lec 05
TRANSCRIPT

Chapter 11 -
MME-292
Arman HussainLecturerDGCE, BUET
Metallic Materials Sessional
Lecture 05
Cast Iron
September 7, 2014

Chapter 11 - 2
Chapter 11: Applications and Processing of Metal Alloys
ISSUES TO ADDRESS...
• How are Cast Iron classified and what are their common applications?
• What are some of the common fabrication techniques for metals?
• What heat treatment procedures are used to improve the mechanical properties of Cast Irons?
Chapter 11 - 3
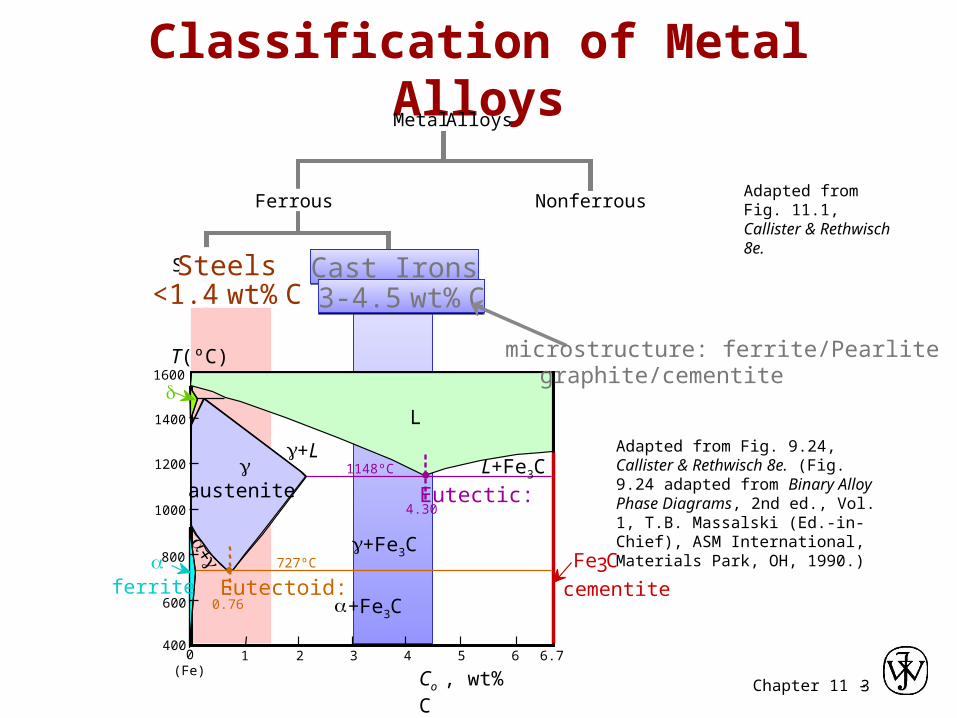
Adapted from Fig. 9.24, Callister & Rethwisch 8e. (Fig. 9.24 adapted from Binary Alloy Phase Diagrams, 2nd ed., Vol. 1, T.B. Massalski (Ed.-in-Chief), ASM International, Materials Park, OH, 1990.)
Adapted from Fig. 11.1, Callister & Rethwisch 8e.
Classification of Metal AlloysMetal Alloys
Steels
Ferrous Nonferrous
Cast Irons
<1.4wt%C 3-4.5wt%CSteels
<1.4 wt% CCast IronsCast Irons3-4.5 wt% C3-4.5 wt% C
Fe3C
cementite
1600
1400
1200
1000
800
600
4000 1 2 3 4 5 6 6.7
L
austenite
+L
+Fe3Cferrite
+Fe3C
+
L+Fe3C
(Fe) Co , wt% C
Eutectic:
Eutectoid:0.76
4.30
727ºC
1148ºC
T(ºC) microstructure: ferrite/Pearlitegraphite/cementite

Chapter 11 - 4
Cast Irons
• Ferrous alloys with > 2.1 wt% C– more commonly 3 - 4.5 wt% C
• Low melting – relatively easy to cast, amenable to cast
• Generally brittle→ casting is the most favorable process of fabrication
• Cementite decomposes to ferrite + graphite
Fe3C 3 Fe () + C (graphite)
– generally a slow process

Chapter 11 - 5
Fe-C True Equilibrium Diagram
Graphite formation promoted by
• Si > 1 wt%
• slow cooling
Adapted from Fig. 11.2, Callister & Rethwisch 8e. [Fig. 11.2 adapted from Binary Alloy Phase Diagrams, 2nd ed.,Vol. 1, T.B. Massalski (Ed.-in-Chief), ASM International, Materials Park, OH, 1990.]
1600
1400
1200
1000
800
600
4000 1 2 3 4 90
L
+L
+ Graphite
Liquid +Graphite
(Fe) C, wt% C
0.65
740ºC
T(ºC)
+ Graphite
100
1153ºCAustenite 4.2 wt% C

Chapter 11 -
Types of Cast Iron
Gray iron
Ductile iron
White iron
Malleable iron (Heat treated white iron)
6

Chapter 11 - 7
Gray iron
• C content: 2.5-4.0%• Si Content 1.0-3.0%• graphite flakes• Fracture surface is gray• weak & brittle in tension• stronger in compression• excellent vibrational dampening• wear resistant• Least expensive• Application:
– Base of structure of machines and heavy equipments
Adapted from Fig. 11.3(a) & (b), Callister & Rethwisch 8e.

Chapter 11 -
Ductile iron
• Add Mg and/or Ce• graphite as nodules not
flakes• Greatly influence
mechanical properties• Matrix: pearlite or ferrite
depending on heat treatment
• As-cast piece is pearlite• stronger but less ductile
8

Chapter 11 -
Contd.
• Heat treatment for several hours at about 7000C will yield a ferrite matrix
• Stronger and much more ductile
• Applications: valves, pump bodies, crank-shaft, gears etc.
9

Chapter 11 -10
White iron
• < 1 wt% Si (low Si)• Rapid cooling rate• C remains as cementite instead of
forming graphite• Fracture surface has a white
apperance• Only suface layer is chilled, graphite
flake is formed in the interior• pearlite + cementite• very hard and brittle thus unmachinable
Application: hard and wear resisting surface without much ductility
i.e. rollers in rolling machine, bearings etc.
Adapted from Fig. 11.3(c) & (d), Callister & Rethwisch 8e.

Chapter 11 -11

Chapter 11 -
Malleable iron
12
• heat treat white iron at 800-900ºC for prolonged time in neutral atm.
• Decomposition of cementite
• graphite in rosettes surrounded by ferrite or pearlite matrix
• reasonably strong and ductile
Applications: Connecting rods, transmission gears, and differential
cases for the automotive industry, and also flanges, pipe fittings, and valve parts
for railroad, marine, and other heavy-duty services.

Chapter 11 -13
Chapter 11 -
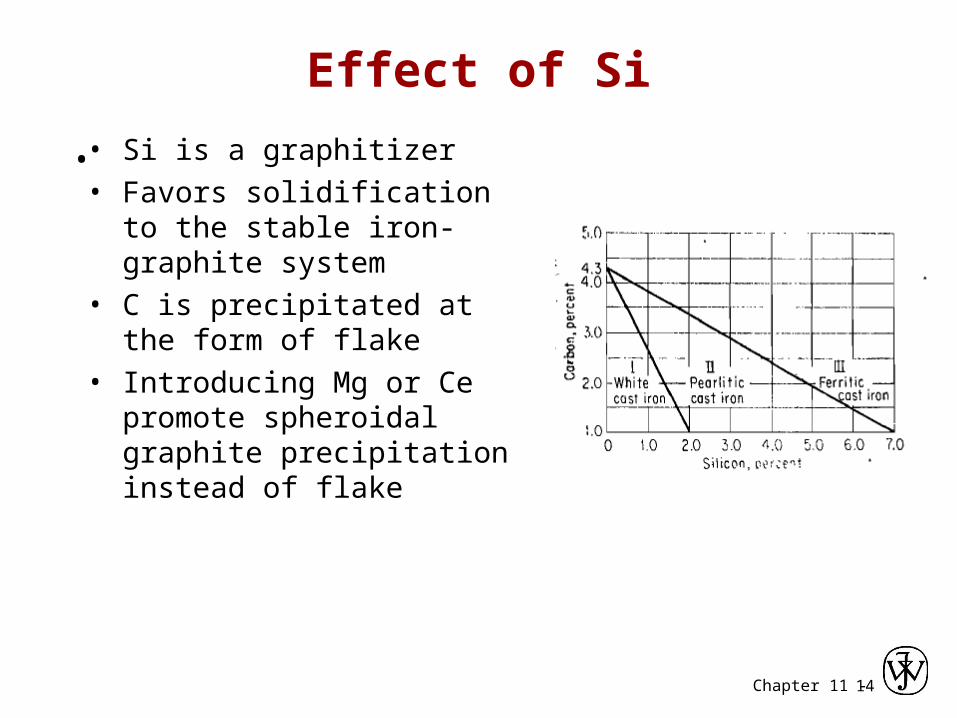
Effect of Si
14
• • Si is a graphitizer
• Favors solidification to the stable iron-graphite system
• C is precipitated at the form of flake
• Introducing Mg or Ce promote spheroidal graphite precipitation instead of flake

Chapter 11 -
Effect of S in cast iron
• Commercial gray irons contains: 0.06 to 0.12 % S
• Effect of Si and S on the form of C are reversed
• S content ↑ → Cementite formation ↑ → promote white iron formation
• S reacts with Fe and form FeS → low M.P. compound → increase possibility of cracking
• S↓ es fluidity → increases blow holes
• Mn is used for desulphurization
• MnS emains as dispersed inclusions
15

Chapter 11 -
Next Class
Structure properties
relationship
16