on - lehigh university librariesdigital.lib.lehigh.edu/fritz/pdf/288_14.pdfil series k 11/7/63 long...
TRANSCRIPT

ON
Beedle, R. J. ChristopherFisher, G. H. SterlingWallaert
288.14

LARGE BOLTED JOINTS
SUMMARY REPORT TO COMMITTEE 10
OF THE RESEARCH COUNCIL ON
~IVETED AND BOLTED
STRUCTURAL JOINTS
by
Project Staff
(Not for Publication)
This work has been carried out as part of ,the LargeBolted Joints Project sponsored financially by the Pennsylvania Department of Highw8:Ys', the Department of Conunerce Bureau of Public Roads, and the Ame~fcan "-Inst,i,t1.1te of SteelConstruction~ Technical gUidance is provided b~ the Research'Council on Riveted and Bolted Structural Joints~
Project Staff: L8 So Beedle, R. J. ChristopherJo w~ Fisher, G. Ho Sterling,Jo J. Wallaert
December, 1963
Fritz Engineering Labo,r~tory Report No. 288014

LARGE 'BOLTED °JOINTS, PROJE'ci .288, LEHIGHtiNlVERSITY
SUMMARY OF WORK COMPLETED OR IN ,PROGRESS
December, 1963
Phase and Topic Remarks Tests PerformedTests to be
CompletedAvailable Material
On Hand Reports
#.',
288 .. 1288.2
288D4(IABSE)288 0 7
288 0 4(IABSE)288~7
55 - 7/8" x 5-1/4'-18A Lot BoltsNone
None
Tests toDetermine the"Breakawayft andKinetic Torque
Plate for 15 to20 joints atB. SD Co.115 - 8B Lot7Jan x 5-1/21
'
150 - HLotI I 7/Su X 9-1/2 t1
8 JointsE41 j E46, E7l,E74~ E741,EIOl, E131,E161One washer
Torque Measurements with aHand TorqueWrench on Boltsof Phase II
6 JointsE41a, E41b,E-41~ E41e,E41f-~~, E41g-H-
+ One wahser++ No washers
Authorization:Committee 9Minutes~
1/30/60Committee 10Minutes:1/30/62Dormant
Authorization:Committee 10Minutes4/19/60;1/19/61Completed
Authorization~
Committee 10Minutes4/19/60 ;1/19/61Completed
Compact Jointsof A440 Steeland A325 BoltsSeries E
Long Joints ofA440 .Steel andA325 BoltsVariable Width_Series E
III Inspection ofBoltsTightened by theTurn-of-NutMethodSeries E
I
C>
~
--.....)~~-
~
E'
~.
~ . . I I I IIii~~
rf
I~
~
288,,9-
271.21(ASeE)288,,5
4 Lots ofA354 Be Bolts13 Lots ofA490 Bolts
50 -·n Lot140 - H Lot50 - 8A Lot
100 -. 8B- ·Lot
None
F S-eriesBolts1-1/8" dia.
Direct andTorqued TensionTests of 7/8f1
and In dia.Bolts
Direct andTorqued TensionTests of170 - A325Bolts
Authorization:Commit~ee 10Minutes:1/30/62-Committee 10Minutes:11/7/62Active
IVa) Calibrationof A325Bolts
Series E, F
Authorization:Commj.~t:e€; 10Minutes:lf3Q/62_Committ-ee 10Minutes~. I '
'_~'_:-"-C-__~-"~'."",,"<~;:"-'::::::--_'.'k.~'_":'."';.,~.-." -'-'__-...._....~-J ~ 1~t"I;1~~__ i I--'-:~ '~_--+-I ~,
r-~) Calibration I
of A354 Beand A490
f ~ go 1- -Bolts~t ~ Series J, K

J...&tilhGJda DU;YJ!.~ J1UjU,'Jj,~ ~ rKU-J~~J,.- L,OO" L~tlJ.l;l1, lH.\Ll \l'~K;tjl:1"l
SllMMARY OF WORK COMPLETED OR IN PROGRESSDeeember, 1963
lPb,ase and Topic, f:
-~,
Remarks Tests PerformedTests to be
CompletedAvailable Material
On Hand~
Reports i
Authorization~
Committee 10Minlltes ~
11/7/62Active
.! Compression, Srlear:; 15~A440Jigs
12=C o Ao JigsTension Shear:
15<>eA440 Jigs
Tension~ Shear:! 12=C o A o
SteelJigs
,. Additional A440: and CeA o Steel
UN8
One lot of 1~1/8fi
dia .. bolts.,Plate material
One lot of Iffdiao boltsePlate material
Various lots of7/8" dia u bolts
None
6 Joints:F42a~ F42b,F42c5) F42d,F42e, F42£,
Long Joints tobe specified
4 Joints~
J'42a s J42b,J42c» J42d~
Long Joints tobe specified
None
50 tests of 7/811
x 5=1/2H and 7/8"x 9 -.11·2 f1 A490bolts in the S~W.
and solid plate
None
Aut.horization:Committee 10Minutes~
11/7/62Active
Authorization:Committee 10Minutes:11/7/62Active
II~
Joints of Constru,ctional,Alloy Steelconnected withA325 BoltsSeries F
~rVI
1
rl ~¥II Joints.of Con-t struct~onal
~ Alloy SteelConnected withA490 Bolts
t ,'_', .,__ Series J
r.V-~~Joints of A440 Authoriza.t.ion: i q, Joints: KK lot of 7/811
; Steel Connected Committee 10 N i K42a, K42b, diae boltsewith A490 Bolts Minutes: one J K42e-, K42d Additional A440 ','
I Series K 11/7/63 Long Joints to plate at B~Sc CooL Active be specified .1
1
IX Cooperative Authorization:Study with the Committee 15
1 Unive~sity of Minutes:! Illinois 2/14/63j Committee 10
RCRBSJ'
Meeting~
Active
..

PROJECT 288
Phases Now Completed
Series E
Series F
Serie-s J
Series K!
Series C
Seri-es H
Series I
Series S
Static tests of compact, long and wide A440 steel jointsfastened with A325 bolts o
Phases Now Active
St,atic tests of joints made of cons:tructional alloy -steelfastened wi-th 1-1/8" diao A325 bolts o
Static tests of joints wade of cortstructional alloy steelfastened with 1" dia· o A490 bolts o ----
Static tests of joints made of A440 steel fastened with7/8" dia o A490 bolts o
Phases Not Initiated
Static tests of shingle joints fastened with A325 boltsn't' ,
Static tests of high strength steel joints fastened withhigh strength riv:.tso
A study .0£ hydrid connections in which two or moredifferent grades of stee~mbers are fastened e
Tests of targe diameter boltse
Phases Not Yet Formulated
a) Effect of punched holesa
b) Tightness ani coefficient of friction as influenced by brci'om jointso
c) Fatigue of large joints o

Fritz LabReport
* Z88.l
'"J( 288.2
288.3
288.4
* 288.5
* 288.6
.-~..
oJ( 288.7
* 288.8
'J( 288. 9
-4-
PROJECT 288
SUMMARY OF REPORTS - TO DECEMBER 1963
Jo W. Fisher, S. E. Dlugosz, Po O. Ramseier"Summary Report to Committees 9 and 10"January 1962
J. Wo Fisher, S. E. Dlugosz, Po 00 Ramseier"~ummary Reports for RCRBSJ"March 1962
"Large Bolted Joints Project 288 - Manual"(Contains the "File System, Surrunary and Phases,Test Preparation and Procedure, Standard DataForms and Standard Project Forms" of Proj~ct 288)
~o. Ramseier, J. W. Fisher L.!f.Y"Static Tension Tests a 40 Steel Joints Connectedwith A325 Bolts"(Reports on tests of six pilot tests, five long andthree wide joints fabricated of A440 steel at the tensionshear ratio of 1/1.0. To be published, Publication of theI.A.B.S.Eo, Vol. 23, 1963).
J. Lo Rumpf, J. W. Fisher"Calibration and Installation of A325 Bo1ts"December 1962(Revision of Report 271.11 plus additional studies onthe heavy head A325 bolt in conjunction with the testsof large joints o To be published, Proceedings, A.SoCoEoSt6, Vol. 89, 1963)
Project Staff"Sum.mary Report to Committees 9 and 10"November 1962
J. W. Fisher, L. S. Beedle"Criteria for Designing Bolted Joints (Bearing-Type)"February 1963
J. Wo Fisher, R. J. Christopher, J. Jo Wallaert"Summary Report for RCRBSJ"March, 1963
R. Jo Christopher, J. W. Fisher"Calibration of A354 Bolts"(Preliminary Report) March, 1963(This report contains the results ofdirect tension and torqued tensiontests on 7/8" and 1" diameter A354 bolts)

288.10
288.11
288.12
288.13
* 288.14
J. W. FishertiThe' ,Analysis of Bolted Plate Sp1ices 1l
(In preparation)
R. J. ChristopherI1Ca1ibration of Alloy Steel Bolts'-'(In preparation)
J. Jo WallaerttiThe Shear Strength of 1\.325 and Alloy SteelStructural Bolts"(In preparation)
J. Jo Wallaert"The History of Internal Tension in BoltsConnecting Large Joints"(In preparation)
Project Staff"Summary Report to Committee 10 of RCRBSJ"December, 1963
-5-
* ~ndicates distribution to subgroup, Pennsylvania Department ofHighways, B~reau of _Public Roads and certain other interestedpartieso

ANALYSIS OF BOLTED PLATE SPLICES
INTRODUCTION
A theoretical solution for the ,unequal distribution of load
among the mechanical fasteners of bolted.double-lap tension splices which
act in a non-linear manne.r is summarized h.ereafter" To accomplish this
solution, mathematical models have been developed which establish the
relationship between deformation and load throughout the elastic and
inelastic regions for the component parts of the connection e
ANALYTICAL MODELS
For the plate material the following stress-strain relation-
ship was developed for the inelastic region~
where cr; static yield stress
Cfu
= ultimate strength
g gage
p := pitch
e =€p = deformation
f:. ~ ~ ~ p~ w1lL (k U -~ ~cry s cr ~ CJult
Below the elastic limit, Hooke~s law holds e
The theoretical curves are compared with the test data in Figso
1 and 20 In Figo 1 the comparison is made for both A7 and A440 steelo
Figure 2 shows a comparison of the gage load versus deformation for A440

steelt The gage is varied from 3.32 to 5074 inG
The analytical expression used to express the load-deformation
re~ationship of a bolt in double shear was taken as~
where R = ultimate shear strengthult
~ = deformation of bolt and bearing deformation of theconnected material
(2)
coefficients which are functions of the type ofconnected material and type of bolt
Equation 2 is compared with the test data in FigG 3g
The work of Franc.is "-and,;Rumpf has shown that the following com-
patibility conditions and equilibrium condition must be satisfied:
~. + e7 .+11. 1,1
(3)
n
Li=l
R~1.
o (4)
Equations I and 2 are used with the equilibrium and compatibility
conditions to accomplish the joint solution.

COMPARISON OF THEORY AND TEST
The theoretical solution has been compared with test results of
eight full-size connections using 7/8-inch A325 bolts ,and -A7 steel plate
and seven full-size connections using 7/8-inch A325 bolts'and A440 steel
platee
The comparison between the theory and experimental results is
made in Figo 4 for A440 steel jointse Three different comparisons are
made. In one, the theoretical strength based on actual measured bolt
and plate properties is compared with the test data. The other two com-
parisons i-ndicate the influence that minimum strength materials have, on
the ultimate strengtho The maximum devi.ation between the theoretical
solution and the test results was 4%e
The solution has been used to make a number of hypothetical
studies in order to ,asce.rtai-n the relative importance of a number of para
meters on the ,ultimate strength of the connections. Among the variables
studied were joint length, pitch, variation in fastener diameter, and
variation in the relative proportions of the bolt shear and net tensile
areas. These studies were made for both A7 and A440 steel plate connected
with A325 bolts.
Figure 5 shows the effect of fastener diameter on the ultimate
shear strength~ The comparison is made for A7 steel and the pitch was
maintained constant at 3~5 inches 0 Fastener diameter was found to have
no significant effect on the average shear strengthe

Figure 6 shows the effect of fastener pitch on the ultimate
Bhear strength. As can be seen the fastener pitch had no appreciable
effect on'~he shear strength other than its interaction with joint lengthe
The total join.t length, and -not the number of fasteners (gove.rned by
pitch), was the most important variable insofar as the average shear
strength was concerned e
Figure 7 summarizes the study of the 'variatio.n in the relative
proportionsof the bolt shear and the net tensile areas. The comparison
is shown for A7 steel plate connected by A325 bolts. This study shows
that the "balanc.ed .design" concept has n,o meaninge A joint can only
be in balance for a specified length which corresponds to a specific
ratio of the bolt she~r and the net tension area.
fiJdo{~
,~

Bo
ao~¥r ;;.
\ \--"f
I
o
~ ~ '~,"211. ~ ) d-z. OAA~?::' ~,S; \M..
~( S+ee\
o
• •
~?c:.c \MeV' ..., 0\ \
~~ S,Sto ~) d 1:. O,q4~
y~31S;:~
0,05 0.\b
511<. f\-nJ J z: om. o/~
Fi.g~ 1 Comparison of Th~ory with Test Data

/\ 4- 4.0 S +-e.eJ'P'2. ~IS'~
E \b\~ ~.s.14 ~
~ A ~I~0, \ <0, L.. O,~ Ol""- V
ELD~6tI\T'O~ ~kj '6.S;~ P\Tc.1-+ (1~C.H-ES ')
Fig. 2 Comparison of Computed Load-Deformation Characteristicswith Plates having various Gage Widths

~7
1'),0
,f' ,,," lIS. ' •(/) ,
f1i .. .'Q..- ql)~
o~
CG~u+ed""'\
w t "VcLC ~D~'
~-:r.V1 30\- t ~:.J()
ca0
() t \ 0, 'l. o,~
if'Q..~
)j , • ,'" ~1) • .,
\j)~
" -. •e ....
~G>o
\I) •~ ~oQ
OJ
i ~,0 0\ , o.~ 0,3
~CLrb.) ~D E'F-e)f2. MfirT \0~
Fig. 3 Load-Deformation Characteristics of A325 Bolts

rnJ~/mum S1Yentfh. hDJ/-SQO~ n e:f-J 'VIj JJ-44,O./ / ttkWI #.. .rru "Z. -; ~ k~ <..
~~
-~\(). I~ 8 _-. _~ -~~VJ 00
~'f\~ 40
~~
~20
• 1\ 4-4-0 Jo \-~t-s. C~s -== ~ '(\)7/'6~ A3'2,5 \oc>\+~ ) f"Z- 2,~ ~
~aSM <!:)", (Ack\ r\o~e'l·t\es (!)f "oo\t-s aw.&rlOvrt.,
~Inl~u.~ ~~~ bo\\-sQ.Ma ft~-\e- (~u-: ~-,k<;L)
Figo 4 Comparison of Predicted Ultimate Strength and Experimental Results~ 11
\
o 10 'iD ~o 4-0 ~o (,D
JOI~T L~6lT 14) I~L ~$
10 eo~
~

~C)V\~t-a.N\1- ~ \+c.~ -:z.. 3,s: ~c.ON\.<s\-~\- V'~\-\() <:)f ~~ '. ~~ ~ \ '_L \0
\'1V)"
~
~'~~
~
~ 80\'w
~ ~o~
~ 40
~~~ -LO
AI
...
~tee\ ?~o.te.7!B-''M f\~2~ bo \+-s\-~ ~2'2-5 \:>0 \\-s.\ Ifa"'\,,~ f\~'LS \oo\\--s
t:J \0 2.0 -:;0 4wD ~D o'D~ 0 t~T L~CqT~) INe..-ttt=""S
7D 8D
~
~'Fig o 5 Effect of Fastener Diameter on Ultimate Strength

A440 .::stee~ 7/2:>~ A~2.S bo\~s
~ N(!)\1)-
~
~,
~bO
~t 40
±\(lbJ~2D
ffi4
r~2.b'LS
f "% 6. \2S ~ efd)
•\Ny (3dl
r~"6,5~. ('\-!1)
o \0 ~() :>0 4D '.::>D (0 D
~ 0 {~T L E1\)q~ ~I\jc..tte:s
10 Sa
Figo 6 Effect of Fastener Pitch on the Ultimate Strength ~
~

\~ 8°\Jl~
if'~
~ ~o
\tD
~4D\t)
In~ ~o
~
1\I 5te~\ . I/~_~ ~ ~L~ l>o\-\--~,. J
1'~ ~lS .. \No..
~"::. '/ 1+n --:.. \: eo
Plct teo {tt\ \s ~Y '"+"", 'S> v-e~\o~ "::
B~~~
~~~l
'f. '\,00\ ~ I,~C
-- \'.1.\0\ ~ \.OD
\:071$
CJ \0 2.0 ~t> 40 St)
J~ ~~, L8\l(i~"b4) IN~-;
(01) 70 Bo
~Wl-(J~
~~M~
Figa 7 _Effective Variation in the Relative Proportions of theBolt Shear and Net Tension Areas ~
~

1-\ 44-0~4,\o
~\-ee\.~~\~~
100
~~Bo~\~
~~ 60~V)
~~ 4-0\04J~~
~20~
A'5. "~V\= \:00
o 10 :2D 30 40 SO ~o
JOI~T LEtV~TJ4.J J'~c...H-£S
Figc A Effect of Variation in the Bolt Shear andNet Tension Areas - A440 Steel; A490 Bolts
10 SC) ~
~

2.. 1
SHEAR STRENGTH OF SINGLE ALLOY STEEL BOLTS
OBJECTIVE OF THE STUDY
This study was concerned with the behavior of single A354BC
and A354BD (A490) bolts which were subjected to tension shear or com
pression shear loading.. The effect of a number of variables on the ulti
mate shear strength and deformation at ultimate load was studied o The
bolts used were manufactured from quenched and tempered carbon .alloy
steel in accordance with ASTM A354 - 58T.
DESCRIPTION OF BOLTS, TEST SPECIMENS AND TEST PROCEDURE
Table No. 1 gives a description of the six bolt lots that were
used in the studyo Three bolts per lot were tested in shear, with a
total of 36 tested in compression shear and 15 tested in tension shear ..
It should be noted that all the shear planes passed through the bolt
shank. For lots DC and FD, this necessitated milling approximately .13"
and .20", respectively, off of the underside of the bolt head so that the
shear plane did not pass through the thread runout o Two different steel
types were used in the test jigs, A440 steel and constructional alloy
steel (hereafter referred to as Q~ and T. steel)o
The tensile properties of the bolts can be found in Fritz
Laboratory Report 288 a 9 "Calibration of A3.54 Bolts, Preliminary Report"'o
The compression and tension shear test jigs are shown in
Figs. la and lb respectivelyo The jigs were assembled with the bolts
in bearing in order to minimize slip as much as possible.. The faying
surfaces were clean mill scaleo All bolts were torqued to an elongation
which corresponded to at least proof load ..
The bolted jigs were tested in a 300 kip Universal testing
machine. The test jigs containing the 7/8 in. diameter bolts were
first loaded to 30 kips and the jigs containing I in. diameter bolts were
loaded to 60 kips to insure removal of as much slip as possibleo This
load was subsequently removed and the actual testing then commenced ..
The jigs were loaded slowly and deformation readings were
taken every 10 kips until a deformation criterion controlled the load
readings.

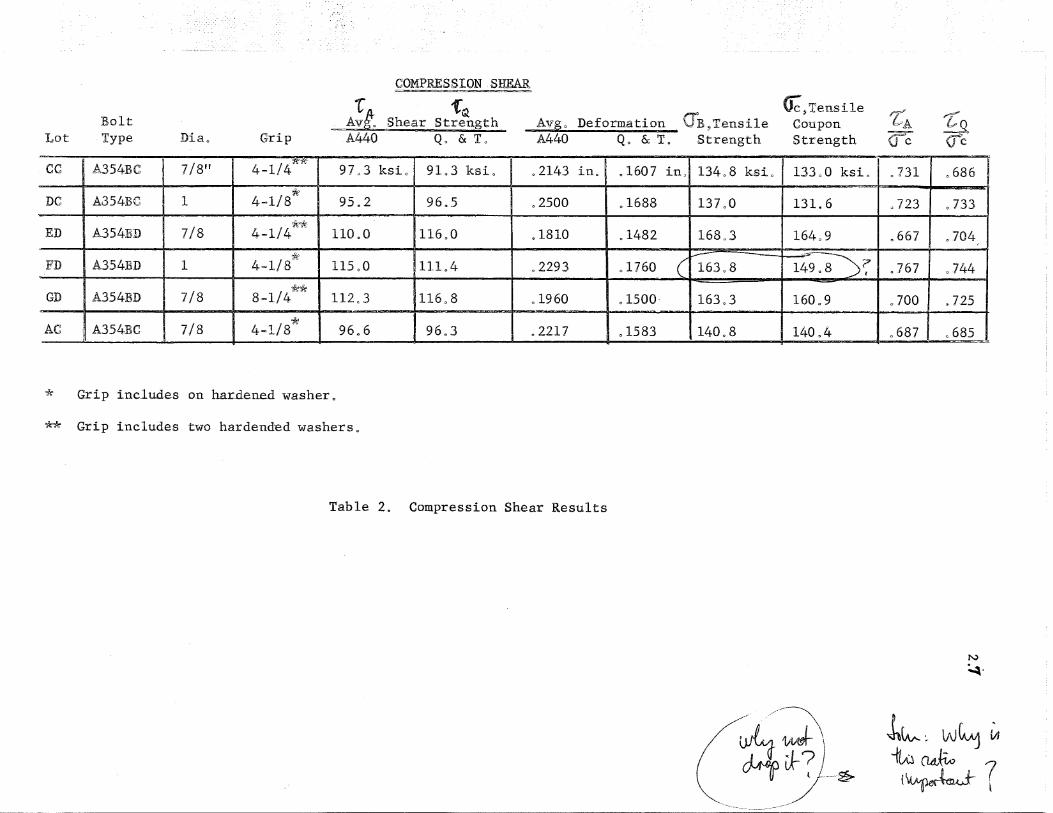
TEST RESULTS
Tables 2 and 3 summarize the results of the shear tests con
ducted on single alloy steel bolts for the compression and tension shear
tests, respectivelyo All values given are the average of the three tests
conducted. As of this writing, the tension shear tests using Qo and To
steel jigs have not been conducted o
A. Effect of Head Size
The effect of head size is shown in Figo 2 by comparing lots AC
and ce. The heavy head bolt showed no significant difference in behavior
from the regular head bolts, The mean ultimate strength attained by the
heavy head bolt was about 5 ksi higher than that attained by the regular
head bolt. There was no significant difference in the deformations at
ultimate load, irrespective of steel type. The variation between the
regular head bolt and the heavy head bolt was no greater than the varia
tion between different lots of regular head bolts.
Bo Effect of Grip
The effect of grip can be found by comparing lots ED and GD and
is shown in Figo 3.for A440 steel jigso Other steel types and loading
condition load-deformation curves are si.milar o The greatest difference
in ultimate load is 2.5 ksi; thus, there is no significant difference in
behavior between a 4~ ina grip and 8~ in. grip test specimeno The de
formations at ultimate were approximately the same a
c. Effect of Loading
This effect is shown in Figo 4 where a typical load-deformation
curve compares the tension shear strength with compression shear strengtho
The test results show that the compression shear test gives a 4% to 11%
higher ultimate load as compared to the tension shear tests in A440 steel
jigs. It is expected that the same trend will be observed in the Qo and To
jig tests. This reduction in strength is due to lap plate prying action,
a phenomenon which tends to bend the lap plates of the tension jig outward 0
This induces an additional tensile component in the bolts which decreases
its strengtho

Also, for every case but one, the deformation at ultimate load
was reduced by 4% to 19%0 The FD lot deformation at ultimate load iu
cre-ased by 2% over the compres-sion deformation o
Do Effect of Diameter
There seems to be no consistent trend in the variation of the
average ultimate shear stress with bolt diameter, as can be seen by com
paring lots CC VSo DC and EF VSo FDo Figo 5 is a typical load-deforma
tion curve showing the effect of this variableo Because of the larger
bearing deformations, the total deformations for 1 in o diameter bolts
were larger than those for 7/8 iU G bolts e
Ee Effect of Bolt Grade
The A354BD (A490) bolt has a higher carbon content than the
A354BC bolt and will therefore sustain a higher load, as is borne out
by the test data and shown in FigG 60 However, for the same reason,
the ductility of the A490 bolt is less than that of the A354BC bolt p
This fact is borne out by the average deformations at ultimate load,
which was greater for the A354BC bolts than for the A490 bolts o
Fe Effect of Steel Type
Fig. 7 is a typical load-deformation curve showing the effect
of this variableo There is no consistent trend in the variation of the
average ultimate strength with the type of steel used for the test jigG
However, because of the greater strength of the Q. and To steel, the
deformations at ultimate load were less than the deformations for A440
steel.
EFFECT OF END RESTRAINT IN TENSION JIGS
A series of three tension shear tests was run on 8B lot,
A325 bolts in A440 steel jigs with the lap plate prying action mini
mized. It was found that the average load-deformation curve for this
test approached that of the compression shear test for the same lot of
bolts. Fige 8 clearly shows thiso
SHEAR-TENSILE STRESS RATIO
The average compression shear-tensile strength ratio <11(JJ for

the A354BC bolts is about the same as that for the A354BD bolts tested
in compression shear, namely 00708 and 0~7l8 respectivelyo The overall
mean,~s .007130 For the tension shear tests this ratio dropped to about
0.65.
It should be noted that the ratio is computed on the basis of
the tensile stresses obtained from testing 0.505 inch diameter coupons
cut from the A354 holts. Since the shear planes all pass through the
bolt shank, it seems unreasonable to include thread effects in the com
putation of the shear-tensile strength ratioo Also, the bolt tensile
stresses, VB, are computed on the basis of a "stress area"" Thus, i.t
is more logical to compute the shear-tensile strength ratio on the basis
of standard 0.505" diameter coupons ..
SCATTER OF RESULTSi
For a number of tests, there was quite a large scatter band o
The maximum variation from the mean values for ultimate shear strength
was + 7.7 ksio and for the deformation at ultimate loa~ was + 00046
in~hes.
CONCLUSIONS
1 0 There is no significant effect on the ultimate shear strength
.or deformation by the head size or the grip length. (See Figso 2 and 3)0
2. The tensile shear strength is, on the average, 8% less than
the compression shear strength for A354 bolts connecting A440 steel.
Also, except for one case, the deformation at ultimate for tension shear
was less then that for compression shear o (See Figo 4)0
3. There is no consistent trend in the variation of ultimate
shear strength as influenced by bolt diameter" However, the deformations
for the 1" diameter bolt is greater than that for the 7/8" diameter bolte
(See Fig. 5).
40 The A490 bolt is stronger in shear than the A354BC bolt~
(See Fig. 6) 0
5. The type of connected steel affects the deformations at ulti
mate load o The higher the yield point of the connecting material, the less
is the' bearing ,deformation o

68 When lap plate prying action is eliminated, the tension shear
strength approaches that of the compression shear strengtho
7" The compression shear-tensile strength ratio for A354 bolts
connecting A440 or Q~ and To steel is approximately 0 .. 71, based on the
tensile strength of 0 .. 505" dialT1ete.r coupons .. The tension she.ar-tensile
strength ratio is approximately 0 .. 658

BOLT LOTS USED IN SHEAR TESTS
GradeBoltLotMark
Diam o Hea-dLeng-thU·nderHead
ThreadLength
_ ___---.,. N u m b e r T est e d
Grip (A,44Q.:J A440 ~ - Q. & T.~. Tension Camp. Tension
~........~ ..... -~
7/8'jAC H 5~ 1-3/4 4-1/8 3 - 3 - i
IA354BC CC 7/8 R 5~ 2 4~ 3 3 3 3
DC 1 R 5~ 2t 4-1/8 3 3 3 3
ED 7/8 R 5~ 2 4~ 3 3 3 3
A354BD FD 1 R 5~ 2t 4-1/8- 3 3 3 3(A490) -
GD 7/8 R 9~ 2~ 8~ 3 3 3 3i
lZ {~ 1<6 i5
* All shear planes pass through the shank
Grip includes 1/8" washers ..
Table I.. Bolt Description
h~""6\,
COMPRESSION SHEAR
·r 1"Q.aB~Tensile
<k',Tensile rcA 'l:QBolt AV~ Shear Strength Avgo Deformation CouponLot Type Diao Grip A440 Q" & T" A440 Qo &T" Strength Strength (Jc VC
CC A354BC 7/8" 4_1/4'K"1f; 97,,3 ksi o 91 0 3 ksi o ,,2143 in" ,,1607 in" 134,,8 ksi" 133 00 ksi" 0731 0686
*DC -A354BC 1 4-.1/8 95 6 2 96 ~5 ,,2500 01688 137 00 131~6 <;723 0733
7/8 **ED A354BD 4~1/4 110~O 116 00 ., 1810 01482 168 0 3 16409 ~667 ,,704
'* ~
~?-FD A354BD 1 4=1/8 115 0 0 111 04 02293 01760 ( 163,,8 149 08 ~ 0767 0.744
7/8 **GD A354BD 8-1/4 112 c 3 116 08 01960 01500- 163.,3 160 0 9 0700 <> 7.25-
7/8 *AC ; A354BC 4-1/8 96 .. 6 96 03 02217 01583 14008 140,,4 0687 0685
* Grip includes o.n har-d-e-ned washer"
** Grip includes two hardend~d washers"
Table 2. Compression Shear Results
N
~ .
./ /~
/~J\
l ~?-~~~~ W~ ~fWcuJ;:o(~7

TENSION SHEAR
LotBoltType Diao Grip
4119 0 Shear" Srreng+hA440 Qc &-To
A Dei: -t' rr 07,Tensilev9· Qrrna JQ~ VB, Tensile CouponA440 Qo & To Strength Strength
~ACf'e
Z'Que
CC A354BC 7/8 4-1/4 86 03 ksi o * 01781 in" '* 134.,8 ksi" 133 .. 0 ksi 0649
DC .A354BC 1 4-.1/8 88 .. 2 .. 2123 13700 131 06 0670
E.D A354BD 7/8 4~1/4 103 .. 3 01736 168 03 164 0 9 0626II
-- ...~ ... ~
FD A354BD 1 4..,1/8 10003 .2338 16308 149 0 8 0671
GD A354BC 7/8 8-:1/4 102.1 ,,1700 163.3 160 0 8 0636
** 7/8AC _A354BC 4-1/8 140 0 8 140 04
* T-ests with Qo &.T. jigs not complete.
** Tests found to be unnecessary ..
Table 3-__ Tension Shear Results
f'.,)
&

p
F/g- fa
y- 7esl Bo/I
", ..,/00
~~,
80'\flV1
~ 60~<J)
\. 40~(lJ
0 PO
Q0
fig.}6
":\\
-=' - ~ AC Lo+) l-Ieoll.Y. JleQcI. CC. Lor) RegL/lar /lead
0... ~T. Sfee ICompres'5lon Shear
,05 ./0 ./5 ,20 .Z5'De.f'o rmClnonJ Inches
;:;9~ 2 E.ffecf 0 f l-/eQd Sire

----=z~£D J...ol- 4~" grlp-~-GD LeI 8~" gripA440 S+ee/CompressIon 5heor
,05 • 10 ./5 ~20 .zS'Deformaf/on) inches
/20
, t /00,\i\~
vJ 80-
~ 60
05~ 4D
~ ZO
"0
Fig_ 3 Effeer of GrJ;:;
E {fecI 0 f' Loac/;0g.
.05 -10 .J5 .2" ,25 .,:'0
f)efOrmCl flo II J inches
Hj, 4- EFFect of loC/cling

120
100... ....
"-
.JQ 80-"~ r;,o "~\J) 40.~(\J ZO~
0-0
£ffec..1 ofDitlmefer
~ --~ ~~
~-~~~ ""-,
~~ED Lof J r-vS" dio.. 110-=-=' ~~F[) 1-.0+ J I" d la. 115
Aif..40 Sfee/Compress/on £*,g~lS
IJ05 ,to ,,15 ,,20 .25OePormo!iCJJ?J Il?che.s
h'g, 5 Effect- of OIO!7lt:;:k:,r
?
---cc Lo! 13C Grode--£ D Lof BD GracieA440 Ske/Compress/on ~~ Jt5
-05 910 .15 ~Zo .25De+ormQf'i'onJ inches
h9- 6 £ ffee:!- of Boll Grade;

.....
~
, £0 Lof A440 5-ree./==-~-IE'D LO~ Q~ ~7: Sr8e/COI'i?f/ressIDP 3heq,-
,05 ~JO ,,115 .20OelOrmClhol7/ locl?e5
Hg; 7 £f'fecf of -Skel ~I'e
£ [feci of Ead Pesl-CtV'nr813 Lol; 4.325 80/1.s
C 0m;=:ressiol? Shear-==::t> - -7ension S?eQ'j Prfjl~~ - ~-,er;5joV) 5het:11/ A/o ,o~/n!J
9
.05 _10 .J5 .eo ~2!5
{)eft>rm~f/ol?) /YJeks
,,03- c3 £;:fec! t:>~Encilksl-rl11llpT-

LEHIGH PRELIMINARY REPORT - COOPERATIVE STUDY OF A490 BOLTS
INTRODUCTION
At the February 14, 1963 meeting of Committee 15 of the Res~arch
Council on Riveted and Bolted Structural Joints it was reco~ended that
Lehigh and Illinois Universities conduct tests on bolts from the same
lot to determine if testing procedures consistute a variableo Each
Un"iversity was to test bolts in direct and torqued tension using their
own' standard calibration procedures 0
The results of twenty direct tension and thirty torqued tension
tests are given in this reporto These tests constitute the work done at
Lehigh on this studyo
TEST PROCEDURE
a) General
Two lots of 7/8" diameter, heavy hexagon head, A490 bolts were
tested. Bolts in the AB lot were 9-1/2" long with 1-1/2" of cut thread;
bolts from Lot LI were 5-1/2" long with 1-1/2" of rolled thread o In, all
tests A194 Grade 2H nuts (heavy hexagon), with a hardened washer were
used. Two grip lengths were investigated, namely 4 inches and 8 inches 0
Each nominal grip had two lengths of thread under the nut, 1/8" or 9/16" ..
b) Torqued Tension Tests
For all torqued tension tests the holt-nut threading was
checked by running a nut up the holt thread to runout o If this could
not be accomplishe~ "finger tightening" only, this bolt-nut combina-
tion ~as rejected. ~~ot of bolts was checked for fit with NclA go
and no-go ring gages and each nut was checked with NC~ go and no-go plug
gageso The torqued tension tests were conducted on the Model M Skidmore
Wilhelm calibrating device and in a block of solid A440 steelo
In the Skidmore-Wilhelm -device the bolt was hand tightened to
a "snug" load of 10 kips, in two five kip increments from "finger tight",
with load, elongation and "turn-of-the-nut" being measured at each load
interval 0 The nut was then rotated in 450 (1/8 turn) increments with a

pneumatic impact wrench until failure. Load and elongation measurements
w-ere takenate-ach increment of turn ..
In the solid steel plate a " snug" elongation, equal to the
mean elongation determined at ten kips in the Skidmore-Wilhelm device,
was applied. Nut rotation-elongation readings were taken for each 1/8
turn-of-the-nut.
For all torqued tension tests a CP612 pneumatic impact wrench, with
a new 7/8" socket supplied by the University of Illinois, was used ll
c) Direct Tension Tests
As a preliminary test the bolts were loaded to the specified
proof-load and then unloaded to check the ASTM requirement of minimum
permissible set (0.0005 in.). No bolts were rejected by this test t The
direct tension tests were conducted in a 300 kip Baldwin hydraulic test
ing machine at a speed of 0.01 11 per minute.
TEST RESULTS AND CONCLUSIONS
Table 1 and Figures 1 through 6 summarize the test results li
Figures 4 and 5 show the broad scatter associated with the torqued tension
tests of the LI lot bolts.
AB Lot
(1) The length of thread in grip had a pronounced effect on the
number of turns to failure, with the long~r grip requiring more rotation.
(2) The ultimate strength of the bolts tested in direct tension
was 10 to 13 percent greater than that obtained in torqued tension o
(4) Proof load was not reached at 1/2 turn-of-the-n.ut froIT't
"snug" with either 1/8" or 9/16" thread in the grip when tested in the
calibrating deviceo
L1 Lot
(1) An average of 1-1/4, ~urns-of-the-nutwere required to fail
specimens with 1/8 11 thread in grip, and an average of 1-9/16 turns were
required for those with 9/16" th'read in gr~p.

(2) The ultimate strength of the bolts tested in direct tension
"-showed ,a 20 - 23 p,ercent increase over tho-se t-e-sted in tor~ued tension G
(3) An increase in grip length (i..eG more thread in grip)
resulted in a decrease in the ultimate strength in both torqued and
direct tension tests~ (See Figures 3 and 4)0
(4) In specimens tested in the Skidmore-Wilhalm device proof
load was reached at 1/2 turn-of-the-nut from "snug" only for 3 of the
ten bolts tested. The average load value at 1/2 turn was below proof
load in' both cases (i41e. 1/8" and 9/16" t-hread in grip)o
(5) Figure 5 indicates that the specimens torqued in solid
steel did reach proof load at 1/2-turn from "snug"; and also they indi
cate that fewer turns-~-the-nut are required in solid steel than in the
Skidmore-Wilhelm device to achieve the same elongation- (and therefore,
load) .

TABLE l!
Me~tt' Load a·t ~rn from '. kips',' .n snug" ~ ,
Mean Elongo atptu~~ ine
Mean E1ongo atoof Loaq in~
LOT L1
L
9/16
5
5804
3~OO
00310
34
ell
0018
5000
LOT A;a'i
9~
1~50
55045
6.903I
~D.=I~RE~C~T~T;,.=;E~N~S,~IO~'N~.,....';;C~A::.=L~I~BRA~T~·I~O~N"'--_IlID\!IIID!II:I .--.,.. "J!,
L II L L 'Ell L !
8'; 8 .tl 8~5"8 8-5/C14·L/S 4;1/8, 4-9/16 4- W16
1/8 l/sl \/10 9/16 1/8 1/8 ,I 9/1) 9116
5 615 .5 5 5 1 4 5
73,2 73,6 169 ,8 70,8 7600 75.8 1 72 ,1 72.1
L59.· L75 L33 L69 054 0050 1 0,90 017
00779 ,,074~ ,0794.0846 ,0508 ,0471 ',0610 ,0647
65 66 62 61 67 6S I 61 59. I012 018 013]:- 0245
eQ282 0027 :0030 00292 80154 ~:014510016.5 e0171
106 ·106 ! 101 102 110 109 104 104
TORQUEDTENSIQN" GA.LI~RATION in S'ki.dmore-W.ilhelm'-~,.• ,,--,--.--=-,,-..,..~, . , :1.', . '.~" ·_,·..,....-~r ..-"'~~--.-·""'''~'~~ ;-~~."""-""·O';",.--'-·,·_, ~--..r~~~~ It;
L I I L I L' I . I
1/8 1/8:' I~l I"~ 10 .'.9/16 1/8' 1'/-8" Q /1 6. "I ..... I d ~
5 . 5 i· 5 5, ~ 3 3
65,46S; 4i160,O 61.8 61.1 630316002
2,80· 3, 40 I 0080 2, 18 2" 80 3 40 12 n 80
00525 '00553 00616 e0698 oQ~QO,0252 00360
52 I - 50 4@ I.O~, ,114 ,075 IoO;,~8. ~0281 ,033 .031 .016 0016 I,OiS
4808 4900 4780 41 0 1 5304 5~05 53I
oS91 086 087' 080' .84 I .84
1, 42 11.64 LS? L25 1.38 11.64 1,56
\ I
ino
in~
kip&~
ki~p,s;"
k~ps
kips
kips
kips
kips
(t?r,que'd 'T:¢p:s~U1to ).~
(D~reet :reus vi t :)~~
Ave (> Tutns to lure
Standard ·Devian·
Mean EIQuge att~ Load
Mean Rupture r"·" '. ~'J • • 'I ~
~~an, 'E10ng~ af RUI,ture in o
'. "'~ . ' I·, '
Mea~ ~~ong~ atoof' Load in o
~~rTfl~: ~n GripNo (> ·of ·'SpecimeTe~.t;ed
.;.. ,'
Mean 1J1 t 0 Load., ~. ,
Nb;m.i:,Il.Cl,l' Gr~iV··Thread',f in. ,Gpip
No ,o,~ Specim~Te~t~Q."Mean 'Ul~o Load
Sta,n~tard Devictn
M~a,%' ~long<) att e Load.:·,t,., .
Mean Rupfure L
Bol~t Length
Thr"ead, Length
'$;p'~:,c 0 Proo·f Lo
~~e~o Mino Ul~oad
N6te.'~ L = I.Jeh\t.
.,.] ~ Iloi s~

TABLE 1
LOT AB LOT LI
Bolt Length
Thread Length
Spec. Proof Load
Spec. Min. Vit. Load
9~
in. 1~50
kips 55.45
kips 69.3
DIRECT TENSION CALIBRATION
5~
Mean Elong. at V1t. Load in.
Mean Rupture Load kips
Mean Elong. at Rupture in.
Mean Elong. at Proof Loa4 in.
% Spec. Min. V1t. Load
L
4
9/16
5
72.1
017
00647
59
0245
.0171
104
B
4
1/8
I
4·-
1/8
LIB L L
8 : 8 8 8 '4
1/8 1/8 1/8 9/16 1/8
555
73.2 7008 76.0
1.59 1 0 69.54
.0779 .0846 .0508
65 61 67
.12 .18 .137
.0282 .0292 .0154
106 102 110
TENSION CALIBRATION - in Skidmore-Wilhelm
kips
kips
Nominal Grip
Thread in Grip
No. of S~ecimens Tested
Mean Vlt. Load
Standard Deviation
in.Thread in Grip
No. of Specimens Tested
Mean Vlt. Load kips
Standard Deviation kips
Mean Elong. at Vit. Load in.
Mean Rupture Load kips
Mean Elong, after Rupture in.
Mean Elong. at Proof Load in o
Mean Load at ~ turn from kipsII snug" . '
LIB L I. B
1/8 ~/8 1/8 9/16 1/8 1/8 1/8
555
65~4 61.8 61.1
2.80 2.18 2.80
00525 .0698 00260
52 50 40
.08 .114 0075
0028 .031 .016
4808 41.1 5304
L
9/16
5
58e4
3.00
.0310
34
ell
e018
5000
(Torqued Tension U1t.):(Direct Tension V1t.)
Ave. Turns to Failure
.90
1-3/8
.87 080
1-7/8 1-1/4 1-9/16
Note: LI =B
LehighIllinoisBoth

AB Lot Bolts, 7/S tf Dia. x 9-1/2" Longo Cut Threads
k__ Proof Load, 55 .. 45
-J
1
.. 18,,17016,,15~14
Specified Ultimate Load, 69c3k
,,13012,,11010
l/~' Thread in Grip
9/16" Thread in Grip
.. 09
.-x------
\/7,''-- :F¥racture of Bolt
.08
13,2 W
.,07.,06,,05.. 04.03002.01
7
9
10
r-rjcoo
I"":"
Elongation (inches) .
DIRECT TENSION CALIBRATION AB=LOT BOLTS
FIG.. 1

100
.. 90
80
AB Lot Bolts, 7/8" Dia~ x 9-1/2l1 Long.,Cut Thread'"
~ 15014., 13011 - 012., 10~09
l/S" Thread in Grip
9/16" .Thread in Grip
Fracture of- Bolt
~08
~--
--
007
I~»--~-
I
006
""
.,05004003
---1(-x -1:-,~1/2 Turn of Nut from "Snug"
002DOl
7
50.""-'"
CIJ~
-M
~ 40"0
C'd0H
3
20
10
0_
0
Elongation (inches)
~ kAA (Uil~b O~~~~~~
TORQUED-TENSION CALIBRATION.. AB-LOT BOLTS
FIG$ 2
W
0'\

'\./__ Indicates Fracture/,
it '.
£...1 Lor BOLTs. Yg D,,... x 5~ LfHlt:r.
X---
x
118 ft Thread in Grip
9/16 f1 Thread in Grip
-- -- ~inG Specified Ultimate Load 6903k
e----
k- - - - - - Proof Load, 55.45
o
20 .<
30
10
80
70
...-....to 600..
.r-l.~
"""-/
ro 50en0
....:l
40
Elongation, (inches)
o .,02 .. 04 '006 008 010 012 ,,14 .,16 ,,18 ., 20 022 ,,24 ,,26 028 .,30 w
'"DIRECT ~ENSION CALIBRATION - 'LI-LOT.BOLTS
FIG e 3

Elongatio~ (inches)
Lot-LI _Bolts, 7/8" Diao x 5-1/2" Leng-th
x 1/3f1 Thread in Grip
wo
co
016015,,14
-+-
<> 13012011
\ .-1-
*
<> 10
-1-+
,,09c08,,07~06
9/16" Thread in Grip
c05c>04
.----
.x .... •x •-~
•II
-- -
1/2 Turn of:~•
------~
f ut,. )(•
rom Snug
c>03.. 02cOl
'"0coo~
...-...CI)
~..,..{
~~
TORQUED TENSION CALIBRATION ON LI-LOT BOLTS
FIG. 4

Elongation, (inches)
ELON~TION~NUT ROTATION CHARACTERISTICS OF LI-LOT BOLTSTORQUED IN SKIDMORE -WILHELM AND IN SOLID STEEL
l~I-Lot Bolts, 718 ft Dia o x 5-1/2H Long,Rol1edThreads,
1/8 i1 Thread in Grip
014
)(
FIGc 5
o
90
80
70
60
~
t/":)
~
0 -ri~~ .......~,.
"'0m0
r-=I
30
20
1 w010 \..0
012 013ell010009
/"
• 'h. ~"R x~*' #
'17-
008
K
~.
,,007
__-- La ad CU.I."ve
• •
.~
006
••
• 1#
Torqued in Skidmore-WilhefmTorqued in Steel PlatesAverage Load Curve Determinedin Skidmore-Wilh.elm p
,,~
005
•• k-l-roof~oad,--55~
\o.~~ 'IC. )( ''';>'',..
/'
"."It:/'
)It.. X)f/" ~
~---
..--~o--=--
004,,03002,,010'o
12/8
~1/8
10/8
9/8
bJ);j
d 8/3tIJ
S0$-I
4--1 7/8d0
-r-1+J
2 6/80~
.I-J
~ 5/8
4/8
3/8
2/8
1/8
~ wkoH~~(~f

LV
f---lo
ang
-I
•
9/1611 Thread in Grip
Comparison of Load-Turn Data
AB Lot Bolts, 7/3" Dia ..
)l-- l/S" Thread in Grip
for Different Lengths of Thread in Grip
X--,. 1/811 Thread in Grip
__ 9/16" Thread in Grip
..
LI-Lot Bolts, 7/81t Dia. XE-l/ain Length
Comparison of Load-Turn Data
for Different Lengths, Thread in Grip
o.~
70
60 _PR~OF l~-' ,_....- --
I I50
~
(/,)
40p...",....4~'-"
"-
30'"0C'Ij
0H
20
10
60
50
...-.. 40CI)
~~
~""-"'"
30'0a$0~
20
10
-?'g-'Vb -¥e
Average No. of Turns from I1Snug" of 10 kips
FIG q 6

FURTHER TENSILE TESTS OF A354 BOLTS
1. REVIEW
This report is a continuation of the preliminary report, "Cali
bration of A354 Bolts", Fritz Engineering Laboratory Report No. 28809(1)0
As a review, this preliminary report included the results of the direct
and torqued tension tests of A354 bolts, grades Be and BD. Some of the
more important conclusions reached i.n this report were ~
1. The ultim,ate strength of the bolts when tested in direct
tension was from 6 to 27 percent higher than that obtained
during the torqued tension tests o This effect has also been
noted in previous tests of A325 and A354 bolts at Lehigh and
the University of Illinois.
2. The average preload induced by torquing the bolts ~ turn
(1800
) of nut from a " snug" load of 8 kips was just above
proof load for most lots of bolts with grip lengths up to
4~ inches~ For the longer grips of 7-5/8 to 8-1/8 inches,
the load at ~ turn of nut was always below proof load.
3. Thread lubri.cation had, at most, a slight beneficial
effect on the behavior of torqued bolts.
4. Failure of bolts torqued with an impact wrench occurred
after 1 to 1-7/8 revolutions, depending on bolt size and
grade, and on the length of thread in the grip. These
correspond to rotational factors of safety from 2.0 to 3.75 if
one half turn of nut is specified for installationo
Figure 1 shows typical load-deformation relationships for the
A354 bolt, and also illustrates graphically the first three conclusions
stated above.
Since this report was written, several special tests have been
conducted to determine other tensile properties of the A354 bolt. These
tests included~

Ie Direct tension tests of bolts previously installed
by torquingo
2ft Repeated installation of bolts by torquingo
3ft Torqued tension tests of polts installed in
solid plateso
4. Torqued tension tests of bolts torqued continuously
rather than in small increments.
Following are the results of these tests~
2. TEST RESULTS
2.1 Effects of Installation
Direct tension tests of ~olts previously installed by torquing
are conducted to determine the reduction, if any, in direct tension
strength of a bolt previously installed with an impact wrench. Figure
2 shows typical results of these combined torqued tension and direct
tension tests. The bolts were first torqued to 5/8 of a turn after
which additional load was applied in direct tension. Also shown in this
figure are the load elongation relationships for the direct tension and
for the torqued tension tests of the same lot of bolts. It can be seen
that when direct tension is applied to the torqu~d bolt, it has an ulti
mate strength approximately equal to that of the bolt tested in direct
tension alone.
Four representative lots of bolts were tested in this manner
and the ultimate strength far each lot was within 3 percent of the
ultimate strength for direct tension tests of the same lot.
2.2 Repeated Installat~6n
As implied, the purpose of these tests is to determine the
feasibility of reusing previously installed bolts o Shown in Fig6 3 is
the load-elongation relationship for a bolt repeatedly torqued to 3/4 turn
of nut from snug 6 In Figo 4, the behavior of a bolt from the same lot
torqued to ~ turn is shown 0 From these figures it can be seen that the
reaction of these bolts to reuse was very critical e For cycles of 3/4

turn of nut, only two cycles 'were completed before failure and for cycles
of ~ turn of nut, only three cycles were completed Q This behavior was
much more severe than that shown in earlier tests of A325 bolts, and was
typical of all four lots tested, including both Be and BD grades &
It should also be mentioned that, after the first installation,
required torquing time increased substantial1yo
2.3 Bolts Torqued in Solid Plat~
These tests were conducted as a result of the belief that the
deformation under load of a 11ydraulie load cell such as the bolt c.ali.brator
used for the torqued tension tests of A354 bolts might be greater than
that of the steel plates in a bolted joint, thus 'affecting the relationship
between nut rotation and load o If this is the case, the laboratory tests
conducted so far do not truly indicate the bolt load to be expected at
some given number of turns 0
For this reason, several lots of bolts were torqued with a solid
material being gripped, and the resulting relationships between elongation
and nut rotation were plottedo From these curves, the elongation for a given
nut rotation can be measured, and then this elongation, when plotted on a load
deformation curve for the same lot of bolts, will indicate the true bolt
load induced by the given nu.t rotation ..
This manipulation is made possible by the assumption that the
load-deformation relationship for a given bolt is a property of the bolt
itself, and is independent of the bearing material used to resist the
applied load. While this assu'mption is probably not completely true, all
indications at this time are that it is very closely approximated for these
tests.
The results of this type of test are shown in Fig& 5 for one lot
of A354BD bolts torqued, using four-one inch plies of A440 steel in lieu of
the bolt calibrator. The heavy line without test points is the load
deformation relationship arrived at from tests in the bolt calibrator e The
deformation vs. nut rotation relationships are shown, with the solid test
points indicati.ng the relationship for the bolt calibrator, and the open

points for the steel plateso It can be seen that there is a marked in
crease in deformation at a given nut rotation for the steel plates& This
is due to the smaller deformation of the plates under load, causing the
deformation to be taken up in the bolt itself e At one half turn of nut,
an increase in load of 9 kips was indicated for this lot of bolts e
Another effect to be noted is th.e reduced nut rotation until failure. for
the steel plate, indicating a smaller factor of safety against failure
for installationo
Later tests in another study indicated that, if the gripped
material were one solid block, the deformation-nut rotation relationship
would approach the dashed curve shown in this fi.gure. The deviations
from this curve are seen to occur at the initiation of torquing, leading
to the belief that these deviations are caused by slack or gaps in the
gripped material that close under moderate load e
While these tests indicate a greater load to be expected from
~ turn of nut, it Wlst be cautioned that they were conducted under fairly
ideal conditions and that, for an actual joint, the behavior may, in
fact, be worse than that shown by the bolt calibrator. These tests do
show however, one possible cause of early bolt failures reported in the
field when the turn of nu.t method of in.stal1ation is used o
2.4 Continuously Torqued Bolts
These tests were conducted to simulate actual field installation
methods and the results were compared to the torqued load-deformation
relationship obtained using 1/8 turn of nut increments 0 Several lots of
bolts were tested in this manner to either ~ or 3/4 turn of ilUt o Figure 6
shows the correlation between the two methods e The continuously torqued
bolts are indicated by the solid test points superimposed on the load
deformation relationship for incrementally torqued bolts of the same lot o
For the four lots tested, the loads achieved by continuous torquing
ranged from 90 to 105 percent of those achieved by incrementally torqued
bolts, well within the expected variation&

3. CONCLUSIONS
Ie No reduction in direct tensile strengths were exhibited in
these tests by A354 bolts previously installed by torquing~
20 Repeated installation of an A354 bolt is not advised, for
the following reasons~
a) Only a few cycles can be applied before failureo
b) Reduction in clamping force is exhibited after
the first instal1ationo
c) Re""instal1atio'n i.mmediately becomes difficult and
time. consu'ming &
30 For ideal cases, the clamping force of an A354 bolt of a
given nut rotation may be higher than indicated by present calibration
methods. However, this is accompanied by the disadvantage of a smaller
rotation be,fore failure& This effect is also presum,e.d to be present for
other types of boltso
4. The behaV'ior of a continuously torqued A354 bolt is
practically identical to that of an i'oc.reIne.ntally torqued bolt 0
405
?
,p
/~/

;ii, i/C(D iiiI
go
o
•
A
• Oiv--ec.+ TeV\~I,oV\
o
o T=~lJ,~d ,enS\oIA ) . Q~ recejv~d
i::. To~'Ueci TI!V\~iol1l Th..r;>Qcb lub-ico.+ed ll..v~(ip~r?))
ED Lor'¥'giI DlaW\a+e~
'34" ThI"Bdd if} 6rtp
.-
.oso .0(5 .JOO J;l.S .150 ~ 17S ,~oo
+'"0
r:LCNG~T\ON J tV\~~e-s. 4~u G t0'\
~ 'r\p
Flgo 1 Typical Tensile Behavior of A354 Bolts ~~s4 50
~ TU,."
Load
t4in~ UIf:
20 I-~0
AO
I6-
£
l,0:2.S0
40
2.Qif'Z
t!~()00
V1fi-~ I:J:;

/00 I t I Iii i . i
go3%~ -..Ei!JFecfTens'oY1
40
I /Ie
2DLJAD LOl
7/cg" A3S4 ~D Bolt'
•
jYlbJl
Th~~d LVi 6rip4Y[. ~~tb GI";p
To,.l.Cd 7C?l'lsloh
V'a-:;.
2S2tJIZ
~
~S
fJ:;
Nih. UJ*Lcod
Proo-tLcx:KI
•
I 1
-------...~~--
-........"" ..............
AH-er'" ~~ TUfAV1
•
0 ~o:2S ~OS'O ~ D75 ./00 o/ZS ,150 p/75 /20::::>,~.""-J
ELoNGATiON J ~Y\c.h<as
FigQ 2 Reserve Tensile Strength of Torqued Bolts A~rl{ I)D

100
go
e,e LoT
IiJ A'354 e:c.. Bo\+
~~d T~reacl th GV'~?
3 '8j j.~ G ·/Jb Y'\p
I
,/ - - __~ 1Onvue:l TehS 16M
/- . ....---0 ...............V~ .- .~ -.........
lo
o
bO
20
40
""""2~V)
:zwt=S&l
V)
0-~
o .02.5 .0$0 p07S ./00 ~J::<5' ~/So ./75 (;200 +:"
00
ELONG.b..l"ION) --'tVlc:.~eS
Fig~ 3 Reuse of High Strength Bolts

/00I I Iii ii'
80
,....- ; ~ T0rtt>ued leJ1siol1
--......~
..p-..
\.0..20:.:>6/75
('LifJ"lJU.V,-
~<J~~
~ili ~ C1v('I~
fL50&lIZ,/oe
I3C LoT
l,t A354 BL Go\-+-
I.h'b" ~~eCld \~ Gr\ P
3t~bL~ (,y.'p
~~
"'"""'-~
"
..°75~o5:J
"=t ~ Turn
/0\
uo2S
Load-~
Proof
o
be
40
20
\fJCL~
-...
ZQtilZtJj!--
b&l
ELON(:,A..T)oN ) '\Y\c..h.es
Figo 4 Reuse of High Strength Bolts

ooC'<
o
~
+ 0-
0 ~~
cD ~
X g $
f-~-0
(f _e- O~ !1~ L\) c.fl ¢ '.')--I 4:
O~S. 3
~ ~WI"' V
c;,d\~ (Nolc;Nal ..L'C'a
~

:/'00
go
~ TlJrh of Nor
'"CL~
2o'if)
~t:r£
f:p
40
2.D
fjL
o(J)
-er
(;) !vu:..rem<?hfatl'l Tort:tJueJ• Con+:nuous!y 70rrglAed
AP LoT
71 b
A3S4 eo Bo\+s
~blf Th~e~~ {v. 6Ir\p
4~bu Gr~p
+""
o .0ZS ~OSo 0°75 "Joo ~J25 .. JSo ~J7S ~200t-&I'---"
ELOl\l6A.TION) i(lch@S
Figo 6 0 Comparison of Continuously and Incrementally Torqued Bolts