kompass reaming - supplement rapid set & monomax …€¦ · kompass reaming - supplement rapid...
TRANSCRIPT

KOMPASS REAMING - SUPPLEMENTRapid Set & Monomax ReamersInch & Metric

DIHART® Rapid Set Reamer
BENEFITS for you:
Modular tooling system Quick and easy replacement of cutting heads Left hand spiral geometries for highest productivity Excellent repeatability Various cutting materials and coatings
2

DIHART® Rapid Set Reamer Page
Tool Recommendation 4 – 5
Replaceable Heads 6
Ø 0.3779 – 2.3622 inch (Ø 9.600 – 60.000 mm)
Holder
Cylindrical shankDAH® adapterABS® adapter
789
Assembly Instructions 10
Replacement parts / Accessories 11
3
Mat
eria
l gro
up
Stre
ngth
Rm
(lbf
/Ins²
)
Har
dnes
s H
B MaterialMaterial exampleANSI / SAE
High-speed machining
Order No.Cutting
geometry (ASG)
Cutting material/ coating
Order No.Cutting
geometry (ASG)
Cutting material/ coating
P1.
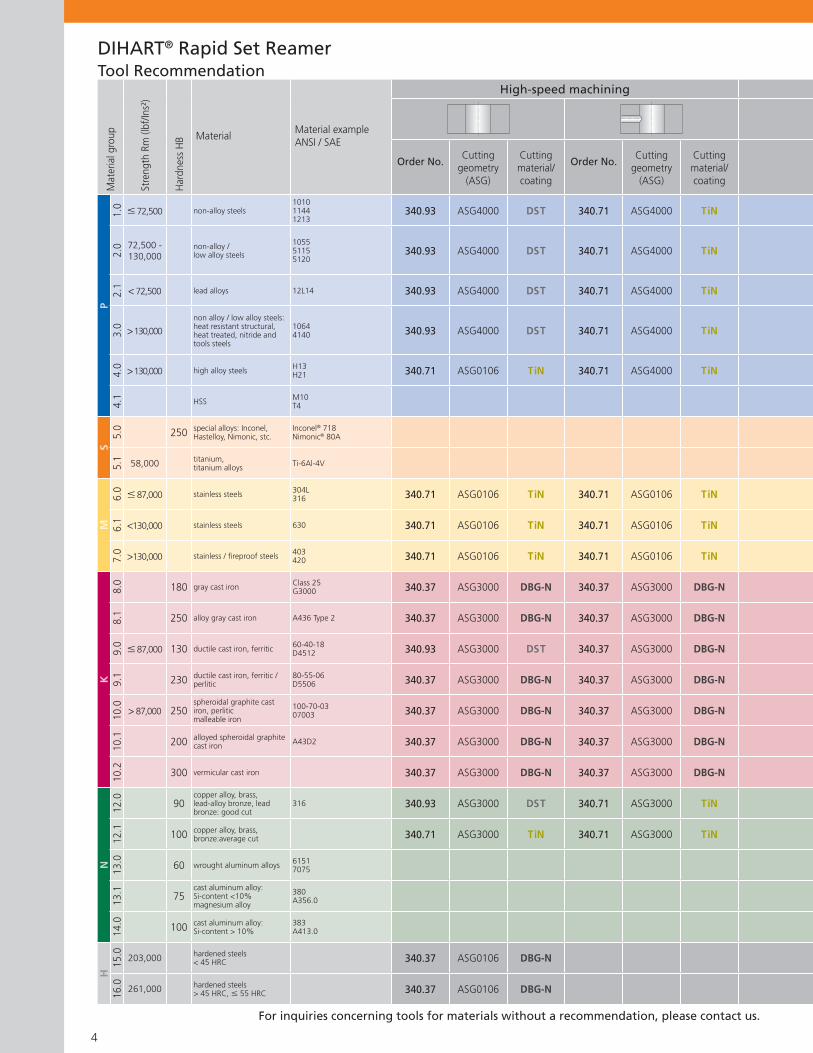
0 � 72,500 non-alloy steels101011441213
340.93 ASG4000 DST 340.71 ASG4000 TiN
2.0 72,500 -
130,000non-alloy /low alloy steels
105551155120
340.93 ASG4000 DST 340.71 ASG4000 TiN
2.1 < 72,500 lead alloys 12L14 340.93 ASG4000 DST 340.71 ASG4000 TiN
3.0 > 130,000
non alloy / low alloy steels: heat resistant structural, heat treated, nitride and tools steels
10644140 340.93 ASG4000 DST 340.71 ASG4000 TiN
4.0 > 130,000 high alloy steels H13
H21 340.71 ASG0106 TiN 340.71 ASG4000 TiN
4.1 HSS M10
T4
S5.
0 250 special alloys: Inconel, Hastelloy, Nimonic, stc.
Inconel® 718Nimonic® 80A
5.1 58,000 titanium,
titanium alloys Ti-6Al-4V
M6.
0 � 87,000 stainless steels 304L316 340.71 ASG0106 TiN 340.71 ASG0106 TiN
6.1 <130,000 stainless steels 630 340.71 ASG0106 TiN 340.71 ASG0106 TiN
7.0 >130,000 stainless / fi reproof steels 403
420 340.71 ASG0106 TiN 340.71 ASG0106 TiN
K8.
0 180 gray cast iron Class 25G3000 340.37 ASG3000 DBG-N 340.37 ASG3000 DBG-N
8.1 250 alloy gray cast iron A436 Type 2 340.37 ASG3000 DBG-N 340.37 ASG3000 DBG-N
9.0 � 87,000 130 ductile cast iron, ferritic 60-40-18
D4512 340.93 ASG3000 DST 340.37 ASG3000 DBG-N
9.1 230 ductile cast iron, ferritic /
perlitic80-55-06D5506 340.37 ASG3000 DBG-N 340.37 ASG3000 DBG-N
10.0 > 87,000 250
spheroidal graphite cast iron, perlitic malleable iron
100-70-0307003 340.37 ASG3000 DBG-N 340.37 ASG3000 DBG-N
10.1 200 alloyed spheroidal graphite
cast iron A43D2 340.37 ASG3000 DBG-N 340.37 ASG3000 DBG-N
10.2 300 vermicular cast iron 340.37 ASG3000 DBG-N 340.37 ASG3000 DBG-N
N12
.0 90copper alloy, brass,lead-alloy bronze, lead bronze: good cut
316 340.93 ASG3000 DST 340.71 ASG3000 TiN
12.1 100 copper alloy, brass,
bronze:average cut 340.71 ASG3000 TiN 340.71 ASG3000 TiN
13.0 60 wrought aluminum alloys 6151
7075
13.1 75
cast aluminum alloy: Si-content <10%magnesium alloy
380A356.0
14.0 100 cast aluminum alloy:
Si-content > 10%383A413.0
H15
.0 203,000 hardened steels< 45 HRC 340.37 ASG0106 DBG-N
16.0 261,000 hardened steels
> 45 HRC, � 55 HRC 340.37 ASG0106 DBG-N
4
DIHART® Rapid Set ReamerTool Recommendation
For inquiries concerning tools for materials without a recommendation, please contact us.

High-speed machining Conventional machining
Order No.Cutting
geometry (ASG)
Cutting material/ coating
Order No.Cutting
geometry (ASG)
Cutting material/ coating
Order No.Cutting
geometry (ASG)
Cutting material
Order No.Cutting
geometry (ASG)
Cutting material
340.93 ASG3000 DST 340.71 ASG3000 TiN 340.21 ASG3000 HM 340.21 ASG3000 HM
340.93 ASG3000 DST 340.71 ASG3000 TiN 340.21 ASG02 HM 340.21 ASG02 HM
340.93 ASG3000 DST 340.71 ASG3000 TiN 340.21 ASG3000 HM 340.21 ASG3000 HM
340.93 ASG3000 DST 340.71 ASG3000 TiN 340.21 ASG3000 HM 340.21 ASG3000 HM
340.71 ASG0106 DST 340.71 ASG0106 TiN 340.21 ASG0106 HM 340.21 ASG0106 HM
340.21 ASG03 HM 340.21 ASG03 HM
340.71 ASG0106 TiN 340.71 ASG0106 TiN 340.21 ASG0106 HM 340.21 ASG0106 HM
340.71 ASG0106 TiN 340.71 ASG0106 TiN 340.21 ASG0106 HM 340.21 ASG0106 HM
340.71 ASG0106 TiN 340.71 ASG0106 TiN 340.21 ASG0106 HM 340.21 ASG0106 HM
340.37 ASG3000 DBG-N 340.37 ASG3000 DBG-N 340.21 ASG3000 HM 340.21 ASG3000 HM
340.37 ASG3000 DBG-N 340.37 ASG3000 DBG-N 340.21 ASG3000 HM 340.21 ASG3000 HM
340.93 ASG3000 DST 340.37 ASG3000 DBG-N 340.21 ASG02 HM 340.21 ASG02 HM
340.37 ASG3000 DBG-N 340.37 ASG3000 DBG-N 340.21 ASG3000 HM 340.21 ASG3000 HM
340.37 ASG3000 DBG-N 340.37 ASG3000 DBG-N 340.21 ASG3000 HM 340.21 ASG3000 HM
340.37 ASG3000 DBG-N 340.37 ASG3000 DBG-N 340.21 ASG3000 HM 340.21 ASG3000 HM
340.37 ASG3000 DBG-N 340.37 ASG3000 DBG-N 340.21 ASG3000 HM 340.21 ASG3000 HM
340.93 ASG3000 DST 340.71 ASG3000 TiN 340.21 ASG0106 HM 340.21 ASG0106 HM
340.71 ASG3000 TiN 340.71 ASG3000 TiN 340.21 ASG0106 HM 340.21 ASG0106 HM
340.21 ASG02 HM 340.21 ASG02 HM
340.21 ASG3000 HM 340.21 ASG3000 HM
340.21 ASG3000 HM 340.21 ASG3000 HM
340.37 ASG0106 DBG-N
340.37 ASG0106 DBG-N
5
DIHART® Rapid Set ReamerTool Recommendation
Cutting speed and feed see pages 28 - 29

Rapid Set Heads
Cutting material / coating Order No. Order No.
HM 340.20 340.21TiN 340.70 340.71
DBG-N 340.37 340.38
DST 340.92 340.93
DJC 340.66 340.67
Dimensions
min. diameter for
front cuttingØ D Ø x a l2
~ ~ ~ No. of teeth No. of teeth0.3779 – 0.4957 (9.60 – 12.59) Ø D – 0.122 (Ø D – 3.1) 0.374 (9.5) 0.433 (11) 4 4
0.4958 – 0.6138 (12.60 – 15.59) Ø D – 0.142 (Ø D – 3.6) 0.413 (10.5) 0.433 (11) 4 4
0.6139 – 0.7319 (15.60 – 18.59) Ø D – 0.181 (Ø D – 4.6) 0.413 (10.5) 0.433 (11) 4 6
0.7320 – 0.9449 (18.60 – 24.00) Ø D – 0.201 (Ø D – 5.1) 0.413 (10.5) 0.433 (11) 6 6
0.9450 – 1.1850 (24.01 – 30.10) Ø D – 0.236 (Ø D – 6.0) 0.413 (10.5) 0.433 (11) 6 6
1.1851 – 1.5748 (30.11 – 40.00) Ø D – 0.296 (Ø D – 7.5) 0.630 (16) 0.669 (17) 6 6
1.5749 – 2.3622 (40.01 – 60.00) Ø D – 0.315 (Ø D – 8.0) 0.630 (16) 0.669 (17) 6 6
Order No. Bore Diameter Bore Tolerance Material or ASG
340.92 � 1.6535 (� 41.54 mm) +.0015/-0 Low carbon steel 1117
6
(..) = mm
Order example:
Ø D Ø D
Ø x*
a
l2l2
a
DIHART Rapid Set Heads � 0.3779 – 2.3622 inch (� 9.600 – 60.000 mm)Replaceable Heads
� right hand spiral heads available on request by quotation only
Short version Long version
Ø D Order No. L b c Ø d h6 Order No. L b c Ø dmm mm mm mm mm mm mm mm
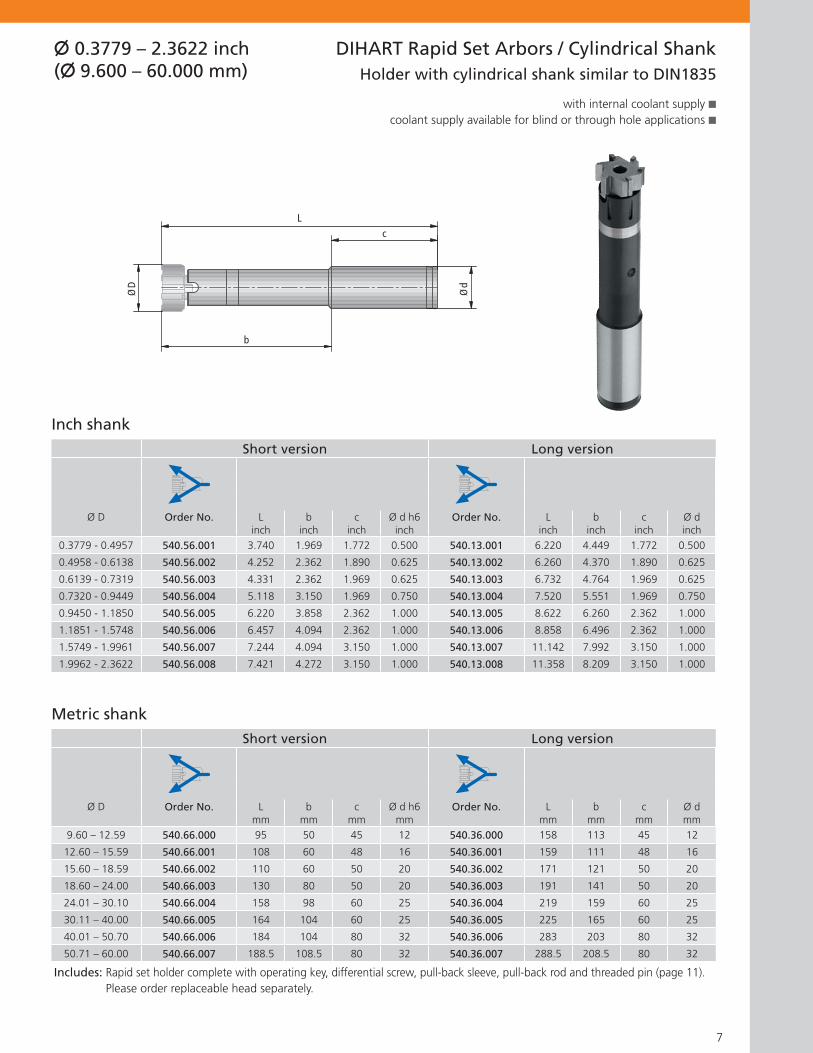
9.60 – 12.59 540.66.000 95 50 45 12 540.36.000 158 113 45 12
12.60 – 15.59 540.66.001 108 60 48 16 540.36.001 159 111 48 16
15.60 – 18.59 540.66.002 110 60 50 20 540.36.002 171 121 50 20
18.60 – 24.00 540.66.003 130 80 50 20 540.36.003 191 141 50 20
24.01 – 30.10 540.66.004 158 98 60 25 540.36.004 219 159 60 25
30.11 – 40.00 540.66.005 164 104 60 25 540.36.005 225 165 60 25
40.01 – 50.70 540.66.006 184 104 80 32 540.36.006 283 203 80 32
50.71 – 60.00 540.66.007 188.5 108.5 80 32 540.36.007 288.5 208.5 80 32
Short version Long version
Ø D Order No. L b c Ø d h6 Order No. L b c Ø dinch inch inch inch inch inch inch inch
0.3779 - 0.4957 540.56.001 3.740 1.969 1.772 0.500 540.13.001 6.220 4.449 1.772 0.500
0.4958 - 0.6138 540.56.002 4.252 2.362 1.890 0.625 540.13.002 6.260 4.370 1.890 0.625
0.6139 - 0.7319 540.56.003 4.331 2.362 1.969 0.625 540.13.003 6.732 4.764 1.969 0.625
0.7320 - 0.9449 540.56.004 5.118 3.150 1.969 0.750 540.13.004 7.520 5.551 1.969 0.750
0.9450 - 1.1850 540.56.005 6.220 3.858 2.362 1.000 540.13.005 8.622 6.260 2.362 1.000
1.1851 - 1.5748 540.56.006 6.457 4.094 2.362 1.000 540.13.006 8.858 6.496 2.362 1.000
1.5749 - 1.9961 540.56.007 7.244 4.094 3.150 1.000 540.13.007 11.142 7.992 3.150 1.000
1.9962 - 2.3622 540.56.008 7.421 4.272 3.150 1.000 540.13.008 11.358 8.209 3.150 1.000
7
Lc
b
Ø D
Ø d
DIHART Rapid Set Arbors / Cylindrical Shank� 0.3779 – 2.3622 inch(� 9.600 – 60.000 mm) Holder with cylindrical shank similar to DIN1835
with internal coolant supply �coolant supply available for blind or through hole applications �
Inch shank
Metric shank
Includes: Rapid set holder complete with operating key, differential screw, pull-back sleeve, pull-back rod and threaded pin (page 11). Please order replaceable head separately.

Short version Long version
forØ D Order No. L b DAH Order No. L b DAH
0.4961 – 0.6138 (12.60 – 15.59) 540.02.001 3.622 (92) 2.913 (74) 81 540.07.001 5.079 (129) 4.370 (111) 81
0.6139 – 0.7319 (15.60 – 18.59) 540.02.002 3.622 (92) 2.913 (74) 81 540.07.002 5.472 (139) 4.764 (121) 81
0.7320 – 0.9449 (18.60 – 24.00) 540.02.003 4.409 (112) 3.701 (94) 81 540.07.003 6.260 (159) 5.551 (141) 81
0.9450 – 1.1850 (24.01 – 30.10) 540.02.004 5.118 (130) 4.409 (112) 81 540.07.004 6.969 (177) 6.260 (159) 81
1.1851 – 1.5748 (30.11 – 40.00) 540.02.005 5.354 (136) 4.646 (118) 81 540.07.005 7.205 (183) 6.496 (165) 81
1.5749 – 1.9961 (40.01 – 50.70) 540.02.006 5.925 (150.5) 5.217 (132.5) 81 540.07.006 8.701 (221) 7.992 (203) 81
1.9962 – 2.3622 (50.71 – 60.00) 540.02.007 5.925 (150.5) 5.217 (132.5) 81 540.07.007 9.390 (238.5) 8.681 (220.5) 81
8
(..) = mm
DIHART Rapid Set Arbor / DAH® � 0.4961 – 2.3622 inch (� 12.600 – 60.000 mm)For use with DAH® adapters
� with internal coolant supply� coolant supply available for blind or through hole applications
Includes: Rapid set holder complete with operating key, differential screw, pull-back sleeve and threaded pin (page 11). Please order replaceable head separately.
Ø D
L
b
DA
H

Dimensions
forØ D Order No. L b ABS
1.1851 – 1.5748 (30.11 – 40.00) 540.48.015 3.701 (94) 3.307 (84) 32
0.4961 – 0.6138 (12.60 – 15.59) 540.48.001 2.520 (64) 1.969 (50) 40
0.6139 – 0.7319 (15.60 – 18.59) 540.48.002 2.913 (74) 2.362 (60) 40
0.7320 – 0.9449 (18.60 – 24.00) 540.48.003 2.913 (74) 2.362 (60) 40
0.9450 – 1.1850 (24.01 – 30.10) 540.48.004 3.622 (92) 3.071 (78) 40
1.1851 – 1.5748 (30.11 – 40.00) 540.48.005 3.858 (98) 3.307 (84) 40
1.5749 – 1.9961 (40.01 – 50.70) 540.48.006 4.409 (112) 3.858 (98) 40
1.9962 – 2.3622 (50.71 – 60.00) 540.48.007 4.823 (122.5) 4.272 (108.5) 50
9
DIHART Rapid Set Arbors / ABS®
Holder with ABS® connection
with internal coolant supply �coolant supply available for blind or through hole applications �
KOMET ABS® connection �
Ø D
ABS
L
b
� 0.4961 – 2.3622 inch (� 12.600 – 60.000 mm)
Includes: Rapid set holder complete with operating key, differential screw, pull-back sleeve and threaded pin (page 11). Please order replaceable head separately.
(..) = mm
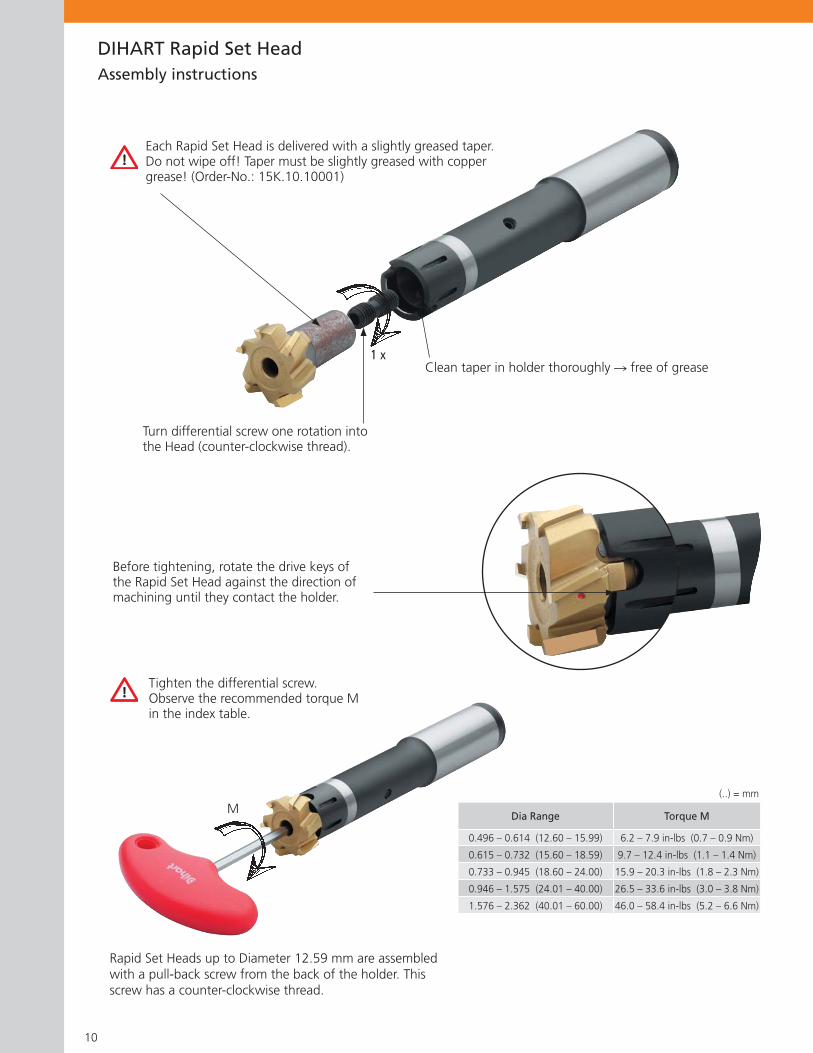
Dia Range Torque M
0.496 – 0.614 (12.60 – 15.99) 6.2 – 7.9 in-lbs (0.7 – 0.9 Nm)
0.615 – 0.732 (15.60 – 18.59) 9.7 – 12.4 in-lbs (1.1 – 1.4 Nm)
0.733 – 0.945 (18.60 – 24.00) 15.9 – 20.3 in-lbs (1.8 – 2.3 Nm)
0.946 – 1.575 (24.01 – 40.00) 26.5 – 33.6 in-lbs (3.0 – 3.8 Nm)
1.576 – 2.362 (40.01 – 60.00) 46.0 – 58.4 in-lbs (5.2 – 6.6 Nm)
10
DIHART Rapid Set HeadAssembly instructions
(..) = mm
M
1 x
Each Rapid Set Head is delivered with a slightly greased taper.Do not wipe off! Taper must be slightly greased with coppergrease! (Order-No.: 15K.10.10001)
Before tightening, rotate the drive keys of the Rapid Set Head against the direction of machining until they contact the holder.
Rapid Set Heads up to Diameter 12.59 mm are assembled with a pull-back screw from the back of the holder. This screw has a counter-clockwise thread.
Clean taper in holder thoroughly � free of grease
Turn differential screw one rotation into the Head (counter-clockwise thread).
Tighten the differential screw.Observe the recommended torque Min the index table.

11
� � � � �Operating Key Differential Screw Differential Screw Pull-back Sleeve Threaded Pin Pull-back Rod Pull-back Rod
Ø D Order No. Order No. Order No. Order No. Order No. Order No. Order No.
0.3780 – 0.4957 (9.60 – 12.59) – – – – – 540.04.001 540.04.002
0.4958 – 0.6138 (12.60 – 15.59) 340.35.001 340.15.001 340.83.001 340.33.001 540.03.001 – –
0.6139 – 0.7319 (15.60 – 18.59) 340.35.002 340.15.002 340.83.002 340.33.002 540.03.002 – –
0.7320 – 0.9449 (18.60 – 24.00) 340.35.003 340.15.003 340.83.003 340.33.003 540.03.003 – –
0.9450 – 1.1850 (24.01 – 30.10) 340.35.004 340.15.004 340.83.004 340.33.004 540.03.004 – –
1.1851 – 1.5748 (30.11 – 40.00) 340.35.004 340.15.004 340.83.004 340.33.004 540.03.004 – –
1.5749 – 1.9961 (40.01 – 50.70) 340.35.005 340.15.005 340.83.005 340.33.005 540.03.005 – –
1.9962 – 2.3622 (50.71 – 60.00) 340.35.005 340.15.005 340.83.005 340.33.005 540.03.005 – –
DIHART Rapid Set Reamer
� �� �
�
Replacement parts / Accessories
Replaceable insert Holder
(..) = mm

12
DIHART Monomax® – Solid
DIHART Monomax®
One-piece tools – known as monobloc tools – are one of DIHART’s specialities. The demands which have been made over decades are refl ected in an enormous number of types and variations. This successful tool program has been completely revised with many of standards available through effi cient manufacturing.
BENEFITS for you:
Designed for small hole diameters Extremely durable due to single-piece construction Precision ground to size
Application:
- Non-alloy and low alloy steels- Stainless, heat resistant and high alloy steels- Grey cast iron and spheroidal graphite cast iron- Copper alloys, brass and bronze- Aluminum- Titanium, titanium alloys, CGI, and plastic on request
Versions:
- Solid- Short and long versions- Through and blind hole coolant outlets available- Uncoated and coated carbide or DST- Diameter range 0.2205 – 1.5984 inch (5.600 – 40.599 mm)
DIHART Monomax® Page
Tool Recommendation 14 – 15
Monomax® – Solid
Ø 0.2205 – 1.5984 inch (Ø 5.600 – 40.599 mm)with cylindrical shank – short version
Ø 0.2205 – 1.5984 inch (Ø 5.600 – 40.599 mm)with cylindrical shank – long version
16 – 17
18 – 19
13

Mat
eria
l gro
up
Stre
ngth
Rm
(lbf
/Ins²
)
Har
dnes
s H
B MaterialMaterial exampleAISI / SAE
High-speed machining
Order No.longshort
Cutting geometry
(ASG)
Cutting material/ coating
Order No.longshort
Cutting geometry
(ASG)
Cutting material/ coating
P1.
0 � 72,500 non-alloy steels101011441213
56U.9356N.93
ASG4000 DST 56U.7156N.71
ASG4000 TiN
2.0 72,500 -
130,000non-alloy /low alloy steels
105551155120
56U.9356N.93
ASG4000 DST 56U.7156N.71
ASG4000 TiN
2.1 < 72,500 lead alloys 12L14
56U.9356N.93
ASG4000 DST 56U.7156N.71
ASG4000 TiN
3.0 > 130,000
non alloy / low alloy steels: heat resistant structural, heat treated, nitride and tools steels
10644140
56U.9356N.93
ASG4000 DST 56U.7156N.71
ASG3000 TiN
4.0 > 130,000 high alloy steels H13
H2156U.7156N.71
ASG0106 TiN 56U.7156N.71
ASG0106 TiN
4.1 HSS M10
T4
S5.
0 250 special alloys: Inconel, Hastelloy, Nimonic, stc.
Inconel® 718Nimonic® 80A
5.1 58,000 titanium,
titanium alloys Ti-6Al-4V
M6.
0 � 87,000 stainless steels 304L316
56U.7156N.71
ASG0106 TiN 56U.7156N.71
ASG0106 TiN
6.1 <130,000 stainless steels 630
56U.7156N.71
ASG0106 TiN 56U.7156N.71
ASG0106 TiN
7.0 >130,000 stainless / fi reproof steels 403
42056U.7156N.71
ASG0106 TiN 56U.7156N.71
ASG0106 TiN
K8.
0 180 gray cast iron Class 25G3000
56U.3756N.37
ASG3000 DBG-N 56U.3756N.37
ASG3000 DBG-N
8.1 250 alloy gray cast iron A436 Type 2
56U.3756N.37
ASG3000 DBG-N 56U.3756N.37
ASG3000 DBG-N
9.0 � 600 130 ductile cast iron, ferritic 60-40-18
D451256U.9356N.93
ASG3000 DST 56U.3756N.37
ASG3000 DBG-N
9.1 230 ductile cast iron, ferritic /
perlitic80-55-06D5506
56U.3756N.37
ASG3000 DBG-N 56U.3756N.37
ASG3000 DBG-N
10.0 > 600 250
spheroidal graphite cast iron, perlitic malleable iron
100-70-0307003
56U.3756N.37
ASG3000 DBG-N 56U.3756N.37
ASG3000 DBG-N
10.1 200 alloyed spheroidal graphite
cast iron A43D256U.3756N.37
ASG3000 DBG-N 56U.3756N.37
ASG3000 DBG-N
10.2 300 vermicular cast iron
56U.3756N.37
ASG3000 DBG-N 56U.3756N.37
ASG3000 DBG-N
N12
.0 90copper alloy, brass,lead-alloy bronze, lead bronze: good cut
31656U.9356N.93
ASG3000 DST 56U.7156N.71
ASG3000 TiN
12.1 100 copper alloy, brass,
bronze:average cut56U.7156N.71
ASG3000 TiN 56U.7156N.71
ASG3000 TiN
13.0 60 wrought aluminum alloys 6151
7075
13.1 75
cast aluminum alloy: Si-content <10%magnesium alloy
380A356.0
14.0 100 cast aluminum alloy:
Si-content > 10%383A413.0
H15
.0 1400 hardened steels< 45 HRC
56U.3756N.37
ASG0106 DBG-N
16.0 1800 hardened steels
> 45 HRC, � 55 HRC56U.3756N.37
ASG0106 DBG-N
14
DIHART Monomax® – SolidTool Recommendation
For inquiries concerning tools for materials without a recommendation, please contact us.

High-speed machining Conventional machining
Order No.longshort
Cutting geometry
(ASG)
Cutting material/ coating
Order No.longshort
Cutting geometry
(ASG)
Cutting material/ coating
Order No.longshort
Cutting geometry
(ASG)
Cutting material
Order No.longshort
Cutting geometry
(ASG)
Cutting material
56T.9356M.93
ASG3000 DST 56T.7156M.71
ASG3000 TiN 56U.2156N.21
ASG3000 HM 56T.2156M.21
ASG3000 HM
56T.9356M.93
ASG3000 DST 56T.7156M.71
ASG3000 TiN 56U.2156N.21
ASG02 HM 56T.2156M.21
ASG02 HM
56T.9356M.93
ASG3000 DST 56T.7156M.71
ASG3000 TiN 56U.2156N.21
ASG3000 HM 56T.2156M.21
ASG3000 HM
56T.9356M.93
ASG3000 DST 56T.7156M.71
ASG3000 TiN 56U.2156N.21
ASG3000 HM 56T.2156M.21
ASG3000 HM
56T.7156M.71
ASG0106 TiN 56T.7156M.71
ASG0106 TiN 56U.2156N.21
ASG0106 HM 56T.2156M.21
ASG0106 HM
56U.2156N.21
ASG03 HM 56T.2156M.21
ASG03 HM
56T.7156M.71
ASG0106 TiN 56T.7156M.71
ASG0106 TiN 56U.2156N.21
ASG0106 HM 56T.2156M.21
ASG0106 HM
56T.7156M.71
ASG0106 TiN 56T.7156M.71
ASG0106 TiN 56U.2156N.21
ASG0106 HM 56T.2156M.21
ASG0106 HM
56T.7156M.71
ASG0106 TiN 56T.7156M.71
ASG0106 TiN 56U.2156N.21
ASG0106 HM 56T.2156M.21
ASG0106 HM
56T.3756M.37
ASG3000 DBG-N 56T.3756M.37
ASG3000 DBG-N 56U.2156N.21
ASG3000 HM 56T.2156M.21
ASG3000 HM
56T.3756M.37
ASG3000 DBG-N 56T.3756M.37
ASG3000 DBG-N 56U.2156N.21
ASG3000 HM 56T.2156M.21
ASG3000 HM
56T.9356M.93
ASG3000 DST 56T.3756M.37
ASG3000 DBG-N 56U.2156N.21
ASG02 HM 56T.2156M.21
ASG02 HM
56T.3756M.37
ASG3000 DBG-N 56T.3756M.37
ASG3000 DBG-N 56U.2156N.21
ASG3000 HM 56T.2156M.21
ASG3000 HM
56T.3756M.37
ASG3000 DBG-N 56T.3756M.37
ASG3000 DBG-N 56U.2156N.21
ASG3000 HM 56T.2156M.21
ASG3000 HM
56T.3756M.37
ASG3000 DBG-N 56T.3756M.37
ASG3000 DBG-N 56U.2156N.21
ASG3000 HM 56T.2156M.21
ASG3000 HM
56T.3756M.37
ASG3000 DBG-N 56T.3756M.37
ASG3000 DBG-N 56U.2156N.21
ASG3000 HM 56T.2156M.21
ASG3000 HM
56T.9356M.93
ASG3000 DST 56T.7156M.71
ASG3000 TiN 56U.2156N.21
ASG0106 HM 56T.2156M.21
ASG0106 HM
56T.7156M.71
ASG3000 TiN 56T.7156M.71
ASG3000 TiN 56U.2156N.21
ASG0106 HM 56T.2156M.21
ASG0106 HM
56U.2156N.21
ASG02 HM 56T.2156M.21
ASG02 HM
56U.2156N.21
ASG3000 HM 56T.2156M.21
ASG3000 HM
56U.2156N.21
ASG3000 HM 56T.2156M.21
ASG3000 HM
56T.3756M.37
ASG0106 DBG-N
56T.3756M.37
ASG0106 DBG-N
15
DIHART Monomax® – SolidTool Recommendation
Cutting speed and feed see pages 28 - 29.

Dimensions
Cylindricalshank
Ø D Ø d × c L b a No. of inch inch inch ~inch teeth
0.2205 – 0.3503 (5.600 – 8.899) 0.500 × 1.772 3.346 1.575 0.374 4
0.3504 – 0.6259 (8.900 – 15.899) 0.500 × 1.772 3.740 1.969 0.374 6
0.6260 – 0.7440 (15.900 – 18.899) 0.625 × 1.969 3.937 1.969 0.374 6
0.7441 – 1.0197 (18.900 – 25.899) 0.750 × 2.362 4.724 2.362 0.374 6
1.0198 – 1.2834 (25.900 – 32.599) 1.000 × 2.362 5.315 2.953 0.374 6
1.2835 – 1.5984 (32.600 – 40.599) 1.000 × 2.362 5.315 2.953 0.551 8
Selection: Cutting material, material, coolant supply
Cutting material / coating
for material for material
Order No. Order No. P M K N S H P M K N S H
55N.21 55M.21 HM §§1) §§1) §§1) §§1) §§1) §§1) §§1) §§1) §§1) §§1)
55N.71 55M.71 TiN $$ $$ $$4) $$ §§ $$ $$5) $$55N.37 55M.37 DBG-N $$ $$ $$ $$ $$55N.47 55M.47 DBF $$ §§ $$ $$ §§55N.17 55M.17 DBC §§ §§55N.93 55M.93 DST §§ §§3)
55N.67 55M.67 DJC $$2)
Selection example: material St37, cutting material DST, central coolant supply, bore without interruption = Order No. 55M93
16
DIHART Monomax® – SolidShort version with cylindrical shank similar to DIN 1835
a
� D
L
b
� d
c
� 0.2205 – 1.5984 inch(� 5.600 – 40.599 mm)
� with internal coolant supply� coolant supply available for blind or through hole applications
(..) = mm
Order example: Order No. 55M.93 · Bore diameter 24 mm · Bore tolerance H6 · Material St37 or ASG4000 (Cutting geometry page 14-15)
1) conventional machining · 2) material group 10.0&10.1 · 3) material group 12.0 · 4) material group 12.1 · 5) material group 12.0&12.1
§ main area of application $ suitable in some cases
Inch shankCustom reaming tool – selection options!

Dimensions
Cylindricalshank
Ø D Ø d × c L b a No. of mm mm mm ~mm teeth
5.600 – 8.899 (0.2205 – 0.3503) 12 × 45 85 40 9.5 4
8.900 – 15.899 (0.3504 – 0.6259) 12 × 45 95 50 9.5 6
15.900 – 18.899 (0.6260 – 0.7440) 16 × 50 100 50 9.5 6
18.900 – 25.899 (0.7441 – 1.0197) 20 × 60 120 60 9.5 6
25.900 – 32.599 (1.0198 – 1.2834) 25 × 60 135 75 9.5 6
32.600 – 40.599 (1.2835 – 1.5984) 25 × 60 135 75 14.0 8
Selection: Cutting material, material, coolant supply
Cutting material / coating
for material for material
Order No. Order No. P M K N S H P M K N S H
56N.21 56M.21 HM §§1) §§1) §§1) §§1) §§1) §§1) §§1) §§1) §§1) §§1)
56N.71 56M.71 TiN $$ $$ $$4) $$ §§ $$ $$5) $$56N.37 56M.37 DBG-N $$ $$ $$ $$ $$56N.47 56M.47 DBF $$ §§ $$ $$ §§56N.17 56M.17 DBC §§ §§56N.93 56M.93 DST §§ §§3)
56N.67 56M.67 DJC $$2)
Selection example: material St37, cutting material DST, central coolant supply, bore without interruption = Order No. 56M93
17
a
� D
L
b
� d
c
DIHART Monomax® – SolidShort version with cylindrical shank similar to DIN 1835
� 5.600 – 40.599 mm(� 0.2205 – 1.5984 inch)
with internal coolant supply �coolant supply available for blind or through hole applications �
(..) = inch
Order example: Order No. 56M.93 · Bore diameter 24 mm · Bore tolerance H6 · Material St37 or ASG4000 (Cutting geometry page 14-15)
1) conventional machining · 2) material group 10.0&10.1 · 3) material group 12.0 · 4) material group 12.1 · 5) material group 12.0&12.1
§ main area of application $ suitable in some cases
Metric shank Custom reaming tool – selection options!

Dimensions
Cylindricalshank
Ø D Ø d × c L b a No. of inch inch inch ~inch teeth
0.2205 – 0.3503 (5.600 – 8.899) 0.500 × 1.772 5.118 3.346 0.374 4
0.3504 – 0.3897 (8.900 – 9.899) 0.500 × 1.772 5.118 3.346 0.374 6
0.3898 – 0.6259 (9.900 – 15.899) 0.500 × 1.772 6.299 4.528 0.374 6
0.6260 – 0.7440 (15.900 – 18.899) 0.625 × 1.969 7.087 5.118 0.374 6
0.7441 – 1.0197 (18.900 – 25.899) 0.750 × 2.362 7.847 5.512 0.374 6
1.0198 – 1.2834 (25.900 – 32.599) 1.000 × 2.362 8.268 5.906 0.374 6
1.2835 – 1.5984 (32.600 – 40.599) 1.000 × 2.362 8.268 5.906 0.551 8
Selection: Cutting material, material, coolant supply
Cutting material / coating
for material for material
Order No. Order No. P M K N S H P M K N S H
55U.21 55T.21 HM §§1) §§1) §§1) §§1) §§1) §§1) §§1) §§1) §§1) §§1)
55U.71 55T.71 TiN $$ $$ $$4) $$ §§ $$ $$5) $$55U.37 55T.37 DBG-N $$ $$ $$ $$ $$55U.47 55T.47 DBF $$ §§ $$ $$ §§55U.17 55T.17 DBC §§ §§55U.93 55T.93 DST §§ §§3)
55U.67 55T.67 DJC $$2)
Selection example: material St37, cutting material DST, central coolant supply, bore without interruption = Order No. 55T93
18
1) conventional machining · 2) material group 10.0&10.1 · 3) material group 12.0 · 4) material group 12.1 · 5) material group 12.0&12.1
§ main area of application $ suitable in some cases
Inch shankCustom reaming tool – selection options!
DIHART Monomax® – SolidLong version with cylindrical shank similar to DIN 1835
a
� D
L
b
� d
c
� 0.2205 – 1.5984 inch(� 5.600 – 40.599 mm)
� with internal coolant supply� coolant supply available for blind or through hole applications
(..) = mm
Order example: Order No. 55T.93 · Bore diameter 24 mm · Bore tolerance H6 · Material St37 or ASG4000 (Cutting geometry page 14-15)

Dimensions
Cylindricalshank
Ø D Ø d × c L b a No. of mm mm mm ~mm teeth
5.600 – 8.899 (0.2205 – 0.3503) 12 × 45 130 85 9.5 4
8.900 – 9.899 (0.3504 – 0.3897) 12 × 45 130 85 9.5 6
9.900 – 15.899 (0.3898 – 0.6259) 12 × 45 160 115 9.5 6
15.900 – 18.899 (0.6260 – 0.7440) 16 × 50 180 130 9.5 6
18.900 – 25.899 (0.7441 – 1.0197) 20 × 60 200 140 9.5 6
25.900 – 32.599 (1.0198 – 1.2834) 25 × 60 210 150 9.5 6
32.600 – 40.599 (1.2835 – 1.5984) 25 × 60 210 150 14.0 8
Selection: Cutting material, material, coolant supply
Cutting material / coating
for material for material
Order No. Order No. P M K N S H P M K N S H
56U.21 56T.21 HM §§1) §§1) §§1) §§1) §§1) §§1) §§1) §§1) §§1) §§1)
56U.71 56T.71 TiN $$ $$ $$4) $$ §§ $$ $$5) $$56U.37 56T.37 DBG-N $$ $$ $$ $$ $$56U.47 56T.47 DBF $$ §§ $$ $$ §§56U.17 56T.17 DBC §§ §§56U.93 56T.93 DST §§ §§3)
56U.67 56T.67 DJC $$2)
Selection example: material St37, cutting material DST, central coolant supply, bore without interruption = Order No. 56T93
19
1) conventional machining · 2) material group 10.0&10.1 · 3) material group 12.0 · 4) material group 12.1 · 5) material group 12.0&12.1
§ main area of application $ suitable in some cases
DIHART Monomax® – SolidLong version with cylindrical shank similar to DIN 1835
a
� D
L
b
� d
c
� 5.600 – 40.599 mm(� 0.2205 – 1.5984 inch)
with internal coolant supply �coolant supply available for blind or through hole applications �
(..) = inch
Metric shank Custom reaming tool – selection options!
Order example: Order No. 56T.93 · Bore diameter 24 mm · Bore tolerance H6 · Material St37 or ASG4000 (Cutting geometry page 14-15)

20
DIHART Monomax® – Expandable
DIHART Monomax®
One-piece tools – known as monobloc tools – are one of DIHART’s specialities. The demands which have been made over decades are refl ected in an enormous number of types and variations. This successful tool program has been completely revised with many standards available through effi cient manufacturing.
BENEFITS for you:
Designed for large hole diameters Wear compensation for extremely small hole tolerances
Extremely durable due to single-piece construction Precision ground to size
Application:
- Non-alloy and low alloy steels- Stainless, heat resistant and high alloy steels- Grey cast iron and spheroidal graphite cast iron- Copper alloys, brass and bronze- Aluminum- Titanium, titanium alloys, CGI, and plastic on request
Versions:
- Expandable- Short and long versions- Through and blind hole coolant outlets available- Uncoated and coated carbide or DST- Diameter range 1.0198 – 1.5984 inch (25.900 – 40.599 mm)

DIHART Monomax® Page
Tool Recommendation 22 – 23
Monomax® – Expandable
Ø 1.0198 – 1.5984 inch (Ø 25.900 – 40.599 mm)with cylindrical shank – short version
Ø 1.0198 – 1.5984 inch (Ø 25.900 – 40.599 mm)with cylindrical shank – long version
24 – 25
26 – 27
21

Mat
eria
l gro
up
Stre
ngth
Rm
(lbf
/Ins²
)
Har
dnes
s H
B MaterialMaterial exampleANSI / SAE
High-speed machining
Order No.longshort
Cutting geometry
(ASG)
Cutting material/ coating
Order No.longshort
Cutting geometry
(ASG)
Cutting material/ coating
P1.
0 � 72,500 non-alloy steels101011441213
56J.9356R.93
ASG4000 DST 56J.7156R.71
ASG4000 TiN
2.0 72,500 -
130,000non-alloy /low alloy steels
105551155120
56J.9356R.93
ASG4000 DST 56J.7156R.71
ASG4000 TiN
2.1 < 72,500 lead alloys 12L14
56J.9356R.93
ASG4000 DST 56J.7156R.71
ASG4000 TiN
3.0 > 130,000
non alloy / low alloy steels: heat resistant structural, heat treated, nitride and tools steels
10644140
56J.9356R.93
ASG4000 DST 56J.7156R.71
ASG3000 TiN
4.0 > 130,000 high alloy steels H13
H2156J.7156R.71
ASG0106 TiN 56J.7156R.71
ASG0106 TiN
4.1 HSS M10
T4
S5.
0 250 special alloys: Inconel, Hastelloy, Nimonic, stc.
Inconel® 718Nimonic® 80A
5.1 58,000 titanium,
titanium alloys Ti-6Al-4V
M6.
0 � 87,000 stainless steels 304L316
56J.4756R.47
ASG0106 DBF 56J.4756R.47
ASG0106 DBF
6.1 <130,000 stainless steels 630
56J.4756R.47
ASG0106 DBF 56J.4756R.47
ASG0106 DBF
7.0 >130,000 stainless / fi reproof steels 403
42056J.4756R.47
ASG0106 DBF 56J.4756R.47
ASG0106 DBF
K8.
0 180 gray cast iron Class 25G3000
56J.3756R.37
ASG3000 DBG-N 56J.3756R.37
ASG3000 DBG-N
8.1 250 alloy gray cast iron A436 Type 2
56J.3756R.37
ASG3000 DBG-N 56J.3756R.37
ASG3000 DBG-N
9.0 � 87,000 130 ductile cast iron, ferritic 60-40-18
D451256J.9356R.93
ASG3000 DST 56J.3756R.37
ASG3000 DBG-N
9.1 230 ductile cast iron, ferritic /
perlitic80-55-06D5506
56J.9356R.93
ASG3000 DST 56J.3756R.37
ASG3000 DBG-N
10.0 > 87,000 250
spheroidal graphite cast iron, perlitic malleable iron
100-70-0307003
56J.9356R.93
ASG3000 DST 56J.3756R.37
ASG3000 DBG-N
10.1 200 alloyed spheroidal graphite
cast iron A43D256J.3756R.37
ASG3000 DBG-N 56J.3756R.37
ASG3000 DBG-N
10.2 300 vermicular cast iron
56J.3756R.37
ASG3000 DBG-N 56J.3756R.37
ASG3000 DBG-N
N12
.0 90copper alloy, brass,lead-alloy bronze, lead bronze: good cut
31656J.9356R.93
ASG3000 DST 56J.7156R.71
ASG3000 TiN
12.1 100 copper alloy, brass,
bronze:average cut56J.7156R.71
ASG3000 TiN 56J.7156R.71
ASG3000 TiN
13.0 60 wrought aluminum alloys 6151
707556J.1756R.17
ASG0706 DBC 56J.1756R.17
ASG0706 DBC
13.1 75
cast aluminum alloy: Si-content <10%magnesium alloy
380A356.0
56J.1756R.17
ASG0706 DBC 56J.1756R.17
ASG0706 DBC
14.0 100 cast aluminum alloy:
Si-content > 10%383A413.0
56J.1756R.17
ASG0706 DBC 56J.1756R.17
ASG0706 DBC
H15
.0 203,000 hardened steels< 45 HRC
56J.3756R.37
ASG0106 DBG-N
16.0 261,000 hardened steels
> 45 HRC, � 55 HRC56J.3756R.37
ASG0106 DBG-N
22
DIHART Monomax® – ExpandableTool Recommendation
For inquiries concerning tools for materials without a recommendation, please contact us.

High-speed machining Conventional machining
Order No.longshort
Cutting geometry
(ASG)
Cutting material/ coating
Order No.longshort
Cutting geometry
(ASG)
Cutting material/ coating
Order No.longshort
Cutting geometry
(ASG)
Cutting material
Order No.longshort
Cutting geometry
(ASG)
Cutting material
56H.9356Q.93
ASG3000 DST 56H.7156Q.71
ASG3000 TiN 56J.2156R.21
ASG3000 HM 56H.2156Q.21
ASG3000 HM
56H.9356Q.93
ASG3000 DST 56H.7156Q.71
ASG3000 TiN 56J.2156R.21
ASG02 HM 56H.2156Q.21
ASG02 HM
56H.9356Q.93
ASG3000 DST 56H.7156Q.71
ASG3000 TiN 56J.2156R.21
ASG3000 HM 56H.2156Q.21
ASG3000 HM
56H.9356Q.93
ASG3000 DST 56H.7156Q.71
ASG3000 TiN 56J.2156R.21
ASG3000 HM 56H.2156Q.21
ASG3000 HM
56H.7156Q.71
ASG0106 TiN 56H.7156Q.71
ASG0106 TiN 56J.2156R.21
ASG0106 HM 56H.2156Q.21
ASG0106 HM
56J.2156R.21
ASG03 HM 56H.2156Q.21
ASG03 HM
56H.4756Q.47
ASG0106 DBF 56H.4756Q.47
ASG0106 DBF 56J.2156R.21
ASG0106 HM 56H.2156Q.21
ASG0106 HM
56H.4756Q.47
ASG0106 DBF 56H.4756Q.47
ASG0106 DBF 56J.2156R.21
ASG0106 HM 56H.2156Q.21
ASG0106 HM
56H.4756Q.47
ASG0106 DBF 56H.4756Q.47
ASG0106 DBF 56J.2156R.21
ASG0106 HM 56H.2156Q.21
ASG0106 HM
56H.3756Q.37
ASG3000 DBG-N 56H.3756Q.37
ASG3000 DBG-N 56J.2156R.21
ASG3000 HM 56H.2156Q.21
ASG3000 HM
56H.3756Q.37
ASG3000 DBG-N 56H.3756Q.37
ASG3000 DBG-N 56J.2156R.21
ASG3000 HM 56H.2156Q.21
ASG3000 HM
56H.9356Q.93
ASG3000 DST 56H.3756Q.37
ASG3000 DBG-N 56J.2156R.21
ASG02 HM 56H.2156Q.21
ASG02 HM
56H.9356Q.93
ASG3000 DST 56H.3756Q.37
ASG3000 DBG-N 56J.2156R.21
ASG3000 HM 56H.2156Q.21
ASG3000 HM
56H.9356Q.93
ASG3000 DST 56H.3756Q.37
ASG3000 DBG-N 56J.2156R.21
ASG3000 HM 56H.2156Q.21
ASG3000 HM
56H.3756Q.37
ASG3000 DBG-N 56H.3756Q.37
ASG3000 DBG-N 56J.2156R.21
ASG3000 HM 56H.2156Q.21
ASG3000 HM
56H.3756Q.37
ASG3000 DBG-N 56H.3756Q.37
ASG3000 DBG-N 56J.2156R.21
ASG3000 HM 56H.2156Q.21
ASG3000 HM
56H.9356Q.93
ASG3000 DST 56H.7156Q.71
ASG3000 TiN 56J.2156R.21
ASG0106 HM 56H.2156Q.21
ASG0106 HM
56H.7156Q.71
ASG3000 TiN 56H.7156Q.71
ASG3000 TiN 56J.2156R.21
ASG0106 HM 56H.2156Q.21
ASG0106 HM
56H.1756Q.17
ASG0706 DBC 56H.1756Q.17
ASG0706 DBC 56J.2156R.21
ASG02 HM 56H.2156Q.21
ASG02 HM
56H.1756Q.17
ASG0706 DBC 56H.1756Q.17
ASG0706 DBC 56J.2156R.21
ASG3000 HM 56H.2156Q.21
ASG3000 HM
56H.1756Q.17
ASG0706 DBC 56H.1756Q.17
ASG0706 DBC 56J.2156R.21
ASG3000 HM 56H.2156Q.21
ASG3000 HM
56H.3756Q.37
ASG0106 DBG-N
56H.3756Q.37
ASG0106 DBG-N
23
DIHART Monomax® – ExpandableTool Recommendation
Cutting speed and feed see pages 28 - 29.

Dimensions
Cylindricalshank
Ø D Ø d × c L b f a No. of inch inch inch ~inch ~inch teeth
1.0198 – 1.2834 (25.900 – 32.599) 1.000 × 2.362 5.315 2.953 0.004 0.374 6
1.2835 – 1.5984 (32.600 – 40.599) 1.000 × 2.362 5.315 2.953 0.004 0.551 8
Selection: Cutting material, material, coolant supply
Cutting material / coating
for material for material
Order No. Order No. P M K N S H P M K N S H
55J.21 55H.21 HM §§1) §§1) §§1) §§1) §§1) §§1) §§1) §§1) §§1) §§1)
55J.71 55H.71 TiN $$ $$ $$4) $$ §§ $$ $$5) $$55J.37 55H.37 DBG-N $$ $$ $$ $$ $$55J.47 55H.47 DBF $$ §§ $$ $$ §§55J.17 55H.17 DBC §§ §§55J.93 55H.93 DST §§ §§3)
55J.67 55H.67 DJC $$2)
Selection example: material St37, cutting material DST, central coolant supply, bore without interruption = Order No. 56H93
24
DIHART Monomax® – Expandable � 1.0198 – 1.5984 inch(� 25.900 – 40.599 mm)Short version with cylindrical shank similar to DIN 1835
� with internal coolant supply� coolant supply available for blind or through hole applications
Inch shank
a
� D
L
b
f
� d
c
(..) = mm
1) conventional machining · 2) material group 10.0&10.1 · 3) material group 12.0 · 4) material group 12.1 · 5) material group 12.0&12.1
Order example: Order No. 55H.93 · Bore diameter 26 mm · Bore tolerance H6 · Material St37 or ASG4000 (Cutting geometry page 22-23)
§ main area of application $ suitable in some cases
Custom reaming tool – selection options!

Dimensions
Cylindricalshank
Ø D Ø d × c L b f a No. of mm mm mm ~mm ~mm teeth
25.900 – 32.599 (1.0198 – 1.2834) 25 × 60 135 75 0.1 9.5 6
32.600 – 40.599 (1.2835 – 1.5984) 25 × 60 135 75 0.1 14.0 8
Selection: Cutting material, material, coolant supply
Cutting material / coating
for material for material
Order No. Order No. P M K N S H P M K N S H
56J.21 56H.21 HM §§1) §§1) §§1) §§1) §§1) §§1) §§1) §§1) §§1) §§1)
56J.71 56H.71 TiN $$ $$ $$4) $$ §§ $$ $$5) $$56J.37 56H.37 DBG-N $$ $$ $$ $$ $$56J.47 56H.47 DBF $$ §§ $$ $$ §§56J.17 56H.17 DBC §§ §§56J.93 56H.93 DST §§ §§3)
56J.67 56H.67 DJC $$2)
Selection example: material St37, cutting material DST, central coolant supply, bore without interruption = Order No. 56H93
25
Metric shank
DIHART Monomax® – Expandable� 25.900 – 40.599 mm(� 1.0198 – 1.5984 inch) Short version with cylindrical shank similar to DIN 1835
with internal coolant supply �coolant supply available for blind or through hole applications �
a
� D
L
b
f
� d
c
(..) = inch
1) conventional machining · 2) material group 10.0&10.1 · 3) material group 12.0 · 4) material group 12.1 · 5) material group 12.0&12.1
Order example: Order No. 56H.93 · Bore diameter 26 mm · Bore tolerance H6 · Material St37 or ASG4000 (Cutting geometry page 22-23)
§ main area of application $ suitable in some cases
Custom reaming tool – selection options!

Dimensions
Cylindricalshank
Ø D Ø d × c L b f a No. of inch inch inch ~inch ~inch teeth
1.0198 – 1.2834 (25.900 – 32.599) 1.000 × 2.362 8.268 5.906 0.004 0.374 6
1.2835 – 1.5984 (32.600 – 40.599) 1.000 × 2.362 8.268 5.906 0.004 0.551 8
Selection: Cutting material, material, coolant supply
Cutting material / coating
for material for material
Order No. Order No. P M K N S H P M K N S H
55R.21 55Q.21 HM §§1) §§1) §§1) §§1) §§1) §§1) §§1) §§1) §§1) §§1)
55R.71 55Q.71 TiN $$ $$ $$4) $$ §§ $$ $$5) $$55R.37 55Q.37 DBG-N $$ $$ $$ $$ $$55R.47 55Q.47 DBF $$ §§ $$ $$ §§55R.17 55Q.17 DBC §§ §§55R.93 55Q.93 DST §§ §§3)
55R.67 55Q.67 DJC $$2)
Selection example: material St37, cutting material DST, central coolant supply, bore without interruption = Order No. 56H93
26
DIHART Monomax® – ExpandableLong version with cylindrical shank similar to DIN 1835
a
� D
L
b
f
� d
c
(..) = mm
� with internal coolant supply� coolant supply available for blind or through hole applications
1) conventional machining · 2) material group 10.0&10.1 · 3) material group 12.0 · 4) material group 12.1 · 5) material group 12.0&12.1
§ main area of application $ suitable in some cases
Inch shankCustom reaming tool – selection options!
Order example: Order No. 55Q.93 · Bore diameter 26 mm · Bore tolerance H6 · Material St37 or ASG4000 (Cutting geometry page 22-23)
� 1.0198 – 1.5984 inch(� 25.900 – 40.599 mm)

Dimensions
Cylindricalshank
Ø D Ø d × c L b f a No. of mm mm mm ~mm ~mm teeth
25.900 – 32.599 (1.0198 – 1.2834) 25 × 60 210 150 0.1 9.5 6
32.600 – 40.599 (1.2835 – 1.5984) 25 × 60 210 150 0.1 14.0 8
Selection: Cutting material, material, coolant supply
Cutting material / coating
for material for material
Order No. Order No. P M K N S H P M K N S H
56R.21 56Q.21 HM §§1) §§1) §§1) §§1) §§1) §§1) §§1) §§1) §§1) §§1)
56R.71 56Q.71 TiN $$ $$ $$4) $$ §§ $$ $$5) $$56R.37 56Q.37 DBG-N $$ $$ $$ $$ $$56R.47 56Q.47 DBF $$ §§ $$ $$ §§56R.17 56Q.17 DBC §§ §§56R.93 56Q.93 DST §§ §§3)
56R.67 56Q.67 DJC $$2)
Selection example: material St37, cutting material DST, central coolant supply, bore without interruption = Order No. 56H93
27
DIHART Monomax® – ExpandableLong version with cylindrical shank similar to DIN 1835
with internal coolant supply �coolant supply available for blind or through hole applications �
a
� D
L
b
f
� d
c
(..) = inch
Metric shank
1) conventional machining · 2) material group 10.0&10.1 · 3) material group 12.0 · 4) material group 12.1 · 5) material group 12.0&12.1
Order example: Order No. 56Q.93 · Bore diameter 26 mm · Bore tolerance H6 · Material St37 or ASG4000 (Cutting geometry page 22-23)
§ main area of application $ suitable in some cases
Custom reaming tool – selection options!
� 25.900 – 40.599 mm(� 1.0198 – 1.5984 inch)

Guideline for reaming Cutting speed vc ft/min (m/min)
Mat
eria
l gro
up
Stre
ngth
Rm
(lbf
/Ins²
)
Har
dnes
s H
B
MaterialMaterial exampleAISI / SAE
Reamers short / 3×D Reamers long / 5×D
HM
DS
T
TiN
DBG
-N
DB
F
DJC
DBC HM
DS
T
TiN
DBG
-N
DB
F
DJC
DBC
min-max min-max min-max min-max min-max min-max min-max min-max min-max min-max min-max min-max min-max min-max
P1.
0 � 72,500
non-alloy steels101011441213
19-32(6-10)
330-660(100-200)
195-460(60-140)
330-660(100-200)
19-32(6-10)
260-525(80-160)
195-390(60-120)
260-525(80-160)
2.0 72,500 -
130,000non-alloy /low alloy steels
105551155120
19-32(6-10)
330-660(100-200)
195-460(60-140)
330-660(100-200)
19-32(6-10)
260-525(80-160)
195-390(60-120)
260-525(80-160)
2.1 <
72,500lead alloys 12L14
50-145(15-45)
330-660(100-200)
195-460(60-140)
330-660(100-200)
50-145(15-45)
260-525(80-160)
195-390(60-120)
260-525(80-160)
3.0 >
130,000
non alloy / low alloy steels: heat resistant structural, heat treated, nitride and tools steels
10644140
16-30(5-9)
260-490(80-150)
195-360(60-110)
260-490(80-150)
16-30(5-9)
260-390(80-120)
195-295(60-90)
260-390(80-120)
4.0 >
130,000high alloy steels H13
H2113-23(4-7)
50-145(15-45)
13-23(4-7)
50-145(15-45)
4.1 HSS M10
T4
S5.
0 250 special alloys: Inconel, Hastelloy, Nimonic, stc.
Inconel® 718Nimonic® 80A
5.1 58,000 titanium,
titanium alloys Ti-6Al-4V16-40(5-12)
16-40(5-12)
M6.
0 � 87,000
stainless steels 304L316
16-26(5-8)
50-130(15-40)
100-195(30-60)
16-26(5-8)
50-130(15-40)
100-195(30-60)
6.1 <130,000 stainless steels 630
13-19(4-6)
32-115(10-35)
65-165(20-50)
13-19(4-6)
32-115(10-35)
65-165(20-50)
7.0 >130,000 stainless / fi reproof
steels403420
13-19(4-6)
32-115(10-35)
65-165(20-50)
13-19(4-6)
32-15(10-35)
65-165(20-50)
K8.
0 180 gray cast iron Class 25G3000
12-82(10-25)
165-425(50-130)
260-720(80-220)
260-720(80-220)
12-82(10-25)
65-330(50-100)
260-490(80-150)
260-490(80-150)
8.1 250 alloy gray cast iron A436 Type 2
19-40(6-12)
100-295(30-90)
130-425(40-130)
130-425(40-130)
19-40(6-12)
100-295(30-90)
130-330(40-100)
130-330(40-100)
9.0 �
87,000130 ductile cast iron, ferritic 60-40-18
D451230-59(9-18)
425-980(130-300)
425-980(130-300)
425-980(130-300)
425-980(130-300)
30-59(9-18)
390-590(120-180)
390-590(120-180)
390-590(120-180)
390-590(120-180)
9.1 230 ductile cast iron, ferritic
/ perlitic80-55-06D5506
30-59(9-18)
330-820(100-250)
330-820(100-250)
330-820(100-250)
330-820(100-250)
30-59(9-18)
330-525(100-160)
330-520(100-160)
330-520(100-160)
330-525(100-160)
10.0 >
87,000250
spheroidal graphite cast iron, perlitic malleable iron
100-70-0307003
26-50(8-15)
260-590(80-180)
260-590(80-180)
260-590(80-180)
260-590(80-180)
26-50(8-15)
260-490(80-150)
260-490(80-150)
260-490(80-150)
260-490(80-150)
10.1 200 alloyed spheroidal
graphite cast iron A43D219-40(6-12)
100-195(30-60)
165-330(50-100)
165-330(50-100)
19-40(6-12)
100-195(30-60)
165-330(50-100)
165-330(50-100)
165-330(50-100)
10.2 300 vermicular cast iron
19-40(6-12)
100-230(30-70)
130-425(40-130)
130-425(40-130)
19-40(6-12)
100-230(30-70)
130-425(40-130)
130-425(40-130)
130-425(40-130)
N12
.0 90copper alloy, brass,lead-alloy bronze, lead bronze: good cut
31612-100(10-30)
330-1050(100-320)
260-660(80-200)
12-100(10-30)
330-660(100-200)
260-490(80-150)
12.1 100 copper alloy, brass,
bronze:average cut12-65
(10-20)165-490(50-150)
12-65(10-20)
165-390(50-120)
13.0 60 wrought aluminum
alloys61517075
12-100(10-30)
165-980(50-300)
12-100(10-30)
165-785(50-240)
13.1 75
cast aluminum alloy: Si-content <10%magnesium alloy
380A356.0
12-100(10-30)
490-980(150-300)
12-100(10-30)
490-820(150-250)
14.0 100 cast aluminum alloy:
Si-content > 10%383A413.0
26-65(8-20)
490-980(150-300)
26-65(8-20)
490-820(150-250)
H15
.0 203,000 hardened steels< 45 HRC
130-195(40-60)
130-195(40-60)
16.0 261,000 hardened steels
> 45 HRC, � 55 HRC100-165(30-50)
100-165(30-50)
28
DIHART® Cutting Data
For inquiries concerning tools for materials without a recommendation, please contact us.

Feed fz in/tooth (mm/tooth)
straight fl utedASG3000, ASG0106, ASG03
straight fl utedASG4000, ASG09B, ASG1402
left hand spiraledASG0501
< � 0.472(< � 12)
� 0.472 - 0.984(� 12 - 25)
� 0.984 - 1.968(� 25 - 50)
> � 1.968(> � 50)
< � 0.472(< � 12)
� 0.472 - 0.984(� 12 - 25)
� 0.984 - 1.968(� 25 - 50)
> � 1.968(> � 50)
� 0.189 - 0.500(� 4.8 - 12.7)
min-max min-max min-max min-max min-max min-max min-max min-max min-max
0.002-0.004(0.05-0.10)
0.003-0.006(0.07-0.15)
0.003-0.007(0.09-0.20)
0.004-0.010(0.10-0.25)
0.003-0.005(0.07-0.14)
0.004-0.008(0.10-0.21)
0.005-0.009(0.12-0.24)
0.005-0.012(0.13-0.30)
0.003-0.005(0.07-0.14)
0.002-0.004(0.05-0.10)
0.003-0.006(0.07-0.15)
0.003-0.007(0.09-0.20)
0.004-0.010(0.10-0.25)
0.003-0.005(0.07-0.14)
0.004-0.008(0.10-0.21)
0.005-0.009(0.12-0.24)
0.005-0.012(0.13-0.30)
0.003-0.005(0.07-0.14)
0.002-0.004(0.05-0.10)
0.003-0.006(0.07-0.15)
0.003-0.007(0.09-0.20)
0.004-0.010(0.10-0.25)
0.003-0.005(0.07-0.14)
0.004-0.008(0.10-0.21)
0.005-0.009(0.12-0.24)
0.005-0.012(0.13-0.30)
0.003-0.005(0.07-0.14)
0.001-0.003(0.04-0.08)
0.002-0.005(0.06-0.12)
0.002-0.006(0.07-0.16)
0.003-0.008(0.08-0.20)
0.002-0.004(0.06-0.11)
0.003-0.007(0.08-0.17)
0.003-0.007(0.09-0.19)
0.004-0.009(0.10-0.24)
0.002-0.004(0.06-0.11)
0.001-0.003(0.04-0.07)
0.002-0.004(0.05-0.11)
0.002-0.005(0.06-0.14)
0.003-0.007(0.07-0.18)
0.002-0.004(0.05-0.11)
0.003-0.007(0.07-0.17)
0.004-0.009(0.10-0.24)
0.004-0.012(0.11-0.30)
0.001-0.003(0.04-0.08)
0.002-0.005(0.06-0.12)
0.003-0.006(0.07-0.16)
0.003-0.008(0.08-0.20)
0.002-0.005(0.06-0.12)
0.001-0.003(0.04-0.08)
0.002-0.005(0.06-0.12)
0.003-0.006(0.07-0.16)
0.003-0.008(0.08-0.20)
0.002-0.005(0.06-0.12)
0.001-0.003(0.04-0.08)
0.002-0.005(0.06-0.12)
0.003-0.006(0.07-0.16)
0.003-0.008(0.08-0.20)
0.002-0.005(0.06-0.12)
0.002-0.005(0.06-0.13)
0.003-0.008(0.08-0.20)
0.004-0.010(0.11-0.26)
0.005-0.013(0.12-0.33)
0.003-0.008(0.08-0.20)
0.002-0.005(0.06-0.12)
0.003-0.007(0.08-0.18)
0.004-0.009(0.11-0.24)
0.005-0.012(0.12-0.30)
0.003-0.007(0.08-0.18)
0.002-0.005(0.06-0.13)
0.003-0.008(0.08-0.20)
0.004-0.010(0.11-0.26)
0.005-0.013(0.12-0.33)
0.003-0.008(0.08-0.20)
0.002-0.005(0.06-0.13)
0.003-0.008(0.08-0.20)
0.004-0.010(0.11-0.26)
0.005-0.013(0.12-0.33)
0.003-0.008(0.08-0.20)
0.002-0.005(0.06-0.12)
0.003-0.007(0.08-0.18)
0.004-0.009(0.11-0.24)
0.005-0.012(0.12-0.30)
0.003-0.007(0.08-0.18)
0.002-0.005(0.06-0.12)
0.003-0.007(0.08-0.18)
0.004-0.009(0.11-0.24)
0.005-0.012(0.12-0.30)
0.003-0.007(0.08-0.18)
0.002-0.005(0.06-0.12)
0.003-0.007(0.08-0.18)
0.004-0.009(0.11-0.24)
0.005-0.012(0.12-0.30)
0.003-0.007(0.08-0.18)
0.002-0.005(0.05-0.12)
0.003-0.007(0.07-0.18)
0.003-0.009(0.09-0.24)
0.004-0.012(0.10-0.30)
0.003-0.007(0.07-0.18)
0.002-0.005(0.05-0.12)
0.003-0.007(0.07-0.18)
0.003-0.009(0.09-0.24)
0.004-0.012(0.10-0.30)
0.003-0.007(0.07-0.18)
0.002-0.005(0.05-0.12)
0.003-0.007(0.07-0.18)
0.003-0.009(0.09-0.24)
0.004-0.012(0.10-0.30)
0.003-0.007(0.07-0.18)
0.002-0.005(0.05-0.12)
0.003-0.007(0.07-0.18)
0.003-0.009(0.09-0.24)
0.004-0.012(0.10-0.30)
0.003-0.007(0.07-0.18)
0.002-0.005(0.05-0.12)
0.003-0.007(0.07-0.18)
0.003-0.009(0.09-0.24)
0.004-0.012(0.10-0.30)
0.003-0.007(0.07-0.18)
0.001-0.003(0.04-0.08)
0.002-0.005(0.06-0.12)
0.003-0.006(0.07-0.16)
0.003-0.008(0.08-0.20)
0.001-0.003(0.04-0.08)
0.002-0.005(0.06-0.12)
0.003-0.006(0.07-0.16)
0.003-0.008(0.08-0.20)
Reaming allo wance in diameter inch (mm)0.004-0.008(0.10-0.20)
0.008-0.012(0.20-0.30)
0.008-0.016(0.20-0.40)
0.012-0.020(0.30-0.50)
0.004-0.008(0.10-0.20)
0.008-0.012(0.20-0.30)
0.008-0.016(0.20-0.40)
0.012-0.020(0.30-0.50)
0.004-0.008(0.10-0.20) 29
DIHART® Cutting Data
(..) = mm

399 02 027 03b-2/14 Printed in USA • © 2014 KOMET of America, Inc. • We reserve the right to make modifi cations.
www.komet.com
KOMET of America, Inc.
2050 Mitchell Blvd.Schaumburg, IL 60193-4544USAMAIN OFFICE: (847) 923-8400FAX: (800) 865-6638ORDER ENTRY: (847) [email protected]
KOMET de Mexico, S. de R. L. de C.V.
Acceso 1 Nave 8, No. 116 Fraccionamiento Industrial La Montaña,Querétaro, QRO. C.P 76138 MEXICOTEL: (52) (442) 218-2544FAX: (52) (442) [email protected]
KOMET of CanadaTooling Solutions ULC250 Harry Walker Pkwy NUnit 6BNewmarket, ON L3Y 7B4CANADATEL: (905) 954-0466FAX: (905) [email protected]