radiation curing uvcuriy of yl acwlute ,* versus …infohouse.p2ric.org/ref/27/26758.pdfyl n ,*...
TRANSCRIPT

yl n ,*
RADIATION CURING
uvcuriy of Acwlute esins Versus Cufionic I 0
tpoxres By Dr. Wells Cunningham, director of technology Dymax Corp., Torrington, Conn.
he use of electromag- netic radiation to r harden or “cure”
coatings, sealants and adhe- sives (CS&A) has been an industrial practice for decades. Reviews of the his- tory of the technology and its commercialization are avail- able (1 ,Z, 3). Several chem- istries are applicable to these processes and are becoming more well known among design and manufacturing engi- neers. However, from the vantage point of a supplier to the engineering commu- nity, we have seen as much confusion as advantage because of these offer- ings. This article compares the use of ultraviolet (UV) curing acrylate and cationic epoxy products through a sim- ple screening method. The goal is to enable the end-user to choose products based on performance and process advantage rather than rely on advertis- ers’ preconceived selections based on chemical family.
The technology of photoinitiated cur- ing acrylate products has been consid- erably more developed commercially than for photocationic cure epoxies. Their use spans the range of coatings, sealants and adhesives. Currently, use of UV cured cationic epoxies is primari- ly as coatings, although products are available for potting and encapsulation applications that require a secondary heat step for completion o f cure. This report deals only with acrylate and epoxy based formulations.
Two monographs offer an in-depth background on the chemistry involved in each family (43 ) . Chemically cured acrylate and epoxy chemicals have a long history in overlapping and exclu- sive industrial uses. Some of the “com- mon” knowledge that has driven the distinction between the chemistries is that two part or heat cure epoxies can handle higher temperature and more
24
extreme chemical exposure than acry- lates. Acrylates have the advantage of fast cure and better impact resistance. In the extremes, these categorizations are correct. Epoxy resins can survive service temperatures of 175+”C and chemically cured acrylates can be used to bond surfaces in less than 30 see. However, much of the world does not lie at these extremes, and the distinc- tions between them become less clear. Also, as the chemistries have been modified for UV curing, the inherent differences have changed and perhaps, become even more blurred.
For example, one inherent property of the UV cure of epoxies is the lack of oxygen inhibition that has historically troubled UV acrylates. This translates to a dry surface for epoxies that is often used as a selling point. However, this observation ignores the fact that UV acrylate inks have always hem €or- mulated to cure dry. Newer acrylate adhesive products also cure dry simply by utilizing the proper equipment and appropriate bulbs. In this study, all products cured to a dry surface although the epoxy materials have a hard gloss that the particular acrylate used could not match.
Cationic curing epoxies are “living” polymer systems. In the laboratory, it is possible for the cure to continue after the light is turned off. Frequently, claims have been made that this chem- istry will cure in areas shadowed from the light, such as under components of a printed circuit board. In practice,
small amounts of moisture and other impurities inher- ent on substrates and raw materials poison such “shadow cure” capability. In addition, heat cure is frequently required to . ’ complete the cure.
This study is meant to explore the true impact of the chemical mechanisms
as well as properties that are important to the use of adhesives and coatings. Specifically, clarity, color, speed of cure, time to develop adhesion and adhesion to various substrates are stud- ied.
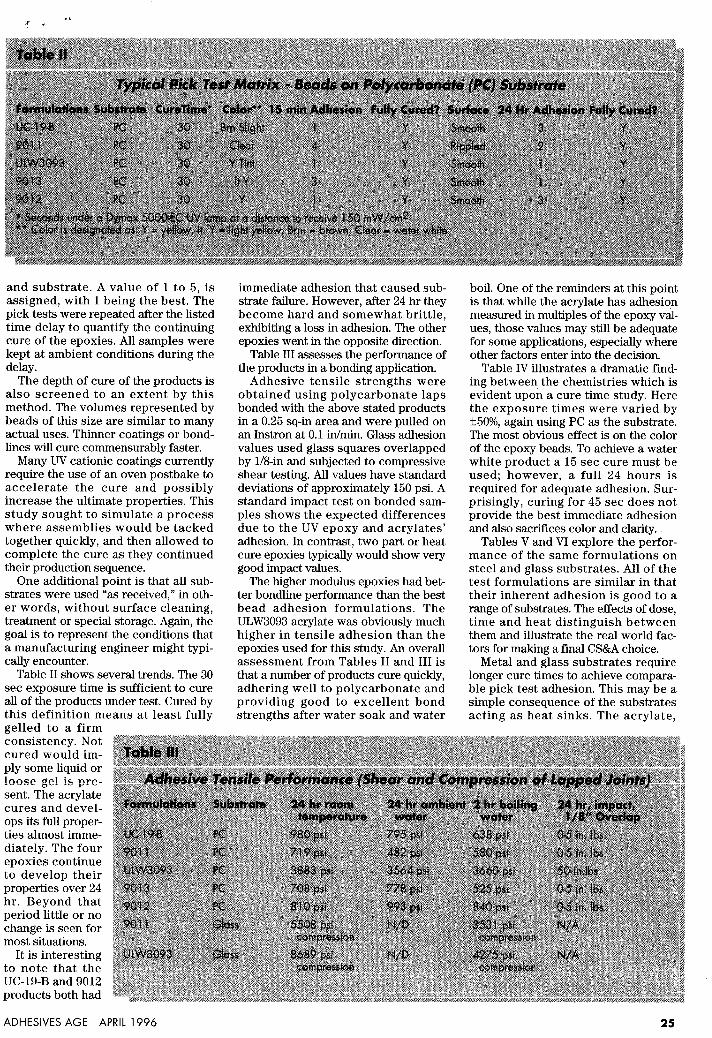
A typical test matrix for this study is shown in Table 11. The formulations were chosen to reflect the range of commercially available products rather than the optimum performance for each substrate, condition and applica- tion. The typical “first generation” UV epoxy is UC-19-B which was taken from the commercially available litera- ture from Union Carbide Corp. (6). The other products are from the Dymax Corp. product line and again, were cho- sen because they span the chemistry available for these products, not because they have been optimized for these particular conditions. No other company’s materials were used because we were not confident that we knew their chemical makeup. The list- ing in Table I categorizes the products of this study.
All formulations were tested under each condition although only the data necessary to illustrate a trend is listed.
A simple screening test has been per- formed by placing approximately a 0.2 gram bead in weight and 1/16-in. to 1/8- in.thick on the designated substrate. These were then cured according to the conditions described in the tables. The adhesion was tested by “picking” with a dental probe placed at about a 45” angle at the interface between the bead
ADHESIVES AGE APRIL 1996

and substrate. A value of 1 to 5, is assigned, with 1 being the best. The pick tests were repeated after the listed time delay to quantify the continuing cure of the epoxies. All samples were kept at ambient conditions during the delay.
The depth of cure of the products is also screened to an extent by this method. The volumes represented by beads of this size are similar to many actual uses. Thinner coatings or bond- lines will cure commensurably faster.
Many UV cationic coatings currently require the use of an oven postbake to accelerate the cure and possibly increase the ultimate properties. This study sought to simulate a process where assemblies would be tacked together quickly, and then allowed to complete the cure as they continued their production sequence.
One additional point is that all sub- strates were used “as received,” in oth- e r words, without surface cleaning, treatment or special storage. Again, the goal is to represent the conditions that a manufacturing engineer might typi- cally encounter.
Table I1 shows several trends. The 30 sec exposure time is sufficient to cure all of the products under test. Cured by this definition means at least fully gelled to a firm consistency. Not cured would im- ply some liquid or Inose ge! is pre- sent. The acrylate cures and devel- ops its full proper- ties almost imme- diately. The four epoxies continue to develop their properties over 24 hr. Beyond that period little or no change is seen for most situations.
It is interesting to note that the UC-19-B and 9012 products both had
immediate adhesion that caused sub- strate failure. However, after 24 hr they become hard and somewhat brittle, exhibiting a loss in adhesion. The other epoxies went in the opposite direction.
Table I11 assesses the performance of the products in a bonding application.
Adhesive tensile strengths were obtained using polycarbonate laps bonded with the above stated products in a 0.25 sq-in area and were pulled on an Instron at 0.1 in/min. Glass adhesion values used glass squares overlapped by 1Bin and subjected to compressive shear testing. All values have standard deviations of approximately 150 psi. A standard impact test on bonded sam- ples shows the expected differences due to the UV epoxy and acrylates’ adhesion. In contrast, two part or heat cure epoxies typically would show very good impact values.
The higher modulus epoxies had bet- ter bondline performance than the best bead adhesion formulations. The ULW3093 acrylate was obviously much higher in tensile adhesion than the epoxies used for this study. An overall assessment from Tables I1 and I11 is that a number of products cure quickly, adhering well to polycarbonate and providing good to excellent bond strengths after water soak and water
boil. One of the reminders at this point is that while the acrylate has adhesion measured in multiples of the epoxy val- ues, those values may still be adequate for some applications, especially where other factors enter into the decision.
Table IV illustrates a dramatic find- ing between the chemistries which is evident upon a cure time study. Here the exposure times were varied by f50%, again using PC as the substrate. The most obvious effect is on the color of the epoxy beads. To achieve a water white product a 15 sec cure must be used; however, a full 24 hours is required for adequate adhesion, Sur- prisingly, curing for 45 sec does not provide the best immediate adhesion and also sacrifices color and clarity.
Tables V and VI explore the perfor- mance of the same formulations on steel and glass substrates. All of the test formulations are similar in that their inherent adhesion is good to a range of substrates. The effects of dose, time and heat distinguish between them and illustrate the real world fac- tors for making a final CS&A choice.
Metal and glass substrates require longer cure times to achieve compara- ble pick test adhesion. This may be a simple consequence of the substrates acting as heat sinks. The acrylate,
ADHESIVES AGE APRIL 1996 25

.l
- 7
which does not benefit from heat, cures about the same regardless of substrate. What is not as easily predicted upon moving to different substrates is the effect on color development, or ulti- mate adhesion. The former is a subtle
interplay of factors for epoxies, and the latter is, of course, dependent on the chemistry of the formulations. Prod- ucts in general are optimized for specif- ic substrates and so there should be a noticeable variation in these studies.
The above sections detail perfor- mance for a UV cure only. UV epoxies, unlike acrylates, can dramatically bene- fit from a heat component during, or after cure. In Table VI1 are the results using a conveyorized in-line UV and IR
26 ADHESIVES AGE APRIL 1996

lamp system. The Dymax UVC-6 PT is a 6-in. conveyor with two 5000-EC UV lamps and an infrared (IR) lamp. This equipment provides a rapid in-line pro- cessing option to an oven postbake in other multiple cure systems. At a 3 ft/min line speed the test samples were under the UV lamps for about 15 sec yet gave adhesive performance equiva- lent to a 45-60 sec static exposure with- out the discoloration. Similar results were seen on the other substrates.
Table VI11 explores the influence of humidity on cure. The photocationic mechanism can be slowed or blocked entirely by moisture. The variance of a product's performance with workplace conditions is an obvious potential issue. Table VI1 summarizes the results of globs cured after 16 hours exposure to about 80% RH. One set of materials was cured with a static lamp and anoth- er set passed through the UV/IR con- veyor system. Nme of the epo.-j y 7 saw.- ples cured at all under the static lamp. The only cure seen was at a slow speed on the W/IR conveyor as listed in the table.
These data show that epoxy cures can be profoundly affected by normal workplace variables such as humidity, season and geography if precautions are not taken. Workplace controls such as minimizing delay after dispense and before cure must be followed as well as consideration of environmental con- trols. A combination of packaging, delivery and inventory controls would also need to be implemented to insure minimal production variance. This vari-
ance also might be minimized or elimi- nated by use of the proper curing con- ditions, e.g. the UVAR approach epito- mized by the UVC-6 PT conveyor system.
Conclusions There is significant overlap between
the application of these two chemistries. Acrylates generally have superior adhesion, cure speed and impact resistance. Epoxies quickly establish tack free surfaces, have rea- sonable adhesion to a variety of sub- strates and would maintain their prop- erties to high temperatures. The end-user is encouraged to think in terms of the process issues for the pro- duction line. Reliance on a partnership with the chemical and curing equip- ment vendor(s) will select the best chemistry for the situation, rather than forcing a particular chemistry into an application.
UV cationic curing epoxies require time and/or heat to cure and develop their properties after UV exposure. However, this potential advantage does not translate into a faster cure speed to establish fixture of parts or hardening of a coating. Also, there is no indication that this conveys depth of cure that is comparable to acrylates.
Epoxies are versatile products, adhering well to many substrates.
Epoxies show better resistance to water than acrylates as measured on a percentage basis. However, because of the higher initial adhesion (tensile) val- ues of acrylates, the final advantage
does not fall to either class. Epoxies have the potential to be
severely inhibited by exposure to mois- ture before cure. This may demand an increased level of workplace and pro- cessing controls for epoxies versus acrylates.
Epoxies are much more difficult to cure to clear, colorless products. This translates to a smaller process window with respect to exposure dose and time than acrylates.
The above test matrices are extreme- ly valuable screening devices for CS&A choices. Obviously other possible fac- tors are often involved, such as flexibil- ity, impact, dispense practicality, etc.
References 1. Bachmann, Andrew G., Aerobic
Acrylic Adhesives, SME Technical Paper AD84-508,1984
2. Bachmann, Andrew G., Aerobic Adhesives XI: The Co'o?iipeiiiive Edge, SME Technical Paper AD88-649
3. Bachmann, Clai, UV Light Selection Requires Fitting Lamps to Applica- tion, ADHESIVES AGE, April 1990
4 Oldring, P.K.T. Editor. Chemistry and Technology of W and EB Formula- tion for Coatings, Inks and Paints. Volume 111. see especially; Pappas, S.P. Chapter 1. Watt, W.R. Chapter 6.
5 Pappas, S.P. Editor. W Curing: Sci- ence And Technology. Crivello, J.V. Volume I, Chapter 2. Watt, W.R. Vol- ume 11, Chapter 6.
6 Union Carbide Cyracure literature; page 19, formulation B. Circle No. 152 on Reader Service Card
28 ADHESIVES AGE APRIL 1996

Circle No. 15 on Reader Service Card