range of products - stahlo · 6 7 range of products: slitted coils slitted coils in addition to...
TRANSCRIPT

1
Range of products

2 3
Content
Processing steel straight from the line.
Range of products: 06 – 07 Slitted coils08 – 09 Cut-to-size sheets 10 – 11 Standard sheets12 – 13 Blanks14 – 15 Contoured blanks
Steel grades: 16 – 23 Hot rolled 24 – 35 Cold rolled 36 – 41 Electrolytic zinc-plated 42 – 53 Hot-dip galvanised 54 – 65 Special grades Key
Equivalent standards
Technical application consultancy.
High class quality.
Always to your service.
04 – 05
06 – 15
16 – 65
66 – 67
68 – 75
76 – 77
78 – 81
82 – 83
Company
Services
Service
Quality
Contact us

4 5
Processing steel straight from the line.
Stahlo is one of the advanced state-of-the-art and largest independent steel service centres in Germany. We offer a complete range of products and services for all relevant materials in the sheet metal market.
At our German sites in Dillenburg and Gera we produce for our custo-mers´ individual needs slitted coils, cut-to-size sheets, standard sheets, blanks, and contoured blanks in any typical grade, including high strength and ultra-high strength steels.
With our technical application consultancy service you will find the right steel grade for your requirements. Qualified customer service is our priority.
We use the full range of SAP information and communication technologies,including SAP's automotive module, to provide optimum products and services for you.Certified according to DIN ISO/TS 16949, Stahlo ensures that you receive the quality and flexibility you need to gain the competitive edge.
And wherever your site is located – Stahlo will deliver just in time.
Stahlo offers a number of benefits:
Longtime experience in the international steel market Technical application consultancy at the beginning of the planning and development stages
World-wide and independent supply chain competency Efficient material stock-keeping and continous delivery readiness Processing high strength and ultra-high strength steel with a tensile
strength of 1,450 MPa Manufacturing O5 automotive body sheets State-of-the-art manufacturing equipment Just in time delivery right to your production line

6 7
Range of products: Slitted coils
Slitted coils
In addition to standard and special grade products, we alsoproduce high strength and ultra-high strength coils on our slitting lines. Thanks to our high capacities and flexible manufacturing technologies we can supply most requests at short notice. This is particularly relevant for our slitting lines, the engines that drive our steel service.
Computer-optimised shaft tipping, minimum process tolerances, ultrashortset-up times and automated production processes, including packaging, make Stahlo’s slitting lines particularly flexible and help us to provide made-to-measure slitted coils. We can supply standardand special grades from widths as small 10 mm.
Max. coil/ring weight, primary material
35 to
Max. coil diameter, primary mate-rial
2,100 mm
Coil inner diameter 508/610 mm
Max. coil/ring weight, finished product
25 to
Max. coil diameter, finished product 2,000 mm
Max. coil diameter for pallets 2,000 mm
Max. pallet weight 5,000 kg
Strip width min. 10 mm, max. 1,780 mm
Max. tensile strength 1,400 MPa
Dimensions and weights
Sheet steel 0.4 mm – 4.0 mm
Thickness
Hot rolled, pickled, oiled, unoiled
Coated sheet steel, with or without protective film
Cold rolled, oiled, unoiled
Zinc-plated sheet steel, oiled, unoiled
High grade and ultra-high grade steel with a tensile strength of 1,400 MPa
Special grades
Materials
You will find our material grades on pages 16 onwards.

8 9
Range of products:Cut-to-size sheets
Cut-to-size sheets
Stahlo provides cut-to-size sheets in all standard grades with thicknesses of 0.5 to 3.0 mm, lengths of 300 to 6,000 mm, and widths of 55 to 2,000 mm.Our state-of-the-art slitting and cut-to-length lines work with high feed rates and highest precision. Each sheet undergoes an automatic in-pro-cess inspection for length, width and diagonal measures.
Stahlo production efficiency standards:
Minimal set-up times Outstanding process chain management using SAP R/3 High operating speeds Extremely tight process tolerances State-of-the-art measuring techniques Fast material preperation at our automated packaging line
Max. coil weight 40 to
Max. coil diameter 2,300 mm
Pack weight max. 4,000 kg
Sheet width min. 55 mm, max. 2,000 mm
Sheet length min. 300 mm, max. 6,000 mm
Dimensions and weights
Sheet steel 0.5 mm – 3.0 mm
Thickness
Hot rolled, pickled, oiled, unoiled
Coated sheet steel, with or without protective film
Cold rolled, oiled, unoiled
Zinc-plated sheet steel, oiled, unoiled
Special grades
Materials
You will find our material grades on pages 16 onwards.

10 11
Range of products:Standard sheets
Standard formats
Stahlo standard formats are also part of our made-to-measure productrange. According to our customers´ needs, we keep a wide range of stan-dard size sheets permanently in stock.
Our standard formats are available in thiknesses 0.5 – 3.0 mm and have the following dimensions (width x length): 1,000 x 2,000 mm1,250 x 2,500 mm1,500 x 3,000 mm2,000 x 4,000 mm
Max. coil weight 40 to
Max. coil diameter 2,300 mm
Pack weight max. 4,000 kg
Dimensions and weights
Hot rolled, pickled, oiled, unoiled
Coated sheet steel, with or without protective film
Cold rolled, oiled, unoiled
Zinc-plated sheet steel, oiled, unoiled
Special grades
Materials
Sheet steel 0.5 mm – 3.0 mm
> 4.0 mm on enquiry
Thickness

12 13
Range of products:Blanks
Trapezoids, parallelograms
Stahlo's blank cutting line is one of the largest and most advancedmachines that independent steel service centres have to offer, plus it canprocess high-strength steels.We produce trapezoids and parallelograms with angles between +30°and -30°.
Contoured blanks
We produce (large) blanks with our 10,000 MPa press that includes a 4,750 x 2,750 mm tool table.The quality standard "O5 surface in automotive body sheet" is further proof of our high quality output.
Curved cuts
We produce curved cuts, including tool handling, if desired.

14 15
Range of products:Contoured blanks
Hot rolled, pickled, oiled, unoiled
Cold rolled, oiled, unoiled
High grade and ultra-high grade steel with a tensile strength of 1,450 MPa
O5 automotive body sheet quality
Coated sheet steel, with or without protective film
Hot-dip galvanised and zinc-plated sheet
Special grades
Materials
Sheet steel 0.45 – 3.0 mm
Thickness
Max. coil weight 40 to
Coil width 400 – 2,070 mm
Coil outer diameter 800 – 2,300 mm
Coil inner diameter 508/610 mm
Press 10,000 MPa
Tool table 4,750 x 2,750 mm
Levelling machine Includes a spare unit
Max. tensile strength 1,450 MPa
Trapezoids/parallelograms + 30° bis - 30°
Max. stacking weight 10 to
Dimensions and weights
You will find our material grades on pages 16 onwards.
Contoured blanks
Our site in Gera hosts one of the largest and most advanced blankinglines in Europe. It combines a 10,000 MPa press with a 4,750 – 2,750 mm tool table to produce trapezoids, parallelograms, O5 automotive body sheet blanks and standard blanks from 40 ton coils. We supply blanks as finished products, so your press capacity is optimised, and you can start forming straight away. We also reduce expensive scrap-handling in press plants since blanks and scrap have been seperated up front.

16 17
Steel grades:Hot rolled
Hot rolled, unalloyed steel in compliance with DIN EN 10111
Grade designation Mechanical properties3) 1) Chemical composition2)
EN 10027-1andCR 10260
EN 10027-2 Tensile strength
Yield strengthMin. percent elongation
at failureBend radius for bending
test4)
Stability of mechanical properties
Method of deoxidising
(Melting analysis) Max. percentage by mass
Rm
MPaReL MPa
L0 = 80 mm L0=5.65√S0
C Mn P S
max. 1 ≤ e < 2 2 ≤ e ≤ 11 1.0 < e < 1.5 1.5 ≤ e < 2 2 ≤ e ≤ 3 3 ≤ e ≤ 11
DD11 1,0332 440 170 – 360 170 – 340 22 23 24 28 1e 1 monthAt
manufacturer's discretion
0.12 0.6 0.045 0.045
DD12 1,0398 420 170 – 340 170 – 320 24 25 26 30 0e 6 month Fully killed 0.1 0.45 0.035 0.035
DD13 1,0335 400 170 – 330 170 – 310 27 28 29 33 0e 6 month Fully killed 0.08 0.4 0.03 0.03
DD14 1,0389 380 170 – 310 170 – 290 30 31 32 36 0e 6 month Fully killed 0.08 0.35 0.025 0.025
Element Threshold value – melting analysis
Percentage by mass
Threshold value – parts analysis
Percentage by mass
C ≤ 0.12 + 0.02
Mn ≤ 0.60 + 0.05
P ≤ 0.045 + 0.005
S ≤ 0.045 + 0.005
Deviation thresholds for chemical compositions after parts analysisvs. values specified for the melting analysis
1) Values for mechanical properties only apply to hot rolled products in black or chemically pickled and oiled states. It is irrelevant whether the products have undergone slightly cold re-rolling.2) Unless otherwise agreed at the time of ordering, nitrogen-hardening elements such as titanium and boron may be added at the discretion of the manufacturer.3) If the product is wide enough, the specimens for tensile testing must be taken perpendicular to the direction of rolling.4) See EURONORM 6 and EURONORM 12.
1MPa=1 N/mm2

18 19
Grade designationMechanical properties for flat and long products made of steel grades withnotched bar impact values
EN 10027-1CR 10260
EN 10027-2 Min. yield strength ReH, MPa nominal thickness
Tensile strength Rm, MPa, nominal thickness mm
< 16 < 3 ≥ 3 > 100 > 150 > 250
≥ 100 ≤ 150 ≤ 250 ≤ 450
S235JR 1,0038 235 360 - 510 360 - 510 350 - 500 340 - 490 –
S235J0 1,0114 235 360 - 510 360 - 510 350 - 500 340 - 490 –
S235J2 1,0117 235 360 - 510 360 - 510 350 - 500 340 - 490 330 - 480
S275JR 1,0044 275 430 - 580 410 - 560 400 - 540 380 - 540 –
S275J0 1,0143 275 430 - 580 410 - 560 400 - 540 380 - 540 –
S275J2 1,0145 275 430 - 580 410 - 560 400 - 540 380 - 540 380 - 540
S355JR 1,0045 355 510 - 680 470 - 630 450 - 600 450 - 600 –
S355J0 1,0553 355 510 - 680 470 - 630 450 - 600 450 - 600 –
S355J2 1,0577 355 510 - 680 470 - 630 450 - 600 450 - 600 450 - 600
S355K2 1,0596 355 510 - 680 470 - 630 450 - 600 450 - 600 450 - 600
S450J0 1,0590 450 – 550 - 720 530 - 700 – –
Hot rolled construction steel in compliance with DIN EN 10025-2
a) For sheet metal, steel strip and sheet bars > 600 mm wide, the direction is transverse (t) to rolling. For all other products, values are longitudinal (l) to rolling direction.b) 1 MPa = 1 N/mm2
c) Values apply to flat products.d) Only for long products.
Grade designationMechanical properties for flat and long products made of steel grades withnotched bar impact values
EN 10027-1CR 10260
EN 10027-2 Min. percent elongation at failure Lo = 5.65 mm Nominal thickness
Lo= 80 mm Nominal thickness
≤ 1 > 1 > 1.5 > 2 > 2.5 > 3
≤ 1.5 ≤ 2 ≤ 2.5 < 3 ≤ 40
S235JR 1,0038 l 17 18 19 20 21 26
S235J0 1,0114
S235J2 1,0117 t 15 16 17 18 19 24
S275JR 1,0044 l 15 16 17 18 19 23
S275J0 1,0143
S275J2 1,0145 t 13 14 15 16 17 21
S355JR 1,0045 l 14 15 16 17 18 22
S355J0 1.0553
S355J2 1,0577
S355K2 1,0596 t 12 13 14 15 16 20
S450J0 1,0590 l – – – – – 17
a) For sheet metal, steel strip and sheet bars > 600 mm wide, the direction is transverse (t) to rolling. For all other products, values are longitudinal (l) to rolling direction.b) Values apply to flat products.d) Only for long products.
Steel grades:Hot rolled

20 21
Grade designation Chemical composition (parts analysis)
EN 10027-1 CR 10260
EN 10027-2
Method of deoxidising
Max. C in % for product thickness in mm Si Mn P S N Cu Other
≤ 16> 16 ≤ 40
> 40%
max.%
max.%
max.%
max.%
max.%
max.%
max.
S235JR 1,0038 FN 0.19 0.19 0.23 – 1.50 0.045 0.045 0.014 0.60 –
S235J0 1,0114 FN 0.19 0.19 0.19 – 1.50 0.040 0.040 0.014 0.60 –
S235J2 1,0117 FF 0.19 0.19 0.19 – 1.50 0.035 0.035 – 0.60 –
S275JR 1,0044 FN 0.24 0.24 0.25 – 1.60 0.045 0.045 0.014 0.60 –
S275J0 1,0143 FN 0.21 0.21 0.21 – 1.60 0.040 0.040 0.014 0.60 –
S275J2 1,0145 FF 0.21 0.21 0.21 – 1.60 0.035 0.035 – 0.60 –
S355JR 1,0045 FN 0.27 0.27 0.27 0.6 1.70 0.045 0.045 0.014 0.60 –
S355J0 1,0553 FN 0.23 0.23 0.24 0.6 1.70 0.040 0.040 0.014 0.60 –
S355J2 1,0577 FF 0.23 0.23 0.24 0.6 1.70 0.035 0.035 – 0.60 –
S355K2 1,0596 FF 0.23 0.23 0.24 0.6 1.70 0.035 0.035 – 0.60 –
S450J0 1,0590 FF 0.23 0.23 0.24 0.6 1.80 0.040 0.040 0.027 0.60 –
b) FN: No unkilled steel allowed. FF: Fully killed steel.d) For long products, P and S contents may be higher by 0.005 %.e) For long products, the maximum sulphur content can be increased by 0.015 % to improve resilience, if the steel has been treated to alter the formation of sulphide and chemical composition comprises at least 0.0020 % Ca.f) The maximum value for nitrogen content does not apply if the steel has a total aluminium content of 0.015 % or more, or a content of acid-soluble aluminium of 0.013 % or more, or sufficient quantities of other nitrogen-hardening elements. Nitrogen-hardening elements must be specified on the test certificate.
g) Cu contents in excess of 0.45 % may cause hot cracking during hot forming.h) If other elements are added, these must be specified on the test certificate.i) For a nominal thickness of > 150 mm, max. 0.22 %.j) Max. 0.24 % C for steel grades suitable for roll forming.k) For a nominal thickness of > 30 mm, max. 0.24 % C.l) Only for long products.m) The steel may contain max. 0.06 % Nb, max. 0.15 % V, and max. 0.06 % Ti.
Hot rolled construction steel in compliance with DIN EN 10025-2
Steel grades:Hot rolled

22 23
Grade designation Mechanical properties (longitudinal sample)
Latest Material number
Tensile strength Yield strength Elongation in % min
Rm Re min < 3mm L0 = 80 mm ≥ 3 mm L0 = 5.65
S315NC - 430 – 550 315 22 27
S315MC 1,0972 390 – 510 315 20 24
S355NC - 470 – 610 355 20 25
S355MC 1,0976 430 – 550 355 19 23
S420NC - 530 – 670 420 18 23
S420MC 1,0980 480 – 620 420 16 19
S460MC 1,0982 520 – 670 460 14 17
S500MC 1,0984 550 – 700 500 12 14
S550MC 1,0986 600 – 760 550 12 14
S600MC 1,8969 650 – 820 600 11 13
S650MC 1,8976 700 – 880 650 10 12
S700MC 1,8974 750 – 950 700 10 12
Example S315MC/NC:S = Construction (structural) steel315 = Code for minimum yield strength MC = thermo-mechanical rolled NC = normalising rolled
1 MPa = 1 N/mm2
Please refer to DIN EN 10051 for dimensional and shape tolerances.
Hot rolled steel with high yield strengths in compliance with DIN EN10149-2
Grade designationChemical compositionof thermo-mechanically rolled steel
Latest Material number
(Melting analysis)Max. percentage by mass
C Mn Si P S 2) Alges Nb 1) V 1) Ti 1) Mo B
S315MC 1,0972 0.12 1.30 0.50 0.025 0.020 0.015 0.09 0.20 0.15 - -
S355MC 1,0976 0.12 1.50 0.50 0.025 0.020 0.015 0.09 0.20 0.15 - -
S420MC 1,0980 0.12 1.60 0.50 0.025 0.015 0.015 0.09 0.20 0.15 - -
S460MC 1,0982 0.12 1.60 0.50 0.025 0.015 0.015 0.09 0.20 0.15 - -
S500MC 1,0984 0.12 1.70 0.50 0.025 0.015 0.015 0.09 0.20 0.15 - -
S550MC 1,0986 0.12 1.80 0.50 0.025 0.015 0.015 0.09 0.20 0.15 - -
S600MC 1,8969 0.12 1.90 0.50 0.025 0.015 0.015 0.09 0.20 0.22 0.50 0.005
S650MC 1,8976 0.12 2.00 0.60 0.025 0.015 0.015 0.09 0.20 0.22 0.50 0.005
S700MC 1,8974 0.12 2.10 0.60 0.025 0.015 0.015 0.09 0.20 0.22 0.50 0.005
1) The total of Nb, V and Ti must not exceed 0.22 %.2) If agreed when the order is placed, maximum sulphur content is 0.010 % (melting analyses).
Steel grades:Hot rolled

24 25
Steel grades:Cold rolled
Cold rolled, unalloyed steel in compliance with DIN EN 10130
Grade designation Mechanical properties Chemical composition
EN 10027-1 EN 10027-2Calibration per
EN 10020Surface type Absence of
stretcher strainsYield
strengthTensile
strengthElongation
(Melting analysis) Max. percentage by mass
Re
MPa a)
Rm
MPaA80 in %
min b) r90min cd) n90min c) C P S Mn Ti
DC01 e) 1,0330Unalloyed high-
grade steel f)
AB
–3 months
-/280 g)
270 – 410 28 – –
0.12 0.045 0.045 0.6 –
DC03 1,0347Unalloyed high-
grade steel f)
AB
6 months6 months -/240 g)
270 – 370 34 1.3 –
0.1 0.035 0.035 0.45 –
DC04 1,0338Unalloyed high-
grade steel f)
AB
6 months6 months -/210 g)
270 – 350 38 1.6 0.18 0.08 0.03 0.03 0.4 –
DC05 1,0312Unalloyed high-
grade steel f)
AB
6 months6 months -/180 g)
270 – 330 40 1.9 0.2 0.06 0.025 0.025 0.35 –
DC06 1,0873Alloyed high-grade steel
AB
unlimited unlimited -/170 h)
270 – 330 41 2.1 0.22 0.02 0.02 0.02 0.25 0.3 i)
DC07 1,0898Alloyed high-grade steel
AB
unlimited unlimited -/150 h) 250 – 310
44 2.5 2.3 0.01 0.02 0.02 0.2 0.2 i)
f) Unless otherwise agreed at the time of requesting a quotation and placing an order, steel grades DC01, DC03, DC04 and DC05 can be supplied as alloyed steels (e.g. using boron or titanium).g) For design purposes, a minimum yield strength (Re) of 140 MPa may be assumed for steel grades DC01, DC03, DC04 and DC05.h) For design purposes, a minimum yield strength (Re) of 120 MPa may be assumed for steel grade DC05, and 100 MPa for DC07 steel.i) For DC01 steel, the upper threshold Re = 280 MPa only applies for a period of 8 days after the product has been made available.j) Niobium may be used as a substitute for titanium. Carbon and nitrogen must be fully hardened.
a) For products without a clear yield strength, the 0.2 % proof stress values (Rp0.2) are used as yield strength values. For other products lower yield strength values apply (ReL). For thicknesses < 0.7 mm and > 0.5 mm, the maximum yield strength values may be higher by 20 MPa. For thicknesses < 0.5 mm, the maximum yield strength values may be higher by 40 MPa.b) For thicknesses < 0.7 mm and > 0.5 mm, the minimum values for elongation at failure may be lower by 2 units. For thicknesses < 0.5 mm, the minimum values for elongation at failure may be lower by 4 units.c) r90 and n90 values apply only to a product thickness of > 0.5 mm.d) For thicknesses > 2 mm, the r80 value decreases by 0.2.e) It is recommended to process products made from DC01 steel within 6 weeks of being made available.
1 MPa = 1N/mm2
26 27
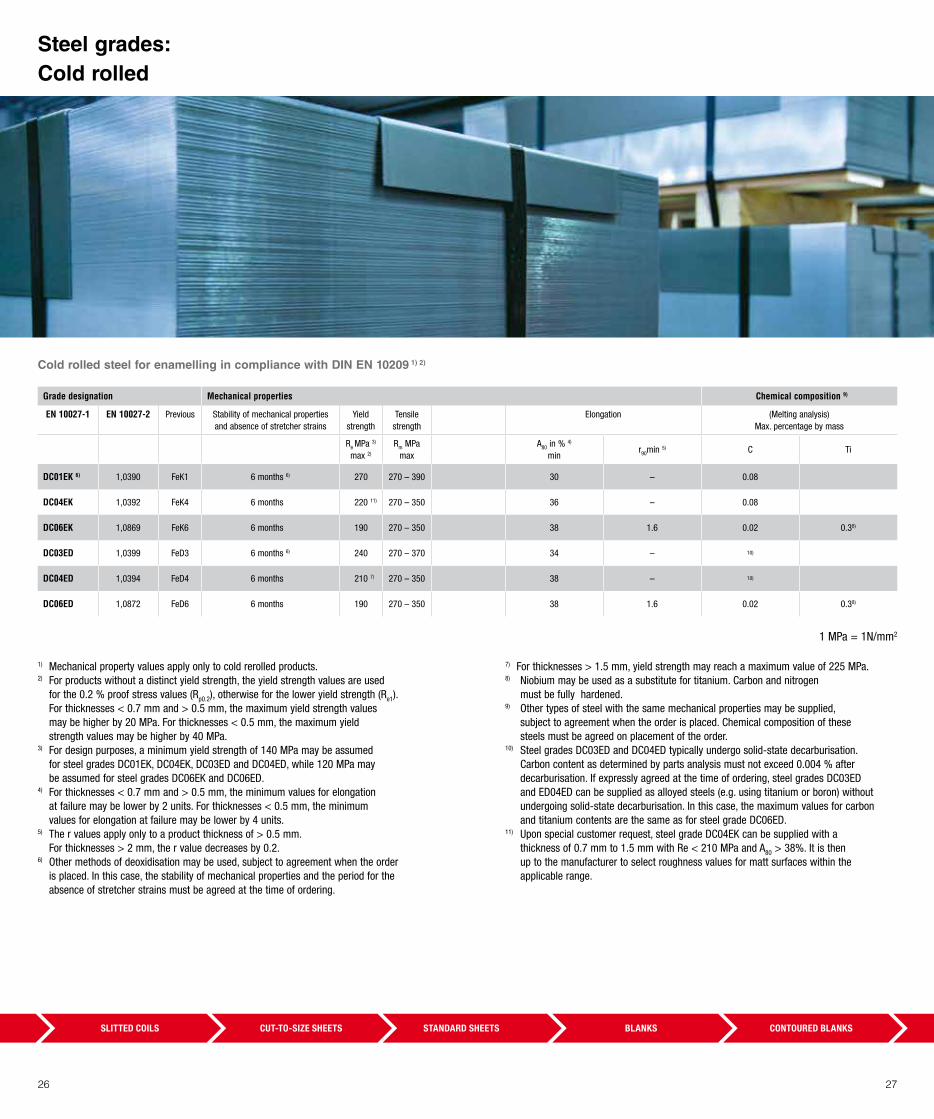
Cold rolled steel for enamelling in compliance with DIN EN 10209 1) 2)
Grade designation Mechanical properties Chemical composition 9)
EN 10027-1 EN 10027-2 Previous Stability of mechanical propertiesand absence of stretcher strains
Yield strength
Tensile strength
Elongation (Melting analysis) Max. percentage by mass
Re MPa 3)
max 2)
Rm MPamax
A80 in % 4) min
r90min 5) C Ti
DC01EK 6) 1,0390 FeK1 6 months 6) 270 270 – 390 30 – 0.08
DC04EK 1,0392 FeK4 6 months 220 11) 270 – 350 36 – 0.08
DC06EK 1,0869 FeK6 6 months 190 270 – 350 38 1.6 0.02 0.38)
DC03ED 1,0399 FeD3 6 months 6) 240 270 – 370 34 – 10)
DC04ED 1,0394 FeD4 6 months 210 7) 270 – 350 38 – 10)
DC06ED 1,0872 FeD6 6 months 190 270 – 350 38 1.6 0.02 0.38)
7) For thicknesses > 1.5 mm, yield strength may reach a maximum value of 225 MPa.8) Niobium may be used as a substitute for titanium. Carbon and nitrogen must be fully hardened.9) Other types of steel with the same mechanical properties may be supplied, subject to agreement when the order is placed. Chemical composition of these steels must be agreed on placement of the order.10) Steel grades DC03ED and DC04ED typically undergo solid-state decarburisation. Carbon content as determined by parts analysis must not exceed 0.004 % after decarburisation. If expressly agreed at the time of ordering, steel grades DC03ED and ED04ED can be supplied as alloyed steels (e.g. using titanium or boron) without undergoing solid-state decarburisation. In this case, the maximum values for carbon and titanium contents are the same as for steel grade DC06ED.11) Upon special customer request, steel grade DC04EK can be supplied with a thickness of 0.7 mm to 1.5 mm with Re < 210 MPa and A80 > 38%. It is then up to the manufacturer to select roughness values for matt surfaces within the applicable range.
1) Mechanical property values apply only to cold rerolled products.2) For products without a distinct yield strength, the yield strength values are used for the 0.2 % proof stress values (Rp0.2), otherwise for the lower yield strength (Re1). For thicknesses < 0.7 mm and > 0.5 mm, the maximum yield strength values may be higher by 20 MPa. For thicknesses < 0.5 mm, the maximum yield strength values may be higher by 40 MPa.3) For design purposes, a minimum yield strength of 140 MPa may be assumed for steel grades DC01EK, DC04EK, DC03ED and DC04ED, while 120 MPa may be assumed for steel grades DC06EK and DC06ED.4) For thicknesses < 0.7 mm and > 0.5 mm, the minimum values for elongation at failure may be lower by 2 units. For thicknesses < 0.5 mm, the minimum values for elongation at failure may be lower by 4 units.5) The r values apply only to a product thickness of > 0.5 mm. For thicknesses > 2 mm, the r value decreases by 0.2.6) Other methods of deoxidisation may be used, subject to agreement when the order is placed. In this case, the stability of mechanical properties and the period for the absence of stretcher strains must be agreed at the time of ordering.
1 MPa = 1N/mm2
Steel grades:Cold rolled

28 29
a) For a distinct yield strength, the lower yield strength values Re1 apply.b) Special agreements must be made for thicknesses > 1.2 mm.c) For thicknesses < 0.7 mm and > 0.5 mm, the minimum values for elongation at failure may be lower by 2 units.
Grade designation Mechanical properties (transverse sample)
Short name Material number
0.2 % proof stress
a)
Re0.2 transverse MPa
Increase in yield strength as a result of heat
generationBH2
Min. transverse MPa
Tensile strength
Rmtransverse
MPa
Elongation at failure
A80Min. trans-
verse %
Vertical anisotropy
rMax.
transverse
Vertical anisotropy
rMin.
transverse
Strain hardening exponent
nMin.
transverse
HC180Y 1,0922 180 – 230 340 – 400 36 1.7 0.19
HC180P 1,0342 180 – 230 280 – 360 34 1.6 0.17
HC180B 1,0395 180 – 230 35 300 – 360 34 1.6 0.17
HC220Y 1,0925 220 – 270 350 – 420 34 1.6 0.18
HC220I 1,0346 220 – 270 300 – 380 34 1.4 0.18
HC220P 1,0397 220 – 270 320 – 400 32 1.3 0.16
HC220B 1,0396 220 – 270 35 320 – 400 32 1.5 0.16
HC260Y 1,0928 260 – 320 380 – 440 32 1.4 0.17
HC260I 1,0349 260 – 310 320 – 400 32 1.4 0.17
HC260P 1,0417 260 – 320 360 – 440 29
HC260B 1,0400 260 – 320 35 360 – 440 29
HC260LA 1,0480 260 – 330 350 – 430 26
HC300I 1,0447 300 – 350 340 – 440 30 1.4 0.16
HC300P 1,0448 300 – 360 400 – 480 26
HC300B 1,0444 300 – 360 35 400 – 480 26
HC300LA 1,0489 300 – 380 380 – 480 23
HC340LA 1,0548 340 – 420 410 – 510 21
HC380LA 1,0550 380 – 480 440 – 560 19
HC420LA 1,0556 420 – 520 470 – 590 17
d) Minimum values for r (transverse) and n (transverse) apply only for a product thickness of > 0.5 mm.e) For thicknesses > 2 mm, the r (transverse) value decreases by 0.2.
Cold rolled steel with high yield strengths in compliance with DINEN 10268
1 MPa = 1 N/mm2
Steel grades:Cold rolled

30 31
Steel grades:Cold rolled
Cold rolled steel with high yield strengths in compliance with DIN EN 10268
a) These additional elements may be added either individually or in combination, provided they are included in the steel grade definition and percentage by mass is within the permissible limits. Vanadium and boron may also be added. The total percentage by mass of all four elements must not exceed 0.22 %.
Grade designation Chemical composition
Short name Material number (Melting analysis) Max. percentage by mass
C Si Mn P S Al Ti a) b) Nb a) b)
HC180Y 1,0922 0.01 0.3 0.7 0.06 0.025 0.01 0.12
HC180P 1,0342 0.05 0.4 0.6 0.08 0.025 0.015
HC180B 1,0395 0.05 0.5 0.7 0.06 0.025 0.015
HC220Y 1,0925 0.01 0.3 0.9 0.08 0.025 0.01 0.12
HC220I 1,0346 0.07 0.5 0.5 0.05 0.025 0.015 0.05
HC220P 1,0397 0.07 0.5 0.7 0.08 0.025 0.015
HC220B 1,0396 0.06 0.5 0.7 0.08 0.025 0.015
HC260Y 1,0928 0.01 0.3 1.6 0.1 0.025 0.01 0.12
HC260I 1,0349 0.07 0.5 0.5 0.05 0.025 0.015 0.05
HC 260P 1,0417 0.08 0.5 0.7 0.1 0.025 0.015
HC260B 1,0400 0.08 0.5 0.7 0.1 0.025 0.015
HC260LA 1,0480 0.1 0.5 0.6 0.025 0.025 0.015 0.15
HC300I 1,0447 0.08 0.5 0.7 0.08 0.025 0.015 0.05
HC300P 1,0448 0.1 0.5 0.7 0.12 0.025 0.015
HC300B 1,0444 0.1 0.5 0.7 0.12 0.025 0.015
HC300LA 1,0489 0.1 0.5 1 0.025 0.025 0.015 0.15 0.09
HC340LA 1,0548 0.1 0.5 1.1 0.025 0.025 0.015 0.15 0.09
HC380LA 1,0550 0.1 0.5 1.6 0.025 0.025 0.015 0.15 0.09
HC420LA 1,0556 0.1 0.5 1.6 0.025 0.025 0.015 0.15 0.09
b) Nb may be added instead of or in combination with Ti for any IF steel (Y). Nb or B can be used as a substitute for Ti for all grades that include “I” in their designation.

32 33
a) For a distinct yield strength, the lower yield strength values (ReL) apply.b) For thicknesses < 0.7 mm and > 0.5 mm, the minimum values for elongation at failure may be lower by 2 units.
Cold rolled steel with high yield strengths in compliance with DIN EN 10268
Grade designation Mechanical properties (longitudinal sample)
Short name Material number 0.2 % proof stress
Rp0.2
longitudinal MPa
Tensile strength
Rm
longitudinal MPa
Elongation at failure
A80
Min. longitudinal MPa
HC260LA 1,0480 240 – 310 340 – 420 27
HC300LA 1,0489 280 – 360 370 – 470 24
HC340LA 1,0548 320 – 410 400 – 500 22
HC380LA 1,0550 360 – 460 430 – 550 20
HC420LA 1,0556 400 – 500 460 – 580 18
1 MPa = 1 N/mm2
Steel grades:Cold rolled

34 35
Grade designation Mechanical properties
Latest Material number
Factory designation
Yield strength Re min.
Tensile strength Rm min.
Elongation A80 in % min. n 4-6 min. n 10-UE min.
Yield strength increase (bake-hardening)
H260X 1,0937 DP400 260 – 330 450 27 0.21 0.17 30
H270X 1,0938 DP500L 270 – 350 500 25 0.20 0.18 30
H300X 1,0939 DP500 300 – 370 500 24 0.19 0.15 30
H310X 1,0940 DL600L 310 – 390 600 21 0.19 0.15 30
H340X 1,0941 DP600 340 – 410 600 20 0.18 0.14 30
H380X 1,0942 DP600 380 – 460 600 18 0.16 0.12 30
Manufacturers produce these steels exclusively in accordance with SEW097.
Latest Material number
Factory designation
Yield strength Rp 0.2 min.
Tensile strength Rm min.
Elongation A80 in % min. n 4-6 min. n 10-UE min.
Yield strength increase (bake-hardening)
Availability of these grades DP800 500 – 600 800 – 950 8
is plant-dependent. DP1000 700 – 950 1,000 – 1,200 5 Values can be supplied,
No standards have been DP1200 950 – 1,200 1,200 – 1,400 4 if required.
defined yet. DP1400 1,150 – 1,400 1,400 – 1,600 3
Multiphase steel, cold rolled flat products for cold formingin compliance with SEW 097 T.2
Example H260X: H = Cold-rolled flat products in higher-strength drawing grade 260 = Code for minimum yield strength X = Dual phase
Steels are produced by steel manufacturers exclusively in accordance with SEW097. The factory designations cited above are only an example and vary from one steel works to another.
Steel grades:Cold rolled

36 37
Electrolytic zinc-plated steel in compliance with DIN EN 10152
a) Mechanical property values apply only to cold rerolled products.b) For products without a distinct yield strength, the yield strength values are used for the 0.2 % proof stress values (Rp0.2), otherwise for the lower yield strength (ReL). For thicknesses < 0.7 mm and > 0.5 mm, the maximum yield strength values may be higher by 20 MPa. For thicknesses < 0.5 mm, the maximum yield strength values may be higher by 40 MPa.c) For thicknesses < 0.7 mm and > 0.5 mm, the minimum values for elongation at failure may be lower by 2 units.d) r90, n90, F and II values (see footnote j and ISO 10113, ISO 10275) apply only to a product thickness of > 0.5 mm.
Grade designation Mechanical properties Chemical composition
Short name
Material
number
Symbol for the type of electrolytic refinement
Stability of
mechani-cal pro-perties
Surface type
Absence of
stret-cher
strains
Yield strength
Tensile strength
Elongation (Melting analysis) Max. percentage by mass
Re
MPaRm
MPaA80
% min. c)
r90
min.d), e)
n90
min.d)
C P S Mn Ti
DC01 1,0330 +ZE –A B
–3 months
140 –280 h) 270 – 410 28 – – 0.12 0.045 0.045 0.6
DC03 1,0347 +ZE 6 MonateA B
6 months6 months
140 – 240 270 – 370 34 1.3 – 0.1 0.035 0.035 0.45
DC04 1,0338 +ZE 6 MonateA B
6 months6 months
140 – 220 270 – 350 37 1.6 0.170 0.08 0.03 0.03 0.4
DC05 1,0312 +ZE 6 MonateA B
6 months6 months
–/200g 270 – 330 39 1.9 0.19 0.06 0.025 0.025 0.35
DC06 1,0873 +ZE 6 MonateA B
unlimited
unlimited–/180i 270 – 350 41 2.1 0.210 0.210 0.02 0.02 0.25 0.3
DC07 1,0898 +ZE 6 MonateA B
unlimited
unlimited–/160i 250 – 310 43 2.5 0.220 0.01 0.020 0.020 0.20 0.2j
e) For thicknesses > 2.0 mm, the r90 or F value decreases by 0.2.f) It is recommended to process products made from DC01+ZE within 6 weeks of being made available.g) Unless otherwise agreed at the time of requesting a quotation and placing an order, steel grades DC01+ZE and DC04+ZE can be supplied as alloyed steels (e.g. using boron or titanium).h) For DC01+ZE steel, the upper threshold Re = 280 MPa only applies for a period of 8 days after the product has been made available.i) Niobium may be used as a substitute for titanium. Carbon and nitrogen must be fully hardened.
Steel grades:Electrolytic zinc-plated

38 39
Zinc coatings of electrolytic zinc-plated steel strip and sheet steel
Different coatings for each side available on request. 1) Calculating the coating weight: A coating weight of 50 g/m2 corresponds to a coating thickness of approx. 7.1 μm. A zinc coating thickness of 1 μm corresponds to a weight of 7.15 g zinc/m2 per side. 2) Coating available upon agreement. Source: Charakteristische Merkmale 092 (Characteristic features 092), “Elektrolytisch verzinktes Band und Blech” (Electrolytic zinc-plated steel strip and sheel steel), Steel Information Centre, Düsseldorf, 1995.
Coating Nominal zinc coating1) per side
Minimum value of coating (single surface sample)
Thickness in μm Weight in g/m2 Thickness in μm Weight in g/m2
Dual-side ZE 25/25 2.5/2.5 18/16 1.7/1.7 12/12
ZE 50/50 5/5 36/36 4.1/4.1 29/29
ZE 75/75 7.5/7.5 54/54 6.6/6.6 47/47
ZE 100/1002) 10/10 72/72 9.1/9.1 65/65
Single-side ZE 25/0 2.5/0 18/0 1.7/0 12/0
ZE 50/0 5/0 36/0 4.1/0 29/0
ZE 75/0 7.5/0 54/0 6.6/0 47/0
ZE 100/0 10/0 72/0 9.1/0 65/0
Various ZE 50/25 5/2.5 36/18 4.1/1.7 29/12
ZE 75/25 7.5/2.5 54/18 6.5/1.7 47/12
ZE 75/50 7.5/5 54/36 6.6/4.9 47/29
Steel grades:Electrolytic zinc-plated

40 41
Electroplated zinc-nickel alloy steel in compliance with DIN EN 10271 Chemical composition and mechanical properties of softsteel flat products electroplated with a two-sided zinc-nickel alloy 1) 2)
1) The values for mechanical properties only apply to products that were rerolled cold prior to surface refinement.2) For products without a distinct yield strength, the yield strength values are used for the 0.2 % proof stress values (Rp0.2), otherwise for the lower yield strength (ReL). For thicknesses < 0.7 mm and > 0.5 mm, the minimum yield strength values may be higher by 20 N/mm2. For thicknesses < 0.5 mm, the minimum values for elongation at failure may be lower by 4 units.3) For thicknesses < 0.7 mm and > 0.5 mm, the minimum values for elongation at failure may be lower by 2 units. For thicknesses < 0.5 mm, the minimum values for elongation at failure may be lower by 4 units.4) r90, n90, r and n values apply only to a product thickness of > 0.5 mm (cf. ISO 10113 and ISO 10275).5) For thicknesses > 0.2 mm, the r90 or r value decreases by 0.2.6) It is recommended to process products made from DC01+ZN steel within 6 weeks of being made available.
Code letter Type of surface treatment
P phosphatised
PC phosphatised and chemically treated
C chemically passivated
PCO phosphatised, chemically treated, and oiled
CO chemically passivated and oiled
PO phosphatised and oiled
O oiled
U no surface treatment
Surface treatment
Grade designation Mechanical properties Chemical composition
Short name
Material number
Symbol for the type of electrolytic refinement
Symbol for the type of electrolytic refinement
Surface type
Absence of stret-
cher strains
Yield strength
Tensile strength
Elongation (Melting analysis) Max. percentage by mass
ReMPa 2)
RmMPa
A80% min.
3)
r90min.4), 5)
n90min.
5)
C P S Mn Ti
DC01 1,0330 +ZN – –
A B
–3 months -/280 10) 270 – 410 28 – – 0.12 0.045 0.045 0.60
DC03 1,0347 +ZN 6 Monate 6 Monate
A B
6 months6 months -/240 270 – 370 34 1.2 – 0.10 0.035 0.035 0.45
DC04 1,0338 +ZN 6 Monate 6 Monate
A B
6 months6 months -/220 270 – 350 36 1.4 0.160 0.08 0.030 0.030 0.40
DC05 1,0312 +ZN 6 Monate 6 Monate
A B
6 months6 months -/190 270 – 330 38 1.6 0.180 0.06 0.025 0.025 0.35
DC06 1,0873 +ZN 6 Monate 6 Monate
A B
unlimitedunlimited -/190 270 – 350 37 1.6 0.190 0.02 0.020 0.020 0.25 0.30 11)
7) Unless otherwise agreed at the time of ordering, steel grades DC01+ZN, DC03+ZN, DC04+ZN and DC05+ZN can be supplied as alloyed steels (e.g. using boron or titanium).8) For design purposes, a minimum yield strength of 140 MPa may be assumed for steel grades DC01+ZN, DC03+ZN, DC04+ZN and DC05+ZN.9) For design purposes, a minimum yield strength of 120 MPa may be assumed for steel grade DC06+ZN.10) For DC01+ZN steel, the upper threshold of 280 MPa only applies for a period of 8 days after the manufacturer makes the product available.11) Niobium may be used as a substitute for titanium. Carbon and nitrogen must be fully hardened.
Steel grades:Electrolytic zinc-plated

42 43
Steel grades:Hot-dip galvanised
Hot-dip galvanised steel in compliance with DIN EN 10346
a) For products without a distinct yield strength the 0.2 % proof stress values (Rp0.2) apply, for distinct yield strength products, the lower yield strength values ReL apply.b) For product thicknesses of 0.50 < l < 0.70 mm (including coating), the minimum values for elongation at failure A80 decrease by 2 units (or by 4 units, where t < 0.5 mm).c) This value applies only to cold rerolled products (surface types B and C).d) For t > 1.5 mm, the r90 value decreases by 0.2.e) For t ≤ 0.70 mm, the r90 value decreases by 0.2 and the n90 value by 0.01.
Grade designation Mechanical properties (transverse sample)
Chemical composition
Short nameMaterial number
Symbol for the type of hot-dip coating
Yield strength Tensile strength Elongation at failure
Vertical anisotropy
Strain hardening exponent
(Melting analysis) Max. percentage by mass
Re a)
MPaRm
MPaA80
b)
% min.r90
min.n90
min.C Si Mn P S Ti
DX51D 1,0226 +Z, +ZF, +ZA, +AZ, +AS – 270 - 500 22 – – 0.18 1.20 0.12
DX52D 1,0350 +Z, +ZF, +ZA, +AZ, +AS 140 - 300 c) 270 - 420 26 – –
DX53D 1,0355 +Z, +ZF, +ZA, +AZ, +AS 140 - 260 270 - 380 30 – –
DX54D 1,0306 +Z, +ZA 120 - 220 260 - 350 36 1.6 0.18
DX54D 1,0306 +ZF 120 - 220 260 - 350 34 1.4 0.18
DX54D 1,0306 +AZ 120 - 220 260 - 350 36 – – 0.12 0.50 0.60 0.10 0.045 0.30
DX54D 1,0306 +AS 120 - 220 260 - 350 34 1.4 d)e) 0.18 e)
DX55D 1,0309 +AS 140 - 240 270 - 370 30 – –
DX56D 1,0322 +Z, +ZA 120 - 180 260 - 350 39 1.9 d) 0.21
DX56D 1,0322 +ZF 120 - 180 260 - 350 37 1.7 d)e) 0.20 e)
DX56D 1,0322 +AS 120 - 180 260 - 350 39 1.7 d)e) 0.20 e)
DX57D 1,0853 +Z, +ZA 120 - 170 260 - 350 41 2.1 d) 0.22
DX57D 1,0853 +ZF 120 - 170 260 - 350 39 1.9 d)e) 0.21 e)
DX57D 1,0853 +AS 120 - 170 260 - 350 41 1.9 d)e) 0.21 e)
Permissible deviations between the results of the parts analysisand the melting analysis thresholds as specified in the table above.
Element Defined threshold value based on the melting analysis values
in the table above(percentage by mass)
Permissible deviations for the parts analysis (percentage by
mass)
C 0.12 + 0.02
Si 0.5 + 0.03
Mn 0.6 + 0.10
P 0.1 + 0.01
Si 0.045 + 0.005
Ti 0.3 + 0.01
1 MPa = 1 N/mm2

44 45
Coatings for common grades
1) Coating thickness can be calculated as follows using the coating weight. Example: A zinc coating of 100 g/m2 on both sides corresponds to an approximate zinc coating thickness of 7.1 μm on each side: The same formula applies to any other coating. 2) The end-user may assume that these threshold values are observed for both top side and underside. 3) The coating weight is determined using chemical separation. For hot-dip zinc-plated flat products the procedures as outlined in DIN EN 10346 are used. The same formula applies to any other coating.
Zinc coating weight (g/m2, two sides) 2 x 7.1 (= zinc density)
= Zinc coating thickness (μm per side)
Type of coating Z = Standard zinc-platingZF = Zinc-iron alloyZA = Zinc-aluminium coating (Galfan), 5 % aluminium, remainder zincAZ = Aluminium-zinc coating (Galvalume), 55 % aluminium, 1.6 % silicon, remainde zincAS = Aluminium-silicon coating (FAL), 8–11 % silicon, remainder aluminium Source: Steel Information Centre, Charakteristische Merkmale 095 (Characteristic features 095), “Schmelztauchveredeltes Band und Blech” (Hot-dip-galvanised steel strip and sheet steel), 2nd edition, 1999.
Coatings Coatings
Zinc Z
Zinc-iron ZF
Zinc-aluminium ZA
Aluminium-zinc AZ
Aluminium-silicon AS
Density in kg/dm3 Coating thickness per side in μm
7.1 7.1 6.6 3.8 3.0 Theoretical value1)
(reference value)Scatter range2)
Coating weight in g/m2, both sides3) min. max.
100 100 95 7 5 12
120 60 8 6 13
140 140 130 10 7 15
100 13 9 19
200 185 80 14 10 20
200 15 10.5 21
225 16 11 22
100 17 12 23
275 255 150 120 20 15 27
300 23 17 31
350 185 25 19 33
450 32 24 42
600 42 32 55
Steel grades:Hot-dip galvanised

46 47
General assessment of properties for hot-dip galvanised products ZF, ZA, AZ and AS vs. Z1)
Z ZF ZA AZ AS
General properties
• Optimum surface 3 1 2 4 4
• Suitable for painting
Conventional 3 3 3 3 3
Coil coating 3 3 2 4 4
Electrostatic 3 3 3 3 3
Electrophoretic 3 3 6 6 6
• Resistance to acids 3 3 2 1 1
• Resistance to bases 3 3 4 5 5
• Temperature stability 3 3 3 2 1
Corrosion stability
• Unpainted
Non-deformed surface 3 6 2 1 1
Bending angle 3 6 2 2 2
Cutting edge 3 6 3 4 4
• Painted
Coil coating
– Non-deformed surface 3 6 2 2 6
– Bending angle 3 6 2 2 6
– Cutting edge 3 6 3 4 6
Suitable for automotive applications
3 2 6 6 6
Forming properties
• (Micro) cracking 3 4 1 4 4
• Abrasion 3 4 3 4 4
• Highest forming requirements 3 3 1 5 4
Joining
• Spot welding 3 2 3 4 4
• Soft soldering 3 4 4 5 4
• Bonding 3 2 3 3 3
• Mechanical joining 3 3 3 3 3
(This table represents a general assessment based on current experiences. It does not apply to every application scenario. If in doubt, please contact your supplier.) Source: Steel Information Centre, Charakteristische Merkmale 095 (Characteristic features 095), “Schmelztauchveredeltes Band und Blech” (Hot-dip-galvanised steel strip and sheet steel), 2nd edition, 1999.
Key
1 Highly recommended
2 Recommended
3 Standard
4 Not ideal
5 Not recommended
6 Does not occur in the field
Steel grades:Hot-dip galvanised

48 49
Hot-dip galvanised construction steel in compliance with DIN EN 10346Steel grades and mechanical properties (longitudinal samples)
a) For distinct yield strength products, the upper yield strength values apply.b) A tensile strength range of 140 MPa is to be expected for all steel grades (except for S650GD).c) For product thicknesses of ≤ 0.70 mm (including coating), the minimum values for elongation at failure A80 decrease by 2 units.
Permissible deviations between the results of the parts analysis and themelting analysis thresholds as specified in the table above
Element Defined threshold value based on the melting ana-lysis values in the table
above(percentage by mass)
Permissible deviations for the parts analysis (per-
centage by mass)
C 0.20 + 0.02
Si 0.60 + 0.03
Mn 1.70 + 0.10
P 0.10 + 0.01
S 0.045 + 0.005
Grade designation Mechanical properties (longitu-dinal sample)
Chemical composition
Short name
Material number
Symbol for the type of hot-dip
coating
0.2 % proof stress
Tensile strength
Elongation at failure
(Melting analysis) Max. percentage by mass
Rp0.2 a)
MPamin.
Rm
MPa b)
min.
A80 c)
%min.
C Si Mn P S
S220GD 1,0241 +Z, +ZF, +ZA, +AZ 220 300 20
S250GD 1,0242+Z, +ZF, +ZA, +AZ,
+AS250 330 19
S280GD 1,0244+Z, +ZF, +ZA, +AZ,
+AS280 360 18 0.20 0.60 1.70 0.10 0.045
S320GD 1,0250+Z, +ZF, +ZA, +AZ,
+AS320 390 17
S350GD 1,0529 +Z, +ZF, +ZA, +AZ, +AS
350 420 16
S550GD 1,0531 +Z, +ZF, +ZA, +AZ 550 560 –
Steel grades:Hot-dip galvanised
1 MPa = 1 N/mm2

50 51
a) For a distinct yield strength, the lower yield strength values (ReL) apply.b) Reduced minimum values for elongation at failure apply to product thicknesses of t ≤ 0.50 mm (minus 4 units) and to thicknesses of 0.50 < t ≤ 0.70 mm (minus 2 units).
Grade designation
Short name Material number of hot-dip coating
Symbol for the type of electrolytic refinement
Proof stress a)
Bake- hardening
index
Tensile strength
Elongation at failure
Vertical anisotropy
Strain hardening exponent
Rp 0.2MPa
BH2
MPamin.
Rm
MPaA80
b) c)
%min.
r90 c) d)
min.
n90
min.
HX160YD 1,0910 +Z, +ZF, +ZA, +AZ, +AS 160 – 220 – 300 – 360 37 1.9 0.20
HX180YD 1,0921 +Z, +ZF, +ZA, +AZ, +AS 180 – 240 – 330 – 390 34 1.7 0.18
HX180BD 1,0914 +Z, +ZF, +ZA, +AZ, +AS 180 – 240 35 290 – 360 34 1.5 0.16
HX220YD 1,0923 +Z, +ZF, +ZA, +AZ, +AS 220 – 280 – 340 – 420 32 1.5 0.17
HX220BD 1,0919 +Z, +ZF, +ZA, +AZ, +AS 220 – 280 35 320 – 400 32 1.2 0.15
HX260YD 1,0926 +Z, +ZF, +ZA, +AZ, +AS 260 – 320 – 380 – 440 30 1.4 0.16
HX260BD 1,0924 +Z, +ZF, +ZA, +AZ, +AS 260 – 320 35 360 – 440 28 – –
HX260LAD 1,0929 +Z, +ZF, +ZA, +AZ, +AS 260 – 330 – 350 – 430 26 – –
HX300YD 1,0927 +Z, +ZF, +ZA, +AZ, +AS 300 – 360 – 390 – 470 27 1.3 0.15
HX300BD 1,0930 +Z, +ZF, +ZA, +AZ, +AS 300 – 360 35 400 – 480 26 – –
HX300LAD 1,0932 +Z, +ZF, +ZA, +AZ, +AS 300 – 380 – 380 – 480 23 – –
HX340BD 1,0945 +Z, +ZF, +ZA, +AZ, +AS 340 – 400 35 440 – 520 24 – –
HX340LAD 1,0933 +Z, +ZF, +ZA, +AZ, +AS 340 – 420 – 410 – 510 21 – –
HX380LAD 1,0934 +Z, +ZF, +ZA, +AZ, +AS 380 – 480 – 440 – 560 19 – –
HX420LAD 1,0935 +Z, +ZF, +ZA, +AZ, +AS 420 – 520 – 470 – 590 17 – –
HX460LAD 1,0990 +Z, +ZF, +ZA, +AZ, +AS 460 – 560 – 500 – 640 15 – –
HX500LAD 1,0991 +Z, +ZF, +ZA, +AZ, +AS 500 – 620 – 530 – 690 13 – –
Hot-dip galvanised steel in compliance with DIN EN 10346Mechanical properties of continuous hot-dip galvanised steel with highyield strengths for cold forming
c) For AS, AZ and ZF coatings, the A80 minimum value decreases by 2 units, and the r90 minimum value by 0.2.d) For product thicknesses > 1.5 mm, the r90 value decreases by 0.2.
Steel grades:Hot-dip galvanised

52 53
Grade designation Chemical composition
Short name a) Material number Symbol for the type of hot-dip coating (Melting analysis) Max. percentage by mass
C Si Mn P S Al Ti b) Nb b)
HX160YD 1,0910 +Z, +ZF, +ZA, +AZ, +AS 0.01 0.10 0.70 0.06 0.025 0.02 0.12 –
HX180YD 1,0921 +Z, +ZF, +ZA, +AZ, +AS 0.04 0.50 0.70 0.06 0.025 0.02 – –
HX180BD 1,0914 +Z, +ZF, +ZA, +AZ, +AS 0.01 0.10 0.90 0.08 0.025 0.02 0.12 –
HX220YD 1,0923 +Z, +ZF, +ZA, +AZ, +AS 0.06 0.50 0.70 0.08 0.025 0.02 – –
HX220BD 1,0919 +Z, +ZF, +ZA, +AZ, +AS
HX260YD 1,0926 +Z, +ZF, +ZA, +AZ, +AS 0.01 0.10 1.60 0.10 0.025 0.025 0.12 –
HX260BD 1,0924 +Z, +ZF, +ZA, +AZ, +AS 0.11 0.50 0.70 0.10 0.025 0.025 – –
HX260LAD 1,0929 +Z, +ZF, +ZA, +AZ, +AS
HX300YD 1,0927 +Z, +ZF, +ZA, +AZ, +AS 0.11 0.50 0.60 0.025 0.025 0.015 0.15 0.09
HX300BD 1,0930 +Z, +ZF, +ZA, +AZ, +AS 0.11 0.50 0.70 0.12 0.025 0.02 – –
HX300LAD 1,0932 +Z. +ZF, +ZA, +AZ, +AS
HX340BD 1,0945 +Z, +ZF, +ZA, +AZ, +AS 0.11 0.50 1.00 0.025 0.025 0.015 0.15 0.09
HX340LAD 1,0933 +Z, +ZF, +ZA, +AZ, +AS 0.11 0.50 1.00 0.025 0.025 0.015 0.15 0.09
HX380LAD 1,0934 +Z, +ZF, +ZA, +AZ, +AS 0.11 0.50 1.40 0.025 0.025 0.015 0.15 0.09
HX420LAD 1,0935 +Z, +ZF, +ZA, +AZ, +AS 0.50 0.50 1.40 0.025 0.025 0.015 0.15 0.09
HX460LAD 1,0990 +Z, +ZF, +ZA, +AZ, +AS 0.15 0.50 1.70 0.030 0.025 0.015 0.09 0.15
HX500LAD 1,0991 +Z, +ZF, +ZA, +AZ, +AS 0.15 0.50 1.70 0.030 0.025 0.015 0.09 0.15
Hot-dip galvanised steel in compliance with DIN EN 10346
a) H = Higher-strength flat steel products for cold forming, X = Rolling state (hot rolled or cold rolled) not specified, nnn = Minimum proof stress value Rp0.2 in MPa; B = Bake-hardening, P = Phosphate alloy, Y = Interstitial free (IF steel), LA = Low alloy (microalloyed), D = For hot-dip coatingsb) These additional elements may be added individually or in combination. If any values are defined, the specified thresholds apply. Vanadium and boron may also be added. However, the total percentage by mass of the alloyed elements, Ti, Nb and V, must not exceed 0.22 %.
Deviation thresholds between the parts analysis and the melting analysis values as specified in the table below
Element Threshold values for the melting analysis,
percentage by mass
Deviation from melting analysis threshold values,
percentage by mass
C < 0.11 + 0.02
Si < 0.50 + 0.03
Mn < 1.00 > 1.00 < 1.60
+ 0.05
+ 0.10
P < 0.12 + 0.01
Si < 0.025 + 0.005
Altot > 0.02 - 0.005
Ti < 0.15 + 0.02
Nb < 0.09 + 0.02
Steel grades:Hot-dip galvanised

54 55
Example DD31X: D = Soft steel for cold forming D = Hot rolled 31 = Code for minimum yield strength X = Dual phase
Thermo-mechanically treated hot rolled dual-phase steel
1) At room temperature (transverse samples in accordance with DIN EN 10002) 2) a = Sample thickness; the bending angle is 180°. 3) A particularly low S content is specified and/or alloy elements are added for good sulphide formation to ensure good cold forming qualities.
Please refer to DIN EN 10050 for dimensional and shape tolerances.
Grade designation Mechanical properties1) Chemical composition
Latest Material number
Min. yield
strength R p0.2
Tensile strength
R m
Min. elongation at failure
Mandrel ∅ D2) for
bending test
(Melting analysis) Max. percentage by mass
A 5 A 80
% % C Si Mn P S 3) Al Cr Mo B
DD 31 X 1,0931 310 – 430 530 25 21 D = 0 a≤0.12 ≤1.50 ≤1.50 ≤0.060 ≤0.010 ≥0.015 ≤1.00 ≤0.005
DD 33 X 1,0936 330 – 450 580 24 20 D = 0.5 a
Special grades:Multiphase steel
High-strength hot steel strip with minimum strengths of 530 and 580 MPa when thermo-mechanically rolled. The material offers an attractive combination of properties of high strength plus good cold forming and welding qualities. It has specific benefits for producing reduced-weight, cold-formed parts. Its good dynamics makes it particularly suitable for parts in high vibration environments. Its high strain hardening capacity increases the yield strength of components considerably, particularly at low degrees of deformation.

56 57
Special grades:Multiphase steel
Example S695MC: S = Construction (structural) steel 695 = Code for minimum yield strength MC = Thermo-mechanically rolled
Thermo-mechanically treated, hot rolled, high-strength, wear-resistant complex-phase steel
High-strength hot steel strip with minimum strengths of 800 – 950 MPawhen thermo-mechanically rolled. The material has an extremely finemicrostructure that – in complex interaction with the coordinated structural parts of ferrite, bainite, martensite and precipitation hardening – offers a particularly good property mix of high strength, wear-resistance and suitable cold forming and welding qualities. This type of steel is ideal for producing reduced-weight, cold-formed components, for example for automotive manufacturing.
1) At room temperature (transverse samples in accordance with DIN EN 10002) 2) a = Sample thickness; the bending angle is 180°. 3) A particularly low S content is specified and/or alloy elements are added for goodsulphide formation to ensure good cold forming qualities.
Please refer to DIN EN 10051 for dimensional and shape tolerances.
Grade designation Mechanical properties 1) Chemical composition
Latest Material number
Min. yield strength
R p0.2
Tensile strength
R m
Min. elongation at failure
Mandrel ∅ D2) for
bending test
(Melting analysis) Max. percentage by mass
A 5 A 80
% % C Si Mn P S 3) Nb Ti Cr Mo
S680MC 1,8998 680 800 – 980 12 10 D = 2.5 a
≤ 0.18 ≤ 0.80 ≤ 2.20 ≤ 0.025 ≤ 0.010 ≥ 0.08 ≤ 0.18 ≤ 0.60 ≤ 0.40S695MC 1,8949 695 880 – 1,050 12 10 D = 3.0 a
S720MC 1,8997 720 950 – 1,130 12 10 D = 3.5 a

58 59
Thermo-mechanically treated, hot rolled, high-strength, wear-resistant martensite phase steel
High-strength hot steel strip with minimum tensile strengths of 1000 and 1200 MPa when thermo-mechanically rolled.The material has an extremely fine microstructure that – in complex interaction with the coordinated structural parts of ferrite, bainite, martensite and precipitation hardening – offers a particularly good property mix of high strength, wear-resistance and suitable cold forming and welding qualities.
The typical manufacturing method of cold/hot forming followed by tempering is replaced with cold-forming only.
1) At room temperature (transverse samples in accordance with DIN EN 10002) 2) A particularly low S content is specified and/or alloy elements are added for good sulphide formation to ensure good cold forming qualities.
Please refer to DIN EN 10051 for dimensional and shape tolerances.
Grade designation Mechanical properties1) Chemical composition
Latest Material number
Min. yield strength
R p0.2
Tensile strength
R m
Min. elongation at failure(Melting analysis)
Max. percentage by massA 5 A 80
% % C Si Mn P S 2) Cr Nb Ti
S750MC 1,0964 750 1,000 – 1,250 8 5≤ 0.18 ≤ 1.0 ≤ 2.0 ≥ 0.020 ≤ 0.010 ≤ 1.0 ≤ 0.18
S900MC 1,0965 900 1,200 – 1,450 8 5
S940MC 1,0967 940 1,200 – 1,450 10 7 ≤ 0.18 ≤ 0.8 ≤ 2.2 ≥ 0.025 ≤ 0.010 ≤ 1.0 ≤ 0.18
Special grades:Multiphase steel

60 61
DP, TRIP and CP steel DIN EN 10346Also available in hot-dip galvanised or electrolytic zinc-plated versions.
a) For product thicknesses < 0.7 mm with zinc-iron or zinc-nickel coatings, minimum elongation at failure can decrease by 2 %.b) Values must be agreed during RFQ and at the time of ordering.
Grade designation Mechanical propertiesShort name Material number Proof stress Tensile strength Elongation at
failure a)
Strain hardening exponent
Bake-hardening index
Rp0.2
MPaRm MPa
min.A80 % min.
n10-UEmin.
BH2 MPamin.
DP steelHCT450X 1,0937 260 – 340 450 27 0.16 30
HCT500X 1,0939 300 – 380 500 23 0.15 30
HCT600X 1,0941 340 – 420 600 20 0.14 30
HCT780X 1,0943 450 – 560 780 14 – 30
HCT980X 1,0944 600 – 750 980 10 – 30
TRIP steelHCT690T 1,0947 430 – 550 690 23 0.18 40
HCT780T 1,0948 470 – 600 780 21 0.16 40
CP steelHCT600C 1,0953 350 – 500 600 16 - 30
HCT780C 1,0954 500 – 700 780 10 - 30
HCT980C 1,0955 700 – 900 980 7 - 30
Special grades:Multiphase steel

62 63
FB, DP, CP and MS steel DIN EN 10346Also available in hot-dip galvanised or electrolytic zinc-plated versions.
a) For product thicknesses < 0.7 mm with zinc-iron or zinc-nickel coatings, minimum elongation at failure can decrease by 2 %.b) Values must be agreed during RFQ and at the time of ordering.
Special grades:Multiphase steel
Grade designation Mechanical propertiesShort name Material number Proof stress Tensile strength Elongation at
failure a)
Strain hardening exponent
Bake-hardening index
Rp0.2
MPaRm MPa
min.A80 % min.
n10-UEmin.
BH2 MPamin.
FB steelHDT450F 1,0961 320 – 420 450 23 – 30
HDT560F 1,0959 460 – 570 560 16 – 30
DP steelHDT580X 1,0936 330 – 460 580 19 0.13 30
CP steelHDT750C 1,0956 620 – 760 750 10 – 30
HDT780C 1,0957 680 – 830 780 10 – 30
HDT950C 1,0958 720 – 920 950 9 – 30
MS steelHDT1200M 1,0965 900 – 1,150 1,200 5 – 30

64 65
Permissible deviations between the results of the parts analysis and themelting analysis thresholds
Grade designation Chemical composition
Short name Material number
Symbol for the type of
hot-dip coating
(Melting analysis) Max. percentage by mass
C Si Mn P S Alges Cr+Mo Nb+Ti V B
FB steel
HDT450F 1,0961 +Z, +ZF 0.18 0.50 1.20 0.030 0.010 ≥ 0.015 0.30 0.05 0.15 0.005
HDT560F 1,0959 +Z, +ZF 0.18 0.50 1.80 0.025 0.010 ≥ 0.015 0.30 0.15 0.15 0.005
DP steel
HCT450X 1,0937 +Z, +ZF,+ZA 0.14 0.80 2.00 0.080 0.015 ≤ 2.00 1.00 0.15 0.20 0.005
HCT500X 1,0939 +Z, +ZF,+ZA 0.14 0.80 2.00 0.080 0.015 ≤ 2.00 1.00 0.15 0.20 0.005
HCT600X 1,0941 +Z, +ZF,+ZA 0.17 0.80 2.20 0.080 0.015 ≤ 2.00 1.00 0.15 0.20 0.005
HDT580X 1,0936 +Z, +ZF 0.17 0.80 2.20 0.080 0.015 ≤ 2.00 1.00 0.15 0.20 0.005
HCT780X 1,0943 +Z, +ZF,+ZA 0.18 0.80 2.50 0.080 0.015 ≤ 2.00 1.00 0.15 0.20 0.005
HCT980X 1,0944 +Z, +ZF,+ZA 0.23 0.80 2.50 0.080 0.015 ≤ 2.00 1.00 0.15 0.20 0.005
TRIP steel
HCT690T 1,0947 +Z, +ZF,+ZA 0.32 2.20 2.50 0.120 0.015 ≤ 2.00 0.60 0.20 0.20 0.005
HCT780T 1,0948 +Z, +ZF,+ZA 0.32 2.20 2.50 0.120 0.015 ≤ 2.00 0.60 0.20 0.20 0.005
CP steel
HCT600C 1,0953 +Z, +ZF,+ZA 0.18 0.80 2.20 0.080 0.015 ≤ 2.00 1.00 0.15 0.20 0.005
HDT750C 1,0956 +Z, +ZF 0.18 0.80 2.20 0.080 0.015 ≤ 2.00 1.00 0.15 0.20 0.005
HCT780C 1,0954 +Z, +ZF,+ZA 0.18 0.80 2.20 0.080 0.015 ≤ 2.00 1.00 0.15 0.20 0.005
HDT780C 1,0957 +Z, +ZF 0.18 0.80 2.20 0.080 0.015 ≤ 2.00 1.00 0.15 0.20 0.005
HDT950C 1,0958 +Z, +ZF 0.25 0.80 2.20 0.080 0.015 ≤ 2.00 1.20 0.15 0.20 0.005
HCT980C 1,0955 +Z, +ZF,+ZA 0.25 0.80 2.20 0.080 0.015 ≤ 2.00 1.20 0.15 0.22 0.005
MS steel
HDT1200M 1,0965 +Z, +ZF 0.25 0.80 2.00 0.060 0.015 ≤ 2.00 1.20 0.15 0.22 0.005
DP, TRIP and CP steel DIN EN 10346
Special grades:Multiphase steel
Element Defined threshold value based on melting analysis values (percentage by mass)
Permissible deviations for the parts analysis (percentage by mass)
C ≤ 0.32 +0.02
Si≤ 0.60
> 0.60 ≤ 0.80> 0.80 ≤ 2.20
+0.03+0.05+0.10
Mn ≤ 2.50 +0.10P ≤ 0.12 +0.01
S ≤ 0.015> 0.015 ≤ 0.045
+0.003+0.005
Algesamt≥ 0.015≤ 2.00
-0.005+0.10
Cr+Mo ≤ 1.20 +0.05Nb ≤ 0.09 +0.02Ti ≤ 0.15 +0.02Nb+Ti ≤ 0.20 +0.02V ≤ 0.22 +0.02B ≤ 0.005 +0.001

66 67
Key
Hot rolled in compliance with DIN EN 10111DD11D Soft steel for cold formingD Hot rolled steel11 Grade code
Hot rolled in compliance with DIN EN 10025S 235 JRS Construction (structural) steel235 Code for minimum yield strengthJR Grade group code
Hot rolled in compliance with DIN EN 10149S260NC / MCS Construction (structural) steel260 Code for minimum yield strengthNC Normalising rolledMC Thermo-mechanically rolled
Cold rolled in compliance with DIN EN 10130DC01D Soft steel for cold formingC Cold rolled steel01 Grade code
Cold rolled in compliance with DIN EN 10209DC 04 EK / EDD Soft steel for cold formingC Cold rolled steel04 Grade codeEK Conventional enamellingED Direct enamelling
Cold rolled in compliance with DIN EN 10268H380LAHC Flat products with higher-strength drawing quality380 Code for minimum yield strengthLA Denotes microalloyed steel
Cold rolled conformant with SEW 097 T.2H310XH Cold rolled flat products with higher-strength drawing quality 310 Code for minimum yield strengthX Dual phase
Electrolytic zinc-plated in compliance with DIN EN 10152 and 10271DC01+ZE 25/25-APCD Soft steel for cold formingC Cold rolled steel+ZE Electrolytic zinc-plated +ZN Zinc-nickel25/25 Nominal thickness (2.5 μm each side)A Substrate surface typePC Phosphatised and chemically treated Hot-dip galvanised in compliance with DIN EN 10346DX51D+Z275-N-A-CD Soft steel for cold formingX Cold or hot rolled not specified51 Grade codeD Zinc-plated (dipped)+ Corresponding coating275 Coating weight, two sidesN Typical zinc spangle (also possible without zinc spangle) A Typical surfaceC Chemically passivated
Hot-dip galvanised in compliance with DIN EN 10346S250GD+Z275-N-A-CS Construction (structural) steel250 Code for minimum yield strengthGD Hot-dip galvanised+ Corresponding coating275 Coating weight, two sidesN Typical zinc spangle (also possible without zinc spangle) A Typical surfaceC Chemically passivated
Hot-dip galvanised in compliance with DIN EN 10346HX300LAD+Z140-M-B-OH Flat products with higher-strength drawing qualityX Hot or cold rolled steel300 Code for minimum yield strengthLA Denotes microalloyed steelD Hot-dip galvanised+Z, ZF, ZA, AZ, AS Coating type140 Coating weight, two sidesM Small zinc spangleB Enhanced surfaceO Oiled
Thermo-mechanically treated hot rolled dual-phase steel incompliance with DIN EN 10050DD 33 XD Soft steel for cold formingD Hot rolled steel33 Code for minimum yield strengthX Dual phase
Thermo-mechanically treated hot rolled dual-phase complex-phaseand martensite phase steel in compliance with DIN ENS 695 MCS Construction (structural) steel695 Code for minimum yield strengthMC Thermo-mechanically rolled
Rest-austenite steel (TRIP steel) in compliance with DIN ENHT 700 TH Cold rolled flat products with higher-strength drawing quality T Minimum tensile strength700 Code for minimum tensile strengthT TRIP steel
The grades tables in this brochure are excerpts from applicable standards.The relevant standards apply.

68 69
Equivalentstandards
European standard
Grades as per previous local standard
EN 10111 Germany France Italy UK Spain
DIN NFA UNI BS UNE
DD11 StW22 1 C FeP11 HR 3 AP11
DD12 RStW23 – – – –
DD13 StW24 3 C FeP13 HR1 AP13
DD14 – 3 CT – – –
European standard Grades as per previous local standard
EN 10025- 2:2003
EN 10025:1990+ A1:1993
EN 10025: 1990
Germany France UK Spain Italy Belgium Sweden Portugal Austria Norway
DIN 17100
NFA 35-501
BS 4360
UNE 36-080
UNI 7070
NBN A 21-101
SS 14 + Stahlsorte
NP 1729
M 3116 Steel grade
S185 1,0035 S185 1,0035 Fe 310- 0
St 33 A 33 A 310-0 Fe 320 A 320 1300-00 Fe 310-0 St 320
S235 JR 1,0037 Fe 360
BSt
37-2 E 24-2 Fe 360 B AE 235-B 1311-00 Fe 360-B NS 12 120
S235 JRG1 1,0036 Fe 360
BFUUSt
37-2 AE 235 B-FU USt 360 B NS12 122
S235JR 1,0038 S235
JRG2 1,0038 Fe 360 BFN
RSt 37-2 40 B AE 235 B-FN 1312-00 RSt 360 B NS 12 123
S235J0 1,0114 S235
J0 1,0114 Fe 360 C
St 37-3 U E 24-3 40 C AE 235 C Fe 360 C AE 235 C Fe 360-C St 360 C NS 12 124
St 360 CE
a aS235 J2G3 1,0116 Fe 360
D1St
37-3 N E 24-4 40 D AE 235 D Fe 360 D AE 235-D Fe 360-D St 360 D NS 12 124
S235 J2 1,0117 S235
J2G4 1,0117 Fe 360 D2 –
S275 JR 1,0044 S275
JR 1,0044 Fe 430 B
St 44-2 E 28-2 43 B AE 275 B Fe 430 B AE 225-B 1412-00 Fe 430-B St 430 B NS 12 142
S275 J0 1,0143 S275
J0 1,0143 Fe 430 C
St 44-U E 28-3 43 C AE 275 C Fe 430 C AE 255-C Fe 430-C St 430 C NS 12 143
St 430 CE
a aS275 J2G3 1,0144 Fe 430
D1St
44-3 N E 28-4 43 D AE 275 D Fe 430 D AE 255-D 1414-00 Fe 430 D St 430 D NS 12 143
S275 J2 1,0145 S275
J2G4 1,0145 Fe 430 D2 – 1414-01
Hot rolled steel for deep drawing
Hot rolled construction steel

70 71
European standard Grades as per previous local standard
EN 10 149-2 Material number
Germany France UK
SEW 092 NFA 36-231 B S 1449
S 315 MC 1,0972 QstE340TM E 315 D 43 F 35
S 355 MC 1,0976 QstE380TM E 355 D 46 F 40
S 420 MC 1,0980 QstE420TM E 420 D 50 F 45
S 500 MC 1,0984 QstE500TM E 490 D
S 550 MC 1,0986 QstE550TM E 560 D 60 F 55
S 700 MC 1,0974 QstE690TM E 690 D 75 F 70
Higher-strength steel for cold forming
European standard Grades as per previous local standard
EN 10 130 Previous designation
Germany France Italy UK
DIN 1623-1 NFA 36.401 UNI 5866 BS 1449-P1
DC 01 Fe P01 St 12 C Fe P01 CR 4
DC 03 Fe P03 St 13 E Fe P02 CR 3
DC 04 Fe P04 St 14 ES Fe P04 CR 2-CR 1
DC 05 Fe P05 – – – –
DC 06 Fe P06 – – – –
DC 07 Fe P07 – – – –
European standard Grades as per previous local standard
EN 10 209 Previous designation
Germany France Italy UK
DIN 1623-2 NFA 36.401 UNI 5866 BS 1449-P1
DC 01 EK Fe K1 EK 2 EME Fe P02 S CR 3 VE
DC 04 EK Fe K4 EK 4 EMES Fe P04 S CR 2 VE
DC 06 EK Fe K6 – – – –
DC 03 ED Fe D3 ED 3 – – –
DC 04 ED Fe D4 ED 4 – – –
DC 06 ED Fe D6
Cold rolled, uncoated steel for deep drawing
Cold rolled, uncoated steel for enamelling
Equivalentstandards
72 73
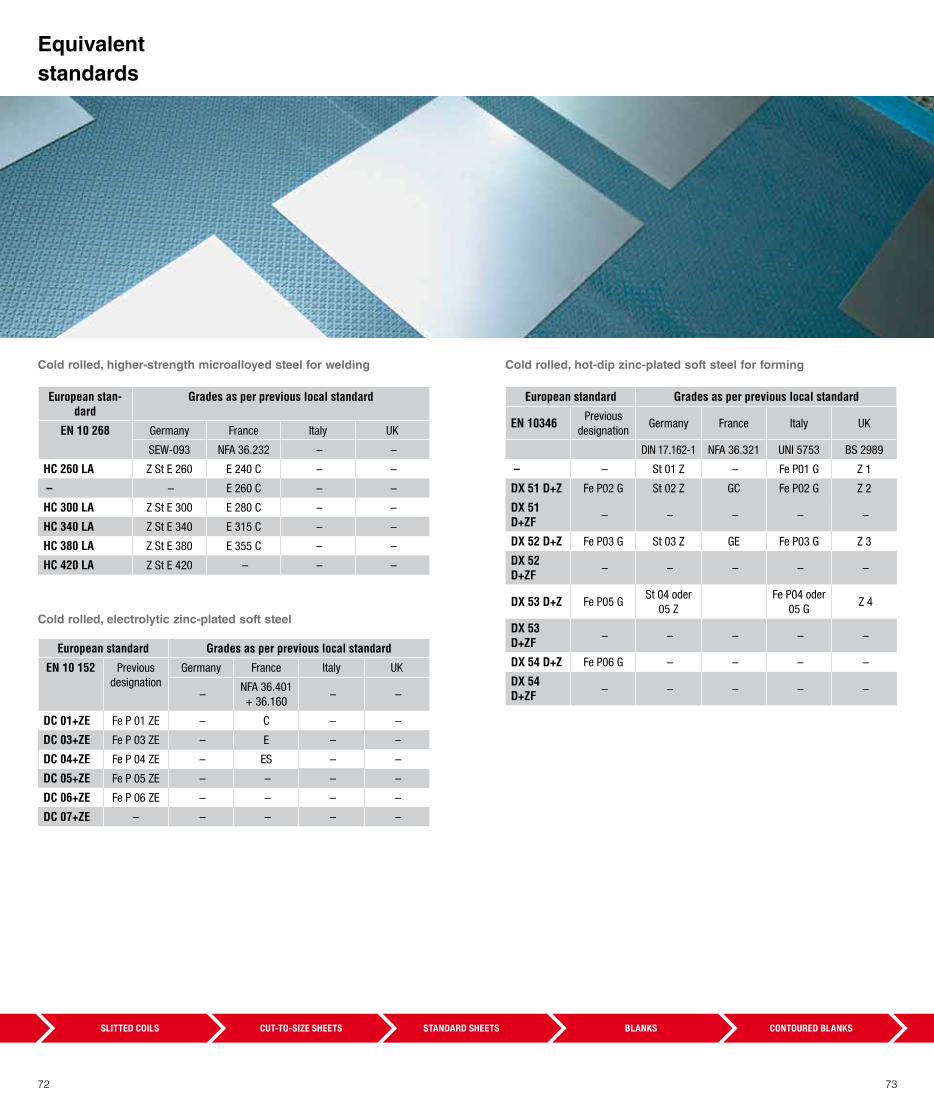
European stan-dard
Grades as per previous local standard
EN 10 268 Germany France Italy UK
SEW-093 NFA 36.232 – –
HC 260 LA Z St E 260 E 240 C – –
– – E 260 C – –
HC 300 LA Z St E 300 E 280 C – –
HC 340 LA Z St E 340 E 315 C – –
HC 380 LA Z St E 380 E 355 C – –
HC 420 LA Z St E 420 – – –
European standard Grades as per previous local standard
EN 10 152 Previous designation
Germany France Italy UK
– NFA 36.401 + 36.160
– –
DC 01+ZE Fe P 01 ZE – C – –
DC 03+ZE Fe P 03 ZE – E – –
DC 04+ZE Fe P 04 ZE – ES – –
DC 05+ZE Fe P 05 ZE – – – –
DC 06+ZE Fe P 06 ZE – – – –
DC 07+ZE – – – – –
European standard Grades as per previous local standard
EN 10346 Previous designation
Germany France Italy UK
DIN 17.162-1 NFA 36.321 UNI 5753 BS 2989
– – St 01 Z – Fe P01 G Z 1
DX 51 D+Z Fe P02 G St 02 Z GC Fe P02 G Z 2
DX 51 D+ZF – – – – –
DX 52 D+Z Fe P03 G St 03 Z GE Fe P03 G Z 3
DX 52 D+ZF – – – – –
DX 53 D+Z Fe P05 GSt 04 oder
05 ZFe P04 oder
05 G Z 4
DX 53 D+ZF – – – – –
DX 54 D+Z Fe P06 G – – – –
DX 54 D+ZF – – – – –
Cold rolled, higher-strength microalloyed steel for welding Cold rolled, hot-dip zinc-plated soft steel for forming
Cold rolled, electrolytic zinc-plated soft steel
Equivalentstandards

74 75
European standard Grades as per previous local standard
EN 10346 Germany France Italy UK
– NFA 36.323/
36.324 – –
DX 51 D+ZA – FC – –
DX 52 D+ZA – FE – –
DX 53 D+ZA – FES – –
DX 54 D+ZA – FEX – –
S 220 GD+ZA – C 220 – –
S 250 GD+ZA – C 250 – –
S 280 GD+ZA – C 280 – –
S 320 GD+ZA – C 320 – –
S 350 GD+ZA – C 350 – –
S 550 GD+ZA – C 550 – –
European standard Grades as per previous local standard
EN 10346 Germany France Italy UK
– NFA 36.340 – BS 65.36
DX 51 D+AS – AS – C – AS 01 GA
DX 52 D+AS – AS – TC – AS 02 GA
– AS – E – AS 03 GA
DX 53 D+AS – AS – ES – AS 04 GA
DX 54 D+AS – AS – EX – –
DX 55 D+AS – – – –
– – – –
DX 56 D+AS – – – –
– – – –
S 250 GD+AS – – – –
S 280 GD+AS – – – –
S 320 GD+AS – – – –
S 350 GD+AS – – – –
European standard Grades as per previous local standard
EN 10346 Previous designation
Germany France Italy UK
DIN 17.162-2
NFA 36.322 UNI 5753 BS 2989
S 220 GD+Z Fe E 220 G – C 230 – Z 22
S 220 GD+ZF – – – – –
S 250 GD+Z Fe E 250 G St E 250-2Z C 250 Fe E 250 G Z 25
S 250 GD+ZF – – – – –
S 280 GD+Z Fe E 280 G St E 280-2Z C 280 Fe E 280 G Z 28
S 280 GD+ZF – oder 3Z – – –
S 320 GD+Z Fe E 320 G St E 320-3Z C 320 Fe E 320 G –
S 320 GD+ZF – – – – –
S 350 GD+ZF Fe E 350 G St E350-3Z C 350 Fe E 350 G Z 35
S 350 GD+Z – – – – –
S 550 GD+ZF Fe E550 G – C 550 Fe E 550 G Z 55
S 550 GD+ZF – – – – –
Cold rolled, hot-dip zinc-plated steel with alloy coating (Zn/Al) Cold rolled, hot-dip zinc-plated construction steel
Cold rolled, hot-dip zinc-plated steel with alloy coating (Al/Si)
Equivalentstandards

76 77
Technical applicationconsultancy.
Materials knowhow
The right composition, optimum forming qualities and suitable surface properties – getting everything right – requires extensive technical knowhow. At present there are over 3,500 different types of steel with different physical, chemical and ecological characteristics. Each product, be it a control unit, bread slicer or automobile, requires a different steel grade.
The fastest way to your steel grade
Stahlo ensures that you get to know the right steel grade for your requirements right from the planning and development stages. Thanks to our technical applications service you benefit from more efficient, faster and more transparent consultations.
We solve your hardest problems
Consultation starts in planning and development stages Potential savings by choosing the right steel grade Materials testing Material training courses
Technical application consultancy
Stahlo´s Steel Service Center provides high-quality technical application consultancy services to help you find the right type of steel for your type of application. We assist you in realising potential savings by harnessing our extensive experience in a wide range of areas, from automotive industry, building and construction to mecha- nical engineering.

78 79
High class quality.
Mechanical testing
The following tests are performed in accordance to current norms and standards. A video extensometer provides accurate and relevant records of mechanical material behaviour under tensile load over a specific period of time.
Testing method Code Test standard
Tensile strength / yield strength / proof stress
Re/Rp DIN EN ISO 6892-1
Elongation at failure A DIN EN ISO 6892-1
Vertical anisotropy (deep-drawing quality)
r EN 10130
Strain hardening exponent n EN 10130
Coating thickness for zinc-plated sheet steel
Coating thickness measuring instrument
Chemical testing
A vacuum emission spectrometer is used to quickly analyse the percentage of up to 16 different elements in sheet steel.
Fe Iron Mo Molybdenum
C Carbon Cu Copper
Si Silicon Al Aluminium
Mn Manganese Ti Titan
P Phosphorus Nb Niobium
S Sulphur V Vanadium
Cr Chromium W Tungsten
Ni Nickel B Boron
Uncompromising material tests and quality records ensure maximumsafety standards. The mechanical properties and chemical values areessential for high-quality, cost-effective production. In our internal labora-tories we test materials tensile strength, yield strength, proof stressand elongation at failure. We use a vacuum emission spectrometer tocarry out chemical testing.
Non-contact measurement systems
Digital cameras on the slitting and recoiling lines measure each sheet inproduction to ensure that it meets the required length, width and diagonaltolerances.
We can provide specific test reports upon request to certify fulfilment of quality requirements.
Stahlo's internal barcode system traces all materials from the steel millright through to the final product.

80 81
OEM standard quality certifications
We pride ourselves in stringent quality assurance practices for every process. No exceptions. Stahlo uses the ISO/TS 16949 quality managementsystem.
Our quality management is based on clear processes that are transparent for every user. This ensures process reliability where it really matters, especially at any critical points of integration.
ISO/TS 16949 certification helps to systematically pursue continuousimprovements. This means our high standard of quality is based on anorganic flow of development.
Every day we prove our commitment to you, the customer, through ourproducts and services.
High classQuality.
82 83
Do you have any questions?
Are you looking for further information?May we tell you about our range of services in person?Please get in touch with us!
Our contact details
STAHLO Stahlservice GmbH & Co. KG Kasseler Straße 27D-35683 Dillenburg Phone: +49(0)27 71 302-0 Hotline: +49(0)27 71 302-69 29 Fax: +49(0)27 71 302-69 14E-mail: [email protected] www.stahlo.de
STAHLO Stahlservice GmbH & Co. KG Rudolf Loh Straße 1D-07546 Gera Phone: +49(0)365 8336-0Hotline: +49(0)365 8336-5884 Fax: +49(0)365 8336-555600E-mail: [email protected] www.stahlo.de
Always to your service.

STAHLO Stahlservice GmbH & Co. KG Kasseler Straße 27 · D-35683 DillenburgPhone +49(0)2771 302-0 · Hotline: +49(0)2771 302-6929Fax +49(0)2771 302-6914E-Mail: [email protected] · www.stahlo.de
08.2
012
/ 91A
4
Slitted coils
Cut-to-size sheets
Standard sheets
Blanks
Contoured blanks