metal additive manufacturing (am): an assessment of mechanical properties...
TRANSCRIPT

Metal Additive Manufacturing (AM): An assessment of
mechanical properties of metal AM parts compared to castings
Sheku Kamara Director, Rapid Prototyping Consortium

About MSOE
• Founded in 1903
• Located in downtown Milwaukee, WI
• About 2600 students
• Offering degrees in business, engineering & nursing
• Students spend about 600 hours of lab time
• 14:1 student to faculty ratio
• 96% job placement rate

Who is the Rapid Prototyping Consortium?

• Range of materials
• Form-fit-function…and end use
• Integrated plumbing, valves, and actuation
• Direct printed or Hybrid
3D-Printing combined with fluid power is a medical enabler…
AM Technologies – Concept Modelers
Stratasys Dimension
3D Systems ProJet™ 650 envisionTEC Perfactory® Solidscape 3ZPro
3D Systems ProJetTM 3510 Stratasys Objet 500

AM Technologies – Main Frame Machines
Stratasys Fortus 900mc 3D Systems ProXTM 950 3D Systems ProX™ 500
EOS M 400 Arcam Q20 Concept Laser X Line 1000R

What is Additive Manufacturing?
Courtesy: ReliabilityWeb.com
10 microns
400 microns

General Build Flow Process
idea
Build orientation,
Nesting if needed;
Support structure
generation, Slicing
stl file
generation
Solid Modeling
System
3D Printer/AM System
AM Machine
solid
modeling

AM Technologies
• Binder jetting
• Directed energy deposition
• Material extrusion
• Material jetting
• Powder bed fusion
• Sheet lamination
• Vat photopolymerization

AM Metal Categories
• Direct Metals
– Hybrid Systems
• Indirect Metals

Direct Metal • Directed Energy Deposition
– DMG Mori Seiki – Japan (Hybrid)*
– eFesto – US*
– Mazak – INTEGREX i-400AM (Hybrid)
– Optomec – US
– Sciaky – US
• Sheet Lamination
– Fabrisonic – US (Hybrid)*

Direct Metal
• Powder Bed Fusion – 3D Systems – US
– Arcam – Sweden*
– Concept Laser – Germany
– EOS GmBH – Germany*
– Matsuura – Japan (Hybrid)*
– ReaLizer – Germany
– Renishaw – UK
– SLM Solutions – Germany
– Trumpf – Germany

Indirect Metal
• Binder Jetting
– ExOne – US*
– Voxeljet – Germany*
• Powder Bed Fusion
– 3D Systems – US
• Vat Photopolymerization
– 3D Systems – US

DMG Mori Seiki Lasertec 65 3D
Photo courtesy of Mori Seiki

Directed Energy Deposition

Lasertec 65 3D Specs
• C-axis (turning range) – 360°
• Swivel range – -120° to +120°
• Build Volume (XYZ) – 29.0 x 25.6 x 22.0 in
• Traverse Speed (XYZ) – 26 in/s
• Laser Source – 600 W (fiber)
• Max. work piece weight – 1322 lbs

Materials
• Stainless steel • Tool steel • Aluminum alloys • Cobalt-chrome-molybdenum alloys • Bronze alloys • Noble metal alloys • Nickel-based alloys • Tungsten carbide • Stellite

eFesto 557
Photo courtesy of eFesto

eFesto 557 Specs
• Build Volume (XYZ) – 5 x 5 x 7 ft
• Traverse Speed (XYZ) – 26 in/s
• Layer thickness – ~0.012 in
• Laser Source – 3 KW (fiber)
• C-axis (turning range) – 360°
• Swivel range – -90° to +90°

Materials
• Stainless steel
• Inconel 625 & 718
• Titanium

SonicLayer 4000 & 7200

Ultrasonic Welding

SonicLayer 7200
• Build Volume (XYZ) – 6 x 6 x 3 ft.
• Build rate – 15 – 30 in3/h
• Horn frequency – 20KHz
• Finish Tolerance – +/- 0.0005 in

Arcam A2X & Q20
Photo courtesy of Arcam

Electron Beam Melting
Photo courtesy of Arcam

Arcam EBM System: CoCrMo
Photo courtesy of DePuy Synthes
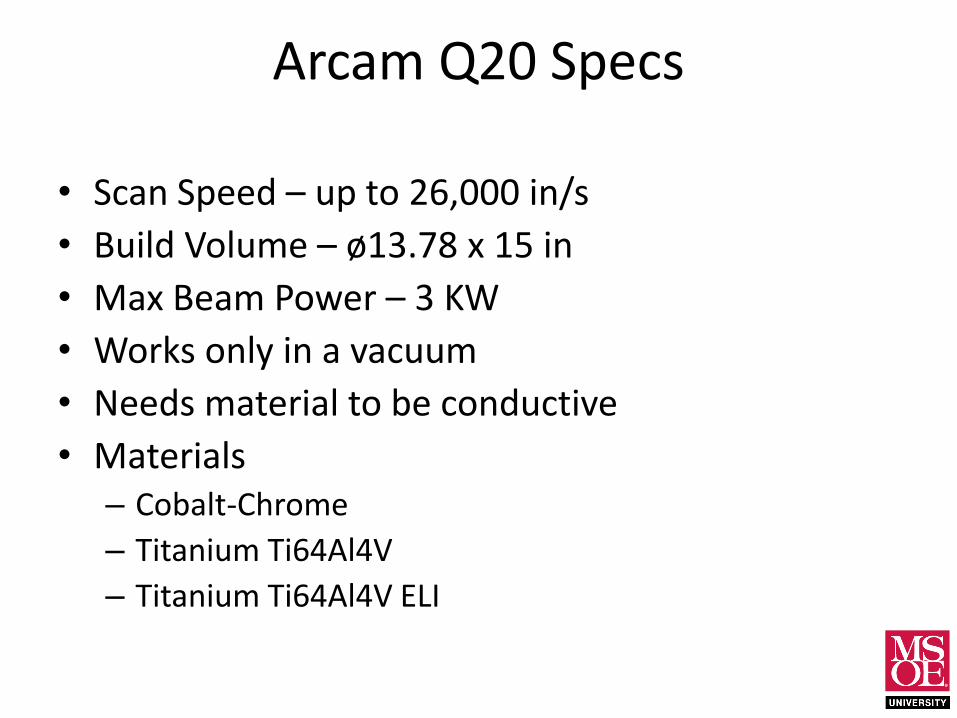
Arcam Q20 Specs
• Scan Speed – up to 26,000 in/s
• Build Volume – ø13.78 x 15 in
• Max Beam Power – 3 KW
• Works only in a vacuum
• Needs material to be conductive
• Materials – Cobalt-Chrome
– Titanium Ti64Al4V
– Titanium Ti64Al4V ELI

EOSINT M 280 Laser Sintering
Photo courtesy of EOS GmbH
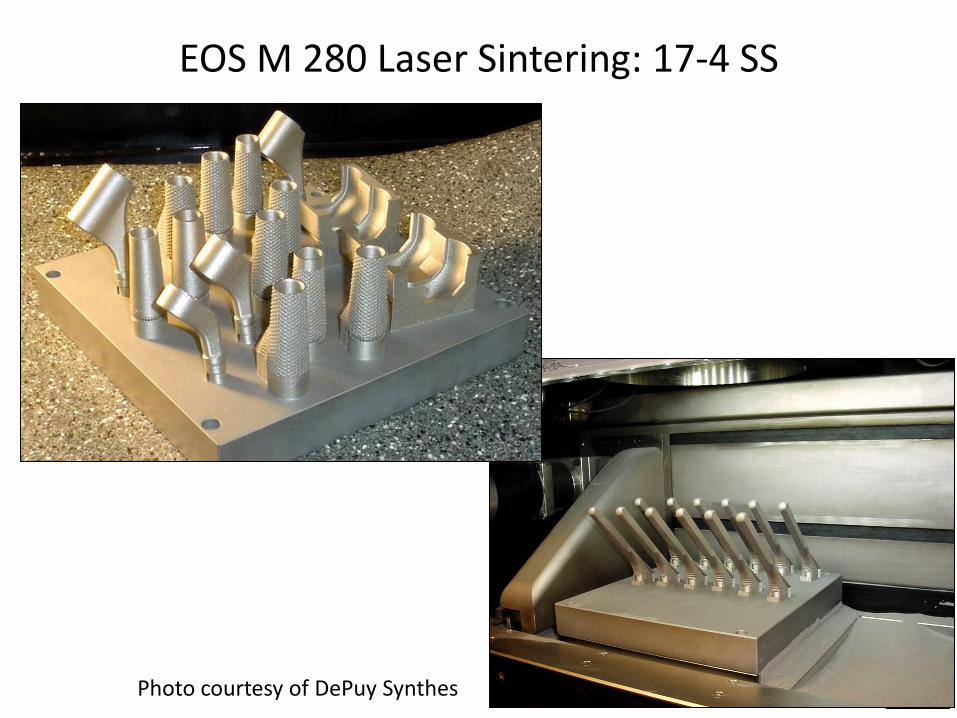
EOS M 280 Laser Sintering: 17-4 SS
Photo courtesy of DePuy Synthes

EOSINT M 280 Specs
• Scan Speed – 270 in/s
• Build Volume – 9.85 x 9.85 x 12.8 in
• 200 or 400 W fiber laser
• 20 – 40 micron layers

Materials
• Aluminum AlSi10Mg & AlSi10Mg/200°C
• EOS CobaltChrome MP1 & SP2
• EOS MaragingSteel MS1
• EOS NickelAlloy HX, IN625 & IN718
• EOS StainlessSteel 316L, GP1 & PH1
• EOS Titanium Ti64 & ELI

Matsuura LUMEX Avance-25
Photo courtesy of Matsuura

Plastic Injection Mold Case Study
Mold Cavity Mold Core

Conformal Cooling Channels
IN 2
IN 1
Mold core has 2 separate cooling channels.
HOLLOW
Cooling channels that conform to the surface of the molded part
reduce temperature variation within the mold and reduce molding
cycle times by increasing cooling efficiency.
Constraint Free Design!

LUMEX Avance-25 Specs
• Scan Speed – 270 in/s
• Build Volume – 9.85 x 9.85 x 12.8 in
• Laser Power – 400 W fiber
• Layer thickness – 0.002 in
• Part machined every 10 layers

Materials
• Matsuura Steel
• Matsuura Maraging
• Matsuura Titanium
• Matsuura Titanium 6Al4V
• Matsuura Stainless 630
• Matsuura Stainless 316L

Indirect Metal

M-Print
Photo courtesy of ExOne

ExOne M-Print™ Specs
• Build Volume – 31 x 19 x 15 in
• Layer thickness – 0.006 in
• XY Resolution – 0.003 in
• Materials
– 420SS
– 316SS

ExOne – S-Max Furan

Binder Jetting

ExOne S-Max Furan
• Build Speed: up to 3.0 ft3/h
• Build Volume: 70.90 x 39.37 x 27.56 in
• Layer thickness: 0.011 – 0.0197 in
• XY Resolution: 0.004 in/in
• Materials: Furan Sand

Voxeljet VX4000 Specs
Photo courtesy of Voxeljet
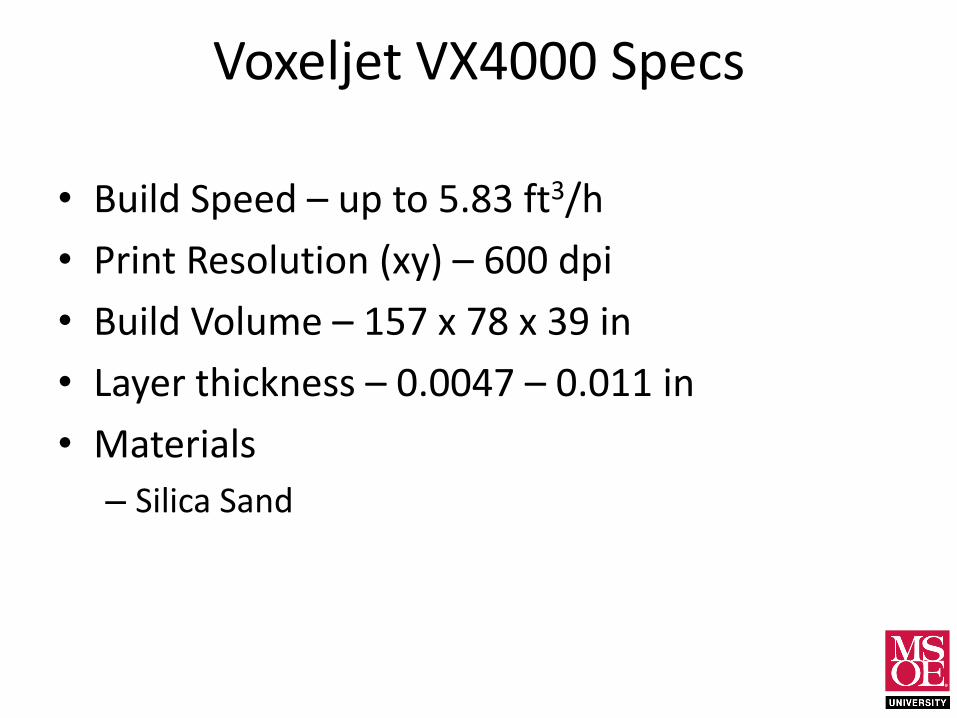
Voxeljet VX4000 Specs
• Build Speed – up to 5.83 ft3/h
• Print Resolution (xy) – 600 dpi
• Build Volume – 157 x 78 x 39 in
• Layer thickness – 0.0047 – 0.011 in
• Materials
– Silica Sand

Materials

Stainless Steel 15-5 PH
0
50
100
150
200
250
Casting Casting (H900) EOS M280 EOS M280 (H900) SLM Solutions
UTS A (ksi)
UTS A (ksi)

Stainless Steel 15-5 PH
0
2
4
6
8
10
12
14
16
18
Casting Casting (H900) EOS M280 EOS M280 (H900) SLM Solutions
Elongation %
Elongation %

Stainless Steel 15-5 PH
0
5
10
15
20
25
30
35
40
45
50
Casting Casting (H900) EOS M280 EOS M280 (H900) SLM Solutions
Hardness (HRC)
Hardness (HRC)

Ti64
0
50
100
150
200
250
Casting Casting (treated)
MSOE - EBM
MSOE - EBM
(treated)
SLM SLM (treated)
MSOE - SLM
MSOE - SLM
(treated)
EBM EOS XY EOS Z EOS XY (treated)
EOS Z (treated)
UTS A (ksi)
UTS A (ksi)

Ti64
0
2
4
6
8
10
12
14
16
Casting Casting (treated)
MSOE - EBM
MSOE - EBM
(treated)
SLM SLM (treated)
MSOE - SLM
MSOE - SLM
(treated)
EBM EOS XY EOS Z EOS XY (treated)
EOS Z (treated)
Elongation %
Elongation %
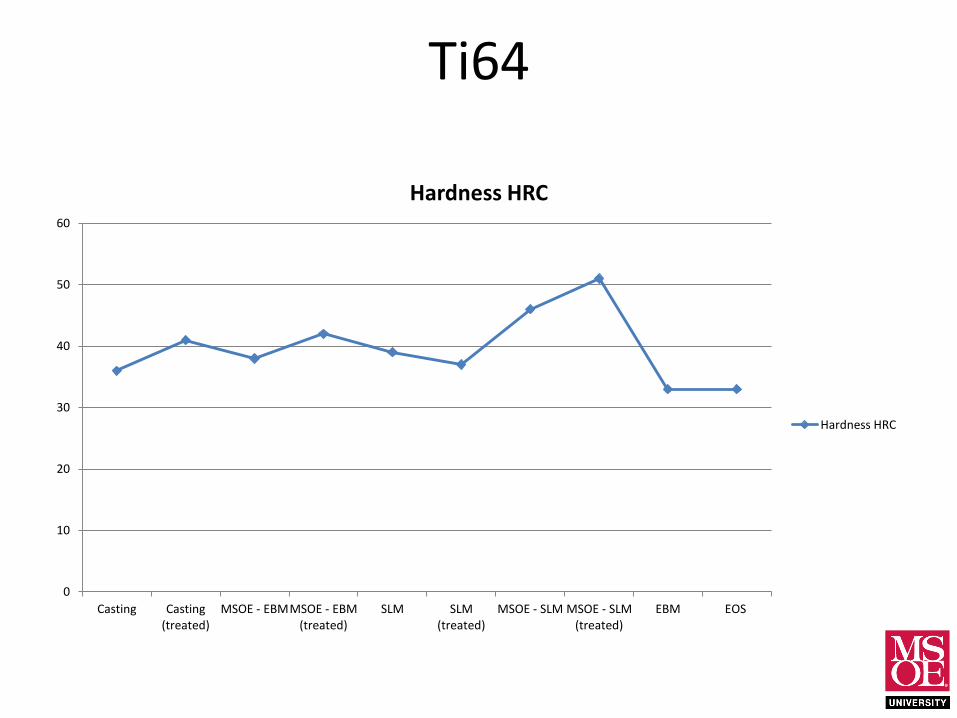
Ti64
0
10
20
30
40
50
60
Casting Casting (treated)
MSOE - EBM MSOE - EBM (treated)
SLM SLM (treated)
MSOE - SLM MSOE - SLM (treated)
EBM EOS
Hardness HRC
Hardness HRC

Inconel 625
120
125
130
135
140
145
150
Casting EOS M280 SLM Solutions
UTS (ksi)
UTS (ksi)

Inconel 625
0
10
20
30
40
50
60
Casting EOS M280 SLM Solutions
Elongation
Elongation

• Consolidation of Established OEMs • Expiration of Patents
– Explosion of low end machine options (Polymers) – Increased industry exposure – Significant increase in users and applications
• Large Platform Equipment Development – Improved feedback systems – Predictable simulation software
• Smaller User Focused Systems – Custom materials and systems – Lower maintenance costs
AM Economic Trends

• No Tooling Investment Required
• Complexity is Free
• Mass Customizations Applications
• Complete Freedom of Design
AM SWOT Analysis – Strengths

• Significant Part Variation (accuracy/repeatability issues)
• Expensive Material Costs
• Limited Material Properties
• Limited Surface Finish Capability
AM SWOT Analysis – Weakness

• Improved Materials
• Improved Machines
• Inexpensive Low End Machines – Patent expiration
• Increased Content Availability (CAD and scanning)
AM SWOT Analysis – Opportunities

• Continued Advance of CNC Equipment
• Inexpensive Robotic Routers
• Automated CAM Software
• Improved Virtual Reality Systems
AM SWOT Analysis – Threats
Case Studies

Printing functional Valves

Vat Photopolymerization

CAD Design

Seals inserted in SLA machine during build

Flow Testing
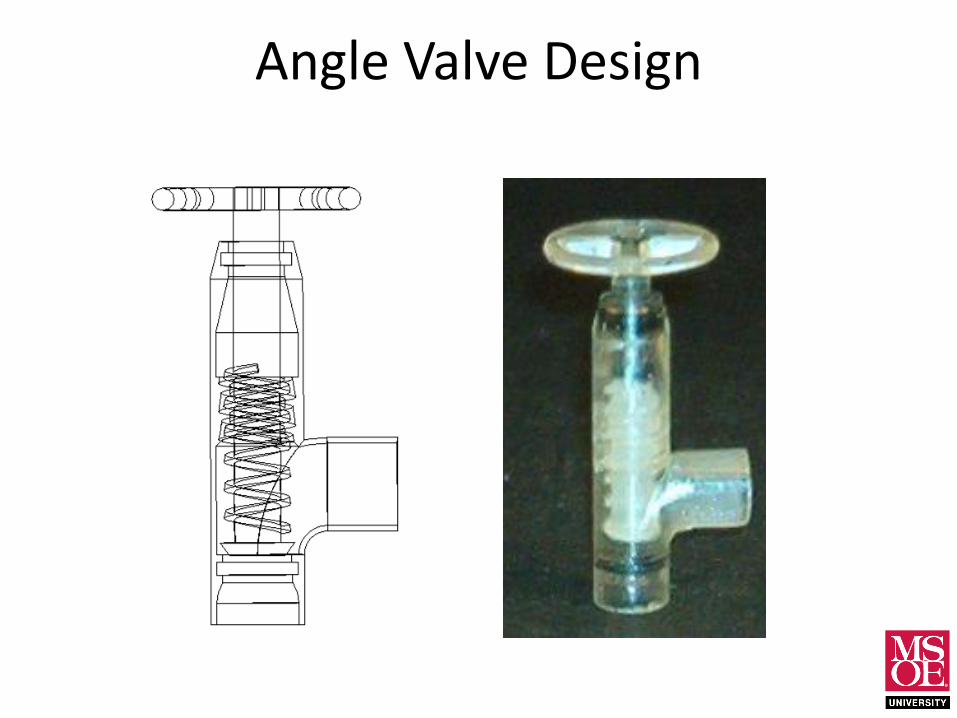
Angle Valve Design

Q U E S T I O N S
• Sheku Kamara – Director, Rapid Prototyping Consortium
– Milwaukee School of Engineering
– 1025 N Broadway
– Milwaukee, WI 53202
– Office: (414) 277-7384
– Mobile: (414) 333-9421