manufacturing+processes+ -...
TRANSCRIPT
Manufacturing Processes (INME 4055)
Pablo G. Caceres-‐Valencia (B.Sc., Ph.D., U.K.)
GENERAL INFORMATION Course Number INME 4055 Course Title Manufacturing Processes Credit Hours 3 Instructor Dr. Pablo G. Caceres-‐Valencia Office LuccheG L-‐212, Extension 2358 Office Hours Mo-‐W-‐Fr from 7-‐10am e-‐mail [email protected] Web-‐site hOp://academic.uprm.edu/pcaceres
Assessment The course will be assessed in the following manner:
q 1st Exam 30%
q 2nd Exam 30%
q Quizzes* 30%
q Others** 10% (*) Date due Moodle Quizzes and Pop-‐Quizzes (max-‐8). Missed quizzes will be graded with zero. Lack of access to Moodle is not an excuse for not submiGng your answers. (**) Class par\cipa\on and A^endance. A'er the third missed class, one point will be deducted in the final grade for each missed class (up to 10 points).

Grades Final Grade Range Final Le^er Grade 100 – 90 A 89 – 80 B 79 – 70 C 69 – 60 D 59 -‐ 0 F
AOendance A^endance and par\cipa\on in the lecture are compulsory and will be considered in the grading. Students should bring calculators, rulers, pen and pencils to be used during the lectures. Students are expected to solve problems during lecture. Please refer to the Bulle\n of Informa\on for Undergraduate Studies for the Department and Campus Policies.

TENTATIVES DATES Week Week
08/12 IntroducYon to Manufacturing. 08/19 Mechanical ProperYes. Q1
08/26 Mechanical ProperYes/CasYng 09/02 CasYng and Molding. Q2
09/09 Forming Processes 09/16 Sheet Metal Forming Q3
09/23 Powder Metallurgy Exam 1
09/30 Material Removal Processes -‐ Cuang
10/07 Grinding Q4
10/14 Processing of Polymers and Composite Materials
10/21 Joining and Fastening Processes Q5
10/28 Joining and Fastening Processes
11/04 Processing of Ceramic Materials 11/11 Quality Assurance
11/18 Quality Assurance Q6
11/25 Microelectronics and Nanomanufacturing
12/02 Microelectronics and Nanomanufacturing
Q7 -‐ Exam 2
12/09 Classes End

Outcomes Upon the comple\on of the course the student should be able to: • Describe basic mechanical proper\es of metals, ceramics and polymers. • Evaluate forces and stresses associated with metal forming opera\ons. • Evaluate forces and stresses associated with standard machining and grinding opera\ons. • Iden\fy candidate processes to manufacture a given component. • Interpret the advantages and limita\ons of powder metallurgy processes. • Dis\nguish between the different types of cas\ngs and describe their output product
characteris\cs. • Iden\fy specific polymer processing methods based on material and component geometric
proper\es. • Predict the elas\c proper\es of fiber reinforced composite materials
Exams There will be no final exam. Neatness and order will be taking into considera\on in the grading of the exams. Up to ten points can be deducted for the lack of neatness and order. You must bring calculators, class notes and blank pages to the exams.
Texbooks Mikell Groover, Fundamentals of Modern Manufacturing, John Wiley & Sons 4th Edi\on, 2010 Serope Kalpakjian and Steven R. Schmid, Manufacturing Processes for Engineering Materials, Pren\ce Hall, 5th ed 2007. My lecture notes are available in the web at hOp://academic.uprm.edu/pcaceres See syllabus of the course for recommended books.
Manufacturing – DefiniYon
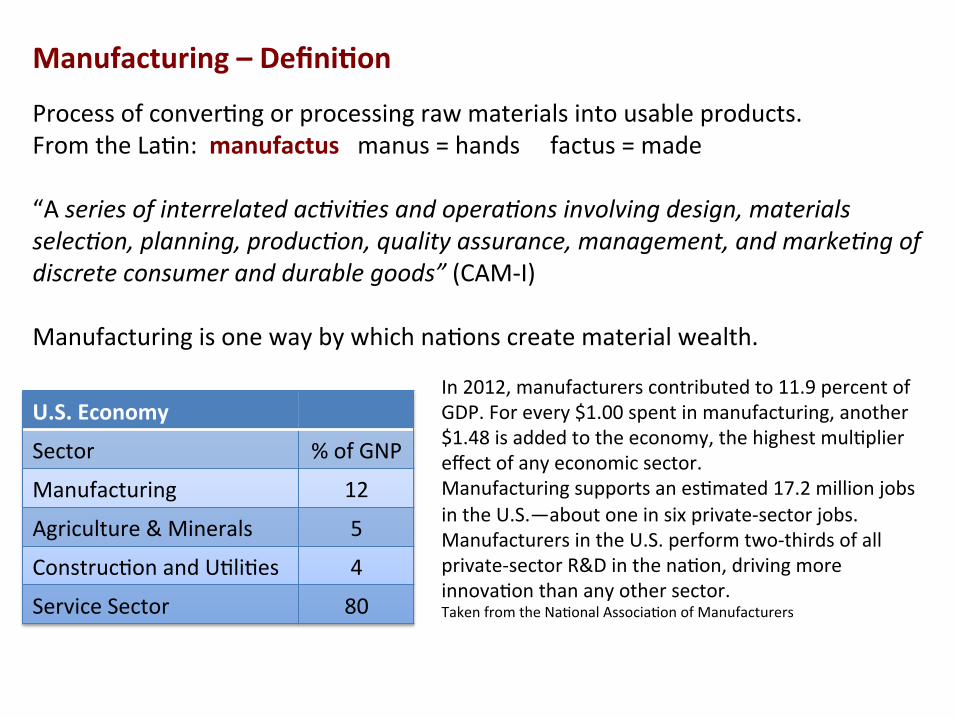
Process of conver\ng or processing raw materials into usable products. From the La\n: manufactus manus = hands factus = made “A series of interrelated ac@vi@es and opera@ons involving design, materials selec@on, planning, produc@on, quality assurance, management, and marke@ng of discrete consumer and durable goods” (CAM-‐I) Manufacturing is one way by which na\ons create material wealth.
U.S. Economy
Sector % of GNP
Manufacturing 12
Agriculture & Minerals 5
Construc\on and U\li\es 4
Service Sector 80
In 2012, manufacturers contributed to 11.9 percent of GDP. For every $1.00 spent in manufacturing, another $1.48 is added to the economy, the highest mul\plier effect of any economic sector. Manufacturing supports an es\mated 17.2 million jobs in the U.S.—about one in six private-‐sector jobs. Manufacturers in the U.S. perform two-‐thirds of all private-‐sector R&D in the na\on, driving more innova\on than any other sector. Taken from the Na\onal Associa\on of Manufacturers

Manufacturing Importance
Importance of manufacturing to na\onal economies. The trends shown are from 1982 un\l 2006.
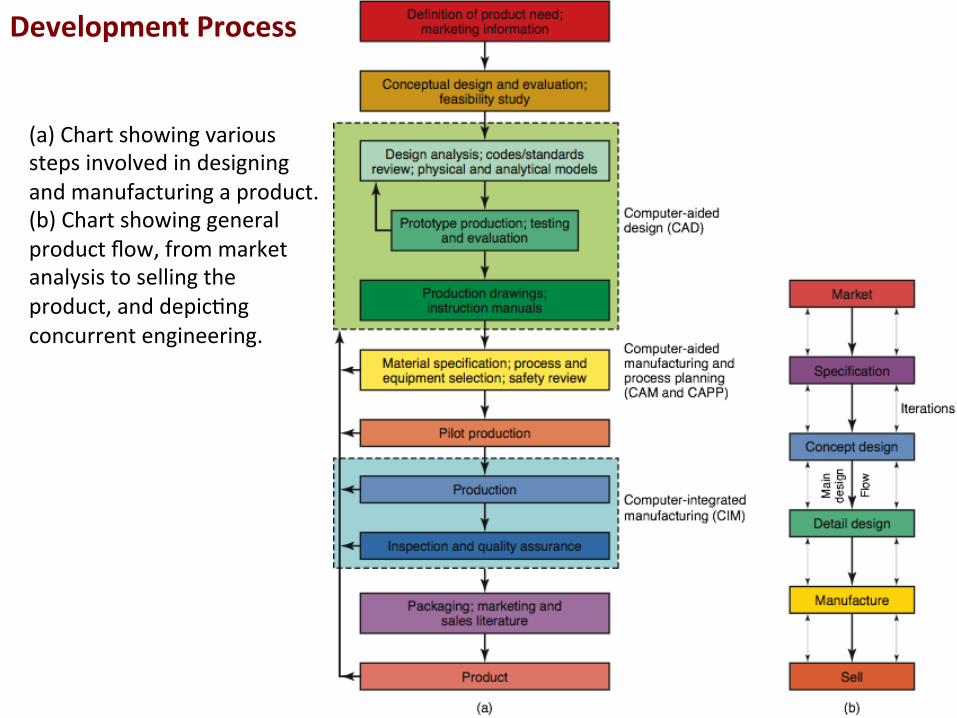
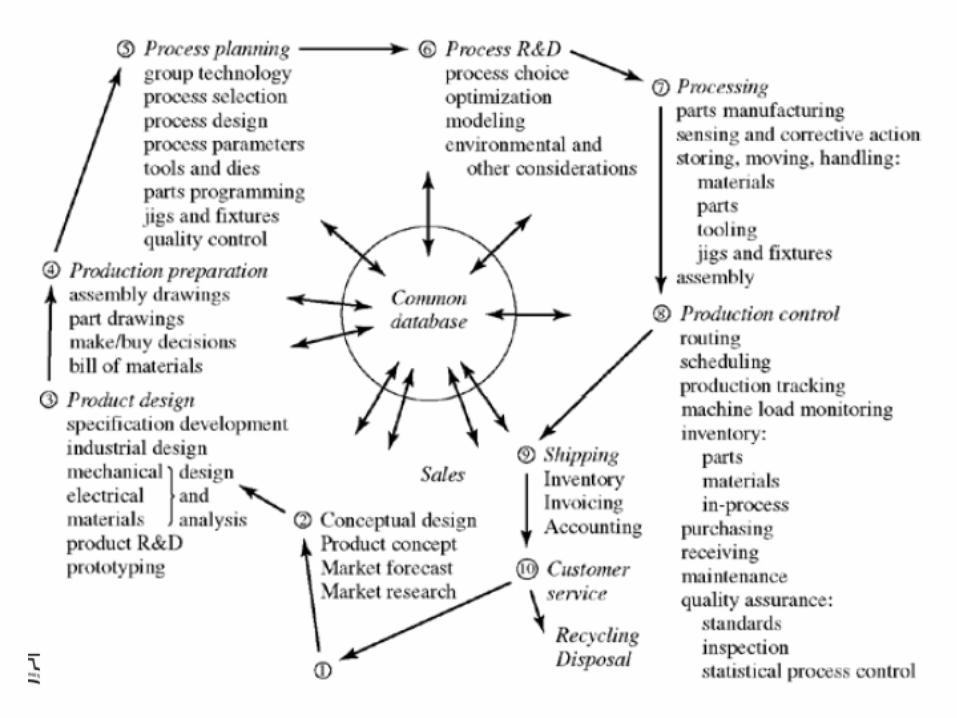
(a) Chart showing various steps involved in designing and manufacturing a product. (b) Chart showing general product flow, from market analysis to selling the product, and depic\ng concurrent engineering.
Development Process
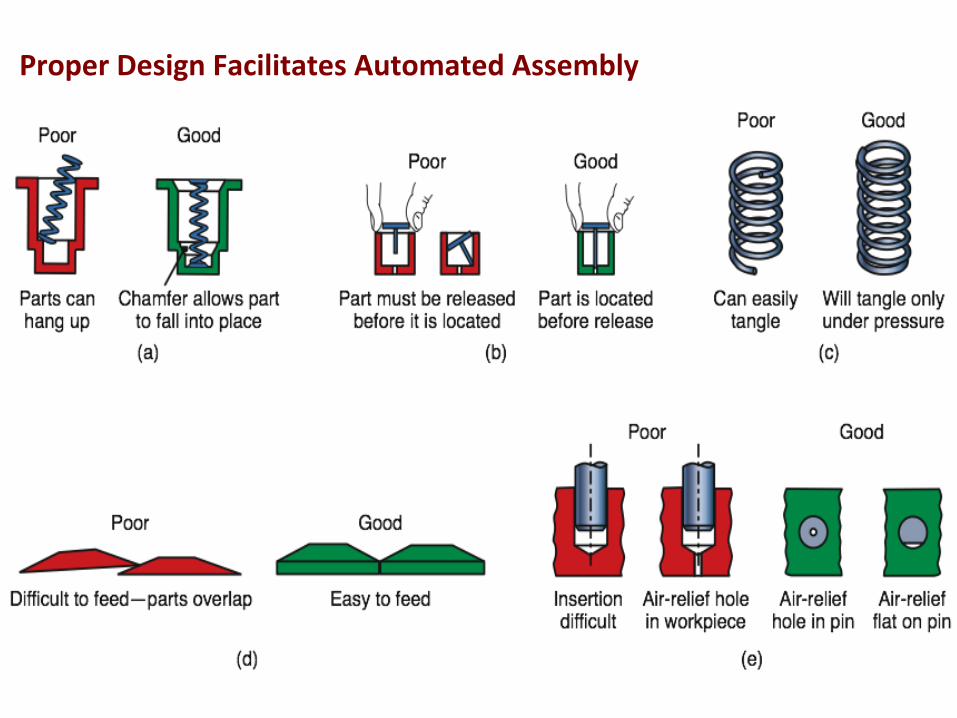
Proper Design Facilitates Automated Assembly
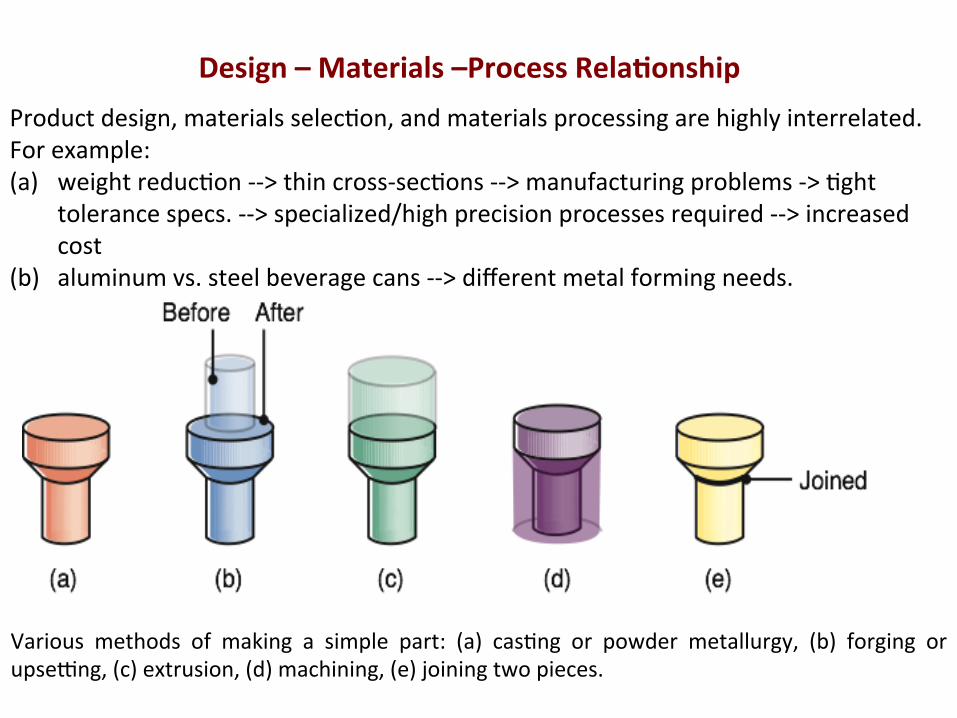
Design – Materials –Process RelaYonship Product design, materials selec\on, and materials processing are highly interrelated. For example: (a) weight reduc\on -‐-‐> thin cross-‐sec\ons -‐-‐> manufacturing problems -‐> \ght
tolerance specs. -‐-‐> specialized/high precision processes required -‐-‐> increased cost
(b) aluminum vs. steel beverage cans -‐-‐> different metal forming needs.
Various methods of making a simple part: (a) cas\ng or powder metallurgy, (b) forging or upseGng, (c) extrusion, (d) machining, (e) joining two pieces.

Shaping Process ClassificaYon
(a) Mass Conserving (cas\ng, forming, powder processing)
(b) Mass Reducing (machining, grinding) (c) Mass adding (joining processes)
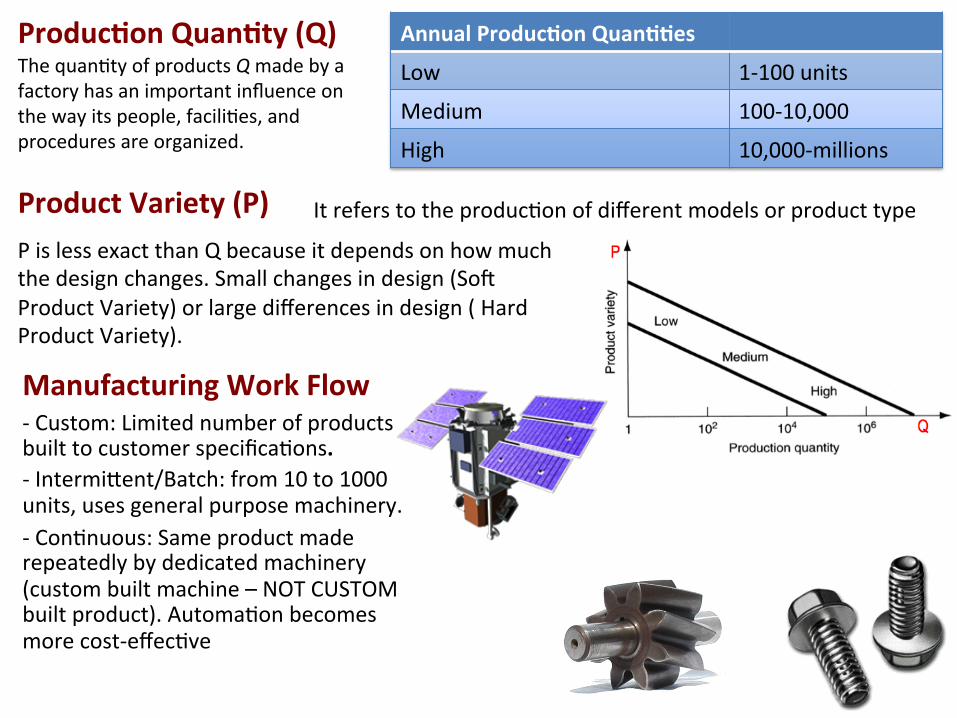
The quan\ty of products Q made by a factory has an important influence on the way its people, facili\es, and procedures are organized.
ProducYon QuanYty (Q) Annual ProducYon QuanYYes
Low 1-‐100 units
Medium 100-‐10,000
High 10,000-‐millions
Product Variety (P) It refers to the produc\on of different models or product type
P is less exact than Q because it depends on how much the design changes. Small changes in design (Sou Product Variety) or large differences in design ( Hard Product Variety).
Manufacturing Work Flow -‐ Custom: Limited number of products built to customer specifica\ons. -‐ Intermi^ent/Batch: from 10 to 1000 units, uses general purpose machinery. -‐ Con\nuous: Same product made repeatedly by dedicated machinery (custom built machine – NOT CUSTOM built product). Automa\on becomes more cost-‐effec\ve
Primary and Secondary Manufacturing Primary processes convert minerals or raw materials into standard stock
• bauxite ore à aluminum • petroleum à polyester resin • wood à lumber
Secondary processes convert standard stock into usable parts • aluminum rod à fuel valve • polyester resin à medical tubing • lumber à furniture
Secondary Manufacturing Processes
• Cas\ng and Molding: processes hold liquid or semi-‐liquid materials in a mold cavity un\l the material hardens
• Forming: use a shaping device and pressure to cause a material to take on a new shape and size
• Separa\ng / Material Removal: processes remove material to produce a desired shape and surface finish
• Condi\oning: it uses heat, chemical reac\ons, or mechanical means to change the proper\es of a material
• Assembling / Joining: join two or more parts or assemblies through mechanical, thermal, or chemical means
• Finishing: modify the surface of a material to improve appearance or performance

Micromanufacture Example
Gear assembly driven by resonant combdrives. (a) A view of the en\re assembly. (b) Details of the gear assembly. Source: R. Muller, University of California at Berkeley.

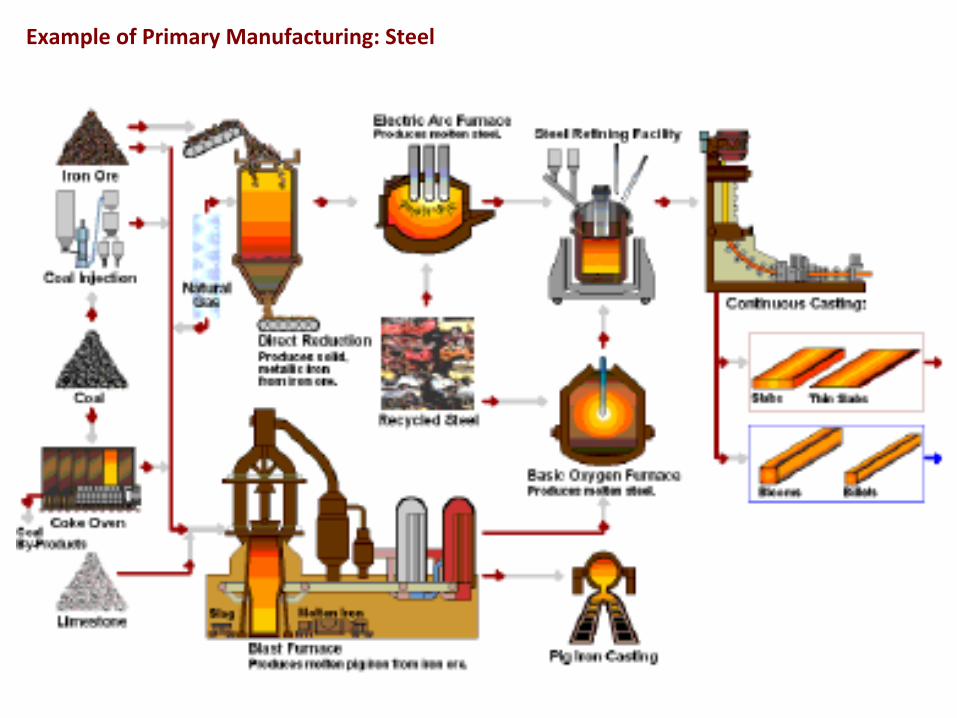
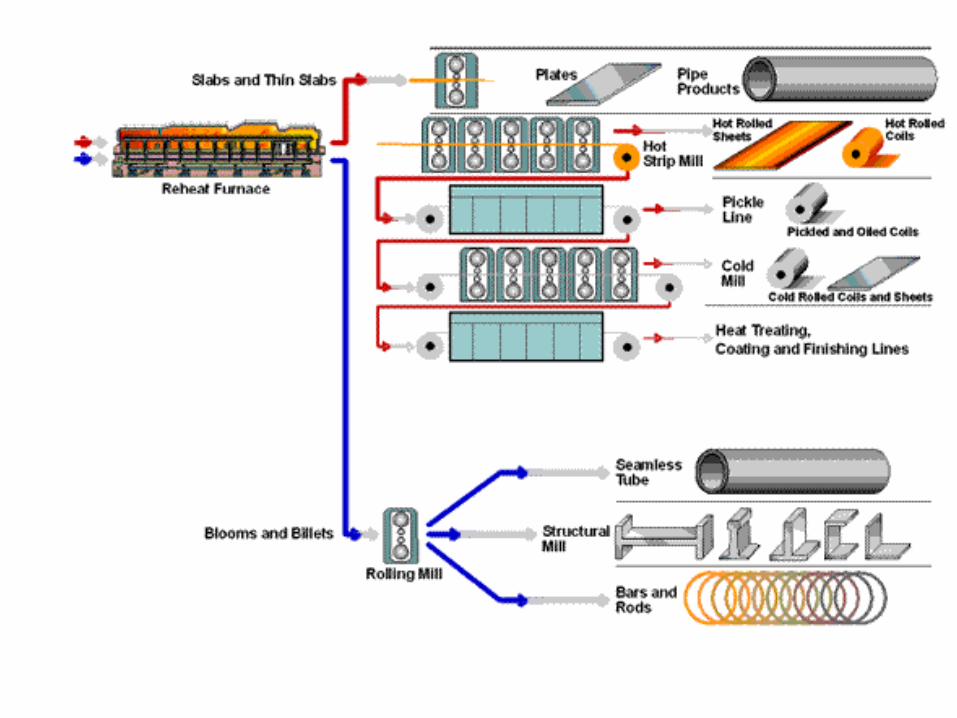
Example of Primary Manufacturing: Steel
To make steel, you start with iron ore, a rock that contains a high concentra\on of iron. Common iron ores include:
HemaYte -‐ Fe2O3 -‐ 70 % iron MagneYte -‐ Fe3O4 -‐ 72 % iron Limonite -‐ Fe2O3 + H2O -‐ 50 to 66 % iron Siderite -‐ FeCO3 -‐ 48 % iron
Iron is plen\ful -‐-‐ 5 percent of the Earth's crust is iron, and in some areas it concentrates in ores that contain as much as 70 % iron.
A blast furnace is charged (from the top) with iron ore, coke (charcoal made from coal) and limestone (CaCO3).
Huge quan\\es of air blast in at the bo^om of the furnace.
The calcium in the limestone combines with the silicates to form slag.
At the bo^om of the blast furnace, liquid iron (pig iron) collects along with a layer of slag on top.
To create 1 ton of pig iron, you start with 2 tons of ore, 1 ton of coke and half-‐ton of limestone. The fire consumes 5 tons of air. The temperature reaches almost 3000 degrees F (about 1600 degrees C) at the core of the blast furnace!
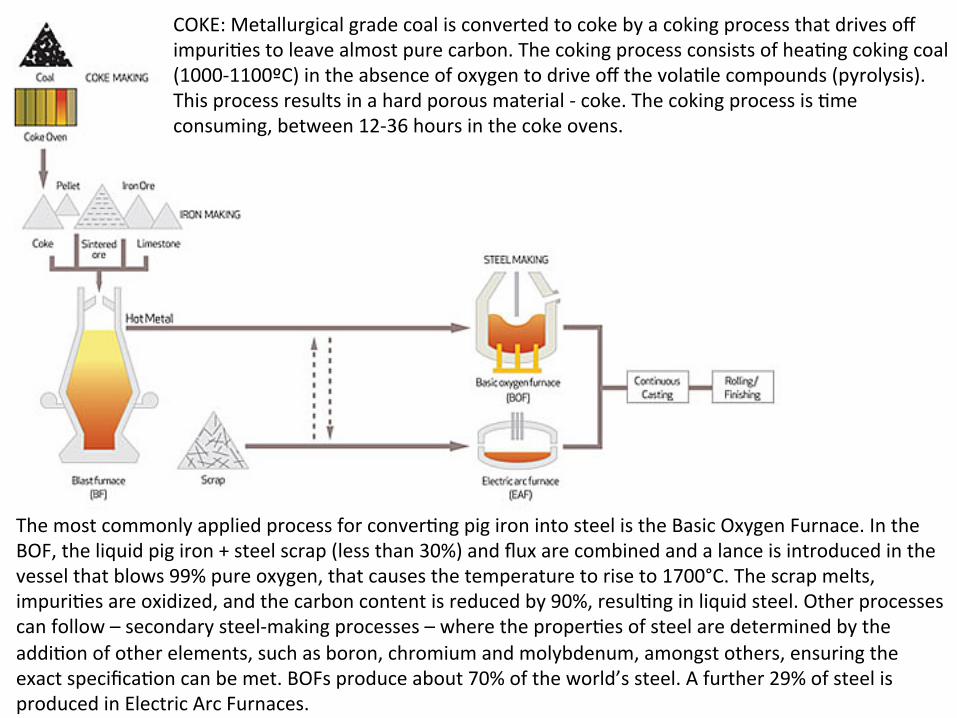
COKE: Metallurgical grade coal is converted to coke by a coking process that drives off impuri\es to leave almost pure carbon. The coking process consists of hea\ng coking coal (1000-‐1100ºC) in the absence of oxygen to drive off the vola\le compounds (pyrolysis). This process results in a hard porous material -‐ coke. The coking process is \me consuming, between 12-‐36 hours in the coke ovens.
The most commonly applied process for conver\ng pig iron into steel is the Basic Oxygen Furnace. In the BOF, the liquid pig iron + steel scrap (less than 30%) and flux are combined and a lance is introduced in the vessel that blows 99% pure oxygen, that causes the temperature to rise to 1700°C. The scrap melts, impuri\es are oxidized, and the carbon content is reduced by 90%, resul\ng in liquid steel. Other processes can follow – secondary steel-‐making processes – where the proper\es of steel are determined by the addi\on of other elements, such as boron, chromium and molybdenum, amongst others, ensuring the exact specifica\on can be met. BOFs produce about 70% of the world’s steel. A further 29% of steel is produced in Electric Arc Furnaces.
Example of Primary Manufacturing: Steel

ConYnuous CasYng

The world of materials
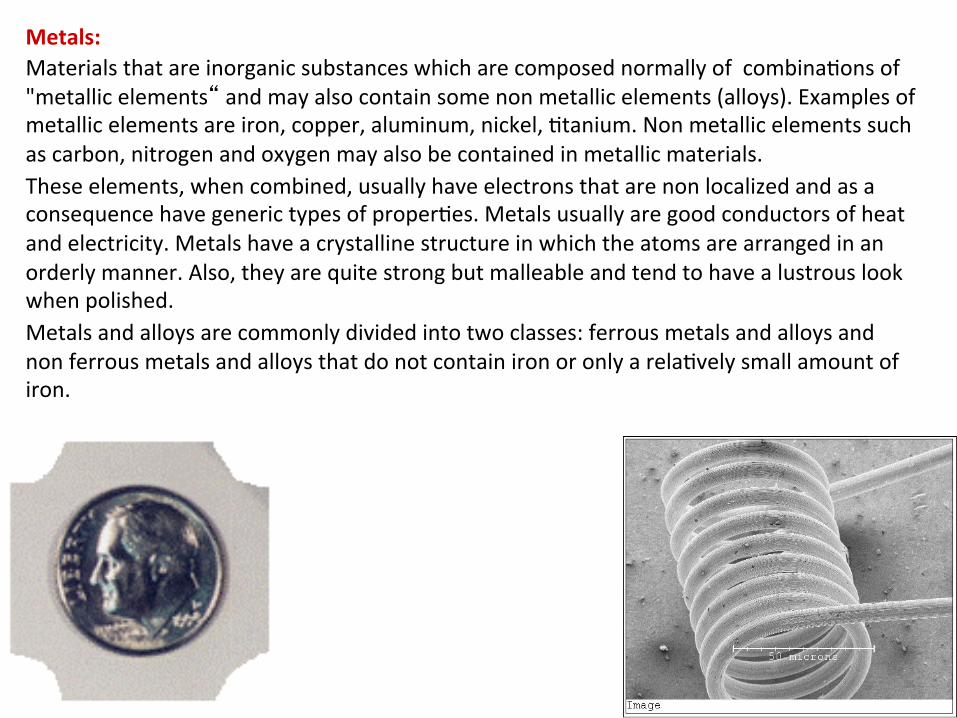
Metals: Materials that are inorganic substances which are composed normally of combina\ons of "metallic elements“ and may also contain some non metallic elements (alloys). Examples of metallic elements are iron, copper, aluminum, nickel, \tanium. Non metallic elements such as carbon, nitrogen and oxygen may also be contained in metallic materials. These elements, when combined, usually have electrons that are non localized and as a consequence have generic types of proper\es. Metals usually are good conductors of heat and electricity. Metals have a crystalline structure in which the atoms are arranged in an orderly manner. Also, they are quite strong but malleable and tend to have a lustrous look when polished. Metals and alloys are commonly divided into two classes: ferrous metals and alloys and non ferrous metals and alloys that do not contain iron or only a rela\vely small amount of iron.

9000 - 3500BC Use of native (pure) copper (Copper Age)
3500 - 1500BC Tin added to copper forms bronze, a stronger alloy (Bronze Age)
1500BC - 100AD Iron smelting in Egypt, begins the Iron Age.
500 - 1600AD High quality iron and steel processing, (Feudal Era)
1750 – 1850 Commercial production of high quality steels.
1850 – 1900 Hall’s ore reducing process produces cheap aluminum in large quantities.
1900 - 1935 Aircraft moves from fabric to high strength aluminum alloy.
1935 - 1955 Specialty alloys produce turbines for more efficient power production.
1955 – 1970 Human body parts.
1970 – 1995 Superalloys developed for jet-engines
Metals Historical Timeline
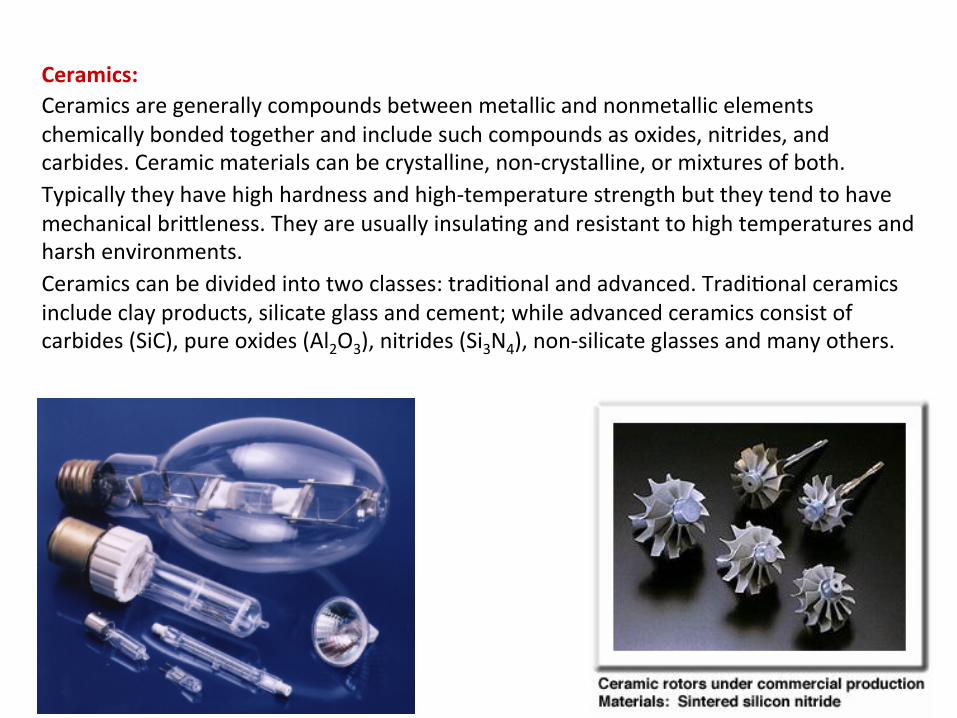
Ceramics: Ceramics are generally compounds between metallic and nonmetallic elements chemically bonded together and include such compounds as oxides, nitrides, and carbides. Ceramic materials can be crystalline, non-‐crystalline, or mixtures of both. Typically they have high hardness and high-‐temperature strength but they tend to have mechanical bri^leness. They are usually insula\ng and resistant to high temperatures and harsh environments. Ceramics can be divided into two classes: tradi\onal and advanced. Tradi\onal ceramics include clay products, silicate glass and cement; while advanced ceramics consist of carbides (SiC), pure oxides (Al2O3), nitrides (Si3N4), non-‐silicate glasses and many others.

Ceramics Historical Timeline
26000BC Early man discovers that clay can be molded and dried to form a brittle heat resistant material
6000BC Ceramic firing is first used in ancient Greece 4000BC Glass is discovered in ancient Egypt 50BC – 50AD
Optical glass (lenses and mirrors), window glass and glass blowing production begins in Rome.
600AD Porcelain is created by the Chinese
1870 Refractory materials (able to withstand extremely high temperatures) are introduced during the industrial revolution.
1960 Discovery of laser opens the field of fiber optics 1965 Development of a photovoltaic cell, which converts light into electricity
1987 Discovery of a superconducting ceramic oxide with a critical temperature of 92K
1992 Era of the Smart Materials
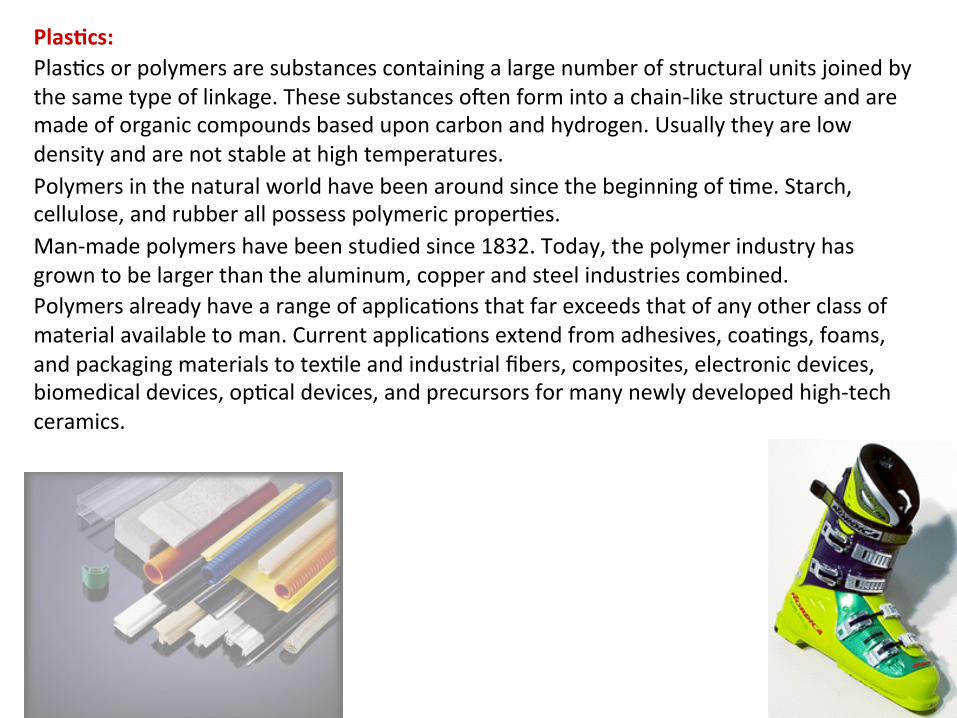
PlasYcs: Plas\cs or polymers are substances containing a large number of structural units joined by the same type of linkage. These substances ouen form into a chain-‐like structure and are made of organic compounds based upon carbon and hydrogen. Usually they are low density and are not stable at high temperatures. Polymers in the natural world have been around since the beginning of \me. Starch, cellulose, and rubber all possess polymeric proper\es. Man-‐made polymers have been studied since 1832. Today, the polymer industry has grown to be larger than the aluminum, copper and steel industries combined. Polymers already have a range of applica\ons that far exceeds that of any other class of material available to man. Current applica\ons extend from adhesives, coa\ngs, foams, and packaging materials to tex\le and industrial fibers, composites, electronic devices, biomedical devices, op\cal devices, and precursors for many newly developed high-‐tech ceramics.

Polymers Historical Timeline
1500s The Mayans are assumed to be among the first to find an application for polymers, as balls were made from local rubber trees.
1839 Charles Goodyear discovers vulcanization by combining natural rubber with sulfur and heating it to 270 degrees Fahrenheit (automobile tires)
1907 The oldest recorded synthetic plastic is fabricated by Leo Bakeland (bakelite). It was used for electrical insulation.
1920 Staundinger published his classic paper entitled “Uber Polimerization”. It begins the development of modern polymer theory.
1927 Large scale production of vinyl-chloride resins begins. (PVC – pipes, bottles).
1930 Polystyrene is invented (videocassettes). Expanded polystyrene (Styrofoam) is used in cups, packaging and thermally insulating materials,
1938 Wallace Carothers of the Dupont Company produces Nylon (ropes and clothes)
1941 Polyethylene (PE) is developed. It is used for everything from packaging film to piping to toys.
1970 James Economy develops Ekonol (Liquid Crystal Polymer used in electronic devices)
1971 S Kwolek develops Kevlar. High strength polymer used in bullet proof vests and fire proof garments for firefighting and auto racing (300oC)
1976 Polymer/Plastic industry bigger (per volume) than steel industry.

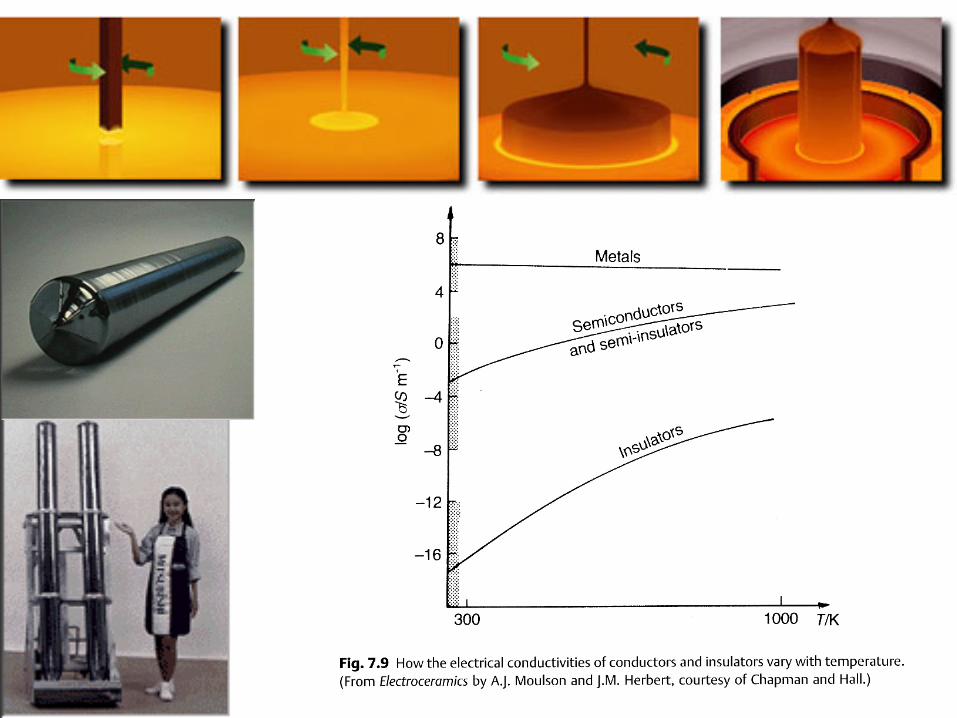
Semiconductors (Electronic Materials): Semiconductors are materials which have a conduc\vity between conductors (generally metals) and nonconductors or insulators (such as most ceramics). Semiconductors can be pure elements, such as silicon or germanium, or compounds such as gallium arsenide or cadmium selenide. In a process called doping, small amounts of impuri\es are added to pure semiconductors causing large changes in the conduc\vity of the material. Due to their role in the fabrica\on of electronic devices, semiconductors are an important part of our lives. Imagine life without electronic devices. The developments in semiconductor technology during the past 50 years have made electronic devices smaller, faster, and more reliable.
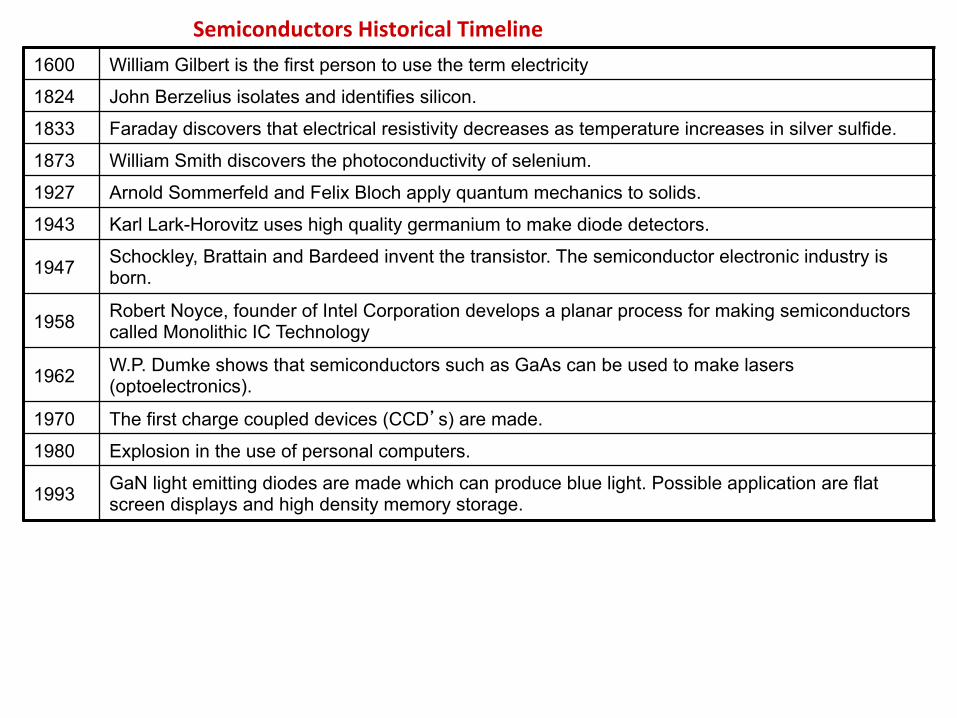
Semiconductors Historical Timeline 1600 William Gilbert is the first person to use the term electricity
1824 John Berzelius isolates and identifies silicon.
1833 Faraday discovers that electrical resistivity decreases as temperature increases in silver sulfide.
1873 William Smith discovers the photoconductivity of selenium.
1927 Arnold Sommerfeld and Felix Bloch apply quantum mechanics to solids.
1943 Karl Lark-Horovitz uses high quality germanium to make diode detectors.
1947 Schockley, Brattain and Bardeed invent the transistor. The semiconductor electronic industry is born.
1958 Robert Noyce, founder of Intel Corporation develops a planar process for making semiconductors called Monolithic IC Technology
1962 W.P. Dumke shows that semiconductors such as GaAs can be used to make lasers (optoelectronics).
1970 The first charge coupled devices (CCD’s) are made.
1980 Explosion in the use of personal computers.
1993 GaN light emitting diodes are made which can produce blue light. Possible application are flat screen displays and high density memory storage.
Composites: Composites consist of a mixture of two or more materials. Most composite materials consist of a selected filler or reinforcing material and a compa\ble resin binder to obtain the specific characteris\cs and proper\es desired. Usually, the components do not dissolve in each other and can be physically iden\fied by an interface between the components. Fiberglass, a combina\on of glass and a polymer, is an example. Concrete and plywood are other familiar composites. Many new combina\ons include ceramic fibers in metal or polymer matrix.

Biomaterials Biomaterials are used in components implanted into the human body for replacement of diseased or damaged body parts. For Example: Hip replacement designs.
Intraocular Lens 3 basic materials - PMMA, acrylic, silicone
ArYficial Hip Joints SubsYtute Heart Valves The biological phenomenon of microorganisms tending to move in response to the environment's magne\c characteris\cs is known as magnetotaxis
50 nm
HAADF image
400 nm
BF image
Organic matter
Magnetite (Fe3O4) crystals