manual bomba 150 mcc (6)
TRANSCRIPT

Excellent Minerals Solutions
Weir Minerals Latin America
Vulco Perú S.A. Manual de Operaciones y Mantenimiento
BOMBA WARMAN
150 MCC
VOLCAN COMPAÑÍA MINERA S.A.A.
BOMBA A PRUEBA OF: 57153
Av. Separadora Industrial 2201
Ate – Lima, Perú T: +51 (1) 6187575
E: [email protected] W: www.weirminerals.com

Octubre 2007
Página 1 de 59
Bombas WARMAN MCC
Vulco Perú S.A. Manual de Operación y Mantenimiento
Weir Minerals Latin America
Contenidos
1.0 LISTADO DE PLANOS ...........................................................................................................................................3 1.0 Plano de Arreglo General...............................................................................................................................3 2.0 Curva..............................................................................................................................................................4 3.0 Diagrama de Componentes ...........................................................................................................................5 4.0 Plano de Portarodamiento .............................................................................................................................6 5.0 Listado de Partes ...........................................................................................................................................7
2.0 CARACTERÍSTICAS DE DISEÑO..........................................................................................................................9
3.0 INSPECCIÓN Y ALMACENAMIENTO .................................................................................................................12 3.1 Inspección ....................................................................................................................................................12 3.2 Procedimientos y Recomendaciones para Almacenamiento ......................................................................12 3.3 Almacenamiento por Periodos Largos Interiores con Medio Ambiente Controlado para: Temperatura,
Húmedad, Polvo y Vibración.......................................................................................................................12 3.4 Interiores/ exteriores con ambiente no controlado.......................................................................................13 3.5 Bajo Todo Tipo de Condiciones...................................................................................................................13 3.6 Almacenamiento de Motores Eléctricos.......................................................................................................14
4.0 INSTRUCCIONES DE BOMBA ............................................................................................................................19 4.1 Generalidades..............................................................................................................................................19 4.2 Apertura de Wet-end....................................................................................................................................20 4.3 Retiro del Revestimiento de la Carcasa Lado Succión y del Disco Lado de Succión. ..............................21 4.4 Retiro del Impulsor .......................................................................................................................................24 4.5 Retiro del Revestimiento de Carcasa del Lado Prensa y del Disco Lado Prensa.......................................26 4.6 Retiro de la Caja Prensa estopa ..................................................................................................................28 4.7 Inspección de repuestos usados .................................................................................................................28
5.0 MONTAJE DE LA BOMBA........................................................................................................................................30 5.1 Generalidades..............................................................................................................................................30 5.2 Montaje de Camisa de Eje/ Anillo Hidráulico / Caja Prensa Estopa............................................................30 5.3 Montaje del Disco Prensa ............................................................................................................................31 5.4 Montaje del revestimiento de la carcasa prensa..........................................................................................32 5.5 Alineamiento de la Caja Prensa Estopa ......................................................................................................32 5.6 Montaje del Impulsor....................................................................................................................................33 5.7 Montaje del disco y del Revestimiento Lado Succión..................................................................................35 5.8 Montaje de Carcasas Revestidas ................................................................................................................36 5.9 Ajuste del Espacio del Disco Succión e Impulsor ........................................................................................37 5.10 Montaje del Flange Sello Succión................................................................................................................38 5.11 Montaje de las Empaquetaduras .................................................................................................................38
6.0 INSTRUCCIONES DE OPERACIÓN PARA BOMBAS MODELO MCC, MCH y MCR .......................................39 6.1 Generalidades..............................................................................................................................................39 6.2 Inspección ....................................................................................................................................................39 6.3 Almacenamiento ..........................................................................................................................................40 6.4 Instalación ....................................................................................................................................................40

Octubre 2007
Página 2 de 59
Bombas WARMAN MCC
Vulco Perú S.A. Manual de Operación y Mantenimiento
Weir Minerals Latin America
6.5 Tuberías de Succión ....................................................................................................................................40 6.6 Tubería de Descarga ...................................................................................................................................41 6.7 Empaquetaduras..........................................................................................................................................41 6.8 Giro de la bomba..........................................................................................................................................41 6.9 Ajuste de prensa estopa y Cantidad de Agua de Sello ...............................................................................41 6.10 Lubricación de los Rodamientos..................................................................................................................42
7.0 MANTENIMIENTO DE SERVICIO PERIÓDICO ...................................................................................................43 7.1 Ajuste de disco Succión con Equipo en Movimiento ...................................................................................43 7.2 Mantenimiento del Prensa Estopa ..............................................................................................................47
8.0 DETECCIÓN DE PROBLEMAS............................................................................................................................48 8.1 No Hay Caudal .............................................................................................................................................48 8.2 Aplicaciones con Succión de Aire u Operación en Vacío............................................................................48 8.3 Material Entrampado....................................................................................................................................49 8.4 Caudal Insuficiente.......................................................................................................................................49 8.5 No hay Suficiente Presión de Descarga ......................................................................................................49 8.6 Rotura o Daño en el Eje...............................................................................................................................50 8.7 El Motor Trabaja con Temperatura o Se Detiene ........................................................................................50 8.8 Fuga de pulpa por pernos de amarre u orificios de escape de pulpa..........................................................50 8.9 Guía Rápida de Problemas..........................................................................................................................51
8.9.1 Operacionales .....................................................................................................................................51 8.9.2 Síntomas Instrumentales ....................................................................................................................53
8.10 Advertencia para el Operador ......................................................................................................................55
9.0 PUESTA EN MARCHA .........................................................................................................................................56 9.1 Chequeos Previos a la realización de Puesta en Marcha ...........................................................................56 9.2 Chequeos Durante Puesta en Marcha.........................................................................................................57 9.3 Procedimiento de Parada.............................................................................................................................59


Mill
Circ
uit P
ump
CU
RV
E S
HO
WS
AP
PR
OX
IMA
TE
PE
RF
OR
MA
NC
E F
OR
CLE
AR
WA
TE
R (
to A
NS
I/HI 1
.6-1
994
Cen
tifug
al P
ump
Tes
t Sta
ndar
d). F
or m
edia
oth
er th
an w
ater
, cor
rect
ions
mus
t be
mad
e fo
r de
nsity
,vi
scos
ity a
nd/o
r ot
her
effe
cts
of s
olid
s. W
EIR
SLU
RR
Y G
RO
UP
, IN
C. r
eser
ve th
e rig
ht to
cha
nge
pum
p pe
rfor
man
ce a
nd/o
r de
lete
impe
llers
with
out n
otic
e. F
ram
e su
itabi
lity
mus
t be
chec
ked
for
each
duty
and
driv
e ar
rang
emen
t. N
ot a
ll fr
ame
alte
rnat
ives
are
nec
essa
rily
avai
labl
e fr
om e
ach
man
ufac
turin
g ce
ntre
.Is
sued
: 10/
1996
Last
Issu
ed: 0
1/19
97
Rub
ber L
ined
Met
al S
uctio
n S
ide
Line
r8"
Suc
tion
6" D
isch
arge
558m
m D
ia. 5
Van
esM
etal
Impe
ller
62m
m M
ax. S
pher
e S
ize
Hyd
rose
al ®
© C
opyr
ight
09/
2003
WE
IR E
nviro
Tec
hA
ll R
ight
s R
eser
ved.
TYPI
CA
L PU
MP
PER
FOR
MA
NC
E C
UR
VE
T-42
03A
150
MC
C
Stan
dard
Flo
w
usgp
m x
ft x
SG
BHP
=39
60 x
Effi
cien
cy
m³/h
r x m
x S
GkW
=37
6 x
Effic
ienc
y
m³/h
r=
0.22
7 x
usgp
mm
=0.
3048
x ft
SG=
Spec
ific
Gra
vity
010
020
0
Flow
, Q (L
/s)
01020304050607080
Head, H (m)
400
rpm
500
rpm
600
rpm
700
rpm
800
rpm
900
rpm
1000
rpm
1100
rpm
Spee
dp
40%
50%
60%
65%
68%
70%
70%
71%
71%
69%
MIN
1.2
(m) N
PSH
R1.
8 (m
)2.
4 (m
)
3.7
(m)
4.9
(m)6.1
(m)


IR A MENUASH PUMP
PERU S.A. A Weir Group company
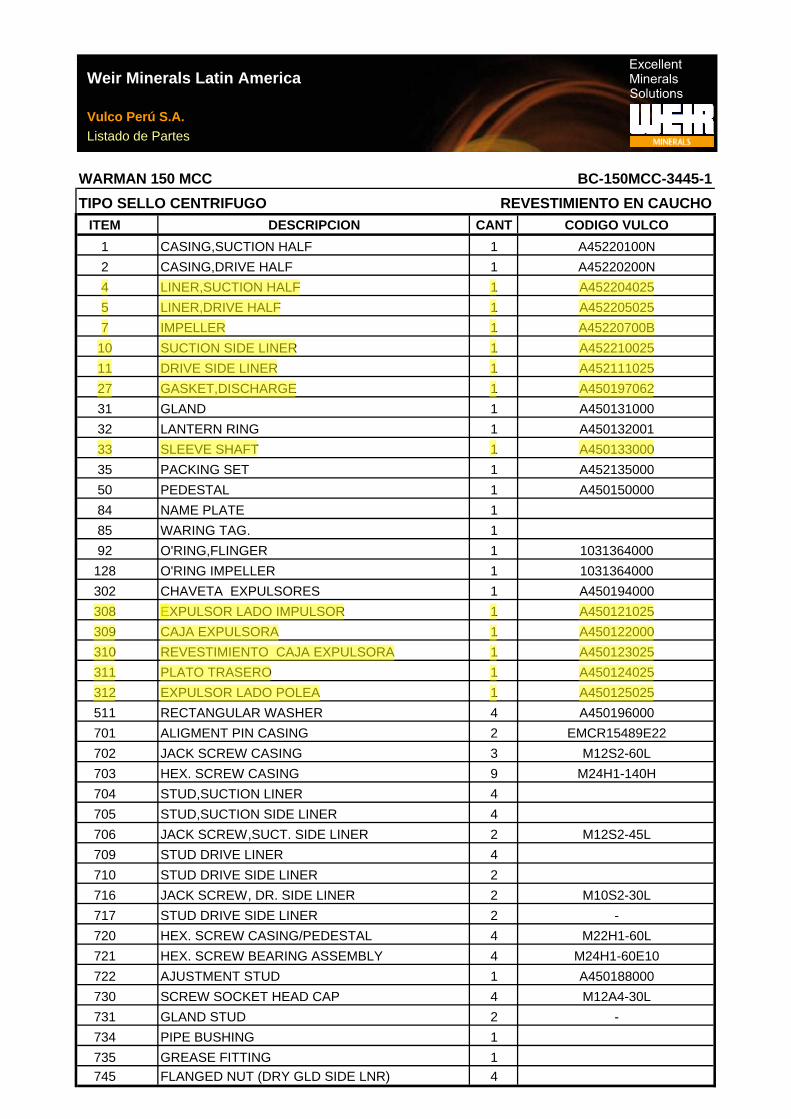
WARMAN 150 MCC BC-150MCC-3445-1
TIPO SELLO CENTRIFUGO REVESTIMIENTO EN CAUCHOITEM DESCRIPCION CANT CODIGO VULCO
1 CASING,SUCTION HALF 1 A45220100N
2 CASING,DRIVE HALF 1 A45220200N
4 LINER,SUCTION HALF 1 A452204025
5 LINER,DRIVE HALF 1 A452205025
7 IMPELLER 1 A45220700B
10 SUCTION SIDE LINER 1 A452210025
11 DRIVE SIDE LINER 1 A452111025
27 GASKET,DISCHARGE 1 A450197062
31 GLAND 1 A450131000
32 LANTERN RING 1 A450132001
33 SLEEVE SHAFT 1 A450133000
35 PACKING SET 1 A452135000
50 PEDESTAL 1 A450150000
84 NAME PLATE 1
85 WARING TAG. 1
92 O'RING,FLINGER 1 1031364000
128 O'RING IMPELLER 1 1031364000
302 CHAVETA EXPULSORES 1 A450194000
308 EXPULSOR LADO IMPULSOR 1 A450121025
309 CAJA EXPULSORA 1 A450122000
310 REVESTIMIENTO CAJA EXPULSORA 1 A450123025
311 PLATO TRASERO 1 A450124025
312 EXPULSOR LADO POLEA 1 A450125025
511 RECTANGULAR WASHER 4 A450196000
701 ALIGMENT PIN CASING 2 EMCR15489E22
702 JACK SCREW CASING 3 M12S2-60L
703 HEX. SCREW CASING 9 M24H1-140H
704 STUD,SUCTION LINER 4
705 STUD,SUCTION SIDE LINER 4
706 JACK SCREW,SUCT. SIDE LINER 2 M12S2-45L
709 STUD DRIVE LINER 4
710 STUD DRIVE SIDE LINER 2
716 JACK SCREW, DR. SIDE LINER 2 M10S2-30L
717 STUD DRIVE SIDE LINER 2 -
720 HEX. SCREW CASING/PEDESTAL 4 M22H1-60L
721 HEX. SCREW BEARING ASSEMBLY 4 M24H1-60E10
722 AJUSTMENT STUD 1 A450188000
730 SCREW SOCKET HEAD CAP 4 M12A4-30L
731 GLAND STUD 2 -
734 PIPE BUSHING 1
735 GREASE FITTING 1745 FLANGED NUT (DRY GLD SIDE LNR) 4
Weir Minerals Latin America
Vulco Perú S.A.Listado de Partes

WARMAN 150 MCC
BEARING ASSEMBLY Nº 05 MK03509ITEM DESCRIPCION CANT CODIGO VULCO
53 CONJUNTO PORTA-RODAMIENTOS 1 A450152000
51 BEARING HOUSING 1 A450151000
55 COVER, BEARING HOUSING IMPELLER END 1 A450155000
56 COVER, BEARING HOUSING DRIVE END 1 A450156000
59 SHAFT 1 A450159000
60 BEARING IMPELLER END 1 1160067000
61 BERAING,DRIVE END 1 1160164000
62 LOCKNUT,BEARING 1 1130711000
63 LOCKWASHER,BEARING 1 1070367000
65 FLINGER 1 A450165000
66 SEAL,OIL 1 1010462000
67 SEAL,OIL 1 1010393000
86 KEY 1 A450195000
92 O`RING 1 1031364000
501 BEARING WASHER 1 1070130000
507 O'RING,COVER IMPELLER END 1 1031365000
510 V-RING, IMPELLER END 1 A450193070
512 V-RING, DRIVE END 1 A450194070
513 O'RING,COVER DRIVE END 1 1031365000
750 GREASE FITTING 3 1061318000
751 CAP SCREW 8 1100759000
761 ROTATION TAG 1
770 GREASE RELIEF FITTING 1780 O'RING,COVER DRIVE END 1
Weir Minerals Latin America
Vulco Perú S.A.Listado de Partes

Octubre 2007
Página 9 de 59
Bombas WARMAN MCC
Vulco Perú S.A. Manual de Operación y Mantenimiento
Weir Minerals Latin America
2.0 CARACTERÍSTICAS DE DISEÑO
El desarrollo del diseño de la bomba Warman MCR-C esta dirigido a la solicitud de bombas ubicadas bajo molino, este se realizo pensando en otorgar menores costos operacionales a nuestros clientes, a través de: • Reducción de tiempos de detención. • Reducción de horas de mantención. • Reducción de costos de repuestos. Estas mejoras comprenden las siguientes características de diseño: 1. Diseño Hidráulico
Diseño hidráulico basado en el principio de flujo a baja velocidad para las partículas que se transportan al interior de la bomba. Gracias a esto el desgaste de las partes internas disminuye considerablemente, ya que la abrasión es una función de la velocidad de las partículas dentro del sistema.
2. Stuffing box flotante
Stuffing box flotante con anillo linterna especial para circuito de molienda. Esta característica permite mantener el stuffing box perfectamente centrado con respecto a la camisa de eje; dicha condición sumada al anillo hidráulico interno asegura la entrada del agua de lavado al interior de la bomba logrando que los sólidos no avancen hacia el sector del packing, lo cual es la causa del desgaste de la camisa.
3. Impulsor
Impulsor con expulsores efectivos. El diseño de estos elementos expulsará el sólido de mayor tamaño que intentan fluir desde la periferia hacia los sectores de baja presión del impulsor, este efecto ayuda a mejorar considerablemente la vida útil de los discos de succión y prensa.
Revestimientos lado succión
Stuffing box
Impulsor

Octubre 2007
Página 10 de 59
Bombas WARMAN MCC
Vulco Perú S.A. Manual de Operación y Mantenimiento
Weir Minerals Latin America
4. Disco de succión y prensa, ajustables.
Disco de succión ajustable, lo que permite mantener el disco ajustado hacia el impulsor sin la necesidad de soltar ni desplazar el porta-rodamiento. Lo que permite mantener alineados los componentes de transmisión eléctrica-mecánica (poleas o acoples-reductor).
Los ajustes se realizan con el equipo en funcionamiento lo que evita tener que realizar paradas intermedias del equipo.
Esta ventaja de diseño en conjunto con las modificaciones realizadas al impulsor permite tener un menor desgaste abrasivo sobre los discos y las piezas intercambiables de la bomba.
5. Revestimientos
Elastómeros de última generación que permiten reemplazar costosas aleaciones metálicas utilizadas en manejos de sólidos de gran tamaño. Estos novedosos polímeros son aplicables a condiciones de descarga de molino gracias a su alta resistencia al corte y gran residencia, condiciones fundamentales para el manejo de materiales duros.
Las modificaciones de diseño mencionadas anteriormente nos permiten obtener con la bomba ASH MCR-C las siguientes ventajas:
Disco succión • Menor desgaste para mismo periodo de operación • No requiere realizar giro de disco succión • Se puede ajustar con el equipo en movimiento Disco prensa
• Menor desgaste para mismo periodo de operación • Se puede ajustar con el equipo en movimiento
Disco prensa
Disco succión

Octubre 2007
Página 11 de 59
Bombas WARMAN MCC
Vulco Perú S.A. Manual de Operación y Mantenimiento
Weir Minerals Latin America
Revestimientos
Impulsor
• Mayor eficiencia en su funcionamiento • Igual desgaste, sin perdida de eficiencia en
funcionamiento para igual duración
Revestimientos
• Menor desgaste • Desgaste uniforme en zona cercana a cut water
Nomenclatura
Ejemplo 250 MCC
M = Mill (Molino) C = Circuit (Circuito) C = Sello centrifugo 250 = Ø 250 [mm] Descarga
Tamaños de Bombas MCC
100 (5X4) 125 (6X5) 150 (8X6) 200 (10X8) 250 (12X10) 300 (14X12) 350 (16X14) 400 (18X16) 450 (20X18) 500 (22X20) 550 (26X22) 650 (30X26)

Octubre 2007
Página 12 de 59
Bombas WARMAN MCC
Vulco Perú S.A. Manual de Operación y Mantenimiento
Weir Minerals Latin America
3.0 INSPECCIÓN Y ALMACENAMIENTO 3.1 Inspección
Su bomba ha sido cuidadosamente ensamblada e inspeccionada antes del despacho para asegurar que cumple con sus requerimientos. Le rogamos revisar la bomba a su llegada para verificar que no existan daños debido a su traslado por el transportista. Deje todas las envolturas de embarque adjuntas hasta que esté lista para su instalación. Si la instalación será demorada por más de 30 días, deberá seguir las instrucciones proporcionadas en la sección “almacenamiento”.
3.2 Procedimientos y Recomendaciones para
Almacenamiento
Para proteger completamente las partes metálicas, elastómeros y componentes suministrados con la bomba durante su almacenamiento, deben tomarse las siguientes precauciones generales:
a) Almacene todas las bombas en interiores. b) Las bombas almacenadas en el exterior DEBEN SER
protegidas de los elementos: lluvia, condensación, sol, etc.
c) La pintura estándar de la fábrica, no es apropiada para almacenamientos exteriores de largo tiempo.
Nota: Las bombas expuestas a ambientes agresivos, son protegidas con pinturas Especiales de acuerdo a los requerimientos del cliente.
3.3 Almacenamiento por Periodos Largos Interiores con Medio
Ambiente Controlado para: Temperatura, Húmedad, Polvo y Vibración.
1) Los conjuntos de descansos han sido engrasados en
la fábrica. Agregue grasa una vez al mes para purificarla del polvo y la humedad. Se recomienda una grasa del tipo Litio-Complex EP, con una consistencia de WLGI#2, con inhibidores de corrosión y oxidación

Octubre 2007
Página 13 de 59
Bombas WARMAN MCC
Vulco Perú S.A. Manual de Operación y Mantenimiento
Weir Minerals Latin America
para lubricar los rodamientos y sellos del lado prensa. Proceda de acuerdo al paso 3.
2) Gire el eje varias veces para asegurarse de que todas
las superficies de los descansos estén cubiertas con el anticorrosivo.
3) Después de esto, gire el eje en forma manual, todas
las semanas, dando 5 vueltas. 3.4 Interiores/ exteriores con ambiente no controlado
1) Los conjuntos de descansos lubricados con grasa, han
sido engrasados en la fábrica. Agregue grasa semanalmente para purificar del polvo y la humedad. Se recomienda una grasa del tipo Litio-Complex EP, con una consistencia de NLGI- # 2, con inhibidores de corrosión y oxidación para lubricar los rodamientos.
2) Gire el eje varias veces para asegurarse de que todas
las superficies de los descansos estén cubiertas con el anticorrosivo.
3) Después de esto, gire el eje en forma manual dando 5
vueltas. 4) Selle todas las aberturas y entradas del eje incluyendo
respiraderos, con una cinta de vinilo a prueba de agua. 5) Semanalmente, retire la cinta de las entradas de eje y
gire manualmente el eje, dando 5 vueltas. 3.5 Bajo Todo Tipo de Condiciones
1) Las superficies externas mecanizadas son cubiertas
con una cera protectora de metales en la fábrica, antes de ser embaladas. Si el período de almacenamiento es muy prolongado, recomendamos recubrir estas superficies con un elemento inhibidor de oxidación.

Octubre 2007
Página 14 de 59
Bombas WARMAN MCC
Vulco Perú S.A. Manual de Operación y Mantenimiento
Weir Minerals Latin America
2) Las aberturas de succión, descarga y agua de sellado deben ser tapadas en forma segura para prevenir la entrada de materiales extraños.
3) Las bombas deben ser almacenadas con el eje en
posición horizontal, preferiblemente en interior, protegidas del sol, donde la temperatura ambiente no exceda de 40° C.
4) Las partes de elastómeros de las bombas, no deben
ser expuestos a solventes a base de petróleo o aceites.
5) Las bombas no deben ser almacenadas cerca de
equipos en operación (generadores, etc) donde están presentes altos niveles de ozono y vibraciones.
6) Todas las etiquetas deben ser protegidas del clima,
abrasivos y corrosivos en el aire, de tal manera que sean legibles en el momento de poner en marcha la bomba.
7) El eje debe ser absolutamente protegido de golpes,
ralladuras, etc. Notas:
a) Si la bomba es retirada de servicio, siga los procedimientos descritos en la sección almacenamiento.
b) Antes de poner en servicio una bomba que se ha
mantenido bajo las instrucciones proporcionadas en la sección almacenamiento, preocúpese de retirar los posibles excesos de lubricantes del porta rodamientos.
3.6 Almacenamiento de Motores Eléctricos
Este manual cubre todos los motores asincrónicos de inducción con rotor, esto es motores trifásicos y monofásicos.
Octubre 2007
Página 15 de 59
Bombas WARMAN MCC
Vulco Perú S.A. Manual de Operación y Mantenimiento
Weir Minerals Latin America
Para mayores informaciones, favor contactar con el proveedor más cercano. NOTA: esta sección se entrega una referencia general del cuidado de motores se recomienda consultar para cada caso en particular.
Instrucciones Generales
Todos los profesionales que realizan servicios en equipos eléctricos, sean en la instalación, operación o mantenimiento, deberán ser permanentemente informados y actualizados sobre las Normas y prescripciones de seguridad que rigen los servicios, y aconsejados a seguirlas. Cabe al responsable certificarse antes del inicio del trabajo, de que todo fue debidamente observado y alertar a su personal para los peligros inherentes a la tarea propuesta. Se recomienda que este servicio sea realizado por personas calificadas. Como medida de seguridad, los equipos para combatir incendios y avisos de primeros auxilios no deberán faltar en el local de trabajo, debiendo estar siempre en locales bien visibles y de fácil acceso. Entrega Los motores antes de ser enviados son balanceados dinámicamente con media chaveta y probados en la fábrica, garantizando su perfecto funcionamiento. Al recibirlos, recomendamos cuidados e inspección, verificando la existencia de eventuales daños provocados por el transporte. En caso que ello haya ocurrido, comunique inmediatamente a la empresa transportadora y al representante más próximo. Almacenaje Los motores no deben ser erguidos por el eje, pero si por el ojal de suspensión localizado en la carcaza. El levantamiento o depósito debe ser suave, sin choques, caso contrario los rodamientos pueden ser dañados.

Octubre 2007
Página 16 de 59
Bombas WARMAN MCC
Vulco Perú S.A. Manual de Operación y Mantenimiento
Weir Minerals Latin America
Si los motores no fueren inmediatamente instalados, deben ser almacenados en local seco, exento de polvo, gases, agentes corrosivos, dotados de temperatura uniforme, colocándolos en posición normal y sin apoyar en ellos otros objetos. Motores almacenados por períodos prolongados, podrán sufrir disminución de la resistencia de aislamiento y oxidación en los rodamientos. Los cojinetes y el lubricante merecen importantes cuidados durante el período de almacenaje. Permaneciendo el motor inactivo, el peso del eje del rotor tiende a expulsar la grasa para fuera del área entre las superficies deslizantes del rodamiento, retirando la película que evita el contacto metal con metal. Como prevención contra la formación de corrosión por contacto en los rodamientos, los motores no deberán permanecer en las proximidades de máquinas que provoquen vibraciones y los ejes deberán ser girados manualmente por lo menos una vez al mes. Se recomienda, al almacenar rodamientos: - El ambiente deberá ser seco, con humedad relativa no
superior a 60%. - Local limpio, con temperatura entre 10°C y 30°C - Apilado máximo de 5 cajas - Permanecer lejos de productos químicos y cañerías de
vapor, agua o aire comprimido. - No depositarlos sobre tarimas de madera verde, no apoyarlos
en la pared o en el piso de piedra. - Rotar el stock, los rodamientos más antiguos deben ser
utilizados primero. - Rodamientos de doble blindado no pueden permanecer por
más de dos años en stock. Con relación al almacenaje de motores: - Para motores armados y en stock, deben tener sus ejes
periódicamente girados por lo menos una vez al mes para renovar la grasa en la pista del rodamiento.

Octubre 2007
Página 17 de 59
Bombas WARMAN MCC
Vulco Perú S.A. Manual de Operación y Mantenimiento
Weir Minerals Latin America
- Con relación a la resistencia de aislamiento, es difícil dictar
reglas fijas para su valor real, una vez que la misma varía con el tipo, tamaño, tensión nominal, calidad y condiciones del material aislante usado, método de construcción y los antecedentes de la construcción de la máquina.
Se recomienda que sean hechos registros periódicos que serán útiles como referencias para sacar conclusiones del estado en que la máquina se encuentra. A seguir son indicados los valores que pueden ser esperados de una máquina limpia y seca, a 40°C, cuando la tensión de ensayo es aplicada durante un minuto. La resistencia Rm del aislamiento es dada por la fórmula. Rm = Un + 1 Donde: Rm = Resistencia del aislamiento mínimo recomendado
en Mohm con el bobinado a temperatura de 40°C. Un = tensión nominal de la máquina en Kv
Si el ensayo es hecho en temperatura diferente, será necesario corregir la temperatura para 40°C, utilizándose una curva de variación de la resistencia del aislamiento en función de la temperatura, levantada con la propia máquina. Si no se dispone de esta curva, se puede emplear la corrección aproximada dada por la curva de la Figura 2.1 se nota aquí que la resistencia prácticamente dobla a cada 10°C en que se reduce la temperatura de aislación.
En máquinas nuevas, muchas veces pueden ser obtenidos valores inferiores, debido a la presencia de solventes en los barnices aisladores que posteriormente se volatilizan durante la operación normal. Esto no significa necesariamente que la máquina está sin condiciones de operación, una vez que la resistencia de aislación se elevará después de un período en servicio. En máquinas viejas, en servicio, pueden ser obtenidos frecuentemente valores mucho mayores. La comparación con

Octubre 2007
Página 18 de 59
Bombas WARMAN MCC
Vulco Perú S.A. Manual de Operación y Mantenimiento
Weir Minerals Latin America
valores obtenidos en ensayos anteriores en la misma máquina en condiciones similares de carga, temperatura y húmedas sirven como una mejor indicación de las condiciones de aislación de que el valor obtenido en un único ensayo, siendo considerada sospechosa cualquier reducción grande o brusca. Generalmente la resistencia de aislación es medida con un MEGGER. Si la resistencia de aislamiento es menor que los valores obtenidos por la fórmula arriba, los motores tendrán que ser sometidos a un proceso de secado. Se recomienda el uso de una estufa como fuente externa para deshumidificación, donde la tasa de aumento de temperatura no debe exceder 5°C por hora y alcanzar la temperatura final de 110°C.

Octubre 2007
Página 19 de 59
Bombas WARMAN MCC
Vulco Perú S.A. Manual de Operación y Mantenimiento
Weir Minerals Latin America
4.0 INSTRUCCIONES DE BOMBA
4.1 Generalidades
Este documento describe el procedimiento recomendado para el desarmado y rearmado de la parte húmeda de una bomba MCC, MCH y MCR con porta rodamiento serie “M 180”.
Se asume que se encuentran disponibles todas las piezas de repuesto y /herramientas requeridas/*. Cuando se solicitan partes de repuesto, por favor mencione el número de plano de conjunto de la bomba y el número de serie de la placa de identificación con la serie de la bomba. (* Accesorio Adicional)
NOTA: Se deben observar las precauciones de seguridad según se destacan. En éste Manual de Mantenimiento.
Las herramientas requeridas son:
- Llave del eje para la instalación y retiro del impulsor. - Herramienta para levantar el revestimiento del disco de
succión. - Herramienta para la instalación del disco prensa. - Herramienta para levantar el impulsor. - Herramienta para levantar la caja de prensa estopa. - Herramienta para el centrado de la caja de prensa
estopa. - Tiradores de anillos hidráulicos (Se requieren 2).
ATENCION: TODAS LAS HERRAMIENTAS DE ENSAMBLE Y MANTENIMIENTO DE LOS EQUIPOS SON *ACCESORIOS ADICIONALES* Y NO ESTAN
INCLUIDOS DENTRO DEL SUMINISTRO. EN CASO DE REQUERIR COTIZACION FAVOR CONTACTAR
DIRECTAMENTE AL PROVEEDOR.

Octubre 2007
Página 20 de 59
Bombas WARMAN MCC
Vulco Perú S.A. Manual de Operación y Mantenimiento
Weir Minerals Latin America
NOTA: Todos los pernos son métricos. La conexión del collarín de la prensa estopa es NPT.
Se asume que la energía eléctrica a la bomba ha sido desconectada, toda la tubería ha sido retirada y que la bomba está accesible para el mantenimiento. La bomba debe ser apoyada firmemente antes de trabajar en ella. Se requiere una grúa de altura para asistir el retiro y armado de las partes del conjunto y debe ser de una capacidad de 10 toneladas.
Se recomienda que el plano de conjunto se encuentre disponible cuando se arme o desarme la bomba. Desarme la bomba solo hasta el punto de reparación.
Los números que aparecen en los paréntesis cuadrados [ ], corresponden al ítem en el plano de conjunto.
4.2 Apertura de Wet-end
a. Retire la empaquetadura de descarga [27], y el flange
del sello de succión [127] con la mano o palanqueando suavemente con un destornillador de paleta.
b. Sustente la carcasa del lado de succión [1] con una
grúa poniendo una cadena en los grilletes ubicados en la parte superior de la carcasa. Ver figura 3.1 para el procedimiento de levantamiento recomendado.
c. Retire los pernos de la carcasa [703]. Retire primero
los pernos de la parte inferior de la carcasa y levante.
d. Retire los dos pernos restantes de la carcasa y palanquee suavemente la carcasa del lado de succión de la carcasa del lado prensa [2] hasta que se separen. Si es necesario, use los pernos de empuje del disco lado succión [724] como pernos de gata en la carcasa lado succión.

Octubre 2007
Página 21 de 59
Bombas WARMAN MCC
Vulco Perú S.A. Manual de Operación y Mantenimiento
Weir Minerals Latin America
Figura 3.1 Procedimiento para levantar la carcasa lado de succión
NOTA: Si los flanges de los revestimientos de las carcasas
lado succión y lado prensa se mantienen pegados durante el retiro, separe suavemente los flanges de goma.
4.3 Retiro del Revestimiento de la Carcasa Lado Succión y
del Disco Lado de Succión.
a) Retire las tuercas del revestimiento de la carcasa del lado de succión [704].
b) Retire los pernos de empuje del disco lado de succión
[10] para aligerar la carga en el mismo y retire las tuercas del disco lado succión [705].
c) Apoye la carcasa del lado de succión con los
revestimientos sobre la /herramienta para levantar el revestimiento/* (con los revestimientos hacia arriba), como se muestra en la figura 3.2. (* Accesorio Adicional)
¡ADVERTENCIA! NO RETIRE LOS PERNOS DE LA CARCASA HASTA QUE LA CARCASA ESTE SUSTENTADA POR LA GRUA DE ALTURA A LA GRÚA DE
ALTURA
GRILLETE PARA LEVANTAR LA CARCASA

Octubre 2007
Página 22 de 59
Bombas WARMAN MCC
Vulco Perú S.A. Manual de Operación y Mantenimiento
Weir Minerals Latin America
Figura 3.2 Retiro de revestimientos lado succión d) Usando una barra de palanca, como se muestra en la
figura 3.2, desplace el revestimiento de la carcasa del lado succión [4] fuera de la carcasa y sobre la cara del sello del revestimiento del disco succión. Si el revestimiento de la carcasa no se suelta por el medio de la barra de palanca, apriete los tres pernos de gata (de cabeza cuadrada) que hay en la carcasa para despegar el revestimiento de la cavidad de la carcasa.
Octubre 2007
Página 23 de 59
Bombas WARMAN MCC
Vulco Perú S.A. Manual de Operación y Mantenimiento
Weir Minerals Latin America
Los pernos de gata están en el mismo círculo de pernos que los espárragos de fijación del revestimiento.
NOTA: Puede ser necesario instalar una eslinga
alrededor de la boquilla de descarga del revestimiento de la carcasa y con la grúa de altura ayudar a tirar hacia afuera de la carcasa.
e) Una vez que haya espacio disponible entre el
revestimiento de la carcasa del lado de succión y el disco succión, enrolle una eslinga alrededor del revestimiento y susténtelo con la grúa de altura.
f) Continúe palanqueando el revestimiento de la carcasa
hacia afuera hasta que esté suelto y pueda ser retirado por la grúa.
g) Acople el gancho de la grúa a la argolla de la
/herramienta de levante/*, y levante el disco succión derecho hacia arriba hasta que salga de la carcasa de succión. (* Accesorio Adicional)
h) Inspeccione la carcasa lado succión, para determinar si
necesita ser reparada o reemplazada. Si la carcasa está OK, retire los pernos de empuje y limpie la carcasa, incluyendo las perforaciones hiladas y el hilo de los pernos de empuje.
i) Recubra las perforaciones hiladas de la carcasa y los
pernos de empuje con un compuesto anti-agripado o grasa e instale los pernos de empuje en la carcasa, pero no permita que la punta del perno sobrepase hacia la cavidad de la carcasa.
NOTA: El revestimiento de la carcasa del lado prensa
[5] puede ser retirado y reemplazado sin sacar el impulsor.
Octubre 2007
Página 24 de 59
Bombas WARMAN MCC
Vulco Perú S.A. Manual de Operación y Mantenimiento
Weir Minerals Latin America
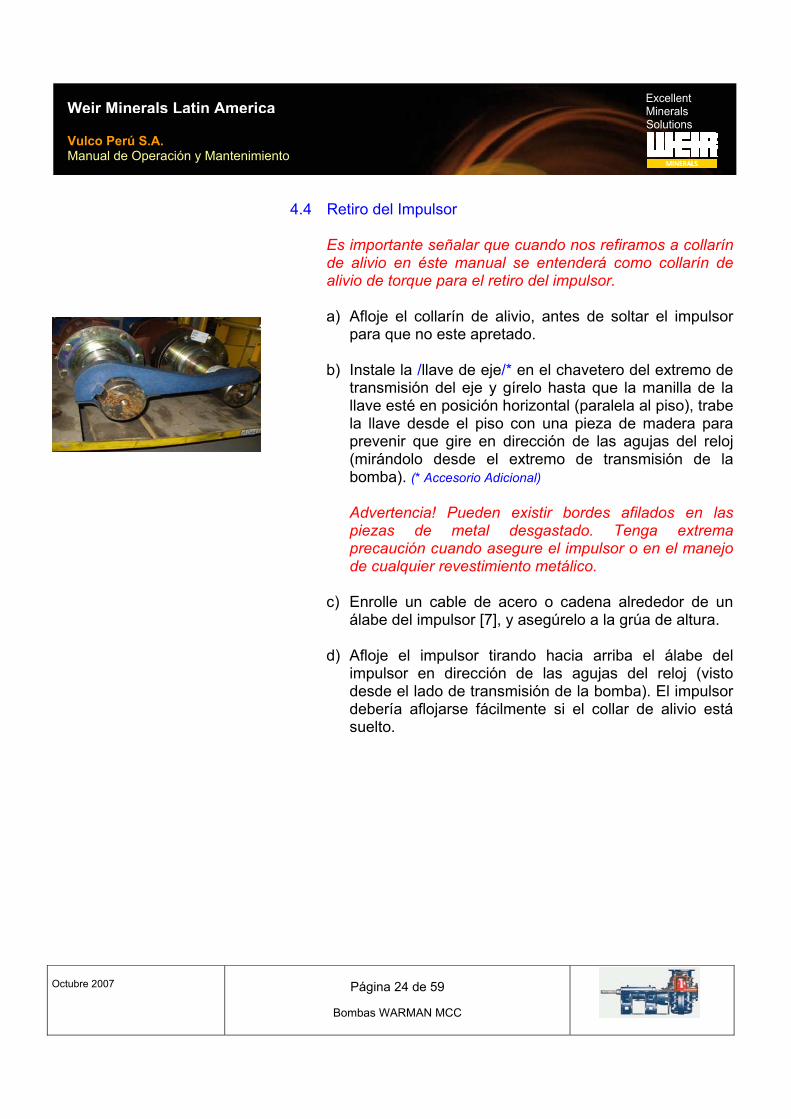
4.4 Retiro del Impulsor
Es importante señalar que cuando nos refiramos a collarín de alivio en éste manual se entenderá como collarín de alivio de torque para el retiro del impulsor.
a) Afloje el collarín de alivio, antes de soltar el impulsor
para que no este apretado. b) Instale la /llave de eje/* en el chavetero del extremo de
transmisión del eje y gírelo hasta que la manilla de la llave esté en posición horizontal (paralela al piso), trabe la llave desde el piso con una pieza de madera para prevenir que gire en dirección de las agujas del reloj (mirándolo desde el extremo de transmisión de la bomba). (* Accesorio Adicional)
Advertencia! Pueden existir bordes afilados en las piezas de metal desgastado. Tenga extrema precaución cuando asegure el impulsor o en el manejo de cualquier revestimiento metálico.
c) Enrolle un cable de acero o cadena alrededor de un
álabe del impulsor [7], y asegúrelo a la grúa de altura. d) Afloje el impulsor tirando hacia arriba el álabe del
impulsor en dirección de las agujas del reloj (visto desde el lado de transmisión de la bomba). El impulsor debería aflojarse fácilmente si el collar de alivio está suelto.

Octubre 2007
Página 25 de 59
Bombas WARMAN MCC
Vulco Perú S.A. Manual de Operación y Mantenimiento
Weir Minerals Latin America
Figura 3.3 Instalación y retiro de impulsor e) Cuándo el impulsor esté suelto, instale la /herramienta
para levantar el impulsor/* sustentando el peso completo del impulsor desde la grúa de altura. (Ver figura 3.3). Si la /herramienta para levantar/* no está disponible, use un cable de acero o cadena. No use un estrobo de nylon, porque puede ser cortado por los bordes afilados en un impulsor desgastado.
f) Gire el eje con la /llave de eje/* en el sentido contrario
a las agujas del reloj hasta que el impulsor esté completamente fuera del eje. Asegúrese de que el impulsor esté suficientemente sustentado y que no se golpearán los hilos del eje. (* Accesorio Adicional)
g) Retire el O-ring [128] del impulsor.
POSICION DE LA LLAVE DE EJE PARA APRETAR EL IMPULSOR
PUNTA DE TRANSMISIÓN DEL EJE
PUNTA DE TRANSMISIÓN DEL EJE
POSICIÓN DE LA LLAVE DE EJE PARA SOLTAR EL IMPULSOR
PERNOS DE AJUSTE PARA ALINEAR VERTICALMENTE EL IMPULSOR PARA EL MONTAJE
SOLTAR EL IMPULSOR
APRETAR EL IMPULSOR
A LA GRUA DE ALTURA
HERRAMIENTA PARA LEVANTAR EL IMPULSOR

Octubre 2007
Página 26 de 59
Bombas WARMAN MCC
Vulco Perú S.A. Manual de Operación y Mantenimiento
Weir Minerals Latin America
Propósito del Collarín de Alivio Durante la operación normal, grandes fuerza axiales son transmitidas a través del eje entre el impulsor y el conjunto de porta rodamientos. Estas fuerzas, después de un período de tiempo tienden a “trabar” los hilos del eje del impulsor, este trabado de los hilos hace difícil el retiro del impulsor. El collarín de alivio del impulsor está instalado entre la camisa del eje y el flinger. La función del collarín es aliviar la compresión axial transmitida en la operación, que es aliviada gradualmente soltando los pernos de fijación del collarín de alivio.
4.5 Retiro del Revestimiento de Carcasa del Lado Prensa y
del Disco Lado Prensa.
a) Retire las tuercas del los espárragos del revestimiento de la carcasa del lado prensa [709].
b) Con una barra de palanca, retire el revestimiento de la
carcasa del lado prensa. Si el revestimiento de la carcasa no se suelta usando la barra de palanca, apriete los dos pernos de gata (de cabeza cuadrada) de la carcasa para despegar el revestimiento desde la cavidad de la carcasa. Los pernos de gata están en el mismo círculo de pernos que los espárragos de fijación del revestimiento.
NOTA: Se recomienda instalar una eslinga alrededor
de la boquilla de descarga del revestimiento de carcasa y sustentar con una grúa de altura el revestimiento para ayudar a tirar hacia afuera de la carcasa, y evitar la caída del mismo, que puede provocar un accidente.
c) Una vez que haya espacio suficiente entre el
revestimiento de la carcasa lado prensa y el disco lado prensa, enrolle una eslinga alrededor del revestimiento y susténtelo con una grúa de altura.

Octubre 2007
Página 27 de 59
Bombas WARMAN MCC
Vulco Perú S.A. Manual de Operación y Mantenimiento
Weir Minerals Latin America
d) Siga palanqueando el revestimiento de la carcasa hacia afuera de la bomba hasta que esté suelta y pueda ser retirada por la grúa.
NOTA: Inspeccione el disco lado prensa por si hay
desgaste y determine si es necesario que sea reemplazado o girado.
e) Retire los pernos [730], que fijan la caja de prensa
estopa al disco lado prensa. f) Empuje la /herramienta de instalación del disco/* lado
prensa sobre el hilo del eje con la ranura en la parte de arriba. (* Accesorio Adicional)
g) Retire los pernos de empuje del disco lado prensa
[798] para aligerar la carga en el revestimiento. h) Afloje las tuercas del extremo de los espárragos
tiradores [710] y ajuste los pernos empujadores hacia adelante hasta que haya espacio para pasar una eslinga entre el respaldo del revestimiento y la carcasa (ver figura 3.4).
i) Enrolle la eslinga entre el revestimiento del disco y la
carcasa y a través de la ranura de la /herramienta de centrado/*. Cuelgue la eslinga a una grúa de altura para sustentar el peso. (* Accesorio Adicional)
j) Retire las tuercas de los espárragos tiradores y tire el
disco afuera de la carcasa prensa. k) Retire /la herramienta de instalación/* del disco. (* Accesorio Adicional) l) Inspeccione la carcasa lado prensa para determinar si
necesita ser reparada o reemplazada. Si la carcasa está OK, retire los pernos de empuje y limpie la carcasa, incluyendo las perforaciones hiladas y el hilo de los pernos de empuje.
m) Recubra las perforaciones hiladas de la carcasa y de
los pernos de empuje con un compuestos anti-agripante o grasa e instale los pernos de empuje en la

Octubre 2007
Página 28 de 59
Bombas WARMAN MCC
Vulco Perú S.A. Manual de Operación y Mantenimiento
Weir Minerals Latin America
carcasa, pero sin permitir que el extremo del perno sobrepase a la cavidad de la carcasa.
4.6 Retiro de la Caja Prensa estopa
a) Retire los pernos de ajuste de la prensa estopa [731] y
saque la prensa estopa partida [31] afuera de la caja de prensa estopa [30].
c) Retire las empaquetaduras [35] de la parte de debajo
de la caja prensa estopa. d) Deje reposar la caja prensa estopa con el anillo
linterna [32] sobre la camisa del eje. Tire suavemente la caja prensaestopas a través de la carcasa prensa y libérela de la bomba. Cuide de no dañar la camisa o los hilos del eje.
e) Retire el anillo linterna de la caja prensa, para ser
inspeccionado. f) Tire el extremo de la camisa del eje afuera del collarín
de alivio y retire la camisa del eje.
4.7 Inspección de repuestos usados
a) Inspeccione todas las piezas por si hay desgaste y/o daño para determinar que partes deben ser reemplazadas.
b) En caso de reemplazar alguno de los dos
revestimientos de carcasa [5 y 4], deben ser siempre cambiados ambos repuestos.
“EL DESARMADO DEL TERMINAL HÚMEDO DE LA
BOMBA ESTA AHORA COMPLETO”
Octubre 2007
Página 29 de 59
Bombas WARMAN MCC
Vulco Perú S.A. Manual de Operación y Mantenimiento
Weir Minerals Latin America
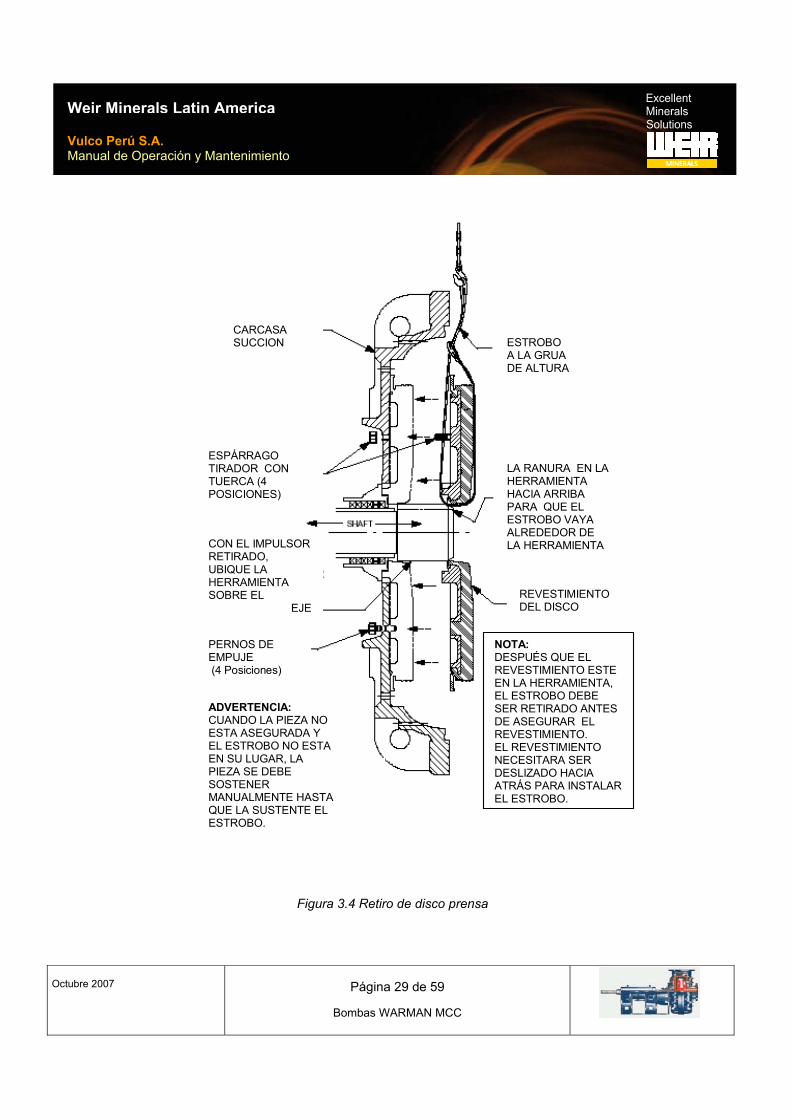
Figura 3.4 Retiro de disco prensa
CARCASA SUCCION
ESPÁRRAGO TIRADOR CON TUERCA (4 POSICIONES)
CON EL IMPULSOR RETIRADO, UBIQUE LA HERRAMIENTA SOBRE EL EJE
PERNOS DE EMPUJE (4 Posiciones)
ADVERTENCIA: CUANDO LA PIEZA NO ESTA ASEGURADA Y EL ESTROBO NO ESTA EN SU LUGAR, LA PIEZA SE DEBE SOSTENER MANUALMENTE HASTA QUE LA SUSTENTE EL ESTROBO.
NOTA:DESPUÉS QUE EL REVESTIMIENTO ESTE EN LA HERRAMIENTA, EL ESTROBO DEBE SER RETIRADO ANTES DE ASEGURAR EL REVESTIMIENTO. EL REVESTIMIENTO NECESITARA SER DESLIZADO HACIA ATRÁS PARA INSTALAR EL ESTROBO.
REVESTIMIENTO DEL DISCO
LA RANURA EN LA HERRAMIENTA HACIA ARRIBA PARA QUE EL ESTROBO VAYA ALREDEDOR DE LA HERRAMIENTA
ESTROBO A LA GRUA DE ALTURA

Octubre 2007
Página 30 de 59
Bombas WARMAN MCC
Vulco Perú S.A. Manual de Operación y Mantenimiento
Weir Minerals Latin America
5.0 MONTAJE DE LA BOMBA
5.1 Generalidades
- Todas las piezas deben ser limpiadas antes del
armado de la bomba, especialmente las superficies de contacto.
- Inspeccione que las superficies de contacto del eje y
de la camisa del eje no tengan rebabas ni melladuras. - Aplique un compuesto anti-agripante a todos los hilos,
incluyendo el hilo del eje. - Si la posición de descarga de la bomba debe ser
cambiada, la carcasa del lado prensa debe ser reorientada antes de comenzar el armado.
- El collarín de alivio debe ser repuesto antes de que el
armado comience. - Es aconsejable aplicar un lubricante elastomérico o
jabón líquido a las superficies de contacto de las piezas elastoméricas para ayudar en el armado.
5.2 Montaje de Camisa de Eje/ Anillo Hidráulico / Caja Prensa
Estopa
a) Instale el o´ring correspondiente que va entre el collarín de alivio y la camisa de eje.
b) Deslice la camisa de eje [33] en el eje y empuje el
extremo de la camisa en el collarín de alivio hasta que esté asentada contra los bordes.
PRECAUCION! Es crítico que se instale la camisa de
eje en el eje con el borde correspondiente hacia el collarín de alivio, o el collarín de alivio no montará correctamente. Si la camisa no se desliza fácilmente a través del eje, lubrique el extremo de la camisa con una pequeña cantidad de grasa y golpéela suavemente con una maceta de goma hacia su lugar.
Octubre 2007
Página 31 de 59
Bombas WARMAN MCC
Vulco Perú S.A. Manual de Operación y Mantenimiento
Weir Minerals Latin America
b) Apriete el collarín de alivio, de tal forma que quede en
la posición correcta lo más apegado al porta-rodamiento.
c) Deslice el anillo linterna [32] sobre la camisa del eje
contra el collarín de alivio. PRECAUCION! El anillo linterna debe estar
correctamente orientado al colocarlo en el eje. Consulte el plano conjunto.
d) Deslice la caja prensa estopa [30] sobre la camisa del
eje hacia el collarín, cuidando que la conexión de agua de sello quede hacia arriba.
e) Instale la /herramienta para levantar/* la caja prensa
estopa en la conexión de agua para ser usada más adelante. (* Accesorio Adicional)
5.3 Montaje del Disco Prensa
a) Coloque la /herramienta de instalación del disco
prensa/* sobre el hilo del eje con la ranura hacia arriba. (* Accesorio Adicional)
b) Instale los espárragos [710] en el nuevo disco prensa. c) Instale una eslinga a través de la perforación central
del disco prensa y cuélguela a una grúa de altura. La eslinga debería abarcar los espárragos del disco de tal forma que queden precisamente alineados con las perforaciones de la carcasa prensa [2].
d) Empuje el disco prensa sobre la /herramienta de instalación/* hasta que los espárragos entren en las perforaciones de la carcasa. Comience a poner las tuercas de los espárragos desde el lado posterior de la carcasa para mantener el revestimiento en su lugar.
(* Accesorio Adicional) NOTA: Asegúrese de que los pernos de empuje de la
carcasa no sobrepasen más allá de la superficie interior de la carcasa.

Octubre 2007
Página 32 de 59
Bombas WARMAN MCC
Vulco Perú S.A. Manual de Operación y Mantenimiento
Weir Minerals Latin America
e) Retire la eslinga y empuje el disco prensa hacia atrás
hasta que esté contra la carcasa y apriete las tuercas de los espárragos.
f) Retire la /herramienta de alineación/* del disco prensa.
5.4 Montaje del revestimiento de la carcasa prensa
a) Instale los espárragos [709] en el nuevo revestimiento
de carcasa. b) Si los pernos de gata de la carcasa fueron usados
para ayudar con el retiro del revestimiento, asegúrese de que se hayan regresado hasta quedar a ras con el interior de la cavidad de la carcasa.
c) Instale la /herramienta de levante/*, o una eslinga en el
revestimiento de tal manera que se obtenga la orientación apropiada del flange de descarga cuando la pieza sea levantada con la grúa. Empuje el revestimiento sobre el disco hasta que algunos de los espárragos puedan ser accesibles desde la parte de atrás de la carcasa. Ponga las tuercas en éstos espárragos. (* Accesorio Adicional)
d) Retire la eslinga y empuje el revestimiento sobre el
disco hasta que las tuercas puedan ser colocadas en todos los espárragos. Si es necesario empuje el revestimiento golpeándolo con un macho o combo.
e) Apriete las tuercas en forma pareja hasta que el
revestimiento quede correctamente asentado contra la carcasa.
5.5 Alineamiento de la Caja Prensa Estopa
a) Instale una eslinga en la argolla de la /herramienta
para levantar/* la caja prensa estopa y maniobre la cara de la caja contra la parte posterior del disco.
(* Accesorio Adicional) b) Alinie las perforaciones de la caja prensa estopa con
las perforaciones tarrajadas en el revestimiento e

Octubre 2007
Página 33 de 59
Bombas WARMAN MCC
Vulco Perú S.A. Manual de Operación y Mantenimiento
Weir Minerals Latin America
instale los pernos de la caja [730] apretando solamente con los dedos.
c) Empuje el anillo hidráulico a la parte inferior de la caja
prensa estopa. d) Ubique la /herramienta de centrado de la caja prensa
estopa/* en la parte superior de la camisa de eje en la parte posterior de la caja de tal manera que las guías de alineamiento queden entre el diámetro interior de la caja prensa estopa y la camisa del eje. Puje la herramienta de centrado completamente en la caja prensa estopa. (* Accesorio Adicional)
NOTA: Las guías de alineación en la herramienta de
centrado deben estar sueltas de tal manera que puedan posicionarse en la caja prensa estopa. Si una guía está “gripada” afloje la tuerca de la guía.
e) Apriete los pernos de la caja prensa estopa en forma
pareja con la herramienta de alineación en su lugar hasta que la caja esté asegurada. Retire la herramienta.
f) Retire la eslinga de la /herramienta para levantar la
caja/* y la herramienta desde la conexión del flujo de agua. (* Accesorio Adicional)
5.6 Montaje del Impulsor
a) Apriete el collarín de alivio, acercándolo lo más posible
hacia el porta rodamiento. b) Coloque el o-ring del impulsor [128] en el eje y contra
la cara de la camisa de eje. c) Encaje la /herramienta para levantar el impulsor/*
alrededor del diámetro interior del aro de refuerzo de succión del impulsor (ver figura 3.3) y enganche la herramienta a una grúa de altura. Levante el impulsor [7] y si no cuelga derecho, ajuste los dos (2) pernos de la herramienta contra el aro de refuerzo del impulsor hasta que éste cuelgue derecho. El impulsor debe

Octubre 2007
Página 34 de 59
Bombas WARMAN MCC
Vulco Perú S.A. Manual de Operación y Mantenimiento
Weir Minerals Latin America
colgar derecho para que los hilos del extremo del eje entren correctamente. (* Accesorio Adicional)
d) Posicione la maza del impulsor al hilo del eje. Gire el
eje con la /llave de eje/* en el sentido de las agujas del reloj (vista desde el lado de la transmisión de la bomba) hasta que los hilos entren. Continúe atornillando el impulsor en el eje hasta que la maza esté contra la camisa del eje. (* Accesorio Adicional)
e) Para asentar seguramente el impulsor contra la camisa
del eje proceda como sigue:
i. Continúe sustentando el peso del impulsor con la grúa de altura.
ii. Si no está lista en su lugar, instale la /llave de eje/*
en el chivetero, en el extremo de la transmisión del eje de tal forma que apriete el impulsor (en el sentido de las agujas del reloj vista desde el lado de la transmisión). (* Accesorio Adicional)
iii. Cuando ya no se pueda apretar más el impulsor a
mano con la /llave de eje/*, golpee la llave varias veces con un combo de 5 Kg. (10 lb.) para asegurarse de que el impulsor asiente. (* Accesorio Adicional)
iv. La verificación de que el impulsor está
correctamente asentado se puede hacer tratando de girar la camisa de eje con la mano o tratando de girar el collarín de alivio. Si la camisa está suelta, el impulsor no está asentado y será necesario repetir el procedimiento anterior.
v. Alivie la tensión de la grúa de altura y retire la
/herramienta para levantar el impulsor/*. NOTA: Si en algún momento los hilos se”traban”,
desenganche el impulsor completamente. Revise los hilos del impulsor y del eje por si hay algún daño y asegúrese de que el impulsor cuelgue verticalmente sobre la herramienta antes de volver a engancharlo.

Octubre 2007
Página 35 de 59
Bombas WARMAN MCC
Vulco Perú S.A. Manual de Operación y Mantenimiento
Weir Minerals Latin America
Propósito del Collarín de Alivio
Durante la operación normal grandes fuerza axiales son transmitidas a través del eje entre el impulsor y el conjunto de porta rodamientos. Estas fuerzas, después de un período de tiempo tienden a “trabar” los hilos del eje del impulsor, este trabado de los hilos hace difícil el retiro del impulsor.
El collarín de alivio del impulsor está instalado entre la camisa del eje y el flinger. La función del collarín es aliviar la compresión axial transmitida en la operación, que es aliviada gradualmente soltando los pernos de fijación del collarín de alivio.
5.7 Montaje del disco y del Revestimiento Lado Succión.
a) Asegúrese de que los pernos de empuje [724] de la
carcasa succión [1] no sobrepasen más allá de la superficie interior de la carcasa. Si los pernos gata [707] de la carcasa fueron usados para ayudar en el retiro del revestimiento, asegúrese de que se hayan regresado hasta estar al ras con el interior de la cavidad de la carcasa.
b) Instale los espárragos más largos [705] en el
revestimiento lado succión [10] y los espárragos más cortos [704] en el disco succión [4].
c) Ponga la carcasa succión en el suelo con el flange de
succión hacia abajo. d) Instale la /herramienta para levantar el disco/* en el
disco y levante el disco con una grúa de altura (ver figura 3.2). Coloque el disco en la carcasa succión bajando el disco a su lugar y alineando los espárragos en las perforaciones de montaje de la carcasa.
(* Accesorio Adicional) e) Atornille las tuercas en los espárragos del
revestimiento hasta que el revestimiento quede apretado a la carcasa. La carcasa puede necesitar ser levantada para instalar las tuercas.
Octubre 2007
Página 36 de 59
Bombas WARMAN MCC
Vulco Perú S.A. Manual de Operación y Mantenimiento
Weir Minerals Latin America
f) Instale el revestimiento succión utilizando la
/herramienta correspondiente/* o una eslinga, en la carcasa alrededor del disco y alinie los espárragos a través de las perforaciones de la carcasa. Asegure el revestimiento en la carcasa con las tuercas necesarias. (* Accesorio Adicional)
g) Levante la carcasa succión y los revestimientos con la
grúa usando la(s) argolla(s) fijando la posición correcta de descarga, para terminar de apretar tanto las tuercas de amarre del disco como del revestimiento.
5.8 Montaje de Carcasas Revestidas
a) Antes de comenzar a levantar la carcasa succión se
deben seguir las siguientes recomendaciones para asegurar que las caras de los sellos de los revestimientos de goma calcen en todas ubicaciones, a continuación:
i. Limpie los flanges de goma en los revestimientos de carcasa succión y prensa.
ii. Instalar wincha adhesiva para apoyar la parte superior del revestimiento, para asegurarse que las caras de sello calcen en forma pareja.
NOTA: es importante asegurar con huincha adhesiva
los bordes de los revestimientos para lograr un armado correcto, evitando que los revestimientos se doblen en su zona superior al momento de unir ambas carcasas.
b) Levante la carcasa succión y los revestimientos con la
grúa usando la(s) argolla(s) de levante requeridas para lograr la correcta posición de descarga.
c) Instale rápidamente cuatro (4) o cinco (5) pernos de
carcasa y tuercas alrededor de las carcasas, acomódelos para que junten las carcasas.
d) Posicione la carcasa succión para que contacte con la
carcasa prensa. Se proporcionan guías y perforaciones
Octubre 2007
Página 37 de 59
Bombas WARMAN MCC
Vulco Perú S.A. Manual de Operación y Mantenimiento
Weir Minerals Latin America
para alinear las carcasas adecuadamente. Presione juntas las carcasas succión y prensa.
k) Instale los pernos y tuercas restantes. Apriete todas las
tuercas de los pernos en secuencia cruzada alrededor de las carcasas, partiendo desde el perno espolón al rango de torque requerido según tabla 4.1. Luego repace el apriete de todos los pernos.
Tabla 4.1
Medida de la Bomba Medida de los pernos deecarcasa
Torque
300
M56 X 5.5 X 230 LG-CL.8.8 2.1/4 – 4.1/2 x 9 LG-GR. 5
27OO N-m2000 ft-lb
350
M56 x 5.5 x 250 LG-CL 8.8 2.1/4 – 4.1/2 x 10 LG-GR .5
3400 N-m2500 ft-lb
400
M64 x 6 x 300 LG-CL 8.8 2.1/2 – 4 x 12 LG-GR. 5
4100 N-m3000 ft-lb
450
M64 x 6 x 300 LG-CL 8.8 2.1/2 – 4 12 LG-GR. 5
5400 N-m4000 ft-lb
550
M64 x 6 x 300 LG-CL 8.8 2.1/2 – 4 12 LG-GR.5
4900 N-m3600 ft-lb
5.9 Ajuste del Espacio del Disco Succión e Impulsor
a) Afloje las tuercas de amarre del porta-rodamientos, solo para permitir que el porta-rodamientos se mueva.
b) A través del perno de ajuste del porta-rodamiento
mueva hacia delante el conjunto porta-rodamiento, se debe mover hasta que el impulsor tope con el disco succión, lo que se puede comprobar girando suavemente el impulsor hasta que este se trabe.
b) Luego se debe retroceder de dos a tres milímetros,
hasta que se compruebe que el impulsor gire libremente
c) Luego de comprobar que el impulsor se mueve
libremente, apretar los pernos de amarre del porta-rodamiento, según tabla que aparece en el manual del porta-rodamiento.

Octubre 2007
Página 38 de 59
Bombas WARMAN MCC
Vulco Perú S.A. Manual de Operación y Mantenimiento
Weir Minerals Latin America
NOTA: El impulsor se puede girar suavemente con la
mano, cuando no esta rozando con el disco succión. NOTA: Para la correcta operación de la bomba, el
disco debe estar paralelo al impulsor. 5.10 Montaje del Flange Sello Succión
a) Aplique una capa de jabón líquido en las superficies de
contacto del disco y del sello succión [127] para facilitar el montaje.
b) Empuje el flange del sello al revestimiento hasta que
esté asentado contra la carcasa. Puede empujarlo suavemente golpeándolo con un martillo anteponiendo un trozo de madera.
5.11 Montaje de las Empaquetaduras
a) Ponga cuatro anillos de empaquetadura [35] en la caja
prensa estopa. NOTA: Las juntas de los anillos de empaque deben ser
cortadas con un corte en ángulo de 45° y la zona de corte deben quedar en forma alternada al ser instaladas.
b) Instale la prensa estopa [31] alrededor de la camisa del
eje, detrás de la caja prensa estopa. c) Empuje la prensa estopa hacia la caja prensa estopa.
Instale los pernos de ajuste [731] y apriételos con los dedos.
NOTA: La prensa estopa debe ser ajustada después
de la puesta en marcha a la cantidad de goteo requerida.
“EL DESARMADO DEL TERMINAL HÚMEDO DE LA BOMBA ESTA AHORA COMPLETO”

Octubre 2007
Página 39 de 59
Bombas WARMAN MCC
Vulco Perú S.A. Manual de Operación y Mantenimiento
Weir Minerals Latin America
6.0 INSTRUCCIONES DE OPERACIÓN PARA
BOMBAS MODELO MCC, MCH y MCR 6.1 Generalidades
Las bombas centrífugas no se deben operar bajo las siguientes condiciones, ya que generan un alto grado de calor y niveles altos de presión, a continuación:
- Con la línea de descarga obstruida o tapada. - Con un revestimiento obstruido o tapado.
- Con la válvula de descarga tapada - Con la válvula de la línea de succión y descarga
cerradas al mismo tiempo.
Nota: Si trabajan en estas condiciones, las bombas se pueden dañar seriamente. Como medida de seguridad, le recomendamos equipar su sistema de control eléctrico con un medidor que indique el porcentaje de carga para monitorear la potencia, ya que la potencia baja cuando ocurre el cierre de una válvula u obstrucción de una línea, ya que se reduce el caudal de la bomba.
6.2 Inspección
Su bomba ha sido cuidadosamente armada e inspeccionada antes de su despacho, con el objeto de confirmar que cumple con los estándares operacionales de este tipo de equipos. La bomba debe ser inspeccionada en el momento de su recepción para verificar que no ha sufrido daños durante su transporte. Mientras la bomba no esté lista para su instalación, no retire las cubiertas de embalaje.

Octubre 2007
Página 40 de 59
Bombas WARMAN MCC
Vulco Perú S.A. Manual de Operación y Mantenimiento
Weir Minerals Latin America
Si va a realizar la instalación después de 30 días, siga las instrucciones proporcionadas en el capitulo 2.0
6.3 Almacenamiento
Si la bomba se lubrica con grasa y requiere ser almacenada durante un plazo de más de tres meses, debe reengrasar mensualmente los descansos y los sellos de grasa del impulsor por las graseras correspondientes. Se recomienda usar una grasa tipo EP de complejo de litio con una consistencia NLGI#2, con inhibidores para la corrosión y la oxidación. La cantidad de grasa a aplicar se indica en el manual del conjunto porta rodamientos.
6.4 Instalación
La sub base, anclajes, etc. deben estar firmes y nivelados, para poder entregar un soporte adecuado de la sin que ésta se deforme o se produzcan vibraciones.
6.5 Tuberías de Succión
Para efectuar la mantenimiento de la bomba es necesario sacar la tubería de succión adyacente, razón por la cual la tubería debe estar diseñada de forma tal que pueda ser retirada y reemplazada fácilmente. En una bomba con una elevación de succión o una baja presión de succión, es importante que la línea de succión sea hermética y que no tenga puntos altos que puedan dar origen a la formación bolsones de aire. El sumidero de la bomba, ya sea para succión positiva o negativa, debe estar diseñado para evitar cualquier admisión de aire y tener el tamaño adecuado. La entrada de la tubería de succión debe estar diseñada para permitir el flujo uniforme de los sólidos y los líquidos, sin cambios bruscos. Nuestros ingenieros están a su disposición para cualquier consulta relativa a la instalación y nuestro folleto con datos técnicos tiene importante información de diseño.

Octubre 2007
Página 41 de 59
Bombas WARMAN MCC
Vulco Perú S.A. Manual de Operación y Mantenimiento
Weir Minerals Latin America
6.6 Tubería de Descarga
La tubería de descarga debe estar sujeta de tal forma que su peso no lo soporte la bomba y no interfiera con el retiro de la carcasa de la bomba para efectuar el mantenimiento
6.7 Empaquetaduras
Normalmente, las bombas son despachadas con las empaquetaduras instaladas en el prensaestopas [30]. En caso de despacharse por separado, el anillo de cierre hidráulico de dos piezas [32] y los anillos ajustables de la empaquetadura [35] se encuentran normalmente en una pequeña bolsa junto al prensaestopas. Si el anillo de cierre hidráulico no está en una bolsa separada, está en el prensaestopas. Estas piezas deben ser instaladas apropiadamente por el usuario antes de poner en funcionamiento la bomba, ver capitulo 4.5.
6.8 Giro de la bomba
Una vez que el motor esté cableado en forma permanente, pero antes de conectar las correas en V o acoplamiento, se debe verificar el sentido de giro del motor. El giro del eje debe coincidir con la indicación de las flechas estampadas en la bomba. Si la bomba gira en dirección opuesta al ser impulsada por el motor se suelta el impulsor y se daña la bomba, desde que comienza a operar la bomba. ADVERTENCIA: Antes de poner en funcionamiento la bomba por primera vez, se debe verificar el sentido de giro del motor según el sentido indicado en la carcasa del equipo.
6.9 Ajuste de prensa estopa y Cantidad de Agua de Sello
Las empaquetaduras deben estar ajustadas de manera tal que gotee levemente el sello de agua del prensaestopas.

Octubre 2007
Página 42 de 59
Bombas WARMAN MCC
Vulco Perú S.A. Manual de Operación y Mantenimiento
Weir Minerals Latin America
Este goteo indica que está pasando suficiente líquido entre la camisa del eje y la empaquetadura, permitiendo así una lubricación adecuada e impidiendo el sobrecalentamiento. Es aconsejable usar un equipo regulador de presión o caudal para controlar el caudal adecuado de lavado. Recomendamos instalar un interruptor automático de caudal o presión para verificar el caudal antes de poner la bomba en operación. Debe tener agua de sello limpia para el prensaestopas a 10-15 psi más que la presión de descarga de la bomba. El caudal recomendado (GPM) con el conjunto en buenas condiciones, se muestra en la siguiente tabla:
Tamaño de Bomba
Caudal [GPM]
CAUDAL [m3/h]
125 MCH 4 - 8 0,9 – 1,8 150 MCH 5 – 10 1,1 – 2,3 200 MCH 6 – 12 1,4 – 2,7 250 MCH 7 – 15 1,6 – 3,4 300 MCH 8 – 16 1,8 – 3,6 350 MCH 10 – 18 2,3 – 4,1 400 MCH 12 – 25 2,7 – 5,7 450 MCH 15 – 27 3,4 – 6,1 550 MCH 30 - 33 6,8 – 7,5 650 MCH 34 - 35 7,7 – 8,0
6.10 Lubricación de los Rodamientos
Lubricación con grasa Las bombas se despachan de la fábrica, totalmente engrasadas y listas para funcionar. En condiciones normales, los descansos deben engrasarse mensualmente, pero en ambiente de mucho polvo o húmedos, éstos deben engrasarse más frecuentemente. Cualquier exceso de grasa sale por los sellos. La cantidad de grasa a aplicar se indica en el manual del conjunto porta rodamientos.
Disposición Prensa Estopa

Octubre 2007
Página 43 de 59
Bombas WARMAN MCC
Vulco Perú S.A. Manual de Operación y Mantenimiento
Weir Minerals Latin America
NOTA: Una cantidad de grasa en exceso o merma produce efectos negativos sobre el funcionamiento de los rodamientos, provocando generalmente aumento excesivo de la temperatura y vibraciones. Las siguientes son las grasas recomendables que están disponibles en el comercio. 1. Chevron Dura Lith 2 4. Albania EP2 (Shell) 2. Mobilux EP2 (Mobil) 5. Multifak EP2 (Texaco) 3. Lidok EP2 (Exxon) 6. Grasa Amolith #2EP (Amoco)
7.0 MANTENIMIENTO DE SERVICIO PERIÓDICO
7.1 Ajuste de disco Succión con Equipo en Movimiento
1. Se debe ajustar cada 15 días o 360 horas de operación, realizando el ajuste tomando la precaución de evitar una subida excesiva de amperaje o potencia del motor.
2. Se debe tomar el valor de amperaje de operación
actual de la bomba, y registrar el nivel de amperaje de detención del motor.
3. En ningún ajuste realizado se debe pasar el valor
máximo recomendado de amperaje que es igual al valor de detención del motor menos un 10 %.
4. Se debe ubicar una persona en sala eléctrica para
controlar los parámetros eléctricos, y otra en el lugar del equipo para realizar el ajuste, ambos deben estar comunicados por radio.
NOTA: se deben seguir todas las normas de seguridad de la empresa dueña del equipo, sobre todo en el caso del ajuste de los pernos de la parte superior de la bomba.

Octubre 2007
Página 44 de 59
Bombas WARMAN MCC
Vulco Perú S.A. Manual de Operación y Mantenimiento
Weir Minerals Latin America
5. Se debe limpiar los hilos de los espárragos de amarre y pernos de empuje del disco succión, y aplicar un lubricante. Ver figura 6.1 y 6.2.
6. Deben ser retiradas hacia atrás las tuercas de los
espárragos de amarre del disco considerando los milímetros con que se quiere comenzar a ajustar, que son tomados apretando con la mano la tuerca de empuje interponiendo una laina entre la tuerca y la carcasa succión.
7. Se recomienda tener lainas 2 [mm] como máximo, no
se recomienda de una mayor medida. ADVERTENCIA: Se recomienda la utilización de una
laina de 2 [mm] por razones de seguridad. 8. Primero se debe apretar un perno de empuje hasta
que una de las tuercas de amarre adyacentes este apretada, para comprobar si se produce una inmediata alza importante de amperaje del orden de 30% del valor actual de operación o valor máximo indicado en el punto 2, lo que indicaría que el impulsor esta muy cerca o rozando con el disco.
NOTA: se recomienda realizar el apriete de los pernos de empuje con una llave neumática, tomando la precaución de realizar el apriete hasta que una de las tuercas de amarre adyacentes este apretada. El apriete de la tuerca de amarre se puede comprobar con una llave manual procurando no cambiar la posición de la tuerca, realizándolo en forma suave.

Octubre 2007
Página 45 de 59
Bombas WARMAN MCC
Vulco Perú S.A. Manual de Operación y Mantenimiento
Weir Minerals Latin America
Figura 6.1; Espárragos de amarre
Figura 6.2; Perno de empuje

Octubre 2007
Página 46 de 59
Bombas WARMAN MCC
Vulco Perú S.A. Manual de Operación y Mantenimiento
Weir Minerals Latin America
9. En el caso que esta alza no se presente se aprietan
los restantes pernos de empuje en forma secuencial de derecha a izquierda o viceversa.
ADVERTENCIA: los pernos de empuje deben ser
apretados hasta que una de las tuercas adyacentes este apretada.
10. Luego de realizar el ajuste se debe esperar alrededor
de 3 minutos para que la bomba se estabilice operacionalmente.
11. Si se presenta un alza importante de amperaje del
orden de un 30% del valor actual de operación y continúa subiendo, se debe retroceder con los pernos de empuje retrocediendo los milímetros del último ajuste, y luego apretar las tuercas de amarre. Si esto sucede pasar al punto 13.
12. Los puntos 5 a 9 se deben repetir consecutivamente
ajustando de 2 en 2 milímetros hasta detectar una subida importante en el amperaje del motor del orden del 20% en forma sostenida, lo que indica que el plato esta cercano al impulsor (pasar al punto 5).
13. Se debe comprobar el apriete de las tuercas de
amarre, en caso de ser necesario reapretar cuando corresponda.
14. Los milímetros de avance, alzas y bajas de amperaje y
potencia, y el horómetro deben ser registrados en la planilla de registro histórico, para luego realizar el informe correspondiente.
NOTA: en caso de existir alguna consulta sobre este
procedimiento nuestro personal de servicio en terreno siempre estará dispuesto a prestar su ayuda.

Octubre 2007
Página 47 de 59
Bombas WARMAN MCC
Vulco Perú S.A. Manual de Operación y Mantenimiento
Weir Minerals Latin America
7.2 Mantenimiento del Prensa Estopa.
En las unidades MCH hay que verificar periódicamente si hay filtraciones en el prensaestopas, con el objeto de garantizar una adecuada lubricación de las empaquetaduras con agua. Si la filtración es excesiva, debe ajustar levemente el seguidor del prensaestopas hasta que la filtración sea aceptable. ADVERTENCIA: nunca elimine totalmente el chorro ya que se daña la empaquetadura y la camisa del eje como resultado de su sobrecalentamiento. Si la prensa esta tocando la caja prensa, en la detención más próxima afloje las tuercas que sujetan la prensa y retírela de la caja prensa. Luego, instale un anillo de empaquetadura y reponga la prensa. Si no hay flujo de lavado o si el flujo es excesivo, hay que ver si el anillo de cierre hidráulico presenta desgaste o si la camisa tiene un desgaste excesivo. Para hacerlo hay que mover hacia atrás la prensa estopa y sacar las empaquetaduras. Una vez fuera las empaquetaduras, saque el anillo de cierre hidráulico o anillo linterna, revise la superficie de la camisa del eje con una luz y un espejo o al tacto, y en forma visual el anillo linterna, para determinar si es necesario cambiarlos. Si es necesario hacerlo, consulte las Instrucciones de Mantenimiento en la sección 4.0.

Octubre 2007
Página 48 de 59
Bombas WARMAN MCC
Vulco Perú S.A. Manual de Operación y Mantenimiento
Weir Minerals Latin America
8.0 DETECCIÓN DE PROBLEMAS
8.1 No Hay Caudal
- Línea de succión tapada. Síntomas: bajo amperaje del motor, no hay presión de descarga. - Línea de descarga tapada. Se deben evitar las inclinaciones y las depresiones en las líneas de descarga porque los sólidos decantan muy rápido. Síntomas: alta presión de descarga y bajo amperaje junto con aumento de temperatura en la carcasa. - Impulsor o carcasa tapada. Puede ocurrir con la presencia de partículas de sólidos cuyo tamaño sea superior al tamaño máximo de partícula que puede ser bombeado a través de los alabes del impulsor o de la voluta de la bomba. Síntomas: baja presión de descarga con alto amperaje del motor. También puede haber mucha vibración. Es difícil determinar en que lugar tiene ocurrencia el embancamiento, ya que pueden suceder dos acontecimientos, a continuación:
La línea de descarga se tapa primero, esto provoca
que por lo general que también se tapen la línea de succión, el sumidero, el impulsor y la carcasa.
La línea de succión o el cajón de alimentación se tapa
primero, normalmente el impulsor, la carcasa y la línea de descarga no se tapan.
8.2 Aplicaciones con Succión de Aire u Operación en Vacío
Bomba no fue cebada antes de comenzar la puesta en
operación.

Octubre 2007
Página 49 de 59
Bombas WARMAN MCC
Vulco Perú S.A. Manual de Operación y Mantenimiento
Weir Minerals Latin America
Si usa estanque de cebado, revise los cálculos de cubicaje.
El estanque debe estar lleno al momento de la partida y debe haber suficiente volumen de líquido en la línea de descarga para que se produzca el llenado automático del estanque cuando comience a operar el equipo.
El NPSH es insuficiente para los requerimientos de velocidad y caudal de la bomba.
8.3 Material Entrampado
Durante la puesta en marcha de la planta pueden
introducirse elementos extraños en la línea de succión o descarga, se recomienda en lo posible tener precaución para que estos elementos no caigan el interior de los equipos.
Durante la operación normal, se puede tapar a causa
de parrillas de tromell rotas, revestimientos de válvula, planchas de goma, boquillas aspersoras rotas, palos, etc.
8.4 Caudal Insuficiente
Revise los cálculos de TDH, puede ser necesario
aumentar la velocidad de la bomba. No hay suficiente NPSH, revise si hay restricciones en
la línea de succión o bien aumente el diámetro de la línea de succión.
Las válvulas no están completamente abiertas en las líneas de succión o descarga.
Los coladores de succión están tapados parcialmente. Se produce introducción de aire en la línea de succión,
trabaja en vacío. 8.5 No hay Suficiente Presión de Descarga
La bomba está manejando una capacidad demasiado
alta. Revise los cálculos de válvulas y caudal. La velocidad de la bomba es demasiado baja. Aire o gases en el líquido (espuma).

Octubre 2007
Página 50 de 59
Bombas WARMAN MCC
Vulco Perú S.A. Manual de Operación y Mantenimiento
Weir Minerals Latin America
Impulsor dañado o gastado, se debe abrir el equipo e inspeccione.
8.6 Rotura o Daño en el Eje
Dirección errónea de giro, el impulsor se suelta y
provoca daño mecánico interno. La bomba partió con el impulsor y la carcasa tapados. Cuando se llena una bomba y el líquido se devuelve a
la bomba por la tubería de descarga, la bomba tiene que girar en dirección inversa. Si se hace partir la bomba mientras gira en la dirección incorrecta, se puede quebrar el eje.
Desalineamiento del acoplamiento. Cuando no se ponen o´ring a lo largo del eje y el
líquido corrosivo lo humedece, éste se daña. 8.7 El Motor Trabaja con Temperatura o Se Detiene
Descansos del motor gastados. Ventilador del motor defectuoso. La gravedad específica del líquido bombeado excede
las especificaciones. Carcasa tapada con pulpa o materiales extraños. Demasiado caudal en la bomba y el sistema. Bajo voltaje de alimentación en los terminales del
motor. 8.8 Fuga de pulpa por pernos de amarre u orificios de escape
de pulpa.
Si existe la presencia de fuga de pulpa por los pernos de amarre al realizar el ajuste del disco succión, podría indicar que una de los revestimientos esta dañado. Si existe la presencia de fuga por los orificios de escape, pulpa dispuesta en las carcasas, también indicaría que alguno de los revestimientos presenta daños.

Octubre 2007
Página 51 de 59
Bombas WARMAN MCC
Vulco Perú S.A. Manual de Operación y Mantenimiento
Weir Minerals Latin America
8.9 Guía Rápida de Problemas
8.9.1 Operacionales
A.- No bombea
• NPSH insuficiente • Aire o espuma • Altura succión baja • Baja rpm • Dirección de rotación invertida • Impulsor obstruido • Descarga bloqueada
B.- Flujo errático
• Bajo nivel de succión • Aire o espuma • Muy altas r.p.m. • Embancamiento cíclico (cañería)
C.- Flujo bajo
• NPSH insuficiente • Aire o espuma • Impulsor mal ajustado • Impulsor dañado • Impulsor parcialmente obstruido • Bajo nivel de succión • R.p.m. Muy bajas • Succión parcialmente bloqueada • Descarga parcialmente bloqueada • R.p.m. Muy alta • Resistencia del sistema muy alta
D.- Excesivo amperaje
• R.p.m. Muy alta • Impulsor semi -atascado • Resistencia del sistema muy baja • Peso especifico del fluido mas alto que el
originalmente especificado

Octubre 2007
Página 52 de 59
Bombas WARMAN MCC
Vulco Perú S.A. Manual de Operación y Mantenimiento
Weir Minerals Latin America
• Acoplamientos desalineados • Correas muy tensadas • Prensa de sello muy apretada • Eje desalineado o torcido • Rodamientos defectuosos • Empaquetaduras de sello muy apretadas • Impulsor rozando • Desbalance eléctrico o motor defectuoso
E.- Derrame excesivo de agua de sello y/o corta vida
empaquetaduras de sellos Eje desalineado Rodamientos defectuosos Camisa de eje gastada Empaquetaduras de sello inadecuadas o mal
colocadas Presión de agua de sello muy alta
F.- Derrame de pulpa por sello prensa estopa
Anillo linterna bloqueado Falta de agua de sello Presión de agua de sello insuficiente
G.- Rápido desgaste de sellos y camisas
Empaquetaduras de material inadecuado o
mal instaladas Apriete excesivo de empaquetaduras Agua de sello contaminada con sólidos Presión/caudal de agua de sello insuficiente Camisas de material inadecuado Camisa de dimensiones incorrectas Anillo linterna defectuoso o mal instalado
H.- Derrame por sello centrifugo con bomba
corriendo
Nivel de succión muy alto R.p.m. Muy bajas Impulsor mal ajustado (lado succión) Expeler gastado o bloqueado

Octubre 2007
Página 53 de 59
Bombas WARMAN MCC
Vulco Perú S.A. Manual de Operación y Mantenimiento
Weir Minerals Latin America
I.- Falla de rodamientos
Falta de grasa en laberintos de sello Sobre tensión de poleas Desalineamiento de acoples Exceso o falta de grasa en rodamientos Empleo de grasa contaminada Empleo de lubricante inadecuado Impulsor no suficientemente apretado contra
la camisa O`ring de sellos desde impulsor a porta-
rodamientos inexistentes o defectuosos, ya que evitan que los líquidos alcancen al eje desplazándose hacia los rodamientos y contaminarlos.
J.- Ruido y vibración
Aspiración de aire por bajo nivel de succión Mal sellado de flanges de cañerías Mal sellado de la bomba Cavilación Ingreso de aire Sistema de admisión semi-bloqueado Caudal demasiado bajo Impulsor dañado o parcialmente bloqueado Fundaciones o cañerías inadecuadas
K.- Recalentamiento cuerpo de la bomba
Caudal nulo o demasiado bajo Cavilación Impulsor rozando
8.9.2 Síntomas Instrumentales
A.- Amperaje alto
Caudal muy alto Densidad de fluido muy alta Roce entre elementos móviles y fijos

Octubre 2007
Página 54 de 59
Bombas WARMAN MCC
Vulco Perú S.A. Manual de Operación y Mantenimiento
Weir Minerals Latin America
R.P.M. De la bomba muy altas para la condición q/h actual
Muy baja presión o altura de descarga (punto q/h muy a la derecha)
Empaquetaduras de sello con exceso de apriete
Rodamientos defectuosos Acoplamientos desalineados Correas muy tensas Problemas eléctricos
B.- Amperaje bajo
Caudal muy bajo R.p.m. De la bomba muy bajas para la
condición q/h actual Muy baja presión o altura de descarga (punto
q/h muy a la izquierda) Demasiada holgura entre impulsor y plato
succión Impulsor parcialmente bloqueado o muy
gastado C.- Alta presión de descarga
R.P.M muy altas Línea de descarga bloqueada Densidad de la pulpa muy alta.
D.- Baja presión de descarga
R.p.m. Muy bajas Bajo nivel de succión Ingreso de aire Línea de succión parcialmente bloqueada NPSH insuficiente Impulsor parcialmente bloqueado o muy
gastado Demasiada holgura entre impulsor y plato
succión
E.- Alto vacío en la succión

Octubre 2007
Página 55 de 59
Bombas WARMAN MCC
Vulco Perú S.A. Manual de Operación y Mantenimiento
Weir Minerals Latin America
NPSH insuficiente Nivel de succión muy bajo o filtración de aire Línea de succión parcialmente bloqueada Altura de descarga muy baja con relación a
las r.p.m. (punto q/h muy a la derecha) 8.10 Advertencia para el Operador
Es posible que el operador resulte herido y las bombas se dañen si no se cumplen las instrucciones de mantenimiento. Es recomendable que el operador revise las instrucciones antes de hacer partir la bomba.
HAY que leer las siguientes advertencias antes de hacer partir la bomba.
1. La bomba NO debe trabajar SIN la protección de la
correa V y la protección del acoplamiento. 2. NO trate de hacer partir la bomba hasta estar seguro
que la dirección de giro es la correcta. La dirección de giro está indicada con una flecha en el descanso y/o en la carcasa de succión.
3. NO hacer trabajar la bomba si la presión de descarga
supera la presión máxima de régimen de la carcasa. Este valor está indicado en la carcasa de la bomba y/o en el manual de instrucciones de la misma.
4. NO poner en marcha la bomba si los sólidos están
asentados en la carcasa y los elementos giratorios no se pueden mover con la mano.
5. NO se debe hacer partir la bomba si el impulsor está
girando en sentido contrario (inercia).
6. El agua de sello se debe abrir antes de dar partida a la bomba.
7. La empaquetadura nunca debe quedar apretada a un
punto tal que no se produzcan filtraciones.
8. La bomba nunca debe trabajar con:
Octubre 2007
Página 56 de 59
Bombas WARMAN MCC
Vulco Perú S.A. Manual de Operación y Mantenimiento
Weir Minerals Latin America
a. Línea de descarga tapada o restringida o válvula de
descarga cerrada. b. Línea de succión tapada o restringida o válvula de
succión cerrada. c. La combinación de “a” y “b”.
9.0 PUESTA EN MARCHA
9.1 Chequeos Previos a la realización de Puesta en Marcha
1 Revise que la dirección de rotación del motor y la bomba sean correctas. Esto debe hacerse antes de montar los acoples.
2 Revise el espacio axial entre el impulsor y el
revestimiento de succión usando calibradores. El espacio recomendado se muestra en el plano de conjunto de la bomba y es de aprox. 1mm... Recurra al procedimiento de ajuste del impulsor en las instrucciones de mantenimiento de partes húmedas.
3 Revise que todos los pernos de anclaje estén seguros
y que el impulsor gira libremente al mover el eje con la mano o con una llave de eje en forma manual.
4 Revise que todos los pernos de las tuberías y flanges
estén apretados, especialmente los de la tubería de succión.
5 Asegúrese que la protección de correas y/o
protecciones de acoplamientos hayan sido correctamente montadas y aseguradas.
6 Verifique que el flujo de agua de sello, sea el
adecuado considerando el volumen y presión requerida de acuerdo con el tamaño de la bomba y sus condiciones de operación, es recomendable, poner en marcha las bombas con agua antes de introducir sólidos o pulpa al flujo.

Octubre 2007
Página 57 de 59
Bombas WARMAN MCC
Vulco Perú S.A. Manual de Operación y Mantenimiento
Weir Minerals Latin America
7 Es recomendable que se permita que las bombas bombeen agua durante un breve lapso antes de la detención para evitar el embancamiento de las líneas de descarga.
ATENCIÓN: El agua de sello se debe mantener
durante todas las operaciones siguientes: encendido, operación y detención. El agua de sello solo puede ser cortada después de la detención de la bomba y solo después que toda la pulpa en la cañería se ha drenado.
8 Asegúrese que los pernos de sujeción de la prensa
estopa no estén muy apretados. Es importante dejar el tiempo suficiente para que la
empaquetadura se "asiente" y permitir que salga desde la caja prensa un chorro de agua del tamaño de la mina de un lápiz, el cual proveerá el enfriamiento y la lubricación necesaria durante el período de asentamiento. El ajuste final puede realizar pasadas de 5 a 6 horas.
9 Verifique que el conjunto porta rodamientos haya sido
correctamente lubricado. 9.2 Chequeos Durante Puesta en Marcha
1. Asegúrese que todas las válvulas de la línea de
succión de la bomba hayan sido totalmente abiertas. Si es posible, haga salir el aire atrapado en la línea y la carcasa para asegurar un buen cebado de la bomba y por ende una buena succión.
2. Para una operación positiva de succión, se recomienda
que la válvula de descarga sea abierta a 1/3 durante la puesta en marcha para asegurar un flujo adecuado a través de la carcasa para prevenir un recalentamiento, mientras se delimitan los rangos de flujo y la potencia requerida hasta que se establezca la operación correcta.

Octubre 2007
Página 58 de 59
Bombas WARMAN MCC
Vulco Perú S.A. Manual de Operación y Mantenimiento
Weir Minerals Latin America
3. Monitoree la presión de descarga y de succión de la bomba (cuando sea posible), los rangos de flujo y la potencia para verificar que las características del sistema y del funcionamiento de la bomba sean las correctas.
4. Se debe medir la temperatura de los rodamientos
hasta que se estabilice el sistema, es decir durante la puesta en marcha. El porta rodamientos puede sentirse caliente al tocarlo dependiendo de la velocidad y de la potencia. Nunca debe permitirse que las temperaturas excedan los 90°C Si existen dudas, monitoree con termocuplas. Las temperaturas normales deberían ser aproximadamente de 55°C - 70°C. La temperatura interior del porta rodamientos es aproximadamente 10 °C superior a la temperatura de su superficie exterior.
5. Observe la caja prensa, para asegurarse de que el
chorro de agua de sello, cuando la hay, este escurriendo hacia afuera. El fluido que sale de la caja prensa debe ser limpio de mineral.
6. Asegúrese que no se esté generando excesivo calor
por desalineamiento o empaquetaduras demasiado apretadas verificando la temperatura del porta rodamientos.
Nota: es normal que el agua que filtra de la
empaquetadura sea mas caliente que la que entra, por que esta llevando el calor generado por la fricción de las empaquetaduras. No es necesario detener una bomba debido al calentamiento de la empaquetadura a no ser que produzca vapor o humo.
7. Durante la partida es preferible tener filtraciones de
agua en exceso que no tener suficiente. Después que la bomba ha funcionado por 8-10 hrs., los pernos pueden ser apretados para dar una filtración óptima.
Octubre 2007
Página 59 de 59
Bombas WARMAN MCC
Vulco Perú S.A. Manual de Operación y Mantenimiento
Weir Minerals Latin America
9.3 Procedimiento de Parada
Cuando sea posible, antes de detener la bomba, se debe permitir que esta funcione solo con agua durante un breve lapso para limpiar cualquier sedimentación.
1) Detenga el motor 2) Cierre la válvula de succión 3) Abra la válvula de despiche de pulpa 4) Cierre las demás válvulas si existen 5) Dejar el agua de sello funcionando (puesta en marcha,
funcionamiento, detención, devolución de flujo), solo entonces cortar el agua de sello
ADVERTENCIA: Si se dispone de línea de agua para
lavar la línea, nunca se debe presurizar la bomba con agua más allá de su presión máxima de trabajo.