modular design - where it fits
DESCRIPTION
Modular designTRANSCRIPT
y. E:$! y.. ;,i ti.. .'.
Modular Design- Where It Fits Modularization is one way to improve effzciency.
Despite Its relatively high cost for the initial des@, savings in o@er amas can make
the techn iqu es a cost- e ffective design strategy. .. -2' , ; > S : ,
WARREN E. HESLER, UNlTED ENGINEERS 8 CONSTRUCTORS, INC.
ONSTRUCTION COSTS combination of repeatability and and labor inefficiency are size makes the: economic benefits ob- very serious impediments vious. The only negative factor oc- ,
to capital investment in curred in a few cases where the the U.S. process industry. building trade unions objected ' The Construction Indus- strongly -to units containing any de- te (CII) has completed -- gree of shop fabrication. earch on the subject, and Other extreme uses of modules
: its ongoing task forces have made came about with the discovery and , major efforts to improve this situa- exploitation of crude oil in remote,
. .. _. . . . S : . ,. tion. Modularization represents one harsh-climate areas such as the
. , . majaou te to improved effkiency. North Slope of Alaska, the North. 3,;:' ' Many 'azhors claimed savings of 8- Sea, and the far-off-shore reaches of
14% as a rcsult of transferring a , the Gulf cf Mexico. Where water .
' lsrge poriicn of coílstruaios maii- . transpor: can be utilized, xocls!~s $ ' -E houn from a feld site to a module weighing up to 2,000 tons have re- P Y; . assembly facility. This significantly 7 . , . reduced lab~r~kosts, because of im-
!$Y proved labor a# efficiency while re- ducíng tiie socioeconomic impact of
.: large nui+ers of construCuón work-
.', ' . ers descending on a rura1:area. Mod~1af:fabrication is ilso con- .
. ductea i?.+i all-weather. shop envi- i '
i!,;., .
:i
3t.
si!
1
CHEMICAL ENCINEERING PROCRESS
. * _ ... $-., . . , . !
sqgé;I&, *.p"& of the .S- &hrytiC!$-m o/ ,&2d & Con.&&& Ur Ph&&Iphhi<r, (2151422- 4250&& been invoived in the dc+ik and. consrrdcti.on of process plonts for naony Yt-t, *.Mi% the mcent of mdulrrrulrracsik and He ha et e in E-9 w*nt mal*rtIch~*-~.mdwidrb-A Fellow of &hZ, k is O0 rrciioe in m- timai comdttee work
refrigeration systems, ni erators, phosgene gen ion-exchange systems quite common. For these units, the pans, they do represent a major per-

centage of airrent worldwide chem- ical plant investment
Batch chemical synthesis plants normally contain unit operations such as reactors/columns, quench tanks, crystallizers, liquid/solid s e p arators, and driers, and the process fiows indude feed materials such as liquids, solvents, and dry materials as well as transfer Iines and produa discliarges. Eight utilities are nor- mally required, including steam, heat-transfer mediums (such as wa- ter,hrinelir sm@e-Uuid,&-+ place solu tions), air, electricity, nitro- gen, HVAC, and instrument leads.
For example. a recent client of . , United Engineers & Constructors' .. . . . . ' . (UE&C) Sterns Catalytic Division ';.F. , :.; , .
{$ made a corporate decision thai: al1 batch synthesis plahts would be de- signed on a modular basis. This will
idly ,advancing, pharma- Id,'pfoduceis.,,often
in the plant or from one plinti'to ?T. ,:. i . anotherjo , ,.. . meet product
. . tiii4nges. . .;. :'Med"lai designs of this type have
been 2nd Still could be laboriouslv I
produced by means of hand-drawn orthographics and scale models, a coitli exercise. The advent of motl- ern computer-aided drawing and design (CADD), particularly three-
Figure 2. A typical two-unit train.
dimensional CADD, has proven to be cost effective, mainly in retriev- ing the "nearest to" design, which can then be modified to the exact re- quirement or the most economically functional alternative.
The aim of modular design is to reduce the total insralled cost as well as the length'of the overall projea schedule. The concept begins with standardization of design, which in- volves two prirnary premises:
I . the design'is made as general as feasible so tiiat minor changes in.raw
, , .
materials, product specifications, or plant location will not require major revisions to the module;
2. standarized specifications and often equipment suppliers allow for design repeatability and minirnize the operational spare parts require- ments.
Figure 1 shows a typical reactor module, and Figure 2 sholvs a typi- cal two-unit train. .A pI'ocess plant of this type has a series of reactors in a train arrangement and includes in-
-repm&ate p r e p tan=,7;ioTddiñg tanks, crystallizer vessels, liquidl solid separation devices (such as centrifuges or filters), and a prod- uct-drying step, which can be fluid- bed, tumble-type blender driers.
Solvent recorvery may be included in the train or performed at a re- mote location adjacent to the solvent tank farm. The process trains can be installed back to back with a single utility alley or, alternately, a single central operational floor with utility alleys on both sides, as shown in Fig- ure 3. . One of our clients had chosen a 4 x 4 module layout. These dimen- sions allow the shipment of a fabri- cated module if modular construc-, tion is eventually chosen. The 4 x 4 frame can support the largest shop- fabl-icated, glass-lined steel vessel.
Figure 3. Process train installation.

Figure 4. Model of the overoll plont.
Each module is self-supporting and consequently removable if one mod- ular unit in a train must be replaced by another.
Because utility and process con- nections are always at the same ele- vation, these changes can be made within a given plant or between plants in remote locations. Because there are usually no ries from equip- ment support to the building, the building design is greatly simplified since i t must only support itself, sno\\-, and wind loadings.
Design consideration should al- ways be given to the possibility of modular construction in light of the following criteria:
1. major equipment should be in- stalled complete with internals !\.here possible.
2. al1 piping should be installed within the module \\.ith flanged con-
Figure 5. Electrolytic cell supporí stncture.
nections at the module edge. 3. instrurnentation should be in-
stalled with local panels provided where necessary and remote pneu- matic electrical signals supplied to junction boxes.
4. electrical starter boxes should be installed within the module for the motor drives.
5. al1 steel work, including access platforms, should be preassembled.
6 . insulating and painting equip ment and materials should be planned as far in advance as practi- cal.
7. al1 compbnents should be checked and rechecked for mainte- nance accessibility.
8. the complete module should be pressure tested when possible, and running tests should be carried out before shipment.
The engineering module concept,
however, has both positive and neg- ative factors. The positive factors in- clude instant design recall, error eiimination, building design cost re- duction, standardization for multi- ple plants, design optimization, pro- curement savings, and schedule reduction. The cost of the first pro- ject and space utilization. represent the negative factors.
The most important negative fac- tor is the cost of the first design ef- fort, which can be 50-60% more than conventional design, particu- larly if the job is done well. ThiS, of course, is only 5 0 4 0 % more or 12% of the total installed cost. While not an insignificant sum, it is hardly an exorbitant price for the resulting benefit in maintenance and spare parts inventory. When more than one plant is contemplated, the re- trievability of the CADD design and specification definitely reduces the
/ Figure 6. Tha conpleted rnernbrane chlaralkali facility. tioned, $us other offshore pi-ojects, I N
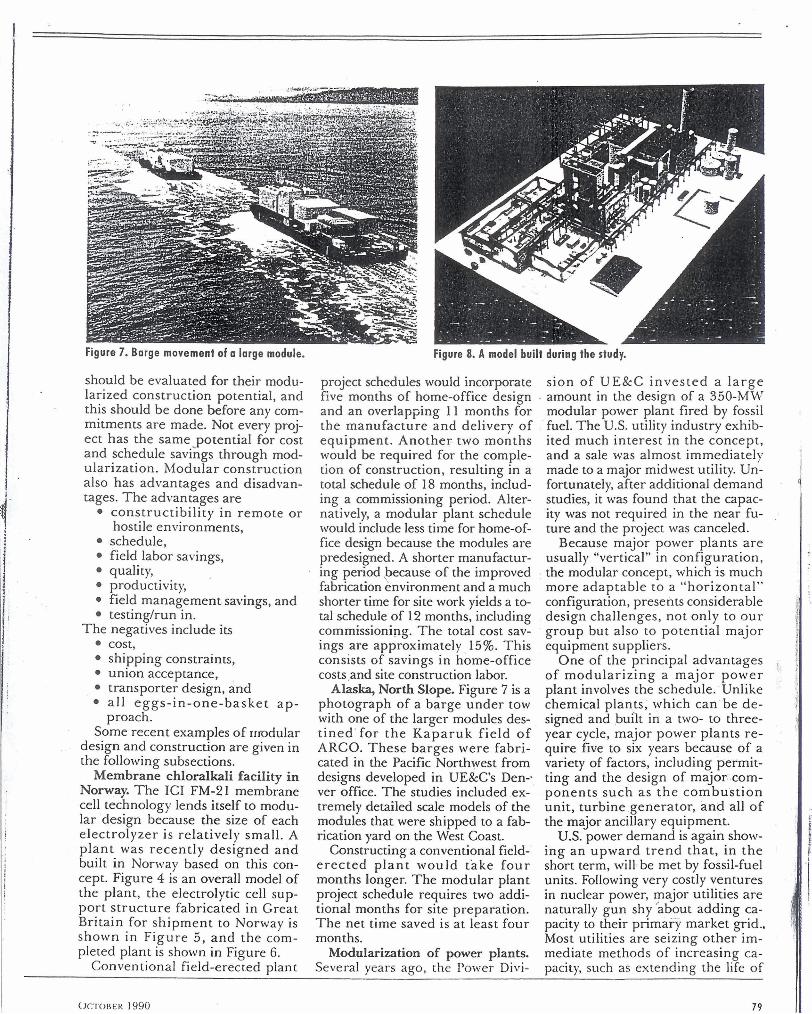
Figure 7. Barge movement of o large module.
should be evaluated for their modu- larized construction potential, and this should be done before any com- mitments are made. Not every proj- ect has the same-potential for cost and schedule savings through mod- ularization. Modular construction also has advantages and disadvan- tages. The advantages are
constructibility in remote or hostile environments, schedule, field labor savings, quality, productivity, field management savings, and testinglrun in.
The negatives include its COSt, shipping constrainrs, union acceptance, transporter design, and al1 eggs-in-one-basket ap- proach.
Some recent examples of rrrodular design and construction are given in the following subsections.
Membrane chloralkali facility in Norway. The ICI FM-2 1 membrane cell technology lends itself to modu- lar design because the size of each electrolyzer is relatively small. A plant was recently designed and built in Norway based on this con- cept. Figure 4 is an overall model of the plant, the electrolytic cell sup- port structure fabricated in Great Britain for shipment to Norway is shown in Figure 5 , and the com- pleted plant is shown in Figure 6.
Conventional field-erected plant
- -- -
Figure S. A model built during the study.
project xhedules would incorporate five months of home-office design and an overlapping 11 months for the manufacture and delivery of equipment. Another two months would be required for the comple- tion of construction, resulting in a total schedule of 18 months, includ- ing a commissioning period. Alter- natively, a modular plant schedule would include less time for home-of- fice design because the modules are predesigned. A shorter manufactur- ing period ,because of the improved fabrication environment and a much shorter time for site work yields a to- tal schedule of 12 months, including commissioning. The total cost sav- ings are approximately 15%. This consists of savings in home-office costs and site construction labor.
Alaska, North Slope. Figure 7 is a photograph of a barge under tow with one of the larger modules des- tined'for the Kaparuk field of ARCO. These barges were fabri- cated in the Pacific Northwest from designs developed in UE&C's Den-. ver office. The studies included ex- tremely detailed scale models of the modules that were shipped to a fab- rication p r d on the West Coast.
Constructing a conventional field- erected plant would take four months longer. The modular plant project schedule requires two addi- tional months for site preparation. The net time saved is at least four months.
Modularization of power plants. Severa1 years ago, the Power Divi-
sion of UE&C invested a large . amount in the design of a 350-MW
modular power plant fired by fossil . ' fuel. The U.S. utility industry exhib- ited much interest in the concept, and a sale was almost immediately made to a major midwest utility. Un- fortunately, after additional demand studies, it was found that the capac- ity was not required in the near fu- . ture and the project was canceled.
Because major power plants are usually "vertical" in configuration,
: the modular concept, which is much more adaptable to a "horizontal" configuration, presents considerable design challenges, not only to our group but also to potential major equipment suppliers.
One of the principal advantages ,, of modularizing a major power '1 plant involves the schedu1e:Unlike chemical plants; which can.'be de- signed and buiit in a two- to three- year cycle, major power plants re- ,
quire five to six years because of a variety of factors, including permit- ting and the design of major:.com- ponents such as the combustion unit, turbine .generator, and .al1 of the major ancillary equipment;
U.S. power demand is again show- ing an upward trend that, fn the short term, will: be met by fossil-fue1 units. Following very costly ventures in nuclear power, major utilities are naturally gun shy about adding ca- pacity to their primary market grid.. Most utilities are seizing other im- mediate methods of increasing ca- pacity, such as extending the life of
I existing plants, operating cogenera- tion facilities with entities in their territory, and purchasing "wheeled"~~ power from other sources (i.e., Can- ada). 1 Figure 8 shows one of the models built during our studies. In-depth
1 studies have shown that modular power plants show capital costs sav- i n g ~ of 20% or more and schedule savings approaching 40%. Quality and safety also improve and the so- cioeconomic impact is reduced. Project location, the type of modu-
. !J larization (small skid-mounted mod- ules vs. large pmcess unit modules), the type of facility, the terrain, the weather. the environment, labor availability, and cost are variables that should be considered.
Saline water conversion in Saudi Arabia. The world's largest desalini- zation plant a t E1 Jobail was de- l. signed in the United Stata and Ja- pan on a modular basis. Fabrication was carried out in Japan and Korea, and the modules were shipped by 1 barge to the Persian Gulf. Moving these very large modules from the barges to the plant site was accom- plished with transporters designed and fabricated in Italy. Each trans- porter had 176 wheels; adjusting the height and turning angle of each was computer controlled. This al- lowed the modules to be transported
, over unpaved terrain to, their final
P location. The concept is illustrated by the site photograph shorvn in Fig- ure 9. * , .,
P Module fabrication It is obvious'that large, water-
1 transported modules must be fabri-
Figure Y. module tronsportation.
cated along a navigable waterway. In the United States, the principal fab- rication yards are located in the Pa- cific Northwest, Texas, and Louisi- ana. There are also some facilities on the east coast of Florida and Georgia as well as in the Norfolk area of Vir- ginia.
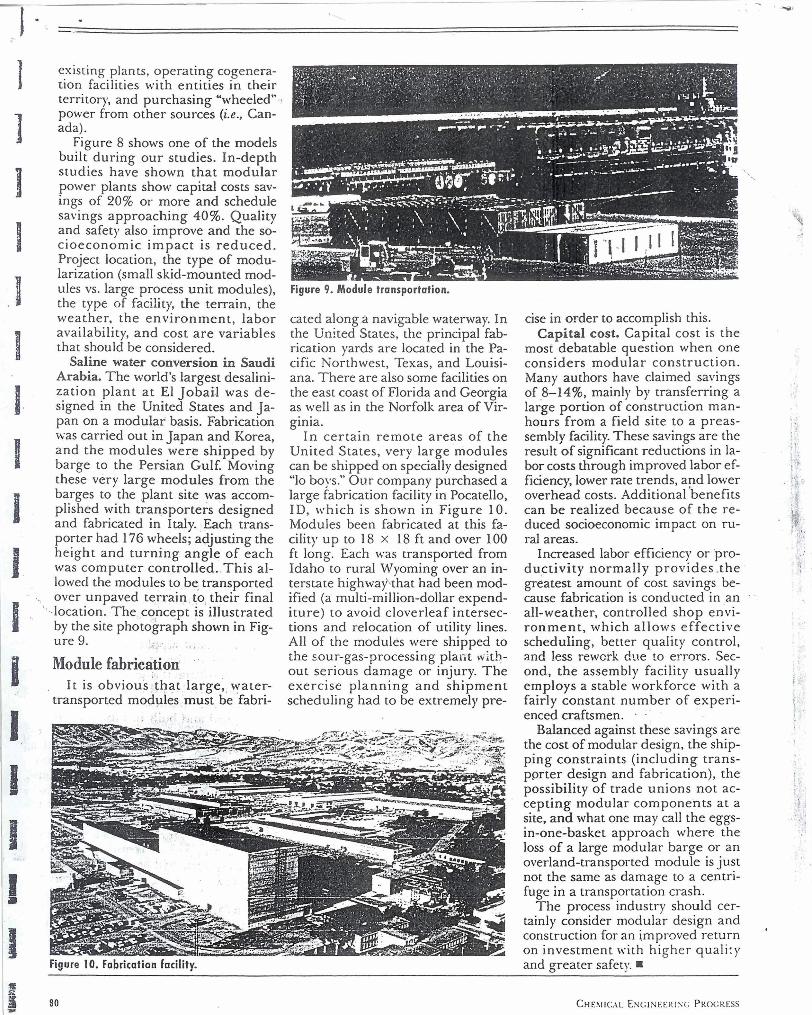
In certain remote areas of the United States, very large modules can be shipped on specially designed "lo boys." Our company purchased a large fabrication facility in Pocatello, ID, which is shown in Figure 10. Modules been fabricated at this fa- cility up to 18 x 18 ft and over 100 ft long. Each was transported from Idaho to rural Wyoming over an in- terstate highwapthat had been mod- ified (a multi-million-dollar expend- iture) to avoid cloverleaf intersec- tions and relocation of utility lines. All of the modules were shipped to the sour-gas-processing plalit &t.- out serious damage or injury. The exercise planning and shipment scheduling had to be extremely pre-
cise in order to accomplish this. Capital cost. Capital cost is the
most debatable question when one considers modular construction. Many authors have claimed savings of &14%, mainly by transferring a laige portion of construction man- hours from a field site to a preas- sembly facility. These savings are the result of significant reductions in la- bor costs through improved labor ef- ficiency, lower rate trends, and lower overhead costs. Additional benefits can be realized because of the re- duced socioeconomic impact on ru- ral areas.
Increased labor efficiency or pro- ductivity normally provides .the greatest amount of cost savings be- cause fabrication is conducted in an all-weather, controlled shop envi- ronment, which allows effective scheduling, better quality control, and less rewcrk due to errors. Sec- ond, the assembly facility usually employs a stable workforce with a fairly constant number of experi- enced cxaftsmen. -
Balanced against these savings are the cost of modular design, the ship- ping constraints (including trans- porter design and fabrication), the possibility of trade unions not ac- cepting modular components at a site, and what one may cal1 the eggs- in-one-basket approach where the loss of a large modular barge or an overland-transpoi-ted module is just not the same as damage to a centri- fuge in a transportation crash.
The Drocess industrv should cer- tainly Lonsider modulár design and construction for an improved return on investment with higher quali:y
I - Figure 10. Fobricotion facility. and greater safety.