d1
D
L
With central coolant hole submicron grades
D L Type description
d1
[mm] [mm] [mm] CTS15D CTS20D
495 330 00R1 049506-330 060
630 330 00R1 063010-330 100
645 330 00R1 064510-330 100
830 330 00R1 083013-330 130
855 330 00R1 085513-330 130
855 330 00R1 085520-330 200
1030 330 00R1 103020-330 200
1055 330 00R1 105513-330 130
1055 330 00R1 105520-330 200
1130 330 00R1 113020-330 200
1230 330 00R1 123020-330 200
1255 330 00R1 125520-330 200
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE62
As sintered
d1
D
L
With central coolant hole submicron grades
D L Type description
d1
[mm] [mm] [mm] CTS15D CTS20D
1330 330 00R1 133020-330 200
1430 330 00R1 143020-330 200
1470 330 00R1 147020-330 200
1630 330 00R1 163020-330 200
1670 330 00R1 167020-330 200
1830 330 00R1 183030-330 300
1870 330 00R1 187030-330 300
2030 330 00R1 203030-330 300
2070 330 00R1 207030-330 300
2530 330 00R1 253030-330 300
2830 330 00R1 283040-330 400
3030 330 00R1 303050-330 500
3230 330 00R1 323050-330 500
As sintered
d1
D
L
With central coolant hole cermet
D L Type description
d1
[mm] [mm] [mm] CTF28T
645 330 00R1 064510-330 100
855 330 00R1 085513-330 130
1055 330 00R1 105520-330 200
1255 330 00R1 125520-330 200
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
63ROUND TOOL MATERIALS ndash P-LINE
As sintered
D1
D
Ld1
With two straight coolant holes submicron grades
D L Type description
D1 d1
[mm] [mm] [mm] [mm] CTS15D CTS20D
330 330 00R2 0330110425-330 110 043
420 330 00R2 042011045-330 110 045
520 330 00R2 05202009-330 200 090
620 330 00R2 06201105-330 110 050
620 330 00R2 06201509-330 150 090
620 330 00R2 06201706-330 170 060
620 330 00R2 06202009-330 200 090
620 330 00R2 06202309-330 230 090
620 330 00R2 06202609-330 260 090
620 330 00R2 06203012-330 300 120
720 330 00R2 07202009-330 200 090
720 330 00R2 07203009-330 300 090
820 330 00R2 08202009-330 200 090
820 330 00R2 08202609-330 260 090
820 330 00R2 08202612-330 260 120
820 330 00R2 08203410-330 340 100
820 330 00R2 08203515-330 350 150
820 330 00R2 08204009-330 400 090
920 330 00R2 09202612-330 260 120
920 330 00R2 09203515-330 350 150
920 330 00R2 09203812-330 380 120
920 330 00R2 09204013-330 400 130
1020 330 00R2 10202010-330 200 100
1020 330 00R2 10202612-330 260 120
1020 330 00R2 10202810-330 280 100
1020 330 00R2 10203515-330 350 150
1020 330 00R2 10204214-330 420 140
1020 330 00R2 10205012-330 500 120
1020 330 00R2 10205214-330 520 140
1220 330 00R2 12202612-330 260 120
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE64
As sintered
D1
D
Ld1
With two straight coolant holes submicron grades
D L Type description
D1 d1
[mm] [mm] [mm] [mm] CTS15D CTS20D
1220 330 00R2 12203515-330 350 150
1220 330 00R2 12204815-330 480 150
1220 330 00R2 12205020-330 500 200
1220 330 00R2 12206015-330 600 150
1320 330 00R2 13205420-330 540 200
1420 330 00R2 14203515-330 350 150
1420 330 00R2 14205020-330 500 200
1420 330 00R2 14205017-330 500 170
1420 330 00R2 14205820-330 580 200
1420 330 00R2 14207020-330 700 200
1520 330 00R2 15205020-330 500 200
1620 330 00R2 16203515-330 350 150
1620 330 00R2 16205015-330 500 150
1620 330 00R2 16205020-330 500 200
1620 400 00R2 16206220-400 620 200
1620 330 00R2 16206625-330 660 250
1620 330 00R2 16208020-330 800 200
1620 415 00R2 16208020-415 800 200
1820 330 00R2 18205020-330 500 200
1820 330 00R2 18206020-330 600 200
1820 330 00R2 18207525-330 750 250
1820 330 00R2 18209020-330 900 200
1920 330 00R2 19207925-330 790 250
2020 330 00R2 20203515-330 350 150
2020 330 00R2 20206020-330 600 200
2020 330 00R2 20206220-330 620 200
2020 330 00R2 20208225-330 820 250
2020 330 00R2 202010025-330 1000 250
2120 330 00R2 21207023-330 700 230
2220 330 00R2 22207023-330 700 230
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
65ROUND TOOL MATERIALS ndash P-LINE
As sintered
D1
D
Ld1
With two straight coolant holes submicron grades
D L Type description
D1 d1
[mm] [mm] [mm] [mm] CTS15D CTS20D
2220 330 00R2 222010530-330 1050 300
2530 330 00R2 25306220-330 620 200
2530 330 00R2 25308020-330 800 200
2530 330 00R2 253010025-330 1000 250
2530 330 00R2 253012030-330 1200 300
2630 330 00R2 26307520-330 750 200
2630 330 00R2 263012030-330 1200 300
2830 330 00R2 283013030-330 1300 300
3030 330 00R2 303013030-330 1300 300
3230 330 00R2 32309022-330 900 220
3230 330 00R2 323013830-330 1380 300
3430 330 00R2 343013830-330 1380 300
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE66
Ground
DLd1
With central coolant hole submicron grades
D L Type description
Dia tol d1
[mm] [mm] [mm] ISO 286 [mm] CTS15D
600 330 00G1 060010-330 +0-0008 h6 100
800 330 00G1 080013-330 +0-0009 h6 130
1000 330 00G1 100020-330 +0-0009 h6 200
1200 330 00G1 120020-330 +0-0011 h6 200
1400 330 00G1 140020-330 +0-0011 h6 200
1600 330 00G1 160020-330 +0-0011 h6 200
1600 330 00G1 160030-330 +0-0011 h6 300
2000 330 00G1 200030-330 +0-0013 h6 300
2500 330 00G1 250030-330 +0-0013 h6 300
3200 330 00G1 320050-330 +0-0016 h6 500
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES GROUND
67ROUND TOOL MATERIALS ndash P-LINE
Ground
D1
D
Ld1
With two coolant holes submicron grades
D L Type description
Dia tol D1 d1
[mm] [mm] [mm] ISO 286 [mm] [mm] CTS15D
600 330 00G2 06001509-330 +0-0008 h6 150 090
600 330 00G2 06003012-330 +0-0008 h6 300 120
800 330 00G2 08002009-330 +0-0009 h6 200 090
800 330 00G2 08004009-330 +0-0009 h6 400 090
1000 330 00G2 10002810-330 +0-0009 h6 280 100
1000 330 00G2 10005214-330 +0-0009 h6 520 140
1200 330 00G2 12003515-330 +0-0011 h6 350 150
1200 330 00G2 12006015-330 +0-0011 h6 600 150
1400 330 00G2 14005017-330 +0-0011 h6 500 170
1400 330 00G2 14007020-330 +0-0011 h6 700 200
1600 330 00G2 16005015-330 +0-0011 h6 500 150
1600 330 00G2 16008020-330 +0-0011 h6 800 200
1800 330 00G2 18006020-330 +0-0011 h6 600 200
1800 330 00G2 18009020-330 +0-0011 h6 900 200
2000 330 00G2 20006220-330 +0-0013 h6 620 200
2000 330 00G2 200010025-330 +0-0013 h6 1000 250
2500 330 00G2 25006220-330 +0-0013 h6 620 200
2500 330 00G2 25008020-330 +0-0013 h6 800 200
2500 330 00G2 250012030-330 +0-0013 h6 1200 300
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES GROUND
ROUND TOOL MATERIALS ndash P-LINE68
We offer a complete stock range of rods and tips for the production of solid carbide or brazed gun drills These include rods with a kidney-shaped coolant hole profiled rods with one or two coolant holes and profiled tips with two cool-ant holes Our blanks for gun drills are available in the proven CTS20D grade for the uni-versal machining of steel stainless steel or heat-resistant alloys some dimen-sions can also be ordered in grade CTF12E a fine-grain grade specifically for gun drills with an optimised balance between hardness and toughnessOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our gun drill blanks can be found in the lsquoInformationrsquo section
Blanks for gun drills
69ROUND TOOL MATERIALS ndash P-LINE
Rods
D
L
Rods with kidney-shaped coolant holes submicron grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTS20D
240 310 GDRK 0240-310 plusmn015
260 310 GDRK 0260-310 plusmn015
290 310 GDRK 0290-310 plusmn015
315 310 GDRK 0315-310 plusmn015
345 310 GDRK 0345-310 plusmn015
350 310 GDRK 0350-310 plusmn015
390 310 GDRK 0390-310 plusmn015
440 310 GDRK 0440-310 plusmn015
490 310 GDRK 0490-310 plusmn015
550 310 GDRK 0550-310 plusmn015
600 310 GDRK 0600-310 plusmn015
650 310 GDRK 0650-310 plusmn015
710 310 GDRK 0710-310 plusmn015
760 310 GDRK 0760-310 plusmn015
810 310 GDRK 0810-310 plusmn015
830 310 GDRK 0830-310 plusmn015
870 310 GDRK 0870-310 plusmn015
920 310 GDRK 0920-310 plusmn015
1060 310 GDRK 1060-310 plusmn015
1130 310 GDRK 1130-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
ROUND TOOL MATERIALS ndash P-LINE70
Rods
D
L
Rods with kidney-shaped coolant hole fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
240 310 GDRK 0240-310 plusmn015
260 310 GDRK 0260-310 plusmn015
290 310 GDRK 0290-310 plusmn015
315 310 GDRK 0315-310 plusmn015
345 310 GDRK 0345-310 plusmn015
350 310 GDRK 0350-310 plusmn015
390 310 GDRK 0390-310 plusmn015
440 310 GDRK 0440-310 plusmn015
490 310 GDRK 0490-310 plusmn015
550 310 GDRK 0550-310 plusmn015
600 310 GDRK 0600-310 plusmn015
650 310 GDRK 0650-310 plusmn015
710 310 GDRK 0710-310 plusmn015
760 310 GDRK 0760-310 plusmn015
810 310 GDRK 0810-310 plusmn015
830 310 GDRK 0830-310 plusmn015
870 310 GDRK 0870-310 plusmn015
920 310 GDRK 0920-310 plusmn015
1060 310 GDRK 1060-310 plusmn015
1130 310 GDRK 1130-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
71ROUND TOOL MATERIALS ndash P-LINE
Rods
120deg
D
L
Profiled rods with kidney-shaped coolant hole 120deg submicron grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTS20D
240 310 GDVK 0240-310 plusmn015
260 310 GDVK 0260-310 plusmn015
290 310 GDVK 0290-310 plusmn015
315 310 GDVK 0315-310 plusmn015
345 310 GDVK 0345-310 plusmn015
390 310 GDVK 0390-310 plusmn015
440 310 GDVK 0440-310 plusmn015
490 310 GDVK 0490-310 plusmn015
550 310 GDVK 0550-310 plusmn015
600 310 GDVK 0600-310 plusmn015
650 310 GDVK 0650-310 plusmn015
710 310 GDVK 0710-310 plusmn015
760 310 GDVK 0760-310 plusmn015
810 310 GDVK 0810-310 plusmn015
870 310 GDVK 0870-310 plusmn015
920 310 GDVK 0920-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
ROUND TOOL MATERIALS ndash P-LINE72
Rods
120deg
D
L
Profiled rods with kidney-shaped coolant hole 120deg fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
240 310 GDVK 0240-310 plusmn015
260 310 GDVK 0260-310 plusmn015
290 310 GDVK 0290-310 plusmn015
315 310 GDVK 0315-310 plusmn015
345 310 GDVK 0345-310 plusmn015
390 310 GDVK 0390-310 plusmn015
440 310 GDVK 0440-310 plusmn015
490 310 GDVK 0490-310 plusmn015
550 310 GDVK 0550-310 plusmn015
600 310 GDVK 0600-310 plusmn015
650 310 GDVK 0650-310 plusmn015
710 310 GDVK 0710-310 plusmn015
760 310 GDVK 0760-310 plusmn015
810 310 GDVK 0810-310 plusmn015
870 310 GDVK 0870-310 plusmn015
920 310 GDVK 0920-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
73ROUND TOOL MATERIALS ndash P-LINE
Rods
115deg
D
L
Profiled rods with two coolant hole 115deg fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
1350 310 GDV2 1350115-310 plusmn020
1390 310 GDV2 1390115-310 plusmn020
1450 310 GDV2 1450115-310 plusmn020
1550 310 GDV2 1550115-310 plusmn020
1650 310 GDV2 1650115-310 plusmn020
1750 310 GDV2 1750115-310 plusmn020
1860 310 GDV2 1860115-310 plusmn020
1960 310 GDV2 1960115-310 plusmn025
2060 310 GDV2 2060115-310 plusmn025
2160 310 GDV2 2160115-310 plusmn025
ensp limitedenspstockensp ensp ensp stockenspitemensp ensp ensp newenspstockenspitemensp ensp Otherenspgradesenspandenspdimensionsenspuponensprequest
BLANKSenspFORenspGUNenspDRILLSenspenspRODS
ROUND TOOL MATERIALS ndash P-LINE74
Rods
120deg
D
L
Profiled rods with two coolant hole 120deg fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
550 310 GDV2 0550-310 plusmn015
600 310 GDV2 0600-310 plusmn015
650 310 GDV2 0650-310 plusmn015
710 310 GDV2 0710-310 plusmn015
760 310 GDV2 0760-310 plusmn015
810 310 GDV2 0810-310 plusmn015
870 310 GDV2 0870-310 plusmn015
920 310 GDV2 0920-310 plusmn015
970 310 GDV2 0970-310 plusmn015
1080 310 GDV2 1080-310 plusmn015
1130 310 GDV2 1130-310 plusmn015
1180 310 GDV2 1180-310 plusmn015
1230 310 GDV2 1230-310 plusmn015
1280 310 GDV2 1280-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
75ROUND TOOL MATERIALS ndash P-LINE
Tips
115deg
L
D
Profiled tips with two coolant holes 115deg fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
1350 40 GDV2P 1350-040 plusmn020
1450 40 GDV2P 1450-040 plusmn020
1550 40 GDV2P 1550-040 plusmn020
1650 40 GDV2P 1650-040 plusmn020
1750 40 GDV2P 1750-040 plusmn020
1860 40 GDV2P 1860-040 plusmn025
1960 45 GDV2P 1960-045 plusmn025
2060 45 GDV2P 2060-045 plusmn025
2160 45 GDV2P 2160-045 plusmn025
2260 50 GDV2P 2260-050 plusmn025
2360 50 GDV2P 2360-050 plusmn025
2460 55 GDV2P 2460-055 plusmn025
2560 55 GDV2P 2560-055 plusmn025
2660 55 GDV2P 2660-055 plusmn025
2720 55 GDV2P 2720-055 plusmn025
2870 65 GDV2P 2870-065 plusmn025
3080 65 GDV2P 3080-065 plusmn025
3310 65 GDV2P 3310-065 plusmn025
3610 75 GDV2P 3610-075 plusmn025
3910 75 GDV2P 3910-075 plusmn025
4000 80 GDV2P 4000-080 plusmn030
4200 80 GDV2P 4200-080 plusmn030
4500 80 GDV2P 4500-080 plusmn030
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS TIPS
ROUND TOOL MATERIALS ndash P-LINE76
Our flat and square strips in the proven CTS20D grade and in a wide variety of dimensions are available directly from stock Our brazing tips are characterised by very good brazability and can be supplied upon request in the most com-mon DIN dimensions Our stock range includes DIN 8011 brazing tips in grade CTS12D as well as in the cermet grade CTF28T (especially suited to the finish machining of steel materials)Of course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our flat and square strips can be found in the lsquoInfor-mationrsquo section
Flat and square strips brazing tips
77ROUND TOOL MATERIALS ndash P-LINE
Flat strips
S
L
H
Submicron grade
Type description
H S L[mm] [mm] [mm] CTS20D
FR 02300530-330 530 230 330
FR 02300630-330 630 230 330
FR 02300830-330 830 230 330
FR 02301030-330 1030 230 330
FR 02301630-330 1630 230 330
FR 03300430-330 430 330 330
FR 03300530-330 530 330 330
FR 03300630-330 630 330 330
FR 03300830-330 830 330 330
FR 03301030-330 1030 330 330
FR 03301230-330 1230 330 330
FR 03301630-330 1630 330 330
FR 03302030-330 2030 330 330
FR 04300630-330 630 430 330
FR 04300830-330 830 430 330
FR 04301030-330 1030 430 330
FR 04301330-330 1330 430 330
FR 04301630-330 1630 430 330
FR 04302030-330 2030 430 330
FR 05301030-330 1030 530 330
FR 05301330-330 1330 530 330
FR 06301030-330 1030 630 330
FR 06301330-330 1330 630 330
FR 08301230-330 1230 830 330
FR 08301630-330 1630 830 330
FR 10301630-330 1630 1030 330
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
FLAT AND SQUARE STRIPS BRAZING TIPS FLAT STRIPS
ROUND TOOL MATERIALS ndash P-LINE78
Square strips
S
LH
Submicron grade
Type description
H S L[mm] [mm] [mm] CTS20D
SR 0330-330 330 330 330
SR 0430-330 430 430 330
SR 0530-330 530 530 330
SR 0830-330 830 830 330
SR 1030-330 1030 1030 330
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
FLAT AND SQUARE STRIPS BRAZING TIPS SQUARE STRIPS
79ROUND TOOL MATERIALS ndash P-LINE
Brazing tips to DIN 8011
L
St
c
e
r
Form R
Type description
L e S r c t[mm] [mm] [mm] [mm] [mm] [mm] CTF28T CTS12D
DIN 8011 R 12 12 500 080 2500 080 200
DIN 8011 R 16 16 710 120 2500 100 250
DIN 8011 R 19 19 900 140 2500 100 300
DIN 8011 R 22 22 1120 180 2500 140 350
DIN 8011 R 25 25 1500 220 2500 140 400
DIN 8011 R 30 30 1800 280 2500 140 500
Brazing tips to DIN 8011
L
St
c
e
r
Form T
Type description
L e S r c t[mm] [mm] [mm] [mm] [mm] [mm] CTS12D
DIN 8011 T 12 12 450 120 1500 100 300
DIN 8011 T 16 16 750 160 1500 100 350
DIN 8011 T 19 19 750 200 2500 180 450
DIN 8011 T 22 22 950 250 2500 250 560
DIN 8011 T 25 25 1000 280 2500 300 800
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
FLAT AND SQUARE STRIPS BRAZING TIPS DIN 8011 BRAZING TIPS
ROUND TOOL MATERIALS ndash P-LINE80
Brazing tips to DIN 8011
L
St
c
e
r
Form U
Type description
L e S r c t[mm] [mm] [mm] [mm] [mm] [mm] CTS12D
DIN 8011 U 12 12 140 120 1500 100 560
DIN 8011 U 16 16 400 160 1500 100 670
DIN 8011 U 19 19 250 200 2500 180 800
DIN 8011 U 22 22 280 250 2500 250 1120
DIN 8011 U 25 25 400 280 2500 300 1400
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
FLAT AND SQUARE STRIPS BRAZING TIPS DIN 8011 BRAZING TIPS
81ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE82
Special products
In addition to our standard programme we also offer individual solutions for our rods Thanks to our comprehensive manufacturing possibilities we can also implement your most demanding requirements Whether special coolant hole profiles large helix angles or other customised versions see for yourself and benefit from our expertiseIn our up-to-date grinding department we also produce semi-finished ground articles in high volumes as well as in small batches
83ROUND TOOL MATERIALS
Broad selection of diameters and grades starting at 040 mm eg for erosion electrodes up to 80 mm for special tools For semi-finished tools bigger than that we offer customised preforms
Solid carbide or coolant hole rods up to a metre in length are no problem for us Close tolerance production techniques of spiral through hole rod minimise the risk of grinding through into the coolant channels Using leading-edge technologies we are also able to deliver coolant hole rod with pre-formed flutes if required
Increasingly tool producers rely on prefabricated semi-finished products In this context we offer ground cut-to-lengths in a variety of versions For example steps tapers cones male or female centres ball noses chamfers recesses ground holes and many others
Thanks to our modern extrusion processes we can offer you a variety of coolant hole profiles
Available types
SPECIAL PRODUCTS AVAILABLE TYPES
ROUND TOOL MATERIALS ndash P-LINE84
Preforms
In addition to our comprehensive range of rods we also offer various types of preforms for rotary cutting tools The products include both blanks and semi-fin-ished tools for solid carbide and PCD tools exchangeable head systems and tool shanks Years of experience in the field of blank machining combined with a state-of-the-art production plant make it possible for us to produce the most complex near net shape geometries with short delivery times In particular for tool shanks and PCD tool bodies we have developed the new grade CTF25E which is ideal even for the most sophisticated tool versions with narrow shapes and critical transitions
85ROUND TOOL MATERIALS ndash P-LINE
Preformed seats for PCD inserts
Based on your drawings of blanks or finished parts we are able to produce outside diameters of up to approx 300 mm and lengths of approx 500 mm Ideally you should provide us with digital drawings or 3-D models (stp prthellip)
Straight and helical chip flutes
Ground shanks
External and internal thread
Coolant holes
As sintered male or female centres
emspDiameter as sintered up to around 500 mmemspLengths up to around 300 mm
Available types
PREFORMS AVAILABLE TYPES
ROUND TOOL MATERIALS ndash P-LINE86
Individually designed coolant exit holes can be formed into the blank
emspOutside and inside threadsemspMetric ISO threads as sintered tolerance class 8HemspUN threads as sinteredemspSpecial threads upon requestemspGround threads are possible upon request
emspFemale and male centresemspFemale centres to DIN 332emspAs sintered centres (form R preferred)emspUpon request ground version also available
emspUpon request ground version also available for example ground shank to h6
Our preformed chip flutes and insert seats with optimised machining allowance make it possible to save production costs thanks to reduced grinding times in tool production
Do not hesitate to contact us with questions about possible variations We will be pleased to help you design blanks for cost-efficient production of precision tools
emspAxial holes from Oslash 065 mmemspRadial exit holes from Oslash 05 mm and greateremspSmaller holes available depending on the depth and upon
request
PREFORMS AVAILABLE TYPES
87ROUND TOOL MATERIALS ndash P-LINE
[m ] [gcm3] HV30 HRA [MPa] [psi] [MPam frac12]
CTS12D K05 ndash K10 C-3 60 1480 1820 931 3600 522100 93CTS15D K10 ndash K30 C-3 75 1470 1750 928 3700 536000 95CTS20D K20 ndash K40 C-2 100 1438 1600 919 4000 580100 104
[m ] [gcm3] HV30 HRA [MPa] [psi] [MPam frac12]
CTF25E K30 ndash K40 C-2 125 1415 1300 895 3500 507600 150
Grades composition and properties
GradeDensity Hardness
US codeBinder
ISO code
Transverse rupture strength KIC (Shetty)
Submicron grade
An extensive stock of the most important grades makes short-est delivery times for customised blanks possible
Our CTF25E fine-grain grade has been specially designed for PCD tools and tool shanks
The coarser grain structure combined with higher cobalt con-tent provides this grade with increased resistance to break-age and excellent brazability
CTF25E vs CTS20D
Of course we also offer preforms in all other Round Tool Materials grades upon request
GradeDensity Hardness
US codeBinder
ISO code
Transverse rupture strength KIC (Shetty)
Fine grain grade
CTS20D CTF25E Grain size Cobalt content Additives Hardness Transverse rupture strength Fracture toughness KIC
submicron fine grain1001151600 HV304000 MPa104 MPam05
125121300 HV303500 MPa15 MPam05
CTS20D CTF25E
PREFORMS GRADES COMPOSITION AND PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE88
[mm]03
max deflection
Straightness
1
1000 1
1000 1
1000
1
1000
Min wall thicknesses and hole distancesgeemsp1emspmm
Wall thicknesses
min 1 mm
min 1 mm
Diameter steps
Different diameters dia stepsD1 ndash D2 ge1 mmD 1D
1
[mm] [mm] [plusmn]lt 20 055 plusmn015
gt 20 ndash 35 060 plusmn020gt 35 ndash 45 065 plusmn025gt 45 ndash 55 070 plusmn030gt 55 ndash 70 085 plusmn035
gt 70 ndash 100 090 plusmn040gt 100 ndash 150 100 plusmn050
Tolerance table for preforms
Diameters for preforms
Example of a finished diameter 22 mm with grinding allowance
Finished dimension Oslash 2200 mm Grinding allowance +060 mm Blank dimensions Oslash 2260 plusmn020 mm
Nominal Oslash
Blank tolerance incl grinding
allowance Sintering tolerance
Lengths for preforms
Example of a finished length 150 mm with grinding allowance
Finished dimension 150 mm Grinding allowance +115 mm Blank dimensions 15115 plusmn075 mm
Length
Blank tolerance incl grinding
allowance Sintering tolerance
[mm] [mm] [plusmn]
L 05 L + 04 plusmn05 L
For further information go to page 93
Specifications
PREFORMS SPECIFICATIONS
89ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE90
In this section you can find additional information on product labelling technical product specifications and carbide properties Specifications for preforms can be found at the end of the lsquoPreformsrsquo section
Information
91ROUND TOOL MATERIALS ndash P-LINE
Product labelling
Material short text
The material short text describes the article in terms of the most important geometrical specifications A guide to the designation system can be found in the catalogue on page 20
Pitch information(for rods with helical coolant holes) The pitch class and its average value are stated This value acts as the adjustment value for flute grinding More information on the pitch classification for rods with helical coolant holes can be found in the catalogue on page 92
RGMC 1000-073
CTS20D11769718
Mad
e in
Aus
tria
2659013
RGM
C 10
00-0
73
CTS2
0D
10
10
30G2 10004813544-330
CTS20D11793406
Mad
e in
Aus
tria
2650868 30G
2 10
004
81
35
44-
330
CTS2
0D
100
Blaublue 52930 mm
Blau
blu
e 52
930
mm 10
0
Carbide grade Material number
Production order Quantity
Material number barcode
Production order barcode
Material short text
Grade
INFORMATION PRODUCT INFORMATION ndash LABELLING
ROUND TOOL MATERIALS ndash P-LINE92
α = tan-1 d times πStg
Stg = d times πtan α
0deg-1deg +1deg
-033deg +033deg+033deg -033deg +033deg -033deg
0deg-075deg +075deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
Stg pitchd nominal diameterα helix angle
Pitch in mm
Helix
ang
le in
deg
rees
Nominal pitch3 class system
6 class system
yellow white blue
white blue green black red yellow
Conversion pitch to angle
Conversion angle to pitch
Definition of the helix angle
The helix angle indicates the torsion of the coolant holes in relation to the nominal diameter In this context it has to be taken into account that the angle decreases depending on theemspdiameteremspstepsemspForemspthisemspreasonemsprodsemspwithemsp40degemspcoolantemspholes are used for step drills in order to achieve an optimal spiralemspfluteemsphelixemspangleemspofemsp25emsptoemsp30deg
Definition of pitch
Theemsppitchemsp isemsp theemsp lengthemspofemspaemspcompleteemsp360degemsprotationemspofemsp theemspcoolant holes This value is independent of the diameter or the diameter steps The CERATIZIT designation system for coolant hole rods includes both the helix angle in degrees and the pitch of the helix in millimetres
Conversion helix anglepitch
Pitch classification
In order to guarantee closest pitch tolerances our carbide rods with helical coolant holes are divided into tolerance classes For this purpose all rods are measured and assigned to the respective class which is indicated on the product label For details of our pitch classification see page 98
INFORMATION PRODUCT INFORMATION ndash PITCH CLASSIFICATION
93ROUND TOOL MATERIALS ndash P-LINE
Ra max
1
1000
1
1000
Measured outside diameter of the round rod In case of helical coolant hole rods the outside diameter means the OD (addendum diameter) including the helical tooling grooves
Outside diameter
Measured length of the round rodLength
The surface quality describes the state of the surface For ground rods the surface value is indicated as maximum average roughness value Ra (DIN EN ISO 42871998)
Surface
Maximum deflection of a rotating rod which lies on two contact points measured in the middle of the rod The distance between the two contact points is 300 mm When the rod is longer or shorter than 330 mm the contact width corresponds to the rod length minus 10 mm
Straightness
Maximum deflection of a rod Contact point A is 5 mm before the chamfer Contact point B is in the middle of the rod The measurement is carried out 2 mm from the end
Concentricity
The cylindricity describes the tolerance field of an ideal cylinder inside which the skin surface of the rod should be
Cylindricity
Lateral length of flat and square stripsWidth height
Roundness is the radial distance of two con-centric circles which include the circumference line of the round rods section (DIN ISO 1101)
Roundness
The pitch circle is defined as the circle which goes through two or three centre points of coolant holes
Pitch circle diameter
The hole diameter is the diameter of the cool-ant holes inside the rod
Hole diameter
Excentricity means the deviation of the pitch circle centre point or in case of a coolant hole the deviation of the coolant hole centre point from the centre point of the rod
Excentricity
The helix angle is the angle between the longi-tudinal axis and the helix line
Helix angle
Maximum difference of the angle of the two imaginary lines which go through the centre point of the coolant holes which are on the pitch circle
Torsion
For rods with three helical coolant holes the section surface is divided into three circle sec-tors which go through the centre point of the coolant holes The pitch error is the difference of the angles between the circle sectors
Pitch error
INFORMATION SPECIFICATIONS ndash SPECIFICATION FEATURES
ROUND TOOL MATERIALS ndash P-LINE94
RR RGM RGI
[mm] h6 [mm] h5 [mm]10 ndash 30 +0-0006 +0-000431 ndash 60 +0-0008 +0-000561 ndash 100 +0-0009 +0-0006101 ndash 180 +0-0011 +0-0008181ndash 300 +0-0013 +0-0009301 ndash 400 +0-0016 +0-0011
[mm] [mm]08 ndash 21 +0+01522 ndash 47 +0+02048 ndash 67 +0+02568 ndash 152 +0+030153 ndash 202 +0+045203 ndash 242 +0+055243 ndash 362 +0+065363 ndash 462 +0+070
Tolerance
Outside diameter
Outside diameter ToleranceOutside diameter
as sintered ground
[mm] [mm]10 ndash 29 12030 ndash 59 01560 ndash 79 012 80 ndash 99 010
100 ndash 119 008 120 ndash 199 005 200 ndash 400 lt 005
[mm] [mm]08 ndash 32 12
325 ndash 462 05
Outside diameter
Straightness
max deflection max deflectionOutside diameter
as sintered ground
1
1000
1
1000
[mm] [mm]08 ndash 57 005 58 ndash 77 008
78 ndash 127 010128 ndash 302 013 303 ndash 462 016
[mm] h6 [mm] h5 [mm]10 ndash 30 0003 000331 ndash 60 0004 0003
61 ndash 100 0005 0003101 ndash 300 0006 0004301 ndash 400 0008 0005
Roundnessas sintered ground
ToleranceOutside diameter ToleranceOutside diameter
as sintered as sinteredground 005
Tolerance
LengthSurface finish
Executions [mm]+0+10Ra max
[μm]Ramax
Solid carbide rods
INFORMATION SPECIFICATIONS ndash SOLID CARBIDE RODS
95ROUND TOOL MATERIALS ndash P-LINE
RGMC RGMCW RGMCD RGMCY RGIC
[mm] h6 [mm] h5 [mm]10 ndash 30 +0-0006 +0-000431 ndash 60 +0-0008 +0-000561 ndash 100 +0-0009 +0-0006101 ndash 180 +0-0011 +0-0008181 ndash 300 +0-0013 +0-0009301 ndash 400 +0-0016 +0-0011
Tolerance
Outside diameter
Outside diameter
[mm]RGMC +1 RGIC +15
Total length tolerance
Length
Type
Surface finish
Ramax [microm]005Ra max
[mm] h6 [mm] h5 [mm]10 ndash 30 +0+0003 +0+000231 ndash 60 +0+0003 +0+0002
61 ndash 100 +0+0003 +0+0002101 ndash 250 +0+0004 +0+0002
Outside diameter
Roundness
Tolerance
[mm] 30 40 50 60 70 80 90 110 14030 5 5 6 7 - - - - -
40 ndash 50 5 5 6 6 7 - - - -60 4 5 5 6 6 7 8 - -
80 ndash 100 4 4 4 5 5 5 6 7 -120 ndash 140 3 4 4 4 4 5 5 6 -160 ndash 200 3 4 4 4 4 4 5 5 6
250 3 4 4 4 4 4 5 5 6
max concentricity [microm] starting length [mm]
Run-out RGMC
Outside diameter
1
1000
[inch] 1500 ndash 2500 2501 ndash 3500 3501 ndash 800018 ndash 316 5 76 ndash
14 ndash 1 5 76 10
maximum concentricity [microm] starting length [inch]
Run-out RGIC
Outside diameter
1
1000
End mill blanks
INFORMATION SPECIFICATIONS ndash END MILL BLANKS
ROUND TOOL MATERIALS ndash P-LINE96
GB2 G2 SO
[mm] [mm]16 ndash 63 +-02067 ndash 80 +-02590 ndash 100 +-030
TolerancePitch circle diameter
Pitch circle diameter of DIN drill blanks
[mm] [mm]029 +-003
030 ndash 105 +-005106 ndash 20 +-008
TolerancePitch circle diameter
Pitch circle diameter for micro-drill blanks
[deg] [deg]+-1 3 +-033
Total tolerance class Number of
classes
Tolerance class
Helix angle for DIN drill blanks
[deg] [deg]+-075 6 +-0125
Total tolerance class Number of
classes
Tolerance class
Helix angle for micro-drill blanks
[mm] 63ndash6
6
67ndash8
1
82ndash1
14
115ndash
133
134ndash
162
163ndash
310
60 10 15 30 40 ndash ndash80 ndash 15 20 40 40 ndash
100 ndash ndash 20 30 40 50120 ndash ndash 20 30 30 50140 ndash ndash 20 30 30 50160 ndash ndash ndash 20 30 50180 ndash ndash ndash 20 30 50200 ndash ndash ndash 20 30 50
Outside diameter
Straightness of DIN drill blanksDeflection [microm] with length [mm]
1
1000
[mm] 55ndash6
5
66ndash8
5
86ndash1
05
106ndash
180
30 5 8 20 2040 ndash 8 15 20
Outside diameter
Run-out of micro-drill blanksDeflection [microm] with length [mm]
1
1000
[mm] [mm]16 ndash 34 010
48 01563 ndash 67 018
80 ndash 100 020
max excentricity
Excentricity of DIN drill blanks
Pitch circle diameter[mm] [mm]029 0025
030 ndash 059 003506 ndash 15 0040
151 ndash 200 0050
max excentricity
Excentricity of micro-drill blanks
Pitch circle diameter
Drill blanks
INFORMATION SPECIFICATIONS ndash DRILL BLANKS
97ROUND TOOL MATERIALS ndash P-LINE
[mm] h5 [mm]30 +0-0004
31 ndash 60 +0-000561 ndash 100 +0-0006101 ndash 180 +0-0008181 ndash 300 +0-0009
Tolerance
Outside diameter
Outside diameter
+0+1Tolerance
Length
[mm] [mm]005 +-0010
006 ndash 020 +-0015021 ndash 045 +-003005 ndash 13 +-0050
131 ndash 250 +-0075
Hole diameter
ToleranceHole diameter
Surface finishProduct Ramax [microm]
DIN drill blanks Ground mat 005 - 01Micro-drill blanks 005
Ra max
[mm] [mm]30 ndash 60 000280 ndash 100 0003
120 ndash 180 0004200 0005
Tolerance
Roundness
Outside diameter
[mm] [mm] [mm]6 15 +-01 030 +-0058 15 +-01 040 +-005
10 20 +-01 050 +-01012 20 +-01 060 +-01014 25 +-01 080 +-01016 25 +-01 110 +-01018 30 +-01 130 +-01020 30 +-01 160 +-010
Cross groove profile for DIN drill blanks
Outside diameter
Cross groove width
Cross groove depth
INFORMATION SPECIFICATIONS ndash DRILL BLANKS
ROUND TOOL MATERIALS ndash P-LINE98
R2 R3 R4 G2 G3
[mm] [mm] [mm]33 ndash 43 +010+020 +020+06044 ndash 83 +010+030 +020+07084 ndash 103 +010+035 +020+075104 ndash 123 +010+040 +025+080124 ndash 143 +010+040 +030+080144 ndash 163 +010+045 +035+095164 ndash 183 +010+050 +040+100184 ndash 203 +010+055 +040+105204 ndash 223 +010+060 +045+110224 ndash 353 +010+060 +050+110
Tolerance core diameter
Tolerance outside
diameterOutside diameter
Outside diameteras sintered ground
[mm] [mm]60 +0-0008
61 ndash 100 +0-0009101 ndash 180 +0-0011181 ndash 300 +0-0013301 ndash 320 +0-0016
ToleranceOutside diameter
[mm] [mm]33 +-010
34 ndash 43 +-01544 ndash 123 +-020124 ndash 183 +-025184 ndash 353 +-030
ToleranceOutside diameter
Pitch circle diameteras sintered ground
[mm] [mm]60 ndash 120 +-020121 ndash 180 +-025181 ndash 320 +-030
ToleranceOutside diameter
[mm] [mm]250 ndash 280 040
gt 280 050
max deflection
Straightness
Length
1
1000
as sintered ground
1
1000
[mm] [mm]60 ndash 79 01280 ndash 99 010
100 ndash 119 008120 ndash 199 005200 ndash 320 lt 005
max deflectionOutside diameter
Product group [deg] Number of classes [deg]Standard +-1 3 +-0333
Oslash 33 ndash 43 +-075 6 +-0125extra-long 3 holes +-075 6 +-0125
Total tolerance class Tolerance class
Helix angle
Rods with helical coolant holes
INFORMATION SPECIFICATIONS ndash RODS WITH HELICAL COOLANT HOLES
99ROUND TOOL MATERIALS ndash P-LINE
[mm]+0+10
Total length tolerance
Length
Executions Ra max [microm]as sintered as sintered
ground 005
Surface finish
Ra max
[deg]+-30
max pitch error with R3
Pitch error
[mm] [mm]33 004
34 ndash 43 00544 ndash 83 010
84 ndash 103 015104 ndash 143 018144 ndash 353 020
Tolerance
Excentricity
Outside diameter
[mm] [mm]60 0004
61 ndash 100 0005101 ndash 300 0006301 ndash 320 0008
Tolerance
Roundness
Outside diameter
[deg]20
max torsion with R4
Torsionas sintered
[mm] [mm] [mm]33 ndash 43 leemsp100 +-003033 ndash 43 geemsp101 +-005044 ndash 353 040 ndash 130 +-005044 ndash 353 131 ndash 250 +-007544 ndash 353 251 ndash 500 +-0100
Hole diameter
Hole diameter
ToleranceOutside diameter
INFORMATION SPECIFICATIONS ndash RODS WITH HELICAL COOLANT HOLES
ROUND TOOL MATERIALS ndash P-LINE100
00R1 00R2 00G1 00G2
[mm] [mm]33 +0+020
34 ndash 50 +0+03051 ndash 65 +0+03566 ndash 152 +0+040153 ndash 207 +0+055208 ndash 222 +0+065223 ndash 343 +0+075
Tolerance
Outside diameter
Outside diameter
as sintered ground
[mm] [mm]40 ndash 60 +0-000861 ndash 100 +0-0009101 ndash 180 +0-0011181 ndash 300 +0-0013301 ndash 320 +0-0016
ToleranceOutside diameter
[mm]050
max deflection
Straightness
1
1000
as sintered ground
1
1000
[mm] [mm]40 ndash 59 01560 ndash 79 01280 ndash 99 010
100 ndash 119 008120 ndash 199 005200 ndash 320 lt 005
max deflectionOutside diameter
[mm] [mm]33 ndash 57 00562 ndash 77 008
82 ndash 127 010132 ndash 302 013303 ndash 343 016
Tolerance
Roundness
Outside diameter
as sintered
[mm] [mm] 40 ndash 60 0004 61 ndash 100 0005 101 ndash 300 0006 301 ndash 320 0008
ToleranceOutside diameter
ground
[mm]+0+10
Total length tolerance
Length
Rods with straight coolant holes
INFORMATION SPECIFICATIONS ndash RODS WITH STRAIGHT COOLANT HOLES
101ROUND TOOL MATERIALS ndash P-LINE
[mm] [mm]
central coolant hole
010 ndash 050 +005051 ndash 130 +010131 ndash 250 +015251 ndash 500 +020
two coolant holes
010 ndash 050 +-0025051 ndash 130 +-0050131 ndash 250 +-0075251 ndash 500 +-0100
Hole diameter
ToleranceHole diameterProduct group
[mm] [mm]33 ndash 39 +-00540 ndash 59 +-01060 ndash 149 +-020
150 ndash 209 +-025210 ndash 343 +-030
ToleranceOutside diameter
Pitch circle diameter
Executions Ra max [microm]as sintered as sintered
ground 005
Surface finish
Ra max
[mm] [mm] 33 ndash 39 0025 40 ndash 59 0050 60 ndash 79 0100 80 ndash 109 0120 110 ndash 249 0150 250 ndash 343 0200
Tolerance
Excentricity
Outside diameter[mm] [mm]
33 ndash 39 0025 40 ndash 59 0050 60 ndash 79 0100 80 ndash 109 0120 110 ndash 249 0150 250 ndash 343 0200
ToleranceOutside diameter
INFORMATION SPECIFICATIONS ndash RODS WITH STRAIGHT COOLANT HOLES
ROUND TOOL MATERIALS ndash P-LINE102
FR SR
[mm] [mm] 23 ndash 43 +0+020 44 ndash 63 +0+025 64 ndash 103 +0+030
104 ndash 143 +0+035 144 ndash 163 +0+040 164 ndash 203 +0+050
Width height
Width height
Tolerance
[mm]
max 04
Levelness
Levelness
[mm]+0+10
Total length tolerance
Length
Flat and square strips
INFORMATION SPECIFICATIONS ndash FLAT AND SQUARE STRIPS
103ROUND TOOL MATERIALS ndash P-LINE
z
F
x
22deg
y
x
d2d 1
HV = 0102 times 2 times F times sind2 asymp 01891 F
d2
136deg2
100
80
60
40
20
00 5 10 15 20 25
120
Wea
r res
ista
nce
[1c
m3 ]
Submicron gradesFine medium grades
Coarse grades
Cobalt content []
Figure 1 test assembly for the determination of wear resistance according to ASTM B611-85
Figure 3 Vickers hardness test according to ISO 3878
Formula 1 calculation of the Vickers hardness (ISO 3878)
Figure 2 wear resistance in relation to the cobalt content and grain size
Mechanical properties of carbideWear resistanceThe most important property of carbide is wear resistance This property - or to be precise this combination of prop-erties - refers to the surface of the component When two surfaces rub against each other material is removed from both of them Under low stress the material removed consists of single grains or particles This phenomenon is called lsquoscor-ingrsquo In cases of high stress the material removed consists of grain clusters and is called lsquoabrasionrsquo The concept of wear is very complex and depends on many variables Wear resist-ance is mainly tested using the ASTM B611-85 method In this method a carbide piece is pressed onto a rotating steel disk using a lever The rotating steel disk is the carrier for the abrasive material which together with the material that is subject to analysis is transported from a tank below the con-tainer directly to the contact zone (see figure 1) The abrasive material consists of water and aluminium oxide (corundum)Wear resistance is determined by measuring the volume of material removed from the carbide piece while the revolution numberemsptestemsptimeemspandemsptheemspforceemspappliedemspatemsp90degemsponemsptheemspsteelemspdisk are held at consistent levels A gravimetric evaluation is carried out with the volume removal indicated in mm3 As shown in figure 2 wear resistance increases the finer the grain and the lower the cobalt content
HardnessHardness is a materialrsquos mechanical resistance to another harder material which penetrates it The hardness is normally determined based on the Vickers hardness test according to ISOemsp3878emsp Inemspthisemsp testemspaemsp136degemsppyramidalemspdiamondemspindenteremspis pressed onto a work piece with a determined test force The size of the indent is determined optically by measur-ing the two diagonals of the square indent produced by the applied force (F) The impression surface is calculated with formula 1 (see fig 3) When introducing this test method the obsolete unit lsquokilopondrsquo was used for the test force Therefore in the formula the factor 0102 is used for conversion The standardised indication of the Vickers hardness for example is as follows
620 HV 30
Parameters- 620 = hardness- HV = test procedure- 30 = test force in kilopond
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE104
1500
1300
1100
900
700
5000 5 10 15 20 25
1700
1900
2100
30
2300
2500HV
30
100
80
60
40
20
0750 1000
120
1250 1500 1750 2000
Cobalt content []
Ultrafine gradesSubmicron grades
Fine medium gradesCoarse grades
Wea
r res
ista
nce
[1c
m3 ]
Vickers hardness
Submicron gradesFine medium grades
Coarse grades
Figure 4 hardness in relation to the cobalt content and grain size
Figure 5 wear resistance in function of hardness with different grain sizes
Another method for determining hardness is the Rockwell procedure (ISO 3738) It is similar to the Vickers procedure but uses a diamond brale indenter Here the depth of pen-etration is used as the degree of hardness There is no the-oretical basis for a conversion between the two procedures In order to create a comparison a determinate test must be carried out Like wear resistance hardness also increases with a smaller grain size and lower cobalt content (see figure 4) As wear resistance and hardness show similar behaviour with regard to cobalt content and grain size hardness is often used as a reference for wear resistance Furthermore the Vickers procedure is easier and quicker than ASTM B611-85 Nevertheless the relation of hardness and wear resistance is exponential and also depends on the grain size (see figure 5)
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
105ROUND TOOL MATERIALS ndash P-LINE
KIC = 015 32
HV30sum Lradic MN
m
0 5 10 15 20 25 30
K IC
[MN
m3
2 ]
L2
L3
L4
L1
Cobalt content []
Ultrafine gradesSubmicron grades
Fine medium gradesCoarse grain grades
Formula 2 calculation of the critical tension intensity factor KIC
Figure 7 fracture toughness in relation to the grain size and the cobalt content
ToughnessWhen a material is exposed to external static or dynamic stress this leads to mechanical tensions In many cases particularly with impact loads both the strength and ductil-ity of the material have to be taken into account These two properties represent the basis for the concept of toughness which is defined as the capacity to resist fracture or crack progagation Fracture in this context means the complete separation of the material into at least two parts There are numerous possibilities to define or determine toughness transverse rupture strength or fracture toughness In the defi-nition above the integrated product of force and deformation until fracture occurs is used as the toughness value In the case of carbide the Palmqvist method is frequently applied to determine the toughness as a critical tension intensity factor KIC For this purpose the crack length of a Vickers hardness indent is used to deduce the fracture toughness (see figure 6) This is then converted into the tension intensity factor using formula 2 As can be seen in figure 7 tough-ness increases with the metal binder content and growing grain size Compared to other metal materials carbide can be found in the lower part of the toughness range about the same as hardened steel
Figure 6 Palmqvist method for the determination of fracture toughness
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE106
By definition carbide is to be considered a brittle material as there is basically no plastic deformation prior to fracture This is confirmed by examination of surfaces where breakage occurred Various carbides however show very big differ-ences in terms of toughness which can be best explained by taking a look at the microstructure Cracks inside the carbide grains may occur just like intergranular fractures and shear fractures in the binder metal Generally the number of grain cracks rises with increasing grain size and the number of shear fractures when raising the binder content In terms of fracture energy the main contribution to toughness comes from the length of the rupture in the metal binder (see figures 8 and 9)
Figure 8 crack propagation in large grain sizes larger crack propa-gation requires higher fracture energy - higher toughness
Figure 9 crack propagation in small grain sizes direct shorter crack propagation - requires lower fracture energy - lower toughness
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
107ROUND TOOL MATERIALS ndash P-LINE
4000
3500
3000
2500
2000
15000 5 10 15 20 25
4500
30
Tran
sver
se ru
ptur
e st
reng
th [M
Pa]
Cobalt content []
Ultrafine gradesSubmicron grades
Fine medium gradesCoarse grades
Figure 10 illustration of a transverse rupture strength test
Figure 11 transverse rupture strength in relation to the grain size and the cobalt content
Mechanical strengthEvery material has defects such as inclusions and micro-cracks For brittle materials such as hardened steels or car-bide the mechanical strength is limited by the number and size of these defects In this context the mechanical strength depends on the volume as with a growing material volume the probability of a large defect rises Depending on the type of stress various types of strength are distinguished
Transverse rupture strengthTesting the transverse rupture strength is the easiest and most common procedure of analysing the mechanical strength of carbide According to the standardised ISO 3327 procedure a test material of a certain length is placed on a surface and put under stress in the middle until it breaks (see figure 10) The transverse rupture strength (TRS) is then the average value of several tests The maximum value is achieved with a cobalt content of around 14 weight- and grain sizes of around 02 ndash 05micromThe very low plastic deformation is normally not taken into account as it occurs only in the toughest carbides Transverse rupture strength decreases with increasing temperatureFurthermore the carbides show creep values when they are subjected to stress or to high temperatures for a long time The transverse rupture strength is decisively influenced by the number and size of defects in the structure or on the surface Fractures always occur at the weakest point of the structure which is also where the largest defect is A high number of defects therefore increases the probability that one of these defects causes a premature fracture on the point with the highest stress As the quality demands in the field of carbide manufacturing are high impurities or defects can be minimised and thus the risk of breakage reduced
Tensile strengthWhen testing the tensile strength of brittle materials it is dif-ficult to measure exact results A precise result depends on both the perfect preparation of the test materials as well as on the additional stress present on the mounting fixtures Applying the Weibull theory however the tensile strength can be deducted from the values of the transverse rupture strength
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE108
7000
6000
5000
4000
3000
20000 5 10 15 20 25
8000
9000
10000Co
mpr
essi
ve s
treng
th [N
mm
2 ]
Submicron gradesFine medium grades
Coarse grades
Cobalt content []
Extra-coarse grades
Figure 12 compressive strength in relation to the grain size and the cobalt content
Compressive strengthOne of the most remarkable properties of carbide is the extremely high compressive strength under uniaxial stress This valuable property is used in virtually all application fields (cutting edges with high compressive strength in all machin-ing processes pressing and drawing dies rolls anvils and dies for the production of synthetic diamonds etc) The ten-sion of this kind of stress doesnrsquot actually cause fracture due to pressure but due to tension a shear fracture A suitable procedure for determining compressive strength can be found in ISO 4506 To achieve precise values for carbide the test piecersquos geometry must be changed so that the effects of the edges and contact which occur in a simple cylindrical test piece are eliminated Elastic deformation is produced under initial load however before fracture a degree of plastic defor-mation results Figure 12 shows the compressive strength of various grain sizes in relation to the cobalt contentThe compressive strength increases when the metal binder content decreases and the grain size is reduced A small grain carbide grade with a low metal binder content typi-cally has a compressive strength of almost 7000 Nmm2 The compressive strength decreases when the tempera-ture increases The degree of plastic deformation increases notably with the temperature so that the results are variable when temperatures are high
Shear strengthThe implementation of pure shear tests is very difficult However numerous things speak for the fact that the shear strength is somewhat higher than the compressive strength
Fatigue strengthThe fatigue strength of carbide is above 2 million pulsating compressive loads at around 65 to 85 of the static compres-sive strength The compressive fatigue strength increases with a decreasing cobalt content and with decreasing grain size
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
109ROUND TOOL MATERIALS ndash P-LINE
650
600
550
500
450
4000 5 10 15 20 25
700
1300 22002000 4600
0
100
80
60
40
20
Mod
ulus
of e
last
icity
[kN
mm
2 ]
Cobalt content []
Hardness [HV30]
Property from to
Transverse rupture strength [MPa]Fracture toughness [MPa y middot m12]
Hardness
Fracture toughness
CTU08L ultrafine grade 42 Co
Transverse rupture strength
CTS20D submicron grade 100 CoCTF25E finemedium grain grade 125 Co
Figure 15 tension fields of three CERATIZIT grades 0 - lowest value of all grades 100 - highest value of all grades
Figure 14 properties of CERATIZIT round rods and preforms
Figure 13 modulus of elasticity of WC-Co carbides
Modulus of elasticity shear modulus Poissonrsquos ratioThe modulus of elasticity indicates the resistance of a mate-rial against elastic deformation and is higher the more rigid a material is In the case of carbide the modulus of elasticity is 2 to 3 times higher than in steel and increases linearly with decreasing metal binder content See fig 13 additives ofemspγ-phaseemspreduceemsptheemspmodulusemspofemspelasticityemspAnemspexactemspdeter-mination of the modulus of elasticity based on the tension-ex-pansion diagram is difficult Therefore for reliable results res-onance measurements of transverse and longitudinal waves are carried out according to ISO 3312 The shear module is determined in the same way with the help of torsional vibra-tion By determining the modulus of elasticity and the shear module the Poissonrsquos ratio can be calculated
Influence of the grain size and the cobalt content on the most important propertiesThe most important mechanical properties of the carbide such as hardness transverse rupture strength and fracture toughness are determined by the grain size of the tungsten carbide and cobalt content Figure 14 shows the properties of CERATIZIT round rods and preforms Sporadically it can be sustained that through smaller grain sizes higher hard-ness and transverse rupture strength can be achieved At the same time however fracture toughness decreases By increasing the cobalt content hardness is reduced while the transverse rupture strength and fracture toughness are raised Based on this fact a compromise between hardness and fracture toughness can be made Figure 15 shows three different CERATIZIT grades and their hardness fracture toughness and transverse rupture strength 0 is the lowest value and 100 the highest value of all CERATIZIT grades
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE110
65
60
55
50
45
400 5 10 15 20 25
7
75
8
100
80
60
40
20
00 100
120
200 300 400 500 600 700 800
Ther
mal
exp
ansi
on c
oeffi
cien
t [10
-6 deg
C]
20degCemspndashemsp800degC
Cobalt content []
20degCemspndashemsp40degC
Ther
mal
con
duct
ivity
[Wm
n deg
C]
Temperature [degC]
Submicron gradesFine medium grades
Coarse gradesLow y-phase content
High y-phase content
Figure 17 thermal conductivity in relation to the temperature of various micro-structures and grain sizes
Figure 16 thermal expansion in function of the cobalt content for two temperature intervals
Physical properties of carbide DensityThe density of carbide is determined according to ISO 3369 and varies strongly depending on the composition of the car-bide grade Grades with a very high WC content have the highest density Grades with a high titanium carbide content and a high binder content have the lowest density Typically it can however be assumed that the density is around 50 to 100 higher than that of steel
Thermal expansionAs tungsten carbide has a very low thermal expansion coef-ficient the values for carbide compared to steel are very low For carbide grades which contain titanium carbide the values are somewhat higher than for the pure WC-Co carbides Fig-ure 16 shows the thermal expansion in relation to the cobalt content
Thermal conductivityThe thermal conductivity is of great significance for carbide applications as it determines the temperature in the wear areas and has a large influence on the carbidersquos thermal fatigue resistance and resistance to thermal fluctuations The thermal conductivity of WC-Co carbide is around twice that of unalloyed steels It is only slightly influenced by the cobaltemspcontentemspandemsptheemspgrainemspsizeemspwhileemspγ-phasesemsp likeemsp tita-nium carbide or tantalum carbide have an impact Titanium carbide strongly reduces the thermal conductivity Therefore foremspmillingemspgradesemsptantalumemspcarbideemspisemspmostlyemspusedemspasemspγ-phaseemsp(see figure 17)
Specific thermal capacityThe specific thermal capacity is the quantity of heat which is necessaryemsptoemspheatemspupemsp1emspkgemspofemspaemspmaterialemspbyemsp1degCemspInemspapplica-tion technology it is equally important as thermal conductivity because during the machining processes the heat has to be taken away from the cutting edge Through a high thermal capacity the surrounding area is less hot as it can absorb more energy
Specific electric resistanceWC-Co carbides have a low specific resistance of around 20microΩemspcmemspandemspasemspsuchemspareemspgoodemspconductorsemspofemspelectricityemspCarbidesemspwithemspγ-phasesemsphaveemspaemsphigheremspspecificemspresistance
INFORMATION TECHNICAL INFORMATION ndash PHYSICAL PROPERTIES
111ROUND TOOL MATERIALS ndash P-LINE
B
BR
-HC
HS
H
Figure 18 hysteresis curve of a ferromagnetic material
Magnetic saturation amp coercive field strengthCarbides with cobalt as a metal binder are ferromagnetic If a ferromagnetic material is exposed to a magnetic field strength H the magnetic flux density B in this material increases (fig-ure 18 blue line) The flux density decreases when the field strength rises until maximum saturation is achieved This maximum flux density is defined as magnetic saturation (4πσ)emspWhenemsptheemspexternalemspfieldemspstrengthemspisemspremovedemsptheemspfluxemspdensity in the material is reduced along the upper green line to a certain residual magnetism (BR) the so called lsquorema-nencersquo The higher the remanence is the better a material can be magnetised and the remanence can only be elimi-nated when the material is subjected to an inverse field The inverse field strength HC which is necessary to reduce the magnetic flux density to zero or to lsquode-magnetisersquo the mate-rial is defined as coercive field strength
The finer the magnetic field lines of the metal binder phase in the carbide the higher the coercive field strength This means that the coercive field strength provides information about the state of the metal binder phase The metal binder phase becomes finer with smaller tungsten carbide grains and lower binder content As described in the section on lsquoMechanical properties of carbidersquo the smaller the grains and the lower the metal binder content the higher the hardness of the structure In this way an accordant correlation between coercive field strength and hardness can be seen In practi-cal applications this represents a non-destructive measuring method for the hardnessThe magnetic saturation of carbide also depends on the con-tent and the state of the cobalt binder When one of these parameters is known information can be given about the other parameters In this context the carbon content of the carbide has a decisive influence on the magnetic state of the cobalt The magnetic saturation provides information about the carburisation of the carbide This measuring method rep-resents an important tool for checking the production quality
PermeabilityMagnetic permeability means the penetrability of materials for magnetic fields Although carbide is ferromagnetic the magnetic permeability values are low They increase equally along with the magnetic saturation and with the cobalt con-tent and amount to around 5 Hm with 20 vol Compared to this vacuum has a magnetic permeability of 1 Hm and iron between 300 and 10000 Hm
INFORMATION TECHNICAL INFORMATION ndash PHYSICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE112
Acetone
Chemical compounds Resistance
EthanolSodium hydroxide
All acidsTap waterPetroleum
high resistancehigh resistancehigh resistancelow resistancehigh resistancehigh resistance
Figure 19 some chemical compounds and the corresponding resistance of carbide
Corrosion resistanceAccording to DIN EN ISO 8044 corrosion is a reaction of a metal material with its environment which causes a measur-able modification of the material and may lead to a reduced performance of the metal element or the entire system In most cases the reaction is electrochemical in nature or in some cases chemical or metallurgical in nature In carbides corrosion causes a reduction of the surface of the binder phase thus on the surface there remains only a carbide lsquoskeletonrsquo The bond between carbide grains next to each other is very weak so the rate of destruction increases cor-respondingly When the metal binder content is low the car-bide lsquoskeletonrsquo is more pronounced Consequently this type of carbide grade shows higher wear resistance and corrosion resistance than carbides with a higher metal binder content In practical applications however this is not sufficient to sig-nificantly increase the service life Due to their limited corro-sion resistance pure WC-Co carbides are often not suitable for application fields with difficult corrosion conditions Typi-cally it can be assumed that WC-Co carbides down to pH 7 are corrosion-resistant
INFORMATION TECHNICAL INFORMATION ndash CORROSION RESISTANCE
113ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE114
We
rese
rve
the
right
to m
ake
tech
nica
l cha
nges
for i
mpr
ovem
ent o
f the
pro
duct
M
A-PR
O-0
147-
EN-0
220
7003
581
Worldwide CERATIZIT Austria GmbHAT-6600 Reutte T +43 5672 200-0 E infoaustriaceratizitcom
Brazil CERATIZIT Ameacuterica Latina Ltda BR-13069-310 Campinas Satildeo Paulo T +55 11 4133 2300 E infoamericalatinaceratizitcom China CB-CERATIZIT Xiamen Co Ltd 69 Xingxi Road Xinglin Jimei CN-361022 Xiamen (Jimei) China T +86 592 666 1000
Great BritainCERATIZIT UK amp Ireland LtdUK-Sheffield S9 1XUToll Free 0800 048 4877 4878T +44 1925 261 161E infoukceratizitcom
India CERATIZIT India Pvt Ltd IN-Bengaluru 560099 T +91 80 4043 1262 E ctindiainfoceratizitcom
Italy CERATIZIT Como SpA IT-22040 Alserio (CO) T +39 031 6349 211 E infocomoceratizitcom
Japan CERATIZIT Japan CoLtd JP-421ndash0115 Shizuoka T +81-54-268-1060 E infojapanceratizit-jcojp
Spain Portugal CERATIZIT Ibeacuterica Herramientas de Precisioacuten SL ES-28660 Madrid T +34 91 351 0609 E infoibericaceratizitcom
Headquarters
CERATIZIT SALU-8232 MamerT +352 31 20 85-1E infoceratizitcom
wwwceratizitcom

ROUND TOOL MATERIALS ndash P-LINE12
Tungsten carbide production
Powder preparation
Carbide production at CERATIZIT started in 1929 Last but not least thanks to long-standing experience CERATIZIT handles the entire process chain from the raw material to the dispatch-ing of the finished products to customers The production process of powder-metallurgical products basically includes the four steps of powder preparation shaping sintering and finishing
The APT (ammonium para-tungstate) is calcined into tungsten oxide under high temperature Subsequently the oxide is reduced to tungsten metal in a hydrogen atmosphere The metal powder is then mixed with carbon and carburised under inert atmosphere at high temperatures The production param-eters are decisive for the WC grain size in the sintered carbide
The tungsten carbide is intensely mixed with the binder metal cobalt nickel or iron various grain growth inhibitors and special alloys as well as materials which promote compaction by wet grinding so that a homogeneous suspension is created Afterwards the suspension is dried in a spray tower to pro-duce a granulate with good flow characteristics This granulate represents the basis for all forming processes
Carbide production
Tungsten
Blue tungsten oxide
Yellow tungsten oxide
Tungsten carbide
APT (ammonium para-tungstate)
INTRODUCTION CEMENTED CARBIDE
13ROUND TOOL MATERIALS ndash P-LINE
The objective of the forming process is to obtain a near net shape sample Pressing is normally carried out at room tem-perature with pressures reaching up to several tons per square centimetre There are several ways of pressing blanks
During isostatic cold pressing the powder is filled into an elastic flexible hose and pressed into a compacted form through high liquid pressure The powder blocks which are produced in this way can then be processed mechanically All common machining methods like milling cutting drilling or turning may be used
In uniaxial pressing the pressing tool con-sists of a die and an upper and a lower punch The carbide powder is filled into the die and then compacted to create the near net shape geometry of the green compact which is ejected from the pressing die
Extrusion pressing is mainly used to pro-duce rectangular bars or cylindrical rods with or without axial hole(s) A plastifier is added to the powder The resulting paste is pressed through an extrusion nozzle Before sintering the plastifier must be evaporated in special drying furnaces
Metal Injection Moulding (MIM) is a process used to produce more complex forms which cannot be produced by direct pressing The paste preparation is similar to the extrusion process
Pressing ndash shaping ndash machining
INTRODUCTION CEMENTED CARBIDE
ROUND TOOL MATERIALS ndash P-LINE14
Sintering
The sintering process converts the blank into a homogeneous and dense cemented carbide with a high level of hardness The material is sintered at temperatures betweenemsp1300emspandemsp1500degCemsp(liquidemspphaseemspsintering) and sometimes also at high pres-sure (up to 100 bar) The volume is reduced by up to 50 during this process
INTRODUCTION CEMENTED CARBIDE
15ROUND TOOL MATERIALS ndash P-LINE
Finishing ndash grinding
In order to achieve the final requirements of surface finish tolerances etc carbide parts can undergo a series of finishing pro-cesses such as grinding spark erosion and coating
The most important grinding procedures for carbide rods are centreless grinding and cylindrical grinding When producing tool blanks minimum diameter tolerances and optimal surface quality represent an excel-lent quality characteristic
INTRODUCTION CEMENTED CARBIDE
ROUND TOOL MATERIALS ndash P-LINE16
KIC (Shetty)
[m ] [gcm3] [HV30] [HRA] [MPa] [psi] [MPam12]
CTU08L K10 C-2 42 1505 2200 952 3700 536600 84
TSF22 K10 ndash K20 C-2 82 1455 1930 937 4400 638800 92
TSF44 K10 ndash K20 C-2 120 1410 1730 927 4600 667000 98
KIC (Shetty)
[m ] [gcm3] [HV30] [HRA] [MPa] [psi] [MPam12]
CTS12D K05 ndash K10 C-3 60 1480 1820 931 3600 522100 93
CTS15D K10 ndash K30 C-3 75 1470 1750 928 3700 536000 95
CTS18D K20 ndash K40 C-2 90 1455 1590 919 3650 529400 107
CTS20D K20 ndash K40 C-2 100 1438 1600 919 4000 580100 104
CTS24Z K20 ndash K40 C-2 120 1410 1570 917 4000 580100 113
CTS30D K30 ndash K40 C-2 150 1384 1400 904 4300 623700 132
KIC (Shetty)
[m ] [gcm3] [HV30] [HRA] [MPa] [psi] [MPam12]
CTF12E K15 C-2 60 1495 1620 921 3000 435100 99
CTF25E K30 ndash K40 C-2 125 1415 1300 895 3500 507600 150
Ultrafine grades
Grade ISO code US codeBinder Density Hardness
Transverse rupture strength
Submicron grades
Grade ISO code US codeBinder Density Hardness
Transverse rupture strength
Fine grades
Grade ISO code US codeBinder Density Hardness
Transverse rupture strength
Grades composition and properties
INTRODUCTION GRADES COMPOSITION AND PROPERTIES
17ROUND TOOL MATERIALS ndash P-LINE
KIC (Shetty)
[m ] [gcm3] [HV30] [HRA] [MPa] [psi] [MPam12]
CTF28T K05 ndash K10 C-2 141 640 1580 918 2000 290100 85
lt 02 N02 ndash lt 05 U05 ndash lt 08 S08 ndash lt 13 F13 ndash lt 25 M25 ndash lt 60 C
gt 60 E
Cermet grade
Grade ISO code US codeBinder Density Hardness
Transverse rupture strength
Carbide grades for biocompatible tools
The biocompatibility requirement for medical products increases patient safety For tools that come into short-term direct contact with body tissue cell tolerance must be guaranteed
Testing for in-vitro cytotoxicity in accordance with DIN EN ISO 10993-5 was carried out by the accredited testing labo-ratory Creamedix GmbH The following carbide grades were successfully tested for their cell tolerance
Certified biological testing of the in-vitro cytotoxicity in accordance with
DIN EN ISO 10993-5 by
Creamedix GmbH
Accreditation number D-PL-19876-01
TSF22 TSF44 CTS12D
CTS15D CTS18D
CTS20D CTS24Z
in accordance with ISO 10993-5 for the medical and dental industry
BIOLAB
CommentThe data in this table are typical material parameters We reserve the right to modify the data due to technical progress or due to further development within our company
Grain size classification
ClassificationCERATIZIT
code
nanoultrafine
submicronfine
mediumcoarse
extra-coarse
) The classification of carbides according to grain size corresponds to the recommendations of the Powder Metallurgy AssociationThe standard ISO codes for carbides which were developed for fine to medium grain sizes no longer correspond to todayrsquos state of the art In order to choose the correct grades only the application data are relevantKIC The measured critical tension intensity factors (KIC) depend to a high degree on the sample geometry and sample preparation A direct comparison with parameters which have been determined by means of a different method is therefore not admissible
Average grain size [microm]
INTRODUCTION GRADES COMPOSITION AND PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE18
CTU08Lemspcarbideemspgradeemspwithemspaemsptypicalemspgrainemspsizeemspofemsp02emspμmemspforemsptheemspma-chining of materials with a hardness gt 65 HRC Thanks to the high wear resistance also excellent suitability for abrasive fibre composite materials
TSF22 ultrafine carbide grade for HSC machining of tempered steels with a hardness of gt 60 HRC and abrasive aluminium alloys
TSF44 ultrafine carbide grade for HSC machining of tempered steels up to 60 HRC suitable for micro-tools and finishing tools and for a variety of materials
Ultrafine grades
CTS12D for machining aluminium alloys fibre-reinforced plastics (carbon-fibre and glass-fibre reinforced) composite materials graphite particular-ly suitable for diamond coating
CTS15D for machining grey cast iron tempered cast iron non-alloyed steel non-ferrous metals and plastics
CTS18D for high-performance machining of steel stainless steel and the machining of difficult materials
CTS20D for universal machining of alloyed and non-alloyed steels Suit-able for a variety of cutting operations on different materials thanks to its balanced properties Improved toughness ensures a low risk of cutting edge breakage
CTS24Z the special high-performance grade for the roughing of titanium and heat-resistant alloys Even higher fracture toughness than CTS18D and CTS20D with approximately the same hardness
CTS30D with extremely high fracture toughness for particularly unstable and difficult applications A good choice when switching from HSS to carbide
Submicron grades
Picture example
Picture example
INTRODUCTION GRADES COMPOSITION AND PROPERTIES
19ROUND TOOL MATERIALS ndash P-LINE
CTF12E for gun drills with an adapted relation between hardness and toughness Suitable also for diamond-coated solid carbide tools
CTF25E for the production of PCD tools and tool shanks The increased cobalt content and the coarser grain improve brazability while increasing fracture toughness
Fine grain grades
CTF28T particularly for the finish machining of steel Thanks to high oxidation resistance and low tendency to stick it is particularly suitable for the production of uncoated reamers
Cermet
Picture example
Picture example
INTRODUCTION GRADES COMPOSITION AND PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE20
1 =
2 =
3 =
4 =
Number of coolant holes
Designation system
RR
RGM
W
D
Y
Sintered rods
with chamfer
with Weldon shank
Ground rods metric
DualBlank
with radial coolant exit holes
GD
SR
FR
00
RGI
RK
VK
30
V2
40
V2P
G
R
C
B
C
Helix angle coolant hole rods as sintered
coolant hole rods groundofcoolant hole rods
Blanks for gun drills
Flat strips
Square strips
round rods with kidney-shaped coolant holes
profiled rods with kidney-shaped coolant holes
profiled rods with two coolant holes
profiled tips with two coolant holes
drill blanks
Ground rods inch
with chamfer
INTRODUCTION DESIGNATION SYSTEM
21ROUND TOOL MATERIALS ndash P-LINE
S
SL
d1
D
H
D
[1100 mm]
[1100 mm]
10004813 544-104 CTS20D h5
ThicknessDiameter of the coolant holes Rod length
Pitch circle of the coolant holes
Height
Nominal pitch of the
coolant holes
Grade
Outside diameter
Diameter tolerance
INTRODUCTION DESIGNATION SYSTEM
ROUND TOOL MATERIALS ndash P-LINE22
CTU0
8L
TSF2
2
TSF4
4
CTS1
2D
CTS1
5D
CTS1
8D
CTS2
0D
CTS2
4Z
CTF1
2E
CTF2
8T
RR
RGM
RGI
RGMC
RGMCW
RGMCD
RGMCY
RGIC
GB2
G2
R2
R3
R4
G2
G3
00R1
00R2
00G1
00G2
GDRK
GDVK
GDV2
GDV2P
DIN 8011
Ultra-fine grades Submicron grades
Fine
gr
ades
Cerm
et
star
ting
page
Solid carbide rods as sintered 25
Solid carbide rods ground metric 29
Solid carbide rods inch 32
End mill blanks metric 35
End mill blanks with Weldon shank metric 39
DualBlank end mill blanks metric 40
End mill blanks with through-coolant metric 41
End mill blanks inch 43
Drill blanks with through-coolant 45
Drill blanks for micro-drills with through-coolant 47
Rods as sintered with two helical coolant holes 49
Rods as sintered with three helical coolant holes 55
Rods as sintered with four helical coolant holes 56
Rods ground with two helical coolant holes 57
Rods ground with three helical coolant holes 59
Rods as sintered with central coolant hole 61
Rods as sintered with two straight coolant holes 63
Rods ground with central coolant hole 66
Rods ground with two straight coolant holes 67
Rods for gun drills with kidney-shaped coolant holes 69
Profiled rods for gun drills with kidney-shaped coolant holes 71
Profiled rods for gun drills with two coolant holes 73
Profiled tips for gun drills with two coolant holes 75
Flat and square strips FR and SR 77
Brazing tips to DIN 8011 79
The product map below provides you with a quick overview of the grades and rods which are available in stockOther products are available upon request
Stock programme at a glance
INTRODUCTION STOCK PROGRAMME AT A GLANCE
23ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE24
A comprehensive standard range of sintered and ground solid carbide rods in various dimensions is available from stock Furthermore you can choose from carbide grades with the most varied characteristics for every application area from ultrafine grades for the machining of superhard materials by way of submi-cron grades for universal application to our cermet grade for the finish machining of ferrous materials Of course we can also produce carbide rods in other dimensions and grades to order ndash simply get in touch with your contact person at CERATIZIT Detailed technical data for our solid carbide rods can be found in the lsquoInforma-tionrsquo section
Solid carbide rods
25ROUND TOOL MATERIALS ndash P-LINE
As sintered
D L
Ultrafine grades
D L Type description
Dia tol[mm] [mm] [mm] CTU08L TSF22 TSF44
325 330 RR 0325-330 -0+020
420 330 RR 0420-330 -0+020
520 330 RR 0520-330 -0+025
620 330 RR 0620-330 -0+025
820 330 RR 0820-330 -0+030
1020 330 RR 1020-330 -0+030
1220 330 RR 1220-330 -0+030
1420 330 RR 1420-330 -0+030
1620 330 RR 1620-330 -0+045
1820 330 RR 1820-330 -0+045
2020 330 RR 2020-330 -0+045
2520 330 RR 2520-330 -0+065
3220 330 RR 3220-330 -0+065
As sintered
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
115 330 RR 0115-330 -0+015
165 330 RR 0165-330 -0+015
180 330 RR 0180-330 -0+015
220 330 RR 0220-330 -0+020
270 330 RR 0270-330 -0+020
325 330 RR 0325-330 -0+020
370 330 RR 0370-330 -0+020
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE26
As sintered
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
420 330 RR 0420-330 -0+020
470 330 RR 0470-330 -0+020
520 330 RR 0520-330 -0+025
570 330 RR 0570-330 -0+025
620 330 RR 0620-330 -0+025
655 330 RR 0655-330 -0+025
670 330 RR 0670-330 -0+025
720 330 RR 0720-330 -0+030
770 330 RR 0770-330 -0+030
820 330 RR 0820-330 -0+030
870 330 RR 0870-330 -0+030
920 330 RR 0920-330 -0+030
970 330 RR 0970-330 -0+030
1020 330 RR 1020-330 -0+030
1070 330 RR 1070-330 -0+030
1120 330 RR 1120-330 -0+030
1170 330 RR 1170-330 -0+030
1220 330 RR 1220-330 -0+030
1270 330 RR 1270-330 -0+030
1300 330 RR 1300-330 -0+030
1320 330 RR 1320-330 -0+030
1420 330 RR 1420-330 -0+030
1470 330 RR 1470-330 -0+030
1520 330 RR 1520-330 -0+030
1620 330 RR 1620-330 -0+045
1720 330 RR 1720-330 -0+045
1820 330 RR 1820-330 -0+045
1920 330 RR 1920-330 -0+045
2020 330 RR 2020-330 -0+045
2120 330 RR 2120-330 -0+055
2220 330 RR 2220-330 -0+055
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS AS SINTERED
27ROUND TOOL MATERIALS ndash P-LINE
As sintered
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
2320 330 RR 2320-330 -0+055
2420 330 RR 2420-330 -0+055
2520 330 RR 2520-330 -0+065
2580 330 RR 2580-330 -0+065
2620 330 RR 2620-330 -0+065
2820 330 RR 2820-330 -0+065
3020 330 RR 3020-330 -0+065
3220 330 RR 3220-330 -0+065
3420 330 RR 3420-330 -0+065
3620 330 RR 3620-330 -0+065
3820 330 RR 3820-330 -0+070
4020 330 RR 4020-330 -0+070
4220 330 RR 4220-330 -0+070
4620 330 RR 4620-330 -0+070
As sintered
D L
Fine grades
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
325 330 RR 0325-330 -0+020
620 330 RR 0420-330 -0+020
520 330 RR 0520-330 -0+025
620 330 RR 0620-330 -0+025
820 330 RR 0820-330 -0+030
1020 330 RR 1020-330 -0+030
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE28
As sintered
D L
Fine grades
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
1220 330 RR 1220-330 -0+030
1420 330 RR 1420-330 -0+030
1620 330 RR 1620-330 -0+045
1820 330 RR 1820-330 -0+045
As sintered
D L
Cermet
D L Type description
Dia tol[mm] [mm] [mm] CTF28T
340 330 RR 0340-330 -0+020
440 330 RR 0440-330 -0+020
640 330 RR 0640-330 -0+025
840 330 RR 0840-330 -0+030
1040 330 RR 1040-330 -0+030
1240 330 RR 1240-330 -0+030
1440 300 RR 1440-330 -0+030
1640 330 RR 1640-330 -0+045
2040 330 RR 2040-330 -0+045
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS AS SINTERED
29ROUND TOOL MATERIALS ndash P-LINE
Ground metric
D L
Ultrafine grades
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 TSF22 TSF44
200 330 RGM 0200-330 +0-0004 h5
300 330 RGM 0300-330 +0-0004 h5
400 330 RGM 0400-330 +0-0005 h5
500 330 RGM 0500-330 +0-0005 h5
600 330 RGM 0600-330 +0-0005 h5
800 330 RGM 0800-330 +0-0006 h5
1000 330 RGM 1000-330 +0-0006 h5
1200 330 RGM 1200-330 +0-0008 h5
1400 330 RGM 1400-330 +0-0008 h5
1600 330 RGM 1600-330 +0-0008 h5
2000 330 RGM 2000-330 +0-0009 h5
2500 330 RGM 2500-330 +0-0009 h5
Ground metric
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
100 330 RGM 0100-330 +0-0006 h6
150 330 RGM 0150-330 +0-0006 h6
200 330 RGM 0200-330 +0-0006 h6
250 330 RGM 0250-330 +0-0006 h6
300 330 RGM 0300-330 +0-0006 h6
350 330 RGM 0350-330 +0-0008 h6
400 330 RGM 0400-330 +0-0008 h6
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS GROUND METRIC
ROUND TOOL MATERIALS ndash P-LINE30
Ground metric
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
450 330 RGM 0450-330 +0-0008 h6
500 330 RGM 0500-330 +0-0008 h6
550 330 RGM 0550-330 +0-0008 h6
600 330 RGM 0600-330 +0-0008 h6
650 330 RGM 0650-330 +0-0009 h6
700 330 RGM 0700-330 +0-0009 h6
750 330 RGM 0750-330 +0-0009 h6
800 330 RGM 0800-330 +0-0009 h6
850 330 RGM 0850-330 +0-0009 h6
900 330 RGM 0900-330 +0-0009 h6
950 330 RGM 0950-330 +0-0009 h6
1000 330 RGM 1000-330 +0-0009 h6
1100 330 RGM 1100-330 +0-0011 h6
1200 330 RGM 1200-330 +0-0011 h6
1300 330 RGM 1300-330 +0-0011 h6
1400 330 RGM 1400-330 +0-0011 h6
1500 330 RGM 1500-330 +0-0011 h6
1600 330 RGM 1600-330 +0-0011 h6
1800 330 RGM 1800-330 +0-0011 h6
1900 330 RGM 1900-330 +0-0013 h6
2000 330 RGM 2000-330 +0-0013 h6
2200 330 RGM 2200-330 +0-0013 h6
2400 330 RGM 2400-330 +0-0013 h6
2500 330 RGM 2500-330 +0-0013 h6
2800 330 RGM 2800-330 +0-0013 h6
3000 330 RGM 3000-330 +0-0013 h6
3200 330 RGM 3200-330 +0-0016 h6
3800 330 RGM 3800-330 +0-0016 h6
4000 330 RGM 4000-330 +0-0016 h6
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS GROUND METRIC
31ROUND TOOL MATERIALS ndash P-LINE
Ground metric
D L
Fine grades
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 CTF12E
300 330 RGM 0300-330 +0-0004 h6
400 330 RGM 0400-330 +0-0008 h6
600 330 RGM 0600-330 +0-0008 h6
800 330 RGM 0800-330 +0-0009 h6
1000 330 RGM 1000-330 +0-0009 h6
1200 330 RGM 1200-330 +0-0011 h6
1400 330 RGM 1400-330 +0-0011 h6
1600 330 RGM 1600-330 +0-0011 h6
Ground metric
D L
Cermet
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 CTF28T
300 330 RGM 0300-330 +0-0004 h6
400 330 RGM 0400-330 +0-0008 h6
600 330 RGM 0600-330 +0-0008 h6
800 330 RGM 0800-330 +0-0009 h6
1000 330 RGM 1000-330 +0-0009 h6
1200 330 RGM 1200-330 +0-0011 h6
1400 330 RGM 1400-330 +0-0011 h6
1600 330 RGM 1600-330 +0-0011 h6
2000 330 RGM 2000-330 +0-0013 h6
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS GROUND METRIC
ROUND TOOL MATERIALS ndash P-LINE32
Ground inch
D L
Submicron grades
D L Type description
Dia tol[inch] [inch] [mm] ISO 286 CTS20D
18 13000 RGI 18-13 +0-0008 h6
316 13000 RGI 316-13 +0-0008 h6
14 13000 RGI 14-13 +0-0009 h6
516 13000 RGI 516-13 +0-0009 h6
38 13000 RGI 38-13 +0-0009 h6
716 13000 RGI 716-13 +0-0011 h6
12 13000 RGI 12-13 +0-0011 h6
58 13000 RGI 58-13 +0-0011 h6
34 13000 RGI 34-13 +0-0013 h6
1 13000 RGI 1-13 +0-0013 h6
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS GROUND INCH
33ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE34
In addition to DIN dimensions we can also supply our high-precision end mill blanks in extra-long sizes End mill blanks in the most popular inch dimensions have now been added to the range Whether in standard execution with Wel-don shanks internal cooling or as a DualBlank you can be sure of finding the product you need Our end mill blanks are now also available in the new high-performance grade CTS24Z for the machining of difficult materials like titanium or Inconel Having virtually the same hardness CTS24Z is even tougher than our proven CTS18D and CTS20D grades This extreme toughness offers maximum protection against breakage and ensures consistent performance of your toolsOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our end mill blanks can be found in the lsquoInformationrsquo section
End mill blanks
35ROUND TOOL MATERIALS ndash P-LINE
Metric
D
L
c
45deg
Ultrafine grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTU08L TSF22 TSF44
300 39 RGMC 0300-039 +0-0004 h5 030 x
300 40 RGMC 0300-040 +0-0004 h5 030
300 50 RGMC 0300-050 +0-0004 h5 030
300 60 RGMC 0300-060 +0-0004 h5 030
400 51 RGMC 0400-051 +0-0004 h5 040 x
400 60 RGMC 0400-060 +0-0005 h5 040
400 75 RGMC 0400-075 +0-0005 h5 040
500 51 RGMC 0500-051 +0-0005 h5 040 x
600 51 RGMC 0600-051 +0-0005 h5 040 x
600 58 RGMC 0600-058 +0-0005 h5 040 x
600 60 RGMC 0600-060 +0-0005 h5 040
600 65 RGMC 0600-065 +0-0005 h5 040
600 70 RGMC 0600-070 +0-0005 h5 040
600 75 RGMC 0600-075 +0-0005 h5 040
600 80 RGMC 0600-080 +0-0005 h5 040
600 100 RGMC 0600-100 +0-0005 h5 040
800 64 RGMC 0800-064 +0-0006 h5 060 x
800 70 RGMC 0800-070 +0-0006 h5 060
800 75 RGMC 0800-075 +0-0006 h5 060
800 100 RGMC 0800-100 +0-0006 h5 060
800 120 RGMC 0800-120 +0-0006 h5 060
1000 67 RGMC 1000-067 +0-0006 h5 080 x
1000 73 RGMC 1000-073 +0-0006 h5 080 x
1000 75 RGMC 1000-075 +0-0006 h5 080
1000 80 RGMC 1000-080 +0-0006 h5 080
1000 100 RGMC 1000-100 +0-0006 h5 080
1000 120 RGMC 1000-120 +0-0006 h5 080
1200 84 RGMC 1200-084 +0-0008 h5 080 x
1200 100 RGMC 1200-100 +0-0008 h5 080
1200 120 RGMC 1200-120 +0-0008 h5 080
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC
ROUND TOOL MATERIALS ndash P-LINE36
Metric
D
L
c
45deg
Ultrafine grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTU08L TSF22 TSF44
1600 93 RGMC 1600-093 +0-0008 h5 080 x
1600 110 RGMC 1600-110 +0-0008 h5 080
1600 120 RGMC 1600-120 +0-0008 h5 080
1600 130 RGMC 1600-130 +0-0008 h5 080
1600 150 RGMC 1600-150 +0-0008 h5 080
2000 105 RGMC 2000-105 +0-0009 h5 100 x
2000 125 RGMC 2000-125 +0-0009 h5 100
2000 150 RGMC 2000-150 +0-0009 h5 100
2500 125 RGMC 2500-125 +0-0009 h5 100
2500 150 RGMC 2500-150 +0-0009 h5 100
Metric
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTS18D CTS20D CTS24Z
300 39 RGMC 0300-039 +0-0006 h6 030 x
300 40 RGMC 0300-040 +0-0004 h5 030
300 50 RGMC 0300-050 +0-0004 h5 030
300 60 RGMC 0300-060 +0-0004 h5 030
400 51 RGMC 0400-051 +0-0008 h6 040 x
400 60 RGMC 0400-060 +0-0005 h5 040
400 75 RGMC 0400-075 +0-0005 h5 040
500 51 RGMC 0500-051 +0-0008 h6 040 x
600 51 RGMC 0600-051 +0-0008 h6 040 x
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC
37ROUND TOOL MATERIALS ndash P-LINE
Metric
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTS18D CTS20D CTS24Z
600 55 RGMC 0600-055 +0-0008 h6 040 x
600 58 RGMC 0600-058 +0-0005 h5 040 x
600 60 RGMC 0600-060 +0-0005 h5 040
600 65 RGMC 0600-065 +0-0005 h5 040
600 70 RGMC 0600-070 +0-0005 h5 040
600 75 RGMC 0600-075 +0-0005 h5 040
600 80 RGMC 0600-080 +0-0005 h5 040
600 100 RGMC 0600-100 +0-0005 h5 040
800 59 RGMC 0800-059 +0-0009 h6 060 x
800 64 RGMC 0800-064 +0-0009 h6 060 x
800 70 RGMC 0800-070 +0-0006 h5 060
800 75 RGMC 0800-075 +0-0006 h5 060
800 80 RGMC 0800-080 +0-0006 h5 060
800 100 RGMC 0800-100 +0-0006 h5 060
800 120 RGMC 0800-120 +0-0006 h5 060
1000 67 RGMC 1000-067 +0-0009 h6 080 x
1000 73 RGMC 1000-073 +0-0009 h6 080 x
1000 75 RGMC 1000-075 +0-0006 h5 080
1000 80 RGMC 1000-080 +0-0006 h5 080
1000 90 RGMC 1000-090 +0-0006 h5 080
1000 100 RGMC 1000-100 +0-0006 h5 080
1000 120 RGMC 1000-120 +0-0006 h5 080
1200 74 RGMC 1200-074 +0-0011 h6 080 x
1200 84 RGMC 1200-084 +0-0011 h6 080 x
1200 100 RGMC 1200-100 +0-0008 h5 080
1200 120 RGMC 1200-120 +0-0008 h5 080
1400 76 RGMC 1400-076 +0-0011 h6 080 x
1400 84 RGMC 1400-084 +0-0011 h6 080 x
1600 83 RGMC 1600-083 +0-0011 h6 080 x
1600 93 RGMC 1600-093 +0-0011 h6 080 x
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC
ROUND TOOL MATERIALS ndash P-LINE38
Metric
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTS18D CTS20D CTS24Z
1600 110 RGMC 1600-110 +0-0008 h5 080
1600 120 RGMC 1600-120 +0-0008 h5 080
1600 130 RGMC 1600-130 +0-0008 h5 080
1600 150 RGMC 1600-150 +0-0008 h5 080
1800 93 RGMC 1800-093 +0-0011 h6 100 x
2000 93 RGMC 2000-093 +0-0013 h6 100 x
2000 105 RGMC 2000-105 +0-0009 h5 100 x
2000 125 RGMC 2000-125 +0-0009 h5 100
2000 150 RGMC 2000-150 +0-0009 h5 100
2500 125 RGMC 2500-125 +0-0009 h5 100
2500 150 RGMC 2500-150 +0-0009 h5 100
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC
39ROUND TOOL MATERIALS ndash P-LINE
Metric with Weldon
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTS20D
600 51 RGMCW 0600-051 +0-0008 h6 040 x
600 55 RGMCW 0600-055 +0-0008 h6 040 x
600 58 RGMCW 0600-058 +0-0008 h6 040 x
800 64 RGMCW 0800-064 +0-0009 h6 060 x
1000 67 RGMCW 1000-067 +0-0009 h6 080 x
1000 73 RGMCW 1000-073 +0-0009 h6 080 x
1200 74 RGMCW 1200-074 +0-0011 h6 080 x
1200 84 RGMCW 1200-084 +0-0011 h6 080 x
1600 93 RGMCW 1600-093 +0-0011 h6 080 x
2000 93 RGMCW 2000-093 +0-0013 h6 100 x
2000 105 RGMCW 2000-105 +0-0013 h6 100 x
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC WITH WELDON
ROUND TOOL MATERIALS ndash P-LINE40
Metric DualBlank
D
L
c
30degCTSDTMG30
l1
Submicron grades
D L Type description
Dia tol l1 c[mm] [mm] [mm] ISO 286 [mm] [mm] DIN 6527 CTS20D CTS18D
600 58 RGMCD 0600-058 +0-0008 h6 26 050 x
800 64 RGMCD 0800-064 +0-0009 h6 29 070 x
1000 73 RGMCD 1000-073 +0-0009 h6 33 090 x
1200 84 RGMCD 1200-084 +0-0011 h6 38 090 x
1600 93 RGMCD 1600-093 +0-0011 h6 41 090 x
2000 105 RGMCD 2000-105 +0-0013 h6 46 110 x
DualBlank rods
A combination of a high-performing Premium grade in the cutting edge area with a shank made of an economical recycled grade
emspThe high-performance grade in the cutting edge area guarantees maximum performance in metal cutting
emspAbsolutely homogeneous and resistant to fracture where the two materials are joined
emspOptimised price-performance ratioemspProduced with less impact of the environment
s-line
p-line
CTS18DCTS20D
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC DUALBLANK
41ROUND TOOL MATERIALS ndash P-LINE
Metric with through-coolant 2x 180deg
c
2x18
0deg
Oslash d
1
L+1
45deg
l2 60degOslash
D
Oslash d 2
Submicron grades
D L Type description
Dia tol d1 d2 l2 c[mm] [mm] [mm] ISO 286 [mm] [mm] [mm] [mm] CTS20D
600 58 RGMCY2 0600-058 +0-0008 h6 120 080 300 040
800 64 RGMCY2 0800-064 +0-0009 h6 160 110 400 060
1000 73 RGMCY2 1000-073 +0-0009 h6 200 140 500 080
1200 84 RGMCY2 1200-084 +0-0011 h6 220 160 600 080
1400 84 RGMCY2 1400-084 +0-0011 h6 240 170 700 080
1600 93 RGMCY2 1600-093 +0-0011 h6 260 190 800 080
1800 93 RGMCY2 1800-093 +0-0011 h6 280 200 900 100
2000 105 RGMCY2 2000-105 +0-0013 h6 300 210 1000 100
2500 125 RGMCY2 2500-125 +0-0013 h6 320 230 1250 100
Metric with through-coolant 3x 120deg
3x12
0deg
c
Oslash d
1
L+1
45deg
l2 60degOslash
D
Oslash d 2
Submicron grades
D L Type description
Dia tol d1 d2 l2 c[mm] [mm] [mm] ISO 286 [mm] [mm] [mm] [mm] CTS20D
600 58 RGMCY3 0600-058 +0-0008 h6 120 070 300 040
800 64 RGMCY3 0800-064 +0-0009 h6 160 090 400 060
1000 73 RGMCY3 1000-073 +0-0009 h6 200 120 500 080
1200 84 RGMCY3 1200-084 +0-0011 h6 220 130 600 080
1400 84 RGMCY3 1400-084 +0-0011 h6 240 140 700 080
1600 93 RGMCY3 1600-093 +0-0011 h6 260 150 800 080
1800 93 RGMCY3 1800-093 +0-0011 h6 280 160 900 100
2000 105 RGMCY3 2000-105 +0-0013 h6 300 170 1000 100
2500 125 RGMCY3 2500-125 +0-0013 h6 320 180 1250 100
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC WITH THROUGH-COOLANT
ROUND TOOL MATERIALS ndash P-LINE42
Metric with through-coolant 4x 90deg
4x90
deg
c
Oslash d
1
L+1
45deg
l2 60degOslash
D
Oslash d 2
Submicron grades
D L Type description
Dia tol d1 d2 l2 c[mm] [mm] [mm] ISO 286 [mm] [mm] [mm] [mm] CTS20D
600 58 RGMCY4 0600-058 +0-0008 h6 120 060 300 040
800 64 RGMCY4 0800-064 +0-0009 h6 160 080 400 060
1000 73 RGMCY4 1000-073 +0-0009 h6 200 100 500 080
1200 84 RGMCY4 1200-084 +0-0011 h6 220 110 600 080
1400 84 RGMCY4 1400-084 +0-0011 h6 240 120 700 080
1600 93 RGMCY4 1600-093 +0-0011 h6 260 130 800 080
1800 93 RGMCY4 1800-093 +0-0011 h6 280 140 900 100
2000 105 RGMCY4 2000-105 +0-0013 h6 300 150 1000 100
2500 125 RGMCY4 2500-125 +0-0013 h6 320 160 1250 100
Metric with through-coolant 5x 72deg
5x72deg
c
Oslash d
1
L+1
45deg
l2 60degOslash
D
Oslash d 2
Submicron grades
D L Type description
Dia tol d1 d2 l2 c[mm] [mm] [mm] ISO 286 [mm] [mm] [mm] [mm] CTS20D
600 58 RGMCY5 0600-058 +0-0008 h6 120 050 300 040
800 64 RGMCY5 0800-064 +0-0009 h6 160 070 400 060
1000 73 RGMCY5 1000-073 +0-0009 h6 200 090 500 080
1200 84 RGMCY5 1200-084 +0-0011 h6 220 100 600 080
1400 84 RGMCY5 1400-084 +0-0011 h6 240 110 700 080
1600 93 RGMCY5 1600-093 +0-0011 h6 260 120 800 080
1800 93 RGMCY5 1800-093 +0-0011 h6 280 130 900 100
2000 105 RGMCY5 2000-105 +0-0013 h6 300 140 1000 100
2500 125 RGMCY5 2500-125 +0-0013 h6 320 150 1250 100
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC WITH THROUGH-COOLANT
43ROUND TOOL MATERIALS ndash P-LINE
Inch
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[inch] [inch] [mm] ISO 286 [mm] CTS20D
18 1500 RGIC 18 - 150 +0-0008 h6 025
316 2000 RGIC 316 - 200 +0-0008 h6 040
14 2000 RGIC 14 - 200 +0-0009 h6 040
14 3000 RGIC 14 - 300 +0-0009 h6 040
516 2500 RGIC 516 - 250 +0-0009 h6 040
38 2500 RGIC 38 - 250 +0-0009 h6 040
38 3000 RGIC 38 - 300 +0-0009 h6 040
12 3000 RGIC 12 - 300 +0-0011 h6 080
12 4000 RGIC 12 - 400 +0-0011 h6 080
58 3500 RGIC 58 - 350 +0-0011 h6 080
34 4000 RGIC 34 - 400 +0-0013 h6 080
1 4000 RGIC 1 - 400 +0-0013 h6 080
1 6000 RGIC 1 - 600 +0-0013 h6 080
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS INCH
ROUND TOOL MATERIALS ndash P-LINE44
In addition to their geometrical precision thanks to a special grinding surface our drill blanks are also notable for the improved pull-out resistance of the tool shank The shank end corresponds to DIN 69090-3 and therefore complies with the standard for cutting tools which are suitable for MQLOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZITDetailed technical data for our drill blanks can be found in the lsquoInformationrsquo section
Drill blanks
45ROUND TOOL MATERIALS ndash P-LINE
3xD 5xD with through-coolant
cD1
d 1
D L
45deg
Drill blanks
xD factor
D L Type description
Dia tol Nominal pitch c D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] [mm] CTS20D
3 600 63 40GB2 06001907225-063 +0-0005 h5 2250 400 095 190 070
3 600 63 46GB2 06001605180-063 +0-0005 h5 1800 463 095 160 050
3 600 67 30GB2 06002708327-067 +0-0005 h5 3270 300 095 270 080
3 600 67 33GB2 06002209290-067 +0-0005 h5 2900 330 095 220 090
3 800 80 30GB2 08003410435-080 +0-0006 h5 4350 300 125 340 100
3 1000 90 30GB2 10004813544-090 +0-0006 h5 5440 300 135 480 130
3 1200 103 30GB2 12006317653-103 +0-0008 h5 6530 300 175 630 170
3 1400 108 30GB2 14006718762-108 +0-0008 h5 7620 300 195 670 180
3 1600 116 30GB2 16008020871-116 +0-0008 h5 8710 300 245 800 200
3 1800 124 30GB2 18009023980-124 +0-0008 h5 9800 300 275 900 230
3 2000 132 30GB2 2000100251088-132 +0-0009 h5 10880 300 325 1000 250
5 600 67 46GB2 06001605180-067 +0-0005 h5 1800 463 095 160 050
5 600 67 40GB2 06001907225-067 +0-0005 h5 2250 400 095 190 070
5 600 75 33GB2 06002209290-075 +0-0005 h5 2900 330 095 220 090
5 600 75 40GB2 06001907225-075 +0-0005 h5 2250 400 095 190 070
5 600 83 30GB2 06002708327-083 +0-0005 h5 3270 300 095 270 080
5 800 92 30GB2 08003410435-092 +0-0006 h5 4350 300 125 340 100
5 1000 104 30GB2 10004813544-104 +0-0006 h5 5440 300 135 480 130
5 1200 119 30GB2 12006317653-119 +0-0008 h5 6530 300 175 630 170
5 1400 125 30GB2 14006718762-125 +0-0008 h5 7620 300 195 670 180
5 1600 134 30GB2 16008020871-134 +0-0008 h5 8710 300 245 800 200
5 1800 144 30GB2 18009023980-144 +0-0008 h5 9800 300 275 900 230
5 2000 154 30GB2 2000100251088-154 +0-0009 h5 10880 300 325 1000 250
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
DRILL BLANKS 3XDndash12XD WITH THROUGH-COOLANT
ROUND TOOL MATERIALS ndash P-LINE46
8xD 12xD with through-coolant
cD1
d 1
D L
45deg
Drill blanks
xD factor
D L Type description
Dia tol Nominal pitch c D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] [mm] CTS20D
8 600 73 46GB2 06001605180-073 +0-0005 h5 1800 463 095 160 050
8 600 73 40GB2 06001907225-073 +0-0005 h5 2250 400 095 190 070
8 600 82 33GB2 06002209290-082 +0-0005 h5 2900 330 095 220 090
8 600 82 40GB2 06001907225-082 +0-0005 h5 2250 400 095 190 070
8 600 96 30GB2 06002708327-096 +0-0005 h5 3270 300 095 270 080
8 800 115 30GB2 08003410435-115 +0-0006 h5 4350 300 125 340 100
8 1000 143 30GB2 10004813544-143 +0-0006 h5 5440 300 135 480 130
8 1200 163 30GB2 12006317653-163 +0-0008 h5 6530 300 175 630 170
8 1400 179 30GB2 14006718762-179 +0-0008 h5 7620 300 195 670 180
8 1600 204 30GB2 16008020871-204 +0-0008 h5 8710 300 245 800 200
8 1800 223 30GB2 18009023980-223 +0-0008 h5 9800 300 275 900 230
8 2000 244 30GB2 2000100251088-244 +0-0009 h5 10880 300 325 1000 250
12 600 93 40GB2 06001907225-093 +0-0005 h5 2250 400 095 190 070
12 600 93 46GB2 06001605180-093 +0-0005 h5 1800 463 095 160 050
12 600 103 40GB2 06001907225-103 +0-0005 h5 2250 400 095 190 070
12 600 103 33GB2 06002209290-103 +0-0005 h5 2900 330 095 220 090
12 600 117 30GB2 06002708327-117 +0-0005 h5 3270 300 095 270 080
12 800 147 30GB2 08003410435-147 +0-0006 h5 4350 300 125 340 100
12 1000 163 30GB2 10004813544-163 +0-0006 h5 5440 300 135 480 130
12 1200 205 30GB2 12006317653-205 +0-0008 h5 6530 300 175 630 170
12 1400 231 30GB2 14006718762-231 +0-0008 h5 7620 300 195 670 180
12 1600 261 30GB2 16008020871-261 +0-0008 h5 8710 300 245 800 200
12 1800 286 30GB2 18009023980-286 +0-0008 h5 9800 300 275 900 230
12 2000 311 30GB2 2000100251088-311 +0-0009 h5 10880 300 325 1000 250
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
DRILL BLANKS 3XDndash12XD WITH THROUGH-COOLANT
47ROUND TOOL MATERIALS ndash P-LINE
For micro-drills with through-coolant
D1
Dd1
L
STG
d 2
l2
c
Blanks for micro-drills
D L Type description
Dia tol Nominal pitch c D1 d1 d2 l2[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] [mm] [mm] [mm] CTS20D
300 55 71G2 030002900532-055 +0-0004 h5 320 712 020 029 005 070 25
300 60 67G2 030003700740-060 +0-0004 h5 400 670 020 037 007 090 25
300 65 62G2 030004701050-065 +0-0004 h5 500 621 020 047 010 120 25
300 75 58G2 030006001360-075 +0-0004 h5 600 575 020 060 013 150 25
300 85 53G2 030007501672-085 +0-0004 h5 720 526 020 075 016 170 25
300 95 46G2 030009002090-095 +0-0004 h5 900 463 020 090 020
300 105 42G2 0300105025106-105 +0-0004 h5 1060 416 020 105 025
300 120 37G2 0300125030125-120 +0-0004 h5 1250 370 020 125 030
300 140 33G2 0300150035145-140 +0-0004 h5 1450 330 020 150 035
400 55 76G2 040002900532-055 +0-0005 h5 320 757 030 029 005 070 25
400 60 72G2 040003700740-060 +0-0005 h5 400 723 030 037 007 090 25
400 65 68G2 040004701050-065 +0-0005 h5 500 683 030 047 010 120 25
400 75 64G2 040006001360-075 +0-0005 h5 600 645 030 060 013 150 25
400 85 60G2 040007501672-085 +0-0005 h5 720 602 030 075 016 200 25
400 95 54G2 040009002090-095 +0-0005 h5 900 544 030 090 020 250 25
400 105 50G2 0400105025106-105 +0-0005 h5 1060 499 030 105 025
400 120 46G2 0400125030120-120 +0-0005 h5 1200 463 030 125 030
400 140 38G2 0400150035162-140 +0-0004 h5 1620 378 030 150 035
400 160 35G2 0400170040180-160 +0-0004 h5 1800 349 030 170 040
400 180 30G2 0400200045218-180 +0-0004 h5 2180 300 030 200 045
with power chamber without power chamber
STG
d 2
l2 STG
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
DRILL BLANKS FOR MICRO-DRILLS WITH THROUGH-COOLANT
ROUND TOOL MATERIALS ndash P-LINE48
Our range of sintered and ground rods with helical coolant holes supports the production of drills in a diameter range from 3 mm to 35 mmOur rods with helical coolant holes are available in the proven CTS20D grade for the universal machining of steel stainless steel or heat-resistant alloys and now also in CTS12D and the new high-performance grade CTS24Z for the machining of difficult materials like titanium or Inconel Having virtually the same hardness CTS24Z is even tougher than our proven CTS18D and CTS20D grades This extreme toughness offers maximum protection against breakage and ensures consistent performance of your toolsOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our rods with helical coolant holes can be found in the lsquoInformationrsquo section
Rods with helical coolant holes
49ROUND TOOL MATERIALS ndash P-LINE
As sintered
d1
D1
DL
With two coolant holes le 22deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS12D CTS20D
630 415 22R2 06301906469-415 4690 219 190 060
630 330 15R2 063026077035-330 7035 150 260 070
630 415 15R2 063026077035-415 7035 150 260 070
830 415 20R2 083033107034-415 7034 197 330 100
830 330 15R2 083036125938-330 9380 150 360 125
830 415 15R2 083036125938-415 9380 150 360 125
1030 415 19R2 10304401209380-415 9380 185 440 120
1030 330 15R2 103048014011725-330 11725 150 480 140
1030 415 15R2 103048014011725-415 11725 150 480 140
1230 415 18R2 123054015011725-415 11725 178 540 150
1230 330 15R2 123062515514070-330 14070 150 625 155
1230 415 15R2 123062515514070-415 14070 150 625 155
1430 330 15R2 143067019016414-330 16414 150 670 190
1430 415 15R2 143067019016414-415 16414 150 670 190
1630 330 15R2 16308021018759-330 18759 150 800 210
1830 330 15R2 183090232110-330 21100 150 900 230
2030 330 15R2 203010025023449-330 23449 150 1000 250
2230 330 15R2 22301202525794-330 25794 150 1200 250
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE50
As sintered
d1
D1
DL
With two coolant holes 23deg ndash 49deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS12D CTS20D CTS24Z
330 330 40R2 033003015112-330 1120 401 030 015
330 330 49R2 033005502082-330 820 490 055 020
330 330 39R2 033008023115-330 1150 393 080 023
330 330 34R2 033011035140-330 1400 340 110 035
330 330 30R2 0330140351632-330 1632 300 140 035
430 330 46R2 04301003120-330 1200 463 100 030
430 330 38R2 043012035162-330 1620 378 120 035
430 330 35R2 043016045180-330 1800 349 160 045
430 330 30R2 043021045218-330 2180 300 210 045
530 330 33R2 05302206245-330 2450 327 220 060
630 330 46R2 06301605180-330 1800 463 160 050
630 330 40R2 06301907225-330 2250 400 190 070
630 330 30R2 06302009327-330 3270 300 200 090
630 330 30R2 06302207327-330 3270 300 220 070
630 330 30R2 06302708327-330 3270 300 270 080
630 330 30R2 06303009327-330 3270 300 300 090
630 350 46R2 06301605180-350 1800 463 160 050
630 350 40R2 06301907225-350 2250 400 190 070
630 350 30R2 06302207327-350 3270 300 220 070
680 330 30R2 06802708354-330 3540 280 270 080
680 330 30R2 06803309354-330 3540 280 330 090
730 330 30R2 07303510381-330 3810 300 350 100
830 330 43R2 08302307272-330 2720 427 230 070
830 330 40R2 08302907300-330 3000 400 290 070
830 330 36R2 08303310350-330 3500 357 330 100
830 330 30R2 08303410435-330 4350 300 340 100
830 330 30R2 08304112435-330 4350 300 410 120
830 350 36R2 08303310350-350 3500 357 330 100
830 350 30R2 08303410435-350 4350 300 340 100
930 330 30R2 093043510490-330 4900 300 435 100
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
51ROUND TOOL MATERIALS ndash P-LINE
As sintered
d1
D1
DL
With two coolant holes 23deg ndash 49deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS12D CTS20D CTS24Z
980 330 30R2 09804813517-330 5170 287 480 130
1030 330 40R2 10302708370-330 3700 403 270 080
1030 330 34R2 10303911460-330 4600 343 390 110
1030 330 34R2 103044115460-330 4600 343 440 115
1030 330 30R2 10304813544-330 5440 300 480 130
1030 330 33R2 10305012490-330 4900 327 500 120
1130 330 40R2 11303208412-330 4120 400 320 080
1130 330 30R2 11305515599-330 5990 300 550 150
1180 330 30R2 11805515626-330 6260 289 550 150
1230 250 33R2 12305415570-250 5700 335 540 150
1230 250 30R2 12306317653-250 6530 300 630 170
1230 330 39R2 12303510463-330 4630 392 350 100
1230 330 40R2 12304009449-330 4490 400 400 090
1230 330 33R2 123050135570-330 5700 335 500 135
1230 330 33R2 12305415570-330 5700 335 540 150
1230 330 32R2 12306015599-330 5990 322 600 150
1230 330 30R2 12306317653-330 6530 300 630 170
1330 330 40R2 13304410487-330 4870 400 440 100
1330 330 30R2 13306516707-330 7070 300 650 160
1430 330 40R2 14304613524-330 5240 400 460 130
1430 330 34R2 14306016650-330 6500 341 600 160
1430 330 30R2 14306718762-330 7620 300 670 180
1430 330 30R2 14307020762-330 7620 300 700 200
1430 330 30R2 14307620762-330 7620 300 760 200
1530 330 30R2 15307620816-330 8160 300 760 200
1630 280 30R2 16308020871-280 8710 300 800 200
1630 330 40R2 16305512599-330 5990 400 550 120
1630 330 35R2 16307020730-330 7300 346 700 200
1630 330 30R2 16308020871-330 8710 300 800 200
1630 330 32R2 16308420816-330 8160 316 840 200
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE52
As sintered
d1
D1
DL
With two coolant holes 23deg ndash 49deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS12D CTS20D CTS24Z
1630 330 30R2 16308625871-330 8710 300 860 250
1730 330 40R2 173057513636-330 6360 400 575 130
1730 330 30R2 17308925925-330 9250 300 890 250
1830 330 40R2 18305616680-330 6800 397 560 160
1830 330 40R2 18306317680-330 6800 397 630 170
1830 330 35R2 183077522820-330 8200 346 775 220
1830 330 30R2 18309327980-330 9800 300 930 270
1980 330 30R2 198096241061-330 10610 294 960 240
2030 330 37R2 20306517843-330 8430 367 650 170
2030 330 40R2 20307115749-330 7490 400 710 150
2030 330 30R2 2030100251088-330 10880 300 1000 250
2030 330 30R2 2030107321088-330 10880 300 1070 320
2130 330 30R2 21301065201142-330 11420 300 1065 200
2130 330 30R2 2130115321142-330 11420 300 1150 320
2230 330 40R2 22307717824-330 8240 400 770 170
2230 330 33R2 22301002501080-330 10800 326 1000 250
2230 330 30R2 2230113201197-330 11970 300 1130 200
2230 330 30R2 2230115341197-330 11970 300 1150 340
2530 330 40R2 253077175936-330 9360 400 770 175
2530 330 33R2 2530120321190-330 11900 330 1200 320
2830 330 39R2 283090201077-330 10770 392 900 200
2830 330 29R2 2830148251590-330 15900 290 1480 250
3030 330 39R2 3030100201160-330 11600 391 1000 200
3030 330 29R2 3030160251720-330 17200 287 1600 250
3230 330 40R2 3230110201198-330 11980 400 1100 200
3230 330 29R2 3230170301778-330 17780 295 1700 300
3530 330 30R2 3530180301895-330 18950 300 1800 300
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
53ROUND TOOL MATERIALS ndash P-LINE
As sintered
d1
D1
DL
With two coolant holes extra-long 23deg ndash 49deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS20D
630 430 46R2 06301605180-430 1800 463 160 050
630 430 40R2 06301907225-430 2250 400 190 070
630 430 30R2 06302207327-430 3270 300 220 070
630 430 30R2 06303009327-430 3270 300 300 090
830 430 30R2 08303410435-430 4350 300 340 100
1030 430 30R2 10304813544-430 5440 300 480 130
1030 530 30R2 10304813544-530 5440 300 480 130
1230 430 30R2 12306317653-430 6530 300 630 170
1230 530 30R2 12306317653-530 6530 300 630 170
1430 430 30R2 14306718762-430 7620 300 670 180
1430 530 30R2 14306718762-530 7620 300 670 180
1630 430 30R2 16308020871-430 8710 300 800 200
1630 530 30R2 16308020871-530 8710 300 800 200
1830 530 30R2 18309327980-530 9800 300 930 270
1830 430 30R2 18309327980-430 9800 300 930 270
2030 430 30R2 2030100251088-430 10880 300 1000 250
2030 530 30R2 2030100251088-530 10880 300 1000 250
2530 530 33R2 2530120321190-530 11900 334 1200 320
2530 430 33R2 2530120321190-430 11900 334 1200 320
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE54
As sintered
d1
D1
DL
With two coolant holes ge 50deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS20D
1030 330 50R2 10302307260-330 2600 504 230 070
1230 330 51R2 12302307301-330 3010 514 230 070
1330 330 50R2 13302607340-330 3400 502 260 070
1630 330 50R2 16303710420-330 4200 501 370 100
2030 330 50R2 20304412527-330 5270 500 440 120
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
55ROUND TOOL MATERIALS ndash P-LINE
As sintered
D
D1
Ld1
With three coolant holes
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS20D
630 330 30R3 06303006327-330 3270 312 300 060
830 330 40R3 08302907300-330 3000 400 290 070
830 330 30R3 083040075435-330 4350 300 400 075
1030 330 40R3 103035075370-330 3700 403 350 075
1030 330 30R3 10304910544-330 5440 300 490 100
1230 330 40R3 12304009449-330 4490 400 400 090
1230 330 30R3 12306011653-330 6530 300 600 110
1430 330 40R3 143046512524-330 5240 400 465 120
1430 330 30R3 14307113762-330 7620 300 710 130
1630 330 40R3 16305512599-330 5990 400 550 120
1630 330 30R3 16308315870-330 8700 300 830 150
1830 330 40R3 183062515674-330 6740 400 625 150
1830 330 30R3 18309617980-330 9800 300 960 170
2030 330 40R3 20307115749-330 7490 400 710 150
2030 330 30R3 2030104201088-330 10880 300 1040 200
2230 330 40R3 22307717824-330 8240 400 770 170
2230 330 30R3 2230107201197-330 11970 300 1070 200
2530 330 40R3 25308117936-330 9360 400 810 170
2530 330 33R3 2530115221190-330 11900 334 1150 220
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE56
As sintered
D1
D2
DL
d 2d 1
With four coolant holes
D L Type description
Nominal pitch D1 d1 D2 d2
[mm] [mm] [mm] [deg] [mm] [mm] [mm] [mm] CTS20D
830 330 33R4 08301939040838-330 3810 334 190 040 390 080
830 330 30R4 083022450450944-330 4350 297 220 045 450 090
1030 330 33R4 10302551051049-330 4900 327 250 050 510 100
1030 330 30R4 10302857061154-330 5440 300 280 060 570 110
1230 330 32R4 12303163071260-330 5990 322 310 070 630 120
1230 330 30R4 12303469071465-330 6530 300 340 070 690 140
1430 330 32R4 14303675081570-330 7070 319 360 080 750 150
1430 330 30R4 14303981081676-330 7620 300 390 080 810 160
1630 330 30R4 16304490091887-330 8710 300 440 090 900 180
1830 330 30R4 183050102102098-330 9800 300 500 100 1020 200
2030 330 30R4 203561141223109-330 10880 300 560 120 1140 230
2230 330 30R4 223611261225120-330 11970 300 610 120 1260 250
2530 330 29R4 253691411428139-330 13930 294 690 140 1410 280
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
57ROUND TOOL MATERIALS ndash P-LINE
Ground
DLd1
D1
With two coolant holes le 22deg
D L Type description
Dia tol Nominal pitch D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] CTS20D
600 330 15G2 060026077035-330 +0-0008 h6 7035 150 260 070
800 330 15G2 080036125938-330 +0-0009 h6 9380 150 360 125
1000 330 15G2 100048014011725-330 +0-0009 h6 11725 150 480 140
1200 330 15G2 120062515514070-330 +0-0011 h6 14070 150 625 155
1400 330 15G2 140067019016414-330 +0-0011 h6 16414 150 670 190
1600 330 15G2 16008021018759-330 +0-0011 h6 18759 150 800 210
1800 330 15G2 180090232110-330 +0-0011 h6 21100 150 900 230
2000 330 15G2 200010025023449-330 +0-0013 h6 23449 150 1000 250
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES GROUND
ROUND TOOL MATERIALS ndash P-LINE58
Ground
DLd1
D1
With two coolant holes 23deg ndash 49deg
D L Type description
Dia tol Nominal pitch D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] CTS20D
600 330 40G2 06001907225-330 +0-0008 h6 2250 400 190 070
600 330 30G2 06003009327-330 +0-0008 h6 3270 300 300 090
800 330 43G2 08002307272-330 +0-0009 h6 2720 427 230 070
800 330 30G2 08003410435-330 +0-0009 h6 4350 300 340 100
1000 330 40G2 10002708370-330 +0-0009 h6 3700 400 270 080
1000 330 30G2 10004813544-330 +0-0009 h6 5440 300 480 130
1200 330 39G2 12003510463-330 +0-0011 h6 4630 390 350 100
1200 330 30G2 12006317653-330 +0-0011 h6 6530 300 630 170
1400 330 40G2 14004613524-330 +0-0011 h6 5240 400 460 130
1400 330 30G2 14006718762-330 +0-0011 h6 7620 300 670 180
1600 330 40G2 16005512599-330 +0-0011 h6 5990 400 550 120
1600 330 30G2 16008020871-330 +0-0011 h6 8710 300 800 200
1800 330 40G2 18006317680-330 +0-0011 h6 6800 397 630 170
1800 330 30G2 18009327980-330 +0-0011 h6 9800 300 930 270
2000 330 40G2 20007115749-330 +0-0013 h6 7490 400 710 150
2000 330 30G2 2000100251088-330 +0-0013 h6 10880 300 1000 250
2500 330 40G2 250077175936-330 +0-0013 h6 9360 400 770 175
2500 330 33G2 2500120321190-330 +0-0013 h6 11900 334 120 320
3200 330 40G2 3200110201198-330 +0-0016 h6 11980 400 1100 200
3200 330 29G2 3200170301778-330 +0-0016 h6 17780 295 1700 300
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES GROUND
59ROUND TOOL MATERIALS ndash P-LINE
Ground
D
D1
Ld1
With three coolant holes
D L Type description
Dia tol Nominal pitch D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] CTS20D
600 330 30G3 06003006327-330 +0-0008 h6 3270 300 300 060
800 330 30G3 080040075435-330 +0-0009 h6 4350 300 400 075
1000 330 30G3 10004910544-330 +0-0009 h6 5440 300 490 100
1200 330 30G3 12006011653-330 +0-0011 h6 6530 300 600 110
1400 330 30G3 14007113762-330 +0-0011 h6 7620 300 710 130
1600 330 30G3 16008315870-330 +0-0011 h6 8700 300 830 150
1800 330 30G3 18009617980-330 +0-0011 h6 9800 300 960 170
2000 330 30G3 2000104201088-330 +0-0013 h6 10880 300 1040 200
2500 330 33G3 2500115221190-330 +0-0013 h6 11900 330 1150 220
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES GROUND
ROUND TOOL MATERIALS ndash P-LINE60
Our standard range includes sintered and ground rods with one central or two straight coolant holes In addition to our established carbide grades we offer a selection of dimensions in the cermet grade CTF28T which has been specially developed for the finish machining of steelOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our rods with straight coolant holes can be found in the lsquoInformationrsquo section
Rods with straight coolant holes
61ROUND TOOL MATERIALS ndash P-LINE
As sintered
d1
D
L
With central coolant hole ultra-fine grades
D L Type description
d1
[mm] [mm] [mm] TSF44
645 330 00R1 064510-330 100
855 330 00R1 085513-330 130
1055 330 00R1 105513-330 130
1055 330 00R1 105520-330 200
1255 330 00R1 125520-330 200
1470 330 00R1 147020-330 200
1670 330 00R1 167020-330 200
2070 330 00R1 207030-330 300
As sintered
d1
D
L
With central coolant hole submicron grades
D L Type description
d1
[mm] [mm] [mm] CTS15D CTS20D
495 330 00R1 049506-330 060
630 330 00R1 063010-330 100
645 330 00R1 064510-330 100
830 330 00R1 083013-330 130
855 330 00R1 085513-330 130
855 330 00R1 085520-330 200
1030 330 00R1 103020-330 200
1055 330 00R1 105513-330 130
1055 330 00R1 105520-330 200
1130 330 00R1 113020-330 200
1230 330 00R1 123020-330 200
1255 330 00R1 125520-330 200
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE62
As sintered
d1
D
L
With central coolant hole submicron grades
D L Type description
d1
[mm] [mm] [mm] CTS15D CTS20D
1330 330 00R1 133020-330 200
1430 330 00R1 143020-330 200
1470 330 00R1 147020-330 200
1630 330 00R1 163020-330 200
1670 330 00R1 167020-330 200
1830 330 00R1 183030-330 300
1870 330 00R1 187030-330 300
2030 330 00R1 203030-330 300
2070 330 00R1 207030-330 300
2530 330 00R1 253030-330 300
2830 330 00R1 283040-330 400
3030 330 00R1 303050-330 500
3230 330 00R1 323050-330 500
As sintered
d1
D
L
With central coolant hole cermet
D L Type description
d1
[mm] [mm] [mm] CTF28T
645 330 00R1 064510-330 100
855 330 00R1 085513-330 130
1055 330 00R1 105520-330 200
1255 330 00R1 125520-330 200
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
63ROUND TOOL MATERIALS ndash P-LINE
As sintered
D1
D
Ld1
With two straight coolant holes submicron grades
D L Type description
D1 d1
[mm] [mm] [mm] [mm] CTS15D CTS20D
330 330 00R2 0330110425-330 110 043
420 330 00R2 042011045-330 110 045
520 330 00R2 05202009-330 200 090
620 330 00R2 06201105-330 110 050
620 330 00R2 06201509-330 150 090
620 330 00R2 06201706-330 170 060
620 330 00R2 06202009-330 200 090
620 330 00R2 06202309-330 230 090
620 330 00R2 06202609-330 260 090
620 330 00R2 06203012-330 300 120
720 330 00R2 07202009-330 200 090
720 330 00R2 07203009-330 300 090
820 330 00R2 08202009-330 200 090
820 330 00R2 08202609-330 260 090
820 330 00R2 08202612-330 260 120
820 330 00R2 08203410-330 340 100
820 330 00R2 08203515-330 350 150
820 330 00R2 08204009-330 400 090
920 330 00R2 09202612-330 260 120
920 330 00R2 09203515-330 350 150
920 330 00R2 09203812-330 380 120
920 330 00R2 09204013-330 400 130
1020 330 00R2 10202010-330 200 100
1020 330 00R2 10202612-330 260 120
1020 330 00R2 10202810-330 280 100
1020 330 00R2 10203515-330 350 150
1020 330 00R2 10204214-330 420 140
1020 330 00R2 10205012-330 500 120
1020 330 00R2 10205214-330 520 140
1220 330 00R2 12202612-330 260 120
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE64
As sintered
D1
D
Ld1
With two straight coolant holes submicron grades
D L Type description
D1 d1
[mm] [mm] [mm] [mm] CTS15D CTS20D
1220 330 00R2 12203515-330 350 150
1220 330 00R2 12204815-330 480 150
1220 330 00R2 12205020-330 500 200
1220 330 00R2 12206015-330 600 150
1320 330 00R2 13205420-330 540 200
1420 330 00R2 14203515-330 350 150
1420 330 00R2 14205020-330 500 200
1420 330 00R2 14205017-330 500 170
1420 330 00R2 14205820-330 580 200
1420 330 00R2 14207020-330 700 200
1520 330 00R2 15205020-330 500 200
1620 330 00R2 16203515-330 350 150
1620 330 00R2 16205015-330 500 150
1620 330 00R2 16205020-330 500 200
1620 400 00R2 16206220-400 620 200
1620 330 00R2 16206625-330 660 250
1620 330 00R2 16208020-330 800 200
1620 415 00R2 16208020-415 800 200
1820 330 00R2 18205020-330 500 200
1820 330 00R2 18206020-330 600 200
1820 330 00R2 18207525-330 750 250
1820 330 00R2 18209020-330 900 200
1920 330 00R2 19207925-330 790 250
2020 330 00R2 20203515-330 350 150
2020 330 00R2 20206020-330 600 200
2020 330 00R2 20206220-330 620 200
2020 330 00R2 20208225-330 820 250
2020 330 00R2 202010025-330 1000 250
2120 330 00R2 21207023-330 700 230
2220 330 00R2 22207023-330 700 230
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
65ROUND TOOL MATERIALS ndash P-LINE
As sintered
D1
D
Ld1
With two straight coolant holes submicron grades
D L Type description
D1 d1
[mm] [mm] [mm] [mm] CTS15D CTS20D
2220 330 00R2 222010530-330 1050 300
2530 330 00R2 25306220-330 620 200
2530 330 00R2 25308020-330 800 200
2530 330 00R2 253010025-330 1000 250
2530 330 00R2 253012030-330 1200 300
2630 330 00R2 26307520-330 750 200
2630 330 00R2 263012030-330 1200 300
2830 330 00R2 283013030-330 1300 300
3030 330 00R2 303013030-330 1300 300
3230 330 00R2 32309022-330 900 220
3230 330 00R2 323013830-330 1380 300
3430 330 00R2 343013830-330 1380 300
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE66
Ground
DLd1
With central coolant hole submicron grades
D L Type description
Dia tol d1
[mm] [mm] [mm] ISO 286 [mm] CTS15D
600 330 00G1 060010-330 +0-0008 h6 100
800 330 00G1 080013-330 +0-0009 h6 130
1000 330 00G1 100020-330 +0-0009 h6 200
1200 330 00G1 120020-330 +0-0011 h6 200
1400 330 00G1 140020-330 +0-0011 h6 200
1600 330 00G1 160020-330 +0-0011 h6 200
1600 330 00G1 160030-330 +0-0011 h6 300
2000 330 00G1 200030-330 +0-0013 h6 300
2500 330 00G1 250030-330 +0-0013 h6 300
3200 330 00G1 320050-330 +0-0016 h6 500
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES GROUND
67ROUND TOOL MATERIALS ndash P-LINE
Ground
D1
D
Ld1
With two coolant holes submicron grades
D L Type description
Dia tol D1 d1
[mm] [mm] [mm] ISO 286 [mm] [mm] CTS15D
600 330 00G2 06001509-330 +0-0008 h6 150 090
600 330 00G2 06003012-330 +0-0008 h6 300 120
800 330 00G2 08002009-330 +0-0009 h6 200 090
800 330 00G2 08004009-330 +0-0009 h6 400 090
1000 330 00G2 10002810-330 +0-0009 h6 280 100
1000 330 00G2 10005214-330 +0-0009 h6 520 140
1200 330 00G2 12003515-330 +0-0011 h6 350 150
1200 330 00G2 12006015-330 +0-0011 h6 600 150
1400 330 00G2 14005017-330 +0-0011 h6 500 170
1400 330 00G2 14007020-330 +0-0011 h6 700 200
1600 330 00G2 16005015-330 +0-0011 h6 500 150
1600 330 00G2 16008020-330 +0-0011 h6 800 200
1800 330 00G2 18006020-330 +0-0011 h6 600 200
1800 330 00G2 18009020-330 +0-0011 h6 900 200
2000 330 00G2 20006220-330 +0-0013 h6 620 200
2000 330 00G2 200010025-330 +0-0013 h6 1000 250
2500 330 00G2 25006220-330 +0-0013 h6 620 200
2500 330 00G2 25008020-330 +0-0013 h6 800 200
2500 330 00G2 250012030-330 +0-0013 h6 1200 300
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES GROUND
ROUND TOOL MATERIALS ndash P-LINE68
We offer a complete stock range of rods and tips for the production of solid carbide or brazed gun drills These include rods with a kidney-shaped coolant hole profiled rods with one or two coolant holes and profiled tips with two cool-ant holes Our blanks for gun drills are available in the proven CTS20D grade for the uni-versal machining of steel stainless steel or heat-resistant alloys some dimen-sions can also be ordered in grade CTF12E a fine-grain grade specifically for gun drills with an optimised balance between hardness and toughnessOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our gun drill blanks can be found in the lsquoInformationrsquo section
Blanks for gun drills
69ROUND TOOL MATERIALS ndash P-LINE
Rods
D
L
Rods with kidney-shaped coolant holes submicron grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTS20D
240 310 GDRK 0240-310 plusmn015
260 310 GDRK 0260-310 plusmn015
290 310 GDRK 0290-310 plusmn015
315 310 GDRK 0315-310 plusmn015
345 310 GDRK 0345-310 plusmn015
350 310 GDRK 0350-310 plusmn015
390 310 GDRK 0390-310 plusmn015
440 310 GDRK 0440-310 plusmn015
490 310 GDRK 0490-310 plusmn015
550 310 GDRK 0550-310 plusmn015
600 310 GDRK 0600-310 plusmn015
650 310 GDRK 0650-310 plusmn015
710 310 GDRK 0710-310 plusmn015
760 310 GDRK 0760-310 plusmn015
810 310 GDRK 0810-310 plusmn015
830 310 GDRK 0830-310 plusmn015
870 310 GDRK 0870-310 plusmn015
920 310 GDRK 0920-310 plusmn015
1060 310 GDRK 1060-310 plusmn015
1130 310 GDRK 1130-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
ROUND TOOL MATERIALS ndash P-LINE70
Rods
D
L
Rods with kidney-shaped coolant hole fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
240 310 GDRK 0240-310 plusmn015
260 310 GDRK 0260-310 plusmn015
290 310 GDRK 0290-310 plusmn015
315 310 GDRK 0315-310 plusmn015
345 310 GDRK 0345-310 plusmn015
350 310 GDRK 0350-310 plusmn015
390 310 GDRK 0390-310 plusmn015
440 310 GDRK 0440-310 plusmn015
490 310 GDRK 0490-310 plusmn015
550 310 GDRK 0550-310 plusmn015
600 310 GDRK 0600-310 plusmn015
650 310 GDRK 0650-310 plusmn015
710 310 GDRK 0710-310 plusmn015
760 310 GDRK 0760-310 plusmn015
810 310 GDRK 0810-310 plusmn015
830 310 GDRK 0830-310 plusmn015
870 310 GDRK 0870-310 plusmn015
920 310 GDRK 0920-310 plusmn015
1060 310 GDRK 1060-310 plusmn015
1130 310 GDRK 1130-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
71ROUND TOOL MATERIALS ndash P-LINE
Rods
120deg
D
L
Profiled rods with kidney-shaped coolant hole 120deg submicron grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTS20D
240 310 GDVK 0240-310 plusmn015
260 310 GDVK 0260-310 plusmn015
290 310 GDVK 0290-310 plusmn015
315 310 GDVK 0315-310 plusmn015
345 310 GDVK 0345-310 plusmn015
390 310 GDVK 0390-310 plusmn015
440 310 GDVK 0440-310 plusmn015
490 310 GDVK 0490-310 plusmn015
550 310 GDVK 0550-310 plusmn015
600 310 GDVK 0600-310 plusmn015
650 310 GDVK 0650-310 plusmn015
710 310 GDVK 0710-310 plusmn015
760 310 GDVK 0760-310 plusmn015
810 310 GDVK 0810-310 plusmn015
870 310 GDVK 0870-310 plusmn015
920 310 GDVK 0920-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
ROUND TOOL MATERIALS ndash P-LINE72
Rods
120deg
D
L
Profiled rods with kidney-shaped coolant hole 120deg fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
240 310 GDVK 0240-310 plusmn015
260 310 GDVK 0260-310 plusmn015
290 310 GDVK 0290-310 plusmn015
315 310 GDVK 0315-310 plusmn015
345 310 GDVK 0345-310 plusmn015
390 310 GDVK 0390-310 plusmn015
440 310 GDVK 0440-310 plusmn015
490 310 GDVK 0490-310 plusmn015
550 310 GDVK 0550-310 plusmn015
600 310 GDVK 0600-310 plusmn015
650 310 GDVK 0650-310 plusmn015
710 310 GDVK 0710-310 plusmn015
760 310 GDVK 0760-310 plusmn015
810 310 GDVK 0810-310 plusmn015
870 310 GDVK 0870-310 plusmn015
920 310 GDVK 0920-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
73ROUND TOOL MATERIALS ndash P-LINE
Rods
115deg
D
L
Profiled rods with two coolant hole 115deg fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
1350 310 GDV2 1350115-310 plusmn020
1390 310 GDV2 1390115-310 plusmn020
1450 310 GDV2 1450115-310 plusmn020
1550 310 GDV2 1550115-310 plusmn020
1650 310 GDV2 1650115-310 plusmn020
1750 310 GDV2 1750115-310 plusmn020
1860 310 GDV2 1860115-310 plusmn020
1960 310 GDV2 1960115-310 plusmn025
2060 310 GDV2 2060115-310 plusmn025
2160 310 GDV2 2160115-310 plusmn025
ensp limitedenspstockensp ensp ensp stockenspitemensp ensp ensp newenspstockenspitemensp ensp Otherenspgradesenspandenspdimensionsenspuponensprequest
BLANKSenspFORenspGUNenspDRILLSenspenspRODS
ROUND TOOL MATERIALS ndash P-LINE74
Rods
120deg
D
L
Profiled rods with two coolant hole 120deg fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
550 310 GDV2 0550-310 plusmn015
600 310 GDV2 0600-310 plusmn015
650 310 GDV2 0650-310 plusmn015
710 310 GDV2 0710-310 plusmn015
760 310 GDV2 0760-310 plusmn015
810 310 GDV2 0810-310 plusmn015
870 310 GDV2 0870-310 plusmn015
920 310 GDV2 0920-310 plusmn015
970 310 GDV2 0970-310 plusmn015
1080 310 GDV2 1080-310 plusmn015
1130 310 GDV2 1130-310 plusmn015
1180 310 GDV2 1180-310 plusmn015
1230 310 GDV2 1230-310 plusmn015
1280 310 GDV2 1280-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
75ROUND TOOL MATERIALS ndash P-LINE
Tips
115deg
L
D
Profiled tips with two coolant holes 115deg fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
1350 40 GDV2P 1350-040 plusmn020
1450 40 GDV2P 1450-040 plusmn020
1550 40 GDV2P 1550-040 plusmn020
1650 40 GDV2P 1650-040 plusmn020
1750 40 GDV2P 1750-040 plusmn020
1860 40 GDV2P 1860-040 plusmn025
1960 45 GDV2P 1960-045 plusmn025
2060 45 GDV2P 2060-045 plusmn025
2160 45 GDV2P 2160-045 plusmn025
2260 50 GDV2P 2260-050 plusmn025
2360 50 GDV2P 2360-050 plusmn025
2460 55 GDV2P 2460-055 plusmn025
2560 55 GDV2P 2560-055 plusmn025
2660 55 GDV2P 2660-055 plusmn025
2720 55 GDV2P 2720-055 plusmn025
2870 65 GDV2P 2870-065 plusmn025
3080 65 GDV2P 3080-065 plusmn025
3310 65 GDV2P 3310-065 plusmn025
3610 75 GDV2P 3610-075 plusmn025
3910 75 GDV2P 3910-075 plusmn025
4000 80 GDV2P 4000-080 plusmn030
4200 80 GDV2P 4200-080 plusmn030
4500 80 GDV2P 4500-080 plusmn030
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS TIPS
ROUND TOOL MATERIALS ndash P-LINE76
Our flat and square strips in the proven CTS20D grade and in a wide variety of dimensions are available directly from stock Our brazing tips are characterised by very good brazability and can be supplied upon request in the most com-mon DIN dimensions Our stock range includes DIN 8011 brazing tips in grade CTS12D as well as in the cermet grade CTF28T (especially suited to the finish machining of steel materials)Of course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our flat and square strips can be found in the lsquoInfor-mationrsquo section
Flat and square strips brazing tips
77ROUND TOOL MATERIALS ndash P-LINE
Flat strips
S
L
H
Submicron grade
Type description
H S L[mm] [mm] [mm] CTS20D
FR 02300530-330 530 230 330
FR 02300630-330 630 230 330
FR 02300830-330 830 230 330
FR 02301030-330 1030 230 330
FR 02301630-330 1630 230 330
FR 03300430-330 430 330 330
FR 03300530-330 530 330 330
FR 03300630-330 630 330 330
FR 03300830-330 830 330 330
FR 03301030-330 1030 330 330
FR 03301230-330 1230 330 330
FR 03301630-330 1630 330 330
FR 03302030-330 2030 330 330
FR 04300630-330 630 430 330
FR 04300830-330 830 430 330
FR 04301030-330 1030 430 330
FR 04301330-330 1330 430 330
FR 04301630-330 1630 430 330
FR 04302030-330 2030 430 330
FR 05301030-330 1030 530 330
FR 05301330-330 1330 530 330
FR 06301030-330 1030 630 330
FR 06301330-330 1330 630 330
FR 08301230-330 1230 830 330
FR 08301630-330 1630 830 330
FR 10301630-330 1630 1030 330
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
FLAT AND SQUARE STRIPS BRAZING TIPS FLAT STRIPS
ROUND TOOL MATERIALS ndash P-LINE78
Square strips
S
LH
Submicron grade
Type description
H S L[mm] [mm] [mm] CTS20D
SR 0330-330 330 330 330
SR 0430-330 430 430 330
SR 0530-330 530 530 330
SR 0830-330 830 830 330
SR 1030-330 1030 1030 330
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
FLAT AND SQUARE STRIPS BRAZING TIPS SQUARE STRIPS
79ROUND TOOL MATERIALS ndash P-LINE
Brazing tips to DIN 8011
L
St
c
e
r
Form R
Type description
L e S r c t[mm] [mm] [mm] [mm] [mm] [mm] CTF28T CTS12D
DIN 8011 R 12 12 500 080 2500 080 200
DIN 8011 R 16 16 710 120 2500 100 250
DIN 8011 R 19 19 900 140 2500 100 300
DIN 8011 R 22 22 1120 180 2500 140 350
DIN 8011 R 25 25 1500 220 2500 140 400
DIN 8011 R 30 30 1800 280 2500 140 500
Brazing tips to DIN 8011
L
St
c
e
r
Form T
Type description
L e S r c t[mm] [mm] [mm] [mm] [mm] [mm] CTS12D
DIN 8011 T 12 12 450 120 1500 100 300
DIN 8011 T 16 16 750 160 1500 100 350
DIN 8011 T 19 19 750 200 2500 180 450
DIN 8011 T 22 22 950 250 2500 250 560
DIN 8011 T 25 25 1000 280 2500 300 800
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
FLAT AND SQUARE STRIPS BRAZING TIPS DIN 8011 BRAZING TIPS
ROUND TOOL MATERIALS ndash P-LINE80
Brazing tips to DIN 8011
L
St
c
e
r
Form U
Type description
L e S r c t[mm] [mm] [mm] [mm] [mm] [mm] CTS12D
DIN 8011 U 12 12 140 120 1500 100 560
DIN 8011 U 16 16 400 160 1500 100 670
DIN 8011 U 19 19 250 200 2500 180 800
DIN 8011 U 22 22 280 250 2500 250 1120
DIN 8011 U 25 25 400 280 2500 300 1400
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
FLAT AND SQUARE STRIPS BRAZING TIPS DIN 8011 BRAZING TIPS
81ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE82
Special products
In addition to our standard programme we also offer individual solutions for our rods Thanks to our comprehensive manufacturing possibilities we can also implement your most demanding requirements Whether special coolant hole profiles large helix angles or other customised versions see for yourself and benefit from our expertiseIn our up-to-date grinding department we also produce semi-finished ground articles in high volumes as well as in small batches
83ROUND TOOL MATERIALS
Broad selection of diameters and grades starting at 040 mm eg for erosion electrodes up to 80 mm for special tools For semi-finished tools bigger than that we offer customised preforms
Solid carbide or coolant hole rods up to a metre in length are no problem for us Close tolerance production techniques of spiral through hole rod minimise the risk of grinding through into the coolant channels Using leading-edge technologies we are also able to deliver coolant hole rod with pre-formed flutes if required
Increasingly tool producers rely on prefabricated semi-finished products In this context we offer ground cut-to-lengths in a variety of versions For example steps tapers cones male or female centres ball noses chamfers recesses ground holes and many others
Thanks to our modern extrusion processes we can offer you a variety of coolant hole profiles
Available types
SPECIAL PRODUCTS AVAILABLE TYPES
ROUND TOOL MATERIALS ndash P-LINE84
Preforms
In addition to our comprehensive range of rods we also offer various types of preforms for rotary cutting tools The products include both blanks and semi-fin-ished tools for solid carbide and PCD tools exchangeable head systems and tool shanks Years of experience in the field of blank machining combined with a state-of-the-art production plant make it possible for us to produce the most complex near net shape geometries with short delivery times In particular for tool shanks and PCD tool bodies we have developed the new grade CTF25E which is ideal even for the most sophisticated tool versions with narrow shapes and critical transitions
85ROUND TOOL MATERIALS ndash P-LINE
Preformed seats for PCD inserts
Based on your drawings of blanks or finished parts we are able to produce outside diameters of up to approx 300 mm and lengths of approx 500 mm Ideally you should provide us with digital drawings or 3-D models (stp prthellip)
Straight and helical chip flutes
Ground shanks
External and internal thread
Coolant holes
As sintered male or female centres
emspDiameter as sintered up to around 500 mmemspLengths up to around 300 mm
Available types
PREFORMS AVAILABLE TYPES
ROUND TOOL MATERIALS ndash P-LINE86
Individually designed coolant exit holes can be formed into the blank
emspOutside and inside threadsemspMetric ISO threads as sintered tolerance class 8HemspUN threads as sinteredemspSpecial threads upon requestemspGround threads are possible upon request
emspFemale and male centresemspFemale centres to DIN 332emspAs sintered centres (form R preferred)emspUpon request ground version also available
emspUpon request ground version also available for example ground shank to h6
Our preformed chip flutes and insert seats with optimised machining allowance make it possible to save production costs thanks to reduced grinding times in tool production
Do not hesitate to contact us with questions about possible variations We will be pleased to help you design blanks for cost-efficient production of precision tools
emspAxial holes from Oslash 065 mmemspRadial exit holes from Oslash 05 mm and greateremspSmaller holes available depending on the depth and upon
request
PREFORMS AVAILABLE TYPES
87ROUND TOOL MATERIALS ndash P-LINE
[m ] [gcm3] HV30 HRA [MPa] [psi] [MPam frac12]
CTS12D K05 ndash K10 C-3 60 1480 1820 931 3600 522100 93CTS15D K10 ndash K30 C-3 75 1470 1750 928 3700 536000 95CTS20D K20 ndash K40 C-2 100 1438 1600 919 4000 580100 104
[m ] [gcm3] HV30 HRA [MPa] [psi] [MPam frac12]
CTF25E K30 ndash K40 C-2 125 1415 1300 895 3500 507600 150
Grades composition and properties
GradeDensity Hardness
US codeBinder
ISO code
Transverse rupture strength KIC (Shetty)
Submicron grade
An extensive stock of the most important grades makes short-est delivery times for customised blanks possible
Our CTF25E fine-grain grade has been specially designed for PCD tools and tool shanks
The coarser grain structure combined with higher cobalt con-tent provides this grade with increased resistance to break-age and excellent brazability
CTF25E vs CTS20D
Of course we also offer preforms in all other Round Tool Materials grades upon request
GradeDensity Hardness
US codeBinder
ISO code
Transverse rupture strength KIC (Shetty)
Fine grain grade
CTS20D CTF25E Grain size Cobalt content Additives Hardness Transverse rupture strength Fracture toughness KIC
submicron fine grain1001151600 HV304000 MPa104 MPam05
125121300 HV303500 MPa15 MPam05
CTS20D CTF25E
PREFORMS GRADES COMPOSITION AND PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE88
[mm]03
max deflection
Straightness
1
1000 1
1000 1
1000
1
1000
Min wall thicknesses and hole distancesgeemsp1emspmm
Wall thicknesses
min 1 mm
min 1 mm
Diameter steps
Different diameters dia stepsD1 ndash D2 ge1 mmD 1D
1
[mm] [mm] [plusmn]lt 20 055 plusmn015
gt 20 ndash 35 060 plusmn020gt 35 ndash 45 065 plusmn025gt 45 ndash 55 070 plusmn030gt 55 ndash 70 085 plusmn035
gt 70 ndash 100 090 plusmn040gt 100 ndash 150 100 plusmn050
Tolerance table for preforms
Diameters for preforms
Example of a finished diameter 22 mm with grinding allowance
Finished dimension Oslash 2200 mm Grinding allowance +060 mm Blank dimensions Oslash 2260 plusmn020 mm
Nominal Oslash
Blank tolerance incl grinding
allowance Sintering tolerance
Lengths for preforms
Example of a finished length 150 mm with grinding allowance
Finished dimension 150 mm Grinding allowance +115 mm Blank dimensions 15115 plusmn075 mm
Length
Blank tolerance incl grinding
allowance Sintering tolerance
[mm] [mm] [plusmn]
L 05 L + 04 plusmn05 L
For further information go to page 93
Specifications
PREFORMS SPECIFICATIONS
89ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE90
In this section you can find additional information on product labelling technical product specifications and carbide properties Specifications for preforms can be found at the end of the lsquoPreformsrsquo section
Information
91ROUND TOOL MATERIALS ndash P-LINE
Product labelling
Material short text
The material short text describes the article in terms of the most important geometrical specifications A guide to the designation system can be found in the catalogue on page 20
Pitch information(for rods with helical coolant holes) The pitch class and its average value are stated This value acts as the adjustment value for flute grinding More information on the pitch classification for rods with helical coolant holes can be found in the catalogue on page 92
RGMC 1000-073
CTS20D11769718
Mad
e in
Aus
tria
2659013
RGM
C 10
00-0
73
CTS2
0D
10
10
30G2 10004813544-330
CTS20D11793406
Mad
e in
Aus
tria
2650868 30G
2 10
004
81
35
44-
330
CTS2
0D
100
Blaublue 52930 mm
Blau
blu
e 52
930
mm 10
0
Carbide grade Material number
Production order Quantity
Material number barcode
Production order barcode
Material short text
Grade
INFORMATION PRODUCT INFORMATION ndash LABELLING
ROUND TOOL MATERIALS ndash P-LINE92
α = tan-1 d times πStg
Stg = d times πtan α
0deg-1deg +1deg
-033deg +033deg+033deg -033deg +033deg -033deg
0deg-075deg +075deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
Stg pitchd nominal diameterα helix angle
Pitch in mm
Helix
ang
le in
deg
rees
Nominal pitch3 class system
6 class system
yellow white blue
white blue green black red yellow
Conversion pitch to angle
Conversion angle to pitch
Definition of the helix angle
The helix angle indicates the torsion of the coolant holes in relation to the nominal diameter In this context it has to be taken into account that the angle decreases depending on theemspdiameteremspstepsemspForemspthisemspreasonemsprodsemspwithemsp40degemspcoolantemspholes are used for step drills in order to achieve an optimal spiralemspfluteemsphelixemspangleemspofemsp25emsptoemsp30deg
Definition of pitch
Theemsppitchemsp isemsp theemsp lengthemspofemspaemspcompleteemsp360degemsprotationemspofemsp theemspcoolant holes This value is independent of the diameter or the diameter steps The CERATIZIT designation system for coolant hole rods includes both the helix angle in degrees and the pitch of the helix in millimetres
Conversion helix anglepitch
Pitch classification
In order to guarantee closest pitch tolerances our carbide rods with helical coolant holes are divided into tolerance classes For this purpose all rods are measured and assigned to the respective class which is indicated on the product label For details of our pitch classification see page 98
INFORMATION PRODUCT INFORMATION ndash PITCH CLASSIFICATION
93ROUND TOOL MATERIALS ndash P-LINE
Ra max
1
1000
1
1000
Measured outside diameter of the round rod In case of helical coolant hole rods the outside diameter means the OD (addendum diameter) including the helical tooling grooves
Outside diameter
Measured length of the round rodLength
The surface quality describes the state of the surface For ground rods the surface value is indicated as maximum average roughness value Ra (DIN EN ISO 42871998)
Surface
Maximum deflection of a rotating rod which lies on two contact points measured in the middle of the rod The distance between the two contact points is 300 mm When the rod is longer or shorter than 330 mm the contact width corresponds to the rod length minus 10 mm
Straightness
Maximum deflection of a rod Contact point A is 5 mm before the chamfer Contact point B is in the middle of the rod The measurement is carried out 2 mm from the end
Concentricity
The cylindricity describes the tolerance field of an ideal cylinder inside which the skin surface of the rod should be
Cylindricity
Lateral length of flat and square stripsWidth height
Roundness is the radial distance of two con-centric circles which include the circumference line of the round rods section (DIN ISO 1101)
Roundness
The pitch circle is defined as the circle which goes through two or three centre points of coolant holes
Pitch circle diameter
The hole diameter is the diameter of the cool-ant holes inside the rod
Hole diameter
Excentricity means the deviation of the pitch circle centre point or in case of a coolant hole the deviation of the coolant hole centre point from the centre point of the rod
Excentricity
The helix angle is the angle between the longi-tudinal axis and the helix line
Helix angle
Maximum difference of the angle of the two imaginary lines which go through the centre point of the coolant holes which are on the pitch circle
Torsion
For rods with three helical coolant holes the section surface is divided into three circle sec-tors which go through the centre point of the coolant holes The pitch error is the difference of the angles between the circle sectors
Pitch error
INFORMATION SPECIFICATIONS ndash SPECIFICATION FEATURES
ROUND TOOL MATERIALS ndash P-LINE94
RR RGM RGI
[mm] h6 [mm] h5 [mm]10 ndash 30 +0-0006 +0-000431 ndash 60 +0-0008 +0-000561 ndash 100 +0-0009 +0-0006101 ndash 180 +0-0011 +0-0008181ndash 300 +0-0013 +0-0009301 ndash 400 +0-0016 +0-0011
[mm] [mm]08 ndash 21 +0+01522 ndash 47 +0+02048 ndash 67 +0+02568 ndash 152 +0+030153 ndash 202 +0+045203 ndash 242 +0+055243 ndash 362 +0+065363 ndash 462 +0+070
Tolerance
Outside diameter
Outside diameter ToleranceOutside diameter
as sintered ground
[mm] [mm]10 ndash 29 12030 ndash 59 01560 ndash 79 012 80 ndash 99 010
100 ndash 119 008 120 ndash 199 005 200 ndash 400 lt 005
[mm] [mm]08 ndash 32 12
325 ndash 462 05
Outside diameter
Straightness
max deflection max deflectionOutside diameter
as sintered ground
1
1000
1
1000
[mm] [mm]08 ndash 57 005 58 ndash 77 008
78 ndash 127 010128 ndash 302 013 303 ndash 462 016
[mm] h6 [mm] h5 [mm]10 ndash 30 0003 000331 ndash 60 0004 0003
61 ndash 100 0005 0003101 ndash 300 0006 0004301 ndash 400 0008 0005
Roundnessas sintered ground
ToleranceOutside diameter ToleranceOutside diameter
as sintered as sinteredground 005
Tolerance
LengthSurface finish
Executions [mm]+0+10Ra max
[μm]Ramax
Solid carbide rods
INFORMATION SPECIFICATIONS ndash SOLID CARBIDE RODS
95ROUND TOOL MATERIALS ndash P-LINE
RGMC RGMCW RGMCD RGMCY RGIC
[mm] h6 [mm] h5 [mm]10 ndash 30 +0-0006 +0-000431 ndash 60 +0-0008 +0-000561 ndash 100 +0-0009 +0-0006101 ndash 180 +0-0011 +0-0008181 ndash 300 +0-0013 +0-0009301 ndash 400 +0-0016 +0-0011
Tolerance
Outside diameter
Outside diameter
[mm]RGMC +1 RGIC +15
Total length tolerance
Length
Type
Surface finish
Ramax [microm]005Ra max
[mm] h6 [mm] h5 [mm]10 ndash 30 +0+0003 +0+000231 ndash 60 +0+0003 +0+0002
61 ndash 100 +0+0003 +0+0002101 ndash 250 +0+0004 +0+0002
Outside diameter
Roundness
Tolerance
[mm] 30 40 50 60 70 80 90 110 14030 5 5 6 7 - - - - -
40 ndash 50 5 5 6 6 7 - - - -60 4 5 5 6 6 7 8 - -
80 ndash 100 4 4 4 5 5 5 6 7 -120 ndash 140 3 4 4 4 4 5 5 6 -160 ndash 200 3 4 4 4 4 4 5 5 6
250 3 4 4 4 4 4 5 5 6
max concentricity [microm] starting length [mm]
Run-out RGMC
Outside diameter
1
1000
[inch] 1500 ndash 2500 2501 ndash 3500 3501 ndash 800018 ndash 316 5 76 ndash
14 ndash 1 5 76 10
maximum concentricity [microm] starting length [inch]
Run-out RGIC
Outside diameter
1
1000
End mill blanks
INFORMATION SPECIFICATIONS ndash END MILL BLANKS
ROUND TOOL MATERIALS ndash P-LINE96
GB2 G2 SO
[mm] [mm]16 ndash 63 +-02067 ndash 80 +-02590 ndash 100 +-030
TolerancePitch circle diameter
Pitch circle diameter of DIN drill blanks
[mm] [mm]029 +-003
030 ndash 105 +-005106 ndash 20 +-008
TolerancePitch circle diameter
Pitch circle diameter for micro-drill blanks
[deg] [deg]+-1 3 +-033
Total tolerance class Number of
classes
Tolerance class
Helix angle for DIN drill blanks
[deg] [deg]+-075 6 +-0125
Total tolerance class Number of
classes
Tolerance class
Helix angle for micro-drill blanks
[mm] 63ndash6
6
67ndash8
1
82ndash1
14
115ndash
133
134ndash
162
163ndash
310
60 10 15 30 40 ndash ndash80 ndash 15 20 40 40 ndash
100 ndash ndash 20 30 40 50120 ndash ndash 20 30 30 50140 ndash ndash 20 30 30 50160 ndash ndash ndash 20 30 50180 ndash ndash ndash 20 30 50200 ndash ndash ndash 20 30 50
Outside diameter
Straightness of DIN drill blanksDeflection [microm] with length [mm]
1
1000
[mm] 55ndash6
5
66ndash8
5
86ndash1
05
106ndash
180
30 5 8 20 2040 ndash 8 15 20
Outside diameter
Run-out of micro-drill blanksDeflection [microm] with length [mm]
1
1000
[mm] [mm]16 ndash 34 010
48 01563 ndash 67 018
80 ndash 100 020
max excentricity
Excentricity of DIN drill blanks
Pitch circle diameter[mm] [mm]029 0025
030 ndash 059 003506 ndash 15 0040
151 ndash 200 0050
max excentricity
Excentricity of micro-drill blanks
Pitch circle diameter
Drill blanks
INFORMATION SPECIFICATIONS ndash DRILL BLANKS
97ROUND TOOL MATERIALS ndash P-LINE
[mm] h5 [mm]30 +0-0004
31 ndash 60 +0-000561 ndash 100 +0-0006101 ndash 180 +0-0008181 ndash 300 +0-0009
Tolerance
Outside diameter
Outside diameter
+0+1Tolerance
Length
[mm] [mm]005 +-0010
006 ndash 020 +-0015021 ndash 045 +-003005 ndash 13 +-0050
131 ndash 250 +-0075
Hole diameter
ToleranceHole diameter
Surface finishProduct Ramax [microm]
DIN drill blanks Ground mat 005 - 01Micro-drill blanks 005
Ra max
[mm] [mm]30 ndash 60 000280 ndash 100 0003
120 ndash 180 0004200 0005
Tolerance
Roundness
Outside diameter
[mm] [mm] [mm]6 15 +-01 030 +-0058 15 +-01 040 +-005
10 20 +-01 050 +-01012 20 +-01 060 +-01014 25 +-01 080 +-01016 25 +-01 110 +-01018 30 +-01 130 +-01020 30 +-01 160 +-010
Cross groove profile for DIN drill blanks
Outside diameter
Cross groove width
Cross groove depth
INFORMATION SPECIFICATIONS ndash DRILL BLANKS
ROUND TOOL MATERIALS ndash P-LINE98
R2 R3 R4 G2 G3
[mm] [mm] [mm]33 ndash 43 +010+020 +020+06044 ndash 83 +010+030 +020+07084 ndash 103 +010+035 +020+075104 ndash 123 +010+040 +025+080124 ndash 143 +010+040 +030+080144 ndash 163 +010+045 +035+095164 ndash 183 +010+050 +040+100184 ndash 203 +010+055 +040+105204 ndash 223 +010+060 +045+110224 ndash 353 +010+060 +050+110
Tolerance core diameter
Tolerance outside
diameterOutside diameter
Outside diameteras sintered ground
[mm] [mm]60 +0-0008
61 ndash 100 +0-0009101 ndash 180 +0-0011181 ndash 300 +0-0013301 ndash 320 +0-0016
ToleranceOutside diameter
[mm] [mm]33 +-010
34 ndash 43 +-01544 ndash 123 +-020124 ndash 183 +-025184 ndash 353 +-030
ToleranceOutside diameter
Pitch circle diameteras sintered ground
[mm] [mm]60 ndash 120 +-020121 ndash 180 +-025181 ndash 320 +-030
ToleranceOutside diameter
[mm] [mm]250 ndash 280 040
gt 280 050
max deflection
Straightness
Length
1
1000
as sintered ground
1
1000
[mm] [mm]60 ndash 79 01280 ndash 99 010
100 ndash 119 008120 ndash 199 005200 ndash 320 lt 005
max deflectionOutside diameter
Product group [deg] Number of classes [deg]Standard +-1 3 +-0333
Oslash 33 ndash 43 +-075 6 +-0125extra-long 3 holes +-075 6 +-0125
Total tolerance class Tolerance class
Helix angle
Rods with helical coolant holes
INFORMATION SPECIFICATIONS ndash RODS WITH HELICAL COOLANT HOLES
99ROUND TOOL MATERIALS ndash P-LINE
[mm]+0+10
Total length tolerance
Length
Executions Ra max [microm]as sintered as sintered
ground 005
Surface finish
Ra max
[deg]+-30
max pitch error with R3
Pitch error
[mm] [mm]33 004
34 ndash 43 00544 ndash 83 010
84 ndash 103 015104 ndash 143 018144 ndash 353 020
Tolerance
Excentricity
Outside diameter
[mm] [mm]60 0004
61 ndash 100 0005101 ndash 300 0006301 ndash 320 0008
Tolerance
Roundness
Outside diameter
[deg]20
max torsion with R4
Torsionas sintered
[mm] [mm] [mm]33 ndash 43 leemsp100 +-003033 ndash 43 geemsp101 +-005044 ndash 353 040 ndash 130 +-005044 ndash 353 131 ndash 250 +-007544 ndash 353 251 ndash 500 +-0100
Hole diameter
Hole diameter
ToleranceOutside diameter
INFORMATION SPECIFICATIONS ndash RODS WITH HELICAL COOLANT HOLES
ROUND TOOL MATERIALS ndash P-LINE100
00R1 00R2 00G1 00G2
[mm] [mm]33 +0+020
34 ndash 50 +0+03051 ndash 65 +0+03566 ndash 152 +0+040153 ndash 207 +0+055208 ndash 222 +0+065223 ndash 343 +0+075
Tolerance
Outside diameter
Outside diameter
as sintered ground
[mm] [mm]40 ndash 60 +0-000861 ndash 100 +0-0009101 ndash 180 +0-0011181 ndash 300 +0-0013301 ndash 320 +0-0016
ToleranceOutside diameter
[mm]050
max deflection
Straightness
1
1000
as sintered ground
1
1000
[mm] [mm]40 ndash 59 01560 ndash 79 01280 ndash 99 010
100 ndash 119 008120 ndash 199 005200 ndash 320 lt 005
max deflectionOutside diameter
[mm] [mm]33 ndash 57 00562 ndash 77 008
82 ndash 127 010132 ndash 302 013303 ndash 343 016
Tolerance
Roundness
Outside diameter
as sintered
[mm] [mm] 40 ndash 60 0004 61 ndash 100 0005 101 ndash 300 0006 301 ndash 320 0008
ToleranceOutside diameter
ground
[mm]+0+10
Total length tolerance
Length
Rods with straight coolant holes
INFORMATION SPECIFICATIONS ndash RODS WITH STRAIGHT COOLANT HOLES
101ROUND TOOL MATERIALS ndash P-LINE
[mm] [mm]
central coolant hole
010 ndash 050 +005051 ndash 130 +010131 ndash 250 +015251 ndash 500 +020
two coolant holes
010 ndash 050 +-0025051 ndash 130 +-0050131 ndash 250 +-0075251 ndash 500 +-0100
Hole diameter
ToleranceHole diameterProduct group
[mm] [mm]33 ndash 39 +-00540 ndash 59 +-01060 ndash 149 +-020
150 ndash 209 +-025210 ndash 343 +-030
ToleranceOutside diameter
Pitch circle diameter
Executions Ra max [microm]as sintered as sintered
ground 005
Surface finish
Ra max
[mm] [mm] 33 ndash 39 0025 40 ndash 59 0050 60 ndash 79 0100 80 ndash 109 0120 110 ndash 249 0150 250 ndash 343 0200
Tolerance
Excentricity
Outside diameter[mm] [mm]
33 ndash 39 0025 40 ndash 59 0050 60 ndash 79 0100 80 ndash 109 0120 110 ndash 249 0150 250 ndash 343 0200
ToleranceOutside diameter
INFORMATION SPECIFICATIONS ndash RODS WITH STRAIGHT COOLANT HOLES
ROUND TOOL MATERIALS ndash P-LINE102
FR SR
[mm] [mm] 23 ndash 43 +0+020 44 ndash 63 +0+025 64 ndash 103 +0+030
104 ndash 143 +0+035 144 ndash 163 +0+040 164 ndash 203 +0+050
Width height
Width height
Tolerance
[mm]
max 04
Levelness
Levelness
[mm]+0+10
Total length tolerance
Length
Flat and square strips
INFORMATION SPECIFICATIONS ndash FLAT AND SQUARE STRIPS
103ROUND TOOL MATERIALS ndash P-LINE
z
F
x
22deg
y
x
d2d 1
HV = 0102 times 2 times F times sind2 asymp 01891 F
d2
136deg2
100
80
60
40
20
00 5 10 15 20 25
120
Wea
r res
ista
nce
[1c
m3 ]
Submicron gradesFine medium grades
Coarse grades
Cobalt content []
Figure 1 test assembly for the determination of wear resistance according to ASTM B611-85
Figure 3 Vickers hardness test according to ISO 3878
Formula 1 calculation of the Vickers hardness (ISO 3878)
Figure 2 wear resistance in relation to the cobalt content and grain size
Mechanical properties of carbideWear resistanceThe most important property of carbide is wear resistance This property - or to be precise this combination of prop-erties - refers to the surface of the component When two surfaces rub against each other material is removed from both of them Under low stress the material removed consists of single grains or particles This phenomenon is called lsquoscor-ingrsquo In cases of high stress the material removed consists of grain clusters and is called lsquoabrasionrsquo The concept of wear is very complex and depends on many variables Wear resist-ance is mainly tested using the ASTM B611-85 method In this method a carbide piece is pressed onto a rotating steel disk using a lever The rotating steel disk is the carrier for the abrasive material which together with the material that is subject to analysis is transported from a tank below the con-tainer directly to the contact zone (see figure 1) The abrasive material consists of water and aluminium oxide (corundum)Wear resistance is determined by measuring the volume of material removed from the carbide piece while the revolution numberemsptestemsptimeemspandemsptheemspforceemspappliedemspatemsp90degemsponemsptheemspsteelemspdisk are held at consistent levels A gravimetric evaluation is carried out with the volume removal indicated in mm3 As shown in figure 2 wear resistance increases the finer the grain and the lower the cobalt content
HardnessHardness is a materialrsquos mechanical resistance to another harder material which penetrates it The hardness is normally determined based on the Vickers hardness test according to ISOemsp3878emsp Inemspthisemsp testemspaemsp136degemsppyramidalemspdiamondemspindenteremspis pressed onto a work piece with a determined test force The size of the indent is determined optically by measur-ing the two diagonals of the square indent produced by the applied force (F) The impression surface is calculated with formula 1 (see fig 3) When introducing this test method the obsolete unit lsquokilopondrsquo was used for the test force Therefore in the formula the factor 0102 is used for conversion The standardised indication of the Vickers hardness for example is as follows
620 HV 30
Parameters- 620 = hardness- HV = test procedure- 30 = test force in kilopond
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE104
1500
1300
1100
900
700
5000 5 10 15 20 25
1700
1900
2100
30
2300
2500HV
30
100
80
60
40
20
0750 1000
120
1250 1500 1750 2000
Cobalt content []
Ultrafine gradesSubmicron grades
Fine medium gradesCoarse grades
Wea
r res
ista
nce
[1c
m3 ]
Vickers hardness
Submicron gradesFine medium grades
Coarse grades
Figure 4 hardness in relation to the cobalt content and grain size
Figure 5 wear resistance in function of hardness with different grain sizes
Another method for determining hardness is the Rockwell procedure (ISO 3738) It is similar to the Vickers procedure but uses a diamond brale indenter Here the depth of pen-etration is used as the degree of hardness There is no the-oretical basis for a conversion between the two procedures In order to create a comparison a determinate test must be carried out Like wear resistance hardness also increases with a smaller grain size and lower cobalt content (see figure 4) As wear resistance and hardness show similar behaviour with regard to cobalt content and grain size hardness is often used as a reference for wear resistance Furthermore the Vickers procedure is easier and quicker than ASTM B611-85 Nevertheless the relation of hardness and wear resistance is exponential and also depends on the grain size (see figure 5)
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
105ROUND TOOL MATERIALS ndash P-LINE
KIC = 015 32
HV30sum Lradic MN
m
0 5 10 15 20 25 30
K IC
[MN
m3
2 ]
L2
L3
L4
L1
Cobalt content []
Ultrafine gradesSubmicron grades
Fine medium gradesCoarse grain grades
Formula 2 calculation of the critical tension intensity factor KIC
Figure 7 fracture toughness in relation to the grain size and the cobalt content
ToughnessWhen a material is exposed to external static or dynamic stress this leads to mechanical tensions In many cases particularly with impact loads both the strength and ductil-ity of the material have to be taken into account These two properties represent the basis for the concept of toughness which is defined as the capacity to resist fracture or crack progagation Fracture in this context means the complete separation of the material into at least two parts There are numerous possibilities to define or determine toughness transverse rupture strength or fracture toughness In the defi-nition above the integrated product of force and deformation until fracture occurs is used as the toughness value In the case of carbide the Palmqvist method is frequently applied to determine the toughness as a critical tension intensity factor KIC For this purpose the crack length of a Vickers hardness indent is used to deduce the fracture toughness (see figure 6) This is then converted into the tension intensity factor using formula 2 As can be seen in figure 7 tough-ness increases with the metal binder content and growing grain size Compared to other metal materials carbide can be found in the lower part of the toughness range about the same as hardened steel
Figure 6 Palmqvist method for the determination of fracture toughness
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE106
By definition carbide is to be considered a brittle material as there is basically no plastic deformation prior to fracture This is confirmed by examination of surfaces where breakage occurred Various carbides however show very big differ-ences in terms of toughness which can be best explained by taking a look at the microstructure Cracks inside the carbide grains may occur just like intergranular fractures and shear fractures in the binder metal Generally the number of grain cracks rises with increasing grain size and the number of shear fractures when raising the binder content In terms of fracture energy the main contribution to toughness comes from the length of the rupture in the metal binder (see figures 8 and 9)
Figure 8 crack propagation in large grain sizes larger crack propa-gation requires higher fracture energy - higher toughness
Figure 9 crack propagation in small grain sizes direct shorter crack propagation - requires lower fracture energy - lower toughness
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
107ROUND TOOL MATERIALS ndash P-LINE
4000
3500
3000
2500
2000
15000 5 10 15 20 25
4500
30
Tran
sver
se ru
ptur
e st
reng
th [M
Pa]
Cobalt content []
Ultrafine gradesSubmicron grades
Fine medium gradesCoarse grades
Figure 10 illustration of a transverse rupture strength test
Figure 11 transverse rupture strength in relation to the grain size and the cobalt content
Mechanical strengthEvery material has defects such as inclusions and micro-cracks For brittle materials such as hardened steels or car-bide the mechanical strength is limited by the number and size of these defects In this context the mechanical strength depends on the volume as with a growing material volume the probability of a large defect rises Depending on the type of stress various types of strength are distinguished
Transverse rupture strengthTesting the transverse rupture strength is the easiest and most common procedure of analysing the mechanical strength of carbide According to the standardised ISO 3327 procedure a test material of a certain length is placed on a surface and put under stress in the middle until it breaks (see figure 10) The transverse rupture strength (TRS) is then the average value of several tests The maximum value is achieved with a cobalt content of around 14 weight- and grain sizes of around 02 ndash 05micromThe very low plastic deformation is normally not taken into account as it occurs only in the toughest carbides Transverse rupture strength decreases with increasing temperatureFurthermore the carbides show creep values when they are subjected to stress or to high temperatures for a long time The transverse rupture strength is decisively influenced by the number and size of defects in the structure or on the surface Fractures always occur at the weakest point of the structure which is also where the largest defect is A high number of defects therefore increases the probability that one of these defects causes a premature fracture on the point with the highest stress As the quality demands in the field of carbide manufacturing are high impurities or defects can be minimised and thus the risk of breakage reduced
Tensile strengthWhen testing the tensile strength of brittle materials it is dif-ficult to measure exact results A precise result depends on both the perfect preparation of the test materials as well as on the additional stress present on the mounting fixtures Applying the Weibull theory however the tensile strength can be deducted from the values of the transverse rupture strength
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE108
7000
6000
5000
4000
3000
20000 5 10 15 20 25
8000
9000
10000Co
mpr
essi
ve s
treng
th [N
mm
2 ]
Submicron gradesFine medium grades
Coarse grades
Cobalt content []
Extra-coarse grades
Figure 12 compressive strength in relation to the grain size and the cobalt content
Compressive strengthOne of the most remarkable properties of carbide is the extremely high compressive strength under uniaxial stress This valuable property is used in virtually all application fields (cutting edges with high compressive strength in all machin-ing processes pressing and drawing dies rolls anvils and dies for the production of synthetic diamonds etc) The ten-sion of this kind of stress doesnrsquot actually cause fracture due to pressure but due to tension a shear fracture A suitable procedure for determining compressive strength can be found in ISO 4506 To achieve precise values for carbide the test piecersquos geometry must be changed so that the effects of the edges and contact which occur in a simple cylindrical test piece are eliminated Elastic deformation is produced under initial load however before fracture a degree of plastic defor-mation results Figure 12 shows the compressive strength of various grain sizes in relation to the cobalt contentThe compressive strength increases when the metal binder content decreases and the grain size is reduced A small grain carbide grade with a low metal binder content typi-cally has a compressive strength of almost 7000 Nmm2 The compressive strength decreases when the tempera-ture increases The degree of plastic deformation increases notably with the temperature so that the results are variable when temperatures are high
Shear strengthThe implementation of pure shear tests is very difficult However numerous things speak for the fact that the shear strength is somewhat higher than the compressive strength
Fatigue strengthThe fatigue strength of carbide is above 2 million pulsating compressive loads at around 65 to 85 of the static compres-sive strength The compressive fatigue strength increases with a decreasing cobalt content and with decreasing grain size
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
109ROUND TOOL MATERIALS ndash P-LINE
650
600
550
500
450
4000 5 10 15 20 25
700
1300 22002000 4600
0
100
80
60
40
20
Mod
ulus
of e
last
icity
[kN
mm
2 ]
Cobalt content []
Hardness [HV30]
Property from to
Transverse rupture strength [MPa]Fracture toughness [MPa y middot m12]
Hardness
Fracture toughness
CTU08L ultrafine grade 42 Co
Transverse rupture strength
CTS20D submicron grade 100 CoCTF25E finemedium grain grade 125 Co
Figure 15 tension fields of three CERATIZIT grades 0 - lowest value of all grades 100 - highest value of all grades
Figure 14 properties of CERATIZIT round rods and preforms
Figure 13 modulus of elasticity of WC-Co carbides
Modulus of elasticity shear modulus Poissonrsquos ratioThe modulus of elasticity indicates the resistance of a mate-rial against elastic deformation and is higher the more rigid a material is In the case of carbide the modulus of elasticity is 2 to 3 times higher than in steel and increases linearly with decreasing metal binder content See fig 13 additives ofemspγ-phaseemspreduceemsptheemspmodulusemspofemspelasticityemspAnemspexactemspdeter-mination of the modulus of elasticity based on the tension-ex-pansion diagram is difficult Therefore for reliable results res-onance measurements of transverse and longitudinal waves are carried out according to ISO 3312 The shear module is determined in the same way with the help of torsional vibra-tion By determining the modulus of elasticity and the shear module the Poissonrsquos ratio can be calculated
Influence of the grain size and the cobalt content on the most important propertiesThe most important mechanical properties of the carbide such as hardness transverse rupture strength and fracture toughness are determined by the grain size of the tungsten carbide and cobalt content Figure 14 shows the properties of CERATIZIT round rods and preforms Sporadically it can be sustained that through smaller grain sizes higher hard-ness and transverse rupture strength can be achieved At the same time however fracture toughness decreases By increasing the cobalt content hardness is reduced while the transverse rupture strength and fracture toughness are raised Based on this fact a compromise between hardness and fracture toughness can be made Figure 15 shows three different CERATIZIT grades and their hardness fracture toughness and transverse rupture strength 0 is the lowest value and 100 the highest value of all CERATIZIT grades
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE110
65
60
55
50
45
400 5 10 15 20 25
7
75
8
100
80
60
40
20
00 100
120
200 300 400 500 600 700 800
Ther
mal
exp
ansi
on c
oeffi
cien
t [10
-6 deg
C]
20degCemspndashemsp800degC
Cobalt content []
20degCemspndashemsp40degC
Ther
mal
con
duct
ivity
[Wm
n deg
C]
Temperature [degC]
Submicron gradesFine medium grades
Coarse gradesLow y-phase content
High y-phase content
Figure 17 thermal conductivity in relation to the temperature of various micro-structures and grain sizes
Figure 16 thermal expansion in function of the cobalt content for two temperature intervals
Physical properties of carbide DensityThe density of carbide is determined according to ISO 3369 and varies strongly depending on the composition of the car-bide grade Grades with a very high WC content have the highest density Grades with a high titanium carbide content and a high binder content have the lowest density Typically it can however be assumed that the density is around 50 to 100 higher than that of steel
Thermal expansionAs tungsten carbide has a very low thermal expansion coef-ficient the values for carbide compared to steel are very low For carbide grades which contain titanium carbide the values are somewhat higher than for the pure WC-Co carbides Fig-ure 16 shows the thermal expansion in relation to the cobalt content
Thermal conductivityThe thermal conductivity is of great significance for carbide applications as it determines the temperature in the wear areas and has a large influence on the carbidersquos thermal fatigue resistance and resistance to thermal fluctuations The thermal conductivity of WC-Co carbide is around twice that of unalloyed steels It is only slightly influenced by the cobaltemspcontentemspandemsptheemspgrainemspsizeemspwhileemspγ-phasesemsp likeemsp tita-nium carbide or tantalum carbide have an impact Titanium carbide strongly reduces the thermal conductivity Therefore foremspmillingemspgradesemsptantalumemspcarbideemspisemspmostlyemspusedemspasemspγ-phaseemsp(see figure 17)
Specific thermal capacityThe specific thermal capacity is the quantity of heat which is necessaryemsptoemspheatemspupemsp1emspkgemspofemspaemspmaterialemspbyemsp1degCemspInemspapplica-tion technology it is equally important as thermal conductivity because during the machining processes the heat has to be taken away from the cutting edge Through a high thermal capacity the surrounding area is less hot as it can absorb more energy
Specific electric resistanceWC-Co carbides have a low specific resistance of around 20microΩemspcmemspandemspasemspsuchemspareemspgoodemspconductorsemspofemspelectricityemspCarbidesemspwithemspγ-phasesemsphaveemspaemsphigheremspspecificemspresistance
INFORMATION TECHNICAL INFORMATION ndash PHYSICAL PROPERTIES
111ROUND TOOL MATERIALS ndash P-LINE
B
BR
-HC
HS
H
Figure 18 hysteresis curve of a ferromagnetic material
Magnetic saturation amp coercive field strengthCarbides with cobalt as a metal binder are ferromagnetic If a ferromagnetic material is exposed to a magnetic field strength H the magnetic flux density B in this material increases (fig-ure 18 blue line) The flux density decreases when the field strength rises until maximum saturation is achieved This maximum flux density is defined as magnetic saturation (4πσ)emspWhenemsptheemspexternalemspfieldemspstrengthemspisemspremovedemsptheemspfluxemspdensity in the material is reduced along the upper green line to a certain residual magnetism (BR) the so called lsquorema-nencersquo The higher the remanence is the better a material can be magnetised and the remanence can only be elimi-nated when the material is subjected to an inverse field The inverse field strength HC which is necessary to reduce the magnetic flux density to zero or to lsquode-magnetisersquo the mate-rial is defined as coercive field strength
The finer the magnetic field lines of the metal binder phase in the carbide the higher the coercive field strength This means that the coercive field strength provides information about the state of the metal binder phase The metal binder phase becomes finer with smaller tungsten carbide grains and lower binder content As described in the section on lsquoMechanical properties of carbidersquo the smaller the grains and the lower the metal binder content the higher the hardness of the structure In this way an accordant correlation between coercive field strength and hardness can be seen In practi-cal applications this represents a non-destructive measuring method for the hardnessThe magnetic saturation of carbide also depends on the con-tent and the state of the cobalt binder When one of these parameters is known information can be given about the other parameters In this context the carbon content of the carbide has a decisive influence on the magnetic state of the cobalt The magnetic saturation provides information about the carburisation of the carbide This measuring method rep-resents an important tool for checking the production quality
PermeabilityMagnetic permeability means the penetrability of materials for magnetic fields Although carbide is ferromagnetic the magnetic permeability values are low They increase equally along with the magnetic saturation and with the cobalt con-tent and amount to around 5 Hm with 20 vol Compared to this vacuum has a magnetic permeability of 1 Hm and iron between 300 and 10000 Hm
INFORMATION TECHNICAL INFORMATION ndash PHYSICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE112
Acetone
Chemical compounds Resistance
EthanolSodium hydroxide
All acidsTap waterPetroleum
high resistancehigh resistancehigh resistancelow resistancehigh resistancehigh resistance
Figure 19 some chemical compounds and the corresponding resistance of carbide
Corrosion resistanceAccording to DIN EN ISO 8044 corrosion is a reaction of a metal material with its environment which causes a measur-able modification of the material and may lead to a reduced performance of the metal element or the entire system In most cases the reaction is electrochemical in nature or in some cases chemical or metallurgical in nature In carbides corrosion causes a reduction of the surface of the binder phase thus on the surface there remains only a carbide lsquoskeletonrsquo The bond between carbide grains next to each other is very weak so the rate of destruction increases cor-respondingly When the metal binder content is low the car-bide lsquoskeletonrsquo is more pronounced Consequently this type of carbide grade shows higher wear resistance and corrosion resistance than carbides with a higher metal binder content In practical applications however this is not sufficient to sig-nificantly increase the service life Due to their limited corro-sion resistance pure WC-Co carbides are often not suitable for application fields with difficult corrosion conditions Typi-cally it can be assumed that WC-Co carbides down to pH 7 are corrosion-resistant
INFORMATION TECHNICAL INFORMATION ndash CORROSION RESISTANCE
113ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE114
We
rese
rve
the
right
to m
ake
tech
nica
l cha
nges
for i
mpr
ovem
ent o
f the
pro
duct
M
A-PR
O-0
147-
EN-0
220
7003
581
Worldwide CERATIZIT Austria GmbHAT-6600 Reutte T +43 5672 200-0 E infoaustriaceratizitcom
Brazil CERATIZIT Ameacuterica Latina Ltda BR-13069-310 Campinas Satildeo Paulo T +55 11 4133 2300 E infoamericalatinaceratizitcom China CB-CERATIZIT Xiamen Co Ltd 69 Xingxi Road Xinglin Jimei CN-361022 Xiamen (Jimei) China T +86 592 666 1000
Great BritainCERATIZIT UK amp Ireland LtdUK-Sheffield S9 1XUToll Free 0800 048 4877 4878T +44 1925 261 161E infoukceratizitcom
India CERATIZIT India Pvt Ltd IN-Bengaluru 560099 T +91 80 4043 1262 E ctindiainfoceratizitcom
Italy CERATIZIT Como SpA IT-22040 Alserio (CO) T +39 031 6349 211 E infocomoceratizitcom
Japan CERATIZIT Japan CoLtd JP-421ndash0115 Shizuoka T +81-54-268-1060 E infojapanceratizit-jcojp
Spain Portugal CERATIZIT Ibeacuterica Herramientas de Precisioacuten SL ES-28660 Madrid T +34 91 351 0609 E infoibericaceratizitcom
Headquarters
CERATIZIT SALU-8232 MamerT +352 31 20 85-1E infoceratizitcom
wwwceratizitcom

13ROUND TOOL MATERIALS ndash P-LINE
The objective of the forming process is to obtain a near net shape sample Pressing is normally carried out at room tem-perature with pressures reaching up to several tons per square centimetre There are several ways of pressing blanks
During isostatic cold pressing the powder is filled into an elastic flexible hose and pressed into a compacted form through high liquid pressure The powder blocks which are produced in this way can then be processed mechanically All common machining methods like milling cutting drilling or turning may be used
In uniaxial pressing the pressing tool con-sists of a die and an upper and a lower punch The carbide powder is filled into the die and then compacted to create the near net shape geometry of the green compact which is ejected from the pressing die
Extrusion pressing is mainly used to pro-duce rectangular bars or cylindrical rods with or without axial hole(s) A plastifier is added to the powder The resulting paste is pressed through an extrusion nozzle Before sintering the plastifier must be evaporated in special drying furnaces
Metal Injection Moulding (MIM) is a process used to produce more complex forms which cannot be produced by direct pressing The paste preparation is similar to the extrusion process
Pressing ndash shaping ndash machining
INTRODUCTION CEMENTED CARBIDE
ROUND TOOL MATERIALS ndash P-LINE14
Sintering
The sintering process converts the blank into a homogeneous and dense cemented carbide with a high level of hardness The material is sintered at temperatures betweenemsp1300emspandemsp1500degCemsp(liquidemspphaseemspsintering) and sometimes also at high pres-sure (up to 100 bar) The volume is reduced by up to 50 during this process
INTRODUCTION CEMENTED CARBIDE
15ROUND TOOL MATERIALS ndash P-LINE
Finishing ndash grinding
In order to achieve the final requirements of surface finish tolerances etc carbide parts can undergo a series of finishing pro-cesses such as grinding spark erosion and coating
The most important grinding procedures for carbide rods are centreless grinding and cylindrical grinding When producing tool blanks minimum diameter tolerances and optimal surface quality represent an excel-lent quality characteristic
INTRODUCTION CEMENTED CARBIDE
ROUND TOOL MATERIALS ndash P-LINE16
KIC (Shetty)
[m ] [gcm3] [HV30] [HRA] [MPa] [psi] [MPam12]
CTU08L K10 C-2 42 1505 2200 952 3700 536600 84
TSF22 K10 ndash K20 C-2 82 1455 1930 937 4400 638800 92
TSF44 K10 ndash K20 C-2 120 1410 1730 927 4600 667000 98
KIC (Shetty)
[m ] [gcm3] [HV30] [HRA] [MPa] [psi] [MPam12]
CTS12D K05 ndash K10 C-3 60 1480 1820 931 3600 522100 93
CTS15D K10 ndash K30 C-3 75 1470 1750 928 3700 536000 95
CTS18D K20 ndash K40 C-2 90 1455 1590 919 3650 529400 107
CTS20D K20 ndash K40 C-2 100 1438 1600 919 4000 580100 104
CTS24Z K20 ndash K40 C-2 120 1410 1570 917 4000 580100 113
CTS30D K30 ndash K40 C-2 150 1384 1400 904 4300 623700 132
KIC (Shetty)
[m ] [gcm3] [HV30] [HRA] [MPa] [psi] [MPam12]
CTF12E K15 C-2 60 1495 1620 921 3000 435100 99
CTF25E K30 ndash K40 C-2 125 1415 1300 895 3500 507600 150
Ultrafine grades
Grade ISO code US codeBinder Density Hardness
Transverse rupture strength
Submicron grades
Grade ISO code US codeBinder Density Hardness
Transverse rupture strength
Fine grades
Grade ISO code US codeBinder Density Hardness
Transverse rupture strength
Grades composition and properties
INTRODUCTION GRADES COMPOSITION AND PROPERTIES
17ROUND TOOL MATERIALS ndash P-LINE
KIC (Shetty)
[m ] [gcm3] [HV30] [HRA] [MPa] [psi] [MPam12]
CTF28T K05 ndash K10 C-2 141 640 1580 918 2000 290100 85
lt 02 N02 ndash lt 05 U05 ndash lt 08 S08 ndash lt 13 F13 ndash lt 25 M25 ndash lt 60 C
gt 60 E
Cermet grade
Grade ISO code US codeBinder Density Hardness
Transverse rupture strength
Carbide grades for biocompatible tools
The biocompatibility requirement for medical products increases patient safety For tools that come into short-term direct contact with body tissue cell tolerance must be guaranteed
Testing for in-vitro cytotoxicity in accordance with DIN EN ISO 10993-5 was carried out by the accredited testing labo-ratory Creamedix GmbH The following carbide grades were successfully tested for their cell tolerance
Certified biological testing of the in-vitro cytotoxicity in accordance with
DIN EN ISO 10993-5 by
Creamedix GmbH
Accreditation number D-PL-19876-01
TSF22 TSF44 CTS12D
CTS15D CTS18D
CTS20D CTS24Z
in accordance with ISO 10993-5 for the medical and dental industry
BIOLAB
CommentThe data in this table are typical material parameters We reserve the right to modify the data due to technical progress or due to further development within our company
Grain size classification
ClassificationCERATIZIT
code
nanoultrafine
submicronfine
mediumcoarse
extra-coarse
) The classification of carbides according to grain size corresponds to the recommendations of the Powder Metallurgy AssociationThe standard ISO codes for carbides which were developed for fine to medium grain sizes no longer correspond to todayrsquos state of the art In order to choose the correct grades only the application data are relevantKIC The measured critical tension intensity factors (KIC) depend to a high degree on the sample geometry and sample preparation A direct comparison with parameters which have been determined by means of a different method is therefore not admissible
Average grain size [microm]
INTRODUCTION GRADES COMPOSITION AND PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE18
CTU08Lemspcarbideemspgradeemspwithemspaemsptypicalemspgrainemspsizeemspofemsp02emspμmemspforemsptheemspma-chining of materials with a hardness gt 65 HRC Thanks to the high wear resistance also excellent suitability for abrasive fibre composite materials
TSF22 ultrafine carbide grade for HSC machining of tempered steels with a hardness of gt 60 HRC and abrasive aluminium alloys
TSF44 ultrafine carbide grade for HSC machining of tempered steels up to 60 HRC suitable for micro-tools and finishing tools and for a variety of materials
Ultrafine grades
CTS12D for machining aluminium alloys fibre-reinforced plastics (carbon-fibre and glass-fibre reinforced) composite materials graphite particular-ly suitable for diamond coating
CTS15D for machining grey cast iron tempered cast iron non-alloyed steel non-ferrous metals and plastics
CTS18D for high-performance machining of steel stainless steel and the machining of difficult materials
CTS20D for universal machining of alloyed and non-alloyed steels Suit-able for a variety of cutting operations on different materials thanks to its balanced properties Improved toughness ensures a low risk of cutting edge breakage
CTS24Z the special high-performance grade for the roughing of titanium and heat-resistant alloys Even higher fracture toughness than CTS18D and CTS20D with approximately the same hardness
CTS30D with extremely high fracture toughness for particularly unstable and difficult applications A good choice when switching from HSS to carbide
Submicron grades
Picture example
Picture example
INTRODUCTION GRADES COMPOSITION AND PROPERTIES
19ROUND TOOL MATERIALS ndash P-LINE
CTF12E for gun drills with an adapted relation between hardness and toughness Suitable also for diamond-coated solid carbide tools
CTF25E for the production of PCD tools and tool shanks The increased cobalt content and the coarser grain improve brazability while increasing fracture toughness
Fine grain grades
CTF28T particularly for the finish machining of steel Thanks to high oxidation resistance and low tendency to stick it is particularly suitable for the production of uncoated reamers
Cermet
Picture example
Picture example
INTRODUCTION GRADES COMPOSITION AND PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE20
1 =
2 =
3 =
4 =
Number of coolant holes
Designation system
RR
RGM
W
D
Y
Sintered rods
with chamfer
with Weldon shank
Ground rods metric
DualBlank
with radial coolant exit holes
GD
SR
FR
00
RGI
RK
VK
30
V2
40
V2P
G
R
C
B
C
Helix angle coolant hole rods as sintered
coolant hole rods groundofcoolant hole rods
Blanks for gun drills
Flat strips
Square strips
round rods with kidney-shaped coolant holes
profiled rods with kidney-shaped coolant holes
profiled rods with two coolant holes
profiled tips with two coolant holes
drill blanks
Ground rods inch
with chamfer
INTRODUCTION DESIGNATION SYSTEM
21ROUND TOOL MATERIALS ndash P-LINE
S
SL
d1
D
H
D
[1100 mm]
[1100 mm]
10004813 544-104 CTS20D h5
ThicknessDiameter of the coolant holes Rod length
Pitch circle of the coolant holes
Height
Nominal pitch of the
coolant holes
Grade
Outside diameter
Diameter tolerance
INTRODUCTION DESIGNATION SYSTEM
ROUND TOOL MATERIALS ndash P-LINE22
CTU0
8L
TSF2
2
TSF4
4
CTS1
2D
CTS1
5D
CTS1
8D
CTS2
0D
CTS2
4Z
CTF1
2E
CTF2
8T
RR
RGM
RGI
RGMC
RGMCW
RGMCD
RGMCY
RGIC
GB2
G2
R2
R3
R4
G2
G3
00R1
00R2
00G1
00G2
GDRK
GDVK
GDV2
GDV2P
DIN 8011
Ultra-fine grades Submicron grades
Fine
gr
ades
Cerm
et
star
ting
page
Solid carbide rods as sintered 25
Solid carbide rods ground metric 29
Solid carbide rods inch 32
End mill blanks metric 35
End mill blanks with Weldon shank metric 39
DualBlank end mill blanks metric 40
End mill blanks with through-coolant metric 41
End mill blanks inch 43
Drill blanks with through-coolant 45
Drill blanks for micro-drills with through-coolant 47
Rods as sintered with two helical coolant holes 49
Rods as sintered with three helical coolant holes 55
Rods as sintered with four helical coolant holes 56
Rods ground with two helical coolant holes 57
Rods ground with three helical coolant holes 59
Rods as sintered with central coolant hole 61
Rods as sintered with two straight coolant holes 63
Rods ground with central coolant hole 66
Rods ground with two straight coolant holes 67
Rods for gun drills with kidney-shaped coolant holes 69
Profiled rods for gun drills with kidney-shaped coolant holes 71
Profiled rods for gun drills with two coolant holes 73
Profiled tips for gun drills with two coolant holes 75
Flat and square strips FR and SR 77
Brazing tips to DIN 8011 79
The product map below provides you with a quick overview of the grades and rods which are available in stockOther products are available upon request
Stock programme at a glance
INTRODUCTION STOCK PROGRAMME AT A GLANCE
23ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE24
A comprehensive standard range of sintered and ground solid carbide rods in various dimensions is available from stock Furthermore you can choose from carbide grades with the most varied characteristics for every application area from ultrafine grades for the machining of superhard materials by way of submi-cron grades for universal application to our cermet grade for the finish machining of ferrous materials Of course we can also produce carbide rods in other dimensions and grades to order ndash simply get in touch with your contact person at CERATIZIT Detailed technical data for our solid carbide rods can be found in the lsquoInforma-tionrsquo section
Solid carbide rods
25ROUND TOOL MATERIALS ndash P-LINE
As sintered
D L
Ultrafine grades
D L Type description
Dia tol[mm] [mm] [mm] CTU08L TSF22 TSF44
325 330 RR 0325-330 -0+020
420 330 RR 0420-330 -0+020
520 330 RR 0520-330 -0+025
620 330 RR 0620-330 -0+025
820 330 RR 0820-330 -0+030
1020 330 RR 1020-330 -0+030
1220 330 RR 1220-330 -0+030
1420 330 RR 1420-330 -0+030
1620 330 RR 1620-330 -0+045
1820 330 RR 1820-330 -0+045
2020 330 RR 2020-330 -0+045
2520 330 RR 2520-330 -0+065
3220 330 RR 3220-330 -0+065
As sintered
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
115 330 RR 0115-330 -0+015
165 330 RR 0165-330 -0+015
180 330 RR 0180-330 -0+015
220 330 RR 0220-330 -0+020
270 330 RR 0270-330 -0+020
325 330 RR 0325-330 -0+020
370 330 RR 0370-330 -0+020
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE26
As sintered
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
420 330 RR 0420-330 -0+020
470 330 RR 0470-330 -0+020
520 330 RR 0520-330 -0+025
570 330 RR 0570-330 -0+025
620 330 RR 0620-330 -0+025
655 330 RR 0655-330 -0+025
670 330 RR 0670-330 -0+025
720 330 RR 0720-330 -0+030
770 330 RR 0770-330 -0+030
820 330 RR 0820-330 -0+030
870 330 RR 0870-330 -0+030
920 330 RR 0920-330 -0+030
970 330 RR 0970-330 -0+030
1020 330 RR 1020-330 -0+030
1070 330 RR 1070-330 -0+030
1120 330 RR 1120-330 -0+030
1170 330 RR 1170-330 -0+030
1220 330 RR 1220-330 -0+030
1270 330 RR 1270-330 -0+030
1300 330 RR 1300-330 -0+030
1320 330 RR 1320-330 -0+030
1420 330 RR 1420-330 -0+030
1470 330 RR 1470-330 -0+030
1520 330 RR 1520-330 -0+030
1620 330 RR 1620-330 -0+045
1720 330 RR 1720-330 -0+045
1820 330 RR 1820-330 -0+045
1920 330 RR 1920-330 -0+045
2020 330 RR 2020-330 -0+045
2120 330 RR 2120-330 -0+055
2220 330 RR 2220-330 -0+055
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS AS SINTERED
27ROUND TOOL MATERIALS ndash P-LINE
As sintered
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
2320 330 RR 2320-330 -0+055
2420 330 RR 2420-330 -0+055
2520 330 RR 2520-330 -0+065
2580 330 RR 2580-330 -0+065
2620 330 RR 2620-330 -0+065
2820 330 RR 2820-330 -0+065
3020 330 RR 3020-330 -0+065
3220 330 RR 3220-330 -0+065
3420 330 RR 3420-330 -0+065
3620 330 RR 3620-330 -0+065
3820 330 RR 3820-330 -0+070
4020 330 RR 4020-330 -0+070
4220 330 RR 4220-330 -0+070
4620 330 RR 4620-330 -0+070
As sintered
D L
Fine grades
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
325 330 RR 0325-330 -0+020
620 330 RR 0420-330 -0+020
520 330 RR 0520-330 -0+025
620 330 RR 0620-330 -0+025
820 330 RR 0820-330 -0+030
1020 330 RR 1020-330 -0+030
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE28
As sintered
D L
Fine grades
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
1220 330 RR 1220-330 -0+030
1420 330 RR 1420-330 -0+030
1620 330 RR 1620-330 -0+045
1820 330 RR 1820-330 -0+045
As sintered
D L
Cermet
D L Type description
Dia tol[mm] [mm] [mm] CTF28T
340 330 RR 0340-330 -0+020
440 330 RR 0440-330 -0+020
640 330 RR 0640-330 -0+025
840 330 RR 0840-330 -0+030
1040 330 RR 1040-330 -0+030
1240 330 RR 1240-330 -0+030
1440 300 RR 1440-330 -0+030
1640 330 RR 1640-330 -0+045
2040 330 RR 2040-330 -0+045
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS AS SINTERED
29ROUND TOOL MATERIALS ndash P-LINE
Ground metric
D L
Ultrafine grades
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 TSF22 TSF44
200 330 RGM 0200-330 +0-0004 h5
300 330 RGM 0300-330 +0-0004 h5
400 330 RGM 0400-330 +0-0005 h5
500 330 RGM 0500-330 +0-0005 h5
600 330 RGM 0600-330 +0-0005 h5
800 330 RGM 0800-330 +0-0006 h5
1000 330 RGM 1000-330 +0-0006 h5
1200 330 RGM 1200-330 +0-0008 h5
1400 330 RGM 1400-330 +0-0008 h5
1600 330 RGM 1600-330 +0-0008 h5
2000 330 RGM 2000-330 +0-0009 h5
2500 330 RGM 2500-330 +0-0009 h5
Ground metric
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
100 330 RGM 0100-330 +0-0006 h6
150 330 RGM 0150-330 +0-0006 h6
200 330 RGM 0200-330 +0-0006 h6
250 330 RGM 0250-330 +0-0006 h6
300 330 RGM 0300-330 +0-0006 h6
350 330 RGM 0350-330 +0-0008 h6
400 330 RGM 0400-330 +0-0008 h6
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS GROUND METRIC
ROUND TOOL MATERIALS ndash P-LINE30
Ground metric
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
450 330 RGM 0450-330 +0-0008 h6
500 330 RGM 0500-330 +0-0008 h6
550 330 RGM 0550-330 +0-0008 h6
600 330 RGM 0600-330 +0-0008 h6
650 330 RGM 0650-330 +0-0009 h6
700 330 RGM 0700-330 +0-0009 h6
750 330 RGM 0750-330 +0-0009 h6
800 330 RGM 0800-330 +0-0009 h6
850 330 RGM 0850-330 +0-0009 h6
900 330 RGM 0900-330 +0-0009 h6
950 330 RGM 0950-330 +0-0009 h6
1000 330 RGM 1000-330 +0-0009 h6
1100 330 RGM 1100-330 +0-0011 h6
1200 330 RGM 1200-330 +0-0011 h6
1300 330 RGM 1300-330 +0-0011 h6
1400 330 RGM 1400-330 +0-0011 h6
1500 330 RGM 1500-330 +0-0011 h6
1600 330 RGM 1600-330 +0-0011 h6
1800 330 RGM 1800-330 +0-0011 h6
1900 330 RGM 1900-330 +0-0013 h6
2000 330 RGM 2000-330 +0-0013 h6
2200 330 RGM 2200-330 +0-0013 h6
2400 330 RGM 2400-330 +0-0013 h6
2500 330 RGM 2500-330 +0-0013 h6
2800 330 RGM 2800-330 +0-0013 h6
3000 330 RGM 3000-330 +0-0013 h6
3200 330 RGM 3200-330 +0-0016 h6
3800 330 RGM 3800-330 +0-0016 h6
4000 330 RGM 4000-330 +0-0016 h6
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS GROUND METRIC
31ROUND TOOL MATERIALS ndash P-LINE
Ground metric
D L
Fine grades
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 CTF12E
300 330 RGM 0300-330 +0-0004 h6
400 330 RGM 0400-330 +0-0008 h6
600 330 RGM 0600-330 +0-0008 h6
800 330 RGM 0800-330 +0-0009 h6
1000 330 RGM 1000-330 +0-0009 h6
1200 330 RGM 1200-330 +0-0011 h6
1400 330 RGM 1400-330 +0-0011 h6
1600 330 RGM 1600-330 +0-0011 h6
Ground metric
D L
Cermet
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 CTF28T
300 330 RGM 0300-330 +0-0004 h6
400 330 RGM 0400-330 +0-0008 h6
600 330 RGM 0600-330 +0-0008 h6
800 330 RGM 0800-330 +0-0009 h6
1000 330 RGM 1000-330 +0-0009 h6
1200 330 RGM 1200-330 +0-0011 h6
1400 330 RGM 1400-330 +0-0011 h6
1600 330 RGM 1600-330 +0-0011 h6
2000 330 RGM 2000-330 +0-0013 h6
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS GROUND METRIC
ROUND TOOL MATERIALS ndash P-LINE32
Ground inch
D L
Submicron grades
D L Type description
Dia tol[inch] [inch] [mm] ISO 286 CTS20D
18 13000 RGI 18-13 +0-0008 h6
316 13000 RGI 316-13 +0-0008 h6
14 13000 RGI 14-13 +0-0009 h6
516 13000 RGI 516-13 +0-0009 h6
38 13000 RGI 38-13 +0-0009 h6
716 13000 RGI 716-13 +0-0011 h6
12 13000 RGI 12-13 +0-0011 h6
58 13000 RGI 58-13 +0-0011 h6
34 13000 RGI 34-13 +0-0013 h6
1 13000 RGI 1-13 +0-0013 h6
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS GROUND INCH
33ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE34
In addition to DIN dimensions we can also supply our high-precision end mill blanks in extra-long sizes End mill blanks in the most popular inch dimensions have now been added to the range Whether in standard execution with Wel-don shanks internal cooling or as a DualBlank you can be sure of finding the product you need Our end mill blanks are now also available in the new high-performance grade CTS24Z for the machining of difficult materials like titanium or Inconel Having virtually the same hardness CTS24Z is even tougher than our proven CTS18D and CTS20D grades This extreme toughness offers maximum protection against breakage and ensures consistent performance of your toolsOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our end mill blanks can be found in the lsquoInformationrsquo section
End mill blanks
35ROUND TOOL MATERIALS ndash P-LINE
Metric
D
L
c
45deg
Ultrafine grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTU08L TSF22 TSF44
300 39 RGMC 0300-039 +0-0004 h5 030 x
300 40 RGMC 0300-040 +0-0004 h5 030
300 50 RGMC 0300-050 +0-0004 h5 030
300 60 RGMC 0300-060 +0-0004 h5 030
400 51 RGMC 0400-051 +0-0004 h5 040 x
400 60 RGMC 0400-060 +0-0005 h5 040
400 75 RGMC 0400-075 +0-0005 h5 040
500 51 RGMC 0500-051 +0-0005 h5 040 x
600 51 RGMC 0600-051 +0-0005 h5 040 x
600 58 RGMC 0600-058 +0-0005 h5 040 x
600 60 RGMC 0600-060 +0-0005 h5 040
600 65 RGMC 0600-065 +0-0005 h5 040
600 70 RGMC 0600-070 +0-0005 h5 040
600 75 RGMC 0600-075 +0-0005 h5 040
600 80 RGMC 0600-080 +0-0005 h5 040
600 100 RGMC 0600-100 +0-0005 h5 040
800 64 RGMC 0800-064 +0-0006 h5 060 x
800 70 RGMC 0800-070 +0-0006 h5 060
800 75 RGMC 0800-075 +0-0006 h5 060
800 100 RGMC 0800-100 +0-0006 h5 060
800 120 RGMC 0800-120 +0-0006 h5 060
1000 67 RGMC 1000-067 +0-0006 h5 080 x
1000 73 RGMC 1000-073 +0-0006 h5 080 x
1000 75 RGMC 1000-075 +0-0006 h5 080
1000 80 RGMC 1000-080 +0-0006 h5 080
1000 100 RGMC 1000-100 +0-0006 h5 080
1000 120 RGMC 1000-120 +0-0006 h5 080
1200 84 RGMC 1200-084 +0-0008 h5 080 x
1200 100 RGMC 1200-100 +0-0008 h5 080
1200 120 RGMC 1200-120 +0-0008 h5 080
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC
ROUND TOOL MATERIALS ndash P-LINE36
Metric
D
L
c
45deg
Ultrafine grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTU08L TSF22 TSF44
1600 93 RGMC 1600-093 +0-0008 h5 080 x
1600 110 RGMC 1600-110 +0-0008 h5 080
1600 120 RGMC 1600-120 +0-0008 h5 080
1600 130 RGMC 1600-130 +0-0008 h5 080
1600 150 RGMC 1600-150 +0-0008 h5 080
2000 105 RGMC 2000-105 +0-0009 h5 100 x
2000 125 RGMC 2000-125 +0-0009 h5 100
2000 150 RGMC 2000-150 +0-0009 h5 100
2500 125 RGMC 2500-125 +0-0009 h5 100
2500 150 RGMC 2500-150 +0-0009 h5 100
Metric
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTS18D CTS20D CTS24Z
300 39 RGMC 0300-039 +0-0006 h6 030 x
300 40 RGMC 0300-040 +0-0004 h5 030
300 50 RGMC 0300-050 +0-0004 h5 030
300 60 RGMC 0300-060 +0-0004 h5 030
400 51 RGMC 0400-051 +0-0008 h6 040 x
400 60 RGMC 0400-060 +0-0005 h5 040
400 75 RGMC 0400-075 +0-0005 h5 040
500 51 RGMC 0500-051 +0-0008 h6 040 x
600 51 RGMC 0600-051 +0-0008 h6 040 x
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC
37ROUND TOOL MATERIALS ndash P-LINE
Metric
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTS18D CTS20D CTS24Z
600 55 RGMC 0600-055 +0-0008 h6 040 x
600 58 RGMC 0600-058 +0-0005 h5 040 x
600 60 RGMC 0600-060 +0-0005 h5 040
600 65 RGMC 0600-065 +0-0005 h5 040
600 70 RGMC 0600-070 +0-0005 h5 040
600 75 RGMC 0600-075 +0-0005 h5 040
600 80 RGMC 0600-080 +0-0005 h5 040
600 100 RGMC 0600-100 +0-0005 h5 040
800 59 RGMC 0800-059 +0-0009 h6 060 x
800 64 RGMC 0800-064 +0-0009 h6 060 x
800 70 RGMC 0800-070 +0-0006 h5 060
800 75 RGMC 0800-075 +0-0006 h5 060
800 80 RGMC 0800-080 +0-0006 h5 060
800 100 RGMC 0800-100 +0-0006 h5 060
800 120 RGMC 0800-120 +0-0006 h5 060
1000 67 RGMC 1000-067 +0-0009 h6 080 x
1000 73 RGMC 1000-073 +0-0009 h6 080 x
1000 75 RGMC 1000-075 +0-0006 h5 080
1000 80 RGMC 1000-080 +0-0006 h5 080
1000 90 RGMC 1000-090 +0-0006 h5 080
1000 100 RGMC 1000-100 +0-0006 h5 080
1000 120 RGMC 1000-120 +0-0006 h5 080
1200 74 RGMC 1200-074 +0-0011 h6 080 x
1200 84 RGMC 1200-084 +0-0011 h6 080 x
1200 100 RGMC 1200-100 +0-0008 h5 080
1200 120 RGMC 1200-120 +0-0008 h5 080
1400 76 RGMC 1400-076 +0-0011 h6 080 x
1400 84 RGMC 1400-084 +0-0011 h6 080 x
1600 83 RGMC 1600-083 +0-0011 h6 080 x
1600 93 RGMC 1600-093 +0-0011 h6 080 x
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC
ROUND TOOL MATERIALS ndash P-LINE38
Metric
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTS18D CTS20D CTS24Z
1600 110 RGMC 1600-110 +0-0008 h5 080
1600 120 RGMC 1600-120 +0-0008 h5 080
1600 130 RGMC 1600-130 +0-0008 h5 080
1600 150 RGMC 1600-150 +0-0008 h5 080
1800 93 RGMC 1800-093 +0-0011 h6 100 x
2000 93 RGMC 2000-093 +0-0013 h6 100 x
2000 105 RGMC 2000-105 +0-0009 h5 100 x
2000 125 RGMC 2000-125 +0-0009 h5 100
2000 150 RGMC 2000-150 +0-0009 h5 100
2500 125 RGMC 2500-125 +0-0009 h5 100
2500 150 RGMC 2500-150 +0-0009 h5 100
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC
39ROUND TOOL MATERIALS ndash P-LINE
Metric with Weldon
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTS20D
600 51 RGMCW 0600-051 +0-0008 h6 040 x
600 55 RGMCW 0600-055 +0-0008 h6 040 x
600 58 RGMCW 0600-058 +0-0008 h6 040 x
800 64 RGMCW 0800-064 +0-0009 h6 060 x
1000 67 RGMCW 1000-067 +0-0009 h6 080 x
1000 73 RGMCW 1000-073 +0-0009 h6 080 x
1200 74 RGMCW 1200-074 +0-0011 h6 080 x
1200 84 RGMCW 1200-084 +0-0011 h6 080 x
1600 93 RGMCW 1600-093 +0-0011 h6 080 x
2000 93 RGMCW 2000-093 +0-0013 h6 100 x
2000 105 RGMCW 2000-105 +0-0013 h6 100 x
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC WITH WELDON
ROUND TOOL MATERIALS ndash P-LINE40
Metric DualBlank
D
L
c
30degCTSDTMG30
l1
Submicron grades
D L Type description
Dia tol l1 c[mm] [mm] [mm] ISO 286 [mm] [mm] DIN 6527 CTS20D CTS18D
600 58 RGMCD 0600-058 +0-0008 h6 26 050 x
800 64 RGMCD 0800-064 +0-0009 h6 29 070 x
1000 73 RGMCD 1000-073 +0-0009 h6 33 090 x
1200 84 RGMCD 1200-084 +0-0011 h6 38 090 x
1600 93 RGMCD 1600-093 +0-0011 h6 41 090 x
2000 105 RGMCD 2000-105 +0-0013 h6 46 110 x
DualBlank rods
A combination of a high-performing Premium grade in the cutting edge area with a shank made of an economical recycled grade
emspThe high-performance grade in the cutting edge area guarantees maximum performance in metal cutting
emspAbsolutely homogeneous and resistant to fracture where the two materials are joined
emspOptimised price-performance ratioemspProduced with less impact of the environment
s-line
p-line
CTS18DCTS20D
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC DUALBLANK
41ROUND TOOL MATERIALS ndash P-LINE
Metric with through-coolant 2x 180deg
c
2x18
0deg
Oslash d
1
L+1
45deg
l2 60degOslash
D
Oslash d 2
Submicron grades
D L Type description
Dia tol d1 d2 l2 c[mm] [mm] [mm] ISO 286 [mm] [mm] [mm] [mm] CTS20D
600 58 RGMCY2 0600-058 +0-0008 h6 120 080 300 040
800 64 RGMCY2 0800-064 +0-0009 h6 160 110 400 060
1000 73 RGMCY2 1000-073 +0-0009 h6 200 140 500 080
1200 84 RGMCY2 1200-084 +0-0011 h6 220 160 600 080
1400 84 RGMCY2 1400-084 +0-0011 h6 240 170 700 080
1600 93 RGMCY2 1600-093 +0-0011 h6 260 190 800 080
1800 93 RGMCY2 1800-093 +0-0011 h6 280 200 900 100
2000 105 RGMCY2 2000-105 +0-0013 h6 300 210 1000 100
2500 125 RGMCY2 2500-125 +0-0013 h6 320 230 1250 100
Metric with through-coolant 3x 120deg
3x12
0deg
c
Oslash d
1
L+1
45deg
l2 60degOslash
D
Oslash d 2
Submicron grades
D L Type description
Dia tol d1 d2 l2 c[mm] [mm] [mm] ISO 286 [mm] [mm] [mm] [mm] CTS20D
600 58 RGMCY3 0600-058 +0-0008 h6 120 070 300 040
800 64 RGMCY3 0800-064 +0-0009 h6 160 090 400 060
1000 73 RGMCY3 1000-073 +0-0009 h6 200 120 500 080
1200 84 RGMCY3 1200-084 +0-0011 h6 220 130 600 080
1400 84 RGMCY3 1400-084 +0-0011 h6 240 140 700 080
1600 93 RGMCY3 1600-093 +0-0011 h6 260 150 800 080
1800 93 RGMCY3 1800-093 +0-0011 h6 280 160 900 100
2000 105 RGMCY3 2000-105 +0-0013 h6 300 170 1000 100
2500 125 RGMCY3 2500-125 +0-0013 h6 320 180 1250 100
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC WITH THROUGH-COOLANT
ROUND TOOL MATERIALS ndash P-LINE42
Metric with through-coolant 4x 90deg
4x90
deg
c
Oslash d
1
L+1
45deg
l2 60degOslash
D
Oslash d 2
Submicron grades
D L Type description
Dia tol d1 d2 l2 c[mm] [mm] [mm] ISO 286 [mm] [mm] [mm] [mm] CTS20D
600 58 RGMCY4 0600-058 +0-0008 h6 120 060 300 040
800 64 RGMCY4 0800-064 +0-0009 h6 160 080 400 060
1000 73 RGMCY4 1000-073 +0-0009 h6 200 100 500 080
1200 84 RGMCY4 1200-084 +0-0011 h6 220 110 600 080
1400 84 RGMCY4 1400-084 +0-0011 h6 240 120 700 080
1600 93 RGMCY4 1600-093 +0-0011 h6 260 130 800 080
1800 93 RGMCY4 1800-093 +0-0011 h6 280 140 900 100
2000 105 RGMCY4 2000-105 +0-0013 h6 300 150 1000 100
2500 125 RGMCY4 2500-125 +0-0013 h6 320 160 1250 100
Metric with through-coolant 5x 72deg
5x72deg
c
Oslash d
1
L+1
45deg
l2 60degOslash
D
Oslash d 2
Submicron grades
D L Type description
Dia tol d1 d2 l2 c[mm] [mm] [mm] ISO 286 [mm] [mm] [mm] [mm] CTS20D
600 58 RGMCY5 0600-058 +0-0008 h6 120 050 300 040
800 64 RGMCY5 0800-064 +0-0009 h6 160 070 400 060
1000 73 RGMCY5 1000-073 +0-0009 h6 200 090 500 080
1200 84 RGMCY5 1200-084 +0-0011 h6 220 100 600 080
1400 84 RGMCY5 1400-084 +0-0011 h6 240 110 700 080
1600 93 RGMCY5 1600-093 +0-0011 h6 260 120 800 080
1800 93 RGMCY5 1800-093 +0-0011 h6 280 130 900 100
2000 105 RGMCY5 2000-105 +0-0013 h6 300 140 1000 100
2500 125 RGMCY5 2500-125 +0-0013 h6 320 150 1250 100
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC WITH THROUGH-COOLANT
43ROUND TOOL MATERIALS ndash P-LINE
Inch
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[inch] [inch] [mm] ISO 286 [mm] CTS20D
18 1500 RGIC 18 - 150 +0-0008 h6 025
316 2000 RGIC 316 - 200 +0-0008 h6 040
14 2000 RGIC 14 - 200 +0-0009 h6 040
14 3000 RGIC 14 - 300 +0-0009 h6 040
516 2500 RGIC 516 - 250 +0-0009 h6 040
38 2500 RGIC 38 - 250 +0-0009 h6 040
38 3000 RGIC 38 - 300 +0-0009 h6 040
12 3000 RGIC 12 - 300 +0-0011 h6 080
12 4000 RGIC 12 - 400 +0-0011 h6 080
58 3500 RGIC 58 - 350 +0-0011 h6 080
34 4000 RGIC 34 - 400 +0-0013 h6 080
1 4000 RGIC 1 - 400 +0-0013 h6 080
1 6000 RGIC 1 - 600 +0-0013 h6 080
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS INCH
ROUND TOOL MATERIALS ndash P-LINE44
In addition to their geometrical precision thanks to a special grinding surface our drill blanks are also notable for the improved pull-out resistance of the tool shank The shank end corresponds to DIN 69090-3 and therefore complies with the standard for cutting tools which are suitable for MQLOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZITDetailed technical data for our drill blanks can be found in the lsquoInformationrsquo section
Drill blanks
45ROUND TOOL MATERIALS ndash P-LINE
3xD 5xD with through-coolant
cD1
d 1
D L
45deg
Drill blanks
xD factor
D L Type description
Dia tol Nominal pitch c D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] [mm] CTS20D
3 600 63 40GB2 06001907225-063 +0-0005 h5 2250 400 095 190 070
3 600 63 46GB2 06001605180-063 +0-0005 h5 1800 463 095 160 050
3 600 67 30GB2 06002708327-067 +0-0005 h5 3270 300 095 270 080
3 600 67 33GB2 06002209290-067 +0-0005 h5 2900 330 095 220 090
3 800 80 30GB2 08003410435-080 +0-0006 h5 4350 300 125 340 100
3 1000 90 30GB2 10004813544-090 +0-0006 h5 5440 300 135 480 130
3 1200 103 30GB2 12006317653-103 +0-0008 h5 6530 300 175 630 170
3 1400 108 30GB2 14006718762-108 +0-0008 h5 7620 300 195 670 180
3 1600 116 30GB2 16008020871-116 +0-0008 h5 8710 300 245 800 200
3 1800 124 30GB2 18009023980-124 +0-0008 h5 9800 300 275 900 230
3 2000 132 30GB2 2000100251088-132 +0-0009 h5 10880 300 325 1000 250
5 600 67 46GB2 06001605180-067 +0-0005 h5 1800 463 095 160 050
5 600 67 40GB2 06001907225-067 +0-0005 h5 2250 400 095 190 070
5 600 75 33GB2 06002209290-075 +0-0005 h5 2900 330 095 220 090
5 600 75 40GB2 06001907225-075 +0-0005 h5 2250 400 095 190 070
5 600 83 30GB2 06002708327-083 +0-0005 h5 3270 300 095 270 080
5 800 92 30GB2 08003410435-092 +0-0006 h5 4350 300 125 340 100
5 1000 104 30GB2 10004813544-104 +0-0006 h5 5440 300 135 480 130
5 1200 119 30GB2 12006317653-119 +0-0008 h5 6530 300 175 630 170
5 1400 125 30GB2 14006718762-125 +0-0008 h5 7620 300 195 670 180
5 1600 134 30GB2 16008020871-134 +0-0008 h5 8710 300 245 800 200
5 1800 144 30GB2 18009023980-144 +0-0008 h5 9800 300 275 900 230
5 2000 154 30GB2 2000100251088-154 +0-0009 h5 10880 300 325 1000 250
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
DRILL BLANKS 3XDndash12XD WITH THROUGH-COOLANT
ROUND TOOL MATERIALS ndash P-LINE46
8xD 12xD with through-coolant
cD1
d 1
D L
45deg
Drill blanks
xD factor
D L Type description
Dia tol Nominal pitch c D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] [mm] CTS20D
8 600 73 46GB2 06001605180-073 +0-0005 h5 1800 463 095 160 050
8 600 73 40GB2 06001907225-073 +0-0005 h5 2250 400 095 190 070
8 600 82 33GB2 06002209290-082 +0-0005 h5 2900 330 095 220 090
8 600 82 40GB2 06001907225-082 +0-0005 h5 2250 400 095 190 070
8 600 96 30GB2 06002708327-096 +0-0005 h5 3270 300 095 270 080
8 800 115 30GB2 08003410435-115 +0-0006 h5 4350 300 125 340 100
8 1000 143 30GB2 10004813544-143 +0-0006 h5 5440 300 135 480 130
8 1200 163 30GB2 12006317653-163 +0-0008 h5 6530 300 175 630 170
8 1400 179 30GB2 14006718762-179 +0-0008 h5 7620 300 195 670 180
8 1600 204 30GB2 16008020871-204 +0-0008 h5 8710 300 245 800 200
8 1800 223 30GB2 18009023980-223 +0-0008 h5 9800 300 275 900 230
8 2000 244 30GB2 2000100251088-244 +0-0009 h5 10880 300 325 1000 250
12 600 93 40GB2 06001907225-093 +0-0005 h5 2250 400 095 190 070
12 600 93 46GB2 06001605180-093 +0-0005 h5 1800 463 095 160 050
12 600 103 40GB2 06001907225-103 +0-0005 h5 2250 400 095 190 070
12 600 103 33GB2 06002209290-103 +0-0005 h5 2900 330 095 220 090
12 600 117 30GB2 06002708327-117 +0-0005 h5 3270 300 095 270 080
12 800 147 30GB2 08003410435-147 +0-0006 h5 4350 300 125 340 100
12 1000 163 30GB2 10004813544-163 +0-0006 h5 5440 300 135 480 130
12 1200 205 30GB2 12006317653-205 +0-0008 h5 6530 300 175 630 170
12 1400 231 30GB2 14006718762-231 +0-0008 h5 7620 300 195 670 180
12 1600 261 30GB2 16008020871-261 +0-0008 h5 8710 300 245 800 200
12 1800 286 30GB2 18009023980-286 +0-0008 h5 9800 300 275 900 230
12 2000 311 30GB2 2000100251088-311 +0-0009 h5 10880 300 325 1000 250
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
DRILL BLANKS 3XDndash12XD WITH THROUGH-COOLANT
47ROUND TOOL MATERIALS ndash P-LINE
For micro-drills with through-coolant
D1
Dd1
L
STG
d 2
l2
c
Blanks for micro-drills
D L Type description
Dia tol Nominal pitch c D1 d1 d2 l2[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] [mm] [mm] [mm] CTS20D
300 55 71G2 030002900532-055 +0-0004 h5 320 712 020 029 005 070 25
300 60 67G2 030003700740-060 +0-0004 h5 400 670 020 037 007 090 25
300 65 62G2 030004701050-065 +0-0004 h5 500 621 020 047 010 120 25
300 75 58G2 030006001360-075 +0-0004 h5 600 575 020 060 013 150 25
300 85 53G2 030007501672-085 +0-0004 h5 720 526 020 075 016 170 25
300 95 46G2 030009002090-095 +0-0004 h5 900 463 020 090 020
300 105 42G2 0300105025106-105 +0-0004 h5 1060 416 020 105 025
300 120 37G2 0300125030125-120 +0-0004 h5 1250 370 020 125 030
300 140 33G2 0300150035145-140 +0-0004 h5 1450 330 020 150 035
400 55 76G2 040002900532-055 +0-0005 h5 320 757 030 029 005 070 25
400 60 72G2 040003700740-060 +0-0005 h5 400 723 030 037 007 090 25
400 65 68G2 040004701050-065 +0-0005 h5 500 683 030 047 010 120 25
400 75 64G2 040006001360-075 +0-0005 h5 600 645 030 060 013 150 25
400 85 60G2 040007501672-085 +0-0005 h5 720 602 030 075 016 200 25
400 95 54G2 040009002090-095 +0-0005 h5 900 544 030 090 020 250 25
400 105 50G2 0400105025106-105 +0-0005 h5 1060 499 030 105 025
400 120 46G2 0400125030120-120 +0-0005 h5 1200 463 030 125 030
400 140 38G2 0400150035162-140 +0-0004 h5 1620 378 030 150 035
400 160 35G2 0400170040180-160 +0-0004 h5 1800 349 030 170 040
400 180 30G2 0400200045218-180 +0-0004 h5 2180 300 030 200 045
with power chamber without power chamber
STG
d 2
l2 STG
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
DRILL BLANKS FOR MICRO-DRILLS WITH THROUGH-COOLANT
ROUND TOOL MATERIALS ndash P-LINE48
Our range of sintered and ground rods with helical coolant holes supports the production of drills in a diameter range from 3 mm to 35 mmOur rods with helical coolant holes are available in the proven CTS20D grade for the universal machining of steel stainless steel or heat-resistant alloys and now also in CTS12D and the new high-performance grade CTS24Z for the machining of difficult materials like titanium or Inconel Having virtually the same hardness CTS24Z is even tougher than our proven CTS18D and CTS20D grades This extreme toughness offers maximum protection against breakage and ensures consistent performance of your toolsOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our rods with helical coolant holes can be found in the lsquoInformationrsquo section
Rods with helical coolant holes
49ROUND TOOL MATERIALS ndash P-LINE
As sintered
d1
D1
DL
With two coolant holes le 22deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS12D CTS20D
630 415 22R2 06301906469-415 4690 219 190 060
630 330 15R2 063026077035-330 7035 150 260 070
630 415 15R2 063026077035-415 7035 150 260 070
830 415 20R2 083033107034-415 7034 197 330 100
830 330 15R2 083036125938-330 9380 150 360 125
830 415 15R2 083036125938-415 9380 150 360 125
1030 415 19R2 10304401209380-415 9380 185 440 120
1030 330 15R2 103048014011725-330 11725 150 480 140
1030 415 15R2 103048014011725-415 11725 150 480 140
1230 415 18R2 123054015011725-415 11725 178 540 150
1230 330 15R2 123062515514070-330 14070 150 625 155
1230 415 15R2 123062515514070-415 14070 150 625 155
1430 330 15R2 143067019016414-330 16414 150 670 190
1430 415 15R2 143067019016414-415 16414 150 670 190
1630 330 15R2 16308021018759-330 18759 150 800 210
1830 330 15R2 183090232110-330 21100 150 900 230
2030 330 15R2 203010025023449-330 23449 150 1000 250
2230 330 15R2 22301202525794-330 25794 150 1200 250
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE50
As sintered
d1
D1
DL
With two coolant holes 23deg ndash 49deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS12D CTS20D CTS24Z
330 330 40R2 033003015112-330 1120 401 030 015
330 330 49R2 033005502082-330 820 490 055 020
330 330 39R2 033008023115-330 1150 393 080 023
330 330 34R2 033011035140-330 1400 340 110 035
330 330 30R2 0330140351632-330 1632 300 140 035
430 330 46R2 04301003120-330 1200 463 100 030
430 330 38R2 043012035162-330 1620 378 120 035
430 330 35R2 043016045180-330 1800 349 160 045
430 330 30R2 043021045218-330 2180 300 210 045
530 330 33R2 05302206245-330 2450 327 220 060
630 330 46R2 06301605180-330 1800 463 160 050
630 330 40R2 06301907225-330 2250 400 190 070
630 330 30R2 06302009327-330 3270 300 200 090
630 330 30R2 06302207327-330 3270 300 220 070
630 330 30R2 06302708327-330 3270 300 270 080
630 330 30R2 06303009327-330 3270 300 300 090
630 350 46R2 06301605180-350 1800 463 160 050
630 350 40R2 06301907225-350 2250 400 190 070
630 350 30R2 06302207327-350 3270 300 220 070
680 330 30R2 06802708354-330 3540 280 270 080
680 330 30R2 06803309354-330 3540 280 330 090
730 330 30R2 07303510381-330 3810 300 350 100
830 330 43R2 08302307272-330 2720 427 230 070
830 330 40R2 08302907300-330 3000 400 290 070
830 330 36R2 08303310350-330 3500 357 330 100
830 330 30R2 08303410435-330 4350 300 340 100
830 330 30R2 08304112435-330 4350 300 410 120
830 350 36R2 08303310350-350 3500 357 330 100
830 350 30R2 08303410435-350 4350 300 340 100
930 330 30R2 093043510490-330 4900 300 435 100
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
51ROUND TOOL MATERIALS ndash P-LINE
As sintered
d1
D1
DL
With two coolant holes 23deg ndash 49deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS12D CTS20D CTS24Z
980 330 30R2 09804813517-330 5170 287 480 130
1030 330 40R2 10302708370-330 3700 403 270 080
1030 330 34R2 10303911460-330 4600 343 390 110
1030 330 34R2 103044115460-330 4600 343 440 115
1030 330 30R2 10304813544-330 5440 300 480 130
1030 330 33R2 10305012490-330 4900 327 500 120
1130 330 40R2 11303208412-330 4120 400 320 080
1130 330 30R2 11305515599-330 5990 300 550 150
1180 330 30R2 11805515626-330 6260 289 550 150
1230 250 33R2 12305415570-250 5700 335 540 150
1230 250 30R2 12306317653-250 6530 300 630 170
1230 330 39R2 12303510463-330 4630 392 350 100
1230 330 40R2 12304009449-330 4490 400 400 090
1230 330 33R2 123050135570-330 5700 335 500 135
1230 330 33R2 12305415570-330 5700 335 540 150
1230 330 32R2 12306015599-330 5990 322 600 150
1230 330 30R2 12306317653-330 6530 300 630 170
1330 330 40R2 13304410487-330 4870 400 440 100
1330 330 30R2 13306516707-330 7070 300 650 160
1430 330 40R2 14304613524-330 5240 400 460 130
1430 330 34R2 14306016650-330 6500 341 600 160
1430 330 30R2 14306718762-330 7620 300 670 180
1430 330 30R2 14307020762-330 7620 300 700 200
1430 330 30R2 14307620762-330 7620 300 760 200
1530 330 30R2 15307620816-330 8160 300 760 200
1630 280 30R2 16308020871-280 8710 300 800 200
1630 330 40R2 16305512599-330 5990 400 550 120
1630 330 35R2 16307020730-330 7300 346 700 200
1630 330 30R2 16308020871-330 8710 300 800 200
1630 330 32R2 16308420816-330 8160 316 840 200
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE52
As sintered
d1
D1
DL
With two coolant holes 23deg ndash 49deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS12D CTS20D CTS24Z
1630 330 30R2 16308625871-330 8710 300 860 250
1730 330 40R2 173057513636-330 6360 400 575 130
1730 330 30R2 17308925925-330 9250 300 890 250
1830 330 40R2 18305616680-330 6800 397 560 160
1830 330 40R2 18306317680-330 6800 397 630 170
1830 330 35R2 183077522820-330 8200 346 775 220
1830 330 30R2 18309327980-330 9800 300 930 270
1980 330 30R2 198096241061-330 10610 294 960 240
2030 330 37R2 20306517843-330 8430 367 650 170
2030 330 40R2 20307115749-330 7490 400 710 150
2030 330 30R2 2030100251088-330 10880 300 1000 250
2030 330 30R2 2030107321088-330 10880 300 1070 320
2130 330 30R2 21301065201142-330 11420 300 1065 200
2130 330 30R2 2130115321142-330 11420 300 1150 320
2230 330 40R2 22307717824-330 8240 400 770 170
2230 330 33R2 22301002501080-330 10800 326 1000 250
2230 330 30R2 2230113201197-330 11970 300 1130 200
2230 330 30R2 2230115341197-330 11970 300 1150 340
2530 330 40R2 253077175936-330 9360 400 770 175
2530 330 33R2 2530120321190-330 11900 330 1200 320
2830 330 39R2 283090201077-330 10770 392 900 200
2830 330 29R2 2830148251590-330 15900 290 1480 250
3030 330 39R2 3030100201160-330 11600 391 1000 200
3030 330 29R2 3030160251720-330 17200 287 1600 250
3230 330 40R2 3230110201198-330 11980 400 1100 200
3230 330 29R2 3230170301778-330 17780 295 1700 300
3530 330 30R2 3530180301895-330 18950 300 1800 300
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
53ROUND TOOL MATERIALS ndash P-LINE
As sintered
d1
D1
DL
With two coolant holes extra-long 23deg ndash 49deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS20D
630 430 46R2 06301605180-430 1800 463 160 050
630 430 40R2 06301907225-430 2250 400 190 070
630 430 30R2 06302207327-430 3270 300 220 070
630 430 30R2 06303009327-430 3270 300 300 090
830 430 30R2 08303410435-430 4350 300 340 100
1030 430 30R2 10304813544-430 5440 300 480 130
1030 530 30R2 10304813544-530 5440 300 480 130
1230 430 30R2 12306317653-430 6530 300 630 170
1230 530 30R2 12306317653-530 6530 300 630 170
1430 430 30R2 14306718762-430 7620 300 670 180
1430 530 30R2 14306718762-530 7620 300 670 180
1630 430 30R2 16308020871-430 8710 300 800 200
1630 530 30R2 16308020871-530 8710 300 800 200
1830 530 30R2 18309327980-530 9800 300 930 270
1830 430 30R2 18309327980-430 9800 300 930 270
2030 430 30R2 2030100251088-430 10880 300 1000 250
2030 530 30R2 2030100251088-530 10880 300 1000 250
2530 530 33R2 2530120321190-530 11900 334 1200 320
2530 430 33R2 2530120321190-430 11900 334 1200 320
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE54
As sintered
d1
D1
DL
With two coolant holes ge 50deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS20D
1030 330 50R2 10302307260-330 2600 504 230 070
1230 330 51R2 12302307301-330 3010 514 230 070
1330 330 50R2 13302607340-330 3400 502 260 070
1630 330 50R2 16303710420-330 4200 501 370 100
2030 330 50R2 20304412527-330 5270 500 440 120
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
55ROUND TOOL MATERIALS ndash P-LINE
As sintered
D
D1
Ld1
With three coolant holes
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS20D
630 330 30R3 06303006327-330 3270 312 300 060
830 330 40R3 08302907300-330 3000 400 290 070
830 330 30R3 083040075435-330 4350 300 400 075
1030 330 40R3 103035075370-330 3700 403 350 075
1030 330 30R3 10304910544-330 5440 300 490 100
1230 330 40R3 12304009449-330 4490 400 400 090
1230 330 30R3 12306011653-330 6530 300 600 110
1430 330 40R3 143046512524-330 5240 400 465 120
1430 330 30R3 14307113762-330 7620 300 710 130
1630 330 40R3 16305512599-330 5990 400 550 120
1630 330 30R3 16308315870-330 8700 300 830 150
1830 330 40R3 183062515674-330 6740 400 625 150
1830 330 30R3 18309617980-330 9800 300 960 170
2030 330 40R3 20307115749-330 7490 400 710 150
2030 330 30R3 2030104201088-330 10880 300 1040 200
2230 330 40R3 22307717824-330 8240 400 770 170
2230 330 30R3 2230107201197-330 11970 300 1070 200
2530 330 40R3 25308117936-330 9360 400 810 170
2530 330 33R3 2530115221190-330 11900 334 1150 220
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE56
As sintered
D1
D2
DL
d 2d 1
With four coolant holes
D L Type description
Nominal pitch D1 d1 D2 d2
[mm] [mm] [mm] [deg] [mm] [mm] [mm] [mm] CTS20D
830 330 33R4 08301939040838-330 3810 334 190 040 390 080
830 330 30R4 083022450450944-330 4350 297 220 045 450 090
1030 330 33R4 10302551051049-330 4900 327 250 050 510 100
1030 330 30R4 10302857061154-330 5440 300 280 060 570 110
1230 330 32R4 12303163071260-330 5990 322 310 070 630 120
1230 330 30R4 12303469071465-330 6530 300 340 070 690 140
1430 330 32R4 14303675081570-330 7070 319 360 080 750 150
1430 330 30R4 14303981081676-330 7620 300 390 080 810 160
1630 330 30R4 16304490091887-330 8710 300 440 090 900 180
1830 330 30R4 183050102102098-330 9800 300 500 100 1020 200
2030 330 30R4 203561141223109-330 10880 300 560 120 1140 230
2230 330 30R4 223611261225120-330 11970 300 610 120 1260 250
2530 330 29R4 253691411428139-330 13930 294 690 140 1410 280
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
57ROUND TOOL MATERIALS ndash P-LINE
Ground
DLd1
D1
With two coolant holes le 22deg
D L Type description
Dia tol Nominal pitch D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] CTS20D
600 330 15G2 060026077035-330 +0-0008 h6 7035 150 260 070
800 330 15G2 080036125938-330 +0-0009 h6 9380 150 360 125
1000 330 15G2 100048014011725-330 +0-0009 h6 11725 150 480 140
1200 330 15G2 120062515514070-330 +0-0011 h6 14070 150 625 155
1400 330 15G2 140067019016414-330 +0-0011 h6 16414 150 670 190
1600 330 15G2 16008021018759-330 +0-0011 h6 18759 150 800 210
1800 330 15G2 180090232110-330 +0-0011 h6 21100 150 900 230
2000 330 15G2 200010025023449-330 +0-0013 h6 23449 150 1000 250
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES GROUND
ROUND TOOL MATERIALS ndash P-LINE58
Ground
DLd1
D1
With two coolant holes 23deg ndash 49deg
D L Type description
Dia tol Nominal pitch D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] CTS20D
600 330 40G2 06001907225-330 +0-0008 h6 2250 400 190 070
600 330 30G2 06003009327-330 +0-0008 h6 3270 300 300 090
800 330 43G2 08002307272-330 +0-0009 h6 2720 427 230 070
800 330 30G2 08003410435-330 +0-0009 h6 4350 300 340 100
1000 330 40G2 10002708370-330 +0-0009 h6 3700 400 270 080
1000 330 30G2 10004813544-330 +0-0009 h6 5440 300 480 130
1200 330 39G2 12003510463-330 +0-0011 h6 4630 390 350 100
1200 330 30G2 12006317653-330 +0-0011 h6 6530 300 630 170
1400 330 40G2 14004613524-330 +0-0011 h6 5240 400 460 130
1400 330 30G2 14006718762-330 +0-0011 h6 7620 300 670 180
1600 330 40G2 16005512599-330 +0-0011 h6 5990 400 550 120
1600 330 30G2 16008020871-330 +0-0011 h6 8710 300 800 200
1800 330 40G2 18006317680-330 +0-0011 h6 6800 397 630 170
1800 330 30G2 18009327980-330 +0-0011 h6 9800 300 930 270
2000 330 40G2 20007115749-330 +0-0013 h6 7490 400 710 150
2000 330 30G2 2000100251088-330 +0-0013 h6 10880 300 1000 250
2500 330 40G2 250077175936-330 +0-0013 h6 9360 400 770 175
2500 330 33G2 2500120321190-330 +0-0013 h6 11900 334 120 320
3200 330 40G2 3200110201198-330 +0-0016 h6 11980 400 1100 200
3200 330 29G2 3200170301778-330 +0-0016 h6 17780 295 1700 300
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES GROUND
59ROUND TOOL MATERIALS ndash P-LINE
Ground
D
D1
Ld1
With three coolant holes
D L Type description
Dia tol Nominal pitch D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] CTS20D
600 330 30G3 06003006327-330 +0-0008 h6 3270 300 300 060
800 330 30G3 080040075435-330 +0-0009 h6 4350 300 400 075
1000 330 30G3 10004910544-330 +0-0009 h6 5440 300 490 100
1200 330 30G3 12006011653-330 +0-0011 h6 6530 300 600 110
1400 330 30G3 14007113762-330 +0-0011 h6 7620 300 710 130
1600 330 30G3 16008315870-330 +0-0011 h6 8700 300 830 150
1800 330 30G3 18009617980-330 +0-0011 h6 9800 300 960 170
2000 330 30G3 2000104201088-330 +0-0013 h6 10880 300 1040 200
2500 330 33G3 2500115221190-330 +0-0013 h6 11900 330 1150 220
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES GROUND
ROUND TOOL MATERIALS ndash P-LINE60
Our standard range includes sintered and ground rods with one central or two straight coolant holes In addition to our established carbide grades we offer a selection of dimensions in the cermet grade CTF28T which has been specially developed for the finish machining of steelOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our rods with straight coolant holes can be found in the lsquoInformationrsquo section
Rods with straight coolant holes
61ROUND TOOL MATERIALS ndash P-LINE
As sintered
d1
D
L
With central coolant hole ultra-fine grades
D L Type description
d1
[mm] [mm] [mm] TSF44
645 330 00R1 064510-330 100
855 330 00R1 085513-330 130
1055 330 00R1 105513-330 130
1055 330 00R1 105520-330 200
1255 330 00R1 125520-330 200
1470 330 00R1 147020-330 200
1670 330 00R1 167020-330 200
2070 330 00R1 207030-330 300
As sintered
d1
D
L
With central coolant hole submicron grades
D L Type description
d1
[mm] [mm] [mm] CTS15D CTS20D
495 330 00R1 049506-330 060
630 330 00R1 063010-330 100
645 330 00R1 064510-330 100
830 330 00R1 083013-330 130
855 330 00R1 085513-330 130
855 330 00R1 085520-330 200
1030 330 00R1 103020-330 200
1055 330 00R1 105513-330 130
1055 330 00R1 105520-330 200
1130 330 00R1 113020-330 200
1230 330 00R1 123020-330 200
1255 330 00R1 125520-330 200
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE62
As sintered
d1
D
L
With central coolant hole submicron grades
D L Type description
d1
[mm] [mm] [mm] CTS15D CTS20D
1330 330 00R1 133020-330 200
1430 330 00R1 143020-330 200
1470 330 00R1 147020-330 200
1630 330 00R1 163020-330 200
1670 330 00R1 167020-330 200
1830 330 00R1 183030-330 300
1870 330 00R1 187030-330 300
2030 330 00R1 203030-330 300
2070 330 00R1 207030-330 300
2530 330 00R1 253030-330 300
2830 330 00R1 283040-330 400
3030 330 00R1 303050-330 500
3230 330 00R1 323050-330 500
As sintered
d1
D
L
With central coolant hole cermet
D L Type description
d1
[mm] [mm] [mm] CTF28T
645 330 00R1 064510-330 100
855 330 00R1 085513-330 130
1055 330 00R1 105520-330 200
1255 330 00R1 125520-330 200
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
63ROUND TOOL MATERIALS ndash P-LINE
As sintered
D1
D
Ld1
With two straight coolant holes submicron grades
D L Type description
D1 d1
[mm] [mm] [mm] [mm] CTS15D CTS20D
330 330 00R2 0330110425-330 110 043
420 330 00R2 042011045-330 110 045
520 330 00R2 05202009-330 200 090
620 330 00R2 06201105-330 110 050
620 330 00R2 06201509-330 150 090
620 330 00R2 06201706-330 170 060
620 330 00R2 06202009-330 200 090
620 330 00R2 06202309-330 230 090
620 330 00R2 06202609-330 260 090
620 330 00R2 06203012-330 300 120
720 330 00R2 07202009-330 200 090
720 330 00R2 07203009-330 300 090
820 330 00R2 08202009-330 200 090
820 330 00R2 08202609-330 260 090
820 330 00R2 08202612-330 260 120
820 330 00R2 08203410-330 340 100
820 330 00R2 08203515-330 350 150
820 330 00R2 08204009-330 400 090
920 330 00R2 09202612-330 260 120
920 330 00R2 09203515-330 350 150
920 330 00R2 09203812-330 380 120
920 330 00R2 09204013-330 400 130
1020 330 00R2 10202010-330 200 100
1020 330 00R2 10202612-330 260 120
1020 330 00R2 10202810-330 280 100
1020 330 00R2 10203515-330 350 150
1020 330 00R2 10204214-330 420 140
1020 330 00R2 10205012-330 500 120
1020 330 00R2 10205214-330 520 140
1220 330 00R2 12202612-330 260 120
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE64
As sintered
D1
D
Ld1
With two straight coolant holes submicron grades
D L Type description
D1 d1
[mm] [mm] [mm] [mm] CTS15D CTS20D
1220 330 00R2 12203515-330 350 150
1220 330 00R2 12204815-330 480 150
1220 330 00R2 12205020-330 500 200
1220 330 00R2 12206015-330 600 150
1320 330 00R2 13205420-330 540 200
1420 330 00R2 14203515-330 350 150
1420 330 00R2 14205020-330 500 200
1420 330 00R2 14205017-330 500 170
1420 330 00R2 14205820-330 580 200
1420 330 00R2 14207020-330 700 200
1520 330 00R2 15205020-330 500 200
1620 330 00R2 16203515-330 350 150
1620 330 00R2 16205015-330 500 150
1620 330 00R2 16205020-330 500 200
1620 400 00R2 16206220-400 620 200
1620 330 00R2 16206625-330 660 250
1620 330 00R2 16208020-330 800 200
1620 415 00R2 16208020-415 800 200
1820 330 00R2 18205020-330 500 200
1820 330 00R2 18206020-330 600 200
1820 330 00R2 18207525-330 750 250
1820 330 00R2 18209020-330 900 200
1920 330 00R2 19207925-330 790 250
2020 330 00R2 20203515-330 350 150
2020 330 00R2 20206020-330 600 200
2020 330 00R2 20206220-330 620 200
2020 330 00R2 20208225-330 820 250
2020 330 00R2 202010025-330 1000 250
2120 330 00R2 21207023-330 700 230
2220 330 00R2 22207023-330 700 230
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
65ROUND TOOL MATERIALS ndash P-LINE
As sintered
D1
D
Ld1
With two straight coolant holes submicron grades
D L Type description
D1 d1
[mm] [mm] [mm] [mm] CTS15D CTS20D
2220 330 00R2 222010530-330 1050 300
2530 330 00R2 25306220-330 620 200
2530 330 00R2 25308020-330 800 200
2530 330 00R2 253010025-330 1000 250
2530 330 00R2 253012030-330 1200 300
2630 330 00R2 26307520-330 750 200
2630 330 00R2 263012030-330 1200 300
2830 330 00R2 283013030-330 1300 300
3030 330 00R2 303013030-330 1300 300
3230 330 00R2 32309022-330 900 220
3230 330 00R2 323013830-330 1380 300
3430 330 00R2 343013830-330 1380 300
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE66
Ground
DLd1
With central coolant hole submicron grades
D L Type description
Dia tol d1
[mm] [mm] [mm] ISO 286 [mm] CTS15D
600 330 00G1 060010-330 +0-0008 h6 100
800 330 00G1 080013-330 +0-0009 h6 130
1000 330 00G1 100020-330 +0-0009 h6 200
1200 330 00G1 120020-330 +0-0011 h6 200
1400 330 00G1 140020-330 +0-0011 h6 200
1600 330 00G1 160020-330 +0-0011 h6 200
1600 330 00G1 160030-330 +0-0011 h6 300
2000 330 00G1 200030-330 +0-0013 h6 300
2500 330 00G1 250030-330 +0-0013 h6 300
3200 330 00G1 320050-330 +0-0016 h6 500
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES GROUND
67ROUND TOOL MATERIALS ndash P-LINE
Ground
D1
D
Ld1
With two coolant holes submicron grades
D L Type description
Dia tol D1 d1
[mm] [mm] [mm] ISO 286 [mm] [mm] CTS15D
600 330 00G2 06001509-330 +0-0008 h6 150 090
600 330 00G2 06003012-330 +0-0008 h6 300 120
800 330 00G2 08002009-330 +0-0009 h6 200 090
800 330 00G2 08004009-330 +0-0009 h6 400 090
1000 330 00G2 10002810-330 +0-0009 h6 280 100
1000 330 00G2 10005214-330 +0-0009 h6 520 140
1200 330 00G2 12003515-330 +0-0011 h6 350 150
1200 330 00G2 12006015-330 +0-0011 h6 600 150
1400 330 00G2 14005017-330 +0-0011 h6 500 170
1400 330 00G2 14007020-330 +0-0011 h6 700 200
1600 330 00G2 16005015-330 +0-0011 h6 500 150
1600 330 00G2 16008020-330 +0-0011 h6 800 200
1800 330 00G2 18006020-330 +0-0011 h6 600 200
1800 330 00G2 18009020-330 +0-0011 h6 900 200
2000 330 00G2 20006220-330 +0-0013 h6 620 200
2000 330 00G2 200010025-330 +0-0013 h6 1000 250
2500 330 00G2 25006220-330 +0-0013 h6 620 200
2500 330 00G2 25008020-330 +0-0013 h6 800 200
2500 330 00G2 250012030-330 +0-0013 h6 1200 300
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES GROUND
ROUND TOOL MATERIALS ndash P-LINE68
We offer a complete stock range of rods and tips for the production of solid carbide or brazed gun drills These include rods with a kidney-shaped coolant hole profiled rods with one or two coolant holes and profiled tips with two cool-ant holes Our blanks for gun drills are available in the proven CTS20D grade for the uni-versal machining of steel stainless steel or heat-resistant alloys some dimen-sions can also be ordered in grade CTF12E a fine-grain grade specifically for gun drills with an optimised balance between hardness and toughnessOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our gun drill blanks can be found in the lsquoInformationrsquo section
Blanks for gun drills
69ROUND TOOL MATERIALS ndash P-LINE
Rods
D
L
Rods with kidney-shaped coolant holes submicron grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTS20D
240 310 GDRK 0240-310 plusmn015
260 310 GDRK 0260-310 plusmn015
290 310 GDRK 0290-310 plusmn015
315 310 GDRK 0315-310 plusmn015
345 310 GDRK 0345-310 plusmn015
350 310 GDRK 0350-310 plusmn015
390 310 GDRK 0390-310 plusmn015
440 310 GDRK 0440-310 plusmn015
490 310 GDRK 0490-310 plusmn015
550 310 GDRK 0550-310 plusmn015
600 310 GDRK 0600-310 plusmn015
650 310 GDRK 0650-310 plusmn015
710 310 GDRK 0710-310 plusmn015
760 310 GDRK 0760-310 plusmn015
810 310 GDRK 0810-310 plusmn015
830 310 GDRK 0830-310 plusmn015
870 310 GDRK 0870-310 plusmn015
920 310 GDRK 0920-310 plusmn015
1060 310 GDRK 1060-310 plusmn015
1130 310 GDRK 1130-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
ROUND TOOL MATERIALS ndash P-LINE70
Rods
D
L
Rods with kidney-shaped coolant hole fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
240 310 GDRK 0240-310 plusmn015
260 310 GDRK 0260-310 plusmn015
290 310 GDRK 0290-310 plusmn015
315 310 GDRK 0315-310 plusmn015
345 310 GDRK 0345-310 plusmn015
350 310 GDRK 0350-310 plusmn015
390 310 GDRK 0390-310 plusmn015
440 310 GDRK 0440-310 plusmn015
490 310 GDRK 0490-310 plusmn015
550 310 GDRK 0550-310 plusmn015
600 310 GDRK 0600-310 plusmn015
650 310 GDRK 0650-310 plusmn015
710 310 GDRK 0710-310 plusmn015
760 310 GDRK 0760-310 plusmn015
810 310 GDRK 0810-310 plusmn015
830 310 GDRK 0830-310 plusmn015
870 310 GDRK 0870-310 plusmn015
920 310 GDRK 0920-310 plusmn015
1060 310 GDRK 1060-310 plusmn015
1130 310 GDRK 1130-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
71ROUND TOOL MATERIALS ndash P-LINE
Rods
120deg
D
L
Profiled rods with kidney-shaped coolant hole 120deg submicron grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTS20D
240 310 GDVK 0240-310 plusmn015
260 310 GDVK 0260-310 plusmn015
290 310 GDVK 0290-310 plusmn015
315 310 GDVK 0315-310 plusmn015
345 310 GDVK 0345-310 plusmn015
390 310 GDVK 0390-310 plusmn015
440 310 GDVK 0440-310 plusmn015
490 310 GDVK 0490-310 plusmn015
550 310 GDVK 0550-310 plusmn015
600 310 GDVK 0600-310 plusmn015
650 310 GDVK 0650-310 plusmn015
710 310 GDVK 0710-310 plusmn015
760 310 GDVK 0760-310 plusmn015
810 310 GDVK 0810-310 plusmn015
870 310 GDVK 0870-310 plusmn015
920 310 GDVK 0920-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
ROUND TOOL MATERIALS ndash P-LINE72
Rods
120deg
D
L
Profiled rods with kidney-shaped coolant hole 120deg fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
240 310 GDVK 0240-310 plusmn015
260 310 GDVK 0260-310 plusmn015
290 310 GDVK 0290-310 plusmn015
315 310 GDVK 0315-310 plusmn015
345 310 GDVK 0345-310 plusmn015
390 310 GDVK 0390-310 plusmn015
440 310 GDVK 0440-310 plusmn015
490 310 GDVK 0490-310 plusmn015
550 310 GDVK 0550-310 plusmn015
600 310 GDVK 0600-310 plusmn015
650 310 GDVK 0650-310 plusmn015
710 310 GDVK 0710-310 plusmn015
760 310 GDVK 0760-310 plusmn015
810 310 GDVK 0810-310 plusmn015
870 310 GDVK 0870-310 plusmn015
920 310 GDVK 0920-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
73ROUND TOOL MATERIALS ndash P-LINE
Rods
115deg
D
L
Profiled rods with two coolant hole 115deg fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
1350 310 GDV2 1350115-310 plusmn020
1390 310 GDV2 1390115-310 plusmn020
1450 310 GDV2 1450115-310 plusmn020
1550 310 GDV2 1550115-310 plusmn020
1650 310 GDV2 1650115-310 plusmn020
1750 310 GDV2 1750115-310 plusmn020
1860 310 GDV2 1860115-310 plusmn020
1960 310 GDV2 1960115-310 plusmn025
2060 310 GDV2 2060115-310 plusmn025
2160 310 GDV2 2160115-310 plusmn025
ensp limitedenspstockensp ensp ensp stockenspitemensp ensp ensp newenspstockenspitemensp ensp Otherenspgradesenspandenspdimensionsenspuponensprequest
BLANKSenspFORenspGUNenspDRILLSenspenspRODS
ROUND TOOL MATERIALS ndash P-LINE74
Rods
120deg
D
L
Profiled rods with two coolant hole 120deg fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
550 310 GDV2 0550-310 plusmn015
600 310 GDV2 0600-310 plusmn015
650 310 GDV2 0650-310 plusmn015
710 310 GDV2 0710-310 plusmn015
760 310 GDV2 0760-310 plusmn015
810 310 GDV2 0810-310 plusmn015
870 310 GDV2 0870-310 plusmn015
920 310 GDV2 0920-310 plusmn015
970 310 GDV2 0970-310 plusmn015
1080 310 GDV2 1080-310 plusmn015
1130 310 GDV2 1130-310 plusmn015
1180 310 GDV2 1180-310 plusmn015
1230 310 GDV2 1230-310 plusmn015
1280 310 GDV2 1280-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
75ROUND TOOL MATERIALS ndash P-LINE
Tips
115deg
L
D
Profiled tips with two coolant holes 115deg fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
1350 40 GDV2P 1350-040 plusmn020
1450 40 GDV2P 1450-040 plusmn020
1550 40 GDV2P 1550-040 plusmn020
1650 40 GDV2P 1650-040 plusmn020
1750 40 GDV2P 1750-040 plusmn020
1860 40 GDV2P 1860-040 plusmn025
1960 45 GDV2P 1960-045 plusmn025
2060 45 GDV2P 2060-045 plusmn025
2160 45 GDV2P 2160-045 plusmn025
2260 50 GDV2P 2260-050 plusmn025
2360 50 GDV2P 2360-050 plusmn025
2460 55 GDV2P 2460-055 plusmn025
2560 55 GDV2P 2560-055 plusmn025
2660 55 GDV2P 2660-055 plusmn025
2720 55 GDV2P 2720-055 plusmn025
2870 65 GDV2P 2870-065 plusmn025
3080 65 GDV2P 3080-065 plusmn025
3310 65 GDV2P 3310-065 plusmn025
3610 75 GDV2P 3610-075 plusmn025
3910 75 GDV2P 3910-075 plusmn025
4000 80 GDV2P 4000-080 plusmn030
4200 80 GDV2P 4200-080 plusmn030
4500 80 GDV2P 4500-080 plusmn030
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS TIPS
ROUND TOOL MATERIALS ndash P-LINE76
Our flat and square strips in the proven CTS20D grade and in a wide variety of dimensions are available directly from stock Our brazing tips are characterised by very good brazability and can be supplied upon request in the most com-mon DIN dimensions Our stock range includes DIN 8011 brazing tips in grade CTS12D as well as in the cermet grade CTF28T (especially suited to the finish machining of steel materials)Of course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our flat and square strips can be found in the lsquoInfor-mationrsquo section
Flat and square strips brazing tips
77ROUND TOOL MATERIALS ndash P-LINE
Flat strips
S
L
H
Submicron grade
Type description
H S L[mm] [mm] [mm] CTS20D
FR 02300530-330 530 230 330
FR 02300630-330 630 230 330
FR 02300830-330 830 230 330
FR 02301030-330 1030 230 330
FR 02301630-330 1630 230 330
FR 03300430-330 430 330 330
FR 03300530-330 530 330 330
FR 03300630-330 630 330 330
FR 03300830-330 830 330 330
FR 03301030-330 1030 330 330
FR 03301230-330 1230 330 330
FR 03301630-330 1630 330 330
FR 03302030-330 2030 330 330
FR 04300630-330 630 430 330
FR 04300830-330 830 430 330
FR 04301030-330 1030 430 330
FR 04301330-330 1330 430 330
FR 04301630-330 1630 430 330
FR 04302030-330 2030 430 330
FR 05301030-330 1030 530 330
FR 05301330-330 1330 530 330
FR 06301030-330 1030 630 330
FR 06301330-330 1330 630 330
FR 08301230-330 1230 830 330
FR 08301630-330 1630 830 330
FR 10301630-330 1630 1030 330
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
FLAT AND SQUARE STRIPS BRAZING TIPS FLAT STRIPS
ROUND TOOL MATERIALS ndash P-LINE78
Square strips
S
LH
Submicron grade
Type description
H S L[mm] [mm] [mm] CTS20D
SR 0330-330 330 330 330
SR 0430-330 430 430 330
SR 0530-330 530 530 330
SR 0830-330 830 830 330
SR 1030-330 1030 1030 330
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
FLAT AND SQUARE STRIPS BRAZING TIPS SQUARE STRIPS
79ROUND TOOL MATERIALS ndash P-LINE
Brazing tips to DIN 8011
L
St
c
e
r
Form R
Type description
L e S r c t[mm] [mm] [mm] [mm] [mm] [mm] CTF28T CTS12D
DIN 8011 R 12 12 500 080 2500 080 200
DIN 8011 R 16 16 710 120 2500 100 250
DIN 8011 R 19 19 900 140 2500 100 300
DIN 8011 R 22 22 1120 180 2500 140 350
DIN 8011 R 25 25 1500 220 2500 140 400
DIN 8011 R 30 30 1800 280 2500 140 500
Brazing tips to DIN 8011
L
St
c
e
r
Form T
Type description
L e S r c t[mm] [mm] [mm] [mm] [mm] [mm] CTS12D
DIN 8011 T 12 12 450 120 1500 100 300
DIN 8011 T 16 16 750 160 1500 100 350
DIN 8011 T 19 19 750 200 2500 180 450
DIN 8011 T 22 22 950 250 2500 250 560
DIN 8011 T 25 25 1000 280 2500 300 800
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
FLAT AND SQUARE STRIPS BRAZING TIPS DIN 8011 BRAZING TIPS
ROUND TOOL MATERIALS ndash P-LINE80
Brazing tips to DIN 8011
L
St
c
e
r
Form U
Type description
L e S r c t[mm] [mm] [mm] [mm] [mm] [mm] CTS12D
DIN 8011 U 12 12 140 120 1500 100 560
DIN 8011 U 16 16 400 160 1500 100 670
DIN 8011 U 19 19 250 200 2500 180 800
DIN 8011 U 22 22 280 250 2500 250 1120
DIN 8011 U 25 25 400 280 2500 300 1400
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
FLAT AND SQUARE STRIPS BRAZING TIPS DIN 8011 BRAZING TIPS
81ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE82
Special products
In addition to our standard programme we also offer individual solutions for our rods Thanks to our comprehensive manufacturing possibilities we can also implement your most demanding requirements Whether special coolant hole profiles large helix angles or other customised versions see for yourself and benefit from our expertiseIn our up-to-date grinding department we also produce semi-finished ground articles in high volumes as well as in small batches
83ROUND TOOL MATERIALS
Broad selection of diameters and grades starting at 040 mm eg for erosion electrodes up to 80 mm for special tools For semi-finished tools bigger than that we offer customised preforms
Solid carbide or coolant hole rods up to a metre in length are no problem for us Close tolerance production techniques of spiral through hole rod minimise the risk of grinding through into the coolant channels Using leading-edge technologies we are also able to deliver coolant hole rod with pre-formed flutes if required
Increasingly tool producers rely on prefabricated semi-finished products In this context we offer ground cut-to-lengths in a variety of versions For example steps tapers cones male or female centres ball noses chamfers recesses ground holes and many others
Thanks to our modern extrusion processes we can offer you a variety of coolant hole profiles
Available types
SPECIAL PRODUCTS AVAILABLE TYPES
ROUND TOOL MATERIALS ndash P-LINE84
Preforms
In addition to our comprehensive range of rods we also offer various types of preforms for rotary cutting tools The products include both blanks and semi-fin-ished tools for solid carbide and PCD tools exchangeable head systems and tool shanks Years of experience in the field of blank machining combined with a state-of-the-art production plant make it possible for us to produce the most complex near net shape geometries with short delivery times In particular for tool shanks and PCD tool bodies we have developed the new grade CTF25E which is ideal even for the most sophisticated tool versions with narrow shapes and critical transitions
85ROUND TOOL MATERIALS ndash P-LINE
Preformed seats for PCD inserts
Based on your drawings of blanks or finished parts we are able to produce outside diameters of up to approx 300 mm and lengths of approx 500 mm Ideally you should provide us with digital drawings or 3-D models (stp prthellip)
Straight and helical chip flutes
Ground shanks
External and internal thread
Coolant holes
As sintered male or female centres
emspDiameter as sintered up to around 500 mmemspLengths up to around 300 mm
Available types
PREFORMS AVAILABLE TYPES
ROUND TOOL MATERIALS ndash P-LINE86
Individually designed coolant exit holes can be formed into the blank
emspOutside and inside threadsemspMetric ISO threads as sintered tolerance class 8HemspUN threads as sinteredemspSpecial threads upon requestemspGround threads are possible upon request
emspFemale and male centresemspFemale centres to DIN 332emspAs sintered centres (form R preferred)emspUpon request ground version also available
emspUpon request ground version also available for example ground shank to h6
Our preformed chip flutes and insert seats with optimised machining allowance make it possible to save production costs thanks to reduced grinding times in tool production
Do not hesitate to contact us with questions about possible variations We will be pleased to help you design blanks for cost-efficient production of precision tools
emspAxial holes from Oslash 065 mmemspRadial exit holes from Oslash 05 mm and greateremspSmaller holes available depending on the depth and upon
request
PREFORMS AVAILABLE TYPES
87ROUND TOOL MATERIALS ndash P-LINE
[m ] [gcm3] HV30 HRA [MPa] [psi] [MPam frac12]
CTS12D K05 ndash K10 C-3 60 1480 1820 931 3600 522100 93CTS15D K10 ndash K30 C-3 75 1470 1750 928 3700 536000 95CTS20D K20 ndash K40 C-2 100 1438 1600 919 4000 580100 104
[m ] [gcm3] HV30 HRA [MPa] [psi] [MPam frac12]
CTF25E K30 ndash K40 C-2 125 1415 1300 895 3500 507600 150
Grades composition and properties
GradeDensity Hardness
US codeBinder
ISO code
Transverse rupture strength KIC (Shetty)
Submicron grade
An extensive stock of the most important grades makes short-est delivery times for customised blanks possible
Our CTF25E fine-grain grade has been specially designed for PCD tools and tool shanks
The coarser grain structure combined with higher cobalt con-tent provides this grade with increased resistance to break-age and excellent brazability
CTF25E vs CTS20D
Of course we also offer preforms in all other Round Tool Materials grades upon request
GradeDensity Hardness
US codeBinder
ISO code
Transverse rupture strength KIC (Shetty)
Fine grain grade
CTS20D CTF25E Grain size Cobalt content Additives Hardness Transverse rupture strength Fracture toughness KIC
submicron fine grain1001151600 HV304000 MPa104 MPam05
125121300 HV303500 MPa15 MPam05
CTS20D CTF25E
PREFORMS GRADES COMPOSITION AND PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE88
[mm]03
max deflection
Straightness
1
1000 1
1000 1
1000
1
1000
Min wall thicknesses and hole distancesgeemsp1emspmm
Wall thicknesses
min 1 mm
min 1 mm
Diameter steps
Different diameters dia stepsD1 ndash D2 ge1 mmD 1D
1
[mm] [mm] [plusmn]lt 20 055 plusmn015
gt 20 ndash 35 060 plusmn020gt 35 ndash 45 065 plusmn025gt 45 ndash 55 070 plusmn030gt 55 ndash 70 085 plusmn035
gt 70 ndash 100 090 plusmn040gt 100 ndash 150 100 plusmn050
Tolerance table for preforms
Diameters for preforms
Example of a finished diameter 22 mm with grinding allowance
Finished dimension Oslash 2200 mm Grinding allowance +060 mm Blank dimensions Oslash 2260 plusmn020 mm
Nominal Oslash
Blank tolerance incl grinding
allowance Sintering tolerance
Lengths for preforms
Example of a finished length 150 mm with grinding allowance
Finished dimension 150 mm Grinding allowance +115 mm Blank dimensions 15115 plusmn075 mm
Length
Blank tolerance incl grinding
allowance Sintering tolerance
[mm] [mm] [plusmn]
L 05 L + 04 plusmn05 L
For further information go to page 93
Specifications
PREFORMS SPECIFICATIONS
89ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE90
In this section you can find additional information on product labelling technical product specifications and carbide properties Specifications for preforms can be found at the end of the lsquoPreformsrsquo section
Information
91ROUND TOOL MATERIALS ndash P-LINE
Product labelling
Material short text
The material short text describes the article in terms of the most important geometrical specifications A guide to the designation system can be found in the catalogue on page 20
Pitch information(for rods with helical coolant holes) The pitch class and its average value are stated This value acts as the adjustment value for flute grinding More information on the pitch classification for rods with helical coolant holes can be found in the catalogue on page 92
RGMC 1000-073
CTS20D11769718
Mad
e in
Aus
tria
2659013
RGM
C 10
00-0
73
CTS2
0D
10
10
30G2 10004813544-330
CTS20D11793406
Mad
e in
Aus
tria
2650868 30G
2 10
004
81
35
44-
330
CTS2
0D
100
Blaublue 52930 mm
Blau
blu
e 52
930
mm 10
0
Carbide grade Material number
Production order Quantity
Material number barcode
Production order barcode
Material short text
Grade
INFORMATION PRODUCT INFORMATION ndash LABELLING
ROUND TOOL MATERIALS ndash P-LINE92
α = tan-1 d times πStg
Stg = d times πtan α
0deg-1deg +1deg
-033deg +033deg+033deg -033deg +033deg -033deg
0deg-075deg +075deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
Stg pitchd nominal diameterα helix angle
Pitch in mm
Helix
ang
le in
deg
rees
Nominal pitch3 class system
6 class system
yellow white blue
white blue green black red yellow
Conversion pitch to angle
Conversion angle to pitch
Definition of the helix angle
The helix angle indicates the torsion of the coolant holes in relation to the nominal diameter In this context it has to be taken into account that the angle decreases depending on theemspdiameteremspstepsemspForemspthisemspreasonemsprodsemspwithemsp40degemspcoolantemspholes are used for step drills in order to achieve an optimal spiralemspfluteemsphelixemspangleemspofemsp25emsptoemsp30deg
Definition of pitch
Theemsppitchemsp isemsp theemsp lengthemspofemspaemspcompleteemsp360degemsprotationemspofemsp theemspcoolant holes This value is independent of the diameter or the diameter steps The CERATIZIT designation system for coolant hole rods includes both the helix angle in degrees and the pitch of the helix in millimetres
Conversion helix anglepitch
Pitch classification
In order to guarantee closest pitch tolerances our carbide rods with helical coolant holes are divided into tolerance classes For this purpose all rods are measured and assigned to the respective class which is indicated on the product label For details of our pitch classification see page 98
INFORMATION PRODUCT INFORMATION ndash PITCH CLASSIFICATION
93ROUND TOOL MATERIALS ndash P-LINE
Ra max
1
1000
1
1000
Measured outside diameter of the round rod In case of helical coolant hole rods the outside diameter means the OD (addendum diameter) including the helical tooling grooves
Outside diameter
Measured length of the round rodLength
The surface quality describes the state of the surface For ground rods the surface value is indicated as maximum average roughness value Ra (DIN EN ISO 42871998)
Surface
Maximum deflection of a rotating rod which lies on two contact points measured in the middle of the rod The distance between the two contact points is 300 mm When the rod is longer or shorter than 330 mm the contact width corresponds to the rod length minus 10 mm
Straightness
Maximum deflection of a rod Contact point A is 5 mm before the chamfer Contact point B is in the middle of the rod The measurement is carried out 2 mm from the end
Concentricity
The cylindricity describes the tolerance field of an ideal cylinder inside which the skin surface of the rod should be
Cylindricity
Lateral length of flat and square stripsWidth height
Roundness is the radial distance of two con-centric circles which include the circumference line of the round rods section (DIN ISO 1101)
Roundness
The pitch circle is defined as the circle which goes through two or three centre points of coolant holes
Pitch circle diameter
The hole diameter is the diameter of the cool-ant holes inside the rod
Hole diameter
Excentricity means the deviation of the pitch circle centre point or in case of a coolant hole the deviation of the coolant hole centre point from the centre point of the rod
Excentricity
The helix angle is the angle between the longi-tudinal axis and the helix line
Helix angle
Maximum difference of the angle of the two imaginary lines which go through the centre point of the coolant holes which are on the pitch circle
Torsion
For rods with three helical coolant holes the section surface is divided into three circle sec-tors which go through the centre point of the coolant holes The pitch error is the difference of the angles between the circle sectors
Pitch error
INFORMATION SPECIFICATIONS ndash SPECIFICATION FEATURES
ROUND TOOL MATERIALS ndash P-LINE94
RR RGM RGI
[mm] h6 [mm] h5 [mm]10 ndash 30 +0-0006 +0-000431 ndash 60 +0-0008 +0-000561 ndash 100 +0-0009 +0-0006101 ndash 180 +0-0011 +0-0008181ndash 300 +0-0013 +0-0009301 ndash 400 +0-0016 +0-0011
[mm] [mm]08 ndash 21 +0+01522 ndash 47 +0+02048 ndash 67 +0+02568 ndash 152 +0+030153 ndash 202 +0+045203 ndash 242 +0+055243 ndash 362 +0+065363 ndash 462 +0+070
Tolerance
Outside diameter
Outside diameter ToleranceOutside diameter
as sintered ground
[mm] [mm]10 ndash 29 12030 ndash 59 01560 ndash 79 012 80 ndash 99 010
100 ndash 119 008 120 ndash 199 005 200 ndash 400 lt 005
[mm] [mm]08 ndash 32 12
325 ndash 462 05
Outside diameter
Straightness
max deflection max deflectionOutside diameter
as sintered ground
1
1000
1
1000
[mm] [mm]08 ndash 57 005 58 ndash 77 008
78 ndash 127 010128 ndash 302 013 303 ndash 462 016
[mm] h6 [mm] h5 [mm]10 ndash 30 0003 000331 ndash 60 0004 0003
61 ndash 100 0005 0003101 ndash 300 0006 0004301 ndash 400 0008 0005
Roundnessas sintered ground
ToleranceOutside diameter ToleranceOutside diameter
as sintered as sinteredground 005
Tolerance
LengthSurface finish
Executions [mm]+0+10Ra max
[μm]Ramax
Solid carbide rods
INFORMATION SPECIFICATIONS ndash SOLID CARBIDE RODS
95ROUND TOOL MATERIALS ndash P-LINE
RGMC RGMCW RGMCD RGMCY RGIC
[mm] h6 [mm] h5 [mm]10 ndash 30 +0-0006 +0-000431 ndash 60 +0-0008 +0-000561 ndash 100 +0-0009 +0-0006101 ndash 180 +0-0011 +0-0008181 ndash 300 +0-0013 +0-0009301 ndash 400 +0-0016 +0-0011
Tolerance
Outside diameter
Outside diameter
[mm]RGMC +1 RGIC +15
Total length tolerance
Length
Type
Surface finish
Ramax [microm]005Ra max
[mm] h6 [mm] h5 [mm]10 ndash 30 +0+0003 +0+000231 ndash 60 +0+0003 +0+0002
61 ndash 100 +0+0003 +0+0002101 ndash 250 +0+0004 +0+0002
Outside diameter
Roundness
Tolerance
[mm] 30 40 50 60 70 80 90 110 14030 5 5 6 7 - - - - -
40 ndash 50 5 5 6 6 7 - - - -60 4 5 5 6 6 7 8 - -
80 ndash 100 4 4 4 5 5 5 6 7 -120 ndash 140 3 4 4 4 4 5 5 6 -160 ndash 200 3 4 4 4 4 4 5 5 6
250 3 4 4 4 4 4 5 5 6
max concentricity [microm] starting length [mm]
Run-out RGMC
Outside diameter
1
1000
[inch] 1500 ndash 2500 2501 ndash 3500 3501 ndash 800018 ndash 316 5 76 ndash
14 ndash 1 5 76 10
maximum concentricity [microm] starting length [inch]
Run-out RGIC
Outside diameter
1
1000
End mill blanks
INFORMATION SPECIFICATIONS ndash END MILL BLANKS
ROUND TOOL MATERIALS ndash P-LINE96
GB2 G2 SO
[mm] [mm]16 ndash 63 +-02067 ndash 80 +-02590 ndash 100 +-030
TolerancePitch circle diameter
Pitch circle diameter of DIN drill blanks
[mm] [mm]029 +-003
030 ndash 105 +-005106 ndash 20 +-008
TolerancePitch circle diameter
Pitch circle diameter for micro-drill blanks
[deg] [deg]+-1 3 +-033
Total tolerance class Number of
classes
Tolerance class
Helix angle for DIN drill blanks
[deg] [deg]+-075 6 +-0125
Total tolerance class Number of
classes
Tolerance class
Helix angle for micro-drill blanks
[mm] 63ndash6
6
67ndash8
1
82ndash1
14
115ndash
133
134ndash
162
163ndash
310
60 10 15 30 40 ndash ndash80 ndash 15 20 40 40 ndash
100 ndash ndash 20 30 40 50120 ndash ndash 20 30 30 50140 ndash ndash 20 30 30 50160 ndash ndash ndash 20 30 50180 ndash ndash ndash 20 30 50200 ndash ndash ndash 20 30 50
Outside diameter
Straightness of DIN drill blanksDeflection [microm] with length [mm]
1
1000
[mm] 55ndash6
5
66ndash8
5
86ndash1
05
106ndash
180
30 5 8 20 2040 ndash 8 15 20
Outside diameter
Run-out of micro-drill blanksDeflection [microm] with length [mm]
1
1000
[mm] [mm]16 ndash 34 010
48 01563 ndash 67 018
80 ndash 100 020
max excentricity
Excentricity of DIN drill blanks
Pitch circle diameter[mm] [mm]029 0025
030 ndash 059 003506 ndash 15 0040
151 ndash 200 0050
max excentricity
Excentricity of micro-drill blanks
Pitch circle diameter
Drill blanks
INFORMATION SPECIFICATIONS ndash DRILL BLANKS
97ROUND TOOL MATERIALS ndash P-LINE
[mm] h5 [mm]30 +0-0004
31 ndash 60 +0-000561 ndash 100 +0-0006101 ndash 180 +0-0008181 ndash 300 +0-0009
Tolerance
Outside diameter
Outside diameter
+0+1Tolerance
Length
[mm] [mm]005 +-0010
006 ndash 020 +-0015021 ndash 045 +-003005 ndash 13 +-0050
131 ndash 250 +-0075
Hole diameter
ToleranceHole diameter
Surface finishProduct Ramax [microm]
DIN drill blanks Ground mat 005 - 01Micro-drill blanks 005
Ra max
[mm] [mm]30 ndash 60 000280 ndash 100 0003
120 ndash 180 0004200 0005
Tolerance
Roundness
Outside diameter
[mm] [mm] [mm]6 15 +-01 030 +-0058 15 +-01 040 +-005
10 20 +-01 050 +-01012 20 +-01 060 +-01014 25 +-01 080 +-01016 25 +-01 110 +-01018 30 +-01 130 +-01020 30 +-01 160 +-010
Cross groove profile for DIN drill blanks
Outside diameter
Cross groove width
Cross groove depth
INFORMATION SPECIFICATIONS ndash DRILL BLANKS
ROUND TOOL MATERIALS ndash P-LINE98
R2 R3 R4 G2 G3
[mm] [mm] [mm]33 ndash 43 +010+020 +020+06044 ndash 83 +010+030 +020+07084 ndash 103 +010+035 +020+075104 ndash 123 +010+040 +025+080124 ndash 143 +010+040 +030+080144 ndash 163 +010+045 +035+095164 ndash 183 +010+050 +040+100184 ndash 203 +010+055 +040+105204 ndash 223 +010+060 +045+110224 ndash 353 +010+060 +050+110
Tolerance core diameter
Tolerance outside
diameterOutside diameter
Outside diameteras sintered ground
[mm] [mm]60 +0-0008
61 ndash 100 +0-0009101 ndash 180 +0-0011181 ndash 300 +0-0013301 ndash 320 +0-0016
ToleranceOutside diameter
[mm] [mm]33 +-010
34 ndash 43 +-01544 ndash 123 +-020124 ndash 183 +-025184 ndash 353 +-030
ToleranceOutside diameter
Pitch circle diameteras sintered ground
[mm] [mm]60 ndash 120 +-020121 ndash 180 +-025181 ndash 320 +-030
ToleranceOutside diameter
[mm] [mm]250 ndash 280 040
gt 280 050
max deflection
Straightness
Length
1
1000
as sintered ground
1
1000
[mm] [mm]60 ndash 79 01280 ndash 99 010
100 ndash 119 008120 ndash 199 005200 ndash 320 lt 005
max deflectionOutside diameter
Product group [deg] Number of classes [deg]Standard +-1 3 +-0333
Oslash 33 ndash 43 +-075 6 +-0125extra-long 3 holes +-075 6 +-0125
Total tolerance class Tolerance class
Helix angle
Rods with helical coolant holes
INFORMATION SPECIFICATIONS ndash RODS WITH HELICAL COOLANT HOLES
99ROUND TOOL MATERIALS ndash P-LINE
[mm]+0+10
Total length tolerance
Length
Executions Ra max [microm]as sintered as sintered
ground 005
Surface finish
Ra max
[deg]+-30
max pitch error with R3
Pitch error
[mm] [mm]33 004
34 ndash 43 00544 ndash 83 010
84 ndash 103 015104 ndash 143 018144 ndash 353 020
Tolerance
Excentricity
Outside diameter
[mm] [mm]60 0004
61 ndash 100 0005101 ndash 300 0006301 ndash 320 0008
Tolerance
Roundness
Outside diameter
[deg]20
max torsion with R4
Torsionas sintered
[mm] [mm] [mm]33 ndash 43 leemsp100 +-003033 ndash 43 geemsp101 +-005044 ndash 353 040 ndash 130 +-005044 ndash 353 131 ndash 250 +-007544 ndash 353 251 ndash 500 +-0100
Hole diameter
Hole diameter
ToleranceOutside diameter
INFORMATION SPECIFICATIONS ndash RODS WITH HELICAL COOLANT HOLES
ROUND TOOL MATERIALS ndash P-LINE100
00R1 00R2 00G1 00G2
[mm] [mm]33 +0+020
34 ndash 50 +0+03051 ndash 65 +0+03566 ndash 152 +0+040153 ndash 207 +0+055208 ndash 222 +0+065223 ndash 343 +0+075
Tolerance
Outside diameter
Outside diameter
as sintered ground
[mm] [mm]40 ndash 60 +0-000861 ndash 100 +0-0009101 ndash 180 +0-0011181 ndash 300 +0-0013301 ndash 320 +0-0016
ToleranceOutside diameter
[mm]050
max deflection
Straightness
1
1000
as sintered ground
1
1000
[mm] [mm]40 ndash 59 01560 ndash 79 01280 ndash 99 010
100 ndash 119 008120 ndash 199 005200 ndash 320 lt 005
max deflectionOutside diameter
[mm] [mm]33 ndash 57 00562 ndash 77 008
82 ndash 127 010132 ndash 302 013303 ndash 343 016
Tolerance
Roundness
Outside diameter
as sintered
[mm] [mm] 40 ndash 60 0004 61 ndash 100 0005 101 ndash 300 0006 301 ndash 320 0008
ToleranceOutside diameter
ground
[mm]+0+10
Total length tolerance
Length
Rods with straight coolant holes
INFORMATION SPECIFICATIONS ndash RODS WITH STRAIGHT COOLANT HOLES
101ROUND TOOL MATERIALS ndash P-LINE
[mm] [mm]
central coolant hole
010 ndash 050 +005051 ndash 130 +010131 ndash 250 +015251 ndash 500 +020
two coolant holes
010 ndash 050 +-0025051 ndash 130 +-0050131 ndash 250 +-0075251 ndash 500 +-0100
Hole diameter
ToleranceHole diameterProduct group
[mm] [mm]33 ndash 39 +-00540 ndash 59 +-01060 ndash 149 +-020
150 ndash 209 +-025210 ndash 343 +-030
ToleranceOutside diameter
Pitch circle diameter
Executions Ra max [microm]as sintered as sintered
ground 005
Surface finish
Ra max
[mm] [mm] 33 ndash 39 0025 40 ndash 59 0050 60 ndash 79 0100 80 ndash 109 0120 110 ndash 249 0150 250 ndash 343 0200
Tolerance
Excentricity
Outside diameter[mm] [mm]
33 ndash 39 0025 40 ndash 59 0050 60 ndash 79 0100 80 ndash 109 0120 110 ndash 249 0150 250 ndash 343 0200
ToleranceOutside diameter
INFORMATION SPECIFICATIONS ndash RODS WITH STRAIGHT COOLANT HOLES
ROUND TOOL MATERIALS ndash P-LINE102
FR SR
[mm] [mm] 23 ndash 43 +0+020 44 ndash 63 +0+025 64 ndash 103 +0+030
104 ndash 143 +0+035 144 ndash 163 +0+040 164 ndash 203 +0+050
Width height
Width height
Tolerance
[mm]
max 04
Levelness
Levelness
[mm]+0+10
Total length tolerance
Length
Flat and square strips
INFORMATION SPECIFICATIONS ndash FLAT AND SQUARE STRIPS
103ROUND TOOL MATERIALS ndash P-LINE
z
F
x
22deg
y
x
d2d 1
HV = 0102 times 2 times F times sind2 asymp 01891 F
d2
136deg2
100
80
60
40
20
00 5 10 15 20 25
120
Wea
r res
ista
nce
[1c
m3 ]
Submicron gradesFine medium grades
Coarse grades
Cobalt content []
Figure 1 test assembly for the determination of wear resistance according to ASTM B611-85
Figure 3 Vickers hardness test according to ISO 3878
Formula 1 calculation of the Vickers hardness (ISO 3878)
Figure 2 wear resistance in relation to the cobalt content and grain size
Mechanical properties of carbideWear resistanceThe most important property of carbide is wear resistance This property - or to be precise this combination of prop-erties - refers to the surface of the component When two surfaces rub against each other material is removed from both of them Under low stress the material removed consists of single grains or particles This phenomenon is called lsquoscor-ingrsquo In cases of high stress the material removed consists of grain clusters and is called lsquoabrasionrsquo The concept of wear is very complex and depends on many variables Wear resist-ance is mainly tested using the ASTM B611-85 method In this method a carbide piece is pressed onto a rotating steel disk using a lever The rotating steel disk is the carrier for the abrasive material which together with the material that is subject to analysis is transported from a tank below the con-tainer directly to the contact zone (see figure 1) The abrasive material consists of water and aluminium oxide (corundum)Wear resistance is determined by measuring the volume of material removed from the carbide piece while the revolution numberemsptestemsptimeemspandemsptheemspforceemspappliedemspatemsp90degemsponemsptheemspsteelemspdisk are held at consistent levels A gravimetric evaluation is carried out with the volume removal indicated in mm3 As shown in figure 2 wear resistance increases the finer the grain and the lower the cobalt content
HardnessHardness is a materialrsquos mechanical resistance to another harder material which penetrates it The hardness is normally determined based on the Vickers hardness test according to ISOemsp3878emsp Inemspthisemsp testemspaemsp136degemsppyramidalemspdiamondemspindenteremspis pressed onto a work piece with a determined test force The size of the indent is determined optically by measur-ing the two diagonals of the square indent produced by the applied force (F) The impression surface is calculated with formula 1 (see fig 3) When introducing this test method the obsolete unit lsquokilopondrsquo was used for the test force Therefore in the formula the factor 0102 is used for conversion The standardised indication of the Vickers hardness for example is as follows
620 HV 30
Parameters- 620 = hardness- HV = test procedure- 30 = test force in kilopond
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE104
1500
1300
1100
900
700
5000 5 10 15 20 25
1700
1900
2100
30
2300
2500HV
30
100
80
60
40
20
0750 1000
120
1250 1500 1750 2000
Cobalt content []
Ultrafine gradesSubmicron grades
Fine medium gradesCoarse grades
Wea
r res
ista
nce
[1c
m3 ]
Vickers hardness
Submicron gradesFine medium grades
Coarse grades
Figure 4 hardness in relation to the cobalt content and grain size
Figure 5 wear resistance in function of hardness with different grain sizes
Another method for determining hardness is the Rockwell procedure (ISO 3738) It is similar to the Vickers procedure but uses a diamond brale indenter Here the depth of pen-etration is used as the degree of hardness There is no the-oretical basis for a conversion between the two procedures In order to create a comparison a determinate test must be carried out Like wear resistance hardness also increases with a smaller grain size and lower cobalt content (see figure 4) As wear resistance and hardness show similar behaviour with regard to cobalt content and grain size hardness is often used as a reference for wear resistance Furthermore the Vickers procedure is easier and quicker than ASTM B611-85 Nevertheless the relation of hardness and wear resistance is exponential and also depends on the grain size (see figure 5)
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
105ROUND TOOL MATERIALS ndash P-LINE
KIC = 015 32
HV30sum Lradic MN
m
0 5 10 15 20 25 30
K IC
[MN
m3
2 ]
L2
L3
L4
L1
Cobalt content []
Ultrafine gradesSubmicron grades
Fine medium gradesCoarse grain grades
Formula 2 calculation of the critical tension intensity factor KIC
Figure 7 fracture toughness in relation to the grain size and the cobalt content
ToughnessWhen a material is exposed to external static or dynamic stress this leads to mechanical tensions In many cases particularly with impact loads both the strength and ductil-ity of the material have to be taken into account These two properties represent the basis for the concept of toughness which is defined as the capacity to resist fracture or crack progagation Fracture in this context means the complete separation of the material into at least two parts There are numerous possibilities to define or determine toughness transverse rupture strength or fracture toughness In the defi-nition above the integrated product of force and deformation until fracture occurs is used as the toughness value In the case of carbide the Palmqvist method is frequently applied to determine the toughness as a critical tension intensity factor KIC For this purpose the crack length of a Vickers hardness indent is used to deduce the fracture toughness (see figure 6) This is then converted into the tension intensity factor using formula 2 As can be seen in figure 7 tough-ness increases with the metal binder content and growing grain size Compared to other metal materials carbide can be found in the lower part of the toughness range about the same as hardened steel
Figure 6 Palmqvist method for the determination of fracture toughness
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE106
By definition carbide is to be considered a brittle material as there is basically no plastic deformation prior to fracture This is confirmed by examination of surfaces where breakage occurred Various carbides however show very big differ-ences in terms of toughness which can be best explained by taking a look at the microstructure Cracks inside the carbide grains may occur just like intergranular fractures and shear fractures in the binder metal Generally the number of grain cracks rises with increasing grain size and the number of shear fractures when raising the binder content In terms of fracture energy the main contribution to toughness comes from the length of the rupture in the metal binder (see figures 8 and 9)
Figure 8 crack propagation in large grain sizes larger crack propa-gation requires higher fracture energy - higher toughness
Figure 9 crack propagation in small grain sizes direct shorter crack propagation - requires lower fracture energy - lower toughness
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
107ROUND TOOL MATERIALS ndash P-LINE
4000
3500
3000
2500
2000
15000 5 10 15 20 25
4500
30
Tran
sver
se ru
ptur
e st
reng
th [M
Pa]
Cobalt content []
Ultrafine gradesSubmicron grades
Fine medium gradesCoarse grades
Figure 10 illustration of a transverse rupture strength test
Figure 11 transverse rupture strength in relation to the grain size and the cobalt content
Mechanical strengthEvery material has defects such as inclusions and micro-cracks For brittle materials such as hardened steels or car-bide the mechanical strength is limited by the number and size of these defects In this context the mechanical strength depends on the volume as with a growing material volume the probability of a large defect rises Depending on the type of stress various types of strength are distinguished
Transverse rupture strengthTesting the transverse rupture strength is the easiest and most common procedure of analysing the mechanical strength of carbide According to the standardised ISO 3327 procedure a test material of a certain length is placed on a surface and put under stress in the middle until it breaks (see figure 10) The transverse rupture strength (TRS) is then the average value of several tests The maximum value is achieved with a cobalt content of around 14 weight- and grain sizes of around 02 ndash 05micromThe very low plastic deformation is normally not taken into account as it occurs only in the toughest carbides Transverse rupture strength decreases with increasing temperatureFurthermore the carbides show creep values when they are subjected to stress or to high temperatures for a long time The transverse rupture strength is decisively influenced by the number and size of defects in the structure or on the surface Fractures always occur at the weakest point of the structure which is also where the largest defect is A high number of defects therefore increases the probability that one of these defects causes a premature fracture on the point with the highest stress As the quality demands in the field of carbide manufacturing are high impurities or defects can be minimised and thus the risk of breakage reduced
Tensile strengthWhen testing the tensile strength of brittle materials it is dif-ficult to measure exact results A precise result depends on both the perfect preparation of the test materials as well as on the additional stress present on the mounting fixtures Applying the Weibull theory however the tensile strength can be deducted from the values of the transverse rupture strength
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE108
7000
6000
5000
4000
3000
20000 5 10 15 20 25
8000
9000
10000Co
mpr
essi
ve s
treng
th [N
mm
2 ]
Submicron gradesFine medium grades
Coarse grades
Cobalt content []
Extra-coarse grades
Figure 12 compressive strength in relation to the grain size and the cobalt content
Compressive strengthOne of the most remarkable properties of carbide is the extremely high compressive strength under uniaxial stress This valuable property is used in virtually all application fields (cutting edges with high compressive strength in all machin-ing processes pressing and drawing dies rolls anvils and dies for the production of synthetic diamonds etc) The ten-sion of this kind of stress doesnrsquot actually cause fracture due to pressure but due to tension a shear fracture A suitable procedure for determining compressive strength can be found in ISO 4506 To achieve precise values for carbide the test piecersquos geometry must be changed so that the effects of the edges and contact which occur in a simple cylindrical test piece are eliminated Elastic deformation is produced under initial load however before fracture a degree of plastic defor-mation results Figure 12 shows the compressive strength of various grain sizes in relation to the cobalt contentThe compressive strength increases when the metal binder content decreases and the grain size is reduced A small grain carbide grade with a low metal binder content typi-cally has a compressive strength of almost 7000 Nmm2 The compressive strength decreases when the tempera-ture increases The degree of plastic deformation increases notably with the temperature so that the results are variable when temperatures are high
Shear strengthThe implementation of pure shear tests is very difficult However numerous things speak for the fact that the shear strength is somewhat higher than the compressive strength
Fatigue strengthThe fatigue strength of carbide is above 2 million pulsating compressive loads at around 65 to 85 of the static compres-sive strength The compressive fatigue strength increases with a decreasing cobalt content and with decreasing grain size
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
109ROUND TOOL MATERIALS ndash P-LINE
650
600
550
500
450
4000 5 10 15 20 25
700
1300 22002000 4600
0
100
80
60
40
20
Mod
ulus
of e
last
icity
[kN
mm
2 ]
Cobalt content []
Hardness [HV30]
Property from to
Transverse rupture strength [MPa]Fracture toughness [MPa y middot m12]
Hardness
Fracture toughness
CTU08L ultrafine grade 42 Co
Transverse rupture strength
CTS20D submicron grade 100 CoCTF25E finemedium grain grade 125 Co
Figure 15 tension fields of three CERATIZIT grades 0 - lowest value of all grades 100 - highest value of all grades
Figure 14 properties of CERATIZIT round rods and preforms
Figure 13 modulus of elasticity of WC-Co carbides
Modulus of elasticity shear modulus Poissonrsquos ratioThe modulus of elasticity indicates the resistance of a mate-rial against elastic deformation and is higher the more rigid a material is In the case of carbide the modulus of elasticity is 2 to 3 times higher than in steel and increases linearly with decreasing metal binder content See fig 13 additives ofemspγ-phaseemspreduceemsptheemspmodulusemspofemspelasticityemspAnemspexactemspdeter-mination of the modulus of elasticity based on the tension-ex-pansion diagram is difficult Therefore for reliable results res-onance measurements of transverse and longitudinal waves are carried out according to ISO 3312 The shear module is determined in the same way with the help of torsional vibra-tion By determining the modulus of elasticity and the shear module the Poissonrsquos ratio can be calculated
Influence of the grain size and the cobalt content on the most important propertiesThe most important mechanical properties of the carbide such as hardness transverse rupture strength and fracture toughness are determined by the grain size of the tungsten carbide and cobalt content Figure 14 shows the properties of CERATIZIT round rods and preforms Sporadically it can be sustained that through smaller grain sizes higher hard-ness and transverse rupture strength can be achieved At the same time however fracture toughness decreases By increasing the cobalt content hardness is reduced while the transverse rupture strength and fracture toughness are raised Based on this fact a compromise between hardness and fracture toughness can be made Figure 15 shows three different CERATIZIT grades and their hardness fracture toughness and transverse rupture strength 0 is the lowest value and 100 the highest value of all CERATIZIT grades
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE110
65
60
55
50
45
400 5 10 15 20 25
7
75
8
100
80
60
40
20
00 100
120
200 300 400 500 600 700 800
Ther
mal
exp
ansi
on c
oeffi
cien
t [10
-6 deg
C]
20degCemspndashemsp800degC
Cobalt content []
20degCemspndashemsp40degC
Ther
mal
con
duct
ivity
[Wm
n deg
C]
Temperature [degC]
Submicron gradesFine medium grades
Coarse gradesLow y-phase content
High y-phase content
Figure 17 thermal conductivity in relation to the temperature of various micro-structures and grain sizes
Figure 16 thermal expansion in function of the cobalt content for two temperature intervals
Physical properties of carbide DensityThe density of carbide is determined according to ISO 3369 and varies strongly depending on the composition of the car-bide grade Grades with a very high WC content have the highest density Grades with a high titanium carbide content and a high binder content have the lowest density Typically it can however be assumed that the density is around 50 to 100 higher than that of steel
Thermal expansionAs tungsten carbide has a very low thermal expansion coef-ficient the values for carbide compared to steel are very low For carbide grades which contain titanium carbide the values are somewhat higher than for the pure WC-Co carbides Fig-ure 16 shows the thermal expansion in relation to the cobalt content
Thermal conductivityThe thermal conductivity is of great significance for carbide applications as it determines the temperature in the wear areas and has a large influence on the carbidersquos thermal fatigue resistance and resistance to thermal fluctuations The thermal conductivity of WC-Co carbide is around twice that of unalloyed steels It is only slightly influenced by the cobaltemspcontentemspandemsptheemspgrainemspsizeemspwhileemspγ-phasesemsp likeemsp tita-nium carbide or tantalum carbide have an impact Titanium carbide strongly reduces the thermal conductivity Therefore foremspmillingemspgradesemsptantalumemspcarbideemspisemspmostlyemspusedemspasemspγ-phaseemsp(see figure 17)
Specific thermal capacityThe specific thermal capacity is the quantity of heat which is necessaryemsptoemspheatemspupemsp1emspkgemspofemspaemspmaterialemspbyemsp1degCemspInemspapplica-tion technology it is equally important as thermal conductivity because during the machining processes the heat has to be taken away from the cutting edge Through a high thermal capacity the surrounding area is less hot as it can absorb more energy
Specific electric resistanceWC-Co carbides have a low specific resistance of around 20microΩemspcmemspandemspasemspsuchemspareemspgoodemspconductorsemspofemspelectricityemspCarbidesemspwithemspγ-phasesemsphaveemspaemsphigheremspspecificemspresistance
INFORMATION TECHNICAL INFORMATION ndash PHYSICAL PROPERTIES
111ROUND TOOL MATERIALS ndash P-LINE
B
BR
-HC
HS
H
Figure 18 hysteresis curve of a ferromagnetic material
Magnetic saturation amp coercive field strengthCarbides with cobalt as a metal binder are ferromagnetic If a ferromagnetic material is exposed to a magnetic field strength H the magnetic flux density B in this material increases (fig-ure 18 blue line) The flux density decreases when the field strength rises until maximum saturation is achieved This maximum flux density is defined as magnetic saturation (4πσ)emspWhenemsptheemspexternalemspfieldemspstrengthemspisemspremovedemsptheemspfluxemspdensity in the material is reduced along the upper green line to a certain residual magnetism (BR) the so called lsquorema-nencersquo The higher the remanence is the better a material can be magnetised and the remanence can only be elimi-nated when the material is subjected to an inverse field The inverse field strength HC which is necessary to reduce the magnetic flux density to zero or to lsquode-magnetisersquo the mate-rial is defined as coercive field strength
The finer the magnetic field lines of the metal binder phase in the carbide the higher the coercive field strength This means that the coercive field strength provides information about the state of the metal binder phase The metal binder phase becomes finer with smaller tungsten carbide grains and lower binder content As described in the section on lsquoMechanical properties of carbidersquo the smaller the grains and the lower the metal binder content the higher the hardness of the structure In this way an accordant correlation between coercive field strength and hardness can be seen In practi-cal applications this represents a non-destructive measuring method for the hardnessThe magnetic saturation of carbide also depends on the con-tent and the state of the cobalt binder When one of these parameters is known information can be given about the other parameters In this context the carbon content of the carbide has a decisive influence on the magnetic state of the cobalt The magnetic saturation provides information about the carburisation of the carbide This measuring method rep-resents an important tool for checking the production quality
PermeabilityMagnetic permeability means the penetrability of materials for magnetic fields Although carbide is ferromagnetic the magnetic permeability values are low They increase equally along with the magnetic saturation and with the cobalt con-tent and amount to around 5 Hm with 20 vol Compared to this vacuum has a magnetic permeability of 1 Hm and iron between 300 and 10000 Hm
INFORMATION TECHNICAL INFORMATION ndash PHYSICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE112
Acetone
Chemical compounds Resistance
EthanolSodium hydroxide
All acidsTap waterPetroleum
high resistancehigh resistancehigh resistancelow resistancehigh resistancehigh resistance
Figure 19 some chemical compounds and the corresponding resistance of carbide
Corrosion resistanceAccording to DIN EN ISO 8044 corrosion is a reaction of a metal material with its environment which causes a measur-able modification of the material and may lead to a reduced performance of the metal element or the entire system In most cases the reaction is electrochemical in nature or in some cases chemical or metallurgical in nature In carbides corrosion causes a reduction of the surface of the binder phase thus on the surface there remains only a carbide lsquoskeletonrsquo The bond between carbide grains next to each other is very weak so the rate of destruction increases cor-respondingly When the metal binder content is low the car-bide lsquoskeletonrsquo is more pronounced Consequently this type of carbide grade shows higher wear resistance and corrosion resistance than carbides with a higher metal binder content In practical applications however this is not sufficient to sig-nificantly increase the service life Due to their limited corro-sion resistance pure WC-Co carbides are often not suitable for application fields with difficult corrosion conditions Typi-cally it can be assumed that WC-Co carbides down to pH 7 are corrosion-resistant
INFORMATION TECHNICAL INFORMATION ndash CORROSION RESISTANCE
113ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE114
We
rese
rve
the
right
to m
ake
tech
nica
l cha
nges
for i
mpr
ovem
ent o
f the
pro
duct
M
A-PR
O-0
147-
EN-0
220
7003
581
Worldwide CERATIZIT Austria GmbHAT-6600 Reutte T +43 5672 200-0 E infoaustriaceratizitcom
Brazil CERATIZIT Ameacuterica Latina Ltda BR-13069-310 Campinas Satildeo Paulo T +55 11 4133 2300 E infoamericalatinaceratizitcom China CB-CERATIZIT Xiamen Co Ltd 69 Xingxi Road Xinglin Jimei CN-361022 Xiamen (Jimei) China T +86 592 666 1000
Great BritainCERATIZIT UK amp Ireland LtdUK-Sheffield S9 1XUToll Free 0800 048 4877 4878T +44 1925 261 161E infoukceratizitcom
India CERATIZIT India Pvt Ltd IN-Bengaluru 560099 T +91 80 4043 1262 E ctindiainfoceratizitcom
Italy CERATIZIT Como SpA IT-22040 Alserio (CO) T +39 031 6349 211 E infocomoceratizitcom
Japan CERATIZIT Japan CoLtd JP-421ndash0115 Shizuoka T +81-54-268-1060 E infojapanceratizit-jcojp
Spain Portugal CERATIZIT Ibeacuterica Herramientas de Precisioacuten SL ES-28660 Madrid T +34 91 351 0609 E infoibericaceratizitcom
Headquarters
CERATIZIT SALU-8232 MamerT +352 31 20 85-1E infoceratizitcom
wwwceratizitcom

ROUND TOOL MATERIALS ndash P-LINE14
Sintering
The sintering process converts the blank into a homogeneous and dense cemented carbide with a high level of hardness The material is sintered at temperatures betweenemsp1300emspandemsp1500degCemsp(liquidemspphaseemspsintering) and sometimes also at high pres-sure (up to 100 bar) The volume is reduced by up to 50 during this process
INTRODUCTION CEMENTED CARBIDE
15ROUND TOOL MATERIALS ndash P-LINE
Finishing ndash grinding
In order to achieve the final requirements of surface finish tolerances etc carbide parts can undergo a series of finishing pro-cesses such as grinding spark erosion and coating
The most important grinding procedures for carbide rods are centreless grinding and cylindrical grinding When producing tool blanks minimum diameter tolerances and optimal surface quality represent an excel-lent quality characteristic
INTRODUCTION CEMENTED CARBIDE
ROUND TOOL MATERIALS ndash P-LINE16
KIC (Shetty)
[m ] [gcm3] [HV30] [HRA] [MPa] [psi] [MPam12]
CTU08L K10 C-2 42 1505 2200 952 3700 536600 84
TSF22 K10 ndash K20 C-2 82 1455 1930 937 4400 638800 92
TSF44 K10 ndash K20 C-2 120 1410 1730 927 4600 667000 98
KIC (Shetty)
[m ] [gcm3] [HV30] [HRA] [MPa] [psi] [MPam12]
CTS12D K05 ndash K10 C-3 60 1480 1820 931 3600 522100 93
CTS15D K10 ndash K30 C-3 75 1470 1750 928 3700 536000 95
CTS18D K20 ndash K40 C-2 90 1455 1590 919 3650 529400 107
CTS20D K20 ndash K40 C-2 100 1438 1600 919 4000 580100 104
CTS24Z K20 ndash K40 C-2 120 1410 1570 917 4000 580100 113
CTS30D K30 ndash K40 C-2 150 1384 1400 904 4300 623700 132
KIC (Shetty)
[m ] [gcm3] [HV30] [HRA] [MPa] [psi] [MPam12]
CTF12E K15 C-2 60 1495 1620 921 3000 435100 99
CTF25E K30 ndash K40 C-2 125 1415 1300 895 3500 507600 150
Ultrafine grades
Grade ISO code US codeBinder Density Hardness
Transverse rupture strength
Submicron grades
Grade ISO code US codeBinder Density Hardness
Transverse rupture strength
Fine grades
Grade ISO code US codeBinder Density Hardness
Transverse rupture strength
Grades composition and properties
INTRODUCTION GRADES COMPOSITION AND PROPERTIES
17ROUND TOOL MATERIALS ndash P-LINE
KIC (Shetty)
[m ] [gcm3] [HV30] [HRA] [MPa] [psi] [MPam12]
CTF28T K05 ndash K10 C-2 141 640 1580 918 2000 290100 85
lt 02 N02 ndash lt 05 U05 ndash lt 08 S08 ndash lt 13 F13 ndash lt 25 M25 ndash lt 60 C
gt 60 E
Cermet grade
Grade ISO code US codeBinder Density Hardness
Transverse rupture strength
Carbide grades for biocompatible tools
The biocompatibility requirement for medical products increases patient safety For tools that come into short-term direct contact with body tissue cell tolerance must be guaranteed
Testing for in-vitro cytotoxicity in accordance with DIN EN ISO 10993-5 was carried out by the accredited testing labo-ratory Creamedix GmbH The following carbide grades were successfully tested for their cell tolerance
Certified biological testing of the in-vitro cytotoxicity in accordance with
DIN EN ISO 10993-5 by
Creamedix GmbH
Accreditation number D-PL-19876-01
TSF22 TSF44 CTS12D
CTS15D CTS18D
CTS20D CTS24Z
in accordance with ISO 10993-5 for the medical and dental industry
BIOLAB
CommentThe data in this table are typical material parameters We reserve the right to modify the data due to technical progress or due to further development within our company
Grain size classification
ClassificationCERATIZIT
code
nanoultrafine
submicronfine
mediumcoarse
extra-coarse
) The classification of carbides according to grain size corresponds to the recommendations of the Powder Metallurgy AssociationThe standard ISO codes for carbides which were developed for fine to medium grain sizes no longer correspond to todayrsquos state of the art In order to choose the correct grades only the application data are relevantKIC The measured critical tension intensity factors (KIC) depend to a high degree on the sample geometry and sample preparation A direct comparison with parameters which have been determined by means of a different method is therefore not admissible
Average grain size [microm]
INTRODUCTION GRADES COMPOSITION AND PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE18
CTU08Lemspcarbideemspgradeemspwithemspaemsptypicalemspgrainemspsizeemspofemsp02emspμmemspforemsptheemspma-chining of materials with a hardness gt 65 HRC Thanks to the high wear resistance also excellent suitability for abrasive fibre composite materials
TSF22 ultrafine carbide grade for HSC machining of tempered steels with a hardness of gt 60 HRC and abrasive aluminium alloys
TSF44 ultrafine carbide grade for HSC machining of tempered steels up to 60 HRC suitable for micro-tools and finishing tools and for a variety of materials
Ultrafine grades
CTS12D for machining aluminium alloys fibre-reinforced plastics (carbon-fibre and glass-fibre reinforced) composite materials graphite particular-ly suitable for diamond coating
CTS15D for machining grey cast iron tempered cast iron non-alloyed steel non-ferrous metals and plastics
CTS18D for high-performance machining of steel stainless steel and the machining of difficult materials
CTS20D for universal machining of alloyed and non-alloyed steels Suit-able for a variety of cutting operations on different materials thanks to its balanced properties Improved toughness ensures a low risk of cutting edge breakage
CTS24Z the special high-performance grade for the roughing of titanium and heat-resistant alloys Even higher fracture toughness than CTS18D and CTS20D with approximately the same hardness
CTS30D with extremely high fracture toughness for particularly unstable and difficult applications A good choice when switching from HSS to carbide
Submicron grades
Picture example
Picture example
INTRODUCTION GRADES COMPOSITION AND PROPERTIES
19ROUND TOOL MATERIALS ndash P-LINE
CTF12E for gun drills with an adapted relation between hardness and toughness Suitable also for diamond-coated solid carbide tools
CTF25E for the production of PCD tools and tool shanks The increased cobalt content and the coarser grain improve brazability while increasing fracture toughness
Fine grain grades
CTF28T particularly for the finish machining of steel Thanks to high oxidation resistance and low tendency to stick it is particularly suitable for the production of uncoated reamers
Cermet
Picture example
Picture example
INTRODUCTION GRADES COMPOSITION AND PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE20
1 =
2 =
3 =
4 =
Number of coolant holes
Designation system
RR
RGM
W
D
Y
Sintered rods
with chamfer
with Weldon shank
Ground rods metric
DualBlank
with radial coolant exit holes
GD
SR
FR
00
RGI
RK
VK
30
V2
40
V2P
G
R
C
B
C
Helix angle coolant hole rods as sintered
coolant hole rods groundofcoolant hole rods
Blanks for gun drills
Flat strips
Square strips
round rods with kidney-shaped coolant holes
profiled rods with kidney-shaped coolant holes
profiled rods with two coolant holes
profiled tips with two coolant holes
drill blanks
Ground rods inch
with chamfer
INTRODUCTION DESIGNATION SYSTEM
21ROUND TOOL MATERIALS ndash P-LINE
S
SL
d1
D
H
D
[1100 mm]
[1100 mm]
10004813 544-104 CTS20D h5
ThicknessDiameter of the coolant holes Rod length
Pitch circle of the coolant holes
Height
Nominal pitch of the
coolant holes
Grade
Outside diameter
Diameter tolerance
INTRODUCTION DESIGNATION SYSTEM
ROUND TOOL MATERIALS ndash P-LINE22
CTU0
8L
TSF2
2
TSF4
4
CTS1
2D
CTS1
5D
CTS1
8D
CTS2
0D
CTS2
4Z
CTF1
2E
CTF2
8T
RR
RGM
RGI
RGMC
RGMCW
RGMCD
RGMCY
RGIC
GB2
G2
R2
R3
R4
G2
G3
00R1
00R2
00G1
00G2
GDRK
GDVK
GDV2
GDV2P
DIN 8011
Ultra-fine grades Submicron grades
Fine
gr
ades
Cerm
et
star
ting
page
Solid carbide rods as sintered 25
Solid carbide rods ground metric 29
Solid carbide rods inch 32
End mill blanks metric 35
End mill blanks with Weldon shank metric 39
DualBlank end mill blanks metric 40
End mill blanks with through-coolant metric 41
End mill blanks inch 43
Drill blanks with through-coolant 45
Drill blanks for micro-drills with through-coolant 47
Rods as sintered with two helical coolant holes 49
Rods as sintered with three helical coolant holes 55
Rods as sintered with four helical coolant holes 56
Rods ground with two helical coolant holes 57
Rods ground with three helical coolant holes 59
Rods as sintered with central coolant hole 61
Rods as sintered with two straight coolant holes 63
Rods ground with central coolant hole 66
Rods ground with two straight coolant holes 67
Rods for gun drills with kidney-shaped coolant holes 69
Profiled rods for gun drills with kidney-shaped coolant holes 71
Profiled rods for gun drills with two coolant holes 73
Profiled tips for gun drills with two coolant holes 75
Flat and square strips FR and SR 77
Brazing tips to DIN 8011 79
The product map below provides you with a quick overview of the grades and rods which are available in stockOther products are available upon request
Stock programme at a glance
INTRODUCTION STOCK PROGRAMME AT A GLANCE
23ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE24
A comprehensive standard range of sintered and ground solid carbide rods in various dimensions is available from stock Furthermore you can choose from carbide grades with the most varied characteristics for every application area from ultrafine grades for the machining of superhard materials by way of submi-cron grades for universal application to our cermet grade for the finish machining of ferrous materials Of course we can also produce carbide rods in other dimensions and grades to order ndash simply get in touch with your contact person at CERATIZIT Detailed technical data for our solid carbide rods can be found in the lsquoInforma-tionrsquo section
Solid carbide rods
25ROUND TOOL MATERIALS ndash P-LINE
As sintered
D L
Ultrafine grades
D L Type description
Dia tol[mm] [mm] [mm] CTU08L TSF22 TSF44
325 330 RR 0325-330 -0+020
420 330 RR 0420-330 -0+020
520 330 RR 0520-330 -0+025
620 330 RR 0620-330 -0+025
820 330 RR 0820-330 -0+030
1020 330 RR 1020-330 -0+030
1220 330 RR 1220-330 -0+030
1420 330 RR 1420-330 -0+030
1620 330 RR 1620-330 -0+045
1820 330 RR 1820-330 -0+045
2020 330 RR 2020-330 -0+045
2520 330 RR 2520-330 -0+065
3220 330 RR 3220-330 -0+065
As sintered
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
115 330 RR 0115-330 -0+015
165 330 RR 0165-330 -0+015
180 330 RR 0180-330 -0+015
220 330 RR 0220-330 -0+020
270 330 RR 0270-330 -0+020
325 330 RR 0325-330 -0+020
370 330 RR 0370-330 -0+020
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE26
As sintered
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
420 330 RR 0420-330 -0+020
470 330 RR 0470-330 -0+020
520 330 RR 0520-330 -0+025
570 330 RR 0570-330 -0+025
620 330 RR 0620-330 -0+025
655 330 RR 0655-330 -0+025
670 330 RR 0670-330 -0+025
720 330 RR 0720-330 -0+030
770 330 RR 0770-330 -0+030
820 330 RR 0820-330 -0+030
870 330 RR 0870-330 -0+030
920 330 RR 0920-330 -0+030
970 330 RR 0970-330 -0+030
1020 330 RR 1020-330 -0+030
1070 330 RR 1070-330 -0+030
1120 330 RR 1120-330 -0+030
1170 330 RR 1170-330 -0+030
1220 330 RR 1220-330 -0+030
1270 330 RR 1270-330 -0+030
1300 330 RR 1300-330 -0+030
1320 330 RR 1320-330 -0+030
1420 330 RR 1420-330 -0+030
1470 330 RR 1470-330 -0+030
1520 330 RR 1520-330 -0+030
1620 330 RR 1620-330 -0+045
1720 330 RR 1720-330 -0+045
1820 330 RR 1820-330 -0+045
1920 330 RR 1920-330 -0+045
2020 330 RR 2020-330 -0+045
2120 330 RR 2120-330 -0+055
2220 330 RR 2220-330 -0+055
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS AS SINTERED
27ROUND TOOL MATERIALS ndash P-LINE
As sintered
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
2320 330 RR 2320-330 -0+055
2420 330 RR 2420-330 -0+055
2520 330 RR 2520-330 -0+065
2580 330 RR 2580-330 -0+065
2620 330 RR 2620-330 -0+065
2820 330 RR 2820-330 -0+065
3020 330 RR 3020-330 -0+065
3220 330 RR 3220-330 -0+065
3420 330 RR 3420-330 -0+065
3620 330 RR 3620-330 -0+065
3820 330 RR 3820-330 -0+070
4020 330 RR 4020-330 -0+070
4220 330 RR 4220-330 -0+070
4620 330 RR 4620-330 -0+070
As sintered
D L
Fine grades
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
325 330 RR 0325-330 -0+020
620 330 RR 0420-330 -0+020
520 330 RR 0520-330 -0+025
620 330 RR 0620-330 -0+025
820 330 RR 0820-330 -0+030
1020 330 RR 1020-330 -0+030
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE28
As sintered
D L
Fine grades
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
1220 330 RR 1220-330 -0+030
1420 330 RR 1420-330 -0+030
1620 330 RR 1620-330 -0+045
1820 330 RR 1820-330 -0+045
As sintered
D L
Cermet
D L Type description
Dia tol[mm] [mm] [mm] CTF28T
340 330 RR 0340-330 -0+020
440 330 RR 0440-330 -0+020
640 330 RR 0640-330 -0+025
840 330 RR 0840-330 -0+030
1040 330 RR 1040-330 -0+030
1240 330 RR 1240-330 -0+030
1440 300 RR 1440-330 -0+030
1640 330 RR 1640-330 -0+045
2040 330 RR 2040-330 -0+045
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS AS SINTERED
29ROUND TOOL MATERIALS ndash P-LINE
Ground metric
D L
Ultrafine grades
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 TSF22 TSF44
200 330 RGM 0200-330 +0-0004 h5
300 330 RGM 0300-330 +0-0004 h5
400 330 RGM 0400-330 +0-0005 h5
500 330 RGM 0500-330 +0-0005 h5
600 330 RGM 0600-330 +0-0005 h5
800 330 RGM 0800-330 +0-0006 h5
1000 330 RGM 1000-330 +0-0006 h5
1200 330 RGM 1200-330 +0-0008 h5
1400 330 RGM 1400-330 +0-0008 h5
1600 330 RGM 1600-330 +0-0008 h5
2000 330 RGM 2000-330 +0-0009 h5
2500 330 RGM 2500-330 +0-0009 h5
Ground metric
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
100 330 RGM 0100-330 +0-0006 h6
150 330 RGM 0150-330 +0-0006 h6
200 330 RGM 0200-330 +0-0006 h6
250 330 RGM 0250-330 +0-0006 h6
300 330 RGM 0300-330 +0-0006 h6
350 330 RGM 0350-330 +0-0008 h6
400 330 RGM 0400-330 +0-0008 h6
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS GROUND METRIC
ROUND TOOL MATERIALS ndash P-LINE30
Ground metric
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
450 330 RGM 0450-330 +0-0008 h6
500 330 RGM 0500-330 +0-0008 h6
550 330 RGM 0550-330 +0-0008 h6
600 330 RGM 0600-330 +0-0008 h6
650 330 RGM 0650-330 +0-0009 h6
700 330 RGM 0700-330 +0-0009 h6
750 330 RGM 0750-330 +0-0009 h6
800 330 RGM 0800-330 +0-0009 h6
850 330 RGM 0850-330 +0-0009 h6
900 330 RGM 0900-330 +0-0009 h6
950 330 RGM 0950-330 +0-0009 h6
1000 330 RGM 1000-330 +0-0009 h6
1100 330 RGM 1100-330 +0-0011 h6
1200 330 RGM 1200-330 +0-0011 h6
1300 330 RGM 1300-330 +0-0011 h6
1400 330 RGM 1400-330 +0-0011 h6
1500 330 RGM 1500-330 +0-0011 h6
1600 330 RGM 1600-330 +0-0011 h6
1800 330 RGM 1800-330 +0-0011 h6
1900 330 RGM 1900-330 +0-0013 h6
2000 330 RGM 2000-330 +0-0013 h6
2200 330 RGM 2200-330 +0-0013 h6
2400 330 RGM 2400-330 +0-0013 h6
2500 330 RGM 2500-330 +0-0013 h6
2800 330 RGM 2800-330 +0-0013 h6
3000 330 RGM 3000-330 +0-0013 h6
3200 330 RGM 3200-330 +0-0016 h6
3800 330 RGM 3800-330 +0-0016 h6
4000 330 RGM 4000-330 +0-0016 h6
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS GROUND METRIC
31ROUND TOOL MATERIALS ndash P-LINE
Ground metric
D L
Fine grades
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 CTF12E
300 330 RGM 0300-330 +0-0004 h6
400 330 RGM 0400-330 +0-0008 h6
600 330 RGM 0600-330 +0-0008 h6
800 330 RGM 0800-330 +0-0009 h6
1000 330 RGM 1000-330 +0-0009 h6
1200 330 RGM 1200-330 +0-0011 h6
1400 330 RGM 1400-330 +0-0011 h6
1600 330 RGM 1600-330 +0-0011 h6
Ground metric
D L
Cermet
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 CTF28T
300 330 RGM 0300-330 +0-0004 h6
400 330 RGM 0400-330 +0-0008 h6
600 330 RGM 0600-330 +0-0008 h6
800 330 RGM 0800-330 +0-0009 h6
1000 330 RGM 1000-330 +0-0009 h6
1200 330 RGM 1200-330 +0-0011 h6
1400 330 RGM 1400-330 +0-0011 h6
1600 330 RGM 1600-330 +0-0011 h6
2000 330 RGM 2000-330 +0-0013 h6
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS GROUND METRIC
ROUND TOOL MATERIALS ndash P-LINE32
Ground inch
D L
Submicron grades
D L Type description
Dia tol[inch] [inch] [mm] ISO 286 CTS20D
18 13000 RGI 18-13 +0-0008 h6
316 13000 RGI 316-13 +0-0008 h6
14 13000 RGI 14-13 +0-0009 h6
516 13000 RGI 516-13 +0-0009 h6
38 13000 RGI 38-13 +0-0009 h6
716 13000 RGI 716-13 +0-0011 h6
12 13000 RGI 12-13 +0-0011 h6
58 13000 RGI 58-13 +0-0011 h6
34 13000 RGI 34-13 +0-0013 h6
1 13000 RGI 1-13 +0-0013 h6
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS GROUND INCH
33ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE34
In addition to DIN dimensions we can also supply our high-precision end mill blanks in extra-long sizes End mill blanks in the most popular inch dimensions have now been added to the range Whether in standard execution with Wel-don shanks internal cooling or as a DualBlank you can be sure of finding the product you need Our end mill blanks are now also available in the new high-performance grade CTS24Z for the machining of difficult materials like titanium or Inconel Having virtually the same hardness CTS24Z is even tougher than our proven CTS18D and CTS20D grades This extreme toughness offers maximum protection against breakage and ensures consistent performance of your toolsOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our end mill blanks can be found in the lsquoInformationrsquo section
End mill blanks
35ROUND TOOL MATERIALS ndash P-LINE
Metric
D
L
c
45deg
Ultrafine grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTU08L TSF22 TSF44
300 39 RGMC 0300-039 +0-0004 h5 030 x
300 40 RGMC 0300-040 +0-0004 h5 030
300 50 RGMC 0300-050 +0-0004 h5 030
300 60 RGMC 0300-060 +0-0004 h5 030
400 51 RGMC 0400-051 +0-0004 h5 040 x
400 60 RGMC 0400-060 +0-0005 h5 040
400 75 RGMC 0400-075 +0-0005 h5 040
500 51 RGMC 0500-051 +0-0005 h5 040 x
600 51 RGMC 0600-051 +0-0005 h5 040 x
600 58 RGMC 0600-058 +0-0005 h5 040 x
600 60 RGMC 0600-060 +0-0005 h5 040
600 65 RGMC 0600-065 +0-0005 h5 040
600 70 RGMC 0600-070 +0-0005 h5 040
600 75 RGMC 0600-075 +0-0005 h5 040
600 80 RGMC 0600-080 +0-0005 h5 040
600 100 RGMC 0600-100 +0-0005 h5 040
800 64 RGMC 0800-064 +0-0006 h5 060 x
800 70 RGMC 0800-070 +0-0006 h5 060
800 75 RGMC 0800-075 +0-0006 h5 060
800 100 RGMC 0800-100 +0-0006 h5 060
800 120 RGMC 0800-120 +0-0006 h5 060
1000 67 RGMC 1000-067 +0-0006 h5 080 x
1000 73 RGMC 1000-073 +0-0006 h5 080 x
1000 75 RGMC 1000-075 +0-0006 h5 080
1000 80 RGMC 1000-080 +0-0006 h5 080
1000 100 RGMC 1000-100 +0-0006 h5 080
1000 120 RGMC 1000-120 +0-0006 h5 080
1200 84 RGMC 1200-084 +0-0008 h5 080 x
1200 100 RGMC 1200-100 +0-0008 h5 080
1200 120 RGMC 1200-120 +0-0008 h5 080
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC
ROUND TOOL MATERIALS ndash P-LINE36
Metric
D
L
c
45deg
Ultrafine grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTU08L TSF22 TSF44
1600 93 RGMC 1600-093 +0-0008 h5 080 x
1600 110 RGMC 1600-110 +0-0008 h5 080
1600 120 RGMC 1600-120 +0-0008 h5 080
1600 130 RGMC 1600-130 +0-0008 h5 080
1600 150 RGMC 1600-150 +0-0008 h5 080
2000 105 RGMC 2000-105 +0-0009 h5 100 x
2000 125 RGMC 2000-125 +0-0009 h5 100
2000 150 RGMC 2000-150 +0-0009 h5 100
2500 125 RGMC 2500-125 +0-0009 h5 100
2500 150 RGMC 2500-150 +0-0009 h5 100
Metric
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTS18D CTS20D CTS24Z
300 39 RGMC 0300-039 +0-0006 h6 030 x
300 40 RGMC 0300-040 +0-0004 h5 030
300 50 RGMC 0300-050 +0-0004 h5 030
300 60 RGMC 0300-060 +0-0004 h5 030
400 51 RGMC 0400-051 +0-0008 h6 040 x
400 60 RGMC 0400-060 +0-0005 h5 040
400 75 RGMC 0400-075 +0-0005 h5 040
500 51 RGMC 0500-051 +0-0008 h6 040 x
600 51 RGMC 0600-051 +0-0008 h6 040 x
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC
37ROUND TOOL MATERIALS ndash P-LINE
Metric
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTS18D CTS20D CTS24Z
600 55 RGMC 0600-055 +0-0008 h6 040 x
600 58 RGMC 0600-058 +0-0005 h5 040 x
600 60 RGMC 0600-060 +0-0005 h5 040
600 65 RGMC 0600-065 +0-0005 h5 040
600 70 RGMC 0600-070 +0-0005 h5 040
600 75 RGMC 0600-075 +0-0005 h5 040
600 80 RGMC 0600-080 +0-0005 h5 040
600 100 RGMC 0600-100 +0-0005 h5 040
800 59 RGMC 0800-059 +0-0009 h6 060 x
800 64 RGMC 0800-064 +0-0009 h6 060 x
800 70 RGMC 0800-070 +0-0006 h5 060
800 75 RGMC 0800-075 +0-0006 h5 060
800 80 RGMC 0800-080 +0-0006 h5 060
800 100 RGMC 0800-100 +0-0006 h5 060
800 120 RGMC 0800-120 +0-0006 h5 060
1000 67 RGMC 1000-067 +0-0009 h6 080 x
1000 73 RGMC 1000-073 +0-0009 h6 080 x
1000 75 RGMC 1000-075 +0-0006 h5 080
1000 80 RGMC 1000-080 +0-0006 h5 080
1000 90 RGMC 1000-090 +0-0006 h5 080
1000 100 RGMC 1000-100 +0-0006 h5 080
1000 120 RGMC 1000-120 +0-0006 h5 080
1200 74 RGMC 1200-074 +0-0011 h6 080 x
1200 84 RGMC 1200-084 +0-0011 h6 080 x
1200 100 RGMC 1200-100 +0-0008 h5 080
1200 120 RGMC 1200-120 +0-0008 h5 080
1400 76 RGMC 1400-076 +0-0011 h6 080 x
1400 84 RGMC 1400-084 +0-0011 h6 080 x
1600 83 RGMC 1600-083 +0-0011 h6 080 x
1600 93 RGMC 1600-093 +0-0011 h6 080 x
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC
ROUND TOOL MATERIALS ndash P-LINE38
Metric
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTS18D CTS20D CTS24Z
1600 110 RGMC 1600-110 +0-0008 h5 080
1600 120 RGMC 1600-120 +0-0008 h5 080
1600 130 RGMC 1600-130 +0-0008 h5 080
1600 150 RGMC 1600-150 +0-0008 h5 080
1800 93 RGMC 1800-093 +0-0011 h6 100 x
2000 93 RGMC 2000-093 +0-0013 h6 100 x
2000 105 RGMC 2000-105 +0-0009 h5 100 x
2000 125 RGMC 2000-125 +0-0009 h5 100
2000 150 RGMC 2000-150 +0-0009 h5 100
2500 125 RGMC 2500-125 +0-0009 h5 100
2500 150 RGMC 2500-150 +0-0009 h5 100
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC
39ROUND TOOL MATERIALS ndash P-LINE
Metric with Weldon
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTS20D
600 51 RGMCW 0600-051 +0-0008 h6 040 x
600 55 RGMCW 0600-055 +0-0008 h6 040 x
600 58 RGMCW 0600-058 +0-0008 h6 040 x
800 64 RGMCW 0800-064 +0-0009 h6 060 x
1000 67 RGMCW 1000-067 +0-0009 h6 080 x
1000 73 RGMCW 1000-073 +0-0009 h6 080 x
1200 74 RGMCW 1200-074 +0-0011 h6 080 x
1200 84 RGMCW 1200-084 +0-0011 h6 080 x
1600 93 RGMCW 1600-093 +0-0011 h6 080 x
2000 93 RGMCW 2000-093 +0-0013 h6 100 x
2000 105 RGMCW 2000-105 +0-0013 h6 100 x
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC WITH WELDON
ROUND TOOL MATERIALS ndash P-LINE40
Metric DualBlank
D
L
c
30degCTSDTMG30
l1
Submicron grades
D L Type description
Dia tol l1 c[mm] [mm] [mm] ISO 286 [mm] [mm] DIN 6527 CTS20D CTS18D
600 58 RGMCD 0600-058 +0-0008 h6 26 050 x
800 64 RGMCD 0800-064 +0-0009 h6 29 070 x
1000 73 RGMCD 1000-073 +0-0009 h6 33 090 x
1200 84 RGMCD 1200-084 +0-0011 h6 38 090 x
1600 93 RGMCD 1600-093 +0-0011 h6 41 090 x
2000 105 RGMCD 2000-105 +0-0013 h6 46 110 x
DualBlank rods
A combination of a high-performing Premium grade in the cutting edge area with a shank made of an economical recycled grade
emspThe high-performance grade in the cutting edge area guarantees maximum performance in metal cutting
emspAbsolutely homogeneous and resistant to fracture where the two materials are joined
emspOptimised price-performance ratioemspProduced with less impact of the environment
s-line
p-line
CTS18DCTS20D
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC DUALBLANK
41ROUND TOOL MATERIALS ndash P-LINE
Metric with through-coolant 2x 180deg
c
2x18
0deg
Oslash d
1
L+1
45deg
l2 60degOslash
D
Oslash d 2
Submicron grades
D L Type description
Dia tol d1 d2 l2 c[mm] [mm] [mm] ISO 286 [mm] [mm] [mm] [mm] CTS20D
600 58 RGMCY2 0600-058 +0-0008 h6 120 080 300 040
800 64 RGMCY2 0800-064 +0-0009 h6 160 110 400 060
1000 73 RGMCY2 1000-073 +0-0009 h6 200 140 500 080
1200 84 RGMCY2 1200-084 +0-0011 h6 220 160 600 080
1400 84 RGMCY2 1400-084 +0-0011 h6 240 170 700 080
1600 93 RGMCY2 1600-093 +0-0011 h6 260 190 800 080
1800 93 RGMCY2 1800-093 +0-0011 h6 280 200 900 100
2000 105 RGMCY2 2000-105 +0-0013 h6 300 210 1000 100
2500 125 RGMCY2 2500-125 +0-0013 h6 320 230 1250 100
Metric with through-coolant 3x 120deg
3x12
0deg
c
Oslash d
1
L+1
45deg
l2 60degOslash
D
Oslash d 2
Submicron grades
D L Type description
Dia tol d1 d2 l2 c[mm] [mm] [mm] ISO 286 [mm] [mm] [mm] [mm] CTS20D
600 58 RGMCY3 0600-058 +0-0008 h6 120 070 300 040
800 64 RGMCY3 0800-064 +0-0009 h6 160 090 400 060
1000 73 RGMCY3 1000-073 +0-0009 h6 200 120 500 080
1200 84 RGMCY3 1200-084 +0-0011 h6 220 130 600 080
1400 84 RGMCY3 1400-084 +0-0011 h6 240 140 700 080
1600 93 RGMCY3 1600-093 +0-0011 h6 260 150 800 080
1800 93 RGMCY3 1800-093 +0-0011 h6 280 160 900 100
2000 105 RGMCY3 2000-105 +0-0013 h6 300 170 1000 100
2500 125 RGMCY3 2500-125 +0-0013 h6 320 180 1250 100
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC WITH THROUGH-COOLANT
ROUND TOOL MATERIALS ndash P-LINE42
Metric with through-coolant 4x 90deg
4x90
deg
c
Oslash d
1
L+1
45deg
l2 60degOslash
D
Oslash d 2
Submicron grades
D L Type description
Dia tol d1 d2 l2 c[mm] [mm] [mm] ISO 286 [mm] [mm] [mm] [mm] CTS20D
600 58 RGMCY4 0600-058 +0-0008 h6 120 060 300 040
800 64 RGMCY4 0800-064 +0-0009 h6 160 080 400 060
1000 73 RGMCY4 1000-073 +0-0009 h6 200 100 500 080
1200 84 RGMCY4 1200-084 +0-0011 h6 220 110 600 080
1400 84 RGMCY4 1400-084 +0-0011 h6 240 120 700 080
1600 93 RGMCY4 1600-093 +0-0011 h6 260 130 800 080
1800 93 RGMCY4 1800-093 +0-0011 h6 280 140 900 100
2000 105 RGMCY4 2000-105 +0-0013 h6 300 150 1000 100
2500 125 RGMCY4 2500-125 +0-0013 h6 320 160 1250 100
Metric with through-coolant 5x 72deg
5x72deg
c
Oslash d
1
L+1
45deg
l2 60degOslash
D
Oslash d 2
Submicron grades
D L Type description
Dia tol d1 d2 l2 c[mm] [mm] [mm] ISO 286 [mm] [mm] [mm] [mm] CTS20D
600 58 RGMCY5 0600-058 +0-0008 h6 120 050 300 040
800 64 RGMCY5 0800-064 +0-0009 h6 160 070 400 060
1000 73 RGMCY5 1000-073 +0-0009 h6 200 090 500 080
1200 84 RGMCY5 1200-084 +0-0011 h6 220 100 600 080
1400 84 RGMCY5 1400-084 +0-0011 h6 240 110 700 080
1600 93 RGMCY5 1600-093 +0-0011 h6 260 120 800 080
1800 93 RGMCY5 1800-093 +0-0011 h6 280 130 900 100
2000 105 RGMCY5 2000-105 +0-0013 h6 300 140 1000 100
2500 125 RGMCY5 2500-125 +0-0013 h6 320 150 1250 100
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC WITH THROUGH-COOLANT
43ROUND TOOL MATERIALS ndash P-LINE
Inch
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[inch] [inch] [mm] ISO 286 [mm] CTS20D
18 1500 RGIC 18 - 150 +0-0008 h6 025
316 2000 RGIC 316 - 200 +0-0008 h6 040
14 2000 RGIC 14 - 200 +0-0009 h6 040
14 3000 RGIC 14 - 300 +0-0009 h6 040
516 2500 RGIC 516 - 250 +0-0009 h6 040
38 2500 RGIC 38 - 250 +0-0009 h6 040
38 3000 RGIC 38 - 300 +0-0009 h6 040
12 3000 RGIC 12 - 300 +0-0011 h6 080
12 4000 RGIC 12 - 400 +0-0011 h6 080
58 3500 RGIC 58 - 350 +0-0011 h6 080
34 4000 RGIC 34 - 400 +0-0013 h6 080
1 4000 RGIC 1 - 400 +0-0013 h6 080
1 6000 RGIC 1 - 600 +0-0013 h6 080
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS INCH
ROUND TOOL MATERIALS ndash P-LINE44
In addition to their geometrical precision thanks to a special grinding surface our drill blanks are also notable for the improved pull-out resistance of the tool shank The shank end corresponds to DIN 69090-3 and therefore complies with the standard for cutting tools which are suitable for MQLOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZITDetailed technical data for our drill blanks can be found in the lsquoInformationrsquo section
Drill blanks
45ROUND TOOL MATERIALS ndash P-LINE
3xD 5xD with through-coolant
cD1
d 1
D L
45deg
Drill blanks
xD factor
D L Type description
Dia tol Nominal pitch c D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] [mm] CTS20D
3 600 63 40GB2 06001907225-063 +0-0005 h5 2250 400 095 190 070
3 600 63 46GB2 06001605180-063 +0-0005 h5 1800 463 095 160 050
3 600 67 30GB2 06002708327-067 +0-0005 h5 3270 300 095 270 080
3 600 67 33GB2 06002209290-067 +0-0005 h5 2900 330 095 220 090
3 800 80 30GB2 08003410435-080 +0-0006 h5 4350 300 125 340 100
3 1000 90 30GB2 10004813544-090 +0-0006 h5 5440 300 135 480 130
3 1200 103 30GB2 12006317653-103 +0-0008 h5 6530 300 175 630 170
3 1400 108 30GB2 14006718762-108 +0-0008 h5 7620 300 195 670 180
3 1600 116 30GB2 16008020871-116 +0-0008 h5 8710 300 245 800 200
3 1800 124 30GB2 18009023980-124 +0-0008 h5 9800 300 275 900 230
3 2000 132 30GB2 2000100251088-132 +0-0009 h5 10880 300 325 1000 250
5 600 67 46GB2 06001605180-067 +0-0005 h5 1800 463 095 160 050
5 600 67 40GB2 06001907225-067 +0-0005 h5 2250 400 095 190 070
5 600 75 33GB2 06002209290-075 +0-0005 h5 2900 330 095 220 090
5 600 75 40GB2 06001907225-075 +0-0005 h5 2250 400 095 190 070
5 600 83 30GB2 06002708327-083 +0-0005 h5 3270 300 095 270 080
5 800 92 30GB2 08003410435-092 +0-0006 h5 4350 300 125 340 100
5 1000 104 30GB2 10004813544-104 +0-0006 h5 5440 300 135 480 130
5 1200 119 30GB2 12006317653-119 +0-0008 h5 6530 300 175 630 170
5 1400 125 30GB2 14006718762-125 +0-0008 h5 7620 300 195 670 180
5 1600 134 30GB2 16008020871-134 +0-0008 h5 8710 300 245 800 200
5 1800 144 30GB2 18009023980-144 +0-0008 h5 9800 300 275 900 230
5 2000 154 30GB2 2000100251088-154 +0-0009 h5 10880 300 325 1000 250
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
DRILL BLANKS 3XDndash12XD WITH THROUGH-COOLANT
ROUND TOOL MATERIALS ndash P-LINE46
8xD 12xD with through-coolant
cD1
d 1
D L
45deg
Drill blanks
xD factor
D L Type description
Dia tol Nominal pitch c D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] [mm] CTS20D
8 600 73 46GB2 06001605180-073 +0-0005 h5 1800 463 095 160 050
8 600 73 40GB2 06001907225-073 +0-0005 h5 2250 400 095 190 070
8 600 82 33GB2 06002209290-082 +0-0005 h5 2900 330 095 220 090
8 600 82 40GB2 06001907225-082 +0-0005 h5 2250 400 095 190 070
8 600 96 30GB2 06002708327-096 +0-0005 h5 3270 300 095 270 080
8 800 115 30GB2 08003410435-115 +0-0006 h5 4350 300 125 340 100
8 1000 143 30GB2 10004813544-143 +0-0006 h5 5440 300 135 480 130
8 1200 163 30GB2 12006317653-163 +0-0008 h5 6530 300 175 630 170
8 1400 179 30GB2 14006718762-179 +0-0008 h5 7620 300 195 670 180
8 1600 204 30GB2 16008020871-204 +0-0008 h5 8710 300 245 800 200
8 1800 223 30GB2 18009023980-223 +0-0008 h5 9800 300 275 900 230
8 2000 244 30GB2 2000100251088-244 +0-0009 h5 10880 300 325 1000 250
12 600 93 40GB2 06001907225-093 +0-0005 h5 2250 400 095 190 070
12 600 93 46GB2 06001605180-093 +0-0005 h5 1800 463 095 160 050
12 600 103 40GB2 06001907225-103 +0-0005 h5 2250 400 095 190 070
12 600 103 33GB2 06002209290-103 +0-0005 h5 2900 330 095 220 090
12 600 117 30GB2 06002708327-117 +0-0005 h5 3270 300 095 270 080
12 800 147 30GB2 08003410435-147 +0-0006 h5 4350 300 125 340 100
12 1000 163 30GB2 10004813544-163 +0-0006 h5 5440 300 135 480 130
12 1200 205 30GB2 12006317653-205 +0-0008 h5 6530 300 175 630 170
12 1400 231 30GB2 14006718762-231 +0-0008 h5 7620 300 195 670 180
12 1600 261 30GB2 16008020871-261 +0-0008 h5 8710 300 245 800 200
12 1800 286 30GB2 18009023980-286 +0-0008 h5 9800 300 275 900 230
12 2000 311 30GB2 2000100251088-311 +0-0009 h5 10880 300 325 1000 250
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
DRILL BLANKS 3XDndash12XD WITH THROUGH-COOLANT
47ROUND TOOL MATERIALS ndash P-LINE
For micro-drills with through-coolant
D1
Dd1
L
STG
d 2
l2
c
Blanks for micro-drills
D L Type description
Dia tol Nominal pitch c D1 d1 d2 l2[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] [mm] [mm] [mm] CTS20D
300 55 71G2 030002900532-055 +0-0004 h5 320 712 020 029 005 070 25
300 60 67G2 030003700740-060 +0-0004 h5 400 670 020 037 007 090 25
300 65 62G2 030004701050-065 +0-0004 h5 500 621 020 047 010 120 25
300 75 58G2 030006001360-075 +0-0004 h5 600 575 020 060 013 150 25
300 85 53G2 030007501672-085 +0-0004 h5 720 526 020 075 016 170 25
300 95 46G2 030009002090-095 +0-0004 h5 900 463 020 090 020
300 105 42G2 0300105025106-105 +0-0004 h5 1060 416 020 105 025
300 120 37G2 0300125030125-120 +0-0004 h5 1250 370 020 125 030
300 140 33G2 0300150035145-140 +0-0004 h5 1450 330 020 150 035
400 55 76G2 040002900532-055 +0-0005 h5 320 757 030 029 005 070 25
400 60 72G2 040003700740-060 +0-0005 h5 400 723 030 037 007 090 25
400 65 68G2 040004701050-065 +0-0005 h5 500 683 030 047 010 120 25
400 75 64G2 040006001360-075 +0-0005 h5 600 645 030 060 013 150 25
400 85 60G2 040007501672-085 +0-0005 h5 720 602 030 075 016 200 25
400 95 54G2 040009002090-095 +0-0005 h5 900 544 030 090 020 250 25
400 105 50G2 0400105025106-105 +0-0005 h5 1060 499 030 105 025
400 120 46G2 0400125030120-120 +0-0005 h5 1200 463 030 125 030
400 140 38G2 0400150035162-140 +0-0004 h5 1620 378 030 150 035
400 160 35G2 0400170040180-160 +0-0004 h5 1800 349 030 170 040
400 180 30G2 0400200045218-180 +0-0004 h5 2180 300 030 200 045
with power chamber without power chamber
STG
d 2
l2 STG
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
DRILL BLANKS FOR MICRO-DRILLS WITH THROUGH-COOLANT
ROUND TOOL MATERIALS ndash P-LINE48
Our range of sintered and ground rods with helical coolant holes supports the production of drills in a diameter range from 3 mm to 35 mmOur rods with helical coolant holes are available in the proven CTS20D grade for the universal machining of steel stainless steel or heat-resistant alloys and now also in CTS12D and the new high-performance grade CTS24Z for the machining of difficult materials like titanium or Inconel Having virtually the same hardness CTS24Z is even tougher than our proven CTS18D and CTS20D grades This extreme toughness offers maximum protection against breakage and ensures consistent performance of your toolsOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our rods with helical coolant holes can be found in the lsquoInformationrsquo section
Rods with helical coolant holes
49ROUND TOOL MATERIALS ndash P-LINE
As sintered
d1
D1
DL
With two coolant holes le 22deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS12D CTS20D
630 415 22R2 06301906469-415 4690 219 190 060
630 330 15R2 063026077035-330 7035 150 260 070
630 415 15R2 063026077035-415 7035 150 260 070
830 415 20R2 083033107034-415 7034 197 330 100
830 330 15R2 083036125938-330 9380 150 360 125
830 415 15R2 083036125938-415 9380 150 360 125
1030 415 19R2 10304401209380-415 9380 185 440 120
1030 330 15R2 103048014011725-330 11725 150 480 140
1030 415 15R2 103048014011725-415 11725 150 480 140
1230 415 18R2 123054015011725-415 11725 178 540 150
1230 330 15R2 123062515514070-330 14070 150 625 155
1230 415 15R2 123062515514070-415 14070 150 625 155
1430 330 15R2 143067019016414-330 16414 150 670 190
1430 415 15R2 143067019016414-415 16414 150 670 190
1630 330 15R2 16308021018759-330 18759 150 800 210
1830 330 15R2 183090232110-330 21100 150 900 230
2030 330 15R2 203010025023449-330 23449 150 1000 250
2230 330 15R2 22301202525794-330 25794 150 1200 250
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE50
As sintered
d1
D1
DL
With two coolant holes 23deg ndash 49deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS12D CTS20D CTS24Z
330 330 40R2 033003015112-330 1120 401 030 015
330 330 49R2 033005502082-330 820 490 055 020
330 330 39R2 033008023115-330 1150 393 080 023
330 330 34R2 033011035140-330 1400 340 110 035
330 330 30R2 0330140351632-330 1632 300 140 035
430 330 46R2 04301003120-330 1200 463 100 030
430 330 38R2 043012035162-330 1620 378 120 035
430 330 35R2 043016045180-330 1800 349 160 045
430 330 30R2 043021045218-330 2180 300 210 045
530 330 33R2 05302206245-330 2450 327 220 060
630 330 46R2 06301605180-330 1800 463 160 050
630 330 40R2 06301907225-330 2250 400 190 070
630 330 30R2 06302009327-330 3270 300 200 090
630 330 30R2 06302207327-330 3270 300 220 070
630 330 30R2 06302708327-330 3270 300 270 080
630 330 30R2 06303009327-330 3270 300 300 090
630 350 46R2 06301605180-350 1800 463 160 050
630 350 40R2 06301907225-350 2250 400 190 070
630 350 30R2 06302207327-350 3270 300 220 070
680 330 30R2 06802708354-330 3540 280 270 080
680 330 30R2 06803309354-330 3540 280 330 090
730 330 30R2 07303510381-330 3810 300 350 100
830 330 43R2 08302307272-330 2720 427 230 070
830 330 40R2 08302907300-330 3000 400 290 070
830 330 36R2 08303310350-330 3500 357 330 100
830 330 30R2 08303410435-330 4350 300 340 100
830 330 30R2 08304112435-330 4350 300 410 120
830 350 36R2 08303310350-350 3500 357 330 100
830 350 30R2 08303410435-350 4350 300 340 100
930 330 30R2 093043510490-330 4900 300 435 100
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
51ROUND TOOL MATERIALS ndash P-LINE
As sintered
d1
D1
DL
With two coolant holes 23deg ndash 49deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS12D CTS20D CTS24Z
980 330 30R2 09804813517-330 5170 287 480 130
1030 330 40R2 10302708370-330 3700 403 270 080
1030 330 34R2 10303911460-330 4600 343 390 110
1030 330 34R2 103044115460-330 4600 343 440 115
1030 330 30R2 10304813544-330 5440 300 480 130
1030 330 33R2 10305012490-330 4900 327 500 120
1130 330 40R2 11303208412-330 4120 400 320 080
1130 330 30R2 11305515599-330 5990 300 550 150
1180 330 30R2 11805515626-330 6260 289 550 150
1230 250 33R2 12305415570-250 5700 335 540 150
1230 250 30R2 12306317653-250 6530 300 630 170
1230 330 39R2 12303510463-330 4630 392 350 100
1230 330 40R2 12304009449-330 4490 400 400 090
1230 330 33R2 123050135570-330 5700 335 500 135
1230 330 33R2 12305415570-330 5700 335 540 150
1230 330 32R2 12306015599-330 5990 322 600 150
1230 330 30R2 12306317653-330 6530 300 630 170
1330 330 40R2 13304410487-330 4870 400 440 100
1330 330 30R2 13306516707-330 7070 300 650 160
1430 330 40R2 14304613524-330 5240 400 460 130
1430 330 34R2 14306016650-330 6500 341 600 160
1430 330 30R2 14306718762-330 7620 300 670 180
1430 330 30R2 14307020762-330 7620 300 700 200
1430 330 30R2 14307620762-330 7620 300 760 200
1530 330 30R2 15307620816-330 8160 300 760 200
1630 280 30R2 16308020871-280 8710 300 800 200
1630 330 40R2 16305512599-330 5990 400 550 120
1630 330 35R2 16307020730-330 7300 346 700 200
1630 330 30R2 16308020871-330 8710 300 800 200
1630 330 32R2 16308420816-330 8160 316 840 200
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE52
As sintered
d1
D1
DL
With two coolant holes 23deg ndash 49deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS12D CTS20D CTS24Z
1630 330 30R2 16308625871-330 8710 300 860 250
1730 330 40R2 173057513636-330 6360 400 575 130
1730 330 30R2 17308925925-330 9250 300 890 250
1830 330 40R2 18305616680-330 6800 397 560 160
1830 330 40R2 18306317680-330 6800 397 630 170
1830 330 35R2 183077522820-330 8200 346 775 220
1830 330 30R2 18309327980-330 9800 300 930 270
1980 330 30R2 198096241061-330 10610 294 960 240
2030 330 37R2 20306517843-330 8430 367 650 170
2030 330 40R2 20307115749-330 7490 400 710 150
2030 330 30R2 2030100251088-330 10880 300 1000 250
2030 330 30R2 2030107321088-330 10880 300 1070 320
2130 330 30R2 21301065201142-330 11420 300 1065 200
2130 330 30R2 2130115321142-330 11420 300 1150 320
2230 330 40R2 22307717824-330 8240 400 770 170
2230 330 33R2 22301002501080-330 10800 326 1000 250
2230 330 30R2 2230113201197-330 11970 300 1130 200
2230 330 30R2 2230115341197-330 11970 300 1150 340
2530 330 40R2 253077175936-330 9360 400 770 175
2530 330 33R2 2530120321190-330 11900 330 1200 320
2830 330 39R2 283090201077-330 10770 392 900 200
2830 330 29R2 2830148251590-330 15900 290 1480 250
3030 330 39R2 3030100201160-330 11600 391 1000 200
3030 330 29R2 3030160251720-330 17200 287 1600 250
3230 330 40R2 3230110201198-330 11980 400 1100 200
3230 330 29R2 3230170301778-330 17780 295 1700 300
3530 330 30R2 3530180301895-330 18950 300 1800 300
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
53ROUND TOOL MATERIALS ndash P-LINE
As sintered
d1
D1
DL
With two coolant holes extra-long 23deg ndash 49deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS20D
630 430 46R2 06301605180-430 1800 463 160 050
630 430 40R2 06301907225-430 2250 400 190 070
630 430 30R2 06302207327-430 3270 300 220 070
630 430 30R2 06303009327-430 3270 300 300 090
830 430 30R2 08303410435-430 4350 300 340 100
1030 430 30R2 10304813544-430 5440 300 480 130
1030 530 30R2 10304813544-530 5440 300 480 130
1230 430 30R2 12306317653-430 6530 300 630 170
1230 530 30R2 12306317653-530 6530 300 630 170
1430 430 30R2 14306718762-430 7620 300 670 180
1430 530 30R2 14306718762-530 7620 300 670 180
1630 430 30R2 16308020871-430 8710 300 800 200
1630 530 30R2 16308020871-530 8710 300 800 200
1830 530 30R2 18309327980-530 9800 300 930 270
1830 430 30R2 18309327980-430 9800 300 930 270
2030 430 30R2 2030100251088-430 10880 300 1000 250
2030 530 30R2 2030100251088-530 10880 300 1000 250
2530 530 33R2 2530120321190-530 11900 334 1200 320
2530 430 33R2 2530120321190-430 11900 334 1200 320
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE54
As sintered
d1
D1
DL
With two coolant holes ge 50deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS20D
1030 330 50R2 10302307260-330 2600 504 230 070
1230 330 51R2 12302307301-330 3010 514 230 070
1330 330 50R2 13302607340-330 3400 502 260 070
1630 330 50R2 16303710420-330 4200 501 370 100
2030 330 50R2 20304412527-330 5270 500 440 120
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
55ROUND TOOL MATERIALS ndash P-LINE
As sintered
D
D1
Ld1
With three coolant holes
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS20D
630 330 30R3 06303006327-330 3270 312 300 060
830 330 40R3 08302907300-330 3000 400 290 070
830 330 30R3 083040075435-330 4350 300 400 075
1030 330 40R3 103035075370-330 3700 403 350 075
1030 330 30R3 10304910544-330 5440 300 490 100
1230 330 40R3 12304009449-330 4490 400 400 090
1230 330 30R3 12306011653-330 6530 300 600 110
1430 330 40R3 143046512524-330 5240 400 465 120
1430 330 30R3 14307113762-330 7620 300 710 130
1630 330 40R3 16305512599-330 5990 400 550 120
1630 330 30R3 16308315870-330 8700 300 830 150
1830 330 40R3 183062515674-330 6740 400 625 150
1830 330 30R3 18309617980-330 9800 300 960 170
2030 330 40R3 20307115749-330 7490 400 710 150
2030 330 30R3 2030104201088-330 10880 300 1040 200
2230 330 40R3 22307717824-330 8240 400 770 170
2230 330 30R3 2230107201197-330 11970 300 1070 200
2530 330 40R3 25308117936-330 9360 400 810 170
2530 330 33R3 2530115221190-330 11900 334 1150 220
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE56
As sintered
D1
D2
DL
d 2d 1
With four coolant holes
D L Type description
Nominal pitch D1 d1 D2 d2
[mm] [mm] [mm] [deg] [mm] [mm] [mm] [mm] CTS20D
830 330 33R4 08301939040838-330 3810 334 190 040 390 080
830 330 30R4 083022450450944-330 4350 297 220 045 450 090
1030 330 33R4 10302551051049-330 4900 327 250 050 510 100
1030 330 30R4 10302857061154-330 5440 300 280 060 570 110
1230 330 32R4 12303163071260-330 5990 322 310 070 630 120
1230 330 30R4 12303469071465-330 6530 300 340 070 690 140
1430 330 32R4 14303675081570-330 7070 319 360 080 750 150
1430 330 30R4 14303981081676-330 7620 300 390 080 810 160
1630 330 30R4 16304490091887-330 8710 300 440 090 900 180
1830 330 30R4 183050102102098-330 9800 300 500 100 1020 200
2030 330 30R4 203561141223109-330 10880 300 560 120 1140 230
2230 330 30R4 223611261225120-330 11970 300 610 120 1260 250
2530 330 29R4 253691411428139-330 13930 294 690 140 1410 280
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
57ROUND TOOL MATERIALS ndash P-LINE
Ground
DLd1
D1
With two coolant holes le 22deg
D L Type description
Dia tol Nominal pitch D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] CTS20D
600 330 15G2 060026077035-330 +0-0008 h6 7035 150 260 070
800 330 15G2 080036125938-330 +0-0009 h6 9380 150 360 125
1000 330 15G2 100048014011725-330 +0-0009 h6 11725 150 480 140
1200 330 15G2 120062515514070-330 +0-0011 h6 14070 150 625 155
1400 330 15G2 140067019016414-330 +0-0011 h6 16414 150 670 190
1600 330 15G2 16008021018759-330 +0-0011 h6 18759 150 800 210
1800 330 15G2 180090232110-330 +0-0011 h6 21100 150 900 230
2000 330 15G2 200010025023449-330 +0-0013 h6 23449 150 1000 250
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES GROUND
ROUND TOOL MATERIALS ndash P-LINE58
Ground
DLd1
D1
With two coolant holes 23deg ndash 49deg
D L Type description
Dia tol Nominal pitch D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] CTS20D
600 330 40G2 06001907225-330 +0-0008 h6 2250 400 190 070
600 330 30G2 06003009327-330 +0-0008 h6 3270 300 300 090
800 330 43G2 08002307272-330 +0-0009 h6 2720 427 230 070
800 330 30G2 08003410435-330 +0-0009 h6 4350 300 340 100
1000 330 40G2 10002708370-330 +0-0009 h6 3700 400 270 080
1000 330 30G2 10004813544-330 +0-0009 h6 5440 300 480 130
1200 330 39G2 12003510463-330 +0-0011 h6 4630 390 350 100
1200 330 30G2 12006317653-330 +0-0011 h6 6530 300 630 170
1400 330 40G2 14004613524-330 +0-0011 h6 5240 400 460 130
1400 330 30G2 14006718762-330 +0-0011 h6 7620 300 670 180
1600 330 40G2 16005512599-330 +0-0011 h6 5990 400 550 120
1600 330 30G2 16008020871-330 +0-0011 h6 8710 300 800 200
1800 330 40G2 18006317680-330 +0-0011 h6 6800 397 630 170
1800 330 30G2 18009327980-330 +0-0011 h6 9800 300 930 270
2000 330 40G2 20007115749-330 +0-0013 h6 7490 400 710 150
2000 330 30G2 2000100251088-330 +0-0013 h6 10880 300 1000 250
2500 330 40G2 250077175936-330 +0-0013 h6 9360 400 770 175
2500 330 33G2 2500120321190-330 +0-0013 h6 11900 334 120 320
3200 330 40G2 3200110201198-330 +0-0016 h6 11980 400 1100 200
3200 330 29G2 3200170301778-330 +0-0016 h6 17780 295 1700 300
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES GROUND
59ROUND TOOL MATERIALS ndash P-LINE
Ground
D
D1
Ld1
With three coolant holes
D L Type description
Dia tol Nominal pitch D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] CTS20D
600 330 30G3 06003006327-330 +0-0008 h6 3270 300 300 060
800 330 30G3 080040075435-330 +0-0009 h6 4350 300 400 075
1000 330 30G3 10004910544-330 +0-0009 h6 5440 300 490 100
1200 330 30G3 12006011653-330 +0-0011 h6 6530 300 600 110
1400 330 30G3 14007113762-330 +0-0011 h6 7620 300 710 130
1600 330 30G3 16008315870-330 +0-0011 h6 8700 300 830 150
1800 330 30G3 18009617980-330 +0-0011 h6 9800 300 960 170
2000 330 30G3 2000104201088-330 +0-0013 h6 10880 300 1040 200
2500 330 33G3 2500115221190-330 +0-0013 h6 11900 330 1150 220
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES GROUND
ROUND TOOL MATERIALS ndash P-LINE60
Our standard range includes sintered and ground rods with one central or two straight coolant holes In addition to our established carbide grades we offer a selection of dimensions in the cermet grade CTF28T which has been specially developed for the finish machining of steelOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our rods with straight coolant holes can be found in the lsquoInformationrsquo section
Rods with straight coolant holes
61ROUND TOOL MATERIALS ndash P-LINE
As sintered
d1
D
L
With central coolant hole ultra-fine grades
D L Type description
d1
[mm] [mm] [mm] TSF44
645 330 00R1 064510-330 100
855 330 00R1 085513-330 130
1055 330 00R1 105513-330 130
1055 330 00R1 105520-330 200
1255 330 00R1 125520-330 200
1470 330 00R1 147020-330 200
1670 330 00R1 167020-330 200
2070 330 00R1 207030-330 300
As sintered
d1
D
L
With central coolant hole submicron grades
D L Type description
d1
[mm] [mm] [mm] CTS15D CTS20D
495 330 00R1 049506-330 060
630 330 00R1 063010-330 100
645 330 00R1 064510-330 100
830 330 00R1 083013-330 130
855 330 00R1 085513-330 130
855 330 00R1 085520-330 200
1030 330 00R1 103020-330 200
1055 330 00R1 105513-330 130
1055 330 00R1 105520-330 200
1130 330 00R1 113020-330 200
1230 330 00R1 123020-330 200
1255 330 00R1 125520-330 200
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE62
As sintered
d1
D
L
With central coolant hole submicron grades
D L Type description
d1
[mm] [mm] [mm] CTS15D CTS20D
1330 330 00R1 133020-330 200
1430 330 00R1 143020-330 200
1470 330 00R1 147020-330 200
1630 330 00R1 163020-330 200
1670 330 00R1 167020-330 200
1830 330 00R1 183030-330 300
1870 330 00R1 187030-330 300
2030 330 00R1 203030-330 300
2070 330 00R1 207030-330 300
2530 330 00R1 253030-330 300
2830 330 00R1 283040-330 400
3030 330 00R1 303050-330 500
3230 330 00R1 323050-330 500
As sintered
d1
D
L
With central coolant hole cermet
D L Type description
d1
[mm] [mm] [mm] CTF28T
645 330 00R1 064510-330 100
855 330 00R1 085513-330 130
1055 330 00R1 105520-330 200
1255 330 00R1 125520-330 200
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
63ROUND TOOL MATERIALS ndash P-LINE
As sintered
D1
D
Ld1
With two straight coolant holes submicron grades
D L Type description
D1 d1
[mm] [mm] [mm] [mm] CTS15D CTS20D
330 330 00R2 0330110425-330 110 043
420 330 00R2 042011045-330 110 045
520 330 00R2 05202009-330 200 090
620 330 00R2 06201105-330 110 050
620 330 00R2 06201509-330 150 090
620 330 00R2 06201706-330 170 060
620 330 00R2 06202009-330 200 090
620 330 00R2 06202309-330 230 090
620 330 00R2 06202609-330 260 090
620 330 00R2 06203012-330 300 120
720 330 00R2 07202009-330 200 090
720 330 00R2 07203009-330 300 090
820 330 00R2 08202009-330 200 090
820 330 00R2 08202609-330 260 090
820 330 00R2 08202612-330 260 120
820 330 00R2 08203410-330 340 100
820 330 00R2 08203515-330 350 150
820 330 00R2 08204009-330 400 090
920 330 00R2 09202612-330 260 120
920 330 00R2 09203515-330 350 150
920 330 00R2 09203812-330 380 120
920 330 00R2 09204013-330 400 130
1020 330 00R2 10202010-330 200 100
1020 330 00R2 10202612-330 260 120
1020 330 00R2 10202810-330 280 100
1020 330 00R2 10203515-330 350 150
1020 330 00R2 10204214-330 420 140
1020 330 00R2 10205012-330 500 120
1020 330 00R2 10205214-330 520 140
1220 330 00R2 12202612-330 260 120
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE64
As sintered
D1
D
Ld1
With two straight coolant holes submicron grades
D L Type description
D1 d1
[mm] [mm] [mm] [mm] CTS15D CTS20D
1220 330 00R2 12203515-330 350 150
1220 330 00R2 12204815-330 480 150
1220 330 00R2 12205020-330 500 200
1220 330 00R2 12206015-330 600 150
1320 330 00R2 13205420-330 540 200
1420 330 00R2 14203515-330 350 150
1420 330 00R2 14205020-330 500 200
1420 330 00R2 14205017-330 500 170
1420 330 00R2 14205820-330 580 200
1420 330 00R2 14207020-330 700 200
1520 330 00R2 15205020-330 500 200
1620 330 00R2 16203515-330 350 150
1620 330 00R2 16205015-330 500 150
1620 330 00R2 16205020-330 500 200
1620 400 00R2 16206220-400 620 200
1620 330 00R2 16206625-330 660 250
1620 330 00R2 16208020-330 800 200
1620 415 00R2 16208020-415 800 200
1820 330 00R2 18205020-330 500 200
1820 330 00R2 18206020-330 600 200
1820 330 00R2 18207525-330 750 250
1820 330 00R2 18209020-330 900 200
1920 330 00R2 19207925-330 790 250
2020 330 00R2 20203515-330 350 150
2020 330 00R2 20206020-330 600 200
2020 330 00R2 20206220-330 620 200
2020 330 00R2 20208225-330 820 250
2020 330 00R2 202010025-330 1000 250
2120 330 00R2 21207023-330 700 230
2220 330 00R2 22207023-330 700 230
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
65ROUND TOOL MATERIALS ndash P-LINE
As sintered
D1
D
Ld1
With two straight coolant holes submicron grades
D L Type description
D1 d1
[mm] [mm] [mm] [mm] CTS15D CTS20D
2220 330 00R2 222010530-330 1050 300
2530 330 00R2 25306220-330 620 200
2530 330 00R2 25308020-330 800 200
2530 330 00R2 253010025-330 1000 250
2530 330 00R2 253012030-330 1200 300
2630 330 00R2 26307520-330 750 200
2630 330 00R2 263012030-330 1200 300
2830 330 00R2 283013030-330 1300 300
3030 330 00R2 303013030-330 1300 300
3230 330 00R2 32309022-330 900 220
3230 330 00R2 323013830-330 1380 300
3430 330 00R2 343013830-330 1380 300
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE66
Ground
DLd1
With central coolant hole submicron grades
D L Type description
Dia tol d1
[mm] [mm] [mm] ISO 286 [mm] CTS15D
600 330 00G1 060010-330 +0-0008 h6 100
800 330 00G1 080013-330 +0-0009 h6 130
1000 330 00G1 100020-330 +0-0009 h6 200
1200 330 00G1 120020-330 +0-0011 h6 200
1400 330 00G1 140020-330 +0-0011 h6 200
1600 330 00G1 160020-330 +0-0011 h6 200
1600 330 00G1 160030-330 +0-0011 h6 300
2000 330 00G1 200030-330 +0-0013 h6 300
2500 330 00G1 250030-330 +0-0013 h6 300
3200 330 00G1 320050-330 +0-0016 h6 500
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES GROUND
67ROUND TOOL MATERIALS ndash P-LINE
Ground
D1
D
Ld1
With two coolant holes submicron grades
D L Type description
Dia tol D1 d1
[mm] [mm] [mm] ISO 286 [mm] [mm] CTS15D
600 330 00G2 06001509-330 +0-0008 h6 150 090
600 330 00G2 06003012-330 +0-0008 h6 300 120
800 330 00G2 08002009-330 +0-0009 h6 200 090
800 330 00G2 08004009-330 +0-0009 h6 400 090
1000 330 00G2 10002810-330 +0-0009 h6 280 100
1000 330 00G2 10005214-330 +0-0009 h6 520 140
1200 330 00G2 12003515-330 +0-0011 h6 350 150
1200 330 00G2 12006015-330 +0-0011 h6 600 150
1400 330 00G2 14005017-330 +0-0011 h6 500 170
1400 330 00G2 14007020-330 +0-0011 h6 700 200
1600 330 00G2 16005015-330 +0-0011 h6 500 150
1600 330 00G2 16008020-330 +0-0011 h6 800 200
1800 330 00G2 18006020-330 +0-0011 h6 600 200
1800 330 00G2 18009020-330 +0-0011 h6 900 200
2000 330 00G2 20006220-330 +0-0013 h6 620 200
2000 330 00G2 200010025-330 +0-0013 h6 1000 250
2500 330 00G2 25006220-330 +0-0013 h6 620 200
2500 330 00G2 25008020-330 +0-0013 h6 800 200
2500 330 00G2 250012030-330 +0-0013 h6 1200 300
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES GROUND
ROUND TOOL MATERIALS ndash P-LINE68
We offer a complete stock range of rods and tips for the production of solid carbide or brazed gun drills These include rods with a kidney-shaped coolant hole profiled rods with one or two coolant holes and profiled tips with two cool-ant holes Our blanks for gun drills are available in the proven CTS20D grade for the uni-versal machining of steel stainless steel or heat-resistant alloys some dimen-sions can also be ordered in grade CTF12E a fine-grain grade specifically for gun drills with an optimised balance between hardness and toughnessOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our gun drill blanks can be found in the lsquoInformationrsquo section
Blanks for gun drills
69ROUND TOOL MATERIALS ndash P-LINE
Rods
D
L
Rods with kidney-shaped coolant holes submicron grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTS20D
240 310 GDRK 0240-310 plusmn015
260 310 GDRK 0260-310 plusmn015
290 310 GDRK 0290-310 plusmn015
315 310 GDRK 0315-310 plusmn015
345 310 GDRK 0345-310 plusmn015
350 310 GDRK 0350-310 plusmn015
390 310 GDRK 0390-310 plusmn015
440 310 GDRK 0440-310 plusmn015
490 310 GDRK 0490-310 plusmn015
550 310 GDRK 0550-310 plusmn015
600 310 GDRK 0600-310 plusmn015
650 310 GDRK 0650-310 plusmn015
710 310 GDRK 0710-310 plusmn015
760 310 GDRK 0760-310 plusmn015
810 310 GDRK 0810-310 plusmn015
830 310 GDRK 0830-310 plusmn015
870 310 GDRK 0870-310 plusmn015
920 310 GDRK 0920-310 plusmn015
1060 310 GDRK 1060-310 plusmn015
1130 310 GDRK 1130-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
ROUND TOOL MATERIALS ndash P-LINE70
Rods
D
L
Rods with kidney-shaped coolant hole fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
240 310 GDRK 0240-310 plusmn015
260 310 GDRK 0260-310 plusmn015
290 310 GDRK 0290-310 plusmn015
315 310 GDRK 0315-310 plusmn015
345 310 GDRK 0345-310 plusmn015
350 310 GDRK 0350-310 plusmn015
390 310 GDRK 0390-310 plusmn015
440 310 GDRK 0440-310 plusmn015
490 310 GDRK 0490-310 plusmn015
550 310 GDRK 0550-310 plusmn015
600 310 GDRK 0600-310 plusmn015
650 310 GDRK 0650-310 plusmn015
710 310 GDRK 0710-310 plusmn015
760 310 GDRK 0760-310 plusmn015
810 310 GDRK 0810-310 plusmn015
830 310 GDRK 0830-310 plusmn015
870 310 GDRK 0870-310 plusmn015
920 310 GDRK 0920-310 plusmn015
1060 310 GDRK 1060-310 plusmn015
1130 310 GDRK 1130-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
71ROUND TOOL MATERIALS ndash P-LINE
Rods
120deg
D
L
Profiled rods with kidney-shaped coolant hole 120deg submicron grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTS20D
240 310 GDVK 0240-310 plusmn015
260 310 GDVK 0260-310 plusmn015
290 310 GDVK 0290-310 plusmn015
315 310 GDVK 0315-310 plusmn015
345 310 GDVK 0345-310 plusmn015
390 310 GDVK 0390-310 plusmn015
440 310 GDVK 0440-310 plusmn015
490 310 GDVK 0490-310 plusmn015
550 310 GDVK 0550-310 plusmn015
600 310 GDVK 0600-310 plusmn015
650 310 GDVK 0650-310 plusmn015
710 310 GDVK 0710-310 plusmn015
760 310 GDVK 0760-310 plusmn015
810 310 GDVK 0810-310 plusmn015
870 310 GDVK 0870-310 plusmn015
920 310 GDVK 0920-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
ROUND TOOL MATERIALS ndash P-LINE72
Rods
120deg
D
L
Profiled rods with kidney-shaped coolant hole 120deg fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
240 310 GDVK 0240-310 plusmn015
260 310 GDVK 0260-310 plusmn015
290 310 GDVK 0290-310 plusmn015
315 310 GDVK 0315-310 plusmn015
345 310 GDVK 0345-310 plusmn015
390 310 GDVK 0390-310 plusmn015
440 310 GDVK 0440-310 plusmn015
490 310 GDVK 0490-310 plusmn015
550 310 GDVK 0550-310 plusmn015
600 310 GDVK 0600-310 plusmn015
650 310 GDVK 0650-310 plusmn015
710 310 GDVK 0710-310 plusmn015
760 310 GDVK 0760-310 plusmn015
810 310 GDVK 0810-310 plusmn015
870 310 GDVK 0870-310 plusmn015
920 310 GDVK 0920-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
73ROUND TOOL MATERIALS ndash P-LINE
Rods
115deg
D
L
Profiled rods with two coolant hole 115deg fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
1350 310 GDV2 1350115-310 plusmn020
1390 310 GDV2 1390115-310 plusmn020
1450 310 GDV2 1450115-310 plusmn020
1550 310 GDV2 1550115-310 plusmn020
1650 310 GDV2 1650115-310 plusmn020
1750 310 GDV2 1750115-310 plusmn020
1860 310 GDV2 1860115-310 plusmn020
1960 310 GDV2 1960115-310 plusmn025
2060 310 GDV2 2060115-310 plusmn025
2160 310 GDV2 2160115-310 plusmn025
ensp limitedenspstockensp ensp ensp stockenspitemensp ensp ensp newenspstockenspitemensp ensp Otherenspgradesenspandenspdimensionsenspuponensprequest
BLANKSenspFORenspGUNenspDRILLSenspenspRODS
ROUND TOOL MATERIALS ndash P-LINE74
Rods
120deg
D
L
Profiled rods with two coolant hole 120deg fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
550 310 GDV2 0550-310 plusmn015
600 310 GDV2 0600-310 plusmn015
650 310 GDV2 0650-310 plusmn015
710 310 GDV2 0710-310 plusmn015
760 310 GDV2 0760-310 plusmn015
810 310 GDV2 0810-310 plusmn015
870 310 GDV2 0870-310 plusmn015
920 310 GDV2 0920-310 plusmn015
970 310 GDV2 0970-310 plusmn015
1080 310 GDV2 1080-310 plusmn015
1130 310 GDV2 1130-310 plusmn015
1180 310 GDV2 1180-310 plusmn015
1230 310 GDV2 1230-310 plusmn015
1280 310 GDV2 1280-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
75ROUND TOOL MATERIALS ndash P-LINE
Tips
115deg
L
D
Profiled tips with two coolant holes 115deg fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
1350 40 GDV2P 1350-040 plusmn020
1450 40 GDV2P 1450-040 plusmn020
1550 40 GDV2P 1550-040 plusmn020
1650 40 GDV2P 1650-040 plusmn020
1750 40 GDV2P 1750-040 plusmn020
1860 40 GDV2P 1860-040 plusmn025
1960 45 GDV2P 1960-045 plusmn025
2060 45 GDV2P 2060-045 plusmn025
2160 45 GDV2P 2160-045 plusmn025
2260 50 GDV2P 2260-050 plusmn025
2360 50 GDV2P 2360-050 plusmn025
2460 55 GDV2P 2460-055 plusmn025
2560 55 GDV2P 2560-055 plusmn025
2660 55 GDV2P 2660-055 plusmn025
2720 55 GDV2P 2720-055 plusmn025
2870 65 GDV2P 2870-065 plusmn025
3080 65 GDV2P 3080-065 plusmn025
3310 65 GDV2P 3310-065 plusmn025
3610 75 GDV2P 3610-075 plusmn025
3910 75 GDV2P 3910-075 plusmn025
4000 80 GDV2P 4000-080 plusmn030
4200 80 GDV2P 4200-080 plusmn030
4500 80 GDV2P 4500-080 plusmn030
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS TIPS
ROUND TOOL MATERIALS ndash P-LINE76
Our flat and square strips in the proven CTS20D grade and in a wide variety of dimensions are available directly from stock Our brazing tips are characterised by very good brazability and can be supplied upon request in the most com-mon DIN dimensions Our stock range includes DIN 8011 brazing tips in grade CTS12D as well as in the cermet grade CTF28T (especially suited to the finish machining of steel materials)Of course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our flat and square strips can be found in the lsquoInfor-mationrsquo section
Flat and square strips brazing tips
77ROUND TOOL MATERIALS ndash P-LINE
Flat strips
S
L
H
Submicron grade
Type description
H S L[mm] [mm] [mm] CTS20D
FR 02300530-330 530 230 330
FR 02300630-330 630 230 330
FR 02300830-330 830 230 330
FR 02301030-330 1030 230 330
FR 02301630-330 1630 230 330
FR 03300430-330 430 330 330
FR 03300530-330 530 330 330
FR 03300630-330 630 330 330
FR 03300830-330 830 330 330
FR 03301030-330 1030 330 330
FR 03301230-330 1230 330 330
FR 03301630-330 1630 330 330
FR 03302030-330 2030 330 330
FR 04300630-330 630 430 330
FR 04300830-330 830 430 330
FR 04301030-330 1030 430 330
FR 04301330-330 1330 430 330
FR 04301630-330 1630 430 330
FR 04302030-330 2030 430 330
FR 05301030-330 1030 530 330
FR 05301330-330 1330 530 330
FR 06301030-330 1030 630 330
FR 06301330-330 1330 630 330
FR 08301230-330 1230 830 330
FR 08301630-330 1630 830 330
FR 10301630-330 1630 1030 330
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
FLAT AND SQUARE STRIPS BRAZING TIPS FLAT STRIPS
ROUND TOOL MATERIALS ndash P-LINE78
Square strips
S
LH
Submicron grade
Type description
H S L[mm] [mm] [mm] CTS20D
SR 0330-330 330 330 330
SR 0430-330 430 430 330
SR 0530-330 530 530 330
SR 0830-330 830 830 330
SR 1030-330 1030 1030 330
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
FLAT AND SQUARE STRIPS BRAZING TIPS SQUARE STRIPS
79ROUND TOOL MATERIALS ndash P-LINE
Brazing tips to DIN 8011
L
St
c
e
r
Form R
Type description
L e S r c t[mm] [mm] [mm] [mm] [mm] [mm] CTF28T CTS12D
DIN 8011 R 12 12 500 080 2500 080 200
DIN 8011 R 16 16 710 120 2500 100 250
DIN 8011 R 19 19 900 140 2500 100 300
DIN 8011 R 22 22 1120 180 2500 140 350
DIN 8011 R 25 25 1500 220 2500 140 400
DIN 8011 R 30 30 1800 280 2500 140 500
Brazing tips to DIN 8011
L
St
c
e
r
Form T
Type description
L e S r c t[mm] [mm] [mm] [mm] [mm] [mm] CTS12D
DIN 8011 T 12 12 450 120 1500 100 300
DIN 8011 T 16 16 750 160 1500 100 350
DIN 8011 T 19 19 750 200 2500 180 450
DIN 8011 T 22 22 950 250 2500 250 560
DIN 8011 T 25 25 1000 280 2500 300 800
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
FLAT AND SQUARE STRIPS BRAZING TIPS DIN 8011 BRAZING TIPS
ROUND TOOL MATERIALS ndash P-LINE80
Brazing tips to DIN 8011
L
St
c
e
r
Form U
Type description
L e S r c t[mm] [mm] [mm] [mm] [mm] [mm] CTS12D
DIN 8011 U 12 12 140 120 1500 100 560
DIN 8011 U 16 16 400 160 1500 100 670
DIN 8011 U 19 19 250 200 2500 180 800
DIN 8011 U 22 22 280 250 2500 250 1120
DIN 8011 U 25 25 400 280 2500 300 1400
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
FLAT AND SQUARE STRIPS BRAZING TIPS DIN 8011 BRAZING TIPS
81ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE82
Special products
In addition to our standard programme we also offer individual solutions for our rods Thanks to our comprehensive manufacturing possibilities we can also implement your most demanding requirements Whether special coolant hole profiles large helix angles or other customised versions see for yourself and benefit from our expertiseIn our up-to-date grinding department we also produce semi-finished ground articles in high volumes as well as in small batches
83ROUND TOOL MATERIALS
Broad selection of diameters and grades starting at 040 mm eg for erosion electrodes up to 80 mm for special tools For semi-finished tools bigger than that we offer customised preforms
Solid carbide or coolant hole rods up to a metre in length are no problem for us Close tolerance production techniques of spiral through hole rod minimise the risk of grinding through into the coolant channels Using leading-edge technologies we are also able to deliver coolant hole rod with pre-formed flutes if required
Increasingly tool producers rely on prefabricated semi-finished products In this context we offer ground cut-to-lengths in a variety of versions For example steps tapers cones male or female centres ball noses chamfers recesses ground holes and many others
Thanks to our modern extrusion processes we can offer you a variety of coolant hole profiles
Available types
SPECIAL PRODUCTS AVAILABLE TYPES
ROUND TOOL MATERIALS ndash P-LINE84
Preforms
In addition to our comprehensive range of rods we also offer various types of preforms for rotary cutting tools The products include both blanks and semi-fin-ished tools for solid carbide and PCD tools exchangeable head systems and tool shanks Years of experience in the field of blank machining combined with a state-of-the-art production plant make it possible for us to produce the most complex near net shape geometries with short delivery times In particular for tool shanks and PCD tool bodies we have developed the new grade CTF25E which is ideal even for the most sophisticated tool versions with narrow shapes and critical transitions
85ROUND TOOL MATERIALS ndash P-LINE
Preformed seats for PCD inserts
Based on your drawings of blanks or finished parts we are able to produce outside diameters of up to approx 300 mm and lengths of approx 500 mm Ideally you should provide us with digital drawings or 3-D models (stp prthellip)
Straight and helical chip flutes
Ground shanks
External and internal thread
Coolant holes
As sintered male or female centres
emspDiameter as sintered up to around 500 mmemspLengths up to around 300 mm
Available types
PREFORMS AVAILABLE TYPES
ROUND TOOL MATERIALS ndash P-LINE86
Individually designed coolant exit holes can be formed into the blank
emspOutside and inside threadsemspMetric ISO threads as sintered tolerance class 8HemspUN threads as sinteredemspSpecial threads upon requestemspGround threads are possible upon request
emspFemale and male centresemspFemale centres to DIN 332emspAs sintered centres (form R preferred)emspUpon request ground version also available
emspUpon request ground version also available for example ground shank to h6
Our preformed chip flutes and insert seats with optimised machining allowance make it possible to save production costs thanks to reduced grinding times in tool production
Do not hesitate to contact us with questions about possible variations We will be pleased to help you design blanks for cost-efficient production of precision tools
emspAxial holes from Oslash 065 mmemspRadial exit holes from Oslash 05 mm and greateremspSmaller holes available depending on the depth and upon
request
PREFORMS AVAILABLE TYPES
87ROUND TOOL MATERIALS ndash P-LINE
[m ] [gcm3] HV30 HRA [MPa] [psi] [MPam frac12]
CTS12D K05 ndash K10 C-3 60 1480 1820 931 3600 522100 93CTS15D K10 ndash K30 C-3 75 1470 1750 928 3700 536000 95CTS20D K20 ndash K40 C-2 100 1438 1600 919 4000 580100 104
[m ] [gcm3] HV30 HRA [MPa] [psi] [MPam frac12]
CTF25E K30 ndash K40 C-2 125 1415 1300 895 3500 507600 150
Grades composition and properties
GradeDensity Hardness
US codeBinder
ISO code
Transverse rupture strength KIC (Shetty)
Submicron grade
An extensive stock of the most important grades makes short-est delivery times for customised blanks possible
Our CTF25E fine-grain grade has been specially designed for PCD tools and tool shanks
The coarser grain structure combined with higher cobalt con-tent provides this grade with increased resistance to break-age and excellent brazability
CTF25E vs CTS20D
Of course we also offer preforms in all other Round Tool Materials grades upon request
GradeDensity Hardness
US codeBinder
ISO code
Transverse rupture strength KIC (Shetty)
Fine grain grade
CTS20D CTF25E Grain size Cobalt content Additives Hardness Transverse rupture strength Fracture toughness KIC
submicron fine grain1001151600 HV304000 MPa104 MPam05
125121300 HV303500 MPa15 MPam05
CTS20D CTF25E
PREFORMS GRADES COMPOSITION AND PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE88
[mm]03
max deflection
Straightness
1
1000 1
1000 1
1000
1
1000
Min wall thicknesses and hole distancesgeemsp1emspmm
Wall thicknesses
min 1 mm
min 1 mm
Diameter steps
Different diameters dia stepsD1 ndash D2 ge1 mmD 1D
1
[mm] [mm] [plusmn]lt 20 055 plusmn015
gt 20 ndash 35 060 plusmn020gt 35 ndash 45 065 plusmn025gt 45 ndash 55 070 plusmn030gt 55 ndash 70 085 plusmn035
gt 70 ndash 100 090 plusmn040gt 100 ndash 150 100 plusmn050
Tolerance table for preforms
Diameters for preforms
Example of a finished diameter 22 mm with grinding allowance
Finished dimension Oslash 2200 mm Grinding allowance +060 mm Blank dimensions Oslash 2260 plusmn020 mm
Nominal Oslash
Blank tolerance incl grinding
allowance Sintering tolerance
Lengths for preforms
Example of a finished length 150 mm with grinding allowance
Finished dimension 150 mm Grinding allowance +115 mm Blank dimensions 15115 plusmn075 mm
Length
Blank tolerance incl grinding
allowance Sintering tolerance
[mm] [mm] [plusmn]
L 05 L + 04 plusmn05 L
For further information go to page 93
Specifications
PREFORMS SPECIFICATIONS
89ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE90
In this section you can find additional information on product labelling technical product specifications and carbide properties Specifications for preforms can be found at the end of the lsquoPreformsrsquo section
Information
91ROUND TOOL MATERIALS ndash P-LINE
Product labelling
Material short text
The material short text describes the article in terms of the most important geometrical specifications A guide to the designation system can be found in the catalogue on page 20
Pitch information(for rods with helical coolant holes) The pitch class and its average value are stated This value acts as the adjustment value for flute grinding More information on the pitch classification for rods with helical coolant holes can be found in the catalogue on page 92
RGMC 1000-073
CTS20D11769718
Mad
e in
Aus
tria
2659013
RGM
C 10
00-0
73
CTS2
0D
10
10
30G2 10004813544-330
CTS20D11793406
Mad
e in
Aus
tria
2650868 30G
2 10
004
81
35
44-
330
CTS2
0D
100
Blaublue 52930 mm
Blau
blu
e 52
930
mm 10
0
Carbide grade Material number
Production order Quantity
Material number barcode
Production order barcode
Material short text
Grade
INFORMATION PRODUCT INFORMATION ndash LABELLING
ROUND TOOL MATERIALS ndash P-LINE92
α = tan-1 d times πStg
Stg = d times πtan α
0deg-1deg +1deg
-033deg +033deg+033deg -033deg +033deg -033deg
0deg-075deg +075deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
Stg pitchd nominal diameterα helix angle
Pitch in mm
Helix
ang
le in
deg
rees
Nominal pitch3 class system
6 class system
yellow white blue
white blue green black red yellow
Conversion pitch to angle
Conversion angle to pitch
Definition of the helix angle
The helix angle indicates the torsion of the coolant holes in relation to the nominal diameter In this context it has to be taken into account that the angle decreases depending on theemspdiameteremspstepsemspForemspthisemspreasonemsprodsemspwithemsp40degemspcoolantemspholes are used for step drills in order to achieve an optimal spiralemspfluteemsphelixemspangleemspofemsp25emsptoemsp30deg
Definition of pitch
Theemsppitchemsp isemsp theemsp lengthemspofemspaemspcompleteemsp360degemsprotationemspofemsp theemspcoolant holes This value is independent of the diameter or the diameter steps The CERATIZIT designation system for coolant hole rods includes both the helix angle in degrees and the pitch of the helix in millimetres
Conversion helix anglepitch
Pitch classification
In order to guarantee closest pitch tolerances our carbide rods with helical coolant holes are divided into tolerance classes For this purpose all rods are measured and assigned to the respective class which is indicated on the product label For details of our pitch classification see page 98
INFORMATION PRODUCT INFORMATION ndash PITCH CLASSIFICATION
93ROUND TOOL MATERIALS ndash P-LINE
Ra max
1
1000
1
1000
Measured outside diameter of the round rod In case of helical coolant hole rods the outside diameter means the OD (addendum diameter) including the helical tooling grooves
Outside diameter
Measured length of the round rodLength
The surface quality describes the state of the surface For ground rods the surface value is indicated as maximum average roughness value Ra (DIN EN ISO 42871998)
Surface
Maximum deflection of a rotating rod which lies on two contact points measured in the middle of the rod The distance between the two contact points is 300 mm When the rod is longer or shorter than 330 mm the contact width corresponds to the rod length minus 10 mm
Straightness
Maximum deflection of a rod Contact point A is 5 mm before the chamfer Contact point B is in the middle of the rod The measurement is carried out 2 mm from the end
Concentricity
The cylindricity describes the tolerance field of an ideal cylinder inside which the skin surface of the rod should be
Cylindricity
Lateral length of flat and square stripsWidth height
Roundness is the radial distance of two con-centric circles which include the circumference line of the round rods section (DIN ISO 1101)
Roundness
The pitch circle is defined as the circle which goes through two or three centre points of coolant holes
Pitch circle diameter
The hole diameter is the diameter of the cool-ant holes inside the rod
Hole diameter
Excentricity means the deviation of the pitch circle centre point or in case of a coolant hole the deviation of the coolant hole centre point from the centre point of the rod
Excentricity
The helix angle is the angle between the longi-tudinal axis and the helix line
Helix angle
Maximum difference of the angle of the two imaginary lines which go through the centre point of the coolant holes which are on the pitch circle
Torsion
For rods with three helical coolant holes the section surface is divided into three circle sec-tors which go through the centre point of the coolant holes The pitch error is the difference of the angles between the circle sectors
Pitch error
INFORMATION SPECIFICATIONS ndash SPECIFICATION FEATURES
ROUND TOOL MATERIALS ndash P-LINE94
RR RGM RGI
[mm] h6 [mm] h5 [mm]10 ndash 30 +0-0006 +0-000431 ndash 60 +0-0008 +0-000561 ndash 100 +0-0009 +0-0006101 ndash 180 +0-0011 +0-0008181ndash 300 +0-0013 +0-0009301 ndash 400 +0-0016 +0-0011
[mm] [mm]08 ndash 21 +0+01522 ndash 47 +0+02048 ndash 67 +0+02568 ndash 152 +0+030153 ndash 202 +0+045203 ndash 242 +0+055243 ndash 362 +0+065363 ndash 462 +0+070
Tolerance
Outside diameter
Outside diameter ToleranceOutside diameter
as sintered ground
[mm] [mm]10 ndash 29 12030 ndash 59 01560 ndash 79 012 80 ndash 99 010
100 ndash 119 008 120 ndash 199 005 200 ndash 400 lt 005
[mm] [mm]08 ndash 32 12
325 ndash 462 05
Outside diameter
Straightness
max deflection max deflectionOutside diameter
as sintered ground
1
1000
1
1000
[mm] [mm]08 ndash 57 005 58 ndash 77 008
78 ndash 127 010128 ndash 302 013 303 ndash 462 016
[mm] h6 [mm] h5 [mm]10 ndash 30 0003 000331 ndash 60 0004 0003
61 ndash 100 0005 0003101 ndash 300 0006 0004301 ndash 400 0008 0005
Roundnessas sintered ground
ToleranceOutside diameter ToleranceOutside diameter
as sintered as sinteredground 005
Tolerance
LengthSurface finish
Executions [mm]+0+10Ra max
[μm]Ramax
Solid carbide rods
INFORMATION SPECIFICATIONS ndash SOLID CARBIDE RODS
95ROUND TOOL MATERIALS ndash P-LINE
RGMC RGMCW RGMCD RGMCY RGIC
[mm] h6 [mm] h5 [mm]10 ndash 30 +0-0006 +0-000431 ndash 60 +0-0008 +0-000561 ndash 100 +0-0009 +0-0006101 ndash 180 +0-0011 +0-0008181 ndash 300 +0-0013 +0-0009301 ndash 400 +0-0016 +0-0011
Tolerance
Outside diameter
Outside diameter
[mm]RGMC +1 RGIC +15
Total length tolerance
Length
Type
Surface finish
Ramax [microm]005Ra max
[mm] h6 [mm] h5 [mm]10 ndash 30 +0+0003 +0+000231 ndash 60 +0+0003 +0+0002
61 ndash 100 +0+0003 +0+0002101 ndash 250 +0+0004 +0+0002
Outside diameter
Roundness
Tolerance
[mm] 30 40 50 60 70 80 90 110 14030 5 5 6 7 - - - - -
40 ndash 50 5 5 6 6 7 - - - -60 4 5 5 6 6 7 8 - -
80 ndash 100 4 4 4 5 5 5 6 7 -120 ndash 140 3 4 4 4 4 5 5 6 -160 ndash 200 3 4 4 4 4 4 5 5 6
250 3 4 4 4 4 4 5 5 6
max concentricity [microm] starting length [mm]
Run-out RGMC
Outside diameter
1
1000
[inch] 1500 ndash 2500 2501 ndash 3500 3501 ndash 800018 ndash 316 5 76 ndash
14 ndash 1 5 76 10
maximum concentricity [microm] starting length [inch]
Run-out RGIC
Outside diameter
1
1000
End mill blanks
INFORMATION SPECIFICATIONS ndash END MILL BLANKS
ROUND TOOL MATERIALS ndash P-LINE96
GB2 G2 SO
[mm] [mm]16 ndash 63 +-02067 ndash 80 +-02590 ndash 100 +-030
TolerancePitch circle diameter
Pitch circle diameter of DIN drill blanks
[mm] [mm]029 +-003
030 ndash 105 +-005106 ndash 20 +-008
TolerancePitch circle diameter
Pitch circle diameter for micro-drill blanks
[deg] [deg]+-1 3 +-033
Total tolerance class Number of
classes
Tolerance class
Helix angle for DIN drill blanks
[deg] [deg]+-075 6 +-0125
Total tolerance class Number of
classes
Tolerance class
Helix angle for micro-drill blanks
[mm] 63ndash6
6
67ndash8
1
82ndash1
14
115ndash
133
134ndash
162
163ndash
310
60 10 15 30 40 ndash ndash80 ndash 15 20 40 40 ndash
100 ndash ndash 20 30 40 50120 ndash ndash 20 30 30 50140 ndash ndash 20 30 30 50160 ndash ndash ndash 20 30 50180 ndash ndash ndash 20 30 50200 ndash ndash ndash 20 30 50
Outside diameter
Straightness of DIN drill blanksDeflection [microm] with length [mm]
1
1000
[mm] 55ndash6
5
66ndash8
5
86ndash1
05
106ndash
180
30 5 8 20 2040 ndash 8 15 20
Outside diameter
Run-out of micro-drill blanksDeflection [microm] with length [mm]
1
1000
[mm] [mm]16 ndash 34 010
48 01563 ndash 67 018
80 ndash 100 020
max excentricity
Excentricity of DIN drill blanks
Pitch circle diameter[mm] [mm]029 0025
030 ndash 059 003506 ndash 15 0040
151 ndash 200 0050
max excentricity
Excentricity of micro-drill blanks
Pitch circle diameter
Drill blanks
INFORMATION SPECIFICATIONS ndash DRILL BLANKS
97ROUND TOOL MATERIALS ndash P-LINE
[mm] h5 [mm]30 +0-0004
31 ndash 60 +0-000561 ndash 100 +0-0006101 ndash 180 +0-0008181 ndash 300 +0-0009
Tolerance
Outside diameter
Outside diameter
+0+1Tolerance
Length
[mm] [mm]005 +-0010
006 ndash 020 +-0015021 ndash 045 +-003005 ndash 13 +-0050
131 ndash 250 +-0075
Hole diameter
ToleranceHole diameter
Surface finishProduct Ramax [microm]
DIN drill blanks Ground mat 005 - 01Micro-drill blanks 005
Ra max
[mm] [mm]30 ndash 60 000280 ndash 100 0003
120 ndash 180 0004200 0005
Tolerance
Roundness
Outside diameter
[mm] [mm] [mm]6 15 +-01 030 +-0058 15 +-01 040 +-005
10 20 +-01 050 +-01012 20 +-01 060 +-01014 25 +-01 080 +-01016 25 +-01 110 +-01018 30 +-01 130 +-01020 30 +-01 160 +-010
Cross groove profile for DIN drill blanks
Outside diameter
Cross groove width
Cross groove depth
INFORMATION SPECIFICATIONS ndash DRILL BLANKS
ROUND TOOL MATERIALS ndash P-LINE98
R2 R3 R4 G2 G3
[mm] [mm] [mm]33 ndash 43 +010+020 +020+06044 ndash 83 +010+030 +020+07084 ndash 103 +010+035 +020+075104 ndash 123 +010+040 +025+080124 ndash 143 +010+040 +030+080144 ndash 163 +010+045 +035+095164 ndash 183 +010+050 +040+100184 ndash 203 +010+055 +040+105204 ndash 223 +010+060 +045+110224 ndash 353 +010+060 +050+110
Tolerance core diameter
Tolerance outside
diameterOutside diameter
Outside diameteras sintered ground
[mm] [mm]60 +0-0008
61 ndash 100 +0-0009101 ndash 180 +0-0011181 ndash 300 +0-0013301 ndash 320 +0-0016
ToleranceOutside diameter
[mm] [mm]33 +-010
34 ndash 43 +-01544 ndash 123 +-020124 ndash 183 +-025184 ndash 353 +-030
ToleranceOutside diameter
Pitch circle diameteras sintered ground
[mm] [mm]60 ndash 120 +-020121 ndash 180 +-025181 ndash 320 +-030
ToleranceOutside diameter
[mm] [mm]250 ndash 280 040
gt 280 050
max deflection
Straightness
Length
1
1000
as sintered ground
1
1000
[mm] [mm]60 ndash 79 01280 ndash 99 010
100 ndash 119 008120 ndash 199 005200 ndash 320 lt 005
max deflectionOutside diameter
Product group [deg] Number of classes [deg]Standard +-1 3 +-0333
Oslash 33 ndash 43 +-075 6 +-0125extra-long 3 holes +-075 6 +-0125
Total tolerance class Tolerance class
Helix angle
Rods with helical coolant holes
INFORMATION SPECIFICATIONS ndash RODS WITH HELICAL COOLANT HOLES
99ROUND TOOL MATERIALS ndash P-LINE
[mm]+0+10
Total length tolerance
Length
Executions Ra max [microm]as sintered as sintered
ground 005
Surface finish
Ra max
[deg]+-30
max pitch error with R3
Pitch error
[mm] [mm]33 004
34 ndash 43 00544 ndash 83 010
84 ndash 103 015104 ndash 143 018144 ndash 353 020
Tolerance
Excentricity
Outside diameter
[mm] [mm]60 0004
61 ndash 100 0005101 ndash 300 0006301 ndash 320 0008
Tolerance
Roundness
Outside diameter
[deg]20
max torsion with R4
Torsionas sintered
[mm] [mm] [mm]33 ndash 43 leemsp100 +-003033 ndash 43 geemsp101 +-005044 ndash 353 040 ndash 130 +-005044 ndash 353 131 ndash 250 +-007544 ndash 353 251 ndash 500 +-0100
Hole diameter
Hole diameter
ToleranceOutside diameter
INFORMATION SPECIFICATIONS ndash RODS WITH HELICAL COOLANT HOLES
ROUND TOOL MATERIALS ndash P-LINE100
00R1 00R2 00G1 00G2
[mm] [mm]33 +0+020
34 ndash 50 +0+03051 ndash 65 +0+03566 ndash 152 +0+040153 ndash 207 +0+055208 ndash 222 +0+065223 ndash 343 +0+075
Tolerance
Outside diameter
Outside diameter
as sintered ground
[mm] [mm]40 ndash 60 +0-000861 ndash 100 +0-0009101 ndash 180 +0-0011181 ndash 300 +0-0013301 ndash 320 +0-0016
ToleranceOutside diameter
[mm]050
max deflection
Straightness
1
1000
as sintered ground
1
1000
[mm] [mm]40 ndash 59 01560 ndash 79 01280 ndash 99 010
100 ndash 119 008120 ndash 199 005200 ndash 320 lt 005
max deflectionOutside diameter
[mm] [mm]33 ndash 57 00562 ndash 77 008
82 ndash 127 010132 ndash 302 013303 ndash 343 016
Tolerance
Roundness
Outside diameter
as sintered
[mm] [mm] 40 ndash 60 0004 61 ndash 100 0005 101 ndash 300 0006 301 ndash 320 0008
ToleranceOutside diameter
ground
[mm]+0+10
Total length tolerance
Length
Rods with straight coolant holes
INFORMATION SPECIFICATIONS ndash RODS WITH STRAIGHT COOLANT HOLES
101ROUND TOOL MATERIALS ndash P-LINE
[mm] [mm]
central coolant hole
010 ndash 050 +005051 ndash 130 +010131 ndash 250 +015251 ndash 500 +020
two coolant holes
010 ndash 050 +-0025051 ndash 130 +-0050131 ndash 250 +-0075251 ndash 500 +-0100
Hole diameter
ToleranceHole diameterProduct group
[mm] [mm]33 ndash 39 +-00540 ndash 59 +-01060 ndash 149 +-020
150 ndash 209 +-025210 ndash 343 +-030
ToleranceOutside diameter
Pitch circle diameter
Executions Ra max [microm]as sintered as sintered
ground 005
Surface finish
Ra max
[mm] [mm] 33 ndash 39 0025 40 ndash 59 0050 60 ndash 79 0100 80 ndash 109 0120 110 ndash 249 0150 250 ndash 343 0200
Tolerance
Excentricity
Outside diameter[mm] [mm]
33 ndash 39 0025 40 ndash 59 0050 60 ndash 79 0100 80 ndash 109 0120 110 ndash 249 0150 250 ndash 343 0200
ToleranceOutside diameter
INFORMATION SPECIFICATIONS ndash RODS WITH STRAIGHT COOLANT HOLES
ROUND TOOL MATERIALS ndash P-LINE102
FR SR
[mm] [mm] 23 ndash 43 +0+020 44 ndash 63 +0+025 64 ndash 103 +0+030
104 ndash 143 +0+035 144 ndash 163 +0+040 164 ndash 203 +0+050
Width height
Width height
Tolerance
[mm]
max 04
Levelness
Levelness
[mm]+0+10
Total length tolerance
Length
Flat and square strips
INFORMATION SPECIFICATIONS ndash FLAT AND SQUARE STRIPS
103ROUND TOOL MATERIALS ndash P-LINE
z
F
x
22deg
y
x
d2d 1
HV = 0102 times 2 times F times sind2 asymp 01891 F
d2
136deg2
100
80
60
40
20
00 5 10 15 20 25
120
Wea
r res
ista
nce
[1c
m3 ]
Submicron gradesFine medium grades
Coarse grades
Cobalt content []
Figure 1 test assembly for the determination of wear resistance according to ASTM B611-85
Figure 3 Vickers hardness test according to ISO 3878
Formula 1 calculation of the Vickers hardness (ISO 3878)
Figure 2 wear resistance in relation to the cobalt content and grain size
Mechanical properties of carbideWear resistanceThe most important property of carbide is wear resistance This property - or to be precise this combination of prop-erties - refers to the surface of the component When two surfaces rub against each other material is removed from both of them Under low stress the material removed consists of single grains or particles This phenomenon is called lsquoscor-ingrsquo In cases of high stress the material removed consists of grain clusters and is called lsquoabrasionrsquo The concept of wear is very complex and depends on many variables Wear resist-ance is mainly tested using the ASTM B611-85 method In this method a carbide piece is pressed onto a rotating steel disk using a lever The rotating steel disk is the carrier for the abrasive material which together with the material that is subject to analysis is transported from a tank below the con-tainer directly to the contact zone (see figure 1) The abrasive material consists of water and aluminium oxide (corundum)Wear resistance is determined by measuring the volume of material removed from the carbide piece while the revolution numberemsptestemsptimeemspandemsptheemspforceemspappliedemspatemsp90degemsponemsptheemspsteelemspdisk are held at consistent levels A gravimetric evaluation is carried out with the volume removal indicated in mm3 As shown in figure 2 wear resistance increases the finer the grain and the lower the cobalt content
HardnessHardness is a materialrsquos mechanical resistance to another harder material which penetrates it The hardness is normally determined based on the Vickers hardness test according to ISOemsp3878emsp Inemspthisemsp testemspaemsp136degemsppyramidalemspdiamondemspindenteremspis pressed onto a work piece with a determined test force The size of the indent is determined optically by measur-ing the two diagonals of the square indent produced by the applied force (F) The impression surface is calculated with formula 1 (see fig 3) When introducing this test method the obsolete unit lsquokilopondrsquo was used for the test force Therefore in the formula the factor 0102 is used for conversion The standardised indication of the Vickers hardness for example is as follows
620 HV 30
Parameters- 620 = hardness- HV = test procedure- 30 = test force in kilopond
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE104
1500
1300
1100
900
700
5000 5 10 15 20 25
1700
1900
2100
30
2300
2500HV
30
100
80
60
40
20
0750 1000
120
1250 1500 1750 2000
Cobalt content []
Ultrafine gradesSubmicron grades
Fine medium gradesCoarse grades
Wea
r res
ista
nce
[1c
m3 ]
Vickers hardness
Submicron gradesFine medium grades
Coarse grades
Figure 4 hardness in relation to the cobalt content and grain size
Figure 5 wear resistance in function of hardness with different grain sizes
Another method for determining hardness is the Rockwell procedure (ISO 3738) It is similar to the Vickers procedure but uses a diamond brale indenter Here the depth of pen-etration is used as the degree of hardness There is no the-oretical basis for a conversion between the two procedures In order to create a comparison a determinate test must be carried out Like wear resistance hardness also increases with a smaller grain size and lower cobalt content (see figure 4) As wear resistance and hardness show similar behaviour with regard to cobalt content and grain size hardness is often used as a reference for wear resistance Furthermore the Vickers procedure is easier and quicker than ASTM B611-85 Nevertheless the relation of hardness and wear resistance is exponential and also depends on the grain size (see figure 5)
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
105ROUND TOOL MATERIALS ndash P-LINE
KIC = 015 32
HV30sum Lradic MN
m
0 5 10 15 20 25 30
K IC
[MN
m3
2 ]
L2
L3
L4
L1
Cobalt content []
Ultrafine gradesSubmicron grades
Fine medium gradesCoarse grain grades
Formula 2 calculation of the critical tension intensity factor KIC
Figure 7 fracture toughness in relation to the grain size and the cobalt content
ToughnessWhen a material is exposed to external static or dynamic stress this leads to mechanical tensions In many cases particularly with impact loads both the strength and ductil-ity of the material have to be taken into account These two properties represent the basis for the concept of toughness which is defined as the capacity to resist fracture or crack progagation Fracture in this context means the complete separation of the material into at least two parts There are numerous possibilities to define or determine toughness transverse rupture strength or fracture toughness In the defi-nition above the integrated product of force and deformation until fracture occurs is used as the toughness value In the case of carbide the Palmqvist method is frequently applied to determine the toughness as a critical tension intensity factor KIC For this purpose the crack length of a Vickers hardness indent is used to deduce the fracture toughness (see figure 6) This is then converted into the tension intensity factor using formula 2 As can be seen in figure 7 tough-ness increases with the metal binder content and growing grain size Compared to other metal materials carbide can be found in the lower part of the toughness range about the same as hardened steel
Figure 6 Palmqvist method for the determination of fracture toughness
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE106
By definition carbide is to be considered a brittle material as there is basically no plastic deformation prior to fracture This is confirmed by examination of surfaces where breakage occurred Various carbides however show very big differ-ences in terms of toughness which can be best explained by taking a look at the microstructure Cracks inside the carbide grains may occur just like intergranular fractures and shear fractures in the binder metal Generally the number of grain cracks rises with increasing grain size and the number of shear fractures when raising the binder content In terms of fracture energy the main contribution to toughness comes from the length of the rupture in the metal binder (see figures 8 and 9)
Figure 8 crack propagation in large grain sizes larger crack propa-gation requires higher fracture energy - higher toughness
Figure 9 crack propagation in small grain sizes direct shorter crack propagation - requires lower fracture energy - lower toughness
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
107ROUND TOOL MATERIALS ndash P-LINE
4000
3500
3000
2500
2000
15000 5 10 15 20 25
4500
30
Tran
sver
se ru
ptur
e st
reng
th [M
Pa]
Cobalt content []
Ultrafine gradesSubmicron grades
Fine medium gradesCoarse grades
Figure 10 illustration of a transverse rupture strength test
Figure 11 transverse rupture strength in relation to the grain size and the cobalt content
Mechanical strengthEvery material has defects such as inclusions and micro-cracks For brittle materials such as hardened steels or car-bide the mechanical strength is limited by the number and size of these defects In this context the mechanical strength depends on the volume as with a growing material volume the probability of a large defect rises Depending on the type of stress various types of strength are distinguished
Transverse rupture strengthTesting the transverse rupture strength is the easiest and most common procedure of analysing the mechanical strength of carbide According to the standardised ISO 3327 procedure a test material of a certain length is placed on a surface and put under stress in the middle until it breaks (see figure 10) The transverse rupture strength (TRS) is then the average value of several tests The maximum value is achieved with a cobalt content of around 14 weight- and grain sizes of around 02 ndash 05micromThe very low plastic deformation is normally not taken into account as it occurs only in the toughest carbides Transverse rupture strength decreases with increasing temperatureFurthermore the carbides show creep values when they are subjected to stress or to high temperatures for a long time The transverse rupture strength is decisively influenced by the number and size of defects in the structure or on the surface Fractures always occur at the weakest point of the structure which is also where the largest defect is A high number of defects therefore increases the probability that one of these defects causes a premature fracture on the point with the highest stress As the quality demands in the field of carbide manufacturing are high impurities or defects can be minimised and thus the risk of breakage reduced
Tensile strengthWhen testing the tensile strength of brittle materials it is dif-ficult to measure exact results A precise result depends on both the perfect preparation of the test materials as well as on the additional stress present on the mounting fixtures Applying the Weibull theory however the tensile strength can be deducted from the values of the transverse rupture strength
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE108
7000
6000
5000
4000
3000
20000 5 10 15 20 25
8000
9000
10000Co
mpr
essi
ve s
treng
th [N
mm
2 ]
Submicron gradesFine medium grades
Coarse grades
Cobalt content []
Extra-coarse grades
Figure 12 compressive strength in relation to the grain size and the cobalt content
Compressive strengthOne of the most remarkable properties of carbide is the extremely high compressive strength under uniaxial stress This valuable property is used in virtually all application fields (cutting edges with high compressive strength in all machin-ing processes pressing and drawing dies rolls anvils and dies for the production of synthetic diamonds etc) The ten-sion of this kind of stress doesnrsquot actually cause fracture due to pressure but due to tension a shear fracture A suitable procedure for determining compressive strength can be found in ISO 4506 To achieve precise values for carbide the test piecersquos geometry must be changed so that the effects of the edges and contact which occur in a simple cylindrical test piece are eliminated Elastic deformation is produced under initial load however before fracture a degree of plastic defor-mation results Figure 12 shows the compressive strength of various grain sizes in relation to the cobalt contentThe compressive strength increases when the metal binder content decreases and the grain size is reduced A small grain carbide grade with a low metal binder content typi-cally has a compressive strength of almost 7000 Nmm2 The compressive strength decreases when the tempera-ture increases The degree of plastic deformation increases notably with the temperature so that the results are variable when temperatures are high
Shear strengthThe implementation of pure shear tests is very difficult However numerous things speak for the fact that the shear strength is somewhat higher than the compressive strength
Fatigue strengthThe fatigue strength of carbide is above 2 million pulsating compressive loads at around 65 to 85 of the static compres-sive strength The compressive fatigue strength increases with a decreasing cobalt content and with decreasing grain size
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
109ROUND TOOL MATERIALS ndash P-LINE
650
600
550
500
450
4000 5 10 15 20 25
700
1300 22002000 4600
0
100
80
60
40
20
Mod
ulus
of e
last
icity
[kN
mm
2 ]
Cobalt content []
Hardness [HV30]
Property from to
Transverse rupture strength [MPa]Fracture toughness [MPa y middot m12]
Hardness
Fracture toughness
CTU08L ultrafine grade 42 Co
Transverse rupture strength
CTS20D submicron grade 100 CoCTF25E finemedium grain grade 125 Co
Figure 15 tension fields of three CERATIZIT grades 0 - lowest value of all grades 100 - highest value of all grades
Figure 14 properties of CERATIZIT round rods and preforms
Figure 13 modulus of elasticity of WC-Co carbides
Modulus of elasticity shear modulus Poissonrsquos ratioThe modulus of elasticity indicates the resistance of a mate-rial against elastic deformation and is higher the more rigid a material is In the case of carbide the modulus of elasticity is 2 to 3 times higher than in steel and increases linearly with decreasing metal binder content See fig 13 additives ofemspγ-phaseemspreduceemsptheemspmodulusemspofemspelasticityemspAnemspexactemspdeter-mination of the modulus of elasticity based on the tension-ex-pansion diagram is difficult Therefore for reliable results res-onance measurements of transverse and longitudinal waves are carried out according to ISO 3312 The shear module is determined in the same way with the help of torsional vibra-tion By determining the modulus of elasticity and the shear module the Poissonrsquos ratio can be calculated
Influence of the grain size and the cobalt content on the most important propertiesThe most important mechanical properties of the carbide such as hardness transverse rupture strength and fracture toughness are determined by the grain size of the tungsten carbide and cobalt content Figure 14 shows the properties of CERATIZIT round rods and preforms Sporadically it can be sustained that through smaller grain sizes higher hard-ness and transverse rupture strength can be achieved At the same time however fracture toughness decreases By increasing the cobalt content hardness is reduced while the transverse rupture strength and fracture toughness are raised Based on this fact a compromise between hardness and fracture toughness can be made Figure 15 shows three different CERATIZIT grades and their hardness fracture toughness and transverse rupture strength 0 is the lowest value and 100 the highest value of all CERATIZIT grades
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE110
65
60
55
50
45
400 5 10 15 20 25
7
75
8
100
80
60
40
20
00 100
120
200 300 400 500 600 700 800
Ther
mal
exp
ansi
on c
oeffi
cien
t [10
-6 deg
C]
20degCemspndashemsp800degC
Cobalt content []
20degCemspndashemsp40degC
Ther
mal
con
duct
ivity
[Wm
n deg
C]
Temperature [degC]
Submicron gradesFine medium grades
Coarse gradesLow y-phase content
High y-phase content
Figure 17 thermal conductivity in relation to the temperature of various micro-structures and grain sizes
Figure 16 thermal expansion in function of the cobalt content for two temperature intervals
Physical properties of carbide DensityThe density of carbide is determined according to ISO 3369 and varies strongly depending on the composition of the car-bide grade Grades with a very high WC content have the highest density Grades with a high titanium carbide content and a high binder content have the lowest density Typically it can however be assumed that the density is around 50 to 100 higher than that of steel
Thermal expansionAs tungsten carbide has a very low thermal expansion coef-ficient the values for carbide compared to steel are very low For carbide grades which contain titanium carbide the values are somewhat higher than for the pure WC-Co carbides Fig-ure 16 shows the thermal expansion in relation to the cobalt content
Thermal conductivityThe thermal conductivity is of great significance for carbide applications as it determines the temperature in the wear areas and has a large influence on the carbidersquos thermal fatigue resistance and resistance to thermal fluctuations The thermal conductivity of WC-Co carbide is around twice that of unalloyed steels It is only slightly influenced by the cobaltemspcontentemspandemsptheemspgrainemspsizeemspwhileemspγ-phasesemsp likeemsp tita-nium carbide or tantalum carbide have an impact Titanium carbide strongly reduces the thermal conductivity Therefore foremspmillingemspgradesemsptantalumemspcarbideemspisemspmostlyemspusedemspasemspγ-phaseemsp(see figure 17)
Specific thermal capacityThe specific thermal capacity is the quantity of heat which is necessaryemsptoemspheatemspupemsp1emspkgemspofemspaemspmaterialemspbyemsp1degCemspInemspapplica-tion technology it is equally important as thermal conductivity because during the machining processes the heat has to be taken away from the cutting edge Through a high thermal capacity the surrounding area is less hot as it can absorb more energy
Specific electric resistanceWC-Co carbides have a low specific resistance of around 20microΩemspcmemspandemspasemspsuchemspareemspgoodemspconductorsemspofemspelectricityemspCarbidesemspwithemspγ-phasesemsphaveemspaemsphigheremspspecificemspresistance
INFORMATION TECHNICAL INFORMATION ndash PHYSICAL PROPERTIES
111ROUND TOOL MATERIALS ndash P-LINE
B
BR
-HC
HS
H
Figure 18 hysteresis curve of a ferromagnetic material
Magnetic saturation amp coercive field strengthCarbides with cobalt as a metal binder are ferromagnetic If a ferromagnetic material is exposed to a magnetic field strength H the magnetic flux density B in this material increases (fig-ure 18 blue line) The flux density decreases when the field strength rises until maximum saturation is achieved This maximum flux density is defined as magnetic saturation (4πσ)emspWhenemsptheemspexternalemspfieldemspstrengthemspisemspremovedemsptheemspfluxemspdensity in the material is reduced along the upper green line to a certain residual magnetism (BR) the so called lsquorema-nencersquo The higher the remanence is the better a material can be magnetised and the remanence can only be elimi-nated when the material is subjected to an inverse field The inverse field strength HC which is necessary to reduce the magnetic flux density to zero or to lsquode-magnetisersquo the mate-rial is defined as coercive field strength
The finer the magnetic field lines of the metal binder phase in the carbide the higher the coercive field strength This means that the coercive field strength provides information about the state of the metal binder phase The metal binder phase becomes finer with smaller tungsten carbide grains and lower binder content As described in the section on lsquoMechanical properties of carbidersquo the smaller the grains and the lower the metal binder content the higher the hardness of the structure In this way an accordant correlation between coercive field strength and hardness can be seen In practi-cal applications this represents a non-destructive measuring method for the hardnessThe magnetic saturation of carbide also depends on the con-tent and the state of the cobalt binder When one of these parameters is known information can be given about the other parameters In this context the carbon content of the carbide has a decisive influence on the magnetic state of the cobalt The magnetic saturation provides information about the carburisation of the carbide This measuring method rep-resents an important tool for checking the production quality
PermeabilityMagnetic permeability means the penetrability of materials for magnetic fields Although carbide is ferromagnetic the magnetic permeability values are low They increase equally along with the magnetic saturation and with the cobalt con-tent and amount to around 5 Hm with 20 vol Compared to this vacuum has a magnetic permeability of 1 Hm and iron between 300 and 10000 Hm
INFORMATION TECHNICAL INFORMATION ndash PHYSICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE112
Acetone
Chemical compounds Resistance
EthanolSodium hydroxide
All acidsTap waterPetroleum
high resistancehigh resistancehigh resistancelow resistancehigh resistancehigh resistance
Figure 19 some chemical compounds and the corresponding resistance of carbide
Corrosion resistanceAccording to DIN EN ISO 8044 corrosion is a reaction of a metal material with its environment which causes a measur-able modification of the material and may lead to a reduced performance of the metal element or the entire system In most cases the reaction is electrochemical in nature or in some cases chemical or metallurgical in nature In carbides corrosion causes a reduction of the surface of the binder phase thus on the surface there remains only a carbide lsquoskeletonrsquo The bond between carbide grains next to each other is very weak so the rate of destruction increases cor-respondingly When the metal binder content is low the car-bide lsquoskeletonrsquo is more pronounced Consequently this type of carbide grade shows higher wear resistance and corrosion resistance than carbides with a higher metal binder content In practical applications however this is not sufficient to sig-nificantly increase the service life Due to their limited corro-sion resistance pure WC-Co carbides are often not suitable for application fields with difficult corrosion conditions Typi-cally it can be assumed that WC-Co carbides down to pH 7 are corrosion-resistant
INFORMATION TECHNICAL INFORMATION ndash CORROSION RESISTANCE
113ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE114
We
rese
rve
the
right
to m
ake
tech
nica
l cha
nges
for i
mpr
ovem
ent o
f the
pro
duct
M
A-PR
O-0
147-
EN-0
220
7003
581
Worldwide CERATIZIT Austria GmbHAT-6600 Reutte T +43 5672 200-0 E infoaustriaceratizitcom
Brazil CERATIZIT Ameacuterica Latina Ltda BR-13069-310 Campinas Satildeo Paulo T +55 11 4133 2300 E infoamericalatinaceratizitcom China CB-CERATIZIT Xiamen Co Ltd 69 Xingxi Road Xinglin Jimei CN-361022 Xiamen (Jimei) China T +86 592 666 1000
Great BritainCERATIZIT UK amp Ireland LtdUK-Sheffield S9 1XUToll Free 0800 048 4877 4878T +44 1925 261 161E infoukceratizitcom
India CERATIZIT India Pvt Ltd IN-Bengaluru 560099 T +91 80 4043 1262 E ctindiainfoceratizitcom
Italy CERATIZIT Como SpA IT-22040 Alserio (CO) T +39 031 6349 211 E infocomoceratizitcom
Japan CERATIZIT Japan CoLtd JP-421ndash0115 Shizuoka T +81-54-268-1060 E infojapanceratizit-jcojp
Spain Portugal CERATIZIT Ibeacuterica Herramientas de Precisioacuten SL ES-28660 Madrid T +34 91 351 0609 E infoibericaceratizitcom
Headquarters
CERATIZIT SALU-8232 MamerT +352 31 20 85-1E infoceratizitcom
wwwceratizitcom

15ROUND TOOL MATERIALS ndash P-LINE
Finishing ndash grinding
In order to achieve the final requirements of surface finish tolerances etc carbide parts can undergo a series of finishing pro-cesses such as grinding spark erosion and coating
The most important grinding procedures for carbide rods are centreless grinding and cylindrical grinding When producing tool blanks minimum diameter tolerances and optimal surface quality represent an excel-lent quality characteristic
INTRODUCTION CEMENTED CARBIDE
ROUND TOOL MATERIALS ndash P-LINE16
KIC (Shetty)
[m ] [gcm3] [HV30] [HRA] [MPa] [psi] [MPam12]
CTU08L K10 C-2 42 1505 2200 952 3700 536600 84
TSF22 K10 ndash K20 C-2 82 1455 1930 937 4400 638800 92
TSF44 K10 ndash K20 C-2 120 1410 1730 927 4600 667000 98
KIC (Shetty)
[m ] [gcm3] [HV30] [HRA] [MPa] [psi] [MPam12]
CTS12D K05 ndash K10 C-3 60 1480 1820 931 3600 522100 93
CTS15D K10 ndash K30 C-3 75 1470 1750 928 3700 536000 95
CTS18D K20 ndash K40 C-2 90 1455 1590 919 3650 529400 107
CTS20D K20 ndash K40 C-2 100 1438 1600 919 4000 580100 104
CTS24Z K20 ndash K40 C-2 120 1410 1570 917 4000 580100 113
CTS30D K30 ndash K40 C-2 150 1384 1400 904 4300 623700 132
KIC (Shetty)
[m ] [gcm3] [HV30] [HRA] [MPa] [psi] [MPam12]
CTF12E K15 C-2 60 1495 1620 921 3000 435100 99
CTF25E K30 ndash K40 C-2 125 1415 1300 895 3500 507600 150
Ultrafine grades
Grade ISO code US codeBinder Density Hardness
Transverse rupture strength
Submicron grades
Grade ISO code US codeBinder Density Hardness
Transverse rupture strength
Fine grades
Grade ISO code US codeBinder Density Hardness
Transverse rupture strength
Grades composition and properties
INTRODUCTION GRADES COMPOSITION AND PROPERTIES
17ROUND TOOL MATERIALS ndash P-LINE
KIC (Shetty)
[m ] [gcm3] [HV30] [HRA] [MPa] [psi] [MPam12]
CTF28T K05 ndash K10 C-2 141 640 1580 918 2000 290100 85
lt 02 N02 ndash lt 05 U05 ndash lt 08 S08 ndash lt 13 F13 ndash lt 25 M25 ndash lt 60 C
gt 60 E
Cermet grade
Grade ISO code US codeBinder Density Hardness
Transverse rupture strength
Carbide grades for biocompatible tools
The biocompatibility requirement for medical products increases patient safety For tools that come into short-term direct contact with body tissue cell tolerance must be guaranteed
Testing for in-vitro cytotoxicity in accordance with DIN EN ISO 10993-5 was carried out by the accredited testing labo-ratory Creamedix GmbH The following carbide grades were successfully tested for their cell tolerance
Certified biological testing of the in-vitro cytotoxicity in accordance with
DIN EN ISO 10993-5 by
Creamedix GmbH
Accreditation number D-PL-19876-01
TSF22 TSF44 CTS12D
CTS15D CTS18D
CTS20D CTS24Z
in accordance with ISO 10993-5 for the medical and dental industry
BIOLAB
CommentThe data in this table are typical material parameters We reserve the right to modify the data due to technical progress or due to further development within our company
Grain size classification
ClassificationCERATIZIT
code
nanoultrafine
submicronfine
mediumcoarse
extra-coarse
) The classification of carbides according to grain size corresponds to the recommendations of the Powder Metallurgy AssociationThe standard ISO codes for carbides which were developed for fine to medium grain sizes no longer correspond to todayrsquos state of the art In order to choose the correct grades only the application data are relevantKIC The measured critical tension intensity factors (KIC) depend to a high degree on the sample geometry and sample preparation A direct comparison with parameters which have been determined by means of a different method is therefore not admissible
Average grain size [microm]
INTRODUCTION GRADES COMPOSITION AND PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE18
CTU08Lemspcarbideemspgradeemspwithemspaemsptypicalemspgrainemspsizeemspofemsp02emspμmemspforemsptheemspma-chining of materials with a hardness gt 65 HRC Thanks to the high wear resistance also excellent suitability for abrasive fibre composite materials
TSF22 ultrafine carbide grade for HSC machining of tempered steels with a hardness of gt 60 HRC and abrasive aluminium alloys
TSF44 ultrafine carbide grade for HSC machining of tempered steels up to 60 HRC suitable for micro-tools and finishing tools and for a variety of materials
Ultrafine grades
CTS12D for machining aluminium alloys fibre-reinforced plastics (carbon-fibre and glass-fibre reinforced) composite materials graphite particular-ly suitable for diamond coating
CTS15D for machining grey cast iron tempered cast iron non-alloyed steel non-ferrous metals and plastics
CTS18D for high-performance machining of steel stainless steel and the machining of difficult materials
CTS20D for universal machining of alloyed and non-alloyed steels Suit-able for a variety of cutting operations on different materials thanks to its balanced properties Improved toughness ensures a low risk of cutting edge breakage
CTS24Z the special high-performance grade for the roughing of titanium and heat-resistant alloys Even higher fracture toughness than CTS18D and CTS20D with approximately the same hardness
CTS30D with extremely high fracture toughness for particularly unstable and difficult applications A good choice when switching from HSS to carbide
Submicron grades
Picture example
Picture example
INTRODUCTION GRADES COMPOSITION AND PROPERTIES
19ROUND TOOL MATERIALS ndash P-LINE
CTF12E for gun drills with an adapted relation between hardness and toughness Suitable also for diamond-coated solid carbide tools
CTF25E for the production of PCD tools and tool shanks The increased cobalt content and the coarser grain improve brazability while increasing fracture toughness
Fine grain grades
CTF28T particularly for the finish machining of steel Thanks to high oxidation resistance and low tendency to stick it is particularly suitable for the production of uncoated reamers
Cermet
Picture example
Picture example
INTRODUCTION GRADES COMPOSITION AND PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE20
1 =
2 =
3 =
4 =
Number of coolant holes
Designation system
RR
RGM
W
D
Y
Sintered rods
with chamfer
with Weldon shank
Ground rods metric
DualBlank
with radial coolant exit holes
GD
SR
FR
00
RGI
RK
VK
30
V2
40
V2P
G
R
C
B
C
Helix angle coolant hole rods as sintered
coolant hole rods groundofcoolant hole rods
Blanks for gun drills
Flat strips
Square strips
round rods with kidney-shaped coolant holes
profiled rods with kidney-shaped coolant holes
profiled rods with two coolant holes
profiled tips with two coolant holes
drill blanks
Ground rods inch
with chamfer
INTRODUCTION DESIGNATION SYSTEM
21ROUND TOOL MATERIALS ndash P-LINE
S
SL
d1
D
H
D
[1100 mm]
[1100 mm]
10004813 544-104 CTS20D h5
ThicknessDiameter of the coolant holes Rod length
Pitch circle of the coolant holes
Height
Nominal pitch of the
coolant holes
Grade
Outside diameter
Diameter tolerance
INTRODUCTION DESIGNATION SYSTEM
ROUND TOOL MATERIALS ndash P-LINE22
CTU0
8L
TSF2
2
TSF4
4
CTS1
2D
CTS1
5D
CTS1
8D
CTS2
0D
CTS2
4Z
CTF1
2E
CTF2
8T
RR
RGM
RGI
RGMC
RGMCW
RGMCD
RGMCY
RGIC
GB2
G2
R2
R3
R4
G2
G3
00R1
00R2
00G1
00G2
GDRK
GDVK
GDV2
GDV2P
DIN 8011
Ultra-fine grades Submicron grades
Fine
gr
ades
Cerm
et
star
ting
page
Solid carbide rods as sintered 25
Solid carbide rods ground metric 29
Solid carbide rods inch 32
End mill blanks metric 35
End mill blanks with Weldon shank metric 39
DualBlank end mill blanks metric 40
End mill blanks with through-coolant metric 41
End mill blanks inch 43
Drill blanks with through-coolant 45
Drill blanks for micro-drills with through-coolant 47
Rods as sintered with two helical coolant holes 49
Rods as sintered with three helical coolant holes 55
Rods as sintered with four helical coolant holes 56
Rods ground with two helical coolant holes 57
Rods ground with three helical coolant holes 59
Rods as sintered with central coolant hole 61
Rods as sintered with two straight coolant holes 63
Rods ground with central coolant hole 66
Rods ground with two straight coolant holes 67
Rods for gun drills with kidney-shaped coolant holes 69
Profiled rods for gun drills with kidney-shaped coolant holes 71
Profiled rods for gun drills with two coolant holes 73
Profiled tips for gun drills with two coolant holes 75
Flat and square strips FR and SR 77
Brazing tips to DIN 8011 79
The product map below provides you with a quick overview of the grades and rods which are available in stockOther products are available upon request
Stock programme at a glance
INTRODUCTION STOCK PROGRAMME AT A GLANCE
23ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE24
A comprehensive standard range of sintered and ground solid carbide rods in various dimensions is available from stock Furthermore you can choose from carbide grades with the most varied characteristics for every application area from ultrafine grades for the machining of superhard materials by way of submi-cron grades for universal application to our cermet grade for the finish machining of ferrous materials Of course we can also produce carbide rods in other dimensions and grades to order ndash simply get in touch with your contact person at CERATIZIT Detailed technical data for our solid carbide rods can be found in the lsquoInforma-tionrsquo section
Solid carbide rods
25ROUND TOOL MATERIALS ndash P-LINE
As sintered
D L
Ultrafine grades
D L Type description
Dia tol[mm] [mm] [mm] CTU08L TSF22 TSF44
325 330 RR 0325-330 -0+020
420 330 RR 0420-330 -0+020
520 330 RR 0520-330 -0+025
620 330 RR 0620-330 -0+025
820 330 RR 0820-330 -0+030
1020 330 RR 1020-330 -0+030
1220 330 RR 1220-330 -0+030
1420 330 RR 1420-330 -0+030
1620 330 RR 1620-330 -0+045
1820 330 RR 1820-330 -0+045
2020 330 RR 2020-330 -0+045
2520 330 RR 2520-330 -0+065
3220 330 RR 3220-330 -0+065
As sintered
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
115 330 RR 0115-330 -0+015
165 330 RR 0165-330 -0+015
180 330 RR 0180-330 -0+015
220 330 RR 0220-330 -0+020
270 330 RR 0270-330 -0+020
325 330 RR 0325-330 -0+020
370 330 RR 0370-330 -0+020
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE26
As sintered
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
420 330 RR 0420-330 -0+020
470 330 RR 0470-330 -0+020
520 330 RR 0520-330 -0+025
570 330 RR 0570-330 -0+025
620 330 RR 0620-330 -0+025
655 330 RR 0655-330 -0+025
670 330 RR 0670-330 -0+025
720 330 RR 0720-330 -0+030
770 330 RR 0770-330 -0+030
820 330 RR 0820-330 -0+030
870 330 RR 0870-330 -0+030
920 330 RR 0920-330 -0+030
970 330 RR 0970-330 -0+030
1020 330 RR 1020-330 -0+030
1070 330 RR 1070-330 -0+030
1120 330 RR 1120-330 -0+030
1170 330 RR 1170-330 -0+030
1220 330 RR 1220-330 -0+030
1270 330 RR 1270-330 -0+030
1300 330 RR 1300-330 -0+030
1320 330 RR 1320-330 -0+030
1420 330 RR 1420-330 -0+030
1470 330 RR 1470-330 -0+030
1520 330 RR 1520-330 -0+030
1620 330 RR 1620-330 -0+045
1720 330 RR 1720-330 -0+045
1820 330 RR 1820-330 -0+045
1920 330 RR 1920-330 -0+045
2020 330 RR 2020-330 -0+045
2120 330 RR 2120-330 -0+055
2220 330 RR 2220-330 -0+055
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS AS SINTERED
27ROUND TOOL MATERIALS ndash P-LINE
As sintered
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
2320 330 RR 2320-330 -0+055
2420 330 RR 2420-330 -0+055
2520 330 RR 2520-330 -0+065
2580 330 RR 2580-330 -0+065
2620 330 RR 2620-330 -0+065
2820 330 RR 2820-330 -0+065
3020 330 RR 3020-330 -0+065
3220 330 RR 3220-330 -0+065
3420 330 RR 3420-330 -0+065
3620 330 RR 3620-330 -0+065
3820 330 RR 3820-330 -0+070
4020 330 RR 4020-330 -0+070
4220 330 RR 4220-330 -0+070
4620 330 RR 4620-330 -0+070
As sintered
D L
Fine grades
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
325 330 RR 0325-330 -0+020
620 330 RR 0420-330 -0+020
520 330 RR 0520-330 -0+025
620 330 RR 0620-330 -0+025
820 330 RR 0820-330 -0+030
1020 330 RR 1020-330 -0+030
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE28
As sintered
D L
Fine grades
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
1220 330 RR 1220-330 -0+030
1420 330 RR 1420-330 -0+030
1620 330 RR 1620-330 -0+045
1820 330 RR 1820-330 -0+045
As sintered
D L
Cermet
D L Type description
Dia tol[mm] [mm] [mm] CTF28T
340 330 RR 0340-330 -0+020
440 330 RR 0440-330 -0+020
640 330 RR 0640-330 -0+025
840 330 RR 0840-330 -0+030
1040 330 RR 1040-330 -0+030
1240 330 RR 1240-330 -0+030
1440 300 RR 1440-330 -0+030
1640 330 RR 1640-330 -0+045
2040 330 RR 2040-330 -0+045
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS AS SINTERED
29ROUND TOOL MATERIALS ndash P-LINE
Ground metric
D L
Ultrafine grades
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 TSF22 TSF44
200 330 RGM 0200-330 +0-0004 h5
300 330 RGM 0300-330 +0-0004 h5
400 330 RGM 0400-330 +0-0005 h5
500 330 RGM 0500-330 +0-0005 h5
600 330 RGM 0600-330 +0-0005 h5
800 330 RGM 0800-330 +0-0006 h5
1000 330 RGM 1000-330 +0-0006 h5
1200 330 RGM 1200-330 +0-0008 h5
1400 330 RGM 1400-330 +0-0008 h5
1600 330 RGM 1600-330 +0-0008 h5
2000 330 RGM 2000-330 +0-0009 h5
2500 330 RGM 2500-330 +0-0009 h5
Ground metric
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
100 330 RGM 0100-330 +0-0006 h6
150 330 RGM 0150-330 +0-0006 h6
200 330 RGM 0200-330 +0-0006 h6
250 330 RGM 0250-330 +0-0006 h6
300 330 RGM 0300-330 +0-0006 h6
350 330 RGM 0350-330 +0-0008 h6
400 330 RGM 0400-330 +0-0008 h6
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS GROUND METRIC
ROUND TOOL MATERIALS ndash P-LINE30
Ground metric
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
450 330 RGM 0450-330 +0-0008 h6
500 330 RGM 0500-330 +0-0008 h6
550 330 RGM 0550-330 +0-0008 h6
600 330 RGM 0600-330 +0-0008 h6
650 330 RGM 0650-330 +0-0009 h6
700 330 RGM 0700-330 +0-0009 h6
750 330 RGM 0750-330 +0-0009 h6
800 330 RGM 0800-330 +0-0009 h6
850 330 RGM 0850-330 +0-0009 h6
900 330 RGM 0900-330 +0-0009 h6
950 330 RGM 0950-330 +0-0009 h6
1000 330 RGM 1000-330 +0-0009 h6
1100 330 RGM 1100-330 +0-0011 h6
1200 330 RGM 1200-330 +0-0011 h6
1300 330 RGM 1300-330 +0-0011 h6
1400 330 RGM 1400-330 +0-0011 h6
1500 330 RGM 1500-330 +0-0011 h6
1600 330 RGM 1600-330 +0-0011 h6
1800 330 RGM 1800-330 +0-0011 h6
1900 330 RGM 1900-330 +0-0013 h6
2000 330 RGM 2000-330 +0-0013 h6
2200 330 RGM 2200-330 +0-0013 h6
2400 330 RGM 2400-330 +0-0013 h6
2500 330 RGM 2500-330 +0-0013 h6
2800 330 RGM 2800-330 +0-0013 h6
3000 330 RGM 3000-330 +0-0013 h6
3200 330 RGM 3200-330 +0-0016 h6
3800 330 RGM 3800-330 +0-0016 h6
4000 330 RGM 4000-330 +0-0016 h6
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS GROUND METRIC
31ROUND TOOL MATERIALS ndash P-LINE
Ground metric
D L
Fine grades
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 CTF12E
300 330 RGM 0300-330 +0-0004 h6
400 330 RGM 0400-330 +0-0008 h6
600 330 RGM 0600-330 +0-0008 h6
800 330 RGM 0800-330 +0-0009 h6
1000 330 RGM 1000-330 +0-0009 h6
1200 330 RGM 1200-330 +0-0011 h6
1400 330 RGM 1400-330 +0-0011 h6
1600 330 RGM 1600-330 +0-0011 h6
Ground metric
D L
Cermet
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 CTF28T
300 330 RGM 0300-330 +0-0004 h6
400 330 RGM 0400-330 +0-0008 h6
600 330 RGM 0600-330 +0-0008 h6
800 330 RGM 0800-330 +0-0009 h6
1000 330 RGM 1000-330 +0-0009 h6
1200 330 RGM 1200-330 +0-0011 h6
1400 330 RGM 1400-330 +0-0011 h6
1600 330 RGM 1600-330 +0-0011 h6
2000 330 RGM 2000-330 +0-0013 h6
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS GROUND METRIC
ROUND TOOL MATERIALS ndash P-LINE32
Ground inch
D L
Submicron grades
D L Type description
Dia tol[inch] [inch] [mm] ISO 286 CTS20D
18 13000 RGI 18-13 +0-0008 h6
316 13000 RGI 316-13 +0-0008 h6
14 13000 RGI 14-13 +0-0009 h6
516 13000 RGI 516-13 +0-0009 h6
38 13000 RGI 38-13 +0-0009 h6
716 13000 RGI 716-13 +0-0011 h6
12 13000 RGI 12-13 +0-0011 h6
58 13000 RGI 58-13 +0-0011 h6
34 13000 RGI 34-13 +0-0013 h6
1 13000 RGI 1-13 +0-0013 h6
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS GROUND INCH
33ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE34
In addition to DIN dimensions we can also supply our high-precision end mill blanks in extra-long sizes End mill blanks in the most popular inch dimensions have now been added to the range Whether in standard execution with Wel-don shanks internal cooling or as a DualBlank you can be sure of finding the product you need Our end mill blanks are now also available in the new high-performance grade CTS24Z for the machining of difficult materials like titanium or Inconel Having virtually the same hardness CTS24Z is even tougher than our proven CTS18D and CTS20D grades This extreme toughness offers maximum protection against breakage and ensures consistent performance of your toolsOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our end mill blanks can be found in the lsquoInformationrsquo section
End mill blanks
35ROUND TOOL MATERIALS ndash P-LINE
Metric
D
L
c
45deg
Ultrafine grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTU08L TSF22 TSF44
300 39 RGMC 0300-039 +0-0004 h5 030 x
300 40 RGMC 0300-040 +0-0004 h5 030
300 50 RGMC 0300-050 +0-0004 h5 030
300 60 RGMC 0300-060 +0-0004 h5 030
400 51 RGMC 0400-051 +0-0004 h5 040 x
400 60 RGMC 0400-060 +0-0005 h5 040
400 75 RGMC 0400-075 +0-0005 h5 040
500 51 RGMC 0500-051 +0-0005 h5 040 x
600 51 RGMC 0600-051 +0-0005 h5 040 x
600 58 RGMC 0600-058 +0-0005 h5 040 x
600 60 RGMC 0600-060 +0-0005 h5 040
600 65 RGMC 0600-065 +0-0005 h5 040
600 70 RGMC 0600-070 +0-0005 h5 040
600 75 RGMC 0600-075 +0-0005 h5 040
600 80 RGMC 0600-080 +0-0005 h5 040
600 100 RGMC 0600-100 +0-0005 h5 040
800 64 RGMC 0800-064 +0-0006 h5 060 x
800 70 RGMC 0800-070 +0-0006 h5 060
800 75 RGMC 0800-075 +0-0006 h5 060
800 100 RGMC 0800-100 +0-0006 h5 060
800 120 RGMC 0800-120 +0-0006 h5 060
1000 67 RGMC 1000-067 +0-0006 h5 080 x
1000 73 RGMC 1000-073 +0-0006 h5 080 x
1000 75 RGMC 1000-075 +0-0006 h5 080
1000 80 RGMC 1000-080 +0-0006 h5 080
1000 100 RGMC 1000-100 +0-0006 h5 080
1000 120 RGMC 1000-120 +0-0006 h5 080
1200 84 RGMC 1200-084 +0-0008 h5 080 x
1200 100 RGMC 1200-100 +0-0008 h5 080
1200 120 RGMC 1200-120 +0-0008 h5 080
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC
ROUND TOOL MATERIALS ndash P-LINE36
Metric
D
L
c
45deg
Ultrafine grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTU08L TSF22 TSF44
1600 93 RGMC 1600-093 +0-0008 h5 080 x
1600 110 RGMC 1600-110 +0-0008 h5 080
1600 120 RGMC 1600-120 +0-0008 h5 080
1600 130 RGMC 1600-130 +0-0008 h5 080
1600 150 RGMC 1600-150 +0-0008 h5 080
2000 105 RGMC 2000-105 +0-0009 h5 100 x
2000 125 RGMC 2000-125 +0-0009 h5 100
2000 150 RGMC 2000-150 +0-0009 h5 100
2500 125 RGMC 2500-125 +0-0009 h5 100
2500 150 RGMC 2500-150 +0-0009 h5 100
Metric
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTS18D CTS20D CTS24Z
300 39 RGMC 0300-039 +0-0006 h6 030 x
300 40 RGMC 0300-040 +0-0004 h5 030
300 50 RGMC 0300-050 +0-0004 h5 030
300 60 RGMC 0300-060 +0-0004 h5 030
400 51 RGMC 0400-051 +0-0008 h6 040 x
400 60 RGMC 0400-060 +0-0005 h5 040
400 75 RGMC 0400-075 +0-0005 h5 040
500 51 RGMC 0500-051 +0-0008 h6 040 x
600 51 RGMC 0600-051 +0-0008 h6 040 x
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC
37ROUND TOOL MATERIALS ndash P-LINE
Metric
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTS18D CTS20D CTS24Z
600 55 RGMC 0600-055 +0-0008 h6 040 x
600 58 RGMC 0600-058 +0-0005 h5 040 x
600 60 RGMC 0600-060 +0-0005 h5 040
600 65 RGMC 0600-065 +0-0005 h5 040
600 70 RGMC 0600-070 +0-0005 h5 040
600 75 RGMC 0600-075 +0-0005 h5 040
600 80 RGMC 0600-080 +0-0005 h5 040
600 100 RGMC 0600-100 +0-0005 h5 040
800 59 RGMC 0800-059 +0-0009 h6 060 x
800 64 RGMC 0800-064 +0-0009 h6 060 x
800 70 RGMC 0800-070 +0-0006 h5 060
800 75 RGMC 0800-075 +0-0006 h5 060
800 80 RGMC 0800-080 +0-0006 h5 060
800 100 RGMC 0800-100 +0-0006 h5 060
800 120 RGMC 0800-120 +0-0006 h5 060
1000 67 RGMC 1000-067 +0-0009 h6 080 x
1000 73 RGMC 1000-073 +0-0009 h6 080 x
1000 75 RGMC 1000-075 +0-0006 h5 080
1000 80 RGMC 1000-080 +0-0006 h5 080
1000 90 RGMC 1000-090 +0-0006 h5 080
1000 100 RGMC 1000-100 +0-0006 h5 080
1000 120 RGMC 1000-120 +0-0006 h5 080
1200 74 RGMC 1200-074 +0-0011 h6 080 x
1200 84 RGMC 1200-084 +0-0011 h6 080 x
1200 100 RGMC 1200-100 +0-0008 h5 080
1200 120 RGMC 1200-120 +0-0008 h5 080
1400 76 RGMC 1400-076 +0-0011 h6 080 x
1400 84 RGMC 1400-084 +0-0011 h6 080 x
1600 83 RGMC 1600-083 +0-0011 h6 080 x
1600 93 RGMC 1600-093 +0-0011 h6 080 x
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC
ROUND TOOL MATERIALS ndash P-LINE38
Metric
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTS18D CTS20D CTS24Z
1600 110 RGMC 1600-110 +0-0008 h5 080
1600 120 RGMC 1600-120 +0-0008 h5 080
1600 130 RGMC 1600-130 +0-0008 h5 080
1600 150 RGMC 1600-150 +0-0008 h5 080
1800 93 RGMC 1800-093 +0-0011 h6 100 x
2000 93 RGMC 2000-093 +0-0013 h6 100 x
2000 105 RGMC 2000-105 +0-0009 h5 100 x
2000 125 RGMC 2000-125 +0-0009 h5 100
2000 150 RGMC 2000-150 +0-0009 h5 100
2500 125 RGMC 2500-125 +0-0009 h5 100
2500 150 RGMC 2500-150 +0-0009 h5 100
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC
39ROUND TOOL MATERIALS ndash P-LINE
Metric with Weldon
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTS20D
600 51 RGMCW 0600-051 +0-0008 h6 040 x
600 55 RGMCW 0600-055 +0-0008 h6 040 x
600 58 RGMCW 0600-058 +0-0008 h6 040 x
800 64 RGMCW 0800-064 +0-0009 h6 060 x
1000 67 RGMCW 1000-067 +0-0009 h6 080 x
1000 73 RGMCW 1000-073 +0-0009 h6 080 x
1200 74 RGMCW 1200-074 +0-0011 h6 080 x
1200 84 RGMCW 1200-084 +0-0011 h6 080 x
1600 93 RGMCW 1600-093 +0-0011 h6 080 x
2000 93 RGMCW 2000-093 +0-0013 h6 100 x
2000 105 RGMCW 2000-105 +0-0013 h6 100 x
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC WITH WELDON
ROUND TOOL MATERIALS ndash P-LINE40
Metric DualBlank
D
L
c
30degCTSDTMG30
l1
Submicron grades
D L Type description
Dia tol l1 c[mm] [mm] [mm] ISO 286 [mm] [mm] DIN 6527 CTS20D CTS18D
600 58 RGMCD 0600-058 +0-0008 h6 26 050 x
800 64 RGMCD 0800-064 +0-0009 h6 29 070 x
1000 73 RGMCD 1000-073 +0-0009 h6 33 090 x
1200 84 RGMCD 1200-084 +0-0011 h6 38 090 x
1600 93 RGMCD 1600-093 +0-0011 h6 41 090 x
2000 105 RGMCD 2000-105 +0-0013 h6 46 110 x
DualBlank rods
A combination of a high-performing Premium grade in the cutting edge area with a shank made of an economical recycled grade
emspThe high-performance grade in the cutting edge area guarantees maximum performance in metal cutting
emspAbsolutely homogeneous and resistant to fracture where the two materials are joined
emspOptimised price-performance ratioemspProduced with less impact of the environment
s-line
p-line
CTS18DCTS20D
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC DUALBLANK
41ROUND TOOL MATERIALS ndash P-LINE
Metric with through-coolant 2x 180deg
c
2x18
0deg
Oslash d
1
L+1
45deg
l2 60degOslash
D
Oslash d 2
Submicron grades
D L Type description
Dia tol d1 d2 l2 c[mm] [mm] [mm] ISO 286 [mm] [mm] [mm] [mm] CTS20D
600 58 RGMCY2 0600-058 +0-0008 h6 120 080 300 040
800 64 RGMCY2 0800-064 +0-0009 h6 160 110 400 060
1000 73 RGMCY2 1000-073 +0-0009 h6 200 140 500 080
1200 84 RGMCY2 1200-084 +0-0011 h6 220 160 600 080
1400 84 RGMCY2 1400-084 +0-0011 h6 240 170 700 080
1600 93 RGMCY2 1600-093 +0-0011 h6 260 190 800 080
1800 93 RGMCY2 1800-093 +0-0011 h6 280 200 900 100
2000 105 RGMCY2 2000-105 +0-0013 h6 300 210 1000 100
2500 125 RGMCY2 2500-125 +0-0013 h6 320 230 1250 100
Metric with through-coolant 3x 120deg
3x12
0deg
c
Oslash d
1
L+1
45deg
l2 60degOslash
D
Oslash d 2
Submicron grades
D L Type description
Dia tol d1 d2 l2 c[mm] [mm] [mm] ISO 286 [mm] [mm] [mm] [mm] CTS20D
600 58 RGMCY3 0600-058 +0-0008 h6 120 070 300 040
800 64 RGMCY3 0800-064 +0-0009 h6 160 090 400 060
1000 73 RGMCY3 1000-073 +0-0009 h6 200 120 500 080
1200 84 RGMCY3 1200-084 +0-0011 h6 220 130 600 080
1400 84 RGMCY3 1400-084 +0-0011 h6 240 140 700 080
1600 93 RGMCY3 1600-093 +0-0011 h6 260 150 800 080
1800 93 RGMCY3 1800-093 +0-0011 h6 280 160 900 100
2000 105 RGMCY3 2000-105 +0-0013 h6 300 170 1000 100
2500 125 RGMCY3 2500-125 +0-0013 h6 320 180 1250 100
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC WITH THROUGH-COOLANT
ROUND TOOL MATERIALS ndash P-LINE42
Metric with through-coolant 4x 90deg
4x90
deg
c
Oslash d
1
L+1
45deg
l2 60degOslash
D
Oslash d 2
Submicron grades
D L Type description
Dia tol d1 d2 l2 c[mm] [mm] [mm] ISO 286 [mm] [mm] [mm] [mm] CTS20D
600 58 RGMCY4 0600-058 +0-0008 h6 120 060 300 040
800 64 RGMCY4 0800-064 +0-0009 h6 160 080 400 060
1000 73 RGMCY4 1000-073 +0-0009 h6 200 100 500 080
1200 84 RGMCY4 1200-084 +0-0011 h6 220 110 600 080
1400 84 RGMCY4 1400-084 +0-0011 h6 240 120 700 080
1600 93 RGMCY4 1600-093 +0-0011 h6 260 130 800 080
1800 93 RGMCY4 1800-093 +0-0011 h6 280 140 900 100
2000 105 RGMCY4 2000-105 +0-0013 h6 300 150 1000 100
2500 125 RGMCY4 2500-125 +0-0013 h6 320 160 1250 100
Metric with through-coolant 5x 72deg
5x72deg
c
Oslash d
1
L+1
45deg
l2 60degOslash
D
Oslash d 2
Submicron grades
D L Type description
Dia tol d1 d2 l2 c[mm] [mm] [mm] ISO 286 [mm] [mm] [mm] [mm] CTS20D
600 58 RGMCY5 0600-058 +0-0008 h6 120 050 300 040
800 64 RGMCY5 0800-064 +0-0009 h6 160 070 400 060
1000 73 RGMCY5 1000-073 +0-0009 h6 200 090 500 080
1200 84 RGMCY5 1200-084 +0-0011 h6 220 100 600 080
1400 84 RGMCY5 1400-084 +0-0011 h6 240 110 700 080
1600 93 RGMCY5 1600-093 +0-0011 h6 260 120 800 080
1800 93 RGMCY5 1800-093 +0-0011 h6 280 130 900 100
2000 105 RGMCY5 2000-105 +0-0013 h6 300 140 1000 100
2500 125 RGMCY5 2500-125 +0-0013 h6 320 150 1250 100
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC WITH THROUGH-COOLANT
43ROUND TOOL MATERIALS ndash P-LINE
Inch
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[inch] [inch] [mm] ISO 286 [mm] CTS20D
18 1500 RGIC 18 - 150 +0-0008 h6 025
316 2000 RGIC 316 - 200 +0-0008 h6 040
14 2000 RGIC 14 - 200 +0-0009 h6 040
14 3000 RGIC 14 - 300 +0-0009 h6 040
516 2500 RGIC 516 - 250 +0-0009 h6 040
38 2500 RGIC 38 - 250 +0-0009 h6 040
38 3000 RGIC 38 - 300 +0-0009 h6 040
12 3000 RGIC 12 - 300 +0-0011 h6 080
12 4000 RGIC 12 - 400 +0-0011 h6 080
58 3500 RGIC 58 - 350 +0-0011 h6 080
34 4000 RGIC 34 - 400 +0-0013 h6 080
1 4000 RGIC 1 - 400 +0-0013 h6 080
1 6000 RGIC 1 - 600 +0-0013 h6 080
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS INCH
ROUND TOOL MATERIALS ndash P-LINE44
In addition to their geometrical precision thanks to a special grinding surface our drill blanks are also notable for the improved pull-out resistance of the tool shank The shank end corresponds to DIN 69090-3 and therefore complies with the standard for cutting tools which are suitable for MQLOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZITDetailed technical data for our drill blanks can be found in the lsquoInformationrsquo section
Drill blanks
45ROUND TOOL MATERIALS ndash P-LINE
3xD 5xD with through-coolant
cD1
d 1
D L
45deg
Drill blanks
xD factor
D L Type description
Dia tol Nominal pitch c D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] [mm] CTS20D
3 600 63 40GB2 06001907225-063 +0-0005 h5 2250 400 095 190 070
3 600 63 46GB2 06001605180-063 +0-0005 h5 1800 463 095 160 050
3 600 67 30GB2 06002708327-067 +0-0005 h5 3270 300 095 270 080
3 600 67 33GB2 06002209290-067 +0-0005 h5 2900 330 095 220 090
3 800 80 30GB2 08003410435-080 +0-0006 h5 4350 300 125 340 100
3 1000 90 30GB2 10004813544-090 +0-0006 h5 5440 300 135 480 130
3 1200 103 30GB2 12006317653-103 +0-0008 h5 6530 300 175 630 170
3 1400 108 30GB2 14006718762-108 +0-0008 h5 7620 300 195 670 180
3 1600 116 30GB2 16008020871-116 +0-0008 h5 8710 300 245 800 200
3 1800 124 30GB2 18009023980-124 +0-0008 h5 9800 300 275 900 230
3 2000 132 30GB2 2000100251088-132 +0-0009 h5 10880 300 325 1000 250
5 600 67 46GB2 06001605180-067 +0-0005 h5 1800 463 095 160 050
5 600 67 40GB2 06001907225-067 +0-0005 h5 2250 400 095 190 070
5 600 75 33GB2 06002209290-075 +0-0005 h5 2900 330 095 220 090
5 600 75 40GB2 06001907225-075 +0-0005 h5 2250 400 095 190 070
5 600 83 30GB2 06002708327-083 +0-0005 h5 3270 300 095 270 080
5 800 92 30GB2 08003410435-092 +0-0006 h5 4350 300 125 340 100
5 1000 104 30GB2 10004813544-104 +0-0006 h5 5440 300 135 480 130
5 1200 119 30GB2 12006317653-119 +0-0008 h5 6530 300 175 630 170
5 1400 125 30GB2 14006718762-125 +0-0008 h5 7620 300 195 670 180
5 1600 134 30GB2 16008020871-134 +0-0008 h5 8710 300 245 800 200
5 1800 144 30GB2 18009023980-144 +0-0008 h5 9800 300 275 900 230
5 2000 154 30GB2 2000100251088-154 +0-0009 h5 10880 300 325 1000 250
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
DRILL BLANKS 3XDndash12XD WITH THROUGH-COOLANT
ROUND TOOL MATERIALS ndash P-LINE46
8xD 12xD with through-coolant
cD1
d 1
D L
45deg
Drill blanks
xD factor
D L Type description
Dia tol Nominal pitch c D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] [mm] CTS20D
8 600 73 46GB2 06001605180-073 +0-0005 h5 1800 463 095 160 050
8 600 73 40GB2 06001907225-073 +0-0005 h5 2250 400 095 190 070
8 600 82 33GB2 06002209290-082 +0-0005 h5 2900 330 095 220 090
8 600 82 40GB2 06001907225-082 +0-0005 h5 2250 400 095 190 070
8 600 96 30GB2 06002708327-096 +0-0005 h5 3270 300 095 270 080
8 800 115 30GB2 08003410435-115 +0-0006 h5 4350 300 125 340 100
8 1000 143 30GB2 10004813544-143 +0-0006 h5 5440 300 135 480 130
8 1200 163 30GB2 12006317653-163 +0-0008 h5 6530 300 175 630 170
8 1400 179 30GB2 14006718762-179 +0-0008 h5 7620 300 195 670 180
8 1600 204 30GB2 16008020871-204 +0-0008 h5 8710 300 245 800 200
8 1800 223 30GB2 18009023980-223 +0-0008 h5 9800 300 275 900 230
8 2000 244 30GB2 2000100251088-244 +0-0009 h5 10880 300 325 1000 250
12 600 93 40GB2 06001907225-093 +0-0005 h5 2250 400 095 190 070
12 600 93 46GB2 06001605180-093 +0-0005 h5 1800 463 095 160 050
12 600 103 40GB2 06001907225-103 +0-0005 h5 2250 400 095 190 070
12 600 103 33GB2 06002209290-103 +0-0005 h5 2900 330 095 220 090
12 600 117 30GB2 06002708327-117 +0-0005 h5 3270 300 095 270 080
12 800 147 30GB2 08003410435-147 +0-0006 h5 4350 300 125 340 100
12 1000 163 30GB2 10004813544-163 +0-0006 h5 5440 300 135 480 130
12 1200 205 30GB2 12006317653-205 +0-0008 h5 6530 300 175 630 170
12 1400 231 30GB2 14006718762-231 +0-0008 h5 7620 300 195 670 180
12 1600 261 30GB2 16008020871-261 +0-0008 h5 8710 300 245 800 200
12 1800 286 30GB2 18009023980-286 +0-0008 h5 9800 300 275 900 230
12 2000 311 30GB2 2000100251088-311 +0-0009 h5 10880 300 325 1000 250
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
DRILL BLANKS 3XDndash12XD WITH THROUGH-COOLANT
47ROUND TOOL MATERIALS ndash P-LINE
For micro-drills with through-coolant
D1
Dd1
L
STG
d 2
l2
c
Blanks for micro-drills
D L Type description
Dia tol Nominal pitch c D1 d1 d2 l2[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] [mm] [mm] [mm] CTS20D
300 55 71G2 030002900532-055 +0-0004 h5 320 712 020 029 005 070 25
300 60 67G2 030003700740-060 +0-0004 h5 400 670 020 037 007 090 25
300 65 62G2 030004701050-065 +0-0004 h5 500 621 020 047 010 120 25
300 75 58G2 030006001360-075 +0-0004 h5 600 575 020 060 013 150 25
300 85 53G2 030007501672-085 +0-0004 h5 720 526 020 075 016 170 25
300 95 46G2 030009002090-095 +0-0004 h5 900 463 020 090 020
300 105 42G2 0300105025106-105 +0-0004 h5 1060 416 020 105 025
300 120 37G2 0300125030125-120 +0-0004 h5 1250 370 020 125 030
300 140 33G2 0300150035145-140 +0-0004 h5 1450 330 020 150 035
400 55 76G2 040002900532-055 +0-0005 h5 320 757 030 029 005 070 25
400 60 72G2 040003700740-060 +0-0005 h5 400 723 030 037 007 090 25
400 65 68G2 040004701050-065 +0-0005 h5 500 683 030 047 010 120 25
400 75 64G2 040006001360-075 +0-0005 h5 600 645 030 060 013 150 25
400 85 60G2 040007501672-085 +0-0005 h5 720 602 030 075 016 200 25
400 95 54G2 040009002090-095 +0-0005 h5 900 544 030 090 020 250 25
400 105 50G2 0400105025106-105 +0-0005 h5 1060 499 030 105 025
400 120 46G2 0400125030120-120 +0-0005 h5 1200 463 030 125 030
400 140 38G2 0400150035162-140 +0-0004 h5 1620 378 030 150 035
400 160 35G2 0400170040180-160 +0-0004 h5 1800 349 030 170 040
400 180 30G2 0400200045218-180 +0-0004 h5 2180 300 030 200 045
with power chamber without power chamber
STG
d 2
l2 STG
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
DRILL BLANKS FOR MICRO-DRILLS WITH THROUGH-COOLANT
ROUND TOOL MATERIALS ndash P-LINE48
Our range of sintered and ground rods with helical coolant holes supports the production of drills in a diameter range from 3 mm to 35 mmOur rods with helical coolant holes are available in the proven CTS20D grade for the universal machining of steel stainless steel or heat-resistant alloys and now also in CTS12D and the new high-performance grade CTS24Z for the machining of difficult materials like titanium or Inconel Having virtually the same hardness CTS24Z is even tougher than our proven CTS18D and CTS20D grades This extreme toughness offers maximum protection against breakage and ensures consistent performance of your toolsOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our rods with helical coolant holes can be found in the lsquoInformationrsquo section
Rods with helical coolant holes
49ROUND TOOL MATERIALS ndash P-LINE
As sintered
d1
D1
DL
With two coolant holes le 22deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS12D CTS20D
630 415 22R2 06301906469-415 4690 219 190 060
630 330 15R2 063026077035-330 7035 150 260 070
630 415 15R2 063026077035-415 7035 150 260 070
830 415 20R2 083033107034-415 7034 197 330 100
830 330 15R2 083036125938-330 9380 150 360 125
830 415 15R2 083036125938-415 9380 150 360 125
1030 415 19R2 10304401209380-415 9380 185 440 120
1030 330 15R2 103048014011725-330 11725 150 480 140
1030 415 15R2 103048014011725-415 11725 150 480 140
1230 415 18R2 123054015011725-415 11725 178 540 150
1230 330 15R2 123062515514070-330 14070 150 625 155
1230 415 15R2 123062515514070-415 14070 150 625 155
1430 330 15R2 143067019016414-330 16414 150 670 190
1430 415 15R2 143067019016414-415 16414 150 670 190
1630 330 15R2 16308021018759-330 18759 150 800 210
1830 330 15R2 183090232110-330 21100 150 900 230
2030 330 15R2 203010025023449-330 23449 150 1000 250
2230 330 15R2 22301202525794-330 25794 150 1200 250
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE50
As sintered
d1
D1
DL
With two coolant holes 23deg ndash 49deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS12D CTS20D CTS24Z
330 330 40R2 033003015112-330 1120 401 030 015
330 330 49R2 033005502082-330 820 490 055 020
330 330 39R2 033008023115-330 1150 393 080 023
330 330 34R2 033011035140-330 1400 340 110 035
330 330 30R2 0330140351632-330 1632 300 140 035
430 330 46R2 04301003120-330 1200 463 100 030
430 330 38R2 043012035162-330 1620 378 120 035
430 330 35R2 043016045180-330 1800 349 160 045
430 330 30R2 043021045218-330 2180 300 210 045
530 330 33R2 05302206245-330 2450 327 220 060
630 330 46R2 06301605180-330 1800 463 160 050
630 330 40R2 06301907225-330 2250 400 190 070
630 330 30R2 06302009327-330 3270 300 200 090
630 330 30R2 06302207327-330 3270 300 220 070
630 330 30R2 06302708327-330 3270 300 270 080
630 330 30R2 06303009327-330 3270 300 300 090
630 350 46R2 06301605180-350 1800 463 160 050
630 350 40R2 06301907225-350 2250 400 190 070
630 350 30R2 06302207327-350 3270 300 220 070
680 330 30R2 06802708354-330 3540 280 270 080
680 330 30R2 06803309354-330 3540 280 330 090
730 330 30R2 07303510381-330 3810 300 350 100
830 330 43R2 08302307272-330 2720 427 230 070
830 330 40R2 08302907300-330 3000 400 290 070
830 330 36R2 08303310350-330 3500 357 330 100
830 330 30R2 08303410435-330 4350 300 340 100
830 330 30R2 08304112435-330 4350 300 410 120
830 350 36R2 08303310350-350 3500 357 330 100
830 350 30R2 08303410435-350 4350 300 340 100
930 330 30R2 093043510490-330 4900 300 435 100
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
51ROUND TOOL MATERIALS ndash P-LINE
As sintered
d1
D1
DL
With two coolant holes 23deg ndash 49deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS12D CTS20D CTS24Z
980 330 30R2 09804813517-330 5170 287 480 130
1030 330 40R2 10302708370-330 3700 403 270 080
1030 330 34R2 10303911460-330 4600 343 390 110
1030 330 34R2 103044115460-330 4600 343 440 115
1030 330 30R2 10304813544-330 5440 300 480 130
1030 330 33R2 10305012490-330 4900 327 500 120
1130 330 40R2 11303208412-330 4120 400 320 080
1130 330 30R2 11305515599-330 5990 300 550 150
1180 330 30R2 11805515626-330 6260 289 550 150
1230 250 33R2 12305415570-250 5700 335 540 150
1230 250 30R2 12306317653-250 6530 300 630 170
1230 330 39R2 12303510463-330 4630 392 350 100
1230 330 40R2 12304009449-330 4490 400 400 090
1230 330 33R2 123050135570-330 5700 335 500 135
1230 330 33R2 12305415570-330 5700 335 540 150
1230 330 32R2 12306015599-330 5990 322 600 150
1230 330 30R2 12306317653-330 6530 300 630 170
1330 330 40R2 13304410487-330 4870 400 440 100
1330 330 30R2 13306516707-330 7070 300 650 160
1430 330 40R2 14304613524-330 5240 400 460 130
1430 330 34R2 14306016650-330 6500 341 600 160
1430 330 30R2 14306718762-330 7620 300 670 180
1430 330 30R2 14307020762-330 7620 300 700 200
1430 330 30R2 14307620762-330 7620 300 760 200
1530 330 30R2 15307620816-330 8160 300 760 200
1630 280 30R2 16308020871-280 8710 300 800 200
1630 330 40R2 16305512599-330 5990 400 550 120
1630 330 35R2 16307020730-330 7300 346 700 200
1630 330 30R2 16308020871-330 8710 300 800 200
1630 330 32R2 16308420816-330 8160 316 840 200
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE52
As sintered
d1
D1
DL
With two coolant holes 23deg ndash 49deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS12D CTS20D CTS24Z
1630 330 30R2 16308625871-330 8710 300 860 250
1730 330 40R2 173057513636-330 6360 400 575 130
1730 330 30R2 17308925925-330 9250 300 890 250
1830 330 40R2 18305616680-330 6800 397 560 160
1830 330 40R2 18306317680-330 6800 397 630 170
1830 330 35R2 183077522820-330 8200 346 775 220
1830 330 30R2 18309327980-330 9800 300 930 270
1980 330 30R2 198096241061-330 10610 294 960 240
2030 330 37R2 20306517843-330 8430 367 650 170
2030 330 40R2 20307115749-330 7490 400 710 150
2030 330 30R2 2030100251088-330 10880 300 1000 250
2030 330 30R2 2030107321088-330 10880 300 1070 320
2130 330 30R2 21301065201142-330 11420 300 1065 200
2130 330 30R2 2130115321142-330 11420 300 1150 320
2230 330 40R2 22307717824-330 8240 400 770 170
2230 330 33R2 22301002501080-330 10800 326 1000 250
2230 330 30R2 2230113201197-330 11970 300 1130 200
2230 330 30R2 2230115341197-330 11970 300 1150 340
2530 330 40R2 253077175936-330 9360 400 770 175
2530 330 33R2 2530120321190-330 11900 330 1200 320
2830 330 39R2 283090201077-330 10770 392 900 200
2830 330 29R2 2830148251590-330 15900 290 1480 250
3030 330 39R2 3030100201160-330 11600 391 1000 200
3030 330 29R2 3030160251720-330 17200 287 1600 250
3230 330 40R2 3230110201198-330 11980 400 1100 200
3230 330 29R2 3230170301778-330 17780 295 1700 300
3530 330 30R2 3530180301895-330 18950 300 1800 300
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
53ROUND TOOL MATERIALS ndash P-LINE
As sintered
d1
D1
DL
With two coolant holes extra-long 23deg ndash 49deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS20D
630 430 46R2 06301605180-430 1800 463 160 050
630 430 40R2 06301907225-430 2250 400 190 070
630 430 30R2 06302207327-430 3270 300 220 070
630 430 30R2 06303009327-430 3270 300 300 090
830 430 30R2 08303410435-430 4350 300 340 100
1030 430 30R2 10304813544-430 5440 300 480 130
1030 530 30R2 10304813544-530 5440 300 480 130
1230 430 30R2 12306317653-430 6530 300 630 170
1230 530 30R2 12306317653-530 6530 300 630 170
1430 430 30R2 14306718762-430 7620 300 670 180
1430 530 30R2 14306718762-530 7620 300 670 180
1630 430 30R2 16308020871-430 8710 300 800 200
1630 530 30R2 16308020871-530 8710 300 800 200
1830 530 30R2 18309327980-530 9800 300 930 270
1830 430 30R2 18309327980-430 9800 300 930 270
2030 430 30R2 2030100251088-430 10880 300 1000 250
2030 530 30R2 2030100251088-530 10880 300 1000 250
2530 530 33R2 2530120321190-530 11900 334 1200 320
2530 430 33R2 2530120321190-430 11900 334 1200 320
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE54
As sintered
d1
D1
DL
With two coolant holes ge 50deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS20D
1030 330 50R2 10302307260-330 2600 504 230 070
1230 330 51R2 12302307301-330 3010 514 230 070
1330 330 50R2 13302607340-330 3400 502 260 070
1630 330 50R2 16303710420-330 4200 501 370 100
2030 330 50R2 20304412527-330 5270 500 440 120
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
55ROUND TOOL MATERIALS ndash P-LINE
As sintered
D
D1
Ld1
With three coolant holes
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS20D
630 330 30R3 06303006327-330 3270 312 300 060
830 330 40R3 08302907300-330 3000 400 290 070
830 330 30R3 083040075435-330 4350 300 400 075
1030 330 40R3 103035075370-330 3700 403 350 075
1030 330 30R3 10304910544-330 5440 300 490 100
1230 330 40R3 12304009449-330 4490 400 400 090
1230 330 30R3 12306011653-330 6530 300 600 110
1430 330 40R3 143046512524-330 5240 400 465 120
1430 330 30R3 14307113762-330 7620 300 710 130
1630 330 40R3 16305512599-330 5990 400 550 120
1630 330 30R3 16308315870-330 8700 300 830 150
1830 330 40R3 183062515674-330 6740 400 625 150
1830 330 30R3 18309617980-330 9800 300 960 170
2030 330 40R3 20307115749-330 7490 400 710 150
2030 330 30R3 2030104201088-330 10880 300 1040 200
2230 330 40R3 22307717824-330 8240 400 770 170
2230 330 30R3 2230107201197-330 11970 300 1070 200
2530 330 40R3 25308117936-330 9360 400 810 170
2530 330 33R3 2530115221190-330 11900 334 1150 220
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE56
As sintered
D1
D2
DL
d 2d 1
With four coolant holes
D L Type description
Nominal pitch D1 d1 D2 d2
[mm] [mm] [mm] [deg] [mm] [mm] [mm] [mm] CTS20D
830 330 33R4 08301939040838-330 3810 334 190 040 390 080
830 330 30R4 083022450450944-330 4350 297 220 045 450 090
1030 330 33R4 10302551051049-330 4900 327 250 050 510 100
1030 330 30R4 10302857061154-330 5440 300 280 060 570 110
1230 330 32R4 12303163071260-330 5990 322 310 070 630 120
1230 330 30R4 12303469071465-330 6530 300 340 070 690 140
1430 330 32R4 14303675081570-330 7070 319 360 080 750 150
1430 330 30R4 14303981081676-330 7620 300 390 080 810 160
1630 330 30R4 16304490091887-330 8710 300 440 090 900 180
1830 330 30R4 183050102102098-330 9800 300 500 100 1020 200
2030 330 30R4 203561141223109-330 10880 300 560 120 1140 230
2230 330 30R4 223611261225120-330 11970 300 610 120 1260 250
2530 330 29R4 253691411428139-330 13930 294 690 140 1410 280
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
57ROUND TOOL MATERIALS ndash P-LINE
Ground
DLd1
D1
With two coolant holes le 22deg
D L Type description
Dia tol Nominal pitch D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] CTS20D
600 330 15G2 060026077035-330 +0-0008 h6 7035 150 260 070
800 330 15G2 080036125938-330 +0-0009 h6 9380 150 360 125
1000 330 15G2 100048014011725-330 +0-0009 h6 11725 150 480 140
1200 330 15G2 120062515514070-330 +0-0011 h6 14070 150 625 155
1400 330 15G2 140067019016414-330 +0-0011 h6 16414 150 670 190
1600 330 15G2 16008021018759-330 +0-0011 h6 18759 150 800 210
1800 330 15G2 180090232110-330 +0-0011 h6 21100 150 900 230
2000 330 15G2 200010025023449-330 +0-0013 h6 23449 150 1000 250
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES GROUND
ROUND TOOL MATERIALS ndash P-LINE58
Ground
DLd1
D1
With two coolant holes 23deg ndash 49deg
D L Type description
Dia tol Nominal pitch D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] CTS20D
600 330 40G2 06001907225-330 +0-0008 h6 2250 400 190 070
600 330 30G2 06003009327-330 +0-0008 h6 3270 300 300 090
800 330 43G2 08002307272-330 +0-0009 h6 2720 427 230 070
800 330 30G2 08003410435-330 +0-0009 h6 4350 300 340 100
1000 330 40G2 10002708370-330 +0-0009 h6 3700 400 270 080
1000 330 30G2 10004813544-330 +0-0009 h6 5440 300 480 130
1200 330 39G2 12003510463-330 +0-0011 h6 4630 390 350 100
1200 330 30G2 12006317653-330 +0-0011 h6 6530 300 630 170
1400 330 40G2 14004613524-330 +0-0011 h6 5240 400 460 130
1400 330 30G2 14006718762-330 +0-0011 h6 7620 300 670 180
1600 330 40G2 16005512599-330 +0-0011 h6 5990 400 550 120
1600 330 30G2 16008020871-330 +0-0011 h6 8710 300 800 200
1800 330 40G2 18006317680-330 +0-0011 h6 6800 397 630 170
1800 330 30G2 18009327980-330 +0-0011 h6 9800 300 930 270
2000 330 40G2 20007115749-330 +0-0013 h6 7490 400 710 150
2000 330 30G2 2000100251088-330 +0-0013 h6 10880 300 1000 250
2500 330 40G2 250077175936-330 +0-0013 h6 9360 400 770 175
2500 330 33G2 2500120321190-330 +0-0013 h6 11900 334 120 320
3200 330 40G2 3200110201198-330 +0-0016 h6 11980 400 1100 200
3200 330 29G2 3200170301778-330 +0-0016 h6 17780 295 1700 300
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES GROUND
59ROUND TOOL MATERIALS ndash P-LINE
Ground
D
D1
Ld1
With three coolant holes
D L Type description
Dia tol Nominal pitch D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] CTS20D
600 330 30G3 06003006327-330 +0-0008 h6 3270 300 300 060
800 330 30G3 080040075435-330 +0-0009 h6 4350 300 400 075
1000 330 30G3 10004910544-330 +0-0009 h6 5440 300 490 100
1200 330 30G3 12006011653-330 +0-0011 h6 6530 300 600 110
1400 330 30G3 14007113762-330 +0-0011 h6 7620 300 710 130
1600 330 30G3 16008315870-330 +0-0011 h6 8700 300 830 150
1800 330 30G3 18009617980-330 +0-0011 h6 9800 300 960 170
2000 330 30G3 2000104201088-330 +0-0013 h6 10880 300 1040 200
2500 330 33G3 2500115221190-330 +0-0013 h6 11900 330 1150 220
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES GROUND
ROUND TOOL MATERIALS ndash P-LINE60
Our standard range includes sintered and ground rods with one central or two straight coolant holes In addition to our established carbide grades we offer a selection of dimensions in the cermet grade CTF28T which has been specially developed for the finish machining of steelOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our rods with straight coolant holes can be found in the lsquoInformationrsquo section
Rods with straight coolant holes
61ROUND TOOL MATERIALS ndash P-LINE
As sintered
d1
D
L
With central coolant hole ultra-fine grades
D L Type description
d1
[mm] [mm] [mm] TSF44
645 330 00R1 064510-330 100
855 330 00R1 085513-330 130
1055 330 00R1 105513-330 130
1055 330 00R1 105520-330 200
1255 330 00R1 125520-330 200
1470 330 00R1 147020-330 200
1670 330 00R1 167020-330 200
2070 330 00R1 207030-330 300
As sintered
d1
D
L
With central coolant hole submicron grades
D L Type description
d1
[mm] [mm] [mm] CTS15D CTS20D
495 330 00R1 049506-330 060
630 330 00R1 063010-330 100
645 330 00R1 064510-330 100
830 330 00R1 083013-330 130
855 330 00R1 085513-330 130
855 330 00R1 085520-330 200
1030 330 00R1 103020-330 200
1055 330 00R1 105513-330 130
1055 330 00R1 105520-330 200
1130 330 00R1 113020-330 200
1230 330 00R1 123020-330 200
1255 330 00R1 125520-330 200
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE62
As sintered
d1
D
L
With central coolant hole submicron grades
D L Type description
d1
[mm] [mm] [mm] CTS15D CTS20D
1330 330 00R1 133020-330 200
1430 330 00R1 143020-330 200
1470 330 00R1 147020-330 200
1630 330 00R1 163020-330 200
1670 330 00R1 167020-330 200
1830 330 00R1 183030-330 300
1870 330 00R1 187030-330 300
2030 330 00R1 203030-330 300
2070 330 00R1 207030-330 300
2530 330 00R1 253030-330 300
2830 330 00R1 283040-330 400
3030 330 00R1 303050-330 500
3230 330 00R1 323050-330 500
As sintered
d1
D
L
With central coolant hole cermet
D L Type description
d1
[mm] [mm] [mm] CTF28T
645 330 00R1 064510-330 100
855 330 00R1 085513-330 130
1055 330 00R1 105520-330 200
1255 330 00R1 125520-330 200
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
63ROUND TOOL MATERIALS ndash P-LINE
As sintered
D1
D
Ld1
With two straight coolant holes submicron grades
D L Type description
D1 d1
[mm] [mm] [mm] [mm] CTS15D CTS20D
330 330 00R2 0330110425-330 110 043
420 330 00R2 042011045-330 110 045
520 330 00R2 05202009-330 200 090
620 330 00R2 06201105-330 110 050
620 330 00R2 06201509-330 150 090
620 330 00R2 06201706-330 170 060
620 330 00R2 06202009-330 200 090
620 330 00R2 06202309-330 230 090
620 330 00R2 06202609-330 260 090
620 330 00R2 06203012-330 300 120
720 330 00R2 07202009-330 200 090
720 330 00R2 07203009-330 300 090
820 330 00R2 08202009-330 200 090
820 330 00R2 08202609-330 260 090
820 330 00R2 08202612-330 260 120
820 330 00R2 08203410-330 340 100
820 330 00R2 08203515-330 350 150
820 330 00R2 08204009-330 400 090
920 330 00R2 09202612-330 260 120
920 330 00R2 09203515-330 350 150
920 330 00R2 09203812-330 380 120
920 330 00R2 09204013-330 400 130
1020 330 00R2 10202010-330 200 100
1020 330 00R2 10202612-330 260 120
1020 330 00R2 10202810-330 280 100
1020 330 00R2 10203515-330 350 150
1020 330 00R2 10204214-330 420 140
1020 330 00R2 10205012-330 500 120
1020 330 00R2 10205214-330 520 140
1220 330 00R2 12202612-330 260 120
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE64
As sintered
D1
D
Ld1
With two straight coolant holes submicron grades
D L Type description
D1 d1
[mm] [mm] [mm] [mm] CTS15D CTS20D
1220 330 00R2 12203515-330 350 150
1220 330 00R2 12204815-330 480 150
1220 330 00R2 12205020-330 500 200
1220 330 00R2 12206015-330 600 150
1320 330 00R2 13205420-330 540 200
1420 330 00R2 14203515-330 350 150
1420 330 00R2 14205020-330 500 200
1420 330 00R2 14205017-330 500 170
1420 330 00R2 14205820-330 580 200
1420 330 00R2 14207020-330 700 200
1520 330 00R2 15205020-330 500 200
1620 330 00R2 16203515-330 350 150
1620 330 00R2 16205015-330 500 150
1620 330 00R2 16205020-330 500 200
1620 400 00R2 16206220-400 620 200
1620 330 00R2 16206625-330 660 250
1620 330 00R2 16208020-330 800 200
1620 415 00R2 16208020-415 800 200
1820 330 00R2 18205020-330 500 200
1820 330 00R2 18206020-330 600 200
1820 330 00R2 18207525-330 750 250
1820 330 00R2 18209020-330 900 200
1920 330 00R2 19207925-330 790 250
2020 330 00R2 20203515-330 350 150
2020 330 00R2 20206020-330 600 200
2020 330 00R2 20206220-330 620 200
2020 330 00R2 20208225-330 820 250
2020 330 00R2 202010025-330 1000 250
2120 330 00R2 21207023-330 700 230
2220 330 00R2 22207023-330 700 230
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
65ROUND TOOL MATERIALS ndash P-LINE
As sintered
D1
D
Ld1
With two straight coolant holes submicron grades
D L Type description
D1 d1
[mm] [mm] [mm] [mm] CTS15D CTS20D
2220 330 00R2 222010530-330 1050 300
2530 330 00R2 25306220-330 620 200
2530 330 00R2 25308020-330 800 200
2530 330 00R2 253010025-330 1000 250
2530 330 00R2 253012030-330 1200 300
2630 330 00R2 26307520-330 750 200
2630 330 00R2 263012030-330 1200 300
2830 330 00R2 283013030-330 1300 300
3030 330 00R2 303013030-330 1300 300
3230 330 00R2 32309022-330 900 220
3230 330 00R2 323013830-330 1380 300
3430 330 00R2 343013830-330 1380 300
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE66
Ground
DLd1
With central coolant hole submicron grades
D L Type description
Dia tol d1
[mm] [mm] [mm] ISO 286 [mm] CTS15D
600 330 00G1 060010-330 +0-0008 h6 100
800 330 00G1 080013-330 +0-0009 h6 130
1000 330 00G1 100020-330 +0-0009 h6 200
1200 330 00G1 120020-330 +0-0011 h6 200
1400 330 00G1 140020-330 +0-0011 h6 200
1600 330 00G1 160020-330 +0-0011 h6 200
1600 330 00G1 160030-330 +0-0011 h6 300
2000 330 00G1 200030-330 +0-0013 h6 300
2500 330 00G1 250030-330 +0-0013 h6 300
3200 330 00G1 320050-330 +0-0016 h6 500
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES GROUND
67ROUND TOOL MATERIALS ndash P-LINE
Ground
D1
D
Ld1
With two coolant holes submicron grades
D L Type description
Dia tol D1 d1
[mm] [mm] [mm] ISO 286 [mm] [mm] CTS15D
600 330 00G2 06001509-330 +0-0008 h6 150 090
600 330 00G2 06003012-330 +0-0008 h6 300 120
800 330 00G2 08002009-330 +0-0009 h6 200 090
800 330 00G2 08004009-330 +0-0009 h6 400 090
1000 330 00G2 10002810-330 +0-0009 h6 280 100
1000 330 00G2 10005214-330 +0-0009 h6 520 140
1200 330 00G2 12003515-330 +0-0011 h6 350 150
1200 330 00G2 12006015-330 +0-0011 h6 600 150
1400 330 00G2 14005017-330 +0-0011 h6 500 170
1400 330 00G2 14007020-330 +0-0011 h6 700 200
1600 330 00G2 16005015-330 +0-0011 h6 500 150
1600 330 00G2 16008020-330 +0-0011 h6 800 200
1800 330 00G2 18006020-330 +0-0011 h6 600 200
1800 330 00G2 18009020-330 +0-0011 h6 900 200
2000 330 00G2 20006220-330 +0-0013 h6 620 200
2000 330 00G2 200010025-330 +0-0013 h6 1000 250
2500 330 00G2 25006220-330 +0-0013 h6 620 200
2500 330 00G2 25008020-330 +0-0013 h6 800 200
2500 330 00G2 250012030-330 +0-0013 h6 1200 300
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES GROUND
ROUND TOOL MATERIALS ndash P-LINE68
We offer a complete stock range of rods and tips for the production of solid carbide or brazed gun drills These include rods with a kidney-shaped coolant hole profiled rods with one or two coolant holes and profiled tips with two cool-ant holes Our blanks for gun drills are available in the proven CTS20D grade for the uni-versal machining of steel stainless steel or heat-resistant alloys some dimen-sions can also be ordered in grade CTF12E a fine-grain grade specifically for gun drills with an optimised balance between hardness and toughnessOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our gun drill blanks can be found in the lsquoInformationrsquo section
Blanks for gun drills
69ROUND TOOL MATERIALS ndash P-LINE
Rods
D
L
Rods with kidney-shaped coolant holes submicron grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTS20D
240 310 GDRK 0240-310 plusmn015
260 310 GDRK 0260-310 plusmn015
290 310 GDRK 0290-310 plusmn015
315 310 GDRK 0315-310 plusmn015
345 310 GDRK 0345-310 plusmn015
350 310 GDRK 0350-310 plusmn015
390 310 GDRK 0390-310 plusmn015
440 310 GDRK 0440-310 plusmn015
490 310 GDRK 0490-310 plusmn015
550 310 GDRK 0550-310 plusmn015
600 310 GDRK 0600-310 plusmn015
650 310 GDRK 0650-310 plusmn015
710 310 GDRK 0710-310 plusmn015
760 310 GDRK 0760-310 plusmn015
810 310 GDRK 0810-310 plusmn015
830 310 GDRK 0830-310 plusmn015
870 310 GDRK 0870-310 plusmn015
920 310 GDRK 0920-310 plusmn015
1060 310 GDRK 1060-310 plusmn015
1130 310 GDRK 1130-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
ROUND TOOL MATERIALS ndash P-LINE70
Rods
D
L
Rods with kidney-shaped coolant hole fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
240 310 GDRK 0240-310 plusmn015
260 310 GDRK 0260-310 plusmn015
290 310 GDRK 0290-310 plusmn015
315 310 GDRK 0315-310 plusmn015
345 310 GDRK 0345-310 plusmn015
350 310 GDRK 0350-310 plusmn015
390 310 GDRK 0390-310 plusmn015
440 310 GDRK 0440-310 plusmn015
490 310 GDRK 0490-310 plusmn015
550 310 GDRK 0550-310 plusmn015
600 310 GDRK 0600-310 plusmn015
650 310 GDRK 0650-310 plusmn015
710 310 GDRK 0710-310 plusmn015
760 310 GDRK 0760-310 plusmn015
810 310 GDRK 0810-310 plusmn015
830 310 GDRK 0830-310 plusmn015
870 310 GDRK 0870-310 plusmn015
920 310 GDRK 0920-310 plusmn015
1060 310 GDRK 1060-310 plusmn015
1130 310 GDRK 1130-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
71ROUND TOOL MATERIALS ndash P-LINE
Rods
120deg
D
L
Profiled rods with kidney-shaped coolant hole 120deg submicron grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTS20D
240 310 GDVK 0240-310 plusmn015
260 310 GDVK 0260-310 plusmn015
290 310 GDVK 0290-310 plusmn015
315 310 GDVK 0315-310 plusmn015
345 310 GDVK 0345-310 plusmn015
390 310 GDVK 0390-310 plusmn015
440 310 GDVK 0440-310 plusmn015
490 310 GDVK 0490-310 plusmn015
550 310 GDVK 0550-310 plusmn015
600 310 GDVK 0600-310 plusmn015
650 310 GDVK 0650-310 plusmn015
710 310 GDVK 0710-310 plusmn015
760 310 GDVK 0760-310 plusmn015
810 310 GDVK 0810-310 plusmn015
870 310 GDVK 0870-310 plusmn015
920 310 GDVK 0920-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
ROUND TOOL MATERIALS ndash P-LINE72
Rods
120deg
D
L
Profiled rods with kidney-shaped coolant hole 120deg fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
240 310 GDVK 0240-310 plusmn015
260 310 GDVK 0260-310 plusmn015
290 310 GDVK 0290-310 plusmn015
315 310 GDVK 0315-310 plusmn015
345 310 GDVK 0345-310 plusmn015
390 310 GDVK 0390-310 plusmn015
440 310 GDVK 0440-310 plusmn015
490 310 GDVK 0490-310 plusmn015
550 310 GDVK 0550-310 plusmn015
600 310 GDVK 0600-310 plusmn015
650 310 GDVK 0650-310 plusmn015
710 310 GDVK 0710-310 plusmn015
760 310 GDVK 0760-310 plusmn015
810 310 GDVK 0810-310 plusmn015
870 310 GDVK 0870-310 plusmn015
920 310 GDVK 0920-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
73ROUND TOOL MATERIALS ndash P-LINE
Rods
115deg
D
L
Profiled rods with two coolant hole 115deg fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
1350 310 GDV2 1350115-310 plusmn020
1390 310 GDV2 1390115-310 plusmn020
1450 310 GDV2 1450115-310 plusmn020
1550 310 GDV2 1550115-310 plusmn020
1650 310 GDV2 1650115-310 plusmn020
1750 310 GDV2 1750115-310 plusmn020
1860 310 GDV2 1860115-310 plusmn020
1960 310 GDV2 1960115-310 plusmn025
2060 310 GDV2 2060115-310 plusmn025
2160 310 GDV2 2160115-310 plusmn025
ensp limitedenspstockensp ensp ensp stockenspitemensp ensp ensp newenspstockenspitemensp ensp Otherenspgradesenspandenspdimensionsenspuponensprequest
BLANKSenspFORenspGUNenspDRILLSenspenspRODS
ROUND TOOL MATERIALS ndash P-LINE74
Rods
120deg
D
L
Profiled rods with two coolant hole 120deg fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
550 310 GDV2 0550-310 plusmn015
600 310 GDV2 0600-310 plusmn015
650 310 GDV2 0650-310 plusmn015
710 310 GDV2 0710-310 plusmn015
760 310 GDV2 0760-310 plusmn015
810 310 GDV2 0810-310 plusmn015
870 310 GDV2 0870-310 plusmn015
920 310 GDV2 0920-310 plusmn015
970 310 GDV2 0970-310 plusmn015
1080 310 GDV2 1080-310 plusmn015
1130 310 GDV2 1130-310 plusmn015
1180 310 GDV2 1180-310 plusmn015
1230 310 GDV2 1230-310 plusmn015
1280 310 GDV2 1280-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
75ROUND TOOL MATERIALS ndash P-LINE
Tips
115deg
L
D
Profiled tips with two coolant holes 115deg fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
1350 40 GDV2P 1350-040 plusmn020
1450 40 GDV2P 1450-040 plusmn020
1550 40 GDV2P 1550-040 plusmn020
1650 40 GDV2P 1650-040 plusmn020
1750 40 GDV2P 1750-040 plusmn020
1860 40 GDV2P 1860-040 plusmn025
1960 45 GDV2P 1960-045 plusmn025
2060 45 GDV2P 2060-045 plusmn025
2160 45 GDV2P 2160-045 plusmn025
2260 50 GDV2P 2260-050 plusmn025
2360 50 GDV2P 2360-050 plusmn025
2460 55 GDV2P 2460-055 plusmn025
2560 55 GDV2P 2560-055 plusmn025
2660 55 GDV2P 2660-055 plusmn025
2720 55 GDV2P 2720-055 plusmn025
2870 65 GDV2P 2870-065 plusmn025
3080 65 GDV2P 3080-065 plusmn025
3310 65 GDV2P 3310-065 plusmn025
3610 75 GDV2P 3610-075 plusmn025
3910 75 GDV2P 3910-075 plusmn025
4000 80 GDV2P 4000-080 plusmn030
4200 80 GDV2P 4200-080 plusmn030
4500 80 GDV2P 4500-080 plusmn030
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS TIPS
ROUND TOOL MATERIALS ndash P-LINE76
Our flat and square strips in the proven CTS20D grade and in a wide variety of dimensions are available directly from stock Our brazing tips are characterised by very good brazability and can be supplied upon request in the most com-mon DIN dimensions Our stock range includes DIN 8011 brazing tips in grade CTS12D as well as in the cermet grade CTF28T (especially suited to the finish machining of steel materials)Of course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our flat and square strips can be found in the lsquoInfor-mationrsquo section
Flat and square strips brazing tips
77ROUND TOOL MATERIALS ndash P-LINE
Flat strips
S
L
H
Submicron grade
Type description
H S L[mm] [mm] [mm] CTS20D
FR 02300530-330 530 230 330
FR 02300630-330 630 230 330
FR 02300830-330 830 230 330
FR 02301030-330 1030 230 330
FR 02301630-330 1630 230 330
FR 03300430-330 430 330 330
FR 03300530-330 530 330 330
FR 03300630-330 630 330 330
FR 03300830-330 830 330 330
FR 03301030-330 1030 330 330
FR 03301230-330 1230 330 330
FR 03301630-330 1630 330 330
FR 03302030-330 2030 330 330
FR 04300630-330 630 430 330
FR 04300830-330 830 430 330
FR 04301030-330 1030 430 330
FR 04301330-330 1330 430 330
FR 04301630-330 1630 430 330
FR 04302030-330 2030 430 330
FR 05301030-330 1030 530 330
FR 05301330-330 1330 530 330
FR 06301030-330 1030 630 330
FR 06301330-330 1330 630 330
FR 08301230-330 1230 830 330
FR 08301630-330 1630 830 330
FR 10301630-330 1630 1030 330
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
FLAT AND SQUARE STRIPS BRAZING TIPS FLAT STRIPS
ROUND TOOL MATERIALS ndash P-LINE78
Square strips
S
LH
Submicron grade
Type description
H S L[mm] [mm] [mm] CTS20D
SR 0330-330 330 330 330
SR 0430-330 430 430 330
SR 0530-330 530 530 330
SR 0830-330 830 830 330
SR 1030-330 1030 1030 330
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
FLAT AND SQUARE STRIPS BRAZING TIPS SQUARE STRIPS
79ROUND TOOL MATERIALS ndash P-LINE
Brazing tips to DIN 8011
L
St
c
e
r
Form R
Type description
L e S r c t[mm] [mm] [mm] [mm] [mm] [mm] CTF28T CTS12D
DIN 8011 R 12 12 500 080 2500 080 200
DIN 8011 R 16 16 710 120 2500 100 250
DIN 8011 R 19 19 900 140 2500 100 300
DIN 8011 R 22 22 1120 180 2500 140 350
DIN 8011 R 25 25 1500 220 2500 140 400
DIN 8011 R 30 30 1800 280 2500 140 500
Brazing tips to DIN 8011
L
St
c
e
r
Form T
Type description
L e S r c t[mm] [mm] [mm] [mm] [mm] [mm] CTS12D
DIN 8011 T 12 12 450 120 1500 100 300
DIN 8011 T 16 16 750 160 1500 100 350
DIN 8011 T 19 19 750 200 2500 180 450
DIN 8011 T 22 22 950 250 2500 250 560
DIN 8011 T 25 25 1000 280 2500 300 800
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
FLAT AND SQUARE STRIPS BRAZING TIPS DIN 8011 BRAZING TIPS
ROUND TOOL MATERIALS ndash P-LINE80
Brazing tips to DIN 8011
L
St
c
e
r
Form U
Type description
L e S r c t[mm] [mm] [mm] [mm] [mm] [mm] CTS12D
DIN 8011 U 12 12 140 120 1500 100 560
DIN 8011 U 16 16 400 160 1500 100 670
DIN 8011 U 19 19 250 200 2500 180 800
DIN 8011 U 22 22 280 250 2500 250 1120
DIN 8011 U 25 25 400 280 2500 300 1400
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
FLAT AND SQUARE STRIPS BRAZING TIPS DIN 8011 BRAZING TIPS
81ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE82
Special products
In addition to our standard programme we also offer individual solutions for our rods Thanks to our comprehensive manufacturing possibilities we can also implement your most demanding requirements Whether special coolant hole profiles large helix angles or other customised versions see for yourself and benefit from our expertiseIn our up-to-date grinding department we also produce semi-finished ground articles in high volumes as well as in small batches
83ROUND TOOL MATERIALS
Broad selection of diameters and grades starting at 040 mm eg for erosion electrodes up to 80 mm for special tools For semi-finished tools bigger than that we offer customised preforms
Solid carbide or coolant hole rods up to a metre in length are no problem for us Close tolerance production techniques of spiral through hole rod minimise the risk of grinding through into the coolant channels Using leading-edge technologies we are also able to deliver coolant hole rod with pre-formed flutes if required
Increasingly tool producers rely on prefabricated semi-finished products In this context we offer ground cut-to-lengths in a variety of versions For example steps tapers cones male or female centres ball noses chamfers recesses ground holes and many others
Thanks to our modern extrusion processes we can offer you a variety of coolant hole profiles
Available types
SPECIAL PRODUCTS AVAILABLE TYPES
ROUND TOOL MATERIALS ndash P-LINE84
Preforms
In addition to our comprehensive range of rods we also offer various types of preforms for rotary cutting tools The products include both blanks and semi-fin-ished tools for solid carbide and PCD tools exchangeable head systems and tool shanks Years of experience in the field of blank machining combined with a state-of-the-art production plant make it possible for us to produce the most complex near net shape geometries with short delivery times In particular for tool shanks and PCD tool bodies we have developed the new grade CTF25E which is ideal even for the most sophisticated tool versions with narrow shapes and critical transitions
85ROUND TOOL MATERIALS ndash P-LINE
Preformed seats for PCD inserts
Based on your drawings of blanks or finished parts we are able to produce outside diameters of up to approx 300 mm and lengths of approx 500 mm Ideally you should provide us with digital drawings or 3-D models (stp prthellip)
Straight and helical chip flutes
Ground shanks
External and internal thread
Coolant holes
As sintered male or female centres
emspDiameter as sintered up to around 500 mmemspLengths up to around 300 mm
Available types
PREFORMS AVAILABLE TYPES
ROUND TOOL MATERIALS ndash P-LINE86
Individually designed coolant exit holes can be formed into the blank
emspOutside and inside threadsemspMetric ISO threads as sintered tolerance class 8HemspUN threads as sinteredemspSpecial threads upon requestemspGround threads are possible upon request
emspFemale and male centresemspFemale centres to DIN 332emspAs sintered centres (form R preferred)emspUpon request ground version also available
emspUpon request ground version also available for example ground shank to h6
Our preformed chip flutes and insert seats with optimised machining allowance make it possible to save production costs thanks to reduced grinding times in tool production
Do not hesitate to contact us with questions about possible variations We will be pleased to help you design blanks for cost-efficient production of precision tools
emspAxial holes from Oslash 065 mmemspRadial exit holes from Oslash 05 mm and greateremspSmaller holes available depending on the depth and upon
request
PREFORMS AVAILABLE TYPES
87ROUND TOOL MATERIALS ndash P-LINE
[m ] [gcm3] HV30 HRA [MPa] [psi] [MPam frac12]
CTS12D K05 ndash K10 C-3 60 1480 1820 931 3600 522100 93CTS15D K10 ndash K30 C-3 75 1470 1750 928 3700 536000 95CTS20D K20 ndash K40 C-2 100 1438 1600 919 4000 580100 104
[m ] [gcm3] HV30 HRA [MPa] [psi] [MPam frac12]
CTF25E K30 ndash K40 C-2 125 1415 1300 895 3500 507600 150
Grades composition and properties
GradeDensity Hardness
US codeBinder
ISO code
Transverse rupture strength KIC (Shetty)
Submicron grade
An extensive stock of the most important grades makes short-est delivery times for customised blanks possible
Our CTF25E fine-grain grade has been specially designed for PCD tools and tool shanks
The coarser grain structure combined with higher cobalt con-tent provides this grade with increased resistance to break-age and excellent brazability
CTF25E vs CTS20D
Of course we also offer preforms in all other Round Tool Materials grades upon request
GradeDensity Hardness
US codeBinder
ISO code
Transverse rupture strength KIC (Shetty)
Fine grain grade
CTS20D CTF25E Grain size Cobalt content Additives Hardness Transverse rupture strength Fracture toughness KIC
submicron fine grain1001151600 HV304000 MPa104 MPam05
125121300 HV303500 MPa15 MPam05
CTS20D CTF25E
PREFORMS GRADES COMPOSITION AND PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE88
[mm]03
max deflection
Straightness
1
1000 1
1000 1
1000
1
1000
Min wall thicknesses and hole distancesgeemsp1emspmm
Wall thicknesses
min 1 mm
min 1 mm
Diameter steps
Different diameters dia stepsD1 ndash D2 ge1 mmD 1D
1
[mm] [mm] [plusmn]lt 20 055 plusmn015
gt 20 ndash 35 060 plusmn020gt 35 ndash 45 065 plusmn025gt 45 ndash 55 070 plusmn030gt 55 ndash 70 085 plusmn035
gt 70 ndash 100 090 plusmn040gt 100 ndash 150 100 plusmn050
Tolerance table for preforms
Diameters for preforms
Example of a finished diameter 22 mm with grinding allowance
Finished dimension Oslash 2200 mm Grinding allowance +060 mm Blank dimensions Oslash 2260 plusmn020 mm
Nominal Oslash
Blank tolerance incl grinding
allowance Sintering tolerance
Lengths for preforms
Example of a finished length 150 mm with grinding allowance
Finished dimension 150 mm Grinding allowance +115 mm Blank dimensions 15115 plusmn075 mm
Length
Blank tolerance incl grinding
allowance Sintering tolerance
[mm] [mm] [plusmn]
L 05 L + 04 plusmn05 L
For further information go to page 93
Specifications
PREFORMS SPECIFICATIONS
89ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE90
In this section you can find additional information on product labelling technical product specifications and carbide properties Specifications for preforms can be found at the end of the lsquoPreformsrsquo section
Information
91ROUND TOOL MATERIALS ndash P-LINE
Product labelling
Material short text
The material short text describes the article in terms of the most important geometrical specifications A guide to the designation system can be found in the catalogue on page 20
Pitch information(for rods with helical coolant holes) The pitch class and its average value are stated This value acts as the adjustment value for flute grinding More information on the pitch classification for rods with helical coolant holes can be found in the catalogue on page 92
RGMC 1000-073
CTS20D11769718
Mad
e in
Aus
tria
2659013
RGM
C 10
00-0
73
CTS2
0D
10
10
30G2 10004813544-330
CTS20D11793406
Mad
e in
Aus
tria
2650868 30G
2 10
004
81
35
44-
330
CTS2
0D
100
Blaublue 52930 mm
Blau
blu
e 52
930
mm 10
0
Carbide grade Material number
Production order Quantity
Material number barcode
Production order barcode
Material short text
Grade
INFORMATION PRODUCT INFORMATION ndash LABELLING
ROUND TOOL MATERIALS ndash P-LINE92
α = tan-1 d times πStg
Stg = d times πtan α
0deg-1deg +1deg
-033deg +033deg+033deg -033deg +033deg -033deg
0deg-075deg +075deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
Stg pitchd nominal diameterα helix angle
Pitch in mm
Helix
ang
le in
deg
rees
Nominal pitch3 class system
6 class system
yellow white blue
white blue green black red yellow
Conversion pitch to angle
Conversion angle to pitch
Definition of the helix angle
The helix angle indicates the torsion of the coolant holes in relation to the nominal diameter In this context it has to be taken into account that the angle decreases depending on theemspdiameteremspstepsemspForemspthisemspreasonemsprodsemspwithemsp40degemspcoolantemspholes are used for step drills in order to achieve an optimal spiralemspfluteemsphelixemspangleemspofemsp25emsptoemsp30deg
Definition of pitch
Theemsppitchemsp isemsp theemsp lengthemspofemspaemspcompleteemsp360degemsprotationemspofemsp theemspcoolant holes This value is independent of the diameter or the diameter steps The CERATIZIT designation system for coolant hole rods includes both the helix angle in degrees and the pitch of the helix in millimetres
Conversion helix anglepitch
Pitch classification
In order to guarantee closest pitch tolerances our carbide rods with helical coolant holes are divided into tolerance classes For this purpose all rods are measured and assigned to the respective class which is indicated on the product label For details of our pitch classification see page 98
INFORMATION PRODUCT INFORMATION ndash PITCH CLASSIFICATION
93ROUND TOOL MATERIALS ndash P-LINE
Ra max
1
1000
1
1000
Measured outside diameter of the round rod In case of helical coolant hole rods the outside diameter means the OD (addendum diameter) including the helical tooling grooves
Outside diameter
Measured length of the round rodLength
The surface quality describes the state of the surface For ground rods the surface value is indicated as maximum average roughness value Ra (DIN EN ISO 42871998)
Surface
Maximum deflection of a rotating rod which lies on two contact points measured in the middle of the rod The distance between the two contact points is 300 mm When the rod is longer or shorter than 330 mm the contact width corresponds to the rod length minus 10 mm
Straightness
Maximum deflection of a rod Contact point A is 5 mm before the chamfer Contact point B is in the middle of the rod The measurement is carried out 2 mm from the end
Concentricity
The cylindricity describes the tolerance field of an ideal cylinder inside which the skin surface of the rod should be
Cylindricity
Lateral length of flat and square stripsWidth height
Roundness is the radial distance of two con-centric circles which include the circumference line of the round rods section (DIN ISO 1101)
Roundness
The pitch circle is defined as the circle which goes through two or three centre points of coolant holes
Pitch circle diameter
The hole diameter is the diameter of the cool-ant holes inside the rod
Hole diameter
Excentricity means the deviation of the pitch circle centre point or in case of a coolant hole the deviation of the coolant hole centre point from the centre point of the rod
Excentricity
The helix angle is the angle between the longi-tudinal axis and the helix line
Helix angle
Maximum difference of the angle of the two imaginary lines which go through the centre point of the coolant holes which are on the pitch circle
Torsion
For rods with three helical coolant holes the section surface is divided into three circle sec-tors which go through the centre point of the coolant holes The pitch error is the difference of the angles between the circle sectors
Pitch error
INFORMATION SPECIFICATIONS ndash SPECIFICATION FEATURES
ROUND TOOL MATERIALS ndash P-LINE94
RR RGM RGI
[mm] h6 [mm] h5 [mm]10 ndash 30 +0-0006 +0-000431 ndash 60 +0-0008 +0-000561 ndash 100 +0-0009 +0-0006101 ndash 180 +0-0011 +0-0008181ndash 300 +0-0013 +0-0009301 ndash 400 +0-0016 +0-0011
[mm] [mm]08 ndash 21 +0+01522 ndash 47 +0+02048 ndash 67 +0+02568 ndash 152 +0+030153 ndash 202 +0+045203 ndash 242 +0+055243 ndash 362 +0+065363 ndash 462 +0+070
Tolerance
Outside diameter
Outside diameter ToleranceOutside diameter
as sintered ground
[mm] [mm]10 ndash 29 12030 ndash 59 01560 ndash 79 012 80 ndash 99 010
100 ndash 119 008 120 ndash 199 005 200 ndash 400 lt 005
[mm] [mm]08 ndash 32 12
325 ndash 462 05
Outside diameter
Straightness
max deflection max deflectionOutside diameter
as sintered ground
1
1000
1
1000
[mm] [mm]08 ndash 57 005 58 ndash 77 008
78 ndash 127 010128 ndash 302 013 303 ndash 462 016
[mm] h6 [mm] h5 [mm]10 ndash 30 0003 000331 ndash 60 0004 0003
61 ndash 100 0005 0003101 ndash 300 0006 0004301 ndash 400 0008 0005
Roundnessas sintered ground
ToleranceOutside diameter ToleranceOutside diameter
as sintered as sinteredground 005
Tolerance
LengthSurface finish
Executions [mm]+0+10Ra max
[μm]Ramax
Solid carbide rods
INFORMATION SPECIFICATIONS ndash SOLID CARBIDE RODS
95ROUND TOOL MATERIALS ndash P-LINE
RGMC RGMCW RGMCD RGMCY RGIC
[mm] h6 [mm] h5 [mm]10 ndash 30 +0-0006 +0-000431 ndash 60 +0-0008 +0-000561 ndash 100 +0-0009 +0-0006101 ndash 180 +0-0011 +0-0008181 ndash 300 +0-0013 +0-0009301 ndash 400 +0-0016 +0-0011
Tolerance
Outside diameter
Outside diameter
[mm]RGMC +1 RGIC +15
Total length tolerance
Length
Type
Surface finish
Ramax [microm]005Ra max
[mm] h6 [mm] h5 [mm]10 ndash 30 +0+0003 +0+000231 ndash 60 +0+0003 +0+0002
61 ndash 100 +0+0003 +0+0002101 ndash 250 +0+0004 +0+0002
Outside diameter
Roundness
Tolerance
[mm] 30 40 50 60 70 80 90 110 14030 5 5 6 7 - - - - -
40 ndash 50 5 5 6 6 7 - - - -60 4 5 5 6 6 7 8 - -
80 ndash 100 4 4 4 5 5 5 6 7 -120 ndash 140 3 4 4 4 4 5 5 6 -160 ndash 200 3 4 4 4 4 4 5 5 6
250 3 4 4 4 4 4 5 5 6
max concentricity [microm] starting length [mm]
Run-out RGMC
Outside diameter
1
1000
[inch] 1500 ndash 2500 2501 ndash 3500 3501 ndash 800018 ndash 316 5 76 ndash
14 ndash 1 5 76 10
maximum concentricity [microm] starting length [inch]
Run-out RGIC
Outside diameter
1
1000
End mill blanks
INFORMATION SPECIFICATIONS ndash END MILL BLANKS
ROUND TOOL MATERIALS ndash P-LINE96
GB2 G2 SO
[mm] [mm]16 ndash 63 +-02067 ndash 80 +-02590 ndash 100 +-030
TolerancePitch circle diameter
Pitch circle diameter of DIN drill blanks
[mm] [mm]029 +-003
030 ndash 105 +-005106 ndash 20 +-008
TolerancePitch circle diameter
Pitch circle diameter for micro-drill blanks
[deg] [deg]+-1 3 +-033
Total tolerance class Number of
classes
Tolerance class
Helix angle for DIN drill blanks
[deg] [deg]+-075 6 +-0125
Total tolerance class Number of
classes
Tolerance class
Helix angle for micro-drill blanks
[mm] 63ndash6
6
67ndash8
1
82ndash1
14
115ndash
133
134ndash
162
163ndash
310
60 10 15 30 40 ndash ndash80 ndash 15 20 40 40 ndash
100 ndash ndash 20 30 40 50120 ndash ndash 20 30 30 50140 ndash ndash 20 30 30 50160 ndash ndash ndash 20 30 50180 ndash ndash ndash 20 30 50200 ndash ndash ndash 20 30 50
Outside diameter
Straightness of DIN drill blanksDeflection [microm] with length [mm]
1
1000
[mm] 55ndash6
5
66ndash8
5
86ndash1
05
106ndash
180
30 5 8 20 2040 ndash 8 15 20
Outside diameter
Run-out of micro-drill blanksDeflection [microm] with length [mm]
1
1000
[mm] [mm]16 ndash 34 010
48 01563 ndash 67 018
80 ndash 100 020
max excentricity
Excentricity of DIN drill blanks
Pitch circle diameter[mm] [mm]029 0025
030 ndash 059 003506 ndash 15 0040
151 ndash 200 0050
max excentricity
Excentricity of micro-drill blanks
Pitch circle diameter
Drill blanks
INFORMATION SPECIFICATIONS ndash DRILL BLANKS
97ROUND TOOL MATERIALS ndash P-LINE
[mm] h5 [mm]30 +0-0004
31 ndash 60 +0-000561 ndash 100 +0-0006101 ndash 180 +0-0008181 ndash 300 +0-0009
Tolerance
Outside diameter
Outside diameter
+0+1Tolerance
Length
[mm] [mm]005 +-0010
006 ndash 020 +-0015021 ndash 045 +-003005 ndash 13 +-0050
131 ndash 250 +-0075
Hole diameter
ToleranceHole diameter
Surface finishProduct Ramax [microm]
DIN drill blanks Ground mat 005 - 01Micro-drill blanks 005
Ra max
[mm] [mm]30 ndash 60 000280 ndash 100 0003
120 ndash 180 0004200 0005
Tolerance
Roundness
Outside diameter
[mm] [mm] [mm]6 15 +-01 030 +-0058 15 +-01 040 +-005
10 20 +-01 050 +-01012 20 +-01 060 +-01014 25 +-01 080 +-01016 25 +-01 110 +-01018 30 +-01 130 +-01020 30 +-01 160 +-010
Cross groove profile for DIN drill blanks
Outside diameter
Cross groove width
Cross groove depth
INFORMATION SPECIFICATIONS ndash DRILL BLANKS
ROUND TOOL MATERIALS ndash P-LINE98
R2 R3 R4 G2 G3
[mm] [mm] [mm]33 ndash 43 +010+020 +020+06044 ndash 83 +010+030 +020+07084 ndash 103 +010+035 +020+075104 ndash 123 +010+040 +025+080124 ndash 143 +010+040 +030+080144 ndash 163 +010+045 +035+095164 ndash 183 +010+050 +040+100184 ndash 203 +010+055 +040+105204 ndash 223 +010+060 +045+110224 ndash 353 +010+060 +050+110
Tolerance core diameter
Tolerance outside
diameterOutside diameter
Outside diameteras sintered ground
[mm] [mm]60 +0-0008
61 ndash 100 +0-0009101 ndash 180 +0-0011181 ndash 300 +0-0013301 ndash 320 +0-0016
ToleranceOutside diameter
[mm] [mm]33 +-010
34 ndash 43 +-01544 ndash 123 +-020124 ndash 183 +-025184 ndash 353 +-030
ToleranceOutside diameter
Pitch circle diameteras sintered ground
[mm] [mm]60 ndash 120 +-020121 ndash 180 +-025181 ndash 320 +-030
ToleranceOutside diameter
[mm] [mm]250 ndash 280 040
gt 280 050
max deflection
Straightness
Length
1
1000
as sintered ground
1
1000
[mm] [mm]60 ndash 79 01280 ndash 99 010
100 ndash 119 008120 ndash 199 005200 ndash 320 lt 005
max deflectionOutside diameter
Product group [deg] Number of classes [deg]Standard +-1 3 +-0333
Oslash 33 ndash 43 +-075 6 +-0125extra-long 3 holes +-075 6 +-0125
Total tolerance class Tolerance class
Helix angle
Rods with helical coolant holes
INFORMATION SPECIFICATIONS ndash RODS WITH HELICAL COOLANT HOLES
99ROUND TOOL MATERIALS ndash P-LINE
[mm]+0+10
Total length tolerance
Length
Executions Ra max [microm]as sintered as sintered
ground 005
Surface finish
Ra max
[deg]+-30
max pitch error with R3
Pitch error
[mm] [mm]33 004
34 ndash 43 00544 ndash 83 010
84 ndash 103 015104 ndash 143 018144 ndash 353 020
Tolerance
Excentricity
Outside diameter
[mm] [mm]60 0004
61 ndash 100 0005101 ndash 300 0006301 ndash 320 0008
Tolerance
Roundness
Outside diameter
[deg]20
max torsion with R4
Torsionas sintered
[mm] [mm] [mm]33 ndash 43 leemsp100 +-003033 ndash 43 geemsp101 +-005044 ndash 353 040 ndash 130 +-005044 ndash 353 131 ndash 250 +-007544 ndash 353 251 ndash 500 +-0100
Hole diameter
Hole diameter
ToleranceOutside diameter
INFORMATION SPECIFICATIONS ndash RODS WITH HELICAL COOLANT HOLES
ROUND TOOL MATERIALS ndash P-LINE100
00R1 00R2 00G1 00G2
[mm] [mm]33 +0+020
34 ndash 50 +0+03051 ndash 65 +0+03566 ndash 152 +0+040153 ndash 207 +0+055208 ndash 222 +0+065223 ndash 343 +0+075
Tolerance
Outside diameter
Outside diameter
as sintered ground
[mm] [mm]40 ndash 60 +0-000861 ndash 100 +0-0009101 ndash 180 +0-0011181 ndash 300 +0-0013301 ndash 320 +0-0016
ToleranceOutside diameter
[mm]050
max deflection
Straightness
1
1000
as sintered ground
1
1000
[mm] [mm]40 ndash 59 01560 ndash 79 01280 ndash 99 010
100 ndash 119 008120 ndash 199 005200 ndash 320 lt 005
max deflectionOutside diameter
[mm] [mm]33 ndash 57 00562 ndash 77 008
82 ndash 127 010132 ndash 302 013303 ndash 343 016
Tolerance
Roundness
Outside diameter
as sintered
[mm] [mm] 40 ndash 60 0004 61 ndash 100 0005 101 ndash 300 0006 301 ndash 320 0008
ToleranceOutside diameter
ground
[mm]+0+10
Total length tolerance
Length
Rods with straight coolant holes
INFORMATION SPECIFICATIONS ndash RODS WITH STRAIGHT COOLANT HOLES
101ROUND TOOL MATERIALS ndash P-LINE
[mm] [mm]
central coolant hole
010 ndash 050 +005051 ndash 130 +010131 ndash 250 +015251 ndash 500 +020
two coolant holes
010 ndash 050 +-0025051 ndash 130 +-0050131 ndash 250 +-0075251 ndash 500 +-0100
Hole diameter
ToleranceHole diameterProduct group
[mm] [mm]33 ndash 39 +-00540 ndash 59 +-01060 ndash 149 +-020
150 ndash 209 +-025210 ndash 343 +-030
ToleranceOutside diameter
Pitch circle diameter
Executions Ra max [microm]as sintered as sintered
ground 005
Surface finish
Ra max
[mm] [mm] 33 ndash 39 0025 40 ndash 59 0050 60 ndash 79 0100 80 ndash 109 0120 110 ndash 249 0150 250 ndash 343 0200
Tolerance
Excentricity
Outside diameter[mm] [mm]
33 ndash 39 0025 40 ndash 59 0050 60 ndash 79 0100 80 ndash 109 0120 110 ndash 249 0150 250 ndash 343 0200
ToleranceOutside diameter
INFORMATION SPECIFICATIONS ndash RODS WITH STRAIGHT COOLANT HOLES
ROUND TOOL MATERIALS ndash P-LINE102
FR SR
[mm] [mm] 23 ndash 43 +0+020 44 ndash 63 +0+025 64 ndash 103 +0+030
104 ndash 143 +0+035 144 ndash 163 +0+040 164 ndash 203 +0+050
Width height
Width height
Tolerance
[mm]
max 04
Levelness
Levelness
[mm]+0+10
Total length tolerance
Length
Flat and square strips
INFORMATION SPECIFICATIONS ndash FLAT AND SQUARE STRIPS
103ROUND TOOL MATERIALS ndash P-LINE
z
F
x
22deg
y
x
d2d 1
HV = 0102 times 2 times F times sind2 asymp 01891 F
d2
136deg2
100
80
60
40
20
00 5 10 15 20 25
120
Wea
r res
ista
nce
[1c
m3 ]
Submicron gradesFine medium grades
Coarse grades
Cobalt content []
Figure 1 test assembly for the determination of wear resistance according to ASTM B611-85
Figure 3 Vickers hardness test according to ISO 3878
Formula 1 calculation of the Vickers hardness (ISO 3878)
Figure 2 wear resistance in relation to the cobalt content and grain size
Mechanical properties of carbideWear resistanceThe most important property of carbide is wear resistance This property - or to be precise this combination of prop-erties - refers to the surface of the component When two surfaces rub against each other material is removed from both of them Under low stress the material removed consists of single grains or particles This phenomenon is called lsquoscor-ingrsquo In cases of high stress the material removed consists of grain clusters and is called lsquoabrasionrsquo The concept of wear is very complex and depends on many variables Wear resist-ance is mainly tested using the ASTM B611-85 method In this method a carbide piece is pressed onto a rotating steel disk using a lever The rotating steel disk is the carrier for the abrasive material which together with the material that is subject to analysis is transported from a tank below the con-tainer directly to the contact zone (see figure 1) The abrasive material consists of water and aluminium oxide (corundum)Wear resistance is determined by measuring the volume of material removed from the carbide piece while the revolution numberemsptestemsptimeemspandemsptheemspforceemspappliedemspatemsp90degemsponemsptheemspsteelemspdisk are held at consistent levels A gravimetric evaluation is carried out with the volume removal indicated in mm3 As shown in figure 2 wear resistance increases the finer the grain and the lower the cobalt content
HardnessHardness is a materialrsquos mechanical resistance to another harder material which penetrates it The hardness is normally determined based on the Vickers hardness test according to ISOemsp3878emsp Inemspthisemsp testemspaemsp136degemsppyramidalemspdiamondemspindenteremspis pressed onto a work piece with a determined test force The size of the indent is determined optically by measur-ing the two diagonals of the square indent produced by the applied force (F) The impression surface is calculated with formula 1 (see fig 3) When introducing this test method the obsolete unit lsquokilopondrsquo was used for the test force Therefore in the formula the factor 0102 is used for conversion The standardised indication of the Vickers hardness for example is as follows
620 HV 30
Parameters- 620 = hardness- HV = test procedure- 30 = test force in kilopond
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE104
1500
1300
1100
900
700
5000 5 10 15 20 25
1700
1900
2100
30
2300
2500HV
30
100
80
60
40
20
0750 1000
120
1250 1500 1750 2000
Cobalt content []
Ultrafine gradesSubmicron grades
Fine medium gradesCoarse grades
Wea
r res
ista
nce
[1c
m3 ]
Vickers hardness
Submicron gradesFine medium grades
Coarse grades
Figure 4 hardness in relation to the cobalt content and grain size
Figure 5 wear resistance in function of hardness with different grain sizes
Another method for determining hardness is the Rockwell procedure (ISO 3738) It is similar to the Vickers procedure but uses a diamond brale indenter Here the depth of pen-etration is used as the degree of hardness There is no the-oretical basis for a conversion between the two procedures In order to create a comparison a determinate test must be carried out Like wear resistance hardness also increases with a smaller grain size and lower cobalt content (see figure 4) As wear resistance and hardness show similar behaviour with regard to cobalt content and grain size hardness is often used as a reference for wear resistance Furthermore the Vickers procedure is easier and quicker than ASTM B611-85 Nevertheless the relation of hardness and wear resistance is exponential and also depends on the grain size (see figure 5)
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
105ROUND TOOL MATERIALS ndash P-LINE
KIC = 015 32
HV30sum Lradic MN
m
0 5 10 15 20 25 30
K IC
[MN
m3
2 ]
L2
L3
L4
L1
Cobalt content []
Ultrafine gradesSubmicron grades
Fine medium gradesCoarse grain grades
Formula 2 calculation of the critical tension intensity factor KIC
Figure 7 fracture toughness in relation to the grain size and the cobalt content
ToughnessWhen a material is exposed to external static or dynamic stress this leads to mechanical tensions In many cases particularly with impact loads both the strength and ductil-ity of the material have to be taken into account These two properties represent the basis for the concept of toughness which is defined as the capacity to resist fracture or crack progagation Fracture in this context means the complete separation of the material into at least two parts There are numerous possibilities to define or determine toughness transverse rupture strength or fracture toughness In the defi-nition above the integrated product of force and deformation until fracture occurs is used as the toughness value In the case of carbide the Palmqvist method is frequently applied to determine the toughness as a critical tension intensity factor KIC For this purpose the crack length of a Vickers hardness indent is used to deduce the fracture toughness (see figure 6) This is then converted into the tension intensity factor using formula 2 As can be seen in figure 7 tough-ness increases with the metal binder content and growing grain size Compared to other metal materials carbide can be found in the lower part of the toughness range about the same as hardened steel
Figure 6 Palmqvist method for the determination of fracture toughness
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE106
By definition carbide is to be considered a brittle material as there is basically no plastic deformation prior to fracture This is confirmed by examination of surfaces where breakage occurred Various carbides however show very big differ-ences in terms of toughness which can be best explained by taking a look at the microstructure Cracks inside the carbide grains may occur just like intergranular fractures and shear fractures in the binder metal Generally the number of grain cracks rises with increasing grain size and the number of shear fractures when raising the binder content In terms of fracture energy the main contribution to toughness comes from the length of the rupture in the metal binder (see figures 8 and 9)
Figure 8 crack propagation in large grain sizes larger crack propa-gation requires higher fracture energy - higher toughness
Figure 9 crack propagation in small grain sizes direct shorter crack propagation - requires lower fracture energy - lower toughness
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
107ROUND TOOL MATERIALS ndash P-LINE
4000
3500
3000
2500
2000
15000 5 10 15 20 25
4500
30
Tran
sver
se ru
ptur
e st
reng
th [M
Pa]
Cobalt content []
Ultrafine gradesSubmicron grades
Fine medium gradesCoarse grades
Figure 10 illustration of a transverse rupture strength test
Figure 11 transverse rupture strength in relation to the grain size and the cobalt content
Mechanical strengthEvery material has defects such as inclusions and micro-cracks For brittle materials such as hardened steels or car-bide the mechanical strength is limited by the number and size of these defects In this context the mechanical strength depends on the volume as with a growing material volume the probability of a large defect rises Depending on the type of stress various types of strength are distinguished
Transverse rupture strengthTesting the transverse rupture strength is the easiest and most common procedure of analysing the mechanical strength of carbide According to the standardised ISO 3327 procedure a test material of a certain length is placed on a surface and put under stress in the middle until it breaks (see figure 10) The transverse rupture strength (TRS) is then the average value of several tests The maximum value is achieved with a cobalt content of around 14 weight- and grain sizes of around 02 ndash 05micromThe very low plastic deformation is normally not taken into account as it occurs only in the toughest carbides Transverse rupture strength decreases with increasing temperatureFurthermore the carbides show creep values when they are subjected to stress or to high temperatures for a long time The transverse rupture strength is decisively influenced by the number and size of defects in the structure or on the surface Fractures always occur at the weakest point of the structure which is also where the largest defect is A high number of defects therefore increases the probability that one of these defects causes a premature fracture on the point with the highest stress As the quality demands in the field of carbide manufacturing are high impurities or defects can be minimised and thus the risk of breakage reduced
Tensile strengthWhen testing the tensile strength of brittle materials it is dif-ficult to measure exact results A precise result depends on both the perfect preparation of the test materials as well as on the additional stress present on the mounting fixtures Applying the Weibull theory however the tensile strength can be deducted from the values of the transverse rupture strength
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE108
7000
6000
5000
4000
3000
20000 5 10 15 20 25
8000
9000
10000Co
mpr
essi
ve s
treng
th [N
mm
2 ]
Submicron gradesFine medium grades
Coarse grades
Cobalt content []
Extra-coarse grades
Figure 12 compressive strength in relation to the grain size and the cobalt content
Compressive strengthOne of the most remarkable properties of carbide is the extremely high compressive strength under uniaxial stress This valuable property is used in virtually all application fields (cutting edges with high compressive strength in all machin-ing processes pressing and drawing dies rolls anvils and dies for the production of synthetic diamonds etc) The ten-sion of this kind of stress doesnrsquot actually cause fracture due to pressure but due to tension a shear fracture A suitable procedure for determining compressive strength can be found in ISO 4506 To achieve precise values for carbide the test piecersquos geometry must be changed so that the effects of the edges and contact which occur in a simple cylindrical test piece are eliminated Elastic deformation is produced under initial load however before fracture a degree of plastic defor-mation results Figure 12 shows the compressive strength of various grain sizes in relation to the cobalt contentThe compressive strength increases when the metal binder content decreases and the grain size is reduced A small grain carbide grade with a low metal binder content typi-cally has a compressive strength of almost 7000 Nmm2 The compressive strength decreases when the tempera-ture increases The degree of plastic deformation increases notably with the temperature so that the results are variable when temperatures are high
Shear strengthThe implementation of pure shear tests is very difficult However numerous things speak for the fact that the shear strength is somewhat higher than the compressive strength
Fatigue strengthThe fatigue strength of carbide is above 2 million pulsating compressive loads at around 65 to 85 of the static compres-sive strength The compressive fatigue strength increases with a decreasing cobalt content and with decreasing grain size
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
109ROUND TOOL MATERIALS ndash P-LINE
650
600
550
500
450
4000 5 10 15 20 25
700
1300 22002000 4600
0
100
80
60
40
20
Mod
ulus
of e
last
icity
[kN
mm
2 ]
Cobalt content []
Hardness [HV30]
Property from to
Transverse rupture strength [MPa]Fracture toughness [MPa y middot m12]
Hardness
Fracture toughness
CTU08L ultrafine grade 42 Co
Transverse rupture strength
CTS20D submicron grade 100 CoCTF25E finemedium grain grade 125 Co
Figure 15 tension fields of three CERATIZIT grades 0 - lowest value of all grades 100 - highest value of all grades
Figure 14 properties of CERATIZIT round rods and preforms
Figure 13 modulus of elasticity of WC-Co carbides
Modulus of elasticity shear modulus Poissonrsquos ratioThe modulus of elasticity indicates the resistance of a mate-rial against elastic deformation and is higher the more rigid a material is In the case of carbide the modulus of elasticity is 2 to 3 times higher than in steel and increases linearly with decreasing metal binder content See fig 13 additives ofemspγ-phaseemspreduceemsptheemspmodulusemspofemspelasticityemspAnemspexactemspdeter-mination of the modulus of elasticity based on the tension-ex-pansion diagram is difficult Therefore for reliable results res-onance measurements of transverse and longitudinal waves are carried out according to ISO 3312 The shear module is determined in the same way with the help of torsional vibra-tion By determining the modulus of elasticity and the shear module the Poissonrsquos ratio can be calculated
Influence of the grain size and the cobalt content on the most important propertiesThe most important mechanical properties of the carbide such as hardness transverse rupture strength and fracture toughness are determined by the grain size of the tungsten carbide and cobalt content Figure 14 shows the properties of CERATIZIT round rods and preforms Sporadically it can be sustained that through smaller grain sizes higher hard-ness and transverse rupture strength can be achieved At the same time however fracture toughness decreases By increasing the cobalt content hardness is reduced while the transverse rupture strength and fracture toughness are raised Based on this fact a compromise between hardness and fracture toughness can be made Figure 15 shows three different CERATIZIT grades and their hardness fracture toughness and transverse rupture strength 0 is the lowest value and 100 the highest value of all CERATIZIT grades
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE110
65
60
55
50
45
400 5 10 15 20 25
7
75
8
100
80
60
40
20
00 100
120
200 300 400 500 600 700 800
Ther
mal
exp
ansi
on c
oeffi
cien
t [10
-6 deg
C]
20degCemspndashemsp800degC
Cobalt content []
20degCemspndashemsp40degC
Ther
mal
con
duct
ivity
[Wm
n deg
C]
Temperature [degC]
Submicron gradesFine medium grades
Coarse gradesLow y-phase content
High y-phase content
Figure 17 thermal conductivity in relation to the temperature of various micro-structures and grain sizes
Figure 16 thermal expansion in function of the cobalt content for two temperature intervals
Physical properties of carbide DensityThe density of carbide is determined according to ISO 3369 and varies strongly depending on the composition of the car-bide grade Grades with a very high WC content have the highest density Grades with a high titanium carbide content and a high binder content have the lowest density Typically it can however be assumed that the density is around 50 to 100 higher than that of steel
Thermal expansionAs tungsten carbide has a very low thermal expansion coef-ficient the values for carbide compared to steel are very low For carbide grades which contain titanium carbide the values are somewhat higher than for the pure WC-Co carbides Fig-ure 16 shows the thermal expansion in relation to the cobalt content
Thermal conductivityThe thermal conductivity is of great significance for carbide applications as it determines the temperature in the wear areas and has a large influence on the carbidersquos thermal fatigue resistance and resistance to thermal fluctuations The thermal conductivity of WC-Co carbide is around twice that of unalloyed steels It is only slightly influenced by the cobaltemspcontentemspandemsptheemspgrainemspsizeemspwhileemspγ-phasesemsp likeemsp tita-nium carbide or tantalum carbide have an impact Titanium carbide strongly reduces the thermal conductivity Therefore foremspmillingemspgradesemsptantalumemspcarbideemspisemspmostlyemspusedemspasemspγ-phaseemsp(see figure 17)
Specific thermal capacityThe specific thermal capacity is the quantity of heat which is necessaryemsptoemspheatemspupemsp1emspkgemspofemspaemspmaterialemspbyemsp1degCemspInemspapplica-tion technology it is equally important as thermal conductivity because during the machining processes the heat has to be taken away from the cutting edge Through a high thermal capacity the surrounding area is less hot as it can absorb more energy
Specific electric resistanceWC-Co carbides have a low specific resistance of around 20microΩemspcmemspandemspasemspsuchemspareemspgoodemspconductorsemspofemspelectricityemspCarbidesemspwithemspγ-phasesemsphaveemspaemsphigheremspspecificemspresistance
INFORMATION TECHNICAL INFORMATION ndash PHYSICAL PROPERTIES
111ROUND TOOL MATERIALS ndash P-LINE
B
BR
-HC
HS
H
Figure 18 hysteresis curve of a ferromagnetic material
Magnetic saturation amp coercive field strengthCarbides with cobalt as a metal binder are ferromagnetic If a ferromagnetic material is exposed to a magnetic field strength H the magnetic flux density B in this material increases (fig-ure 18 blue line) The flux density decreases when the field strength rises until maximum saturation is achieved This maximum flux density is defined as magnetic saturation (4πσ)emspWhenemsptheemspexternalemspfieldemspstrengthemspisemspremovedemsptheemspfluxemspdensity in the material is reduced along the upper green line to a certain residual magnetism (BR) the so called lsquorema-nencersquo The higher the remanence is the better a material can be magnetised and the remanence can only be elimi-nated when the material is subjected to an inverse field The inverse field strength HC which is necessary to reduce the magnetic flux density to zero or to lsquode-magnetisersquo the mate-rial is defined as coercive field strength
The finer the magnetic field lines of the metal binder phase in the carbide the higher the coercive field strength This means that the coercive field strength provides information about the state of the metal binder phase The metal binder phase becomes finer with smaller tungsten carbide grains and lower binder content As described in the section on lsquoMechanical properties of carbidersquo the smaller the grains and the lower the metal binder content the higher the hardness of the structure In this way an accordant correlation between coercive field strength and hardness can be seen In practi-cal applications this represents a non-destructive measuring method for the hardnessThe magnetic saturation of carbide also depends on the con-tent and the state of the cobalt binder When one of these parameters is known information can be given about the other parameters In this context the carbon content of the carbide has a decisive influence on the magnetic state of the cobalt The magnetic saturation provides information about the carburisation of the carbide This measuring method rep-resents an important tool for checking the production quality
PermeabilityMagnetic permeability means the penetrability of materials for magnetic fields Although carbide is ferromagnetic the magnetic permeability values are low They increase equally along with the magnetic saturation and with the cobalt con-tent and amount to around 5 Hm with 20 vol Compared to this vacuum has a magnetic permeability of 1 Hm and iron between 300 and 10000 Hm
INFORMATION TECHNICAL INFORMATION ndash PHYSICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE112
Acetone
Chemical compounds Resistance
EthanolSodium hydroxide
All acidsTap waterPetroleum
high resistancehigh resistancehigh resistancelow resistancehigh resistancehigh resistance
Figure 19 some chemical compounds and the corresponding resistance of carbide
Corrosion resistanceAccording to DIN EN ISO 8044 corrosion is a reaction of a metal material with its environment which causes a measur-able modification of the material and may lead to a reduced performance of the metal element or the entire system In most cases the reaction is electrochemical in nature or in some cases chemical or metallurgical in nature In carbides corrosion causes a reduction of the surface of the binder phase thus on the surface there remains only a carbide lsquoskeletonrsquo The bond between carbide grains next to each other is very weak so the rate of destruction increases cor-respondingly When the metal binder content is low the car-bide lsquoskeletonrsquo is more pronounced Consequently this type of carbide grade shows higher wear resistance and corrosion resistance than carbides with a higher metal binder content In practical applications however this is not sufficient to sig-nificantly increase the service life Due to their limited corro-sion resistance pure WC-Co carbides are often not suitable for application fields with difficult corrosion conditions Typi-cally it can be assumed that WC-Co carbides down to pH 7 are corrosion-resistant
INFORMATION TECHNICAL INFORMATION ndash CORROSION RESISTANCE
113ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE114
We
rese
rve
the
right
to m
ake
tech
nica
l cha
nges
for i
mpr
ovem
ent o
f the
pro
duct
M
A-PR
O-0
147-
EN-0
220
7003
581
Worldwide CERATIZIT Austria GmbHAT-6600 Reutte T +43 5672 200-0 E infoaustriaceratizitcom
Brazil CERATIZIT Ameacuterica Latina Ltda BR-13069-310 Campinas Satildeo Paulo T +55 11 4133 2300 E infoamericalatinaceratizitcom China CB-CERATIZIT Xiamen Co Ltd 69 Xingxi Road Xinglin Jimei CN-361022 Xiamen (Jimei) China T +86 592 666 1000
Great BritainCERATIZIT UK amp Ireland LtdUK-Sheffield S9 1XUToll Free 0800 048 4877 4878T +44 1925 261 161E infoukceratizitcom
India CERATIZIT India Pvt Ltd IN-Bengaluru 560099 T +91 80 4043 1262 E ctindiainfoceratizitcom
Italy CERATIZIT Como SpA IT-22040 Alserio (CO) T +39 031 6349 211 E infocomoceratizitcom
Japan CERATIZIT Japan CoLtd JP-421ndash0115 Shizuoka T +81-54-268-1060 E infojapanceratizit-jcojp
Spain Portugal CERATIZIT Ibeacuterica Herramientas de Precisioacuten SL ES-28660 Madrid T +34 91 351 0609 E infoibericaceratizitcom
Headquarters
CERATIZIT SALU-8232 MamerT +352 31 20 85-1E infoceratizitcom
wwwceratizitcom

ROUND TOOL MATERIALS ndash P-LINE16
KIC (Shetty)
[m ] [gcm3] [HV30] [HRA] [MPa] [psi] [MPam12]
CTU08L K10 C-2 42 1505 2200 952 3700 536600 84
TSF22 K10 ndash K20 C-2 82 1455 1930 937 4400 638800 92
TSF44 K10 ndash K20 C-2 120 1410 1730 927 4600 667000 98
KIC (Shetty)
[m ] [gcm3] [HV30] [HRA] [MPa] [psi] [MPam12]
CTS12D K05 ndash K10 C-3 60 1480 1820 931 3600 522100 93
CTS15D K10 ndash K30 C-3 75 1470 1750 928 3700 536000 95
CTS18D K20 ndash K40 C-2 90 1455 1590 919 3650 529400 107
CTS20D K20 ndash K40 C-2 100 1438 1600 919 4000 580100 104
CTS24Z K20 ndash K40 C-2 120 1410 1570 917 4000 580100 113
CTS30D K30 ndash K40 C-2 150 1384 1400 904 4300 623700 132
KIC (Shetty)
[m ] [gcm3] [HV30] [HRA] [MPa] [psi] [MPam12]
CTF12E K15 C-2 60 1495 1620 921 3000 435100 99
CTF25E K30 ndash K40 C-2 125 1415 1300 895 3500 507600 150
Ultrafine grades
Grade ISO code US codeBinder Density Hardness
Transverse rupture strength
Submicron grades
Grade ISO code US codeBinder Density Hardness
Transverse rupture strength
Fine grades
Grade ISO code US codeBinder Density Hardness
Transverse rupture strength
Grades composition and properties
INTRODUCTION GRADES COMPOSITION AND PROPERTIES
17ROUND TOOL MATERIALS ndash P-LINE
KIC (Shetty)
[m ] [gcm3] [HV30] [HRA] [MPa] [psi] [MPam12]
CTF28T K05 ndash K10 C-2 141 640 1580 918 2000 290100 85
lt 02 N02 ndash lt 05 U05 ndash lt 08 S08 ndash lt 13 F13 ndash lt 25 M25 ndash lt 60 C
gt 60 E
Cermet grade
Grade ISO code US codeBinder Density Hardness
Transverse rupture strength
Carbide grades for biocompatible tools
The biocompatibility requirement for medical products increases patient safety For tools that come into short-term direct contact with body tissue cell tolerance must be guaranteed
Testing for in-vitro cytotoxicity in accordance with DIN EN ISO 10993-5 was carried out by the accredited testing labo-ratory Creamedix GmbH The following carbide grades were successfully tested for their cell tolerance
Certified biological testing of the in-vitro cytotoxicity in accordance with
DIN EN ISO 10993-5 by
Creamedix GmbH
Accreditation number D-PL-19876-01
TSF22 TSF44 CTS12D
CTS15D CTS18D
CTS20D CTS24Z
in accordance with ISO 10993-5 for the medical and dental industry
BIOLAB
CommentThe data in this table are typical material parameters We reserve the right to modify the data due to technical progress or due to further development within our company
Grain size classification
ClassificationCERATIZIT
code
nanoultrafine
submicronfine
mediumcoarse
extra-coarse
) The classification of carbides according to grain size corresponds to the recommendations of the Powder Metallurgy AssociationThe standard ISO codes for carbides which were developed for fine to medium grain sizes no longer correspond to todayrsquos state of the art In order to choose the correct grades only the application data are relevantKIC The measured critical tension intensity factors (KIC) depend to a high degree on the sample geometry and sample preparation A direct comparison with parameters which have been determined by means of a different method is therefore not admissible
Average grain size [microm]
INTRODUCTION GRADES COMPOSITION AND PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE18
CTU08Lemspcarbideemspgradeemspwithemspaemsptypicalemspgrainemspsizeemspofemsp02emspμmemspforemsptheemspma-chining of materials with a hardness gt 65 HRC Thanks to the high wear resistance also excellent suitability for abrasive fibre composite materials
TSF22 ultrafine carbide grade for HSC machining of tempered steels with a hardness of gt 60 HRC and abrasive aluminium alloys
TSF44 ultrafine carbide grade for HSC machining of tempered steels up to 60 HRC suitable for micro-tools and finishing tools and for a variety of materials
Ultrafine grades
CTS12D for machining aluminium alloys fibre-reinforced plastics (carbon-fibre and glass-fibre reinforced) composite materials graphite particular-ly suitable for diamond coating
CTS15D for machining grey cast iron tempered cast iron non-alloyed steel non-ferrous metals and plastics
CTS18D for high-performance machining of steel stainless steel and the machining of difficult materials
CTS20D for universal machining of alloyed and non-alloyed steels Suit-able for a variety of cutting operations on different materials thanks to its balanced properties Improved toughness ensures a low risk of cutting edge breakage
CTS24Z the special high-performance grade for the roughing of titanium and heat-resistant alloys Even higher fracture toughness than CTS18D and CTS20D with approximately the same hardness
CTS30D with extremely high fracture toughness for particularly unstable and difficult applications A good choice when switching from HSS to carbide
Submicron grades
Picture example
Picture example
INTRODUCTION GRADES COMPOSITION AND PROPERTIES
19ROUND TOOL MATERIALS ndash P-LINE
CTF12E for gun drills with an adapted relation between hardness and toughness Suitable also for diamond-coated solid carbide tools
CTF25E for the production of PCD tools and tool shanks The increased cobalt content and the coarser grain improve brazability while increasing fracture toughness
Fine grain grades
CTF28T particularly for the finish machining of steel Thanks to high oxidation resistance and low tendency to stick it is particularly suitable for the production of uncoated reamers
Cermet
Picture example
Picture example
INTRODUCTION GRADES COMPOSITION AND PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE20
1 =
2 =
3 =
4 =
Number of coolant holes
Designation system
RR
RGM
W
D
Y
Sintered rods
with chamfer
with Weldon shank
Ground rods metric
DualBlank
with radial coolant exit holes
GD
SR
FR
00
RGI
RK
VK
30
V2
40
V2P
G
R
C
B
C
Helix angle coolant hole rods as sintered
coolant hole rods groundofcoolant hole rods
Blanks for gun drills
Flat strips
Square strips
round rods with kidney-shaped coolant holes
profiled rods with kidney-shaped coolant holes
profiled rods with two coolant holes
profiled tips with two coolant holes
drill blanks
Ground rods inch
with chamfer
INTRODUCTION DESIGNATION SYSTEM
21ROUND TOOL MATERIALS ndash P-LINE
S
SL
d1
D
H
D
[1100 mm]
[1100 mm]
10004813 544-104 CTS20D h5
ThicknessDiameter of the coolant holes Rod length
Pitch circle of the coolant holes
Height
Nominal pitch of the
coolant holes
Grade
Outside diameter
Diameter tolerance
INTRODUCTION DESIGNATION SYSTEM
ROUND TOOL MATERIALS ndash P-LINE22
CTU0
8L
TSF2
2
TSF4
4
CTS1
2D
CTS1
5D
CTS1
8D
CTS2
0D
CTS2
4Z
CTF1
2E
CTF2
8T
RR
RGM
RGI
RGMC
RGMCW
RGMCD
RGMCY
RGIC
GB2
G2
R2
R3
R4
G2
G3
00R1
00R2
00G1
00G2
GDRK
GDVK
GDV2
GDV2P
DIN 8011
Ultra-fine grades Submicron grades
Fine
gr
ades
Cerm
et
star
ting
page
Solid carbide rods as sintered 25
Solid carbide rods ground metric 29
Solid carbide rods inch 32
End mill blanks metric 35
End mill blanks with Weldon shank metric 39
DualBlank end mill blanks metric 40
End mill blanks with through-coolant metric 41
End mill blanks inch 43
Drill blanks with through-coolant 45
Drill blanks for micro-drills with through-coolant 47
Rods as sintered with two helical coolant holes 49
Rods as sintered with three helical coolant holes 55
Rods as sintered with four helical coolant holes 56
Rods ground with two helical coolant holes 57
Rods ground with three helical coolant holes 59
Rods as sintered with central coolant hole 61
Rods as sintered with two straight coolant holes 63
Rods ground with central coolant hole 66
Rods ground with two straight coolant holes 67
Rods for gun drills with kidney-shaped coolant holes 69
Profiled rods for gun drills with kidney-shaped coolant holes 71
Profiled rods for gun drills with two coolant holes 73
Profiled tips for gun drills with two coolant holes 75
Flat and square strips FR and SR 77
Brazing tips to DIN 8011 79
The product map below provides you with a quick overview of the grades and rods which are available in stockOther products are available upon request
Stock programme at a glance
INTRODUCTION STOCK PROGRAMME AT A GLANCE
23ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE24
A comprehensive standard range of sintered and ground solid carbide rods in various dimensions is available from stock Furthermore you can choose from carbide grades with the most varied characteristics for every application area from ultrafine grades for the machining of superhard materials by way of submi-cron grades for universal application to our cermet grade for the finish machining of ferrous materials Of course we can also produce carbide rods in other dimensions and grades to order ndash simply get in touch with your contact person at CERATIZIT Detailed technical data for our solid carbide rods can be found in the lsquoInforma-tionrsquo section
Solid carbide rods
25ROUND TOOL MATERIALS ndash P-LINE
As sintered
D L
Ultrafine grades
D L Type description
Dia tol[mm] [mm] [mm] CTU08L TSF22 TSF44
325 330 RR 0325-330 -0+020
420 330 RR 0420-330 -0+020
520 330 RR 0520-330 -0+025
620 330 RR 0620-330 -0+025
820 330 RR 0820-330 -0+030
1020 330 RR 1020-330 -0+030
1220 330 RR 1220-330 -0+030
1420 330 RR 1420-330 -0+030
1620 330 RR 1620-330 -0+045
1820 330 RR 1820-330 -0+045
2020 330 RR 2020-330 -0+045
2520 330 RR 2520-330 -0+065
3220 330 RR 3220-330 -0+065
As sintered
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
115 330 RR 0115-330 -0+015
165 330 RR 0165-330 -0+015
180 330 RR 0180-330 -0+015
220 330 RR 0220-330 -0+020
270 330 RR 0270-330 -0+020
325 330 RR 0325-330 -0+020
370 330 RR 0370-330 -0+020
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE26
As sintered
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
420 330 RR 0420-330 -0+020
470 330 RR 0470-330 -0+020
520 330 RR 0520-330 -0+025
570 330 RR 0570-330 -0+025
620 330 RR 0620-330 -0+025
655 330 RR 0655-330 -0+025
670 330 RR 0670-330 -0+025
720 330 RR 0720-330 -0+030
770 330 RR 0770-330 -0+030
820 330 RR 0820-330 -0+030
870 330 RR 0870-330 -0+030
920 330 RR 0920-330 -0+030
970 330 RR 0970-330 -0+030
1020 330 RR 1020-330 -0+030
1070 330 RR 1070-330 -0+030
1120 330 RR 1120-330 -0+030
1170 330 RR 1170-330 -0+030
1220 330 RR 1220-330 -0+030
1270 330 RR 1270-330 -0+030
1300 330 RR 1300-330 -0+030
1320 330 RR 1320-330 -0+030
1420 330 RR 1420-330 -0+030
1470 330 RR 1470-330 -0+030
1520 330 RR 1520-330 -0+030
1620 330 RR 1620-330 -0+045
1720 330 RR 1720-330 -0+045
1820 330 RR 1820-330 -0+045
1920 330 RR 1920-330 -0+045
2020 330 RR 2020-330 -0+045
2120 330 RR 2120-330 -0+055
2220 330 RR 2220-330 -0+055
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS AS SINTERED
27ROUND TOOL MATERIALS ndash P-LINE
As sintered
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
2320 330 RR 2320-330 -0+055
2420 330 RR 2420-330 -0+055
2520 330 RR 2520-330 -0+065
2580 330 RR 2580-330 -0+065
2620 330 RR 2620-330 -0+065
2820 330 RR 2820-330 -0+065
3020 330 RR 3020-330 -0+065
3220 330 RR 3220-330 -0+065
3420 330 RR 3420-330 -0+065
3620 330 RR 3620-330 -0+065
3820 330 RR 3820-330 -0+070
4020 330 RR 4020-330 -0+070
4220 330 RR 4220-330 -0+070
4620 330 RR 4620-330 -0+070
As sintered
D L
Fine grades
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
325 330 RR 0325-330 -0+020
620 330 RR 0420-330 -0+020
520 330 RR 0520-330 -0+025
620 330 RR 0620-330 -0+025
820 330 RR 0820-330 -0+030
1020 330 RR 1020-330 -0+030
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE28
As sintered
D L
Fine grades
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
1220 330 RR 1220-330 -0+030
1420 330 RR 1420-330 -0+030
1620 330 RR 1620-330 -0+045
1820 330 RR 1820-330 -0+045
As sintered
D L
Cermet
D L Type description
Dia tol[mm] [mm] [mm] CTF28T
340 330 RR 0340-330 -0+020
440 330 RR 0440-330 -0+020
640 330 RR 0640-330 -0+025
840 330 RR 0840-330 -0+030
1040 330 RR 1040-330 -0+030
1240 330 RR 1240-330 -0+030
1440 300 RR 1440-330 -0+030
1640 330 RR 1640-330 -0+045
2040 330 RR 2040-330 -0+045
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS AS SINTERED
29ROUND TOOL MATERIALS ndash P-LINE
Ground metric
D L
Ultrafine grades
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 TSF22 TSF44
200 330 RGM 0200-330 +0-0004 h5
300 330 RGM 0300-330 +0-0004 h5
400 330 RGM 0400-330 +0-0005 h5
500 330 RGM 0500-330 +0-0005 h5
600 330 RGM 0600-330 +0-0005 h5
800 330 RGM 0800-330 +0-0006 h5
1000 330 RGM 1000-330 +0-0006 h5
1200 330 RGM 1200-330 +0-0008 h5
1400 330 RGM 1400-330 +0-0008 h5
1600 330 RGM 1600-330 +0-0008 h5
2000 330 RGM 2000-330 +0-0009 h5
2500 330 RGM 2500-330 +0-0009 h5
Ground metric
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
100 330 RGM 0100-330 +0-0006 h6
150 330 RGM 0150-330 +0-0006 h6
200 330 RGM 0200-330 +0-0006 h6
250 330 RGM 0250-330 +0-0006 h6
300 330 RGM 0300-330 +0-0006 h6
350 330 RGM 0350-330 +0-0008 h6
400 330 RGM 0400-330 +0-0008 h6
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS GROUND METRIC
ROUND TOOL MATERIALS ndash P-LINE30
Ground metric
D L
Submicron grades
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 CTS12D CTS15D CTS18D CTS20D CTS24Z CTS30D
450 330 RGM 0450-330 +0-0008 h6
500 330 RGM 0500-330 +0-0008 h6
550 330 RGM 0550-330 +0-0008 h6
600 330 RGM 0600-330 +0-0008 h6
650 330 RGM 0650-330 +0-0009 h6
700 330 RGM 0700-330 +0-0009 h6
750 330 RGM 0750-330 +0-0009 h6
800 330 RGM 0800-330 +0-0009 h6
850 330 RGM 0850-330 +0-0009 h6
900 330 RGM 0900-330 +0-0009 h6
950 330 RGM 0950-330 +0-0009 h6
1000 330 RGM 1000-330 +0-0009 h6
1100 330 RGM 1100-330 +0-0011 h6
1200 330 RGM 1200-330 +0-0011 h6
1300 330 RGM 1300-330 +0-0011 h6
1400 330 RGM 1400-330 +0-0011 h6
1500 330 RGM 1500-330 +0-0011 h6
1600 330 RGM 1600-330 +0-0011 h6
1800 330 RGM 1800-330 +0-0011 h6
1900 330 RGM 1900-330 +0-0013 h6
2000 330 RGM 2000-330 +0-0013 h6
2200 330 RGM 2200-330 +0-0013 h6
2400 330 RGM 2400-330 +0-0013 h6
2500 330 RGM 2500-330 +0-0013 h6
2800 330 RGM 2800-330 +0-0013 h6
3000 330 RGM 3000-330 +0-0013 h6
3200 330 RGM 3200-330 +0-0016 h6
3800 330 RGM 3800-330 +0-0016 h6
4000 330 RGM 4000-330 +0-0016 h6
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS GROUND METRIC
31ROUND TOOL MATERIALS ndash P-LINE
Ground metric
D L
Fine grades
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 CTF12E
300 330 RGM 0300-330 +0-0004 h6
400 330 RGM 0400-330 +0-0008 h6
600 330 RGM 0600-330 +0-0008 h6
800 330 RGM 0800-330 +0-0009 h6
1000 330 RGM 1000-330 +0-0009 h6
1200 330 RGM 1200-330 +0-0011 h6
1400 330 RGM 1400-330 +0-0011 h6
1600 330 RGM 1600-330 +0-0011 h6
Ground metric
D L
Cermet
D L Type description
Dia tol[mm] [mm] [mm] ISO 286 CTF28T
300 330 RGM 0300-330 +0-0004 h6
400 330 RGM 0400-330 +0-0008 h6
600 330 RGM 0600-330 +0-0008 h6
800 330 RGM 0800-330 +0-0009 h6
1000 330 RGM 1000-330 +0-0009 h6
1200 330 RGM 1200-330 +0-0011 h6
1400 330 RGM 1400-330 +0-0011 h6
1600 330 RGM 1600-330 +0-0011 h6
2000 330 RGM 2000-330 +0-0013 h6
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS GROUND METRIC
ROUND TOOL MATERIALS ndash P-LINE32
Ground inch
D L
Submicron grades
D L Type description
Dia tol[inch] [inch] [mm] ISO 286 CTS20D
18 13000 RGI 18-13 +0-0008 h6
316 13000 RGI 316-13 +0-0008 h6
14 13000 RGI 14-13 +0-0009 h6
516 13000 RGI 516-13 +0-0009 h6
38 13000 RGI 38-13 +0-0009 h6
716 13000 RGI 716-13 +0-0011 h6
12 13000 RGI 12-13 +0-0011 h6
58 13000 RGI 58-13 +0-0011 h6
34 13000 RGI 34-13 +0-0013 h6
1 13000 RGI 1-13 +0-0013 h6
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
SOLID CARBIDE RODS GROUND INCH
33ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE34
In addition to DIN dimensions we can also supply our high-precision end mill blanks in extra-long sizes End mill blanks in the most popular inch dimensions have now been added to the range Whether in standard execution with Wel-don shanks internal cooling or as a DualBlank you can be sure of finding the product you need Our end mill blanks are now also available in the new high-performance grade CTS24Z for the machining of difficult materials like titanium or Inconel Having virtually the same hardness CTS24Z is even tougher than our proven CTS18D and CTS20D grades This extreme toughness offers maximum protection against breakage and ensures consistent performance of your toolsOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our end mill blanks can be found in the lsquoInformationrsquo section
End mill blanks
35ROUND TOOL MATERIALS ndash P-LINE
Metric
D
L
c
45deg
Ultrafine grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTU08L TSF22 TSF44
300 39 RGMC 0300-039 +0-0004 h5 030 x
300 40 RGMC 0300-040 +0-0004 h5 030
300 50 RGMC 0300-050 +0-0004 h5 030
300 60 RGMC 0300-060 +0-0004 h5 030
400 51 RGMC 0400-051 +0-0004 h5 040 x
400 60 RGMC 0400-060 +0-0005 h5 040
400 75 RGMC 0400-075 +0-0005 h5 040
500 51 RGMC 0500-051 +0-0005 h5 040 x
600 51 RGMC 0600-051 +0-0005 h5 040 x
600 58 RGMC 0600-058 +0-0005 h5 040 x
600 60 RGMC 0600-060 +0-0005 h5 040
600 65 RGMC 0600-065 +0-0005 h5 040
600 70 RGMC 0600-070 +0-0005 h5 040
600 75 RGMC 0600-075 +0-0005 h5 040
600 80 RGMC 0600-080 +0-0005 h5 040
600 100 RGMC 0600-100 +0-0005 h5 040
800 64 RGMC 0800-064 +0-0006 h5 060 x
800 70 RGMC 0800-070 +0-0006 h5 060
800 75 RGMC 0800-075 +0-0006 h5 060
800 100 RGMC 0800-100 +0-0006 h5 060
800 120 RGMC 0800-120 +0-0006 h5 060
1000 67 RGMC 1000-067 +0-0006 h5 080 x
1000 73 RGMC 1000-073 +0-0006 h5 080 x
1000 75 RGMC 1000-075 +0-0006 h5 080
1000 80 RGMC 1000-080 +0-0006 h5 080
1000 100 RGMC 1000-100 +0-0006 h5 080
1000 120 RGMC 1000-120 +0-0006 h5 080
1200 84 RGMC 1200-084 +0-0008 h5 080 x
1200 100 RGMC 1200-100 +0-0008 h5 080
1200 120 RGMC 1200-120 +0-0008 h5 080
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC
ROUND TOOL MATERIALS ndash P-LINE36
Metric
D
L
c
45deg
Ultrafine grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTU08L TSF22 TSF44
1600 93 RGMC 1600-093 +0-0008 h5 080 x
1600 110 RGMC 1600-110 +0-0008 h5 080
1600 120 RGMC 1600-120 +0-0008 h5 080
1600 130 RGMC 1600-130 +0-0008 h5 080
1600 150 RGMC 1600-150 +0-0008 h5 080
2000 105 RGMC 2000-105 +0-0009 h5 100 x
2000 125 RGMC 2000-125 +0-0009 h5 100
2000 150 RGMC 2000-150 +0-0009 h5 100
2500 125 RGMC 2500-125 +0-0009 h5 100
2500 150 RGMC 2500-150 +0-0009 h5 100
Metric
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTS18D CTS20D CTS24Z
300 39 RGMC 0300-039 +0-0006 h6 030 x
300 40 RGMC 0300-040 +0-0004 h5 030
300 50 RGMC 0300-050 +0-0004 h5 030
300 60 RGMC 0300-060 +0-0004 h5 030
400 51 RGMC 0400-051 +0-0008 h6 040 x
400 60 RGMC 0400-060 +0-0005 h5 040
400 75 RGMC 0400-075 +0-0005 h5 040
500 51 RGMC 0500-051 +0-0008 h6 040 x
600 51 RGMC 0600-051 +0-0008 h6 040 x
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC
37ROUND TOOL MATERIALS ndash P-LINE
Metric
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTS18D CTS20D CTS24Z
600 55 RGMC 0600-055 +0-0008 h6 040 x
600 58 RGMC 0600-058 +0-0005 h5 040 x
600 60 RGMC 0600-060 +0-0005 h5 040
600 65 RGMC 0600-065 +0-0005 h5 040
600 70 RGMC 0600-070 +0-0005 h5 040
600 75 RGMC 0600-075 +0-0005 h5 040
600 80 RGMC 0600-080 +0-0005 h5 040
600 100 RGMC 0600-100 +0-0005 h5 040
800 59 RGMC 0800-059 +0-0009 h6 060 x
800 64 RGMC 0800-064 +0-0009 h6 060 x
800 70 RGMC 0800-070 +0-0006 h5 060
800 75 RGMC 0800-075 +0-0006 h5 060
800 80 RGMC 0800-080 +0-0006 h5 060
800 100 RGMC 0800-100 +0-0006 h5 060
800 120 RGMC 0800-120 +0-0006 h5 060
1000 67 RGMC 1000-067 +0-0009 h6 080 x
1000 73 RGMC 1000-073 +0-0009 h6 080 x
1000 75 RGMC 1000-075 +0-0006 h5 080
1000 80 RGMC 1000-080 +0-0006 h5 080
1000 90 RGMC 1000-090 +0-0006 h5 080
1000 100 RGMC 1000-100 +0-0006 h5 080
1000 120 RGMC 1000-120 +0-0006 h5 080
1200 74 RGMC 1200-074 +0-0011 h6 080 x
1200 84 RGMC 1200-084 +0-0011 h6 080 x
1200 100 RGMC 1200-100 +0-0008 h5 080
1200 120 RGMC 1200-120 +0-0008 h5 080
1400 76 RGMC 1400-076 +0-0011 h6 080 x
1400 84 RGMC 1400-084 +0-0011 h6 080 x
1600 83 RGMC 1600-083 +0-0011 h6 080 x
1600 93 RGMC 1600-093 +0-0011 h6 080 x
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC
ROUND TOOL MATERIALS ndash P-LINE38
Metric
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTS18D CTS20D CTS24Z
1600 110 RGMC 1600-110 +0-0008 h5 080
1600 120 RGMC 1600-120 +0-0008 h5 080
1600 130 RGMC 1600-130 +0-0008 h5 080
1600 150 RGMC 1600-150 +0-0008 h5 080
1800 93 RGMC 1800-093 +0-0011 h6 100 x
2000 93 RGMC 2000-093 +0-0013 h6 100 x
2000 105 RGMC 2000-105 +0-0009 h5 100 x
2000 125 RGMC 2000-125 +0-0009 h5 100
2000 150 RGMC 2000-150 +0-0009 h5 100
2500 125 RGMC 2500-125 +0-0009 h5 100
2500 150 RGMC 2500-150 +0-0009 h5 100
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC
39ROUND TOOL MATERIALS ndash P-LINE
Metric with Weldon
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[mm] [mm] [mm] ISO 286 [mm] DIN 6527 CTS20D
600 51 RGMCW 0600-051 +0-0008 h6 040 x
600 55 RGMCW 0600-055 +0-0008 h6 040 x
600 58 RGMCW 0600-058 +0-0008 h6 040 x
800 64 RGMCW 0800-064 +0-0009 h6 060 x
1000 67 RGMCW 1000-067 +0-0009 h6 080 x
1000 73 RGMCW 1000-073 +0-0009 h6 080 x
1200 74 RGMCW 1200-074 +0-0011 h6 080 x
1200 84 RGMCW 1200-084 +0-0011 h6 080 x
1600 93 RGMCW 1600-093 +0-0011 h6 080 x
2000 93 RGMCW 2000-093 +0-0013 h6 100 x
2000 105 RGMCW 2000-105 +0-0013 h6 100 x
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC WITH WELDON
ROUND TOOL MATERIALS ndash P-LINE40
Metric DualBlank
D
L
c
30degCTSDTMG30
l1
Submicron grades
D L Type description
Dia tol l1 c[mm] [mm] [mm] ISO 286 [mm] [mm] DIN 6527 CTS20D CTS18D
600 58 RGMCD 0600-058 +0-0008 h6 26 050 x
800 64 RGMCD 0800-064 +0-0009 h6 29 070 x
1000 73 RGMCD 1000-073 +0-0009 h6 33 090 x
1200 84 RGMCD 1200-084 +0-0011 h6 38 090 x
1600 93 RGMCD 1600-093 +0-0011 h6 41 090 x
2000 105 RGMCD 2000-105 +0-0013 h6 46 110 x
DualBlank rods
A combination of a high-performing Premium grade in the cutting edge area with a shank made of an economical recycled grade
emspThe high-performance grade in the cutting edge area guarantees maximum performance in metal cutting
emspAbsolutely homogeneous and resistant to fracture where the two materials are joined
emspOptimised price-performance ratioemspProduced with less impact of the environment
s-line
p-line
CTS18DCTS20D
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC DUALBLANK
41ROUND TOOL MATERIALS ndash P-LINE
Metric with through-coolant 2x 180deg
c
2x18
0deg
Oslash d
1
L+1
45deg
l2 60degOslash
D
Oslash d 2
Submicron grades
D L Type description
Dia tol d1 d2 l2 c[mm] [mm] [mm] ISO 286 [mm] [mm] [mm] [mm] CTS20D
600 58 RGMCY2 0600-058 +0-0008 h6 120 080 300 040
800 64 RGMCY2 0800-064 +0-0009 h6 160 110 400 060
1000 73 RGMCY2 1000-073 +0-0009 h6 200 140 500 080
1200 84 RGMCY2 1200-084 +0-0011 h6 220 160 600 080
1400 84 RGMCY2 1400-084 +0-0011 h6 240 170 700 080
1600 93 RGMCY2 1600-093 +0-0011 h6 260 190 800 080
1800 93 RGMCY2 1800-093 +0-0011 h6 280 200 900 100
2000 105 RGMCY2 2000-105 +0-0013 h6 300 210 1000 100
2500 125 RGMCY2 2500-125 +0-0013 h6 320 230 1250 100
Metric with through-coolant 3x 120deg
3x12
0deg
c
Oslash d
1
L+1
45deg
l2 60degOslash
D
Oslash d 2
Submicron grades
D L Type description
Dia tol d1 d2 l2 c[mm] [mm] [mm] ISO 286 [mm] [mm] [mm] [mm] CTS20D
600 58 RGMCY3 0600-058 +0-0008 h6 120 070 300 040
800 64 RGMCY3 0800-064 +0-0009 h6 160 090 400 060
1000 73 RGMCY3 1000-073 +0-0009 h6 200 120 500 080
1200 84 RGMCY3 1200-084 +0-0011 h6 220 130 600 080
1400 84 RGMCY3 1400-084 +0-0011 h6 240 140 700 080
1600 93 RGMCY3 1600-093 +0-0011 h6 260 150 800 080
1800 93 RGMCY3 1800-093 +0-0011 h6 280 160 900 100
2000 105 RGMCY3 2000-105 +0-0013 h6 300 170 1000 100
2500 125 RGMCY3 2500-125 +0-0013 h6 320 180 1250 100
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC WITH THROUGH-COOLANT
ROUND TOOL MATERIALS ndash P-LINE42
Metric with through-coolant 4x 90deg
4x90
deg
c
Oslash d
1
L+1
45deg
l2 60degOslash
D
Oslash d 2
Submicron grades
D L Type description
Dia tol d1 d2 l2 c[mm] [mm] [mm] ISO 286 [mm] [mm] [mm] [mm] CTS20D
600 58 RGMCY4 0600-058 +0-0008 h6 120 060 300 040
800 64 RGMCY4 0800-064 +0-0009 h6 160 080 400 060
1000 73 RGMCY4 1000-073 +0-0009 h6 200 100 500 080
1200 84 RGMCY4 1200-084 +0-0011 h6 220 110 600 080
1400 84 RGMCY4 1400-084 +0-0011 h6 240 120 700 080
1600 93 RGMCY4 1600-093 +0-0011 h6 260 130 800 080
1800 93 RGMCY4 1800-093 +0-0011 h6 280 140 900 100
2000 105 RGMCY4 2000-105 +0-0013 h6 300 150 1000 100
2500 125 RGMCY4 2500-125 +0-0013 h6 320 160 1250 100
Metric with through-coolant 5x 72deg
5x72deg
c
Oslash d
1
L+1
45deg
l2 60degOslash
D
Oslash d 2
Submicron grades
D L Type description
Dia tol d1 d2 l2 c[mm] [mm] [mm] ISO 286 [mm] [mm] [mm] [mm] CTS20D
600 58 RGMCY5 0600-058 +0-0008 h6 120 050 300 040
800 64 RGMCY5 0800-064 +0-0009 h6 160 070 400 060
1000 73 RGMCY5 1000-073 +0-0009 h6 200 090 500 080
1200 84 RGMCY5 1200-084 +0-0011 h6 220 100 600 080
1400 84 RGMCY5 1400-084 +0-0011 h6 240 110 700 080
1600 93 RGMCY5 1600-093 +0-0011 h6 260 120 800 080
1800 93 RGMCY5 1800-093 +0-0011 h6 280 130 900 100
2000 105 RGMCY5 2000-105 +0-0013 h6 300 140 1000 100
2500 125 RGMCY5 2500-125 +0-0013 h6 320 150 1250 100
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS METRIC WITH THROUGH-COOLANT
43ROUND TOOL MATERIALS ndash P-LINE
Inch
D
L
c
45deg
Submicron grades
D L Type description
Dia tol c[inch] [inch] [mm] ISO 286 [mm] CTS20D
18 1500 RGIC 18 - 150 +0-0008 h6 025
316 2000 RGIC 316 - 200 +0-0008 h6 040
14 2000 RGIC 14 - 200 +0-0009 h6 040
14 3000 RGIC 14 - 300 +0-0009 h6 040
516 2500 RGIC 516 - 250 +0-0009 h6 040
38 2500 RGIC 38 - 250 +0-0009 h6 040
38 3000 RGIC 38 - 300 +0-0009 h6 040
12 3000 RGIC 12 - 300 +0-0011 h6 080
12 4000 RGIC 12 - 400 +0-0011 h6 080
58 3500 RGIC 58 - 350 +0-0011 h6 080
34 4000 RGIC 34 - 400 +0-0013 h6 080
1 4000 RGIC 1 - 400 +0-0013 h6 080
1 6000 RGIC 1 - 600 +0-0013 h6 080
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
END MILL BLANKS INCH
ROUND TOOL MATERIALS ndash P-LINE44
In addition to their geometrical precision thanks to a special grinding surface our drill blanks are also notable for the improved pull-out resistance of the tool shank The shank end corresponds to DIN 69090-3 and therefore complies with the standard for cutting tools which are suitable for MQLOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZITDetailed technical data for our drill blanks can be found in the lsquoInformationrsquo section
Drill blanks
45ROUND TOOL MATERIALS ndash P-LINE
3xD 5xD with through-coolant
cD1
d 1
D L
45deg
Drill blanks
xD factor
D L Type description
Dia tol Nominal pitch c D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] [mm] CTS20D
3 600 63 40GB2 06001907225-063 +0-0005 h5 2250 400 095 190 070
3 600 63 46GB2 06001605180-063 +0-0005 h5 1800 463 095 160 050
3 600 67 30GB2 06002708327-067 +0-0005 h5 3270 300 095 270 080
3 600 67 33GB2 06002209290-067 +0-0005 h5 2900 330 095 220 090
3 800 80 30GB2 08003410435-080 +0-0006 h5 4350 300 125 340 100
3 1000 90 30GB2 10004813544-090 +0-0006 h5 5440 300 135 480 130
3 1200 103 30GB2 12006317653-103 +0-0008 h5 6530 300 175 630 170
3 1400 108 30GB2 14006718762-108 +0-0008 h5 7620 300 195 670 180
3 1600 116 30GB2 16008020871-116 +0-0008 h5 8710 300 245 800 200
3 1800 124 30GB2 18009023980-124 +0-0008 h5 9800 300 275 900 230
3 2000 132 30GB2 2000100251088-132 +0-0009 h5 10880 300 325 1000 250
5 600 67 46GB2 06001605180-067 +0-0005 h5 1800 463 095 160 050
5 600 67 40GB2 06001907225-067 +0-0005 h5 2250 400 095 190 070
5 600 75 33GB2 06002209290-075 +0-0005 h5 2900 330 095 220 090
5 600 75 40GB2 06001907225-075 +0-0005 h5 2250 400 095 190 070
5 600 83 30GB2 06002708327-083 +0-0005 h5 3270 300 095 270 080
5 800 92 30GB2 08003410435-092 +0-0006 h5 4350 300 125 340 100
5 1000 104 30GB2 10004813544-104 +0-0006 h5 5440 300 135 480 130
5 1200 119 30GB2 12006317653-119 +0-0008 h5 6530 300 175 630 170
5 1400 125 30GB2 14006718762-125 +0-0008 h5 7620 300 195 670 180
5 1600 134 30GB2 16008020871-134 +0-0008 h5 8710 300 245 800 200
5 1800 144 30GB2 18009023980-144 +0-0008 h5 9800 300 275 900 230
5 2000 154 30GB2 2000100251088-154 +0-0009 h5 10880 300 325 1000 250
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
DRILL BLANKS 3XDndash12XD WITH THROUGH-COOLANT
ROUND TOOL MATERIALS ndash P-LINE46
8xD 12xD with through-coolant
cD1
d 1
D L
45deg
Drill blanks
xD factor
D L Type description
Dia tol Nominal pitch c D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] [mm] CTS20D
8 600 73 46GB2 06001605180-073 +0-0005 h5 1800 463 095 160 050
8 600 73 40GB2 06001907225-073 +0-0005 h5 2250 400 095 190 070
8 600 82 33GB2 06002209290-082 +0-0005 h5 2900 330 095 220 090
8 600 82 40GB2 06001907225-082 +0-0005 h5 2250 400 095 190 070
8 600 96 30GB2 06002708327-096 +0-0005 h5 3270 300 095 270 080
8 800 115 30GB2 08003410435-115 +0-0006 h5 4350 300 125 340 100
8 1000 143 30GB2 10004813544-143 +0-0006 h5 5440 300 135 480 130
8 1200 163 30GB2 12006317653-163 +0-0008 h5 6530 300 175 630 170
8 1400 179 30GB2 14006718762-179 +0-0008 h5 7620 300 195 670 180
8 1600 204 30GB2 16008020871-204 +0-0008 h5 8710 300 245 800 200
8 1800 223 30GB2 18009023980-223 +0-0008 h5 9800 300 275 900 230
8 2000 244 30GB2 2000100251088-244 +0-0009 h5 10880 300 325 1000 250
12 600 93 40GB2 06001907225-093 +0-0005 h5 2250 400 095 190 070
12 600 93 46GB2 06001605180-093 +0-0005 h5 1800 463 095 160 050
12 600 103 40GB2 06001907225-103 +0-0005 h5 2250 400 095 190 070
12 600 103 33GB2 06002209290-103 +0-0005 h5 2900 330 095 220 090
12 600 117 30GB2 06002708327-117 +0-0005 h5 3270 300 095 270 080
12 800 147 30GB2 08003410435-147 +0-0006 h5 4350 300 125 340 100
12 1000 163 30GB2 10004813544-163 +0-0006 h5 5440 300 135 480 130
12 1200 205 30GB2 12006317653-205 +0-0008 h5 6530 300 175 630 170
12 1400 231 30GB2 14006718762-231 +0-0008 h5 7620 300 195 670 180
12 1600 261 30GB2 16008020871-261 +0-0008 h5 8710 300 245 800 200
12 1800 286 30GB2 18009023980-286 +0-0008 h5 9800 300 275 900 230
12 2000 311 30GB2 2000100251088-311 +0-0009 h5 10880 300 325 1000 250
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
DRILL BLANKS 3XDndash12XD WITH THROUGH-COOLANT
47ROUND TOOL MATERIALS ndash P-LINE
For micro-drills with through-coolant
D1
Dd1
L
STG
d 2
l2
c
Blanks for micro-drills
D L Type description
Dia tol Nominal pitch c D1 d1 d2 l2[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] [mm] [mm] [mm] CTS20D
300 55 71G2 030002900532-055 +0-0004 h5 320 712 020 029 005 070 25
300 60 67G2 030003700740-060 +0-0004 h5 400 670 020 037 007 090 25
300 65 62G2 030004701050-065 +0-0004 h5 500 621 020 047 010 120 25
300 75 58G2 030006001360-075 +0-0004 h5 600 575 020 060 013 150 25
300 85 53G2 030007501672-085 +0-0004 h5 720 526 020 075 016 170 25
300 95 46G2 030009002090-095 +0-0004 h5 900 463 020 090 020
300 105 42G2 0300105025106-105 +0-0004 h5 1060 416 020 105 025
300 120 37G2 0300125030125-120 +0-0004 h5 1250 370 020 125 030
300 140 33G2 0300150035145-140 +0-0004 h5 1450 330 020 150 035
400 55 76G2 040002900532-055 +0-0005 h5 320 757 030 029 005 070 25
400 60 72G2 040003700740-060 +0-0005 h5 400 723 030 037 007 090 25
400 65 68G2 040004701050-065 +0-0005 h5 500 683 030 047 010 120 25
400 75 64G2 040006001360-075 +0-0005 h5 600 645 030 060 013 150 25
400 85 60G2 040007501672-085 +0-0005 h5 720 602 030 075 016 200 25
400 95 54G2 040009002090-095 +0-0005 h5 900 544 030 090 020 250 25
400 105 50G2 0400105025106-105 +0-0005 h5 1060 499 030 105 025
400 120 46G2 0400125030120-120 +0-0005 h5 1200 463 030 125 030
400 140 38G2 0400150035162-140 +0-0004 h5 1620 378 030 150 035
400 160 35G2 0400170040180-160 +0-0004 h5 1800 349 030 170 040
400 180 30G2 0400200045218-180 +0-0004 h5 2180 300 030 200 045
with power chamber without power chamber
STG
d 2
l2 STG
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
DRILL BLANKS FOR MICRO-DRILLS WITH THROUGH-COOLANT
ROUND TOOL MATERIALS ndash P-LINE48
Our range of sintered and ground rods with helical coolant holes supports the production of drills in a diameter range from 3 mm to 35 mmOur rods with helical coolant holes are available in the proven CTS20D grade for the universal machining of steel stainless steel or heat-resistant alloys and now also in CTS12D and the new high-performance grade CTS24Z for the machining of difficult materials like titanium or Inconel Having virtually the same hardness CTS24Z is even tougher than our proven CTS18D and CTS20D grades This extreme toughness offers maximum protection against breakage and ensures consistent performance of your toolsOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our rods with helical coolant holes can be found in the lsquoInformationrsquo section
Rods with helical coolant holes
49ROUND TOOL MATERIALS ndash P-LINE
As sintered
d1
D1
DL
With two coolant holes le 22deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS12D CTS20D
630 415 22R2 06301906469-415 4690 219 190 060
630 330 15R2 063026077035-330 7035 150 260 070
630 415 15R2 063026077035-415 7035 150 260 070
830 415 20R2 083033107034-415 7034 197 330 100
830 330 15R2 083036125938-330 9380 150 360 125
830 415 15R2 083036125938-415 9380 150 360 125
1030 415 19R2 10304401209380-415 9380 185 440 120
1030 330 15R2 103048014011725-330 11725 150 480 140
1030 415 15R2 103048014011725-415 11725 150 480 140
1230 415 18R2 123054015011725-415 11725 178 540 150
1230 330 15R2 123062515514070-330 14070 150 625 155
1230 415 15R2 123062515514070-415 14070 150 625 155
1430 330 15R2 143067019016414-330 16414 150 670 190
1430 415 15R2 143067019016414-415 16414 150 670 190
1630 330 15R2 16308021018759-330 18759 150 800 210
1830 330 15R2 183090232110-330 21100 150 900 230
2030 330 15R2 203010025023449-330 23449 150 1000 250
2230 330 15R2 22301202525794-330 25794 150 1200 250
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE50
As sintered
d1
D1
DL
With two coolant holes 23deg ndash 49deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS12D CTS20D CTS24Z
330 330 40R2 033003015112-330 1120 401 030 015
330 330 49R2 033005502082-330 820 490 055 020
330 330 39R2 033008023115-330 1150 393 080 023
330 330 34R2 033011035140-330 1400 340 110 035
330 330 30R2 0330140351632-330 1632 300 140 035
430 330 46R2 04301003120-330 1200 463 100 030
430 330 38R2 043012035162-330 1620 378 120 035
430 330 35R2 043016045180-330 1800 349 160 045
430 330 30R2 043021045218-330 2180 300 210 045
530 330 33R2 05302206245-330 2450 327 220 060
630 330 46R2 06301605180-330 1800 463 160 050
630 330 40R2 06301907225-330 2250 400 190 070
630 330 30R2 06302009327-330 3270 300 200 090
630 330 30R2 06302207327-330 3270 300 220 070
630 330 30R2 06302708327-330 3270 300 270 080
630 330 30R2 06303009327-330 3270 300 300 090
630 350 46R2 06301605180-350 1800 463 160 050
630 350 40R2 06301907225-350 2250 400 190 070
630 350 30R2 06302207327-350 3270 300 220 070
680 330 30R2 06802708354-330 3540 280 270 080
680 330 30R2 06803309354-330 3540 280 330 090
730 330 30R2 07303510381-330 3810 300 350 100
830 330 43R2 08302307272-330 2720 427 230 070
830 330 40R2 08302907300-330 3000 400 290 070
830 330 36R2 08303310350-330 3500 357 330 100
830 330 30R2 08303410435-330 4350 300 340 100
830 330 30R2 08304112435-330 4350 300 410 120
830 350 36R2 08303310350-350 3500 357 330 100
830 350 30R2 08303410435-350 4350 300 340 100
930 330 30R2 093043510490-330 4900 300 435 100
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
51ROUND TOOL MATERIALS ndash P-LINE
As sintered
d1
D1
DL
With two coolant holes 23deg ndash 49deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS12D CTS20D CTS24Z
980 330 30R2 09804813517-330 5170 287 480 130
1030 330 40R2 10302708370-330 3700 403 270 080
1030 330 34R2 10303911460-330 4600 343 390 110
1030 330 34R2 103044115460-330 4600 343 440 115
1030 330 30R2 10304813544-330 5440 300 480 130
1030 330 33R2 10305012490-330 4900 327 500 120
1130 330 40R2 11303208412-330 4120 400 320 080
1130 330 30R2 11305515599-330 5990 300 550 150
1180 330 30R2 11805515626-330 6260 289 550 150
1230 250 33R2 12305415570-250 5700 335 540 150
1230 250 30R2 12306317653-250 6530 300 630 170
1230 330 39R2 12303510463-330 4630 392 350 100
1230 330 40R2 12304009449-330 4490 400 400 090
1230 330 33R2 123050135570-330 5700 335 500 135
1230 330 33R2 12305415570-330 5700 335 540 150
1230 330 32R2 12306015599-330 5990 322 600 150
1230 330 30R2 12306317653-330 6530 300 630 170
1330 330 40R2 13304410487-330 4870 400 440 100
1330 330 30R2 13306516707-330 7070 300 650 160
1430 330 40R2 14304613524-330 5240 400 460 130
1430 330 34R2 14306016650-330 6500 341 600 160
1430 330 30R2 14306718762-330 7620 300 670 180
1430 330 30R2 14307020762-330 7620 300 700 200
1430 330 30R2 14307620762-330 7620 300 760 200
1530 330 30R2 15307620816-330 8160 300 760 200
1630 280 30R2 16308020871-280 8710 300 800 200
1630 330 40R2 16305512599-330 5990 400 550 120
1630 330 35R2 16307020730-330 7300 346 700 200
1630 330 30R2 16308020871-330 8710 300 800 200
1630 330 32R2 16308420816-330 8160 316 840 200
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE52
As sintered
d1
D1
DL
With two coolant holes 23deg ndash 49deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS12D CTS20D CTS24Z
1630 330 30R2 16308625871-330 8710 300 860 250
1730 330 40R2 173057513636-330 6360 400 575 130
1730 330 30R2 17308925925-330 9250 300 890 250
1830 330 40R2 18305616680-330 6800 397 560 160
1830 330 40R2 18306317680-330 6800 397 630 170
1830 330 35R2 183077522820-330 8200 346 775 220
1830 330 30R2 18309327980-330 9800 300 930 270
1980 330 30R2 198096241061-330 10610 294 960 240
2030 330 37R2 20306517843-330 8430 367 650 170
2030 330 40R2 20307115749-330 7490 400 710 150
2030 330 30R2 2030100251088-330 10880 300 1000 250
2030 330 30R2 2030107321088-330 10880 300 1070 320
2130 330 30R2 21301065201142-330 11420 300 1065 200
2130 330 30R2 2130115321142-330 11420 300 1150 320
2230 330 40R2 22307717824-330 8240 400 770 170
2230 330 33R2 22301002501080-330 10800 326 1000 250
2230 330 30R2 2230113201197-330 11970 300 1130 200
2230 330 30R2 2230115341197-330 11970 300 1150 340
2530 330 40R2 253077175936-330 9360 400 770 175
2530 330 33R2 2530120321190-330 11900 330 1200 320
2830 330 39R2 283090201077-330 10770 392 900 200
2830 330 29R2 2830148251590-330 15900 290 1480 250
3030 330 39R2 3030100201160-330 11600 391 1000 200
3030 330 29R2 3030160251720-330 17200 287 1600 250
3230 330 40R2 3230110201198-330 11980 400 1100 200
3230 330 29R2 3230170301778-330 17780 295 1700 300
3530 330 30R2 3530180301895-330 18950 300 1800 300
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
53ROUND TOOL MATERIALS ndash P-LINE
As sintered
d1
D1
DL
With two coolant holes extra-long 23deg ndash 49deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS20D
630 430 46R2 06301605180-430 1800 463 160 050
630 430 40R2 06301907225-430 2250 400 190 070
630 430 30R2 06302207327-430 3270 300 220 070
630 430 30R2 06303009327-430 3270 300 300 090
830 430 30R2 08303410435-430 4350 300 340 100
1030 430 30R2 10304813544-430 5440 300 480 130
1030 530 30R2 10304813544-530 5440 300 480 130
1230 430 30R2 12306317653-430 6530 300 630 170
1230 530 30R2 12306317653-530 6530 300 630 170
1430 430 30R2 14306718762-430 7620 300 670 180
1430 530 30R2 14306718762-530 7620 300 670 180
1630 430 30R2 16308020871-430 8710 300 800 200
1630 530 30R2 16308020871-530 8710 300 800 200
1830 530 30R2 18309327980-530 9800 300 930 270
1830 430 30R2 18309327980-430 9800 300 930 270
2030 430 30R2 2030100251088-430 10880 300 1000 250
2030 530 30R2 2030100251088-530 10880 300 1000 250
2530 530 33R2 2530120321190-530 11900 334 1200 320
2530 430 33R2 2530120321190-430 11900 334 1200 320
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE54
As sintered
d1
D1
DL
With two coolant holes ge 50deg
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS20D
1030 330 50R2 10302307260-330 2600 504 230 070
1230 330 51R2 12302307301-330 3010 514 230 070
1330 330 50R2 13302607340-330 3400 502 260 070
1630 330 50R2 16303710420-330 4200 501 370 100
2030 330 50R2 20304412527-330 5270 500 440 120
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
55ROUND TOOL MATERIALS ndash P-LINE
As sintered
D
D1
Ld1
With three coolant holes
D L Type description
Nominal pitch D1 d1
[mm] [mm] [mm] [deg] [mm] [mm] CTS20D
630 330 30R3 06303006327-330 3270 312 300 060
830 330 40R3 08302907300-330 3000 400 290 070
830 330 30R3 083040075435-330 4350 300 400 075
1030 330 40R3 103035075370-330 3700 403 350 075
1030 330 30R3 10304910544-330 5440 300 490 100
1230 330 40R3 12304009449-330 4490 400 400 090
1230 330 30R3 12306011653-330 6530 300 600 110
1430 330 40R3 143046512524-330 5240 400 465 120
1430 330 30R3 14307113762-330 7620 300 710 130
1630 330 40R3 16305512599-330 5990 400 550 120
1630 330 30R3 16308315870-330 8700 300 830 150
1830 330 40R3 183062515674-330 6740 400 625 150
1830 330 30R3 18309617980-330 9800 300 960 170
2030 330 40R3 20307115749-330 7490 400 710 150
2030 330 30R3 2030104201088-330 10880 300 1040 200
2230 330 40R3 22307717824-330 8240 400 770 170
2230 330 30R3 2230107201197-330 11970 300 1070 200
2530 330 40R3 25308117936-330 9360 400 810 170
2530 330 33R3 2530115221190-330 11900 334 1150 220
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE56
As sintered
D1
D2
DL
d 2d 1
With four coolant holes
D L Type description
Nominal pitch D1 d1 D2 d2
[mm] [mm] [mm] [deg] [mm] [mm] [mm] [mm] CTS20D
830 330 33R4 08301939040838-330 3810 334 190 040 390 080
830 330 30R4 083022450450944-330 4350 297 220 045 450 090
1030 330 33R4 10302551051049-330 4900 327 250 050 510 100
1030 330 30R4 10302857061154-330 5440 300 280 060 570 110
1230 330 32R4 12303163071260-330 5990 322 310 070 630 120
1230 330 30R4 12303469071465-330 6530 300 340 070 690 140
1430 330 32R4 14303675081570-330 7070 319 360 080 750 150
1430 330 30R4 14303981081676-330 7620 300 390 080 810 160
1630 330 30R4 16304490091887-330 8710 300 440 090 900 180
1830 330 30R4 183050102102098-330 9800 300 500 100 1020 200
2030 330 30R4 203561141223109-330 10880 300 560 120 1140 230
2230 330 30R4 223611261225120-330 11970 300 610 120 1260 250
2530 330 29R4 253691411428139-330 13930 294 690 140 1410 280
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES AS SINTERED
57ROUND TOOL MATERIALS ndash P-LINE
Ground
DLd1
D1
With two coolant holes le 22deg
D L Type description
Dia tol Nominal pitch D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] CTS20D
600 330 15G2 060026077035-330 +0-0008 h6 7035 150 260 070
800 330 15G2 080036125938-330 +0-0009 h6 9380 150 360 125
1000 330 15G2 100048014011725-330 +0-0009 h6 11725 150 480 140
1200 330 15G2 120062515514070-330 +0-0011 h6 14070 150 625 155
1400 330 15G2 140067019016414-330 +0-0011 h6 16414 150 670 190
1600 330 15G2 16008021018759-330 +0-0011 h6 18759 150 800 210
1800 330 15G2 180090232110-330 +0-0011 h6 21100 150 900 230
2000 330 15G2 200010025023449-330 +0-0013 h6 23449 150 1000 250
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES GROUND
ROUND TOOL MATERIALS ndash P-LINE58
Ground
DLd1
D1
With two coolant holes 23deg ndash 49deg
D L Type description
Dia tol Nominal pitch D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] CTS20D
600 330 40G2 06001907225-330 +0-0008 h6 2250 400 190 070
600 330 30G2 06003009327-330 +0-0008 h6 3270 300 300 090
800 330 43G2 08002307272-330 +0-0009 h6 2720 427 230 070
800 330 30G2 08003410435-330 +0-0009 h6 4350 300 340 100
1000 330 40G2 10002708370-330 +0-0009 h6 3700 400 270 080
1000 330 30G2 10004813544-330 +0-0009 h6 5440 300 480 130
1200 330 39G2 12003510463-330 +0-0011 h6 4630 390 350 100
1200 330 30G2 12006317653-330 +0-0011 h6 6530 300 630 170
1400 330 40G2 14004613524-330 +0-0011 h6 5240 400 460 130
1400 330 30G2 14006718762-330 +0-0011 h6 7620 300 670 180
1600 330 40G2 16005512599-330 +0-0011 h6 5990 400 550 120
1600 330 30G2 16008020871-330 +0-0011 h6 8710 300 800 200
1800 330 40G2 18006317680-330 +0-0011 h6 6800 397 630 170
1800 330 30G2 18009327980-330 +0-0011 h6 9800 300 930 270
2000 330 40G2 20007115749-330 +0-0013 h6 7490 400 710 150
2000 330 30G2 2000100251088-330 +0-0013 h6 10880 300 1000 250
2500 330 40G2 250077175936-330 +0-0013 h6 9360 400 770 175
2500 330 33G2 2500120321190-330 +0-0013 h6 11900 334 120 320
3200 330 40G2 3200110201198-330 +0-0016 h6 11980 400 1100 200
3200 330 29G2 3200170301778-330 +0-0016 h6 17780 295 1700 300
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES GROUND
59ROUND TOOL MATERIALS ndash P-LINE
Ground
D
D1
Ld1
With three coolant holes
D L Type description
Dia tol Nominal pitch D1 d1
[mm] [mm] [mm] ISO 286 [mm] [deg] [mm] [mm] CTS20D
600 330 30G3 06003006327-330 +0-0008 h6 3270 300 300 060
800 330 30G3 080040075435-330 +0-0009 h6 4350 300 400 075
1000 330 30G3 10004910544-330 +0-0009 h6 5440 300 490 100
1200 330 30G3 12006011653-330 +0-0011 h6 6530 300 600 110
1400 330 30G3 14007113762-330 +0-0011 h6 7620 300 710 130
1600 330 30G3 16008315870-330 +0-0011 h6 8700 300 830 150
1800 330 30G3 18009617980-330 +0-0011 h6 9800 300 960 170
2000 330 30G3 2000104201088-330 +0-0013 h6 10880 300 1040 200
2500 330 33G3 2500115221190-330 +0-0013 h6 11900 330 1150 220
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH HELICAL COOLANT HOLES GROUND
ROUND TOOL MATERIALS ndash P-LINE60
Our standard range includes sintered and ground rods with one central or two straight coolant holes In addition to our established carbide grades we offer a selection of dimensions in the cermet grade CTF28T which has been specially developed for the finish machining of steelOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our rods with straight coolant holes can be found in the lsquoInformationrsquo section
Rods with straight coolant holes
61ROUND TOOL MATERIALS ndash P-LINE
As sintered
d1
D
L
With central coolant hole ultra-fine grades
D L Type description
d1
[mm] [mm] [mm] TSF44
645 330 00R1 064510-330 100
855 330 00R1 085513-330 130
1055 330 00R1 105513-330 130
1055 330 00R1 105520-330 200
1255 330 00R1 125520-330 200
1470 330 00R1 147020-330 200
1670 330 00R1 167020-330 200
2070 330 00R1 207030-330 300
As sintered
d1
D
L
With central coolant hole submicron grades
D L Type description
d1
[mm] [mm] [mm] CTS15D CTS20D
495 330 00R1 049506-330 060
630 330 00R1 063010-330 100
645 330 00R1 064510-330 100
830 330 00R1 083013-330 130
855 330 00R1 085513-330 130
855 330 00R1 085520-330 200
1030 330 00R1 103020-330 200
1055 330 00R1 105513-330 130
1055 330 00R1 105520-330 200
1130 330 00R1 113020-330 200
1230 330 00R1 123020-330 200
1255 330 00R1 125520-330 200
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE62
As sintered
d1
D
L
With central coolant hole submicron grades
D L Type description
d1
[mm] [mm] [mm] CTS15D CTS20D
1330 330 00R1 133020-330 200
1430 330 00R1 143020-330 200
1470 330 00R1 147020-330 200
1630 330 00R1 163020-330 200
1670 330 00R1 167020-330 200
1830 330 00R1 183030-330 300
1870 330 00R1 187030-330 300
2030 330 00R1 203030-330 300
2070 330 00R1 207030-330 300
2530 330 00R1 253030-330 300
2830 330 00R1 283040-330 400
3030 330 00R1 303050-330 500
3230 330 00R1 323050-330 500
As sintered
d1
D
L
With central coolant hole cermet
D L Type description
d1
[mm] [mm] [mm] CTF28T
645 330 00R1 064510-330 100
855 330 00R1 085513-330 130
1055 330 00R1 105520-330 200
1255 330 00R1 125520-330 200
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
63ROUND TOOL MATERIALS ndash P-LINE
As sintered
D1
D
Ld1
With two straight coolant holes submicron grades
D L Type description
D1 d1
[mm] [mm] [mm] [mm] CTS15D CTS20D
330 330 00R2 0330110425-330 110 043
420 330 00R2 042011045-330 110 045
520 330 00R2 05202009-330 200 090
620 330 00R2 06201105-330 110 050
620 330 00R2 06201509-330 150 090
620 330 00R2 06201706-330 170 060
620 330 00R2 06202009-330 200 090
620 330 00R2 06202309-330 230 090
620 330 00R2 06202609-330 260 090
620 330 00R2 06203012-330 300 120
720 330 00R2 07202009-330 200 090
720 330 00R2 07203009-330 300 090
820 330 00R2 08202009-330 200 090
820 330 00R2 08202609-330 260 090
820 330 00R2 08202612-330 260 120
820 330 00R2 08203410-330 340 100
820 330 00R2 08203515-330 350 150
820 330 00R2 08204009-330 400 090
920 330 00R2 09202612-330 260 120
920 330 00R2 09203515-330 350 150
920 330 00R2 09203812-330 380 120
920 330 00R2 09204013-330 400 130
1020 330 00R2 10202010-330 200 100
1020 330 00R2 10202612-330 260 120
1020 330 00R2 10202810-330 280 100
1020 330 00R2 10203515-330 350 150
1020 330 00R2 10204214-330 420 140
1020 330 00R2 10205012-330 500 120
1020 330 00R2 10205214-330 520 140
1220 330 00R2 12202612-330 260 120
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE64
As sintered
D1
D
Ld1
With two straight coolant holes submicron grades
D L Type description
D1 d1
[mm] [mm] [mm] [mm] CTS15D CTS20D
1220 330 00R2 12203515-330 350 150
1220 330 00R2 12204815-330 480 150
1220 330 00R2 12205020-330 500 200
1220 330 00R2 12206015-330 600 150
1320 330 00R2 13205420-330 540 200
1420 330 00R2 14203515-330 350 150
1420 330 00R2 14205020-330 500 200
1420 330 00R2 14205017-330 500 170
1420 330 00R2 14205820-330 580 200
1420 330 00R2 14207020-330 700 200
1520 330 00R2 15205020-330 500 200
1620 330 00R2 16203515-330 350 150
1620 330 00R2 16205015-330 500 150
1620 330 00R2 16205020-330 500 200
1620 400 00R2 16206220-400 620 200
1620 330 00R2 16206625-330 660 250
1620 330 00R2 16208020-330 800 200
1620 415 00R2 16208020-415 800 200
1820 330 00R2 18205020-330 500 200
1820 330 00R2 18206020-330 600 200
1820 330 00R2 18207525-330 750 250
1820 330 00R2 18209020-330 900 200
1920 330 00R2 19207925-330 790 250
2020 330 00R2 20203515-330 350 150
2020 330 00R2 20206020-330 600 200
2020 330 00R2 20206220-330 620 200
2020 330 00R2 20208225-330 820 250
2020 330 00R2 202010025-330 1000 250
2120 330 00R2 21207023-330 700 230
2220 330 00R2 22207023-330 700 230
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
65ROUND TOOL MATERIALS ndash P-LINE
As sintered
D1
D
Ld1
With two straight coolant holes submicron grades
D L Type description
D1 d1
[mm] [mm] [mm] [mm] CTS15D CTS20D
2220 330 00R2 222010530-330 1050 300
2530 330 00R2 25306220-330 620 200
2530 330 00R2 25308020-330 800 200
2530 330 00R2 253010025-330 1000 250
2530 330 00R2 253012030-330 1200 300
2630 330 00R2 26307520-330 750 200
2630 330 00R2 263012030-330 1200 300
2830 330 00R2 283013030-330 1300 300
3030 330 00R2 303013030-330 1300 300
3230 330 00R2 32309022-330 900 220
3230 330 00R2 323013830-330 1380 300
3430 330 00R2 343013830-330 1380 300
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES AS SINTERED
ROUND TOOL MATERIALS ndash P-LINE66
Ground
DLd1
With central coolant hole submicron grades
D L Type description
Dia tol d1
[mm] [mm] [mm] ISO 286 [mm] CTS15D
600 330 00G1 060010-330 +0-0008 h6 100
800 330 00G1 080013-330 +0-0009 h6 130
1000 330 00G1 100020-330 +0-0009 h6 200
1200 330 00G1 120020-330 +0-0011 h6 200
1400 330 00G1 140020-330 +0-0011 h6 200
1600 330 00G1 160020-330 +0-0011 h6 200
1600 330 00G1 160030-330 +0-0011 h6 300
2000 330 00G1 200030-330 +0-0013 h6 300
2500 330 00G1 250030-330 +0-0013 h6 300
3200 330 00G1 320050-330 +0-0016 h6 500
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES GROUND
67ROUND TOOL MATERIALS ndash P-LINE
Ground
D1
D
Ld1
With two coolant holes submicron grades
D L Type description
Dia tol D1 d1
[mm] [mm] [mm] ISO 286 [mm] [mm] CTS15D
600 330 00G2 06001509-330 +0-0008 h6 150 090
600 330 00G2 06003012-330 +0-0008 h6 300 120
800 330 00G2 08002009-330 +0-0009 h6 200 090
800 330 00G2 08004009-330 +0-0009 h6 400 090
1000 330 00G2 10002810-330 +0-0009 h6 280 100
1000 330 00G2 10005214-330 +0-0009 h6 520 140
1200 330 00G2 12003515-330 +0-0011 h6 350 150
1200 330 00G2 12006015-330 +0-0011 h6 600 150
1400 330 00G2 14005017-330 +0-0011 h6 500 170
1400 330 00G2 14007020-330 +0-0011 h6 700 200
1600 330 00G2 16005015-330 +0-0011 h6 500 150
1600 330 00G2 16008020-330 +0-0011 h6 800 200
1800 330 00G2 18006020-330 +0-0011 h6 600 200
1800 330 00G2 18009020-330 +0-0011 h6 900 200
2000 330 00G2 20006220-330 +0-0013 h6 620 200
2000 330 00G2 200010025-330 +0-0013 h6 1000 250
2500 330 00G2 25006220-330 +0-0013 h6 620 200
2500 330 00G2 25008020-330 +0-0013 h6 800 200
2500 330 00G2 250012030-330 +0-0013 h6 1200 300
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
RODS WITH STRAIGHT COOLANT HOLES GROUND
ROUND TOOL MATERIALS ndash P-LINE68
We offer a complete stock range of rods and tips for the production of solid carbide or brazed gun drills These include rods with a kidney-shaped coolant hole profiled rods with one or two coolant holes and profiled tips with two cool-ant holes Our blanks for gun drills are available in the proven CTS20D grade for the uni-versal machining of steel stainless steel or heat-resistant alloys some dimen-sions can also be ordered in grade CTF12E a fine-grain grade specifically for gun drills with an optimised balance between hardness and toughnessOf course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our gun drill blanks can be found in the lsquoInformationrsquo section
Blanks for gun drills
69ROUND TOOL MATERIALS ndash P-LINE
Rods
D
L
Rods with kidney-shaped coolant holes submicron grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTS20D
240 310 GDRK 0240-310 plusmn015
260 310 GDRK 0260-310 plusmn015
290 310 GDRK 0290-310 plusmn015
315 310 GDRK 0315-310 plusmn015
345 310 GDRK 0345-310 plusmn015
350 310 GDRK 0350-310 plusmn015
390 310 GDRK 0390-310 plusmn015
440 310 GDRK 0440-310 plusmn015
490 310 GDRK 0490-310 plusmn015
550 310 GDRK 0550-310 plusmn015
600 310 GDRK 0600-310 plusmn015
650 310 GDRK 0650-310 plusmn015
710 310 GDRK 0710-310 plusmn015
760 310 GDRK 0760-310 plusmn015
810 310 GDRK 0810-310 plusmn015
830 310 GDRK 0830-310 plusmn015
870 310 GDRK 0870-310 plusmn015
920 310 GDRK 0920-310 plusmn015
1060 310 GDRK 1060-310 plusmn015
1130 310 GDRK 1130-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
ROUND TOOL MATERIALS ndash P-LINE70
Rods
D
L
Rods with kidney-shaped coolant hole fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
240 310 GDRK 0240-310 plusmn015
260 310 GDRK 0260-310 plusmn015
290 310 GDRK 0290-310 plusmn015
315 310 GDRK 0315-310 plusmn015
345 310 GDRK 0345-310 plusmn015
350 310 GDRK 0350-310 plusmn015
390 310 GDRK 0390-310 plusmn015
440 310 GDRK 0440-310 plusmn015
490 310 GDRK 0490-310 plusmn015
550 310 GDRK 0550-310 plusmn015
600 310 GDRK 0600-310 plusmn015
650 310 GDRK 0650-310 plusmn015
710 310 GDRK 0710-310 plusmn015
760 310 GDRK 0760-310 plusmn015
810 310 GDRK 0810-310 plusmn015
830 310 GDRK 0830-310 plusmn015
870 310 GDRK 0870-310 plusmn015
920 310 GDRK 0920-310 plusmn015
1060 310 GDRK 1060-310 plusmn015
1130 310 GDRK 1130-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
71ROUND TOOL MATERIALS ndash P-LINE
Rods
120deg
D
L
Profiled rods with kidney-shaped coolant hole 120deg submicron grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTS20D
240 310 GDVK 0240-310 plusmn015
260 310 GDVK 0260-310 plusmn015
290 310 GDVK 0290-310 plusmn015
315 310 GDVK 0315-310 plusmn015
345 310 GDVK 0345-310 plusmn015
390 310 GDVK 0390-310 plusmn015
440 310 GDVK 0440-310 plusmn015
490 310 GDVK 0490-310 plusmn015
550 310 GDVK 0550-310 plusmn015
600 310 GDVK 0600-310 plusmn015
650 310 GDVK 0650-310 plusmn015
710 310 GDVK 0710-310 plusmn015
760 310 GDVK 0760-310 plusmn015
810 310 GDVK 0810-310 plusmn015
870 310 GDVK 0870-310 plusmn015
920 310 GDVK 0920-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
ROUND TOOL MATERIALS ndash P-LINE72
Rods
120deg
D
L
Profiled rods with kidney-shaped coolant hole 120deg fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
240 310 GDVK 0240-310 plusmn015
260 310 GDVK 0260-310 plusmn015
290 310 GDVK 0290-310 plusmn015
315 310 GDVK 0315-310 plusmn015
345 310 GDVK 0345-310 plusmn015
390 310 GDVK 0390-310 plusmn015
440 310 GDVK 0440-310 plusmn015
490 310 GDVK 0490-310 plusmn015
550 310 GDVK 0550-310 plusmn015
600 310 GDVK 0600-310 plusmn015
650 310 GDVK 0650-310 plusmn015
710 310 GDVK 0710-310 plusmn015
760 310 GDVK 0760-310 plusmn015
810 310 GDVK 0810-310 plusmn015
870 310 GDVK 0870-310 plusmn015
920 310 GDVK 0920-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
73ROUND TOOL MATERIALS ndash P-LINE
Rods
115deg
D
L
Profiled rods with two coolant hole 115deg fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
1350 310 GDV2 1350115-310 plusmn020
1390 310 GDV2 1390115-310 plusmn020
1450 310 GDV2 1450115-310 plusmn020
1550 310 GDV2 1550115-310 plusmn020
1650 310 GDV2 1650115-310 plusmn020
1750 310 GDV2 1750115-310 plusmn020
1860 310 GDV2 1860115-310 plusmn020
1960 310 GDV2 1960115-310 plusmn025
2060 310 GDV2 2060115-310 plusmn025
2160 310 GDV2 2160115-310 plusmn025
ensp limitedenspstockensp ensp ensp stockenspitemensp ensp ensp newenspstockenspitemensp ensp Otherenspgradesenspandenspdimensionsenspuponensprequest
BLANKSenspFORenspGUNenspDRILLSenspenspRODS
ROUND TOOL MATERIALS ndash P-LINE74
Rods
120deg
D
L
Profiled rods with two coolant hole 120deg fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
550 310 GDV2 0550-310 plusmn015
600 310 GDV2 0600-310 plusmn015
650 310 GDV2 0650-310 plusmn015
710 310 GDV2 0710-310 plusmn015
760 310 GDV2 0760-310 plusmn015
810 310 GDV2 0810-310 plusmn015
870 310 GDV2 0870-310 plusmn015
920 310 GDV2 0920-310 plusmn015
970 310 GDV2 0970-310 plusmn015
1080 310 GDV2 1080-310 plusmn015
1130 310 GDV2 1130-310 plusmn015
1180 310 GDV2 1180-310 plusmn015
1230 310 GDV2 1230-310 plusmn015
1280 310 GDV2 1280-310 plusmn015
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS RODS
75ROUND TOOL MATERIALS ndash P-LINE
Tips
115deg
L
D
Profiled tips with two coolant holes 115deg fine grain grades
Technical drawings upon request
D L Type description
Dia tol[mm] [mm] [mm] CTF12E
1350 40 GDV2P 1350-040 plusmn020
1450 40 GDV2P 1450-040 plusmn020
1550 40 GDV2P 1550-040 plusmn020
1650 40 GDV2P 1650-040 plusmn020
1750 40 GDV2P 1750-040 plusmn020
1860 40 GDV2P 1860-040 plusmn025
1960 45 GDV2P 1960-045 plusmn025
2060 45 GDV2P 2060-045 plusmn025
2160 45 GDV2P 2160-045 plusmn025
2260 50 GDV2P 2260-050 plusmn025
2360 50 GDV2P 2360-050 plusmn025
2460 55 GDV2P 2460-055 plusmn025
2560 55 GDV2P 2560-055 plusmn025
2660 55 GDV2P 2660-055 plusmn025
2720 55 GDV2P 2720-055 plusmn025
2870 65 GDV2P 2870-065 plusmn025
3080 65 GDV2P 3080-065 plusmn025
3310 65 GDV2P 3310-065 plusmn025
3610 75 GDV2P 3610-075 plusmn025
3910 75 GDV2P 3910-075 plusmn025
4000 80 GDV2P 4000-080 plusmn030
4200 80 GDV2P 4200-080 plusmn030
4500 80 GDV2P 4500-080 plusmn030
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
BLANKS FOR GUN DRILLS TIPS
ROUND TOOL MATERIALS ndash P-LINE76
Our flat and square strips in the proven CTS20D grade and in a wide variety of dimensions are available directly from stock Our brazing tips are characterised by very good brazability and can be supplied upon request in the most com-mon DIN dimensions Our stock range includes DIN 8011 brazing tips in grade CTS12D as well as in the cermet grade CTF28T (especially suited to the finish machining of steel materials)Of course we can also produce carbide rods in other dimensions and grades to order ndash just get in touch with your contact person at CERATIZIT Detailed technical data for our flat and square strips can be found in the lsquoInfor-mationrsquo section
Flat and square strips brazing tips
77ROUND TOOL MATERIALS ndash P-LINE
Flat strips
S
L
H
Submicron grade
Type description
H S L[mm] [mm] [mm] CTS20D
FR 02300530-330 530 230 330
FR 02300630-330 630 230 330
FR 02300830-330 830 230 330
FR 02301030-330 1030 230 330
FR 02301630-330 1630 230 330
FR 03300430-330 430 330 330
FR 03300530-330 530 330 330
FR 03300630-330 630 330 330
FR 03300830-330 830 330 330
FR 03301030-330 1030 330 330
FR 03301230-330 1230 330 330
FR 03301630-330 1630 330 330
FR 03302030-330 2030 330 330
FR 04300630-330 630 430 330
FR 04300830-330 830 430 330
FR 04301030-330 1030 430 330
FR 04301330-330 1330 430 330
FR 04301630-330 1630 430 330
FR 04302030-330 2030 430 330
FR 05301030-330 1030 530 330
FR 05301330-330 1330 530 330
FR 06301030-330 1030 630 330
FR 06301330-330 1330 630 330
FR 08301230-330 1230 830 330
FR 08301630-330 1630 830 330
FR 10301630-330 1630 1030 330
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
FLAT AND SQUARE STRIPS BRAZING TIPS FLAT STRIPS
ROUND TOOL MATERIALS ndash P-LINE78
Square strips
S
LH
Submicron grade
Type description
H S L[mm] [mm] [mm] CTS20D
SR 0330-330 330 330 330
SR 0430-330 430 430 330
SR 0530-330 530 530 330
SR 0830-330 830 830 330
SR 1030-330 1030 1030 330
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
FLAT AND SQUARE STRIPS BRAZING TIPS SQUARE STRIPS
79ROUND TOOL MATERIALS ndash P-LINE
Brazing tips to DIN 8011
L
St
c
e
r
Form R
Type description
L e S r c t[mm] [mm] [mm] [mm] [mm] [mm] CTF28T CTS12D
DIN 8011 R 12 12 500 080 2500 080 200
DIN 8011 R 16 16 710 120 2500 100 250
DIN 8011 R 19 19 900 140 2500 100 300
DIN 8011 R 22 22 1120 180 2500 140 350
DIN 8011 R 25 25 1500 220 2500 140 400
DIN 8011 R 30 30 1800 280 2500 140 500
Brazing tips to DIN 8011
L
St
c
e
r
Form T
Type description
L e S r c t[mm] [mm] [mm] [mm] [mm] [mm] CTS12D
DIN 8011 T 12 12 450 120 1500 100 300
DIN 8011 T 16 16 750 160 1500 100 350
DIN 8011 T 19 19 750 200 2500 180 450
DIN 8011 T 22 22 950 250 2500 250 560
DIN 8011 T 25 25 1000 280 2500 300 800
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
FLAT AND SQUARE STRIPS BRAZING TIPS DIN 8011 BRAZING TIPS
ROUND TOOL MATERIALS ndash P-LINE80
Brazing tips to DIN 8011
L
St
c
e
r
Form U
Type description
L e S r c t[mm] [mm] [mm] [mm] [mm] [mm] CTS12D
DIN 8011 U 12 12 140 120 1500 100 560
DIN 8011 U 16 16 400 160 1500 100 670
DIN 8011 U 19 19 250 200 2500 180 800
DIN 8011 U 22 22 280 250 2500 250 1120
DIN 8011 U 25 25 400 280 2500 300 1400
emsp limitedemspstockemsp emsp emsp stockemspitememsp emsp emsp newemspstockemspitememsp emsp Otheremspgradesemspandemspdimensionsemspuponemsprequest
FLAT AND SQUARE STRIPS BRAZING TIPS DIN 8011 BRAZING TIPS
81ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE82
Special products
In addition to our standard programme we also offer individual solutions for our rods Thanks to our comprehensive manufacturing possibilities we can also implement your most demanding requirements Whether special coolant hole profiles large helix angles or other customised versions see for yourself and benefit from our expertiseIn our up-to-date grinding department we also produce semi-finished ground articles in high volumes as well as in small batches
83ROUND TOOL MATERIALS
Broad selection of diameters and grades starting at 040 mm eg for erosion electrodes up to 80 mm for special tools For semi-finished tools bigger than that we offer customised preforms
Solid carbide or coolant hole rods up to a metre in length are no problem for us Close tolerance production techniques of spiral through hole rod minimise the risk of grinding through into the coolant channels Using leading-edge technologies we are also able to deliver coolant hole rod with pre-formed flutes if required
Increasingly tool producers rely on prefabricated semi-finished products In this context we offer ground cut-to-lengths in a variety of versions For example steps tapers cones male or female centres ball noses chamfers recesses ground holes and many others
Thanks to our modern extrusion processes we can offer you a variety of coolant hole profiles
Available types
SPECIAL PRODUCTS AVAILABLE TYPES
ROUND TOOL MATERIALS ndash P-LINE84
Preforms
In addition to our comprehensive range of rods we also offer various types of preforms for rotary cutting tools The products include both blanks and semi-fin-ished tools for solid carbide and PCD tools exchangeable head systems and tool shanks Years of experience in the field of blank machining combined with a state-of-the-art production plant make it possible for us to produce the most complex near net shape geometries with short delivery times In particular for tool shanks and PCD tool bodies we have developed the new grade CTF25E which is ideal even for the most sophisticated tool versions with narrow shapes and critical transitions
85ROUND TOOL MATERIALS ndash P-LINE
Preformed seats for PCD inserts
Based on your drawings of blanks or finished parts we are able to produce outside diameters of up to approx 300 mm and lengths of approx 500 mm Ideally you should provide us with digital drawings or 3-D models (stp prthellip)
Straight and helical chip flutes
Ground shanks
External and internal thread
Coolant holes
As sintered male or female centres
emspDiameter as sintered up to around 500 mmemspLengths up to around 300 mm
Available types
PREFORMS AVAILABLE TYPES
ROUND TOOL MATERIALS ndash P-LINE86
Individually designed coolant exit holes can be formed into the blank
emspOutside and inside threadsemspMetric ISO threads as sintered tolerance class 8HemspUN threads as sinteredemspSpecial threads upon requestemspGround threads are possible upon request
emspFemale and male centresemspFemale centres to DIN 332emspAs sintered centres (form R preferred)emspUpon request ground version also available
emspUpon request ground version also available for example ground shank to h6
Our preformed chip flutes and insert seats with optimised machining allowance make it possible to save production costs thanks to reduced grinding times in tool production
Do not hesitate to contact us with questions about possible variations We will be pleased to help you design blanks for cost-efficient production of precision tools
emspAxial holes from Oslash 065 mmemspRadial exit holes from Oslash 05 mm and greateremspSmaller holes available depending on the depth and upon
request
PREFORMS AVAILABLE TYPES
87ROUND TOOL MATERIALS ndash P-LINE
[m ] [gcm3] HV30 HRA [MPa] [psi] [MPam frac12]
CTS12D K05 ndash K10 C-3 60 1480 1820 931 3600 522100 93CTS15D K10 ndash K30 C-3 75 1470 1750 928 3700 536000 95CTS20D K20 ndash K40 C-2 100 1438 1600 919 4000 580100 104
[m ] [gcm3] HV30 HRA [MPa] [psi] [MPam frac12]
CTF25E K30 ndash K40 C-2 125 1415 1300 895 3500 507600 150
Grades composition and properties
GradeDensity Hardness
US codeBinder
ISO code
Transverse rupture strength KIC (Shetty)
Submicron grade
An extensive stock of the most important grades makes short-est delivery times for customised blanks possible
Our CTF25E fine-grain grade has been specially designed for PCD tools and tool shanks
The coarser grain structure combined with higher cobalt con-tent provides this grade with increased resistance to break-age and excellent brazability
CTF25E vs CTS20D
Of course we also offer preforms in all other Round Tool Materials grades upon request
GradeDensity Hardness
US codeBinder
ISO code
Transverse rupture strength KIC (Shetty)
Fine grain grade
CTS20D CTF25E Grain size Cobalt content Additives Hardness Transverse rupture strength Fracture toughness KIC
submicron fine grain1001151600 HV304000 MPa104 MPam05
125121300 HV303500 MPa15 MPam05
CTS20D CTF25E
PREFORMS GRADES COMPOSITION AND PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE88
[mm]03
max deflection
Straightness
1
1000 1
1000 1
1000
1
1000
Min wall thicknesses and hole distancesgeemsp1emspmm
Wall thicknesses
min 1 mm
min 1 mm
Diameter steps
Different diameters dia stepsD1 ndash D2 ge1 mmD 1D
1
[mm] [mm] [plusmn]lt 20 055 plusmn015
gt 20 ndash 35 060 plusmn020gt 35 ndash 45 065 plusmn025gt 45 ndash 55 070 plusmn030gt 55 ndash 70 085 plusmn035
gt 70 ndash 100 090 plusmn040gt 100 ndash 150 100 plusmn050
Tolerance table for preforms
Diameters for preforms
Example of a finished diameter 22 mm with grinding allowance
Finished dimension Oslash 2200 mm Grinding allowance +060 mm Blank dimensions Oslash 2260 plusmn020 mm
Nominal Oslash
Blank tolerance incl grinding
allowance Sintering tolerance
Lengths for preforms
Example of a finished length 150 mm with grinding allowance
Finished dimension 150 mm Grinding allowance +115 mm Blank dimensions 15115 plusmn075 mm
Length
Blank tolerance incl grinding
allowance Sintering tolerance
[mm] [mm] [plusmn]
L 05 L + 04 plusmn05 L
For further information go to page 93
Specifications
PREFORMS SPECIFICATIONS
89ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE90
In this section you can find additional information on product labelling technical product specifications and carbide properties Specifications for preforms can be found at the end of the lsquoPreformsrsquo section
Information
91ROUND TOOL MATERIALS ndash P-LINE
Product labelling
Material short text
The material short text describes the article in terms of the most important geometrical specifications A guide to the designation system can be found in the catalogue on page 20
Pitch information(for rods with helical coolant holes) The pitch class and its average value are stated This value acts as the adjustment value for flute grinding More information on the pitch classification for rods with helical coolant holes can be found in the catalogue on page 92
RGMC 1000-073
CTS20D11769718
Mad
e in
Aus
tria
2659013
RGM
C 10
00-0
73
CTS2
0D
10
10
30G2 10004813544-330
CTS20D11793406
Mad
e in
Aus
tria
2650868 30G
2 10
004
81
35
44-
330
CTS2
0D
100
Blaublue 52930 mm
Blau
blu
e 52
930
mm 10
0
Carbide grade Material number
Production order Quantity
Material number barcode
Production order barcode
Material short text
Grade
INFORMATION PRODUCT INFORMATION ndash LABELLING
ROUND TOOL MATERIALS ndash P-LINE92
α = tan-1 d times πStg
Stg = d times πtan α
0deg-1deg +1deg
-033deg +033deg+033deg -033deg +033deg -033deg
0deg-075deg +075deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
-01
25deg
+01
25deg
Stg pitchd nominal diameterα helix angle
Pitch in mm
Helix
ang
le in
deg
rees
Nominal pitch3 class system
6 class system
yellow white blue
white blue green black red yellow
Conversion pitch to angle
Conversion angle to pitch
Definition of the helix angle
The helix angle indicates the torsion of the coolant holes in relation to the nominal diameter In this context it has to be taken into account that the angle decreases depending on theemspdiameteremspstepsemspForemspthisemspreasonemsprodsemspwithemsp40degemspcoolantemspholes are used for step drills in order to achieve an optimal spiralemspfluteemsphelixemspangleemspofemsp25emsptoemsp30deg
Definition of pitch
Theemsppitchemsp isemsp theemsp lengthemspofemspaemspcompleteemsp360degemsprotationemspofemsp theemspcoolant holes This value is independent of the diameter or the diameter steps The CERATIZIT designation system for coolant hole rods includes both the helix angle in degrees and the pitch of the helix in millimetres
Conversion helix anglepitch
Pitch classification
In order to guarantee closest pitch tolerances our carbide rods with helical coolant holes are divided into tolerance classes For this purpose all rods are measured and assigned to the respective class which is indicated on the product label For details of our pitch classification see page 98
INFORMATION PRODUCT INFORMATION ndash PITCH CLASSIFICATION
93ROUND TOOL MATERIALS ndash P-LINE
Ra max
1
1000
1
1000
Measured outside diameter of the round rod In case of helical coolant hole rods the outside diameter means the OD (addendum diameter) including the helical tooling grooves
Outside diameter
Measured length of the round rodLength
The surface quality describes the state of the surface For ground rods the surface value is indicated as maximum average roughness value Ra (DIN EN ISO 42871998)
Surface
Maximum deflection of a rotating rod which lies on two contact points measured in the middle of the rod The distance between the two contact points is 300 mm When the rod is longer or shorter than 330 mm the contact width corresponds to the rod length minus 10 mm
Straightness
Maximum deflection of a rod Contact point A is 5 mm before the chamfer Contact point B is in the middle of the rod The measurement is carried out 2 mm from the end
Concentricity
The cylindricity describes the tolerance field of an ideal cylinder inside which the skin surface of the rod should be
Cylindricity
Lateral length of flat and square stripsWidth height
Roundness is the radial distance of two con-centric circles which include the circumference line of the round rods section (DIN ISO 1101)
Roundness
The pitch circle is defined as the circle which goes through two or three centre points of coolant holes
Pitch circle diameter
The hole diameter is the diameter of the cool-ant holes inside the rod
Hole diameter
Excentricity means the deviation of the pitch circle centre point or in case of a coolant hole the deviation of the coolant hole centre point from the centre point of the rod
Excentricity
The helix angle is the angle between the longi-tudinal axis and the helix line
Helix angle
Maximum difference of the angle of the two imaginary lines which go through the centre point of the coolant holes which are on the pitch circle
Torsion
For rods with three helical coolant holes the section surface is divided into three circle sec-tors which go through the centre point of the coolant holes The pitch error is the difference of the angles between the circle sectors
Pitch error
INFORMATION SPECIFICATIONS ndash SPECIFICATION FEATURES
ROUND TOOL MATERIALS ndash P-LINE94
RR RGM RGI
[mm] h6 [mm] h5 [mm]10 ndash 30 +0-0006 +0-000431 ndash 60 +0-0008 +0-000561 ndash 100 +0-0009 +0-0006101 ndash 180 +0-0011 +0-0008181ndash 300 +0-0013 +0-0009301 ndash 400 +0-0016 +0-0011
[mm] [mm]08 ndash 21 +0+01522 ndash 47 +0+02048 ndash 67 +0+02568 ndash 152 +0+030153 ndash 202 +0+045203 ndash 242 +0+055243 ndash 362 +0+065363 ndash 462 +0+070
Tolerance
Outside diameter
Outside diameter ToleranceOutside diameter
as sintered ground
[mm] [mm]10 ndash 29 12030 ndash 59 01560 ndash 79 012 80 ndash 99 010
100 ndash 119 008 120 ndash 199 005 200 ndash 400 lt 005
[mm] [mm]08 ndash 32 12
325 ndash 462 05
Outside diameter
Straightness
max deflection max deflectionOutside diameter
as sintered ground
1
1000
1
1000
[mm] [mm]08 ndash 57 005 58 ndash 77 008
78 ndash 127 010128 ndash 302 013 303 ndash 462 016
[mm] h6 [mm] h5 [mm]10 ndash 30 0003 000331 ndash 60 0004 0003
61 ndash 100 0005 0003101 ndash 300 0006 0004301 ndash 400 0008 0005
Roundnessas sintered ground
ToleranceOutside diameter ToleranceOutside diameter
as sintered as sinteredground 005
Tolerance
LengthSurface finish
Executions [mm]+0+10Ra max
[μm]Ramax
Solid carbide rods
INFORMATION SPECIFICATIONS ndash SOLID CARBIDE RODS
95ROUND TOOL MATERIALS ndash P-LINE
RGMC RGMCW RGMCD RGMCY RGIC
[mm] h6 [mm] h5 [mm]10 ndash 30 +0-0006 +0-000431 ndash 60 +0-0008 +0-000561 ndash 100 +0-0009 +0-0006101 ndash 180 +0-0011 +0-0008181 ndash 300 +0-0013 +0-0009301 ndash 400 +0-0016 +0-0011
Tolerance
Outside diameter
Outside diameter
[mm]RGMC +1 RGIC +15
Total length tolerance
Length
Type
Surface finish
Ramax [microm]005Ra max
[mm] h6 [mm] h5 [mm]10 ndash 30 +0+0003 +0+000231 ndash 60 +0+0003 +0+0002
61 ndash 100 +0+0003 +0+0002101 ndash 250 +0+0004 +0+0002
Outside diameter
Roundness
Tolerance
[mm] 30 40 50 60 70 80 90 110 14030 5 5 6 7 - - - - -
40 ndash 50 5 5 6 6 7 - - - -60 4 5 5 6 6 7 8 - -
80 ndash 100 4 4 4 5 5 5 6 7 -120 ndash 140 3 4 4 4 4 5 5 6 -160 ndash 200 3 4 4 4 4 4 5 5 6
250 3 4 4 4 4 4 5 5 6
max concentricity [microm] starting length [mm]
Run-out RGMC
Outside diameter
1
1000
[inch] 1500 ndash 2500 2501 ndash 3500 3501 ndash 800018 ndash 316 5 76 ndash
14 ndash 1 5 76 10
maximum concentricity [microm] starting length [inch]
Run-out RGIC
Outside diameter
1
1000
End mill blanks
INFORMATION SPECIFICATIONS ndash END MILL BLANKS
ROUND TOOL MATERIALS ndash P-LINE96
GB2 G2 SO
[mm] [mm]16 ndash 63 +-02067 ndash 80 +-02590 ndash 100 +-030
TolerancePitch circle diameter
Pitch circle diameter of DIN drill blanks
[mm] [mm]029 +-003
030 ndash 105 +-005106 ndash 20 +-008
TolerancePitch circle diameter
Pitch circle diameter for micro-drill blanks
[deg] [deg]+-1 3 +-033
Total tolerance class Number of
classes
Tolerance class
Helix angle for DIN drill blanks
[deg] [deg]+-075 6 +-0125
Total tolerance class Number of
classes
Tolerance class
Helix angle for micro-drill blanks
[mm] 63ndash6
6
67ndash8
1
82ndash1
14
115ndash
133
134ndash
162
163ndash
310
60 10 15 30 40 ndash ndash80 ndash 15 20 40 40 ndash
100 ndash ndash 20 30 40 50120 ndash ndash 20 30 30 50140 ndash ndash 20 30 30 50160 ndash ndash ndash 20 30 50180 ndash ndash ndash 20 30 50200 ndash ndash ndash 20 30 50
Outside diameter
Straightness of DIN drill blanksDeflection [microm] with length [mm]
1
1000
[mm] 55ndash6
5
66ndash8
5
86ndash1
05
106ndash
180
30 5 8 20 2040 ndash 8 15 20
Outside diameter
Run-out of micro-drill blanksDeflection [microm] with length [mm]
1
1000
[mm] [mm]16 ndash 34 010
48 01563 ndash 67 018
80 ndash 100 020
max excentricity
Excentricity of DIN drill blanks
Pitch circle diameter[mm] [mm]029 0025
030 ndash 059 003506 ndash 15 0040
151 ndash 200 0050
max excentricity
Excentricity of micro-drill blanks
Pitch circle diameter
Drill blanks
INFORMATION SPECIFICATIONS ndash DRILL BLANKS
97ROUND TOOL MATERIALS ndash P-LINE
[mm] h5 [mm]30 +0-0004
31 ndash 60 +0-000561 ndash 100 +0-0006101 ndash 180 +0-0008181 ndash 300 +0-0009
Tolerance
Outside diameter
Outside diameter
+0+1Tolerance
Length
[mm] [mm]005 +-0010
006 ndash 020 +-0015021 ndash 045 +-003005 ndash 13 +-0050
131 ndash 250 +-0075
Hole diameter
ToleranceHole diameter
Surface finishProduct Ramax [microm]
DIN drill blanks Ground mat 005 - 01Micro-drill blanks 005
Ra max
[mm] [mm]30 ndash 60 000280 ndash 100 0003
120 ndash 180 0004200 0005
Tolerance
Roundness
Outside diameter
[mm] [mm] [mm]6 15 +-01 030 +-0058 15 +-01 040 +-005
10 20 +-01 050 +-01012 20 +-01 060 +-01014 25 +-01 080 +-01016 25 +-01 110 +-01018 30 +-01 130 +-01020 30 +-01 160 +-010
Cross groove profile for DIN drill blanks
Outside diameter
Cross groove width
Cross groove depth
INFORMATION SPECIFICATIONS ndash DRILL BLANKS
ROUND TOOL MATERIALS ndash P-LINE98
R2 R3 R4 G2 G3
[mm] [mm] [mm]33 ndash 43 +010+020 +020+06044 ndash 83 +010+030 +020+07084 ndash 103 +010+035 +020+075104 ndash 123 +010+040 +025+080124 ndash 143 +010+040 +030+080144 ndash 163 +010+045 +035+095164 ndash 183 +010+050 +040+100184 ndash 203 +010+055 +040+105204 ndash 223 +010+060 +045+110224 ndash 353 +010+060 +050+110
Tolerance core diameter
Tolerance outside
diameterOutside diameter
Outside diameteras sintered ground
[mm] [mm]60 +0-0008
61 ndash 100 +0-0009101 ndash 180 +0-0011181 ndash 300 +0-0013301 ndash 320 +0-0016
ToleranceOutside diameter
[mm] [mm]33 +-010
34 ndash 43 +-01544 ndash 123 +-020124 ndash 183 +-025184 ndash 353 +-030
ToleranceOutside diameter
Pitch circle diameteras sintered ground
[mm] [mm]60 ndash 120 +-020121 ndash 180 +-025181 ndash 320 +-030
ToleranceOutside diameter
[mm] [mm]250 ndash 280 040
gt 280 050
max deflection
Straightness
Length
1
1000
as sintered ground
1
1000
[mm] [mm]60 ndash 79 01280 ndash 99 010
100 ndash 119 008120 ndash 199 005200 ndash 320 lt 005
max deflectionOutside diameter
Product group [deg] Number of classes [deg]Standard +-1 3 +-0333
Oslash 33 ndash 43 +-075 6 +-0125extra-long 3 holes +-075 6 +-0125
Total tolerance class Tolerance class
Helix angle
Rods with helical coolant holes
INFORMATION SPECIFICATIONS ndash RODS WITH HELICAL COOLANT HOLES
99ROUND TOOL MATERIALS ndash P-LINE
[mm]+0+10
Total length tolerance
Length
Executions Ra max [microm]as sintered as sintered
ground 005
Surface finish
Ra max
[deg]+-30
max pitch error with R3
Pitch error
[mm] [mm]33 004
34 ndash 43 00544 ndash 83 010
84 ndash 103 015104 ndash 143 018144 ndash 353 020
Tolerance
Excentricity
Outside diameter
[mm] [mm]60 0004
61 ndash 100 0005101 ndash 300 0006301 ndash 320 0008
Tolerance
Roundness
Outside diameter
[deg]20
max torsion with R4
Torsionas sintered
[mm] [mm] [mm]33 ndash 43 leemsp100 +-003033 ndash 43 geemsp101 +-005044 ndash 353 040 ndash 130 +-005044 ndash 353 131 ndash 250 +-007544 ndash 353 251 ndash 500 +-0100
Hole diameter
Hole diameter
ToleranceOutside diameter
INFORMATION SPECIFICATIONS ndash RODS WITH HELICAL COOLANT HOLES
ROUND TOOL MATERIALS ndash P-LINE100
00R1 00R2 00G1 00G2
[mm] [mm]33 +0+020
34 ndash 50 +0+03051 ndash 65 +0+03566 ndash 152 +0+040153 ndash 207 +0+055208 ndash 222 +0+065223 ndash 343 +0+075
Tolerance
Outside diameter
Outside diameter
as sintered ground
[mm] [mm]40 ndash 60 +0-000861 ndash 100 +0-0009101 ndash 180 +0-0011181 ndash 300 +0-0013301 ndash 320 +0-0016
ToleranceOutside diameter
[mm]050
max deflection
Straightness
1
1000
as sintered ground
1
1000
[mm] [mm]40 ndash 59 01560 ndash 79 01280 ndash 99 010
100 ndash 119 008120 ndash 199 005200 ndash 320 lt 005
max deflectionOutside diameter
[mm] [mm]33 ndash 57 00562 ndash 77 008
82 ndash 127 010132 ndash 302 013303 ndash 343 016
Tolerance
Roundness
Outside diameter
as sintered
[mm] [mm] 40 ndash 60 0004 61 ndash 100 0005 101 ndash 300 0006 301 ndash 320 0008
ToleranceOutside diameter
ground
[mm]+0+10
Total length tolerance
Length
Rods with straight coolant holes
INFORMATION SPECIFICATIONS ndash RODS WITH STRAIGHT COOLANT HOLES
101ROUND TOOL MATERIALS ndash P-LINE
[mm] [mm]
central coolant hole
010 ndash 050 +005051 ndash 130 +010131 ndash 250 +015251 ndash 500 +020
two coolant holes
010 ndash 050 +-0025051 ndash 130 +-0050131 ndash 250 +-0075251 ndash 500 +-0100
Hole diameter
ToleranceHole diameterProduct group
[mm] [mm]33 ndash 39 +-00540 ndash 59 +-01060 ndash 149 +-020
150 ndash 209 +-025210 ndash 343 +-030
ToleranceOutside diameter
Pitch circle diameter
Executions Ra max [microm]as sintered as sintered
ground 005
Surface finish
Ra max
[mm] [mm] 33 ndash 39 0025 40 ndash 59 0050 60 ndash 79 0100 80 ndash 109 0120 110 ndash 249 0150 250 ndash 343 0200
Tolerance
Excentricity
Outside diameter[mm] [mm]
33 ndash 39 0025 40 ndash 59 0050 60 ndash 79 0100 80 ndash 109 0120 110 ndash 249 0150 250 ndash 343 0200
ToleranceOutside diameter
INFORMATION SPECIFICATIONS ndash RODS WITH STRAIGHT COOLANT HOLES
ROUND TOOL MATERIALS ndash P-LINE102
FR SR
[mm] [mm] 23 ndash 43 +0+020 44 ndash 63 +0+025 64 ndash 103 +0+030
104 ndash 143 +0+035 144 ndash 163 +0+040 164 ndash 203 +0+050
Width height
Width height
Tolerance
[mm]
max 04
Levelness
Levelness
[mm]+0+10
Total length tolerance
Length
Flat and square strips
INFORMATION SPECIFICATIONS ndash FLAT AND SQUARE STRIPS
103ROUND TOOL MATERIALS ndash P-LINE
z
F
x
22deg
y
x
d2d 1
HV = 0102 times 2 times F times sind2 asymp 01891 F
d2
136deg2
100
80
60
40
20
00 5 10 15 20 25
120
Wea
r res
ista
nce
[1c
m3 ]
Submicron gradesFine medium grades
Coarse grades
Cobalt content []
Figure 1 test assembly for the determination of wear resistance according to ASTM B611-85
Figure 3 Vickers hardness test according to ISO 3878
Formula 1 calculation of the Vickers hardness (ISO 3878)
Figure 2 wear resistance in relation to the cobalt content and grain size
Mechanical properties of carbideWear resistanceThe most important property of carbide is wear resistance This property - or to be precise this combination of prop-erties - refers to the surface of the component When two surfaces rub against each other material is removed from both of them Under low stress the material removed consists of single grains or particles This phenomenon is called lsquoscor-ingrsquo In cases of high stress the material removed consists of grain clusters and is called lsquoabrasionrsquo The concept of wear is very complex and depends on many variables Wear resist-ance is mainly tested using the ASTM B611-85 method In this method a carbide piece is pressed onto a rotating steel disk using a lever The rotating steel disk is the carrier for the abrasive material which together with the material that is subject to analysis is transported from a tank below the con-tainer directly to the contact zone (see figure 1) The abrasive material consists of water and aluminium oxide (corundum)Wear resistance is determined by measuring the volume of material removed from the carbide piece while the revolution numberemsptestemsptimeemspandemsptheemspforceemspappliedemspatemsp90degemsponemsptheemspsteelemspdisk are held at consistent levels A gravimetric evaluation is carried out with the volume removal indicated in mm3 As shown in figure 2 wear resistance increases the finer the grain and the lower the cobalt content
HardnessHardness is a materialrsquos mechanical resistance to another harder material which penetrates it The hardness is normally determined based on the Vickers hardness test according to ISOemsp3878emsp Inemspthisemsp testemspaemsp136degemsppyramidalemspdiamondemspindenteremspis pressed onto a work piece with a determined test force The size of the indent is determined optically by measur-ing the two diagonals of the square indent produced by the applied force (F) The impression surface is calculated with formula 1 (see fig 3) When introducing this test method the obsolete unit lsquokilopondrsquo was used for the test force Therefore in the formula the factor 0102 is used for conversion The standardised indication of the Vickers hardness for example is as follows
620 HV 30
Parameters- 620 = hardness- HV = test procedure- 30 = test force in kilopond
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE104
1500
1300
1100
900
700
5000 5 10 15 20 25
1700
1900
2100
30
2300
2500HV
30
100
80
60
40
20
0750 1000
120
1250 1500 1750 2000
Cobalt content []
Ultrafine gradesSubmicron grades
Fine medium gradesCoarse grades
Wea
r res
ista
nce
[1c
m3 ]
Vickers hardness
Submicron gradesFine medium grades
Coarse grades
Figure 4 hardness in relation to the cobalt content and grain size
Figure 5 wear resistance in function of hardness with different grain sizes
Another method for determining hardness is the Rockwell procedure (ISO 3738) It is similar to the Vickers procedure but uses a diamond brale indenter Here the depth of pen-etration is used as the degree of hardness There is no the-oretical basis for a conversion between the two procedures In order to create a comparison a determinate test must be carried out Like wear resistance hardness also increases with a smaller grain size and lower cobalt content (see figure 4) As wear resistance and hardness show similar behaviour with regard to cobalt content and grain size hardness is often used as a reference for wear resistance Furthermore the Vickers procedure is easier and quicker than ASTM B611-85 Nevertheless the relation of hardness and wear resistance is exponential and also depends on the grain size (see figure 5)
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
105ROUND TOOL MATERIALS ndash P-LINE
KIC = 015 32
HV30sum Lradic MN
m
0 5 10 15 20 25 30
K IC
[MN
m3
2 ]
L2
L3
L4
L1
Cobalt content []
Ultrafine gradesSubmicron grades
Fine medium gradesCoarse grain grades
Formula 2 calculation of the critical tension intensity factor KIC
Figure 7 fracture toughness in relation to the grain size and the cobalt content
ToughnessWhen a material is exposed to external static or dynamic stress this leads to mechanical tensions In many cases particularly with impact loads both the strength and ductil-ity of the material have to be taken into account These two properties represent the basis for the concept of toughness which is defined as the capacity to resist fracture or crack progagation Fracture in this context means the complete separation of the material into at least two parts There are numerous possibilities to define or determine toughness transverse rupture strength or fracture toughness In the defi-nition above the integrated product of force and deformation until fracture occurs is used as the toughness value In the case of carbide the Palmqvist method is frequently applied to determine the toughness as a critical tension intensity factor KIC For this purpose the crack length of a Vickers hardness indent is used to deduce the fracture toughness (see figure 6) This is then converted into the tension intensity factor using formula 2 As can be seen in figure 7 tough-ness increases with the metal binder content and growing grain size Compared to other metal materials carbide can be found in the lower part of the toughness range about the same as hardened steel
Figure 6 Palmqvist method for the determination of fracture toughness
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE106
By definition carbide is to be considered a brittle material as there is basically no plastic deformation prior to fracture This is confirmed by examination of surfaces where breakage occurred Various carbides however show very big differ-ences in terms of toughness which can be best explained by taking a look at the microstructure Cracks inside the carbide grains may occur just like intergranular fractures and shear fractures in the binder metal Generally the number of grain cracks rises with increasing grain size and the number of shear fractures when raising the binder content In terms of fracture energy the main contribution to toughness comes from the length of the rupture in the metal binder (see figures 8 and 9)
Figure 8 crack propagation in large grain sizes larger crack propa-gation requires higher fracture energy - higher toughness
Figure 9 crack propagation in small grain sizes direct shorter crack propagation - requires lower fracture energy - lower toughness
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
107ROUND TOOL MATERIALS ndash P-LINE
4000
3500
3000
2500
2000
15000 5 10 15 20 25
4500
30
Tran
sver
se ru
ptur
e st
reng
th [M
Pa]
Cobalt content []
Ultrafine gradesSubmicron grades
Fine medium gradesCoarse grades
Figure 10 illustration of a transverse rupture strength test
Figure 11 transverse rupture strength in relation to the grain size and the cobalt content
Mechanical strengthEvery material has defects such as inclusions and micro-cracks For brittle materials such as hardened steels or car-bide the mechanical strength is limited by the number and size of these defects In this context the mechanical strength depends on the volume as with a growing material volume the probability of a large defect rises Depending on the type of stress various types of strength are distinguished
Transverse rupture strengthTesting the transverse rupture strength is the easiest and most common procedure of analysing the mechanical strength of carbide According to the standardised ISO 3327 procedure a test material of a certain length is placed on a surface and put under stress in the middle until it breaks (see figure 10) The transverse rupture strength (TRS) is then the average value of several tests The maximum value is achieved with a cobalt content of around 14 weight- and grain sizes of around 02 ndash 05micromThe very low plastic deformation is normally not taken into account as it occurs only in the toughest carbides Transverse rupture strength decreases with increasing temperatureFurthermore the carbides show creep values when they are subjected to stress or to high temperatures for a long time The transverse rupture strength is decisively influenced by the number and size of defects in the structure or on the surface Fractures always occur at the weakest point of the structure which is also where the largest defect is A high number of defects therefore increases the probability that one of these defects causes a premature fracture on the point with the highest stress As the quality demands in the field of carbide manufacturing are high impurities or defects can be minimised and thus the risk of breakage reduced
Tensile strengthWhen testing the tensile strength of brittle materials it is dif-ficult to measure exact results A precise result depends on both the perfect preparation of the test materials as well as on the additional stress present on the mounting fixtures Applying the Weibull theory however the tensile strength can be deducted from the values of the transverse rupture strength
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE108
7000
6000
5000
4000
3000
20000 5 10 15 20 25
8000
9000
10000Co
mpr
essi
ve s
treng
th [N
mm
2 ]
Submicron gradesFine medium grades
Coarse grades
Cobalt content []
Extra-coarse grades
Figure 12 compressive strength in relation to the grain size and the cobalt content
Compressive strengthOne of the most remarkable properties of carbide is the extremely high compressive strength under uniaxial stress This valuable property is used in virtually all application fields (cutting edges with high compressive strength in all machin-ing processes pressing and drawing dies rolls anvils and dies for the production of synthetic diamonds etc) The ten-sion of this kind of stress doesnrsquot actually cause fracture due to pressure but due to tension a shear fracture A suitable procedure for determining compressive strength can be found in ISO 4506 To achieve precise values for carbide the test piecersquos geometry must be changed so that the effects of the edges and contact which occur in a simple cylindrical test piece are eliminated Elastic deformation is produced under initial load however before fracture a degree of plastic defor-mation results Figure 12 shows the compressive strength of various grain sizes in relation to the cobalt contentThe compressive strength increases when the metal binder content decreases and the grain size is reduced A small grain carbide grade with a low metal binder content typi-cally has a compressive strength of almost 7000 Nmm2 The compressive strength decreases when the tempera-ture increases The degree of plastic deformation increases notably with the temperature so that the results are variable when temperatures are high
Shear strengthThe implementation of pure shear tests is very difficult However numerous things speak for the fact that the shear strength is somewhat higher than the compressive strength
Fatigue strengthThe fatigue strength of carbide is above 2 million pulsating compressive loads at around 65 to 85 of the static compres-sive strength The compressive fatigue strength increases with a decreasing cobalt content and with decreasing grain size
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
109ROUND TOOL MATERIALS ndash P-LINE
650
600
550
500
450
4000 5 10 15 20 25
700
1300 22002000 4600
0
100
80
60
40
20
Mod
ulus
of e
last
icity
[kN
mm
2 ]
Cobalt content []
Hardness [HV30]
Property from to
Transverse rupture strength [MPa]Fracture toughness [MPa y middot m12]
Hardness
Fracture toughness
CTU08L ultrafine grade 42 Co
Transverse rupture strength
CTS20D submicron grade 100 CoCTF25E finemedium grain grade 125 Co
Figure 15 tension fields of three CERATIZIT grades 0 - lowest value of all grades 100 - highest value of all grades
Figure 14 properties of CERATIZIT round rods and preforms
Figure 13 modulus of elasticity of WC-Co carbides
Modulus of elasticity shear modulus Poissonrsquos ratioThe modulus of elasticity indicates the resistance of a mate-rial against elastic deformation and is higher the more rigid a material is In the case of carbide the modulus of elasticity is 2 to 3 times higher than in steel and increases linearly with decreasing metal binder content See fig 13 additives ofemspγ-phaseemspreduceemsptheemspmodulusemspofemspelasticityemspAnemspexactemspdeter-mination of the modulus of elasticity based on the tension-ex-pansion diagram is difficult Therefore for reliable results res-onance measurements of transverse and longitudinal waves are carried out according to ISO 3312 The shear module is determined in the same way with the help of torsional vibra-tion By determining the modulus of elasticity and the shear module the Poissonrsquos ratio can be calculated
Influence of the grain size and the cobalt content on the most important propertiesThe most important mechanical properties of the carbide such as hardness transverse rupture strength and fracture toughness are determined by the grain size of the tungsten carbide and cobalt content Figure 14 shows the properties of CERATIZIT round rods and preforms Sporadically it can be sustained that through smaller grain sizes higher hard-ness and transverse rupture strength can be achieved At the same time however fracture toughness decreases By increasing the cobalt content hardness is reduced while the transverse rupture strength and fracture toughness are raised Based on this fact a compromise between hardness and fracture toughness can be made Figure 15 shows three different CERATIZIT grades and their hardness fracture toughness and transverse rupture strength 0 is the lowest value and 100 the highest value of all CERATIZIT grades
INFORMATION TECHNICAL INFORMATION ndash MECHANICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE110
65
60
55
50
45
400 5 10 15 20 25
7
75
8
100
80
60
40
20
00 100
120
200 300 400 500 600 700 800
Ther
mal
exp
ansi
on c
oeffi
cien
t [10
-6 deg
C]
20degCemspndashemsp800degC
Cobalt content []
20degCemspndashemsp40degC
Ther
mal
con
duct
ivity
[Wm
n deg
C]
Temperature [degC]
Submicron gradesFine medium grades
Coarse gradesLow y-phase content
High y-phase content
Figure 17 thermal conductivity in relation to the temperature of various micro-structures and grain sizes
Figure 16 thermal expansion in function of the cobalt content for two temperature intervals
Physical properties of carbide DensityThe density of carbide is determined according to ISO 3369 and varies strongly depending on the composition of the car-bide grade Grades with a very high WC content have the highest density Grades with a high titanium carbide content and a high binder content have the lowest density Typically it can however be assumed that the density is around 50 to 100 higher than that of steel
Thermal expansionAs tungsten carbide has a very low thermal expansion coef-ficient the values for carbide compared to steel are very low For carbide grades which contain titanium carbide the values are somewhat higher than for the pure WC-Co carbides Fig-ure 16 shows the thermal expansion in relation to the cobalt content
Thermal conductivityThe thermal conductivity is of great significance for carbide applications as it determines the temperature in the wear areas and has a large influence on the carbidersquos thermal fatigue resistance and resistance to thermal fluctuations The thermal conductivity of WC-Co carbide is around twice that of unalloyed steels It is only slightly influenced by the cobaltemspcontentemspandemsptheemspgrainemspsizeemspwhileemspγ-phasesemsp likeemsp tita-nium carbide or tantalum carbide have an impact Titanium carbide strongly reduces the thermal conductivity Therefore foremspmillingemspgradesemsptantalumemspcarbideemspisemspmostlyemspusedemspasemspγ-phaseemsp(see figure 17)
Specific thermal capacityThe specific thermal capacity is the quantity of heat which is necessaryemsptoemspheatemspupemsp1emspkgemspofemspaemspmaterialemspbyemsp1degCemspInemspapplica-tion technology it is equally important as thermal conductivity because during the machining processes the heat has to be taken away from the cutting edge Through a high thermal capacity the surrounding area is less hot as it can absorb more energy
Specific electric resistanceWC-Co carbides have a low specific resistance of around 20microΩemspcmemspandemspasemspsuchemspareemspgoodemspconductorsemspofemspelectricityemspCarbidesemspwithemspγ-phasesemsphaveemspaemsphigheremspspecificemspresistance
INFORMATION TECHNICAL INFORMATION ndash PHYSICAL PROPERTIES
111ROUND TOOL MATERIALS ndash P-LINE
B
BR
-HC
HS
H
Figure 18 hysteresis curve of a ferromagnetic material
Magnetic saturation amp coercive field strengthCarbides with cobalt as a metal binder are ferromagnetic If a ferromagnetic material is exposed to a magnetic field strength H the magnetic flux density B in this material increases (fig-ure 18 blue line) The flux density decreases when the field strength rises until maximum saturation is achieved This maximum flux density is defined as magnetic saturation (4πσ)emspWhenemsptheemspexternalemspfieldemspstrengthemspisemspremovedemsptheemspfluxemspdensity in the material is reduced along the upper green line to a certain residual magnetism (BR) the so called lsquorema-nencersquo The higher the remanence is the better a material can be magnetised and the remanence can only be elimi-nated when the material is subjected to an inverse field The inverse field strength HC which is necessary to reduce the magnetic flux density to zero or to lsquode-magnetisersquo the mate-rial is defined as coercive field strength
The finer the magnetic field lines of the metal binder phase in the carbide the higher the coercive field strength This means that the coercive field strength provides information about the state of the metal binder phase The metal binder phase becomes finer with smaller tungsten carbide grains and lower binder content As described in the section on lsquoMechanical properties of carbidersquo the smaller the grains and the lower the metal binder content the higher the hardness of the structure In this way an accordant correlation between coercive field strength and hardness can be seen In practi-cal applications this represents a non-destructive measuring method for the hardnessThe magnetic saturation of carbide also depends on the con-tent and the state of the cobalt binder When one of these parameters is known information can be given about the other parameters In this context the carbon content of the carbide has a decisive influence on the magnetic state of the cobalt The magnetic saturation provides information about the carburisation of the carbide This measuring method rep-resents an important tool for checking the production quality
PermeabilityMagnetic permeability means the penetrability of materials for magnetic fields Although carbide is ferromagnetic the magnetic permeability values are low They increase equally along with the magnetic saturation and with the cobalt con-tent and amount to around 5 Hm with 20 vol Compared to this vacuum has a magnetic permeability of 1 Hm and iron between 300 and 10000 Hm
INFORMATION TECHNICAL INFORMATION ndash PHYSICAL PROPERTIES
ROUND TOOL MATERIALS ndash P-LINE112
Acetone
Chemical compounds Resistance
EthanolSodium hydroxide
All acidsTap waterPetroleum
high resistancehigh resistancehigh resistancelow resistancehigh resistancehigh resistance
Figure 19 some chemical compounds and the corresponding resistance of carbide
Corrosion resistanceAccording to DIN EN ISO 8044 corrosion is a reaction of a metal material with its environment which causes a measur-able modification of the material and may lead to a reduced performance of the metal element or the entire system In most cases the reaction is electrochemical in nature or in some cases chemical or metallurgical in nature In carbides corrosion causes a reduction of the surface of the binder phase thus on the surface there remains only a carbide lsquoskeletonrsquo The bond between carbide grains next to each other is very weak so the rate of destruction increases cor-respondingly When the metal binder content is low the car-bide lsquoskeletonrsquo is more pronounced Consequently this type of carbide grade shows higher wear resistance and corrosion resistance than carbides with a higher metal binder content In practical applications however this is not sufficient to sig-nificantly increase the service life Due to their limited corro-sion resistance pure WC-Co carbides are often not suitable for application fields with difficult corrosion conditions Typi-cally it can be assumed that WC-Co carbides down to pH 7 are corrosion-resistant
INFORMATION TECHNICAL INFORMATION ndash CORROSION RESISTANCE
113ROUND TOOL MATERIALS ndash P-LINE
ROUND TOOL MATERIALS ndash P-LINE114
We
rese
rve
the
right
to m
ake
tech
nica
l cha
nges
for i
mpr
ovem
ent o
f the
pro
duct
M
A-PR
O-0
147-
EN-0
220
7003
581
Worldwide CERATIZIT Austria GmbHAT-6600 Reutte T +43 5672 200-0 E infoaustriaceratizitcom
Brazil CERATIZIT Ameacuterica Latina Ltda BR-13069-310 Campinas Satildeo Paulo T +55 11 4133 2300 E infoamericalatinaceratizitcom China CB-CERATIZIT Xiamen Co Ltd 69 Xingxi Road Xinglin Jimei CN-361022 Xiamen (Jimei) China T +86 592 666 1000
Great BritainCERATIZIT UK amp Ireland LtdUK-Sheffield S9 1XUToll Free 0800 048 4877 4878T +44 1925 261 161E infoukceratizitcom
India CERATIZIT India Pvt Ltd IN-Bengaluru 560099 T +91 80 4043 1262 E ctindiainfoceratizitcom
Italy CERATIZIT Como SpA IT-22040 Alserio (CO) T +39 031 6349 211 E infocomoceratizitcom
Japan CERATIZIT Japan CoLtd JP-421ndash0115 Shizuoka T +81-54-268-1060 E infojapanceratizit-jcojp
Spain Portugal CERATIZIT Ibeacuterica Herramientas de Precisioacuten SL ES-28660 Madrid T +34 91 351 0609 E infoibericaceratizitcom
Headquarters
CERATIZIT SALU-8232 MamerT +352 31 20 85-1E infoceratizitcom
wwwceratizitcom