reliable plant september october 2008 - ecn5.com · read this article and see how you can be a...
TRANSCRIPT

www.reliableplant.com September - October 2008 1
Volume 4 Issue 5 www.reliableplant.com
CONTENTSSEPTEMBER - OCTOBER 2008
FeaturesCover Story6 THE ROAD TO RELIABILITY
Century Aluminum’s plant in Ravenswood, W.Va.,is making a break from its reactive past ... and it hasthe guts to share its turnaround story with you.
Special Report26 GETTING AHEAD IN MAINTENANCE
Former Harley-Davidson maintenance directorWayne Vaughn shares his insights on how to achieveorganizational excellence.
Applied Reliability30 EASY STEPS TO REDUCE YOUR
ELECTRIC BILL BY 10% OR MOREYour plant is taking a hard look at energy consump-
tion. Read this article and see how you can be a hero.
32 TIGHTENING BOLTED JOINTS WITH TORQUE TOOLS
The information in this article will help you iden-tify and avoid pitfalls related to joints.
34 GET THE MOST OUT OF YOUR CMMSCMMS success comes from getting buy-in from
three groups on its selection and use.
Editorial2 EDITOR’S COLUMN
Paul V. Arnold explains how friends came to hisaid during an hour of need.
4 THE EXPONENTDrew Troyer says you shouldn’t underestimate the
role of middle management in change initiatives.
16-25 ADVISORSOur dream team of subject matter experts provides
guidance on issues important to you and your plant.
Maintenance management with Tor Idhammar 16Planning and scheduling with Doc Palmer 18Machinery lubrication with Mark Barnes 20Condition-based maintenance with Andy Page 22People management with John Ha 24Leading plant reliability with Tim Goshert 25
6
14 Supermarket35 News and Analysis
36 Safety Report
Departments35
THE ROAD TO RELIABILITYCentury Aluminum is making strides, thanks to people like relia-bility excellence facilitator Scott Carte (pictured on the cover).
I owe my livelihood to thoseinvolved in engineering and theskilled trades, for they are the
readers of my magazine, Reliable Plant. Buttoday, I also owe my house to them.
From June 5-11, nearly 14 inches of rainfell on my hometown of Fort Atkinson,Wis., forcing the Rock River to swell fromits normal depth of 4 feet. I live one-third ofa mile from the river, but on June 10, thestorm drains on our street began to backup and overf low. On June 11, the riversurpassed the 8-foot mark and the f ieldbehind my house became a large puddle.On June 12, the river, now 8.5 feet deep,spilled over its banks. I and my family werefacing a disaster.
Over the next nine days, the river depthrose to nearly 11 feet, and the street andfield that served as the boundaries of myproperty were 30 inches deep with water.My house was an island. Exit to our carsdown the road required boots, chest-waders or a canoe.
During this flood, homes and businesses inFort Atkinson were destroyed. Many of myfriends lost possessions as water swampedtheir basements and garages.
My family incurred many thousands ofdollars in losses to outside property. But, myhome was still standing and, inside, was freeof flood water. I owe it all to my friends.
I am a journalist. My expertise is in writingand editing and conducting interviews. Myprofessional training did not include pumpsystem reconfigurization and optimization;plumbing, water theory and hydrodynamics;land planning through laser leveling andalignment; and the application of adhesivesand sealants to create a water-resistant bondbetween wood and concrete. Thank God Ihave friends with these skills. I owe the healthand stability of my home to:
Mark Macejkovic: My across-the-streetneighbor is a maintenance technician at MetalContainer Corporation, an Anheuser-Busch
subsidiary. Mark helped me and several neigh-bors reconfigure our sump pump systems toflow into the back field instead of the overca-pacitized storm sewers. At all hours of the dayand night, he provided insight on maintainingand troubleshooting our interior sump andexterior pump/motor systems and keepingthem reliable. With his guidance, they ran reli-ably 24 hours a day.
Mike Topel: My next-door neighbor is theowner of a small manufacturing f irm inJefferson, Wis., called T & S Enterprises.Running a small business means plenty ofhands-on work on the plant f loor. Thisbackground was instrumental as he and hisyoung son, Sean, helped me construct thePVC pipeline that transported sump pumpwater from my basement to the back field.
Vince Kent: This long-time pal is the presi-dent of Abendroth Water Conditioning inFort Atkinson. A master plumber and waterexpert, he provided proactive game plans tokeep me a step ahead of the city’s mountingsanitary and sewage system problems. Healso brought in a 270-gallon-per-minutepump and industrial hoses to keep risinggroundwater away from a basement window.
Mike Jaeger: My neighbor down the blockowns a small construction company. Heincorporated an innovative bonding solu-tion to seal up a basement window that wasdangerously close to taking on water.
Pete Weston: My buddy is an architectwith a background in engineering and allthings mechanical. Early in the crisis, heused laser-leveling equipment to markwhere the projected high-water line wouldbe around my property. We built sandbagwalls (more than 1,200 bags) based on hiscalculations and data. Pete also had aninside line to the city’s engineers. Thisprovided timely news.
To these handy people, and many, manyothers, I give you my deepest thanks.
Paul V. Arnold, RP editor
EDITORPUBLISHER Mike Ramsey
GROUP PUBLISHER Brett O’KelleyEDITOR-IN-CHIEF Paul V. Arnold
CHIEF TECHNICAL Drew Troyer EDITOR CRE, CMRP
SENIOR DESIGNER Ryan KikerGRAPHIC ARTS Matt Randolph
Kam-Yin Stinnett
OFFICES1328 East 43rd Court, Tulsa, OK 74105 USA
918-749-1400; Fax: 918-746-0925
ADVERTISING SALESStu McKenzie - [email protected]
847-681-1241; Fax: 847-681-1249IL, IN, IA, KY, MI, MO, NE, ND, OH, SD, TN, Manitoba
Mario Silver - [email protected], ext. 124; Fax: 918-746-0925
AL, AR, FL, GA, LA, MS, NC, OK, SC, TX
Brian O’Regan - [email protected]; Fax: 414-810-3974
CT, DE, DC, KS, ME, MD, MA, NH, NJ, NY, PA, RI, VT, VA,WV, WI, New Brunswick, Nova Scotia, Ontario, Prince
Edward Island, Quebec
Brett O’Kelley - [email protected], ext. 112; Fax: 918-746-0925
AZ, CA, CO, ID, MT, NV, NM, OR, UT, WA, WY British Columbia, Saskatchewan
REPRINT SALESLisa Jenkins - [email protected]
800-597-5460, ext. 125; Fax: 918-746-0925
PRODUCTION MANAGERRhonda Johnson - [email protected]
CORRESPONDENCEYou may address case studies, articles, special
requests and other correspondence to:
Paul V. Arnold - Editor-in-chief Reliable Plant, Noria Corporation
P.O. Box 87 Fort Atkinson, WI 53538Phone: 920-568-9768 Fax: 920-568-9769
E-mail address: [email protected]
SUBSCRIPTIONSAddress your subscription-related letters to:
Noria CorporationPO Box 47702
Plymouth, MN 55447800-869-6882
Fax: 651-686-4883
Reliable Plant is published bimonthly by Noria Corporation., 1328 E. 43rd Ct., Tulsa, OK 74105. Copyright © 2008 NoriaCorporation. Noria, Reliable Plant and associated logos are trade-marks of Noria Corporation. All rights reserved. Reproduction inwhole or in part in any form or medium without express writtenpermission of Noria Corporation is prohibited. Reliable Plant is anindependently produced publication of Noria Corporation. NoriaCorporation reserves the right, with respect to submissions, torevise, republish and authorize its readers to use the tips, articlesand case studies submitted for personal and commercial use. Theopinions of those interviewed and those who write articles for thismagazine are not necessarily shared by Noria Corporation.
POSTMASTER: Send address changes and form 3579 to NoriaCorporation, PO Box 47702 Plymouth, MN 55447
Volume 4 Issue 5 www.reliableplant.com
PALS’ KNOW-HOWSAVED MY HOME
2 September - October 2008 www.reliableplant.com


4 September - October 2008 www.reliableplant.com
As a consultant, I’m asked – some-times directly and sometimes in aroundabout fashion – to help
people change their business. In someinstances, the desired changes are small andtargeted. In others, they are significant andsweeping. In almost all instances, change isdriven from the middle of the organization.I often hear folks comment in frustrationthat nothing gets done if it doesn’t comefrom the top. In a way, they are right, butdon’t underestimate the important role ofmiddle management, where most organiza-tion change really gets started.
Senior managers focus their efforts ondirecting the strategic path of the organi-zation. As it relates to running thebusiness, they take most of their cues frommiddle managers. According to Dr.Jonathon Byrnes, senior lecturer at MIT,middle management is critical to success.In fact, he says that developing andsupporting middle management is thesingle-most important factor senior
managers can influence to drive success attheir f irms. His words and views on theprofitability of a firm resonate loudly, andare consistent with my own experience andempirical observations.
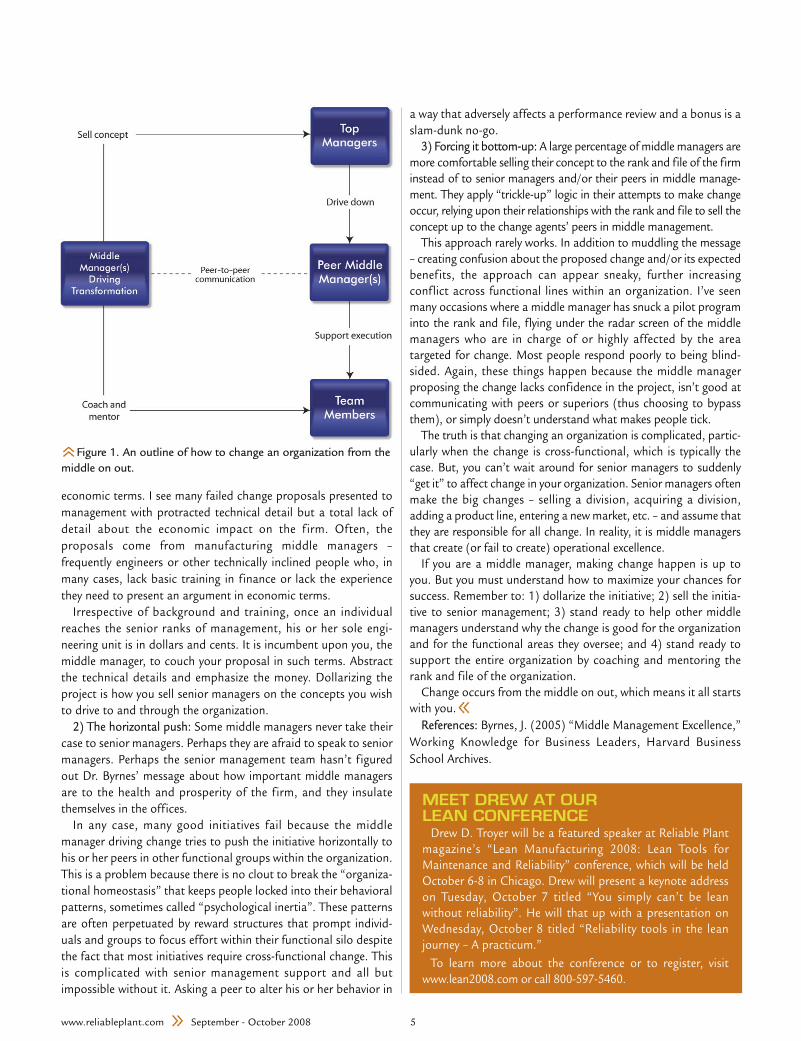
Most real change that drives prof itsoccurs in what I call a “middle-out” pattern,a departure from the age-old argumentabout whether change occurs top-down orbottom-up. Middle managers are both closeenough to the fire to see the problems andopportunities clearly and close enough tothe money to connect the prof it-burningfires to the organization’s profit-and-lossstatement. The way in which successfulchange occurs is very clear:• A middle manager conceives of an initia-
tive that he or she believes will impact theorganization’s profitability.
• He or she sells it to senior managers, whoprovide guidance/sponsorship and drivethe initiative to other middle managerswho, in turn, execute the initiative amongthe rank and f ile with coaching andmentoring support from the middlemanager who f irst conceived of thechange (Figure 1).
Senior managers are too distant from thefires to affect change. The folks in the rankand file are often too close to it to see theforest from the trees, or they lack access tosenior management and can’t push the initia-tive through. Good things happen (or don’thappen) from the middle on out.
Sounds simple? I’ve outlined three areaswhere things commonly go wrong.
1) Failure to dollarize: A commonmistake middle managers make in sellingtheir proposed project to management isthe failure to express the initiative in
THE EXPONENT
BY DREW D. TROYER, CRE, CMRP
CHANGING YOUR ORGANIZATION FROM THE MIDDLE ON OUT
Drew D. Troyer is a champion of effective reliabilitymanagement and passionate about helpingcompanies find hidden profits inside their plants.As a highly sought consultant to Fortune 500manufacturing f irms, award-winning columnistand teacher, he understands both managementexpectations and plant-floor realities. Troyer
is a Certif ied ReliabilityEngineer (CRE), a CertifiedMaintenance and ReliabilityProfessional (CMRP), andchairs the standardscommittee of the Society for Maintenance andReliability Professionals(SMRP). Contact Drew at800-597-5460.
DREW TROYER
economic terms. I see many failed change proposals presented tomanagement with protracted technical detail but a total lack ofdetail about the economic impact on the f irm. Often, theproposals come from manufacturing middle managers –frequently engineers or other technically inclined people who, inmany cases, lack basic training in finance or lack the experiencethey need to present an argument in economic terms.
Irrespective of background and training, once an individualreaches the senior ranks of management, his or her sole engi-neering unit is in dollars and cents. It is incumbent upon you, themiddle manager, to couch your proposal in such terms. Abstractthe technical details and emphasize the money. Dollarizing theproject is how you sell senior managers on the concepts you wishto drive to and through the organization.
2) The horizontal push: Some middle managers never take theircase to senior managers. Perhaps they are afraid to speak to seniormanagers. Perhaps the senior management team hasn’t f iguredout Dr. Byrnes’ message about how important middle managersare to the health and prosperity of the f irm, and they insulatethemselves in the offices.
In any case, many good initiatives fail because the middlemanager driving change tries to push the initiative horizontally tohis or her peers in other functional groups within the organization.This is a problem because there is no clout to break the “organiza-tional homeostasis” that keeps people locked into their behavioralpatterns, sometimes called “psychological inertia”. These patternsare often perpetuated by reward structures that prompt individ-uals and groups to focus effort within their functional silo despitethe fact that most initiatives require cross-functional change. Thisis complicated with senior management support and all butimpossible without it. Asking a peer to alter his or her behavior in
a way that adversely affects a performance review and a bonus is aslam-dunk no-go.
3) Forcing it bottom-up: A large percentage of middle managers aremore comfortable selling their concept to the rank and file of the firminstead of to senior managers and/or their peers in middle manage-ment. They apply “trickle-up” logic in their attempts to make changeoccur, relying upon their relationships with the rank and file to sell theconcept up to the change agents’ peers in middle management.
This approach rarely works. In addition to muddling the message– creating confusion about the proposed change and/or its expectedbenef its, the approach can appear sneaky, further increasingconflict across functional lines within an organization. I’ve seenmany occasions where a middle manager has snuck a pilot programinto the rank and file, flying under the radar screen of the middlemanagers who are in charge of or highly affected by the areatargeted for change. Most people respond poorly to being blind-sided. Again, these things happen because the middle managerproposing the change lacks confidence in the project, isn’t good atcommunicating with peers or superiors (thus choosing to bypassthem), or simply doesn’t understand what makes people tick.
The truth is that changing an organization is complicated, partic-ularly when the change is cross-functional, which is typically thecase. But, you can’t wait around for senior managers to suddenly“get it” to affect change in your organization. Senior managers oftenmake the big changes – selling a division, acquiring a division,adding a product line, entering a new market, etc. – and assume thatthey are responsible for all change. In reality, it is middle managersthat create (or fail to create) operational excellence.
If you are a middle manager, making change happen is up toyou. But you must understand how to maximize your chances forsuccess. Remember to: 1) dollarize the initiative; 2) sell the initia-tive to senior management; 3) stand ready to help other middlemanagers understand why the change is good for the organizationand for the functional areas they oversee; and 4) stand ready tosupport the entire organization by coaching and mentoring therank and file of the organization.
Change occurs from the middle on out, which means it all startswith you.
References: Byrnes, J. (2005) “Middle Management Excellence,”Working Knowledge for Business Leaders, Harvard BusinessSchool Archives.
www.reliableplant.com September - October 2008 5
MEET DREW AT OUR LEAN CONFERENCE
Drew D. Troyer will be a featured speaker at Reliable Plantmagazine’s “Lean Manufacturing 2008: Lean Tools forMaintenance and Reliability” conference, which will be heldOctober 6-8 in Chicago. Drew will present a keynote addresson Tuesday, October 7 titled “You simply can’t be leanwithout reliability”. He will that up with a presentation onWednesday, October 8 titled “Reliability tools in the leanjourney – A practicum.”
To learn more about the conference or to register, visitwww.lean2008.com or call 800-597-5460.
Figure 1. An outline of how to change an organization from themiddle on out.

“I read Reliable Plant magazine’s arti-cles on companies that have achieveda high level of excellence and payback
in the area of reliability. I’ve had a vision ofCentury Aluminum someday being on thecover of your magazine ... in three or soyears. But, perhaps now is the time for astory about a company in great need of reli-ability improvement – one that realizes theneed, has the want-to and has made thedecision to embark on the journey. It’s kindof a crazy idea, but maybe it is time.”
– e-mail from Lowell Pistelli, CenturyAluminum’s corporate reliability excellencemanager, to Reliable Plant in February2008
It is time.It is time to offer up just such an organ-
ization as a role model, as a hope, for all ofthe traditional manufacturing plants thatfight tooth and nail each day to keep themachines running and get product out thedoor. These traditional plants constitutethe majority in the U.S. industrial sector.Plants that are best in class in the area ofreliability – the Toyotas, Cargills, Eli Lillys,DuPonts, etc. – are the minority. The tradi-tionals, for a variety ofreasons, face an uphillbattle in
their efforts to be competitive and viable.They must work twice as hard to make halfthe progress of best-in-class plants.
There comes a time, after many years offirefighting, forced overtime and “dealingwith it”, when a traditional plant longs forsomething more ... and decides to takeaction. This is an important stepin the reliability maturationprocess, and it’s
BY PAUL V. ARNOLD
www.reliableplant.com September - October 2008 7

one not everyone feels comfortable taking.Plants with the guts and the wherewithal totake it are worthy of praise and, in thiscase, a magazine cover story.
“We want to be a reliable plant,” saysScott Carte, the reliability excellence facili-tator for Century Aluminum’s smeltingplant in Ravenswood, W.Va. “When youare reliable, you keep good data so you canmake good decisions. You don’tshut down production. You haveplanned time to f ix things beforethey hurt you. You eliminate thesources of failures. You are valued– not by the way that you react tofires, but by the manner in whichyou prevent them.”
Progress begins with a long, hard look inthe mirror and the ability, the openness, totalk about what you see.
“We have to be open about it,” saysCarte. “The first step is admitting that youhave a problem.”
It is the symbolic “line in the sand” thatseparates where you have been and whereyou want to be.
Fully reactive maintenance. Frequentbreakdowns. A lack of data and equipmenthistory. Band-Aid repairs. Skewed recogni-tion and compensation. Finger-pointing.No time for planning, scheduling, preven-tive maintenance, predictive maintenance,and implementation and utilization of rootcause activities. Century Aluminum hasbeen there and done that. It is a part of itspast, and it is moving on.
REASONS FOR REACTIVEThe Ravenswood plant celebrated its
50th year of operation in 2007, but main-tenance and production workers will tellyou ’07 also marked another goldenanniversary.
“Fifty years of being in a reactive mode,”remarks millwright Paul Roach, who hasworked at the site for 10 years. “I think theplant was pretty much set up from thebeginning on more of a reactive basis.”
Plant manager Jim Chapman agrees.
“What we have done for the past 50 yearsis work in a breakdown mentality,” he says.“That is the way they have been trained andthat is what the expectation has been.”
The reasons behind that relate to,among other things:
Size: Ravenswood is a low-amperagesmelter (currently 93 kiloamps) trying tocompete against smelters backed by threeor four times the power. The thinking wasthat hustle could make up for muscle.
A focus on quotas: “We’ve considered itmore of a production plant,” says millwrightLinda Sibley, who has worked at the site for32 years. “The philosophy has been, ‘It’swhat goes out the door that counts. It’s nothow well the machinery is running. Get itrunning long enough to get it out the door,to reach the quota for the day.’”
Perceived excellence: “We’re good atreactive maintenance,” says Roach. “Whenit’s an emergency, we shine.”
Dollars and sense: “We thought we weresaving money by not spending it on theequipment,” says Carte.
The reality, in retrospect, has provedotherwise. Health and viability are compo-nents of working smarter, not harder. It isindeed about how well the machinery isrunning. Reactive greatness only gets youso far. And, total cost – good or bad – willalways matter most. (Remember the line
COVER STORY
8 September - October 2008 www.reliableplant.com
Jeff Carpenter (left) and Linda Sibley prepare to hoist a motor.Photos by Ed Connors, Ed’s Photogenics
ABOUT CENTURYALUMINUMCompany: Century Aluminum ownsprimary aluminum capacity in theUnited States and Iceland, as well as aninterest in alumina and bauxite assetsin the U.S. and Jamaica. Century’scorporate off ices are located inMonterey, Calif.Focus plant: Century Aluminum facilityin Ravenswood, W.Va. The site wasbuilt in 1957 by Kaiser Aluminum. It isone of the oldest operating aluminumsmelters in the world. The plant cele-brated its 50th anniversary onSeptember 22, 2007.Plant employment: Approximately 675employees, including 175 maintenanceworkers (25 in managerial positions,150 in skilled trades positions). Theplant is the second-largest employer inJackson County. Trades workers arerepresented by United Steelworkersunion Local 5668.Plant products: Molten primaryaluminum and low-profile primaryaluminum sow. The plant produces 375million pounds of aluminum annually.The aluminum made in Ravenswoodends up in a variety of products. Theplant’s biggest customer is Alcan, whichwas part of Century until 1999, whenthe rolling operations were sold. Automakers (GM, Ford, Toyota, etc.) arealso among its customers, as is Boeingand the U.S. space program.
The plant employs 175 maintenance workers,including 150 in skilled trades positions.

from the old Fram oil f ilter ads: “You can payme now or you can pay me later”?)
CLEARING THE AIRExamining past practices and habits can
be similar to cleaning out your attic at home.It’s important to go through every box anddetermine what to keep and what to throw.What doesn’t f it anymore? What’s old andoutdated? What makes you say, “What was Ithinking?” The process, and the resultingconversations, can be quite cathartic.
It’s OK to question. It’s OK to vent. It’s OKto admit ...:
■ “When your whole day is centered onsaving the world, it’s hard to get muchaccomplished.” – Jack Payne, millwright and10-year plant veteran
Reactive work has constituted nearly all ofthe maintenance department’s time andattention, especially in the last 15 years whenthe plant shifted into what employees call“survival mode.”
In this environment, you can’t plan.
“We started adding planners again threeyears ago,” says maintenance planner ToddHarrison. “The previous ones had transi-tioned into other roles. We now have threeplanners for 150 maintenance tradesmen.We have done some planning, but when youare in such a reactive mode, it’s next toimpossible to do much planning. It’s allabout putting out fires.”
You can’t do much preventive work. “You try to stay on the preventive mainte-
nance schedule, but you don’t have a chanceto do the PMs because of all the emergen-cies,” says Clyde Whitney, an electrician forthe past 32 years.
You can’t review and rationalize the PMs. “Probably one-third of the PMs are no
good,” says maintenance manager JimDoeff inger, who has worked at the plantsince 1980. “We waste time doing irrelevantPMs. We need time to go through them all.”
■ “Everybody is tired of the Band-Aideffect. It’s ‘put a Band-Aid on it, get it up andget it running.’ The biggest need is to havethe time, personnel and materials to fix stuff
www.reliableplant.com September - October 2008 9

right.” – John Wilson, equipment operatorand 20-year vet
Managers and skilled trades personnelwill tell you that the pinch and the protocolhave had nothing to do with a lack ofdesire or skills.
“People want to f ix things right,” saysCarte. “It frustrates and disappoints themwhen they have to patch and do repairsthat they know won’t be a permanent fix.”
Adds Whitney, “The two main ingredi-ents are the manpower and the materials.It’s not a matter of skills or knowledge. It’sa matter of means.”
■ “We do some root cause, but it’s allafter the fact, and then what do we do withit? ‘This is why it failed.’ Great. What areyou going to do to change it? ‘I don’tknow. I just wanted to know why it failed.’It didn’t change anything.” – Doeffinger
The quote sheds light on a shortfall ofmany traditional plants. It’s important tohave information. But it’s much moreimportant to be able to do something withit – to be able to turn info into proactivebattle plans. The Ravenswood plant admit-tedly has struggled with maintenanceinformation. Part of that stems from thefact that mechanics are often nabbed byproduction employees to make on-the-spotrepairs. Little of that impromptu work getscaptured. Another facet is that the planthas gone through three computerizedmaintenance management softwaresystems (a legacy system, a dedicatedCMMS and a component of an enterprise-wide system) in recent years. Doeff ingersays a big share of equipment history hasbeen lost in the shuffle.
“We aren’t even putting tickets in forsome stuff right now, so you don’t knowwhat work is being done by some people,”says Carte. “We hardly have any data atthis point, so we don’t have a history ofwhat’s been going on. What failures havewe worked on in the past? Is it giving usclues to what will be coming up? What fail-ures have been occurring? What was theroot cause or causes of those failures?”
■ “The relationship between mainte-nance and production has been poor ... tothe point of cussing each other out.” – Carte
Again, it comes down to frustration withthe traditional setup and the hustle andbustle of trying to get product out the door.
Add in the fact that a smelter is a toughplace in which to work – it’s exceptionallyhot and far from a cleanroom environment– and tempers are bound to flare.
“It’s a waste of time to point fingers nowand say, ‘It’s maintenance’s fault’ or ‘It’sproduction’s fault,’” says Roach. “Everyone isto blame. We are all in this together.”
THE SEEDS OF SUCCESSWe are all in this together. That is the
nature of Century Aluminum’s road to reli-ability. The past is the past. Let bygones bebygones. Rip off the Band-Aid, eventhough you know it will sting (and prob-ably pull out some hairs). What happensnow impacts and involves everyone.
Plants that seek to address reliability failmost of the time when their efforts arecreated or viewed as a maintenance depart-ment initiative. You may get some surfaceimprovements, but the impact is neithersubstantial nor lasting. Century Aluminumwas cognizant of this when, in the summerof 2007, it decided that change was neces-sary in order to have a future in Ravenswoodand in the global aluminum market.
“We tried change in the past with justmaintenance, but it only goes so far,” saysCarte. “It doesn’t work. You aren’t devel-oping, educating, making people aware onthe production side. They aren’t part of it
COVER STORY
10 September - October 2008 www.reliableplant.com
THE MAKING OF A NEW MAINTENANCE SUPERHERO
Like most traditional plants,Ravenswood has long lauded the reactivehero, the mechanic who rides in to savethe day when the equipment breaks down.
“People are used to being rewarded,recognized, patted on the back for abreakdown that they got back on line,”says plant manager Jim Chapman.
The site, though, is working to create anew, proactive hero.
“The guy who identifies a minor issueand takes care of it before it leads to a
major stoppage, the one who has ideas onhow to make the machines more robustand sees them through to completion –they need to be held up as heroes,” saysreliability excellence facilitator Scott Carte.
Getting there will require educating bothworkers and managers.
“It’s a change, and some people will bescared,” says maintenance manager JimDoeffinger. “The thinking is, ‘If everythingis planned, then what good am I? Theywon’t need me anymore to be the hero.’”
Century Aluminum’s Ravenswood site is situated adjacent to the Ohio River.
Electrician Clyde Whitney has worked 32 years at the plant.

at all, so what do they have in it? If theydon’t see the results of it, they def initelyaren’t in it. This is the only way that it canbe. It has to be total alignment.”
Plant manager Chapman agrees. “When you say ‘reliability,’ everybody
thinks ‘maintenance’,” he says. “We gottogether and discussed this. Some of ourpitfalls in the past have been that produc-tion has never been on board. We knownow that without a joint effort, it’sdoomed to fail.”
Two personnel moves set the tone forwhat was to come.
Pistelli, the engineering and mainte-nance manager (and a 30-year employee)at the plant, was groomed in July of thatyear for the new post of corporate relia-bility excellence manager by chief operatingofficer and executive vice president WayneR. Hale. Pistelli would be responsible forhelping Ravenswood and the other Centuryplants see the light about reliabilityimprovement.
The plant then made a break with tradi-tion by naming Carte as the facilitator – theplant leader – of the new reliability initia-tive. Carte was a lifelong productionworker who most recently was a produc-tion general supervisor in the pot room.
“That was a visible way to get out of thesilo thinking,” says Doeffinger.
Leadership stresses, however, that Cartewas not chosen because of his outside-of-maintenance background.
“The plant picked the right person forthe job,” says Pistelli. “The fact that he’sfrom production doesn’t make it work. Hisdesire to make it work stands out.”
Carte met some initial hesitance from themaintenance crew, but won favor throughopen dialogue and by explaining that he hadtheir backs as much as he had those inproduction. Endorsement from the mainte-nance manager also paid dividends.
“Jim told them, ‘We have Scott runningit. It’s good to have someone from produc-tion leading this. It’s important to tiemaintenance and production together,’”says Carte.
Operators seem ready to tie the knot. “By improving equipment uptime, we
will have a less stressful environment. Byhaving the equipment running when we need it, it helps us do the job safelyand correct,” says Greg Greathouse, a cell operator for the past six years in thepot room.
Just as important to building the foun-dation has been the support andinvolvement of corporate and plantmanagement.
Hale has provided the vision, sponsor-ship, leadership, funding and stamp of
www.reliableplant.com September - October 2008 11
SPELLING OUT THE DETAILS OF THE INITIATIVE
Century Aluminum reliability excellencefacilitator Scott Carte created a flyer thispast spring that outlined the details of thereliability initiative. Here is text from thatflyer, which he titled “The Bridge to theFuture: Reliability Excellence”:
What is Rx?: Rx is reliability excellence.It is a method to increase the life andusefulness of assets. It is a way to improvethe business. It is not just a maintenanceprogram. Rx has started, and it will takeseveral years to implement.
Why are we doing Rx?: It is our oppor-tunity for Ravenswood to fully achieve itspotential in reliability, lower costs andincreased prof itability. It is one of thecornerstones of building a long-term,viable future.
What is in this for me?: The deliver-ables are a proactive work environment
where you are valued, doing the jobright, with reliable equipment when youneed it.
How will we implement Rx?: Peoplefrom various job functions and individualareas from the plant will populate focusgroups. The focus groups will work on thefollowing processes – work control, mate-rial management, reliability engineering,operational improvement, and planningand scheduling.
The focus groups will complete abrown paper identifying how things aredone today and a white paper to deter-mine how things will be done in thefuture. The work results of the focusgroups will be implemented in a selectedpilot area of the plant. These enhancedpractices will be migrated into all areasof the plant.

approval from on high. His mission hasbeen to make common sense commonpractice.
“While he believes in expansion andgrowth, he also believes in preserving theassets that he has,” says Pistelli. “Lookingover the corporation, he recognizes theneed for reliability at each site to hold onto the assets that you have and operatethem to their full capability.”
Chapman is funneling time andresources to the cause, and serving as theexecutive sponsor of both the overall relia-bility initiative and its steering committee.
Everyone has taken notice. “Never before have we seen this type
of support from up above,” says JeffCarpenter, the maintenance/productionsupervisor in the rodding department.“That is a very good sign.”
Such breaks from the past haveconverted doubters and “f lavor of themonth” naysayers and gotten plantworkers focused on the task at hand.
“We, as the people on the floor, realizethat we have to have this for the survival of
this plant and our jobs and for futureemployment,” says operator Wilson. “Werealize that this is the best thing that wecan do. This place is important to theemployees, the support jobs, the retailbusinesses in the area, everyone.”
Adds Carte, “We’re not doing this forbragging rights or anything. It’s to giveourselves a future.”
MILEPOSTS ON THE ROAD
The plant is less than a year into a relia-bility journey that could very well take fiveor more years ... just to reach a “good”level. Best in class? That’s way in thedistance. Even so, there have been a host ofcalendar entries that point to progress.Mileposts on the road to reliability haveincluded:
Reliability case study: Century Aluminumdecided not to go solo on this new quest. Ithired Life Cycle Engineering as its consultantin October 2007. The first action was to sendmanagers to an LCE “opportunity caseworkshop” in Charleston, S.C. The classshowed the comparative costs of a reactiveplant and a reliable plant. The Ravenswoodteam realized that going proactive couldbring tremendous returns.
Initial assessment: As a way to determinewhere the plant stood in relation to estab-lished standards and practices of reliabilityexcellence, LCE performed a full site evalu-ation which spanned from November tolate December 2007. The report gaveRavenswood an initial assessment score of.159 on a scale of .000 to 1.000, placing itdeep in the “reactive” category. The consul-tancy defines categories as: reactive (.000to .399), emerging (.400 to .549), proac-tive (.550 to .749) and excellence (.750 to1.000). This created a baseline and aconfirmation of need.
“Some managers viewed it as ‘we’re notthat way at all,’” says Doeffinger. “When Isaw the scores, I said, ‘That sounds aboutright to me.’”
Adds Carte, “You can debate the score,but the purpose was to see that you are atotally reactive plant. It showed we havemuch work to do.”
Master plan: In March, the consultancyfinalized a personalized road map to take theplant from Point A (reactive) to Point B
(proactive). Action items and long-term time-lines were defined to address needs and closethe gaps identified in the assessment.
Steering committee: Chapman andCarte worked with LCE to create a cross-functional steering committee in April2008 to lead the new initiative; providesupport to focus groups; and alignsystems, structure and controls to supportreliability. The committee, consisting off ive managers and two trades workers,includes a purchasing manager, materialhandling manager, services manager, tech-nical manager, maintenance manager, celloperator and millwright. Committeemembers and additional plant managerswent through change management trainingin April to prepare themselves and othersfor the journey.
Groups: Focus groups were created in Mayand June to oversee reliability’s influence onfive key areas of opportunity. Each groupcontains seven people (the vast majority ofwhich are trades workers) whose job func-tions are tied to a specific facet of reliabilityexcellence. Groups include:
• Work control – focus on specific aspects ofmaintenance work identif ication,approval and execution
• Operational improvement – focus onoverall equipment effectiveness (OEE)and loss elimination
• Planning and scheduling – focus onaspects of maintenance planning andscheduling
• Material management – focus on aspectsof material management and procurement
• Reliability engineering – focus on aspectsof preventive and predictive maintenance,and failure elimination
Communication: The pursuit of changehas a tendency to breed rumors and misin-formation, especially in the early stages.Leaders got proactive to ensure the correctmessage was provided to plant employees. InMay, Carte created brochures and postedsigns that spelled out the purpose, goals anddeliverables of the initiative. (Text from thefirst sign is found in the sidebar on Page 11.)He followed that up with a brochure in Junethat introduced the groups and theirmembers, quantified early progress, outlinedcurrent activities and answered general ques-tions on the minds of workers.
COVER STORY
12 September - October 2008 www.reliableplant.com
BONDING WITH SMRPCentury Aluminum is gaining knowl-
edge on best practices through itsinvolvement with the Society forMaintenance & Reliability Professionals.
Ravenswood maintenance and engi-neering leaders first gained exposure toreliability best practices when it became acharter member of the Mid-Ohio ValleyMaintenance Council, gaining a new viewof how plants – including General Electricand DuPont – use reliability as a part ofoperations. It found its way to SMRP byspeaking with a colleague who worked forCytec Industries, a chemical company.
The plant then joined the efforts offellow MOVMC members to form anSMRP chapter and become an executivesponsor in that area of the country.
Century’s involvement has grown towhere it serves as the proxy of CertifiedMaintenance & Reliability Professionalexams at a local vocation school and is aCMRP sustaining sponsor. The companycurrently has one CMRP – Hawesville, Ky.,employee Kayne Grace. Several othersplan to take the test soon.
Current state: The focus groups led “brown paper” activities inJune and July that mapped out current processes and displayedareas of opportunity.
“The groups sit down and put the brown paper on the board,”says Carte. “You affix notes and mark it all up. You go over – fromthe perspective of a maintenance supervisor, a production super-visor, operators, a scheduler/planner, a maintenance technician –how you currently work. When you map it out, it’s like SpaghettiJunction in Atlanta – all of the highways cross each other. It showsthat you have a mess. Some people think they are doing it the rightway, but when you map it all out, you see the truth.”
Focus groups began “white paper” activities – mapping out thedesired future state for processes – in August.
Pilot area: In June, the steering committee chose the rodding areato be the test site for focused reliability enhancement projects.
“This area is critical,” says department supervisor Carpenter.“This area can never be shut down or it creates a major impact.
We have to provide anodes to the pot room and meet its quan-tity needs every day. We have to stay here until the total is met.”
Focus groups will spend six months to prescribe and enactmeasurable changes.
“The project is drawing light to this area,” says Carpenter.“Hopefully, we can create some lasting improvements.”
HOPE FOR THE FUTUREHope is a good word, but it also reflects guarded optimism. The
plant and its reliability initiative are on the right path, but they arenot out of the woods yet. Potential roadblocks are on the horizon.These include:
Change: It is hard to change practices that have been in placefor decades. It’s also a challenge to keep transformed areas (andworkers in those areas) from falling back to old, comfortablepractices.
Fatigue: Reliability improvement is a long-term process. Centurybelieves it will take three to five years alone to get to a solid levelof reliability. It may take three to five additional years to achieve ameasure of excellence. Such a trek can tire people out.
“If we get halfway there in five years, there will be tremendousimprovements in this plant,” says Doeff inger. “Along the way,though, we will be going through the valley of despair. You have toretain your focus. You just have to hang in there.”
A tug on resources: Reliability improvement isn’t the only gamein town. The plant is also performing a feasibility study to raiseproduction by increasing amperage, a huge undertaking.
“That could drain resources and turn people’s attention,” saysCarte. “Plus, there are other initiatives, there is always training ...something is always coming up.”
Bright spots, though, far surpass the gray. The corporation is high on Ravenswood. “The company and its leaders see a future for this place,” says
Carte. “They see Ravenswood as a part of their future. Thecapacity increase is an example of that. They want to do the rightthings while the aluminum market is good to make us viable for along-term future. They are backing us and giving us the support toput us on the road to reliability excellence.”
The near future for Ravenswood includes an increased use ofpredictive maintenance technologies.
“We want to bring on oil analysis, vibration analysis, thermog-raphy,” says maintenance engineer Ed Austin, a 21-year plant vet.“That’s part of the master plan.”
And, it includes increased staffing. “Our next stage of commitment is to add planners, schedulers
and reliability engineers to get the entire infrastructure around thatsystem to support it,” says Chapman.
That’s welcome news to guys like Doeff inger. “We’re talkingabout increasing capacity and spending money,” he says. “From amaintenance standpoint, this is heaven.”
A NOBLE CAUSEThe past is the past, but on the road to reliability, it’s OK to take
a glance in the rear-view mirror. “We really love this plant,” says Pistelli. “Scott’s dad worked
here. My dad worked here. This is what gave us our livelihood whenwe were kids, and it does to this day. That is what is kind of makingthis a noble cause. It’s about more than just the job.”
If you don’t know where you’ve been, you don’t know where youare going. Century Aluminum’s plant in West Virginia is going ... inthe right direction.
www.reliableplant.com September - October 2008 13
SUPERMARKET
14 September - October 2008 www.reliableplant.com
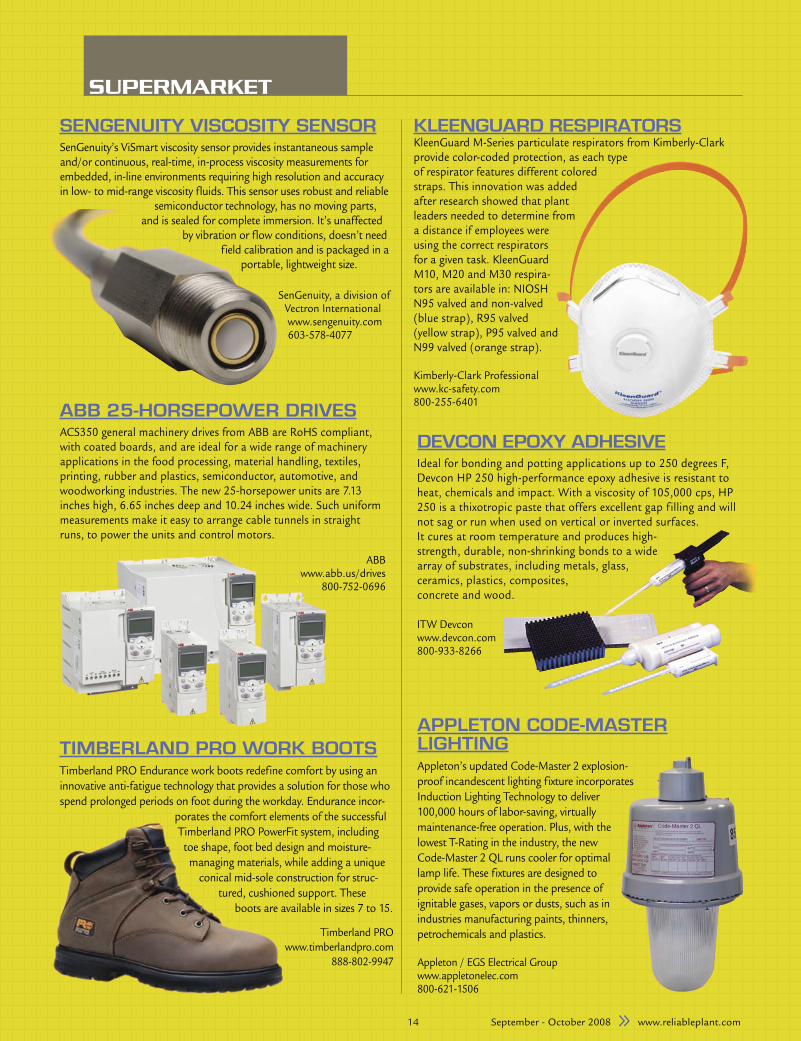
APPLETON CODE-MASTERLIGHTINGAppleton’s updated Code-Master 2 explosion-proof incandescent lighting fixture incorporatesInduction Lighting Technology to deliver100,000 hours of labor-saving, virtuallymaintenance-free operation. Plus, with thelowest T-Rating in the industry, the newCode-Master 2 QL runs cooler for optimallamp life. These fixtures are designed toprovide safe operation in the presence ofignitable gases, vapors or dusts, such as inindustries manufacturing paints, thinners,petrochemicals and plastics.
Appleton / EGS Electrical Groupwww.appletonelec.com800-621-1506
SENGENUITY VISCOSITY SENSORSenGenuity’s ViSmart viscosity sensor provides instantaneous sampleand/or continuous, real-time, in-process viscosity measurements forembedded, in-line environments requiring high resolution and accuracyin low- to mid-range viscosity fluids. This sensor uses robust and reliable
semiconductor technology, has no moving parts,and is sealed for complete immersion. It’s unaffected
by vibration or flow conditions, doesn’t needfield calibration and is packaged in a
portable, lightweight size.
SenGenuity, a division ofVectron Internationalwww.sengenuity.com603-578-4077
KLEENGUARD RESPIRATORSKleenGuard M-Series particulate respirators from Kimberly-Clarkprovide color-coded protection, as each typeof respirator features different coloredstraps. This innovation was addedafter research showed that plantleaders needed to determine froma distance if employees wereusing the correct respiratorsfor a given task. KleenGuardM10, M20 and M30 respira-tors are available in: NIOSHN95 valved and non-valved(blue strap), R95 valved(yellow strap), P95 valved andN99 valved (orange strap).
Kimberly-Clark Professionalwww.kc-safety.com800-255-6401
ABB 25-HORSEPOWER DRIVESACS350 general machinery drives from ABB are RoHS compliant,with coated boards, and are ideal for a wide range of machineryapplications in the food processing, material handling, textiles,printing, rubber and plastics, semiconductor, automotive, andwoodworking industries. The new 25-horsepower units are 7.13inches high, 6.65 inches deep and 10.24 inches wide. Such uniformmeasurements make it easy to arrange cable tunnels in straightruns, to power the units and control motors.
ABBwww.abb.us/drives
800-752-0696
DEVCON EPOXY ADHESIVEIdeal for bonding and potting applications up to 250 degrees F,Devcon HP 250 high-performance epoxy adhesive is resistant toheat, chemicals and impact. With a viscosity of 105,000 cps, HP250 is a thixotropic paste that offers excellent gap f illing and willnot sag or run when used on vertical or inverted surfaces.It cures at room temperature and produces high-strength, durable, non-shrinking bonds to a widearray of substrates, including metals, glass,ceramics, plastics, composites,concrete and wood.
ITW Devconwww.devcon.com800-933-8266
TIMBERLAND PRO WORK BOOTSTimberland PRO Endurance work boots redefine comfort by using aninnovative anti-fatigue technology that provides a solution for those whospend prolonged periods on foot during the workday. Endurance incor-
porates the comfort elements of the successfulTimberland PRO PowerFit system, includingtoe shape, foot bed design and moisture-
managing materials, while adding a uniqueconical mid-sole construction for struc-
tured, cushioned support. Theseboots are available in sizes 7 to 15.
Timberland PROwww.timberlandpro.com
888-802-9947

www.reliableplant.com September - October 2008 15
STARRETTMEASUREMENT SYSTEML.S. Starrett introduced the Galileo AV350 video measurement system,the latest in the line of exceptionally precise Galileo Systems. The
AV350 is an intermediate-travel multi-sensormetrology instrument offering a large, square 14" x
14" (350mm x 350mm) X/Ywork area and extra Z-clear-ance at 8" (200mm). Thelarge Z-clearance,
combined with extrarigidity, provides thenecessary space for
multi-sensor attachments,including vision, contact probe
and laser scanning.
The L.S. Starrett Companywww.starrett.com
978-249-3551
BEST BLACK-LITE 4540 GLOVESBest Glove offers the Zorb-IT Black-Lite 4540, a general-purposeglove that provides the ultimate balancebetween dexterity, grip and oil absorption forjobs that require all three. Offering second-skin comfort, the glove’s breathable,seamless black knit liner reduces odorsand hides the grime associated witheveryday wear in industrial work envi-ronments. This keeps the productlooking new through months of usein applications where other gloveswould look dirty with just one use.
Best Glovewww.bestglove.com706-862-2302
UCOAT IT FLOORCOATING SYSTEMThe UCoat It water-based epoxy floor coating system is a propri-etary formula, the result of years of research and development toproduce a professional-quality floor coating without the need forapplication by specializedcontractors. The system can beapplied to any properly preparedwood or concrete floor. Itfeatures seven color options,including black, white, tile red,medium blue, beige, lightgray and medium gray.Applied as directed, theproduct is warrantedagainst lifting, peelingand blistering.
UCoat It America LLCwww.UCoatIt.com800-826-2848
IMI BEARING FAULT DETECTORIMI Sensors’ Model 682A05 bearing fault detector senses impactswithin rolling element bearings caused by bearing faults. This type ofdetection provides early warning of typical faults such as crackedraces, spalling, brinelling, fatigue failure, looseness and loss of lubri-cation. The product uses a true peak picking mechanism that isultra-sensitive to impacts in bearings and provides warning of prob-lems in their earliest stages. This type of warning isn’t provided bytraditional vibration-level monitoring techniques.
IMI Sensors, a division of PCB Piezotronicswww.imi-sensors.com800-959-4464
ABM BEVELGEAR DRIVESABM Drives’ TDB254WR modular-design,wide-wheel bevel gear drives bring greatercompactness, stability, efficiencies and designflexibility to traction drives for pallet, reach,narrow-aisle and stand-up trucks, AGVs,sweepers and scrubbers. Special gearingallows industry’s tightest swing radius (7inches/175 millimeters) for wide-wheel capa-bility with zero-offset drive. The widest rangeof gear ratios (14:1 to 39:1) allows you toachieve optimal speed ranges and motorefficiencies for each vehicle type.
ABM Drives Inc.www.abm-drives.com513-576-1300
BRADY LOCKOUT/TAGOUTRESOURCESBrady created a variety of lockout/tagout resources – including a LockoutSolutions handbook, a dedicated Web area, a solutions-planning whitepaper, interactive online Webinars, and products and services – to
provide you with completelockout/tagout information and
solutions. The handbook lays out astraightforward “4 Steps toCompliance” plan for creating aneffective energy control program.Each step includes an explanationof basic OSHA requirements andprovides tips for successfulprogram implementation.
Brady Corporationwww.bradyid.com/lockouttagout
888-250-3082


LEAN TOOLS FOR MAINTENANCE & RELIABILITY
The Power of LeanReliable Plant magazine is pleased to present the fourth annual Lean Tools for
Maintenance and Reliability conference, October 6-8 at the Marriott Hotel inChicago (just a short drive from O’Hare International Airport). Attend and learnmany of the lean tactics that have helped Harley-Davidson, General Motors,Alcoa and others achieve best-in-class status for overall reliability, productivityand performance.
Last year, plant professionals from 26 states and four countries gathered inCleveland to share experiences and hear case studies from companies such as Toyota,Honda, Harley-Davidson, Eastman Chemical, Energizer, AstenJohnson and Nordson.
Lean Tools for Maintenance and Reliability is a must-attend conference for anyoneresponsible for the health of a plant’s mechanical assets. Now more than ever, youneed to apply lean tactics and strategies to achieve peak maintenance and reliabilityperformance.
After three days in Chicago this fall with your peers and industry leaders, you’ll beable to help your plant prevent costly problems, squeeze more from your budgets andreplace wrench time with uptime – and sustain it.
At the 2008 Lean Tools conference, you’ll find a dynamic mix of experts explaininglean successes and failures, and how they use techniques such as the Toyota ProgramSystem, kaizen, TPM, Six Sigma, RCM, 5-S, root cause analysis, error-proofing, visu-al management, etc., to enhance the reliability of their plant machinery.
Plant and corporate leaders from Harley-Davidson, General Motors, Alcoa,Campbell’s Soup, Baxter Healthcare, United Southern Industries, LAI International,Eaton, WIKA Instruments, Flexible Steel Lacing Company, Grede Foundries, GeneralPhysics, Auburn University, the University of Cincinnati/National ScienceFoundation’s Center for Intelligent Maintenance Systems, the Shingo Prize forManufacturing Excellence, Noria Corporation, Vesta Partners and W.W. Grainger willpresent keynote addresses and case studies at the Chicago event.
In addition to the conference, a limited number of vendors will also be on-handwith relevant product and service solutions to aid in your plant’s lean transformation.
Daily group breakfasts, breaks, lunches and receptions are included with registra-tion and ensure ample time for networking and in-depth one-on-one discussions.
Lean Tools for Maintenance and Reliability was the first, and remains the only,conference focused on putting lean tools to work at the core of your operations.Since the program is designed to improve the performance of both individuals andequipment, attending is a sure bet to help you and your business succeed. And withour 100% satisfaction guarantee, you’ve got nothing to lose.
Please review the great lineup of conference presenters, and note the responsesfrom last year’s attendees. You’ll save $200 if you register before September 12, sosign up today!
I look forward to seeing you in Chicago.For complete conference details, visitwww.lean2008.com.
SUNDAY, OCTOBER 5Conference Registration 2:00pm – 8:00pm
MONDAY, OCTOBER 6Conference Registration (Mon, Tues, Wed) 7:00am – 5:30pmNetworking breakfast and Lean Tools Showcase 7:30am – 8:15am
Welcome from Paul V. Arnold, Reliable Plant 8:15am – 8:30amOpening keynote presentation, Klaus Blache, cost reduction manager, General Motors 8:30am – 9:30am
Break and Lean Tools Showcase 9:30am – 10:00amPanel discussion, Rick Fox, maintenance manager, and members of Warrick power plant reliability team, Alcoa 10:00am – 10:50am
Break and Lean Tools Showcase 10:50am – 11:10amPresentation, David Hicks, lean specialist, Auburn University 11:10am – 12noon
Lunch and Lean Tools Showcase 12noon – 1:20pmAfternoon keynote presentation, Samuel Bethea, director of North American reliability, Campbell’s Soup 1:20pm – 2:20pm
Break and Lean Tools Showcase 2:20pm – 2:40pmPresentation, Mike Bresko, managing director and principal, General Physics 2:40pm – 3:30pmPresentation, Kevin Hartler, director of consulting services, W.W. Grainger 3:30pm – 4:20pm
Day 1 sponsor/exhibitor prize drawing 4:20pmNetworking reception and Lean Tools Showcase 4:20pm – 5:30pm
TUESDAY, OCTOBER 7Networking breakfast and Lean Tools Showcase 7:30am – 8:15am
Welcome from Paul V. Arnold, Reliable Plant 8:15am – 8:20amMorning keynote presentation, Wayne Vaughn, formerly director of maintenance, Harley-Davidson Motor Company 8:20am – 9:15am
Break and Lean Tools Showcase 9:15am – 9:45amPresentation, Dr. Jay Lee, director, University of Cincinnati/National Science Foundation Center for Intelligent Maintenance Systems 9:45am – 10:35am
Break and Lean Tools Showcase 10:35am – 10:50amCase study, Rick Reed, director of Continuous Improvement, WIKA Instrument Corporation 10:50am – 11:40amPresentation, Chris Rutter, industry manager, Brady Corporation 11:40am – 12:10pm
Lunch and Lean Tools Showcase 12:10pm – 1:30pmAfternoon keynote presentation, Drew Troyer, chief executive officer, Noria Corporation 1:30pm – 2:30pm
Break and Lean Tools Showcase 2:30pm – 2:50pmCase study, Mark Steward, Operational Excellence team leader, Eaton Corporation 2:50pm – 3:40pmCase study, Frank Bailey, plant manager, LAI International 3:40pm – 4:30pm
Day 2 sponsor/exhibitor prize drawing 4:30pmNetworking reception and Lean Tools Showcase 4:30pm – 5:30pm
WEDNESDAY, OCTOBER 8Networking breakfast and Lean Tools Showcase 7:30am – 8:15am
Welcome from Paul V. Arnold, Reliable Plant 8:15am – 8:20amMorning keynote panel discussion, Dana Fluet, lead maintenance and reliability engineer, and members of the plant M&R team, Harley-Davidson 8:20am – 9:15am
Break and Lean Tools Showcase 9:15am – 9:45amPresentation, Drew Troyer, CEO, Noria Corporation 9:45am – 10:35am
Break and Lean Tools Showcase 10:35am – 10:50amCase study, Todd Bennett, president, United Southern Industries, and Sam McPherson, lean enterprise and public sector consultant, Shingo Prize 10:50am – 11:40amPresentation, Gordon Elfstrom, lubrication consultant, Dow Corning 11:40am – 12:10pm
Lunch and Lean Tools Showcase 12:10pm – 1:30pmAfternoon keynote presentation, Mike Fisher, manager of EHS engineering, and Pat Bartholomew, director of EHS management systems, Baxter Healthcare 1:30pm – 2:30pm
Break and Lean Tools Showcase 2:30pm – 2:50pmCase Study, Dean Jones, training supervisor, Grede Foundries, and David Townsend, manufacturing specialist, Wisconsin Manufacturing Extension Partnership 2:50pm – 3:40pmCase study, Bob Hafey, director of lean operations, Flexible Steel Lacing Company 3:40pm – 4:30pm
Day 3 sponsor/exhibitor prize drawing 4:30pmThe Lean Tools Showcase will be open during breakfasts, breaks and networking receptions.
Schedule-at-a-glance
Paul V. ArnoldEditor-in-chiefReliable Plant magazine

What Attendees Say“I enjoyed the format of the conference,especially the time after each session forup-close and more personal communi-cations with the presenters.”
Johnathan F. RitterToyota
“There were many great speakers.Lunch and the cocktail hour after provid-ed good opportunities to meet people.”
Patricia TraubThe Boeing Company
“I thought the conference was verygood. There were many things talkedabout I feel we can learn from. I’m satis-fied with what I took away from it.”
Mike HolmesWahl Clipper Corporation
“Thanks very much. Your seminar waswell worth the money.”
Jim StavropulosMTD International
“The diversity in thought was excellent. Ienjoyed the war stories from people thatI met and have already set up a few infoexchanges with some other managers.The overall quality of the conferencewas first class! Excellent topics, excellentpeople. A+.”
Michael GiulianoNordson Corporation
“You had a good representation of pre-senters. The most valuable message Icame away with was from Toyota whenthey said they still struggle to maintainthe discipline required to have a leanapproach.”
Bob MacPhersonVolvo
“The conference was good. I felt that thepresentations from the companies weregreat (i.e. Harley, Toyota, Honda).”
Gary MartiniFord Motor Company
Register now at LEAN2008.com or call 800-597-5460
CASE STUDY CONFERENCE, OCTOBER 6-8
Take Home Proven Practices for Bottom-Line ResultsAt Lean Manufacturing 2008, you’ll tap into the brains of a team of experts that has mastered lean and best-practice maintenance. These seasoned professionals will share with you exactly how they drove change throughtheir organizations and achieved stellar cost reductions and improvements in mechanical asset reliability.
Establishing a maintenance & reliability process for lean success
Visit LEAN2008.com for final program details.
Wayne Vaughn PE, CMRP principal consultant, Vesta Partners (and former director of maintenance, Harley-Davidson Motor Company)
It is essential to start early in establishing a successful maintenance and reliability program. This keynotesession will explain how to get trades and engineers involved early, and hold people accountable through-out the procurement and commissioning process. You’ll learn a detailed method for creating an asset care
program that will deliver the reliability that is expected. This process, a foundational element of any lean program, canbe applied to existing equipment and to new equipment. The session, led by the recently retired director of maintenanceof Harley-Davidson Motor Company (a role model for any manufacturer looking to go lean), will lay out the entireprocess, identify key success factors and identify pitfalls that must be avoided. It will also note where there are differ-ences between applying this process to existing equipment and to new equipment.
KEYNOTE
Implementing lean tools for long-term success – Are you ready?Klaus M. BlachePh.D., CPE, cost reduction manager, General Motors Corporation
Today, as one of the planet’s most experienced lean companies, GM’s manufacturing performance hasremained strong (even during an economic downturn), and continues to reach new levels of quality, pro-ductivity and asset reliability.
In this keynote, you’ll discover how GM implemented lean manufacturing for long-term success and hear the lessonsGM learned during lean implementation in areas like waste-reduction, continuous improvement, maintenance & reliabil-ity, OEE, standardization and problem solving. Plus, you’ll learn about lean culture readiness, thinking lean, using a totalsystems approach, assuring strategic alignment and sustaining the lean process.
KEYNOTE
Harley-Davidson and reliability: An interactive discussionDana Fluetlead maintenance and reliability engineer, and members of the plant M&R team, Harley-Davidson
Harley-Davidson manufacturing is all about predictability. No surprises. No bottlenecks. No breakdowns. Nodowntime. No muda. What lies ahead is known. Just turn on the production equipment and create. It is the reli-ability image – the lifestyle – that is built by maintenance and embraced by employees in production, operations,
finance, and plant and corporate management. Reliability-fostered predictability is the on ramp to increased output, produc-tivity, efficiency and profitability at this truly American industrial company. Perhaps no Harley-Davidson plant embodies thisspirit and vision like its powertrain operations factory located in the Milwaukee suburb of Menomonee Falls.
This keynote panel discussion session will feature maintenance and reliability leaders from this phenomenal site. It will becaptained by Dana Fluet, who has helped implement projects and institute processes that have the plant on path “towardbeing 100 percent proactive and having zero fire-fighting.” Learn and ask questions during this interactive session!
KEYNOTE
The Campbell’s Journey toward World-Class ReliabilitySamuel Betheadirector of North American reliability, Campbell Soup Company
This session focuses on Campbell’s Soup’s journey toward World-Class Reliability and will examine how the tools ofTotal Productive Manufacturing (TPM) and Six Sigma combine with change management to achieve breakthroughs inperformance, and create a stable operating platform for continuous improvement. Samuel Bethea, the director of NorthAmerican maintenance and reliability at Campbell Soup Company, will discuss how the TPM methodology has beenimplemented, including the process of stops and starts that have been a part of the development of the program.
KEYNOTE

Sponsor DisplaysSelect participating vendors will beon hand to demonstrate productand service solutions for lean pro-gram implementation.
Lean ManufacturingAlumniSome of the companies that have attendedour recent lean conferences include:
Abbott LabsAutoliv N.A.BPBoeingCallaway Golf BallCargillChevronTexacoChryslerConagra FoodsConocoPhillipsCoors BrewingDuke EnergyDuPontEastman ChemicalFord MotorCompanyHarley-DavidsonHercules Inc.HondaIntelInternational PaperKennametal
Kimberly-ClarkKodakLockheed MartinLyondell ChemicalMerck & Co.Mercury MarineNucor SteelOwens CorningParker HannifinPlaytex ProductsPratt & WhitneyRaytheonSara LeeTemple-InlandTimkenToyotaTXU PowerUnileverU.S. SteelVolvoWhirlpoolZippo Mfg.
LEAN TOOLS FOR MAINTENANCE & RELIABILITY
Jay Lee director, University of Cincinnati/National Science Foundation Center for Intelligent Maintenance Systems
This insightful presentation will introduce state-of-the-art and prognostics technologies and most commonly used predictive maintenance tools for machine monitoring and failure prevention. Case studiesin different industries (semiconductor manufacturing, automotive, transportation, power generation, etc.)
will be presented. Attendees will be able to learn how to use these tools and technologies to:1. Improve machinery reliability, manufacturing equipment uptime, production throughput and product quality. 2. Generate useful information from manufacturing equipment for real-time quality assurance, process degradation
assessment, supplier evaluation and management, and closed-loop product life cycle systems.3. Develop an integrated IT-enabled system for zero-breakdown lean maintenance systems.
Tools to achieve zero-breakdown lean maintenance systems
Drew TroyerCRE, chief executive officer, Noria Corporation
At its core, lean manufacturing is about the elimination of losses – usually called waste by lean practition-ers. This is strikingly similar to the f ield of risk management, which is the focus of reliability management.Reliability practitioners specialize in defining and dimensioning risks to the organization using a variety of
tools and techniques. These tools have been proven over the decades in industries where risk management really counts– aviation and nuclear power to name a few. In this keynote address, we’ll discuss how to define your losses in macro-economic terms to define your Bold Outrageous Goal (BOG), then discuss how to apply modified versions of the sametools employed by reliability practitioners in the aviation industry to define and dimension – in monetary terms – specif-ic wastes that equate to lost profit for your organization. Armed with this information, you’re positioned to prioritizeloss areas for elimination, proceeding with confidence that you’re driving value for your organization.
You simply can’t be lean without reliabilityKEYNOTE
Lean streamlines maintenance planningMike Breskomanaging director and principal consultant, General Physics
This presentation will show how to apply the principle of lean flow to maintenance down-day and outage planning,and explains how some commonly held beliefs in maintenance organizations lead to planning rework and waste. Ithighlights how early cut-off dates for new outage work can paradoxically cause more work and poor planning when
viewed through the lens of the lean waste of overproduction. It will explain how to group job types, and involve and manage func-tions other than planning to streamline the maintenance work cycle and achieve high readiness for the start of the outage.
Lean, clean and green: Baxter Healthcare at workManufacturing EHS LeadersMike Fisher, manager of EHS engineering, and Pat Bartholomew, director of EHS management systems, Baxter Healthcare
Baxter Healthcare is proactively addressing environmental issues and has achieved a 35 percent reduction in greenhousegas emissions per unit of production and a 22 percent improvement in energy efficiency per unit of production. The com-pany estimates that the investments it has made in recent years yielded $80 million in savings and cost avoidance, with $9million of that from energy savings alone. The benefits go far beyond cost avoidance and energy or raw material savings.In this session you’ll learn how the company achieved these savings and has yielded higher quality levels, greater produc-tion output and flexibility, reduced waste, and improvements in workplace safety.
KEYNOTE
Improve your productivity and reduce your total costKevin A. Hartlerdirector, Grainger Consulting Services, W.W. Grainger
In an increasingly competitive global environment, organizations must innovate to find opportunities to improve theirproductivity and reduce total cost. Initiatives that consider ALL aspects of process improvement and waste reduction willfind the greatest level of success in improving efficiency. This session will provide you with a host of ideas to increase theperformance of your plant maintenance and reliability team and offer up methods to work more closely and strategicallywith your distributors of maintenance, repair and operations tools and supplies.

Lean Lessons from the World’s LeadingManufacturers
At Lean Tools for Maintenance &Reliability, you’ll tap into the knowledgeand experiences of experts from some ofthe world’s most productive companies.These professionals will share with youhow they’re driving change throughtheir organizations and achieving stellarcost reductions and improvements inmechanical asset reliability.
What You’ll Take Home• Proven processes and tools that can
instantly raise the productivity, per-formance and profitability of yourbusiness
• Effective techniques to quickly andsubstantially improve productionequipment reliability
• Strategies for leading change andbringing your entire team into theimprovement process
• Course materials, contacts and newinsights into how to overcome oldproblems
• Implementation of just one idea couldsave your plant thousands or evenmillions of dollars
Who Should AttendAny manufacturing plant leader want-
ing to achieve peak maintenance andreliability performance, including:• Maintenance Managers• Plant Engineering Managers• Reliability Managers• Production/Operations Managers• Manufacturing Managers• Plant Managers• VPs of Operations• VPs of Manufacturing• Lean Manufacturing Managers• Maintenance Technicians
Register now at LEAN2008.com or call 800-597-5460
Leading the lean reliability initiativeDavid Hicks, PEoutreach faculty member, Auburn University
This session is perfect if you have been given the task of bringing lean into your plant’s M&R functions.Lean implementations primarily fail due to a lack of management support and clear connections betweenlean activities and bottom-line results. In sports, players are told to “keep your eye on the ball,” and then
receive training and coaching in the basic techniques required for success. Maintenance leaders are expected to embrace lean principles and put them into action, often with only a brief overview
of the principles. This presentation provides a systematic approach to leading lean transformations in all areas, includ-ing maintenance and reliability. Leaders using this system have seen improvements in throughput, costs, revenues, inven-tories, maintenance and employee involvement.
Zone control: Laying the foundation for lean successTodd Bennettpresident, United Southern Industries, and Sam McPherson, lean enterprise and public sector consultant, Shingo Prize
The foundation of the House of the Toyota Production System is “Stability in the 4 Ms (man, machine,methods and materials).” Zone control is Toyota’s little-understood territorial management system thatprovides machine-intensive operations the same breakthrough performance that cellular manufacturing
provides assembly operations. Zone control is a “severe way”, but it was the method for United Southern Industries toachieve basic stability in its machine-intensive custom injection-molding operation.
During this session, USI president Todd Bennett and lean enterprise transformation sensei Sam McPherson will sharehow to: organize your operations for zone control; organize zone control’s “chain of responsibility”; organize the “chainof response” protocols; create zone leader roles and responsibilities; set progressive SMART goals for zones; and devel-op zone cadence management activities and zone leader standard work in support of zone control.
Eaton Lean System increases productivity, uptimeMark StewardOperational Excellence team leader, Eaton Corporation
Eaton’s team organization provides an active Lean Six Sigma manufacturing process to reduce setup,increase uptime, reduce costs, reduce lead times and provide a superior product. This is achieved through,among other things, the: development of kanban programs with customer input; continual review of cur-
rent state map to improve lead-times; setup reduction focus; 6-S plant cleanliness, organization and safety; TPM kaizenevents; continuous flow methods; and, value steam mapping exercises.
Eaton’s Watertown, Wis., facility, the focus of this case study session, is part of the company’s Electrical Group. Itemploys approximately 290 people who manufacture printed circuit board assemblies, meters, relays and enclosed drivesfor the electrical industrial, commercial and construction markets.
WIKA maintenance: A vision to the futureRick Reeddirector of Continuous Improvement, WIKA Instrument Corporation
This presentation will outline how WIKA uses a kaizen methodology to identify the vision or strategy necessary to begindriving continuous improvement into the maintenance areas. It looks at maintenance from the 50,000-foot level down tothe floor level. It outlines a WIKA-proven methodology that will develop both long-range and short-range plans to achievethe success in maintenance that has already been achieved in manufacturing.
Reliability tools in the lean journey – A practicumDrew TroyerCRE, chief executive officer, Noria Corporation
This session is an extension of the concepts described in Drew’s keynote address. In this practicum, we’lllearn how to deploy an integrated suite of reliability management in a manufacturing organization to defineand dimension loss areas, then target them for elimination. These tools include functional/reliability block
diagrams (F/RBD), failure reporting and corrective action system (FRACAS), dollarized process failure modes and effectsanalysis (DPFMEA), and root cause analysis (RCA). We’ll use live examples to demonstrate the power of these tools.

Hotel AccommodationsA limited number of sleeping rooms are available
at a special rate for registered attendees of LeanManufacturing 2008 at the Marriott ChicagoSchaumburg Hotel.
To make your reservation, contact the hoteldirectly. Be sure to provide the reservation agentwith the group code of NORIA to receive the dis-count. Rooms are available on a first-comes, first-served basis and are subject to availability.Reservations must be made by September 22, 2008or before the rooms sell out, whichever comes first.We strongly encourage you to make your hotelaccommodations at the host property as soon aspossible because rooms sell out quickly.
Marriott Chicago Schaumburg50 N Martingale RoadSchaumburg, IL 60173
Phone Number: 847-240-0100 or 800-228-9290Group Code: NORIASpecial Room Rates: Single/Double Occupancy: $159.00*Rates Expire: September 22, 2008
*All rooms are subject to applicable taxes and fees.Hotel tax rates are subject to change without notice.
Airfare DiscountsAmerican Airlines is offering discounted fares onround-trip ticket purchases for attendees of LeanManufacturing 2008 traveling to and from Chicago,IL. To book your reservations and receive the discount,call the Meeting Services Desk at 1-800-433-1790from anywhere in the US or Canada and have theAuthorization number listed below ready for the agent.Discount fares are valid for round-trip travel onAmerican Airlines, American Eagle, AmericanConnection Service and all Oneworld AlliancePartners. The percentage discount may also be appliedto American and American Eagle flights booked onlineby visiting www.aa.com and entering the authorizationnumber as the aa.com discount code.
Phone number: 800-433-1790Authorization number: A88H8AWValid group travel dates are October 3-12, 2008.
*Some restrictions may apply for airline tickets anddiscounts may not be available on all fares.
Rental Car DiscountsAVIS is offering special discounted rates on carrentals for attendees of Lean Manufacturing 2008.To take advantage of the special rates, call the reser-vations department at 1-800-228-4341 or visitwww.avis.com and reference AWD# J907635.
HERTZ discounted group car rental rates are avail-able to attendees of Lean Manufacturing 2008 fromSeptember 29 - October 15, 2008. Reservations canbe made by calling 1-800-654-2240 or online atwww.hertz.com and reference CV#041J0002 for thegroup discount rates.
* Some restrictions may apply and discounts may notbe available on all rentals.
LEAN TOOLS FOR MAINTENANCE & RELIABILITY
Casting a mold for lean successDean Jonestraining supervisor, Grede Foundries, and David Townsend, manufacturing specialist, Wisconsin Manufacturing Extension Partnership
Grede Foundries Inc. produces ferrous castings for the OEM automotive and construction equipment industries in 10locations around the Midwest. The Wisconsin Manufacturing Extension Partnership is a non-profit private corporationdedicated to helping manufacturers in and around Wisconsin by improving costs, implementing lean and quality systemsand assisting in top-line growth. Grede’s lean journey began in April 2006 when WMEP was asked by a major customer oftheirs to assist Grede in improving lead-times on a critical part. A timeline of lean projects traces Grede’s lean journey fromthat first project to the present and beyond.
Projects described include value stream mapping for two processes, Total Productive Maintenance for two troublesomemachines, 5-S for the plant and office, quick changeover for three production areas and kaizen events for rapid improve-ment. Where projects are complete, actual dollar savings are projected. Several before-and-after photos are employed todemonstrate the effects of the projects. The presentation ends with a reflection on what went well and what to build on.
Safety and lean: Using lean leadership tools to improve safety and …Bob Hafeydirector of lean operations, Flexible Steel Lacing Company
Effective leadership is the common element in successful change program implementations. The days of “do it my way”or “do it your way” are history. Today, a “let’s do it together” work culture is required for your long-term business success.Yet resistance to change slows or kills many improvement programs. This resistance is not unique to your business – it is uni-versal. This session will help you understand how the use of lean tools, combined with a focus on safety, will allow you tomake initial gains that will break down that resistance and move your change programs forward. Lean leaders rely on leantools and a leadership style that engages and involves their employees. This session will provide an overview of four leanleadership tools and the results of their application. You will leave with effective, new leadership tools in your tool pouch.
Lean reliability pays off big for Alcoa power plantRick Foxoperations and maintenance manager, and members of the plant M&R team, Alcoa Power Generating Inc.
After many years of struggling with a reactive, chaos-heavy environment, Alcoa’s Warrick Power Plant found a way toturn the corner. Waste and ineff iciency were greatly reduced, in some aspects eliminated, by incorporating elements ofthe Alcoa Business System, including greater planning and scheduling, maximized planned downtime, asset history, stan-dardized work, predictive maintenance and a focus on the root cause of failures. Alcoa has seen that if the equipment ismore reliable, there is less downtime, fewer unplanned outages and fewer emergencies. Greater reliability generally meansreduced maintenance costs and lower total costs for the power plant.
In this interactive panel discussion, maintenance manager Rick Fox and members of his maintenance and reliabilityteam will explain how the Alcoa plant made this monumental change happen and answer your questions on a host oflean reliability related subjects.
Revamping the plant through lean, Six SigmaFrank Baileyplant manager, LAI International
LAI International is a premier manufacturer of precision-engineered components and assemblies for aerospace, powergeneration, defense and other advanced technology industries. Its facility in Scottsdale, Ariz., is realizing amazing divi-dends from its implementation of lean and Six Sigma. The site has trained 57 percent of its employees in Six Sigma prac-tices, and has technicians, engineers and quality managers certif ied as Six Sigma black belts. LAI has created seven proj-ect teams as a result of lean production initiatives, which focus on eliminating waste from processes. A recently complet-ed lean project reduced data-entry steps and setup times for a production sub-assembly, producing projected savings ofmore than $100,000. LAI has initiated additional lean efforts, including adding visual management tools and imple-menting audited 5-S programs, a methodology to organize and improve the workplace. It also regularly utilizes kaizenevents to examine and retool processes and eliminate waste.

1. Registrant Information(Please submit a separate form for each person registering)
Name ______________________________________________________________________________
Title _______________________________________________________________________________
Organization/Company ______________________________________________________________
Address ____________________________________________________________________________
City _________________________________ State __________ Zip/Postal Code _____________
Country_____________________________E-mail address __________________________________
Phone ___________________ Fax _____________________________________________________
2. Events and Pricing❏ Registration for Conference
Through 9/12/08.......................................................................................................$1,195After 9/12/08 ...........................................................................................................$1,395Includes admission to all sessions, all course materials, attendee workbook, Lean Tools Showcase, breakfasts, lunches and breaks.
❏ Registration for GroupsThrough 9/12/08.......................................................................................................$1,100After 9/12/08 ...........................................................................................................$1,300Quantity of people in your group_______
Groups of 3 or more registrants from the same plant/company save $95 each. Group registrations must be purchased at the same time. Call 800-597-5460 to take advantage of these savings.
3. Method of Payment / Credit Card Authorization❏ Check (Check # ________________________ made payable to Noria Corporation is enclosed)
❏ Charge my: ❏ Visa ❏ MasterCard ❏ American ExpressNoria Corporation is authorized to charge the credit card below for my event registration fees.
Card number _______________________________________________________________________
Expiration date _____ - ________ Name on card _______________________________________
Cardholder’s signature _______________________________________________________________
Lean Manufacturing 2008: Lean Tools for Maintenance & ReliabilityMarriott Chicago Schaumburg, October 6-8, 2008, Chicago, Illinois
Satisfaction GuaranteeNoria Corporation and Reliable Plant proudly stand behind the Lean Tools for Maintenance & Reliability Conference. If you’renot thrilled with the information and insights you gain at this conference, we’ll apply the full amount of your registration fee toa future Reliable Plant or Noria conference or seminar, or refund your payment in full.
Cancellations/SubstitutionsYou may cancel a registration before September 12, 2008. Cancellations must be in writing. A $75 cancellation fee will be appliedto all cancellations received after September 12, but you will also receive a $75 coupon good for use against the cost of a futureReliable Plant or Noria seminar or conference. This coupon is fully transferable. If you don’t cancel and you don’t attend, you willbe charged the full registration fee. Substitute attendees are welcome at no extra charge with written notice prior to the event.
Four Easy Ways to Register
1
2
3
4
At Our Web Sitewww.LEAN2008.com
By MailSend your registration form with payment:LEAN 2008C/O Noria Corporation1328 E. 43rd CourtTulsa, OK 74105
By PhoneCall us at800-597-5460 or 918-749-1400, Monday – Friday, 8:00am to 5:00pm (CST)
By FaxFax your completed registration form 24 hours a day to918-746-0925
REGISTRATION FORM
Register now at LEAN2008.com or call 800-597-5460

Plant pros often talk about theimportance of a maintenance,operations and engineering part-
nership. In my experience, the discussionscommonly center on very general termssuch as better communication and under-standing. Those issues are important, butwe need precise rules and actions to drivethat partnership long term.
When IDCON works on reliabilityimprovement projects, we often start byworking with operations and maintenanceleadership to lay down the law and agreeupon the work process and the rules of thepartnership. Once we agree, we create a“rulebook” that all employees can keep intheir pocket. I want to share some of therules I think help drive the partnershipbehavior in an organization.
Example rule 1: “Operations, mainte-nance and engineering are joint partnersand together form a production team.Maintenance is responsible for equipmentreliability, operations for process reliability,and engineering helps both with technicalexpertise.”
This means that we shy away from havingmaintenance as a supplier to operations. A
customer-supplier relationship is differentthan a joint partnership. The customer-supplier setup doesn’t work well because ifoperations is the customer, operations will getwhat they request at all times, meaning theymanage maintenance. I have seldom, if ever,seen long-term success when operations is incharge of maintenance. The reason is that anoperations manager just can’t be an expert inmaintenance management and the process.And if a person is just such an expert, his orher successor most likely will not be.
On the other hand, if there is a customer-supplier relationship and maintenance is incharge of its own budget, it’s even more ofa mess; operations can go to maintenanceand ask for anything they want and nothave to pay for it.
Agree that it should be an equal partner-ship with a joint goal of improved productionwhich can be measured by overall productionefficiency on bottlenecks.
Example rule 2: Agree on the criteria foreach priority code. Let’s assume there areprioritization codes in your CMMS system.Each code should have a set of criteria anda time limit. The criteria is very importantbecause it guides and holds the requestersto a set of rules. For example, an emer-gency (Priority 1) work order could be anywork that is an immediate safety, environ-mental or quality issue, or that criticalequipment is down. If the criteria isn’t met,it’s agreed that the maintenance scheduleisn’t broken for this issue.
A priority system with correspondingcriteria and time limits makes maintenancemore productive and builds a partnershipdue to better communication.
Example rule 3: There are agreed-uponcut-off times for the following: • The start day and time of a shutdown,
outage or smaller area shutdown
• Adding jobs to the weekly and dailyschedule
• Adding jobs to a shutdown/turnaround
It may not be possible to follow the rulesto 100 percent, but there should be anagreed-upon guideline with the intentionto follow them. For example, it may be OKto add on a job to a shutdown seven daysbefore the shutdown, but that job will becalled a break-in job and must be approvedby the plant manager; it can’t be addedjust because we forgot to mention it threeweeks ago.
This set of rules will force operations and maintenance to communicate better.Execution of work will improve due tofewer last-minute changes.
Example rule 4: Have a formal, jointapproval point for work requests.
Requested work should have a formalevaluation point. Here, it’s decided if thework needs to be done or not. Maintenanceand operations should screen work beforegetting together. Divide work into twobuckets – “routine” and “improvement”.Maintenance jobs (routine) must be done; avalid maintenance job can never be avoided.Improvements can be questioned.
It’s easy to forget that it is at this pointthat a budget can be controlled. It’s notuncommon to see organizations free up 20percent of craftspeople’s time when eachwork request is evaluated. The practicebuilds the partnership because work wedecide to do more likely gets done in atimely manner, and unnecessary work willless likely be requested. Trust develops.
Example rule 5: Root cause problem elimi-nation is done jointly. Equipment andprocess problems involve both maintenanceand operations representatives to assist inthe investigation and learn about eachother’s f ields. A problem seldom has onesolution pointing to only operations, main-tenance or engineering; it’s more commonlya combination. Recognizing that fact buildstrust and communication.
THE OPERATIONS AND MAINTENANCE PARTNERSHIP
16 September - October 2008 www.reliableplant.com
ADVISOR
MAINTENANCE MANAGEMENT
Torbjörn (Tor) Idhammar is partner and vicepresident of management consultant f irmIDCON Inc. IDCON specializes in reliability andmaintenance management. He is responsible forall IDCON projects and consultants, includingtraining and implementation support for reliability management assessments, preventivemaintenance, operator-based reliability, planning
and scheduling, materialsmanagement, and rootcause problem elimina-tion. He is the author of“Condition MonitoringStandards” (volumes 1through 3). Contact Tor at800-849-2041 or [email protected]. Also,visit www.idcon.com.
TOR IDHAMMAR

A case for a structured planningapproach revolves around W.Edwards Deming’s work in the
1950s and Peter Drucker’s work in the1960s. America initially rejected Deming,who then became the force behind Japan’scolossal turnaround into a world industryleader. America reveres Drucker asfostering the Management by Objective(MBO) movement. Maintenance workinvolves working on the same equipmentrepeatedly, so that obviously lends itself to Deming’s teachings of continuousimprovement. Maintenance also inherentlyoffers opportunities for goals, meaningDrucker’s work applies to better mainte-nance success.
The appropriate structure for planningwork is a cycle of continuous improvement.A planner reviews feedback from previousmaintenance work and makes improve-ments to existing plans for the next time.This opportunity exists for every piece ofequipment. The only requirement for acompany to implement this system is toprovide a planner that looks at jobs beforethey start and applies previous learningfrom past jobs on the same equipment.
Most companies don’t employ such asystem and instead expect planners toprovide perfect plans at the start of anymaintenance job. This errant expectationfrustrates planners and maintenance tech-nicians alike. In many systems, companiesalso expect planners to help with jobs-in-progress, f inding parts and information.Such tasks usually distract or preemptplanners from spending sufficient time onorganizing feedback or otherwise planningjobs not yet started.
The goal nature of maintenance workresides in determining how much workmaintenance crews should accomplish ona weekly basis. Simply providing enoughjobs to f ill the expected available laborhours sufficiently sets an adequate goal toboost maintenance productivity. Yet, mostcrews don’t set such formal goals eachweek and instead rely on a sense ofresolving all reactive work each week andperhaps performing some preventive main-tenance (PM) work. This latter methodtypically doesn’t suff iciently f ill the avail-able labor hours, although it does satisfyimmediate visible maintenance needs. So-called wrench time studies provide theproof of this underutilization of resources,showing only 25 to 35 percent average timespent on direct work for techs available tosupervisors for entire shifts. Companieswith formal weekly scheduling systemsshould have wrench time in the 45 to 55percent range, a major improvement.
A good question remains: What is thepurpose of improving maintenance utiliza-tion? It’s not to lay off “extra” people.Most crews have backlogs of low-priorityproactive work that should head off futurereactive work. The plant ideally shouldhave little or no reactive work. In suchconditions, a crew should perform PM orother proactive work almost exclusively. Bydef inition, the existence of reactive work
means the plant has signif icant proactivework it isn’t accomplishing, whether it isidentified or not.
The proof that planning and schedulinghelps is intuitive from a review of Demingand Drucker, but is also seen in real-worldexamples. Other than my own plant,where I saw a 60 percent increase in workorder completion and the total elimina-tion of a large backlog of work orders, I’veseen other plants achieve success. A chem-ical plant raised its wrench time from 35to 42 percent, a 20 percent improvementin workforce utilization. This means thatevery 10 employees were performing thework of 12. Yet, success isn’t simply inwrench time. Wrench time implies that weaccomplish more work by spending moretime on tools, but we also need to seemore physical work completion. Morework completion with the same resourcesshould improve plant performance.(Note: This implies a caveat that the planthas other programs identifying proactivework. Planning was never intended to bethe lone “silver bullet”.)
Two adequate examples of this extrawork completion come from a buildingmaintenance crew and an electrical wastewater maintenance crew. The f irstcompany had a building maintenancecrew that never completed all of its PMs,but always completed all of its reactivecalls. Upon formally scheduling the PMsthat should be done each week, the work-force was able to complete all of itsreactive calls plus the assigned PMs. Thesecond company’s wastewater mainte-nance crew simply found that its backloghad disappeared after implementingformal planning and scheduling.
These examples illustrate that planningand scheduling make an impact by accom-plishing more maintenance work andbetter utilizing resources.
DEMING, DRUCKER AND A CASEFOR PLANNING AND SCHEDULING
18 September - October 2008 www.reliableplant.com
PLANNING AND SCHEDULING
Doc Palmer, CMRP, has nearly 25 years of indus-trial experience as a practitioner within themaintenance department of a major electricutility. From 1990 through 1994, he was respon-sible for overhauling the existing maintenanceplanning organization. The resulting successplayed a role in expanding planning to all crafts
and stations owned and oper-ated by the utility. PublisherMcGraw-Hill subsequentlysought out Palmer to authorthe “Maintenance Planningand Scheduling Handbook”,f irst published in 1999 andnow in an expanded secondedition (2006). E-mail him at [email protected].
DOC PALMER
ADVISOR

ADVISOR
With the price of crude oil skyrock-eting, all of us are painfully awarethat gasoline prices continue to
rise, with gas set to remain an expensivecommodity for the foreseeable future.Unfortunately, the same holds true forlubricants. Most lubricating oils aremineral based and, just like gasoline, arederived from crude oils. So as gasolineprices go, so do lubricant prices. Evensynthetics are not immune to the issues.Most synthetics are made either from by-products of oil or natural gas and haveseen similar price increases to mineral oilsin the past few years. But in the scheme ofthings, does this really matter? After all, formost manufacturing plants, the amountspent on lubricant purchases typically isless than 1 to 2 percent of a plant’s main-tenance budget. Surely there are biggerthings we need to be concerned with thanthe cost of a gallon of lubricating oil?
While on a commodity basis this maybe true, it is not the cost of the lubricantitself that we should be concerned with,but rather the effects of the way in whichthe lubricant is applied (or, morecommonly, misapplied) to our machines.
So, how can we track how much poorlubrication is costing the organization?For most, this can be a diff icult, oftenimpossible task. The same reasons whymany plants’ maintenance practices aremired in mediocrity are precisely why wecan’t easily determine the deleteriouseffects of poor lubrication: poor record-keeping and little to no standardization ofwork leads to a lack of fundamental dataupon which to base our decisions.
Instead, what’s required is “educatedguesswork”. With this approach, we use asimple but realistic framework in conjunctionwith the knowledge and experience of thosedirectly involved in maintenance to “guess” ata series of sequentially more telling questions(Figure 1). Here’s how it works.
We begin by estimating, in roundnumbers, the current annual maintenancecost. In order to bracket the opportunity(provide a low and high estimate), we thenreview the maintenance budget history toestablish a low and high limit. From thishistory, we can now project best case(costs are lower than expected), likely case(costs are as expected) and worst case(costs are higher than expected due tounplanned expenditures) scenarios.
Next, we determine the total annualdowntime costs. This is where it can startto get tricky. While this f igure is relativelystraightforward in some plants, varyingproduction schedules, market conditions(not all product is sellable) and poorrecord-keeping can make obtaining real-istic estimates challenging. In obtainingestimated downtime costs, it’s often agood idea to involve production and plantmanagement; after all, it is these people towhom we are attempting to sell. Involvemanagement in the process early on byseeking their best guess of estimated costs.This creates buy-in and ownership in theprocess. It also prevents cynicism when it’s
time to present the f inal cost benef itanalysis. The “low”, “likely” and “high”case scenarios are helpful here. Wheredowntime costs are well known, a fairlynarrow window can be selected, bracketedby the low and high cost estimates. Wheredowntime costs are diff icult to obtain, afairly broad window can be selected.
The next step is to identify, from themaintenance and downtime f igures, howmuch of these costs can be eliminatedthrough a well-designed, well-executedlubrication program. It’s advantageous toinvolve people with a vested interest inmaking this assessment. After all, it’s diffi-cult to argue against a number you’vehelped to determine in the first place!
In order to estimate the opportunity costs(maintenance and downtime cost reduc-tion) attributable to repairs required as adirect result of poor lubrication, we need toestimate the following (see Figure 1):
• Percentage of costs due to repair (A): Thisincludes parts, labor, supervision andmanagement, overhead, insurance, risk-based costs and incidentals.
• Percentage due to wear or lubricatedcomponents (B): It is important to itemizeand consider replacement costs for bothlubricated and associated non-lubricatedcomponents (shafts, housings, cages,fans, couplings, etc.) affected by failure oflubricated components. This estimateshould include all scheduled and unsched-uled repair work, such as replacementsand rebuilds, and follow-up work forcommissioning and assessment of newlydeployed equipment.
• Percentage of wear problems due to poorlubrication (C): This is an estimate of thenegative impact of current practices onlubricated components. Influences couldinclude: incorrectly selected lubricants, toomuch and too little lubricant, incorrect relu-
JUST HOW MUCH DOES LUBRICATION COST ANYWAY?
MACHINERY LUBRICATION
20 September - October 2008 www.reliableplant.com
Mark Barnes is vice president of Noria ReliabilitySolutions. In this role, he and his team work onnumerous and varied projects in the areas ofplant audits and gap analysis, machinery lubri-cation program design, oil analysis programdesign, lube PM rationalization and redesign,lubricant storage and handling, contaminationcontrol system design, and lubrication and
mechanical failure investiga-tions. As a Noria consultant,his client list includes Cargill, Alcoa, InternationalPaper, TXU, SouthernCompanies, Eaton, BCHydro and Southern CalEdison. Contact him [email protected] or604-736-6243.
MARK BARNES

brication frequency, ineffective contamina-tion control (fairly to maintain best practicetargets) and poor oil analysis practices.
• Percentage of wear that could have beenavoided (D): This can be a tricky numberto estimate. However, a combination ofthe lubrication team’s best guess plus casestudy-based information from othersources can be useful in “guesstimating”this number.
Once these estimates have been made, theopportunity costs resulting from the repairof lubricated components as a direct conse-quence of ineffective lubrication is simply:Opportunity costs (repair) = (maintenancecost + downtime cost) x A x B x C x D
The final cost attribute to consider is thecost of ineff iciency associated withdeploying a poorly designed lubrication
practice. While the effect of poor design(for example, incorrect regrease frequency,volume and product selection) isaccounted for in the repair opportunitycosts, you must also recognize the wastedtime and effort associated with thatdesign. This value is derived by estimatingthe percentage of the maintenance budgetassociated with lubrication PMs and otherlubrication-based non-repair activities (X,including labor and materials), and thenestimating the percentage of this value thatis unnecessary (Y). It is:
Opportunity costs (inefficiency) = (main-tenance cost) x X x Y
Using the example in Figure 1, it is esti-mated that based on an annual maintenancebudget (likely case) of $13 million and esti-mated annual downtime costs of $5 million,we have a total of $1,426,000 in repair and
ineff iciency costs that can be eliminatedthrough a well-designed, well-executed bestpractices program.
So, what’s the net result? When mostcompanies go through this exercise, theyare shocked by the results. Most compa-nies (particularly in heavy industries suchas steel, base metals, pulp and paper, etc.)realize that the losses due to lubricationamount to 10 to 20 percent of their main-tenance budget – 10 times the cost of thecommodity, the lubricant.
Company Name 10-May-05Location
BBenefits Potential RollupLLow Case Likely Case High Case
Input estimated total annual maintenance costs to nearest thousand
Input estimated annual downtime costs and risk-based costs to nearest thousand
Select percentage of maintenance and other costs attributable to repair
Select percentage of repair that is attributable to mechanical wear of lubricated components
Select estimated percentage of mechanical wear that is attributable to poor lubrication
Estimate percentage of lubrication-related wear that could have been avoided with a well-defined lubrication program
Input percentage of total maintenance costs attributable to lubrication PMs, inspections, oil analysis and other non-repair-related activities
Input estimated percentage of these activities that are waste
EEstimated Potential Annual Savings
LLube Excellence Cost Benefit AnalysisABC Manufacturing Date of EstimateAnywheresville, USA Estimates by
CommentsParts, labor, supervision, management, overhead, insurance, risk-based incidentals, etc.
Includes unscheduled downtime, excessive scheduled downtime, production derate costs.
Excludes PMs, inspections, etc. Includes inspection/PM follow-up work and scheduled rebuilds and replacements.
Abrasion, fatigue, adhesion, cavitation, corrosion, etc. Excludes operations failures, electrical failures, etc.
Poorly selected lube, overlubrication, underlubrication, ineffective contamination control, ineffective oil analysis, etc.
Includes parts, labor, supplies, supervision, management, overhead, etc.
Either fail to add value or actually induce failure.
$12,000,000
$4,000,000
40%
30%
50%
40%
5%
10%
$444,000
$13,000,000
$5,000,000
60%
40%
60%
50%
5%
20%
$1,426,000
$14,000,000
$6,000,000
70%
50%
70%
70%
5%
30%
$3,640,000
Mark Barnes
Figure 1. Assessing the cost of poor lubrication.
ON THE MARKRead all of Mark Barnes’ Machinery
Lubrication Advisor columns. Simplyvisit www.reliableplant.com and type“Mark Barnes” in the Search box.
www.reliableplant.com September - October 2008 21

ADVISOR
Continuous monitoring is theapplication of dedicated devices forthe purpose of collecting predictive
maintenance-style data to aid in a condi-tion monitoring program. With eachpassing year, this technology gets cheaper,and the desire for more complex and morerobust monitoring gets larger.Unfortunately, the technology scales havenot fully tilted toward the benef it of theend-user just yet. But, they are leaningmore and more that way.
Is continuous monitoring right for every application? Should I envision a daywhere every single vibration measurement,ultrasonic measurement, temperaturemeasurement and oil sample is continu-ously monitored and the results displayedin real time on the plant intranet? Notreally. How much is enough (or too much)?The answer lies within the analysis of thefailure mode(s) you are trying to detectwith the continuous monitoring system.The real test for whether or not a contin-uous monitoring solution is right for agiven application is as follows:
1) Is the P-F interval of the failure modeso short that it is otherwise logistically
impossible to have a human analystperform a periodic route to detect thepresence of an impending failure?
2) Is the cost of unplanned downtime forthis machine so high that the businessproposition for installing permanent moni-toring systems is a “no-brainer”?
3) Is the frequency of failure such that acontinuous monitoring system is requiredto capture all of the machine parameterssurrounding the defect to completely iden-tify the nature of the cause of the problem?
If your answer to any of these questionsis “yes”, then continuous monitoring maybe the best solution for these types offailure modes.
There are numerous technologies thathave extensive continuous monitoringoptions. What follows are some of the bighitters in the PdM world along with somebenefits and limitations.
Vibration analysis is one of the largestand most popular continuous monitoringtechnologies. Vibration sensors such asaccelerometers are permanently mountedin the bearing housings of the most criticalcomponents and then hard-wired back to acentral computer that acts as a data collec-tion, storage and analysis system.
There is a large misconception in themarketplace that these systems by virtue oftheir cost and complexity also perform theanalysis for you. This is not the case.Granted, there have been major advancesin narrow band alarming and advancedf iltration systems that make the alarmscoming from these systems much moremeaningful, but an analyst is still requiredto properly interpret the data and make theassessment of asset health.
Another issue to consider is the fact thatalthough these systems boast of 12, 24 and36 channels, some measure of capacity istypically forfeited for an increased number
of channels. Some systems are limited inthe amount of bandwidth that eachchannel can use. In simple terms, this canlimit the quality of data coming into thesystem. This is even more so in systems thatuse wireless sensors. While this is conven-ient and cheap from a wiring standpoint(none), it can severely hamper the amountof data that can be transferred. And,depending on the failure mode being moni-tored, that could take wireless sensors rightout of the picture.
In certain situations, continuous moni-toring of vibration data is the rightsolution. Educate yourself about theadvantages and limitations of the systemyou may be considering. Remember, everysystem has strengths and weaknesses.
Vibration analysis isn’t the only thingthat can be monitored continuously.Under certain circumstances, tempera-tures can be continuously monitored usinginfrared thermography. Kilns and rotaryvessel dryers are common applications forthermography. Single detectors, like theones used in handheld spot radiometers,can be installed inside an electrical panelto monitor the temperature of a singleconnection. There are even systems thatcan continuously monitor the condition oflubricants. Viscosity, water content,ferrous content and particle count can allbe automatically measured and reported.
With any system, a positive businesscase is required to make it a good idea.Consider things such as installation costand ongoing maintenance costs alongwith the initial purchase price whendeciding if a continuous monitoringsystem is right for you. Just because youcan outf it every point on every machinewith a continuous monitoring systemdoesn’t mean that you should.
IS A CONTINUOUS MONITORING SYSTEM RIGHT FOR YOU?
CONDITION-BASED MAINTENANCE
22 September - October 2008 www.reliableplant.com
Andy Page is the director of Allied Reliability’straining group, which provides education in reli-ability engineering topics such as root causeanalysis, Reliability-Centered Maintenance andintegrated condition monitoring. He has spent15 years in the maintenance and reliability field,holding key positions at Noranda Aluminum(maintenance engineer) and Martin Marietta
Aggregates (asset reliabilitymanager). Andy has an engi-neering degree from TennesseeTech and is a CertifiedMaintenance and ReliabilityProfessional (CMRP) throughthe Society for Maintenanceand Reliability Professionals(SMRP). Contact him [email protected].
ANDY PAGE


ADVISOR
How have your recruiting resultsbeen? Have you been making theright hires? Have your hires turned
out to be what you expected? Lately, I’veengaged with several new clients whohaven’t had the best luck. And sadly, itseems to be a broken record. It goes some-thing like this: “We hired the person wethought was most qualified. Yes, we knewthere were going to be some issues, but wethought we could manage those.” Or, “I’mreally surprised he didn’t work out. Hereally blew us away in the interviews.”
It seems that no matter how manyexperts push the need for employers tohone their recruiting and selection skills,most continue to rely on intuition.
Here is a recent example of a near miss.The f irst part of the story is common. Asmall, successful and growing companydecided to create a new sales position. Itdecided that its best candidate was alreadyworking in the company as the qualityassurance manager. The decision was swift,and the company made the change withoutissue; however, the move created anotheropening. And unfortunately, the firm knew
it had to go outside to find a replacement.The HR manager started the process tosource candidates by looking to the localnewspaper. Immediately, people submittedresumes, and the HR manager screenedthem and selected a few people that sheliked. She conducted phone interviews andnarrowed the field further. In the end, thecompany invited and interviewed three topcandidates at its home off ice. The inter-view team included the HR manager, the president and the incumbent. Afterconducting the interviews and carefuldeliberation, the team agreed on one topcandidate and a possible alternate, elimi-nating the third candidate completely.
Pretty simple, right? Well, it was aboutthis time that this company engaged me tohelp with various HR initiatives includingrecruiting strategies. As our conversationsevolved to selection methods and assess-ments, the HR manager was convinced thatshe wanted to re-evaluate the candidates,admitting that the company relied mostlyon gut feeling with very little structure tointerview questions. So, we brought allthree candidates back for a final round ofinterviews. This time, the manager askedme to lead the interview and ask behavior-based questions designed specif ically forthe requirements of this position. We alsoadministered a psychometric tool to helpdetermine whether or not the behaviorprofile of the candidates f it the behaviorprofile of the position.
The end result? I agreed that the candi-date the client eliminated should beeliminated. Sometimes, gut feelings areright on. But, I also recommended that it eliminate the top candidate. After asking focused behavior-based questionsdesigned to reveal past behaviors, we allsaw that this candidate did not have the
right level of project management skills andattention to details needed in the qualityassurance manager position. While thiscandidate was skilled in developing rela-tionships and creating an atmosphere ofexcitement and positive energy, thoseweren’t the core competencies needed inthis position. Unfortunately, the interviewteam wasn’t able to dissect through theinitial impression and get past the positivegut feeling that this was a great candidate.
Conversely, I felt the alternate candidatewas a great f it. While he didn’t have theability to make that powerful f irst impres-sion (in fact, he was very nervous), we sawthat he had a solid history of being able tomanage projects, pay attention to detailsand effectively work with people.
Combining the results from the behavior-based questions and the psychometrictools, we were able to easily identify theareas of concerns and validate our conclu-sions. In fact, the tool really helped us takemuch of the subjectivity out of the analysis.
Three months later, the companyreports that he was absolutely the righthire and was performing exactly as it had hoped. The company president wasthankful because we not only saved directexpenses associated with the recruitingand interview process, he realized howmuch the company saved in time andopportunity cost. His best estimate is thata bad hire could have cost him as much as$50,000 in this case.
How much have you wasted lately? Doyou rely on methods and techniques thathave little history of success? Maybe you’re still relying on your internal radarand instincts. Whatever your history, Iencourage you to examine your processand results and ask the Dr. Phil question:“So, how’s that working for you?”
GUT-BUSTER TOOLS HELP YOU MAKE THE RIGHT HIRE
24 September - October 2008 www.reliableplant.com
PEOPLE MANAGEMENT
John Ha is the president of Reliability Careers, aprovider of workforce solutions for the reliabilityand maintenance industry. This business not onlyprovides traditional recruiting and sourcing serv-ices for companies but is dedicated to helpclients with overall talent management, includingrecruitment and selection, performance manage-
ment and coaching, andemployee developmentand training. For indi-vidual career-seekers, thef irm f inds top-f lightopportunities in the reliability and mainte-nance field. Contact Johnat 918-388-2438 or [email protected].
JOHN HA
ADVISOR
My favorite subject in engineering isthermodynamics, the study of heatand energy transfer. I believe under-
standing the laws of thermodynamics canhelp you understand and lead the culturalchange needed for maintenance and relia-bility improvement.
In nature, the natural progression is forthings to proceed from order to disorder.Ludwig Boltzman f irst def ined thisphenomenon. His discovery and realizationresulted in what is termed the second lawof thermodynamics, or the law of entropy.
Entropy is called the law of disorder. In asystem, a higher energy level is required tosustain order. Over time, nature presses torelease and expel this energy, which results inmore and more disorder to the system. Theenergy released due to this process is meas-ured and called entropy. Simply put, orderrequires more energy to exist and be main-tained. Conversely, the more disorder in asystem, the lower the energy level that exists.
Here’s an example. Let’s take a bucket of20 bricks. We pick up the bucket and dumpthe contents onto the ground. The result willbe a random assortment of brick locations.You don’t expect the bricks to be stacked in
perfect order or in perfect alignment.Creating an ordered, aligned brick stackrequires someone to apply work or energy.To stay stacked, additional energy isrequired in the system — for example, usingconcrete or anchors to hold the bricks inplace. Over time, these stacked bricks willrevert to a lower state of energy and disorder(sometimes even when additional work isdone). This is entropy at work.
Another interpretation of the second lawis the realization that two distinct bodies,one hot and one cold, in close contact witheach other will seek equilibrium. Basically,the cold body will suck all the energy out ofthe hot body. The bodies eventually willf ind equilibrium in temperature.
So, let’s apply entropy thinking to theM&R improvement process.
If we have a body at equilibrium, forexample an existing 10-, 20- or 30-year-oldreactive maintenance culture, and we want todo anything different or new, we need toinject significant additional energy to change.Continual energy must be given to sustain thechange in progress. The amount of energy isnot trivial. Be prepared; not all energy can beconverted 100 percent into work or progress.From a plant perspective, there will be stepsor actions that have no clear return that youjust have to do, such as asset field validation,criticality analysis, understanding failuremodes, etc. These are called foundationalelements because the elements create thebasis for future success but normally don’tcreate much seen payback individually.
I’m sure you’ve heard people say, “let’sjust do our most critical assets” or “let’sjust do it in a pilot area” to get started.Others may have an improvement initiativethat isn’t cross-functional and doesn’tinclude all needed disciplines. All of theseevents fail to move the entire organizationto a level of higher energy. Eventually, theenergy level will decay to a natural state ofequilibrium, depending on how “hot” and
“cold” the bodies in contact are in theorganization. The organization’s distinctgroups will seek and discover their ownlevel of comfortable mediocrity. You hearthis as “we’re different here.”
Additionally, entropy may explain whyuneducated, non-passionate M&R andoperational leaders must convert to a stateof higher energy through continual educa-tion and action. If they fail to accomplishthese tasks, they become a big cold bodythat sucks the energy out of the organiza-tion’s process to change from a reactive toa proactive culture.
Conversely, entropy explains the situationwhere there may be a lot of very good M&Rpros in underperforming and unsuccessfulprocesses. Why? They can’t provide enoughenergy alone to break the comfortable andingrained reactive culture. They need toestablish a critical mass of people that arelike-minded and have high energy and willno longer accept the status quo to move theequilibrium to a higher level. At Cargill,we’ve used various change managementtools to accomplish this challenge. One toolexample is experience-based exercises suchas our internal-facilitated “reliability exer-cise” or M&R best practice workshops.
Being proactive and using M&R bestpractices require a much higher energy leveland continued energy input to sustain.Reactive maintenance requires little energy.Therefore, much energy is needed tosustain a proactive effort. Without thisenergy, systems will erode to reactivity. Youneed relentless leadership that providesconsistent, constant pressures to insure thecorrect processes are done religiously andcontinued proactive work is maintained.Successful processes and companies inM&R improvement have many people inleadership that provide this needed energy.
Does your organization and do you havethe energy and relentless effort needed tocombat the forces of entropy?
APPLYING ENTROPY TO M&RLEADING PLANT RELIABILITY
Tim Goshert is the worldwide reliability andmaintenance manager for Cargill, one of theworld’s largest food and agricultural processingcompanies (more than 1,000 facilities worldwide). He is responsible for the company’s global reliability and maintenance initiatives and is chairman of the company’s WorldwideReliability and Maintenance Steering
Committee. Tim is an activemember of the Society ofMaintenance & ReliabilityProfessionals (SMRP) andserves on its board of directors. Contact him [email protected] [email protected].
TIM GOSHERT
www.reliableplant.com September - October 2008 25
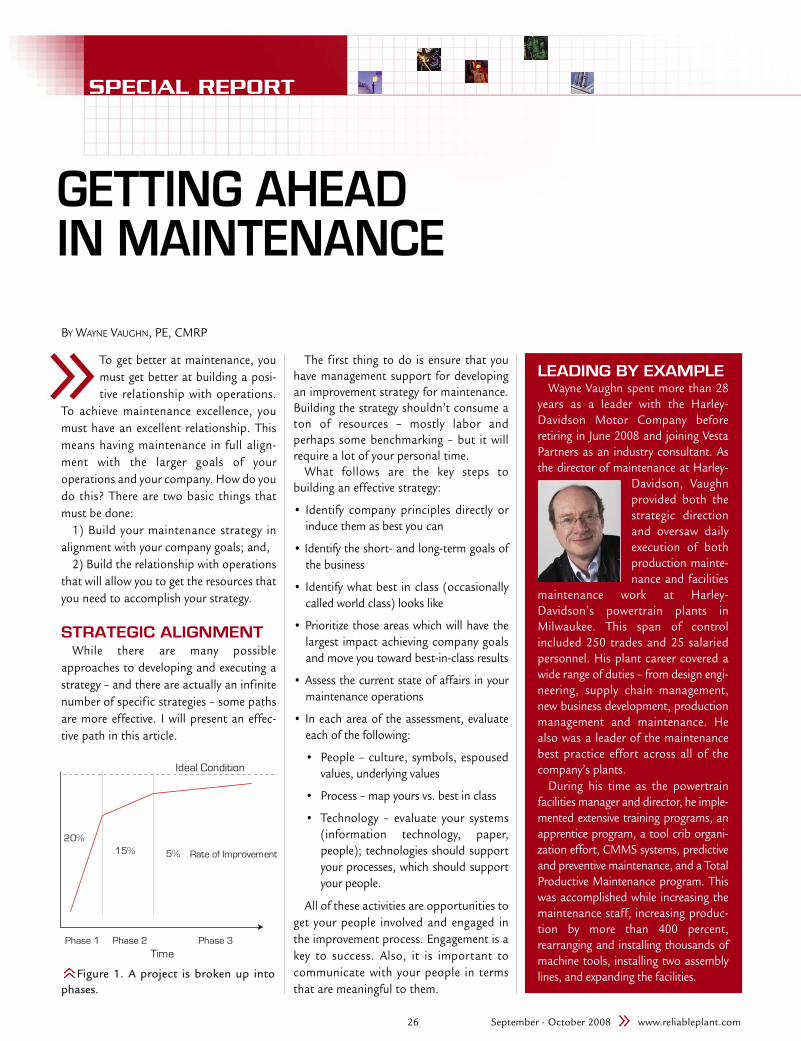
To get better at maintenance, youmust get better at building a posi-tive relationship with operations.
To achieve maintenance excellence, youmust have an excellent relationship. Thismeans having maintenance in full align-ment with the larger goals of youroperations and your company. How do youdo this? There are two basic things thatmust be done:
1) Build your maintenance strategy inalignment with your company goals; and,
2) Build the relationship with operationsthat will allow you to get the resources thatyou need to accomplish your strategy.
STRATEGIC ALIGNMENTWhile there are many possible
approaches to developing and executing astrategy – and there are actually an infinitenumber of specific strategies – some pathsare more effective. I will present an effec-tive path in this article.
The first thing to do is ensure that youhave management support for developingan improvement strategy for maintenance.Building the strategy shouldn’t consume aton of resources – mostly labor andperhaps some benchmarking – but it willrequire a lot of your personal time.
What follows are the key steps tobuilding an effective strategy:
• Identify company principles directly orinduce them as best you can
• Identify the short- and long-term goals ofthe business
• Identify what best in class (occasionallycalled world class) looks like
• Prioritize those areas which will have thelargest impact achieving company goalsand move you toward best-in-class results
• Assess the current state of affairs in yourmaintenance operations
• In each area of the assessment, evaluateeach of the following:
• People – culture, symbols, espousedvalues, underlying values
• Process – map yours vs. best in class
• Technology – evaluate your systems(information technology, paper,people); technologies should supportyour processes, which should supportyour people.
All of these activities are opportunities toget your people involved and engaged inthe improvement process. Engagement is akey to success. Also, it is important tocommunicate with your people in termsthat are meaningful to them.
SPECIAL REPORT
BY WAYNE VAUGHN, PE, CMRP
GETTING AHEADIN MAINTENANCE
26 September - October 2008 www.reliableplant.com
Figure 1. A project is broken up intophases.
Ideal Condition
20%15% 5% Rate of Improvement
TimePhase 1 Phase 2 Phase 3
LEADING BY EXAMPLEWayne Vaughn spent more than 28
years as a leader with the Harley-Davidson Motor Company beforeretiring in June 2008 and joining VestaPartners as an industry consultant. Asthe director of maintenance at Harley-
Davidson, Vaughnprovided both thestrategic directionand oversaw dailyexecution of bothproduction mainte-nance and facilities
maintenance work at Harley-Davidson’s powertrain plants inMilwaukee. This span of controlincluded 250 trades and 25 salariedpersonnel. His plant career covered awide range of duties – from design engi-neering, supply chain management,new business development, productionmanagement and maintenance. He also was a leader of the maintenancebest practice effort across all of thecompany’s plants.
During his time as the powertrainfacilities manager and director, he imple-mented extensive training programs, anapprentice program, a tool crib organi-zation effort, CMMS systems, predictiveand preventive maintenance, and a TotalProductive Maintenance program. Thiswas accomplished while increasing themaintenance staff, increasing produc-tion by more than 400 percent,rearranging and installing thousands ofmachine tools, installing two assemblylines, and expanding the facilities.

You will need an estimate of theresources and time required to achieve thistransformation. I have learned, having runmany projects, that an old saying is closerto truth than we’d like to admit: “A poorlyrun project takes four times the resourceestimate; a well-run project takes threetimes.” Even if true, it’s still 25 percentcheaper to run the project well, and thatstarts with a good plan.
It is useful to break the project intophases (see Figure 1 on Page 26). Thevertical axis on this diagram is anything thatyou are trying to improve – reliability,preventive maintenance completion, cribaccuracy and so on. The top line representsthe ideal condition. This is from the datayou gathered on best-in-class performance.Now you have a strategy and a high-levelproject plan. This is the starting point.
It has often been said that it isn’t neces-sary to schedule machines down formaintenance, for if you wait long enough,they will schedule themselves. This is trueof strategy, too. If you wait to do thisimportant work long enough, you will havea strategy. Lee Iacocca said it well: “Thereare times when even the best manager islike the little boy with the big dog, waitingto see where the dog wants to go so he cantake him there.” Make sure the “big dog” isthe company and not the machinery or theurgent needs of production.
BUILD RELATIONSHIPSOne of the best-known ways to decrease
business eff iciency is to build organiza-tional silos. Unfortunately, this is very easyto do and, often times, seems perfectlynormal and even encouraged as a way toincrease effectiveness. If your organizationsends the message “just do your job anddon’t worry about other people”, peoplewill do their job. This is the building ofsilos. It’s the effective management ofboundaries where excellence occurs. You’veseen excellent teams that just seem to jelland always get exceptional results in spiteof the fact that they don’t have all-starplayers. You can have world-class mainte-nance and world-class production, but ifthey don’t work effectively as a team, thenthe overall performance won’t be worldclass. Just how much it falls short willdepend directly upon the relationshipbetween the two organizations.
www.reliableplant.com September - October 2008 27
This problem can’t be eliminated by havingoperations manage maintenance directly. It’sthe rare leader that can balance the coreresponsibility of production with leading andimproving support areas. If this were easy,then other support areas also would bedecentralized. Human resources, f inance,purchasing and other support areas would benatural candidates to be decentralized tohave better effectiveness. Maintenance mustbe a partner in building an effective organiza-tion, but partnership brings with it significantresponsibilities.
KEYS TO GOOD RESULTSI recently read “Speed of Trust” by Steven
Covey and find it to be right on and wouldlike to describe his concept briefly and thendiscuss how this can be used in mainte-nance. Covey says that a commonmanagement “formula” is this:
Strategy + Execution = ResultsThere is no doubt that both good
strategy and good execution are requiredto accomplish good results. You may notknow your maintenance strategy because itmay not be written down, but you haveone. Too many have the default f irefighter
strategy of “I just want to get things backinto production as quickly as I can.” This,by the way, is a strategy that often is fullyendorsed by operations. In fact, if theresponse time to unexpected outages(mean time to repair) is an important keyperformance indicator, then you are prob-ably a f iref ighting organization and likelyreinforcing that behavior by rewarding the“hero” who manages to get you back intoproduction in record time.
It’s important to have a written strategy,as discussed previously. Sure, this takessome time and money to develop, but it’scheaper than having a default strategy thatkeeps changing and having different peoplefollowing different strategies. It’s a little likethe bumper sticker: “If you think educationis expensive, try ignorance”. The same is trueabout strategies. Execution is the key toresults. The better your people execute, thebetter the results. This is obvious and themain reason for providing the facilities,technical documents, tools and trainingthat your people need to perform at a highlevel. Ensuring that your people have whatthey need and are adequately trained isn’tcheap, but not having these things is farmore expensive.
It costs money to have a written (prefer-ably jointly developed with operations)strategy. It costs money to be excellent atexecution. I suggest that it costs much morenot to have these things. Unfortunately, themoney needed to do the right things mustcome out of your budget, and this budgetmust get approval from company leader-ship. If adequate money or resources havenot been available in the past, then probablythe left side of this equation isn’t as good asit could be and, consequently, the resultsside isn’t as good as it could be. Since budg-eting is typically a complex process wheretrade-offs occur, it’s more likely that peoplewho have performed well will get more ofthe limited resources of the company.
You may have observed that even thoughyou have a good strategy and good peoplethat you still aren’t getting the results youshould be getting. This brings us to the coreof Covey’s book. He says that this equation isincomplete and must have trust inserted:
(Strategy + Execution) x Trust = ResultsThis equation indicates that the amount
of trust between maintenance and opera-tions will affect the results. Covey says thatif trust is low, then it is like a tax that takesaway from results; and if trust is high, it islike a dividend that multiplies results. Thisis powerful stuff!
But what is trust and how do you get thedividend? Covey says trust is made up of twoelements: intent and competency. If yourmaintenance organization has the bestinterest of operations in mind, then yourintent is good. If your maintenance peoplecan deliver on their promised work, then youhave the competency. Only repeated goodexperiences build trust. The more positiveexperiences, the higher the trust dividend.
SPECIAL REPORT
28 September - October 2008 www.reliableplant.com
Reactive Standard PM ProactiveAsset Availability 81.8% 87.2% 88.8%
Asset Yield 79.2% 81.9% 84.2%
Quality Yield (ref) 99.0% 99.0% 99.0%
OEE (ref) 64.1% 70.7% 74.0%
Maintenance Cost 23.5% 20.8% 17.2%
Revenue 1,000,000,000 970,653,201,1 $ 023,801,451,1 $ $
COGS 60% 600,000,000 217,307,556 $ 955,186,166 $ $
Maintenance Cost 235,000,000 460,092,922 $ 136,605,891 $ $
Sales General & Admin 335,000,000 100,000,533 $ 200,000,533 $ $
Total Cost 935,000,000 317,307,099 $ 165,186,699 $ $
EBIT 65,000,000$ 111,652,366 067,624,751 $ $
EBIT as % of reactive 100% 172% 242%
Taxes 30% 19,500,000 017,594,33 $ 820,822,74 $ $
NOPAT 45,500,000 656,651,87 $ $ 110,198,732$
Net Assets Employed 600,000,000 000,000,006 $ 000,000,006 $ $
RONA 7.6% 13.0% 18.4%
Cost of Capital 10% 60,000,000 000,000,06 $ 000,000,06 $ $
EVA (14,500,000) 656,651,81 237,891,05
Shares Outstanding 25,000,000 000,000,52 000,000,52
Capital - Equity 250,000,000 000,000,052 000,000,052
Return on Capital (Equity) 18.2% 31.3% 44.1%
P/E 12 12 12
Share Price 31 45 $ 67 $ $ Market Capitalization 780,000,000$ 1,339,828,394 411,121,988,1 $ $
Note: Maintenace cost is included in COGS but broken out here for illustrationAvailability, Yield and Maintenance Cost from Aberdeen Group data
Value of Improved Maintenance
Figure 3. The numbers don’t lie; they tell the value of improved maintenance.
Figure 2. A cycle for maintenance success.
Principles
VisionCI
Activities
Tactics
Strategy
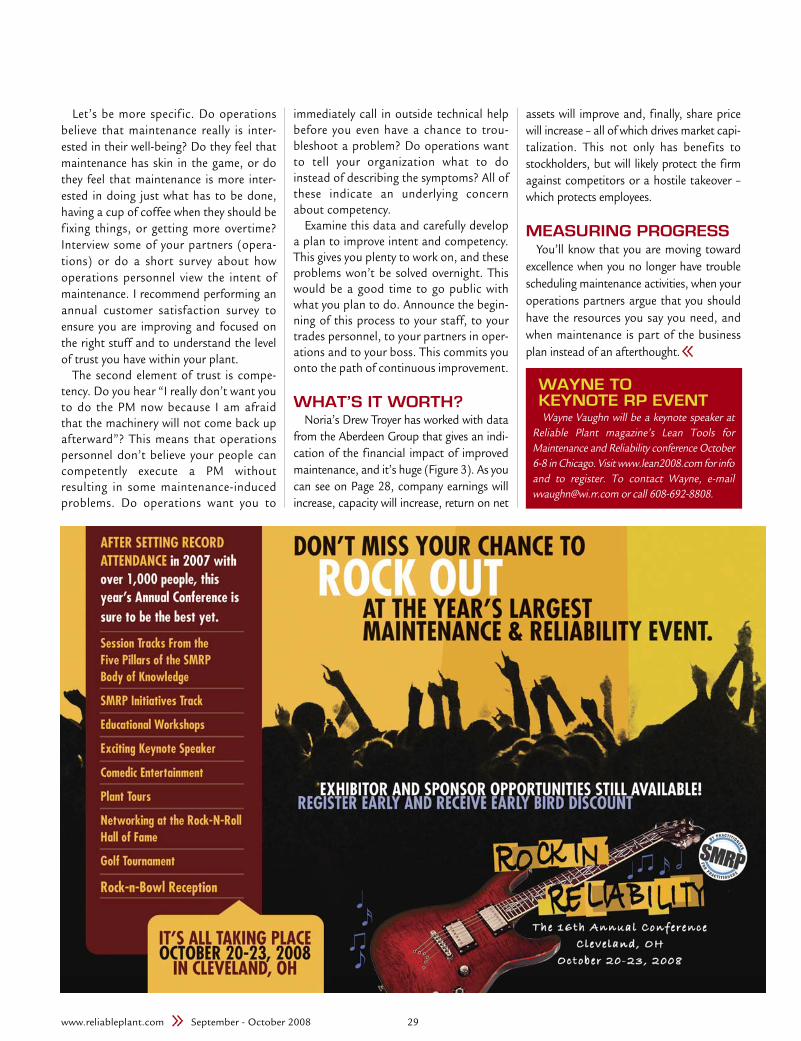
Let’s be more specif ic. Do operationsbelieve that maintenance really is inter-ested in their well-being? Do they feel thatmaintenance has skin in the game, or dothey feel that maintenance is more inter-ested in doing just what has to be done,having a cup of coffee when they should bef ixing things, or getting more overtime?Interview some of your partners (opera-tions) or do a short survey about howoperations personnel view the intent ofmaintenance. I recommend performing anannual customer satisfaction survey toensure you are improving and focused onthe right stuff and to understand the levelof trust you have within your plant.
The second element of trust is compe-tency. Do you hear “I really don’t want youto do the PM now because I am afraid that the machinery will not come back upafterward”? This means that operationspersonnel don’t believe your people cancompetently execute a PM withoutresulting in some maintenance-inducedproblems. Do operations want you to
immediately call in outside technical helpbefore you even have a chance to trou-bleshoot a problem? Do operations wantto tell your organization what to doinstead of describing the symptoms? All ofthese indicate an underlying concernabout competency.
Examine this data and carefully developa plan to improve intent and competency.This gives you plenty to work on, and theseproblems won’t be solved overnight. Thiswould be a good time to go public withwhat you plan to do. Announce the begin-ning of this process to your staff, to yourtrades personnel, to your partners in oper-ations and to your boss. This commits youonto the path of continuous improvement.
WHAT’S IT WORTH?Noria’s Drew Troyer has worked with data
from the Aberdeen Group that gives an indi-cation of the financial impact of improvedmaintenance, and it’s huge (Figure 3). As youcan see on Page 28, company earnings willincrease, capacity will increase, return on net
assets will improve and, finally, share pricewill increase – all of which drives market capi-talization. This not only has benefits tostockholders, but will likely protect the firmagainst competitors or a hostile takeover –which protects employees.
MEASURING PROGRESSYou’ll know that you are moving toward
excellence when you no longer have troublescheduling maintenance activities, when youroperations partners argue that you shouldhave the resources you say you need, andwhen maintenance is part of the businessplan instead of an afterthought.
www.reliableplant.com September - October 2008 29
WAYNE TO KEYNOTE RP EVENTWayne Vaughn will be a keynote speaker at
Reliable Plant magazine’s Lean Tools forMaintenance and Reliability conference October6-8 in Chicago. Visit www.lean2008.com for infoand to register. To contact Wayne, [email protected] or call 608-692-8808.
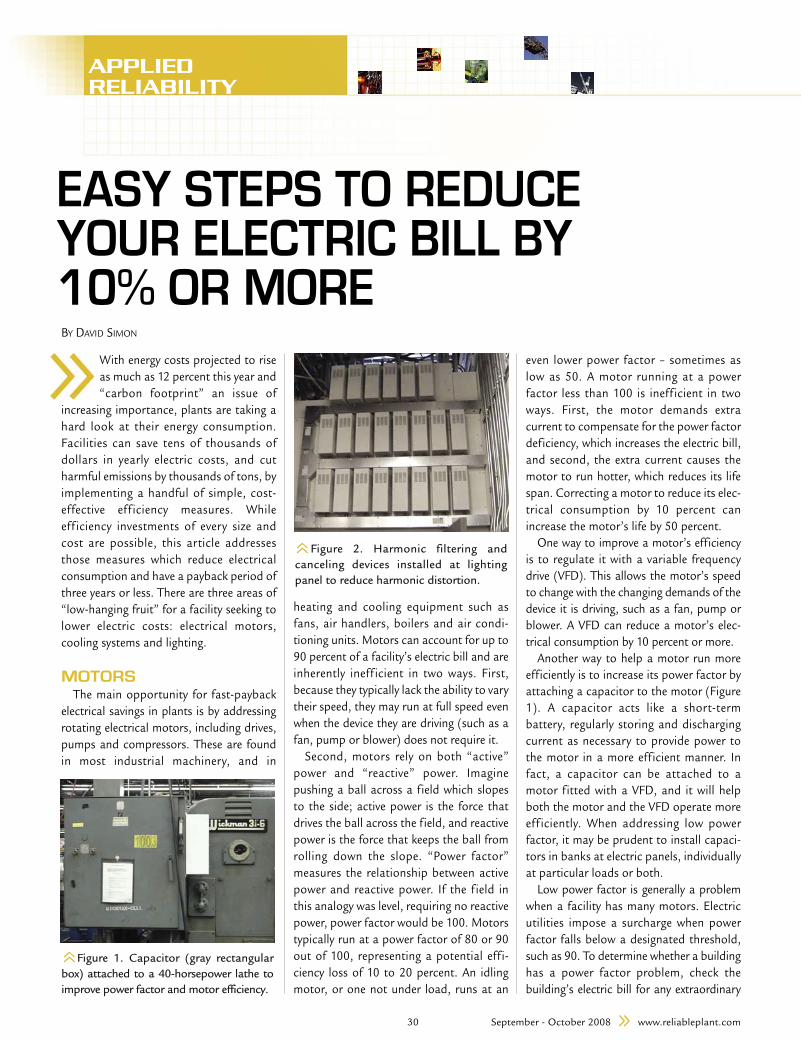
With energy costs projected to riseas much as 12 percent this year and“carbon footprint” an issue of
increasing importance, plants are taking ahard look at their energy consumption.Facilities can save tens of thousands ofdollars in yearly electric costs, and cutharmful emissions by thousands of tons, byimplementing a handful of simple, cost-effective eff iciency measures. Whileeff iciency investments of every size andcost are possible, this article addressesthose measures which reduce electricalconsumption and have a payback period ofthree years or less. There are three areas of“low-hanging fruit” for a facility seeking tolower electric costs: electrical motors,cooling systems and lighting.
MOTORSThe main opportunity for fast-payback
electrical savings in plants is by addressingrotating electrical motors, including drives,pumps and compressors. These are foundin most industrial machinery, and in
heating and cooling equipment such asfans, air handlers, boilers and air condi-tioning units. Motors can account for up to90 percent of a facility’s electric bill and areinherently ineff icient in two ways. First,because they typically lack the ability to varytheir speed, they may run at full speed evenwhen the device they are driving (such as afan, pump or blower) does not require it.
Second, motors rely on both “active”power and “reactive” power. Imaginepushing a ball across a field which slopesto the side; active power is the force thatdrives the ball across the field, and reactivepower is the force that keeps the ball fromrolling down the slope. “Power factor”measures the relationship between activepower and reactive power. If the f ield inthis analogy was level, requiring no reactivepower, power factor would be 100. Motorstypically run at a power factor of 80 or 90out of 100, representing a potential eff i-ciency loss of 10 to 20 percent. An idlingmotor, or one not under load, runs at an
even lower power factor – sometimes aslow as 50. A motor running at a powerfactor less than 100 is ineff icient in twoways. First, the motor demands extracurrent to compensate for the power factordeficiency, which increases the electric bill,and second, the extra current causes themotor to run hotter, which reduces its lifespan. Correcting a motor to reduce its elec-trical consumption by 10 percent canincrease the motor’s life by 50 percent.
One way to improve a motor’s efficiencyis to regulate it with a variable frequencydrive (VFD). This allows the motor’s speedto change with the changing demands of thedevice it is driving, such as a fan, pump orblower. A VFD can reduce a motor’s elec-trical consumption by 10 percent or more.
Another way to help a motor run moreefficiently is to increase its power factor byattaching a capacitor to the motor (Figure1). A capacitor acts like a short-termbattery, regularly storing and dischargingcurrent as necessary to provide power tothe motor in a more eff icient manner. Infact, a capacitor can be attached to amotor f itted with a VFD, and it will helpboth the motor and the VFD operate moreeff iciently. When addressing low powerfactor, it may be prudent to install capaci-tors in banks at electric panels, individuallyat particular loads or both.
Low power factor is generally a problemwhen a facility has many motors. Electricutilities impose a surcharge when powerfactor falls below a designated threshold,such as 90. To determine whether a buildinghas a power factor problem, check thebuilding’s electric bill for any extraordinary
APPLIED RELIABILITY
BY DAVID SIMON
EASY STEPS TO REDUCE YOUR ELECTRIC BILL BY 10% OR MORE
30 September - October 2008 www.reliableplant.com
Figure 1. Capacitor (gray rectangularbox) attached to a 40-horsepower lathe toimprove power factor and motor efficiency.
Figure 2. Harmonic filtering andcanceling devices installed at lightingpanel to reduce harmonic distortion.

charges related to power factor (e.g.,“Power Factor Adjustment”).
COOLING SYSTEMSCooling systems – refrigeration and air
conditioning – use compressors and refrig-erant to cool water and air. These systemscan represent a large component of aplant’s electric bill – sometimes accountingfor as much as 30 percent of the total cost.There are three cost-effective ways toimprove the efficiency of cooling systems:
1) implement controls to optimize the oper-ation of mechanical components;
2)add oil lubricants to refrigerant; and
3)treat fans and compressors to improveoperating efficiency.
Various controls can be used to improvethe eff iciency of cooling systems’ compo-nents. Such controls include:
• Fan speed control – uses pressure ortemperature signals to control fan speed,reducing electrical consumption whenoperating at lower speeds.
• Lube oil control – monitors and controlscompressor lube oil circuits to ensureproper lubrication and efficient operation.
• Defrost control – improves the efficiency ofthe defrost cycle by defrosting on demandrather than on a simple timer.
Implementing a set of controls can lowera cooling system’s electricity consumptionby 10 percent or more. With paybackperiods as short as one year in some cases,these controls are a great place to start fora facility seeking to immediately lower itselectric bills.
Another way to improve a coolingsystem’s efficiency is to add oil lubricantsto the refrigerant. Oil lubricants serve toreduce friction in the compressor’s movingparts, improving mechanical eff iciency and lowering power consumption. Such additives may also provide other benefits,such as reducing wear on bearings andimproving seal life.
Finally, as discussed in the section onmotors, you can lower cooling systems’electrical consumption by improving theeff iciency of rotating motors that drivecompressors and fans.
LIGHTINGLighting is another large piece of a
plant’s electric cost, sometimes as muchas 20 percent of the monthly bill. Mostplants understand the need to replaceincandescent lighting with f luorescentlighting and have already taken this impor-tant step. However, where f luorescentlighting is prevalent in a facility, it cancreate a new problem: harmonic distor-tion. This is a disruptive force in abuilding’s electrical system which causeslights to consume more power andoperate at higher temperature.
Harmonic distortion can be treated withharmonic cancellers or f ilters. Thesedevices are typically installed at a lightingpanel or fixture, and they work to eliminateharmonics and improve the electricalsystem’s eff iciency. There’s a great sidebenefit of installing such corrective devices– they will actually cause other electricalloads in the system (such as computers,printers and monitors) to use less powerand operate at lower temperatures.
Lighting can also be made more efficientby the use of controllers. Lightingcontrollers can serve to reduce overallvoltage, or to turn f ixtures off or ondepending on time, area occupancy orother factors. Of course, the least expen-sive lighting controllers are posted signsreminding personnel to turn off lightswhen an area is not in use.
THE BOTTOM LINEWhat can these eff iciency measures
achieve in f inancial and ecological bene-f its? By correcting electrical ineff icienciesusing the fast-payback methods describedabove, a plant can lower its electricconsumption by 10 percent or more. At afacility using 500,000 kilowatt hoursmonthly, a 10 percent reduction wouldlower annual electric bills by $60,000 ormore and annual carbon emissions by500,000 pounds.
David Simon is the chief executive officerof Evergreen Energy Solutions, an energyconsulting firm. For more information, visit www.evergreensolves.com, [email protected] or call877-242-2791.
www.reliableplant.com September - October 2008 31
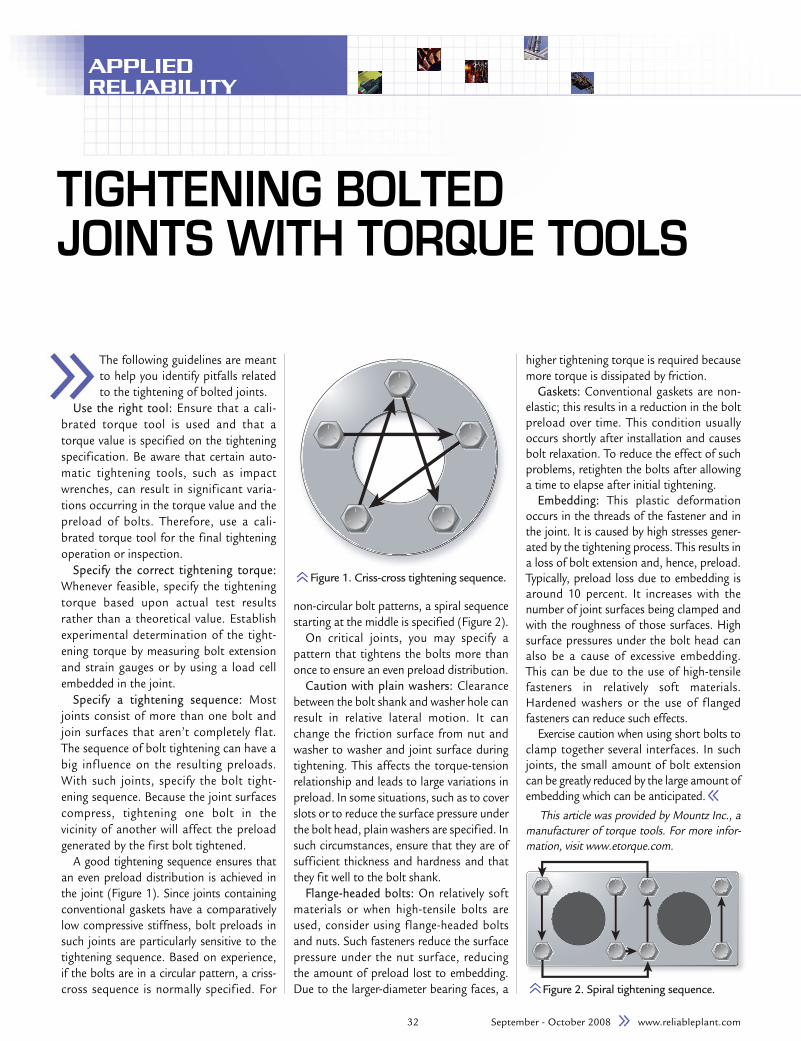
The following guidelines are meantto help you identify pitfalls relatedto the tightening of bolted joints.
Use the right tool: Ensure that a cali-brated torque tool is used and that atorque value is specified on the tighteningspecification. Be aware that certain auto-matic tightening tools, such as impactwrenches, can result in signif icant varia-tions occurring in the torque value and thepreload of bolts. Therefore, use a cali-brated torque tool for the final tighteningoperation or inspection.
Specify the correct tightening torque:Whenever feasible, specify the tighteningtorque based upon actual test resultsrather than a theoretical value. Establishexperimental determination of the tight-ening torque by measuring bolt extensionand strain gauges or by using a load cellembedded in the joint.
Specify a tightening sequence: Mostjoints consist of more than one bolt andjoin surfaces that aren’t completely f lat.The sequence of bolt tightening can have abig inf luence on the resulting preloads.With such joints, specify the bolt tight-ening sequence. Because the joint surfacescompress, tightening one bolt in thevicinity of another will affect the preloadgenerated by the first bolt tightened.
A good tightening sequence ensures thatan even preload distribution is achieved inthe joint (Figure 1). Since joints containingconventional gaskets have a comparativelylow compressive stiffness, bolt preloads insuch joints are particularly sensitive to thetightening sequence. Based on experience, if the bolts are in a circular pattern, a criss-cross sequence is normally specif ied. For
non-circular bolt patterns, a spiral sequencestarting at the middle is specified (Figure 2).
On critical joints, you may specify apattern that tightens the bolts more thanonce to ensure an even preload distribution.
Caution with plain washers: Clearancebetween the bolt shank and washer hole canresult in relative lateral motion. It canchange the friction surface from nut andwasher to washer and joint surface duringtightening. This affects the torque-tensionrelationship and leads to large variations inpreload. In some situations, such as to coverslots or to reduce the surface pressure underthe bolt head, plain washers are specified. Insuch circumstances, ensure that they are ofsufficient thickness and hardness and thatthey fit well to the bolt shank.
Flange-headed bolts: On relatively softmaterials or when high-tensile bolts areused, consider using f lange-headed boltsand nuts. Such fasteners reduce the surfacepressure under the nut surface, reducing the amount of preload lost to embedding.Due to the larger-diameter bearing faces, a
higher tightening torque is required becausemore torque is dissipated by friction.
Gaskets: Conventional gaskets are non-elastic; this results in a reduction in the boltpreload over time. This condition usuallyoccurs shortly after installation and causesbolt relaxation. To reduce the effect of suchproblems, retighten the bolts after allowinga time to elapse after initial tightening.
Embedding: This plastic deformationoccurs in the threads of the fastener and inthe joint. It is caused by high stresses gener-ated by the tightening process. This results ina loss of bolt extension and, hence, preload.Typically, preload loss due to embedding isaround 10 percent. It increases with thenumber of joint surfaces being clamped andwith the roughness of those surfaces. Highsurface pressures under the bolt head canalso be a cause of excessive embedding. This can be due to the use of high-tensilefasteners in relatively soft materials.Hardened washers or the use of f langedfasteners can reduce such effects.
Exercise caution when using short bolts toclamp together several interfaces. In suchjoints, the small amount of bolt extensioncan be greatly reduced by the large amount ofembedding which can be anticipated.
This article was provided by Mountz Inc., amanufacturer of torque tools. For more infor-mation, visit www.etorque.com.
32 September - October 2008 www.reliableplant.com
Figure 2. Spiral tightening sequence.
Figure 1. Criss-cross tightening sequence.
APPLIED RELIABILITY
TIGHTENING BOLTED JOINTS WITH TORQUE TOOLS

Experience shows there are three keygroups that must buy in on the initialselection of a computerized mainte-
nance management system (CMMS) andthen the ongoing use of the system.Common to each of these groups is anunderstanding of their culture and the envi-ronment in which the system will be used.This is critical to CMMS success.
1) Maintenance: Technicians must seethe CMMS as a tool that will help them doa better job, be more efficient and improvework processes. It can’t be viewed as asystem management is using to “watchthem” or give the perception that someonealways is peering over their shoulder.
Because technicians will use the CMMSdaily, they will grow to depend on it. Earlyacceptance is important and buy-in duringthe initial evaluations is critical. TheirCMMS will become an integral tool thatthey learn to rely on and trust in for helpingthem do their jobs to their best abilities asmaintenance professionals every day.
2) Equipment users: Production and engi-neering personnel must see the value CMMSdelivers for prompt and effective mainte-nance. These are the resources responsiblefor producing product and generatingoutput; therefore, their lines must operateat their highest levels as much as possible.Preventive maintenance must be coordi-nated with production and unplannedmaintenance must be performed quickly soas not to impact production.
Personnel at the equipment level will beable to recognize the value of a CMMS andunderstand that proactive maintenance oncritical equipment is essential. Having the
right CMMS tool that enables maintenancepros to do this work is key.
3) Management: People in managementroles should view the CMMS as a means ofobtaining metrics regarding maintenancedeployment and equipment performance.Through reporting on work performed,planned and in process, management canimprove its decision-making process.Having updated information on equipmentmaintenance history and relative mainte-nance cost enables management to controlresources and costs more effectively. Theright CMMS must be able to provide thedata management needs for this process.
Bringing these groups together during theselection and implementation planningstages will set the tone for ongoing CMMSsuccess. Such a process will also encourageuser input to help determine the type ofsystem that is the best fit for the company.This should take into account the size oforganization that will be using the CMMS,functionality required, facility type, budgetand return on investment. These compo-nents will influence how an organization willachieve the desired results from a CMMS.
IMPLEMENTATIONSoftware will not “implement itself.”
Unfortunately, many companies aren’tderiving much benef it from their CMMSbecause the system has been poorly imple-mented. By taking a systematic approachto the CMMS implementation, organiza-tions will be on a better path for success.
Database building must be planned andchecked for effectiveness at predetermined
steps. It is essential to have one personactively involved and in charge to ensureproper implementation. Many implemen-tations fail because the database hasn’tbeen built systematically; several peoplehave entered their own data without direction as to what is needed or expected,resulting in a system that only can be usedby the implementer. Proper implementa-tion consists of building the database tomatch the environment (data formats,how data is recorded, manipulated andmanaged) and developing a systematic useof the CMMS that is consistent on a daily basis.
Training on how to use the CMMS isoften a key component of implementationand provides a disciplined approach tobest system usage. It also provides a meansfor educating multiple users acrossdifferent disciplines on how to use thesystem for each of their areas.
CONCLUSIONSoftware alone won’t improve how an
organization handles maintenance. Systemusers must understand how the CMMSworks and how it can be trusted as a tool toimprove work processes and effectiveness.Maintenance, equipment users and manage-ment all should view a CMMS as a means forcontrolling costs and increasing capacity.Having this mind-set is a huge step towardgetting the most from a system.
This article was provided by BenchmateSystems Inc., a developer of maintenancemanagement software. For more information,visit www.benchmate.com.
APPLIED RELIABILITY
HOW TO GET THE MOST OUT OF YOUR CMMS
34 September - October 2008 www.reliableplant.com

SIGN UP TODAY FOR INFO-HEAVY LEAN CONFERENCEReliable Plant’s next conference, “Lean
Manufacturing 2008: Lean Tools forMaintenance & Reliability” is fastapproaching. The event will be heldOctober 6-8 at the Marriott Hotel inSchaumburg, Ill., just a few miles fromChicago’s O’Hare International Airport.
This conference, our fourth annualLean Tools event, will bring togetherindustrial leaders from around NorthAmerica to learn how companies canutilize lean (and specific lean tools) andapply them to increase machineryproductivity, capacity and reliability, andraise the eff iciency and performance oftheir facilities’ maintenance functions. Itwill feature 20 sessions delivered by someof industry’s most knowledgeable andexperienced lean resources.
Confirmed speakers include: • Dr. Klaus Blache, director of manufac-
turing engineering, General Motors
• Wayne Vaughn, former director of main-tenance, Harley-Davidson
• Samuel Bethea, director of NorthAmerican reliability, Campbell’s Soup
• Dana Fluet, lead maintenance and relia-bility engineer, and members of the plantM&R team, Harley-Davidson
• Rick Fox, maintenance manager, andmembers of the Warrick power plant reli-ability team, Alcoa
• Todd Bennett, president, United SouthernIndustries, and Sam McPherson, leanenterprise and public sector consultant,Shingo Prize
• Mark Steward, Operational Excellenceteam leader, Eaton
• Mike Fisher, manager of EHS engineering,and Pat Bartholomew, director of EHSmanagement systems, Baxter Healthcare
• Rick Reed, director of ContinuousImprovement, WIKA Instrument
• Drew Troyer, CEO, Noria
• David Hicks, lean specialist, AuburnUniversity
• Dr. Jay Lee, director, University ofCincinnati/National Science FoundationCenter for Intelligent Maintenance Systems
• Frank Bailey, plant manager, LAIInternational
• Mike Bresko, managing director and prin-cipal, General Physics
• Kevin Hartler, director of GraingerConsulting Services, W.W. Grainger
• Bob Hafey, director of manufacturing,Flexible Steel Lacing Company
• Dean Jones, training supervisor, GredeFoundries
Visit www.lean2008.com for details.
Reliable Plant magazine recently wonfive awards for publication excellence fromthe business press industry.
Reliable Plant earned two awards in the30th annual American Society for BusinessPublication Editors competition.
Reliable Plant competed in ASBPE’sWest Region (covering 19 states) andagainst magazines with circulations of lessthan 80,000. A record total of more than2,600 editorial and design entries, fromissues published in 2007, were consideredfor awards in this year’s competition. Afterfive months of judging, approximately 400entries were cited for honors. Contestjudges are experienced business press exec-utives, editors, designers, consultants andacademicians.
Reliable Plant editor Paul V. Arnold wonan award in the case history category for hiscover story on reliability excellence atAlcoa’s Warrick Power Plant in Indiana(November/December 2007 issue). Thismarks the sixth year in a row that Arnold hasbeen honored in the case history category. Italso marks his 16th overall ASBPE award.
Drew Troyer garnered Reliable Plant’sother award, winning West Region honorsin the staff-written regular column cate-gory for his Exponent series. This is thethird award for Troyer; he previously wonASBPE column awards in 2003 and 2006.
Reliable Plant added to its haul by winningthree awards, including a coveted GrandAward, in the 20th annual Writing ThatWorks “Awards for Publication Excellence”(APEX) international publishing competition.
Awards were based on excellence in graphicdesign, editorial content and the ability toachieve overall communications excellence.Contest judges are experienced communica-tions executives, editors, publishers and
consultants. A total of 4,479 entries – fromthe business press; public relations; andcorporate, government and professionalorganization communications fields – wereconsidered for honors this year. Just 30percent of nominees earned an award in oneof the 110 competition categories. Less than 3percent of nominees (a total of 120) receiveda Grand Award.
The Reliable Plant Web site,www.reliableplant.com, was one of sixwinners of a Grand Award in the for-profitWeb sites category. The site also won aGrand Award in this category last year. Atotal of 309 Web and intranet sitesreceived consideration this time around.
Reliable Plant also won an award foroverall excellence in writing in the maga-zines and journals category. And, Arnoldwon in the feature writing category for hiscover story on reliability and change at theHillerich & Bradsby Company in Kentucky(May/June 2007 issue).
Reliable Plant, which debuted in July2005, has now won 16 awards in its f irstthree years of publication.
RP CAPTURES FIVE PRESS AWARDS
NEWS ANDANALYSIS
Arnold Troyer
www.reliableplant.com September - October 2008 35
SAFETY REPORT
Lurking in many manufacturingplants is a danger that has beenignored for far too long. It can’t be
smelled nor heard, and often it can’t evenbe seen, but it can strike without warningwith devastating impact on many types offacilities ranging from granaries to chem-ical plants. The threat is combustible dust.
You need not look far to see how costlycombustible dust incidents can be. OnFebruary 7, 2008, employees at theImperial Sugar plant in Port Wentworth,Ga., learned this f irst hand when a dustexplosion killed 13 people and left severalothers critically injured. The greatertragedy was that such a disaster could havebeen prevented.
When most people think of explosions,they think about TNT, gasoline and otherhighly combustible materials – but notabout dust. The fact is that most organicsubstances – including wood (cellulose),polymers, food products and some metals– can explode when suspended in a dustcloud and when conditions are right.
Explosions are caused by the simulta-neous presence of three factors: fuel in apowder or gaseous form, such as sawdust,flour or any substance that can be burned;an oxidizer, such as oxygen; and an ignitionsource, such as an open f lame, a sparkcaused by friction or an electrostatic spark.If all three elements are present at the sametime, an explosion may follow.
Although rare, dust explosions can befatal or result in serious injury. At aminimum, they can destroy equipment anddisrupt business operations. Whether thepowder is wheat flour or a granule chemical
product, the potential for an explosion isreal, and must be recognized and avoided.
The U.S. Chemical Safety Board (CSB), anindependent federal agency charged withinvestigating industrial chemical accidents,has been concerned about dust explosionsin recent years. In 2003, the board investi-gated three explosions: one at WestPharmaceutical Services in Kinston, N.C.,where plastic powder that had accumulatedabove a suspended ceiling exploded, killingsix and injuring many others; one at CTAAcoustics in Corbin, Ky., where phenolicresin exploded, killing seven and injuringothers; and one at Hayes-Lemmerz inHuntington, Ind., where aluminum powderexploded, killing a worker.
After investigating these three explo-sions, the CSB commissioned a study onthe extent of the industrial dust explosionproblem. The board identif ied 281 f iresand blasts over a 25-year period that killed119 workers and injured 718. It found 24percent of these incidents took place in thefood industry.
In its report, the CSB noted many of theincidents could have been avoided if appli-cable consensus engineering standards hadbeen followed. Many of these standards,which are published by the National FirePrevention Association, are also recognizedby the Occupational Safety and HealthAssociation, which last year issued anational emphasis program on combustibledust that directs its field offices to inspectfacilities that generate and handlecombustible dusts. In the near term,however, it will be up to individual compa-nies to be prepared by being proactive.
What can manufacturers do? First, theymust know if the materials they handle arecombustible dusts. In most cases, this meansthe material must be tested according toOSHA-prescribed methods. Experience hasalso shown that proper design of powderhandling and processing equipment is thebest approach to preventing and/or miti-gating dust explosion hazards. It’s importantto involve employees in regular processhazard reviews, during which handling proce-dures and protection measures can bechallenged and refined.
Finally, a simple and effective step thatfacilities can take to prevent dust explosionsis to employ good housekeeping practicessuch as avoiding excessive or unnecessaryshaking when emptying a container, cleaningup spilled materials immediately andavoiding the accumulation of dust orpowdered solids in the workplace.
Unfortunately, most companies aren’tstaffed or trained to conduct regular safetytraining sessions, assess compliance orimplement solutions in accordance withengineering standards. Firms that don’tknow where to begin should consult anexpert. As a start, look for a partner withmanufacturing experience — one thatparticipates in industry forums like NFPAand ASTM and works closely with govern-ment-sponsored initiatives associated withdust explosion and reactive materialhazard assessments. This will go a long waytoward proactively addressing potentialhazards, avoiding costly citations andpreventing business interruption.
Dean Hamel, Larry Floyd and Tom Hoppeare leaders with Ciba Expert Services. To learn more, visit www.ciba.com or call251-436-2397.
THE SERIOUS HAZARD OF COMBUSTIBLE DUST
www.reliableplant.com September - October 2008 36
BY DEAN HAMEL, LARRY FLOYD AND TOM HOPPE, CIBA EXPERT SERVICES