reducing sulfuric acid plant so emissions … · reducing sulfuric acid plant so 2 emissions with...
TRANSCRIPT

REDUCING SULFURIC ACID
PLANT SO2 EMISSIONS WITH THE CANSOLV® SO2
SCRUBBING SYSTEM
Valérie Léveillé & Colin Ryan
Cansolv Technologies, Inc.
Presented at the
33rd
International Phosphate Fertilizer & Sulfuric Acid Technology Conference
June 2009

ABSTRACT
As new legislation drives to lower SO2 emissions from sulfuric acid plants, plant managers face the
challenge of keeping their costs under control. The CANSOLV®
SO2 Scrubbing System is a cost
effective solution for plant operators to meet the new SO2 emissions targets.
The CANSOLV®
SO2 Scrubbing System is an amine-based regenerable process that selectively
absorbs SO2 from a variety of gases, including sulfuric acid plant tail gas. The system produces a
pure, water-saturated SO2 byproduct stream, which can be returned to the front end of the sulfuric
acid plant for conversion to sulfuric acid. SO2 emissions in the treated gas can be controlled to as
low as 0.15 lb SO2/ton acid (10 ppmv SO2). Furthermore, the integration of the CANSOLV®
SO2
Scrubbing System to single absorption sulfuric acid plants offers several operational advantages
such as decoupling the acid plant performance from the SO2 emissions, decreasing SO2 emissions
on demand if future legislation requires it, and eliminating the need for expensive sulfuric acid plant
converter catalyst.
This paper will describe the features and cost advantages of applying the CANSOLV®
SO2
Scrubbing System to treat sulfuric acid plant tail gas.
Introduction
Cansolv Technologies Inc. (CTI) was formed in 1997 to commercialize the Cansolv®
SO2
Scrubbing System. In 2008, CTI was acquired by Shell Global Solutions International B.V. (SGSI)
and the company now operates as a wholly owned subsidiary of SGSI. CTI is an innovative,
technology-centered company with a commitment to provide custom designed economic solutions
to clients' environmental problems.
While the Cansolv process was originally targeted to the utility boiler flue gas desulfurization
market, the process was first commercialized on specialty process applications including sulfur
plant tail gases, acid plant tail gases and smelter off-gases. One of the first Cansolv plants to be
commissioned in 2002 was on an acid plant tail gas unit in the state of California since 2002. The
plant was designed to meet SO2 emissions under 50 ppmv as required by the stringent Southern
California air quality regulations and has met or exceeded this level since start-up.
In the ten years since the first technology license was signed, adoption of the Cansolv SO2
technology has been most intense in the non-ferrous smelting. More recently, there has been
renewed interest for the application of the Cansolv®
SO2 Scrubbing System on acid plant tail gases.
In the past couple of years, the US EPA has commenced the process of entering consent decrees
with sulfuric acid producers, mandating further reduction in SO2 emissions during normal operation
as well as during start-up and upset conditions. Furthermore, some alkali scrubbers installed to meet
emissions on single absorption acid plants are subjected to increasing reagent costs and seasonal or
quality constrained markets for by-products.
At this time, ten commercial Cansolv®
SO2 Scrubbing Systems are in operation, five are scheduled
for startup in 2009 and several more are in the detailed engineering or procurement phase. In 2009,
the first Cansolv SO2 coal combustion gas scrubber will also be commissioned. Several of the non-
ferrous industry clients have elected to convert the recovered SO2 to sulfuric acid. When these
clients have had to install a new acid plant, they have chosen to install a single absorption and use
the Cansolv SO2 Scrubbing System to treat the tail gas.
With the US EPA in consent processes with fertilizer and sulfuric acid producers, several will have
to reduce SO2 emissions without creating more effluent or byproducts. This paper will address the
features and advantages of applying the Cansolv®
SO2 Scrubbing System to treat sulfuric acid plant
tail gas.
Cansolv®
SO2 Scrubbing System Description
The Cansolv®
SO2 Scrubbing System is a patented technology that uses an aqueous amine solution
to achieve high efficiency selective absorption of SO2. The scrubbing by-product is pure, water
saturated SO2 gas recovered by steam stripping using low quality heat. The process is regenerable
meaning the chemical absorbent is not consumed. The high costs of consumable reagents are thus
eliminated and effluents are reduced to a minimum.
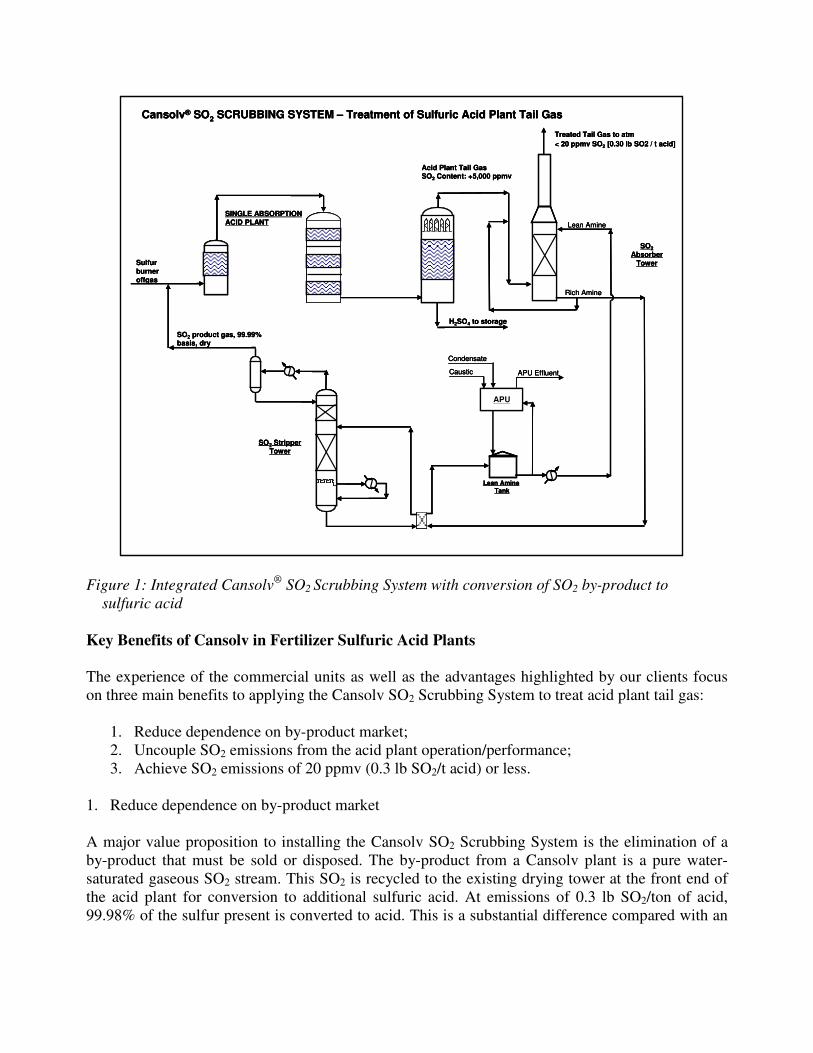
The Cansolv®
SO2 Scrubbing System applied to a sulfuric acid plant tail gas operates as follows
(refer to figure 1 for the process flow diagram):
� The dry acid plant tail gas must be cooled and saturated with water prior to contact with the
amine solution in the Cansolv SO2 absorber. The purpose is to minimise evaporation of water
from the amine solution in the SO2 Absorber Tower. A simple in-line quench using rich amine
at liquid to gas ratio of 10 USG/ACF is sufficient to quench the gas. Quenching with rich amine
will occur at a pH of 3.5 or higher so duct metallurgy of 316L SS is sufficient.
� The quenched tail gas is then contacted with the lean amine solution in a counter-current SO2
Absorber Tower containing structured packing where the SO2 is absorbed. The treated gas exits
the SO2 Absorber Tower to atmosphere via a stack with a SO2 content as low as 10 ppmv (0.15
lb SO2/t acid). The SO2 laden rich amine from the Absorber Tower is pumped to the SO2
Stripper Tower.
� The rich amine solution is regenerated by indirect steam stripping and the SO2 gas is recovered
as a pure, water saturated product. Various heat sources may be used in the reboiler, such as low
pressure steam or pressurized hot water. In plants where the heat balance is tight, heat recovery
options internal to the Cansolv®
SO2 Scrubbing System may also be used. Two common heat
recovery options are mechanical vapour recompression and double effect split flow (DESF)
regeneration which can be built in to reduce heat requirements by as much as 55% relative to a
simple flowsheet.
� The lean amine leaves the reboiler and is pumped to the SO2 Absorber Tower via the lean-rich
amine heat exchanger, the lean amine tank and the lean amine cooler.
� A slipstream of the amine is treated for Heat Stable Salts (HSS) removal in the Amine
Purification Unit (APU). The most common HSS is sulfate which is formed when SO3 or acid
mist in the tail gas contacts the Cansolv amine. Because sulfate is a much stronger acid than
sulfite or bisulfite, its absorption cannot be reversed by heating and stripping the amine. The
APU therefore uses ion exchange resins to selectively remove these in the liquid phase
� The overhead vapour of the SO2 Stripper Tower is cooled in a condenser. The SO2 gas is
separated in the Overhead Reflux Accumulator from which the condensed water vapours,
reflux, is pumped back to the SO2 Stripper Tower. The water saturated SO2 gas is recycled to
the front-end of the sulfuric acid plant to be mixed in the combustion air upstream of the drying
tower (in the case of a sulfur burning acid plant) or into the clean SO2 laden gas (in the case of a
metallurgical acid plant). Conversion of the recovered SO2 to sulfuric acid rather than a salt
effluent will result in a marginal increase in sulfuric acid production.
Lean Amine
H2SO4 to storage
SO2
Absorber Tower
SINGLE ABSORPTION ACID PLANT
Treated Tail Gas to atm
< 20 ppmv SO2 [0.30 lb SO2 / t acid]
Acid Plant Tail GasSO2 Content: +5,000 ppmv
Lean Amine
Tank
Condensate
Caustic
APU
SO2 product gas, 99.99% basis, dry
SO2 Stripper Tower
APU Effluent
Rich Amine
Cansolv® SO2 SCRUBBING SYSTEM – Treatment of Sulfuric Acid Plant Tail Gas
Sulfur burner offgas
Lean Amine
H2SO4 to storage
SO2
Absorber Tower
SINGLE ABSORPTION ACID PLANT
Treated Tail Gas to atm
< 20 ppmv SO2 [0.30 lb SO2 / t acid]
Acid Plant Tail GasSO2 Content: +5,000 ppmv
Lean Amine
Tank
Condensate
Caustic
APU
SO2 product gas, 99.99% basis, dry
SO2 Stripper Tower
APU Effluent
Rich Amine
Cansolv® SO2 SCRUBBING SYSTEM – Treatment of Sulfuric Acid Plant Tail Gas
Sulfur burner offgas
Lean Amine
H2SO4 to storage
SO2
Absorber Tower
SINGLE ABSORPTION ACID PLANT
Treated Tail Gas to atm
< 20 ppmv SO2 [0.30 lb SO2 / t acid]
Acid Plant Tail GasSO2 Content: +5,000 ppmv
Lean Amine
Tank
Condensate
Caustic
APU
SO2 product gas, 99.99% basis, dry
SO2 Stripper Tower
APU Effluent
Rich Amine
Cansolv® SO2 SCRUBBING SYSTEM – Treatment of Sulfuric Acid Plant Tail Gas
Sulfur burner offgas
Figure 1: Integrated Cansolv®
SO2 Scrubbing System with conversion of SO2 by-product to
sulfuric acid
Key Benefits of Cansolv in Fertilizer Sulfuric Acid Plants
The experience of the commercial units as well as the advantages highlighted by our clients focus
on three main benefits to applying the Cansolv SO2 Scrubbing System to treat acid plant tail gas:
1. Reduce dependence on by-product market;
2. Uncouple SO2 emissions from the acid plant operation/performance;
3. Achieve SO2 emissions of 20 ppmv (0.3 lb SO2/t acid) or less.
1. Reduce dependence on by-product market
A major value proposition to installing the Cansolv SO2 Scrubbing System is the elimination of a
by-product that must be sold or disposed. The by-product from a Cansolv plant is a pure water-
saturated gaseous SO2 stream. This SO2 is recycled to the existing drying tower at the front end of
the acid plant for conversion to additional sulfuric acid. At emissions of 0.3 lb SO2/ton of acid,
99.98% of the sulfur present is converted to acid. This is a substantial difference compared with an

alkali scrubber where the SO2 from the acid plant tail gas is neutralized in a salt effluent and then
either sold to market or dried and disposed.
One of the early licensees of the Cansolv process in California was fundamentally interested in
eliminating the client’s dependence on alkali by-product markets. The acid plant was a single
absorption unit with an ammonia scrubber. The ammonium sulfate by-product was sold in the
regional fertilizer market. The variable market conditions and the challenges of storing the by-
product during periods of low demand were key drivers in the client’s choice of switching to a
regenerable technology.
The FRP absorber tower and recirculating pumps for the ammonium sulfate process was reused for
the Cansolv process and the regenerator skid was modularized to minimize site installation costs.
The installation of the plant was completed during a scheduled shutdown after which the plant
restarted on the new Cansolv system. For minimal investment, this client was therefore able to
eliminate a by-product from his plant, including the required storage and handling facilities, and
increase the sulfuric acid production.
2. Decouple SO2 emissions from acid plant operation/performance
In a conventional double absorption acid plant, maximizing conversion of SO2 to SO3 is critical to
meet SO2 emissions in the tail gas. In order to continuously achieve the desired emissions levels,
performance catalysts are increasingly used in the latter passes of the converter. Plant shutdown
frequency is determined by the requirement to restore catalyst to its design performance to achieve
emissions and/or capacity.
Using a Cansolv SO2 Scrubbing System to treat the acid plant tail gas changes the philosophy of
operating an acid plant. The SO2 emissions from the Cansolv SO2 Scrubbing System are not
determined by the inlet concentration of SO2 so loss in catalyst performance no longer carries the
requirement to lower throughput to meet emissions. It may also be possible, within limits, to
increase throughput beyond design rates without exceeding emissions.
Acid plant converter catalyst degrades over time and it is not unusual to observe an increase in
single absorption acid plant tail gas emissions from 2,000 ppmv SO2 with fresh catalyst to 3,500
ppmv SO2 or higher at the end of a run. If equipped with a Cansolv SO2 Scrubbing System, as
emissions drift higher, the amine flowrate to the SO2 Absorber Tower is increased accordingly. The
increased amine flow will require a proportional increase in stripping steam, allowing emissions to
remain constant.
Furthermore, SO2 emissions are a function of the quantity of steam consumed. Achieving lower SO2
emissions from the Cansolv SO2 Absorber Tower is as simple as increasing the specific steam
consumption.
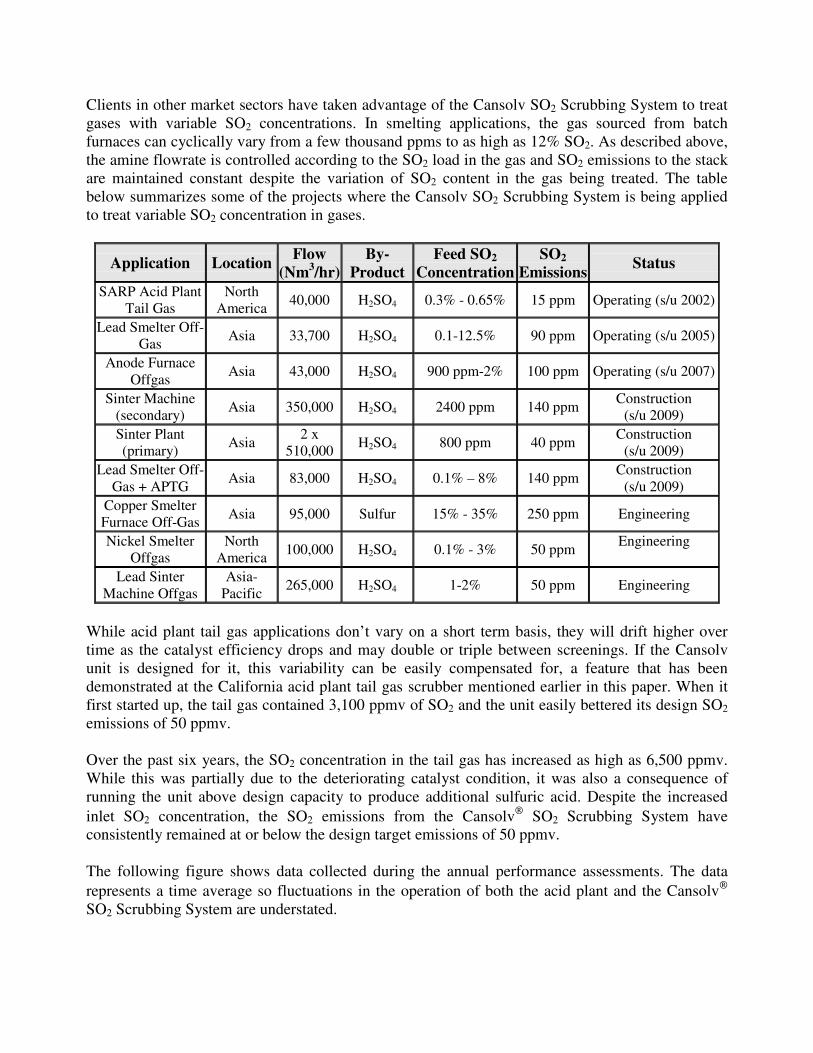
Clients in other market sectors have taken advantage of the Cansolv SO2 Scrubbing System to treat
gases with variable SO2 concentrations. In smelting applications, the gas sourced from batch
furnaces can cyclically vary from a few thousand ppms to as high as 12% SO2. As described above,
the amine flowrate is controlled according to the SO2 load in the gas and SO2 emissions to the stack
are maintained constant despite the variation of SO2 content in the gas being treated. The table
below summarizes some of the projects where the Cansolv SO2 Scrubbing System is being applied
to treat variable SO2 concentration in gases.
Application Location Flow
(Nm3/hr)
By-
Product
Feed SO2
Concentration
SO2
Emissions Status
SARP Acid Plant
Tail Gas
North
America 40,000 H2SO4 0.3% - 0.65% 15 ppm Operating (s/u 2002)
Lead Smelter Off-
Gas Asia 33,700 H2SO4 0.1-12.5% 90 ppm Operating (s/u 2005)
Anode Furnace
Offgas Asia 43,000 H2SO4 900 ppm-2% 100 ppm Operating (s/u 2007)
Sinter Machine
(secondary) Asia 350,000 H2SO4 2400 ppm 140 ppm
Construction
(s/u 2009)
Sinter Plant
(primary) Asia
2 x
510,000 H2SO4 800 ppm 40 ppm
Construction
(s/u 2009)
Lead Smelter Off-
Gas + APTG Asia 83,000 H2SO4 0.1% – 8% 140 ppm
Construction
(s/u 2009)
Copper Smelter
Furnace Off-Gas Asia 95,000 Sulfur 15% - 35% 250 ppm Engineering
Nickel Smelter
Offgas
North
America 100,000 H2SO4 0.1% - 3% 50 ppm
Engineering
Lead Sinter
Machine Offgas
Asia-
Pacific 265,000 H2SO4 1-2% 50 ppm Engineering
While acid plant tail gas applications don’t vary on a short term basis, they will drift higher over
time as the catalyst efficiency drops and may double or triple between screenings. If the Cansolv
unit is designed for it, this variability can be easily compensated for, a feature that has been
demonstrated at the California acid plant tail gas scrubber mentioned earlier in this paper. When it
first started up, the tail gas contained 3,100 ppmv of SO2 and the unit easily bettered its design SO2
emissions of 50 ppmv.
Over the past six years, the SO2 concentration in the tail gas has increased as high as 6,500 ppmv.
While this was partially due to the deteriorating catalyst condition, it was also a consequence of
running the unit above design capacity to produce additional sulfuric acid. Despite the increased
inlet SO2 concentration, the SO2 emissions from the Cansolv
SO2 Scrubbing System have
consistently remained at or below the design target emissions of 50 ppmv.
The following figure shows data collected during the annual performance assessments. The data
represents a time average so fluctuations in the operation of both the acid plant and the Cansolv
SO2 Scrubbing System are understated.
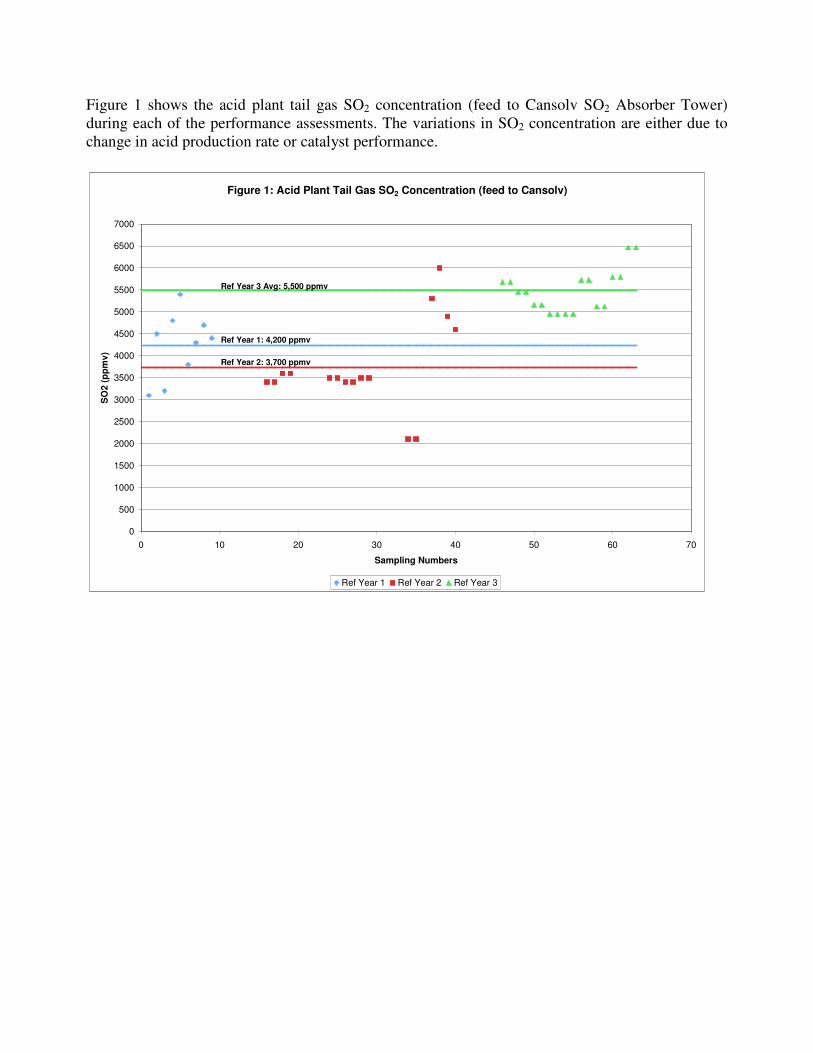
Figure 1 shows the acid plant tail gas SO2 concentration (feed to Cansolv SO2 Absorber Tower)
during each of the performance assessments. The variations in SO2 concentration are either due to
change in acid production rate or catalyst performance.
Figure 1: Acid Plant Tail Gas SO2 Concentration (feed to Cansolv)
0
500
1000
1500
2000
2500
3000
3500
4000
4500
5000
5500
6000
6500
7000
0 10 20 30 40 50 60 70
Sampling Numbers
SO
2 (
pp
mv
)
Ref Year 1 Ref Year 2 Ref Year 3
Ref Year 3 Avg: 5,500 ppmv
Ref Year 2: 3,700 ppmv
Ref Year 1: 4,200 ppmv

Figure 2 shows the SO2 emissions from the Cansolv
SO2 Scrubbing System during each of the
performance reviews. The SO2 emissions have been consistently below the design target of 50
ppmv.
Figure 2: SO2 Emissions from Cansolv
0
5
10
15
20
25
30
35
40
45
50
55
60
65
70
75
80
0 10 20 30 40 50 60 70
Sampling Point
SO
2 (
pp
mv
)
Ref Year 1 Ref Year 2 Ref Year 3
Ref Year 3 Avg: 48 ppmv (due to decreased steam consumption)
Ref Year 2 Avg: 24 ppmv
Ref Year 1 Avg: 16 ppmv
It is important to note that the reference year 3 average of 48 ppmv SO2 emissions was achieved
subsequent to a recommendation by Cansolv to reduce the steam consumption in the unit to the
minimum necessary to achieve permitted emissions. The client had leeway to increase the SO2
emissions and chose to do this to reduce heat input. Figure 3 demonstrates this relation.

Figure 3: SO2 Emissions as a function of Steam Consumption
0
10
20
30
40
50
60
70
80
4000 4500 5000 5500 6000 6500 7000 7500 8000 8500
Steam (lb/hr)
SO
2 (
pp
mv
)
The SO2 emissions are a function of the steam
consumption and not of the feed SO2
concentration.
In an effort to optimise the operation of the Cansolv unit, a recommendation was issued in 2006 to
decrease the steam consumption. The result was higher SO2 emissions (yet still acceptable by the
plant) and significant steam savings.
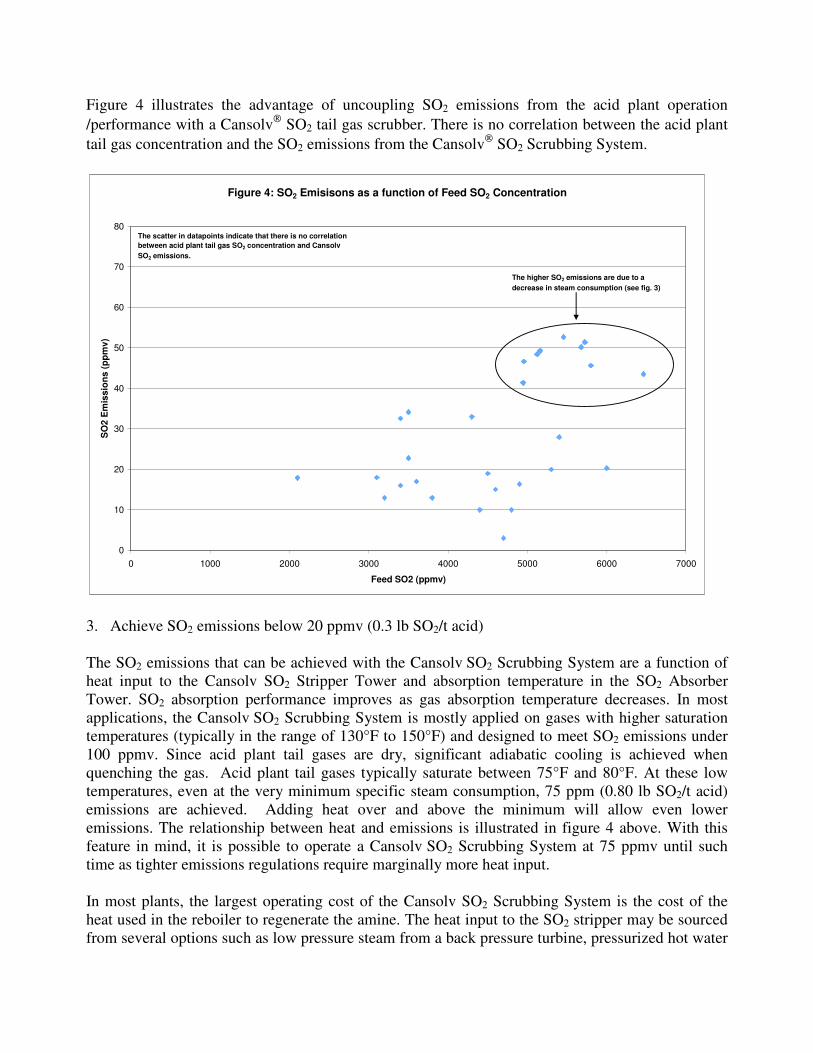
Figure 4 illustrates the advantage of uncoupling SO2 emissions from the acid plant operation
/performance with a Cansolv
SO2 tail gas scrubber. There is no correlation between the acid plant
tail gas concentration and the SO2 emissions from the Cansolv
SO2 Scrubbing System.
Figure 4: SO2 Emisisons as a function of Feed SO2 Concentration
0
10
20
30
40
50
60
70
80
0 1000 2000 3000 4000 5000 6000 7000
Feed SO2 (ppmv)
SO
2 E
mis
sio
ns
(p
pm
v)
The higher SO2 emissions are due to a
decrease in steam consumption (see fig. 3)
The scatter in datapoints indicate that there is no correlation
between acid plant tail gas SO2 concentration and Cansolv
SO2 emissions.
3. Achieve SO2 emissions below 20 ppmv (0.3 lb SO2/t acid)
The SO2 emissions that can be achieved with the Cansolv SO2 Scrubbing System are a function of
heat input to the Cansolv SO2 Stripper Tower and absorption temperature in the SO2 Absorber
Tower. SO2 absorption performance improves as gas absorption temperature decreases. In most
applications, the Cansolv SO2 Scrubbing System is mostly applied on gases with higher saturation
temperatures (typically in the range of 130°F to 150°F) and designed to meet SO2 emissions under
100 ppmv. Since acid plant tail gases are dry, significant adiabatic cooling is achieved when
quenching the gas. Acid plant tail gases typically saturate between 75°F and 80°F. At these low
temperatures, even at the very minimum specific steam consumption, 75 ppm (0.80 lb SO2/t acid)
emissions are achieved. Adding heat over and above the minimum will allow even lower
emissions. The relationship between heat and emissions is illustrated in figure 4 above. With this
feature in mind, it is possible to operate a Cansolv SO2 Scrubbing System at 75 ppmv until such
time as tighter emissions regulations require marginally more heat input.
In most plants, the largest operating cost of the Cansolv SO2 Scrubbing System is the cost of the
heat used in the reboiler to regenerate the amine. The heat input to the SO2 stripper may be sourced
from several options such as low pressure steam from a back pressure turbine, pressurized hot water

or even high heat capacity thermal fluids. Heat availability is site specific and CTI clients have
typically integrated heat recovery from other process units in their plant to source the heat
requirements of the Cansolv SO2 Scrubbing System.
Conclusion
Interest in the application of the Cansolv SO2 Scrubbing System to acid plant tail gases has surged
in recent years as stricter SO2 emission regulations are mandated. Several projects in various stages
of development are currently underway. The most significant benefit of adopting the technology on
acid plants is to allow emissions to be met regardless of the upstream acid plant operations and the
performance of the catalyst.
Some adopters of the technology have used it to replace existing alkali scrubbing equipment to
maximize yields of acid and avoid involuntarily producing secondary byproducts.